Classement




Contenu populaire
Contenu avec la plus haute réputation dans 04/01/2020 Dans tous les contenus
-
Je me joint à vôtre tristesse, Richard étant celui qui m'a officiellement permis de faire mes premiers pas dans le fabuleux monde de l'impression 3D en me vendant son Alfawise U20 et même si elle a bien évolué depuis, elle possède encore un peu de son âme de part tous les bricolages si chers à son cœur qu'il a effectué dessus et qui sont aujourd'hui encore restés inchangés. Nous sommes restés en contact plus ou moins régulier tout au long de l'année passée et avions au fil du temps tissé des liens. Comme dit plus haut, Richard n'avait pas sa langue dans sa poche, il disait ce qu'il pensait et pensait ce qu'il disait, parfois ronchon, parfois caustique mais toujours bienveillant. Richard avait un cœur d'or et un grand courage, ceux qui le connaissaient savent de quoi je parle et personnellement son aplomb et sa force m'auront impressionné jusqu'au bout. Mon ami, t'inquiète pas je prendrais soin de ton U20 ! Tu nous manquera3 points
-
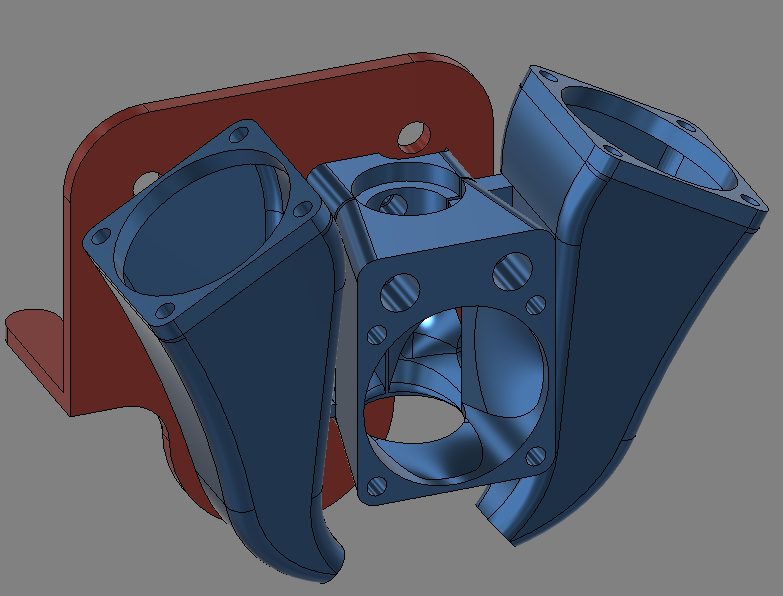
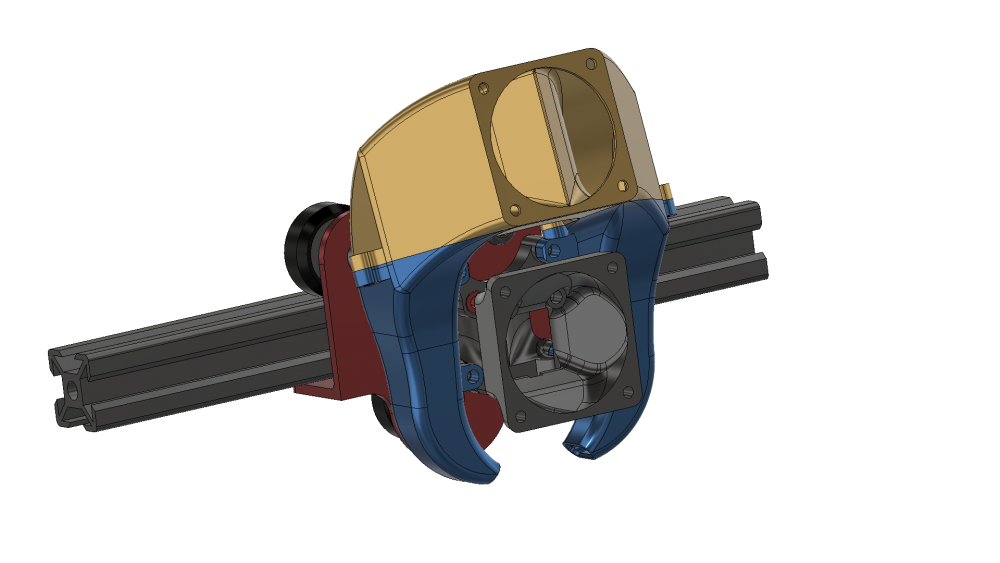
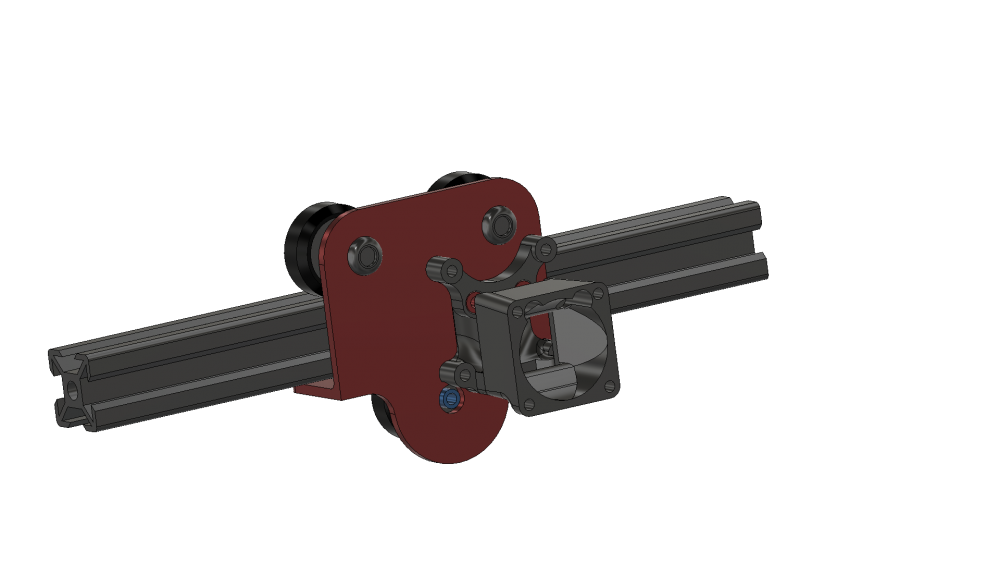
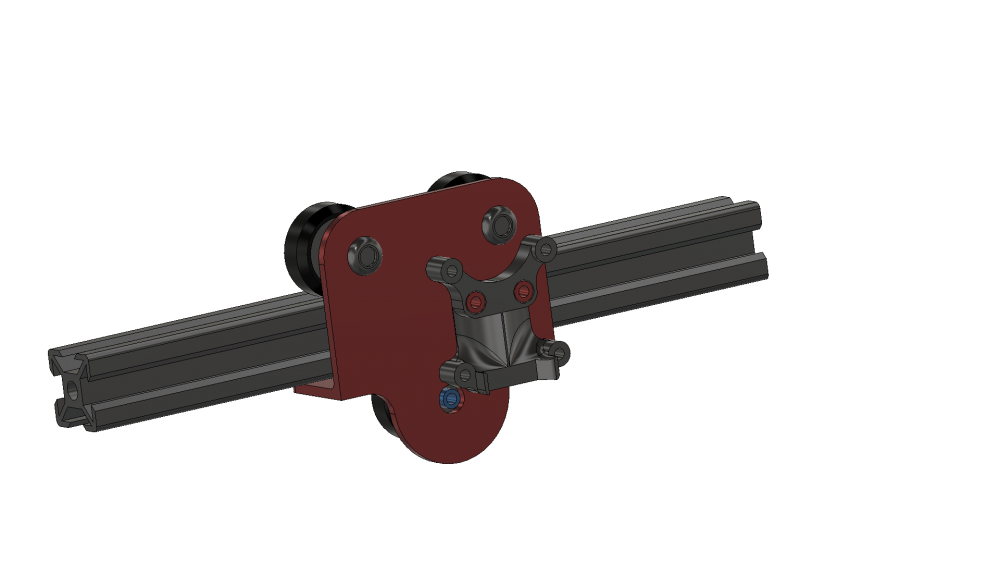
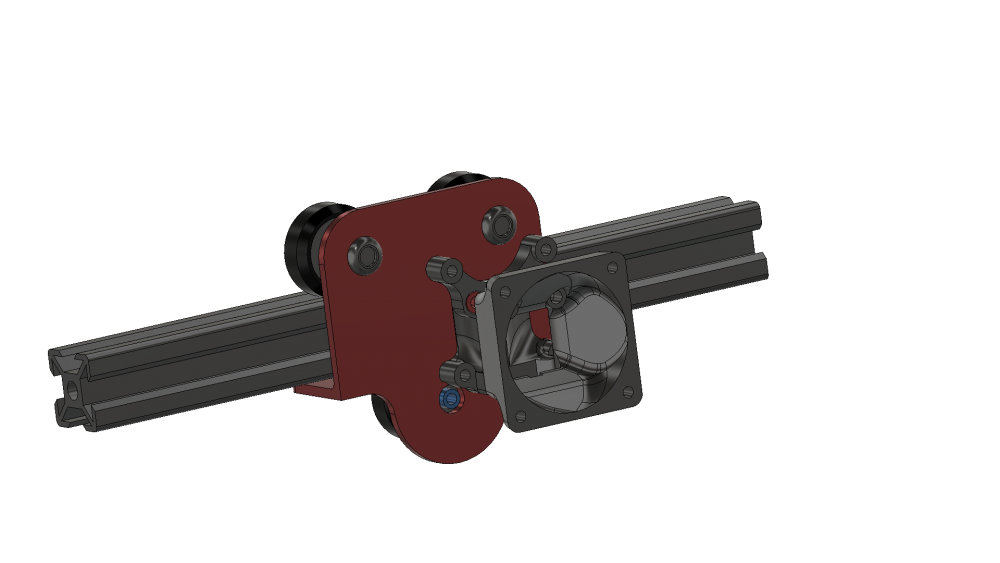
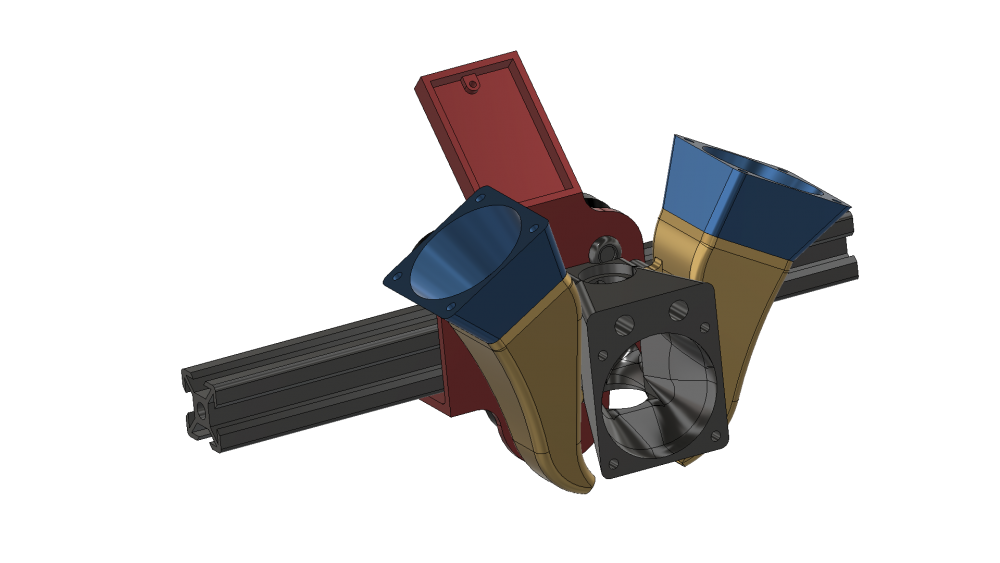
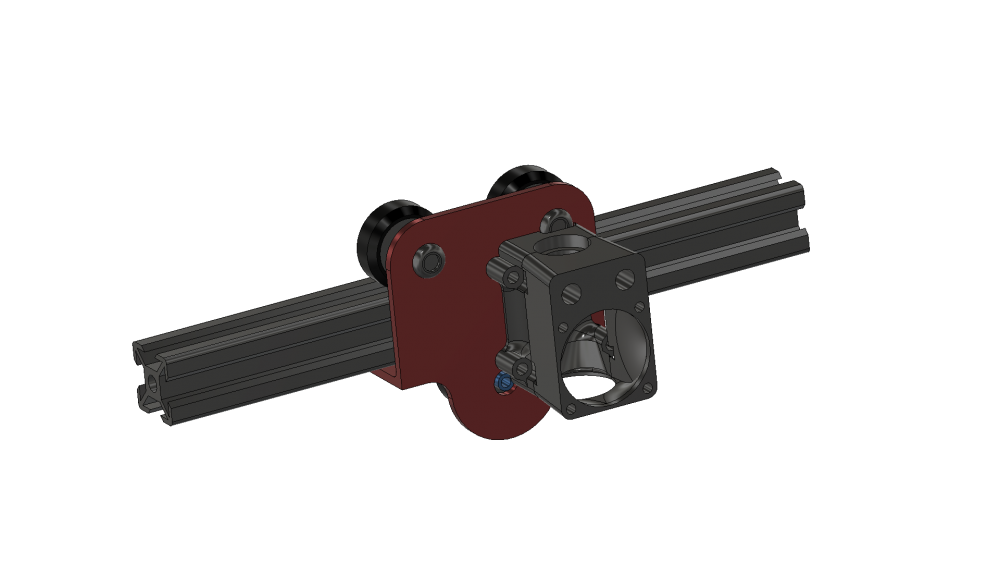
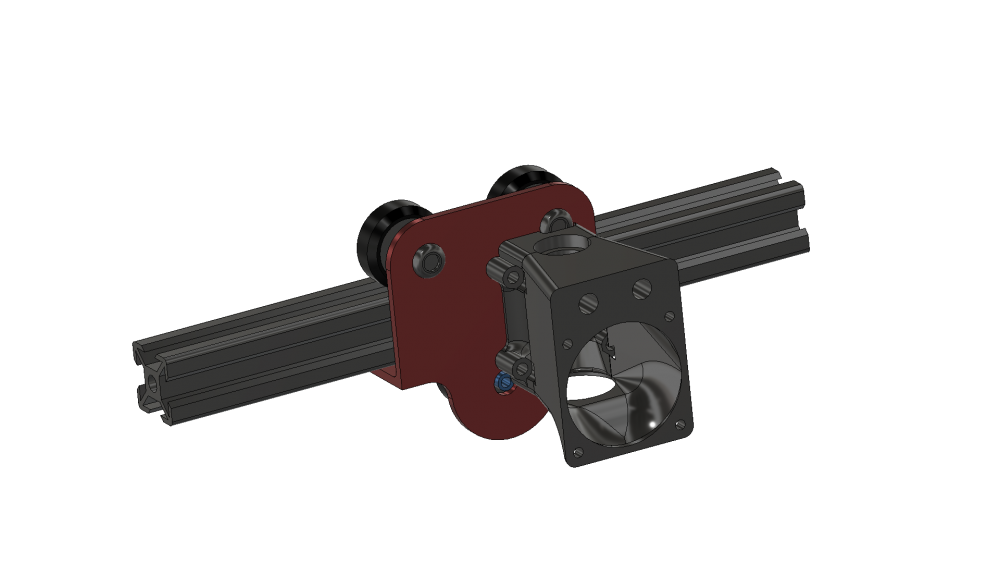
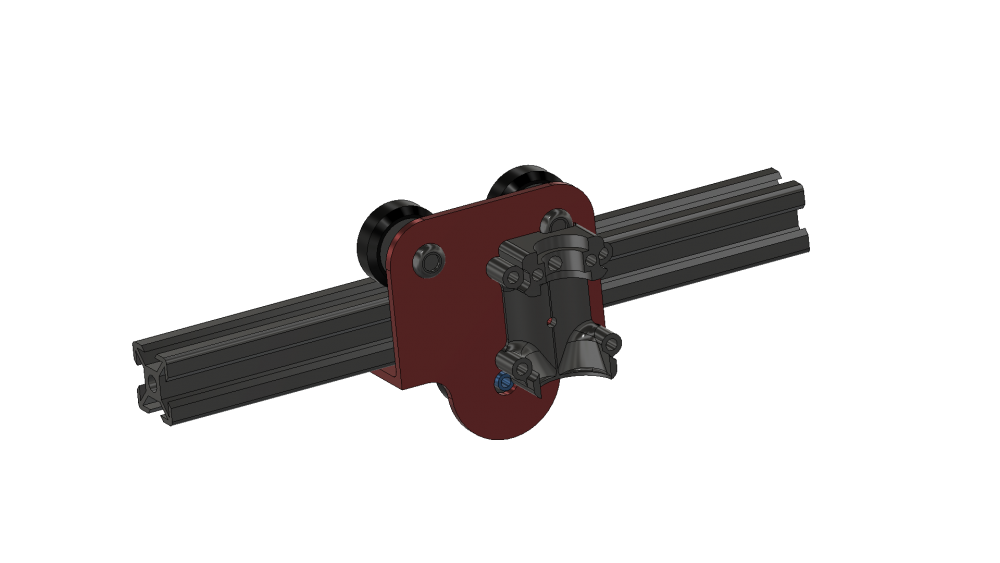
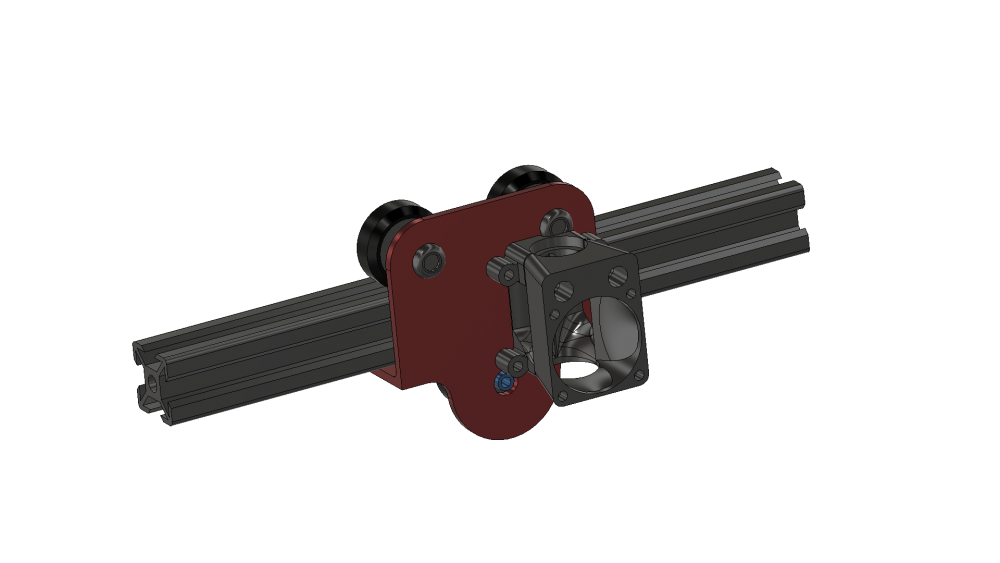
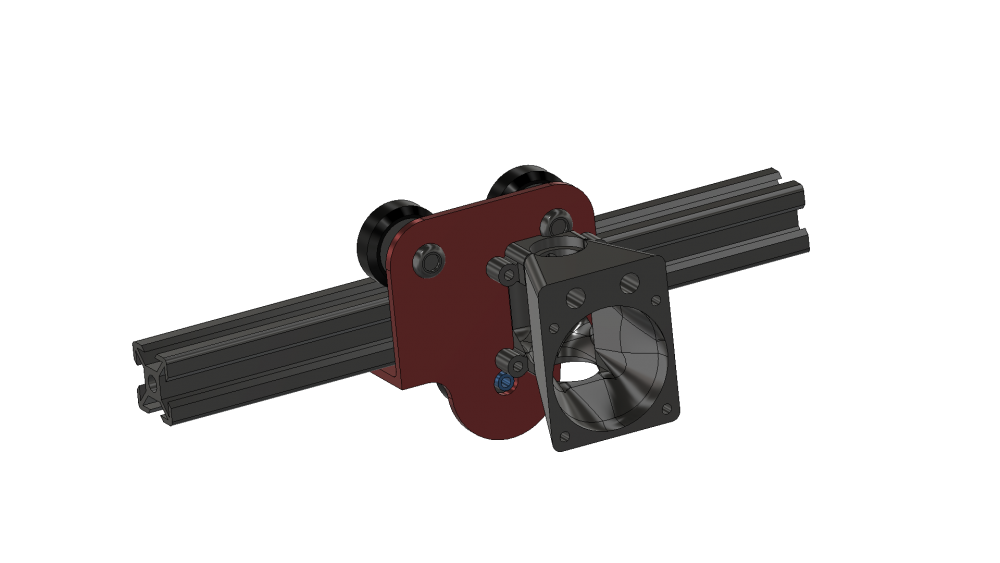
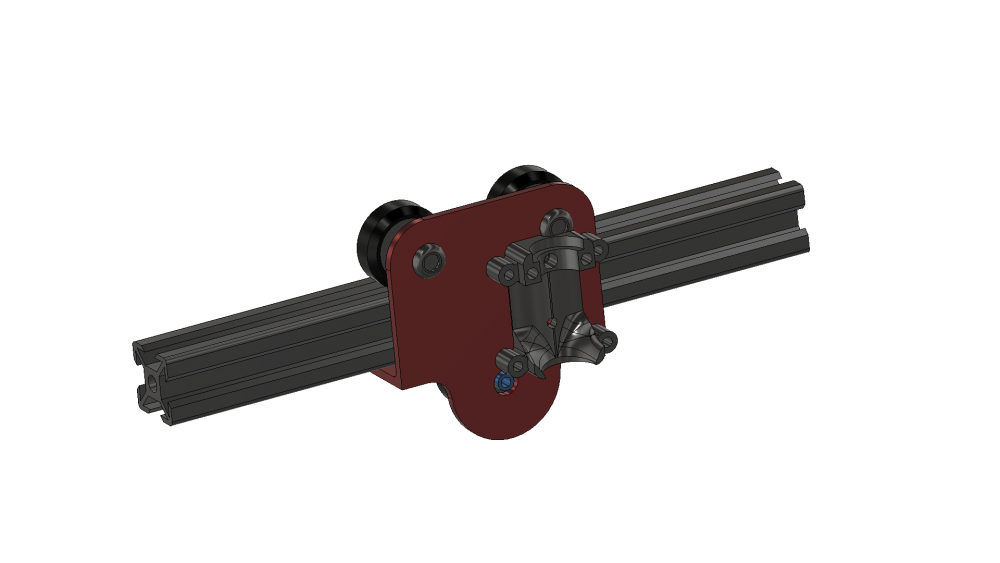
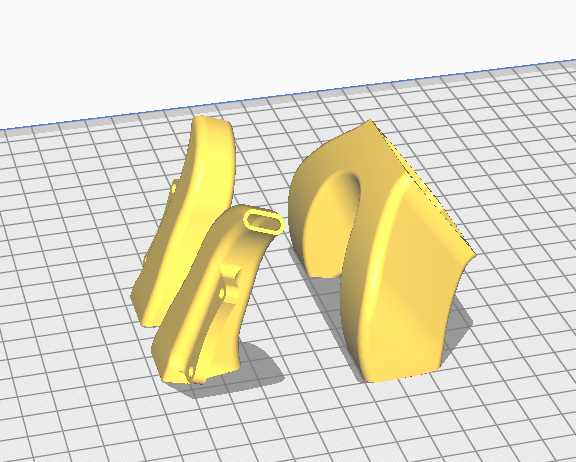
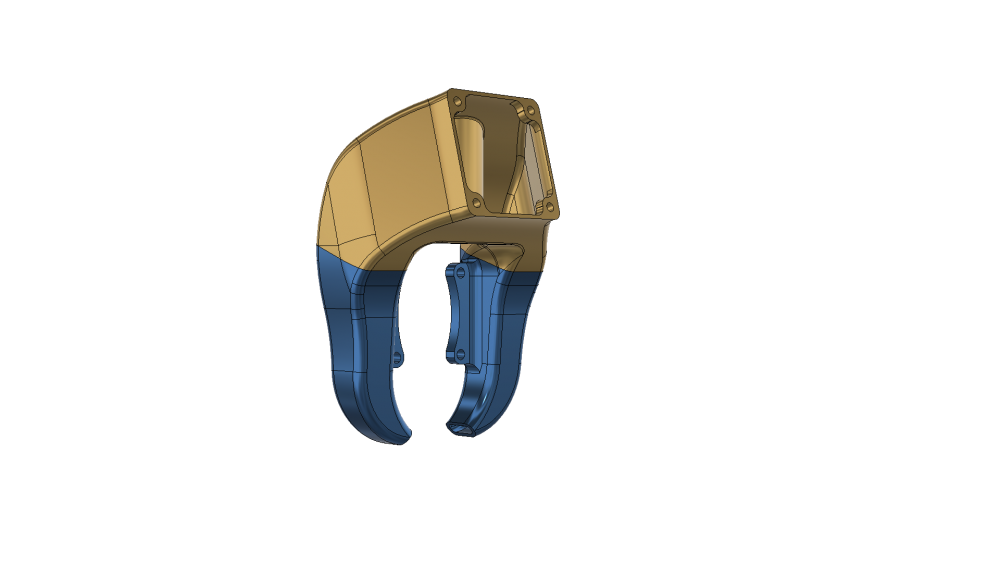
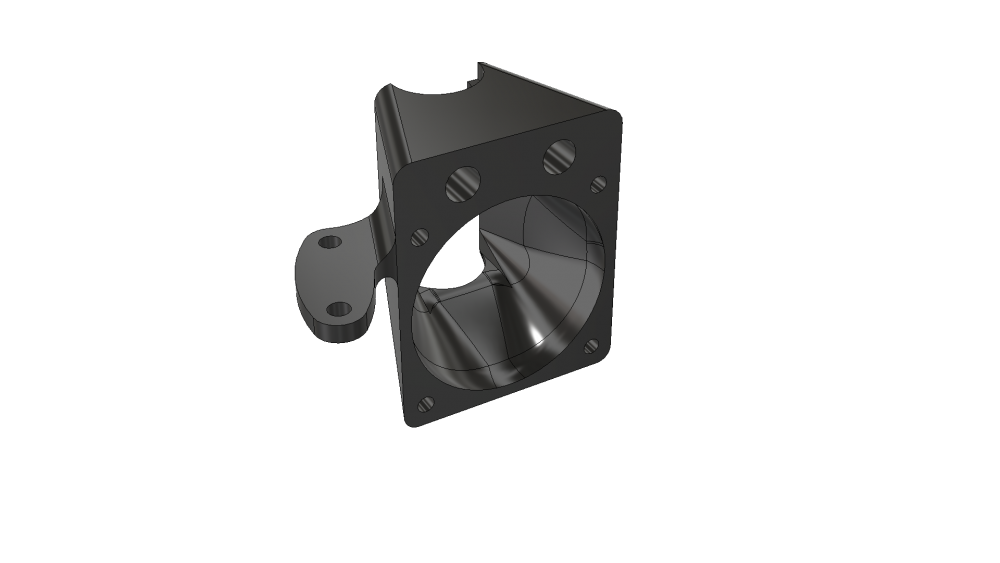
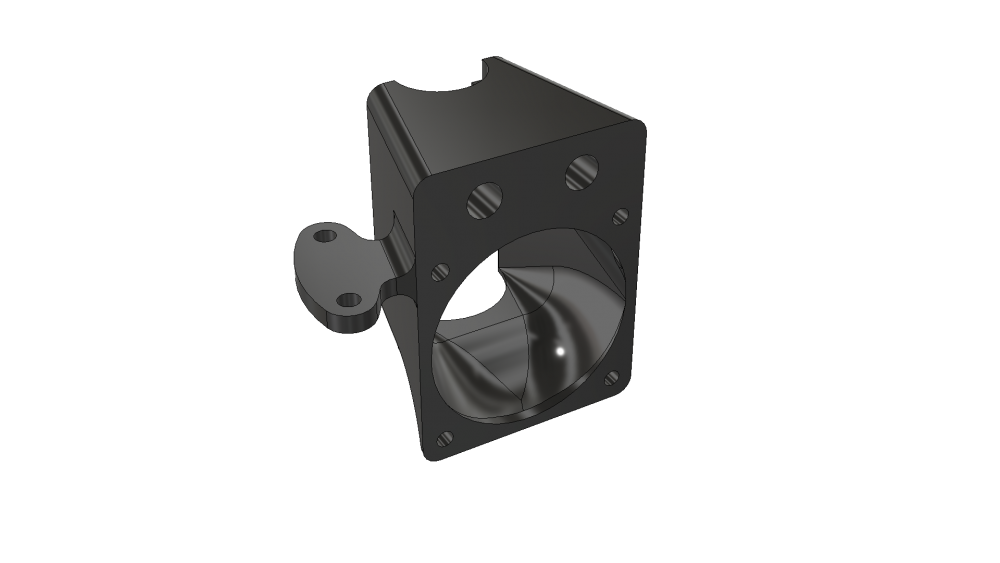
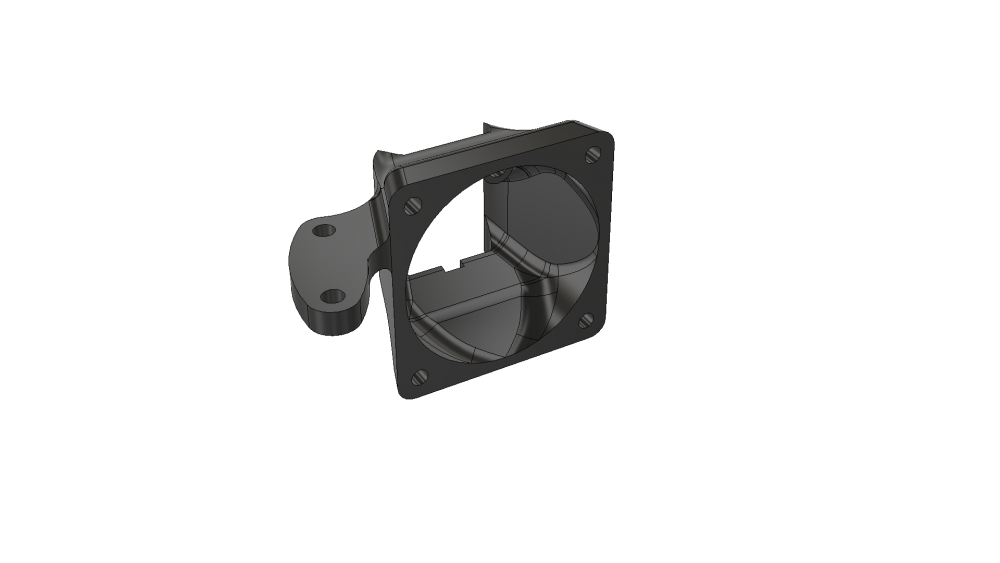
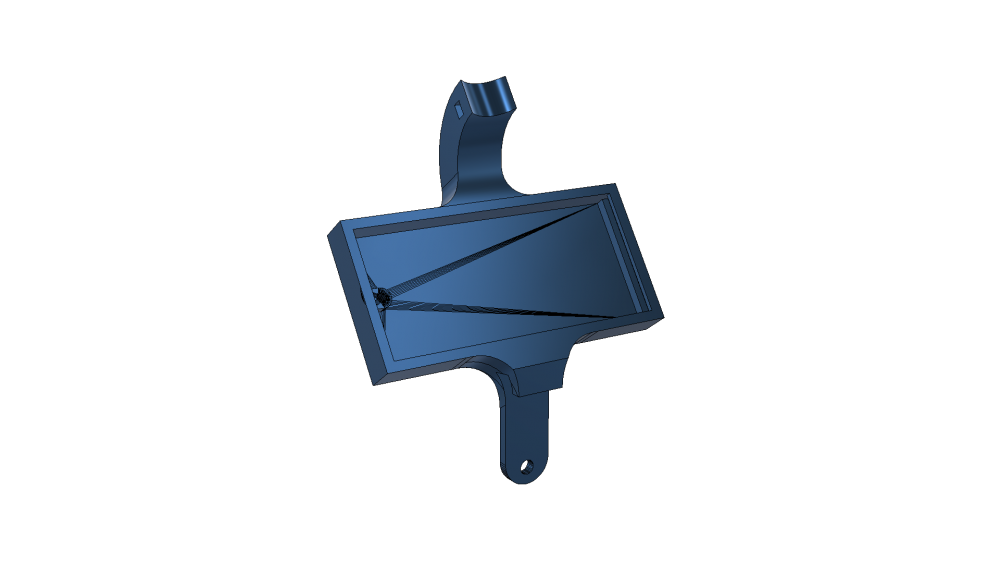
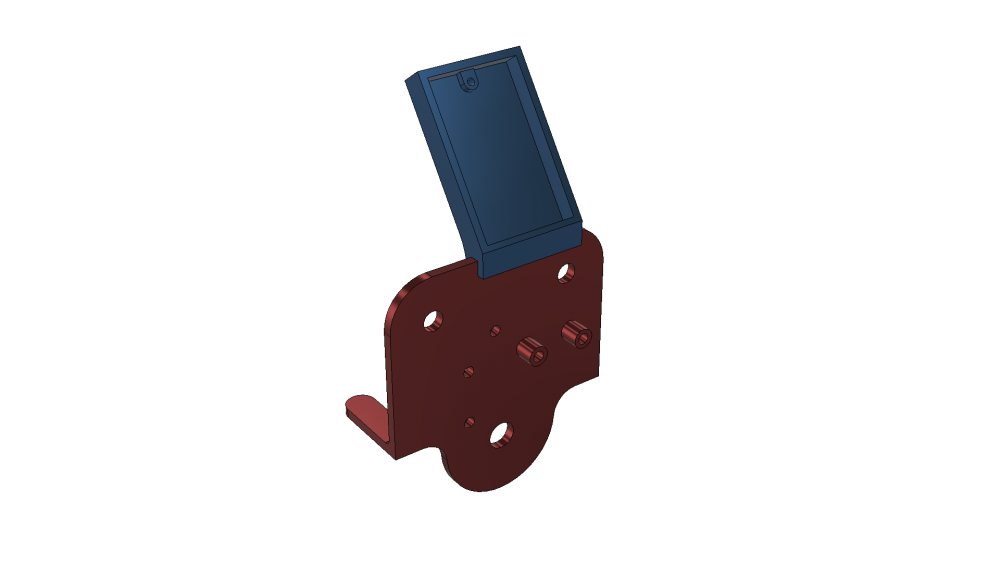
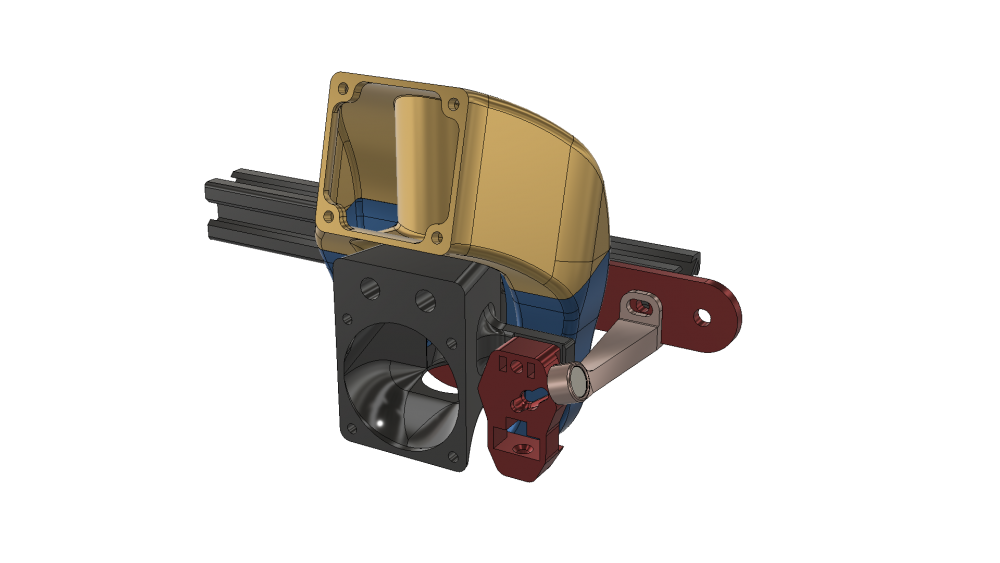
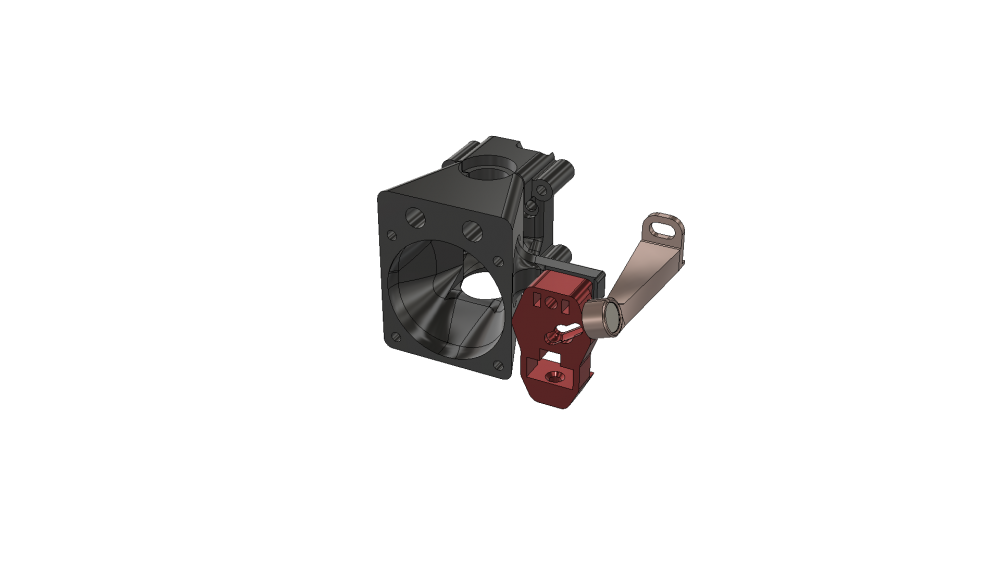
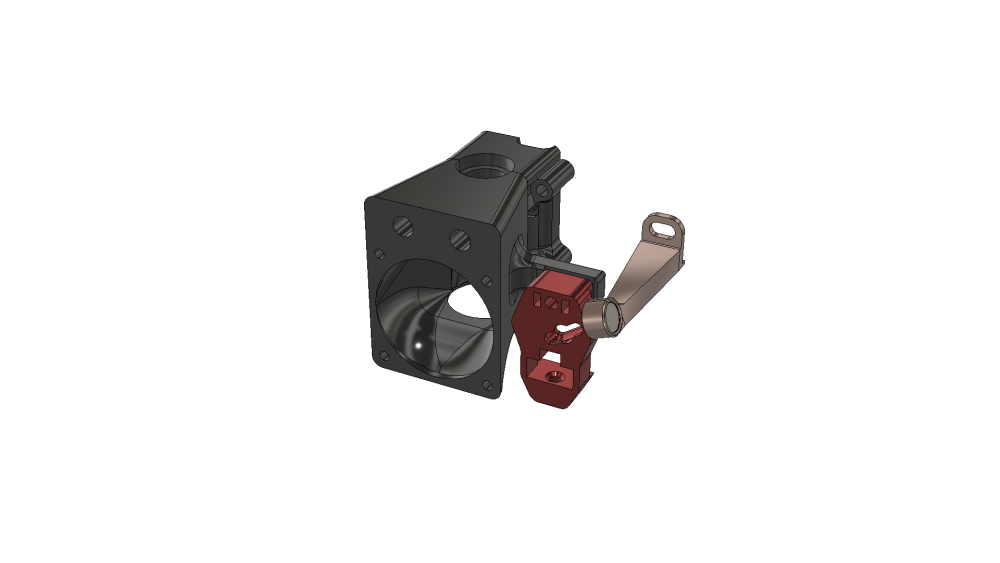
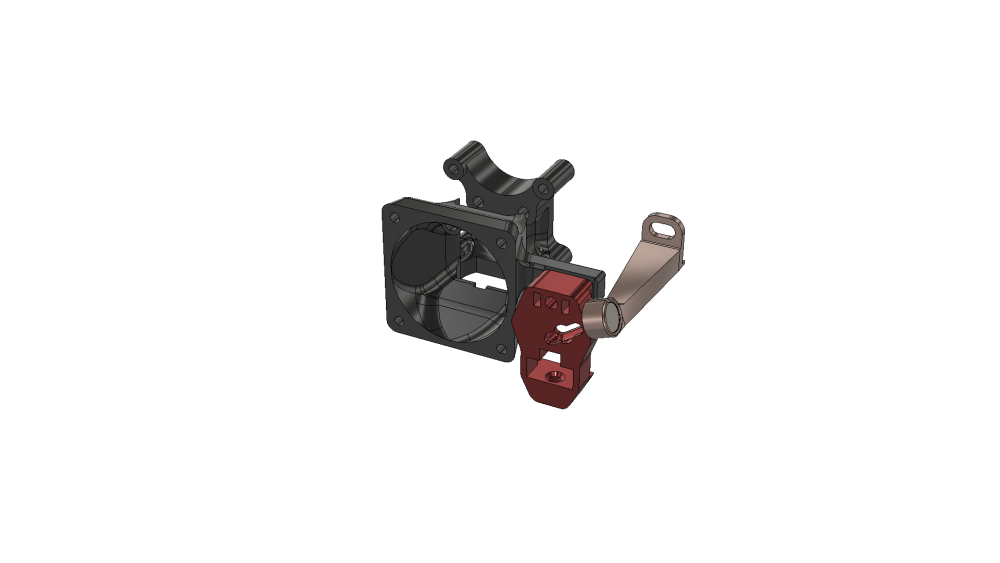
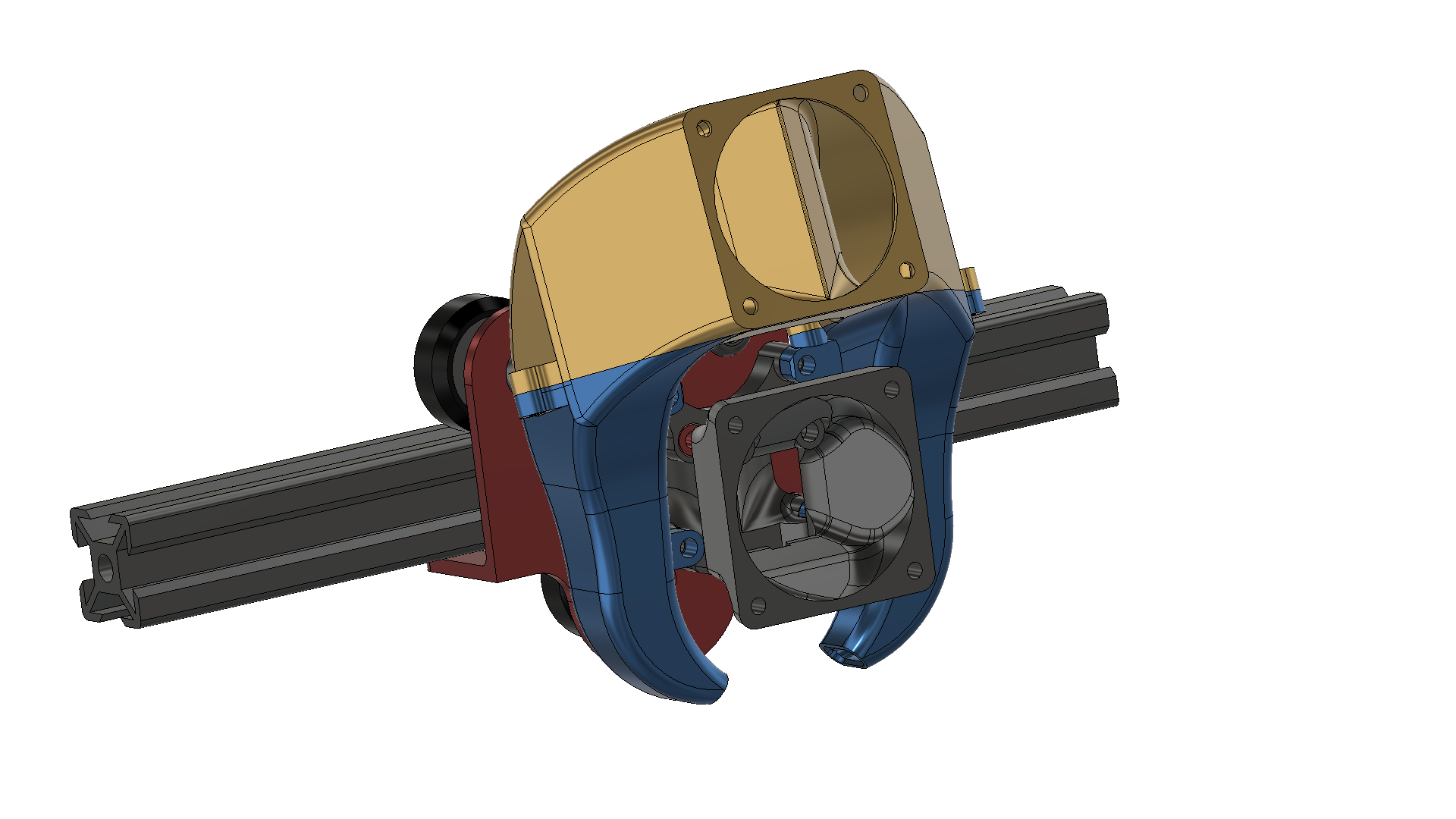
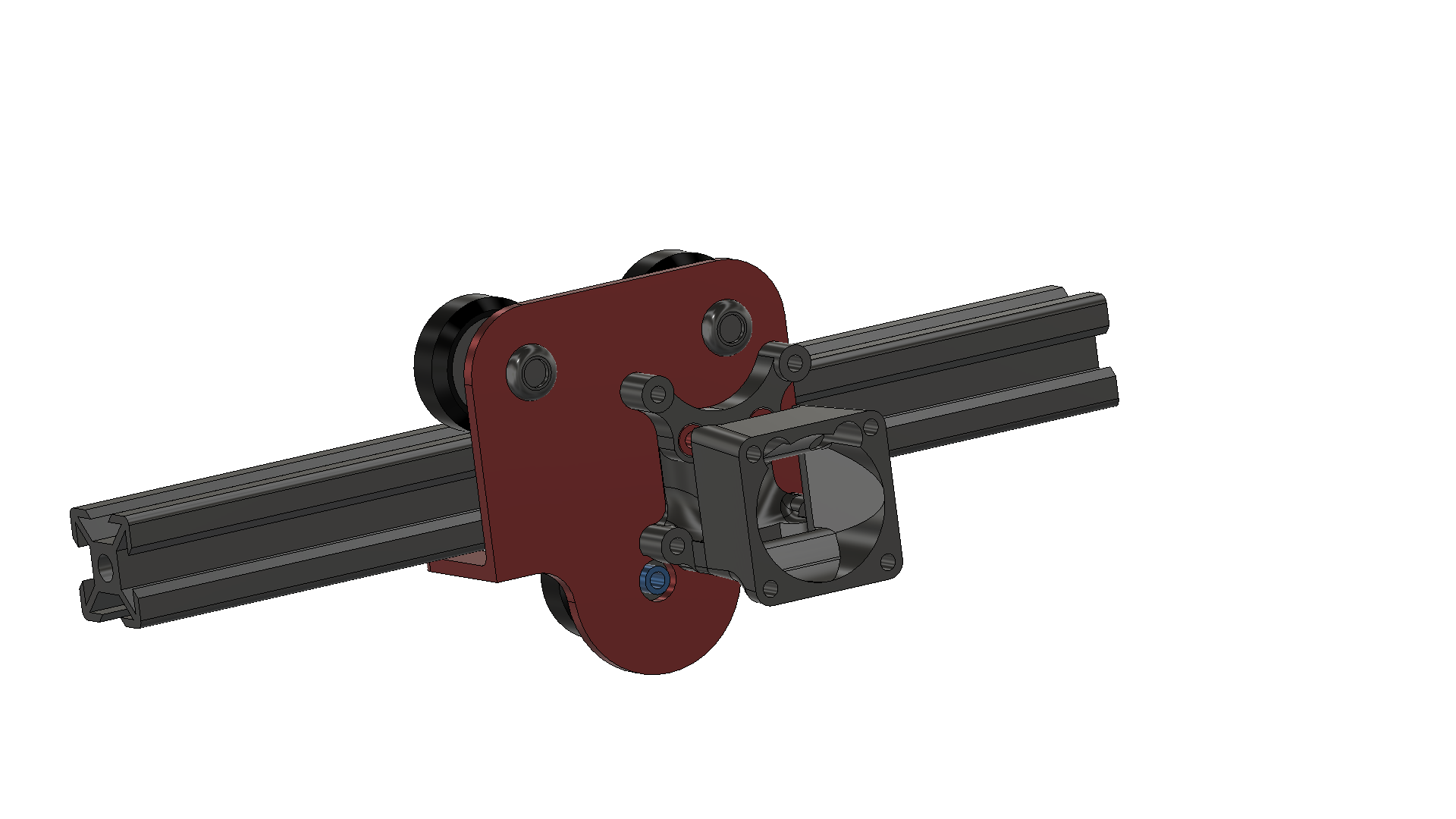
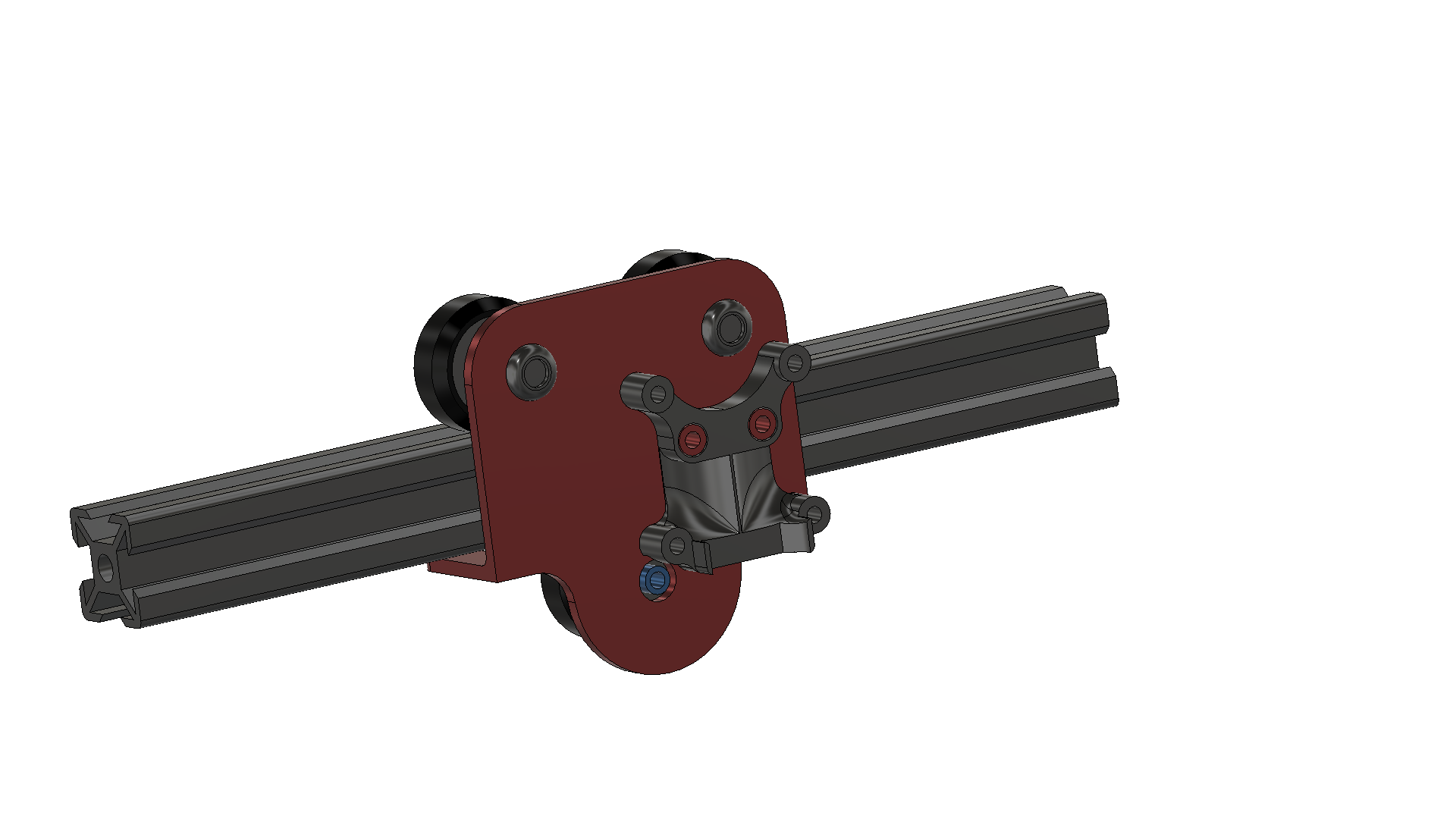
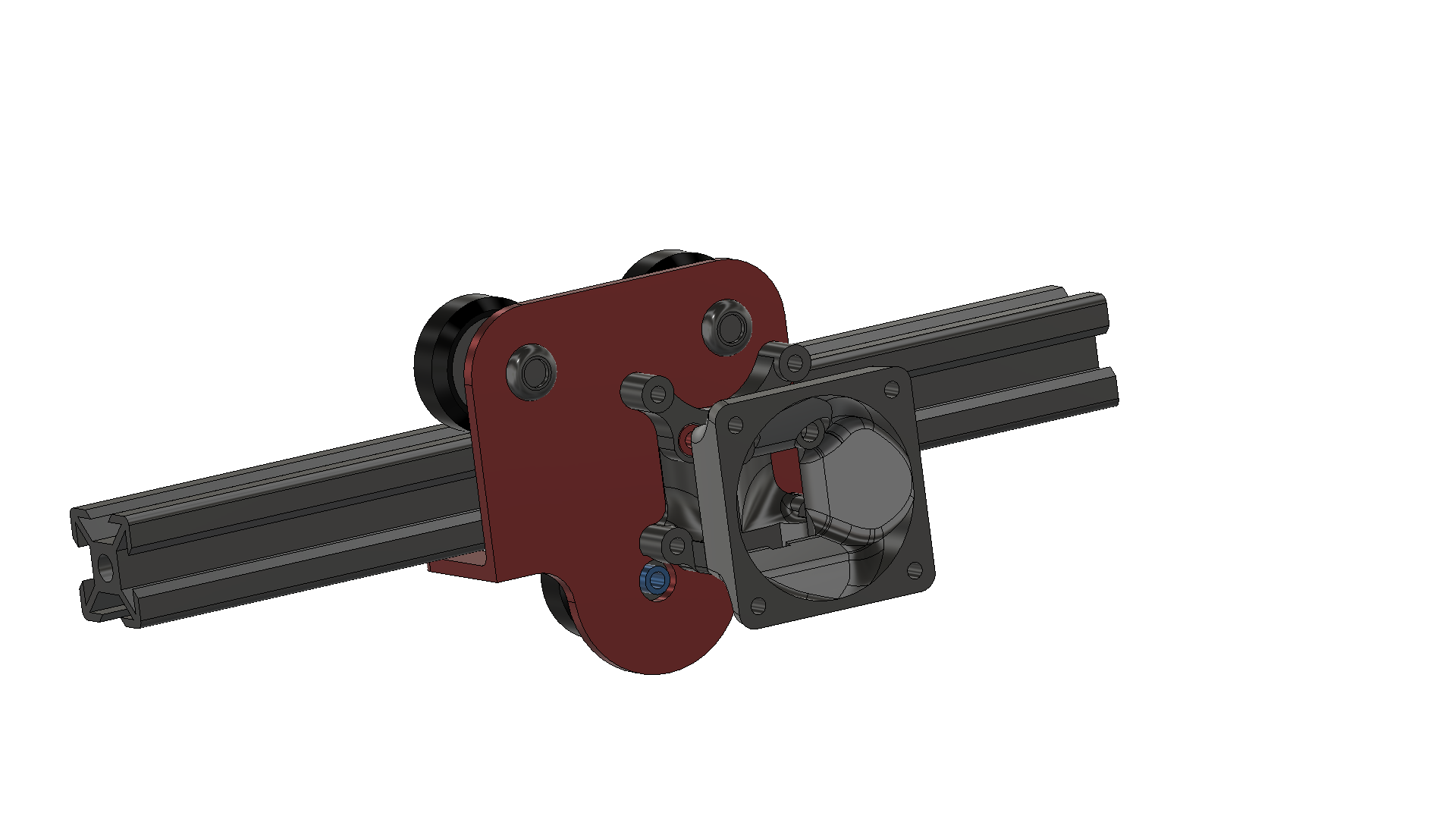
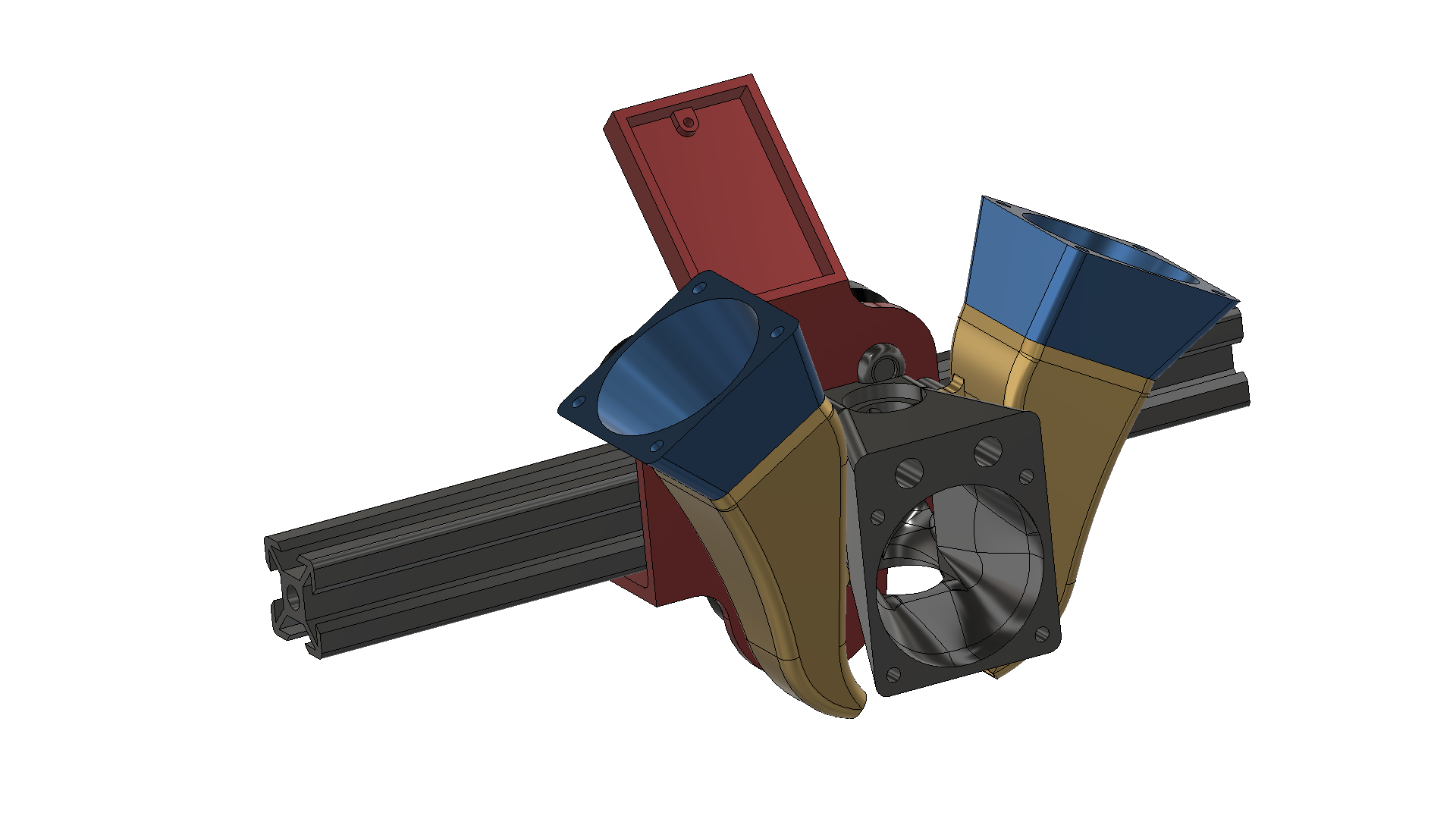
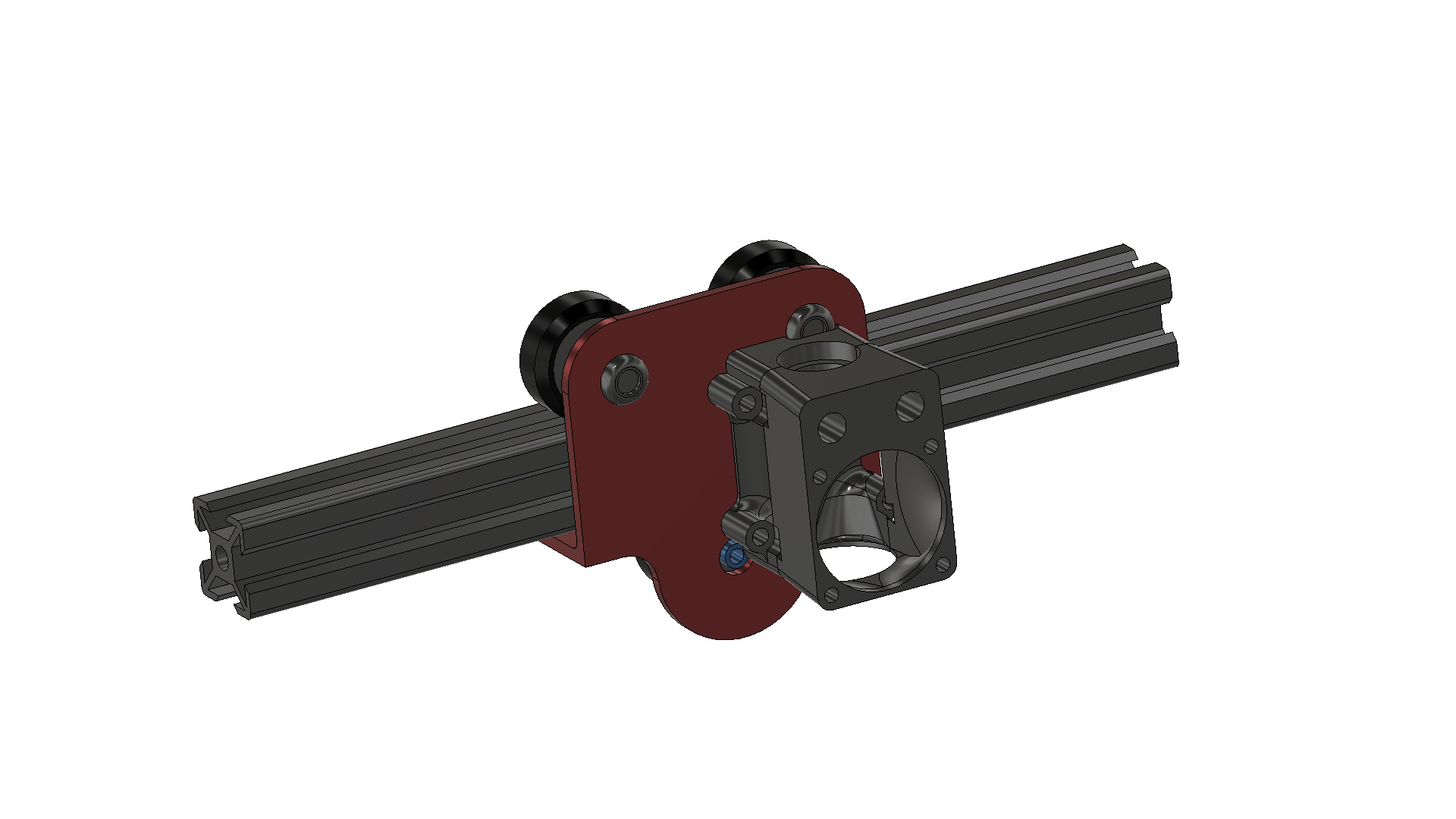
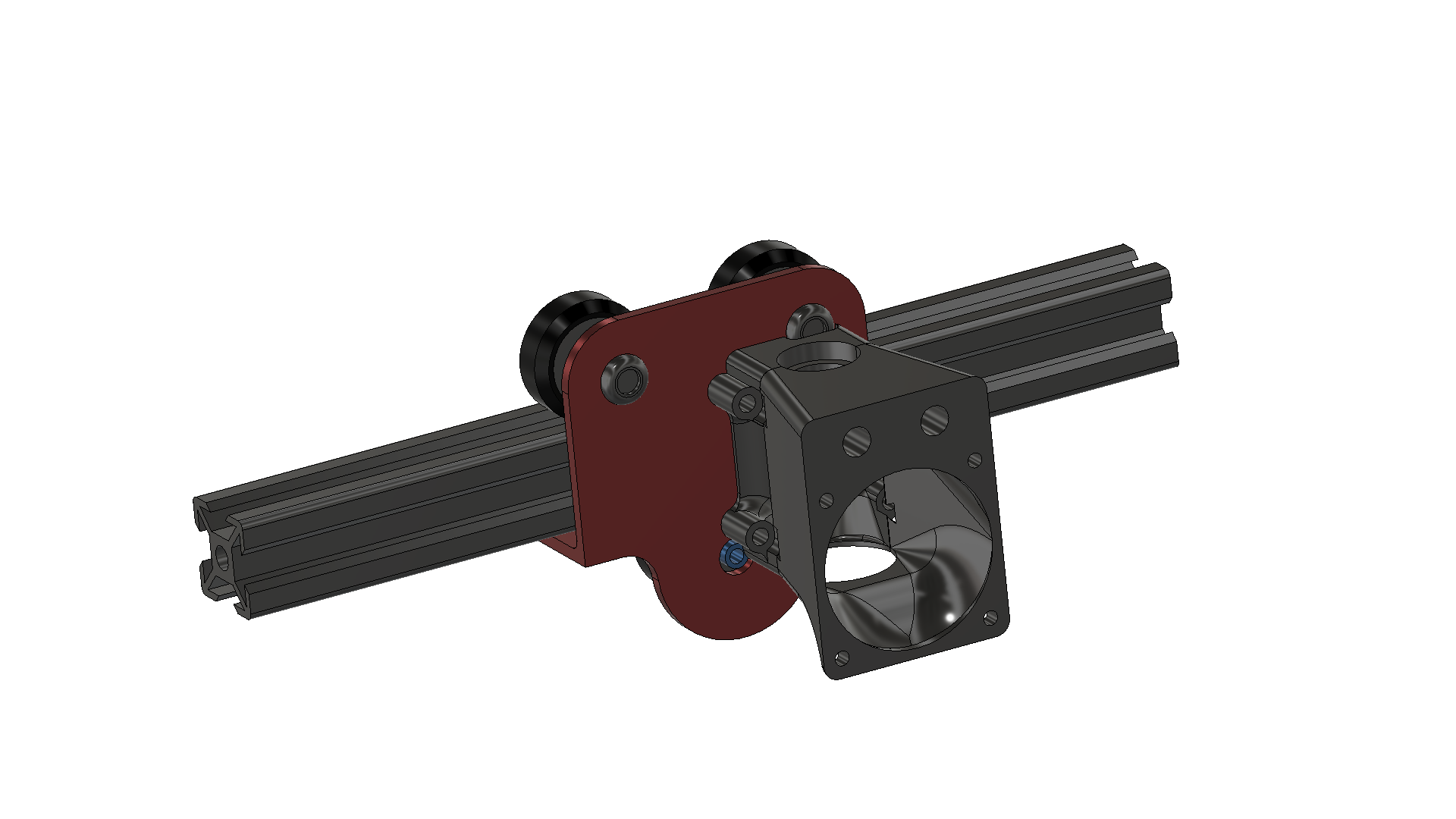
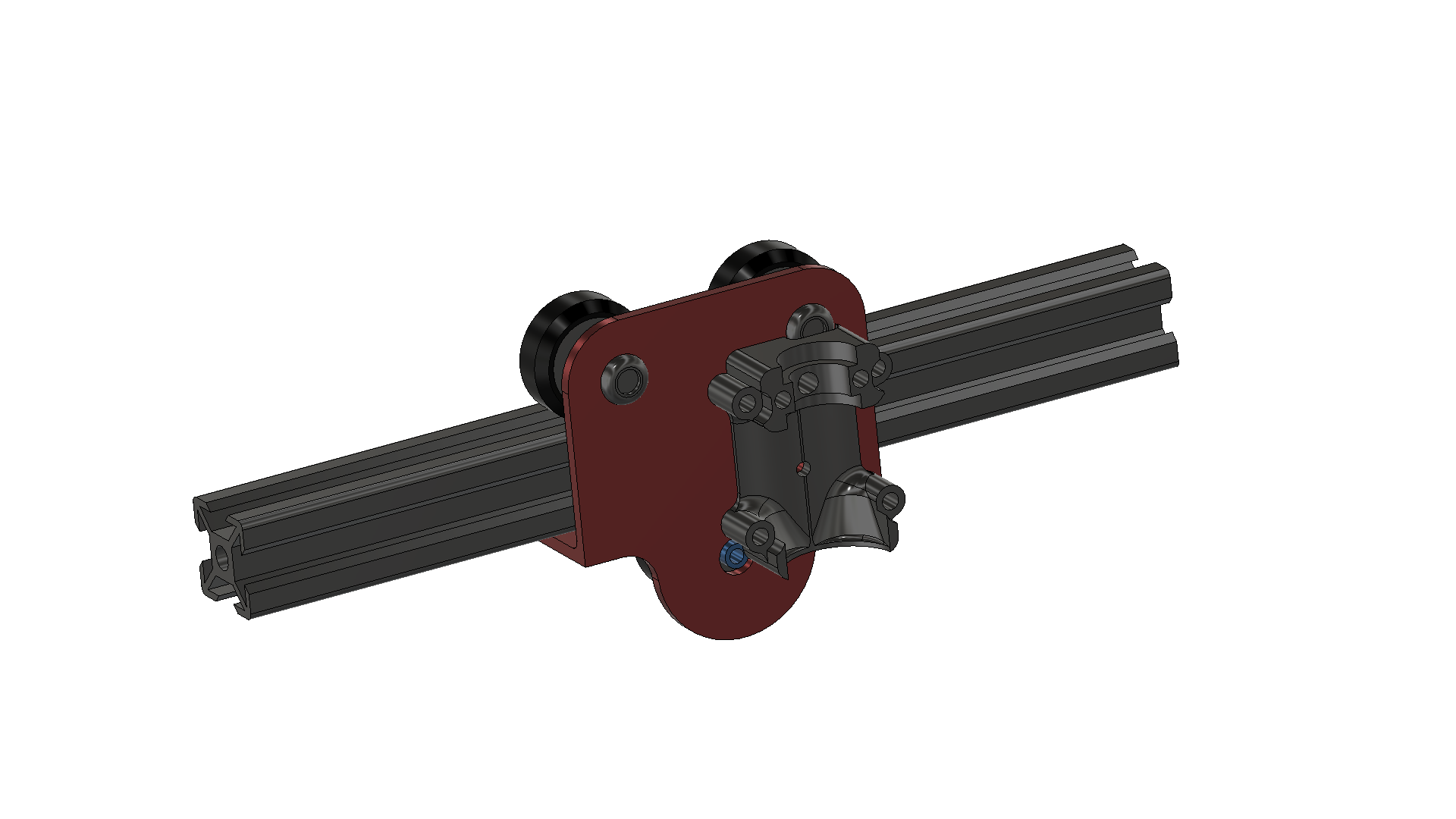
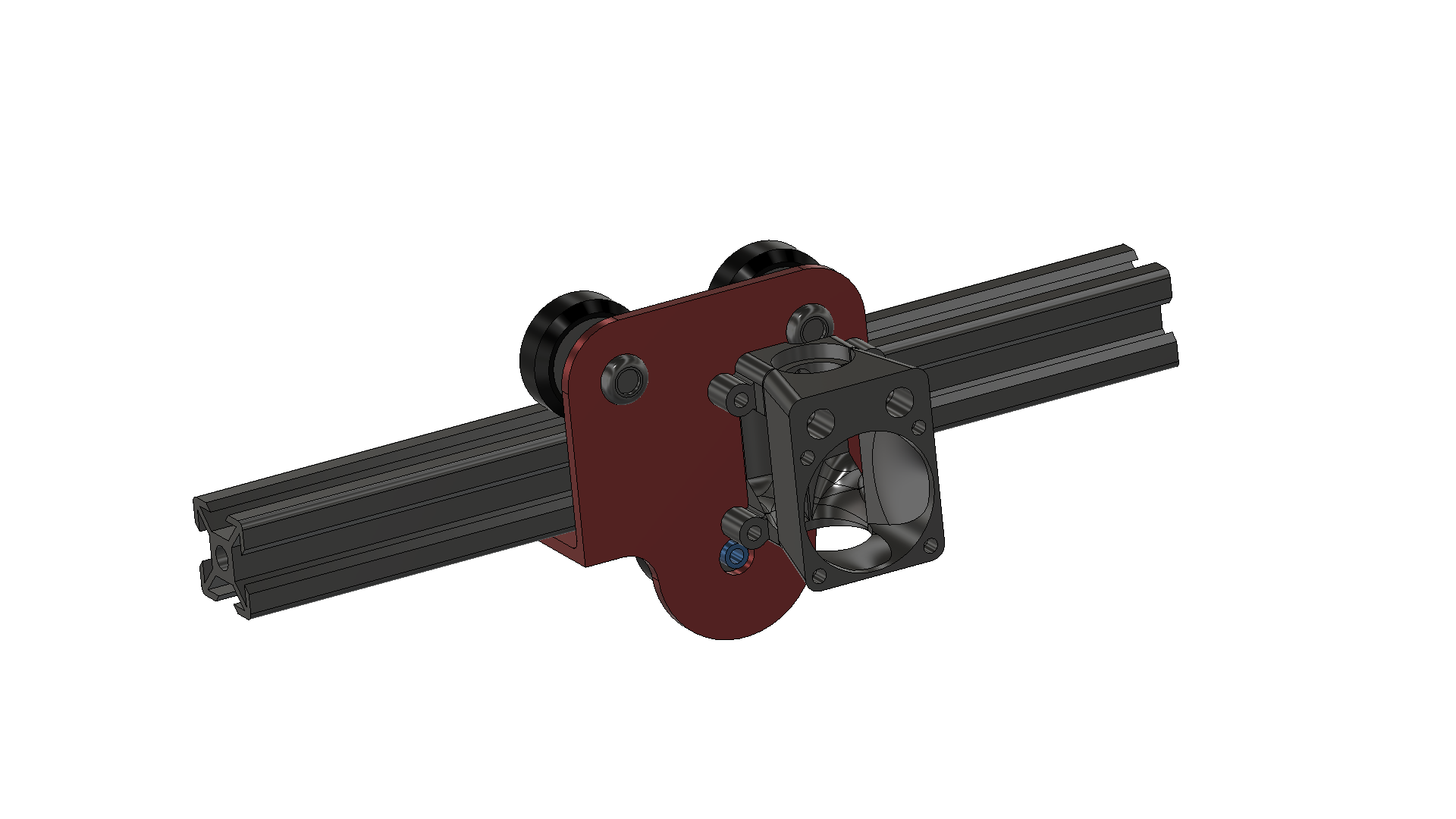
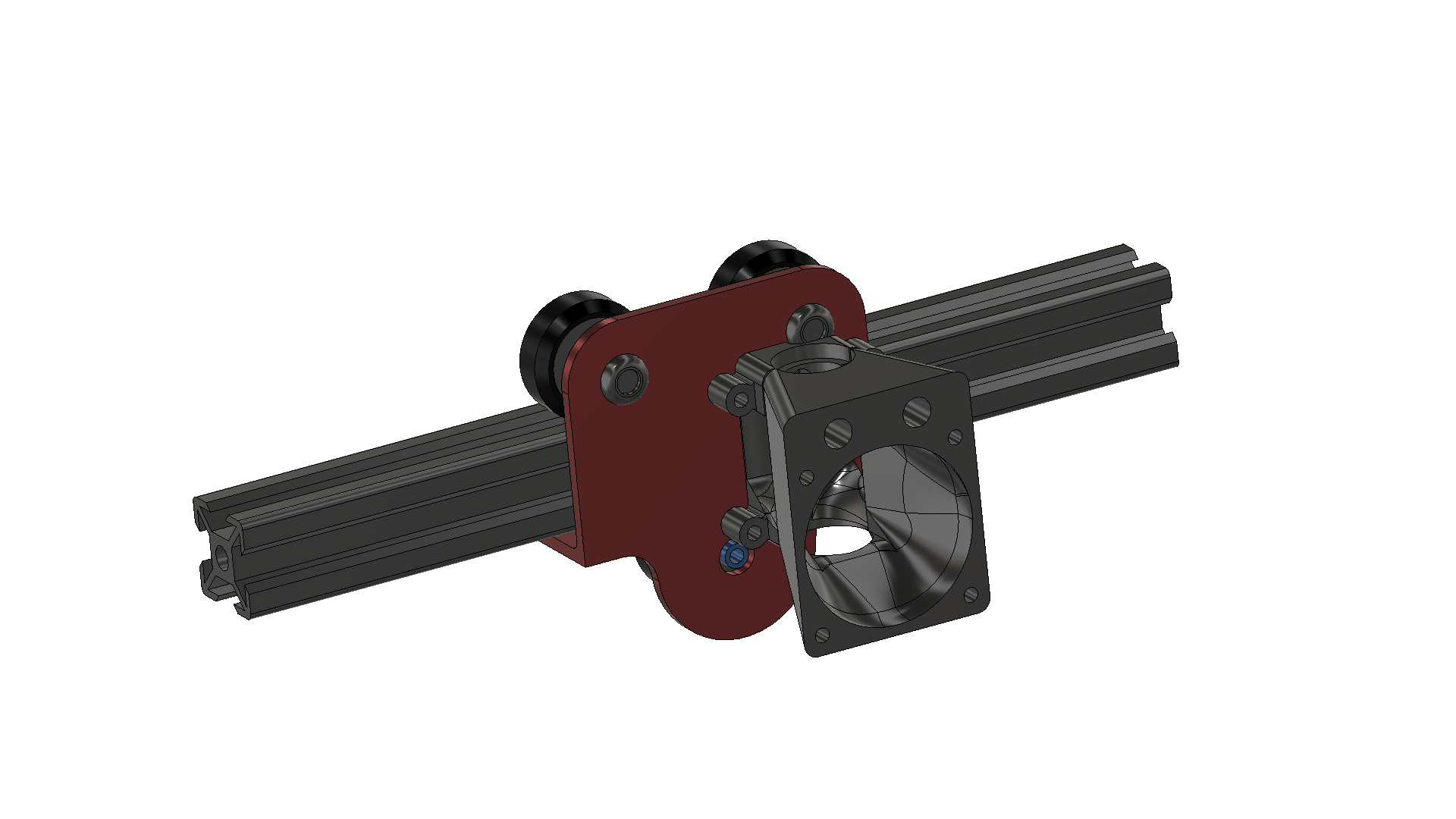
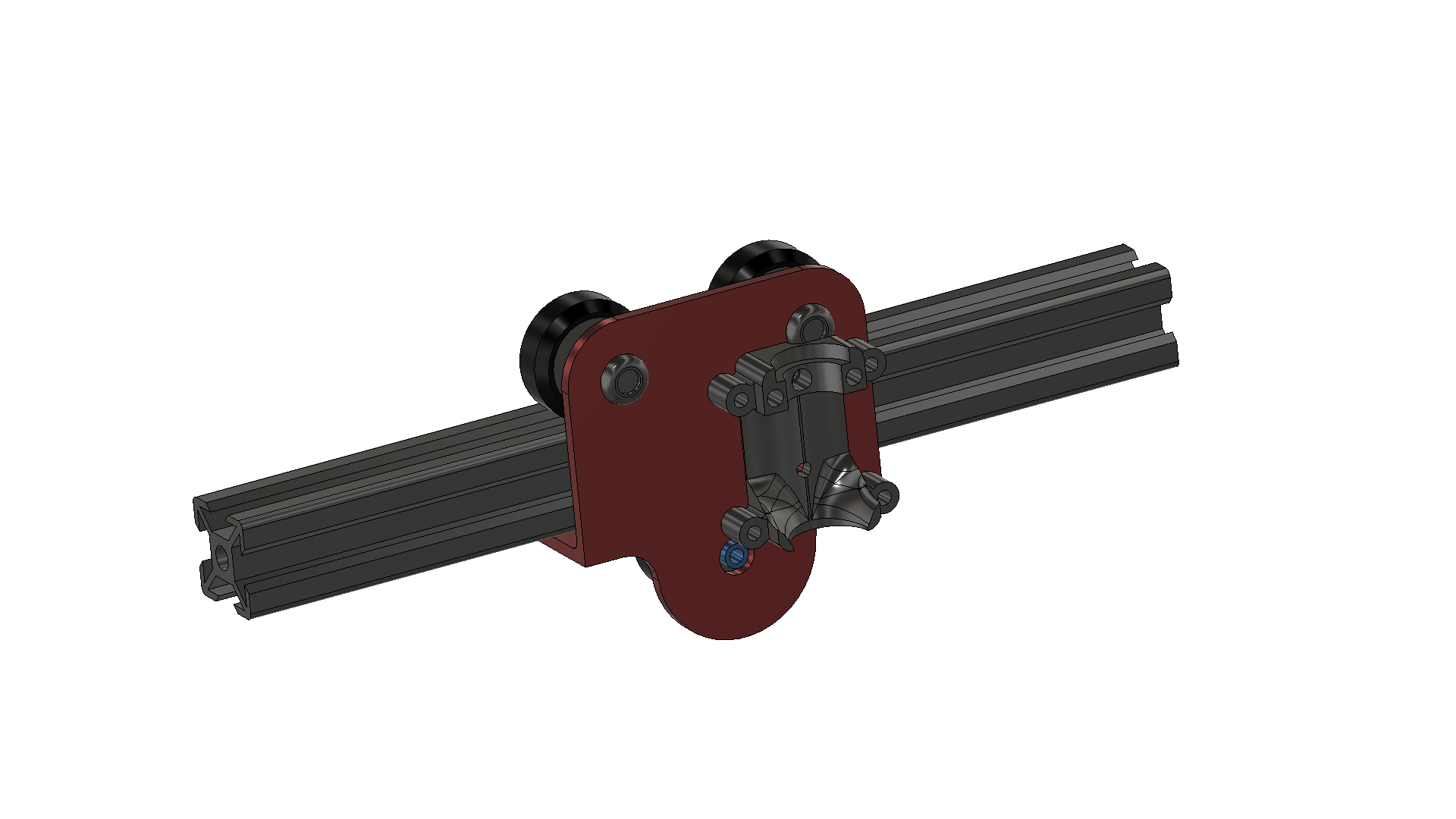
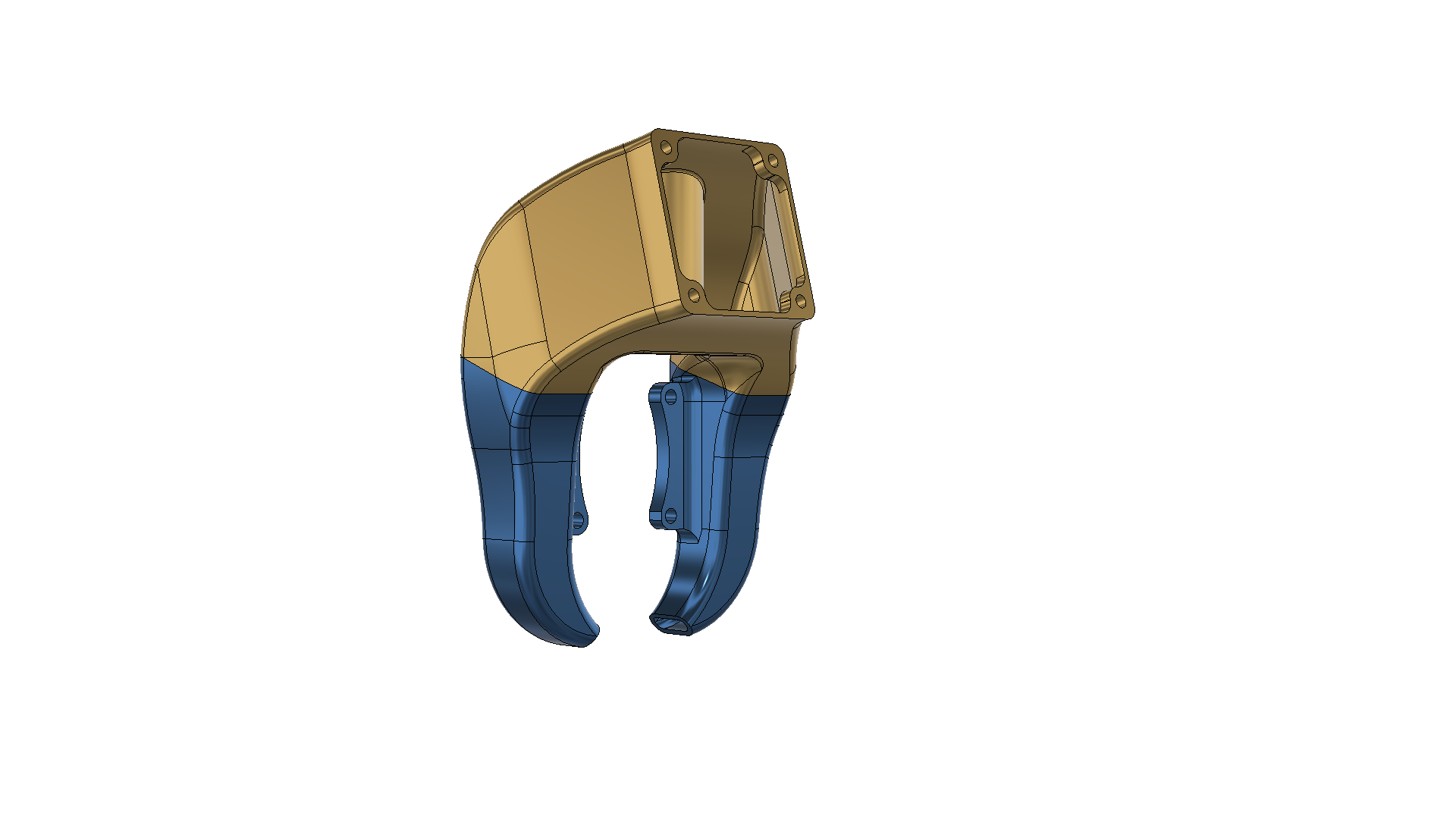
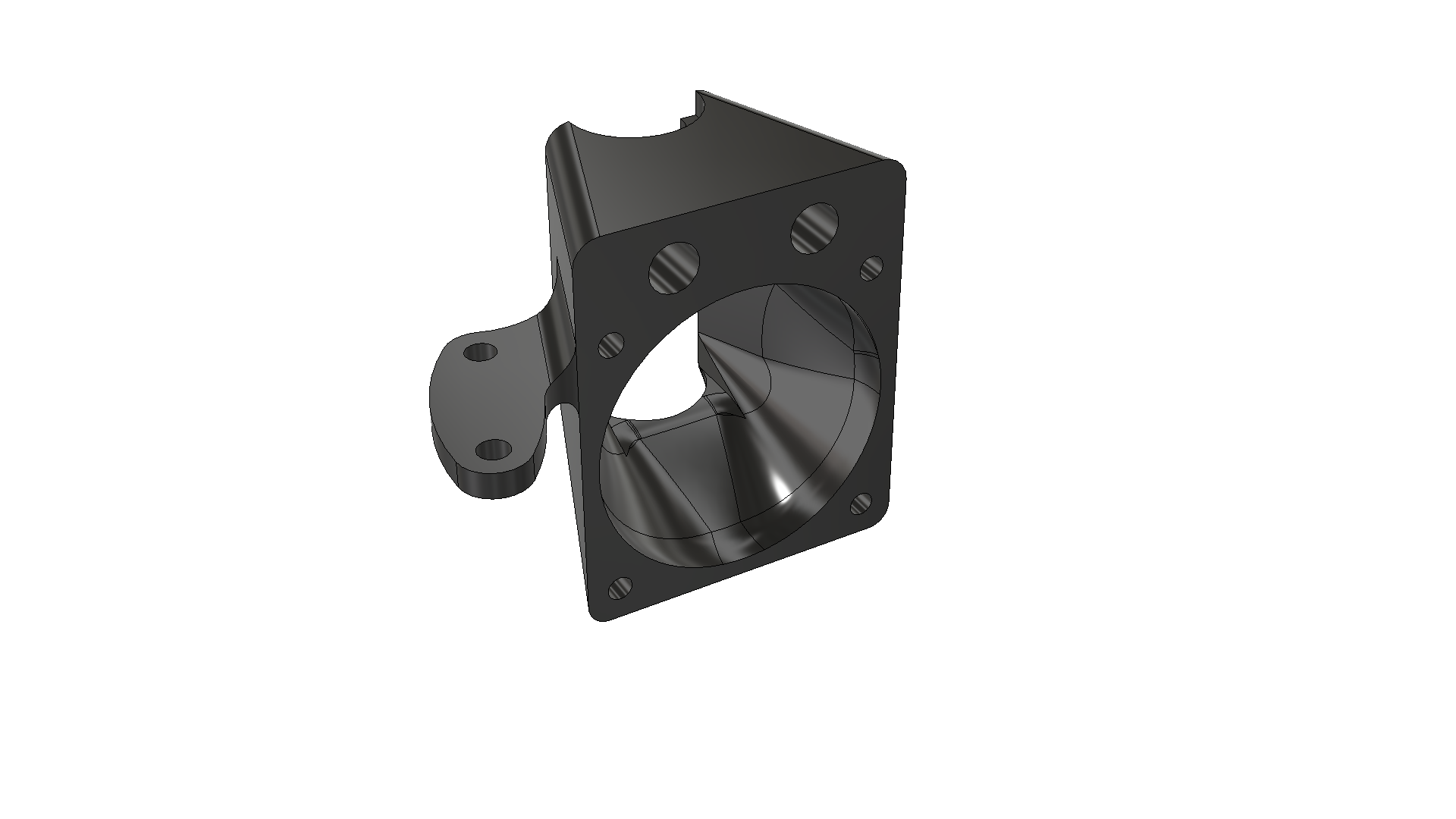
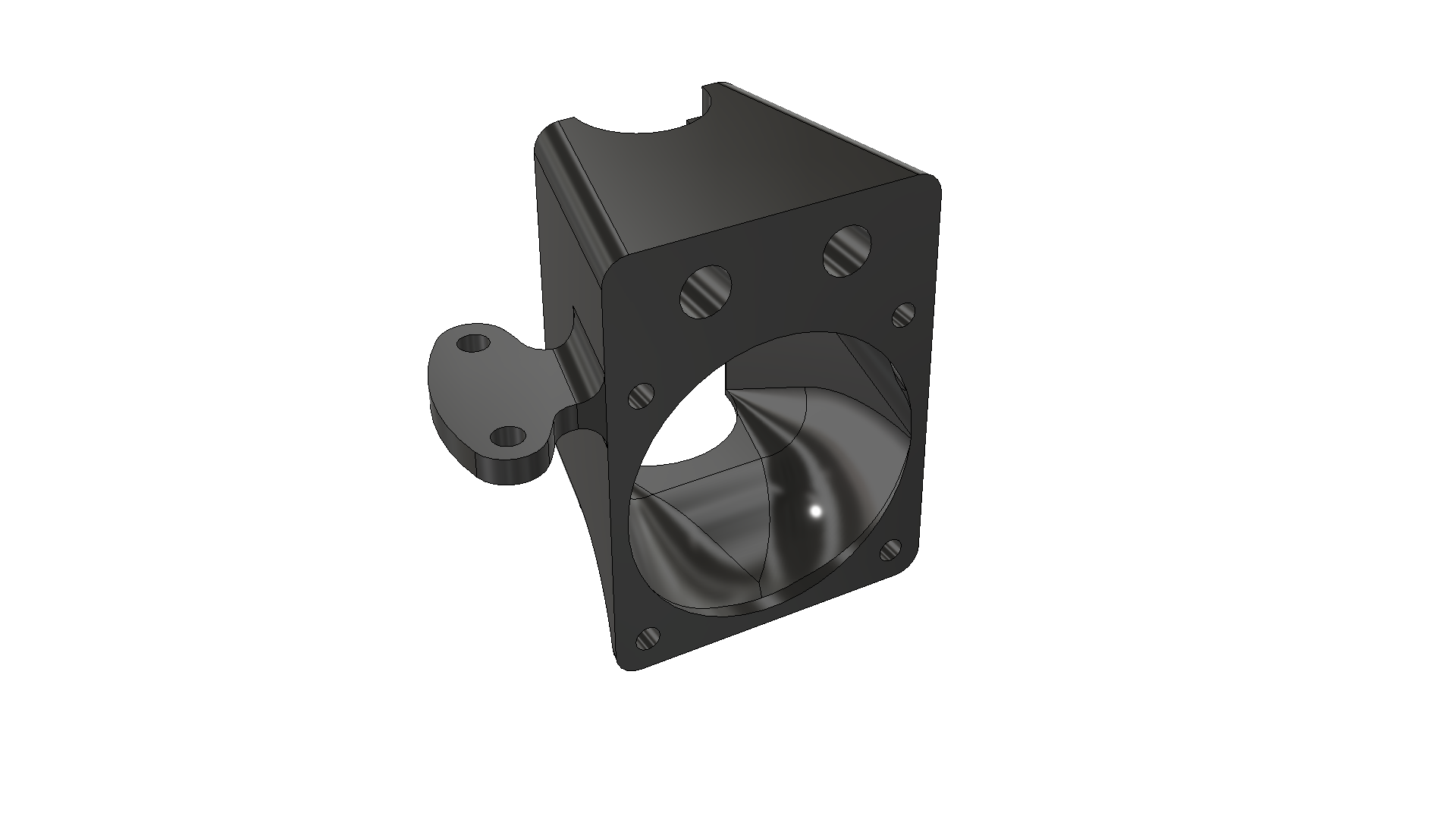
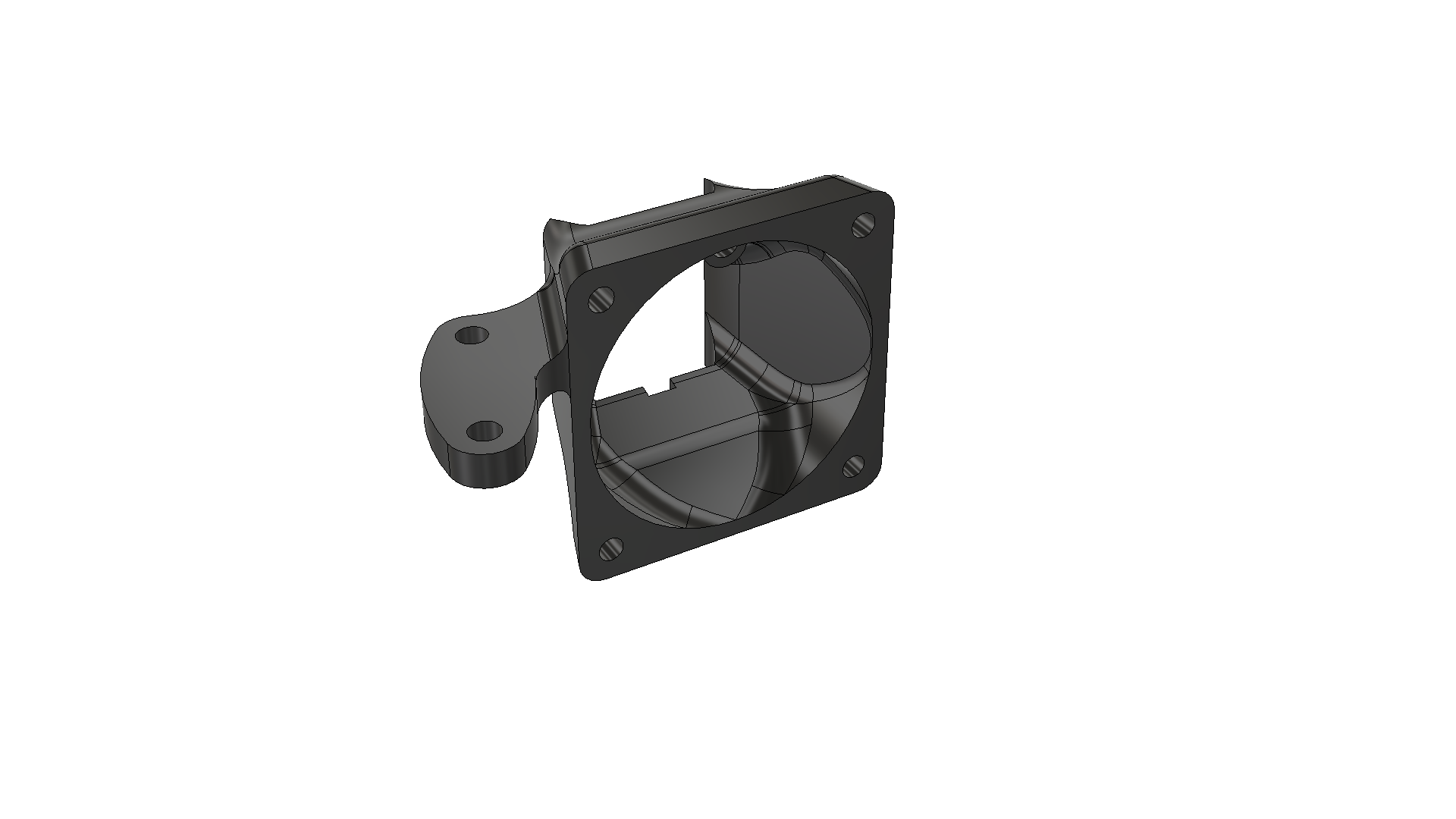
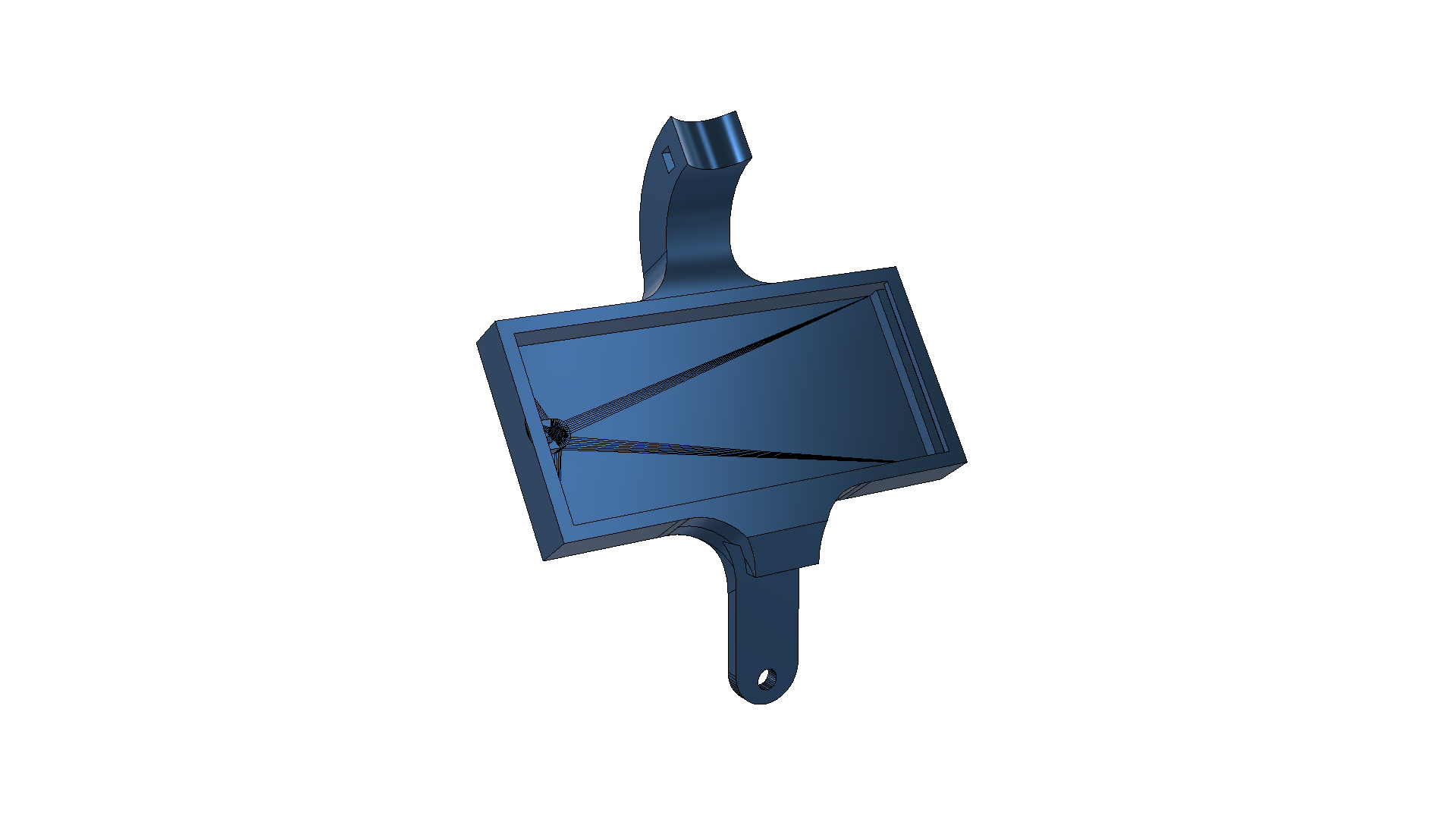
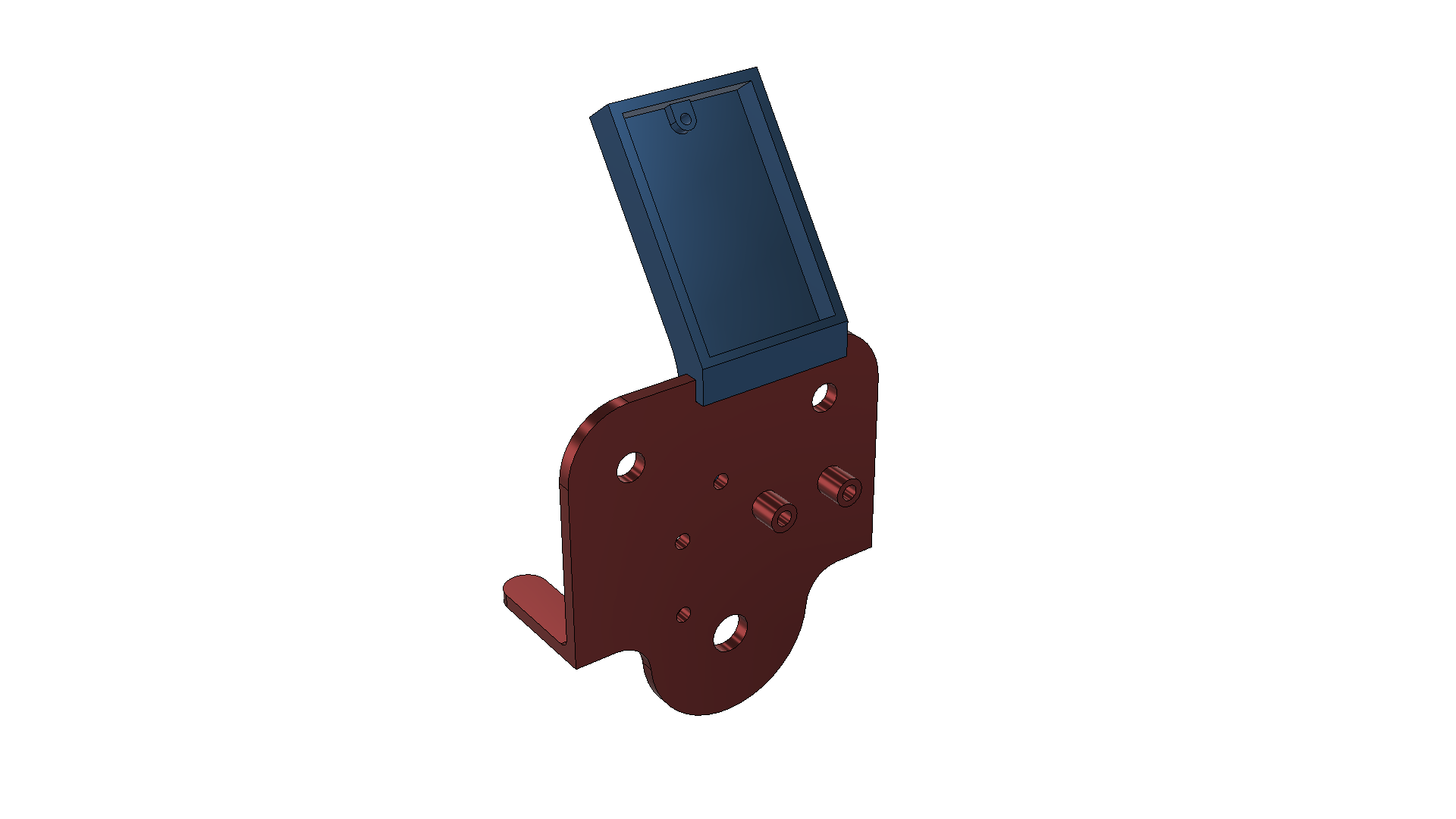
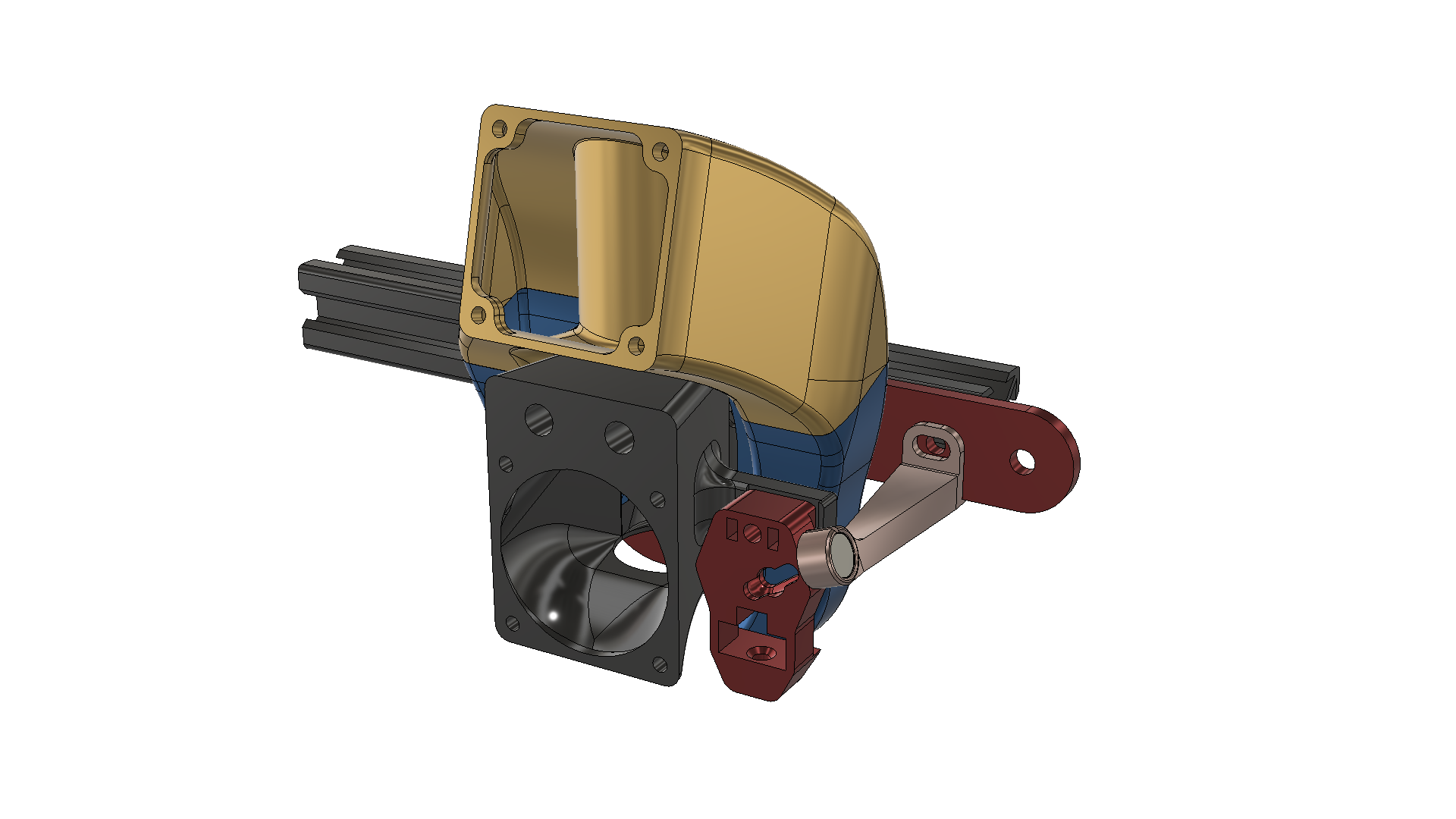
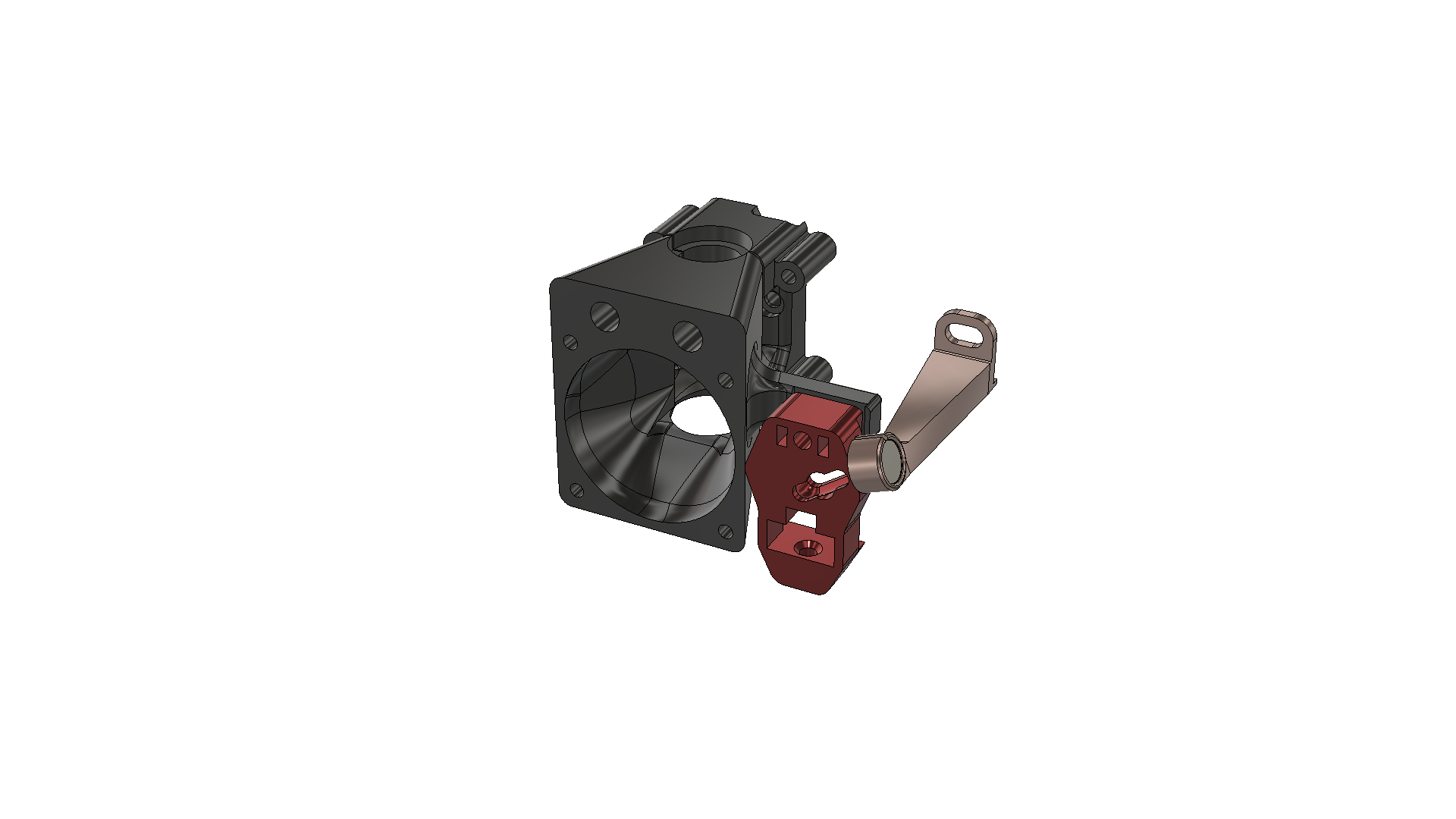
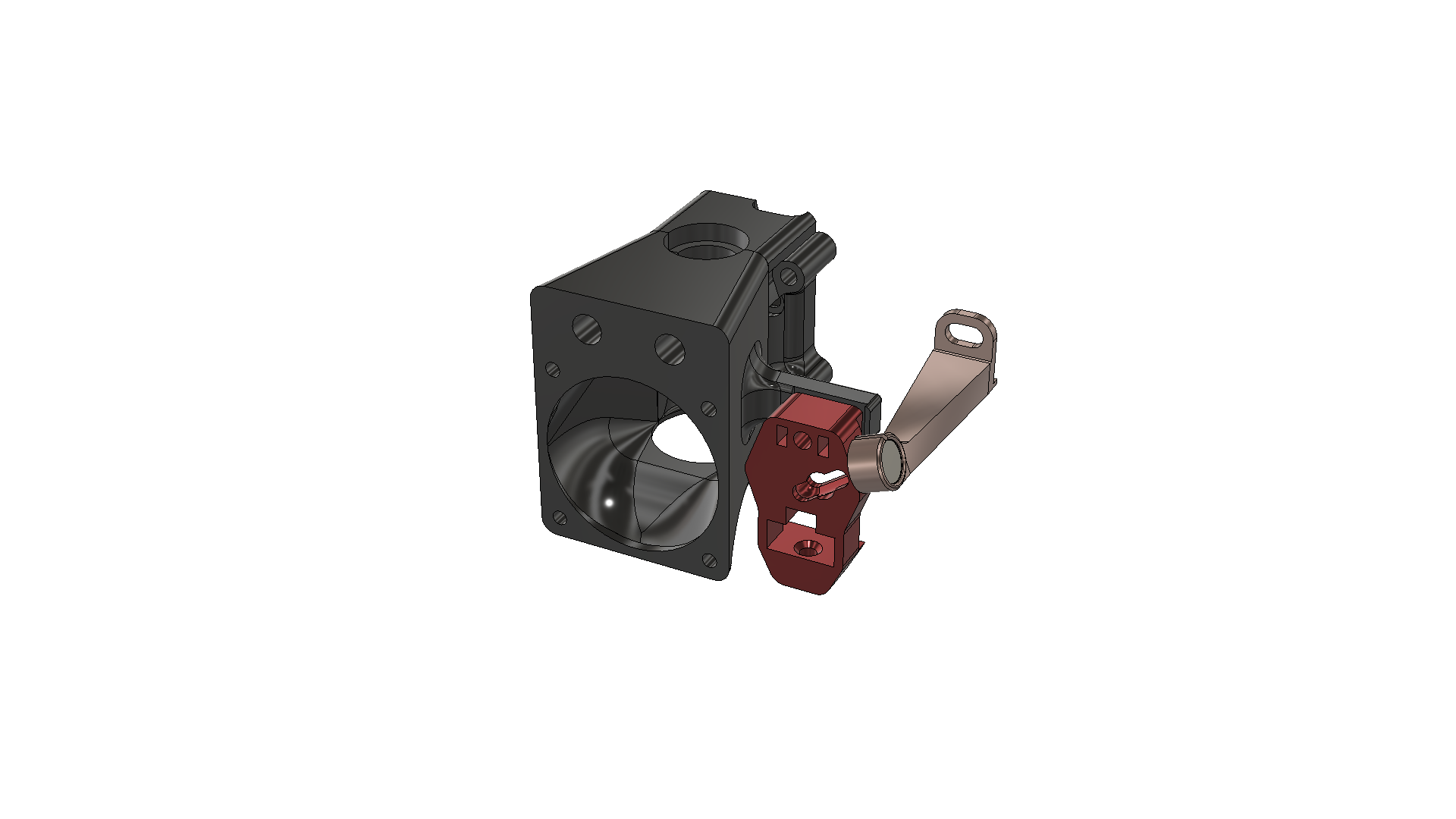
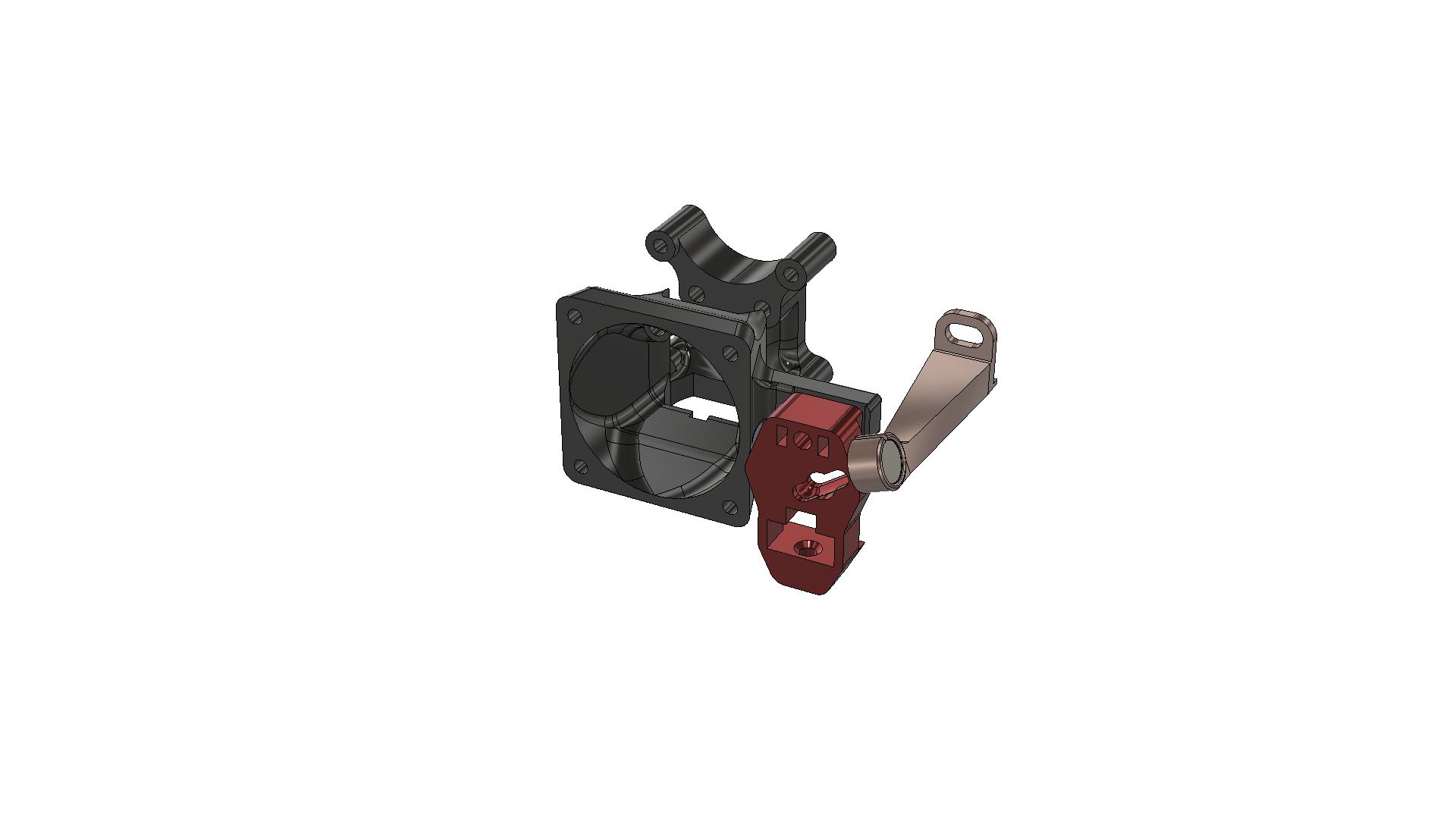
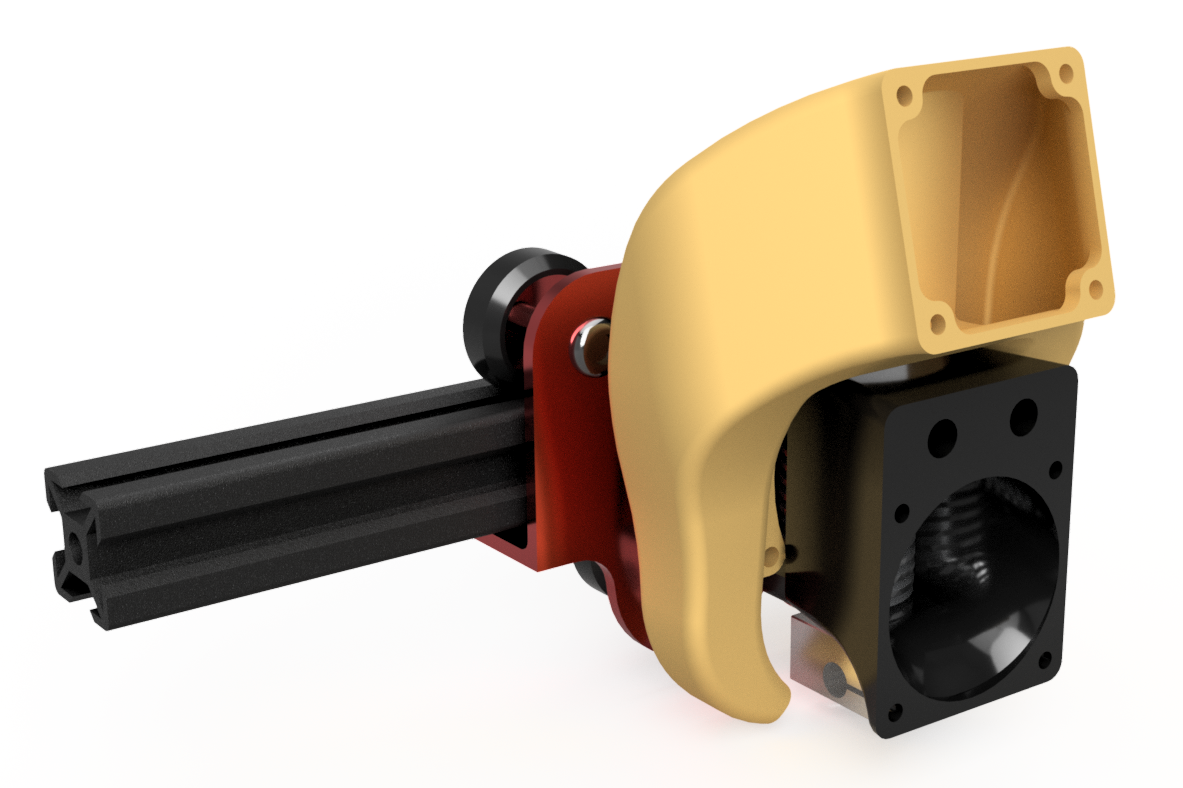
Bonjour à tous et bienvenue sur le topic officiel du fang modulable ! Les réponses à la plupart des questions concernant le montage, la visserie nécessaire, les paramètres d'impression ou les pièces à imprimer pour votre configuration se trouvent soit : DANS CE MESSAGE (cliquez sur "révéler le texte masqué" pour accéder à l'info qui vous intéresse) DANS LA NOTICE PDF (téléchargeable au bas de ce message) Donc merci de bien TOUT lire avant de poser des questions auxquelles vous avez déjà les réponses ! Origine du projet : MAJ 28/01/19 : Suite de l'aventure ! Entrons dans le vif du sujet ! Donc à ce jour nous avons plusieurs montages possibles qui vont du simple fang 40mm et support pour tête et ventilo d'origine : Au montage AiO/E3D et fang à double ventilos 30/40mm + BL-Touch/Touch-mi et support pour PCB de @Janpolanton : Tous les fangs sont compatibles avec tous les supports tête, toutes les têtes supportent le BL-Touch ainsi que le Touch Mi. Chaque support de tête possède quatre montages de ventilateur hotend différents : 1 support pour accueillir un ventilo 30mm 1 support pour un ventilo 40mm 1 support pour accueillir un ventilo 40mm + BL-touch. 1 support pour accueillir un ventilo 40mm + Touch Mi Concernant le BL-Touch/Touch-Mi, vous trouverez dans le dossier dédié un fichier texte qui précise les offset X et Y à indiquer dans marlin/smoothie pour votre modèle de tête ainsi que des instructions de montage. Tous les montages têtes amènent à un petit décalage du home sur l'axe Y (ente 6 et 9mm selon les modèles), il suffit pour palier à ce souci de déplacer un peu le endstop de l'axe Y de manière à ce que la tête tombe bien là ou elle le doit ! Pour ce qui est des liens de téléchargement, deux solutions s'offrent à vous : Un lien vers MEGA.NZ exclusif au forum, il contient en plus du fang 40mm une version double ventilos 30mm et les supports pour le PCB de @Janpolanton, de plus en passant par MEGA.NZ vous avez la possibilité de ne télécharger que ce dont vous avez besoin. Un lien vers la page Thingiverse du fang 40mm. CES LIENS SONT DISPONIBLES EN BAS DE CE MESSAGE ! Pour ceux qui ne sont pas à l'aise avec Mega.nz, quelques instructions : Illustrations des pièces dispo (je rappelle que les photos sont cliquables pour agrandir !) : Montage du Touch-Mi : MAJ 07/07/19 : Paramétrage de Marlin pour le TouchMi (par @sensei73) MAJ 10/03/19 : Nouvelle version du fang. Il existe deux versions du fang 40mm, une version "facile à imprimer" en trois partes et une version monobloc, plus difficile mais pas insurmontable ! Position et paramètres d'impression pour la version 3 pièces : Idem pour la version monobloc (par @jipee) LIENS DE TÉLÉCHARGEMENT : MEGA.NZ = >>>ICI<<< Thingiverse = >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- NOUVEAU ! Vous pouvez désormais acheter votre fang modulable imprimé en PLA 3D-870 chez CompoZan, ça se passe >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- INSTRUCTIONS DE MONTAGE FORMAT PDF : >>>ICI<<<. Voila, n’hésitez à laisser un petit like, ça fait toujours plaisir ! Enjoy !





 2 points
2 points -
Je reviens dans ce topic que j'ai initié un peu à l'arrache tellement dépité sur le coup que les mots me manquaient. Sacré RMLC, un personnage comme je les aime, direct, pragmatique, allant à l'essentiel, mais sous son côté "rugueux", un mec vraiment sympa, suffisait de gratter un peu. Notre premier échange par posts interposés, j'en rigole encore --->>> prise de tête Ca a continué en MP et du coup, on est devenu potes, pleins de délires communs, principalement sur la vie en général, la zik, les conneries faites et celles qu'on a regrettées de ne pas avoir faites, nos gamins, etc Et nos discutes sur le sens de la vie et la finalité du truc, à savoir la mort, de mon côté passé pas loin, mais même pas mal, coup de bol, à cause du "crabe" et lui se sachant condamné. Puis on avait prévu de se croiser IRL, mais sa maladie et, de mon côté le manque de dispo, donc, ça ne s'est pas fait. ... Juste un petit coup de zik bien sauvage comme il aimait ---->>> Whole Lotta Love by Beth Hart2 points
-
Demande à Zatsit Ok c'est bon je sort2 points
-
je te trouve un peu dur, pour une fois que des français créent un truc que je trouve intelligent, même si ça ne concerne que quelques milliers de personnes… ou alors on peut attendre aussi que ça soit développé outre atlantique et là on va critiquer parce que c'est en anglais... moi non plus je ne suis pas un fan inconditionnel de Dagoma mais là je soutiens leur initiative2 points
-
Cool ! Les erreurs de compilation venait sans doute d'un copier/coller depuis un fichier contenant des caractère ASCII qui rajoutent des espaces et/ou retour de ligne non gérer par l'IDE arduino. Sinon, il y a une option de formatage automatique dans le menu outils2 points
-
@Desmojack et Lézôtres, mes "vieux fourneaux" préférés qui se reconnaîtront, Richard était devenu pour moi au fil des années un vrai e-pote Je l'avais rencontré sur un foirium de camping-car sur lequel (comme ici) il n'avait pas sa langue dans sa poche, ni les deux pieds dans le même sabot. On avait sympathisé car on avait une vraie communauté d'idées, et surtout la même aversion pour la "pensée unique", les grognons et les donneurs de leçons. Passionné de nouveautés, un vrai geek, il s'intéressait à tout ce qui, de près ou de loin contenait de la technologie, de l'électronique, des boutons et du soft inside. C'est d'ailleurs grâce à lui, ou si l'on préfère "à cause de lui" que je me suis retrouvé un jour ici à graboter des imprimantes 3D, je le cite : Je savais qu'il n'allait "pas trop bien" mais la nouvelle de sa disparition m'attriste, je m'étais bien habitué à son humour et à son auto-dérision lors de nos échanges en off Je ne résiste pas au plaisir de citer sans fin la meilleure leçon qu'il m'ait donnée (fin 2017) : Améliorer la bécane.... Je n'ai fait que ça depuis. Merci à toi mon ami Toulousain, et bons prints parmi les étoiles. Passe le bonjour à Nougaro et à Coluche si tu les croises.2 points
-
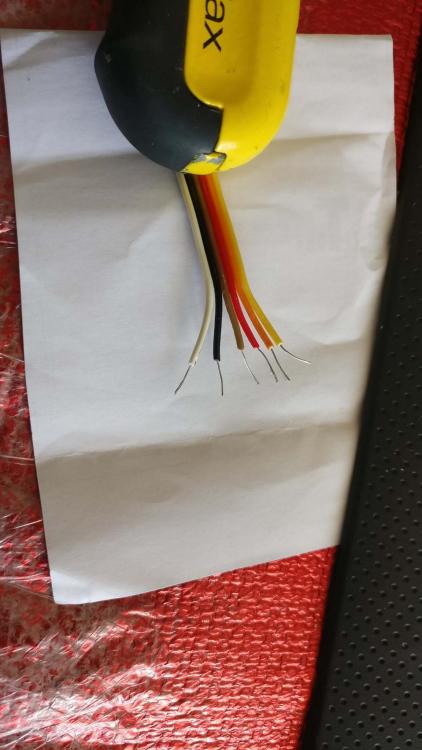
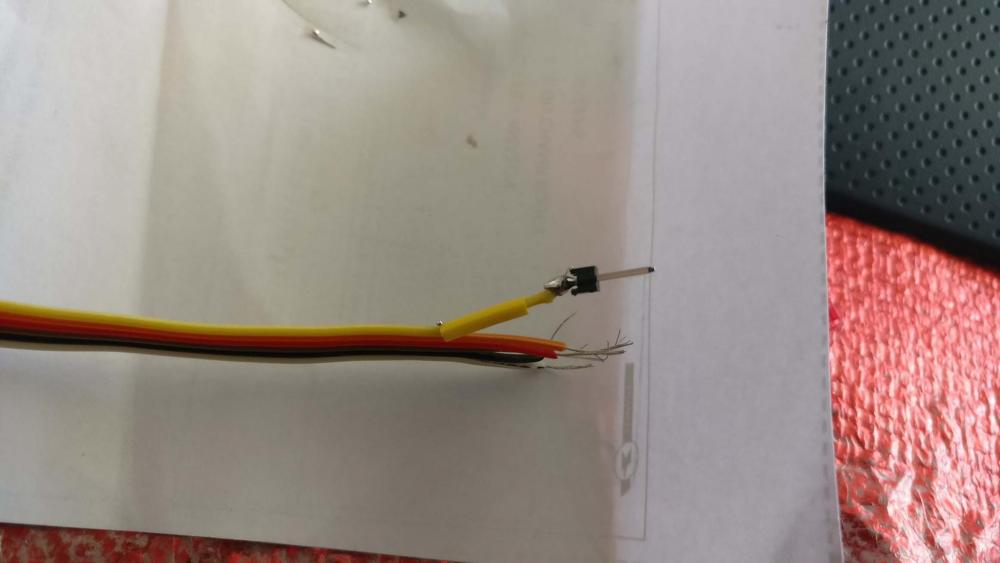
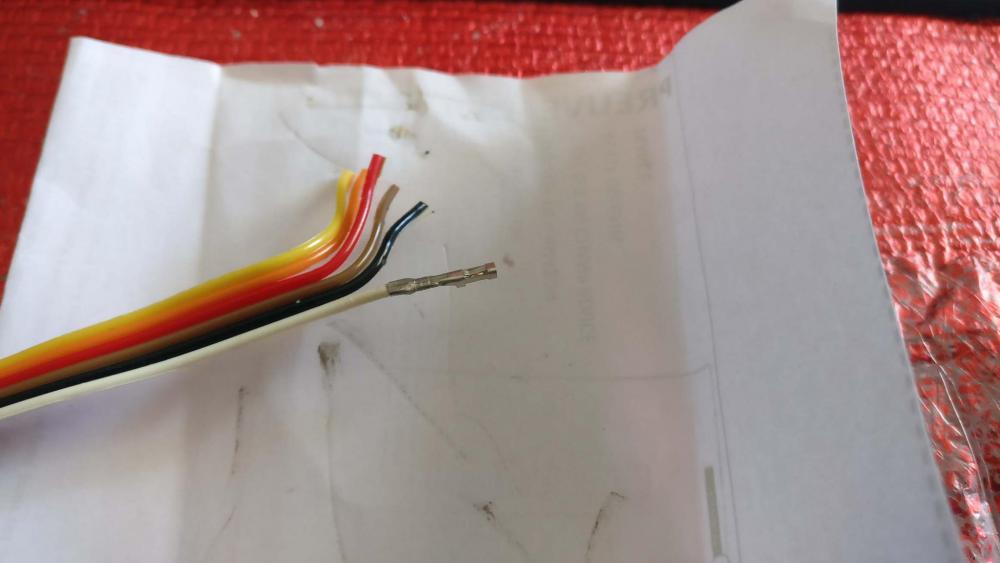
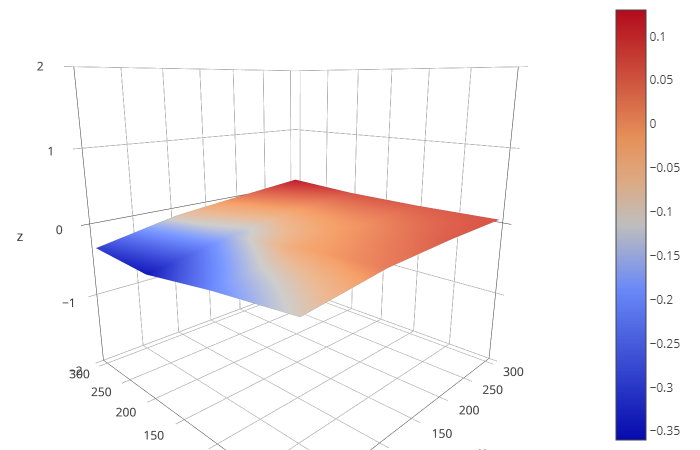
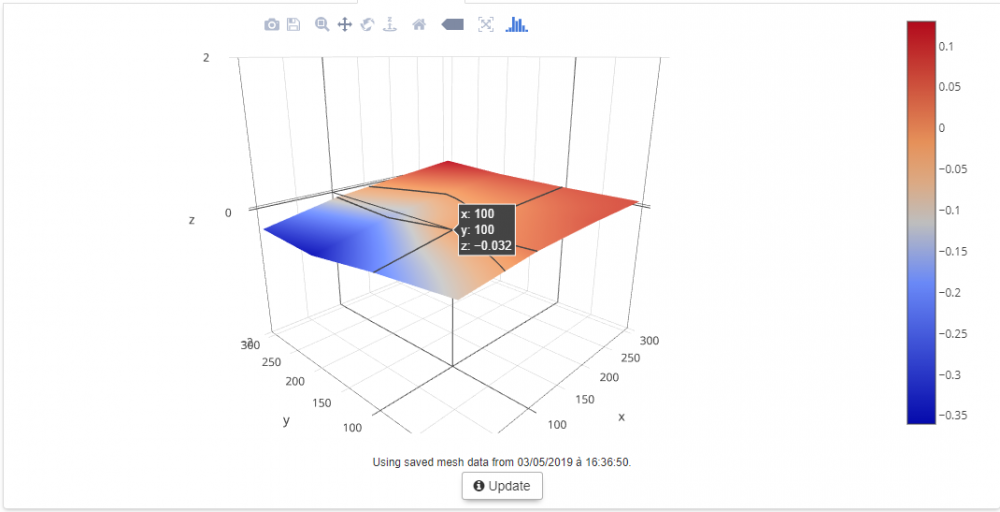
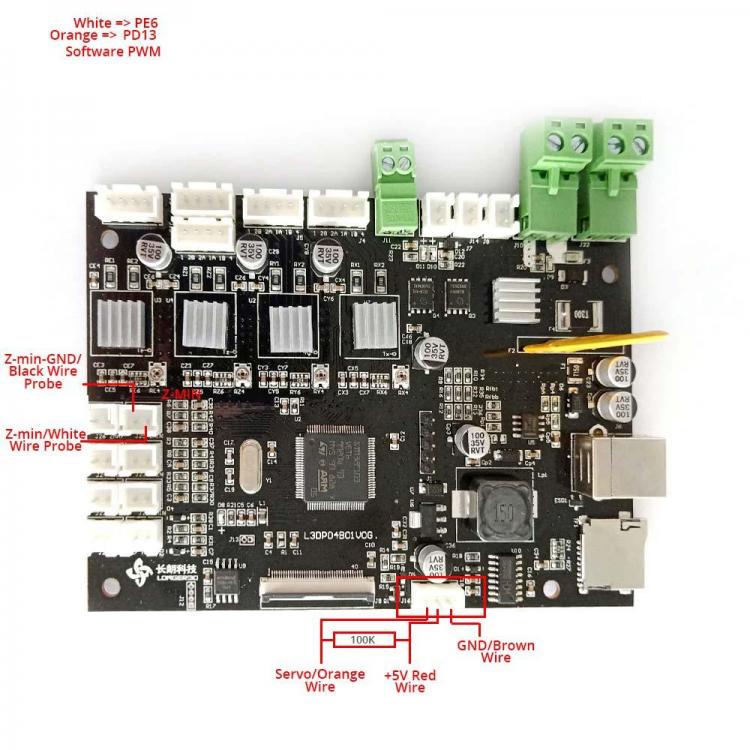
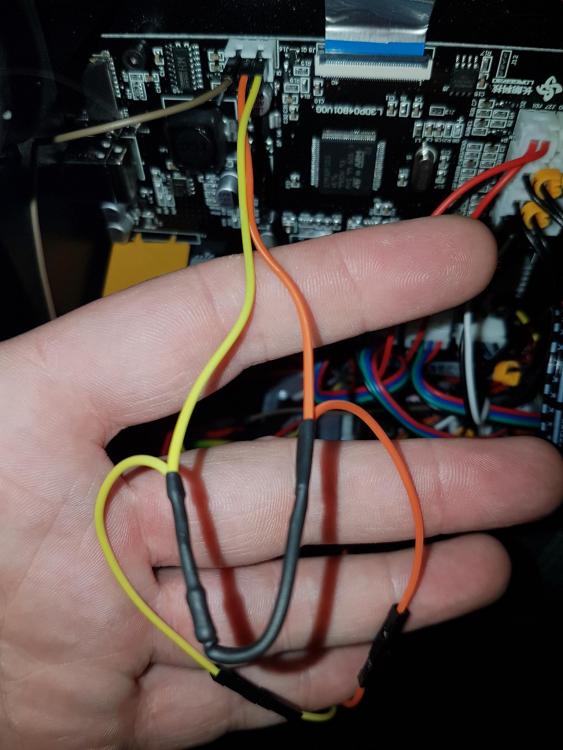
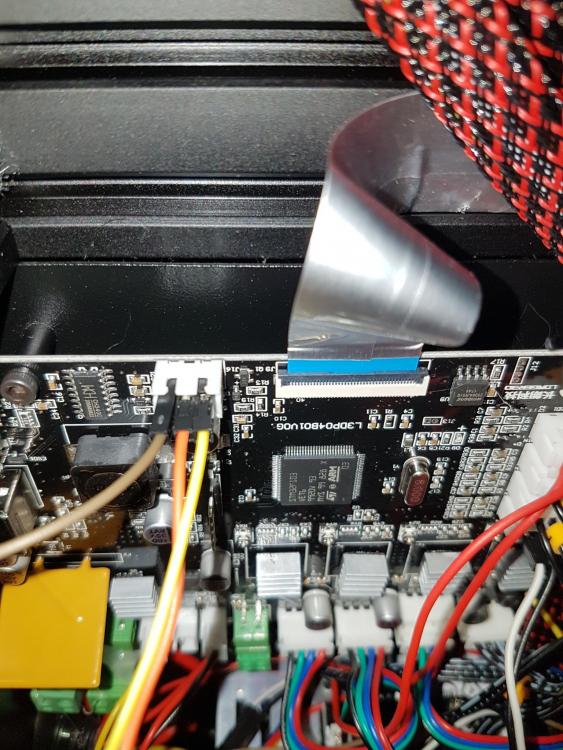
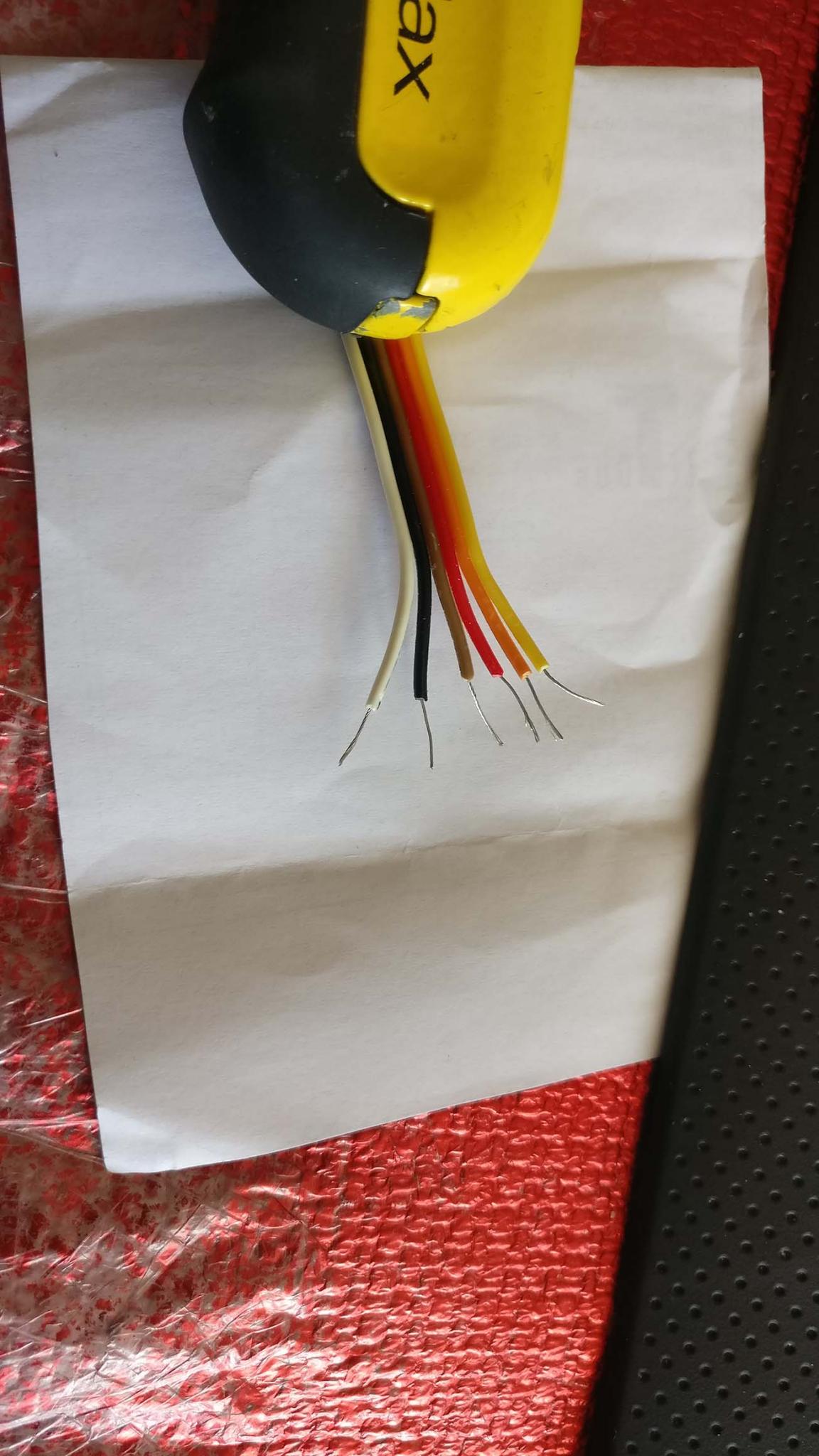
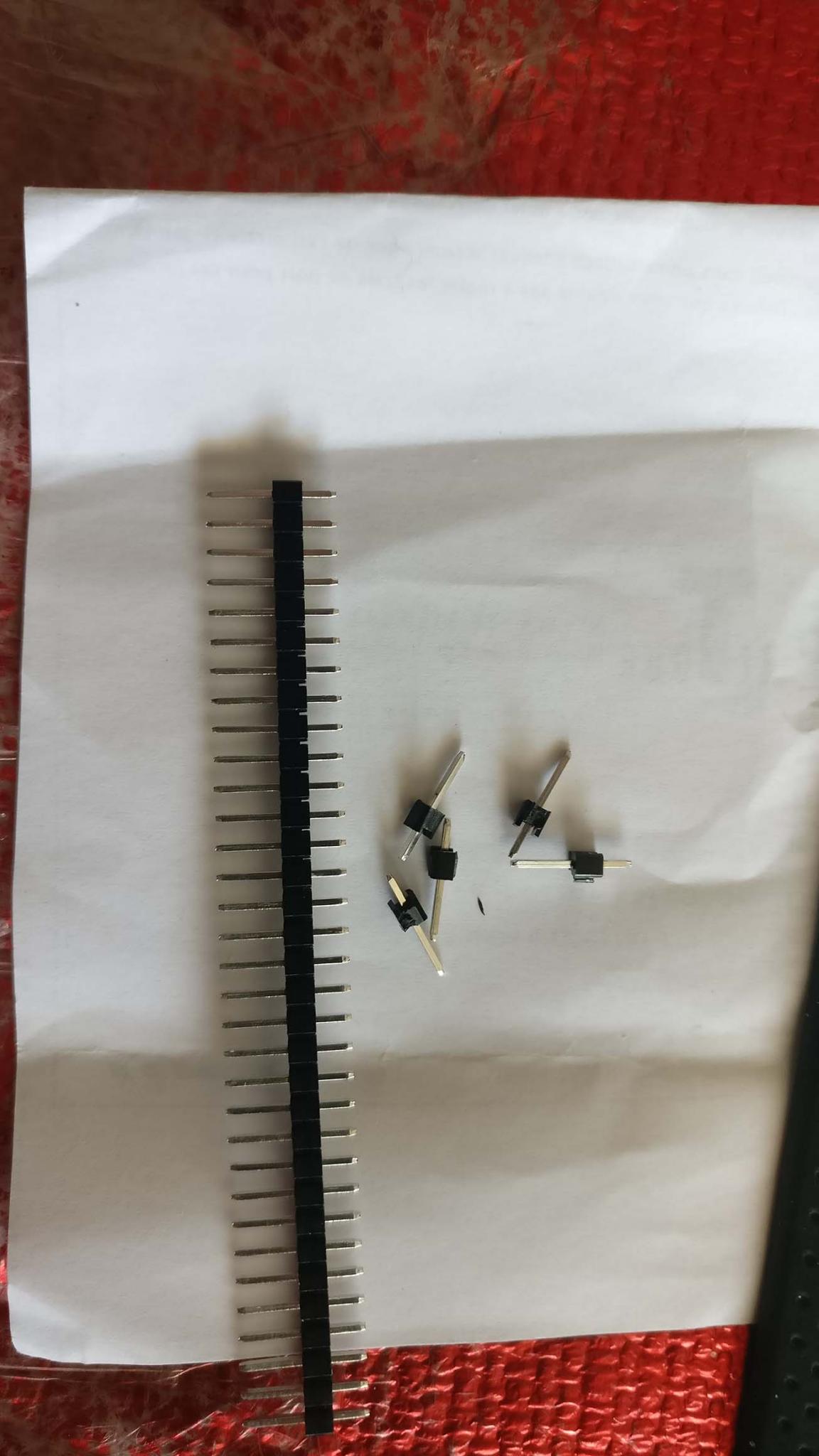
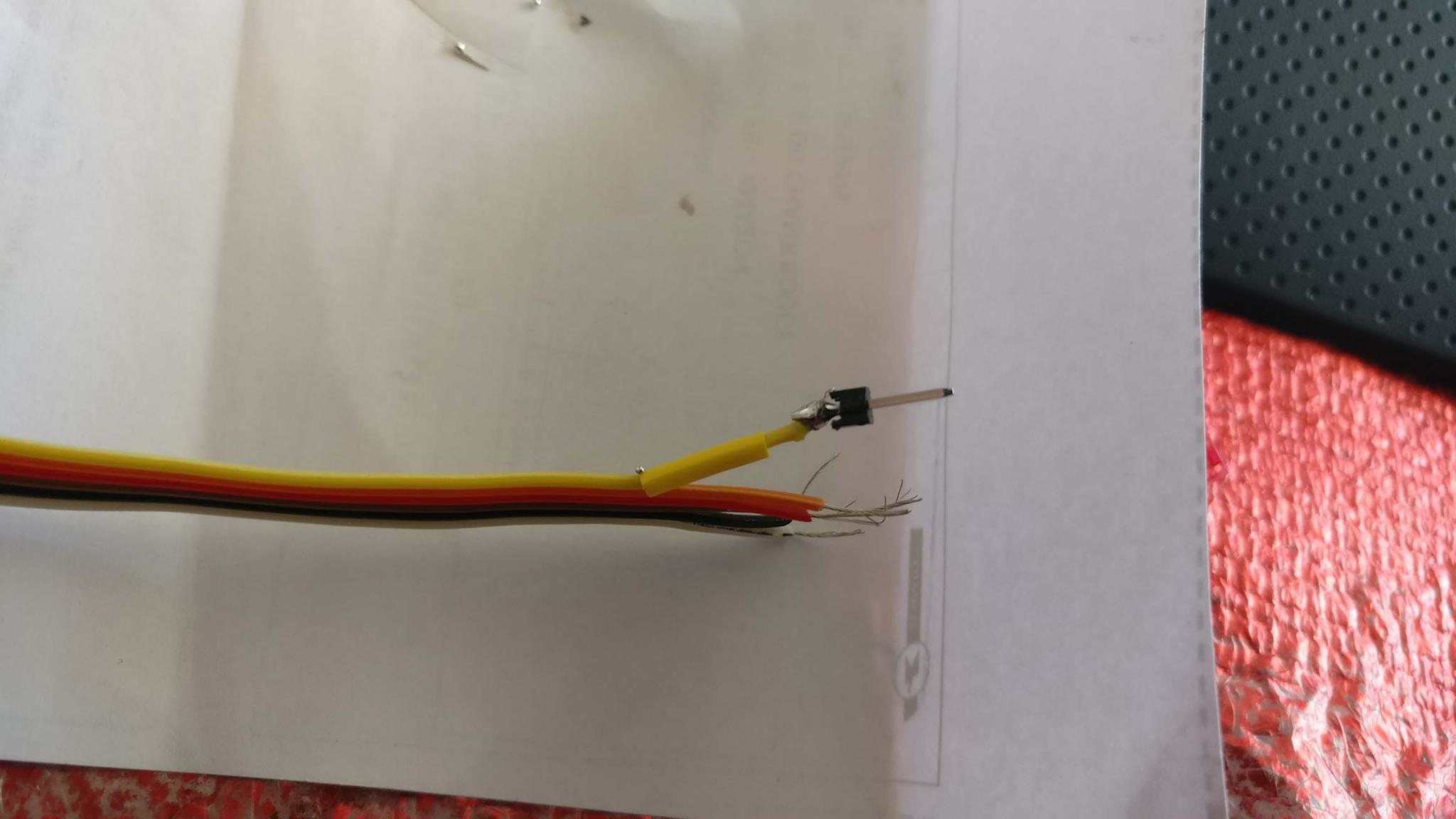
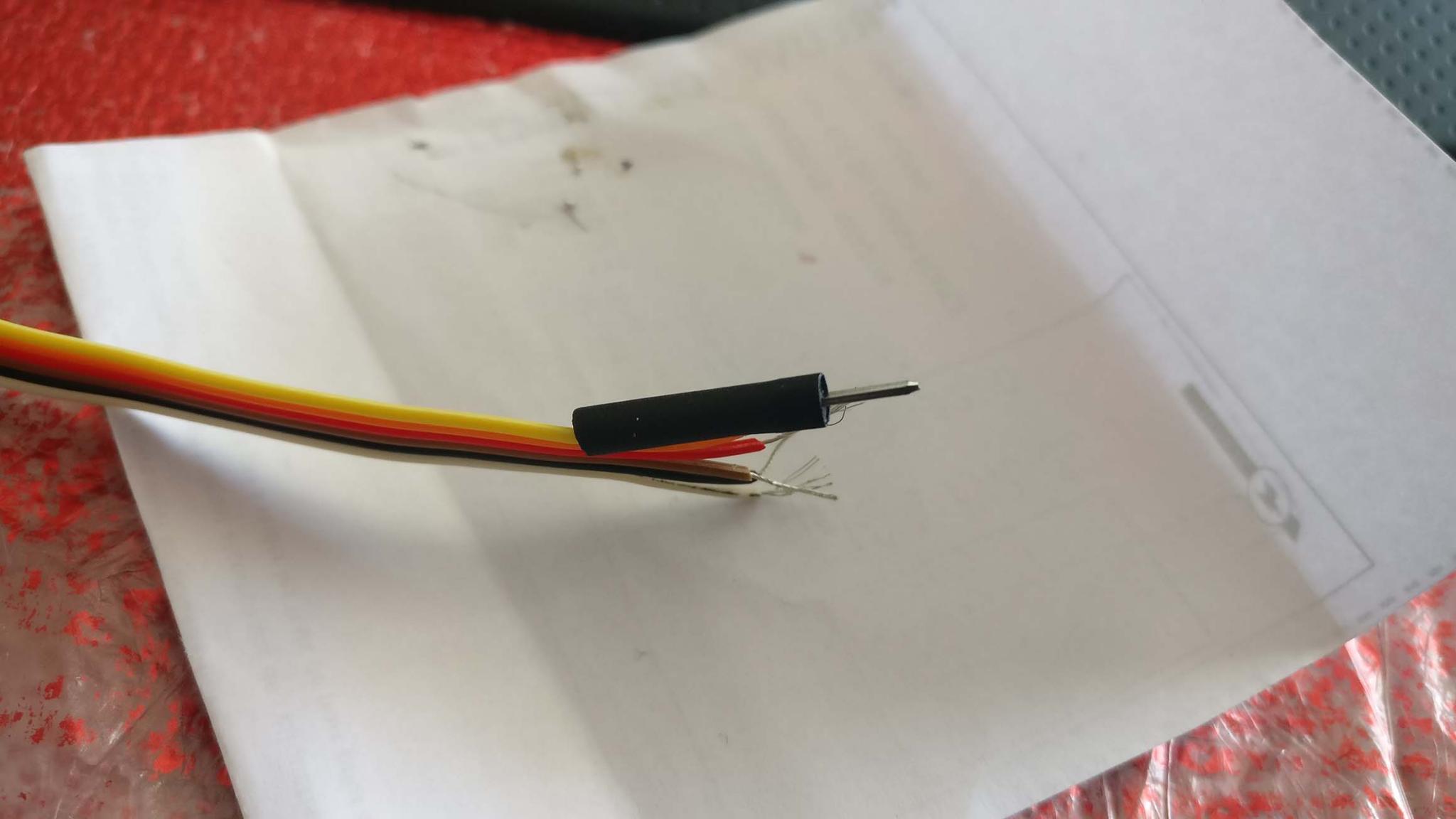
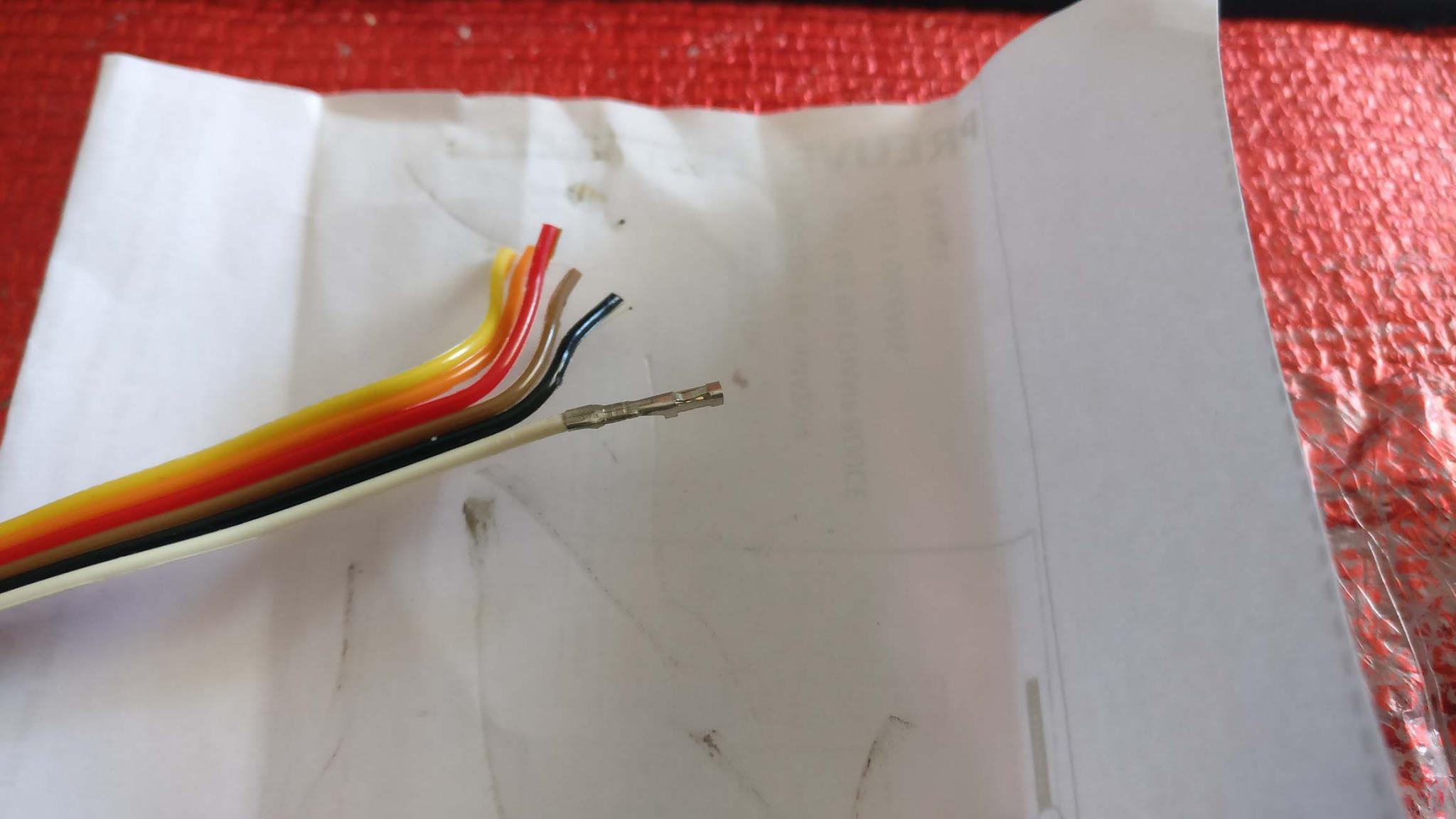
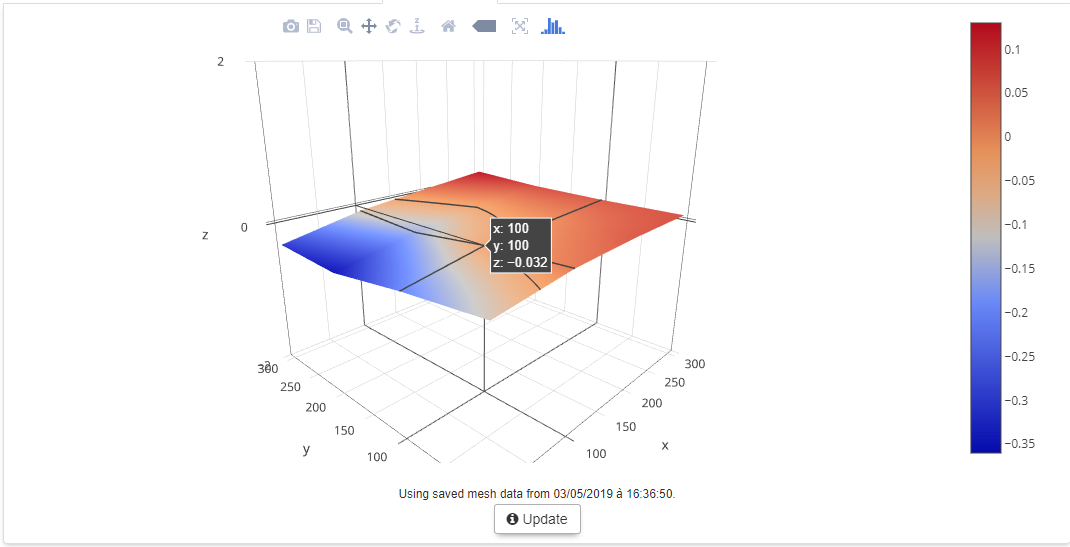
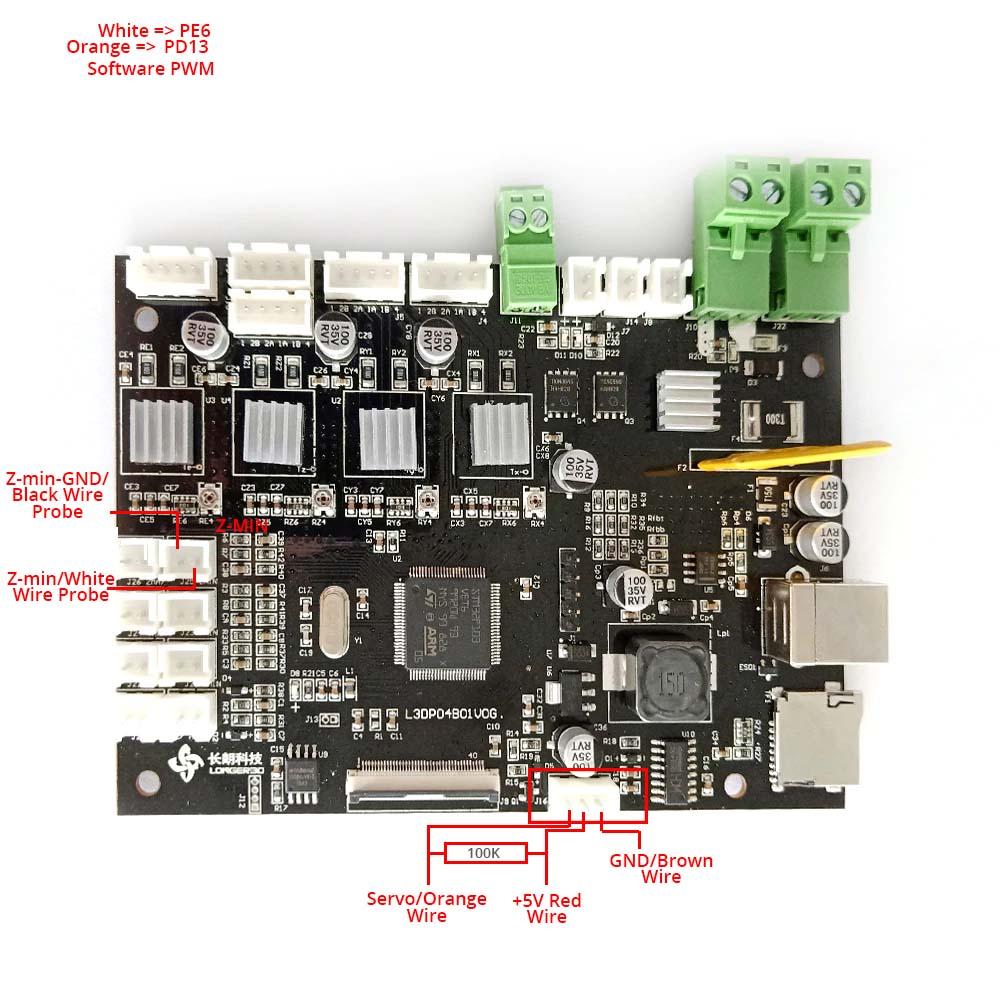
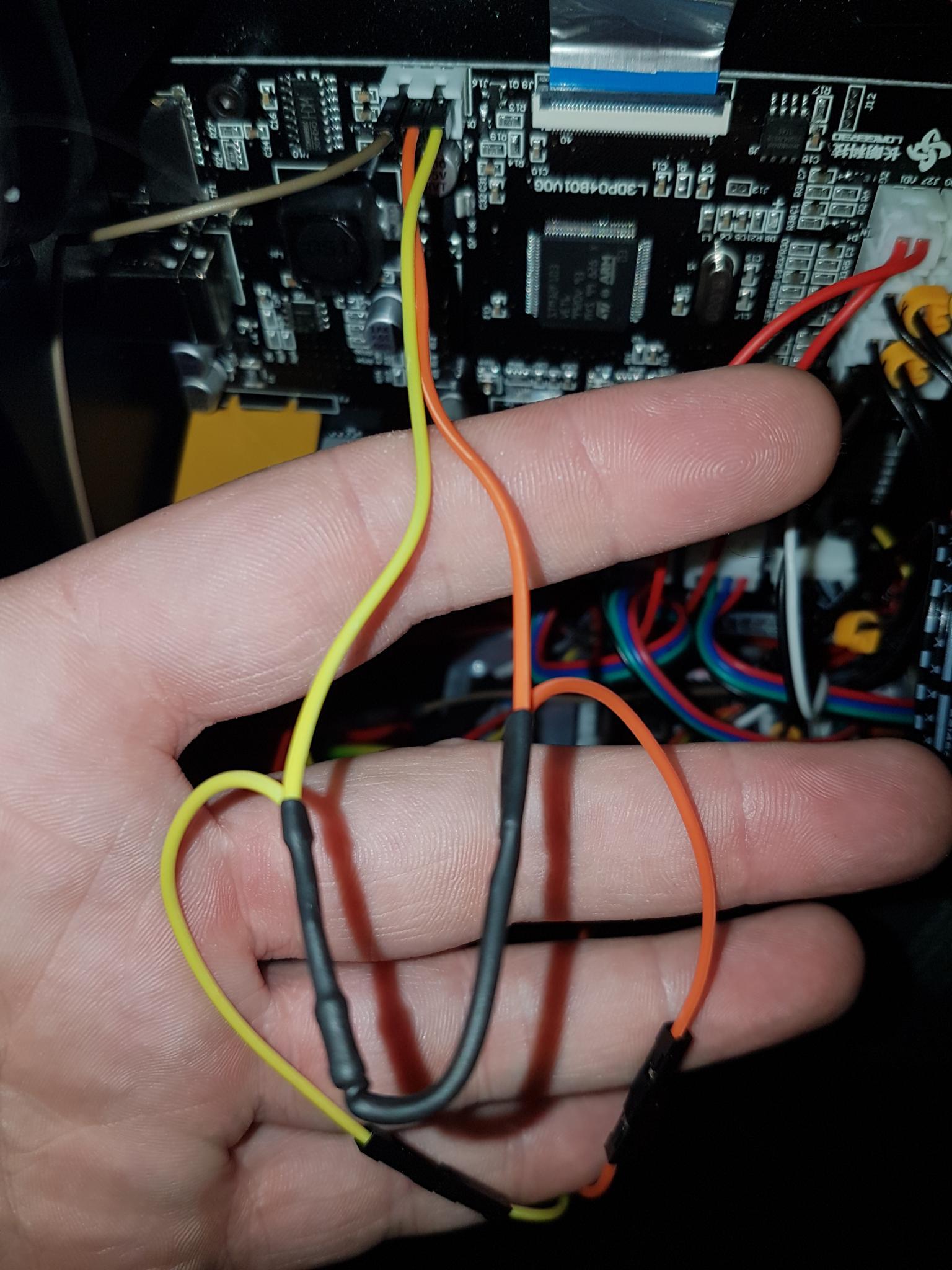
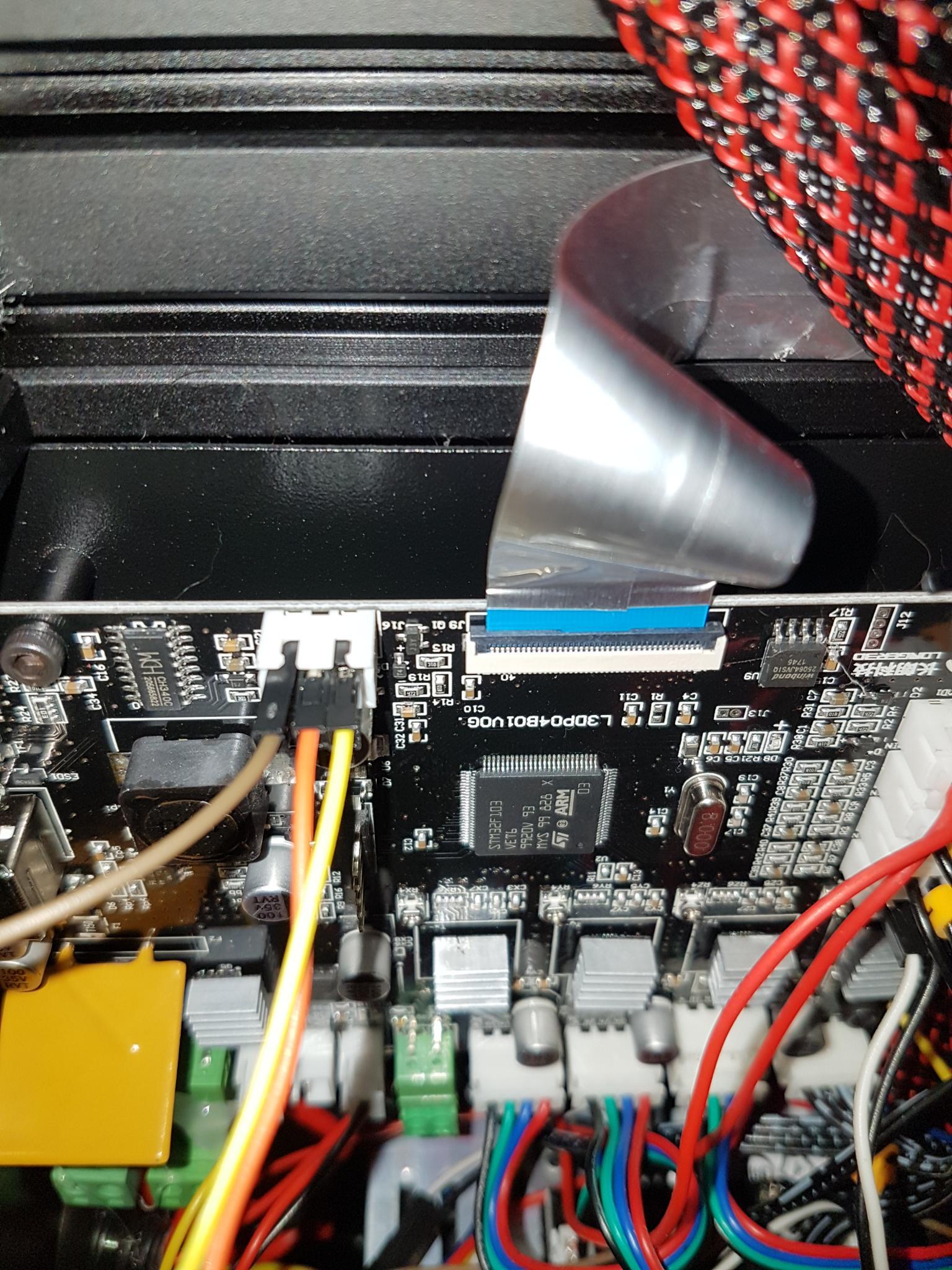
Tuto officiel pour installer un BLTouch ou un TouchMi sur Alfawise U20, U20Plus, U30, et Longuer3D équivalents ==================================================================== Mini tuto : Installation du TouchMi par @sensei73 ================================================================================ Installation du BL-Touch : Version 4.5 du 24/08/2019 (Update nouveau fichier .pins). De quoi ai-je besoin : Une carte-mère Alfawise orignale en version V0G. Que vous devrez identifier clairement. Mais si vous avez déjà flashé Marlin dessus, c'est que vous le savez ! Savoir déjà compiler et flasher Marlin sur une Alfawise. Avoir en mains, les dernières sources de Marlin pour Alfawise/Longuer3D. Un BL-Touch V3 original (ce tuto ne tiens pas compte des dysfonctionnements que vous pouvez rencontrer avec une copie) trouvable ici ou ici. Un peu de doc sur le BL-Touch (V3) Un Fang compatible (et oui sinon vous n'allez pas aller bien loin..). Il en existe déjà prêt à l'emploie pour ceux qui ont une hotend d'origine (MK8), une E3DV6, ou une AiO conçus par @deamoncrack et trouvables ici. Un fer à souder avec un peu d'étain. De la gaine thermorétractable. Une résistance de 1K ou 4.7k à 8.2k ohms de 1/4 de watt ou 1/2 watt pour "plus de sécurité". Inutile de prendre des résistances haute précision. Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement. Vous pouvez prendre des versons avec les connecteurs duponts déjà montés dessus également. Pour ce qui suit, soit vous désirez faire votre propre rallonge de câbles, soit vous en achetez une directement. Si vous souhaitez faire la votre (version DIY), voici selon une méthode parmi d'autres, ce qu'il vous faut : Si vous souhaitez directement en acheter une, inutile de vous attarder sur cette partie du tuto. >>> On y va ! <<< Si vous avez choisi de faire votre rallonge DIY lire ce qui suit, sinon passez directement à la partie "Raccordements/connexions" : Si vous avez une carte-mère en version V0G : Si vous avez une carte-mère en version inférieur à V0G (V08, V07, V06 etc..) : Configuration Marlin 2-x Allez on passe enfin à la configuration ! Pour ne pas induire quiconque en erreur, je met ici uniquement les lignes de configurations qui nous intéressent. Si vous avez une AlfaWise U20, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Il est fortement recommandé de passer la variable #define GRID_MAX_POINTS_X à 5 minimum. En effet, une valeur inférieur peut entraîner des erreurs de prise en compte des données par G29, ou créer des "trous de précision" dans la matrice générée après un G29. Si vous avez une AlfaWise U30, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Si vous avez une AlfaWise U20Plus, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : En effet, il est impossible de donner une configuration générique pour votre BL-Touch, étant donné que les données de positionnements/décalages changeront selon le fang/support utilisé ainsi que la taille de votre plateau. Il vous faudra personnaliser ces données selon le fang/support utilisé. On passe à la configuration du fichier \pins\stm32\pins_LONGER3D_LK.h Si vous avez une carte-mère V0G, modèle de machine U20, U20+, U30 : Si vous avez une carte-mère de version inférieur à V0G, (V08, V07, V06 etc..) modèle de machine U20, U20+, U30 : Et on compile Marlin ! Tests Avant toute utilisation du BL-Touch sur votre machine, il vous faudra d'abord faire un home complet XYZ. Vous pouvez ensuite effectuer un G29, en prenant soin de positionner votre tête au centre du plateau au préalable. En cas de problème pour vérifier les offsets, cela vous évitera d’abîmer votre matériel. Il vous faudra également définir vous même le Z_OFFSET ( et non pas le ZPROBE_OFFSET). Voir mini tuto. Nous ne détaillerons pas ici l'utilisation du BL-Touch et sa configuration. Internet regorge déjà d'informations ! GCode de démarrage : Mini tuto Z-Offset pour BL-Touch ENJOY ! Cliquez sur le petit bouton merci, ça fera du bien à tous les participants !





 1 point
1 point -
Bonjour à toutes et à tous, Une fois pour toutes, voici la bonne méthode pour renseigner les valeurs Steps_per_unit (nombre de pas moteur par mm parcourus) de votre firmware (logiciel d'interprétation de votre imprimante 3D). Cette méthode est applicable à toute CNC. INTRO : Peut-être vous a-t-on conseillé ou lirez-vous que la calibration des Steps_per_mm se fait à partir d'une valeur X que l'on affinera par la suite en mesurant une pièce de calibration, généralement un cube, puis en modifiant par une règle de trois ladite valeur. Vade retro satanas ! C'est le pire conseil que vous pourrez rencontrer. Il n'y a pas de valeur passe-partout à affiner. D'abord la valeur X ne sort pas d'un chapeau mais est bien d'un calcul à partir de certains composants mécaniques et électroniques. En clair, il y a mille raisons pour lesquelles cette valeur ne soit peut-être pas adaptée à votre machine. Ensuite, lesdits composants n'étant pas élastiques, la valeur calculée ne s'affine pas ! Jouer sur cette valeur calculée : 1/ est inutile ; 2/ déplace l'erreur ailleurs, notamment sur les perçages de vos futures pièces ; 3/ le supposé "ajustement" ne serait correct que pour le cube de calibration et non pour les pièces plus grandes ou plus petites. Évidemment, vous trouverez des membres d'influence aguerris qui prétendront qu'ils font ainsi depuis toujours et que ça se passe à merveille chez eux. Résistez à la tentation, car cela indique seulement qu'ils se satisfont du résultat pour leur usage (quand on fait uniquement des figurines par exemple, la précision n'a pas de vraie importance). Surtout si vous êtes débutant, n'ayant ni leur talent, ni leur aplomb, restez-en à la méthode ci-dessous qui marche forcément à tous les coups. Pour vous faciliter la tâche, il y a un glossaire à la fin 1 :: Pour une transmission directe à courroie : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / (pas_courroie * nombre_de_dents_de_la_poulie) exemple : (200 pas moteur * 16 micropas) / (courroie 2mm * poulie 16 dents) = 100 steps_per_mm 2 :: Pour une transmission directe à vis : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / pas_du_filetage exemple : (400 pas moteur * 32 micropas) / (pas de filetage 8mm) = 1600 steps_per_mm 3 :: Pour un extrudeur à entrainement direct (direct drive) : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / (diamètre_effectif_galet * pi) exemple : (200 pas moteur * 16 micropas) / (diamètre galet 12mm * 3.14159) = 85 steps_per_mm 3 :: Pour un extrudeur à réduction (geared) : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) * (Nb_dents_plateau / nb_dents_pignon) / (diamètre_effectif_galet * pi) exemple : (400 pas moteur * 32 micropas) * (48 dents plateau /16 dents pignon) / (diamètre galet 8mm * 3.14159) = 1528 steps_per_mm /!\ Pourquoi ajuster les steps_per_mm extrudeur uniquement ? Si les composants ne sont pas élastiques, pourquoi la valeur steps_per_mm extrudeur doit-elle être ajustée ? La réponse est simple. Si le diamètre effectif du galet d'entrainement peut être mesuré à l'aide d'un pied à coulisse, les dents du galet pénètrent dans le filament pour l'entrainer. Cela modifie le diamètre effectif du galet de deux fois la valeur de la pénétration des dents dans le filament, or ceci n'est pas mesurable. De plus, selon le type de filament ou la pression qui sera exercée dessus pour le forcer dans le galet, cette mesure peut varier. Voila pourquoi on passe par une étape d'ajustement. Il est important de comprendre que ceci ne s'applique qu'aux extrudeurs, bien entendu. Voici la méthode de calibration d'un extrudeur : On fait une marque sur le filament à 150mm de l'entrée de l'extrudeur On demande une extrusion de 100mm On mesure ce qui reste, et on fait une règle de 3 sur les Steps Per Unit de l'extrudeur pour connaitre la valeur approchante. ex. #define DEFAULT_AXIS_STEPS_PER_UNIT {3200/40,3200/40,3200/1.25,12800/22.9041} ... la valeur à changer est en rouge On modifie la valeur existante par la valeur calculée on recommence à l'étape 1 jusqu'à ce que 100mm demandé = 100mm extrudé. 4 :: GLOSSAIRE : Buse d'extrusion (ou Hotend) : composant dans lequel le filament est fondu Extrudeur (ou plutôt Feeder) : mécanisme qui sert à alimenter la buse d'extrusion en filament. Extrusion : action de fondre du filament Galet (ou Hobbed bolt) : roue dentée/crantée servant à entrainer le filament. Poulie : roue servant à entrainer et/ou guider une courroie. Driver : composant électronique servant à commander un moteur pas à pas. Micropas : procédé électronique organisé par le Driver pour décomposer les pas moteurs. Il en résulte un mouvement plus fluide. Moteur pas à pas : moteur électrique dont le mouvement rotatif est décomposé en pas. Selon l'angle de décomposition, la rotation sera décomposée en un certain nombre de pas. Nombre de dents : s'identifie sur une poulie ou un engrenage. Sert de base au calcul du rapport de transmission. Nombre de pas moteur : Selon l'angle de décomposition, ce nombre varie. Pour un moteur à 1.8° (le plus commun) : 360°/1.8°=200 pas moteur par révolution. 0.9°: 360°/0.9°=400 pas moteur par révolution. Pas de la vis ou pas du filetage (ou Screw Pitch) : distance d'un filet à l'autre sur une vis. Il correspond au déplacement effectué par l'écrou à chaque révolution de la vis. Pas de la courroie (ou Belt Pitch) : distance entre deux dents d'un système de courroie. Par exemple une courroie GT2 2mm a un pas de... 2m. Une T2.5 a un pas de 2.5mm. Attention de bien prendre en compte la valeur du pas, car sur une courroie GT2 de 6mm, les 6mm correspondent à la largeur de cette courroie, non à son pas. Il existe des courroies GT2 au pas de 3mm, mais communément les imprimantes 3D utilisent des courroies GT2 au pas de 2mm, ce qui est amplement suffisant. Un doute ? Mesurez ! Pi (ou π) = 3.141592653589793238462643383279502884197169399375105820974944592307816406286208998628034825342117067982148086513282306647093844 etc. Pignon : dans un système de démultiplication mécanique, le pignon est fixé sur l'axe du moteur, il est généralement plus petit, et entraine le plateau. Plus le pignon est petit par rapport au plateau, plus la démultiplication mécanique est grande. Plateau : dans un système de démultiplication mécanique, le plateau est fixé sur l'axe de transmission, il est généralement le plus grand et est entrainé par le pignon. Réduction (ou geared) : démultiplication mécanique, augmente la précision et le couple et simultanément diminue la vitesse. Règle de trois (ou produit en croix) : Méthode de calcul permettant d'ajuster proportionnellement une valeur. Steps_per_mm (ou Steps_per_unit) : nombre de pas moteur par mm parcourus le long d'un axe, le paramètre à changer se trouve dans le fichier configuration de votre firmware. sur Marlin : #define DEFAULT_AXIS_STEPS_PER_UNIT {AXIS_STEPS_PER_UNIT_X, AXIS_STEPS_PER_UNIT_Y, AXIS_STEPS_PER_UNIT_Z, AXIS_STEPS_PER_UNIT_E} sur Repetier (une ligne par axe) : #define XAXIS_STEPS_PER_MM (valeur) etc. sur Smoothieware : ;Steps per unit: M92 X80.00000 Y80.00000 Z1259.84253 et ;E Steps per mm: M92 E367.0000 Transmission directe (direct drive) : se dit d'un système d'entrainement lorsque celui-ci est monté directement sur l'axe du moteur. Vis : composant mécanique de transmission servant à déplacer un ensemble le long d'un axe. Il existe des vis métriques, trapézoïdales ou à bille. Voila, qu'on se le dise ! ++JM1 point
-
Je ne l'ai pas connu comme vous, mais j'ai aussi un peu commencé "avec lui", notamment par ses conseils, et nos débats toujours animés sur différents sujets dont certains se souviennent peut-être ici. J'ai pu voir à travers d'autres membres et divers sujets par ici, sa générosité et sa grande implication pour répondre et aider n'importe qui, dépassant souvent la limite de ce forum et les aides apportées en format électronique. J'ai eu vent de ses tourments que certains de mes proches ont étalement du vivre. Un homme courageux plein de caractère et très généreux s'en est allé...
.jpg.0a077a58163f3cc748be138217c16a46.jpg) 1 point
1 point -
Oui c'est ça. Ensuite refaire le réglage plateau bien sur1 point
-
Hi, regarding 0.3.2 changelog, here's a copypaste from Longer 3D official Facebook. This is a temporary firmware version, which only enlarges the range of temperature detection. This is only for some users under certain conditions of use (for example, the ambient temperature is very low, the fan has been replaced by the user, etc.), the temperature cannot be stabilized at the target value for a short time, resulting in an abnormal temperature alarm on the display of the machine. This firmware is only generated for some users to solve abnormal problems, so if your machine does not have any temperature alarm problem, the 0.3.2 firmware is temporarily useless to you. When we release some big changes, we will release the firmware source code and change log1 point
-
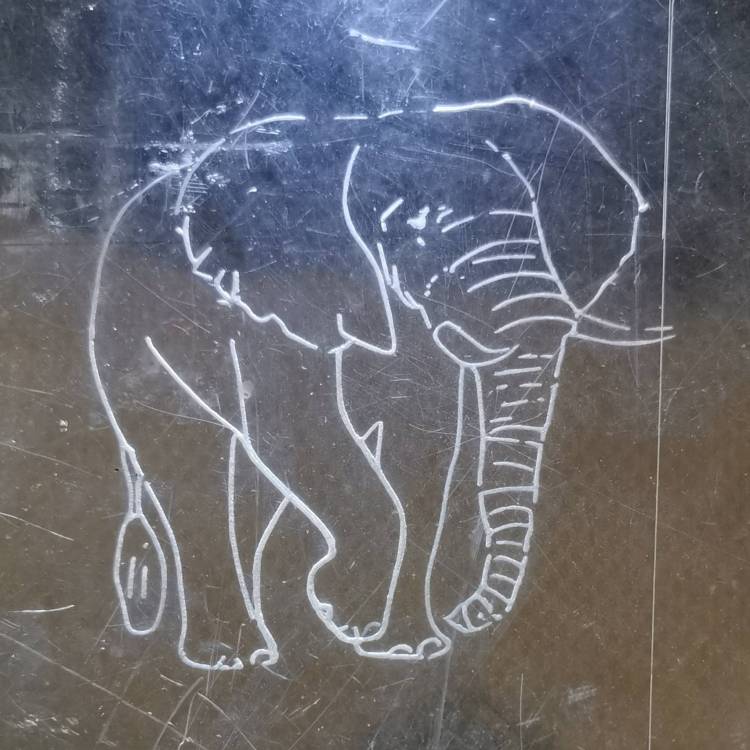
la c''étais sur du plexiglas mais avec le verre ça la bien fais aussi
 1 point
1 point -
Il est apparemment débordé en ce moment, mais lui finira par répondre Désolé ça m'est venu comme ça, promis je ne le ferais plus1 point
-
Voici un de mes modèles préférés , réalisé avec 2 résines différentes : le blanc pour le corps et le reste en rouge translucide. Le plus chiant a été d'enlever les supports. Certaines petites pièces n'ont pas résisté à la réduction de taille mais les détails sont tout de même impressionnant. J'ai passé 3 heures à le peindre



 1 point
1 point -
Vos bambins ont déjà cassé leurs cadeaux de #Noël ? Toy Rescue by Dagoma peut les sauver https://www.lesimprimantes3d.fr/toy-rescue-reparer-jouets-imprimante-3d-20200103/1 point
-
je vais installer PrusaSlicer et IdeaMaker voir un peu comment c'est par rapport a cura. et puis les petits défaut ce régleront avec le temps, ça fais 3 semaines que j'ai l'imprimante, je vais pas commencer a raler lol.1 point
-
Pour une liste de trancheurs possibles: https://all3dp.com/1/best-free-3d-printing-software-3d-printer-program/ Celui de la carte est une version 15.0.4 incluant Pronterface (Creality slicer), il permet de mettre le pied à l'étrier car comme le dit @juanpa ou @Vincent, il y a moins d'options à tripatouiller qui parfois peuvent «détériorer» une impression. Les réglages de base généralement sont suffisants pour se faire la main.1 point
-
C'est pour ça que l'on a crée les "foret a centrer". Moi je dis ça mais je suis tourneur trad.......1 point
-
Tiens c'est cadeau calcul couple moteur1 point
-
Si tu as un reste de ICE fais un essai. Si ya pas de soucis avec le ICE c'est que le pla geetech à pris l'humidité1 point
-
C'est vrai mais il n'y a pas ce système de macros. C-à-d, du gcode lié à une commande, ex: j'ai paramétré pour que taper SOUND_MARIO dans la console me joue quelques secondes de musique avec le buzzer de l'écran de l'imprimante. Une autre utilisation est pour le chargement/déchargement du filament avec un bondtech; géré avec juste une commande dans les fichiers à imprimer. En l'occurrence j'ai choisi LOAD_FILAMENT et UNLOAD_FILAMENT mais c'est à personnaliser dans la config de klipper. Ici ce sont surtout les gcode personnalisés et liés à l'activation d'une broche qui sont intéressants. Ceci dit avec Marlin ça doit être faisable avec l'aide d'un plugin octoprint. [HS] Idem pour la Zatsit, je ne l'attends plus. Encore un qui a été trop ambitieux. Comme quoi l'age ne rend pas forcément plus raisonnable. [/HS]1 point
-
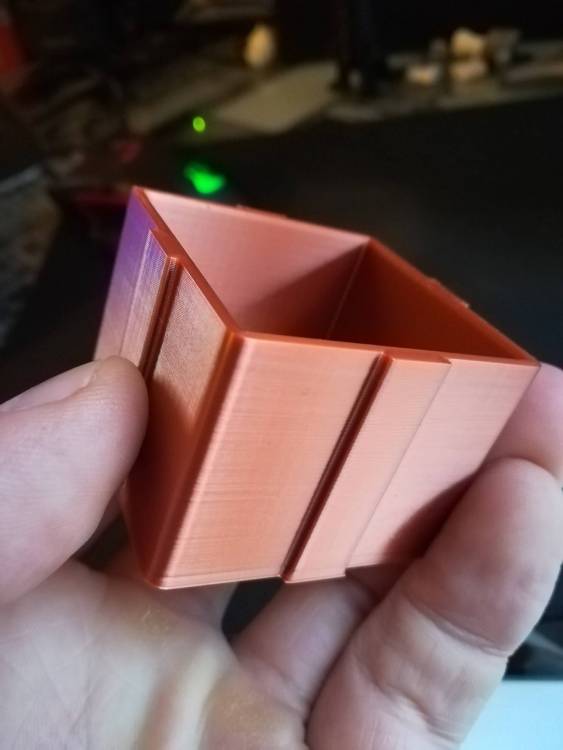
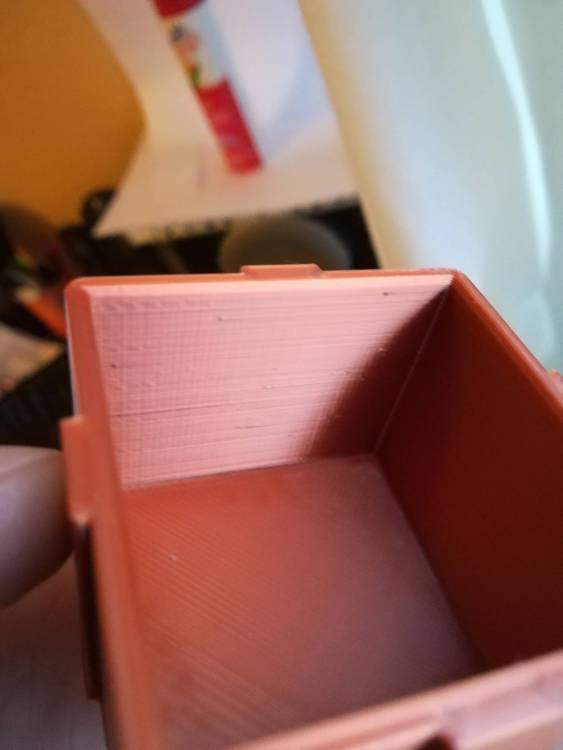
bonjour, merci a vous de m'aider. alors j'ai refais un print hier soir en cochant les option que tu m'as indiqué juanpa. sur l'extérieur c'est nickel, pas une trace, ou autre, et a l'intérieur quelques petite traces, enfin dans l'ensemble c'est beaucoup mieux. je vais refaire une iris box, voir si ça le fait ou pas sur du circulaire. le faite de changer de slicer peut faire une différence? j'ai cura 4.4.0, comme c'est gratuit et populaire, j'ai pris celui la. je crois qu'il y en a un dans la micro sd fourni avec l'imprimante, mais j'ai pas regardé.
 1 point
1 point -
La compilation venait seulement de la version de Marlin et de Arduino qui était non compatible, j'essayer d'upload un Marlin 1.1.8 avec Arduino 1.0.1 alors qu'il me fallait le 1.5.8 et jusque là tout à l'air de marcher En tous cas je te remercie pour l'aide que tu m'as fournis et tous les autres membres du forum ayant répondu à mon post, un grand merci à vous1 point
-
Bon! Après de multiples test, j'ai installé Marlin 1.1.8! Fonctionne très bien, l'impression tourne niquel, merci de votre aide à tous!1 point
-
Demain j'installe un palpeur pour mon plateau, il me permettra de faire les bons réglages de planéité , j'espère
 1 point
1 point -
Cura est la principale cause de ces boursouflures. Essaye avec un autre slicer (prusaslicer ou cura 15 par exemple).1 point
-
Une photo ça parlera mieux !
 1 point
1 point -
Sur la V2 du MagnetMk10, y aura les 2 diamètres inclus, on montera d'un coté ou de l'autre suivant la commande. L'astuce c'est que le client pourra à tout moment monter un extrudeur M6 ou M10 sans de voir racheter un MagnetMK10 ;) l'1 point
-
Oui, la version TriangleLab.1 point
-
Alors déjà, les photos qui trainent sur le net pour le montage des coupleurs souples sont inadaptés. En effet, Anet les a détournés de leur véritable usage, ils ne sont là que pour compenser le défaut de linéarité des axes verticaux (lisses comme hélicoïdaux, même combat!) bref, par défaut ils ne sont pas droits et donc anet a utilisé ces coupleurs pour corriger ce défaut. En réalité, avec des axes droits, les coupleurs seraient soit rigides soit inexistants (regardes la prusa i3 mk3 pour l'exemple). Donc, les deux axes ne doivent pas être en contact à l'intérieur du coupleur, mais il n'y a pas besoin d'un écart de 5mm comme vu sur certains tutos, en fait plus tu laisses de souplesse sur ces coupleurs, plus tu te retrouves avec ce genre de défaut d'impression. Si dessous les moteurs Z d'une vraie prusa i3 mk2 ou mk3.
 1 point
1 point -
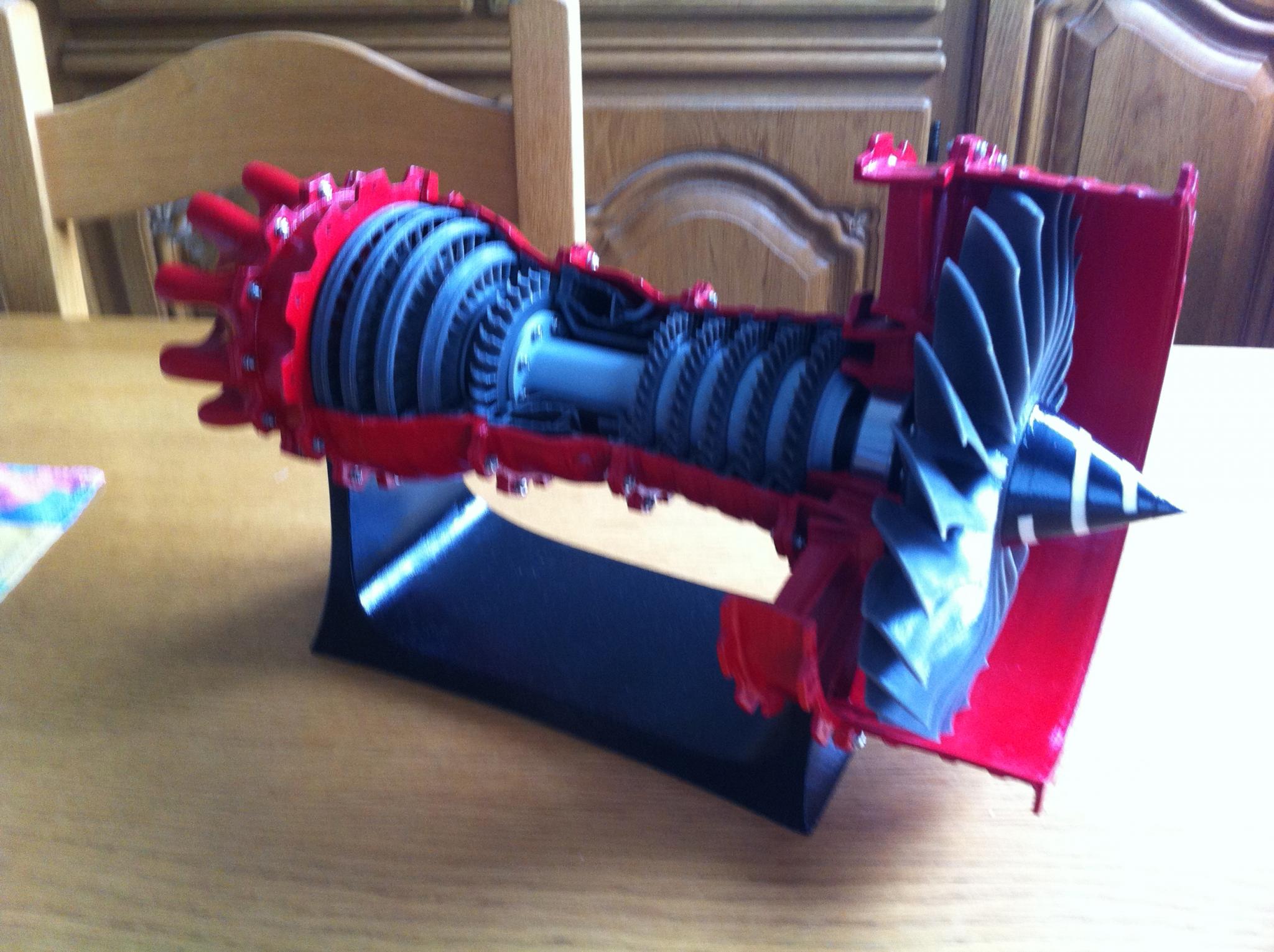
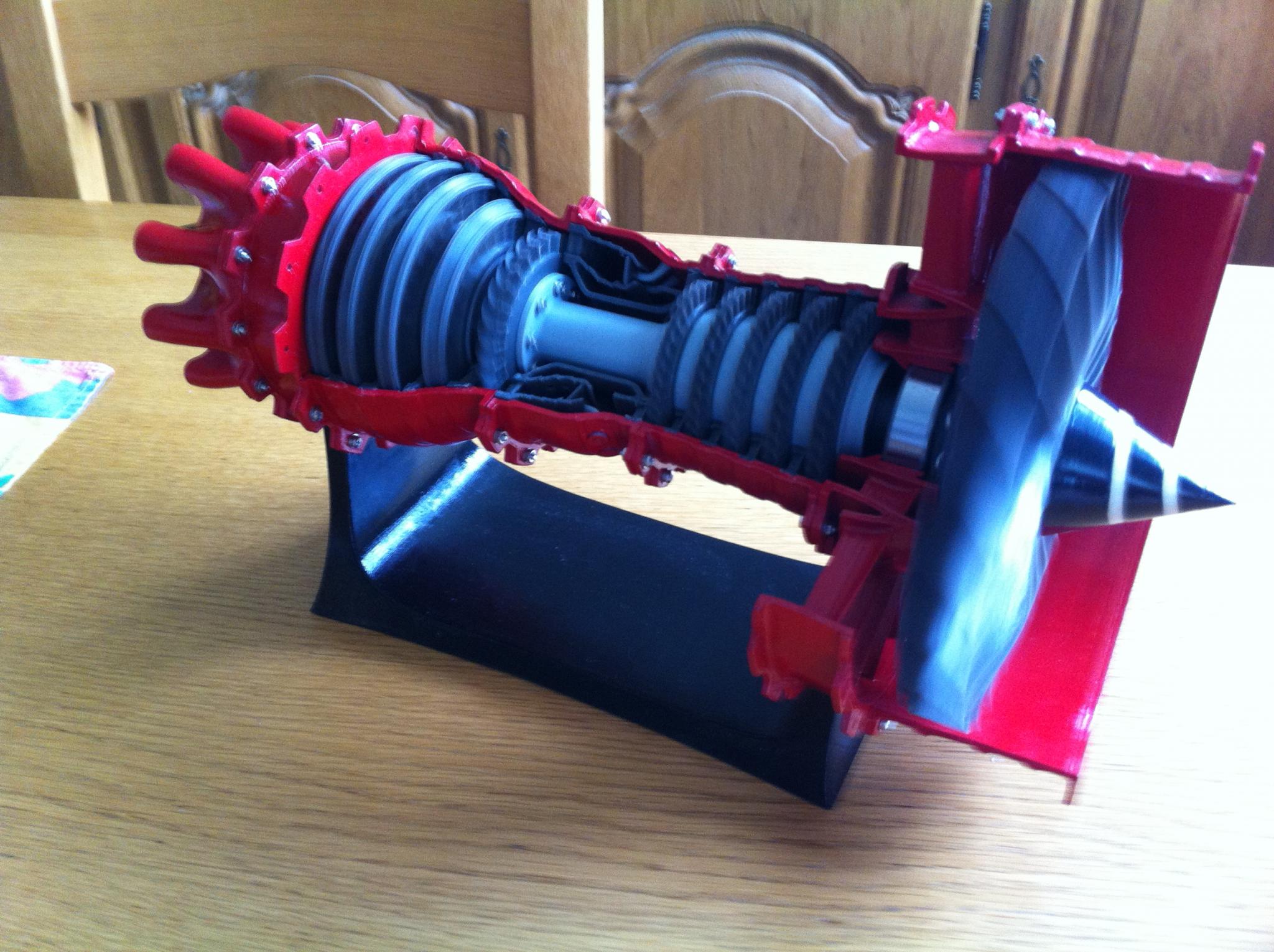
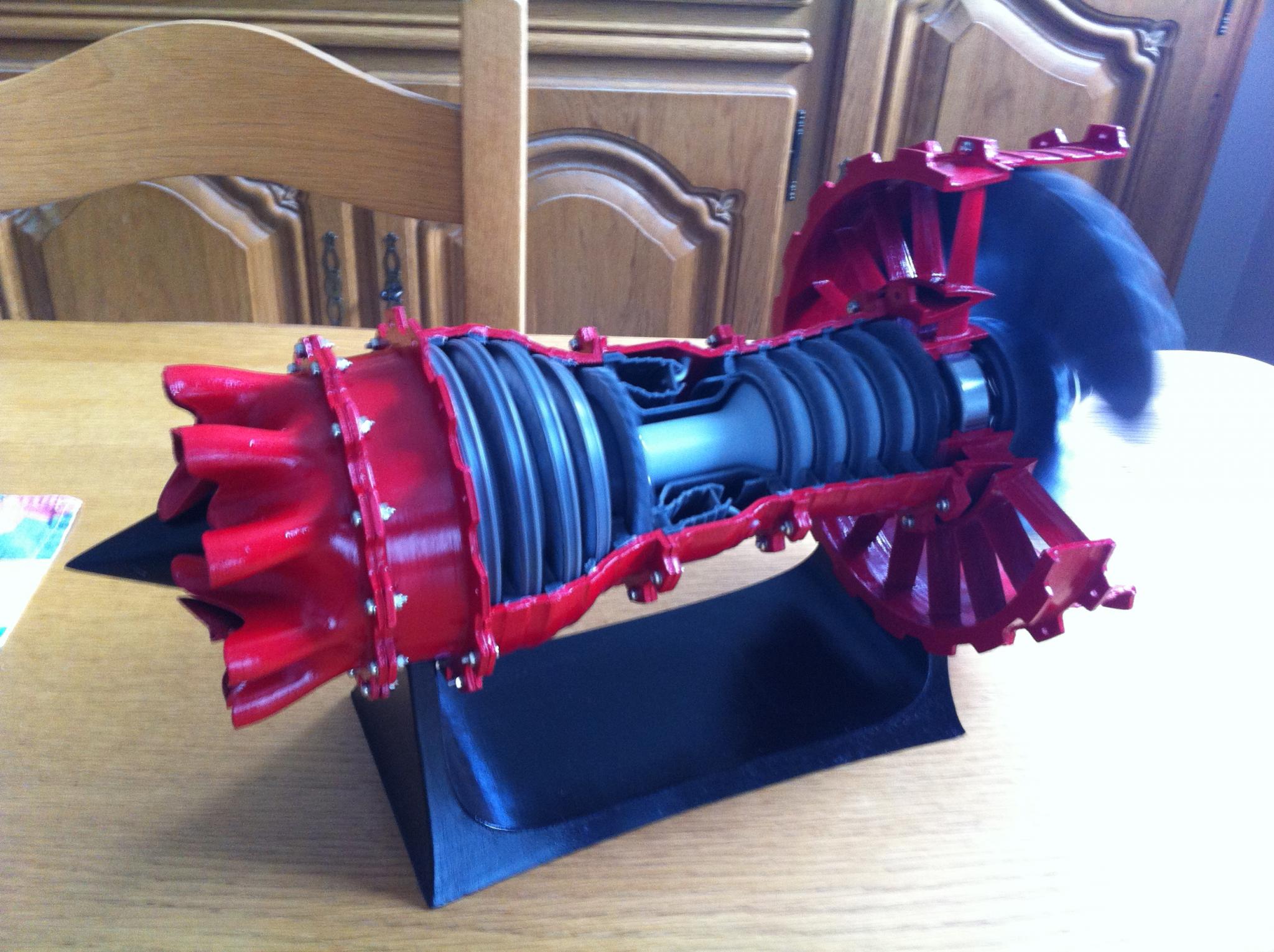
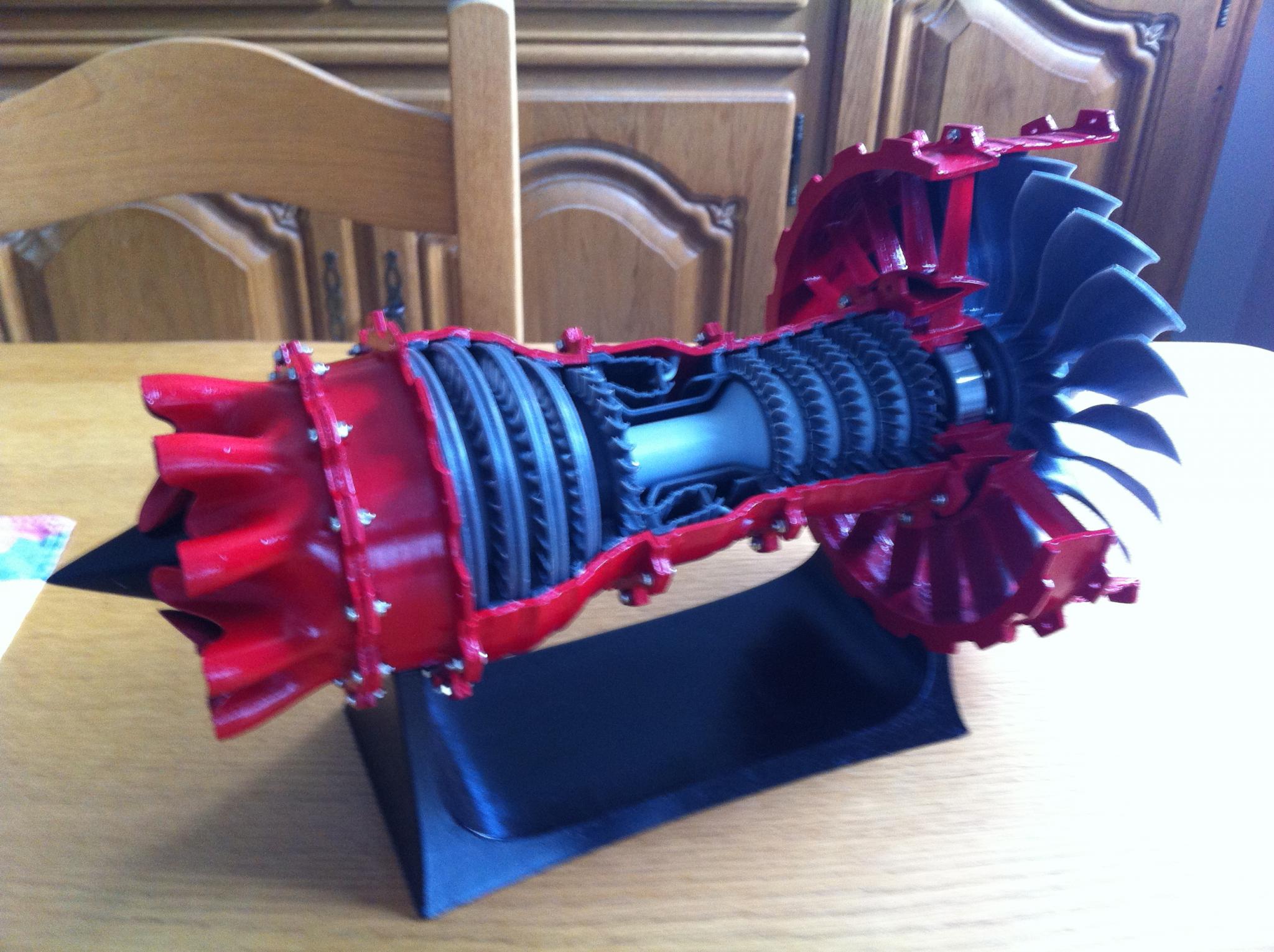
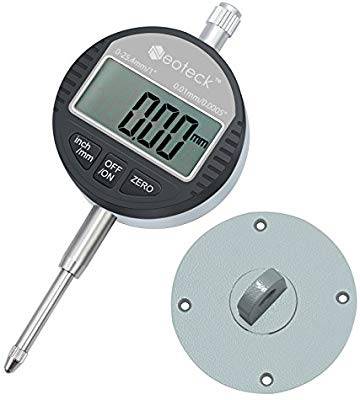
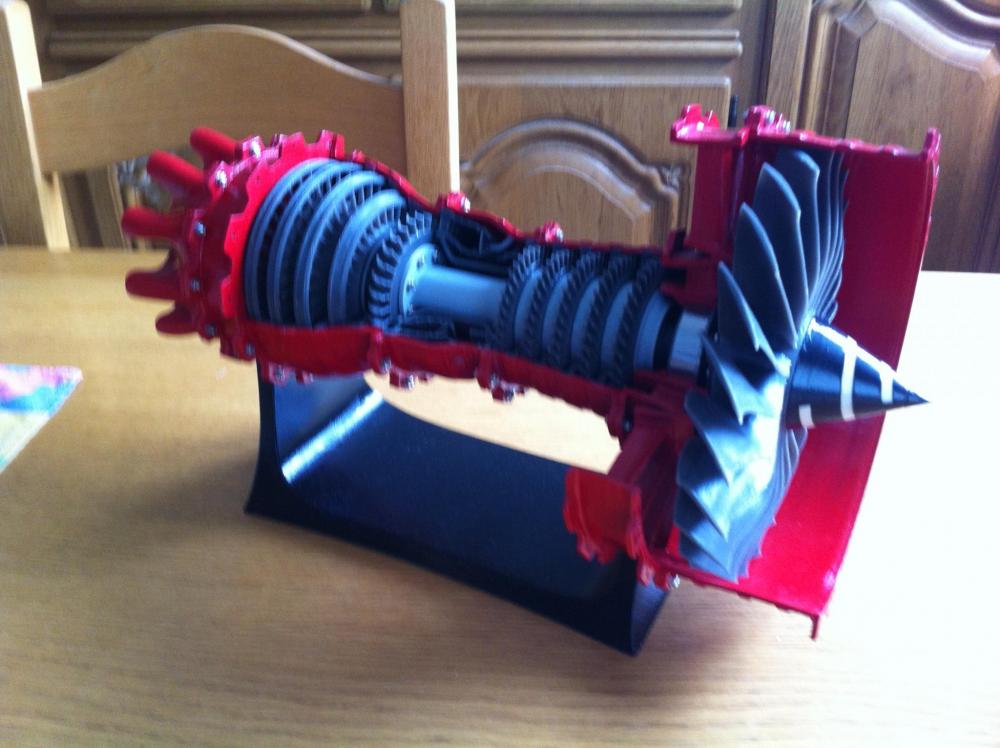
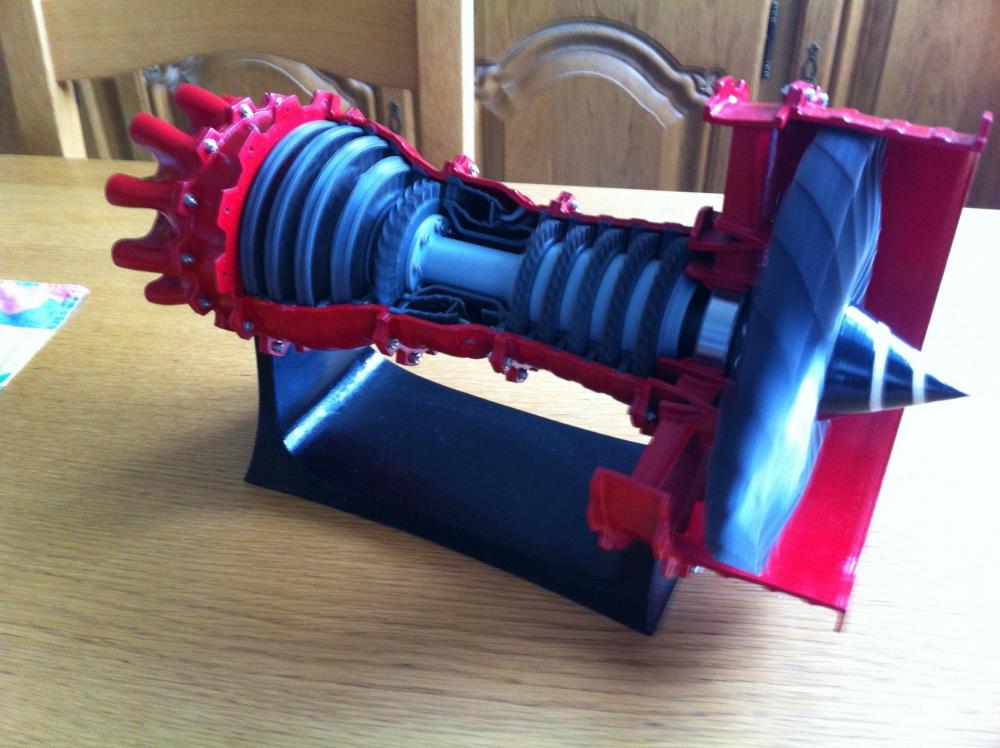
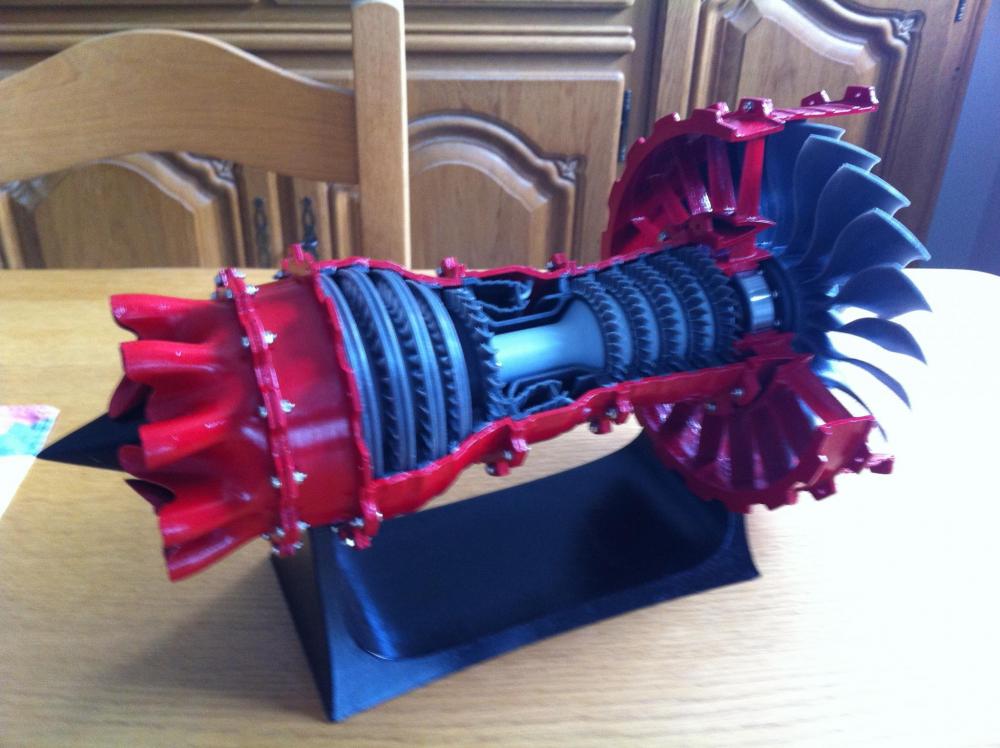
réacteur avion pla et peint , je le referai en abs fin année

 1 point
1 point -
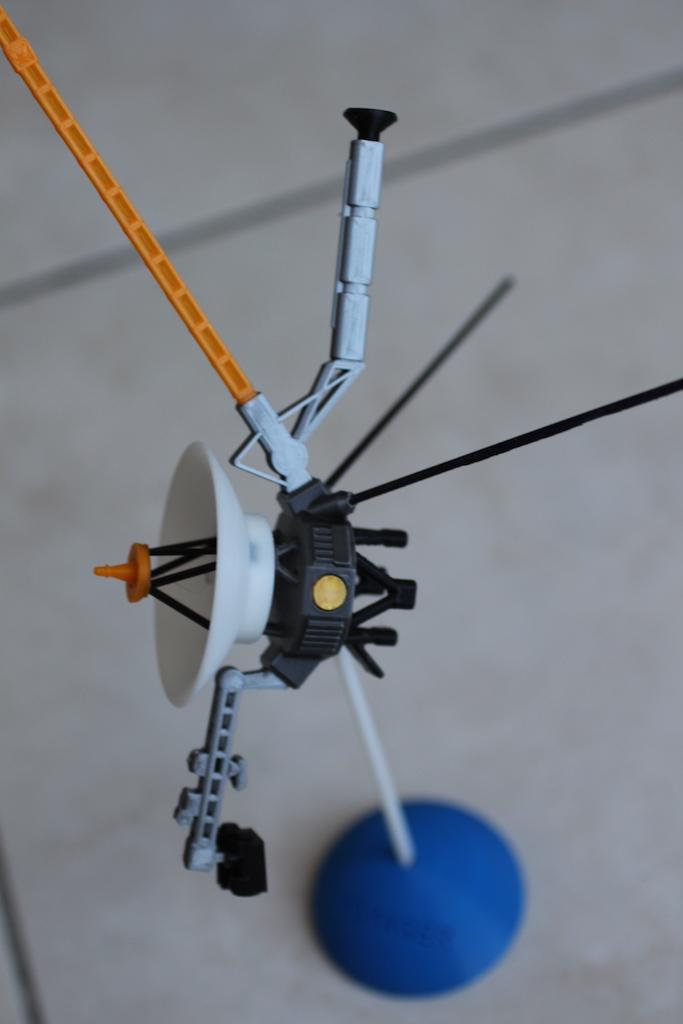
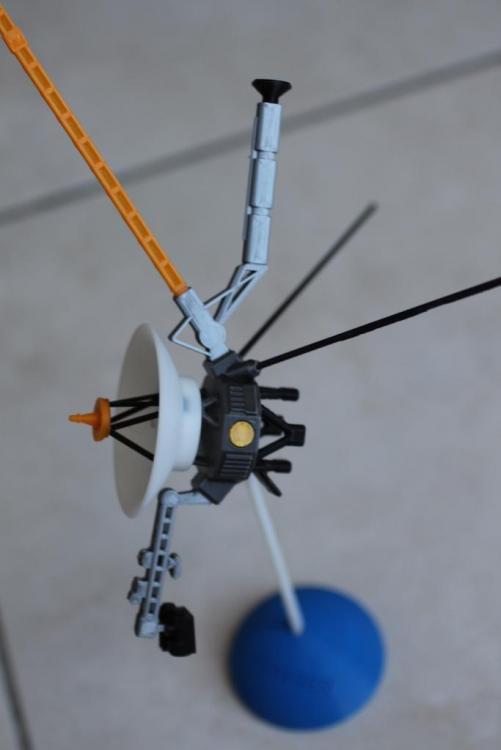
Bonjour à tous, Voici une maquette de la sonde Voyager Toutes les pièces ont été imprimées avec une résolution de 0,1 Temp buse : 200° C; temp. plateau : 60° C Filament utilisé : Orange, noir et blanc : Grossiste 3D; Bleu et gris : Machines-3D

 1 point
1 point -
Hello Il est vrai que ces derniers temps, je ne fréquente plus trop le forum et que la nouvelle est peut être déjà passée dans un topic, mais je viens d'apprendre ce soir par mail, de la part de son ex, le décès de RMLC survenu ... le 25 octobre. On pouvait s'y attendre vu son état de santé, mais ça m'a foutu un sacré choc et un putain de coup de blues.0 points
-
Pour décoller l'ultrabase (ou n'importe quel buildtack) tu mets en chauffe le plateau (50/60°) ce sera beaucoup plus facile.0 points
-
Je n'ai pas d'ultrabase mais de mémoire il ne faut surtout pas la nettoyer avec des solvants, isopropylene, alcool etc0 points

























.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)