Classement




Contenu populaire
Contenu avec la plus haute réputation dans 10/09/2021 Dans tous les contenus
-
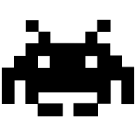
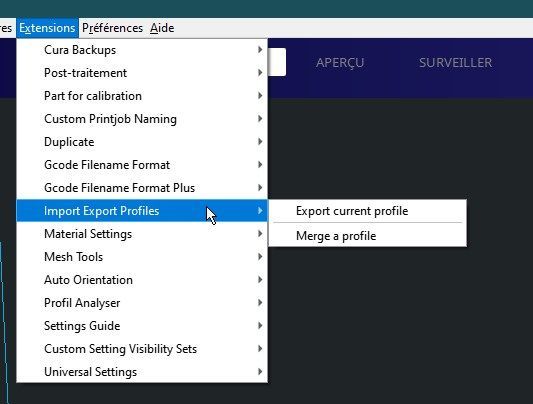
Via Cura directement, tu peux exporter chacun des profils après l'avoir sélectionné (fichier => xxxxx.curaprofile) En ajoutant un greffon (import export CSV profiles) tu peux faire la même chose (Extensions/Import Export Profiles) en exportant au format .csv Chacune de ces deux solutions nécessite de sélectionner individuellement chaque profil Pour «exporter» la totalité des profils en une seule fois, seule la solution de copier / coller le dossier de @ppac est réalisable. Avec le greffon «Profil Analyser», on peut visualiser l'ensemble des profils dans une page HTML générée par ce greffon. Exemple pour ma CR10-V2 : Printer Quality Changes.html Pour Windows, les profils Cura sont dans %APPDATA%/cura/version-de-cura (APPDATA = C:\Users\utilisateur_actuellement_logué\AppData\Roaming)
 3 points
3 points -
Salut, je fait un petit retour sur mon essais PWM on peut branché un Ventilo en 12V sur une carte mere BTT SKR Mini E3 V2.0 avec le firmware Marlin !!!!! lorsque l'on règle configuration_adv (ligne 508) sur : #define FAN_MAX_PWM 128 en réglant la ventilation a 100% la tension fournie au Ventilo est de 12.8v environ donc je pense qu'avec 125 on doit pas être mauvais il faut peut être affiné d'une imprimante a l'autre ps: je me permet de te tagué @Poisson21 je me suis dit que ça pourrait t’intéresser2 points
-
Ce n'est pas le nombre de Mpixels qui fera la différence (qu'en on en a déjà 12 MP) mais la qualité de l'optique et du traitement interne. Avec un smatphone les résultats seront entre médiocres et très médiocres.2 points
-
Peut-être un peu des deux PS: j'ai corrigé ton titre ( flilosité => frilosité )2 points
-
Si tu trouve le répertoire local des ressource cura et surement mieux si tu copie les fichier d'une même version de cura, Moi sous linux c'est dans ~/.local/share/cura/<Version>/ Pour pas s'embêter et si tu ne veux riens garder des config de ton cura de destination tu renome le répertoire de version du cible (ou tu l'efface) et tu le remplace par celui de la source. Fusionner peut fonctionner mais cela peut par exemple si tu a une imprimante custon (qui utilise des fichier de même nom dans le ressources) sur les deux te donner des mix pour les extrudeurs ... Sinon les profil des imprimantes avec les gcode de démarrage se trouve dans ~.local/share/cura/4.11/definition_changes/ et ses fichier dépendent des ~.local/share/cura/4.11/definitions/ si tu y a ajouté des .json.def que ta version de cura n’embarque pas ... En fait tout la difficulté c'est l'interdépendance de fichiers rangé dans des répertoire différents ... donc copier le tout se trouve être plus simple que de retrouver la/les fichiers du au chaines de relations (un fichier en surcharge un autre ) car rien que pour les profils des imprimantes, entre les répertoires machine_instances (.global.cfg) , définitions( .def.json) , définition_changes (inst.cfg) , extruders (extrudeurs.cfg) , et ... c'est pas des plus simple de bien tout retrouver car il peut y avoir baucoup d'héritage, dépandances ... Pour les matériaux cela semble plus simple bien que j'ai encore jamais copier le répertoire "materials" pour tester. Pour les profil d'impression c'est "quality_changes" mais aussi dans "definition_changes" enfin de se que je comprend Mais tout cela a sauver avant de bidouiller (faire un zip ) car on se mélange vite ...2 points
-
Le tac tac est provoquer par le blocage du filament Bouchon dans la tête Tube ptfe déformé Nœud dans la bobine Il peut aussi venir d'un mauvais réglage de vref du drivers du E2 points
-
Ah non désolé @fran6p c'est pas sur ce problème que j'ai agis, c'est sur les ventilo qui ne démarrent que dans les derniers % de puissance. Et que tu peux régler avec le paramètre SOFT_PMW qui permet une redivision de la plage de réglage des ventilos. Pour mes Sunon 5015 ça avait été la solution.2 points
-
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
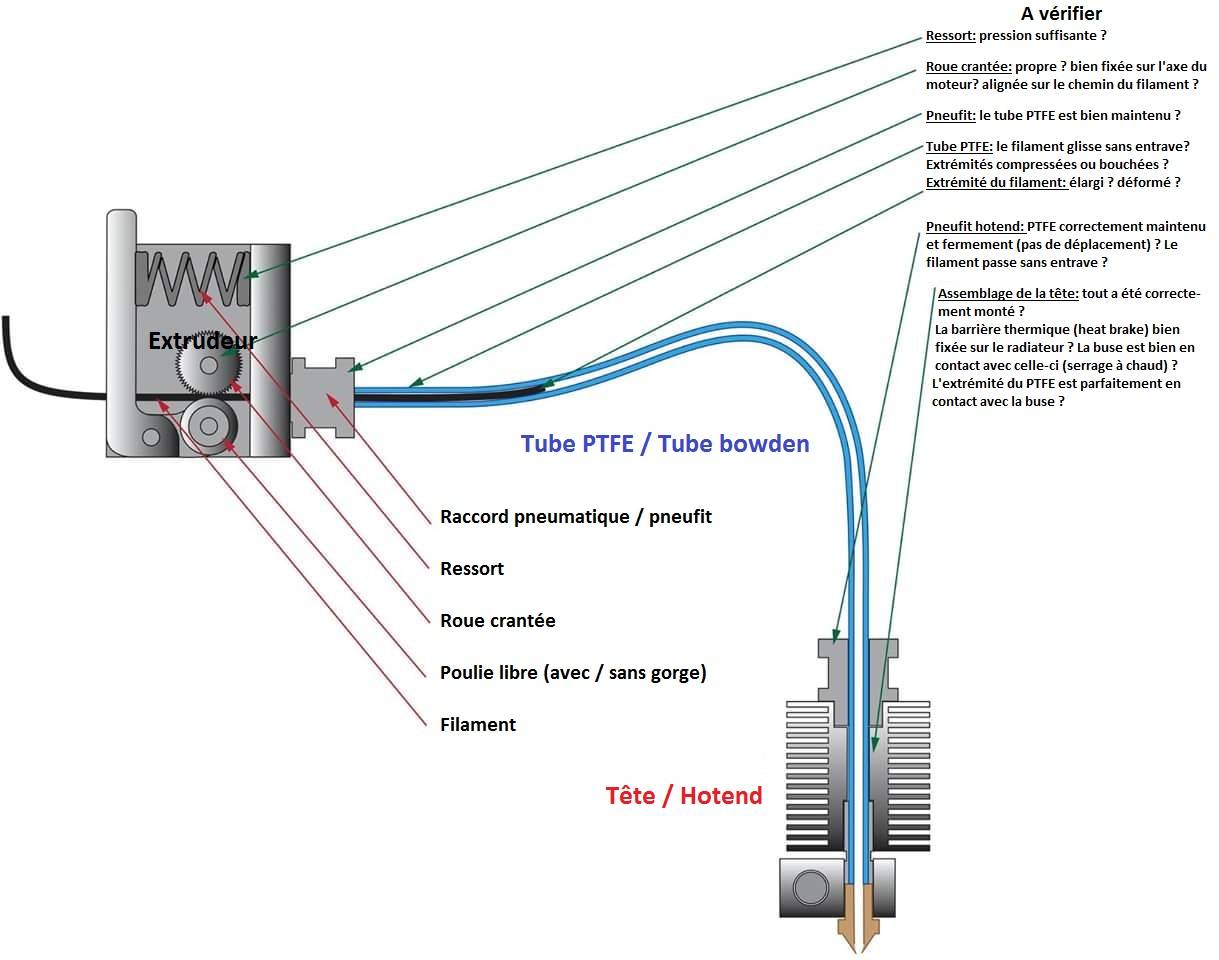
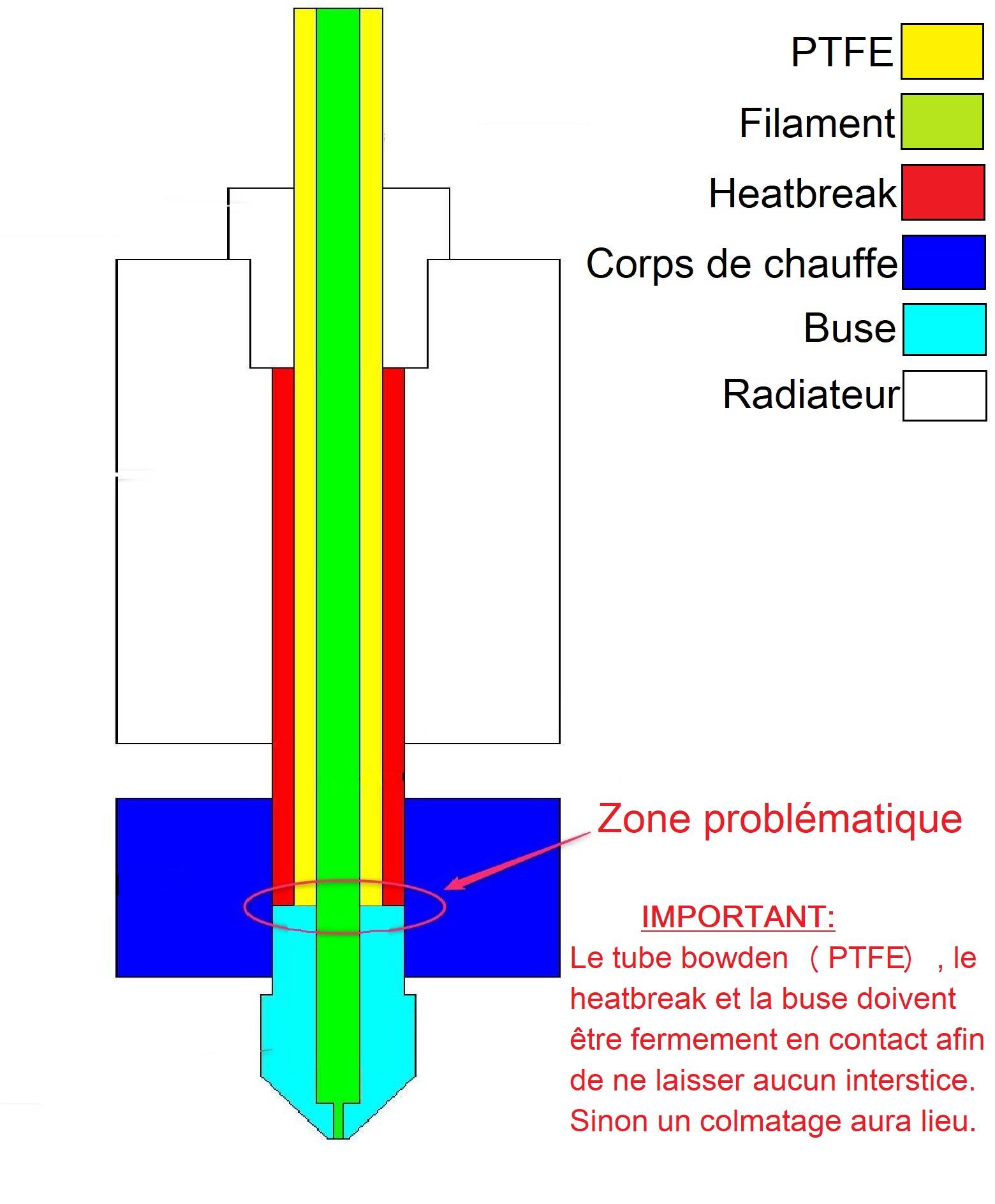
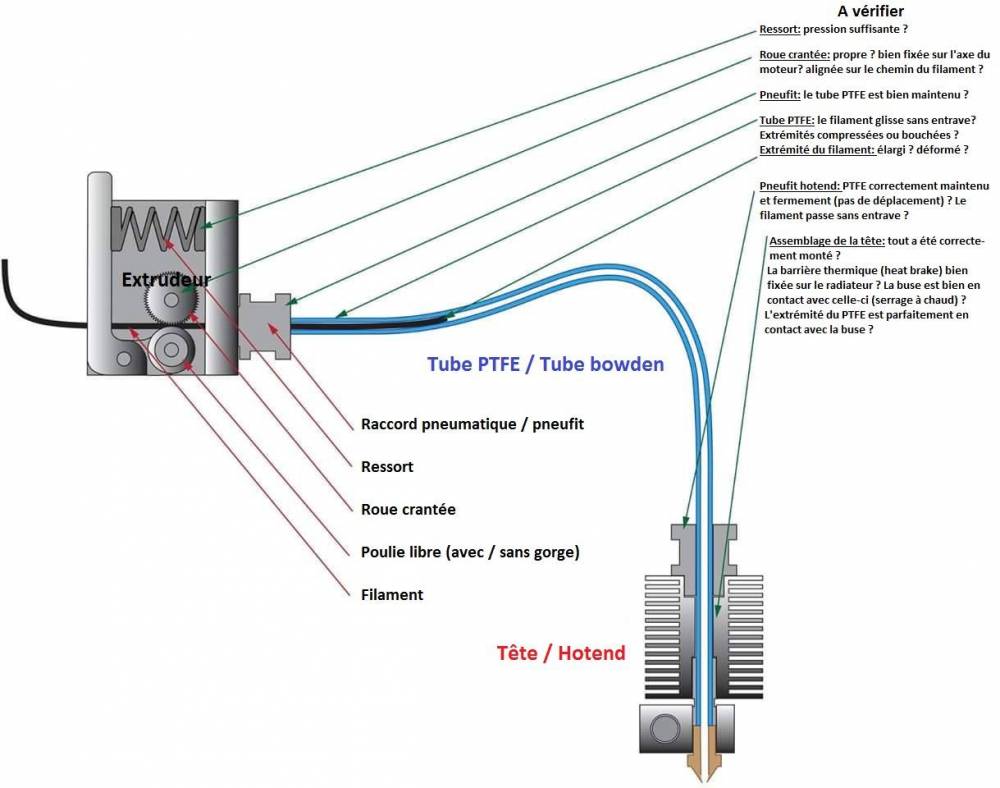
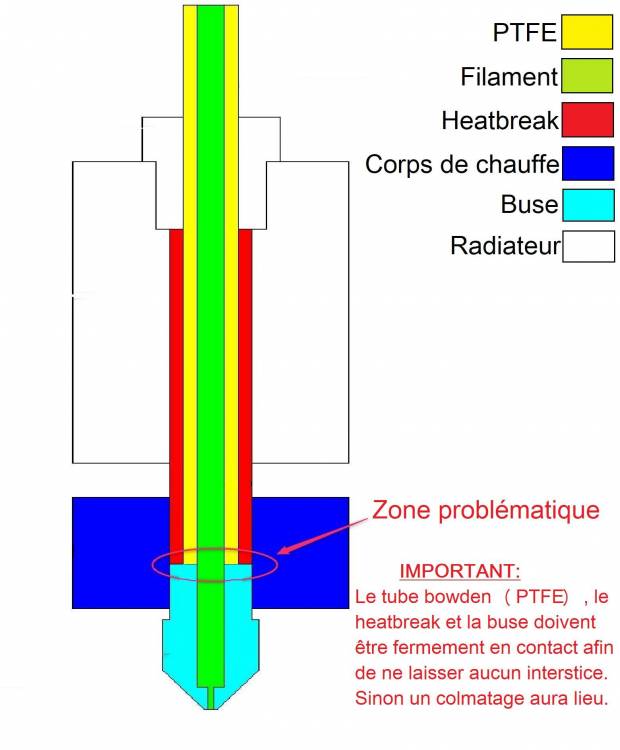
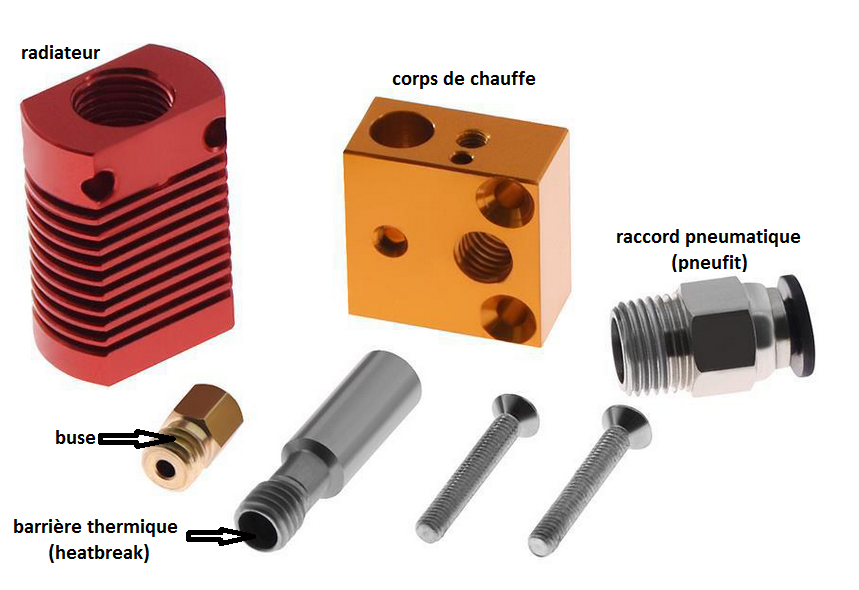
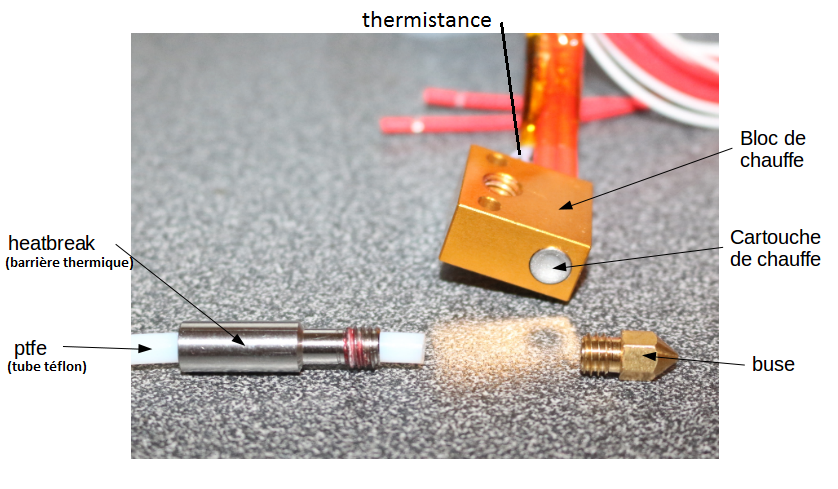
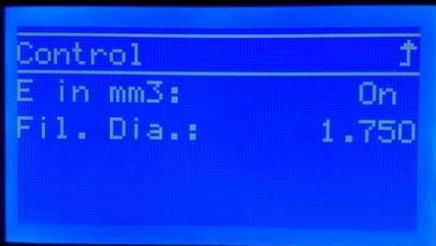
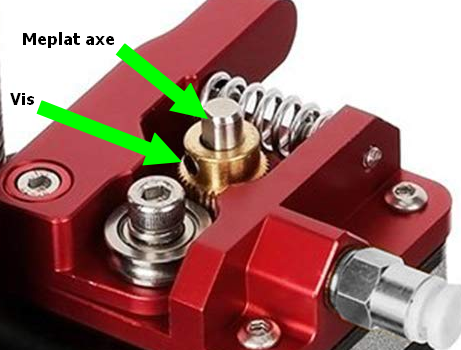
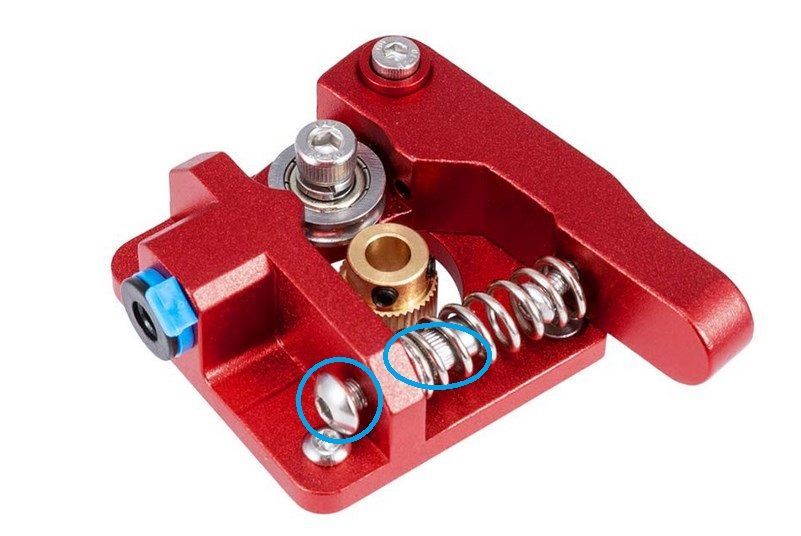
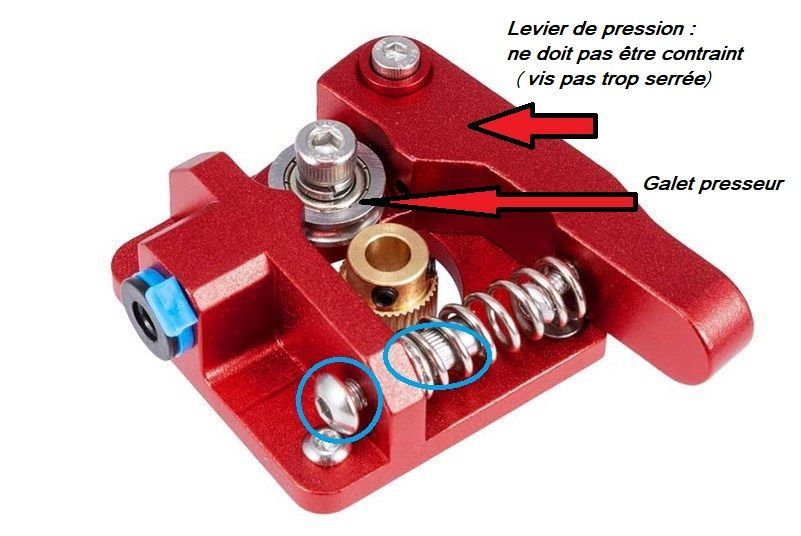
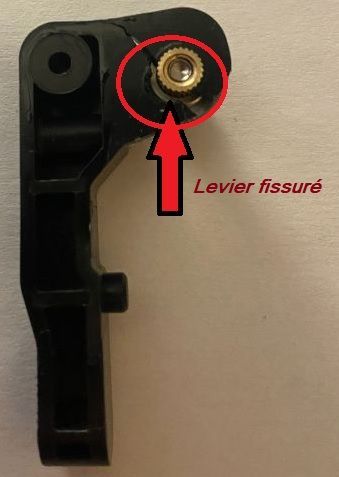
«En cas d’éponge, à la sous-extrusion il faut que tu songes» @volavoile Afin de remédier aux problèmes d'extrusion que tout imprimeur rencontrera tout ou tard, il est utile de comprendre le fonctionnement de l'ensemble des éléments que constitue un «extrudeur». Pour se mettre en jambe, un dessin valant mieux qu’un long discours, voici le parcours du filament de la bobine jusqu’à la buse : le filament entre d’un côté de l’extrudeur (en anglais : feeder), il est poussé vers la sortie en étant pris en sandwich d’une part par une roue dentée (qui mord dans celui-ci) fixée sur l’axe du moteur E(xtrudeur) et d’autre part par une poulie libre (ou une autre roue dentée, cela dépend du modèle d’extrudeur). Le flanc de cette poulie presse sur le filament. Celle-ci est montée sur un levier équipé d’un ressort de rappel pour assurer une pression correcte, à la sortie de l’extrudeur, le filament glisse dans un tube en PTFE (téflon) plus ou moins long qui va jusqu’au contact de la buse (très important) : c’est ce qu’on appelle un système «bowden» (il existe un autre système d’extrudeur appelé «direct-drive» dont je ne parlerai pas ici). Normalement, durant son parcours jusqu’à la buse, le filament reste solide et son diamètre ne devrait pas varier (1.75mm). Comme on le voit sur le dessin ci-dessus, plusieurs éléments peuvent contribuer à une fourniture incorrecte de filament. A) La partie entraînement du filament : le moteur, la roue dentée / crantée, le levier de rappel (ressort, galet / roue crantée). B) La partie guidage du filament : pneufit en sortie de l’extrudeur, tube PTFE pneufit de la tête C) La partie tête : zone froide (radiateur, partie haute du «heatbreak» (barrière thermique / coupe chaleur), PTFE, ventilateur de refroidissement), zone de transition, espace du heatbreak entre le radiateur et le corps de chauffe à l’air libre (PTFE), zone de chauffe (corps de chauffe, buse, bas du heatbreak, PTFE, thermistance, cartouche de chauffe). Vérifications à effectuer : A) le moteur (connexions, couple, Vréf) la roue d’entraînement correctement fixée sur l’axe du moteur (deux vis, une obligatoirement sur le méplat de l’axe), ni trop usée ni avec des dents pleines de filament le levier en lui même (celui en plastique a tendance à se fendre et en plus dessous où on ne le voit pas) le galet presseur (en bon état : tourne librement (roulement à billes non grippé), vis de maintien ) le ressort de rappel B) le tube PTFE qui n’est pas toujours de bonne qualité : le téflon ça glisse, le plastique moins. les raccords pneumatiques (pneufits) sont parfois de piètre qualité, leur rôle est de maintenir le PTFE en place via de petites dents qui mordent dedans. C) C’est la partie qui très souvent conduit aux problèmes d’extrusion. Elle est constituée de trois zones : une froide (radiateur, ventilateur), une intermédiaire, une chaude. En zone froide, le filament doit être solide. Le ventilateur doit être efficace (rarement compatible avec le silence) et assurer son rôle (fonctionne en permanence ou mise en marche au delà de 50°C). En zone intermédiaire, le filament commence à ramollir. En fonction de la distance de rétraction, le filament dans cette zone peut remonter dans la zone froide (ce qui n’est pas forcément souhaité ni souhaitable), particulièrement avec des distances de rétraction élevées. En zone chaude, le filament est liquide, la gravité fait que celui-ci lors des déplacements sans extrusion continue de s’écouler. Avec ce système de guidage du filament qui va jusqu’à la buse (tube PTFE), il existe une zone problématique : la jonction extrémité du PTFE, bas du heatbreak et haut de la buse. Si le moindre espace existe à cet endroit, un colmatage (bouchage si vous préférez) se produira tôt ou tard (généralement plutôt tôt que tard en vertu de la loi de Murphy, autrement appelée loi de l’em…dement maximal). Voici ce qui se passera : Le filament va créer un bouchon plus ou moins solide alors qu’on cherche à avoir un filament qui passe de solide à liquide avec une phase intermédiaire «ramolli» ; le filament solide va avoir de plus en plus de mal à s’écouler. La sous-extrusion se mettra alors en route et la pièce imprimée ne sera pas celle espérée. Mais si c’est le cas, tout n’est pas désespéré : @Titi78 a mis au point une procédure qui a déjà dépanné de nombreux utilisateurs : <EDIT> Une autre cause de sous-extrusion à laquelle on ne pense pas toujours et qui n'est pas liée au matériel mais au logiciel: une déclaration erronée du diamètre de filament utilisé dans les trancheur (slicer): 2,85 au lieu de 1,75mm. Donc penser à vérifier que celui-ci correspond bien (matériel et logiciel) <EDIT 2> Certains modèles de Creality (Ender 5 pro par exemple) permettent de régler l'extrusion du filament en mode «volumétrique»: Dans ce cas, bien vérifier que le nombre de pas de l'extrudeur est 2,4 fois celui normalement déclaré dans le firmware (ex: firmware sans extrusion volumétrique de 93.0, avec extrusion volumétrique il faut passer cette valeur à 223,2) ou la meilleure solution, désactiver cette option en la passant à «off» afin d'utiliser le mode d'extrusion classique : (information provenant de ce post où @DBC3D et @Idealnight ont permis la résolution du problème, le facteur multiplicateur a été rectifié (de 2 à 2,4) ). <Complément> @Yellow T-potliste également des causes possibles à un extrudeur qui claque : <EDIT> Une dernière cause possible avec les cartes mères Creality équipées de pilotes silencieux (TMC) est l'activation du «linear advance» qui au bout d'un certain temps (plus ou moins rapide, c'est selon) va complètement stopper l'extrusion de filament: le moteur s'arrête mais l'impression continue (dans le vide évidemment ). La solution, dans ce cas : soit le désactiver totalement via l'ajout d'un G-code «M900 K0» au début du Gcode de démarrage du trancheur, soit mais cela nécessite de passer par la case CB, remplacer la carte mère Creality par un modèle concurrent gérant correctement le mode UART des pilotes TMC. ____________________________________________________________________ Pour conclure, un peu de terminologie afin de parler le même langage quand on demande de l’aide :

 1 point
1 point -
Bonjour à tous Je voulais vraiment éviter de lancer une recherche pensant qu'il serait assez aisé de trouver une imprimante 3d , et en fait .... c'est pas si simple et je m'explique. .. Mon épouse veut depuis plusieurs années une imprimante 3d, cette année pour son anniversaire nous avons recueilli une petite somme et passons le cap. Et là patatra !! On lit à peu près tout et son contraire à coup de comparatif sponsorisé et je peine à trouver. .. Pour essayer de faire court , ( vous le sentez à ce stade que je vais être un boulet ?) Déjà j'ai été très surpris par le fait qu'apparemment 90% des i3D sont en kit ... bon pas tres grave, j'ai pas 2 mains gauches ... Au début notre budget était plus élevé ... disons 800€ sauf qu'en fait est-ce nécessaire de mettre autant ? Soit j'ai l'impression qu'on trouve des i3d satisfaisante pour bien moins cher soit pour bien plus. .. restait la prusa. Mais en zyeutant sur le topic dédié je me dit que pour un débutant ça paraît chaud... quand je vois le nombre de sujet, disant que " je suis rentré dans les sous paramètre de vitesse de rotation de l'axe Y5 afin de monter la température de 3 mm vers le bleu" .... GNÉÉEEEE ??? Bref, j'ai lâché l'affaire en me disant "bon mon poulet, va a Cultura et prends la dagoma disco ultimate bi color et en avant Sigean ( oui Guingamp c'est vraiment trop loin) On est chaud patate devant le rayon, et la je vois un jeune, qui nous tourne autour l'air de rien... mais je sens qu'il veut communiquer l'animal !! Finalement il se décide : " N'achetez pas ça hein , c'est de la merde pour ce prix là ! " Au fur et à mesure de la discussion son avis est plus mesuré, il a la disco easy 200 qui il le semble n'est plus fabriqué. .. il dit aussi que c'est pas si mal et qu'il n'a même jamais essayé la magis. .. mais ce qui le perturbe ce sont les 499 euros De son côté, il faut absolument prendre la ender3 ... 180 boules (voire moins) , et bien plus solide. .. Je repars donc les mains vides, déçus et avec encore plus de questions. Maintenant, j'avoue que le choix Dagoma était un peu par défaut car en furetant ici même il faut reconnaître qu'elles ne sont quasiment jamais conseillées. .. Ce qui me plaisait sincèrement c'était le côté "francais" , "cultura" proximité. ... Je n'ai malheureusement pas trop le temps en ce moment ayant un projet professionnel et c'était le choix facile. Point envie non plus de commander sur wish ou autre joyeuseté de ce genre.. j'ai suffisamment la poisse pour ne pas la provoquer. Donc ? Ben voilà , on est complètement amateur, mais on peut être très curieux et intéressé et pas complètement débile . On aurait juste voulu que ce soit assez simple au démarrage mais avec une qualité suffisamment bonne pour ne pas nous dégoûter direct , car oui en plus d'être novice on est exigeant lol Bref au plaisir de vous lire, si vous avez eu le courage d'en faire autant Tony1 point
-
Ne rien mettre sur l'ultrabase pour les impressions, bien le dégraisser la première fois, j'utilise de l'alcool iso, perso je nettoie pas après chaque impression, si tu n'y met pas les doigts tu peut faire des dizaines d'impression sans le nettoyer.1 point
-
le grossiste3D est très bien aussi pas cher et très tolèrent, il imprime bien même avec des réglages pourris (c'est du vécu)1 point
-
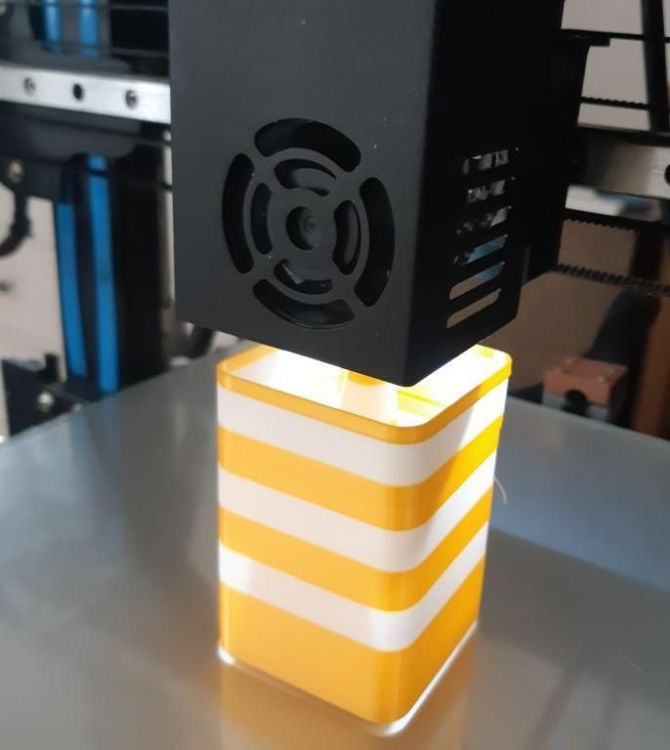
Plusieurs pistes à étudier : - Comme Titi je pense que le plateau en verre a besoin de 4 pinces au minimum. - Dans ton firmware tu utilises des Accélérations et Saccades (jerk) tout à fait convenable, cela ne vient pas de là, donc pas besoin d'utiliser la fonction de contrôle d'accélération/saccade de Cura. - (au cas où) Dans les réglages de Cura il te faut au minimum 3 parois pour avoir une qualité décente, au vu de ton cube tu dois déjà les avoir comme on ne voit pas le remplissage qui pousse la coque. Pourrais tu nous faire un screen des tes vitesses d’impression sur Cura ? - Tu peux faire un essai avec PrusaSlicer, on peut avoir des surprises en changeant de slicer, la Ender 3 est disponible dans l'Assistant de Configuration "Autres Fabricants -> Creality". - On rabâche souvent la vérification mécanique de l'imprimante parce que ces défauts d'impressions se jouent à rien, c'est tellement minime que c'est très dur à identifier. - Sinon essaie un autre filament, son diamètre varie peut-être. A savoir que tes défauts ne sont pas catastrophiques, ta pièce est présentée pour que la lumière contraste sur les défauts. Zoom sur la fusée de Titi on voit bien des groupement de lignes plus ou moins grosses, alors imagine avec une lumière rasante présentée à la verticale. Et comme demandé plusieurs fois, qu'est-ce que cela donne sur un cube sans sérigraphie XYZ comme celui là : https://www.thingiverse.com/thing:38108 La qualité devrait être bien meilleure grâce à la régularité des lignes extérieures sans sérigraphie, ça élimine déjà tous les problèmes liés à la pression résiduelles dans la buse qui diffère à chaque ligne à cause de la sérigraphie XYZ.1 point
-
Ne pas oublier que ce n'est pas vraiment un 12V continue ou pwm, cela reste des créneaux de 24V dont la tension moyenne est de 12v pour la période du rapport cyclique PWM En gros FAN_MAX_PWM 128 c'est comme si tu réglais 50% de ventilation. Tu fixes simplement le réglage max de ventilation à un rapport cyclique pwm de 50%, soit environ 12v sur une période. Ça fonctionne bien dans le cas d'un ventilateur il faut veiller à contrôler la chauffe du ventilateur 12v pour être certain qu'il dissipe et filtre assez ces éventuels piques de tensions. C'est propre à chaque ventilateurs inductance/résistance interne, en général ça ne chauffe pas assez pour détériorer le ventilateur1 point
-
Merci @ahote d'avoir testé et de nous avoir informé que cette méthode fonctionne. Comme quoi la lecture attentive des fichiers de configuration de Marlin n'est pas inutile : Ça évite d'investir dans les nombreuses cartes récentes qui permettent de gérer la tension des ventilateurs (5, 12, 24V) en positionnant un cavalier à l'emplacement idoine (BTT Octopus, Fysetc Spider, Mellow Super HV, l'éventuelle MKS Monster 8 et d'autres que je ne connais pas).
 1 point
1 point -
merci pour le retour moi s'a m'intéresse1 point
-
Ah les "on dit" ... je formate toujours avec windows 7 ou 10 et ça continue a fonctionner correctement1 point
-
Tu as bien coupé le filament en biais avant de l'insérer ?1 point
-
L'axe est incliné, la bobine reste en bas avec son propre poids1 point
-
@stitch62350 Sauf à être encore avec un WinXP, le notepad de Windows fait désormais le travail . Le mieux est soit d'utiliser Notepad++ soit encore Notepad3 (plus mieux que Notepad ) si tu n'as pas besoin de toutes les fonctionnalités offertes par notepad++ (rien n'empêche d'installer les deux).1 point
-
Désolé mais non. Qu'une impression ne puisse pas être relancée sans passer par la case éteindre puis rallumer et attendre que la température redescende n'est pas, à mon avis, un comportement normal (je n'ai jamais eu ce type de comportement sur aucune de mes imprimantes). C'est soit un problème firmware soit électronique (la carte) Pour les problèmes d'extrusion, comprendre comment ça fonctionne permet, parfois, de trouver et résoudre le problème. Une bonne explication :1 point
-
Le point 7 de la page 11 du PDF indique clairement : Bizarre, bizarre comme c'est étrange @methylene67 Dans une autre discussion, @Poisson21que j'avais sollicité a répondu ceci :
 1 point
1 point -
Pour la saturn, il a fallu compter 100$ pour la logistique pendant la campagne de prévente/financement ...1 point
-
Bonjour, Je pense que ton problème vient de plusieurs choses : les boutons peuvent être le signe d'un filament légèrement trop humide (bulle d'eau qui éclate mais ne peut s'échapper). Le délitement est pour moi le signe évident d'une buse trop haute, le filament tombe plus qu'il n'est déposé. De plus l'imprimante est-elle posée dans un endroit stable ? En espérant apporter un éclaircissement1 point
-
T'es encore dans les quelques erreurs du matin car le SMTP apparait dans la liste sur laquelle se base ton fournisseur : https://lookup.abusix.com/search?q=51.210.94.1391 point
-
Bonjour, C'est malheureusement un problème très courant pour la majorité des imprimantes. C'est la buse qui n'est pas bien serrée contre le heatbreak. Regardes bien dans a sujets autour de la D12, tu trouveras un sujet qui explique comment bien monter sa tête pour éviter ce genre de problème.1 point
-
à l'eau tout court ça ne sert pas à grand chose pour enlever le gras déposé par nos gros doigts. Si tu n'as pas le même problème avec un autre filament c'est peut être un problème d'humidité dans le pla blanc. Sinon effectivement comme le dit @MrMagounet la buse semble trop proche du plateau.1 point
-
@Julien Castel au vue de ta première image, je vois un rendu typique d'une buse trop proche de ton Bed, quand c'est le cas matière pas assez de place déborde sur les côté ce qui donne un effet granuleux et des vagues sur la première couche puis les autre couche rattrape progressivement le tout.1 point
-
salut olivier, comme promis j'ai jeté un œil et je ne comprend pas trop le problème. donc j'ai téléchargé le marlin de dagoma pour ton modèle, et j'ai modifier la partie configuration comme j' ai fait pour mon plateau. le voici en fichier joint, essaye avec cette version du configuration.h. j'espère que ça marchera, mais je n'en suis pas sûr. configuration.h transfo pour olivier.txt1 point
-
un problème de nettoyage de plateau + une vitesse de première couche trop grande donnent ce genre de résultat1 point
-
Bonsoir @diversvoilà j'ai fait le premier pas d'essayer le nouveau Slicer 2.40. Plutôt ravi des nouvelles fonctionnalités j'ai lu un peu la description du produit. je suis dans une période d(apprentissage pour me rendre compte des nombreuses fonctionnalités. Je me suis mis en difficulté pour imprimer en dual couleur avec ma TLD3. Le but de l'exercice partir d'un STL pour adjoindre des couches de couleur en alternance; le test est parfait avec un bouclier anti-suintement. La qualité est très correct les différentes couches de couleurs sont bien alignées. J'ai également essayé la fonction texture pour la préhension manuelle d'un objet. Je suis satisfait de l'interface çà demande une période d'apprentissage. Je suis impatient de découvrir d'autres fonctions. (çà me change de IDEA) Bon je suis parti à la découverte de nombreux tutos a+ Francis

 1 point
1 point -
j'ai trouvé qqus infos et je pense malheureusement que @PPAC et @MrMagounet ait raison .... j’espère me trompé je sait que le PWM joue sur la fréquence et non sur la tension donc j'ai peu d'espoir mais je ferait un essais avec un vieux ventilo je mettrai un coup de multimètre et on verra bien ça peut servir a d'autre ^^1 point
-
Vu le défaut il y'a un mauvais réglage buse/bed et /ou parallélisme de l'axe X par rapport à la structure et/ou de température. Même si tu as un double Z il faut bien faire attention a ce parallélisme Axe X par rapport à la structure (et non au bed)1 point
-
+1 pour l'achat d'une petite imprimante et tests pour les vis M2... oublie car l'imprimante serait incapable d'imprimer le filetage correctement ... même chez un pro ... sans parler de la solidité .... le plus simple et le moins énergivore est d'utiliser de vraie vis1 point
-
Salut +1 Quand on conçoit un prototype, il est rarement au point, au top, dès le premier design, généralement on le fait évoluer, donc si à chaque fois il faut que tu trouves un imprimeur, c'est pas gérable, sans parler des délais ....... Ensuite, quand le prototype fonctionne, une imprimante à la maison te servira ....... à réparer la casse (oups !!!). A+1 point
-
C’était pour bien séparer la partie Klipper de la partie modifications mécaniques tout en gardant le tout au début du post… Je suis en vacance avec une connection pourrie et juste un iPad… je galère un peu pour rassembler tout les liens, les photos,… j’arrive même pas à ouvrir mon fichier .cfg pour Klipper Et là je suis super embêté car je sais plus éditer mes posts1 point
-
Hello, Voici mon montage. J'ai fait comme @Kachidoki. L'axe qui est dans le roulement est plus petit que le trou du roulement. Le centreur est plus petit que le trou de la bobine et est plus gros que l'axe. En gros, y'a du jeu de partout. Pour le moment, elle se déroule bien. Je vais pourvoir en imprimer des trucs pas trop utiles #@bigfoot
 1 point
1 point -
Hello, Voici ma drybox tout ce qu'il y a de plus standard. Cdt LC Envoyé de mon OnePlus 71 point
-
J'utilise un truc ultra high-tech, du bois : J'ai mis un tube (fixe) faisant office d'axe, et entre les deux piliers j'ai mis 2 roulement 608. Le moyeu de la bobine est posée directement sur les roulements. Un tube PTFE passe derrière, entre la planche et le mur, car la machine est à l'étage en dessous : Système très simple, monté en 5min chrono dans l'urgence à l'époque, et j'ai fait passer quelques bobines de 2.3kg depuis par ce biais.

 1 point
1 point -
Une CR10, c'est une machine ou tu passeras plus de temps à bricoler (pour l'améliorer) même si d'origine c'est convenable, mais clairement pas à la hauteur d'une Prisa Une Prusa i3 MK3, tu as une excellente machine avec une finition parfaite sans rien améliorer. Soit tu choisis jojo la bricole, soit tu fais de l'impression ;=)1 point
-
Pour tous ce qui est visserie, il vaut mieux prévoir des insert à mettre à chaud dans le plastique, ça sera beaucoup plus solide et tu pourras utilisé de la visserie standard.0 points