Classement




Contenu populaire
Contenu avec la plus haute réputation dans 30/07/2021 Dans tous les contenus
-
Et vous trouvez ça "drone" ?3 points
-
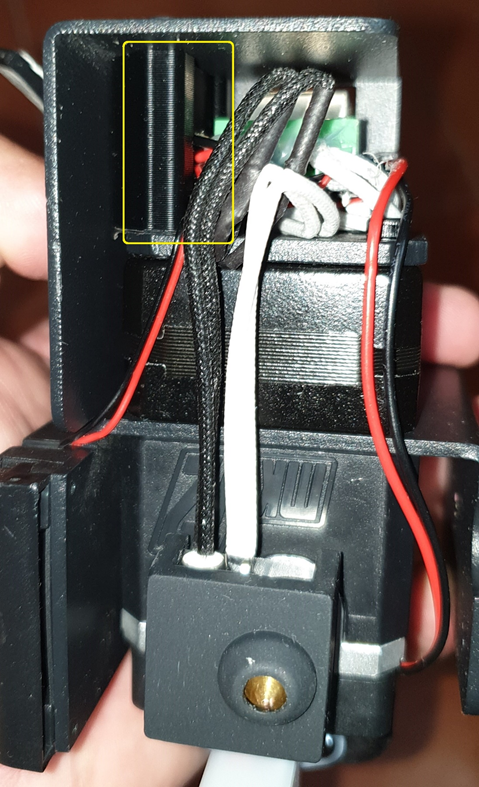
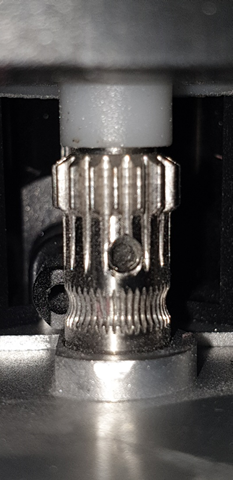
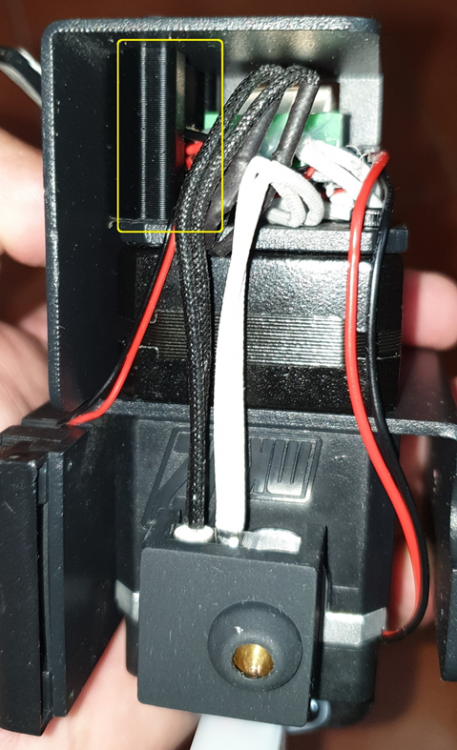
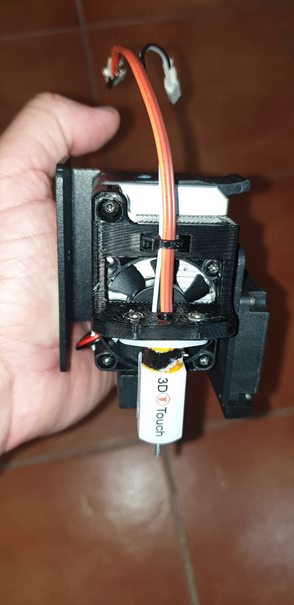
Il y a quelques jours j'ai récupéré la tête direct drive de chez Wanhao en mode prototype pour la tester. Je rappelle juste que c'est un proto donc c'est normal qu'il y ait des points à améliorer, néanmoins je vous donne ici les résultat de mes tests. Ci dessous tout d'abord cinq points que j'ai relevé, ensuite les tests d'impressions. 1- La largeur du levier à ressort de l'extrudeur est trop grand par rapport à l’écartement prévu pour l’accueillir, du coup ça frotte énormément et le ressort ne fait pas bien son job. Pour régler ce problème, j’ai limé l’épaulement en Alu qu’on voit sur la photo : 2- Les dents d’entrainement du filament sont désaxées par rapport au trou (voir photo). Pour régler ce problème, j’ai inséré une rondelle entre le pignon blanc sur la photo et le pignon métallique. (voir photo ci-dessous) J’ai fait de même pour le levier à ressort : 3- Le capot qui cache le "pcb et moteur" est mal conçu. Quand on sert les vis qui le tiennent, le capot se déboite et se met de travers car il n'y a pas de buté pour ces deux vis. J’ai donc dessiné une petite pièce qui sert d’entretoise et de maintient pour le capot. (Voir en jaune sur photo ci-dessous) 4- Pas d’emplacement pour le BLtouch, j’ai donc dessiné un support qui fonctionne bien dans mon cas avec un 3Dtouch. 5- L'autotune des PID ne donne pas de bon résultats! J'ai lancé au moins 5 fois l'autotune avec 8 itération puis 16 sans succès, la température du hotend varie de +/-5°C ce qui est énorme par rapport à ce que j'avait! J'ai demandé à Wanhao si la sonde ou le corp de chauffe a changé et ils m'ont que non! Du coup j'ai affiné manuellement, et en baissant le P et en augmentant le D j'ai pu avoir quelque chose d'assez stable avec une variation au maximum de +/-1°C. Je ne sais vraiment pourquoi l'autotune ne donnait pas de bons resultats, mystère! Test d'impression: J'ai tout de suite remarqué que la fusion du filament était meilleur, à peine je poussait le filament avec la main qu'il traversait la buse sans forcer, je ne sentais presque pas de resistance! Ca s'est très vite confirmé car dès la première couche j'ai remarqué une énorme sur-extrusion! j'ai dû descendre le Débit à 86% pour avoir un débit correct. Il faudrait que je refasse le calibrage de l'extrudeur. Ensuite j'ai lancé l'impression en PLA des tours de stringing pour voir à combien je pouvais descendre en rétraction. Finalement à 1.2mm je n'avais plus de stringing J'ai ensuite testé du TPU, et pareil avec 1.2mm de rétraction je n'ai plus de stringing Voici deux prints en TPU: Conclusion: A part quelques défauts de jeunesse, c'est une tête bien conçu. C'est enfin un corp de chauffe avec chaussette qui fait bien le job. c'est du vrai direct drive, car il n'y a pas beaucoup de distance entre le pignon qui pousse le filament et la buse. Le pignon pousse directement le filament dans le "Heat Break". Les résultats sont excellents même en TPU. D'après ce que Wanhao m'a dit, il vont redessiner le capot pour que ca soit plus sexy, et peut être même mettre un Hotend du style Volcano. Le point faible de cette tête reste le refroidissement, je trouve que le flux d'air n'est pas bien dirigé sous la buse, d'apres mes tests, la majorité du flux arrive à droite de la buse. Du coup je pense que je vais très vite redessiner un fanduct pour cette tête




 2 points
2 points -
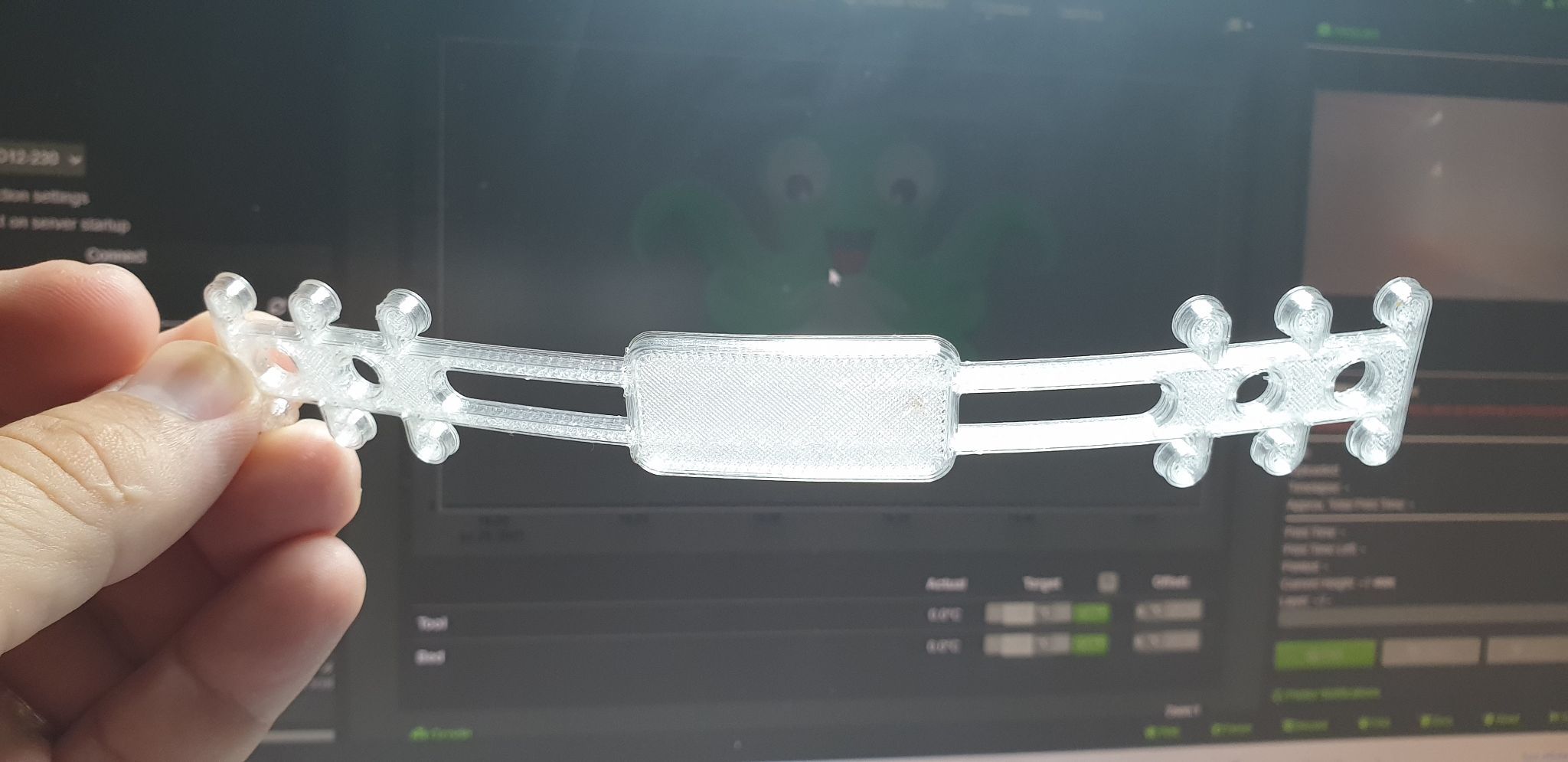
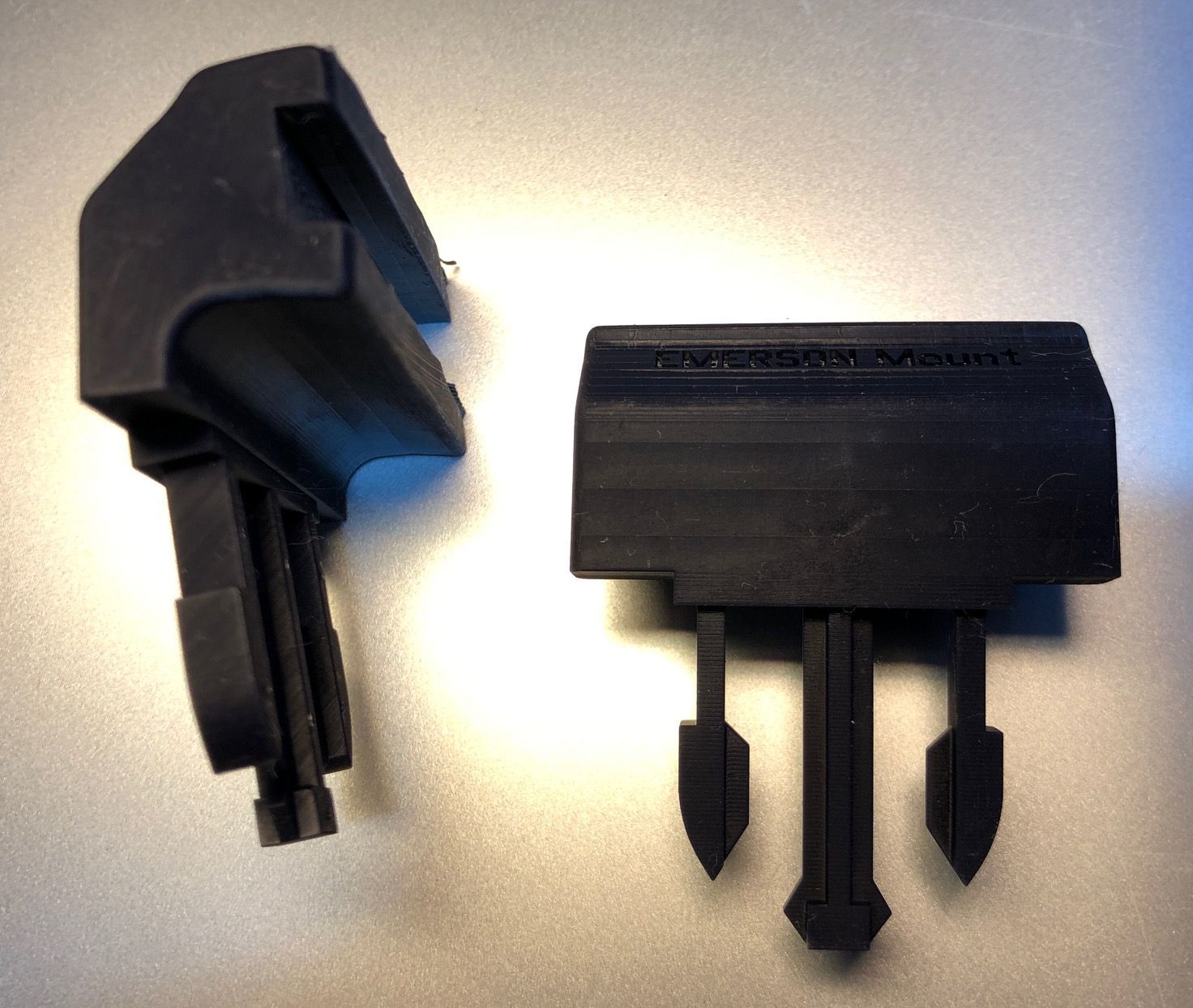
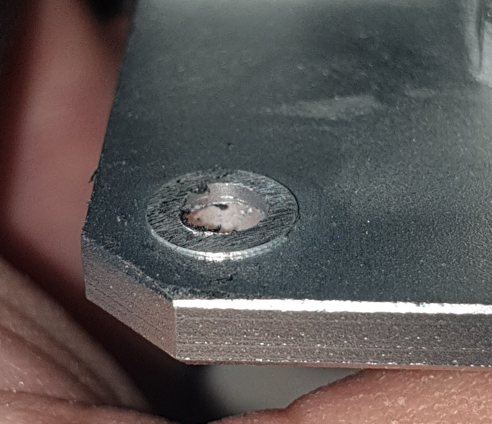
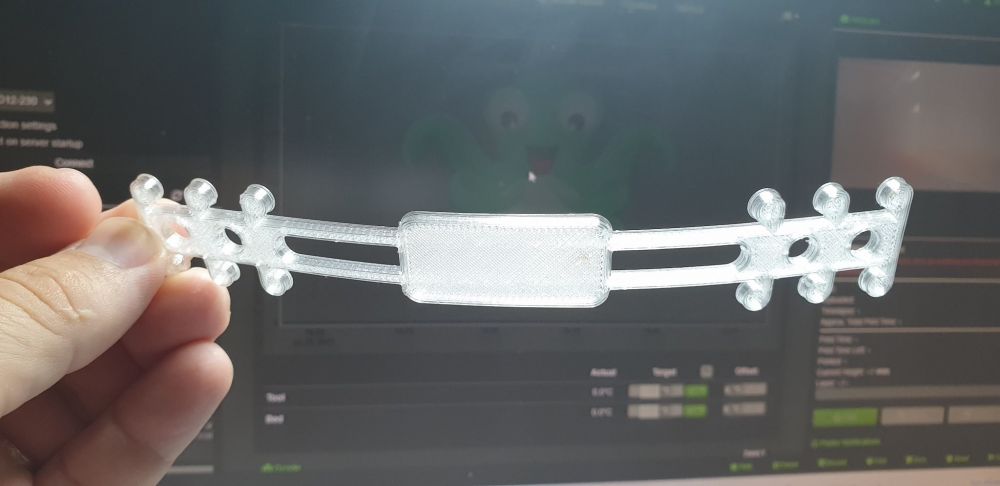
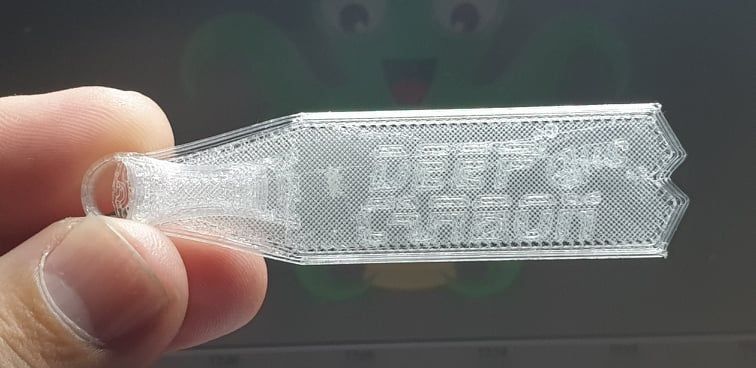
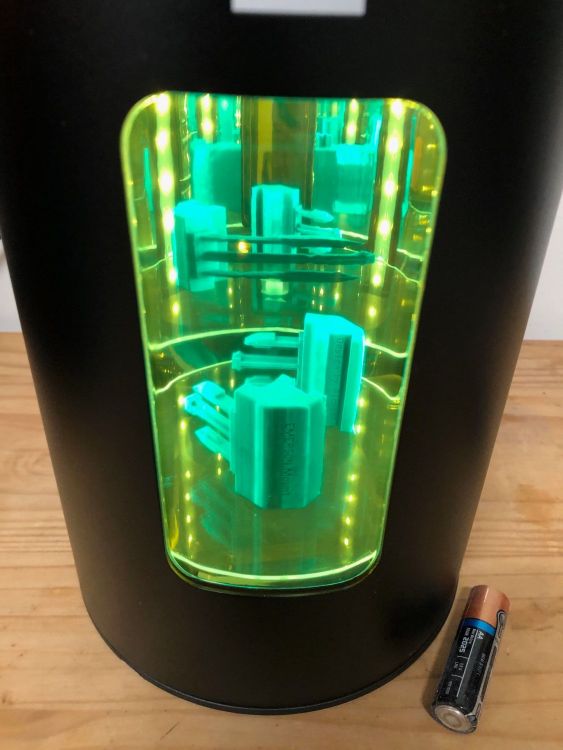
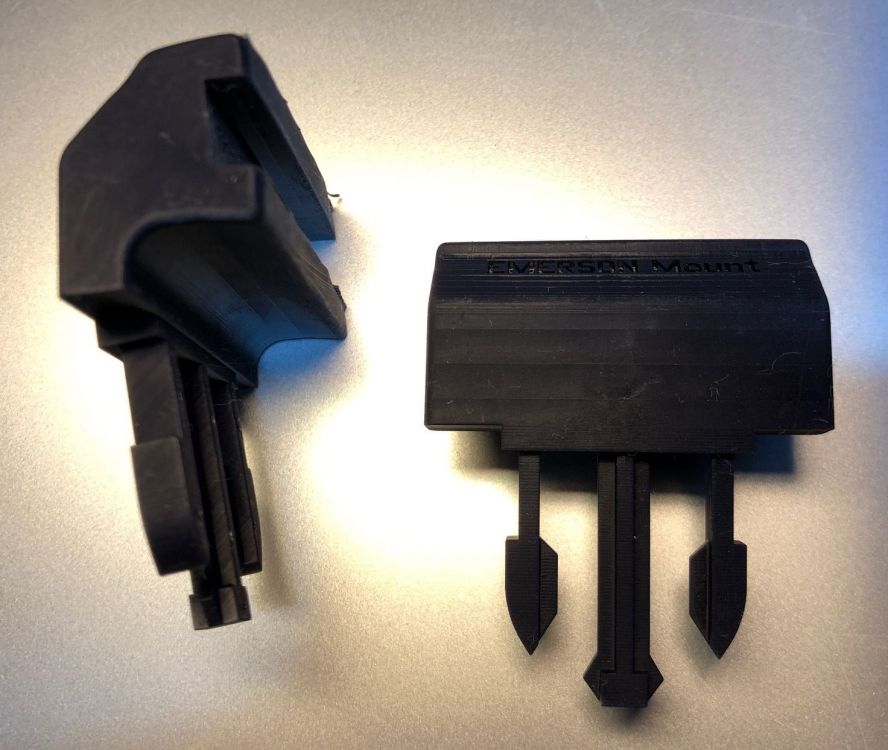
Bonjour à tous, comme promis voici mon retour sur cette résine "ABS like". Pour ne pas faire d'erreur je suis allé chercher le fichier de profil correspondant à la résine et à mon imprimante sur le site officiel de Resione. L'impression a duré un peu moins de 5 heures pour un résultat pas trop mal mais pas parfait. J'ai eu quelques décollements de couches au niveau des arêtes intérieures de la partie qui se glisse dans le rail. Rien qui compromette l'utilisation de la pièce mais bon. J'avais pourtant bien mis la pièce à 45° dans le slicer et vérifié qu'il n'y avait pas de soucis d'islands. Voici le résultat de l'impression. Sur la 2ème photo on voit le problème de décollement. Une fois le curage terminé (10min selon la documentation de Resione), j'ai donc testé ma pièce et ça fonctionne. La pièce est beaucoup plus flexible qu'avec la résine standard et semble plus lourde et plus robuste. La pièce est bien fixée, je peux la déclipser et la remettre plusieurs fois sans casse ni trace d'usure sur la pièce et les parties soumises au stress. Reste à voir sur la durée et en utilisation réelle. Je ne manquerai pas de vous tenir informé si elle venait à casser plus tard.

 2 points
2 points -
Game of Drones ? FPV hachleboul ?2 points
-
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
Je me suis mal exprimé. Je suis d'accord avec toi il faut être non informaticien pour voir le bug ! Quand tu code tu as tellement l'habitude de compter à partir de 0 (0, 1, 10,11 ) que tu en oublies la logique "humaine". Bon après, si tu prends l'âge tu ne nait pas non plus à 1 an.1 point
-
Et moi je te répondrais que si tu as mangé 0 pomme, qu'est-ce que tu fout avec un morceau de pomme dans la gueule !!!1 point
-
le m300 fonctionne parfaitement. par contre c'est monotone, c'est juste un buzzer1 point
-
Le premier étage c'est celui qui touche le sol. Sauf en France :-). Sinon tu peux faire un ticket sur le Github Marlin pour ton histoire de zéro, ça risque de faire rigoler pas mal de monde :-).1 point
-
Bonsoir, @gerard07 Me voici de retour avec ma Land Rover 4x4. J'ai réalisé tous les équipement complémentaires pour l'aventure montés sur la galerie du toit plus la roue de secours sur la porte arrière. L'éclairage avant est fonctionnel et puissant; j'ai un peu galéré pour le câblage et la commutation à distance avec la télécommande. ça fonctionne bien il suffit d'utiliser une voie de la télécommande pour programmer 4 fonctions selon son besoin. J'ai passé beaucoup de temps pour l'impression et les différents accessoires. Mais qu'elle satisfaction c'est parfait ! Le train avant comporte un nouveau pont avec un différentiel pour faciliter les virages sur sols durs. Ma modification est fonctionnelle mais demande beaucoup de précision dans la réalisation des satellites. Quand j'aurai le temps et le courage la rampe d'éclairage sur le toit est un projet futur. Ah ! j'oubliai j'ai un treuil avant qui fonctionne avec une télécommande pour me sortir au cas ou à vous relire.



 1 point
1 point -
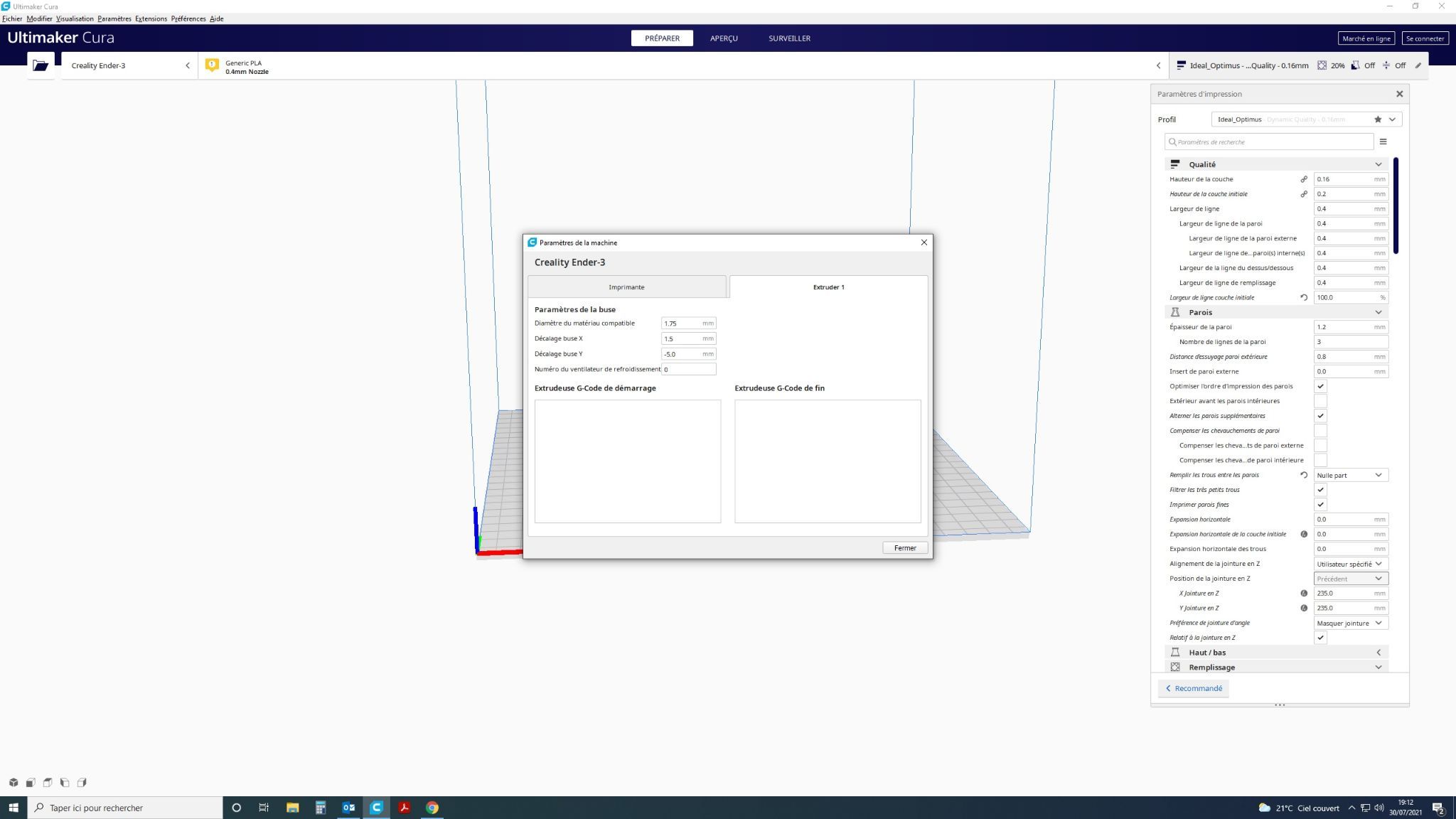
Ha ... les jois du positionnement absolut ou relatif ... pour répondre simplement cela dépend du contexte d’exécution de la commande... https://marlinfw.org/docs/gcode/G000-G001.html In Relative Mode (G91) all coordinates are interpreted as relative, adding onto the previous position. G28 ; G90 ; en principe état par défaut positionnement absolut (état après démarrage de la machine) G0 X100 ; allez en X=100 car en mode absolut G91 ; passer en mode relatif G0 X100 ; allez en X=X+100 car en relatif dans ce contexte (il y a un G91 fait juste avant ... et qui n'a pas encore était modifié avec un G90 ...) Edit : Mais si tu a fait un offset ... le référentielle change ... et c'est selon celui que tu utilise et de quand tu l'a fait ... (il faut imaginer un calque du point de référence 0,0,0 que tu déplace si tu utilise M206 et/ou M218 ...) https://marlinfw.org/docs/gcode/M206.html https://marlinfw.org/docs/gcode/M218.html Mais via les paramètres de la machine sous Ultimaker Cura, là il me semble que c'est cura qui recalcule les valeur des coordonnées des instruction G0 G1 ... donc c'est lui qui gère le "calque de changement de référentielle" et impacte les valeur X, Y et Z et non plus le firmware ... Là c'est "simple" ... enfin seulement si les [XYZ]_MIN_POS sont bien a 0 et les endstop en min ... https://marlinfw.org/docs/configuration/configuration.html#movement-bounds sinon https://reprap.org/wiki/Configuring_Marlin_Bed_Dimensions1 point
-
Salutation ! (indépendant de l'heure ou du fuseau horaire ) Un petit post-it avec écrits "+1" a coté de la zone où tu lis le "Layer 0" ? ou un gros scotch opaque pour ne plus voir le "Layer ..." ? Je me dit que c'est surement dans le firmware de l’écran ... donc pas forcement dans le firmware marlin ... car chez moi avec un écran "antique" menu marlin, je n'ai pas les couches, j'ai juste les coordonnées Z=0.2 , Z=0.4 ... si en hauteur de couche a 0.2 mm Mais, il faut plutôt le voir comme les indices d'un tableau en programmation. Le 1er élément se trouve a l'indice 0 du tableau ... indice de 0 a n-1 pour un tableau de n éléments ... c'est surement juste pour faciliter le test de sortie des boucle de parcours des tableau ... le test de continuation étant i l'indice "i<n" et pour lever une erreur dans le cas d'un tableau vide ou d'un accès hors tableau ... (ou alors 0 pour ne pas perdre une valeur d'un codage binaire ...) Sinon peut être modifier les fichiers .gcode (mais je ne suis pas sur de mon coup et c'est pas forcement aussi rapide que d'accepter cette histoire d'indice ...) cf ;LAYER_COUNT:6 ;LAYER:0 Edit : et sinon l’histoire du "rez de chaussé" et du "1er étage" ... on fait quoi ? ( moi je dit réforme ! on en profite pour enlever les exceptions et règles de grammaire et orthographes que j'arrive toujours pas a appliquer ... )1 point
-
Salut, beau travail ! Il est probable que la pièce casse au niveau de l'axe ou se trouve la tige métallique, car l'impression est parallèle à cette axe. J'ai eu ce soucis sur une pièce pourtant bien imprimée et d'apparence rigide, mais après quelque manipulations : cassée Ce n'est pas un soucis de matériaux mais d'orientation de la pièce pour l'impression. C'est pénible et long car cela nécessite beaucoup de supports car il faut imprimer 'debout'.1 point
-
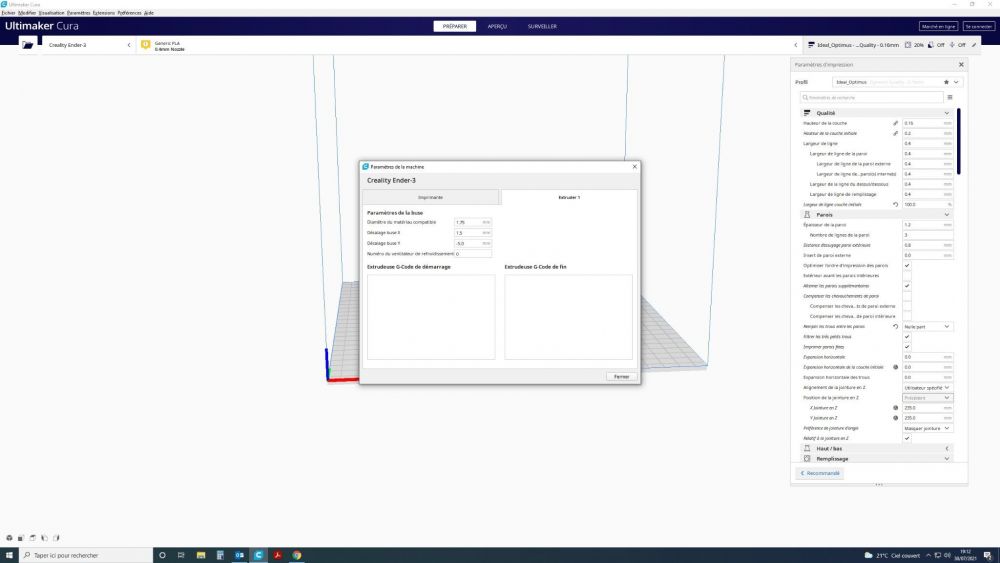
Tu peux le faire sous cura dans les paramètres d'imprimante :
 1 point
1 point -
j'ai eu le même tour avec le bras de ma ender 3 fendu au bout de 6 jours d'utilisation avec à peut prêt le même résultat d'impression que Constance. ça tournait mais ne fournissait pas correctement la machine.
 1 point
1 point -
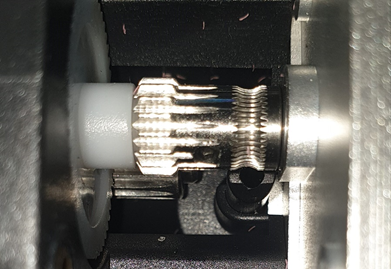
Salutation ! Utilise tu la même carte SD que celle que tu utilisé sur la Ender ? ... peut être tester avec une nouvelle carte SD de max 32GB fraîchement formaté en FAT32 avec des unités de 4096. A tu un capteur de fin de filament ? ... peut être tester de le shunter ? Pas de variation de la température lors de l'impression ? Pour illustrer le bras de l'extrudeur dont parle RFN_31 A tu déjà lu cela ? Edit : Aussi Malheureusement, cela ne veux pas forcement dire correctement ajusté ou sans défauts ... tu peut très bien être tombé sur une machine assemblé par le "nouveaux stagiaire" qui n'avais pas encore pris son café ... ou il peut y avoir eu un choc lors du transport ...1 point
-
C'est pas totalement impossible, j'imagine... Mais ma machine a deux jours : est-ce que ça te semble possible de rencontrer ce problème avec une machine quasi-neuve ? Sur une Ender 3 V2 vieille d'un mois : bras de pression du roulement fendu = mauvais entrainement. Ca ne se voit pas forcément beaucoup sauf à le démonter. Je l'ai remplacé par le modèle tout en alu.1 point
-
Je te conseille d'éviter de troller à moins que le ban ne te sied.1 point
-
Si, si, dans le choix de la couleur qui est en fait le choix du modèle, la cinquième (dernière vers la droite) c'est le modèle E3V2 en 32 bits1 point
-
Cadeau «Bonux», un pack de gcodes «pseudo musicaux» : Pack-gcodes-pseudo-zic.zip (je ne sais plus d'où je l'ai récupéré ).1 point
-
@TURBIL Prend ton temps, fait des recherches, les début ne sont pas forcement simple et facile. Il y a beaucoup de subtilités et de pièges ... Il faut se focaliser sur le fait que l'on apprend pleins de chose et non sur les résultats.1 point
-
Tu sors..1 point
-
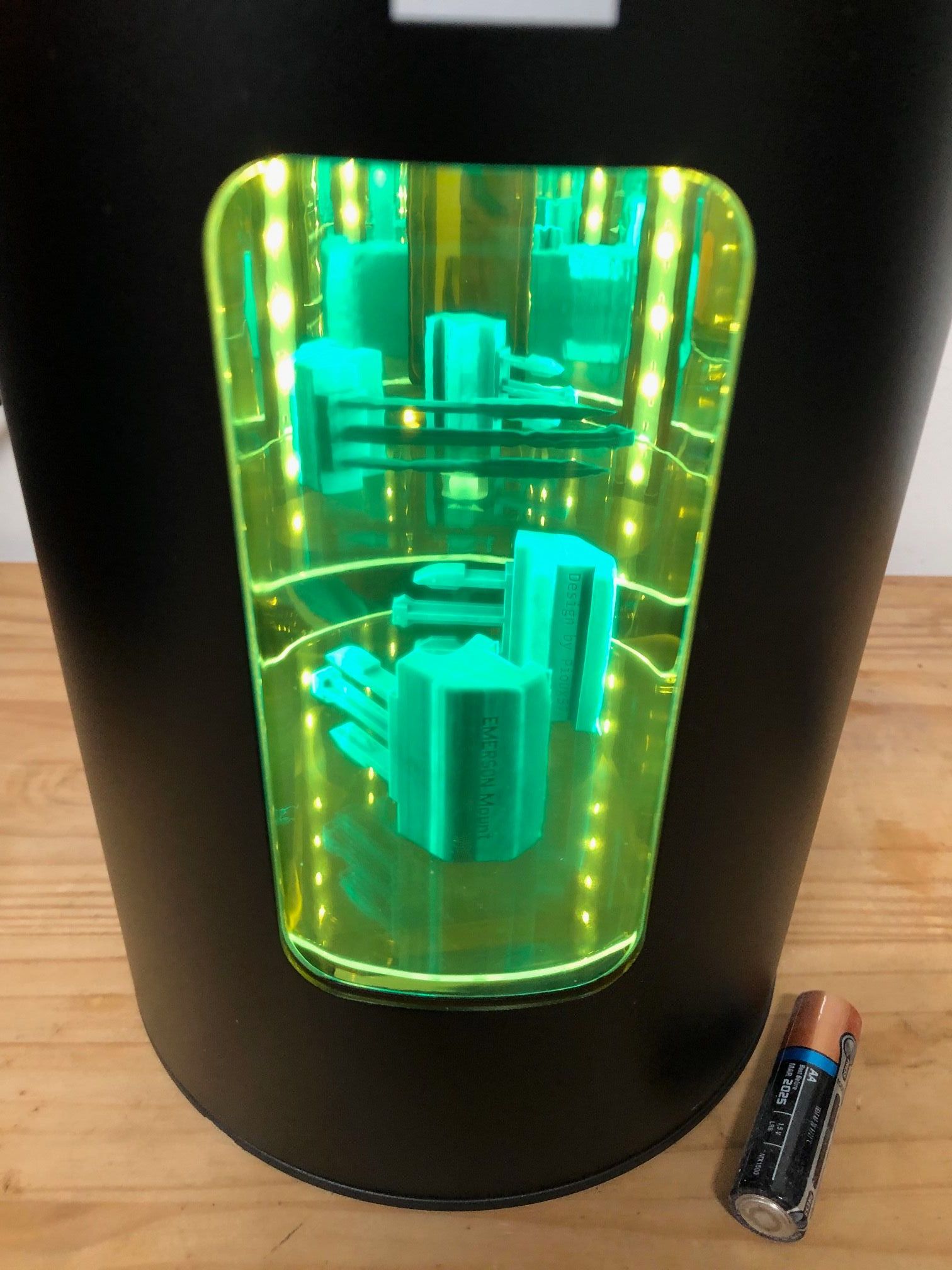
Bonjour @Riv Merci pour tes encouragements J'en profite pour une petite MAJ... : Vous avez remarqué qu'une des choses les plus embêtante dans ce procédé, c'est le refroidissement du bain. La qualité du résultat est en grande partie lié à cette gestion. Et bien, j'ai mis au point une solution grâce à un print qui permet une solution qui revient à environ 5€. Je fini la mise au point et je reviens dans quelques jours avec le .STL et toutes les explications technique. A bientôt ;-)1 point
-
Ma première idée: Un obstacle sur l'axe. Un câble, une poussière sur le guidage,........un point dur. Est-ce répétitif sur un autre objet? Est-ce un décalage sur un seul axe et si oui lequel? Après si c'est une perte de pas du moteur regarder si le driver concerné ne chauffe pas de trop. Mais commence par regarder des choses simples.1 point
-
Les endstop ou capteur de fin de courses sont des capteur de buté, il sont utilisé pour réaliser le home. https://www.google.com/search?q=endstop+imprimante+3D Mais là si cela fait un monticule de filament ... a tu testé chaque axes ? depuis le menu, après un home peut tu effectuer des déplacements en X, Y et Z ? tu a peut être un câbles d'un moteur mal connecté ? ou alors une courroies mal fixé ou une poulies/roue denté qui glisse ? voir tout simplement les excentriques si il y en a de trop serré et cela bloc les déplacements ? Edit ou encore la distance buse / plateau a ajuster ?1 point
-
ah non ça c'est une marque déposée depuis des siècles par mes compatriotes tu devrais essayer, une petite connerie de temps en temps, ça fait redescendre la pression, sinon tu vas frôler l'explosion non, non pas taper, je sors ->1 point
-
Salutation ! Cela doit être les coordonnées Z ! non ? Sinon peut tu détailler le "fait n'importe quoi" ? A tu vérifier les endstops ? sont ils bien connecté et bien activé lors d'un home ? Si tu utilise l’écran peut tu faire après un home des déplacements ? Edit : Enfin la carte SD comme le dit Jonathan06 , si de mauvaise qualité, se trouve bien souvent être la source de problème comme des freeze/gèle lors de l'impression. (une carte SD de qualité, de max 32GB, formaté en FAT32 unités de 4096) Edit 2 : par firmware officiel tu veux dire d'origine ? car si tu a mis a jours le firmware, tu a peut être mis le mauvais ... si l'axe Z vas pas dans le bon sens par exemple ...1 point
-
Bonjour, J'ai répondu ! CREALITY a mis longtemps pour comprendre qu'un plateau de verre ne doit pas être composé de n'importe quel verre. Sur ma CREALITY CR-10V2 le plateau ne se raye pas est reste parfaitement plan. Donc je persiste pour dire qu'il est préférable d'acheter un bon plateau plutôt que faire du bricolage qui n'est pas durable. J'essayais simplement de faire part de mon expérience. Je veux bien aider mais pas assister. Bonjour, Par paresse, effectivement, j'ai simplement donner la bonne solution sans commentaires ni justificatifs. Si tu me connaissais tu saurais que j'évite de dire trop conneries en même temps. Je ne vois pas l'intérêt d'un tel comportement. Je reconnais que je ne suis pas un poète ou un politique, je vais souvent brutalement droit au but. Pour moi ce qui compte c'est le fond et pas la forme tout en restant évidemment poli.1 point
-
Tu as essayé avec une autre carte mémoire ?1 point
-
Est ce que la pièce est traversée par un fluide tel que de l'air chargée en particule de Cosmogol pour fabriquer du Cosmogol 999 ?1 point
-
En technologie, les Shadoks semblent avoir besoin ... d'une passoire de 1er ordre ! mais pourquoi des colliers rilsans et des nappes électriques ...? Sinon, je donne ma langue au chat ... j'ai beau me creuser la tête je en trouve pas ... sauf si l'on parle d'un genre de support a marionnette automatisé ... mais là aussi, je pense pas avoir bon.1 point
-
Salut les filles Perso quand j'ai un problème de pignonnerie je regarde dans les pièces toutes faites, notamment chez Radiospares A partir d'un pignon du commerce il n'est pas très compliqué de le modifier ou de le faire modifier si on a un peu de matériel, un petit tour par exemple En l'occurrence on doit pouvoir trouver le grand pignon, le percer pour accueillir le petit et donner un petit coup de brasure à l'argent J'ai la flemme de chercher dans le catalogue mais @Yellow T-pot va trouver ça j'en suis sûr Voir ici >>>>> Edit : on est bien d'accord que là on cause de choses réalisables par un bricoleur, pas par un astrophysicien1 point
-
Quand on a activé le power loss, le système écrit en direct ce qu'il imprime. Je pense que cela peut jouer si la carte est déjà bien pleine.1 point
-
Heureux d'avoir pu aider.1 point
-
Oui, je le peux (mais ça dépend de quoi) Ça dépendra du firmware. Si l'option «Store settings» est disponible dans le menu de l'écran, c'est que l'option «EEPROM_SETTINGS» a été activée. On peut alors pour sauvegarder des paramètres qui différent du firmware originel, les stocker en EEPROM (une mémoire non volatile mais toutefois inscriptible) via soit l'option du menu soit via le terminal de Pronterface (ou Octoprint ou Repetier-host, voire certains trancheurs) avec un M500 puis un M501. Si l'option EEPROM_SEETINGS n'est pas disponible dans le firmware, il reste la possibilité d'inclure les commandes de changement de paramètres dans la séquence de démarrage (start_gcode) du trancheur.1 point
-
Bonjour, Pour découper 3 mm de peuplier, j'ai utilisé 8 passes à 500mm/minutes Pour graver de l'acier, 1 passe à 1000mm/minutes Pour graver de l'ardoise, 1 passe a 1000mm/minutes Pour graver du miroir, 1 passe a 1000mm/minutes Quelle est la matière que tu souhaites découper? il ne faut pas oublier que plus la matière et foncé, plus la découpé sera facile. Dans l'article, j'ai mis le lien des recommandations constructeur, le voici https://www.lesimprimantes3d.fr/wp-content/uploads/2021/07/Atomstack_A5_Pro_settings.pdf Je reste disponible si tu as d'autres questions ;-)1 point
-
Merci PPac pour ton aide et à bientôt pour montrer cette fois de belles impressions . Pasdebip1 point
-
Hello. Je n'ai pas compris cette histoire d'espace devant le nom d'un fichier. Pourrais-tu donner plus de détails ?1 point
-
Bonjour à tous, Utilisateur du logiciel Octoprint et certaines extensions pour sa facilité d’utilisation et pour ses nombreuses possibilités à gérer son imprimante, vous trouverez dans ce post, les extensions que j’ai traduites en Fr(*) et que j’ai ajoutées à mon Octoprint. OctoPrint-PSUControl (mis à jour le 26/07/2021) OctoPrint-PSUControl-master_V1.0.6_FR.zip OctoPrint-NavbarTemp (mis à jour le 20/08/2022) OctoPrint-NavbarTemp-devel_V0.15_FR.zip OctoPrint-PrintTimeGenius (mis à jour le 23/07/2023) OctoPrint-PrintTimeGenius-master_V2.3.1_FR.zip Octoprint-Display-ETA (mis à jour le 28/04/2022) Octoprint-Display-ETA-master_V2.2.0_FR.zip LayerDisplay layerdisplay-master_V0.4.3_FR.zip OctoPrint-DetailedProgress (mis à jour le 27/10/2020) OctoPrint-DetailedProgress-master_V0.2.6_FR.zip Octoprint-Filament-Reloaded (Ajouté le 10/01/2021) Octoprint-Filament-Reloaded-master_V1.3.4_FR.zip Pour les installer ou réinstaller sur une version anglaise (sans perdre les paramètres), voici un petit tuto : Télécharger l’extension dans le dossier de votre choix. Aller dans les "Paramètres" Aller dans "Gestionnaire des extensions" Cliquer sur "Obtenir plus" en haut à droite Faire descendre la fenêtre avec l’ascenseur de droite et cliquer sur "Parcourir..." en dessous "...à partir d'un fichier téléchargé" Et enfin cliquer sur "Installation" Pour finaliser, suivre les instructions d’Octoprint. Si de votre côté vous avez traduit des extensions, n’hésitez pas à les partager. Ce post vient en complément du post => OCTOPRINT Pack Fr (*Les traductions sont loin d'être parfaites, toutes les observations constructives sont les bienvenues pour améliorer la traduction.)1 point
-
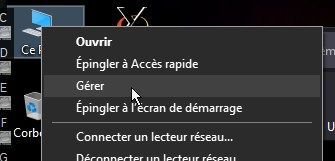
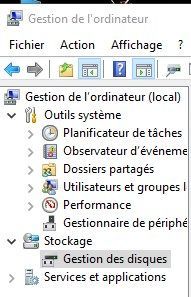
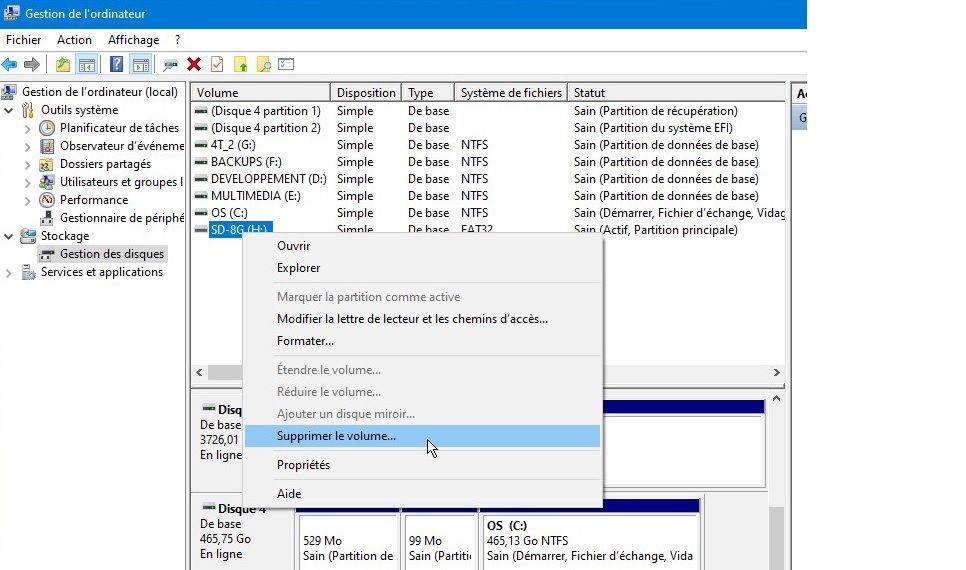
Au pire avec une carte de plus de 8 Go, tu la repartitionnes avec une partition primaire formatée FAT32. Sous Windows, le plus pratique est de passer par le clic droit sur le poste de travail, option «gérer»: puis «gestion des disques» Clic droit sur la carte SD, «supprimer le volume» : En créer un nouveau de taille inférieure (ou égale) à 8 Go
 1 point
1 point -
ça ne l'est plus ?? pourquoi est-ce que l'on ne me dit jamais rien1 point
-
bonjour @gerard07 félicitations pour le travail accompli çà prend forme, le plus délicat c'est le montage des vitres car la matière est fragile. Je te conseil de faire un collage périphérique avec la pièce qui fait me pourtour du vitrage. Quelques point de colle transparente du type Pattex repar glue gel çà convient bien (ne pas utiliser la cyano çà blanchie le plastique) . voilà la suite de mon travail je réalise le câblage des LED pour deux COX BUggy. Bon courage pour la suite.
 1 point
1 point -
Salut oui j ai imprimé le genre de cube sans trop de problème j ai imprimé le bateaux benchy et une autre petit pièce et pour les parametre j ai essayé de modifier mais pas d'amélioration et pour les reglzge distance de rétraction je suis à 2 et j ai essayer à 4 mais rien vitesse de déplacement 100 nombre de couche plus lentes 2 température plateau 60 voir 70 température buse j'ai essayé 200 210 215 et 220 mais aucune amélioration
 0 points
0 points -
Hello. J'ai commandé pour 60€ de composants sur DigiKey et UPS me demandent de payer 36 euros avec le détail ci-dessous A quoi correspondent les 18€ du coup? 3€ de TVA, 15€ de frais de dossier je suppose. Mais les 18€? Ils se gavent pas un peu là?
 0 points
0 points