
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 29/08/2019 Dans tous les contenus
-
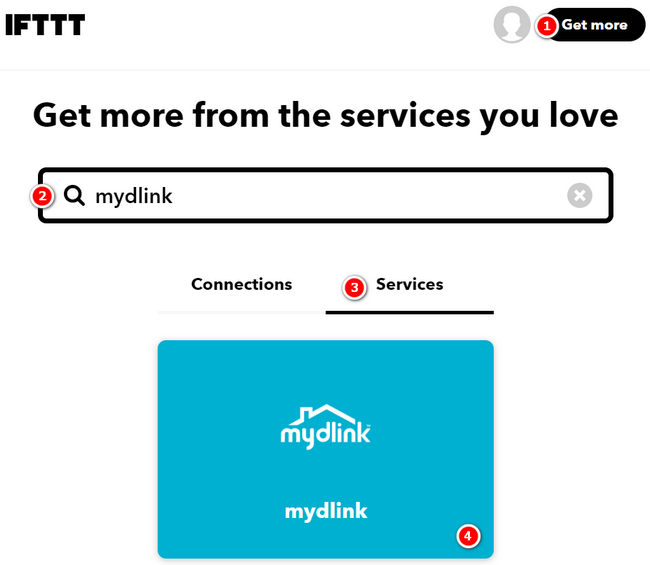
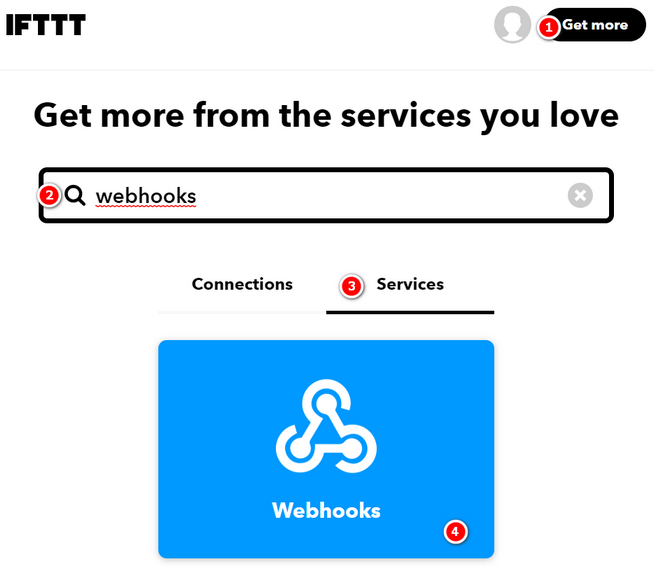
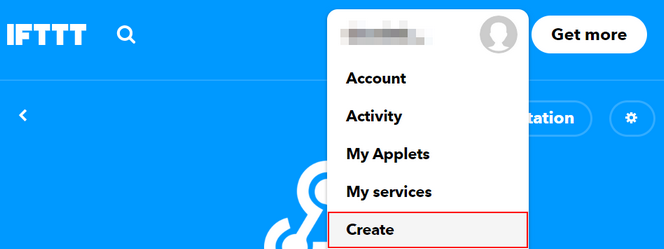
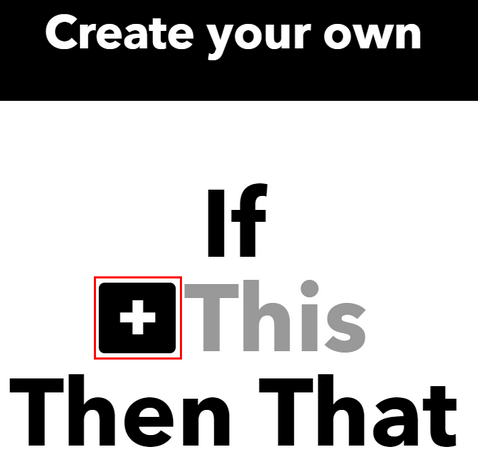
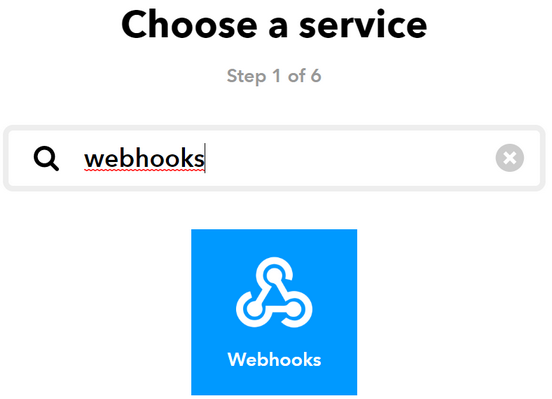
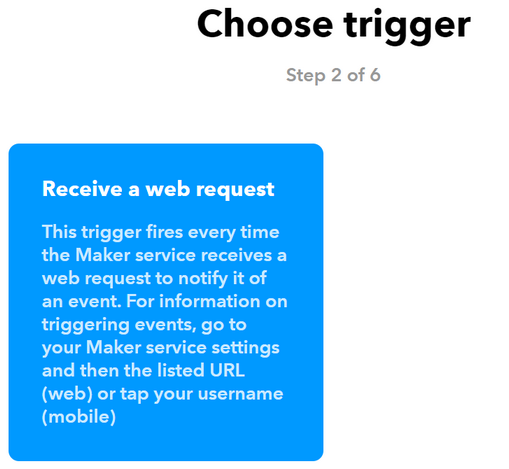
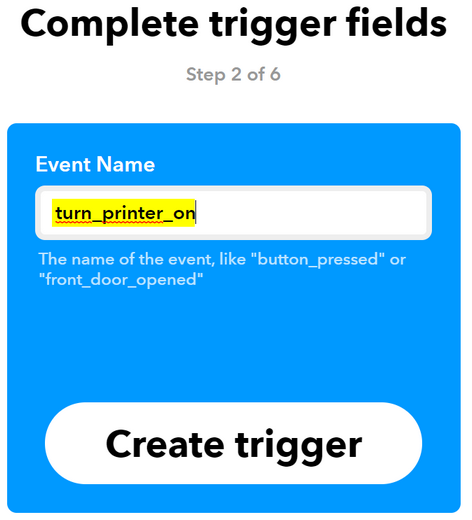
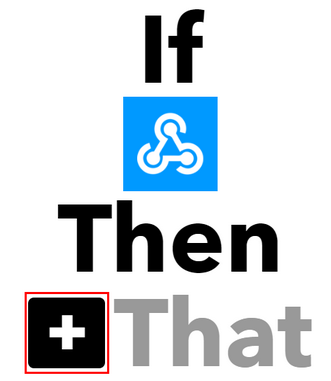
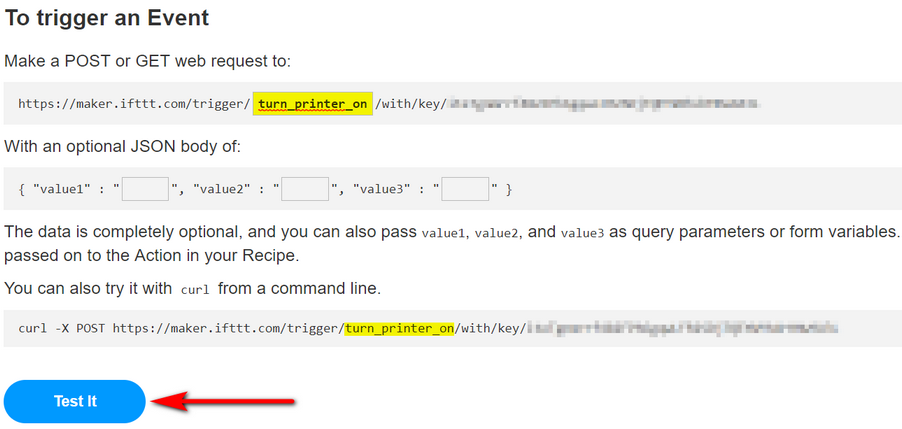
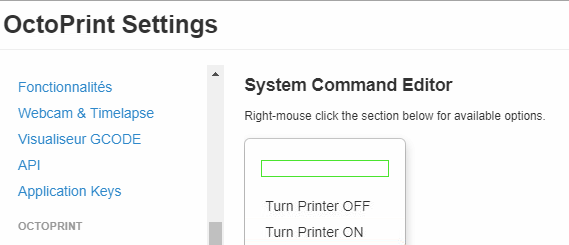
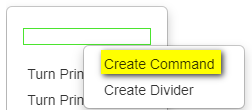
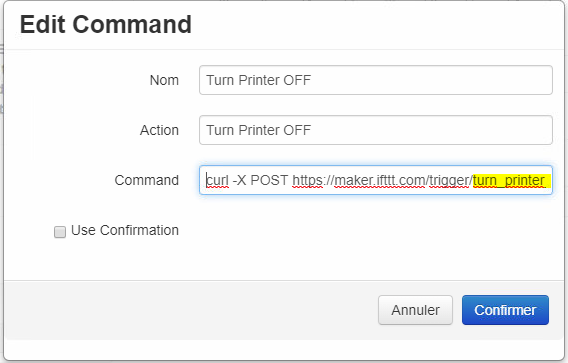
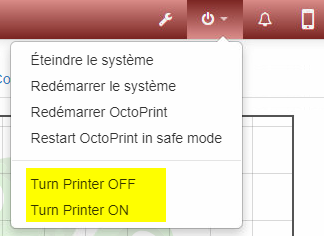
Hello tout le monde, Après avoir vu quelques infos sur la possibilité de faire démarrer nos imprimantes 3D depuis Octoprint à l'aide de prises intelligentes "TP-Link" et du plugin "TP Link Smartplug" j'ai fais l’acquisition de prises intelligentes D-Link en me disant (à tord) que cela fonctionnerait tout aussi bien vu que les protocoles IOT sont en principe standardisés... et ben il n'en est rien, ça ne fonctionne tout simplement pas de la même manière ! Alors "ohhh déception" je me suis lancé dans la recherche d'un autre moyen d'y arriver malgré tout et ce moyen s'appel "IFTTT" (ifttt.com) que les habitués de la domotique connaissent très certainement bien. Pour les autres, IFTTT est une plateforme qui permet à vos objets connectés du genre "Google Home" "Philips Hue" "D-Link" et des milliers d'autres, de communiquer et d’interagir entre eux via des actions/commandes personnalisées. Alors voici mon petit tuto étape par étape et en images pour intégrer une prise D-Link à votre Octoprint Prérequis: - Avoir un compte IFTTT (c'est gratuit et ça ne mord pas...^^) - Avoir une prise intelligente D-Link Une fois connecté avec son compte sur le site d'IFTTT... Ajout du service MyDlink et lier votre compte "MyDlink" Ajout du service Webhooks Création d'un déclencheur "Webhooks" et d'une Action "MyDlink" Cliquez sur votre profil et "Create" Cliquez sur le premier " + " pour le déclencheur Recherchez le service "Webhooks" et cliquez dessus Sélectionnez le seul déclencheur proposé Donnez comme nom d'événement "turn_printer_on" (sans espace ni autre symbole que " _ ") et validez en cliquant sur "Create trigger" Maintenant que le déclencheur avec son nom est créé, cliquez sur le deuxième " + " pour définir l'action Recherchez "mydlink" et cliquez dessus pour le sélectionner Choisir l'action "Turn on plug" puisque notre nom d'événement du déclencheur est "turn_printer_on" (oui je sais, j'me répète...) 1. choisir la prise intelligente souhaitée (si vous en avez plusieurs) 2. cliquez sur "Create action" pour valider Petit récap. de fin Vous pouvez laisser activée la case notifications, du moins au début pour recevoir les confirmations des commandes exécutées Recréez ensuite un autre déclencheur avec pour cette fois comme nom "turn_printer_off" Test depuis la page "Documentation" du service Webhooks Remplacez le {event} par le nom de l’événement que nous avons défini avec "turn_printer_on" ce qui nous donne ceci, ensuite vous pouvez tester la commande avec le bouton "Test" Si tout fonctionne bien avec les deux commandes (turn_printer_on et turn_printer_off) nous pouvons passer à l'étape suivante du coté d'Octoprint Depuis Octoprint, Installez le plugin "System command Editor" et redémarrez Octoprint Revenez dans la configuration d'Octoprint et sélectionnez le plugin que l'on viens d'installer Faites un clic droit dans l'encadré vert et créez une commande Donnez le nom que vous voulez pour cette commande et collez la ligne de code donnée par la page "Document" du service Webhooks que l'on a utilisé pour les test Ajoutez ensuite la deuxième commande pour éteindre l'imprimante avec le bon code contenant "turn_printer_off" et enregistrez vos modifications Nous avons maintenant deux commandes intégrées à Octoprint pour allumer et éteindre notre imprimante 3D avec les prises intelligentes D-Link (céti pas bo ça)


 2 points
2 points -
Bonjour Découverte du process, impression, perfection et content! Je ne savais pas quoi offrir d'original pour le mariage d'un neveu, c'est réussi et j'ai surpris tout le monde, sauf un qui connait tout sur tout ! Impression boite avec support leds 16 h. Lithophanie L 156 x H 95 x ép 3 6h30 remplissage 100%, impression 0,15 et 60 mm/s, bordure 10 lignes, refroidissement 100 %, temp's 205 60, filament "ICE" blanc

 2 points
2 points -
Oui et non c'est dans je gcode de démarrage, c'est pour préciser à quelle hauteur s'arrette la correction du plateau avec le bltouch, sa se fait progressivement jusqu'a cette auteur défini. On le défini avec M420 Z3 (3 étant la hauteur choisi, si je me souvient bien il est déconseillé d'aller au-dessus de 5) grillé par @CacaoTor2 points
-
Si tu as la possibilité de monter le Magnet_MK10 de @Fourmi, ça maintient bien le PTFE. "J'entends et j'oublie, je vois et je me souviens, je fais et je comprends" Confucius Plutôt adepte de Je sais tout que de Je suis partout (je ne suis pas loin d'atteindre point Godwin ). Sur ce, c'est effectivement l'heure d'un bon Morito2 points
-
Alors... pour cela... j'utilise plusieurs choses : D'une vidéo : J'ai mis la vidéo là où il active le BLTOUCH dans le Marlin. Ensuite... je m'aide de ceci : http://smoothieware.org/delta Oui... c'est prévu pour Smoothieware et pour une Delta... mais pour correctement bien paramétré le BL-Touch pour ma Delta, cela me sera utile. Donc pas forcément utile pour toi. Et... ensuite... je suis censé entré ces valeurs : Enfin... je dois reprendre les configurations d'une fichier "Configuration.h" prévu pour une "FLSUN 3D DELTA KOSSEL PRINTER" Je te met le fichier en pièce jointe... mais pas sûre que cela te soit utile... Configuration.h Edit de 16h15 : Oh là... je crois que je suis en mode "Délire Total" : PS : Désolé @Maelep... c'est maintenant... l'écran de mon imprimante.
 2 points
2 points -
Bonsoir, Video...mot de passe = delta https://vimeo.com/356507799 Ici la conception de mes 2 nouvelles delta ... 450 de diamètre d impression sur 800 de haut Je ne peux dire qu une chose ...ZERO COMPROMIS ...ici c est de la grosse mécaniques...forage ...soudure ....sur 2 jours de temps a fond ..j ai presque terminé ...une imprimante et demain si pas trop emmerder au boulot ..je termine la 2ème... Pour ne pas rester à rien faire en attendant les pièces...j ai récupérer une chute de profilé 4545...ce qui m a permit de concevoir toute la structure ...2 points
-
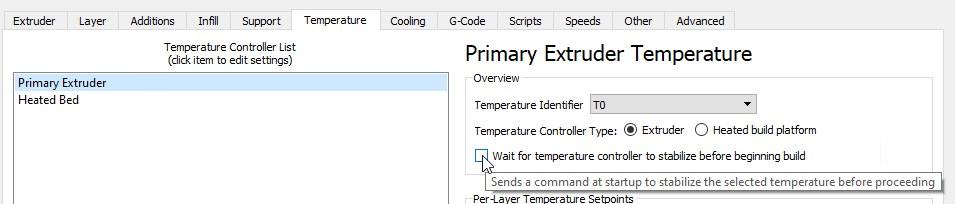
Vous l'avez peut-être vu sur les réseaux sociaux, j'ai installé et mis en service le BLTouch sur la X1 Je me suis principalement inspiré de cette vidéo : Je vais quand même tout résumé ici en français. J'ai juste réglé mon offset différemment et changé le gCode de démarrage. M140 S[bed0_temperature] ; Chauffe le lit à la température paramétrée sans attendre sans attendre que la température soit atteinte M104 S150; Préchauffe l'extrudeur à 150° sans attendre que la température soit atteinte G28 ; Homing de tous les axes G29; ABL (Auto Bed Leveling) M190 S[bed0_temperature] ; Chauffe le lit à la température paramétrée jusqu'à ce que la température soit stable M109 S[extruder0_temperature] ; Chauffe le l'extrudeur à la température paramétrée jusqu'à ce que la température soit stable M117 Purge extruder ; Affiche le message "Purge extruder" sur le LCD G92 E0 ; Reset extruder (définit la position de l'extrudeur à 0) G1 Z1.0 F3000 ; Monte le Z de 1mm à 3000mm/min (50mm/s) afin de ne pas abimer le plateau G1 X2 Y20 Z0.3 F5000.0 ; Déplacement de la tête au coin du plateau G1 X2 Y200.0 Z0.3 F1500.0 E15 ; Extrusion d'une première ligne le long du plateau pour purger l'extrudeur et nettoyer la buse G1 X2 Y200.0 Z0.3 F5000.0 ; Décalage de la tête avant la deuxième ligne G1 X2 Y20 Z0.3 F1500.0 E30 ; Extrusion de la seconde ligne dans le sens inverse pour bien nettoyer la buse G1 E27 F3500 ; Rétraction de 3,5mm du filament pour éviter que ça coule entre la purge et le skirt/brim G92 E0 ; Reset extruder ; Fin de la purge G1 Z1.0 F3000 ; On remonte le Z de 1mm à 3000mm/min (50mm/s) afin de ne pas abimer le plateau au prochain déplacement M117 Début de l'impression ! Pour utiliser ce code il faut décocher l'option suivante dans Simplify3D : Quand cette option est cochée, l'impression (et donc le starting script) ne se lance qu'un fois que le lit et la buse sont aux températures définies. Je trouve ça pénible. D'une part on perd du temps et d'autre part la buse a tendance à couler durant toute la procédure de palpation, surtout si on imprime à température un peu élevée. En désactivant cette option on peut lancer la chauffe quand on veut dans le script de démarrage. Du coup je lance la chauffe du lit et le préchauffage de la buse (comme ça ça ne coule pas) pendant l'ABL (avec les commandes M140 et M104). Quand le nivellement du plateau est terminé je relance la chauffe du plateau et de la buse avec les commandes M190 et M109 afin d'attendre que les températures soient atteintes pour démarrer l'impression. NOTE : je jette les infos en vrac au fur et à mesure et j'édite quand je peux
 1 point
1 point -
Aujourd’hui nous allons voir l’installation de Marlin sur la CR-10 S via la connexion USB. L’objectif est de faire un tutoriel qui soit compréhensible de tous les maker y compris ceux qui ne maîtrisent pas l’Arduino ou qui ne veulent tous simplement pas s’y mettre. Pour être honnête, maîtriser l’Arduino est loin d’être indispensable lorsque il est question de faire de l’impression 3D. Dans notre cas précis, c’est un environnement de développement qui va simplement vous permettre de transférer un fichier de votre ordinateur vers votre imprimante 3D, ni plus ni moins. C’est donc à peu près aussi indispensable de maîtriser l’Arduino pour l'impression 3D que d’apprendre le suédois pour pouvoir monter son meuble de cuisine Ikea. Pourquoi Marlin ? Marlin est un micro-logiciel spécifique aux machines-outils comme les CNC ou les imprimantes 3D. Il a été conçu spécialement pour eux et ne fonctionne qu’avec ce genre de hardware bien spécifique. C’est le Windows ou Linux de votre imprimante 3D, ou plutôt son Bios. En vérité il est déjà présent sur la CR-10(S) de façon native. Il a juste été bridé, appauvris et reconfigurez par Creality pour pouvoir fournir un logiciel prêt à l’emploi sans tout un tas d’option qui ne leur semblait pas pertinente. C’est une sorte de version demo du logiciel. L’intérêt d’installer Marlin sera donc d’avoir accès à tout un tas d’option non disponible dans l’imprimante 3D de base. Une fois l’installation de cette version complète du logiciel effectué, vous aurez la possibilité de modifier absolument toute les caractéristiques de votre imprimante 3D (logo d’accueil, mesh bed levelling, musique à l’allumage, etc…). Enfin sachez que Creality a mis récemment à disposition le firmware original sur son site et donc en cas de soucis vous pourrais restaurer les paramètres d’usine. Pourquoi Arduino ? Alors sans trop se prendre la tête on va juste dire que votre ordinateur et votre imprimante ne parlent pas le même dialecte. Vous avez donc besoin d’un traducteur qui va faire l’interface entre un langage que vous pouvez écrire avec votre PC et un langage compréhensible par l’imprimante 3D. Le logiciel Arduino est ce traducteur. Par quoi on commence ? Tout d’abord télécharger le nouveau logiciel de votre imprimante 3D. Je veux parler de Marlin évidemment ! Disponible à cette adresse : http://marlinfw.org/meta/download/ La dernière mise à jour est la 1.1.9, c’est sur cette version que nous allons travailler. Le but de la manœuvre, et l’objectif de ce tutoriel consiste simplement à mettre ce logiciel dans votre imprimante 3D. Pour parler à l’imprimante comme nous l’avons dit plus haut, nous allons utilisez un logiciel capable de traduire le langage de votre PC en langage Imprimante 3D. Pour cela c’est assez simple, vous aurez juste besoin du logiciel gratuit Arduino IDE disponible à cette adresse : https://www.arduino.cc/en/Main/Software La dernière version disponible est l’Arduino IDE 1.8.6. Une fois téléchargé il ne vous reste plus qu’à l’installer comme n’importe quel logiciel. Bienvenue dans Arduinoland À présent ouvrez votre logiciel Arduino IDE. Alors, pour que les choses soient claires, ce logiciel c’est un bloc note amélioré. On tape du texte selon une certaine syntaxe et c’est le logiciel qui se charge ensuite de le traduire en langage d’imprimante 3D. En somme votre boulot consiste à tapez du texte comme sur un traitement de texte classique et rien d’autre. À partir de cette simple page de traitement de texte et si vous êtes un programmateur, vous êtes en capacité d’écrire vous-même votre propre programme d’imprimante 3D. Heureusement ce n’est pas ce qu’on va vous demandez. On vous a en réalité déjà fait le travail. C’est le logiciel Marlin que vous avez téléchargé. La seul chose que vous aurez à faire sera de copier-coller le logiciel Marlin dans votre logiciel Arduino IDE. Pour cela commencé par décompressé le fichier « Marlin-1.1.x » que vous avez téléchargé et souvenez-vous dans quel dossier vous l’avez laissé. Ensuite dans la fenêtre du logiciel Arduino IDE, en haut à gauche cliquez sur Fichier puis Ouvrir… et allez chercher votre logiciel Marlin. Vous le trouverez dans le sous-répertoire Marlin il s’appelle « Marlin.ino ». Tadaaa ! Vous avez sous les yeux en langage de programmation le futur logiciel de votre CR-10 S. Champs à trous Je vous ai dit que le programme été écris. Ce n’est pas totalement vrai. Marlin vous a en fait fournis un modèle, un texte à trous que vous allez devoir remplir. Comme ils sont sympas les informations que vous allez devoir saisir comme la taille de votre plateau par exemple se trouve au même endroit. Il s’agit du 5eme onglet qui s’appelle « configuration.h ». Si vous faite défilez cette page vous verrez tout un tas d’instruction qu’il va falloir adapter à votre imprimante. C’est le cœur de la machine. La page que vous modifierez régulièrement pour améliorer la qualité de vos impressions. Sur cette partie je ne peux rien pour vous. C’est une discussion entre vous et la bête, entre l’homme et la machine. C’est en modifiant les options de cette page que l’impression touche au sublime. Ici encore pas de panique ! Il ne s’agit que de modifier certain mot dans le texte et vous avez de la chance, en fin de paragraphe je vous donnerais le lien vers une page qui vous expliquera étape par étape ce qu’il faut remplir, vous en aurez pour un petit quart d’heure. Avant de vous laisser réaliser cette étape quelques petites choses importantes. Pour pouvoir vous aidez le plus simple est de parler en numéro de ligne. Vu la longueur du texte c’est beaucoup plus simple même pour vous. Donc dans le logiciel Arduino IDE cliquez sur l’onglet en haut à gauche fichier, puis préférences et cochez la case afficher les numéros de lignes . Pour terminer cette partie il reste une dernière manipulation à faire. Pour pouvoir modifiez le menu de l’écran LCD de notre imprimante nous allons avoir besoin de la librairie U8glib. Téléchargez là à cette adresse : bibliotheque U8glib. Ne la décompressez surtout pas. Dans le logiciel Arduino IDE allez sur l’onglet croquis en haut à gauche puis inclure une bibliothèque, puis ajoutez une bibliothèque ZIP et cliquez sur la librairie U8glib que vous venez de télécharger. Si la bibliothèque a été correctement intégrée vous devriez voir apparaître tout en haut de la page : #include <U8glib.h> Voilà, à présent je vous laisse avec ce très bon tutoriel sur la façon de remplir cette page et qui se trouve ici : http://www.cr10.fr/le-guide-malin-de-marlin/ C’est la version 1.1.8 dont il est question et certain numéro de ligne seront diffèrent mais vous devriez pouvoir retrouver les éléments à modifier. On se revoit donc une fois que vous avez terminez de modifier ce fichier pour la suite de ce tutoriel. Phase final Bon vous avez pris le temps nécessaire pour configurer un Marlin personnalisé, c’est le moment de l’envoyer à votre Imprimante 3D. Avant de téléverser le logiciel vous devez spécifiez à Arduino IDE quelle processeur utilise votre imprimante 3D. Donc allez sur votre logiciel Arduino IDE, en haut allez sur l’onglet Outil puis type de carte arduino/genuino/uno et sélectionnez la carte ARDUINO MEGA ADK. Une fois que c’est fait lancer une vérification du code en cliquant sur le bouton en forme de V en haut à gauche de votre écran. Une fois la compilation réalisée, s’il n’y a pas d’erreur le rectangle en bas devrait rester vert et indiquer quelque chose comme ça : Le croquis utilise 54820 octets (21%) de l'espace de stockage de programmes. Le maximum est de 253952 octets. Les variables globales utilisent 2538 octets (30%) de mémoire dynamique, ce qui laisse 5654 octets pour les variables locales. Le maximum est de 8192 octets. Si le rectangle vire au orange c’est qu’il y’a une erreur et vous aurez une explication de ce qui ne va pas ainsi que le numéro de ligne. Si tout est OK reliez votre imprimante a votre PC via un cordon USB A/mini B et appuyez sur le bouton avec une flèche en haut à gauche (téléversement). Une fois le téléversement effectué s’il n’y a pas de message d’erreur c’est que votre logiciel Marlin est dans l’Imprimante 3D. Vous venez de flashé votre CR-10 S1 point
-
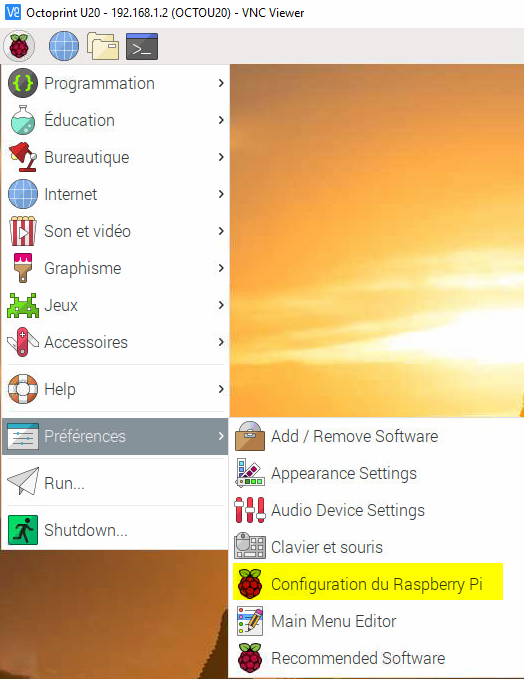
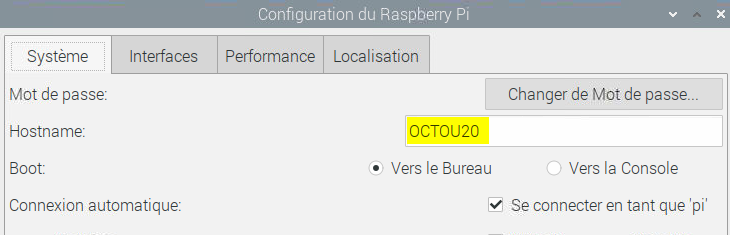
Je ne sais pas comment vous faites vous pour transférer vos gcode à vos octoprint mais pour ma part devoir enregistrer un gcode sur mon pc et ensuite le transférer depuis octoprint je trouve cela autant pénible que d'utiliser la SD card, déplacement en moins N'étant absolument pas un habitué de linux je me suis cassé les dents et sans y être arrivé pour monter un partage réseau sur mon nas via smb/nfs ca n'a pas fonctionné ou du moins pas en automatique après un rebbot du raspberry/octoprint Alors j'ai fais le chemin inverse, partager le dossier "Uploads" qu'utilise Octoprint comme emplacement de nos gcode sur mon réseau local Comme cela j'enregistre directement mon gcode depuis cura dans ce partage Voici les commandes à exécuter (en vert) (je précise que j'utilise une distrib raspbian) Petite mise à jour sudo apt-get update Installation de samba sudo apt-get install samba Installation de smbclient sudo apt-get install smbclient renomage du fichier smb.conf d'origine sudo mv /etc/samba/smb.conf /etc/samba/smb.conf.old Création et édition d'un nouveau fichier de config smb.conf sudo nano /etc/samba/smb.conf Copier et coller le texte (en gris) ci-dessous en le personnalisant à votre guise [global] server string = OCTOU20 workgroup = WORKGROUP netbios name = OCTOU20 public = yes encrypt passwords = true [OCTOU20] comment = UPLOADS U20 browseable = yes writeable = yes read only = no path = /home/pi/.octoprint/uploads only guest = no create mask = 0777 directory mask = 0777 public = yes guest ok = yes CTRL+X puis O pour enregistrer le fichier et revenir au terminal Donner les droits à l'utilisateur pi sudo smbpasswd -a pi Redémarrer le service samba sudo service smbd restart ou Redémarrer complètement le raspberry sudo reboot Server string & netbios name avec le nom de votre raspberry, chez moi OCTOU20 pour le connaitre ou le changer, allez dans configuration du raspberry pi Depuis l'explorer de mon PC \\IPduRaspberry\ mon dossier Uploads d'Octoprint appelé ici comme nom de partage "octou20" Voilà :^)
 1 point
1 point -
@yopla31 tiens, un lien qui va bien pour cette pièce.1 point
-
Salut ! Trouver une âme pour t'aider... pas de soucis, il y en aura toujours ! Châritable... hum... pas sûre... Oui... mais cela ne signifie pas pour autant que l'électronique ne soit pas "en rideau". Autant tout de suite prévenir. Ok... je suppose que la buse et ne plateau ne sont pas à ces températures. Donc... c'est encore une hypothèse mais : Il est fort probable que le soucis viens d'un faux contact électrique. Et crois en ma longue expérience... ce n'est guère bon signe d'avoir un faux contact... et 2 encore moins. Le soucis étant que : Si faux contact il y a, il intervient à 2 endroits en même temps... et pas sur le même câblage (l'un est la câble du plateau et l'autre celui de la tête). Difficile de penser qu'un même faux contact intervient à 2 endroits à la fois et en même temps, mais c'est possible. Là... pas de remède miracle : Il faut démonter et chercher. On débranche... on rebranche... jusqu'à trouver le/les fautifs.1 point
-
+1000 Un extincteur coûte une vingtaine d'euro et peut sauver son habitation. Et avec ce "nombre de fois", tu ne t'es jamais dis que le filament pouvait s'enrouler autour de la buse et foutre le feu. Je ne suis pas sûr que à distance couper le print et faire un home XY changera grand chose. Il y a tellement de photos d'imprimantes cramés qui tournent sur le web que perso je ne tenterai pas (oui ça n'arrive pas qu'aux autres...). Sinon pour revenir au sujet (et si tu restes à proximité), tu passes par du CPL ou un point d'accès Wifi comme le stipule @gisclace Si ton octoprint est à côté de l'imprimante, je ne vois pas trop ce qui te bloque (tu connectes le Raspberry et le smarphone sur le même accès wifi).
 1 point
1 point -
Voir ici : Donc : M420 Z5 ; LEVELING_FADE_HEIGHT Real activation and set parameters (if not set here, Z-Compensation failed) Dans le Gcode de démarrage.1 point
-
Réponse concise: OUI Ce que fait cette option est de simplement remplacer les données stockées dans la mémoire EEPROM par les valeurs contenues dans le firmware de la carte. Aucun risque (en tout cas jamais entendu de problème concernant l'utilisation de cette option). L'option "Init EEPROM" est probablement absente sur ta Ender 3 (comme sur ma CR10) car Creality n'a pas activé la commande M500 qui permet d'enregistrer des données dans l'EEPROM. On est un certain nombre sur ce forum à avoir passer la soixantaine (une bande de retraités ) et à continuer à faire fonctionner notre neurone . Je peux comprendre que quand on ne maitrise pas on ait pas envie de se lancer. N'hésite pas à nous tenir au courant de tes réussites / déboires...1 point
-
@yopla31 alors pour les moteurs ,mes 48mm et les nouveaux 23mm sont tout les 2 des hanpose, a priori les références finissant par S n'ont pas les mêmes ordres de phases que ceux qui ne l'ont pas. Pour les inserts j'avais pas compris désolés, voila la ref sur mazone. Pour les ensembles prêt à utilisé , j'ai déjà 3 montage e3dv6 complet (dont 1 vrai ^^) déjà monté avec des buses de différentes tailles et le ptfe enfilé bien comme il faut dedans coupés à la bonne longueur prêt à être emboîté dans l'extrudeur. Et là j'ai reçu 3 corps de plus pour préparé des têtes à l'avance en volcano ou classique, je remet juste la même thermistance et la même cartouche chauffante à chaque fois pour pas me retaper systématiquement un pid. Tout ça avec des blocs de chauffe laiton ou cuivre plaqué.1 point
-
Quand tu remplaces par des Hanpose, il faut inverser les 2 pins au milieu du connecteur, il faut le savoir.... Je n'ai que ma CR10 qui imprime. Hier, j'avais une pièce de 95mm de hauteur en impression sur la Ender5, et après12 ou 13h d'impression et à 85mm de hauteur, le positif du ventilo du radiateur du XCR s'est desserti. La pièce remplie le plateau et le chariot utilise donc tout la capacité et évidemment, les câbles n'étaient pas "encore" bridés avec un collier (bien fait feignant). C'est les boules... Et là ça remonte dans le corps et là tu es heureux d'avoir un pistolet à air chaud... Stocke quelques embouts PTFE d'avance, car il tiennent mal les températures élevées. J'avais un ensemble v6 et un ensemble volcano, heureusement. Je profite du démontage pour modifier le chariot à gauche et je vais monter également les équerres ! C'est là que tu comprends pourquoi la majorité d'entre nous, ont au moins 2 imprimantes . Je te demandais pour les références, car c'est pratique de les mettre dans nos files. Ça permets à tout le monde de trouver facilement les éléments. Et en plus, comme cela, tu as notre modo préféré @fran6p qui signale avec bienveillance aux brebis perdues ces références. Il voit tout, il entend tout, il sait presque tout... On dit même qui boit souvent l'apéro avec le grand patron de là-haut (bon pour l'apéro, ça m'étonnerait pas, pour le reste ??!!).
 1 point
1 point -
oui enfin en theorie, pour la compensation du Z, ca ne doit etre fait que pour les premieres couches, sinon ta piece au final a la forme du plateau des 2 cotés Il y a une valeur Z que tu mets de 1 à 3mm1 point
-
En fait le gros défaut de Ortur c'est son manque de communauté. D'ailleurs je trouve ça plutôt inquiétant. Une machine avec de telles qualités sur le papier et qui reste aussi discrète, c'est curieux et pas normal à mon avis. Au passage un point de plus que j'avais oublié dans ma liste, le vissage du portique par des vis sur les côtés. Je trouve ça d'une logique impitoyable pour la stabilité du Z. A mon avis un vissage dans ce sens sera toujours plus stable que le vissage pas en-dessous (la fameuse histoire d'une seule droite qui passe par deux points). Pour les évolutions (bltouch, marlin etc) c'est bien de pouvoir le faire mais je trouve toujours mieux quand c'est déjà fait Et puis c'est toujours pénible au moment où on commande de ne pas savoir si on aura une v3, v4, v5... (d'ailleurs y'a un peu de ça aussi pour Ortur entre le G1 et laG2) Bon maintenant si tu veux un coup de main pour tester la Ortur, je suis dispo dès demain lol :)))) Et désolé pour l'étagère1 point
-
@yopla31 La plupart de mes plaques carbones viennent de ali, bien qu'il m’ait planter pour ma dernière commande, j'en avais pris une de 400x500, il a annulé l'envoie car il en avait plus et ne pouvait se réapprovisionner mais ne m'avait pas rembourser pour autant, mais le service client ali est au top, moins de 12h après ma réclamation j’étais remboursé. Ma plaque ne faisant qu'allonger en hauteur la plaque d'origine, il me reste a peu près 1 cm de passage pour les nema de 23mm, par contre je me suis fait avoir ,les phases ne sont pas dans le même ordre que sur mes 48mm, donc j'ai du inversé des pins sur la prise. Les inserts sont rentrés en forçant un peu et j'ai mis de la colle en plus, donc pas de problème de se côté la. Et comme il ont une collerette, j'ai pas de soucie pour l'effort transversale, à moins de tout arraché dans un étau, aucune chance que ça bouge avec des vis en M3. Sur ma prochaine plaque je bougerais un peu les vis sur lesquelles je prends ma courroie, la je les ai mises un peu bas, j'ai du tailler un peu le cache du capteur fin de course X pour que ça puisse venir en butée dessus. Et comme un con , j'ai pas vraiment vérifié la montabilité des nouvelles buses avec mes 5015, résultat, ça va pas, il faut que je les retouches et les réimprime, c'est pas trop grave, le pteg s'imprime très bien sans ventilation. De plus comme j'utilise pas de BLtouch ou assimilé j'ai pas non plus l'inconvénient de son emplacement.1 point
-
Pas sur l'imprimante, mais sur ton Rpi, après tout c'est une distribution linux, donc il n'y a pas de raison1 point
-
Le PLA a beaucoup d'avantages mécaniques par rapport à du PETG ou de l'ABS. Tout dépend l'usage. Hormis pour les pièces soumises à des températures supérieures à 50~60°C, le PLA reste souvent un très bon choix.1 point
-
Bonjour, Un partage de connexion en usb ne fonctionne pas ? C'est un peut chercher compliqué pour un truc qui coute moins de 10 balles sur amazon quand même C'est quand même bien déconseillé de lancer des impressions sans être à côté ou sans avoir quelqu'un qui peut intervenir. Couper l’impression à distance ne règle pas les potentiel problèmes.1 point
-
Bon ben chez ikea pas de boite hermétique de dimension des bobines ni plus grande hermétique. Mais j'ai trouver un pack de 2 sac sous vide de 100cmx70cm, toute mes bobines y rentre et le vide d'air se fait bien avec un aspirateur. J'ai juste tester car la température de la pièce est trop élevée pour les mettres sous vide aujourd'hui, j'attend que cette canicule passe et orageux aujourd'hui en plus. 3.99€ pour 2 grand sac sous vide.
 1 point
1 point -
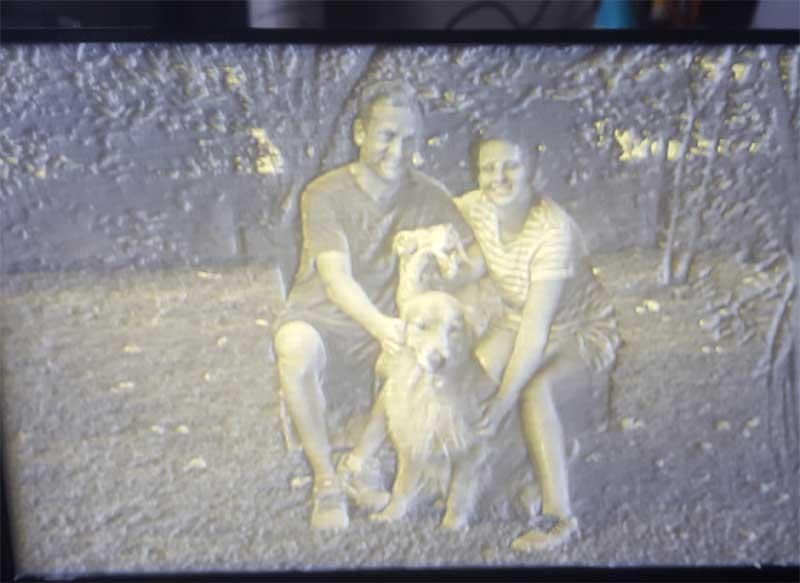
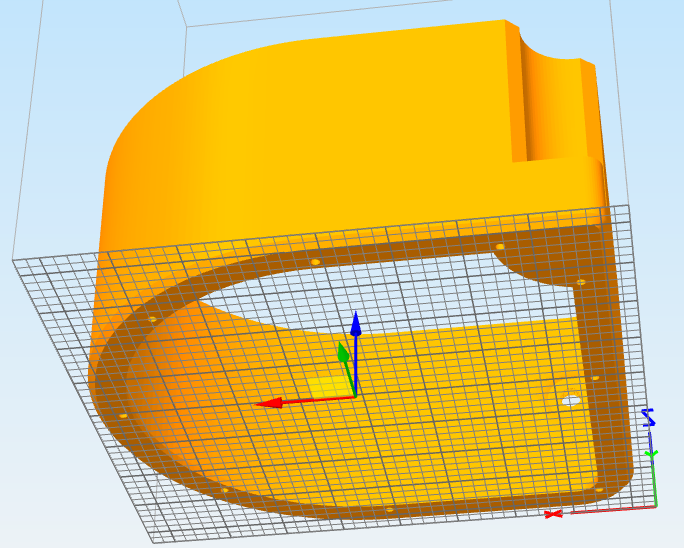
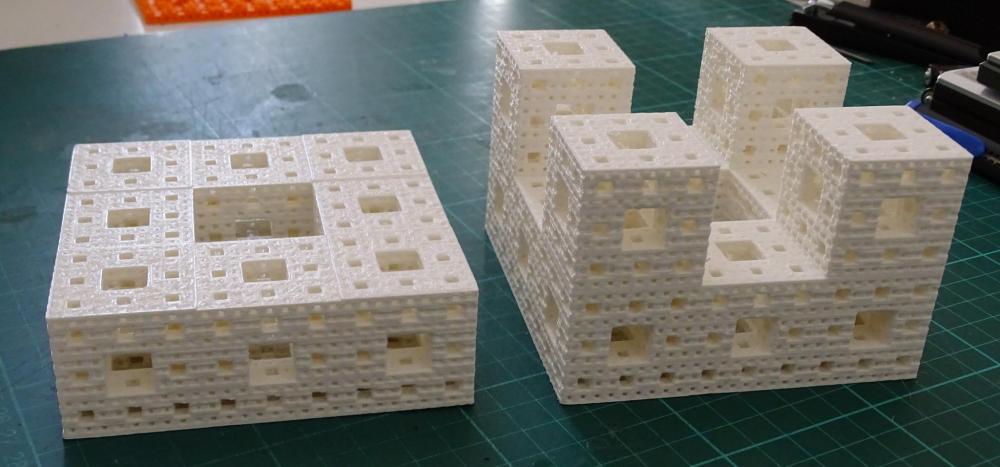
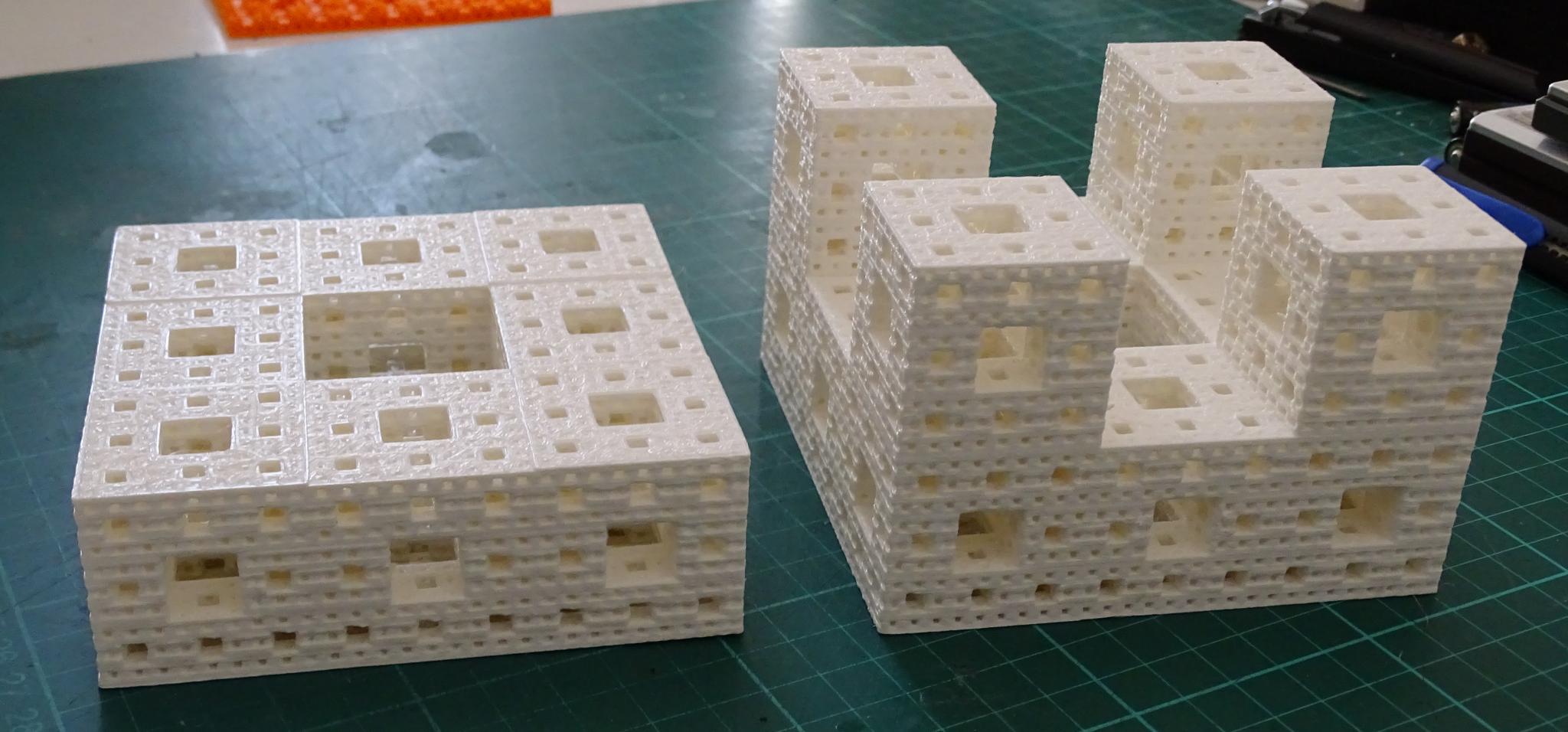
Voici la photo. L'éponge de Menger a été réalisée en 2 parties pour éviter de mettre des support dans le grand cube vide central. Il faut maintenant que je les colle. Je cherche une colle invisible et à prise rapide. J'ai déjà utilisé une colle ,colle cyanhydrique. Elle colle très bien mais elle colle aussi très bien les doigts. Je préférerais autre chose. Avez vous une suggestion ? Merci.
 1 point
1 point -
dans ce cas , laisse comme ca : tu fais ton homing normallement ensuite tu envoies ta tete au milieu par exemple , à Z = 0 tu envoies M211 S0 Tu baisses la tête doucement pour que la buse gratte la feuille tu envoies M114 pour lire la valeur en Z tu remontes la tete largement tu envoies M211 S1 puis M851 Z xx , xx etant la valeur lue lors de la commande M114 au dessus et enfin M500 pour sauvegarder1 point
-
Ok donc ton capteur fonctionne parfaitement ! c'est bon de ce coté la , mais déjà , il faut renseigner l'offset ( de -2 mm ) sur la ligne Z offset citée precedemment , profites aussi pour regarder les valeurs en X et Y . après tu affines cette valeur pour avoir une bonne première couche et c'est bon . Si malgré tout tu veux descendre plus bas que le 0 calculé lors du homing , il faut soit autoriser une course après endstop , soit desactiver les software endstop , pas d'autre solutions .1 point
-
y'a des trucs qui ne vont pas dedans par rapport à mes configs avec Bltouch ( le vrai et un fake ) , essayes avec la config suivante en changeant les valeurs : #define Z_PROBE_SERVO_NR 0 // Defaults to SERVO 0 connector. #define Z_SERVO_ANGLES {10,90} // Z Servo Deploy and Stow angles puis vérifies les valeurs suivantes : #define X_PROBE_OFFSET_FROM_EXTRUDER -39 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER 19 // Y offset: -front +behind [the nozzle] #define Z_PROBE_OFFSET_FROM_EXTRUDER 0 le 0 en Z me parait louche car ca voudrait dire que la buse et à la même hauteur que ton bltouch non deployé , ca risque de toucher à un moment ou un autre ... en general , on s'arrange pour mettre la buse 0.4 / 0.5mm plus basse que le capteur et -39 et 19 doivent correspondrent à la distance en X et Y entre le bltouch et la buse. et enfin , verifier que tu as bien branché le fil signal de ton BLtouch sur la pin 27 de ta carte , et bien entendu , la partie sonde de ton bltouch sur le Z- ( signal et masse )1 point
-
ok, mais quand tu fais un G28 , ca fait bien le home en X , Y et aussi Z non ? Si oui , alors c'est que tout va bien ! si après tu demandes un Z0 , c'est normal que la tête soit au dessus du plateau : lors de l'impression , il y a la valeur #define Z_PROBE_OFFSET_FROM_EXTRUDER -0.4 // Z offset: -below +above [the nozzle] qui sera prise en compte car avec un Bltouch , l'offset capteur/buse est fixe , il ne bouge pas et donc la tête se positionnera correctement pour l'impression.1 point
-
bonjour , non pas besoin , ca ne doit pas poser de soucis .1 point
-
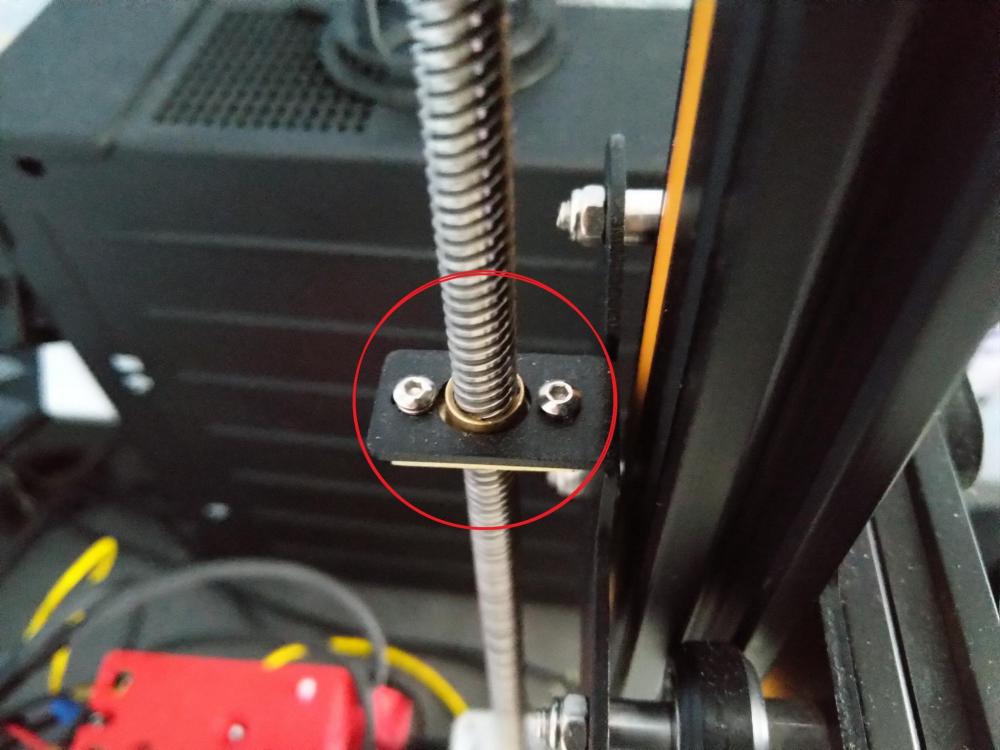
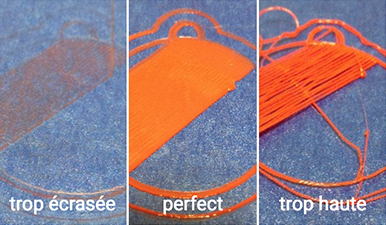
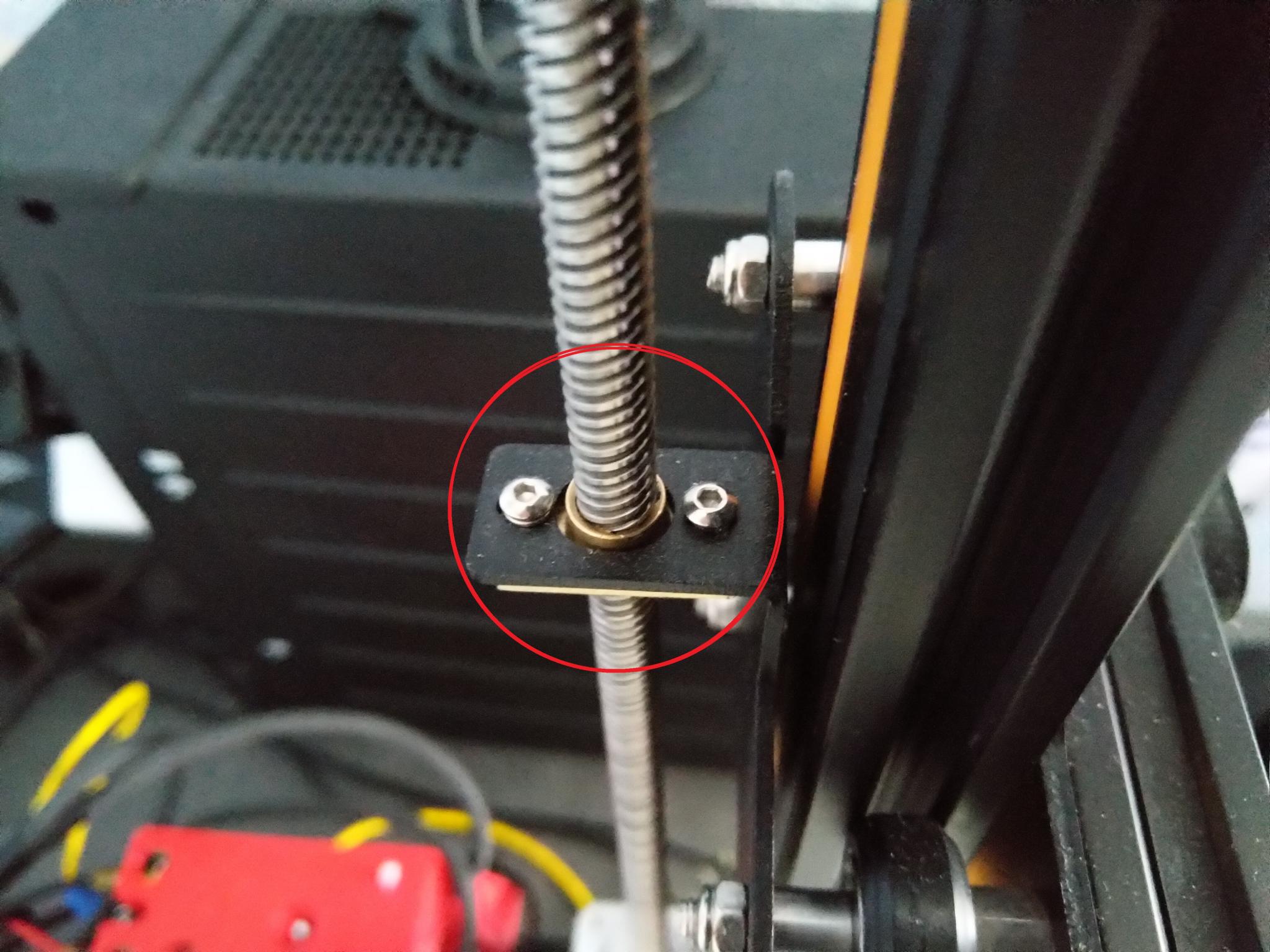
Salut ! Hum... je vois que le masque est "pas trop mal" pour une première tentative. Les "coupes" horizontales sur l'impression sont dû à un point dur sur l'axe Z. Eh oui... c'est pûrement mécanique... à une certaine hauteur, le moteur n'arrivait plus à avancer... et puis d'un coup cela s'est débloqué et l'axe au lieu d'avancer de 0,2mm, à avancer de 0,6mm. Perso... avant de me lancer dans des impressions dans des impressions de plusieurs heures et "Hautes", dans la mesure du possible je vérifie tout de A à Z. Les tiges trapézoidales... à la moindre "saleté", c'est le point dur assuré, et l'axe Z qui va "sauté". Vérifier l'alignement des tiges trapézoidales... et éviter que l'une des 2 ne fasse une "courbe". L'écrou d'accouplement de la tige trapézoidale sur l'axe est peut être "trop serré"... > cela a l'air de rien mais c'est souvent cet écrou le responsable de tout les malheurs. Donc... lubrifier l'axe Z. Et accessoirement... moteurs Z débrayés, tu monte et descend l'axe X le long de l'axe Z, à la main... celui-ci doit "coulisser" sans forcer, ni peiner, à la force du poignet. L'écrou que je parle... c'est ceci : Les 2 petits boulons ne doivent pas être bloqués/serrés à fond. Il est impératif que l'écrou "jaune en laiton" qui coulisse le long de la tige coulisse et puisse "manoeuvrer" un peu pour compenser les "irrégularités" de la tige. Si tu en as 2... tu dois logiquement vérifier les 2. Il est suffisant de les desserrer d'un quart de tour... voir un 1/2 tour, guère plus. Et... ensuite... tu vérifie cela : Les "extrémités" des tiges... doivent être alignés par rapport non pas aux montants, mais aux tiges. Donc si besoin : desserrer, aligner, et resserrer. Voilà... Sinon... +1 avec @gisclace. Le warping (décollement), peut avoir... plusieurs raisons : courants d'air, première couche pas assez écrasé, plateau pas assez chaud, etc... Je vois que tu utilise la "Superplate" de chez Creality. C'est bien comme support d'impression... mais c'est une "Superplate chinoise" très loin d'être exempt de défaut. Je veut dire pas là qu'elle est loin d'être parfaitement plane. Je sais de quoi je parle... j'en ai une de chez "Geeetech"... et j'ai le même soucis. Le mieux : Virer la Superplate et prendre un miroir (à la découpe pour quelques euros). Et un peu de laque à cheveux plus tard, tu verras la différence.
 1 point
1 point -
Pour le warping, la première vérification à faire est en effet la première couche. Tu ajoutes de la laque ou autre pour aider l'accroche ? Pour les couches manquantes, il y a généralement deux grandes causses : - Le filament (soit ça se débobine mal, soit il a pris l'eau, soit il est de mauvaise qualité) - Soit c'est mécanique (la buse qui est vieille, l'extrudeur qui n'entraine pas bien le filament, ou comme dit par mon vdd, ça peut aussi être un point dur sur les tiges filetés, mais dans ce cas, tu aurais le même défaut sur toutes les impressions au même endroit) Ce que je te conseil : Faire une tour avec un autre filament, mais avant, décale la roue dentée de ton extrudeur et retend le ressort Sinon, il ne faut pas perdre de vue que nos imprimantes et filaments ne sont que des outils d'hobbyistes, et malheureusement ce genre de défaut est commun et parfois sans vrai raison, tu peux enchainer 50 prints d'un modèle sans aucun soucis, le 51 sera horrible et sans rien touché, le 52 serait à nouveau top.1 point
-
Si tu désactives le software endstop, tu pourras aller en négatif sur le Z.1 point
-
tu as bien la ligne #define USE_ZMIN_PLUG dans ton Configuration.h ?1 point
-
cette solution fonctionne mais est relativement lourde (il faut le refaire à chaque fois), la solution déjà donnée est définitive et ne concerne que le endstop concerné, par ailleurs elle ne pose aucun problème avec un G28, après tout on ne désactive que le endstop LOGICIEL, pas le endstop physique qui, lui, reste activé.1 point
-
Bonjour, avec Pronterface ou autre , tu lances un G28 pour faire le homing , ensuite , toujours avec Pronterface ou autre , envoies un "M211 S0" , et ensuite essayes de descendre ta tête ( attention au plateau ... ) Tu verras si la tu peux descendre ou pas . avec cette commande , tous les SW endstops sont inhibes donc ne lance pas un G28 et fais attention ! "M211 S1" pour reactiver ensuite .1 point
-
J'ai finalement acheté la ender 3 car il y a une plus grosse commu merci a toi !1 point
-
Ne fait pas attention. Et n'y touches pas.1 point
-
Salut, Le réglage de la première couche avec une feuille de papier fonctionne bien mais personnellement je préfère le faire " à l'oeil". C'est à dire que fait un premier calibrage grâce à une feuille de papier puis je lance mon impression. Et pendant la première couche j'ajuste les molettes pour avoir une belle couche. Voilà un peu à quoi ça ressemble : Et ensuite je n'utilise plus la méthode de la feuille, à chaque impression je corrige un peu la calibration de mon plateau. Ça demande un peu d'habitude mais tu gagnes du temps (et de la qualité aussi ) Ad-riz
 1 point
1 point -
tout bon pour les defines.1 point
-
Bon ben voila, merci pour votre aide. La commande est faite, ça sera SKR pro + TFT35 Plus qu'à attendre que ça arrive. Bonne soirée1 point
-
Ouais, j'ai vu, t’inquiètes : j'ai éteint pour lui.1 point
-
Tiens en parlant de surveillance, tu n'as pas éteints la lumière en partant de chez toi ce matin.1 point
-
Je vais faire le rabat joie, mais personne n'a pensé que cette technologie pourrait disparaître ? Souvenez vous les premières imprimantes papier : ruban, aiguilles, marguerite.... Qui utilise encore des disquettes ? Une nouvelle technologie pourrait émerger.1 point
-
t'es un chef @fran6p, merci a toi1 point
-
1 point
-
Dans un terminal. Sur ma machine, j'utilise Octoprint qui possède un terminal pour lancer des commandes (ex: mon Estep pour mon axe Z ayant été modifié, je lance un M92 Z1200 pour indiquer à la machine comment gérer correctement le pas de mon moteur Z) Quelques logiciels permettent d'envoyer des commandes à l'imprimante via USB: Pronterface, Repetier-host, ... Sinon, le plus simple si tu n'as rien de tout ça: dans un éditeur de texte (un vrai (Notepad++ sur windows, Nano/ Vi / Emacs sur Linux) tu crées un fichier gcode qui contient ces lignes l'une à la suite de l'autre: ; Re-initialiser une EEPROM ; Sans acces a un terminal M502 M500 Tu le nommes comme tu veux et tu le copies sur ta carte SD, puis tu allumes le boitier, sélectionne ton fichier et "lances" l'impression.1 point
-
Tu peux aussi cliquer sur le "coeur" en bas du post pour remercier .1 point
-
@tiz2000 Pour pouvoir installer / flasher Marlin sur les cartes mères, il faut obligatoirement que la carte possède un bootloader, ce qui n'est pas le cas sur la CR10 (pas la S), ni sur la Ender3. L'étape de flashage du bootloader est donc obligatoire que ce soit avec un Arduino Uno, Nano ou un programmeur AVR USB (ASP/ISP) plus d'explications ici . Tu pourras ensuite quand cette étape aura été réalisée, te concocter un Marlin aux petits onions à partir de la dernière version 1.1.9 et en suivant le Tuto de @pyriame . Par contre, j'ai un doute. Je ne suis pas certain que la cartouche de chauffe soit capable de monter à cette température (270°) (ça peut être une 30W ou une 40W qui est installée d'origine). Si @Guizboy passe dans le coin peut-être a-t'il des connaissances sur ces cartouches de chauffe (sa tête Dyzend est capable de monter TRÈS haut en température 300-400° ). On peut trouver des cartouches de chauffe de 50W (normalement capable de 300°).1 point
-
En anglais : ici . La Ender 3 comme la CR10 (pas la S) sont dotées d'une carte mère Sanguino (Melzi) dont le processeur est différent des CR10S.1 point


















.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)



