Classement




Contenu populaire
Contenu avec la plus haute réputation dans 26/03/2020 Dans tous les contenus
-
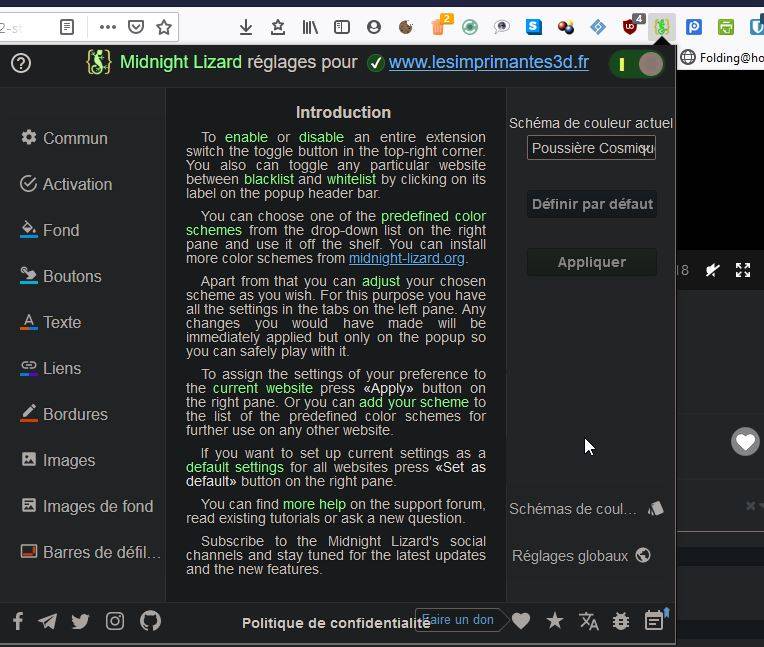
Ne consultant que rarement par téléphone, j'utilise sur mon PC une extension pour Firefox : Midnightlizzard. Activable / désactivable globalement / localement en fonction des sites. Pratique même en journée pour éviter la fatigue oculaire. Prenez soin de vous. Restez curieux mais surtout restez chez vous.
 3 points
3 points -
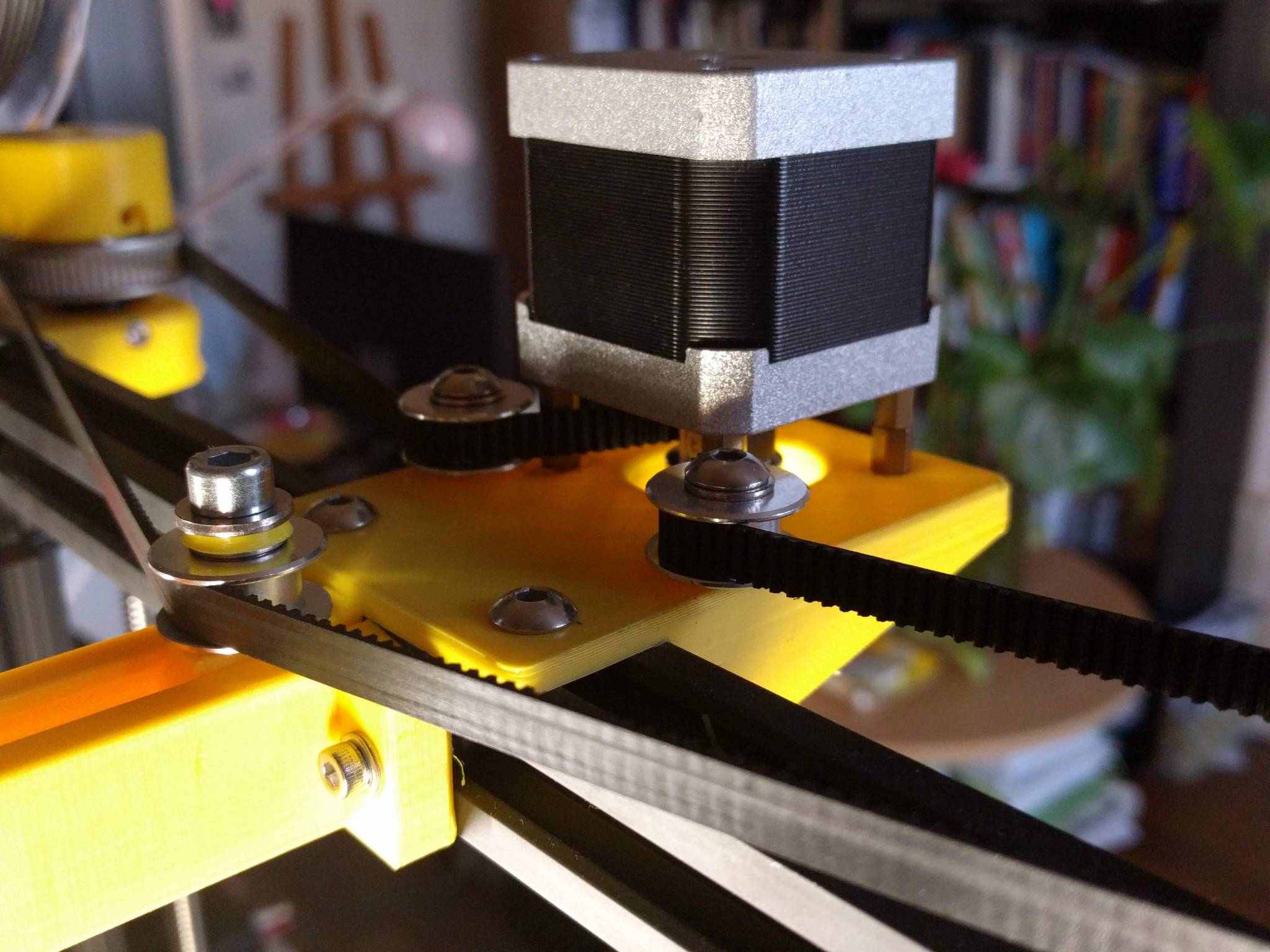
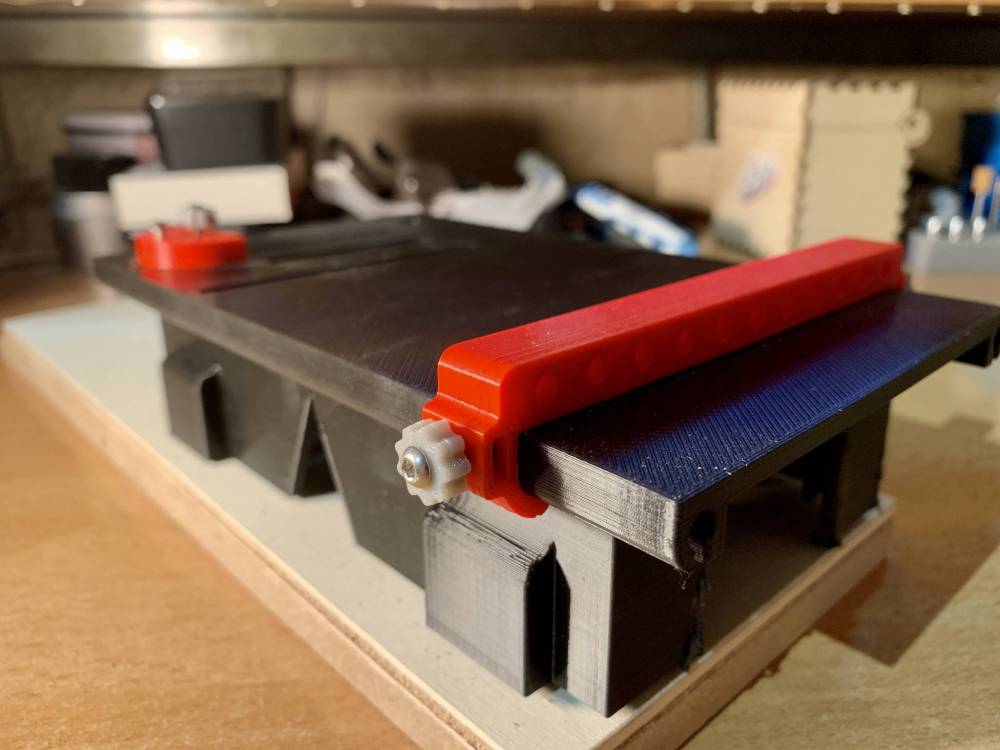
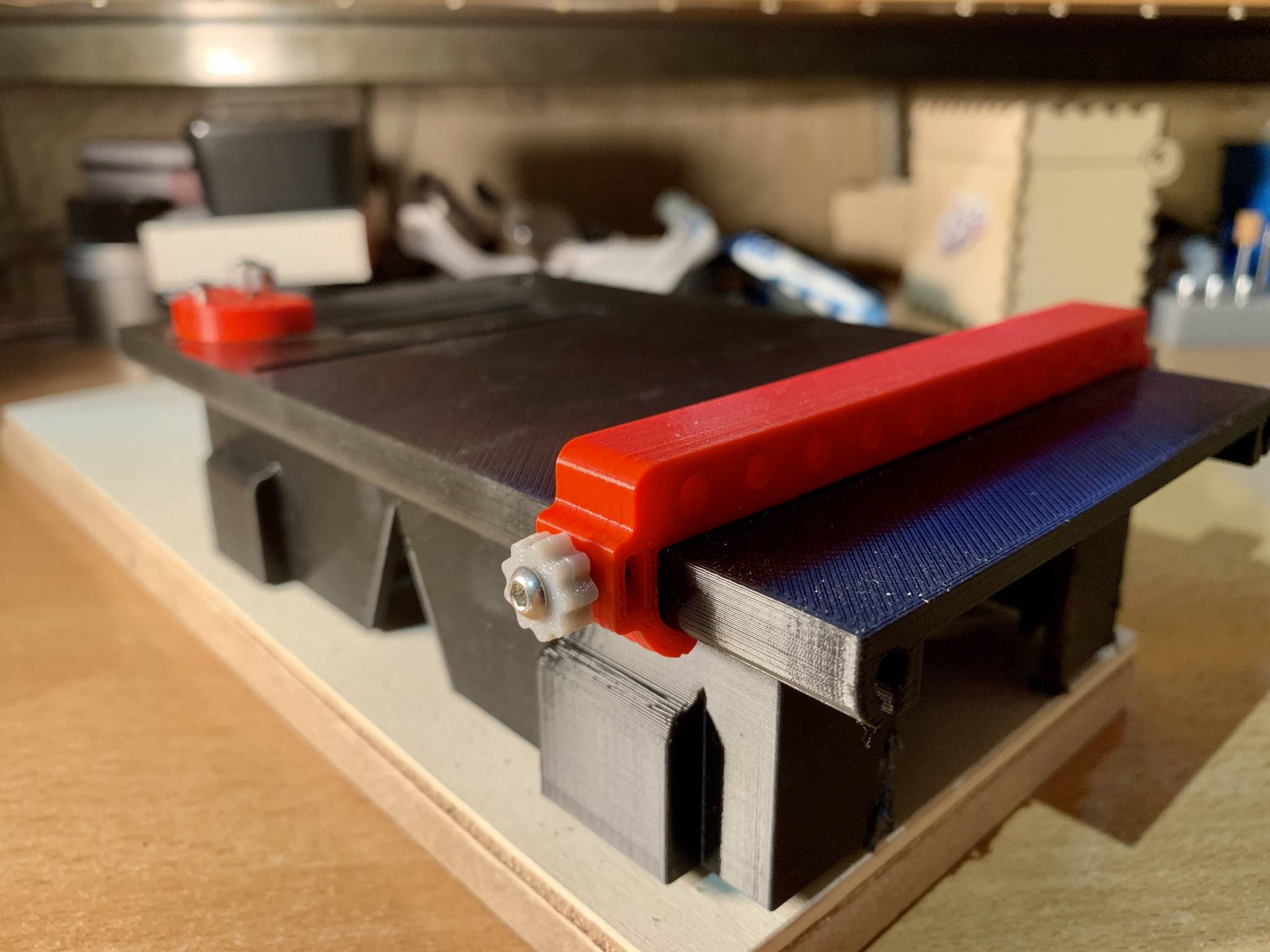
Bonjour Le 'Warping' est le problème majeur pour l'impression 3D. Il n'y a pas de solution miracle, juste quelques conseils d'utilisation pour essayer de l'éviter. 1 - Nettoyage du plateau Il est nécessaire de faire un bon nettoyage du plateau avant chaque impression. Le produit à utiliser le plus fiable demeure l'alcool isopropylique qui a la particularité de s'évaporer complètement sans laisser de traces. Il faut prendre un alcool assez dosé (98 - 99%), il peut sentir un peu, donc ventiler la pièce. Pour frotter le plateau il vaut mieux utiliser des compresses médicales ou un chiffon qui ne fait pas de peluches. J'ai lu sur internet qu'il fallait frotter le plateau toujours de gauche à droite, je me demande bien pourquoi, personnellement, je fais des passages dans les 4 sens et diagonalement aussi. La seule précaution est de faire la manip, le plateau bien froid (surtout avec un plateau type ultrabase) 2 - Utiliser un lit chauffant La température à programmer est fonction du filament utilisé. Pour du PLA une température entre 50° et 60° est correcte, pour de ABS il vaut mieux tabler sur du 100° 3 - Désactivation du ventilateur de refroidissement. Pour une meilleure accroche, il vaut mieux désactiver le ventilateur de refroidissement de la buse pendant l'impression de 2 ou 3 premières couches, puis le remettre en marche à 100% pour les suivantes. Par ailleurs une vitesse d'impression plus lente, en particulier celle de la première couche est fortement conseillée pour des surfaces planes de grande taille. 4 - Utiliser un caisson Surtout intéressant pour l'impression avec de l'ABS, mais très utile aussi avec le PLA pour éviter des flux d'air parasites venant de l'extérieur. 5 - Utiliser un BL-Touch Indispensable pour les pièces de taille importante, la compensation automatique du Z permettra une accroche fiable sur toute la surface de la pièce imprimée En respectant ces étapes, je n'ai pratiquement plus de warping, cette table pour scie dremel par exemple a été imprimée face plane sur le lit sans aucun problème.

 2 points
2 points -
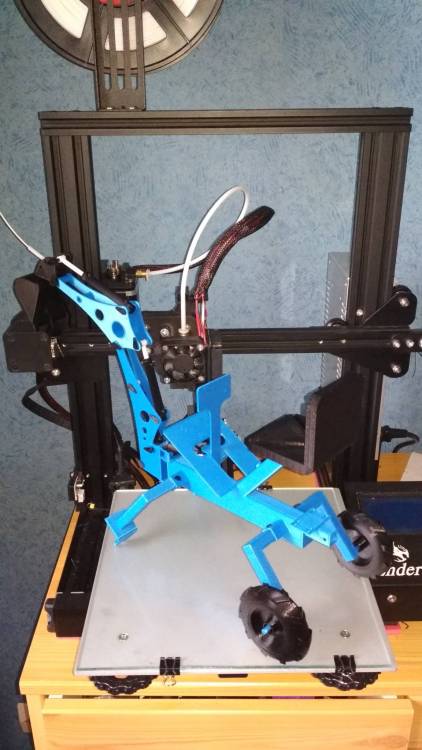
Tu m'as inspiré... et motivé à me remettre dans le bain @pascal@91 : Voilà où j'en suis...

.thumb.png.4a849bf781ea1a9674ac33b98f8378eb.png)
.thumb.png.f88f776afeba797e678a074d629bea74.png)
.thumb.png.cb39d2b09018ac9618140b11dba0fa66.png)
.thumb.png.c24c08e80c996b8b23660f25a4fc3356.png) 2 points
2 points -
2 points
-
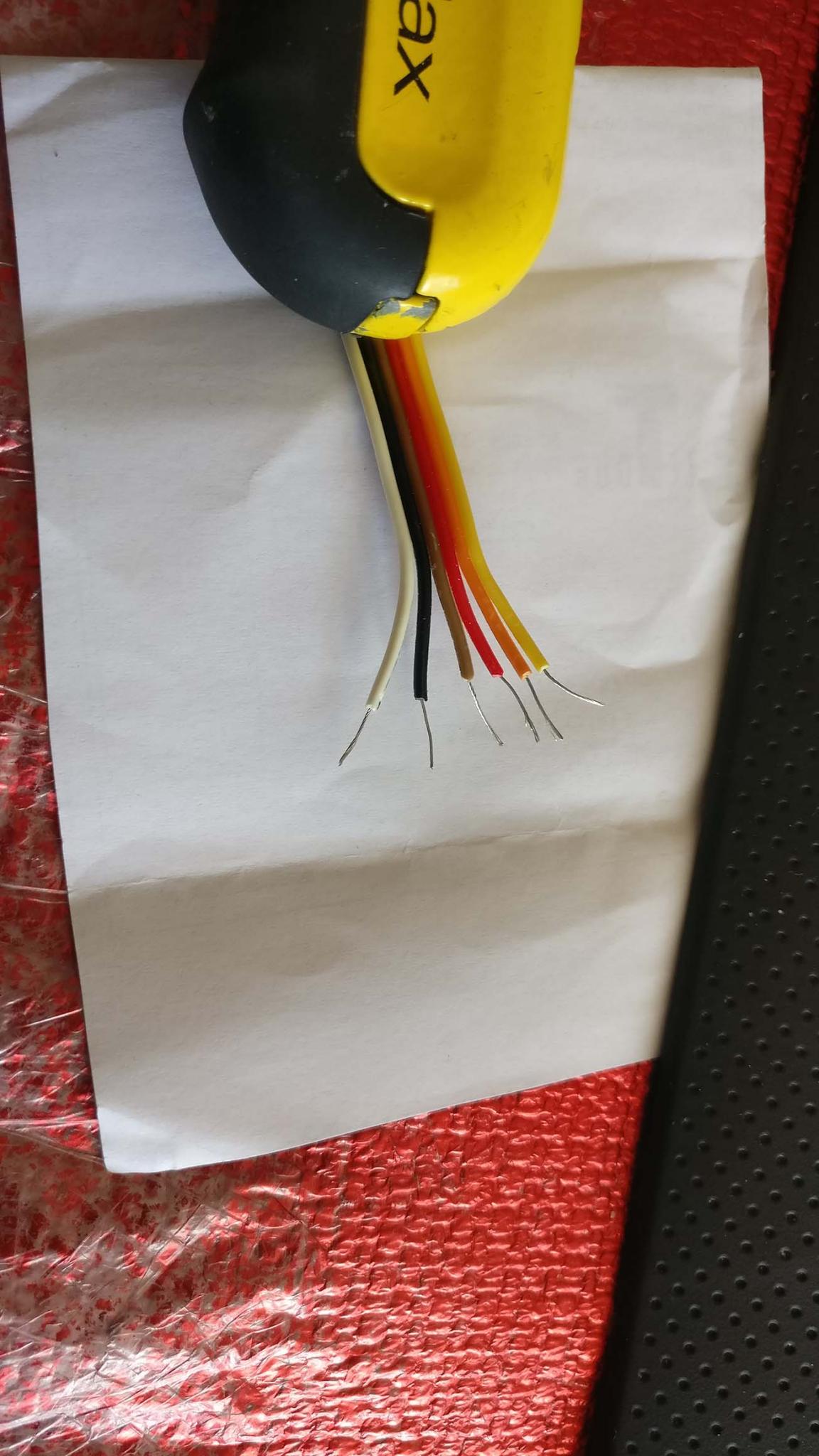
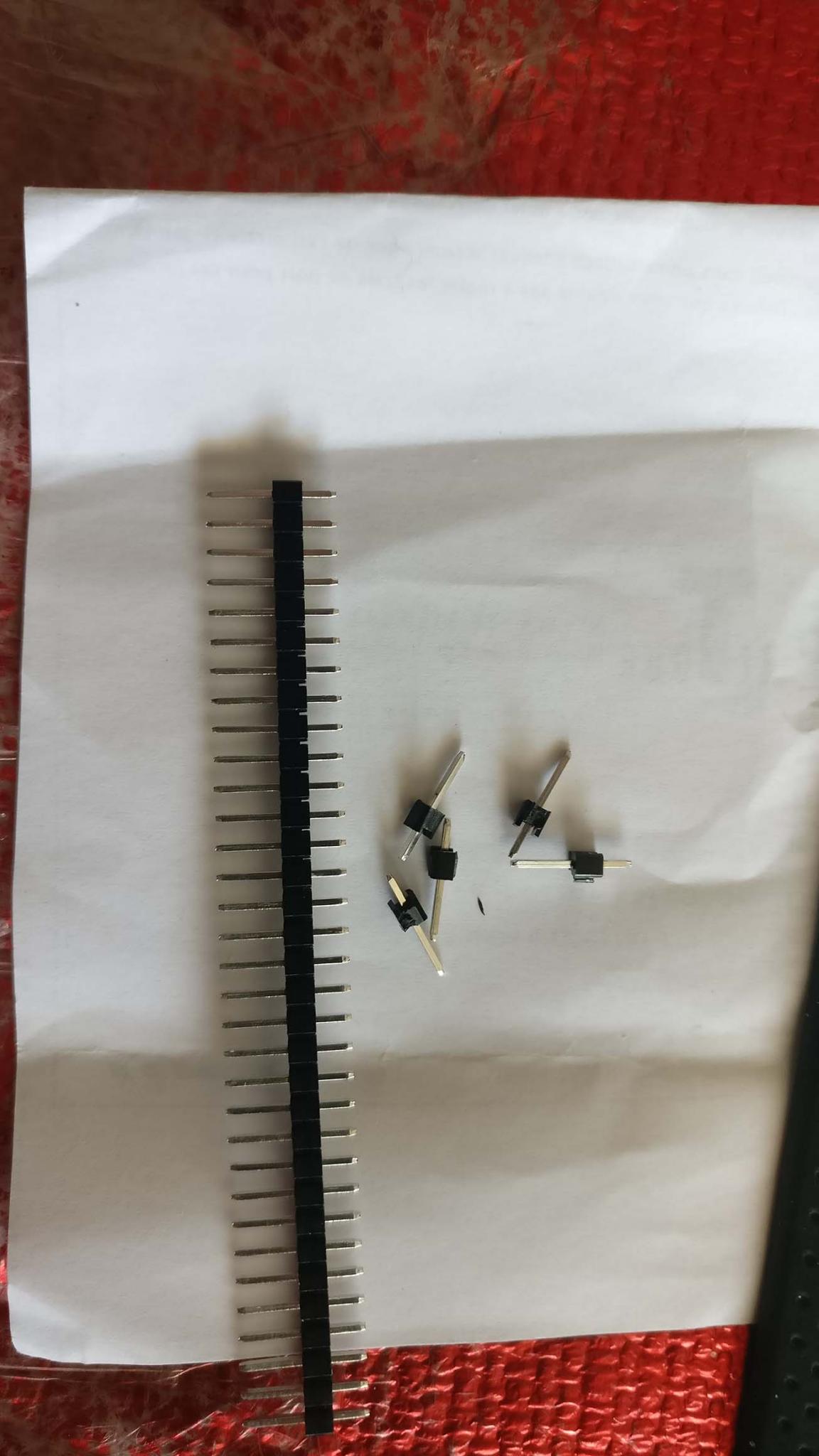
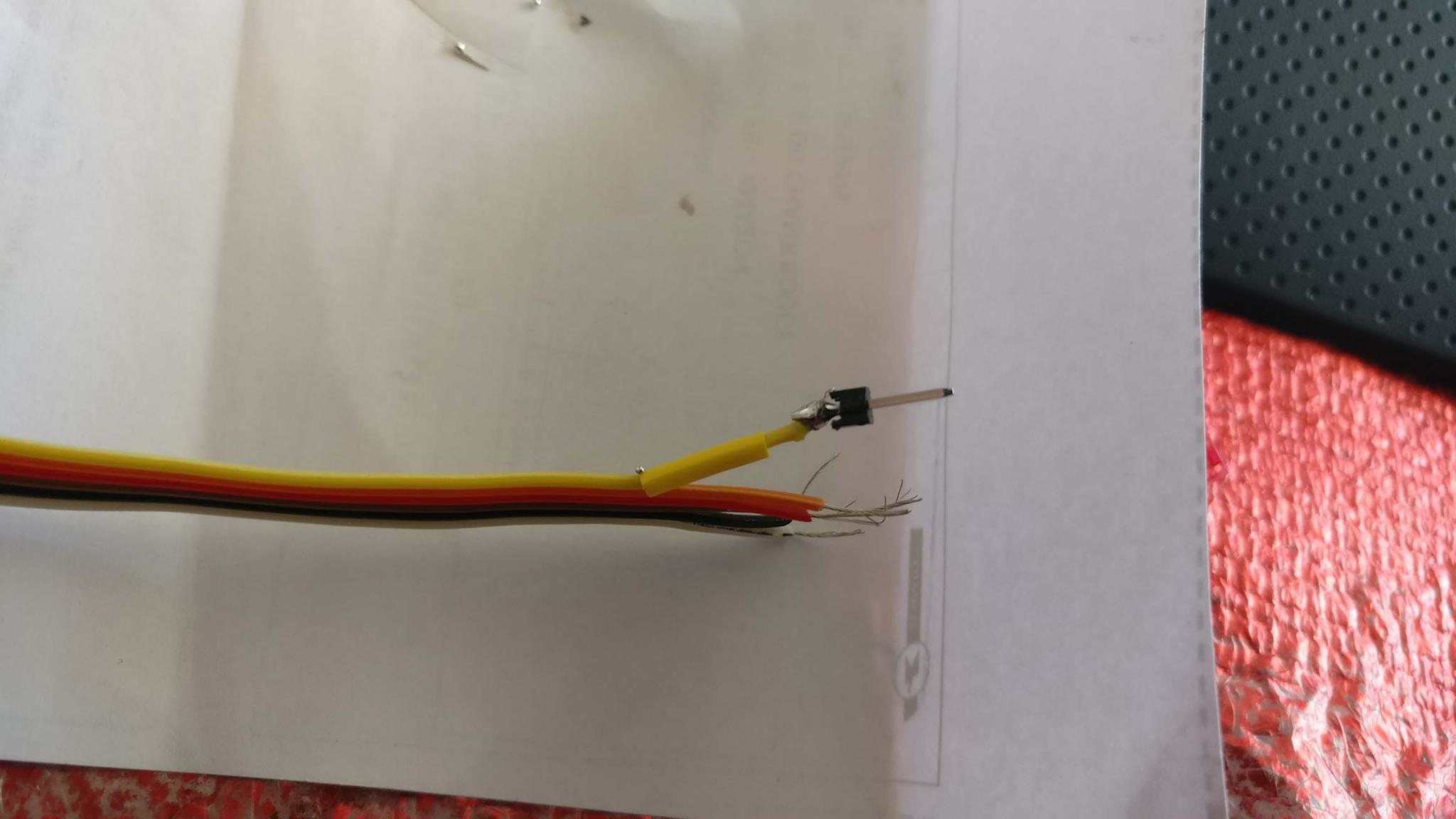
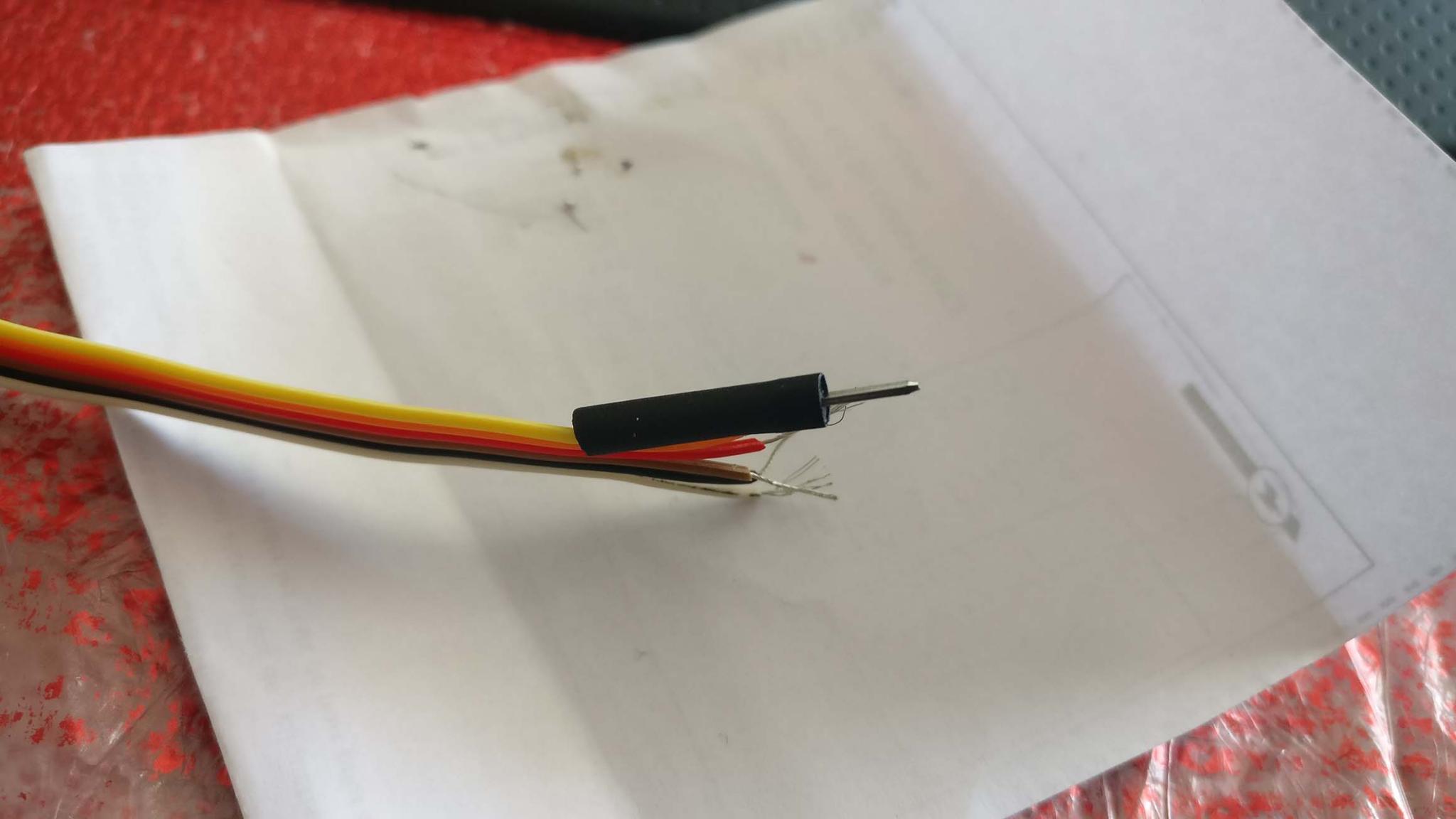
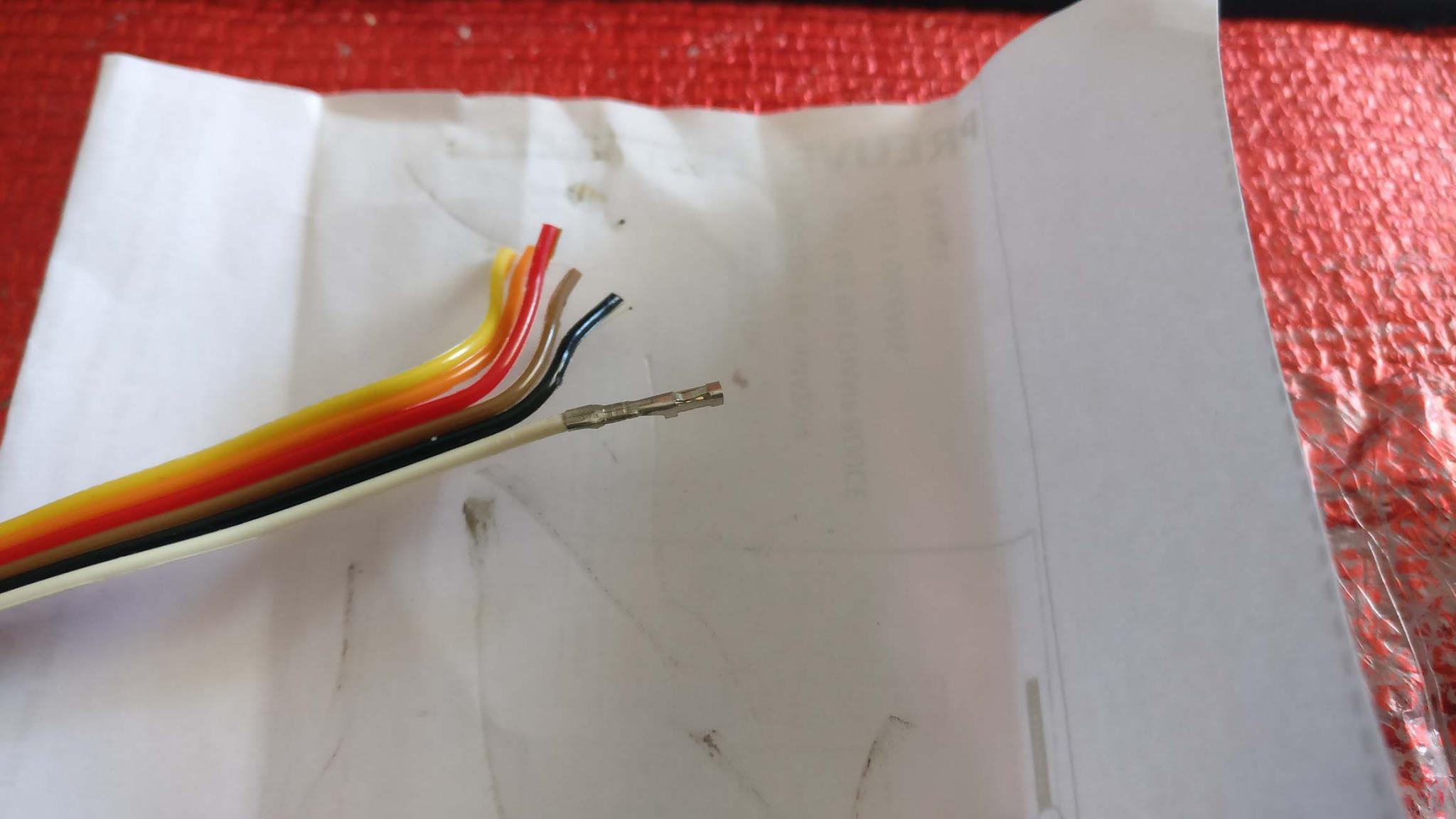
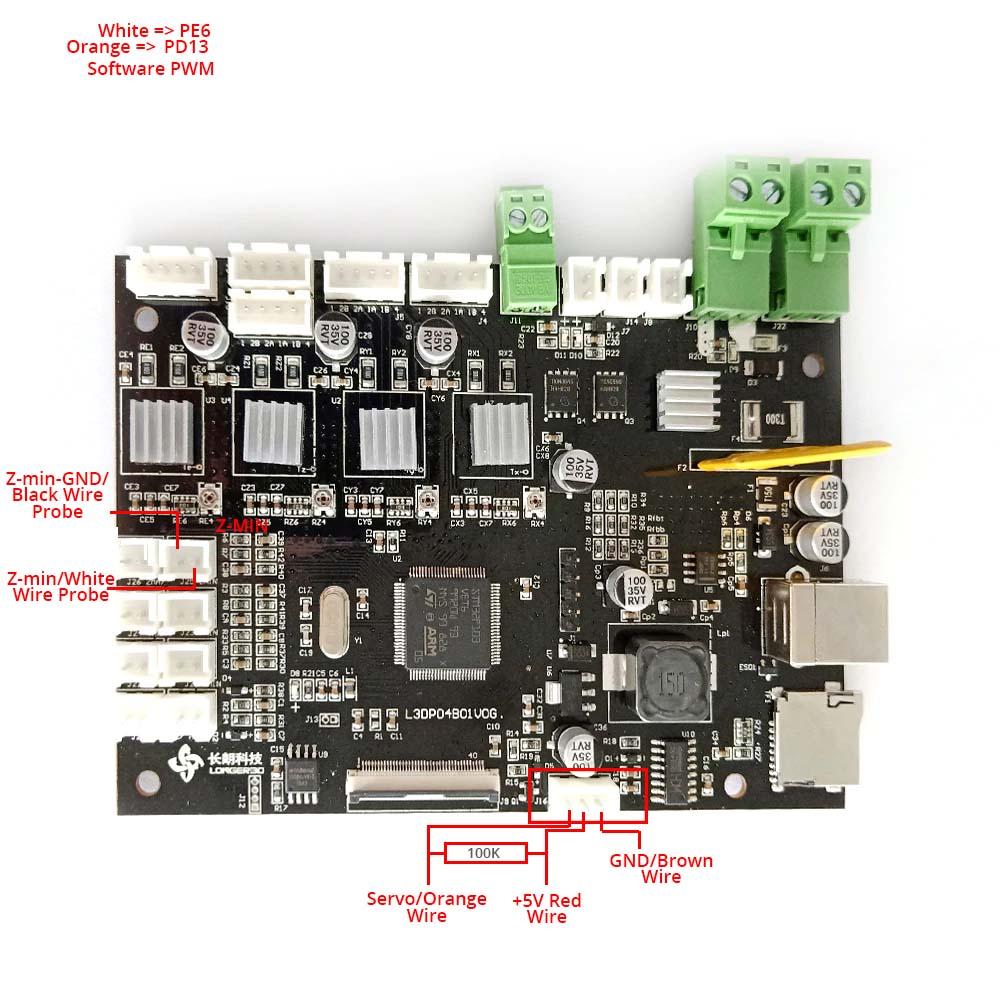
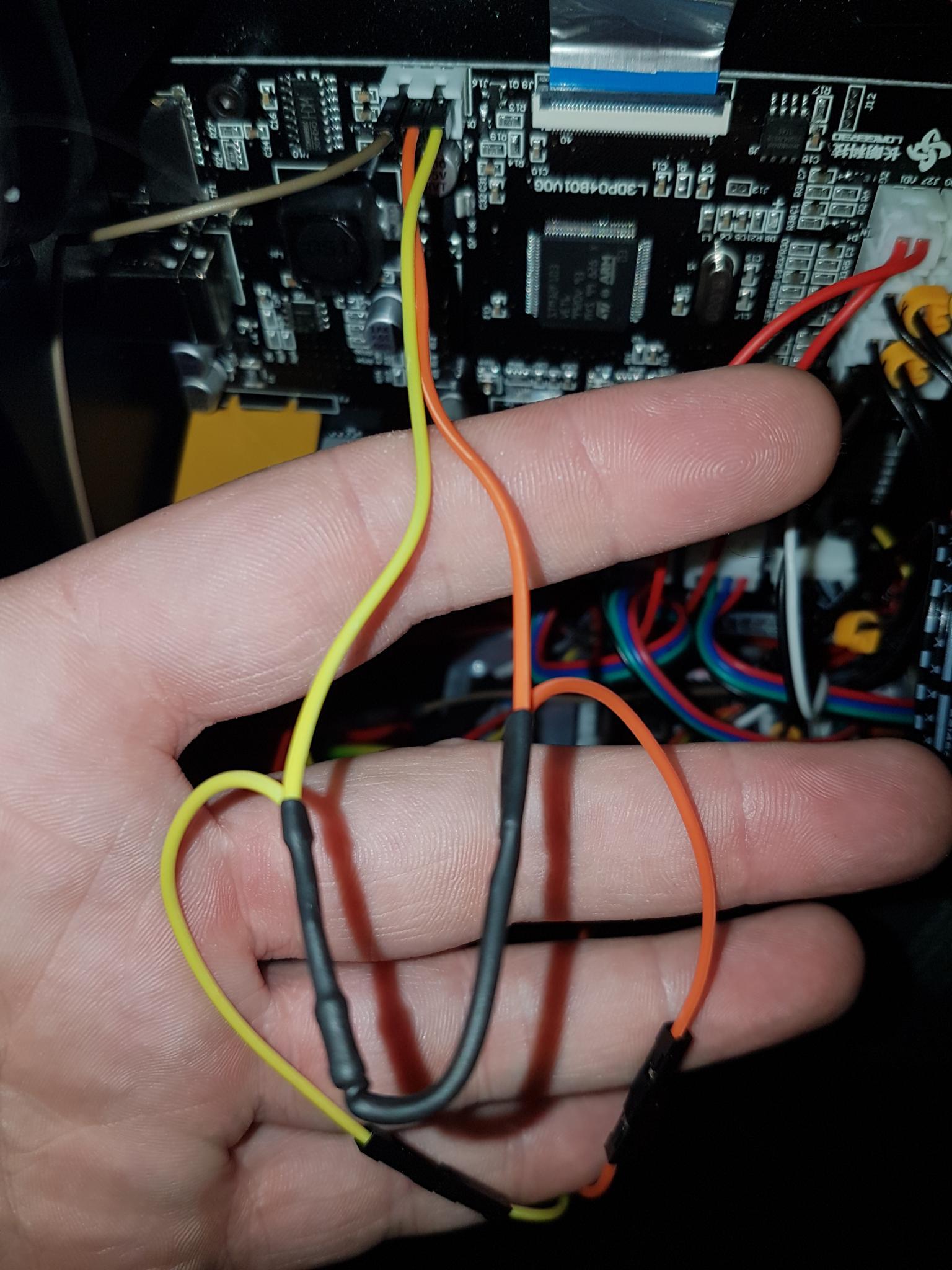
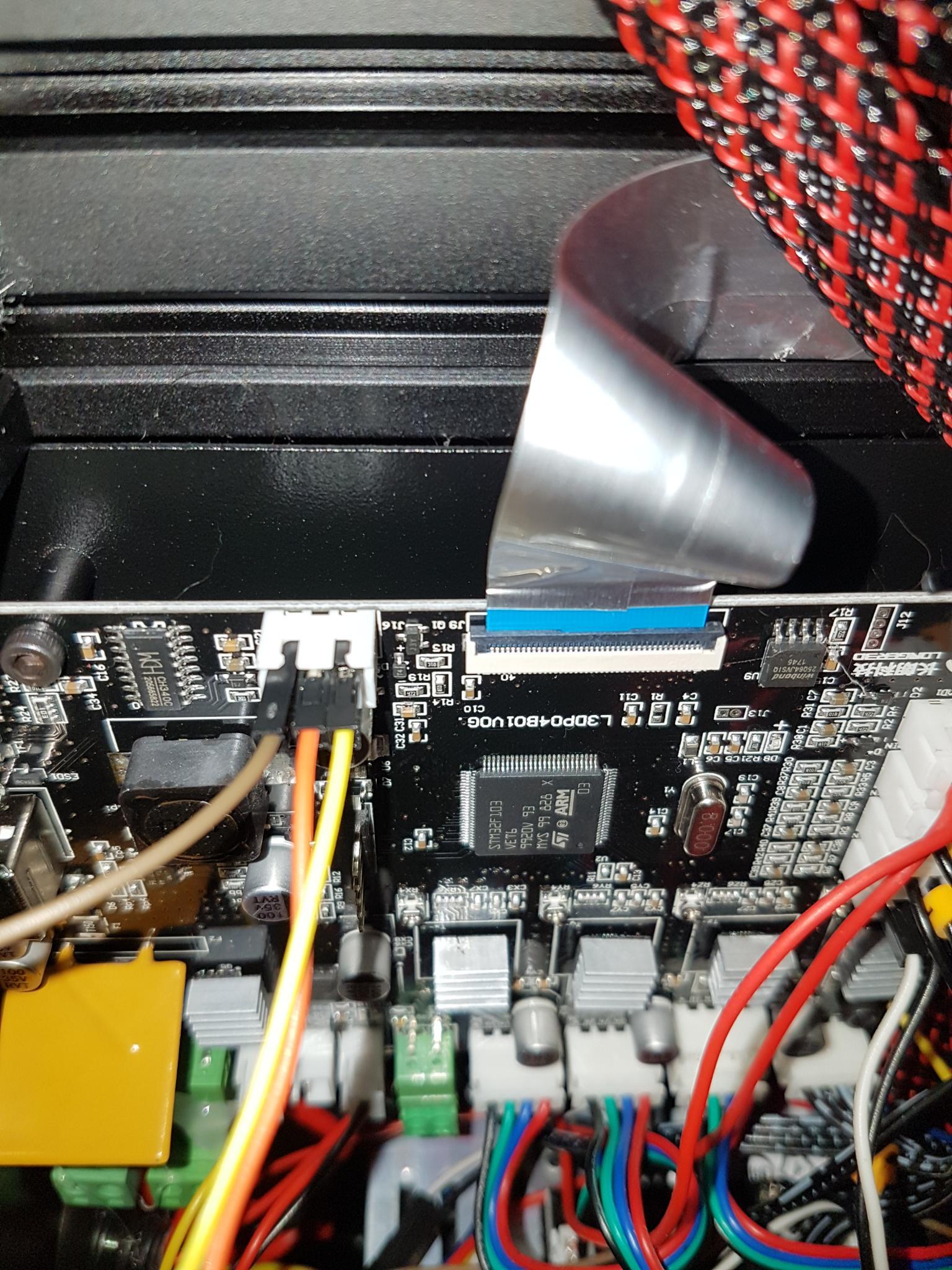
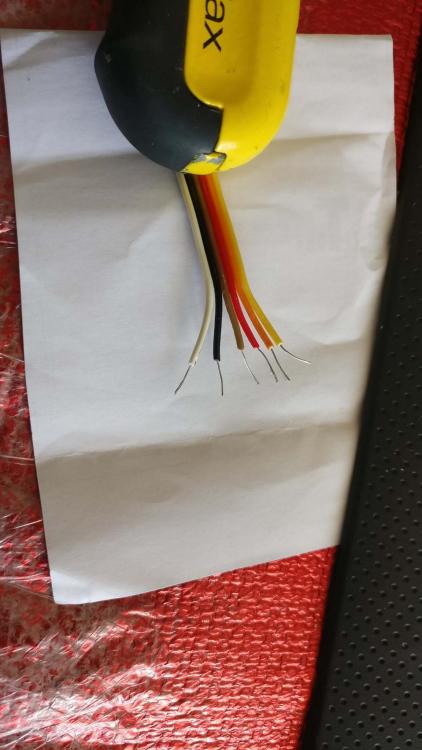
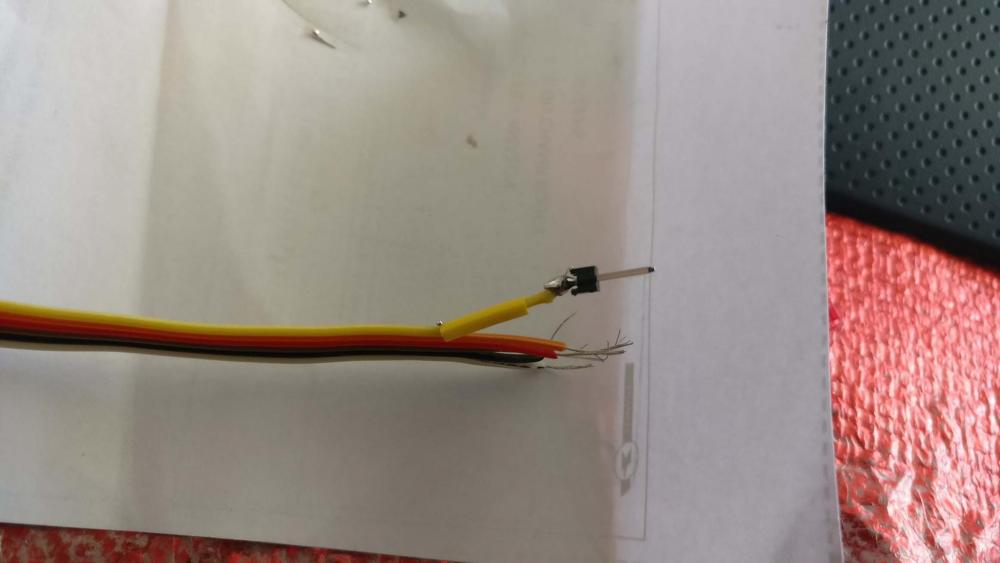
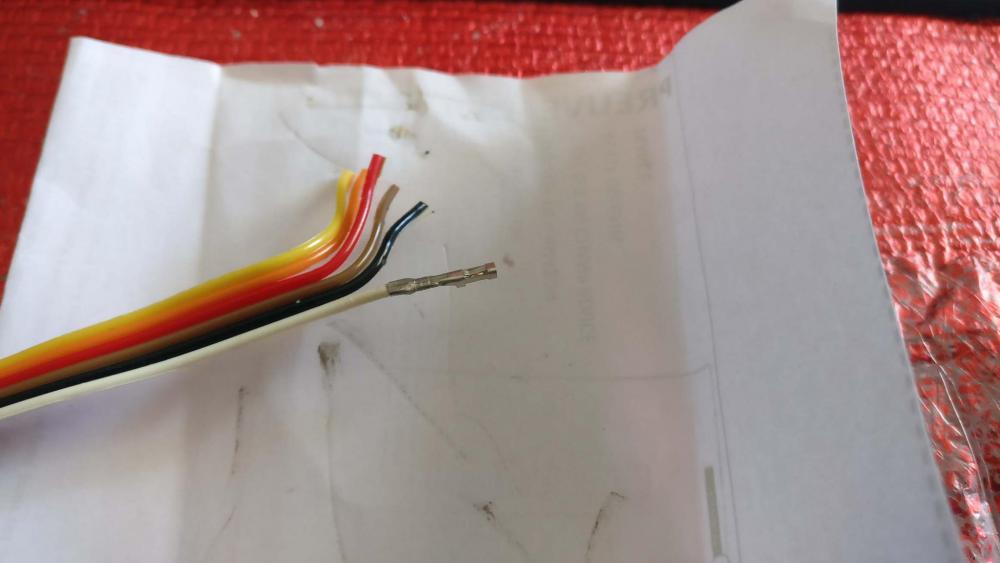
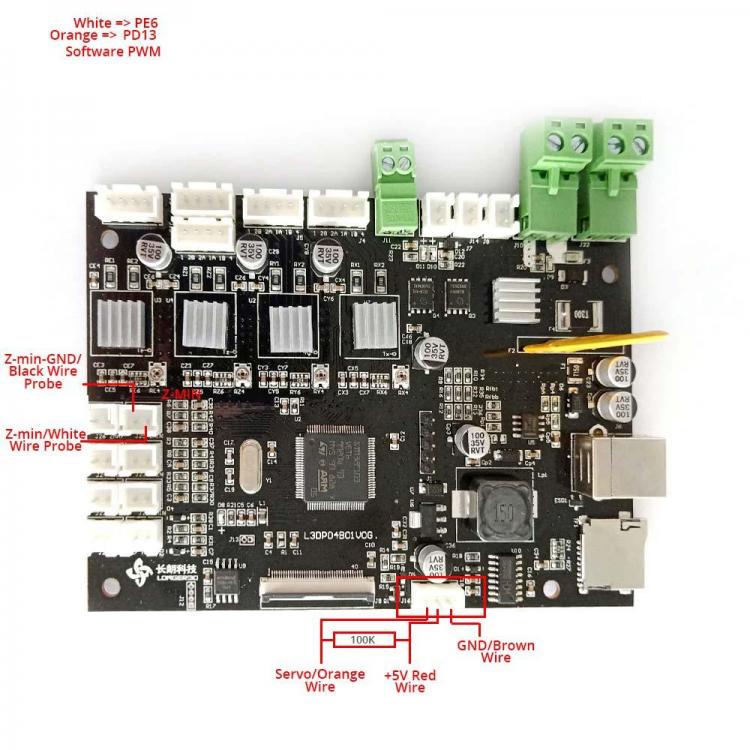
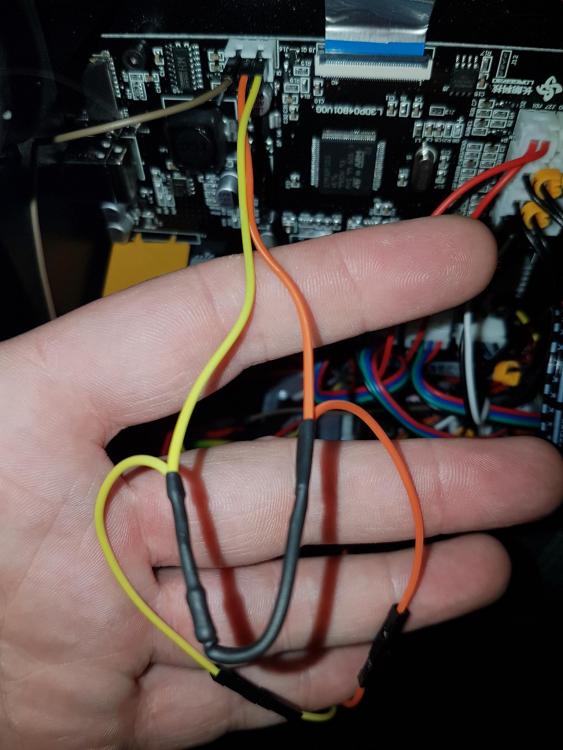
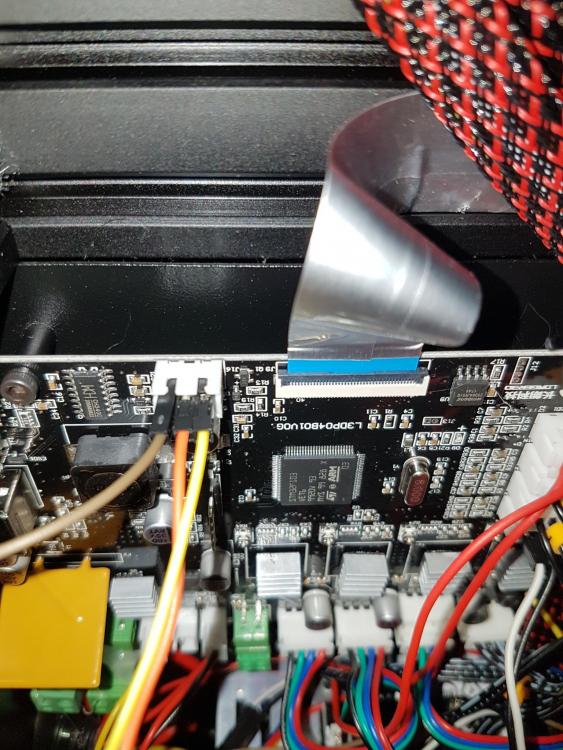
Tuto officiel pour installer un BLTouch ou un TouchMi sur Alfawise U20, U20Plus, U30, et Longuer3D équivalents ==================================================================== Mini tuto : Installation du TouchMi par @sensei73 ================================================================================ Installation du BL-Touch : Version 4.5 du 24/08/2019 (Update nouveau fichier .pins). De quoi ai-je besoin : Une carte-mère Alfawise orignale en version V0G. Que vous devrez identifier clairement. Mais si vous avez déjà flashé Marlin dessus, c'est que vous le savez ! Savoir déjà compiler et flasher Marlin sur une Alfawise. Avoir en mains, les dernières sources de Marlin pour Alfawise/Longuer3D. Un BL-Touch V3 original (ce tuto ne tiens pas compte des dysfonctionnements que vous pouvez rencontrer avec une copie) trouvable ici ou ici. Un peu de doc sur le BL-Touch (V3) Un Fang compatible (et oui sinon vous n'allez pas aller bien loin..). Il en existe déjà prêt à l'emploie pour ceux qui ont une hotend d'origine (MK8), une E3DV6, ou une AiO conçus par @deamoncrack et trouvables ici. Un fer à souder avec un peu d'étain. De la gaine thermorétractable. Une résistance de 1K ou 4.7k à 8.2k ohms de 1/4 de watt ou 1/2 watt pour "plus de sécurité". Inutile de prendre des résistances haute précision. Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement. Vous pouvez prendre des versons avec les connecteurs duponts déjà montés dessus également. Pour ce qui suit, soit vous désirez faire votre propre rallonge de câbles, soit vous en achetez une directement. Si vous souhaitez faire la votre (version DIY), voici selon une méthode parmi d'autres, ce qu'il vous faut : Si vous souhaitez directement en acheter une, inutile de vous attarder sur cette partie du tuto. >>> On y va ! <<< Si vous avez choisi de faire votre rallonge DIY lire ce qui suit, sinon passez directement à la partie "Raccordements/connexions" : Si vous avez une carte-mère en version V0G : Si vous avez une carte-mère en version inférieur à V0G (V08, V07, V06 etc..) : Configuration Marlin 2-x Allez on passe enfin à la configuration ! Pour ne pas induire quiconque en erreur, je met ici uniquement les lignes de configurations qui nous intéressent. Si vous avez une AlfaWise U20, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Il est fortement recommandé de passer la variable #define GRID_MAX_POINTS_X à 5 minimum. En effet, une valeur inférieur peut entraîner des erreurs de prise en compte des données par G29, ou créer des "trous de précision" dans la matrice générée après un G29. Si vous avez une AlfaWise U30, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Si vous avez une AlfaWise U20Plus, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : En effet, il est impossible de donner une configuration générique pour votre BL-Touch, étant donné que les données de positionnements/décalages changeront selon le fang/support utilisé ainsi que la taille de votre plateau. Il vous faudra personnaliser ces données selon le fang/support utilisé. On passe à la configuration du fichier \pins\stm32\pins_LONGER3D_LK.h Si vous avez une carte-mère V0G, modèle de machine U20, U20+, U30 : Si vous avez une carte-mère de version inférieur à V0G, (V08, V07, V06 etc..) modèle de machine U20, U20+, U30 : Et on compile Marlin ! Tests Avant toute utilisation du BL-Touch sur votre machine, il vous faudra d'abord faire un home complet XYZ. Vous pouvez ensuite effectuer un G29, en prenant soin de positionner votre tête au centre du plateau au préalable. En cas de problème pour vérifier les offsets, cela vous évitera d’abîmer votre matériel. Il vous faudra également définir vous même le Z_OFFSET ( et non pas le ZPROBE_OFFSET). Voir mini tuto. Nous ne détaillerons pas ici l'utilisation du BL-Touch et sa configuration. Internet regorge déjà d'informations ! GCode de démarrage : Mini tuto Z-Offset pour BL-Touch ENJOY ! Cliquez sur le petit bouton merci, ça fera du bien à tous les participants !





 1 point
1 point -
@anthonylal, tu peux poser ta question dans le forum Creality1 point
-
fais un test en 20, ça devrait améliorer les choses. Comme ça j'ai l'impression que ta buse est un poil trop chaude...tu es à 200 ?1 point
-
coucou j ai bien regarder dans la boite et j ai trouver aucune aiguille de rechange . ( peut etre un oubli ... ) du coup je les commander sur le site que ma conseiller @ixi et nikel j ai remplacer et sa marche très bien . encore merci pour vos réponses1 point
-
Même avec les imprimantes pré-assemblées, un bon nombre de vérifications sont nécessaires. Trop d'utilisateurs pensent que l'impression 3D c'est comme l'impression 2D (je mets du papier, j'installe mes cartouches et roule ma poule). Dans cette section du forum, tu peux trouver un bon tutoriel de @Superpat même s'il concerne une Ender3: la mécanique est identique et les vérifications / montage sont semblables.1 point
-
La majorité des cartes 32 bits utilisent Marlin (version2), certaines pour fonctionner ont besoin de Smoothieware (MKS Sbase même si on peut aussi y mettre un Marlin), d'autres encore fonctionnent avec RepRapfirmware (Duet). Pour certaines cartes 8et 32 bits on peut même installer Klipper1 point
-
Bonjour, il nous manque pas mal de cotes pour dessiner. j'ai fait au mieux avec ce que j'avais ; les filets sont aux bons diamètres et les pas "gaz" 1/4 et 20x1.5 A+ gaz3d.stl1 point
-
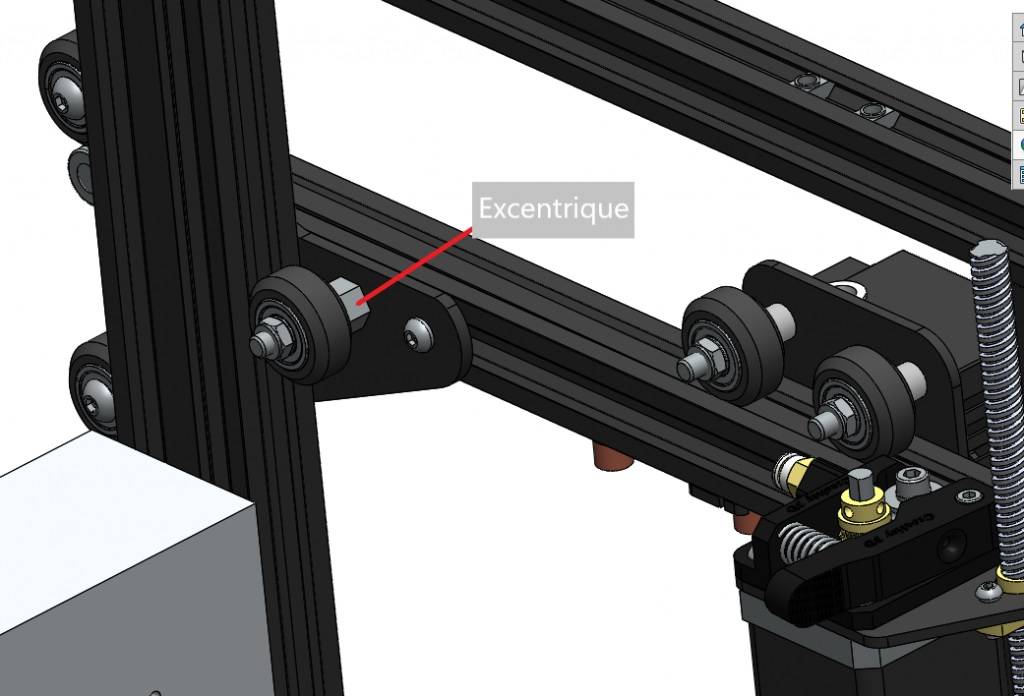
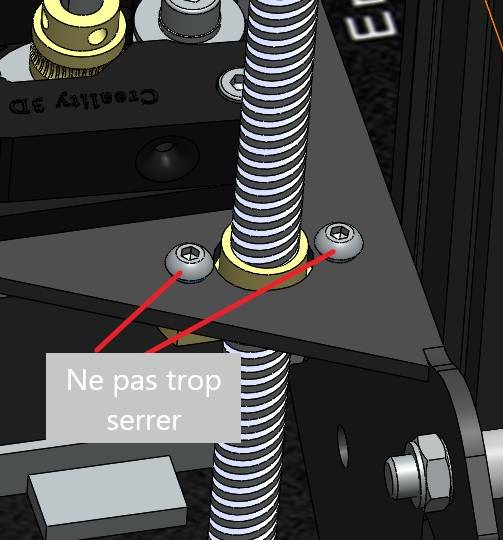
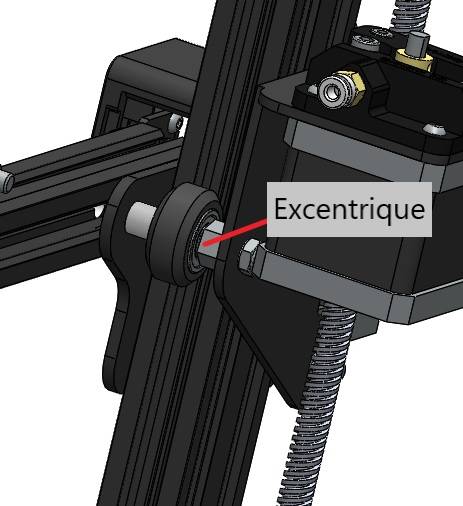
Non. L'axe Z doit pouvoir se déplacer légèrement dans le sens du Y pour compenser une éventuelle tige no rectiligne ou un mauvais alignement de celle-ci, contrainte en trois points (moteur, noix laiton, fixation haute) :
 1 point
1 point -
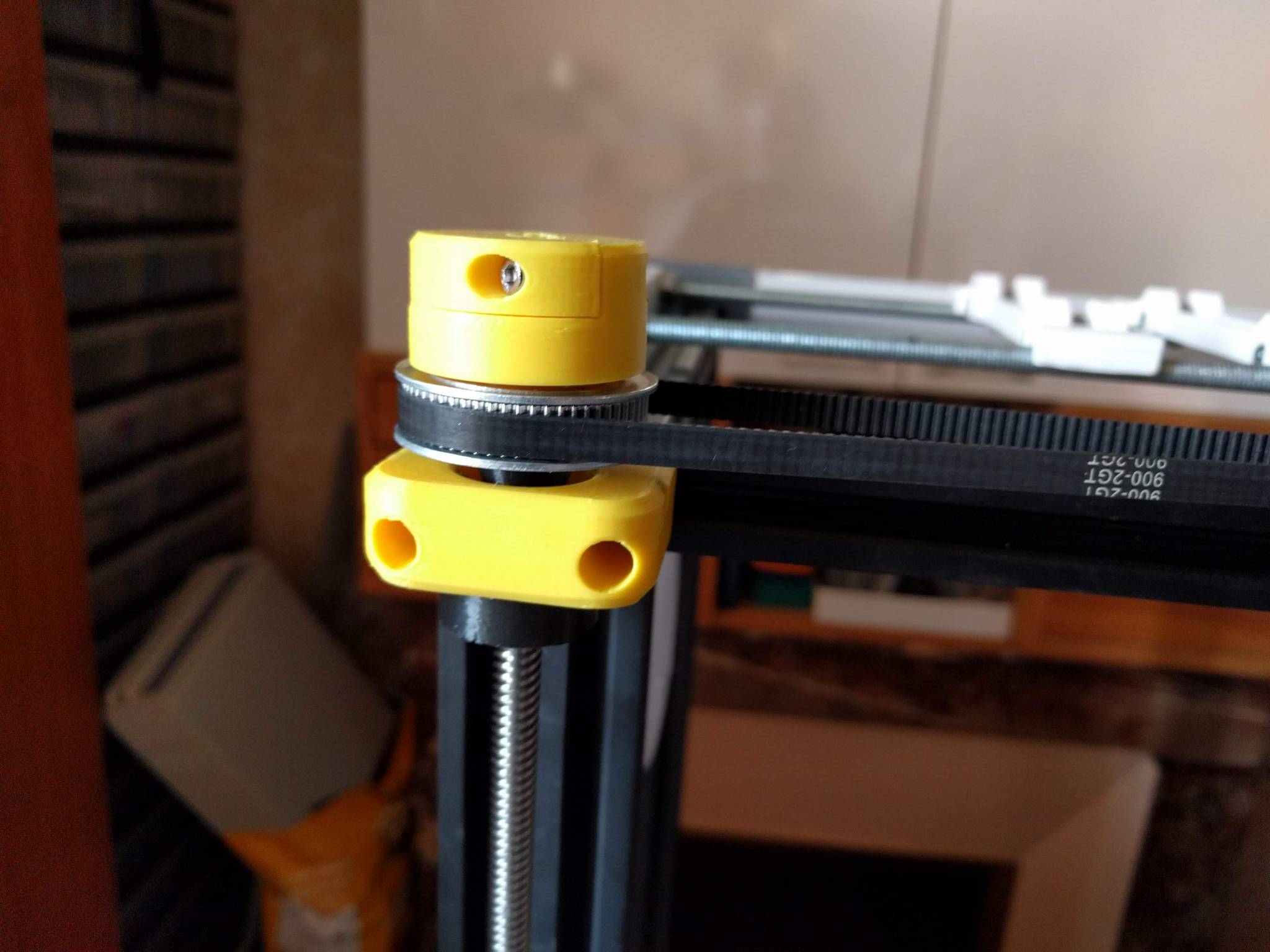
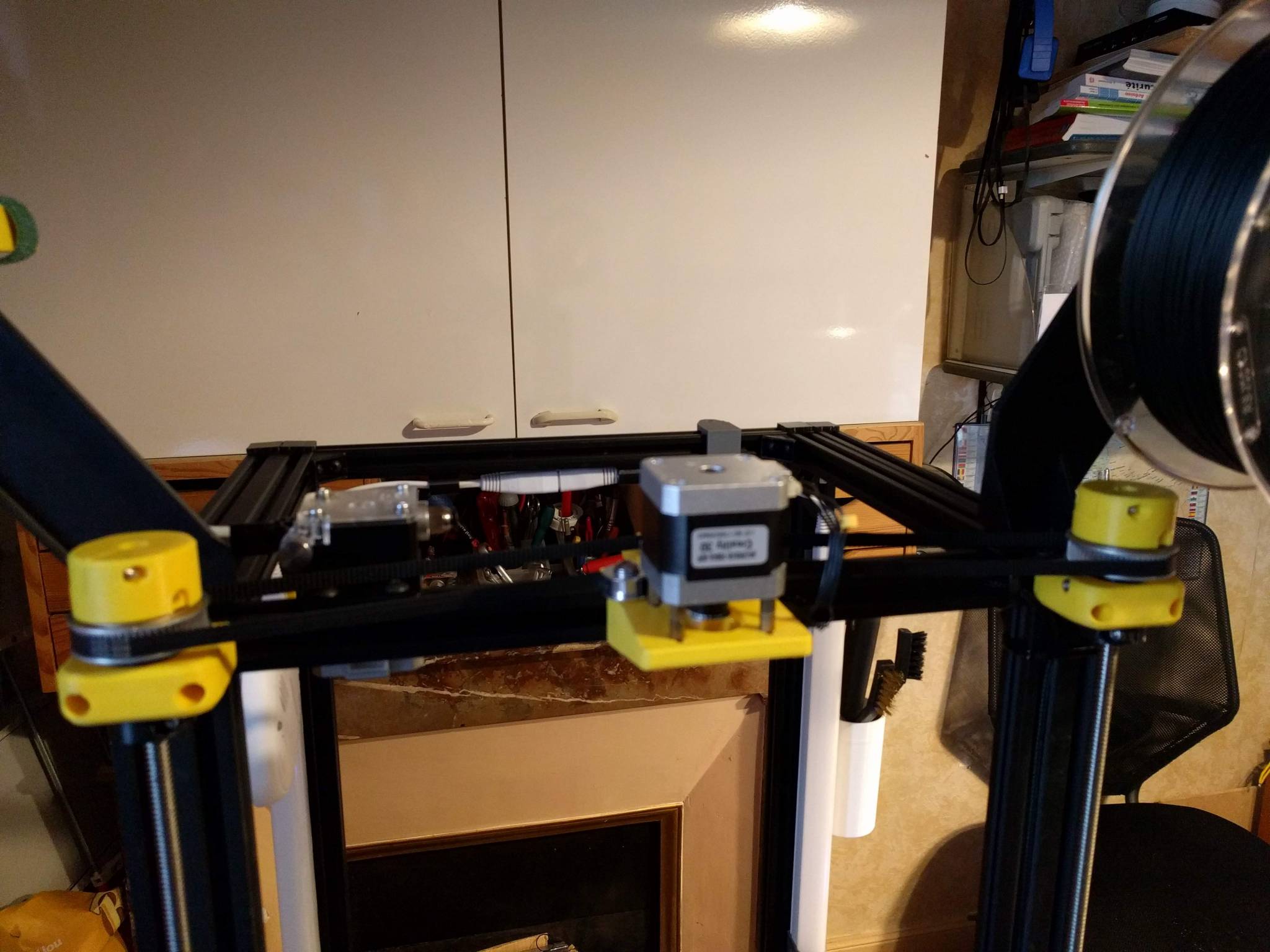
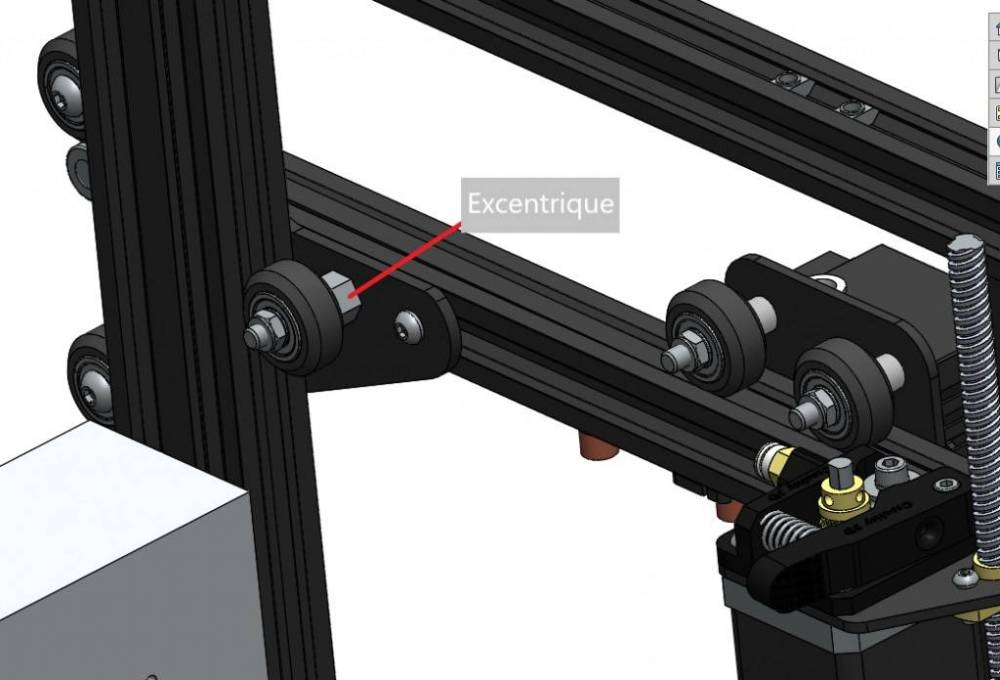
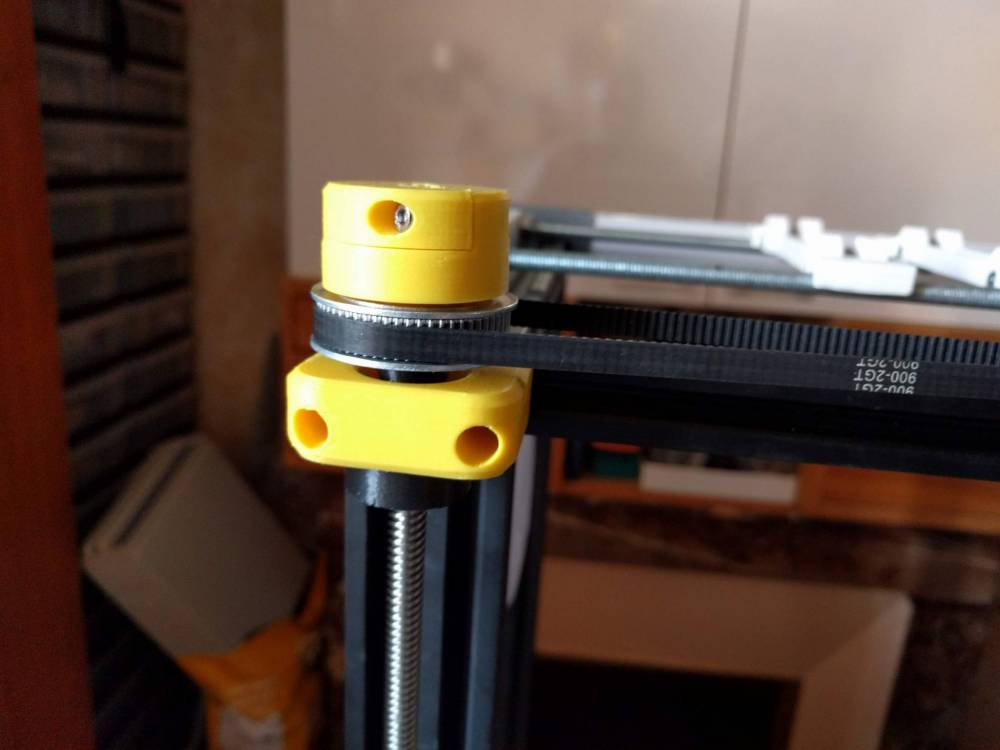
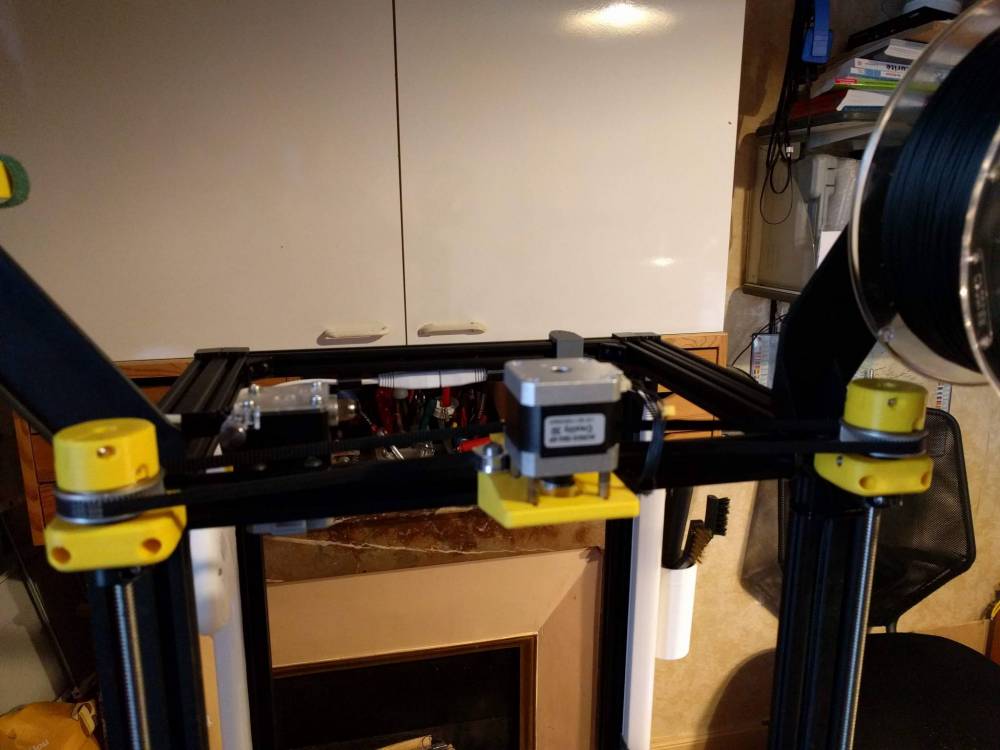
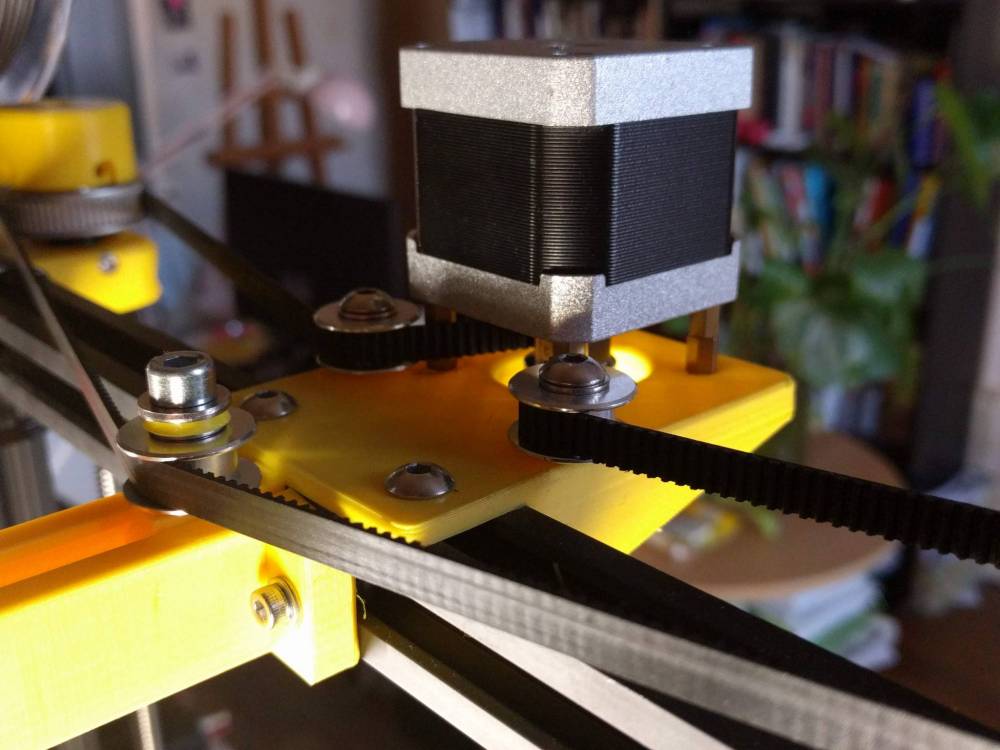
L'alcool «pharmaceutique» contient un peu d'acétone . Si tu regardes bien le dessin, l'excentrique est en bas du tripode. Il n'y a pas d'autres moyens de régler la tenue de la tête que celui de l'excentrique. La tête elle-même (le radiateur) est maintenue sur le tripode métallique par deux vis qui éventuellement pourraient se desserrer. Au vu de ta vidéo, c'est l'ensemble de la tête qui bouge or si le réglage est effectué normalement ça ne bouge pas. Revérifie tes serrages. Tu serais le premier (et j'en ai vu passé quelques uns ) à avoir une plaque métallique non plane. Oui: Il y en a aussi pour l'axe Y Le décalage d'un côté du portique (axe Z) est connu sur ces machines. C'est la principale raison pour laquelle on synchronise les deux tiges filetées via une courroie. Exemple sur mon antique CR10:

 1 point
1 point -
Thingiverse quand il fonctionne est ton ami . Sur un boitier, j'avais utilisé : XT60_connector_panel_mount.zip1 point
-
Tu présumes fort bien ! Carte à changer illico pour une réputée fiable !!1 point
-
As-tu essayé d'ajouter une bordure (brim) autour de ta pièce? Du gauchissement, j'en ai très rarement même sur des pièces très grandes (jusqu'à 30 centimètres), je n'utilise pas de caisson. Par contre pour retirer la pièce du verre Creality, obligation d'attendre que la température descende sous les 25-30° Mes paramètres pour du PLA (Ingeo 3D850/870 principalement) : - Première couche: 20mm/s, plateau à 65°, pas de ventilation sur le filament, plateau très correctement nivelé, nettoyage à l'alcool isopropylique de temps en temps, température filament 210° - Couches suivantes: 70-80mm/s, plateau 60°, ventilation progressive jusqu'à cinquième couche (100%), température filament 205°. Certains filaments se rétractent plus que d'autres en refroidissant, le PLA normalement se rétracte peu contrairement à de l'ABS.1 point
-
il faut tu regle ce probleme rapidement, tu a du te louper quelques part dans le montage, il est evident qu'avec un jeu comme ca tu ne peux pas imprimer décemment !!! edit : ta tete ne doit avoir aucun jeu et se deplacer librement sur le profilé sans forcer (faire des test sans la courroie)1 point
-
mise a jour et sculpte du visage
 1 point
1 point -
je viens de l'installer et c'est pas mal car on peut configurer les couleurs et bien plus facile que stylish, je vais farfouiller dans les paramètres pour le mettre à mon goût.1 point
-
petite info sur les masques anti gouttelettes http://www.spiderbot.eu/covid-19-ecran-facial-imprime-sterilisable/1 point
-
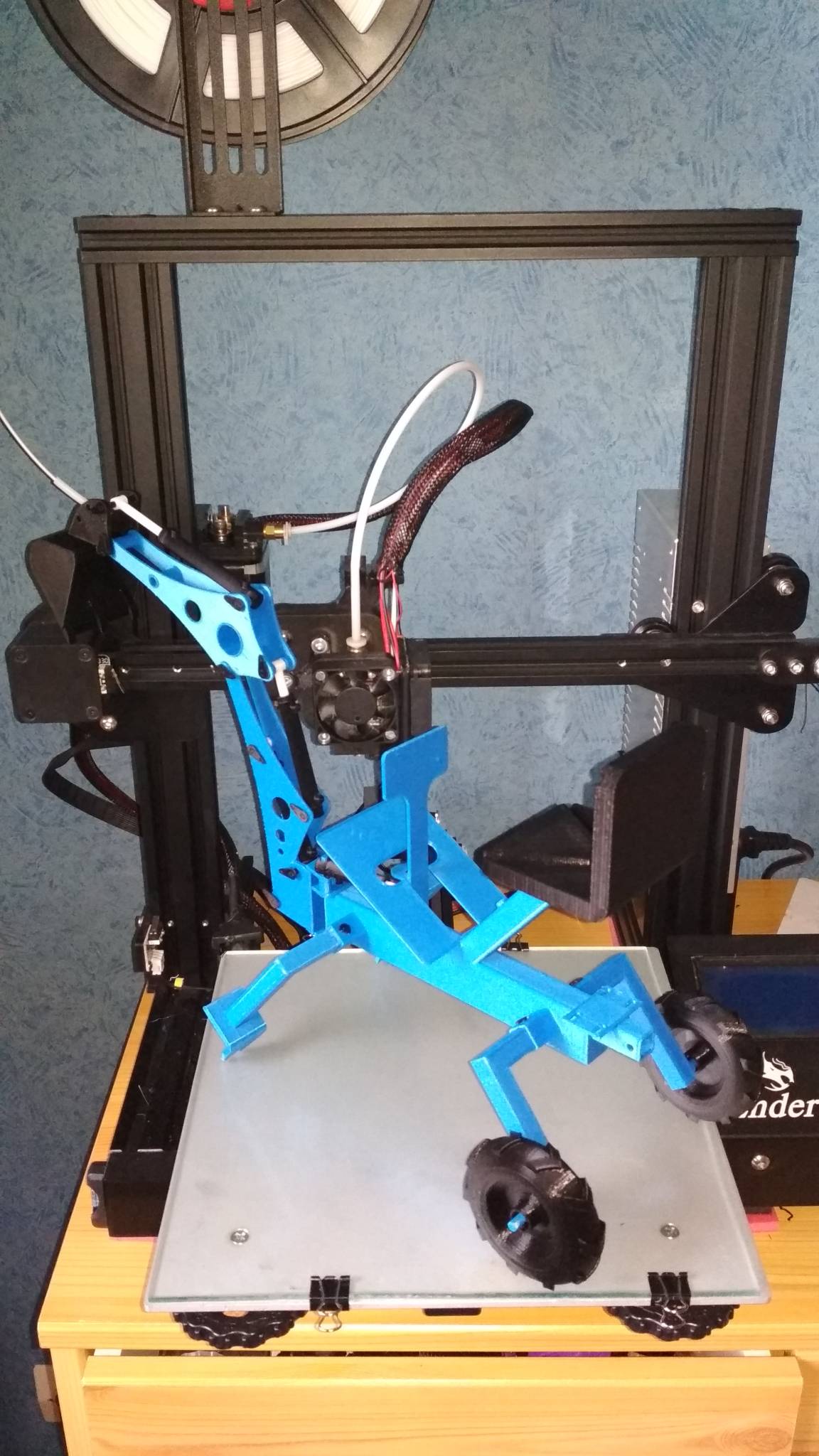
Salut, Modèle réduit d'une petite "mini pelle"... Reste le moteur et les commandes. Vidéo du mouvement :


 1 point
1 point -
Bonsoir. Je ne sais pas si cela peux t'aider ni si c'est compatible avec ton imprimante mais sur mon imprimante, j'ai mis un touch-mi et j'en suis très content. Voici le lien : https://www.hotends.fr/fr/home/64-capteur-auto-leveling-touch-mi.html Je précise que je ne suis pas affilié, ... C'est juste que c'est un bon produit. Bon courage à toi.1 point
-
Ah oui, on ne parle pas du même masque. Je parle d'un masque anti-gouttelettes en sus du masque de chirurgien ou ffp2 (cf photo). J'ai tenté le cooper mais galère à thermoformer, laisse passer encore trop d'air sur le haut (oui pas compatible avec la barbe). Pour les filtres, tu trouveras de très bonnes infos ici: https://t.co/uMBer96lhB?amp=1
 1 point
1 point -
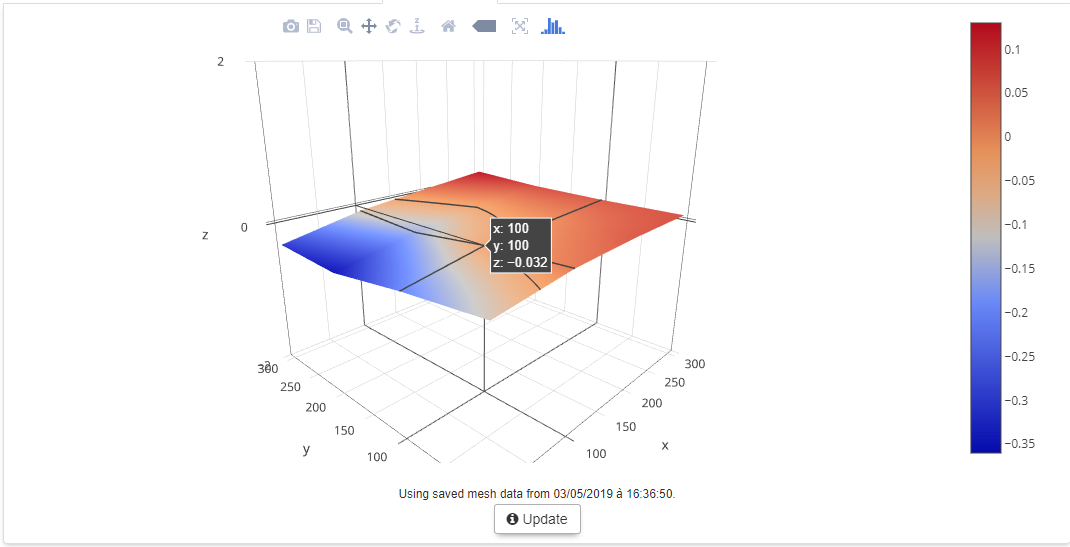
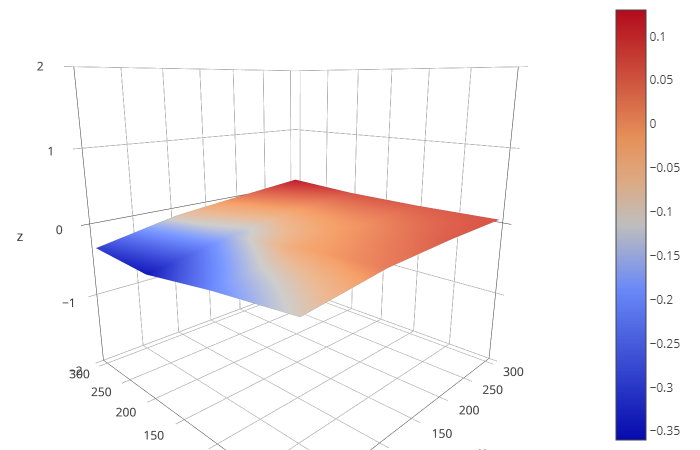
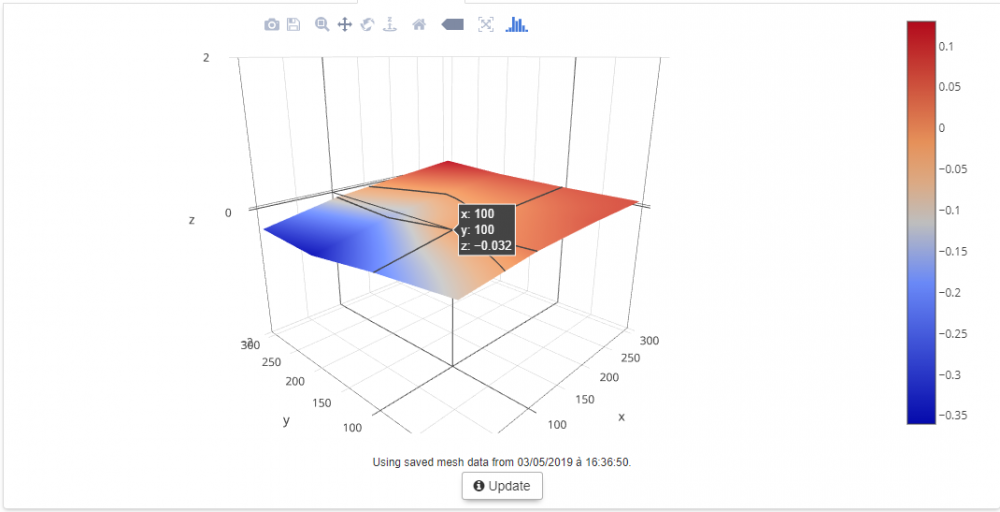
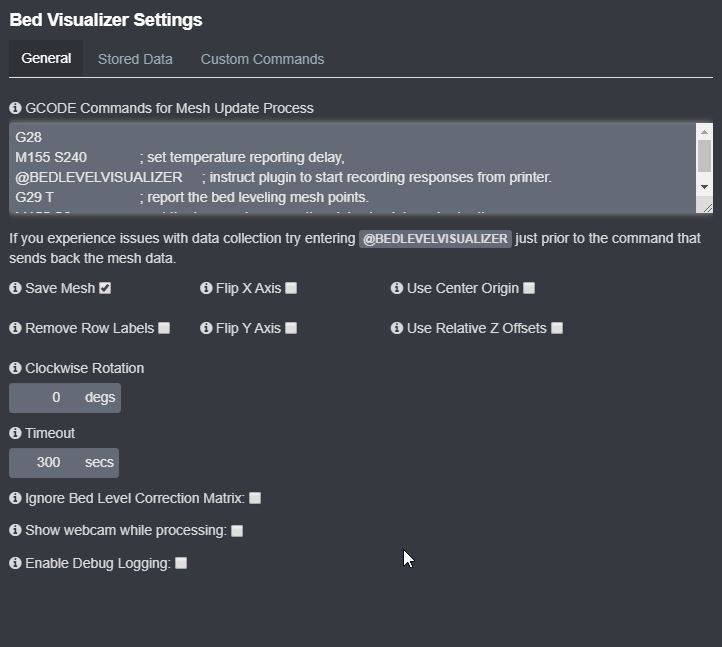
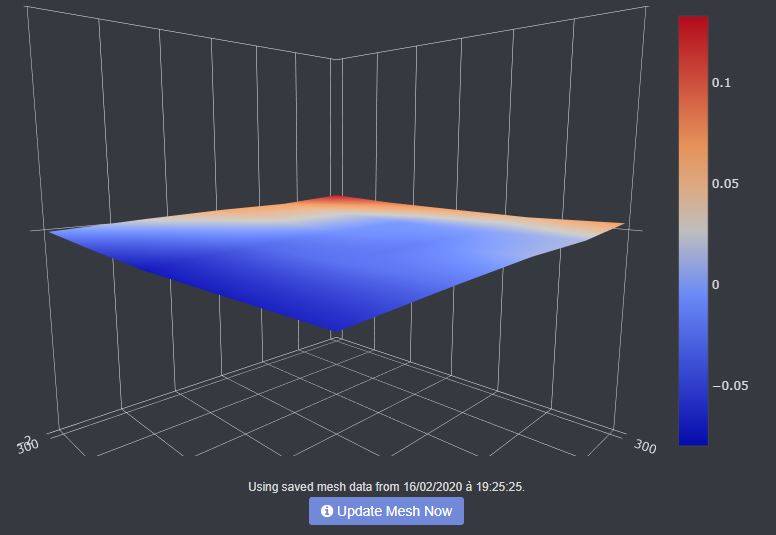
S1 active S0 désactive . Sur ma CR10V2, je ne fais que rarement un G29. Une fois le maillage enregistré (après un G29), dans mon gcode démarrage avec Cura, après le G28, j'ai uniquement M420 S1 pour récupérer et activer le maillage. Si tu n'as touché à rien, c'est logique. Par contre la date devrait être celle du jour où tu as refait le nivelage via «Update Mesh Now». Le gcode rentré lors du paramétrage du plugin est bon ? Le mien :
 1 point
1 point -
C'est pour ça que j'utilise un clinquant d'acier le plus fin possible, comme ça je néglige son épaisseur. De toutes façons, dès qu'il "pince" un peu j'ai déjà bouffé deux ou trois centièmes, valeur à laquelle il convient d'appliquer un coefficient modificateur égal à : Racine carrée de l'âge du capitaine multipliée par la vitesse du vent. Méééénéon @jmguillaume on ne se moque pas, on RELATIVISE Oui, prenez soin de vous (et évitez les embrassades)1 point
-
J'ai des potes menuisiers dans mon fablab >>>> qui trouvent que pour jeter les bases d'un meuble y'a pas mieux, et qu'il y a des plugins incroyables (scie à onglet, assemblages, tenons-mortaises toussa toussa)1 point
-
C'est la rançon d'un nombre limité de fonctions, il faut parfois faire deux ou trois fois plus de manipulations simples pour arriver au même résultat qu'un logiciel plus évolué. Mais cette logique me va bien et c'est pour ça que je suis toujours sur Sketchup. Et franchement, pour faire des pièces simples pour imprimer, ça reste un super outil.1 point
-
Je confirme, j'ai la Evolution Rage 3-S300 (onglet), ça coupe à peu près n'importe quoi qui sort de GSB grâce à cette lame multimatériaux, mais aussi grâce à une vitesse plus faible. Moins bon pour faire du bois uniquement, notamment du mélaminé sans éclat, où je repasse sur la circulaire qui tourne plus vite, avec guide et surtout une lame plus adaptée. Par contre taper dans de la palette sans chercher les clous, aucun problème, ça fera juste une étincelle au passage. J'ai déjà coupé des vis inox de terrasse (5x80 de mémoire) dans le sens de la longueur en coupant des poteaux de récup en mélèze de 80x80. Pour la coupe de profilés acier, lunettes obligatoires évidemment, mais aussi le casque n'est pas un luxe, les copeaux d'acier bleui, ça pique les cheveux. Super tes posts, continue comme ça !1 point
-
Hey super Chikungunya merci beaucoup c’est tout a fait ça bon courage également1 point
-
ils ont intégré la prise ne charge du stick 3Dconnexion ! Depuis au moins 2 ans, je relance les dev de simply3D pour qu'il l’intègre... et toujours rien. Franchement, même si je trouve simplify3D meilleurs dans les supports, ils ont vraiment du souci à se faire.1 point
-
Pareil j'en ai 1 de rechange dnas le kit officiel1 point
-
@anthonylal Dans le BLTouch que j'avais reçu (provenant de Creality), il y avait un palpeur de rechange . Vérifie si tu as gardé les emballages qu'il n'y est pas.1 point
-
Tu fais bien ce que tu veux, mais perso c'est pas l'idée que je me fais du partage1 point
-
Bonjour une alternative est la RS CNC qui est en open source1 point
-
Salut ! Je mets ici une vidéo intéressante de CHEP qui a fait des tests pour éliminer le stringing ou cheveux d'anges en se concentrant essentiellement sur le PTFE, vu qu'il avait partagé un profil qui fonctionnait bien chez lui au niveau longueur et vitesse de rétraction, mais certains de ses aficionados se plaignaient de présence de stringing. Je vous résume un peu la vidéo: Il a trouvé une bécane qui produisait ce stringing et dont la longueur du PTFE était que de 320 mm Il a d'abord pensé que la longueur du tube PTFE en était la cause. Il a alors acheté un nouveau tube de 460 mm et fait des graduations de 20 mm pour pouvoir le couper et faire des tests d'impression à chaque fois avec 20 mm de PTFE en moins pour voir ce que ça donne niveau stringing et la longueur idéale. Je vous laisse regarder la vidéo c'est plus parlant Donc encore une fois, ce n'est pas la taille qui compte Mais le PTFE à force d'impression perd de son pouvoir "auto lubrifiant", surtout là où il est chauffé, près de la buse. Le remplacement par un nouveau PTFE règle ce soucis de glisse du filament et par voie de conséquence le stringing. Certains mettent une petite éponge avec de l'huile minérale dessus et font passer le filament dedans, mais bon.... tout ça fini par se retrouver dans la buse donc moyen à long terme....ou alors pour imprimer des frites qui ont l'odeur de la friture ^^ lol J'espère que cette vidéo vous aidera à en finir avec le stringing Bon print1 point
-
Sorry, i don't speak french. But it appears that this printer is quite popular among my french friends across the pond. I've compiled and modified the stock Longer LK4 Pro/Alfawise U30 Pro Marlin firmware to be compatible with BLtouch V3.1 (newest revision). Simply use the mount linked in the post, compile, and upload to your machine! NOTE: All probe offsets hard coded in the firmware were measured with that mount. If you use a different mount your offset settings will likely change! Always measure if you are unsure! You will then need to set your M851 Z offset in Arduino Serial monitor (See Page 5 of this PDF: https://locxess.de/3d/BLTouch_Anleitung_englisch.pdf). Make sure to do an M500 to save all settings including G29 if you'd like to use M420 S1 in your start GCode. I've cut out most of the settings for the U20 Pro to save some on board storage space. 5 X 5 grid is default but can be changed if you want higher resolution. That's the beauty of Marlin! Download (Original post): https://www.reddit.com/r/Longer3d/comments/f1t0b1/lk4_pro_alfawise_u30_pro_bltouch_enabled_marlin/ I hope this helps some of you to streamline your BLTouch installation and WOW what an upgrade to print quality!!!! If you haven't calibrated your extruder steps for this machine you really should as well. This in combination with the BLTouch will give you AMAZING prints. Good luck and HAPPY PRINTING!!1 point
-
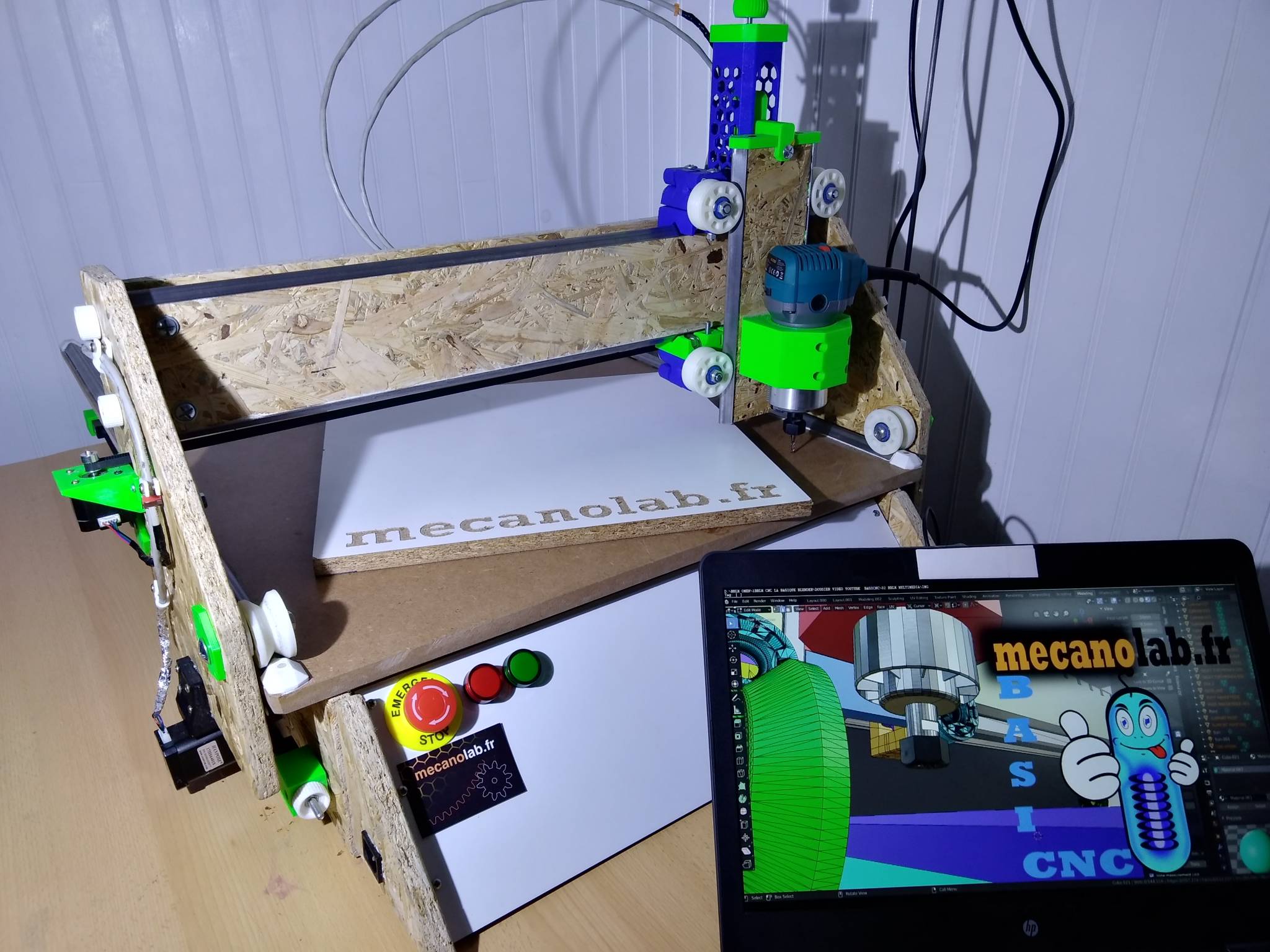
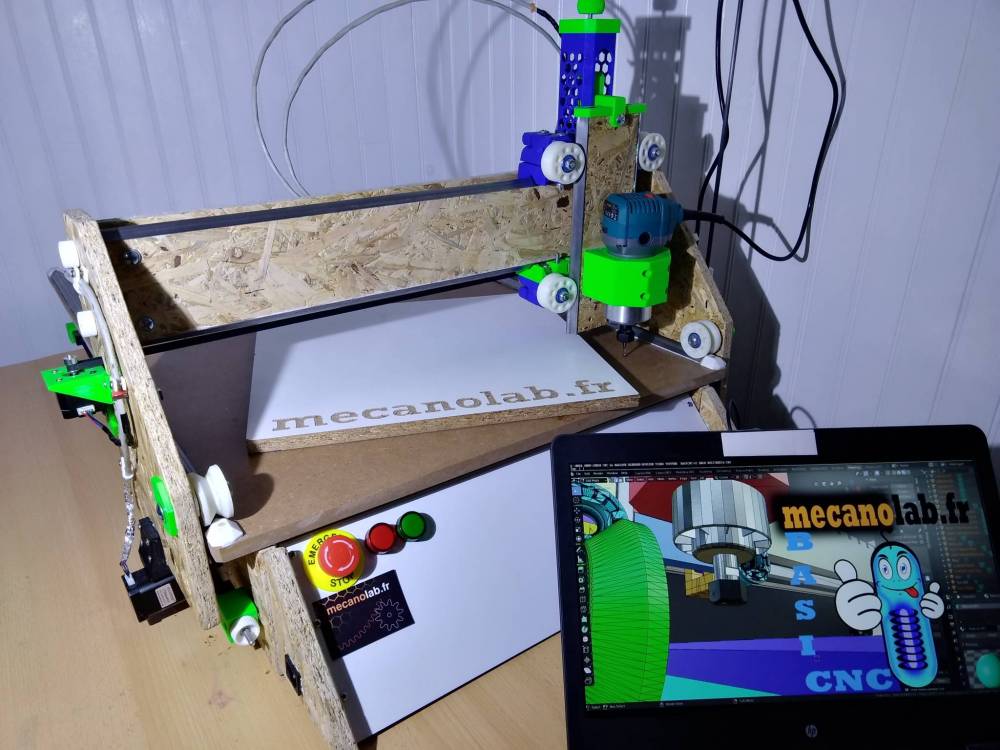
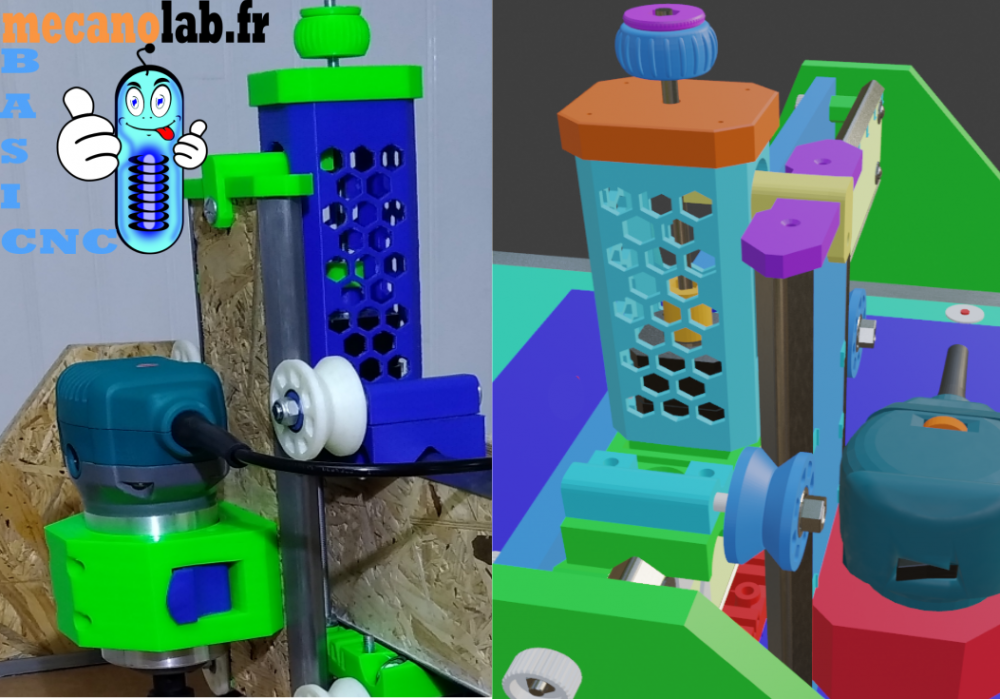
Projets BASICNC by MECANOLAB.FR fabrication DIY d'une fraiseuse 3 axes 700 X500 Z70 moteur NEMA 17,GRBL contrôleurTB6600 et A4988 Cette machine est réalisée avec avec une imprimante 3D et des planches d’OSB. Piloter aves pc ports usb arduino carte CNC Shield + Carte arduino nano et A4988. Soutenez ma chaîne (j’aime et s’abonner) merci. Prochaine vidéo : la suite de la BASICNC car actuellement version bêta!!!!


 0 points
0 points -
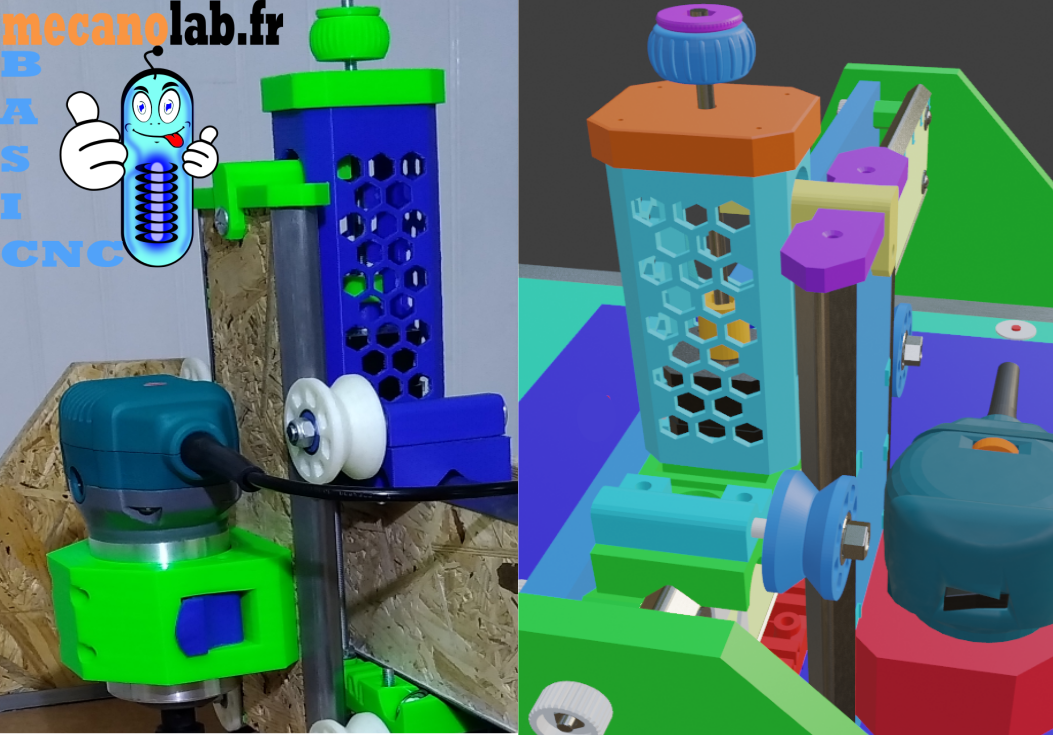
Salut PAFPAF actuellement le projet est en Version bêta j'ai effectué tous les tests nécessaires précision en écriture que tu peux voir sur mon compte Instagram après je vais effectuer des tests d'usinage. Car je veux que si vous vous lancez dans ce projet vous soyez informé des possibilités exactes de la machine. C'est un micro projet qui me prend énormément de temps. Pour les fichiers STL une fois les tests effectués je diffuserai les fichiers sur un site de bibliothèque STL en version payante et dans le même temps j'enverrai à tous les abonnés la totalité des fichiers pour réaliser la machine complète de façon totalement gratuite sur simple demande par mail. Par contre ce projet est réalisé sur mes temps de loisirs donc ne soyez pas pressé . Merci de l'intérêt que tu portes au projet. plus d'info sur INSTAGRAM:https://www.instagram.com/franckmecanolab Franck MECANOLAB0 points



.png.04489cc26c7425cfccb865bb39bf21a0.png)
.png.c929f0816cdab9894c000339a4e7ac76.png)
.png.e6f0927df1ff5b399fcf82f593fa0900.png)
.png.5ed0e5864ca7fee4502e31678aacc8e0.png)