Classement




Contenu populaire
Contenu avec la plus haute réputation dans 10/11/2020 Dans tous les contenus
-
6 points
-
Il est temps de tester la double extrusion : impression de la pige du endstop Y en rPET de Formfutura avec du support en HPIS de Smart Materials : En vue latérale : La fixation magnétique a été délicate à mettre au point : trouver la force magnétique suffisante pour garantir une bonne fixation reproductible de l'outil et un relâchement possible sans provoquer des sauts de pas moteur ! Et surtout, plus de servomoteur ! L'écosystème permet d'avoir des porte-outils pour e3d v6 ou Volcano, en préservant une hauteur d'extrusion identique. Leur changement est très rapide avec la connectique en DB25 à déconnecter et le PTFE. Cela permet d'avoir différentes combinaison de 2 hotends, buse 0.8 et buse 0.25 par exemple. Sur la Ender 5 Pro, la largeur de l'imprimante ne permet pas d'avoir plus de 2 hotends simultanément, contrairement à une Ender 5 Plus, d'où mon annonce pour en trouver une d'occasion, mais sans succès... Encore quelques modifications à faire (améliorer le fang, quelques modifs manuelles de pièces à reporter sur les fichiers CAD, etc...) accompagné d'une bascule de Simplify3D à PrusaSlicer avec les scripts à adapter, en prenant en compte les bugs propres au PrusaSlicer ! Ca n'a pas chômé. Je vais pouvoir reprendre et finaliser la construction de la CNC mise en pause... de quoi patienter en attendant la JGmaker ArtistD...4 points
-
Bonjour, La phase de beta test est terminée, la dernière version est disponible Les nouveautés sont là : en résumant, ajout de nouvelles machines Artillery Sidewinder X1 et Genius, Biqu B1, Creality CR6-SE, …, corrections de bugs, ajout de nouvelles fonctionnalités.2 points
-
Salut, A l'occasion du double 11 chez Banggood j'ai mis en ligne le tableau des promotions https://www.lesimprimantes3d.fr/promo-banggood/ Le tableau continuera à être maintenu après l'évènement, donc n'hésitez pas à y jeter un œil régulièrement
 2 points
2 points -
Bonjour à tous, J'espère que le titre est assez explicite et que vous saurez m'apporter toute l'aide dont j'ai besoin. Pour la petite histoire : J'ai fait l'acquisition d'un Ender 3 v2 il y a moins de 2 semaines. 1er test avec l'impression du Gcode dog-2h.gcode présent sur la carte fourni en PLA blanc => fail : buse bouché => tentative de débouchage de la buse avec aiguille OK 2ème test avec l'impression d'un modèle de boite en forme de coeur pour ma fille en PLA blanc => fail : au bout d'1 cm d'épaisseur, impression cotonneuse et puis buse bouché => démontage et remontage buse, et resserrage de tout comme c'est montré dans les tutos OK 3ème test avec à nouveau l'impression du Gcode dog-2h.gcode en PLA blanc => OK => heureux le gars et prise de confiance 4ème test avec à nouveau impression de la boite en forme de coeur, en changeant le PLA pour du noir, et à peine l'impression lancée, je vais me matter un film => gros fail Ouais je sais c'est très moche, et je suis inexcusable. Le pourquoi c'est arrivé, je m'en doute un peu, c'est que je n'ai pas assez nettoyé le plateau et que l'accroche ne s'est pas faite du coup. Si vous pensez que c'est pour une ou plusieurs autres raisons, je suis preneur pour ne pas reproduire la même erreur. Maintenant si je vous expose mon problème c'est surtout pour avoir vos conseils pour me sortir de cette situation. Voici ce que je pense faire : suivre ce tuto https://help.prusa3d.com/fr/article/blob-sur-lextrudeur_5948#:~:text=Nettoyez le blob petit à,maintenant souple de la hotend. Qu'en pensez-vous ? Avez-vous d'autres propositions ? Merci d'avance pour votre aide. Steeray

 1 point
1 point -
Bonsoir, j'utilise Cura 4.6.2 depuis le départ, si j'installe celui-ci est-ce que je perd mes profils?1 point
-
Bonjour, @Willynet7 Voici la version avec BLtouch attention de bien branché les prises du BLTouch la vidéo ici Marlin.ino.hex1 point
-
Bonjour, Préparer, c'est à dire? au niveau de la modélisation? au niveau du trancheur? au niveau de la mécanique?1 point
-
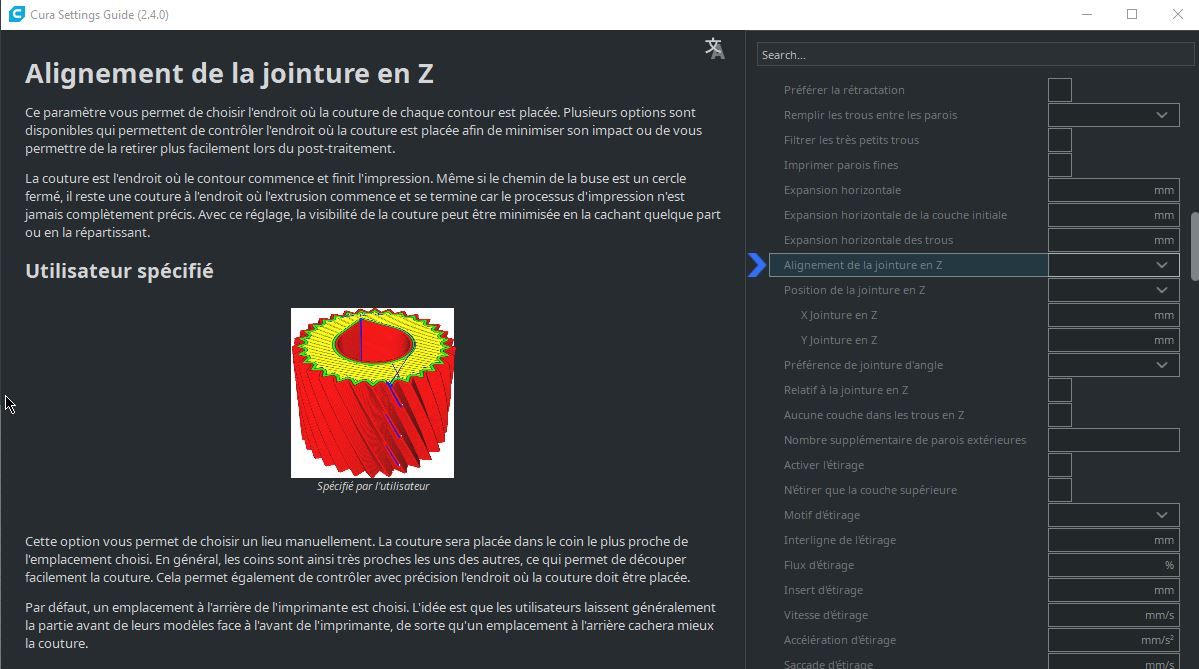
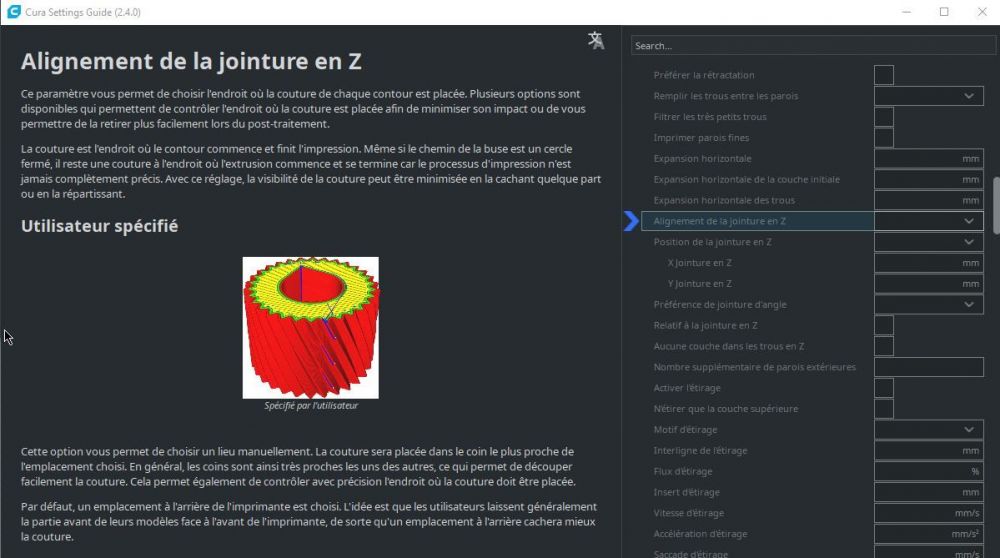
Les «meilleures» informations que tu pourras trouver sont en installant un greffon pour Cura via son «marché en ligne». Ce greffon s'appelle «Cura Settings Guide». Tu l'installes et tu auras alors accès à de nombreuses informations Bonus «cerise sur le gâteau» si ton Cura est francisé, les explications de ce greffon sont elles aussi dans la langue de Molière. Un aperçu de ses possibilités : PS: la version de Cura vient de monter en grade: 4.8.0 (aujourd'hui).
 1 point
1 point -
Le coreXY n'est pas forcément recommandé pour ces dimensions. Ça commence à faire des courroies très longues, 2.8m tout de même, et c'est une cinématique qui est très sensible à ce niveau. Je ne doute pas que tu ais pris en compte cette particularité. Peut-être en adaptant le choix des courroies? Là encore, ce sera un point intéressant à observer.1 point
-
Merci je pense que je vais finalement prendre une SKR v1.4 turbo avec des TMC 2209.1 point
-
En prenant une BTT SKR 1.3 ou 1.4 tu n'aurais pas besoin du BTT EXP-MOT car ces deux cartes possèdent d'origine 5 emplacements pour pilotes. En ajoutant à cette carte le BTT-EXP-MOT tu peux monter à 8 pilotes mais plus d'écran LCD possible cependant un TFT peut parfaitement être ajouté. D'autres modèles de BTT et d'autres marques (MKS, …) sont aussi possibles.1 point
-
Je n'ai jamais dit de toucher au firmware de l'imprimante. Simplement d'avoir une électronique séparée et indépendante, plus simple et plus précise, comme un Arduino par exemple. Tu peux toujours faire commuter un transistor, un opto-coupleur, ou un relais pour simuler le capteur de filament de la machine.1 point
-
@Matgothmog Bonjour, AMHA non. Le module BTT EXP-MOT nécessite deux connecteurs (EXP1 et EXP2). La carte BTT mini E3 n'en possède qu'un (EXP1) : BTT SKR MINI E3 V2.0-PIN.pdf
 1 point
1 point -
Un moteur CC pour alimenter un relais... Soit il faudra une grosse démultiplication pour que le moteur tourne assez vite, dans tous les cas il en faut une pour sortir un signal exploitable car ça avance pas vite un fil dans un extrudeur, soit il faudra de l'électronique pour faire ballast. Un transistor, un AOP etc... Et comme tu dis, lors de chaque rétractation et déplacement, le fil n'avance plus. Tu parle de créer un délai via un condensateur, tu compte faire un système entièrement analogique ? Si tu sais faire du numérique, alors tu devrais regarder du côté des encodeurs optique, ou même des capteurs optique / laser de souris, ça mesure très bien de faibles déplacements. Pour les délais, ça ne sera plus que du code. Je crois que dans son esprit torturé par ce drame, c'était 14h - 1h59 = 12h01 de filament perdu.1 point
-
Si tu tape fusion post processor dans Google tu trouveras la librairie des post processor fusion. Une recherche dans cette librairie de cr10 permet de trouver le pp Je ne connais pas fusion et j'utilise pour le travail un logiciel de fao. Le post processor permet de traiter les mouvements de la FAO en code G ou autre pour la machine1 point
-
On n'en manque pas mais de temps en temps certains propos brouille l'écoute1 point
-
C'est gentil mais seuls quelques problèmes. Comme on ne sait pas grand chose de la machine que tu as réalisée, les pas sont normalement «réglables» et «calculables» en fonction du matériel utilisé (moteurs, courroies, tiges filetées). Ce site permet de les calculer en fonction de ces paramètres qu'il faudra ensuite peaufiner.1 point
-
Pour la lubrification, bah autant utilisé le tube fournis par prusa, après si t'a moyen d'abrité l'imprimante de la poussière un maximum, c'est mieux quand même, après c'est comme tous, il faut un juste milieu, ça sert à rien de trop en mettre pour la pièce a reprint, je ne dit pas de la faire absolument en PLA ou en PETG, surtout si tu a accès a des matière plus solide en temps normaux, autant en profiter, je dis ça pour pas que justement tu achète des matériaux couteux ou quoi qui serait overkill, tous dépend de l'utilisation que tu a de la machine, si tu print que du PLA, bah la pièce tiendra le coups, si tu imprime que des matériaux a haute température etc... bah faut adapter1 point
-
Ok je comprends pour ton problème, mais le slicer ne pourra pas le faire, sauf dans des cas particuliers, car lors de l'impression il n'y a rien qui gêne, on est toujours sur une surface libre, avec l'usinage il faut "contourner" les formes usinées, et ça le slicer ne sait pas faire1 point
-
Oui, c'est un peu comme si les maçons construisaient la maison en commençant par la cheminée (suspendue à une grue) et terminaient par les fondations. Faut arrêter de fumer la moquette, ou alors expliquer mieux sac'tu veux faire avec.....1 point
-
Ce n'est que mon opinion: je trouve que c'est du gadget et ne devrait pas être un argument de vente. Un RPI associé à Octoprint permet de réaliser tout cela (et bien plus) en ajoutant quelques greffons (coût de départ d'environ 50€ (un Pi3 est amplement suffisant)). Voir de l'extérieur le déroulement de l'impression, pourquoi pas. Pouvoir arrêter la dite impression si l'on détecte un problème, je dirai «why not» mais si le problème est sérieux (un départ de feu par exemple), tu auras une belle vidéo à présenter à ton assureur. Même si je lance de longues impressions, je ne suis jamais très loin des imprimantes que je peux «surveiller» via mon smartphone avec l'appli Printoid quand je ne suis pas dans mon bureau (à l'étage). Un extincteur est à portée de main au cas où (des détecteurs d'incendies sont placés à proximité des imprimantes).1 point
-
Salut, merci de ta proposition, mais je vais laisser la V1.2 avec son FW qui fonctionne. Ce n'est pas la première fois que BTT fourni des FW qui ne fonctionnent pas...1 point
-
Salut, Très intéressant, comme toujours. J'ai hâte de voir la suite.1 point
-
Je viens de voir ta vidéo et il n'y a qu'un mot qui me viens à la bouche et c'est WAOUHHH !! Quelle boulot et quelle qualité d'impression. Bravo pour ce que tu as fais et je vais suivre avec attention ta nouvelle aventure.1 point
-
Le système coreXY en détail :1 point
-
oui cest vrai et il faut aussi la régler et s'occuper de changer les pièces d'usure. une machine est livrée pré monté mais c'est a toi de vérifier la géométrie , l’assemblage, le calibrage, le réglage1 point
-
Je trouve que tu exagères, il y a plein de pièces que l’on peut imprimer: pistons, vilebrequin, pignons de boîte. surtout n’hésites pas à me demander les fichiers 3D et la matière à imprimer.1 point
-
hum ç’a sous extrude ton affaire.... je serais toi je ferais une petite titi's procédure (tu la trouvera facilement sur le forum ), j'y connais rien mais il y aurait un bouchon dans ta tète d'impression que c'a m'étonnerais même pas1 point
-
Quelques nouvelles de la CR30 avant son lancement le 19 novembre sur KS (possibilité d'en gagner une si ça vous tente ). Voilà la dernière vidéo d'un autre «youtubeur» / testeur (il en avait fait une précédemment) : Naomi Wu (SexyCyborg) a mis un commentaire sur cette dernière vidéo. Elle aurait réussi à convaincre Creality de mettre cette machine en Open Source comme elle l'avait déjà fait pour la Ender 3 (si la campagne KS atteint / dépasse un certain montant ), vous pouvez évidemment lire sa prose directement dans le premier commentaire sous la vidéo. Pour les moins «comprenant» dans la langue de Shakespeare, je vous mets une traduction provenant de deepL :1 point
-
32000 bobines par semaine ? T'as pas peur que ça nous fasse un peu beaucoup ?1 point
-
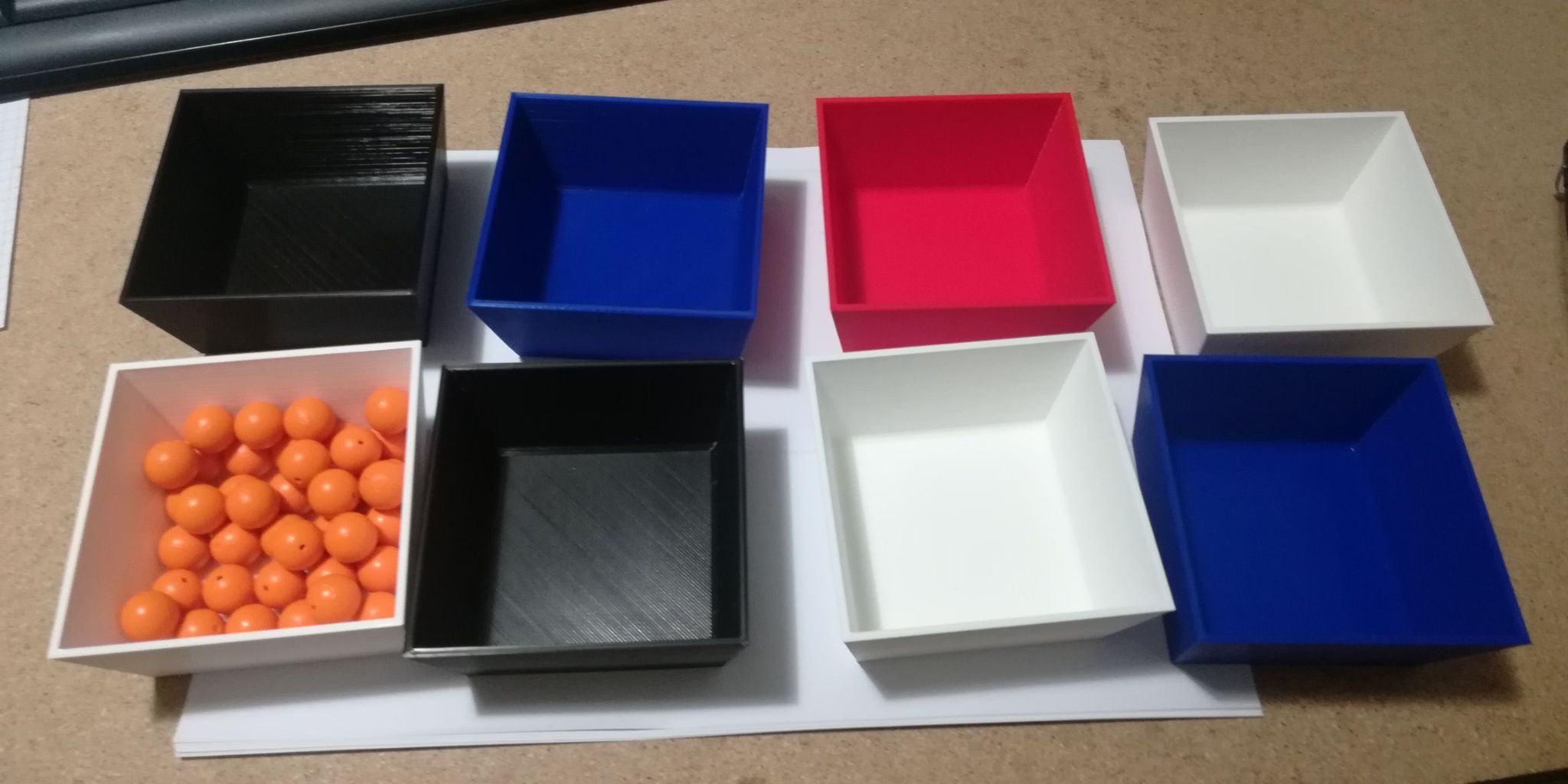
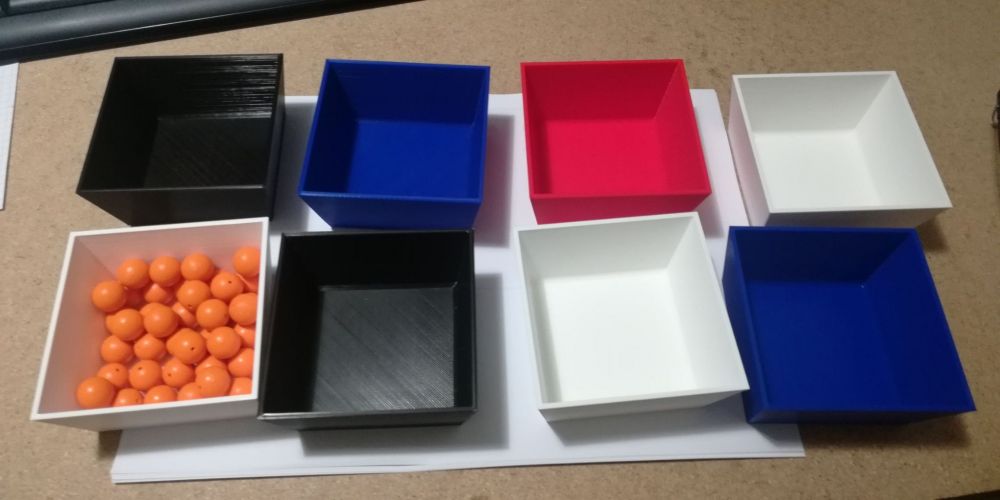
boites empilables, simples mais efficace Paramètres: PLA (amazon basic) couches 0.2 remplissage 10%

 1 point
1 point -
@pddgrumo Bonjour, Le site de TeachingTech permet de réaliser une bonne partie des réglages nécessaires sur nos imprimantes 3D sans forcément y passer des heures . Alors oui, c'est en anglais mais de nombreux traducteurs en ligne (je te conseille l'excellent DeepL ) permettent de se débrouiller si éventuellement la langue de Shakespeare n'était pas ta «cup of tea».1 point