Classement




Contenu populaire
Contenu avec la plus haute réputation dans 24/03/2021 Dans tous les contenus
-
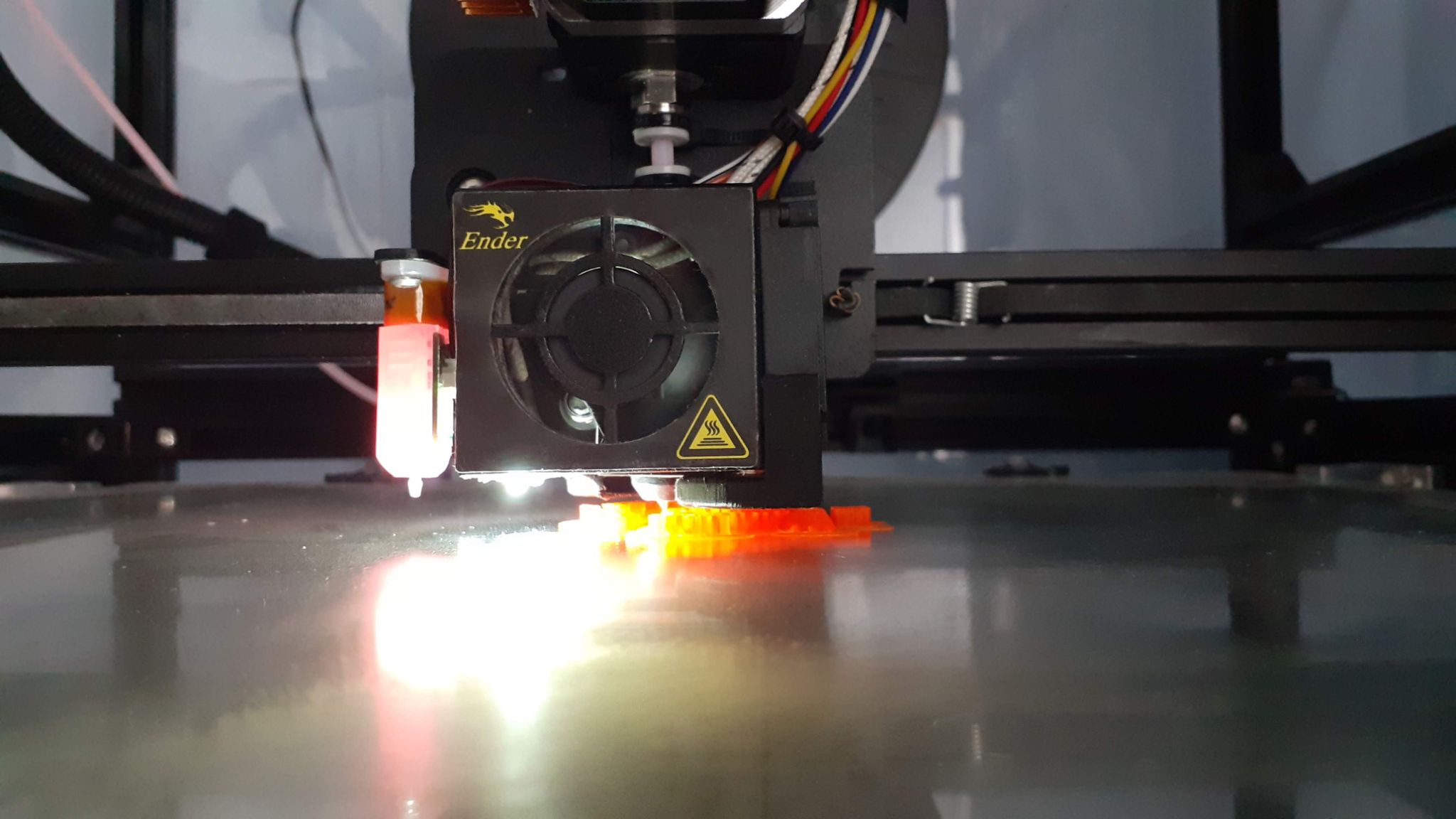
Miroir... oh mon beau miroir... dit moi qui est le plus beau... Alors... oui j'imprime sur un miroir ! Il ne m'a coûté que quelques euros "à la découpe" du magasin de bricolage local... et avec un peu de laque à cheveux (eco+ de chez Edouard), j'ai jamais eût de problèmes. Les avantages : 1. Une surface parfaitement plane. 2. Un prix défiant toute concurrence face à des plateaux/revêtement spécial imprimante 3D 3. Solidité de la surface d'impression, car je ne risque pas d'arracher un revêtement en "écrasant trop la 1ère couche". 4. Se nettoie simplement avec de l'eau et du savon. 5. Un miroir vivra plus longtemps que ton imprimante, sauf si tu le casse... Les inconvénients : 1. Nécessite l'ajout d'une laque ou d'une colle. 2. Peut se casser en le sortant de l'imprimante. 3. Un Miroir trop propre, c'est une surface où rien n'accrochera. > Donc il ne sert à rien d'avoir un "beau miroir" très propre. 4. Une première couche trop écrasé, c'est le risque de créer un bouchon ou de ronger le filament sur l'extrudeur. > Nécessite une parfaite maitrise de la 1ère couche. PS : A noter que beaucoup d'imprimantes "professionnelles" sont livrés/fournies avec un plateau en verre ou un miroir et ce n'est pas sans raison. Car lors d'impression de filament "abrasif", ceux-ci arrache les revêtements "standard" comme les Builtak, Superplate, etc... _____________________________________________________________________________________________________________________________________ Pour en revenir à ton Plateau qui s'arrache, c'est souvent signe que tu écrase trop ta première couche. Mais en même temps, tu imprime de l'ASA... donc il faut bien écraser la première couche pour que cela adhère. Donc rien d'étonnant à que ton plateau en fasse les frais. Si j'étais à ta place, j'opterais soit : 1. pour un Miroir 2. pour un Verre 3. pour un PEI (la solution la plus honéreuse des 3, jusqu'à plus de 10 fois le prix d'un miroir ou d'un verre) Car si tu imprime souvent ce type de filament, tu n'auras pas d'autres choix que de remplacer souvent le plateau ou d'investir dans autre chose. A noter pour le PEI : Ils sont certes en "métal", mais la couche de revêtement, n'est pas indestructible. Tu feras comme tu voudras... c'est ton imprimante et accessoirement ton porte monnaie...
 4 points
4 points -
Je ne comprends pas ce que les plasturgistes attendent du ministre. Qu'elle aille chercher elle-même du plastique avec sa voiture?3 points
-
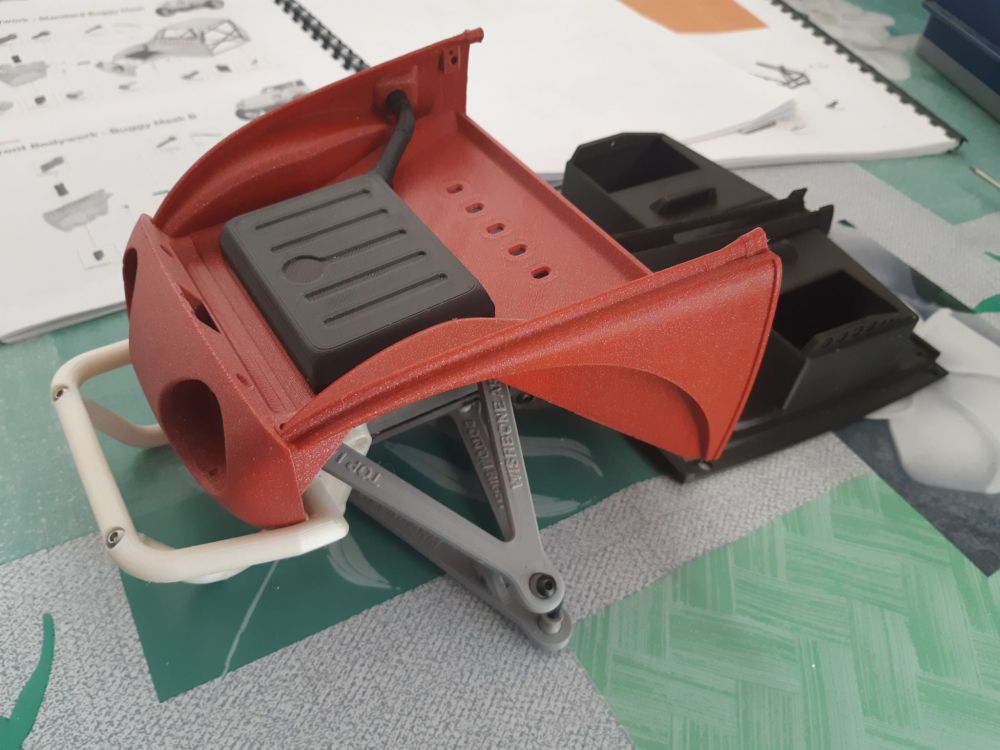
Bonjour, j'ai choisi chez Arianeplast le PLA rouge pailleté pour la coque de la COX; c'est parti pour la construction ! J'ai une pièce en cours d’impression qui dure pendant 33 heures ouf..... que pensez-vous de la couleur ?
 3 points
3 points -
Et bien moi j’ai eu trois animaux de compagnie, il y a assez longtemps, je me souviens des dates, il y a 32 ans, 30 ans et 26 ans. Comme toi @Ironblue le souci c’est lorsqu’on les perd, après on n’a pas envie d’en avoir d’autres, personnellement j’y ai définitivement renoncé. j’ai renoncé à essayer de les dresser car ce n’est pas facile et ce n’est plus à la mode. les deux premières sont mariées et la troisième est encore célibataire.3 points
-
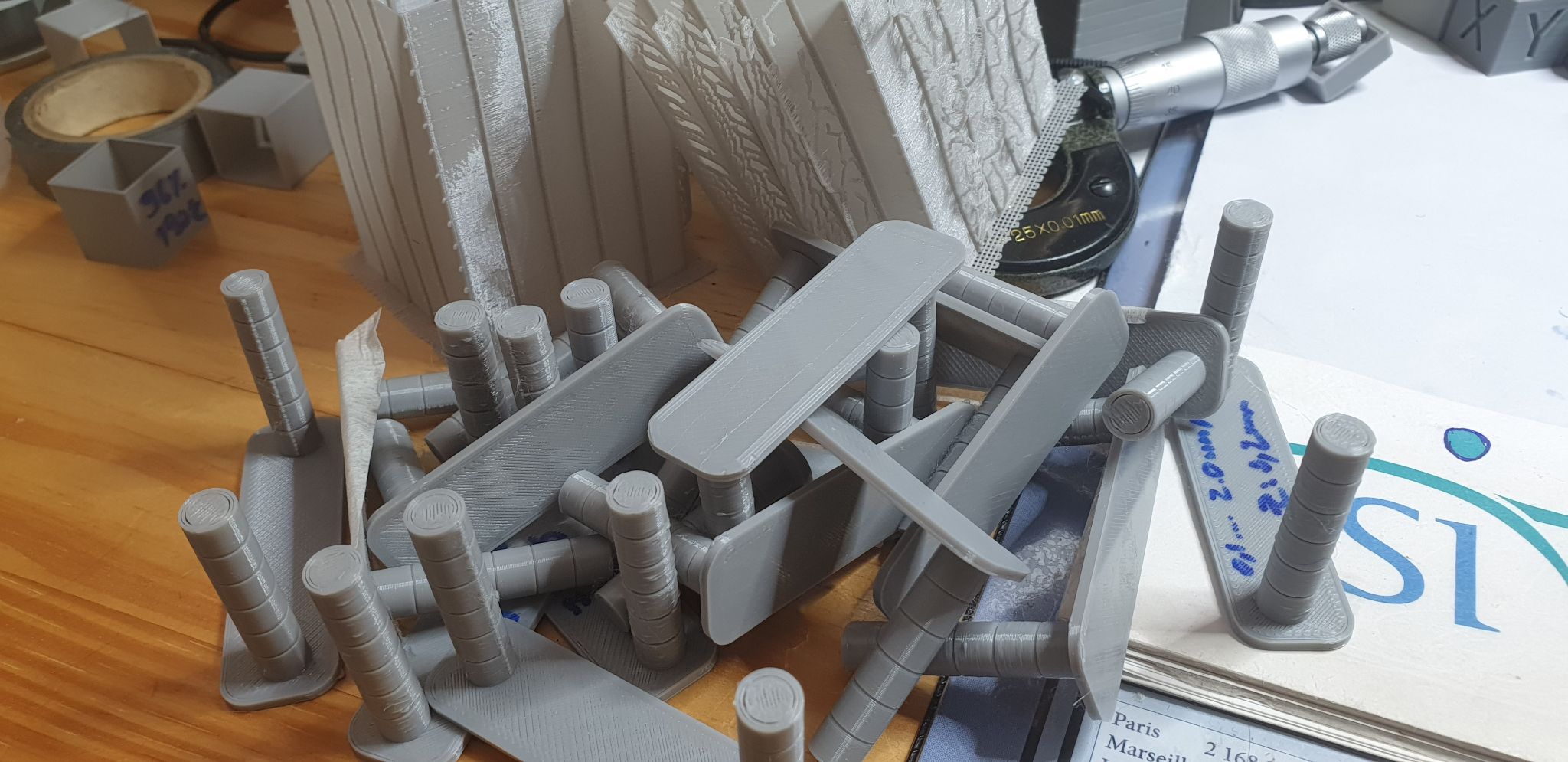
Il est vrai que l'échantillonnage des couleurs en image chez le fournisseur est absent ! c'est pas évident... je vais coller des stickers paris Dakar pour animer la carrosserie et je vais placer des arceaux de couleur jaune à l'intérieur.2 points
-
Un peu de papier de verre pour casser les angles de la découpe, les morceaux de doigts et le sang ne sont pas très bons pour l'adhérence du plastique2 points
-
Salutation ! A tu une bonne adhérences des impression ? pas de warping/gauchisement (https://www.simplify3d.com/support/print-quality-troubleshooting/warping/) lors de l'impression se qui aurais bloqué le mouvement de la tête ? Pas de point dure sur les mouvement des axes X et Y ? (bon réglage des excentriques ? pas de jeux des roue/galets) Même distance a la base de chaque coté pour l'axe qui bouge avec Z ? a tu vu cette vidéo il y a peut être des truc pour toi dedans :1 point
-
Bonjour, perso, je vois deux possibilité mais il y en a peut être d'autres: 1- point dûr sur l'axe qui pose problème 2- Vref du driver trop basse.1 point
-
Je te remercie pour ta réponse.... je vais donc investir dans l'iso.... demain je peux nettoyer a l'eau chaude et au savon ph neutre ou liquide vaisselle mon plateau ?? Ca peut l'aider à revenir ? Pas besoin de le gratter avec du papier ponce pour refaire apparaître les aspérités ?1 point
-
Salut, Normalement, il suffit de remplacer le fichier Marlin\src\sdcardreader.cpp par celui-ci: C'est un bug connu de Marlin 2.0.7.2 qui est corrigé dans la version bugfix cardreader.cpp1 point
-
On ne peut s’en prendre qu’à nous, à force que nos acheteurs cherchent du prix, du prix et encore du prix quitte à ruiner notre industrie, et bien ils ont réussi. Mais lors du redémarrage ils vont recommencer en pire.1 point
-
Attention aux noms de fichiers trop long pas accepté également par nos imprimantes . Oui elles sont capricieuses mais se sont des dames1 point
-
Et tu veux pas changer? Y parait qu' y'a que les imbéciles qui changent pas d'avis ! Plus sérieusement, tu récupèrerais le buzzer en le câblant sur le connecteur 5 broches (comme ici). Au pire, tu peux laisser le connecteur 2 fils (blanc et noir) sur le Zmin. Dans ce cas, je te fournirai le firmware qui correspond.1 point
-
Super intéressant ton topic ! Une mine d’informations ! Bravo à toi1 point
-
Salutation ! Oui, éviter le full métal comme le dit @fran6p pour du PLA ... (J'ai entendu parlé d'huile de canola https://en.wikipedia.org/wiki/Canola_oil dont on pourrais légèrement enduire le filament PLA pour faciliter le passage, mais je reste septique ...) Mais, tu ne parle pas de la températures d'impression ... PLA 200°C ? Aurai tu de grandes variation de la température lors de l'impression ? (si elle passe en dessous de 170°C (ou 175°C selon la config) le firmware marlin stop l'extrusion par sécurité ...)1 point
-
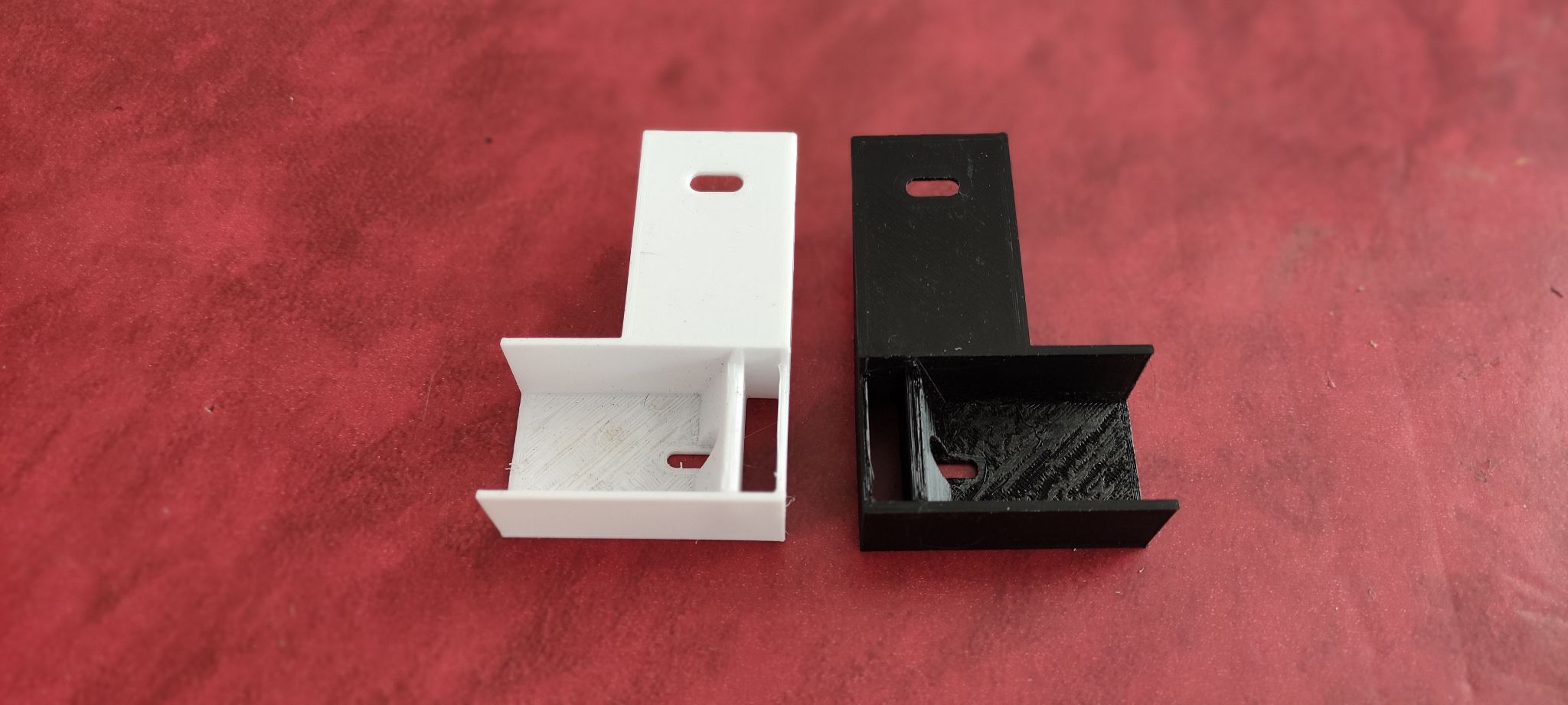
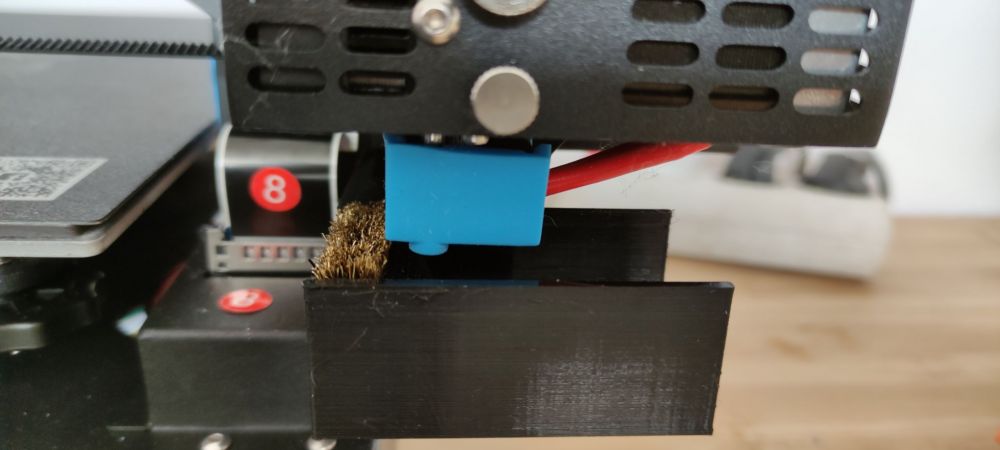
Mille excuses @fran6p, Je veille à ne plus recommencer... Pour le petit soucis des bacs à purges j'ai trouvé la solution : https://www.thingiverse.com/thing:4739321 Ce créateur a tapé juste. Je n'ai eu aucun soucis pour les imprimer ( en petg) et ils permettent à la buse d'être dégagée suffisamment par rapport à la brosse. Pour l'instant j'ai réalisé ceci : Les finitions ne sont pas au poil, mais j'ai pris des paramètres assez grossiers pour ne pas mettre trop longtemps pour l'impression. 0.2 en épaisseur de couche. vitesse 80 mm/s Voyant que ça fonctionne, je recommence le même à 150 % avec de plus grandes finitions. Personnellement je ne passe pas par la fonction "autopark" comme sur le manuel car quand je clique dessus le menu reviens systématiquement sur la l'écran de départ. Par Cura je fais ma sélection d'éléments à imprimer affectés aux buses 1 et 2, enregistrement puis "imprimer le fichier" sur la machine. Ca fonctionne très bien. Qu'est ce que la fonction "Autopark" apporte de plus ?
 1 point
1 point -
Salut @Razorback11000 ce sera plus simple que tu regardes la video ci dessous, c est très bien expliqué et spécifique à S3D ; et comme le dit @PPAC il faut effectivement que ton imprimante (ton firmware) soit compatible avec la commande M600 bon courage1 point
-
De rien, c'est le principe du forum: aider quand / si on le peut. Tu peux aussi remercier un contributeur, en cliquant sur le cœur au bas de son post (pas sur l'image ci-dessous ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Signification des souriants (smileys) quand on clique sur le cœur en bas à droite du post :
 1 point
1 point -
Oui tout à fait, moi aussi j'y croyais! J'ai les TMC2209, on peut régler via Marlin si on est en mode UART. Pour l'instant je n'ai pas mis mes drivers en UART, donc je règle le potard pour ajuster Vref. [EDIT] @PPAC @Idealnight, Pour info, même si je ne valide pas ce fameux paramètre, j'ai le problème de temps en temps. Apres analyse, il suffit que j'ai deux parties de la même pièce avec une rétraction entre, ou bien deux pièces imprimées en même temps. Du coup, comme je le pensais, dévalider le fameux paramètre, ce n'est pas une solution... Il faut absolument que je trouve la cause. Cet après midi j'ai baissé la vitesse de la paroi extérieure à 15mm/s au lieu de 25mm/s, et sur deux impressions je n'ai pas eu le problème. 15mm/s c'est vraiment lent, je devrais pourvoir aller plus vite sur cette machine, il faut absolument que je trouve la solution. J'ai deux nouvelles pistes à explorer: 1- Mon imprimante est un dual, je pourrais donc utiliser le deuxième extrudeur pendant quelques impressions et voir... 2- Remettre pour l'extrudeur le driver d'origine A4988 et voir si le problème persiste! Dans quel ordre, je n'en sais rien encore... Peut etre utiliser le 2ème extrudeur tout neuf, puis si ca fait pareil revenir sur le A4988...1 point
-
Peut-être, peut-être pas (mon côté normand ). Ça ne coûte rien de le faire et c'est une pratique que tous les «flasheurs» devraient intégrer et mettre en place systématiquement. Pas faute de l'avoir répété à de nombreuses reprises, je n'ai rien inventé, même Marlin (le chanteur) le dit1 point
-
Après le flashage, l'EEPROM a bien été réinitialisée (via option de l'écran ou via M502+M500+M501) ?1 point
-
@Crivaih Bonjour, Tu n'indiques pas la vitesse d'impression de la première couche mais pour garantir de bonnes accroches, celle-ci doit être faible (<20mm/s). Peut-être augmenter un peu la température du plateau (5-10°) (il est rare que la température de surface soit celle demandée) et surtout vérifier que le plateau est propre (dégraissé). Quand les ressorts sous le plateau sont suffisamment compressés, normalement ça ne se dérègle pas (pas trop vite en tout cas) cependant vérifier le nivelage du plateau dans un premier temps évite d'envisager les autres problèmes de mauvaise adhérence.1 point
-
Le SSR est un Relais (comme sont nom l'indique Solid State Relais), ici l'idée est qu'il est commandé par le CM via marlin pour commuter quand le plateau doit ce mettre en chauffe, la CM alimente aussi la chauffe de la buse en 24v via un mosfet. C'est 2 éléments différents avait un soucis et la ne l'on plus, si tu réussi tous avoir nickel sur la durée par 5min de teste alors ton SSR n'a rien et la CM pourrait être saine dans ce cas le Firmware tel que tu l'utilise en tout cas pourrait être une cause. Après peut être que la CM a une faiblesse et que tel que tu l'utilise avec le molise révèle cette faiblesse dans ce cas quand le SAV t'enverra la nouvelle CM il suffira de test avec. C'est une des raisons qui mon poussé a dev mon propre firmware pour la Genius je suis sur de ce qui est fait dedans1 point
-
Oui j'ai le firmware d'origine, merci pour vos précisions je vais tenter de refaire le PID car je ne suis pas doué dans le paranormal et je vous tient au courant.1 point
-
Bonjour à toutes et à tous, Bon, après pléthores de tests et d'essai, plus ou moins fructueux.... le pb est résolu... par le changement de mon FEP... Ne me demandé pas pourquoi, mais après le changement de ce dernier, j'ai refais tous mes tests (inclinaison, supports, changer de pièce...), et ils ont tous réussis..... En tout état de cause, merci pour votre aide et commentaires.... A très bientôt... Z.1 point
-
En tout cas ça ressemble bien à du bois, il faut essayer le rabot Comme tu as changé de buse et de filament, il faut refaire tous les réglages * Extrudeur (test des 120mm) * une petite tour de température pour valider la température d'impression la plus efficace. * PID Extrudeur1 point
-
Comme dit @Savate a ce stade faut tenter le PID si cela persiste avec le PId j'ai peur que le problème soit un des mosfet de la CM donc CM a changer.1 point
-
@PPAC Au contraire, on aura toujours besoin de contributions comme les tiennes Ce n'est jamais évident de trouver l'origine d'une panne quand elle n'est pas franche. J'ai pris une vidéo de manipulations que j'ai faite ce matin, juste en mettant le bed en chauffe à 60. La tension du SSR était stable à 239V AC, et de temps en temps elle variait entre 100 et 188V AC puis se restabilisait à 239V AC... Est-ce que le fw Molise basé sur Marlin est en cause? je vais vite le savoir quand je remettrai un autre fw qui ait la possibilité d'avoir le déport d'écran + capteur de filament1 point
-
Tu peux tester une invocation vaudou, les esprits de tes ancêtres, la magie noire ... ou refaire le PID j'ai une petite idée de ce qui marchera le mieux, mais je ne la donne pas ...1 point
-
Tu risques de devoir chauffer plus fort voir beaucoup plus fort avec peut-être une perdition plus importante et surtout tu ne pourras pas te passer des pinces pour le maintenir l'intérêt du magnétique est aussi dans le fait de vraiment pouvoir tout le plateau car pas de pinces.1 point
-
Salut, Je serai curieux de savoir d'où vient ce Gcode de démarrage (entre mauvais Gcode et Gcode incomplets...) Voici une version corrigée: M140 S{material_bed_temper&ature};start heating bed M190 S{material_bed_temperature};wait bed to reach temp before procedding M104 S{material_print_temperature};start heating extruder M109 S{material_print_temperature};wait for extruder to reach temp before proceeding G28 ; Homing de tous les axes M420 S1; M117 Purge extruder ; Affiche le message "Purge extruder" sur le LCD G92 E0 ; Reset extruder (définit la position de l'extrudeur à 0) G1 Z5.0 F3000 ; Monte le Z de 5mm à 3000mm/min (50mm/s) afin de ne pas abimer le plateau G1 X2 Y10 F5000.0 ; Déplacement de la tête au coin du plateau G1 Z0.3 F5000.0 ; Déplacement de la tête au coin du plateau G1 Y110 E12.5 F1000 ; Début de la purge G1 X7 Z0.2 F1000.0 G1 Y10.0 E25 F1000 G92 E0 ; Reset extruder On ne doit JAMAIS mettre de M500 dans un Gcode de démarrage! Concernant les infos du M503, je vois que tu n'as pas réglé les PIDs du plateau et de la buse. Voici la méthode pour le faire à partir de Pronterface: Pour la buse: M303 E0 S210 C8 en retour, tu devrais avoir quelque chose comme ça (les valeurs seront différentes): RECU: p:17.22 i:1.00 d:74.22 tu n'as plus qu'à envoyer la commande avec tes propres valeurs: tete: M301 P17.22 I1.00 D74.22 Pour le plateau chauffant: M303 E-1 S70 C8 en retour: RECU: p:841.68 i:152.12 d:1164.25 tu envoies la commande avec tes propres valeurs: M304 P841.68 I152.12 D1164.25 Tu sauvegardes et tu lis les valeurs de l'eeprom: M500 M5011 point
-
J'aurais bien vu le rouge un peu plus flashy mais ça reste joli1 point
-
1) télécharger le digant Artillery Sidewinder X1 / Genius TFT FW + Marlin FW + Marlin mode and M600 support + Mesh Editor + MBL by digant - Thingiverse 2) installer le digant : Suivre les instructions (en gros il suffit de le copier sur une carte SD vierge et de demarrer l'imprimante avec la sd dans le lecteur) 3) Verifier que le digant fonctionne correctement (tactile) 4) tu peux ensuite re flasher le firmware d'origine pour valider que tout (re)fonctionne bien.1 point
-
Salut @Studio88, Je pense que ce que veut dire @Motard Geek c'est que tu devrais installer le digant et faire le calibrage pour vérifier que tout est ok pour ensuite repasser au firmware stock si le digant ne marche pas ou ne te conviens pas. Le flashage du tft étant plutôt simple, c'est ce que j'essayerai si j'étais dans ton cas.1 point
-
ayant le même type de souci, 1 fois sur 2 je ne suis pas le plus compétant pour vous aider néanmoins je vous déconseille l'idée proposée du lubrifiant, les autres suggestions me semblent sensées, vous pouvez aussi agir sur la vitesse de montée, la réduire de 20% où 30% voire aussi à augmenter le nombre de supports ainsi qu'utiliser le mode épais, vous pouvez aussi agir sur leur diamètre et extrémités, enfin il faut effectivement au vu de cette pièce l'imprimer avec une inclinaison conséquente, je dirais 30°, bonne chance1 point
-
prends la pince de bricolage que tu possèdes et sois délicat MacGyver me rappelle ma jeunesse (je ne parle pas de la nouvelle version toute pourrie ^^)1 point
-
Il y a plusieurs discussions qui parlent du fait que c’est le principe de dépôt de couches de fil qui n’est pas alimentaire même si le fil est alimentaire.1 point
-
Une ampoule vient de s'allumer dans ma tête!! J'ai une nouvelle piste à tester, je viens à peine d'y penser! Comme j'ai remplacé les drivers de ma bécane, je me dis que peut être le courant est réglé trop juste et que de temps en temps et dans certaines conditions le moteur de l'extrudeur saute des pas!! Demain je vais augmenter un poile le Vref et referai des tests et vous tiens évidement au courant1 point
-
Comme je comprend que tu n'a pas l’âme d'un MacGyver (mais surtout sans soudure et/ou gaine thermorétractable, rien ne sera assez sécurisé ... même des petit domino électrique rentrerons jamais ... ) Le kit de connecteur a sertir et la pince à becs fins ou la pince de couteau suisse pour sertir 3 fils semble la solution la plus simple ... https://www.monstercadeaux.fr/couteau-suisse-gigantesque.html : J’hallucine le truc et le prix 8000.99 (et le .99 en plus) !1 point
-
La version «bugfixes» est la version de développement (correction de bugs et malheureusement également de temps en temps ajouts de nouveaux (qui éventuellement deviendront des fonctionnalités )). Le mieux est récupérer la version stable (2.0.7.2) et également les fichiers de configurations prévus pour une Ender 5 Pro (qui contient une version pour carte 4.2.7). Ainsi tu n'auras que quelques modifications à effectuer dans le fichiers de conf. Dans les sources du Marlin, tu trouveras le lien des configurations dans le dossier «config» (directement accessible via le Github : https://github.com/MarlinFirmware/Marlin En fait cette inversion elle est réalisée en modifiant la direction des contacteurs de fin de course (la plupart des cartésiennes utilisent -1, la Ender 5 c'est +1) :1 point
-
Au début j'ai beaucoup joué avec toutes les options, depuis quelque temps j'ai réglé tous mes soucis, un jour je me suis dis bon allez pour la énième fois je refais tous mes réglages machines maitrisant bien le sujet à force lol et maintenant aucune option particulière et mes prints n'ont jamais été aussi nets.1 point
-
Merci @Idealnightpour ton aide. Pour tout ce qui est Jerk, accélération, j'ai laissé les valeurs recommandées par le constructeur puis j'ai augmenté et baissé légèrement pour voir s'il ya des améliorations et je n'ai rien vu de probant! Pour les retractions c'est fort possible que ca vienne de là mais j'ai déjà pas mal travaillé ce point, regardes la photo suivante J'a oublié de vous dire que j'ai même remplacé le tube PTFE par un vrai capricorn quand j'ai remarqué que la distance de retraction était grande. Mais quand j'ai remarqué le problème de sous extrusion, j'ai remis le tube d'origine car je ne me suis dit que comme le capricorn est très serré sur le filament c'est possible que se soit lui qui freine et qui cause la sous-extrusion, mais ca n'a rien changé. Maintenant c'est clair que si je remet le capricorn je pourrais diminuer la distance de retraction à 4.5mm. C'est ce que j'avais trouvé avec ce PTFE dans mes tests Le tube PTFE d'origine est vraiment large autour du filament, je l'ai déjà signalé dans le forum Wanhao D12.
 1 point
1 point -
Un beau mystère dans l'ordre du subtile, des informations complètes avec une belle présentation ! @Idealnightsemble viser juste, proposant de rechercher l'équilibre parfait des paramétrage vitesse, accélération, jerk, rétraction et température pour ce filament ! @Titi78pragmatique propose de jouer avec le paramètre "Volume supplémentaire à l'amorçage" ! Vraiment des pros ! Des pistes pour de nombreux essais avec un espoir de solution ! Moi j'était lancé dans du plus "ésotérique", "obscure" et bien moins vraisemblable. Pour une fois qu'il n'y a pas de la divination a faire, j'ai tout de même lancé un rituel, masque et tenu , musique Ghost in the Shell - 01. Utai IV - Reawakening (Steve Aoki Remix) au maximum du volume en boucle durant une heure, j'invoque les esprits avec en offrande le sacrifice d'un microcontrôleur Atmega328P-PU (faut d'un STM32F103) et d'une bobine de PLA mis a brûler pour bien m’asphyxier afin d'avoir des visions ... la buse neuve a besoin de se "roder" (non solution : avec le temps cela va passer ...) le "linear advance factor" n'a pas la valeur optimal (pure spéculation ! n’ayant jamais jouer avec cela ...) Il faut légèrement pré-enduire le filament d'Huile de canola (https://en.wikipedia.org/wiki/Canola_oil) pour maximiser ses propriétés de glissement, fusion, viscosité (là je pense pas avoir plus "obscure" surtout que cela permet seulement de moins boucher la buse et headbreak et faciliter le passage dans le bowden ... enfin ) Là les vapeur toxique du PLA brûlé parlent donc des pur divagations : il faut trouver la résonance vibratoire du PLA, la vitesse de ventilation a synchroniser ..., les cristaux de PLA ne sont pas polarisé pour cette orientation de la magnétosphère il faut allez dans l'autre hémisphère du globe terrestre ou au pôle magnétique ... peut-être ... Bon voila, désolé @Jonathan06 pas assez de connaissances ou de puissance divinatoire, ni de "visions" satisfaisantes pour avoir une piste avec un espoir de solution. Même le complément d'information : vitesse 50mm/s, parois 25mm/s, accélération a 500 mm/s² pour X, Y et Z , les jerkX,Y 10 et jerkZ 0.4 avec JerkE 5.0 rien a redire. (sauf si pas une coquille dans le message : vitesse en m/s ... supposé en mm/s, donc pas un problème) les minimum feedrate X et Y a 0 et le minimum segment time (là je sais même pas se que cela impacte ...) Non, mon image de profile Devise Shadoks : "si il n’y a pas de solution c’est qu’il n’y a pas de problème." semble être la réponse a accepter pour ne pas devenir fou ... enfin pour moi ... c déjà trop tard Bonne soirée !1 point
-
Je ne connais pas ce site mais je trouve ça très louche car dans la rubrique nous contacter on est très loin du .fr Ça promet pour un problème de sav/ retour sous garantie1 point
-
Je l'ai oublié celui-là, testé aussi et RAS1 point
-
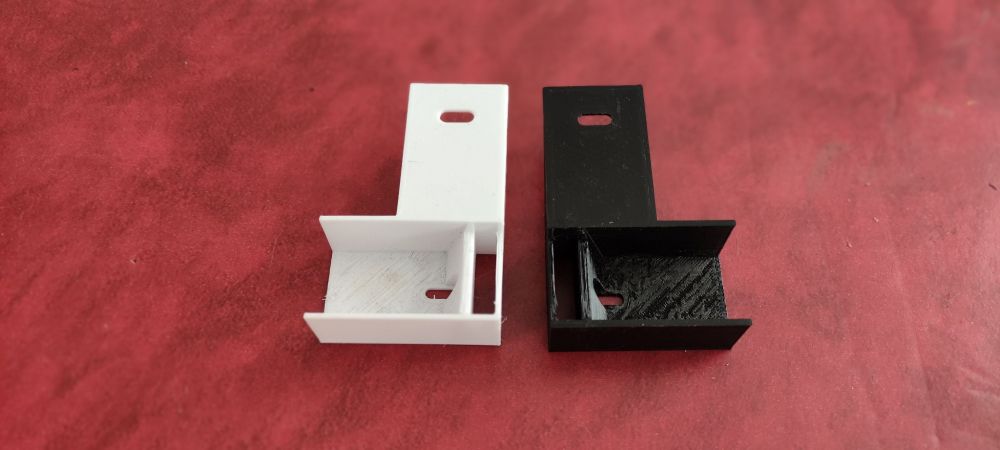
Je joue avec depuis quelques jours, et je suis attentivement les propositions du groupe francophone sur Facebook. J'ai donc fait les 2 modifs suivantes pour résoudre les problèmes de sous extrusions annoncés : 1) J'ai dévissé complètement la vis haute du capteur de filament, dévissé légèrement celle du bas pour pouvoir incliner le capteur. Et fixé le tout en révissant la vis du bas. 2) J'ai changé le idler par une version proposée sur fb. Et finalement, j'ai mis à jour Marlin avec la version proposée sur GitHub dédié à l'artist-d. J'ai également vérifier toutes les connexions électriques et resserrer quelques vis. J'ai eu un problème d'affichage avec un écran brouillé. J'ai décalé l'anti parasite et le problème semble résolu. Voici des photos de mes premiers essais. Soyez indulgents, je n'avais encore jamais utilisé d'imprimante 3D.



 1 point
1 point -
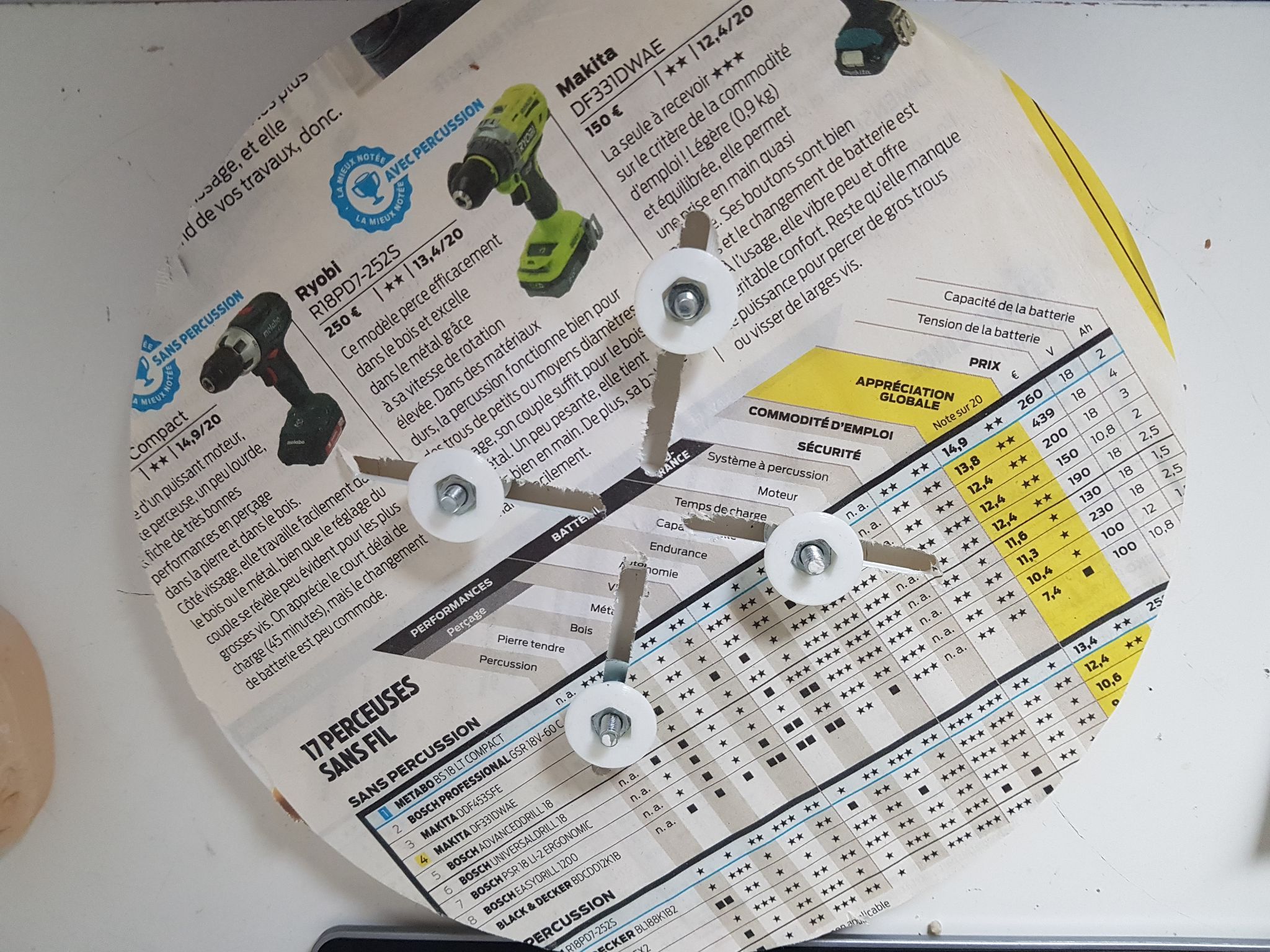
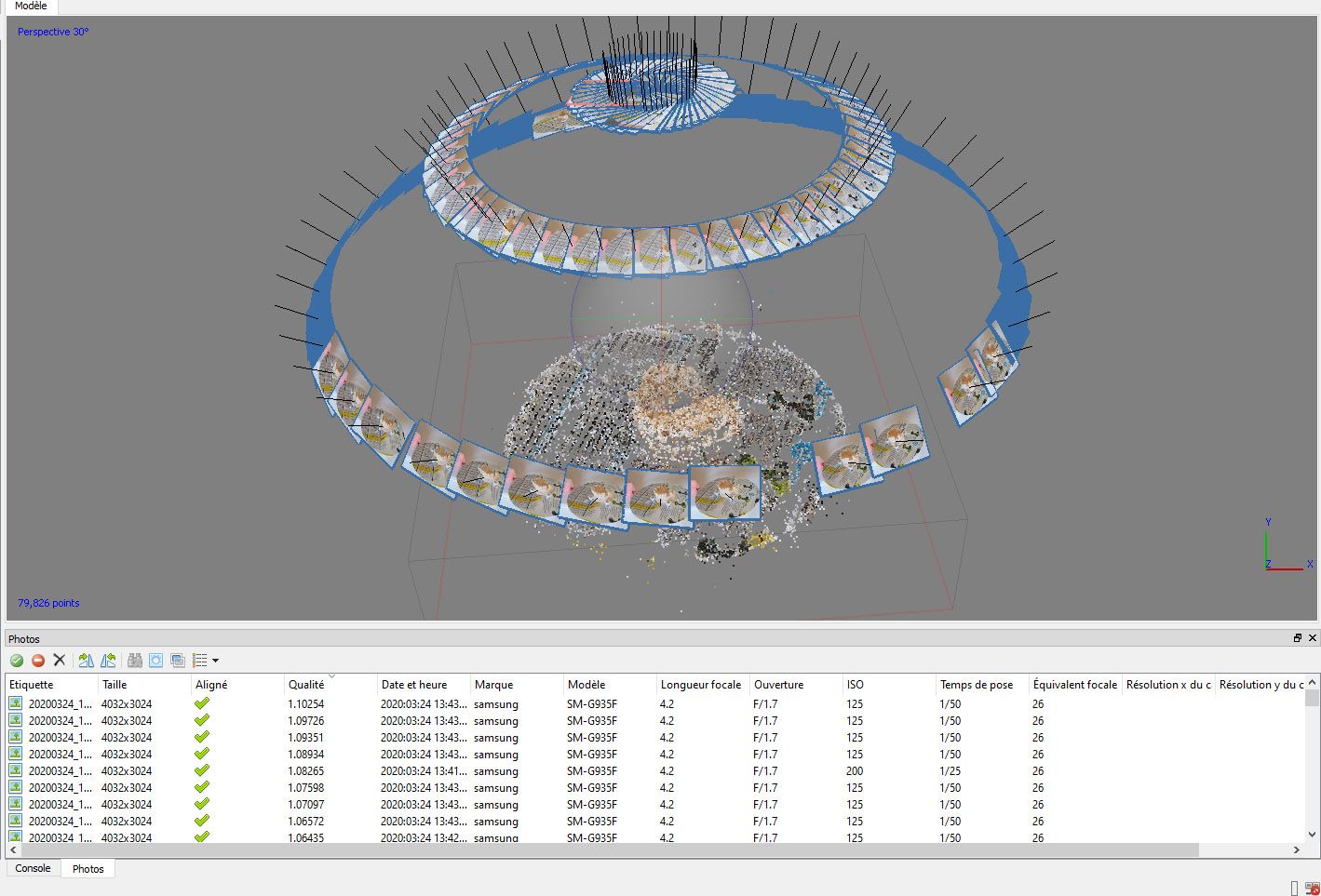
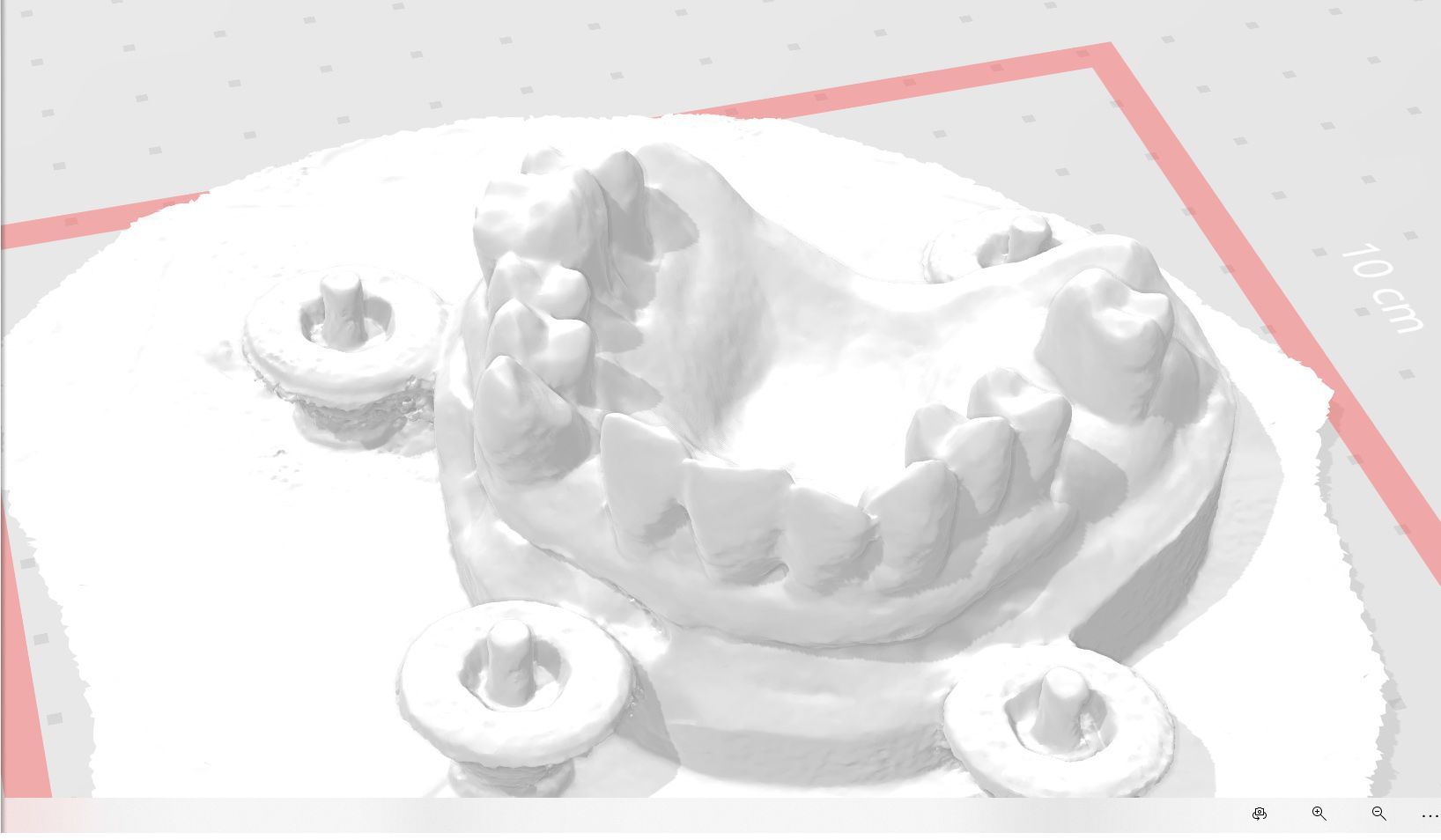
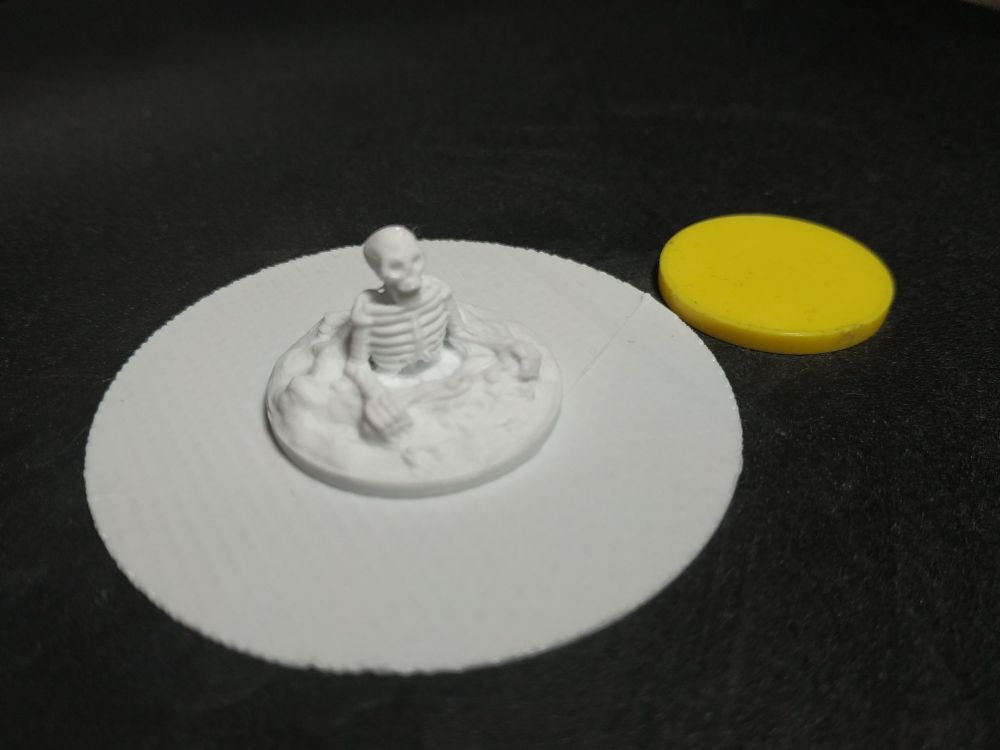
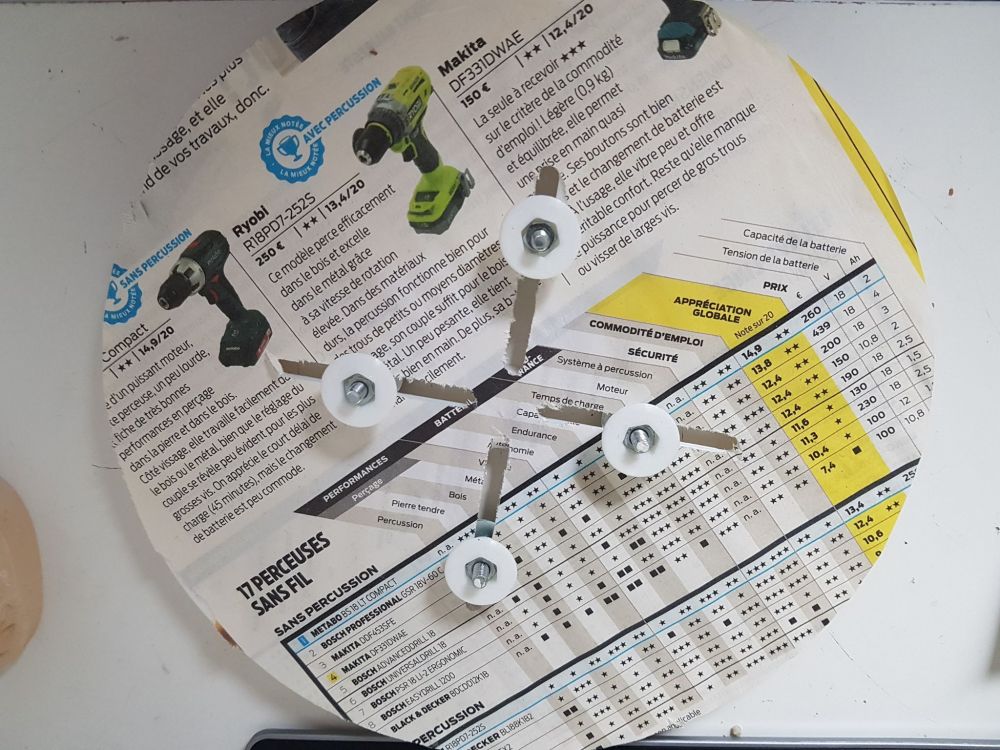
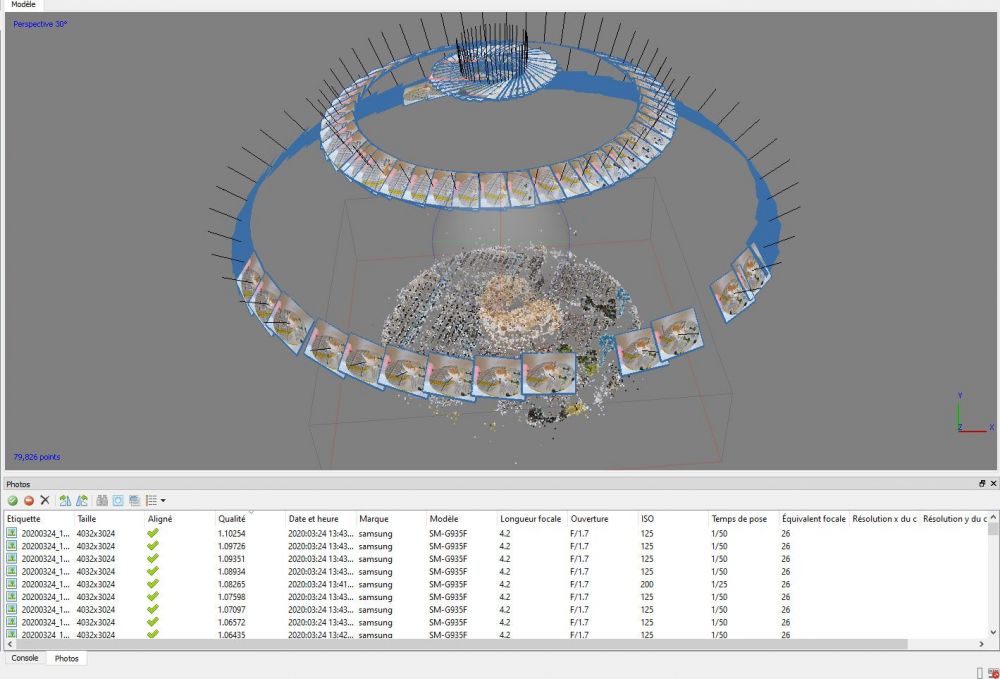
bonjour tu ne peux pas configurer metashape pour qu'il comprenne que c'est l'objet qui tourne et pas la caméra ( enfin j'ai pas trouvé comment faire ) il faut le bleffer.pour cela il faut que tu poses ton objet sur une plate forme tournant avec dessus des inscriptions ( le mieux que j'ai trouvé est une une simple page d'un journal , le reste de l'environnement doit être de couleur uniforme (simple a faire dans une box studio). j'ai fait un proto d'un plateau tournant avec prise de vue automatisée avec un smartphone et cela fonctionne ,metashape n'y voit rien a redire et modélise l'objet bon scan
 1 point
1 point -
Et son nouveau boitier écran pour le TFT43 :
 1 point
1 point -
Si tu penses que changer la CM va résoudre tes problèmes, j'ai bien peur que tu n'ailles de désillusions en désillusions. Installer un logiciel comme Pronterface ou Repetier-host permet d'avoir accès à un terminal qui AMHA est bien plus pratique pour envoyer des commandes à l'imprimante et pouvoir lire les résultats renvoyés. Après c'est ton matériel et tu fais comme tu veux1 point
-
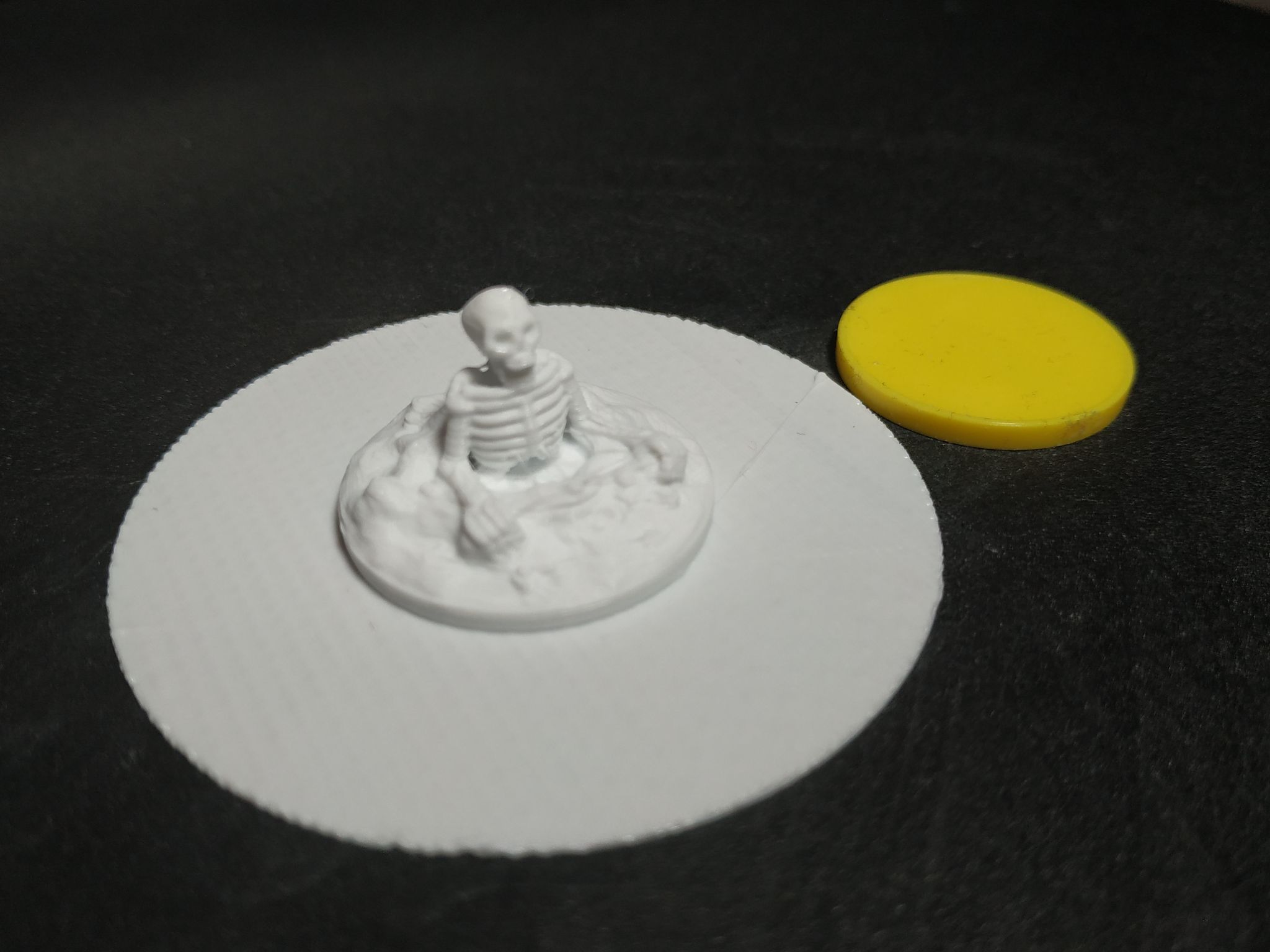
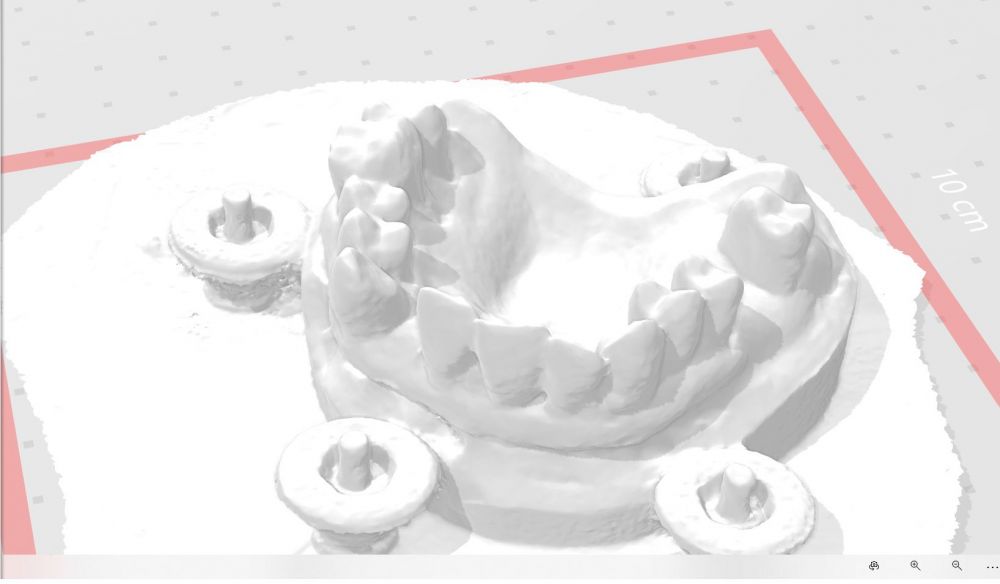
Rapide retour... Voici pour ceux qui souhaiterais ce lancer : Instructions de Montage et Calibration.pdf Il s'agit de toutes les instructions pour le montage, le réglage (en fonction des modèles), et les étapes de calibration et de numérisation... que je suit à la lettre moi même. Ne m'en veuillez pas... les instructions sont "basés" sur le logiciel en version 5... et j'utilise la version 4... car les instructions sur la version 4 ne sont plus "trouvable" sur le net. Je commence à "maîtriser" la calibration grâce à de très nombreux essais. Je vais de plus en plus vite sur cette étape... je perd donc moins de temps. Je suis désormais à la numérisation ! Je numérise mes premières pièces... Ceci dit... c'est plus long que la "Simple Photogrammétrie" (tester auparavant)... il faut s'y prendre à plusieurs fois sur un même modèle, avec le scanner. Mais... c'est nettement plus précis ! Les textures, les surfaces... sont plus détaillées ! A noter : J'ai commandé une "meilleure caméra"... qui va sans aucun doute améliorer mes numérisations. Je fait sans plateau finalement... et je commence à prendre le coup de main "sans plateau". C'est juste un peu plus de labeur. PS : Demain et pour les prochains jours... je serai occupé à "monter" mon nouveau PC (Changement Carte Mère + Processeur + RAM)... et je vais en profiter pour réinstaller "proprement" Windows 10 (et tout les logiciels que j'utilisent). Et... oui... j'ai déjà fait plusieurs sauvegardes des réglages et des profils de réglages/calibration du Scanner sur différents support externe. Donc je ne pourrais pas vous montrer les résultats de mes premières numérisations pendant quelques jours... méa culpa...1 point