Classement




Contenu populaire
Contenu avec la plus haute réputation dans 26/07/2020 Dans tous les contenus
-
Salut les gens ! Cela va peut être donner faim à tout les gourmands... mais tampis. Je suis un grand gourmand et j'ai récemment été informé de la commercialisation d'une imprimante 3D Alimentaire pour le Grand Public : Bon... ok... l'impression 3D dans l'alimentation n'est pas nouveau... et de plus en plus fait parler aux infos : Quoi un laboratoire à imprimer un pavé de saumon avec une imprimante 3D ?! Dans le cas présent... les développeurs WiibooxSweetin, développeurs de l'application (alimentaire) du même nom, se lancent dans l'impression 3D avec une imprimante 3D alimentaire : La WiibooxSweetin 3D Chocolate Printer https://3daddict.fr/collections/imprimante-3d-alimentaire/products/imprimante-3d-alimentaire Tout comme les "Robots Ménagers", les "Cookéo" et autres appareils ménagers, il se pourrait bien que l'on voit ce type d'imprimante débarqué dans nos cuisines. Combien coûte-t-elle ? 2300€ TTC ! Vous me direz : C'est chère ! Et je vous répondrais : Pas tant que cela ! Les premiers robots ménagers à leur sorti en commercialisation était vendu plus de 10 000€... et ils ont trouvé leur clientèle (fortuné). Donc nul doute... que quelques clients fortunés achèteront cette nouvelle imprimante pour quelle trône dans leur cuisine. Et là... vous vous dites : Eh... 2300€ pour imprimer du chocolat, c'est bien trop chère ! Oui... et non... car les développeurs de cette imprimante sont des spécialistes de l'alimentation, et cette imprimante peut imprimer autre chose que du chocolat ! Je les cites : Et encore... je parie que ce n'est que le début. Pourquoi je vous parle de cette imprimante ? 1. J'ai du temps à perdre... donc autant mêler l'utile à l'agréable. 2. Quelques récents nouveaux membres du forum ont posés des questions sur la possibilité d'imprimer du plastique alimentataire, car ils étaient "pâtissier" ou "Boulanger" ou "Chocolatier". Alors... désormais... ils ont leur imprimante. Et pour rappel... ce n'est que la 2e Imprimante 3D Alimentaire "Grand Public", la 1ère était la XYZPrinting Food qui n'est malheureusement plus commercialisé. Voilà... j'ai fini ! Si cela vous a donné faim... allez croquer un carré de chocolat... moi, c'est la tablette entière qui risque fort d'y passer...
 2 points
2 points -
il ne me reste plus que 3 pièces à coller sur la cabine, les "vitres" mais je vais les peindre avant (dommage j'ai pas de filament transparents pour les imprimer) je le trouve un peu trop petit par rapport aux autres mais j'étais au max de l'imprimante sans être obliger de redécouper certaines pièces Les tourelles tourne bien après quelques modifs (j'ai raccourci les canons et limer le dessous du fuselage) la j'ai rajoutée manuellement des canons (il n'y à que les ronds dans le fichier d'origine) vieillissement du drapeau (trop plat et neuf à mon goût) Reste plus que la peinture







 2 points
2 points -
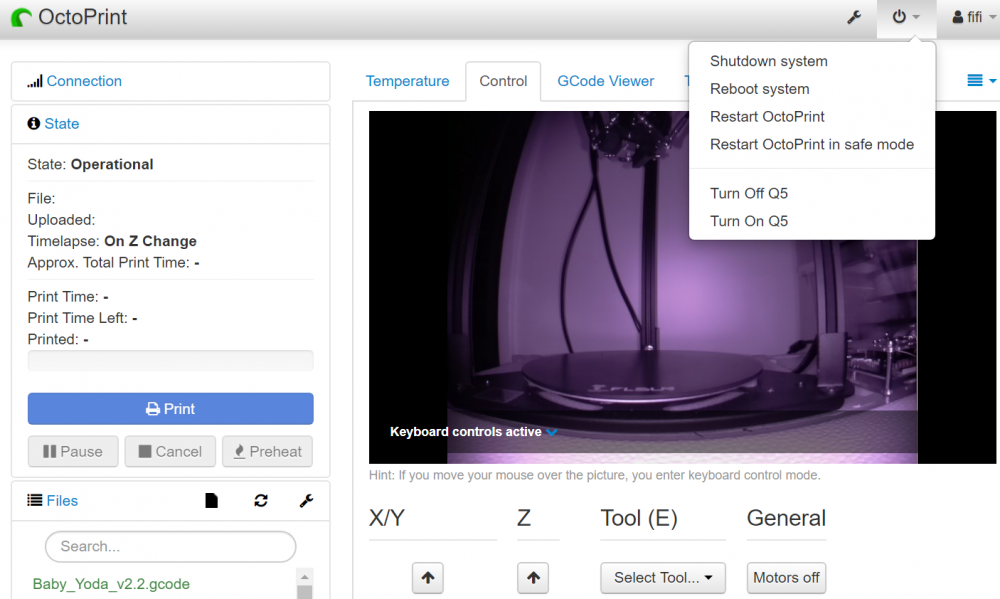
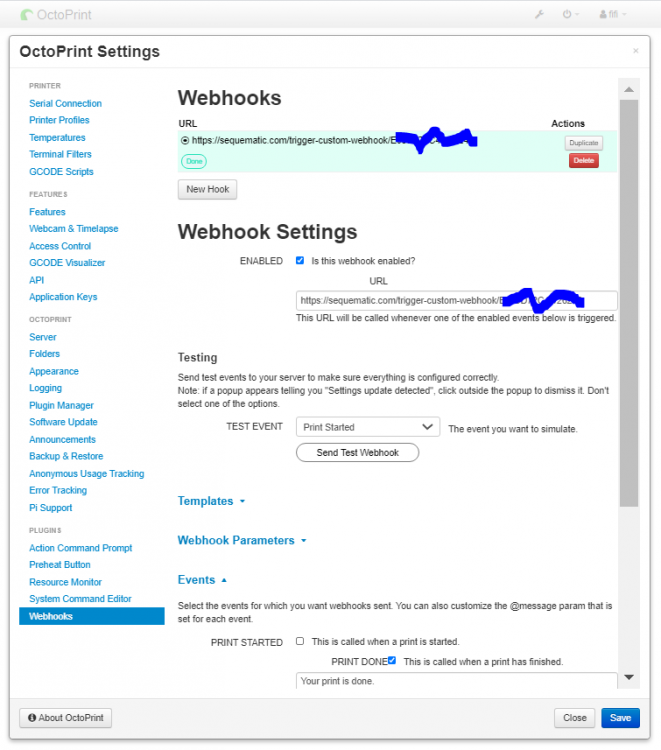
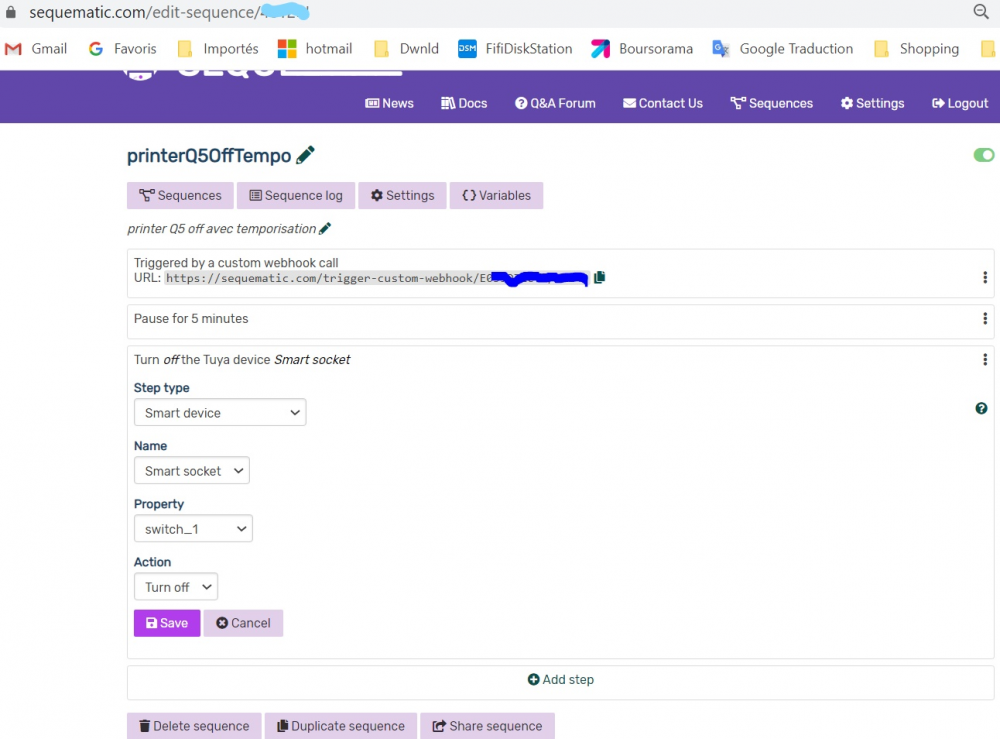
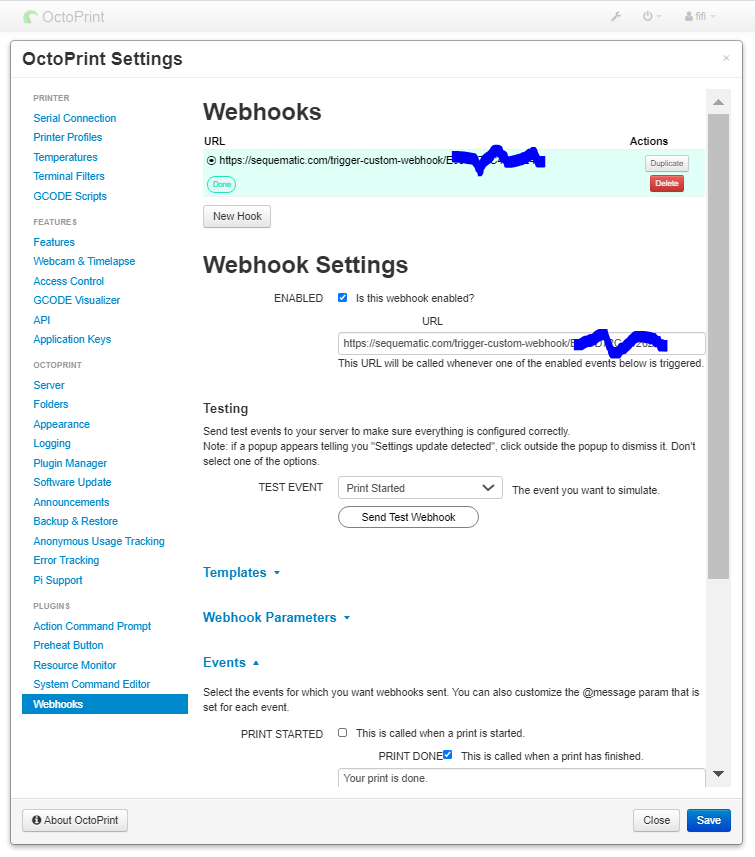
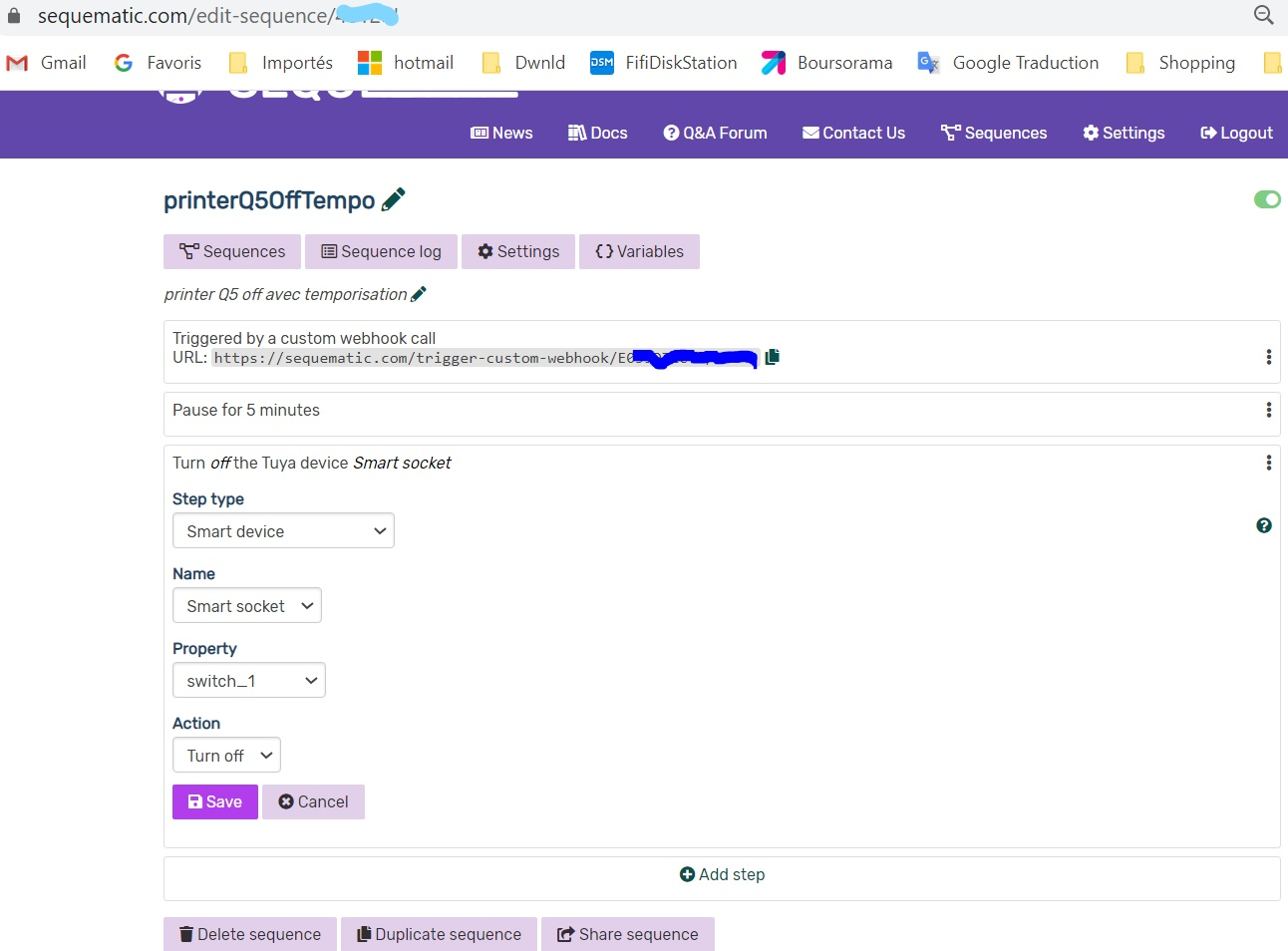
Bonjour, Je crée un nouveau tuto car je n'ai pas réussi avec les autres méthodes. J’ai réussi à piloter l’extinction (l’allumage aussi !) de mon imprimante grâce à Octopi et une prise connectée compatible Tuya smart Life, avec le service SEQUEmatic. Mais c'est pas tout, cela permet aussi de piloter l'allumage extinction depuis un raccourci internet, depuis son téléphone (ios ou android) ou n'importe quel appareil avec un navigateur internet. Normalement il est possible de piloter ce type de prise dans Octopi avec le plugin tuya smartplug mais c’est assez difficile de récupérer la "key" nécessaire ; et même avec cette key (trouvée grâce à un vieux téléphone android) cela ne marche pas pour moi, avec ou sans option de protocole v3.3. Mais j’ai trouvé un moyen simple (pas besoin de la fameuse KEY) qui fonctionne bien : avec le service gratuit SEQUEmatic qui est gratuit et intégré avec Tuya Smart Life (support très réactif et sympathique !). Tout d’abord j’ai installé Octopi sur un Raspberry pour piloter en wifi (voir à distance) mon imprimante 3D (FLSUN Q5). Ensuite j’ai acheté une prise connectée compatible tuya smart life : Teckin SP21 16A (https://www.amazon.fr/dp/B07LGP3QL2/ref=cm_sw_em_r_mt_dp_U_dSIfFbCEJNSQP) Edit : je viens d’en voir une à 7€ chez ACTION, LSC compatible tuya ! J’en ai pris une pour controler aussi le raspberry/octopi mais pas encore testé. J’aurai pu prendre une prise TPLink car il y a un plugin Octopi dédié qui fonctionne assez simplement, mais j’ai eu une mauvaise expérience avec d’autres équipements TPLink et au moment de l’achat les prises TPLink disponibles étaient beaucoup plus chères et plus encombrantes. La prise Teckin SP21 est assez compacte, mais sur une multiprise vous devrez faire attention à la taille des prises contiguës sinon ça ne rentre pas ! Elle fait 16A et fonctionne en wifi 2.4g uniquement. Elle est très « serrée » dans les prises de terre, il faut y aller doucement quand on veut la retirer (j’ai cassé le connecteur de la terre d’une multiprise en la retirant). Pour commencer il faut configurer correctement la prise dans tuya smart life. Perso j’ai mon compte sur USA (+1) car j'ai une ampoule Tuya qui ne fonctionnait que comme ça avec google home. Une fois la prise fonctionnelle sur Tuya Smart Life, il faut se créer un compte SEQUEmatic. (J’avais trouvé des infos sur les liens suivants :https://www.fanjoe.be/?p=3976 https://sequematic.com/blog/2020/06/18/tuya-smart-life-integration/?utm_source=twitter&utm_medium=post&utm_campaign=tuya-announcement) Création des Webhooks sur SEQUEmatic.com: - Se connecter à son compte sequematic.com - Dans les settings, linked services, lier Tuya Smart Life service et autoriser la connexion. (si le compte tuya est sur les usa comme moi, choisir +1 comme indicatif téléphone, même si on se connecte avec une adresse mail). Quand le service est bien connecté, il apparait alors avec la date de dernier « refresh », les choix refresh now et unlink account maintenant disponibles. Sur Sequences, faire new sequence avec un nom une description : - Par exemple MonImprimante3DOn (avec une description optionnelle). - Puis add step; le 1er step est le trigger/déclencheur. Prendre le type "custom webhook" schema 1 et les paramètres à « none » (certainement possible de faire une seule séquence avec un paramètre on/off, ou renforcer la sécurité en utilisant un paramètre comme mot de passe, à essayer plus tard). - Faire « Save » du step et cela génère un webhook du type https://sequematic.com/trigger-custom-webhook/xxxxxxxxxx/yyyyy ( notez-le bien pour octopi plus tard). - A nouveau add step dans la même séquence, choisir le type « smart device », on peut alors voir les objets configurés sur le compte tuya. Choisir le nom donné à la prise dans le compte Tuya, laisser property sur switch 1, mettre action "turn on". - pour tester le webhook, copiez dans la barre d'adresse d'un navigateur. Je vous conseille même de l'enregistrer en favori, il pourra être utilisé depuis n'importe quel appareil avec un accès internet! Faire pareil avec une nouvelle séquence pour l'extinction par exemple MonImprimante3DOff, avec l'action à "turn off", Et enfin la dupliquer (MonImprinmante3DoffTempo) mais ajouter un « step » avant l'action d'extinction avec un pause (3 minutes ? ou 5 minutes ?) pour laisser le temps au heatbreak de refroidir avec la ventilation. Ensuite dans octopi installer le plugin WebHooks https://plugins.octoprint.org/plugins/webhooks/ pour lancer le webhook d'extinction à la fin d'une impression. Et aussi le plugin system command editor https://plugins.octoprint.org/plugins/systemcommandeditor/ pour avoir les commandes imprimante on/off dans le menu octopi en plus des commandes shutdown, reboot etc... Il faut redémarrer Octopi après l’installation des plugin. Configuration des commandes turn on printer & turn off printer: Dans Octopi, settings, System command editor, clic droit sur le rectangle vert pour créer une commande. Attention l'enregistrement des commandes est un peu capricieux, j'ai du m'y reprendre à 3 fois et cela duplique les commandes quand j’édite! - Nom et action, par exemple : Turn On Printer. - command : curl -X POST https://sequematic.com/trigger-custom-webhook/xxxxxxxxxxxx/yyyyy (utiliser le webhook créé sur SEQUEmatic pour l'allumage) ajouter ou non un message de confirmation (je recommande de le faire); puis "confirm"et "save". Maintenant la commande est disponible sous Octopi dans le menu sous l'icône power. Faire pareil pour créer une 2eme commande « turn off » printer avec le webhook d'extinction de SEQUEmatic (celui sans temporisation). Vous avez maintenant 2 commandes supplémentaires dans Octopi pour allumer et éteindre la prise connectée sur laquelle vous devez brancher votre imprimante. Configuration de l'arrêt automatique temporisé en fin d’impression : Dans Octopi, allez sur settings, puis webhooks. - supprimez le webhook existant par défaut (j'ai galéré en 1er en l'éditant mais il restait actif pour tous les "events" et pas seulement la fin d’impression). - new webhook. - coller l'url du webhook d'arrêt avec temporisation de SEQuematic; cocher enable webhook - laissez les paramètres par défaut sauf pour "events" ou il ne faut laissez cocher que "print done" pour que l’action ne se déclenche qu’à la fin d’une impression ; - puis save ( la partie testing permet de simuler un événement pour tester, mais autant faire une petite impression!). Le webhook doit apparaître dans la liste avec seulement le trigger « done » en vert. Voila, je crois qu’il faut redémarrer Octopi mais je n’en suis pas certain, faites-le ça ne mange pas de pain. Cela fonctionne très bien, tellement bien qu’il faut penser à désactiver le webhook dans octopi si on veut faire plusieurs impressions à la suite, sinon l’imprimante se coupe après 5 minutes en plein milieu de la deuxième impression !

 1 point
1 point -
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
Bonjour à tous, Utilisateur du logiciel Octoprint et certaines extensions pour sa facilité d’utilisation et pour ses nombreuses possibilités à gérer son imprimante, vous trouverez dans ce post, les extensions que j’ai traduites en Fr(*) et que j’ai ajoutées à mon Octoprint. OctoPrint-PSUControl (mis à jour le 26/07/2021) OctoPrint-PSUControl-master_V1.0.6_FR.zip OctoPrint-NavbarTemp (mis à jour le 20/08/2022) OctoPrint-NavbarTemp-devel_V0.15_FR.zip OctoPrint-PrintTimeGenius (mis à jour le 23/07/2023) OctoPrint-PrintTimeGenius-master_V2.3.1_FR.zip Octoprint-Display-ETA (mis à jour le 28/04/2022) Octoprint-Display-ETA-master_V2.2.0_FR.zip LayerDisplay layerdisplay-master_V0.4.3_FR.zip OctoPrint-DetailedProgress (mis à jour le 27/10/2020) OctoPrint-DetailedProgress-master_V0.2.6_FR.zip Octoprint-Filament-Reloaded (Ajouté le 10/01/2021) Octoprint-Filament-Reloaded-master_V1.3.4_FR.zip Pour les installer ou réinstaller sur une version anglaise (sans perdre les paramètres), voici un petit tuto : Télécharger l’extension dans le dossier de votre choix. Aller dans les "Paramètres" Aller dans "Gestionnaire des extensions" Cliquer sur "Obtenir plus" en haut à droite Faire descendre la fenêtre avec l’ascenseur de droite et cliquer sur "Parcourir..." en dessous "...à partir d'un fichier téléchargé" Et enfin cliquer sur "Installation" Pour finaliser, suivre les instructions d’Octoprint. Si de votre côté vous avez traduit des extensions, n’hésitez pas à les partager. Ce post vient en complément du post => OCTOPRINT Pack Fr (*Les traductions sont loin d'être parfaites, toutes les observations constructives sont les bienvenues pour améliorer la traduction.)1 point
-
Salut ! Pour donner suite à ce sujet : Je présenterai ici tout le déballage et les tests d'impression ici... et pourquoi pas les améliorations que je lui apporterai. J'ai eût beau chercher sur le forum la trace d'un test de cette imprimante... je n'ai pas trouver... donc voici mon déballage et test : _______________________________________________________________________________________________________________________ Creality Ender 5 Plus – L’imprimante 3D grand volume ! L'Ender 5 Plus est l'une des plus grandes imprimantes que j'ai pût acheter chez Creality. Elle a été conçu pour les personnes qui cherchent à imprimer de grandes impressions, sans trop se ruiner. Voici donc un déballage et quelques tests de cette Creality Ender 5 Plus et si cela vaut d’y investir son argent. Sachez que je vais reprendre des informations du fabricant. Pourquoi choisir le Creality Ender 5 Plus? L'Ender 5 Plus de Creality a été conçu pour les personnes souhaitant faire de gros tirages. Le principal argument de vente de l'imprimante est le grand volume de fabrication de 350 × 350 x 400 mm. Voilà pourquoi j’ai choisi cette imprimante. Elle me permettra d’imprimer aisément des pièces de 400mm de hauteur. Expédition et emballage de Creality Ender 5 Plus L'Ender 5 Plus est livré dans un énorme carton avec une mousse suffisante. Commandé auprès d’une boutique en Suède , expédié de leur entrepôt et livré en seulement 5 jours. La livraison a été rapide, compte tenu des ralentissements de la crise du Covid19. A noter que la boutique m’a envoyé le mail d’expédition du colis… quelques minutes après que j’ai reçu l’imprimante. Autre point à signaler : J’avais commandé la Ender 5 Plus avec fiche FR, et je reçois la fiche UK. Pas grave, dans mon bric à brac, j’ai la fiche nécessaire. Dans l'emballage, nous obtenons les accessoires Creality3D habituels : vis de montage, câble d'alimentation, buse de rechange et coupleur bowden, clips de gestion des câbles et lecteur de carte USB. Assemblage de l'Ender 5 Plus L'Ender 5 Plus est livré pré-assemblé et il faut environ 30 à 45 minutes pour la monter. A noter dans le cas présent, 2 femmes se sont mis à l'assembler et 45 minutes plus tard, elle était montée. Votre serviteur est arrivé après la bataille. Je suis donc arrivé après que le cadre de l'imprimante soit monté. Lors de l'assemblage de l'imprimante, il est important de s'assurer que la tête d'extrusion soit correctement monté pour ne pas avoir de problème lors des tests d'impression. Elles ont suivi les tutos ici et là sur youtube et avec une équerre, elles ont vérifier que tout les angles étaient bien carré. L'Ender 5 Plus utilise des renforts d'angle en plastique pour équarrir le cadre supérieur et inférieur. Bien que cela semble bien pour l'instant, je pense à ajouter des supports d'angle en aluminium à l'avenir pour améliorer encore plus la rigidité du cadre. A noté que la Ender 5 Pro est livré avec des renforts d'angle en aluminium, je ne comprends pas pourquoi Creality a choisi d'utiliser ceux en plastique sur la Ender 5 Plus. Une fois l'assemblage terminé, tout ce que je peux dire, c'est que la Ender 5 Plus est ÉNORME ! Assurez-vous d'avoir suffisamment d'espace pour cela, car vous avez besoin d'environ 1 mètre cube pour l'adapter à votre espace de travail. Par rapport à mon ancienne CR-10 qui avait un volume d'impression de 300x300x400, l'Ender 5 Plus est principalement plus grande en largeur. L'avantage est que sur l'Ender 5 Plus, vous disposez d'un volume plus important de 350x350x400 pour vos impressions avec la même taille globale. Point positif à la Ender 5 Plus : Elle est moins encombrante en Profondeur qu’une CR-10. Spécifications de la Creality Ender 5 Plus Caractéristiques Marque Creality Modèle Ender-5-Plus Méthode d’impression FDM Précision d’impression ± 0,1 mm Épaisseur de couche 0,1 – 0,4 mm Diamètre de buse 0,4 mm Précision de positionnement de l’axe XY 0,012 mm Précision de positionnement sur l’axe Z 0,001mm Nombre de buses 1 Température de la buse ≤260 ℃ Température du lit chaud ≤110 ℃ Logiciel de découpage utiliser pendant les tests Creality Slicer / Cura / Repetier-Host / Simplify3D Puissance de la Machine 500W Matériau d’impression utilisé lors des test PLA / ABS / Bois / PLA Cuivre Diamètre du filament compatible 1,75 mm Tension de sortie 24 V Type & Taille d’écran 2560 – 4,,3 pouces tactile Paramètres moteur Moteur pas à pas 42-40 - Moteur pas à pas 42-34, angle de pas 1,8 ° Drivers moteurs A4988 Dimensions montés de l’imprimante Profondeur 632 * Largeur 666 * Hauteur 619 mm Ender 5 Plus - Un Cadre Cubique Une fois assemblé, le Creality Ender 5 Plus est un gros cube. Il utilise des profilés en V-Slot 2040 pour les axes Y et Z. Pour l'axe X, Creality a choisi d'utiliser des profilés 2020. Pour être honnête, j'aurais aimé voir les mêmes profilés 2040 dans toute l'imprimante pour une rigidité accrue, mais après avoir assemblé l'imprimante, je pense que c'est assez bon. Le cadre est suffisamment rigide et vu que le lit ne bouge que sur l'axe Z, je ne peux pas me plaindre. Une rigidité supplémentaire est ajoutée des tiges linéaires Z qui sont montées avec des supports en aluminium. J'ai remarqué que sur mon imprimante, les vis Z et les tiges linéaires n'étaient pas du tout graissées, et elles auraient besoin d'un peu de lubrifiant pour un mouvement en douceur. Je ferais la lubrification après les premiers tests... je veut faire quelques test "Brut de Déballage". Dans les premiers modèles de test, j'ai pût constaté que ces tiges de guidage n'étaient pas du tout lubrifiées, entraînant un bruit de grincement et de grincement très désagréable. Ce que j'aime le plus sur le cadre Cube Ender 5, c'est la possibilité de loger facilement l'imprimante. Après avoir acheté des panneaux en plexiglas ou en verre, il sera alors facile d'imprimer de l'ABS ou d'autres matériaux à haute température sans aucun problème, ni la nécessité de fabriquer un caisson. Double axe Z Compte tenu de l'énorme lit utilisé par l'Ender 5 Plus, la configuration à deux axes utilisée est une évidence. Les moteurs pas à pas doubles Z entraînent le lit lourd de haut en bas avec facilité et précision. Après un graissage correct, les roulements fonctionnent bien et je ne trouve aucun problème avec le système de mouvement sur l'axe Z. Étant donné que l'Ender 5 Plus utilise quatre tiges d'axe Z, l'oscillation Z n'est pas présente. cela se traduit par des couches plus précises et moins d'artefacts sur la qualité du mur. J'aurais adoré voir des écrous anti-jeu ou une courroie de synchronisation pour garder les moteurs synchronisés. Mais cela peut être une mise à niveau facile et bon marché à faire à l'avenir. Le Hotend Creality habituel Au passage, vérification de sécurité, je vérifie que la buse, Heatbreak, etc... soient tous bien montés et serrés comme il faut. Pour Ender 5 Plus, Creality a choisi d'utiliser le même hotend comme dans ses autres imprimantes comme Ender 3 , Ender 5 ou CR 10. Pour les impressions régulières avec une buse de 0,4, ce hotend est assez bon. Mais si vous achetez une imprimante grand format, vous voudrez probablement utiliser des buses plus grandes pour des impressions plus rapides. Bien que vous puissiez toujours acheter des buses de 0,6 ou 0,8 pour le hotend Ender 5 Plus, vous serez limité par la capacité du bloc thermique à fondre efficacement le filament. Lorsque vous utilisez des buses plus grandes, un bloc thermique Volcano est préférable car il est capable de chauffer le filament plus efficacement et vous permet d'imprimer plus rapidement avec des buses plus grandes. Pour une meilleure fiabilité de la configuration de stock, je vous recommande d'installer le correctif L3D Hotend . Cela améliore le hotend en s'assurant que le joint du PTFE sur la buse est bon, et vous ne rencontrerez pas de bouchons. Si vous souhaitez imprimer des matériaux à plus haute température, le hotend Mellow tout métal sera un échange direct. Le Micro Swiss All-Metal Hotend est également une option de mise à niveau populaire. Extrudeur en plastique dans une configuration Bowden - Un sérieux Point Noir Je deviens de moins en moins fan des configurations bowden. Car il est plus difficile de régler correctement une configuration Bowden car l'extrudeuse déplace une longue pièce de filament dans un tube de 1 mètre de long. Cela se traduit par des valeurs de rétraction élevées, suintantes et dans l'ensemble, moins de précision lors de l'extrusion du filament. Une autre raison pour laquelle je préfère une configuration Direct Drive au lieu de Bowden est due à l'utilisation de raccords Bowden. Creality vend son imprimante avec des raccords de faible qualité qui se cassent souvent après quelques impressions. Le PTFE peut soit commencer à bouger dans le raccord, soit sortir complètement. J'ai eu plusieurs problèmes avec la configuration Bowden sur mon ancienne CR10, ainsi que sur la Geeetech A10 . Je mettrai probablement l'Ender 5 Plus en Direct Drive. C'est juste plus facile à calibrer et moins de problèmes dans l'ensemble. Si vous souhaitez conserver la configuration d'origine, mais que vous souhaitez un meilleur extrudeur, vous pouvez facilement passer à une extrudeuse métallique à double engrenage . Ou encore mieux, un BMG/Dual Drive. L'extrudeur en plastique, c'est un autre endroit où Creality a économisé des coûts avec cet extrudeur en plastique. Les nouvelles imprimantes de Creality sont livrées avec une extrudeuse en métal, ou mieux encore, avec un extenseur à double engrenage. Cette extrudeuse en plastique est tout simplement de mauvaise qualité. Une extrudeuse à double engrenage comme sur le Creality CR-10s PRO aurait résolu tous les problèmes et la qualité de l'imprimante prête à l'emploi serait bien meilleure. Lors de l'achat de l'Ender 5 Plus, je recommande de commander un extrudeur à double engrenage, même bon marché. Si vous voulez gagner du temps, une extrudeuse BMG peut encore améliorer la qualité de l'extrusion. Dans mon cas, j'ai trouvé que l'extrudeuse d'origine n'était pas de bonne qualité. Pour cette raison, les couches ne sont pas suffisamment cohérentes même après une calibration et réglage de l'extrudeur A noter : Après quelques tests que vous allez voir ci-dessous, l’extrudeur en plastique s’est fendu/fissuré au au niveau du levier. Du coup, l’extrudeur n’assure plus de pression sur le filament. Heureusement pour moi… j’ai 2 extrudeur alu et 1 extrudeur BMG… je n’ai plus qu’à les montés. Une Cartésienne au look d'une Core YX L'imprimante Ender 5 Plus n'est pas une imprimante Core XY. Alors que le mouvement ressemble à une machine Core XY, l'Ender 5 Plus utilise les mêmes mouvements cartésiens. Afin d'avoir une meilleure stabilité, Creality a choisi de déplacer le portique X sur le plan Y. Ce faisant, ils parviennent à minimiser le poids déplacé lors de l'impression et (en théorie) à produire de meilleures impressions. Le terme exact qui s'emploi ici est "Imprimante VCore". Carte 8 Bits avec Drivers A4988 - Le silence n'est pas son point fort L'Ender 5 Plus a été lancé à l'été 2019. Bien que cet aspect puisse être pardonné, l'utilisation de pilotes 4988 ruine une partie de l'attrait de l'imprimante. Ender 5 Plus utilise la carte Creality 2.2 qui pour en 2020 est obsolète. La plupart des imprimantes lancées en 2020 utilisent des pilotes TMC2208 ou mieux et certaines d'entre elles sont déjà mises à niveau vers 32 bits. Si vous utilisez l'imprimante dans une autre pièce, où le bruit n'est pas un problème, ce n'est pas un gros problème. Mais les avantages du nouveau firmware Marlin 2.0 ne peuvent pas être utilisés sur la Ender 5 Plus ici présente. La mémoire limitée disponible et les limitations causées par le processeur 8 bits peuvent limiter les capacités de l'imprimante. Un autre problème avec cette vieille carte est l'effet peau de saumon qu'elle laisse sur les imprimés. Ce n'est pas si grave, mais une carte et des pilotes plus récents peuvent aider à éliminer ce problème. La bonne nouvelle est que les cartes 32 bits du marché secondaire comme la SKR Mini E3 sont bon marché. Creality vend également une carte silencieuse améliorée qui peut être achetée pour amélioré la Ender 5 Plus. La question légitime que l'on peut se poser : Pourquoi une imprimante sorti de production en 2020, ne dispose pas encore de cette amélioration ? BLTouch pour la mise à niveau automatique du lit - Le Point Fort de cette Ender 5 Plus Compte tenu de la taille du lit chauffant, l'inclusion d'un BLTouch original d'Antclabs était une bonne décision. Afin de s'assurer que les impressions adhèrent bien sur la plaque de construction, le BLTouch est utilisé pour la mise à niveau automatique du lit. L'imprimante mesure le lit en plusieurs points et génère un maillage qui est utilisé lors de l'impression, pour s'assurer que la buse se trouve à une distance constante du lit. C'est un très bon point, car la plupart des modèles proposés par Creality n'en dispose pas ou sont de qualité médiocre. Ici présent c'est un original de chez Antclabs. Un Énorme plateau d'impression C'est le principal argument de vente de l'Ender 5 Plus. Les dimensions 350 × 350 mm satisferont la plupart des utilisateurs. Il vous permet de faire d'énormes impressions sans les diviser en morceaux. Le lit chauffant utilise une résistance en aluminium et il est alimenté par l'alimentation principale. Il atteint 60°C en environ 5 minutes et 100°C en 15 minutes. En plus du lit chauffant en aluminium, l'Ender 5 Plus utilise une plaque en verre texturé. C'est un moyen peu coûteux de s'assurer d'avoir un autre avantage avec une très bonne adhérence lorsque le lit est chaud, tandis que les impressions peuvent être retirées facilement après le refroidissement du lit. La plaque de verre texturé est maintenue en place avec des pinces. Le lit chauffant Ender 5 Plus a un peu de matériau isolant, mais uniquement au milieu du lit (sur une zone de 200x200mm). Sur les côtés, il n'y a pas de matériau isolant. Cela peut provoquer des températures incohérentes à travers le lit, où la surface externe a une température plus basse. Dans le cas présent, je ne saurais recommandé que d'ajouter du matériau isolant sous tout le plateau. Pour aggraver les choses, Creality a utilisé des profilés d'aluminium pour renforcer le lit chauffant. C'est une bonne idée mais sans utilisation d'un matériau isolant entre le lit et le renfort, cela n'aidera pas le lit à chauffer. Malheureusement, dans le cas de l'Ender 5 Plus, les renforts en aluminium touchent directement le lit chauffant et agissent comme un dissipateur thermique tirant la chaleur du lit. Pour un lit comme celui-ci, j'aurais aimé voir un lit chauffant alimenté en 220V. Creality aurait pu facilement utiliser une alimentation électrique inférieure et utiliser l'argent pour un élément chauffant SSR et 220V. Cela se traduirait par des temps de chauffage beaucoup plus rapides. Mais si cela ne vous dérange pas d'attendre quelques minutes, ce n'est pas un problème. À l'avenir, j’équiperai l’imprimante d’un miroir, qui donnera une surface parfaitement plane. Et je vais étudier attentivement les possibilités d'installer un lit chauffant 220V. Surtout que je l'ai déjà fait... et que je sais comment faire. Test des impressions sur Ender 5 Plus Comme toujours, les premières impressions sont constituées d'un Benchy et d'un banc 3D. Comme vous pouvez, la configuration de stock fonctionne plutôt bien. Afin d'obtenir de meilleures impressions, j'ai fait l'étalonnage de l'extrudeuse et l'étalonnage du débit en améliorant un peu la qualité d'impression. Première Impression Test : le Benchy Bien que le modèle lui-même soit tridimensionnellement précis, les lignes de fusion étaient clairement visibles. J’ai utilisé le filament fourni avec l'imprimante, un PLA Blanc. Pour préparer le code G nécessaire, j’ai utilisé Cura, et en utilisant le profil par défaut. J’ai réglé la température d’extrusion chaude à 215°C et le lit à 60°C. Il m'a fallu qu'une seule tentative pour imprimer le Benchy. Outre les couches de fusion visibles, le Benchy s'est avéré bon. Résultats détaillés du Benchy : Longueur Totale (60 mm ±1 % de tolérance) : 59.84 mm Largeur Totale (31 mm ±1 % de tolérance) : 31.10 mm Longueur du Pont du toit (23 mm ±1 % tolérance) : 23.02 mm Diamètre intérieur de la Cheminée (3 mm ±10 %) : 2.85 mm Diamètre extérieur de la Cheminée (7 mm ± 5 % tolérance) : 6.88 mm Hauteur Totale (48 mm ±1 % tolérance) : 47.94 mm Profondeur de la boîte (9 mm ± 5 % tolérance) : 9.00 mm Longueur Interne de la Boîte (7 mm ± 5 % tolérance) : 7.07 mm Longueur Externe de la Boîte (10.81 ± 5 % tolérance) : 10.94 mm Largeur Externe de la Boîte (12 mm ± 5 % tolérance) : 11.93 mm Largeur interne de la Boîte : (9 mm ± 5 % tolérance) : 8.01 mm Diamètre du Chaumard Gauche (4 mm ±10 % tolérance) : 3.65 mm Diamètre du Chaumard Droit (4 mm ±10 % tolérance) : 3.70 mm Largeur de la Fenêtre Avant Cabine (10.5 mm ±5 % tolérance) : 10.40 mm Diamètre de la Fenêtre Arrière (9 mm ±5 % tolérance) : 8.91 mm Surfaces: Comme vous pouvez le voir dans l'image ci-dessus, le problème évident que j’ai trouvé était les couches. Les lignes de fusion des couches étaient bien visible, indiquant soit le frottement mécanique de l'axe Z ou des courroies (qui étaient cependant serrées). De plus, j’ai rencontré des erreurs d'extrusion mineures, principalement des zigs et des tâches, qui peuvent généralement être corrigées dans les problèmes de découpage 3D, principalement dû au profil par défaut réglé en « Zig Zag ». Détails: En ce qui concerne les détails de l'impression, l'Ender 5 Plus a bien fonctionné. Même la plaque du Benchy, qui est plus ou moins difficile à imprimer clairement, est visible. De plus, la cheminée était bien ronde et imprimée. Consistance globale: la consistance générale de l'impression était bonne, une très légère sur-extrusion. Les échappées et les fenêtres du pont du Benchy étaient également cohérentes. .... La suite arrive... j'ai atteint la limite des photos...
.thumb.jpg.e3b3e84217393470a9489ee65bf5d11f.jpg)
.thumb.jpg.598051ece8b66bac3b8ffaa14b167c33.jpg)
.thumb.jpg.9ed25aad424d28eda8f186863869331c.jpg)
.thumb.jpg.9fbf91380419f6bf3c8f80a7cf3f194b.jpg)
.jpg.5cac0a2147eb8b27158df34aad40c804.jpg)
.thumb.jpg.f9f5fc6089c5a4f075652fd1b87c1f48.jpg)
.thumb.jpg.e833cdd2266ef0b4b5c17d398feffe62.jpg)
.thumb.jpg.ec8c52a7bf15c892fa9e70f2ecea0a1d.jpg)
.thumb.jpg.e122d20a4d03e8ad0c52eded11db199f.jpg)

 1 point
1 point -
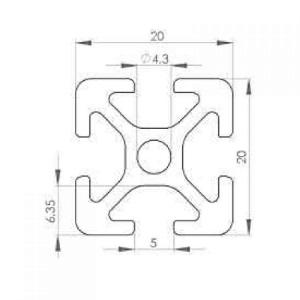
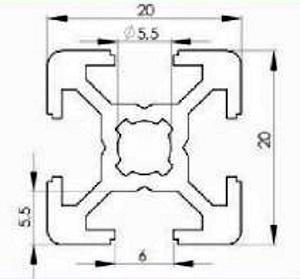
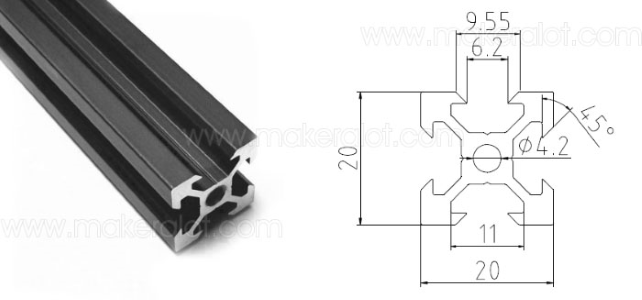
J'ai pensé qu'il serait intéressant de regrouper toutes nos informations sur les profilés en aluminium extrudé dans un fil spécifique. L'un des fournisseurs les plus connus en France est http://www.motedis.fr/shop/index.php?cPath=&language=fr , il propose toutes sortes de profilés et d'accessoires. Pour ne parler que du profilé 20x20, il en existe de plusieurs types qui se différencient entre autres spécificités par la largeur de la rainure qui peut être de 5mm ou 6mm. La rainure de 6mm est intéressante car il est facile de se procurer sur AliExpress des écrous à un prix défiant toute concurrence. Néanmoins, certains accessoires comme les rails de guidage ne sont disponible qu'en rainure 5. .......Profilé aluminium 20x20 I-Type rainure 5..............................Profilé aluminium 20x20 B-Typ rainure 6 .............. Il existe également d'autres profilés en 20x20. Par exemple le V-Slot 20x20 dont la rainure est utilisé en tant que glissière comme sur l'i3D "Tevo Tarantula". ...........Profilé V-Slot 20x20....................................................................................................................................................utilisation de la rainure en rail........... ......................Tevo Tarantula..................... Merci d'alimenter ce fil avec vos trouvailles. Voici quelques liens qui vous permettront d'acquérir ce matériel. France : - http://www.motedis.fr/shop/ - http://www.vslot-europe.com/home/8-vslot-rail.html - https://www.technic-achat.com/profile-aluminium,fr,2,112.cfm - http://elcom-eshop.com/fr/ - http://www.systeal.com/fr/ - http://www.exmachina-shop.fr/SHOP/catalog/index.php?cPath=46 - https://www.isel.com/fr/produits/composants-mecanique/profiles-en-aluminium.html Belgique : - https://tronixmaker.com/fr/ Pays-Bas : - https://www.makerbeam.com/ Portugal : - http://www.ratrig.com/hardware2.html Allemagne : - http://stores.ebay.fr/doldmechatronik/_i.html?rt=nc&_pgn=1&_ipg=48 Chine : - https://xinfactxinfact.fr.aliexpress.com/store/123598?spm=a2g0w.10010108.0.0.6ee626bfugoEGk - https://fr.aliexpress.com/store/group/Aluminum-Profile/937165_511877697.html?spm=a2g0w.12010608.0.0.760682fetfmJhL Visseries : https://www.bricovis.fr/std/accueil.php https://www.vis-express.fr/fr/ Pièces : ........20x20 ......7,62€ les 50 http://www.ebay.fr/itm/50-pieces-Aluminium-90-Degres-en-Forme-de-L-Assemblage-Dangle-equerre-/282590642179?var=&hash=item41cbb70003:m:m300hmoQ70k2ey_o285ow5g .....20x20 rainure 6 M5..... 9,12€ les 100 https://fr.aliexpress.com/item/T-Sliding-Nut-block-M5-for-2020s-2020-20-20-Aluminum-Profile-slot-6-Zinc-Coated/1834515108.html?spm=a2g0w.10010108.1000013.1.DIU8fK&traffic_analysisId=recommend_2088_1_81019_new2&scm=1007.13339.81019.0&pvid=52dc4dc0-3f43-4c2d-bc48-4b1843d791fd&tpp=1 .......20x20 rainure 6 M5....... 7,74€ les 100 https://fr.aliexpress.com/item/100pcs-20-M4-Hammer-Head-Block-T-Slot-Nut-Aluminum-Connector-Fastener-Sliding-Nut-2020-Serie/32363407952.html?spm=a2g0w.10010108.1000016.1.53ff2b26NIhRkq&isOrigTitle=true .....20x20 rainure 6 M5 ....10,65€ les 100 https://fr.aliexpress.com/item/100pcs-M3-M4-M5-M6-Spring-Nut-For-2020-Aluminum-Profile-Nickel-Plated-Round-Roll-T/32823431718.html?spm=a2g0w.10010108.1000014.16.3ab78587nrznQn&traffic_analysisId=recommend_3035_null_null_null&scm=1007.13338.80878.000000000000000&pvid=96ef8967-205a-4843-b99d-f5ae3d914a68&tpp=1 ......8,38€ les 10. Il faut en prendre 10 pour amortir le port https://fr.aliexpress.com/item/3D-printer-openbuilds-V-slot-three-corner-cube-corner-prism-connector-adjustable-wheel-bracket-1pcs/32790791649.html?spm=a2g0w.10010108.1000015.5.e46ef88VAnrOH 2.41€ les 20 en 20x20 https://fr.aliexpress.com/item/Hot-sale-CNC-3D-Printer-Parts-Plastic-End-Cap-Cover-Plate-black-for-EU-Aluminum-Profile/32832079203.html?spm=a2g0s.9042311.0.0.fYjLjY Plaque en aluminium découpée sur mesure : https://www.john-steel.com/fr/ à Colmar(68) http://www.e-pliage.fr/ à Toulouse(31) http://tole.lametallerie.net/tole-aluminium/26-tolelisse-alu.html à Cernay(68)







 1 point
1 point -
Je partage le résultats de mes déboires avec le réglage du SENSORLESS Homing. Mon matériel : I3 Pro B avec une SKR 1.4 Turbo, TMC2209 MKS V2.0 et la dernière version de MARLIN Bugfix 2.0. Je pensais qu'avec la V2.0 des TMC 2209 MKS ça allait se faire les doigts dans le nez car c'est une version "plug & play& des TMC = aucun pin à souder, couper ou à cabler, juste de la config dans MARLIN Bref je me lance dans l'aventure, je configure MARLIN pour mes NEMA de 1A et 1.5A sur le X et le Y et je vire les endstops X et Y. Je modifie MARLIN pour activer le SENSORLESS homing et je règle la sensibilité sur 100. Premier test, c'est la catata, la catata, la catastrophe : rien ne bouge (enfin presque, l'axe bouge d'un poil de cul...) Je me dis que le Stallguard dois être capricieux et que mes axes doivent offrir un peu de résistance, je descend la sensibilité à 46 pour les 2. Re-test et là c'est interrupteur en urgence, le chariot du X qui se gauffre dans l'axe et la courroir qui se tend comme un string S'en suit une cinquante de tests en jouant sur le X_CURRENT, le Y_CURRENT et la sensibilité mais rien n'y fait. Un coup ça marche sans trop me détruire la butée, je redémarre et là c'est les auto tamponneuses et le Nema s'affole. Une bonne nuit de sommeil (enfin presque) et me revoilà devant cette purée d'imprimante. Je fais une rapide recherche sur notre copain américain qui a des yeux partout et je tombe sur un bug ouvert côté MARLIN (bug qui en fait n'en est pas un). je m'aperçois que la dernier message conseille de modifier la valeur de X_CURRENT_HOME en divisant par 2, voire 3 la valeur de X_CURRENT. Je fais ça : Et là c'est le mimi, c'est le mimi, c'est le miracle !!! le chariot se déplace en douceur et s'arrête en douceur ! Fin de l'histoire et la morale : bien lire les variables et leur description dans MARLIN, généralement si elles existent, c'est qu'elles doivent servir à quelque chose
 1 point
1 point -
Bonjour, Suite à un échange de courrier avec le commercial de chez TENLOG le stock d'imprimantes est disponible en France. le bateau est arrivé au port... Donc pour les prochaines commandes d'imprimantes TENLOG pas de frais de douanes. C'est une bonne nouvelle ! le produit sera disponible dans un délai de livraison de 72h environ. Nota : le prix de vente ne change pas !1 point
-
Le 07.07.2020 j'ai reçu ma Creality Ender 3 pro. Le montage et les réglages se sont bien passés, avec l'aide des tutos du forum. Seul problème: le plateau présente un creux important (0.8mm) en son centre. J'utilise donc un miroir posé dessus, pour imprimer. Avec un peu de laque à cheveux, les impressions se passent bien. Je suis en contact avec le s.a.v. Creality pour résoudre le problème. J'habite dans le Vaucluse, j'ai 65 ans, militaire retraité (depuis 10 ans). Je possède aussi une CNC 30x20 et un graveur laser 30x20 20W. J'ai aussi pas mal de matériel informatique et un petit labo d'électronique. J'ai la chance d'avoir un atelier, qui fut, en son temps, le garage, pour installer tout ce bazar. La Creality a été améliorée par l'impression de quelques pièces, le changement de l'extrudeur par un modèle métallique à double engrenages, et l'ajout d'un Raspberry 3b+ et d'Octoprint, pour surveiller mes impressions depuis mon salon (ça c'est le top). J'ai découvert le forum grace à mon fils qui possède une Kossel Delta et une Anycubic Photon. J'ai pas mal navigué sur les différents fils de discussions et, jusqu'à présent j'ai toujours trouvé les réponses aux questions que je me posais. Un grand merci aux contributeurs et aux administrateurs et modos.1 point
-
Vrai et faux: cela (comme souvent) dépend de la taille du-dit ventilateur (un 120 mm soufflera plus que deux 40 mm). Donc défi relevé1 point
-
Bonjour, Voici la vidéo de la boite à vitesse 4 rapports plus la marche arrière https://youtu.be/_FNetJJAhbc a+1 point
-
C'est vrai je n'ai pas vu d'option pour l'avoir plus vite. Ils en ont déjà expédiées plus de 1200 en une semaine. On a vu pire comme Kickstarter. D'ici la fin du mois d'août tout sera expédié. Après il y a les temps de transport et de dédouanement qui sont assez long. Ca ne doit pas être évident de gérer 10000 envois avec des addons différents pour chaque envois. Je trouve déjà exceptionnel d'avoir pu expédier les premières en Juillet. (entre l'approvisionnement des composants, la mise en place des chaines de montage, la formation du personnel....).1 point
-
@Saka3D Bonjour, Honnêtement, je pense que c'est une mauvaise idée de mettre le décalage en Z dans le Marlin. Il est bien plus simple d'utiliser le G-code M851 pour l'indiquer puis de le sauvegarder en EEPROM via un M500. Mais c'est toi qui voit, c'est ta machine Ton problème vient probablement du fait que tu n'as pas réinitialisé l'EEPROM après téléversement de ton nouveau firmware et donc le Zoffset actuel est double (l'ancien enregistré en mémoire + celui déclaré dans le configuration.h). Tu peux tester mon hypothèse sans reflasher: M502 puis M500 et un dernier M501 pour récupérer les paramètres du firmware.1 point
-
Hello, Pour en avoir utilisé, je confirme ce qui a été dit. La plupart du temps on peut s'en passer, ou utiliser les supports classiques. D'ailleurs ce n'est pas forcément soluble, car il existe des supports détachables qui n'adhèrent pas au PLA. MAIS, dans certains cas on a pas le choix, soit parce que les supports classiques sont inaccessible pour démontage, soit tout simplement parce que la partie supportée doit respecter une certaine tolérance. En effet, pour de la pièce mécanique, si on a besoin de précision dans les assemblages et que ces assemblages utilise des parties supportées, alors il faut soit anticiper les 1-2 dixièmes d'écart dus aux supports classiques, soit utiliser des supports solubles. L'autre différence avec les supports solubles, c'est l'état de surface, qui sera nettement plus propre. Concernant la machine, pour l'utilisation de support solubles ou détachable (en gros, un mélange de matières), il faut impérativement deux têtes indépendantes, enfin précisément deux buses, pour ne pas avoir de purge. Sinon la contamination des matières rend la pièce très fragile, elle perd beaucoup de sa résistance. Donc une machine du style de la TL-D3 est plus adaptée qu'une A20M par exemple. Dans le monde pro, le soluble est énormément utilisé car les pièces sont conçues pour être injecter à terme, donc on ne réfléchi pas aux contraintes de l'impression 3D. Pour un hobbyiste c'est différent, on peut se permettre de faire un design pensé pour l'impression, et rendre pratiquement inutiles les supports. A+1 point
-
Pour être précis, ce n'est pas le sliceur qui crée les facettes, mais le logiciel de modélisation qui crée le STL https://fr.wikipedia.org/wiki/Fichier_de_stéréolithographie1 point
-
Le filament soluble permet sur les machines à double extension, de réaliser les supports avec cette matière. Une fois l'impression terminée on plonge dans l'eau la pièce pour faire fondre les supports au lieu de passer du temps à les couper à la pince au risque de casser la pièce. N'ayant pas de machine à double extrusion je n'ai jamais essayé.1 point
-
J'ai une solution pour ton bourrelet: J'ai une solution pour ton bourrelet C'est ce que j'ai prévu chez moi, en glissant des panneaux transparent dedans, ils viendront s'attacher sur le 2040 latéral gauche. J'ai commencé des tests en ABS, Cela fonctionne mais, j'ai un petit souci avec l'axe Z. Je dois utiliser l'ajustement manuel en cours d'impression et descendre la tête a chaque impression à -3.60 pour coller au plateau. Donc, je perds 0.36mm dans ma hauteur (sur 20mm), cela va me gêner pour les pièces techniques et je n'ai pas envie d'utiliser un radeau. Pourtant, je fais le calibrage du plateau avant. Je ne connais pas encore bien la machine ou alors se sont les steps à changer et c'est juste un hasard que cela corresponde 0.36mm. Je perd aussi 0.1mm tous les 20mm en X et Y, je n'ai pas vu de réglage des steps dans l'interface, je suppose qu'il faut passer par l'USB pour y avoir accès. C'est probablement dans ce que tu m'as montré juste avant dans Cura en M203, cela y ressemble un peu en regardant ton image.
 1 point
1 point -
C'est exactement cela. Le soucis... il est là (encadré en rouge) : C'est l'adaptateur d'accouplement... c'est ce qui "serre" le tube. Le hic : Il ne supporte pas les rétractations "longues" (typique des bowden) et les rétractations rapide. Dès que les rétractations sont longues ou trop rapide, ou les 2, le tube se déloge... comme tu en as fait les frais. Je le sais... car j'ai eût ce modèle... et c'est son défaut. Il est très bien pour le direct drive... mais en Bowden, le tube se déloge avec les rétractations. L'astuce... c'est de changer l'adaptateur pour un modèle qui acceptera un pneufit... comme ceci : https://www.thingiverse.com/thing:3563970 https://www.thingiverse.com/thing:3569343 https://www.thingiverse.com/thing:3780795 Il permet de loger un Pneufit... qui lui résistera aux rétractations. Perso... j'ai désormais "découvert" ce modèle d'extrudeur... qui est équipé d'un adaptateur avec un Pneufit : https://fr.aliexpress.com/item/4000361934526.html Voilà... courage... le soucis n'est pas énormément grave.
.png.63e1e0d07dce8e8a54dc826ace27146a.png) 1 point
1 point -
Salut, Je rencontre également ce problème, la solution la plus simple que j'ai trouvée est de retourner le clip orange, comme ça la petite excroissance prévue pour le retirer vient accroitre l'appui sur la partie mobile du pneufit pour assurer son bon blocage, ça a résolu le problème. A+1 point
-
Salut, Certain Pneufit son de mauvais qualité et ne bloquent pas le PTFE. Tu devrais le changer, ça ne coute pas grand chose. De même, après avoir inséré le PTFE il est marqué et présente une sorte de gorge. Donc a force de le mettre et l'enlever le blocage ne se fait plus très bien. Il faut couper le bout du tube (bien droit) et le remettre. Tu peux aussi mettre une pointe de superglue entre le Pneufit et le PTFE pour tout bloquer : par contre, c'est indémontable après. Le fait de mettre 105% d'extrusion n'a pas grand chose à voir avec ton problème.1 point
-
Merci en tous cas de votre aide, @tgv26 je ne fait aucune modif matériel, j'essaye juste de la mettre en service en remplaçant les éléments qui me semblent pouvoir être la cause du dysfonctionnement. Après quand tu as planté 10 fois la tête dans le bed tu cherches un mode de test moins agressif. anet-3d_hrUwXMVi.compressed.mp41 point
-
N'oublie pas que tu peux mettre maintenant le firmware Tiny machine de David Menzel sur une ender5 plus (et uniquement sur cette ender) il y a un fichier hex tout fait!!! c'est sous le dernier marlin 2.0.x alors que creality est encore en vieux marlin 1.7 et d'autre part le firmware écran est lui aussi TRES largement amélioré puisque par exemple tu pourras changer les steps de ton extrudeur directement sur l'ecran (mais aussi bien d'autres choses :les pids , l'offset bltouch -buse etc...) , tu as aussi accès au changement de couleur M600 etc... il faut aussi mettre a jour l'écran avec le firmware écran Tiny .... 70% des propriétaires de CR10 S pro sont passés sous firmware Tiny DW6 ,Moi le premier!!!1 point
-
yop , un petit sculpte vite fais , dé que j aurai le temps de le printer ds le mois
 1 point
1 point -
Oui, l'alim de 500W devrait suffire à priori. Sauf que Creality annonce une puissance en pointe de 600W - soit 20% de plus ! Même une alim de qualité de devrait pas être sollicitée à fond sur de longues durées. Pour le hotbed c'est un peu ésotérique comme dimension effectivement. ceci dit tu as l'énorme avantage d'avoir un lit fixe en Y. Tu peux donc l'alourdir sans te soucier de l'inertie. Perso je ne suis pas fan des lits en basse tension. avec ma Tornado, je monte lit + ultrabase à 110° et 2 minutes chrono Sur une imprimante c'est le lit qui tire à lui seul presque toute la puissance. Je viens de tester avec ma Tornado (elle aussi en 24V) avec l'analyseur de puissance - Imprimante allumée : 0.28A , soit 6,7W - Chauffage hot-end : 1,72A soit 41W (normal, c'est une cartouche 40W - il doit y avoir quelques pertes dues à la résistance des fils). ça monte à 1,8 A passé 50°, quand le ventilateur de la hot-end se met en route. - Chauffage hot-end + lit : 1.82A : le SSR consomme donc 20mA Consommation à pleine charge : à peine 44W ! (sur la partie basse tension). le lit tire 2,2A soit 500W mais directement sur le secteur. Autre point à ne pas négliger en basse tension : la résistance des fils : on l'a vu au dessus avec la hot-end 40W. Prenons un lit de... disons 400W en 24V : il tire 16,7A (donc il faut idéalement des fils de 4mm²) et sa résistance théorique - ça varie avec sa température - est de R=U/I = 24/16 = 1,44 Ohm. Si les fils + connecteurs, etc... ont une résistance de 0,3 ohms, la résistance totale sera de 1.74 ohms, et la puissance dissipée ne sera plus que (P=U²/R) 330W ! mine de rien, on a perdu d'un coup 70W - soit presque 20% ! En plus c'est 330W dont une partie est dissipée dans les fils et surtout les connecteurs, on comprend bien comment ça arrive à prendre feu en cas de mauvais contact, ou de fil de section trop faible (en cas de mauvais contact, la puissance chute mais une grande partie est alors dissipé sur un point unique, le "goulet d'étranglement") En 220V, un lit de 400W tire 1,8A et sa résistance est donc de 122 ohms. 0,3 ohms de plus deviennent alors négligeables. Encore mieux avec un patchwork de petits lits de 100W chacun, qui tirent chacun 0,45A, soit une résistance de presque 500 ohms par élément. A mon sens, un plateau chauffant en basse tension c'est bien pour de petites surfaces. mais si on veut de la puissance rien ne vaut une alim sur secteur (surtout si on envisage d'imprimer de l'ABS : maintenir 110° pendant plusieurs heures en 24V, pauvre alim...). Pascal P.S. : oui, je sais, j'ai fait mes calculs avec un réseau théorique 220V, alors qu'il délivre en fait 230V. EDIT : pour les alims 24V Chienlang vs Meanwell, on voit qu'une résistance interne de quelques fractions d'ohms peut faire une énorme différence quant-à la puissance réelle débitée ! une 450W de bonne facture débitera plus qu'une 500W mal construite1 point
-
Quelques nouvelles impressions... et quelques précisions, pour celle-ci, ce n'est pas moi qui l'ai imprimé... je viens de rentrer du boulot, je découvre le travail de madame... c'est donc elle qui a imprimer cela : Bon... au passage cela me permet d'apprendre à utiliser mon nouveau téléphone... Sinon... c'est joli... bien imprimé... sans être parfait... il y a encore peut être encore un peu de boulot de réglage si on regarde de près... Ce Pokemon Evoli a été imprimé avec du SUNLU PLA Gris, sans bordures, ni raft, ni support... L'autre impression est sur le point de se terminer... vous verrez cela plus tard. A noter qu'il y a eût un échec : Avec du filament bois, le Baby Groot Il ne colle pas au plateau... faut que je regarde la raison.
.thumb.jpg.21fae3da6a8b3d2bb9c851b2293009e4.jpg)
.thumb.jpg.f1870ffd70a18fa51f2d3adf97e1b8c7.jpg)
.thumb.jpg.ccc52543103d1558af869b46a6071f53.jpg)
.thumb.jpg.0e438da448047dcf46cd281367a9ba84.jpg)
.thumb.jpg.2946f839bfcd81cdf81913dd5aad0ed9.jpg) 1 point
1 point -
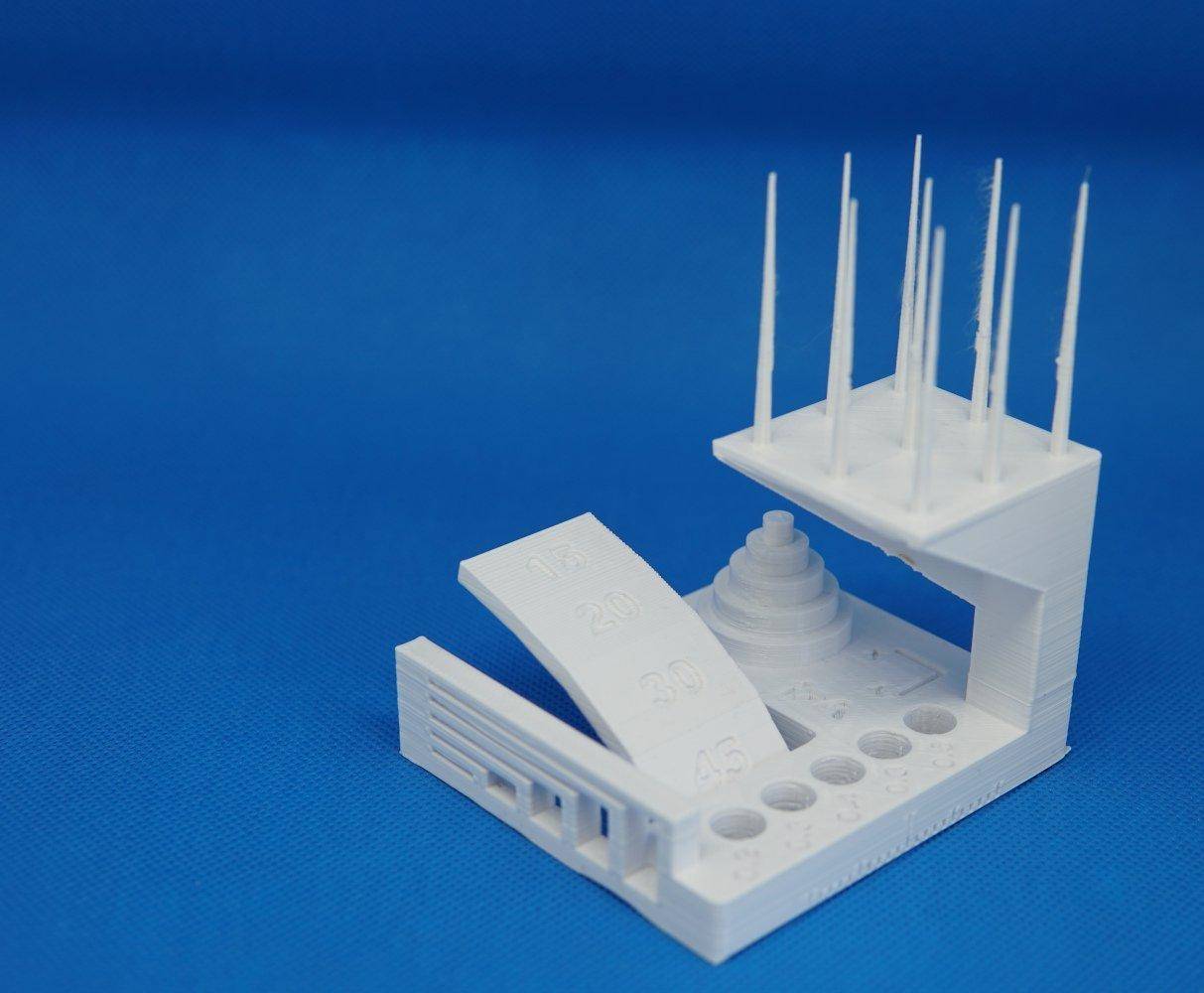
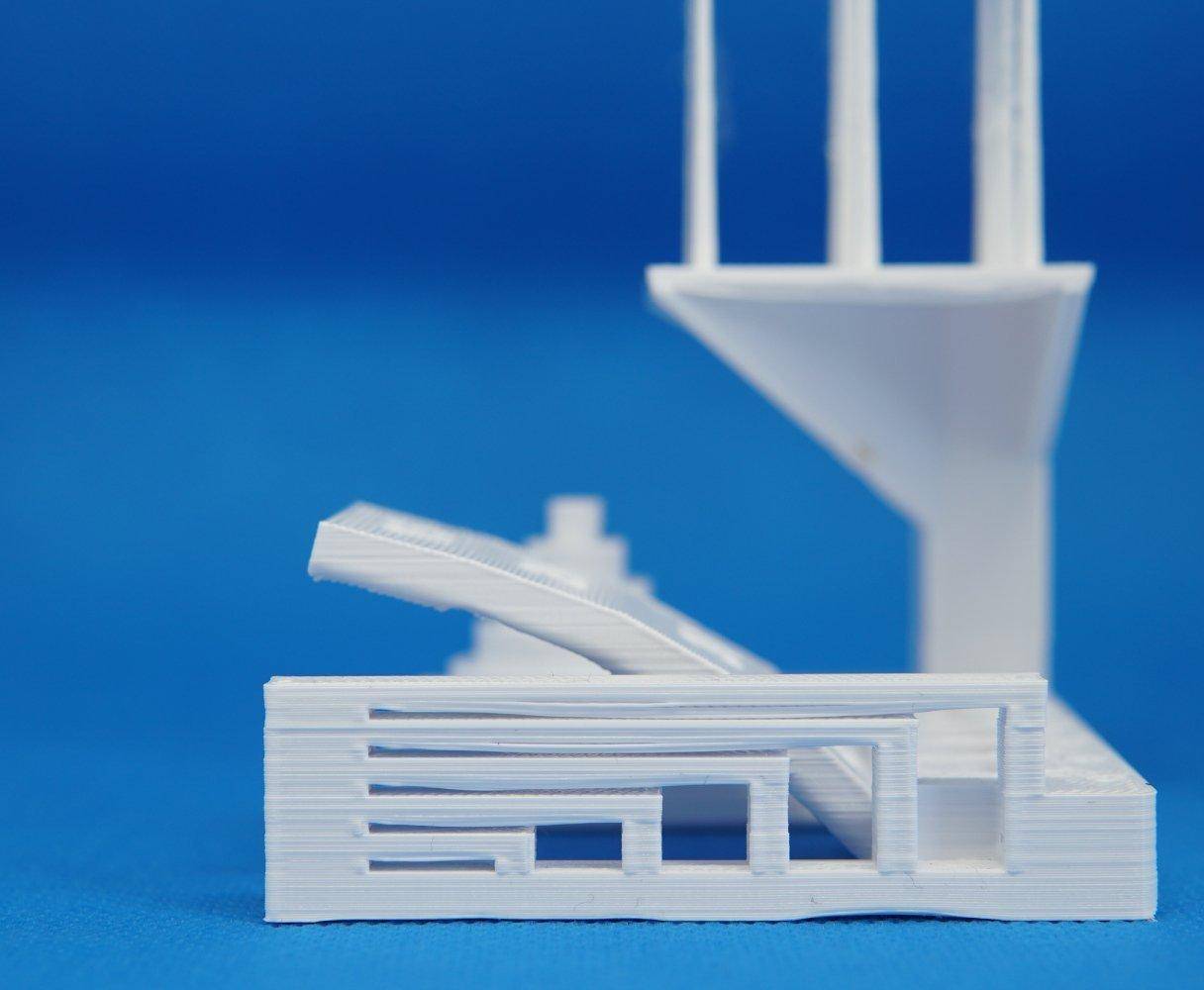
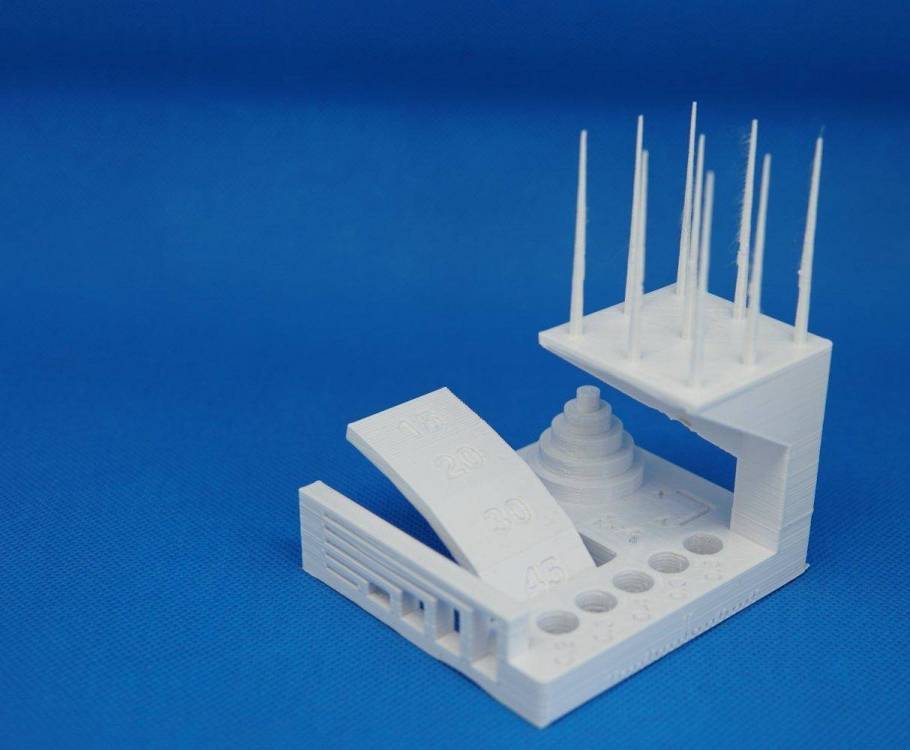
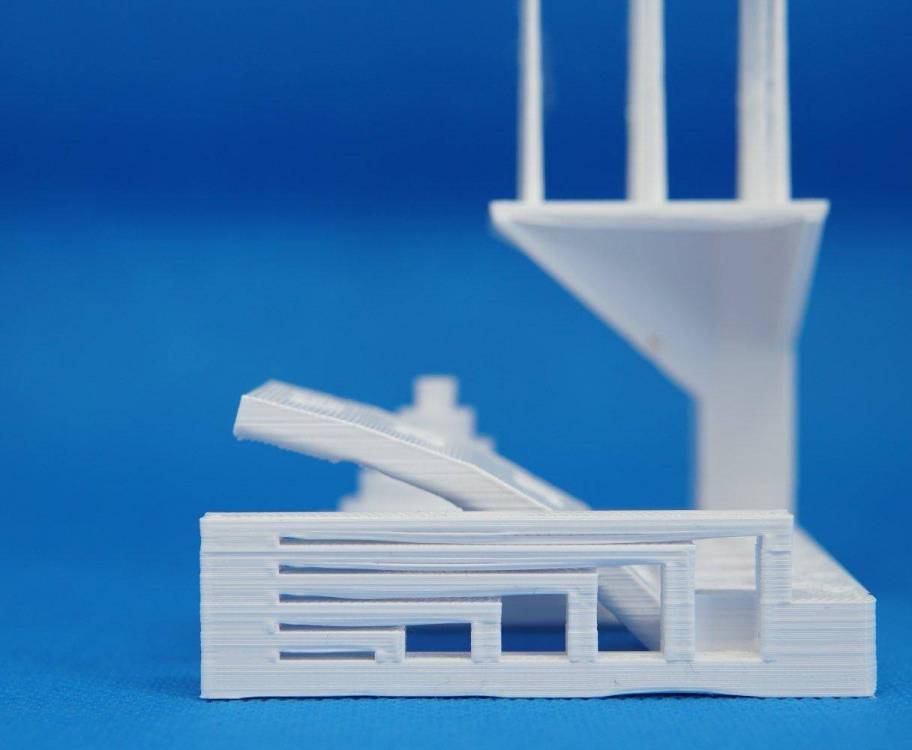
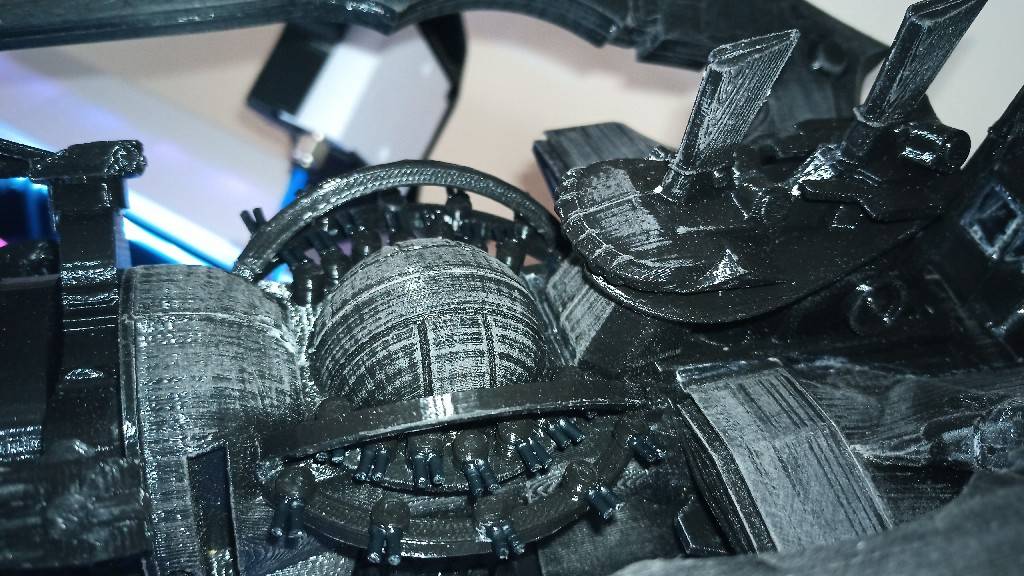
Second Test : Le Test de Torture Cette impression est l'un des tests de torture les plus performants que je connaisse . Ce modèle de test permet de se donner une idée précise du niveau de précision de l’imprimante. J’ai utilisé le même filament que précédemment (celui fourni avec l'imprimante). L'un des rares défauts sur ce test est le dernier pont supérieur qui touche celui en dessous. La Creality Ender 5 Plus m'a agréablement surpris. Mais en mesurant de côté, lors de l'inspection visuelle du test de l'imprimante, j’ai pût constaté plusieurs problèmes: Les Surfaces: Le test de torture est déformé sur les premières couches. Dans l'ensemble, les surfaces se sont avérées un peu grossières et ondulées. La raison : un Plateau très loin d’être parfaitement plat. Les Détails : Points positifs: les pointes se sont très bien imprimées, avec presque aucun cheveu. Point Négatif: le lettrage inférieur était difficile à lire. Conclusion : l'impression globale était d’une qualité médiocre, principalement en raison des lignes de couche trop visible et des surfaces inégales, et en particulier sur les surplombs. Conclusion des Tests Bien que les dimensions physiques des impressions test soient excellentes, l'inspection visuelle des impressions a révélé quelques défauts. Certains d'entre eux peuvent être directement liés aux paramètres de Cura. Pour les autres erreurs d'impression (telles que les couches visibles), je dois creuser plus profondément et commencer à expérimenter avec les paramètres de Cura. Après quleques heures avec le Creality Ender 5 Plus, je vais commencer à modifier les paramètres de Cura. Avec un si grand volume intégré pour jouer, la perspective d'imprimer en grand est excitante. Alors que l'Ender 5 Plus est annoncée avec une grande précision de ses impressions, il est clair que son utilisateur doit faire un travail de réglage pour obtenir des impressions optimales. A noter : L’imprimante est équipé de drivers A4988, avec des TMC2208, l’imprimante devrait gagner en précision et confort de fonctionnement. Conclusions - Ender 5 Plus en vaut-elle la peine? Après cette première journée avec cette Ender 5 Plus, voici ma conclusion : Dans l'ensemble, l'Ender 5 Plus est une bonne machine, parfaite pour tous ceux qui recherchent une imprimante 3D grand format. Il a un gros volume d'impression avec un cadre robuste et la qualité d'impression est bonne même en stock. Malheureusement, afin de transformer cette imprimante en cheval de bataille, il faut investir de l'argent pour une meilleure extrudeuse et une nouvelle carte. Ils ne sont pas nécessaires dès le départ et peuvent être ajoutés au fil du temps. Ender 5 Plus de Creality est actuellement disponible pour environ ~ 500 $. Un peu cher, si vous me demandez, vu qu'il utilise une vieille carte 8 bits et un extrudeur de mauvaise qualité. Si vous envisagez d'en acheter une, pensez à investir un supplément de ~ 50 $ et une partie de votre temps pour mettre à niveau la carte et l'extrudeur. Les Points Positifs Généreux volume de construction 350x350x400. Cadre cube solide. Bonne qualité d'impression. Lit chauffant plat avec une bonne adhérence. BLTouch d'origine est inclus. L'Ender 5 Plus peut être facilement enfermé pour permettre des impressions ABS faciles. Les Points Négatifs L'extrudeur en plastique est défectueux et doit être remplacé. L'Ender 5 Plus utilise une ancienne carte 8 bits avec des pilotes bruyants. L'alimentation est sous-dimensionnée. Un ventilateur de refroidissement poussif Les Très Mauvais Points (d'un point de vue personnel) La configuration bowden n'est pas la plus fiable (opinion personnelle, il est déjà envisagé de la passer en Direct Drive). Les ventilateurs d'alimentation sont bruyants. L'isolation du lit n'est pas excellente et nécessite d’appliquer un isolant sur tout le dessous. Le "Verre Texturé" (Superplate) est loin d'être parfaitement plat __________________________________________________________________________________________________________________________________ Dans la suite qui viendra, je montrerais quelques autres impressions qui seront réaliser... après quelques "réglages" et "modifications".
 1 point
1 point -
Des interressés pour la version Capricorn XS ?
 1 point
1 point












.jpg.1cdc7cc012b340cf65f30feb28b50b1a.jpg)
.jpg.c82dfe55bbd4e1f7d2fcadc7f1271c4d.jpg)
.jpg.e688724cbe971b03b1b08299e8354ca4.jpg)
.jpg.73986433765eb635489aa3645d4e9db3.jpg)
.jpg.b357c492b3cffea85862cb74bb0b7fdf.jpg)
.jpg.24a25f39b74cb7377919e89ec15f73df.jpg)
.jpg.77b01191bd5ab7eb0b76f378ce3a682c.jpg)
.jpg.500922d3f6c17b45faf8f0d70ef805ba.jpg)















.jpg.0d2758e6d2922a5c9d3d2acd4c1bd9eb.jpg)
.jpg.566ee7c59e3d4172836768291ee03c5c.jpg)
.jpg.4a3af07df47472b44b34d19a2c38a82d.jpg)
.jpg.2e988a3d5ec27a49550446a650214ce7.jpg)
.jpg.0dad0b506145faf9ca949bacfea418b4.jpg)