
Classement



Contenu populaire
Contenu avec la plus haute réputation dans 13/02/2020 Dans tous les contenus
-
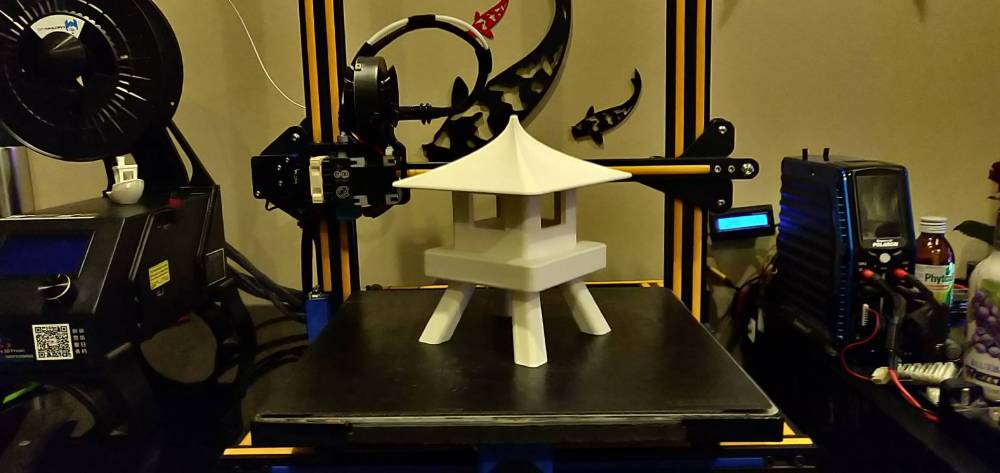
Je crois que j'aime autant les peindre que les photographier Les effets de lumière sur les détails donnent vie aux modèles :

 2 points
2 points -
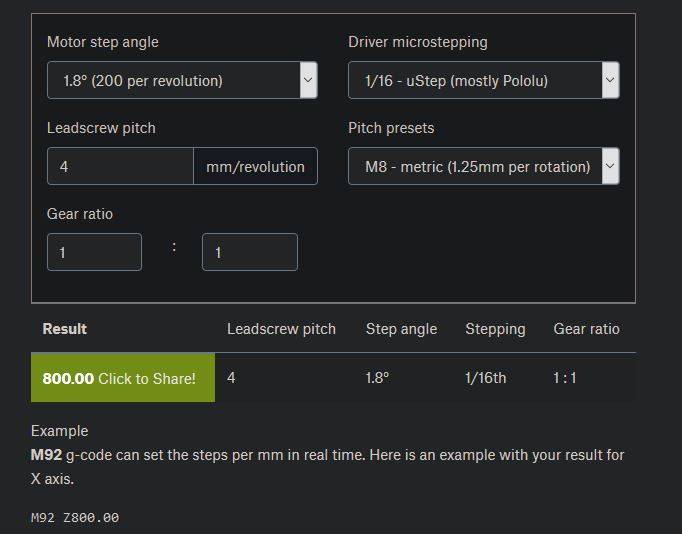
@Nico37 Quel modèle de Ender5 ? La nouvelle avec des tiges filetées à deux départs (4 mm) ou celles avec 4 départs (8 mm)? Si c'est le cas, le pas de ton axe Z normalement de 400 pour les 8mm et à modifier pour prendre en compte cette modification, il faut qu'il soit à 800 d'après ce calculateur de pas :
 2 points
2 points -
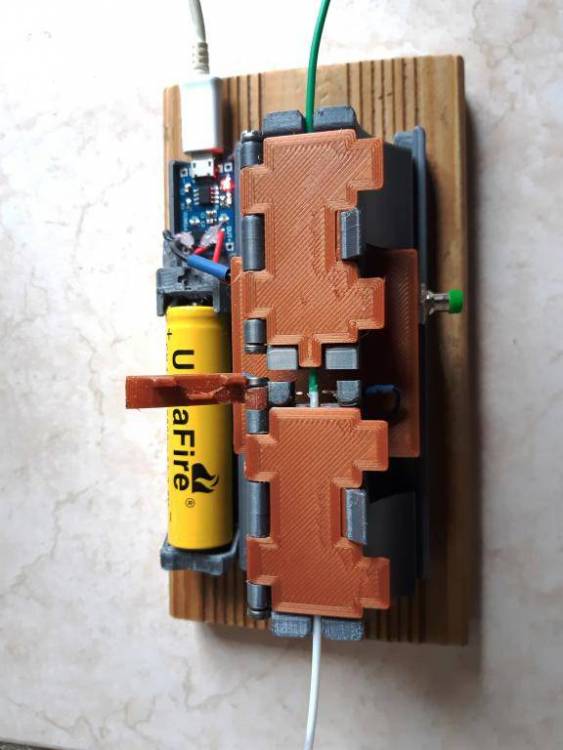
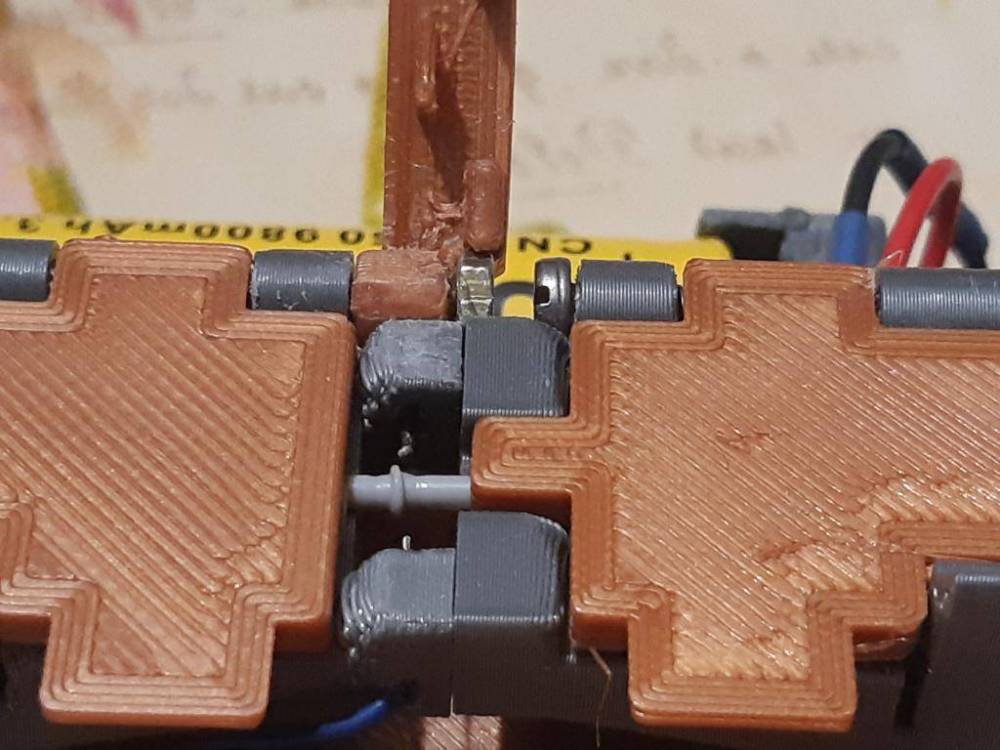
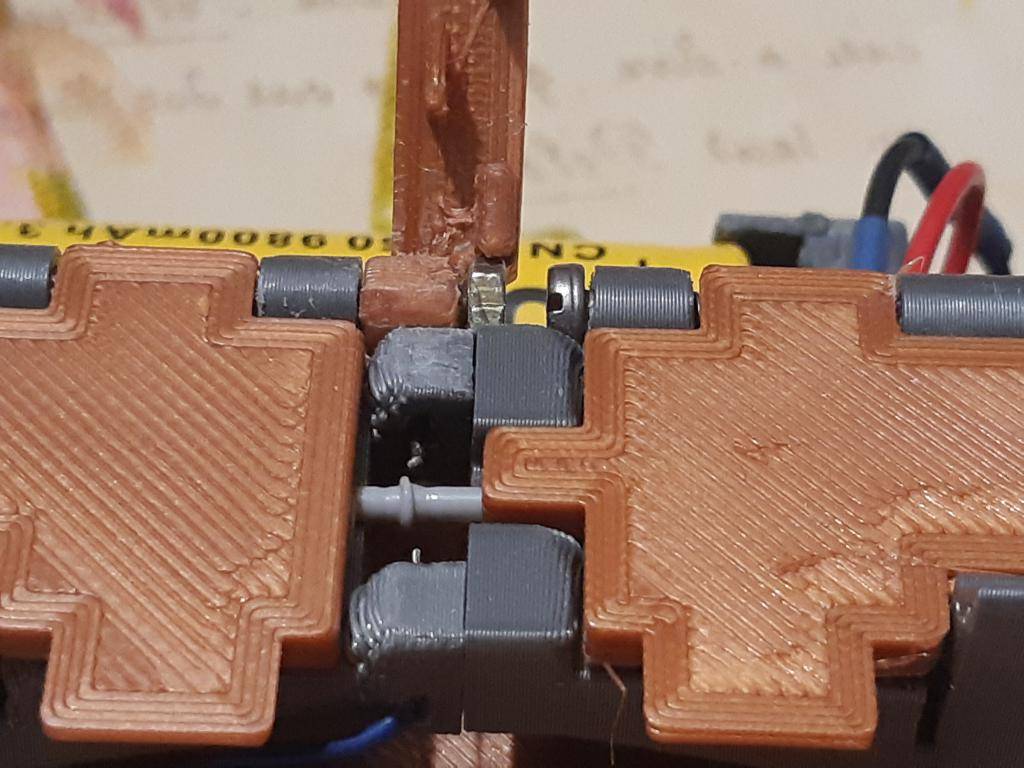
Bonjour, J'ai réalisé une soudeuse électronique pour filament PLA 1.75mm le principe de fonctionnement est celui utilisé pour souder les fibres optiques par un courant à haute tension 15Kvolts. L'ensemble comporte deux potences mobiles montées en glissières en queues d'aronde pour faciliter la mobilité latérale. La haute tension est produite par un module électronique élévateur de tension (une THT à 15000 volts) Deux électrodes générent l'arc électrique pour faire fondre le filament. ensuite le réglage du montage des filaments est assuré par deux clips et un gabarit de positionnement. Le fonctionnement est simple il suffit d'appuyer deux secondes sur un bouton, l'arc est généré pour faire fondre les filaments; ensuite il suffit de rapprocher les deux bouts et la soudure est effective. Il faut attendre 30 à 40 secondes pour que la soudure se fige pour atteindre la solidité initiale du filament. Nota j'ai essayé de souder l'ABS çà fonctionne mais il faut être prudent car il est assez combustible (prudence il s'enflamme vite !) Conclusion je suis satisfait du fonctionnement la source d'énergie est un accu de 3.7 volts avec un module complémentaire pour le charger. Sur la deuxiéme photo j'ai trop repoussé les filaments c'est pour cela que je vais réaliser un éraseur mécanique de filament. Je vais réaliser un calibreur éraseur de filament pour couper les petits reliefs qui peuvent de former si les deux filaments sont trop rapprochés. l'essai mécanique à la traction du filament est conforme. Pour ceux qui le souhaitent je peux adjoindre la liste de composants et des fichiers STL. je composerai un dossier complet à la demande ! L'impression des pièces est réalisée en PLA tout simplement!
 1 point
1 point -
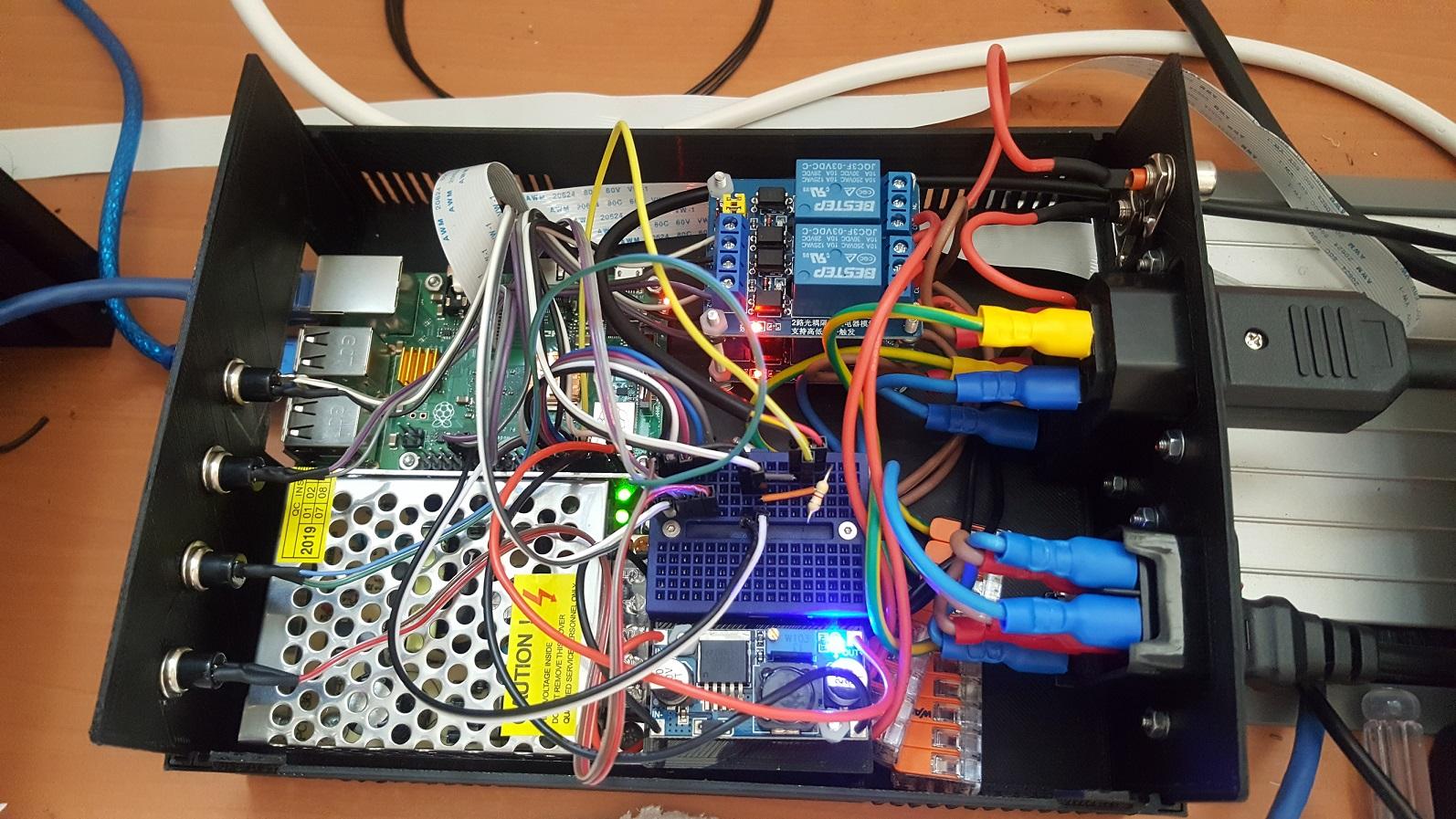
Salut, petit projet simple pour certains, un peu moins pour moi ! Un boitier pour mon serveur Octoprint. Le modèle d'impression du boitier vient du Customizable Ultimate Box Je voulais un tout en un, à peu près propre. Le but du serveur d'impression basé sur Octoprint est de contrôler mon imprimante (allumage, extinction) une rampe de LED en 12v (allumage, extinction) un ventilateur 12v pour l'extraction (allumage, extinction) un chauffage en 220v (allumage, extinction) Récupérer la température dans le caisson La caméra indispensable pour voir ce qu'il se passe pouvoir tout allumer/éteindre manuellement Au final, ça donne les photos ci-dessous ! Et ça se compose de 1 raspberry PI 3B 1 camera PI LSC15 5MP 2 bloc relais 3.3v 1 abaisseur de tension LM2596 pour alimenter le raspberry en 5v 4 boutons poussoirs 2 socles 220V IEC320 femelles (imprimante et chauffage) 1 socle interrupteur male 220V avec fusible IEC320 2 socles DIN femelles (LED et ventilation) 1 capteur DS18B20 Voilà. Moi, ça m'a pris pas mal de temps ainsi que quelques galères. Dans les galères, il y a eu le capteur BME280 qui en I2C n'a jamais fonctionné plus de 5mn d'affilés. Aucune idée du pourquoi. Du coup, je me suis rabattu sur un DS18B20 et j'y ai perdu l'hygrométrie. Dans les défauts, il y en a au moins 2. A savoir, la taille du boitier qui est bien grosse à mon gout. 200x170x70. Mais plus petit et j'aurais eu bien trop de difficultés pour tout câbler. Le raspberry qui se connecte sur la face avant. Ça aurait été tellement mieux d'avoir tous les connecteurs à l'arrière. Mais la boite aurait été encore plus grosse Le boitier qui est imprimé en beaucoup trop fin (2mm !) Ça aurait été bien plus solide en 3mm Et finalement aussi Dans les perfectibles, j'ai été fainéant sur la fin, j'aurais quand même pu faire un petit circuit imprimé au lieu de laisser une breadboard à l'intérieur ! L'essentiel, c'est quand même d'avoir fini. Un grand merci au concepteur d'Octoprint au concepteur du plugin Octoprint-Enclosure Customizable Ultimate Box Maker et quelques membres de ce forum qui mon aidé dans mes petits soucis avec ma U30 sans quoi j'y serais encore


 1 point
1 point -
Bonjour à tous, Je souhaite savoir si le passage de la U30 en 2.17 est intéressant. La mienne est en 2.15. J'ai regardé le changelog je ne vois pas d'évolution majeure entre ces deux versions. Mais je sais que parfois les derniers firmwares peuvent apporter leur lot de nouveaux problèmes. Aussi, j'aimerai avoir quelques retours utilisateurs pour ceux qui ont upgradé en 2.17. Merci !1 point
-
.jpg.ce79ee310dc739eeb59a9484451ac548.jpg) La table fait 56cm de coté. 200h de print, 2km de PETG... Mais mes fils l'adorent ^^ Les chaises viennent de Bits&Parts, qui propose 2 designs de chaise. Les plus grosses pièces de la chaise rentrent tout juste dans la MDR (avec plateau chauffant) et il y a pas mal de support à gratter ensuite (surtout en PETG...)1 point
La table fait 56cm de coté. 200h de print, 2km de PETG... Mais mes fils l'adorent ^^ Les chaises viennent de Bits&Parts, qui propose 2 designs de chaise. Les plus grosses pièces de la chaise rentrent tout juste dans la MDR (avec plateau chauffant) et il y a pas mal de support à gratter ensuite (surtout en PETG...)1 point -
Salut, Quels soucis techniques ? De ce que je vois, l'imprimante n'est en cause sur aucune des impression Photos 1 : la surface de contact entre la pièce et le lit est trop faible, il faut activer des options "d'adhésions" tel que les brims et raft/radeau ( slicer ) qui augmentent cette surface de contact la pièce tenant à peine, la buse l'a fait basculée alternative/complément : utilisation de laques spécifique ou bête laque à cheveux, ou encore tube de colle genre UhU penser à chauffer le lit autour de 60°C pour le PLA... dans cette même catégarie d'option, je te suggère de garder la jupe activée par défault ( si brims et raft non necessaire) afin d'évacuer les restes de filament dans ou sur la buse ainsi que d'amorcer la partie chaude en filament Photo 2 : semble niquel Photo 3 : il faut régler les step/mm de ton imprimante, ici il faut multiplier ceux selon Y par 1.01 ( 20/19.8=1.0101... ) pour avoir une dimension de 20mm correcte ( correspond au fichier STL ), c'est un réglage directe sur l'imprimante. idem selon X et Z selon besoin photo 4 : c'est bloqué et ça ne bouge pas ? il faut toucher au paramètre d'expansion horizontale ( slicer ) et mettre 0.05 ou 0.1mm en négatif afin de "limer" tous les contours de tes pièces et éviter l'adhésion entre pièces mobiles photo 5 : il va falloir te renseigner sur l'utilisation des supports... ( slicer ) une imprimante dépose couche par couche, et dans le vide ça marche pas trop... ( elle s'est en même sortie plutôt bien )1 point
-
Donc on en revient au montage de @vap38. Ça se mord la queue. Reste plus qu'a automatiser un peu la chose, et les possibilités deviennent infini... Infini + serpent =1 point
-
Il est très bien ce joint ! Reste plus qu'a attendre de le faire tourner (le tuto bien sur...)1 point
-
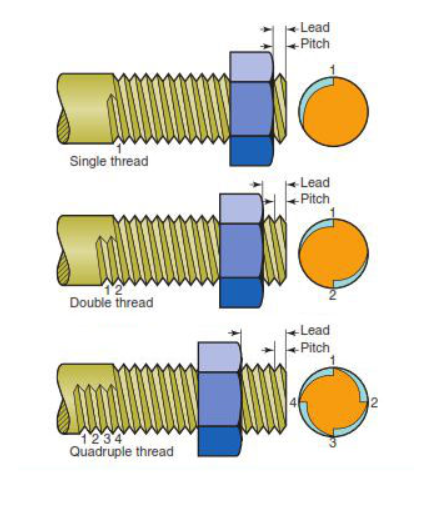
C'est plutôt un multiple de 0,04 et ce n'est pas que pour les Creality. C'est lié à la tige filetée trapézoïdale (lead de 8 mm = déplacement lors d'un tour complet (troisième tige sur le dessin ci-dessous)) et au moteur (Nema17 1,8° donc 200 pas entiers par tour) donc 8/200=0,04 Tiges filetées :
 1 point
1 point -
Salut @Trob, en attendant la réponse de @SPeCTRo88 je pourrais te proposer dès que possible un ti tuto pour faire ceci : Joint torique.mp41 point
-
Je ne connais ni la ender 3 ni la ender 3 Pro, par contre sur la mienne, j'ai une reprise d'impression après coupure et ça ma sauvée une impression de plus de 40H à 2 reprises, première coupure à 79% la deuxième en pleine nuit quelques heures plus tard (la prochaine fois je regarderais la météo et j'éviterais de lancer une grosse impression juste avant l'arrivé d'une tempête....), une bonne alim me semble préférable ça évite qu'elle crame (voir crame l'imprimante, voir la baraque si tu lance quant tu n'est pas là) pour le reste des upgrade, c'est toujours ça que tu n'aura pas à faire.1 point
-
Salut, il n'y a pas de téléversement à faire. Il y a juste à éditer le fichier "config.txt" qui est sur la µSD de la carte eMotronic. Ensuite tu modifies 170 de la ligne : arm_length 170 # this is the length of an arm par la valeur entraxes de tes biellettes et tu enregistres. Ensuite il faudra refaire une calibration complète.1 point
-
Si tu as encore l'extrudeur en plastique démontes le regardes le de tous les côté voir si le bras aurait pas le légère fissure. Cet extrudeur en plastique est un vrai problème moi il me créait pleins de sous extrusion suite a son changement par un alu c'était le jour et la nuit1 point
-
Coucou Merci



 1 point
1 point -
Je pense qu'il faut que tu poses la question en créant un sujet dans la section logiciel/cura.1 point
-
Je suis d'accord avec le reglage excentrique, sans doute trop serré! On voit un cycle sur les z.. ça doit pouvoir glisser quand tu tourne la roue!1 point
-
Bienvenue !1 point
-
Franchement je ne fais rien de spécial. J'utilise bien Chitubox et la plupart du temps avec les supports automatiques (les medium ou heavy, jamais les lights). Et je n'ai jamais changé de FEP, alors que j'utilise de l'isopropanol. Le FEP n'est plus hyper transparent mais ça marche quand même très bien. Le seul paramètre avec lequel je joue dans chitubox, c'est le temps d'expo des 1ère couches. Tout le reste est par défaut après avoir sélectionner le profil qui correspond à la couleur de la résine Elegoo.1 point
-
J'utilise un lubrifiant sec 3 en 1 au PTFE WD 40 mais celle-ci laisse une trace blanche (ce qui pour moi est un avantage car on voit là ou elle est présente :))1 point
-
Gag, je me suis fait chier à imprimer les pièces pour montage bowden, tout est fini, je vais à ma boite aux lettres, colis, je l'ouvre...le heatbreak qui devait arriver entre le 20 et le 28. Résultat: Pièces pour bowden inutiles, je peux faire le montage direct tout de suite (enfin dès que j'aurais réimprimé le support bl-touch et le guide fils, ils ont eu un problème d'entrainement du filament la première fois). PS; non je ne pouvais pas utiliser le heatbreak e3d v6 le nouveau est beaucoup plus fin, seul le côté bloc chauffant est le même..1 point
-
Moi aussi Mon pauvre ami, je crains que ce ne soit une cause définitivement perdue et parler de correcteur orthographique ici c'est comme se battre contre les moulins à vent Heureusement nrtoe cveraue ets dtoé ed capciatés éotanntes :
 1 point
1 point -
Ender 3 pro, Longer LK4 Pro, Alfawise U30 Pro. Privilégier un shop Français pour un meilleur SAV. Produits fabriqués en CHINE mais rapport qualité prix intéressant pour te lancer dans l'impression 3D. Surface impression 220x220x250 largement correct pour ce que tu voudras imprimer semble t'il. Filment Sunlu à zapper. Privilégier sans hésitation, PLA Sakata, Eryone. Un p'tit peu moins de 200 euros ces dernier temps ( vu promo) sur l'ender 3. Privilégier stocks Européen pour une livraison rapide Bon achat !1 point
-
Sérieux !!!!! On en lit des âneries sur ce forum mais là on atteint des sommets ! (EDIT: on lit des trucs vachement biens aussi). Franchement, je suis limite à penser que @AlanBike est là juste pour faire de la pub à Creality le meilleur fabricant francais ! En plus @AlanBike tu nous parle toujours de ta super machine extraordinaire ... que tu n'as pas encore reçu ... mais qui a été livrée en une semaine grâce à BangGood. Sérieusement, tu es payé au nombre de marque que tu arrives à citer ou tu es juste une personne enthousiaste ?1 point
-
Bienvenue chez les imprimeurs fous !1 point
-
Petite retour sur mon extrudeur 0 qui fesait du bruit hier, finalement c'etait bien la vitesse de réctration qui provoqué ce bruit, relancé le print avec une vitesse de 40mm/s et la miracle plus rien. En cherchant un peu, j'ai remarqué qu'en augmentant le flux a 150 à 200 % le bruit revient. La plaque superplate j'aime.
 1 point
1 point -
Content pour toi que tout fonctionne bien ça bouchera un coin aux septique les geeetech n'aime pas trop les nouvelles version de marlin surtout la i3 pros b moi j'imprime un avion 1 m 40 d'envergure1 point
-
Oui. Tu peux aussi utiliser celle-là. Ces pièces se placent entre le profilé 2020 et la patte métallique qui maintien la «poulie» et permettent de centrer le roulement. Pour chacune de ces pièces, il est possible de modifier l'épaisseur si c'était trop / pas assez gros. Dans Cura, après avoir sélectionné la pièce, cliquer sur l'icone «Dimensions», décocher Echelle uniforme et modifier la valeur du Z Non. Il faut «démonter» le galet pour vérifier qu'il n'est pas grippé. Normalement en tournant le galet à la main il doit faire bouger l'axe et en maintenant l'axe, on doit pouvoir le faire tourner sur le profilé: si tu ne peux pas faire cette deuxième manipulation alors ton réglage via les excentriques est à revoir (trop serré). Autre cause éventuellement possible: une bande de roulement possédant un plat, ce qui crée un faux rond et entraine de légers décalages. Quelques utilisateurs (je l'ai fait sur ma CR10 antique) remplacent les galets avec leur bande de roulement en POM par ceux avec bande en polycarbonate ou réellement en POM de qualité. Je n'ai pas d'actions chez ce revendeur mais ayant commandé plusieurs matériels chez eux, j'en suis satisfait : https://shop.compozan.com/93-galets
 1 point
1 point -
Problème réglé en modifiant les vitesse d'insertion et de rétractation1 point
-
Merci de ton avis, donc dernière question quel model entre 2S et 2Spro prendrais tu en dehors de la considération financière ? En gros la version pro est elle plus interessante et pourquoi....(d'aillleurs la 2 tout court esy peut etre meme largement suffisante....)1 point
-
ok je vais tester ça, et arrêter de "pourrir" le post de depart. merci1 point














.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)









