Classement



Contenu populaire
Contenu avec la plus haute réputation dans 31/10/2020 Dans tous les contenus
-
Naomi and I are working to fix those issues and are trying to make this the best possible printer for first release. I don't know of any printer that is perfect right out of the box, and especially not a new style of printer to mass production. Sorry, I tend to take this project personally as my goal since building the White Knight was to bring Belt printing to the masses. Until a company mass produces this type of printer I don't believe we will see major improvements until enough people have one and start designing improvements.4 points
-
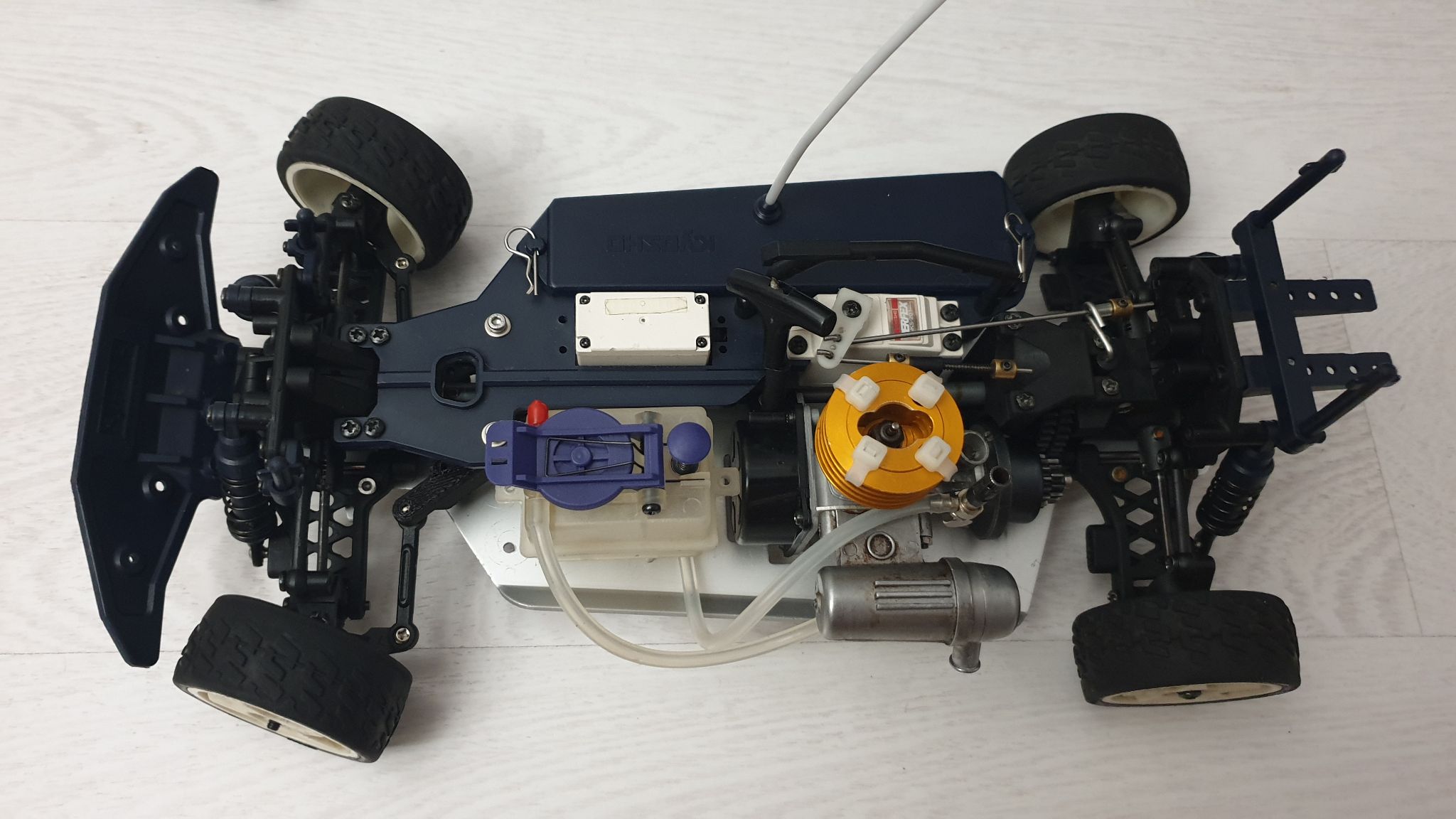
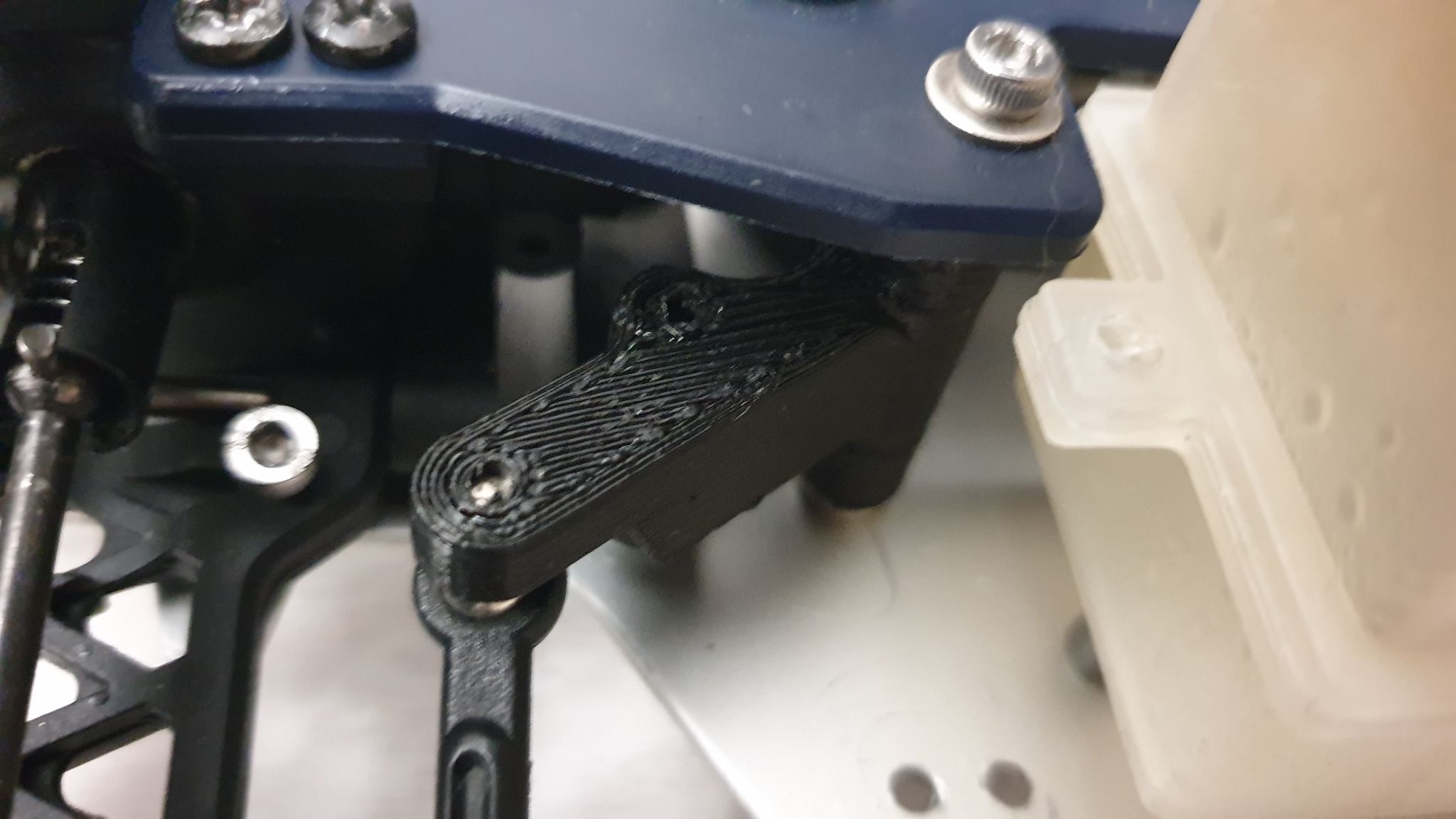
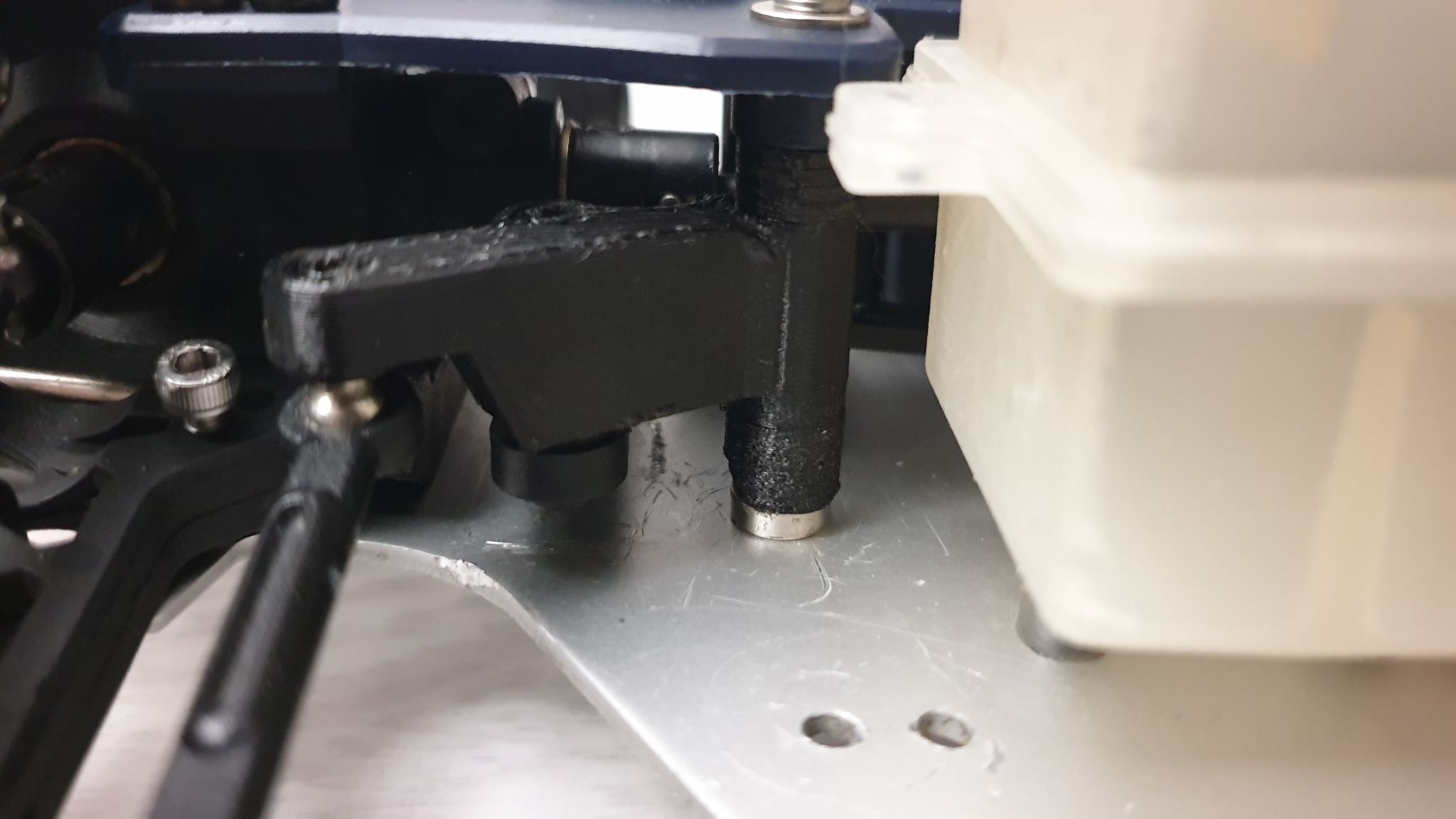
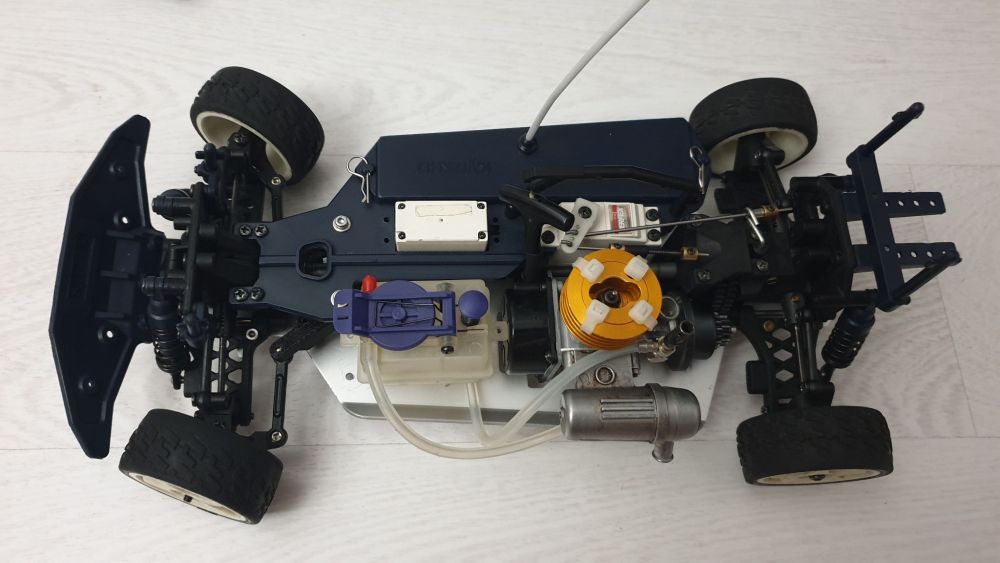
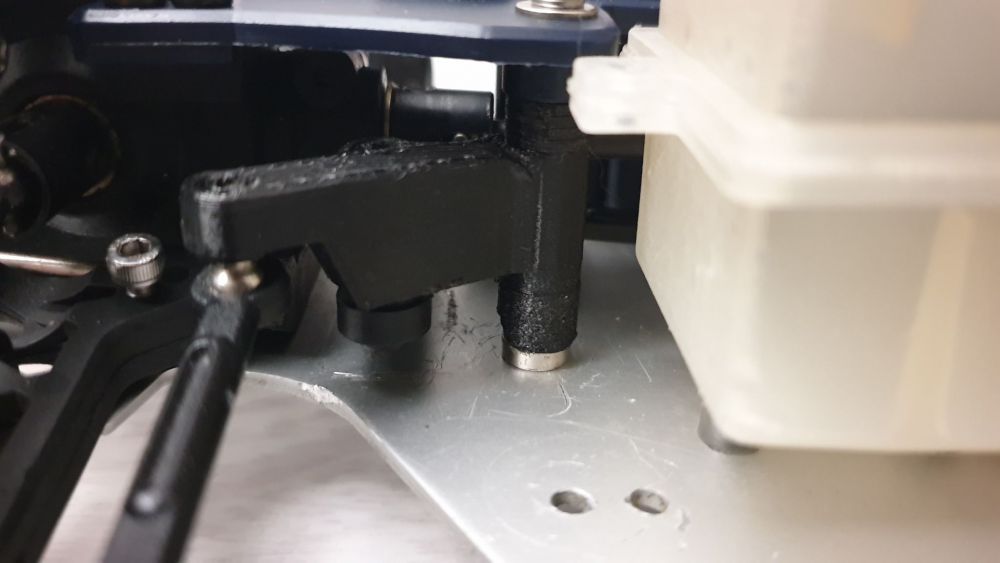
Bonjour à tous, Après l'avoir fait rouler à fond, elle s'est mangé le mur. Pièce introuvable sur le net, et pas à moins de 30 euros si on la fait venir des states, ça fait cher le gramme de plastique. Bon, beaucoup plus facile à modéliser que ce que je pensais, je m'en sort bien. Je l'ai imprimé en PETG et ça fait du bon boulot. C'est la pièce qui transmet le mouvement sur servo à la roue gauche. Voici quelques photos. Bien sur je l'ai mis sur Thingiverse (fichiers: https://www.thingiverse.com/thing:4635081) Bref, à plus !

 2 points
2 points -
bon reflex que d'imprimer ta pièce ( une sous extrusion sur le dessus ?) je ne sais pas si c'est la même mais au cas ou tu as besoin d'autres pièces la voici en 3D : https://grabcad.com/library/kyosho-rc-car-12 points
-
Bonjour, Impression d'un support pour casque, la qualité est au rdv, impression de quasiment 11h sur PLA noir GEETECH. @+
 2 points
2 points -
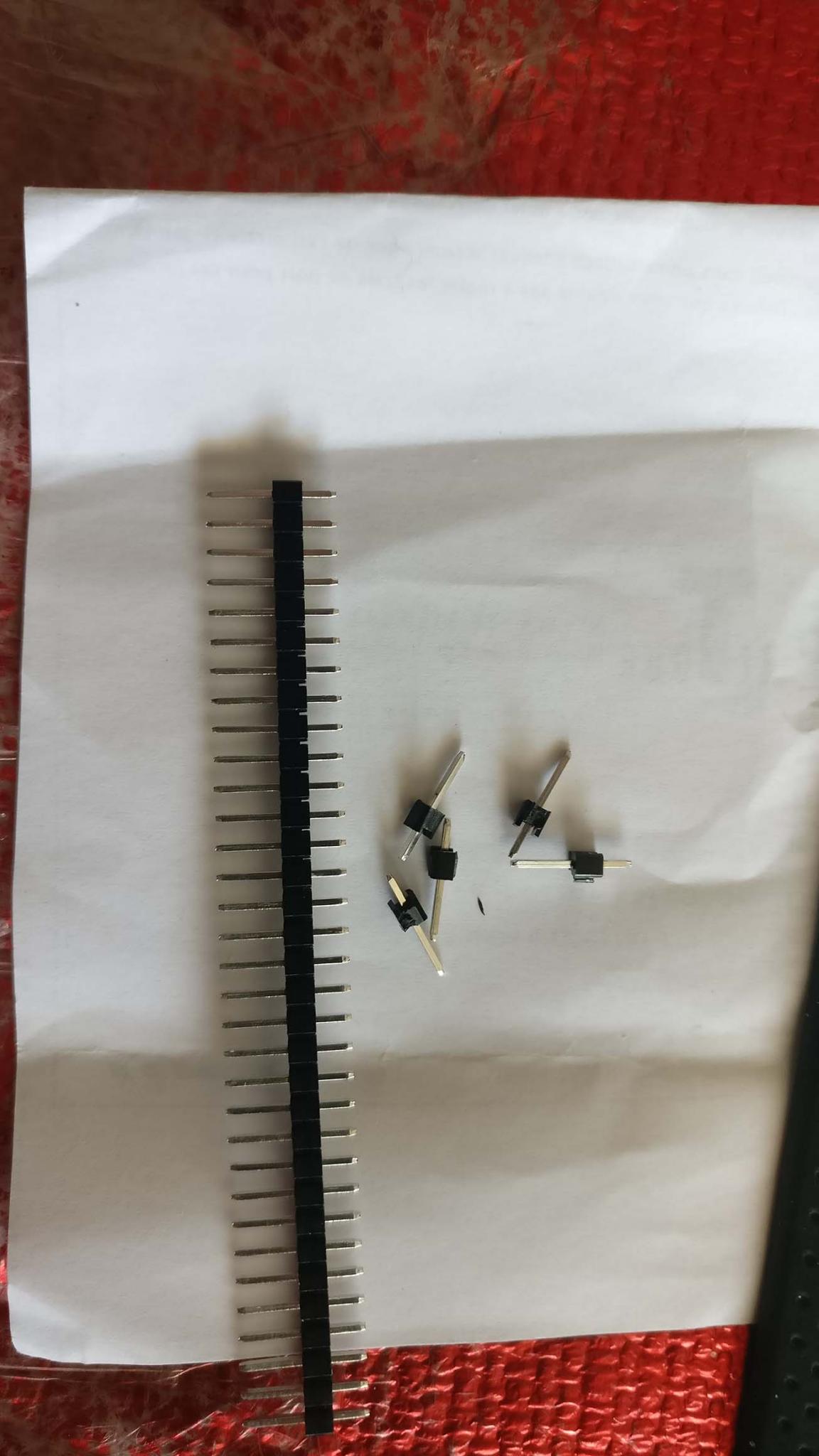
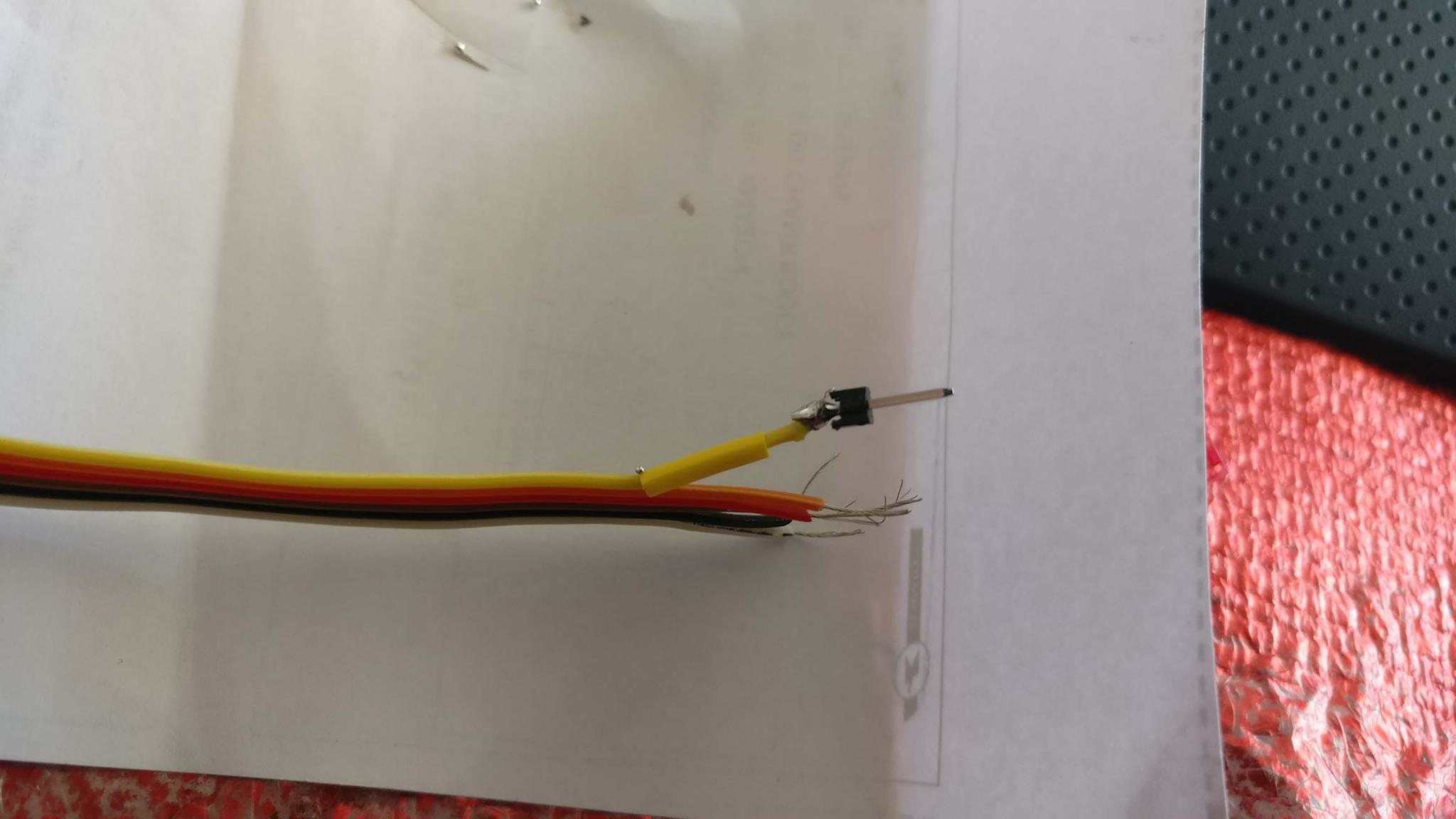
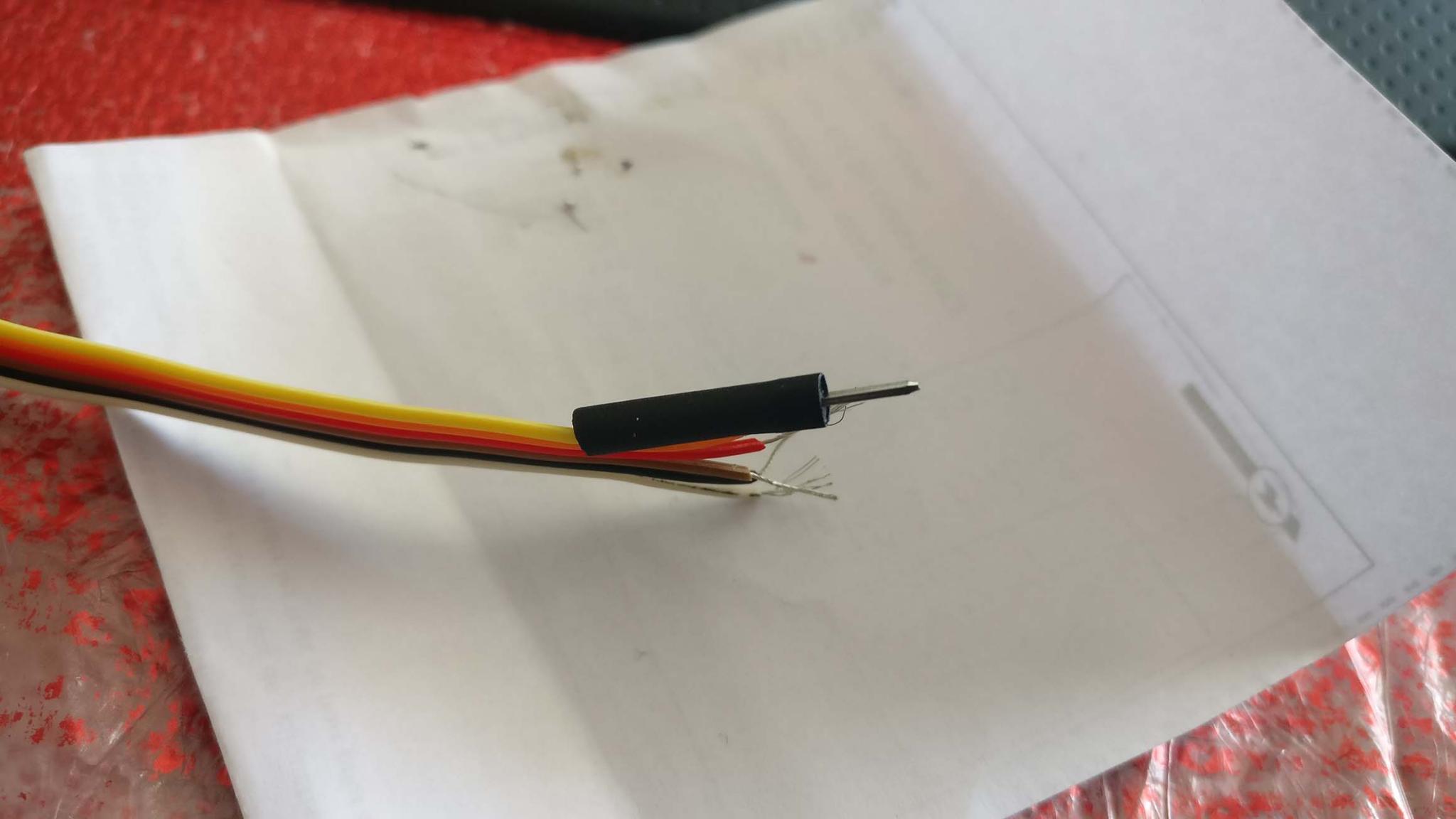
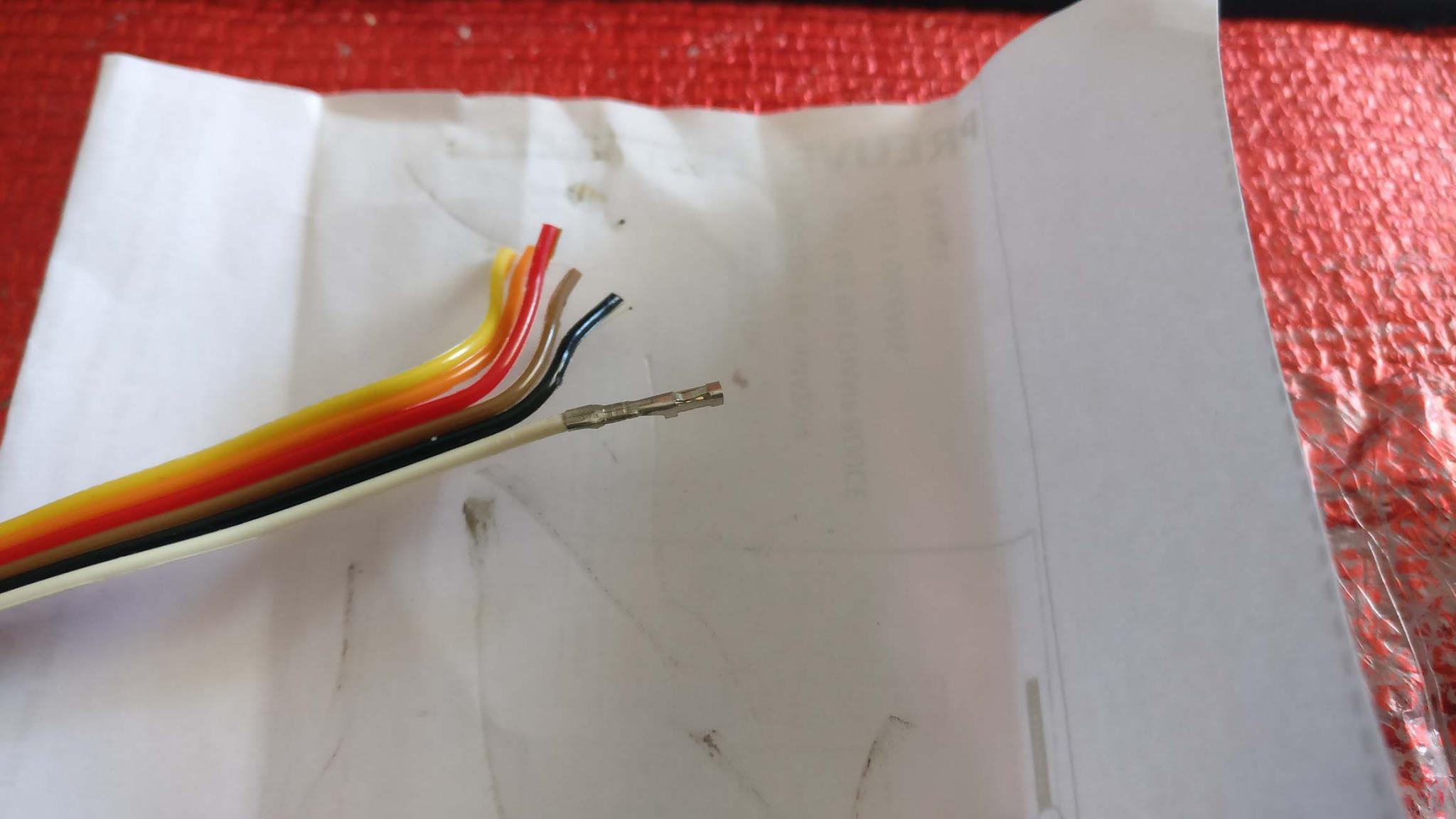
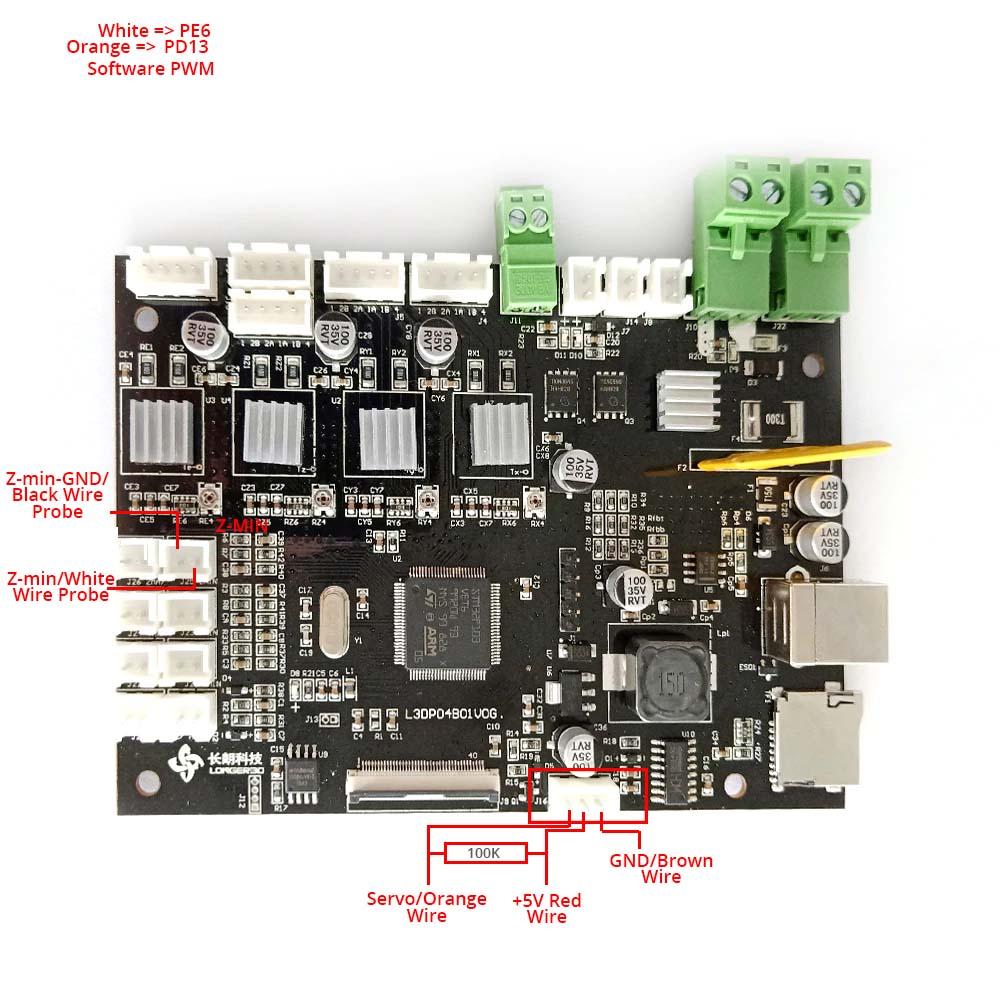
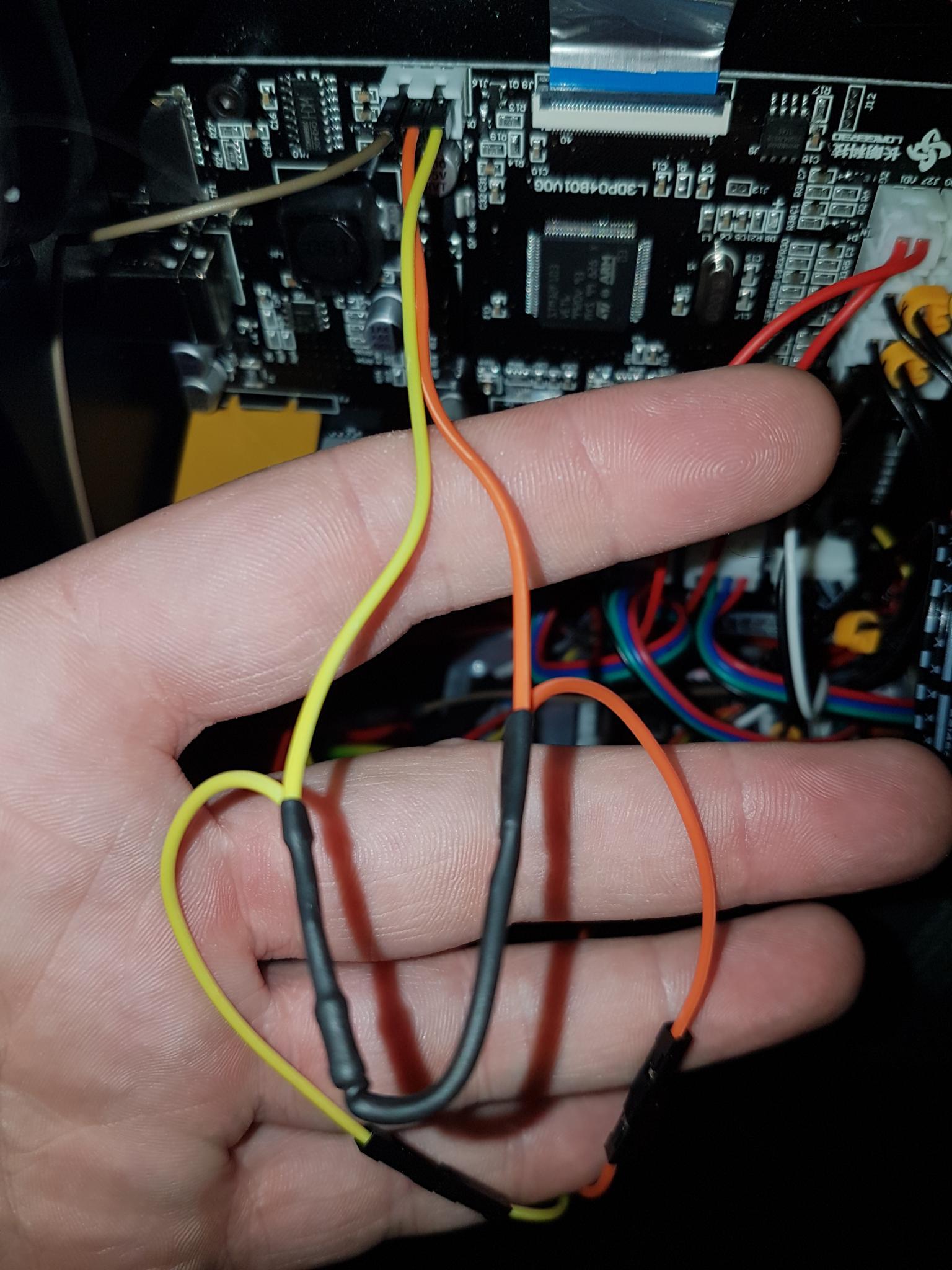
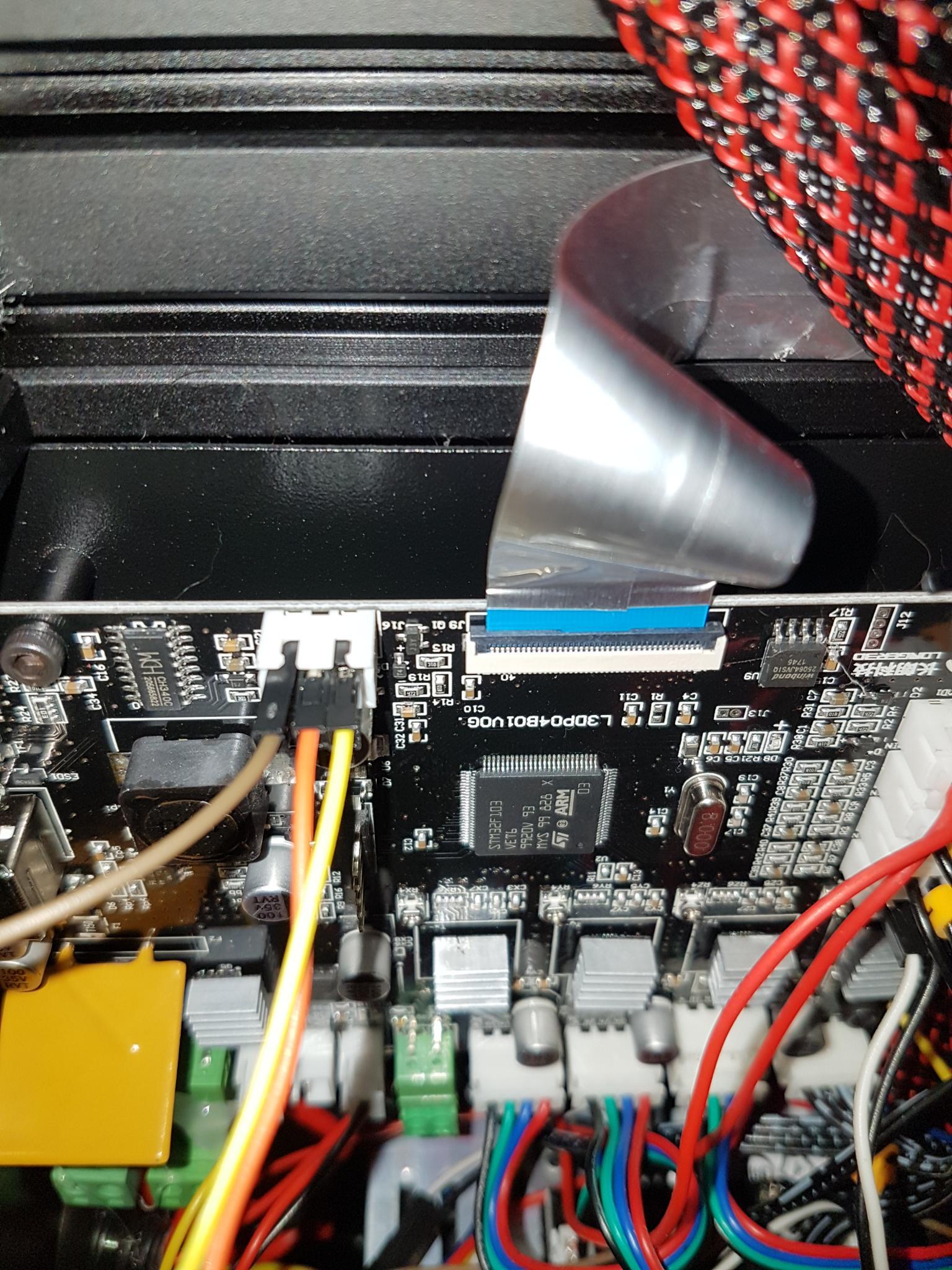
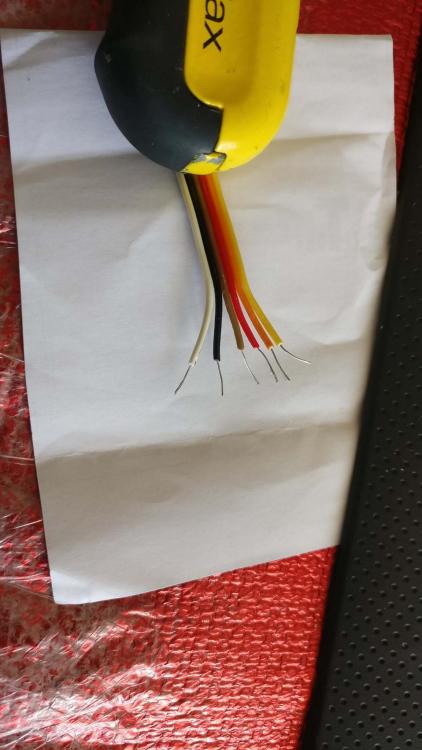
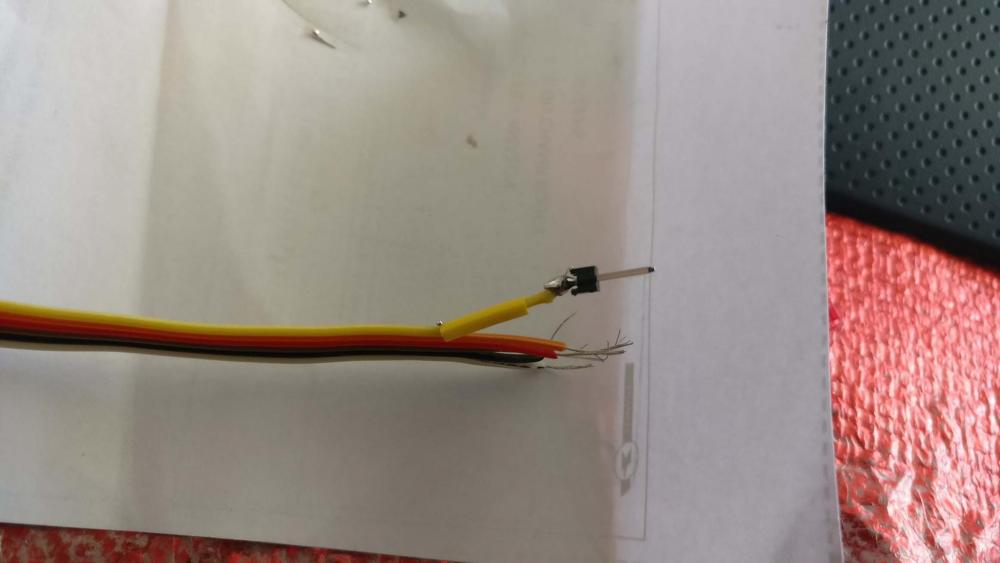
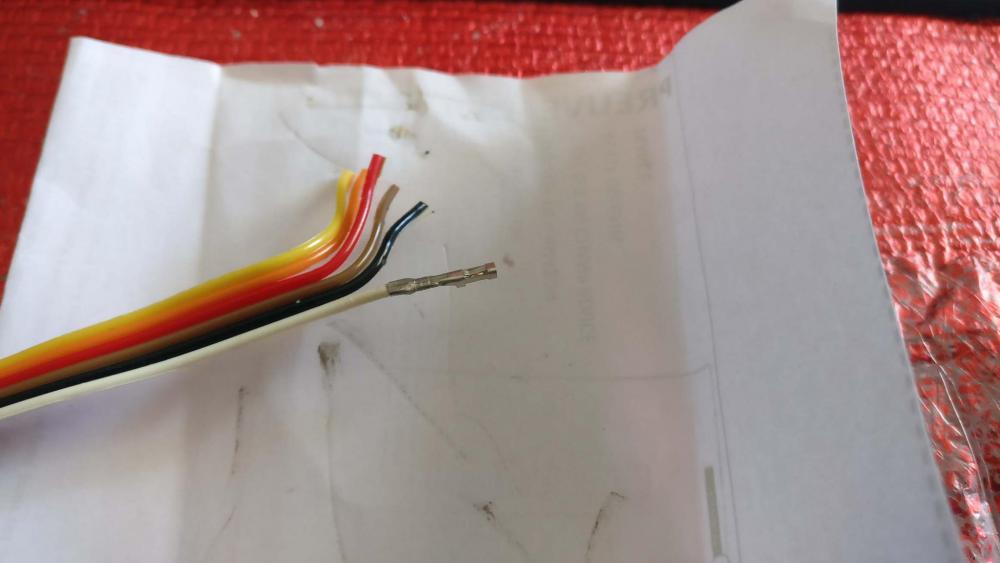
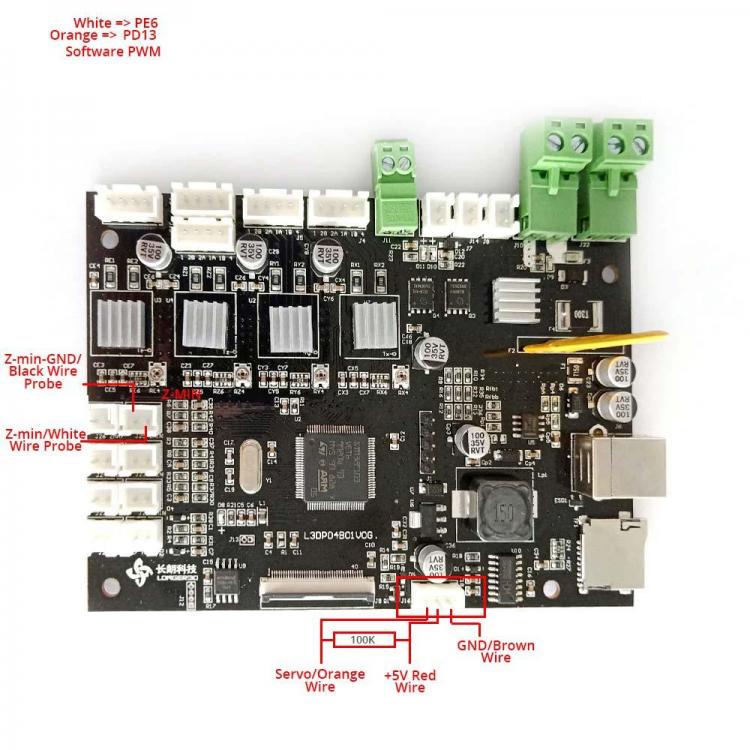
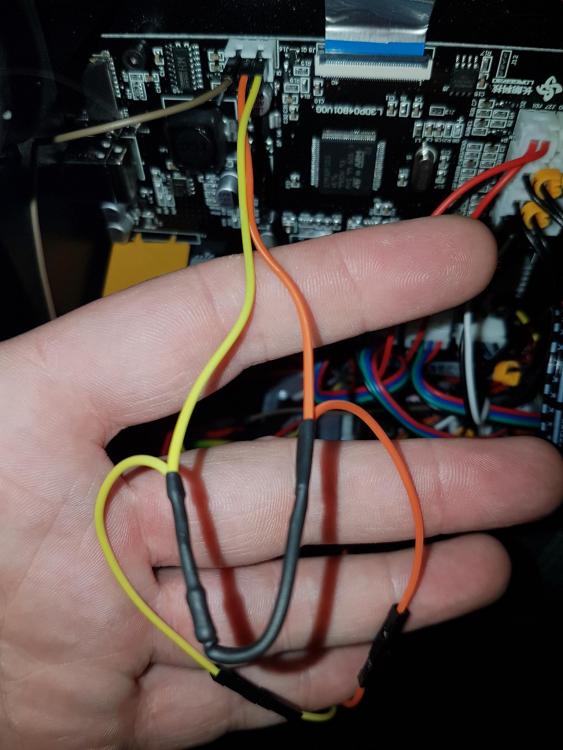
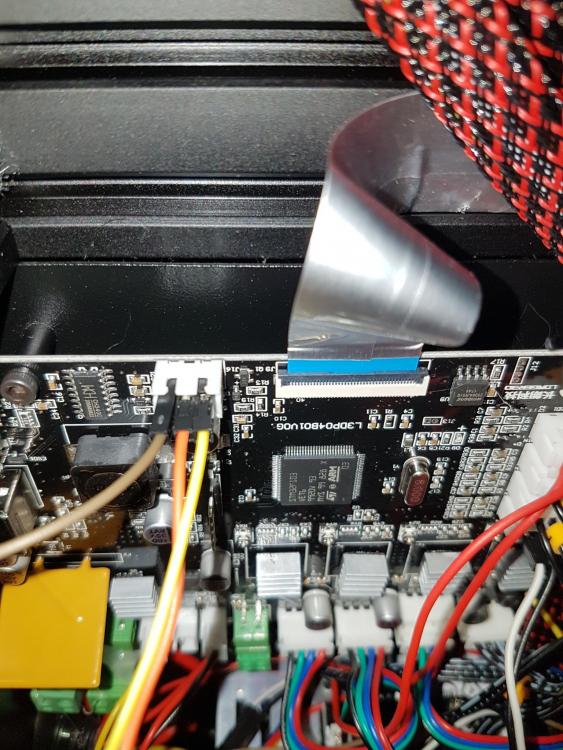
Tuto officiel pour installer un BLTouch ou un TouchMi sur Alfawise U20, U20Plus, U30, et Longuer3D équivalents ==================================================================== Mini tuto : Installation du TouchMi par @sensei73 ================================================================================ Installation du BL-Touch : Version 4.5 du 24/08/2019 (Update nouveau fichier .pins). De quoi ai-je besoin : Une carte-mère Alfawise orignale en version V0G. Que vous devrez identifier clairement. Mais si vous avez déjà flashé Marlin dessus, c'est que vous le savez ! Savoir déjà compiler et flasher Marlin sur une Alfawise. Avoir en mains, les dernières sources de Marlin pour Alfawise/Longuer3D. Un BL-Touch V3 original (ce tuto ne tiens pas compte des dysfonctionnements que vous pouvez rencontrer avec une copie) trouvable ici ou ici. Un peu de doc sur le BL-Touch (V3) Un Fang compatible (et oui sinon vous n'allez pas aller bien loin..). Il en existe déjà prêt à l'emploie pour ceux qui ont une hotend d'origine (MK8), une E3DV6, ou une AiO conçus par @deamoncrack et trouvables ici. Un fer à souder avec un peu d'étain. De la gaine thermorétractable. Une résistance de 1K ou 4.7k à 8.2k ohms de 1/4 de watt ou 1/2 watt pour "plus de sécurité". Inutile de prendre des résistances haute précision. Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement. Vous pouvez prendre des versons avec les connecteurs duponts déjà montés dessus également. Pour ce qui suit, soit vous désirez faire votre propre rallonge de câbles, soit vous en achetez une directement. Si vous souhaitez faire la votre (version DIY), voici selon une méthode parmi d'autres, ce qu'il vous faut : Si vous souhaitez directement en acheter une, inutile de vous attarder sur cette partie du tuto. >>> On y va ! <<< Si vous avez choisi de faire votre rallonge DIY lire ce qui suit, sinon passez directement à la partie "Raccordements/connexions" : Si vous avez une carte-mère en version V0G : Si vous avez une carte-mère en version inférieur à V0G (V08, V07, V06 etc..) : Configuration Marlin 2-x Allez on passe enfin à la configuration ! Pour ne pas induire quiconque en erreur, je met ici uniquement les lignes de configurations qui nous intéressent. Si vous avez une AlfaWise U20, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Il est fortement recommandé de passer la variable #define GRID_MAX_POINTS_X à 5 minimum. En effet, une valeur inférieur peut entraîner des erreurs de prise en compte des données par G29, ou créer des "trous de précision" dans la matrice générée après un G29. Si vous avez une AlfaWise U30, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Si vous avez une AlfaWise U20Plus, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : En effet, il est impossible de donner une configuration générique pour votre BL-Touch, étant donné que les données de positionnements/décalages changeront selon le fang/support utilisé ainsi que la taille de votre plateau. Il vous faudra personnaliser ces données selon le fang/support utilisé. On passe à la configuration du fichier \pins\stm32\pins_LONGER3D_LK.h Si vous avez une carte-mère V0G, modèle de machine U20, U20+, U30 : Si vous avez une carte-mère de version inférieur à V0G, (V08, V07, V06 etc..) modèle de machine U20, U20+, U30 : Et on compile Marlin ! Tests Avant toute utilisation du BL-Touch sur votre machine, il vous faudra d'abord faire un home complet XYZ. Vous pouvez ensuite effectuer un G29, en prenant soin de positionner votre tête au centre du plateau au préalable. En cas de problème pour vérifier les offsets, cela vous évitera d’abîmer votre matériel. Il vous faudra également définir vous même le Z_OFFSET ( et non pas le ZPROBE_OFFSET). Voir mini tuto. Nous ne détaillerons pas ici l'utilisation du BL-Touch et sa configuration. Internet regorge déjà d'informations ! GCode de démarrage : Mini tuto Z-Offset pour BL-Touch ENJOY ! Cliquez sur le petit bouton merci, ça fera du bien à tous les participants !





 1 point
1 point -
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
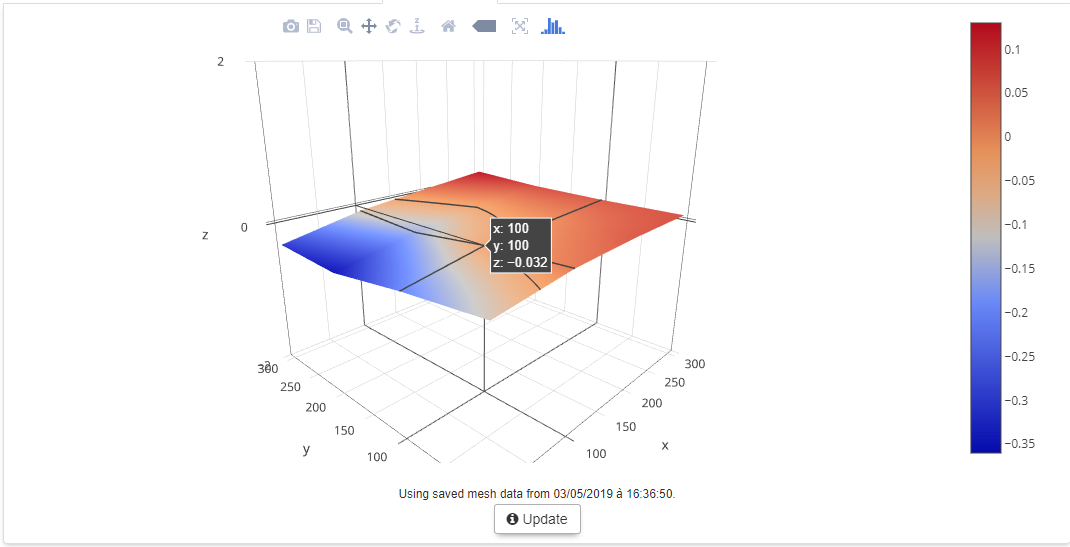
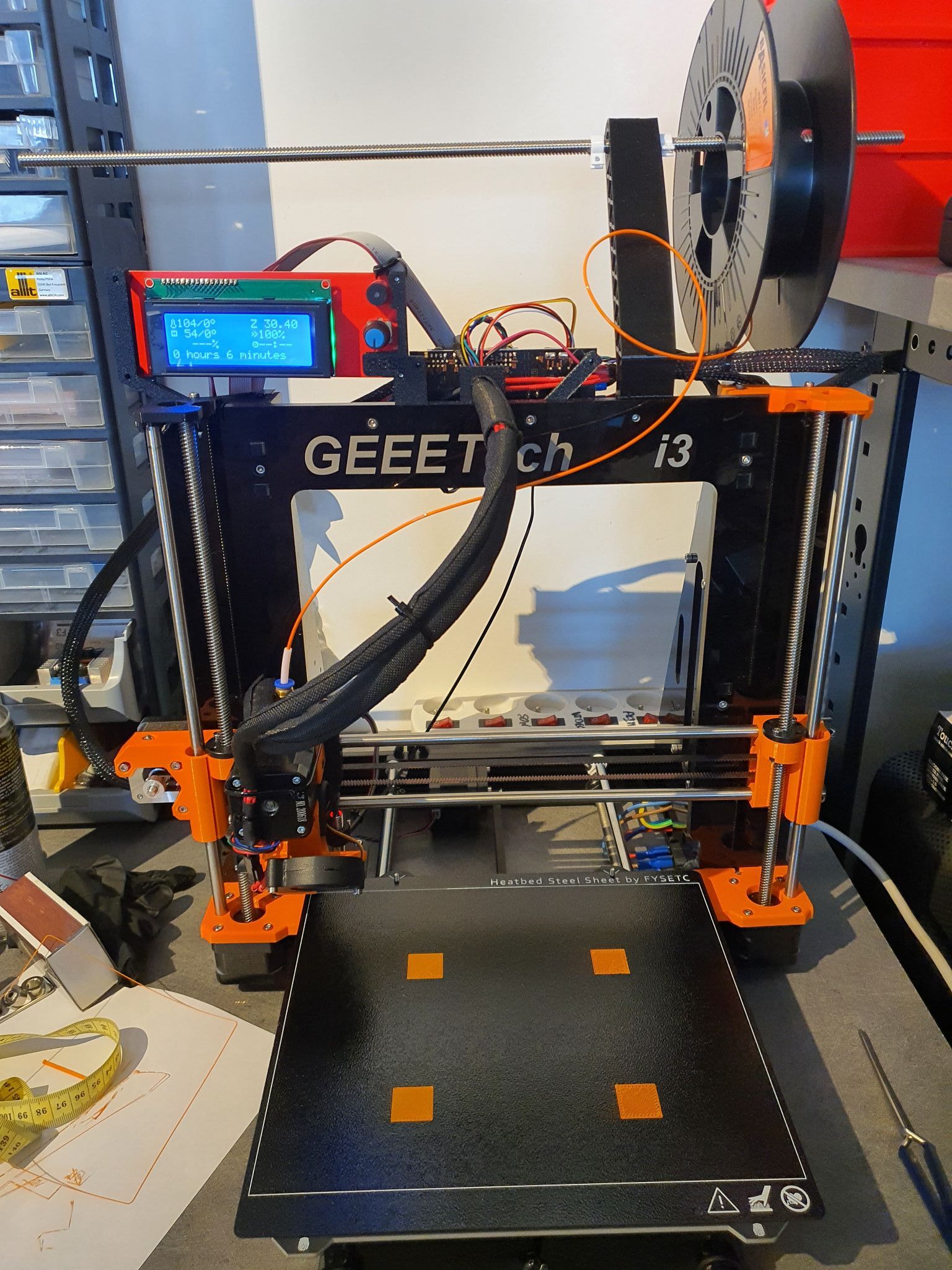
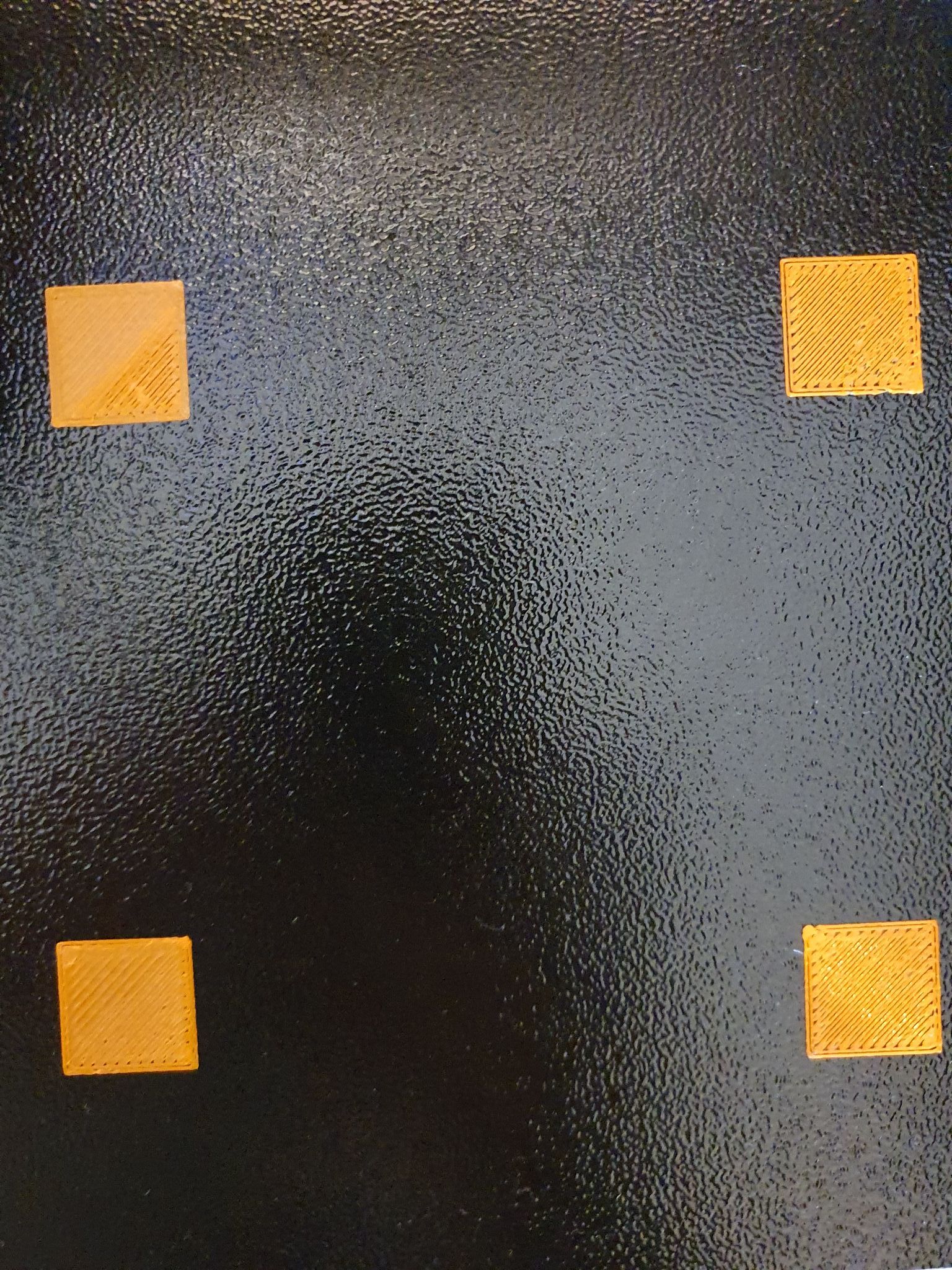
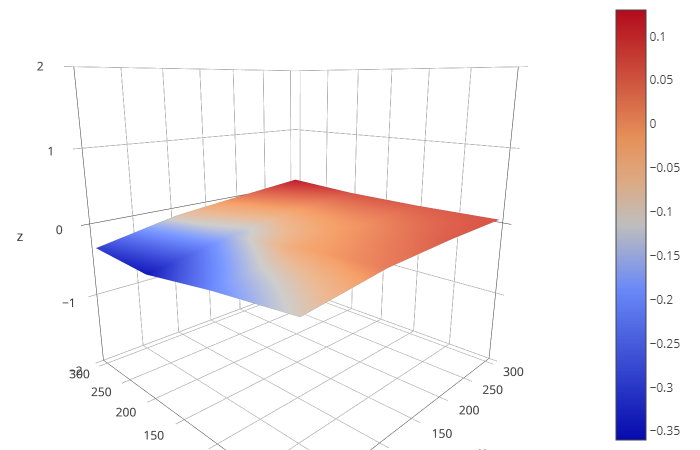
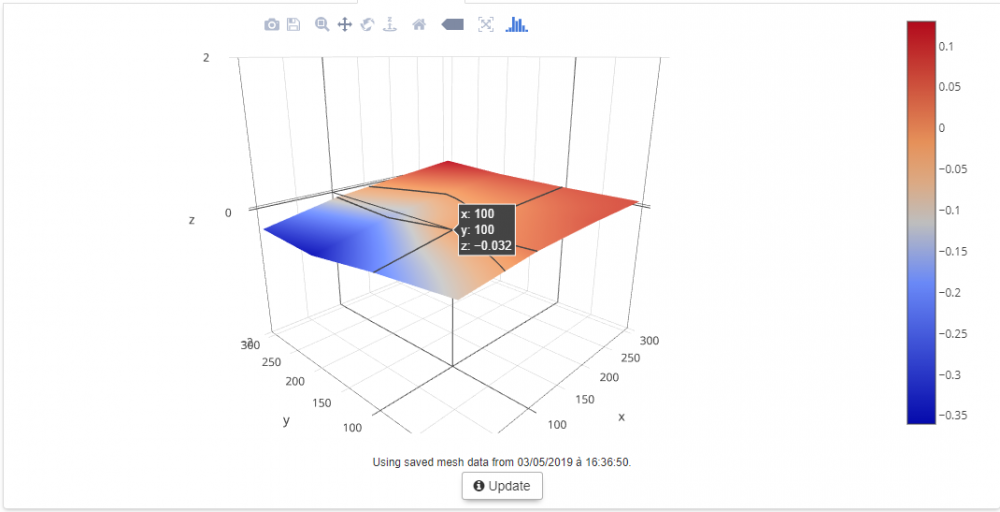
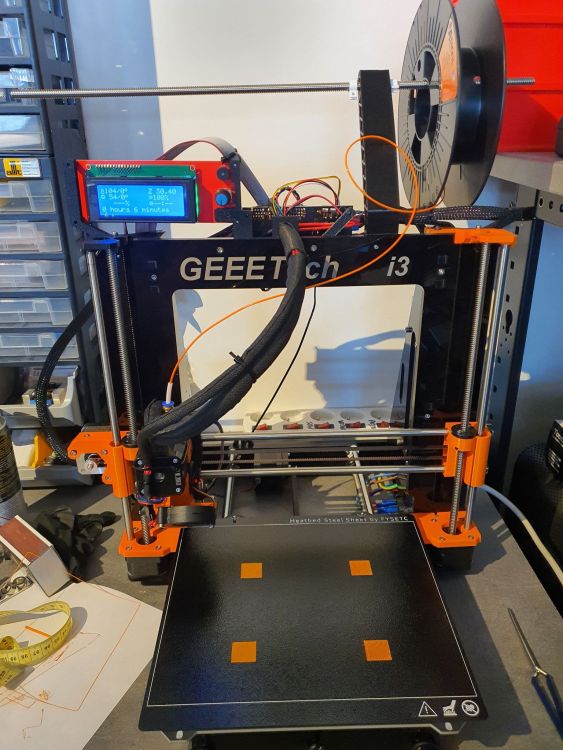
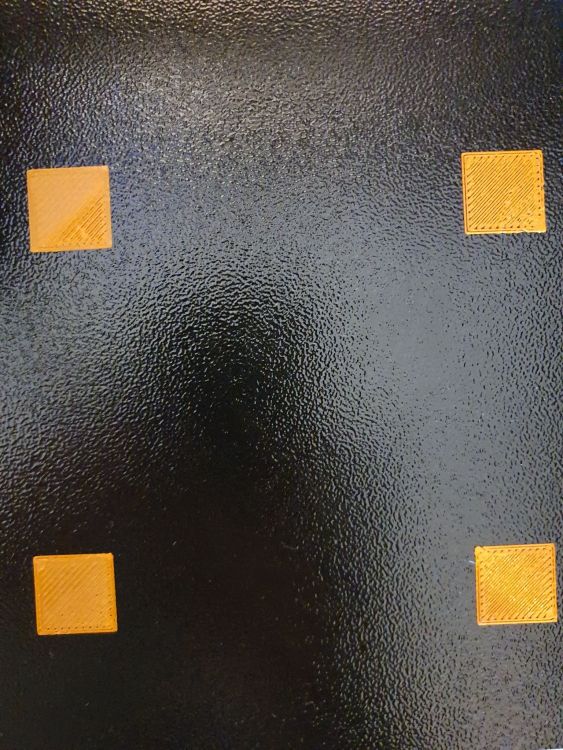
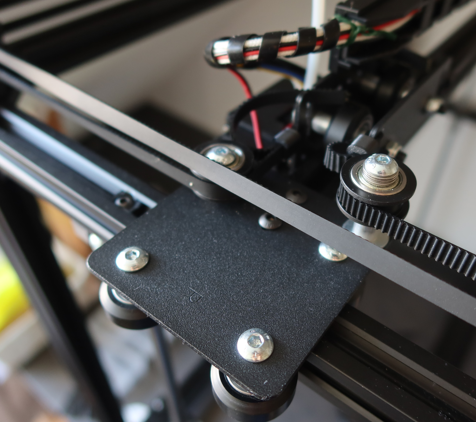
Salut à tous, Déjà, je poke @jpanasonic et @Jean-Claude Garnier pour vous tenir au courant. Voici ce qu'est devenu la Geeetech I3 Pro B que @jpanasonic m'avait donné. Il y a un mix entre les pièces de la Geeetech et des pièces Prusa + pièces PETG modifiées. Elle tourne sur le firmware officiel Prusa et passe les tests de calibration de Prusa sans broncher. Je viens juste de la finaliser et j'entre dans les peaufinages. Dès que j'aurai fini les derniers réglages, je partagerai le boulot pour la communauté. J'en viens à mon problème, la première couche et la planéité du plateau. J'en appel à @Kachidoki et @divers si vous avez le temps de m'aiguiller ou tout autre personne qui saura me guider. Pourquoi la sonde Pinda ne corrige pas le défaut de planéité ? En bas à gauche, c'est un peu près bon, mais à droite, c'est la loose. Je suis à 1,5 pour le Live Adjust Z. j'ai activé le Bed Mesh Levelling avec 47 points, ca ne change rien. Si vous avez indications à me fournir pour ne pas que je passe ma vie à chercher ce qui ne va pas Merci beaucoup. Bonne après-midi. A++
 1 point
1 point -
Review d'un gars qui vient de recevoir la Creality WiFi Box : Au passage : La création du compte sur l'appli ou sur http://model.creality.com/ est basé par défaut sur le numéro de téléphone mais en bas du formulaire, on peut basculer pour utiliser l'email comme identifiant.1 point
-
Je me réponds, si ça peut servir à d'autres. L'entraxe est de 10cm et pas de souci pour une bobine de 250g. Merci à flo-r d'un autre forum pour avoir répondu, photo à l'appui. Envoyé de mon SM-G920F en utilisant Tapatalk1 point
-
Tu as posté ton message hier à 17h59 sans indiquer clairement ce que tu voulais. A l'instant, tu postes un message pour dire que c'est urgent, mais tu n'evoque pas ce que tu veux. En postant un message explicite hier, tu aurais potentiellement eu plusieurs réponses. Fais ce que tu veux, du temps que ça respecte les régles du forum.1 point
-
@Lazybutt Désolé pour toi. Ma CR6-SE a aussi mis beaucoup de temps à venir (à pieds par la Chine ). expédition début septembre, reçue mi-octobre (j'avais des addons). Pas eu de frais de douanes car provenant de leur entrepôt européen, livrée par UPS. Par contre le seul reproche que j'aurais à faire et que j'ai reçu le mail d'expédition de ma machine, une semaine après sa réception physique Quoi que tu penses, Kickstarter n'est pas une place de marché. La plupart des campagnes KS auxquelles j'ai participé n'ont pas été exemptes de déconvenues (délais de livraison toujours très optimistes, contrepartie non reçue (imprimante OLO, imprimante Zatsit)) mais c'est le lot des plateformes de financement participatif et quand j'y participe j'en connais les risques. Une fois montée et les vérifications élémentaires effectuées, cette machine fonctionne sans rien avoir à modifier ni ajouter. Comme ce qui m'intéresse le plus c'est de «bidouiller», je suis déçu : on lance l'impression et elle se réalise comme prévue (on verra dans la durée ce qu'il en est). Si vraiment, tu cherches à t'en séparer, une section de ce forum permet de la proposer à la vente mais tu n'auras certainement pas la somme pour t'acheter une Prusa (ou alors une mini).1 point
-
Oui c'est mon installation est antérieure à la refonte des menus. Il faut adapter selon la nouvelle doc example-menu.cfg1 point
-
Salut @Guillaume3D, les fichiers .SLDPRT et .SLDASM sont des fichiers Solidworks. Si tu as des problèmes pour les convertir en .stp pour les modifier ensuite avec Fusion 360, ben tu demandes1 point
-
Re-bonjour à tous, Je remercie tous ceux qui ont visualisé mon message ci-dessus mais entretemps j'ai trouvé la solution : les titres des fichiers concernés étaient trop longs car, comme pour ceux de mon imprimante à dépôt, j'ajoutais la durée, la couleur et la présence ou non de supports. Si cette habitude ne posait aucun problème en FDM, il semble qu'en SLA, sur cette imprimante, il faut se limiter afin que l'extension de fichier soit affichée sur l'écran. Si mon expérience peut vous servir, j'en serai ravi. Cordialement Claude1 point
-
Toutes les têtes complètes que j'ai achetée avaient des buses de 0.4 dessus même si c'est pas la même imprimante, je pense que toutes les marques fournissent leur tête avec une buse 0.4. En tout cas perso, j'ai pas changée la buse d'origine de l'imprimante pour le filament bois et j'ai pas eu de souci de bouchage. J'ai failli acheter ce filament bois car ma bobine actuelle (Tianse) arrive bientôt sur la fin (et j'arrive plus à retrouver la même à prix raisonnable), tu nous dira ce que tu en pense quant tu arrivera à imprimer avec.1 point
-
La configuration de mon Klipper pour ma CR10-V2 n'est pas monolithique (un gros fichier printerf.cfg mais de nombreux fichiers inclus). Le fichier macros.cfg contient tous les éléments pour réaliser le M600 avec parking de la tête (M125), retrait / chargement du filament M701 / M702. Rien n'est ajouté dans mon Octoprint Je redonne le lien de mon dépôt (une section input_shaper a été ajoutée et quand j'aurai du temps après mes déboires de la perte d'un gros disque dur contenant une grande partie de mes «développements», je testerai pour l'input_shaper une pseudo automatisation via des capteurs accéléromètres : https://github.com/fran6p/cfg_klipper1 point
-
certains logiciels le proposent (lycheeslicer ... je crois) mais ce n'est pas toujours très pertinent ! il vaut mieux le faire manuellement oui tu es obligé , sinon tu va emprisonner de la résine dans ta boule qui va polymériser de façon anarchique et déformer ton modèle voir le "déchirer" dans chitubox j'utilise comme " forme contact : aucun" cela fait des petits trous dans le modèle . je prends alors un peu de résine avec un pinceau et je passe une très légère couche sur les impactes . cela diminue la trace ..... sinon il n'y a que le ponçage et le masticage moins non plus , je ne vois pas le rapport . pour la précision dimensionnelle il faut parler de qualité de résine ( avec bien sûr des supports bien positionnés )1 point
-
bon mon code semble fonctionner maintenant il faut corriger les tension des courroies X et Y car mes rond sont des carré a bords arrondis et j'ai aussi un décalage de couche a corriger. bref une imprimante pour enfants mon œil ouais !1 point
-
bonjour , , la réponse est oui ! et pas uniquement pour le nettoyage . une résine trop visqueuse aura plus de mal a se stabiliser lors de la monté et la descente du plateau . pour compenser ce phénomène il faudra augmenter le temps de pause ,d’où une perte de temps non négligable1 point
-
C'est normal Tous les profils Creality de Cura comportent ces lignes dans le G-code de démarrage (ça date déjà d'un paquet de temps (v4 ou 4.1) quand un «mod Creawsome» a été inclus par les développeurs ).1 point
-
Salut @hcl28, Apparemment tu l'as imprimé dans le sens que l'on voit (défaut de surplomb sous la partie haute car pas de support). Pourquoi ne pas l'avoir fait sur le dos? Tu n'aurais pas eu les défauts de surplomb, tu aurais mis moins de temps et la pièce aurait été plus rigide je pense...1 point
-
Qu'est-ce que je devrais dire... j'en ai même jamais eu tout court.1 point
-
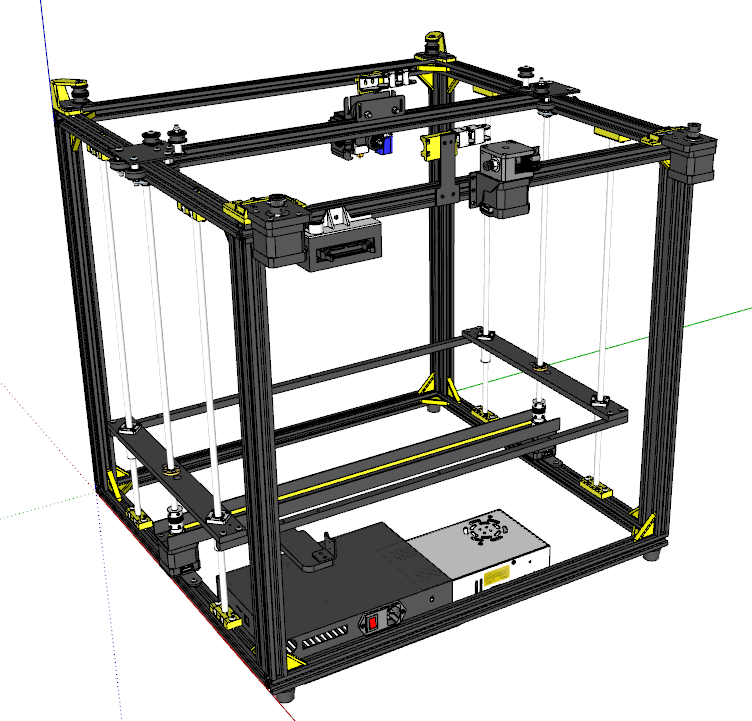
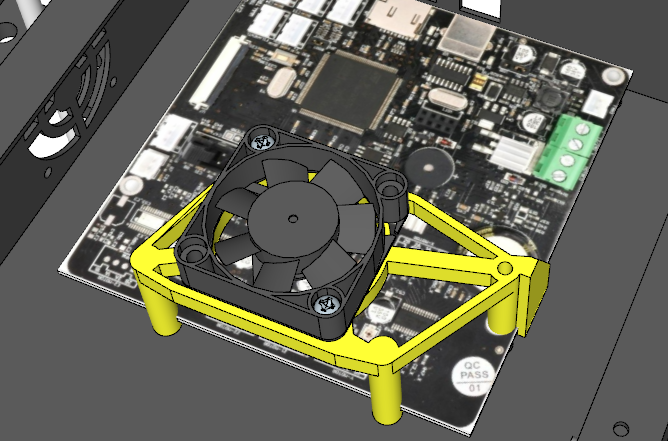
Salut la compagnie ! quelques news en vrac : la numérisation, ça avance, le boitier et sa carte mère c'est fait, et pour l'alim j'ai repris ma num pour l'Ender-3 car c'est la même. Comme la fixation du ventilo de carte ne me convenait pas (fixation par une seule vis dans un coin avec une entretoise), j'ai numérisé un nouveau support qui reprend la vis mais recentre le flux sur les 4 TMC 2225. J'ai reçu aussi ma commande de Vis-Express, j'ai pu donc finaliser le montage des chariots Y. Pour garder l'accès aux excentriques en dessous, certaines longueurs de vis se jouent au mm :
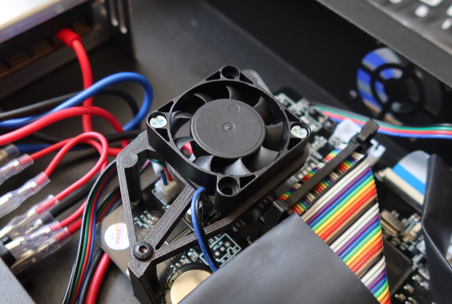
 1 point
1 point -
@Kachidoki peut-être mais c'est pas la peine de me remercier moi, je ne suis JAMAIS parvenu à faire marcher ce truc rouge !1 point
-
Bonjour Il faut que tu saches une chose : pour peu que la question soit claire et posée poliment, ici les gens se font un PLAISIR de répondre quand ils ont .... une réponse ! Si personne ne t'a répondu, ça n'a rien de personnel, c'est sûrement que personne n'a voulu prendre le risque de dire une connerie ou de parler d'un sujet non maîtrisé. Tu vas me dire "c'est pas pasqu'on a rien à dire qu'on doit fermer sa yeule" C'est pas faux, et c'est pour ça que je te réponds Bonne continuation, ton projet a l'air mahousse costaud !1 point
-
Je m'aperçois qu'en imprimant dans un placard du garage à la température de 18°C, la viscosité peut nuire à la qualité de mes prints. J'en conclus qu'avec une résine moins visqueuse au départ, j'aurais de meilleurs résultats. Après, la viscosité n'est pas le seul paramètre à prendre en compte.1 point
-
Salut @NEX-FURTUR, J'ai supprimé tes données personnelles. Si tu as des questions à poser, poses les ici. Si tu veux échanger tes coordonnées avec quelqu'un, fais le en privé.1 point
-
Si ta feuille mesure 0.1mm et qu'il est courant de faire la première couche à 0.3 pour une buse de 0.4, tu n'as "qu'à" demander à Cura, Simplify, Prusaslicer ou Marmiton de faire la première couche à 0.2 épicétout. Elle fera de facto 0.3. Enfin bon faut pas non plus trop se faire des noeuds au cerveau avec ça. Perso ya longtemps que j'ai abandonné la feuille de papier au profit de la feuille métallique de 0.1mm (en avant, clinquant !)1 point
-
Hello, Je vous présente M & Mme Fantôme qui sont en pleine forme pour fêter Halloween Se sont des remix du modèle cité dans l'article ci-dessus. Enjoy !
 1 point
1 point -
Salut, A priori je ne suis pas le seul d'après les commentaires amazon. Je vais quand même nettoyer mon hotend, la sous extrusion pourrait venir de la même si je n'ai pas ce problème avec un autre filament.1 point
-
150mm/s avec une buse de 1mm ? Essaies de ralentir un peu, ça fait beaucoup beaucoup de plastique à fondre, peut être qu'elle n'arrive simplement pas à suivre !1 point
-
Essayer de ne pas (encore) prendre du poids !1 point
-
Voila j'en suis à ma deuxième machine acheté chez Amazon (heureusement soit dit en passant) et cela fait la deuxième fois que j'ai un soucis avec le plateau : Lorsque je détache la pièce un morceau de plateau (de verre !) se détache avec la pièce. La première fois j'avais forcé car elle ne se détachait pas à froid. Par contre la deuxième fois c'était de l'ABS elle s'est détachée tout seule et j'ai retrouvé un morceau de revêtement et de plateau collé. Donc ok la première fois c'est peut être ma faute mais pas la deuxième. Je sais pas si c'est le plateau qui est de mauvaise qualité mais bon .... Pour moi c'est finis Artillery je passe sur des machines où l'on peut changer le plateau en cas de soucis.0 points
-
Je confirme, c'est une machine de ..... ! Toutes mes impressions sont ratés (alors que sur ma Ender ou ma Dagoma ça passe avec les mêmes réglages). Quand j'allume la machine, une fois sur deux j'ai des bruits quelque part : J'ai contacté le vendeur. Voir ce qu'il va me dire. Mais pour le moment c'est la déception totale.0 points
-
Avec la fermeture des hôtels cela devient impossible pour moi de travailler (déplacements sur toute la France Belgique et Afrique du Nord) . La trésorerie ayant servi au premier confinement et ne recevant pas d'aides de l'état car ont fait déjà du télétravail ça sent la fin dans les semaines à venir...0 points
.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)