Classement



Contenu populaire
Contenu avec la plus haute réputation dans 12/09/2021 Dans tous les contenus
-
Bonjour, J'ai réalisé pour une personne l'equerre de fixation du filet pour une table de ping pong, par contre je ne connais pas la marque juste eu l'original cassé entre les mains. Je mets à disposition les STL au cas ou Support filet table-1 v14.stl ENROULEMENT POUR EQUERRE FILET-V1 v3.stl Piece enroulement corde à coller




 3 points
3 points -
@minoudedijon Essaie vraiment dans tes propos de les modérer et de ne pas systématiquement te sentir attaqué. Tout le monde n'a pas ta grande et ancienne sagesse. Comme les fois précédentes où tu es intervenu (sous d'autres pseudos dont je ne ferai pas la liste sinon la moutarde pourrait te monter à nouveau au nez) sur ce forum, tu parles de projet dont on attend vivement de les voir D'ailleurs où en est ton fameux système de remplacement rapide de la tête sur une CR10-V2. Depuis le temps il doit être abouti, non? Une simple photo, même prise de loin mais pas dans un tunnel non éclairé par une nuit sans lune tout de même, pourrait nous éclairer.3 points
-
@MrMagounet du coup les Fysetc une fois atteint leur vitesse de croisière font en effet bien moins de bruit. Mais le débit d'air n'est pas sis bon que ça (à la main) je trouve. Je préfère mon Sunon même s'il coûte plus cher.2 points
-
Voila pièce terminée et fonctionnel mais il faudra une troisième version en rallongeant la parti coudée et augmenter l'écart de 0.5mm. Le pas de vis impeccable. Et j'ai de la chance dans le bon sens
 2 points
2 points -
Régler les step de l'extrudeur avec le test des 120mm ?2 points
-
Salut @fred52120 alors pour une imprimante 300 x 300 a moins de 500 € fermé cela va ce compliqué. Pour un modèle a fermer facilement tu as en effet les Core XY ou fause Core XY : - Fausse Core XY comme la Creality Ender 5 Plus (suffit de mettre des panneau plexy sur le châssis). - Tu as la TwooTrees Sapphir plus en core XY qui peu le faire mais il faudra mettre un peu les main demande pour bien l'ajuster et calibrer. Pour les Cartésiennes : - La CR10 Smart je te la déconseille pour le moment (pas que le hard soit mauvais) mais les firmwares ne sont pas stable actuellement et beaucoup de proprio ont des soucis avec, pour la parti réseau RJ45 et Wifi c'est lié au creality Cloud box intégré et qui oblige a publié dans le cloud, et obliger de bidouillé pour réussir a mettre un octoprint car pas d'usb part défaut dispo. - La Tycoon max a quelques défaut pour moi et les vibrations du châssis qui font un bruit qui remonte, mais elle a du potentiel avec Direct Drive. - La CR10 V3 est en Direct Drive avec un très bon Titan et un BLT de série, le plus ici est que l'électronique est séparé du châssis donc il est très simple de placer l'électronique hors caisson sans aucune modif. - La Sovol SV03 c'est un clone de CR10 V3 (ancien ingénieur creality, même car mère que la CR10s Pro, même tête Titan que la Cr10 V3), mais ici en 350x350. - La X2 bonne machine mais il y a des petites soucis sur quelques modèles d'assemblage d'usine de ce que j'ai vue pour le moment genre 3DTouch mal ajuster en position, la tête Titan clone est bien moins qualitative que les SV03 et CR10 V3. Pour ce qui est de l'accès des fonction Jerk, Linear advance etc la Smart de creality tu as rien d'accessible, pour les X2 et Tyccon tu as accès au option activer dans le Marlin de ces imprimantes via un PC en USB et pronterface par exemple, car ici TFT avec menu tactile oblige. La SV03 a normalement un menu LCD Marlin complet.2 points
-
C'est sympa et propre l'écrou noyé.2 points
-
Pourquoi pas . Je suis les règles de Crocker donc pas besoin de faire des excès de diplomatie. J'aurais besoin de connaitre les décalages X et Y de la pointe du Bltouch avec la buse pour paramétrer correctement «NOZZLE_TO_PROBE_OFFSET». En français le menu de l'écran? D'autres exigences demandes concernant le firmware ?2 points
-
Bonjour (et au revoir ?) Avec moins de snobisme et de fierté déplacée, tu remarquerais que fran6p, bien que beaucoup plus jeune n'a pas fiat de remarque sur ton style et n'a pas fait preuve d'intolérance. Il t'a juste dit ce que tu pourrais faire pour améliorer la qualité de l'échange. Mais visiblement tu fais la sourde oreille (un problème d'âge ?). Dommage, mais ce n'est certainement pas à ton âge que tu changeras. Fais comme tu veux... mais si tu pars ce sera bien ton choix, si tu restes essaie d'être moins paranoïaque.2 points
-
Les mots me manquent pour exprimer l'immense tristesse qui me submerge. Cette semaine restera gravée dans toutes les mémoires, après Bebel c'est Minoudedijon qui nous quitte. Seule différence, c'est que Minou-etc. réapparaitra sous un autre pseudo mais pas Bebel malhereusement.2 points
-
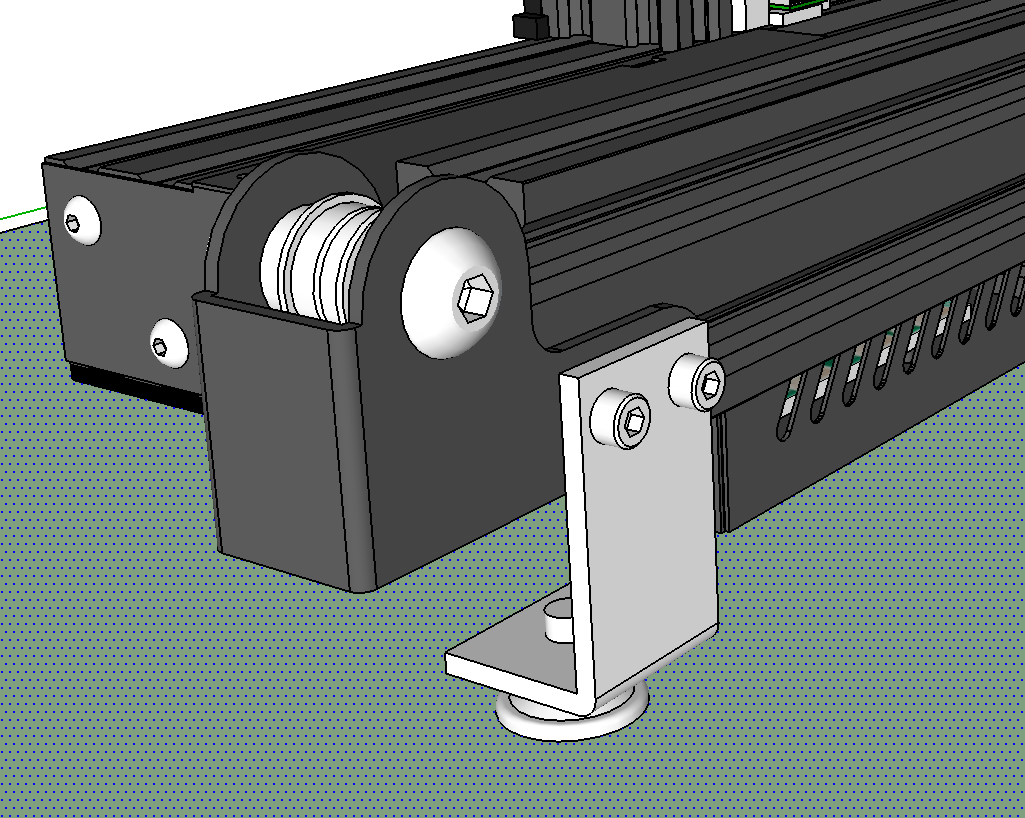
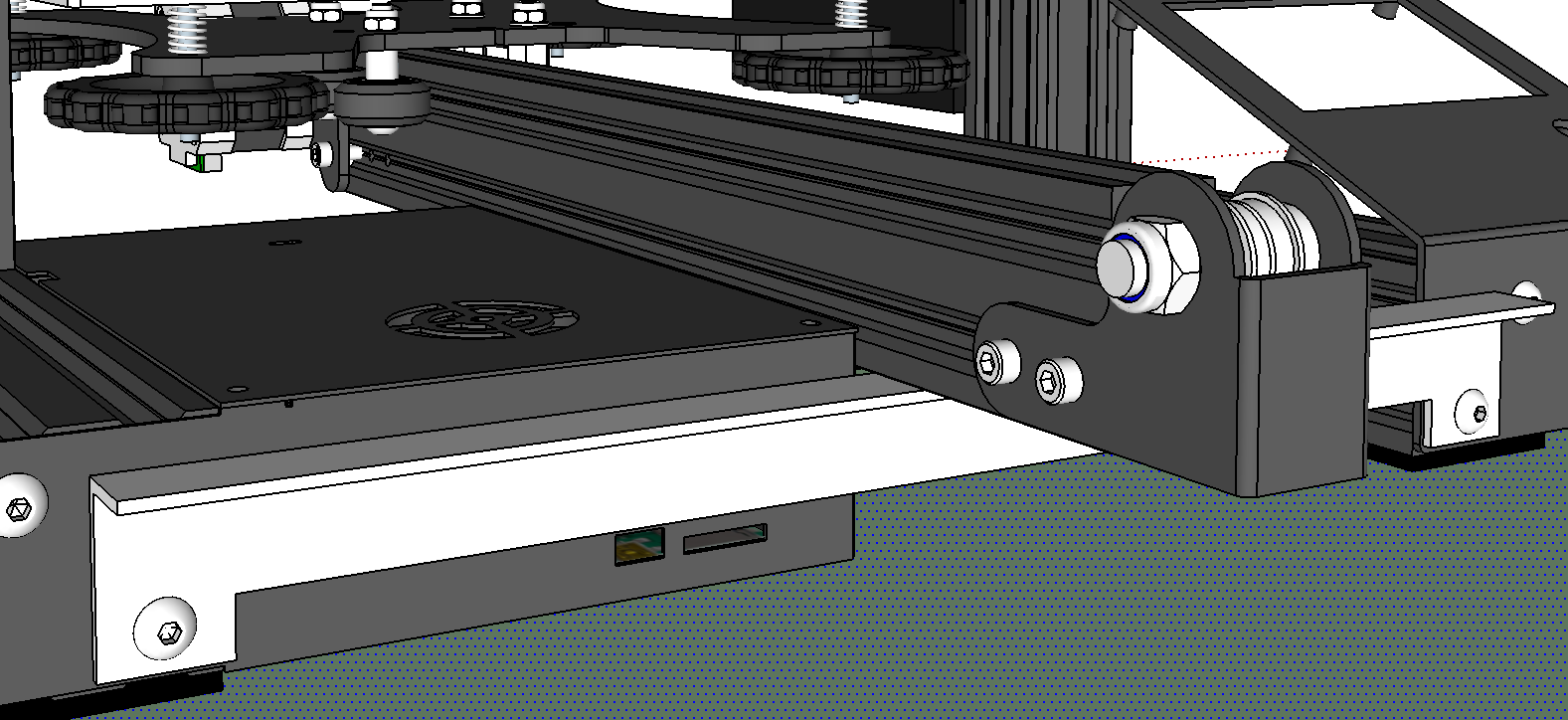
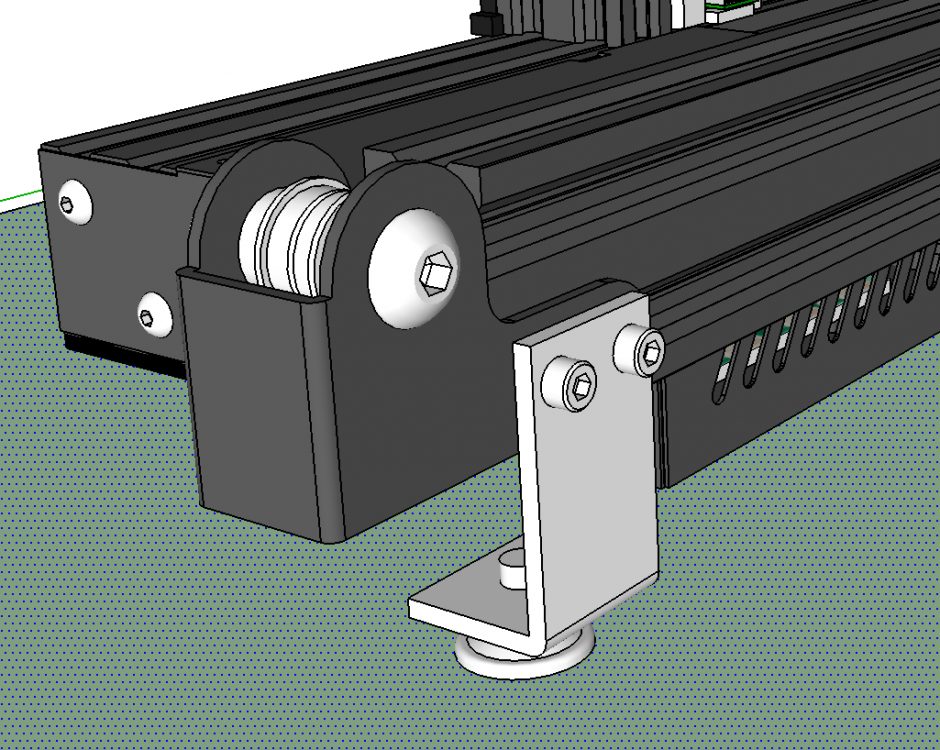
moi j'aurai d'abord essayé le retournement du chariot Y complet, c'est celle qui offre le moins de modifications. A mon avis, ça ne sera pas suffisant et cela va impliquer un risque de mouvement de rotation du 4040. Normalement, tu ne sais pas mettre les écrous marteau du coté gauche car il y a le coté du boitier de la CM à cet endroit: Le plus simple, c'est peut-être de positionner un pied réglable en Z sous le support de la poulie avant: ou un profilé alu en L ajouré pour laisser l'accès à la carte SD et à l'USB et fixé de chaque coté (rondelle du coté gauche pour compenser l'épaisseur du support écran de droite).
 2 points
2 points -
Bonjour, Pour lancer la conversation et obtenir d'éventuels compléments : d'après les deux vidéos ci-dessous (dont une de chez tenlog) il faut choisir l'ATMEGA2560 et charger le .hex avec Xloader. How to Update the Firmware on a Tenlog TL-D3 Pro 3D Printer How to Upgrade the Firmware of Tenlog DMP 7-axis Motherboard2 points
-
Pas du tout il a commencé très jeune (Bébé avec l'appareil-photo photo stock. Image du fond - 27906022 (dreamstime.com)) oui, oui je connais la sortie, je sors ->2 points
-
C'est vrai qu'un plateau de 500*500 rectifie, qui chauffe vite et qui ne se deforme pas une fois a 100C ou plus ca court les rues et ca coute trois fois rien... Desole mais moi sans BL touch je ne peux pas utiliser toute la surface du plateau surtout avec des filaments capricieux. Cdt SoM2 points
-
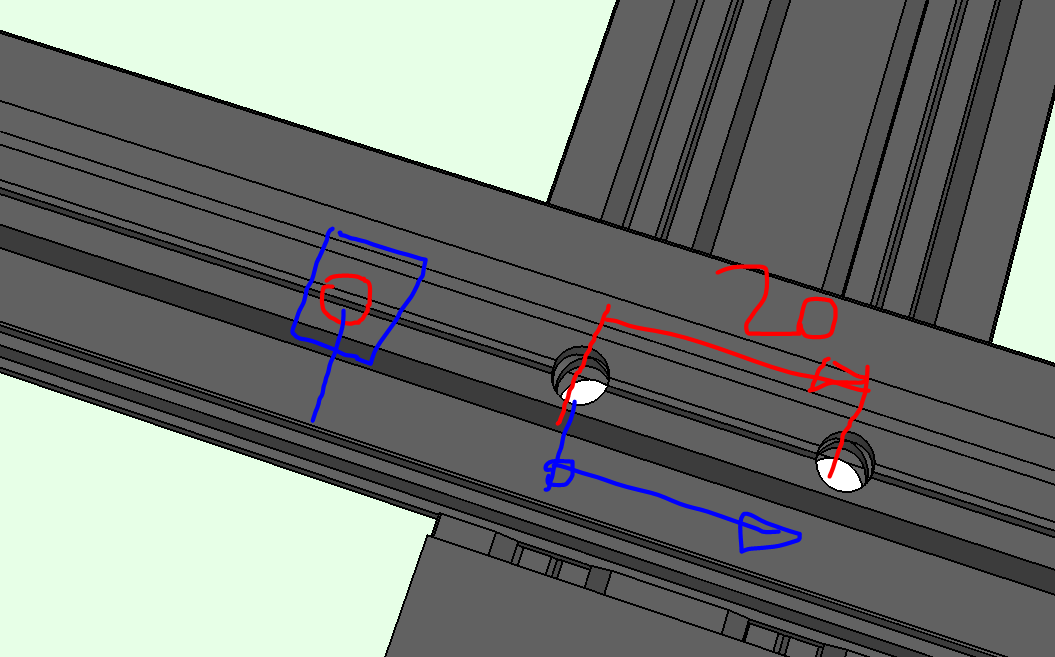
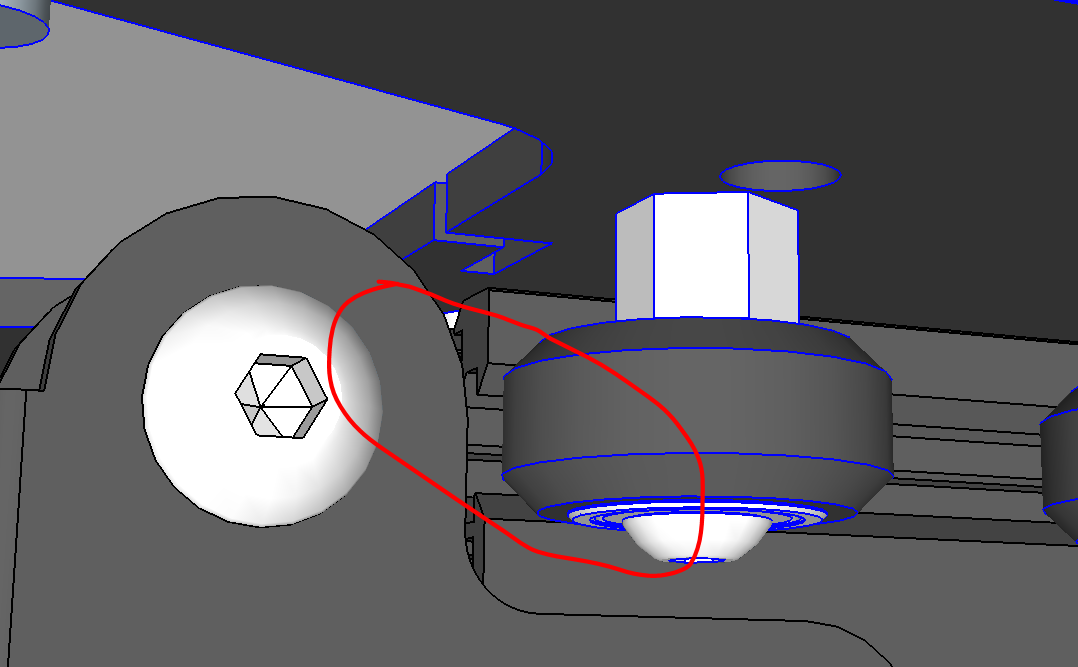
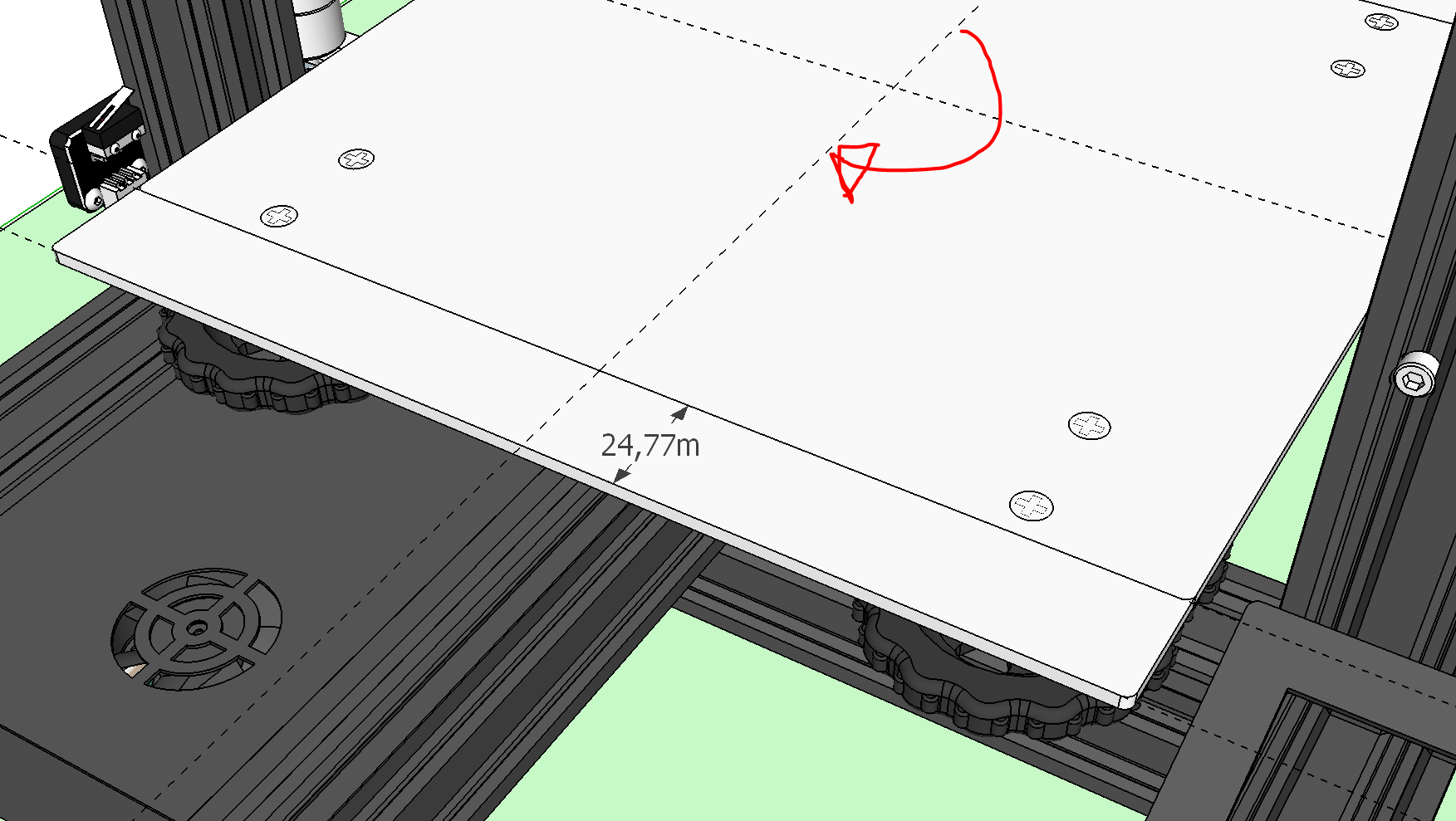
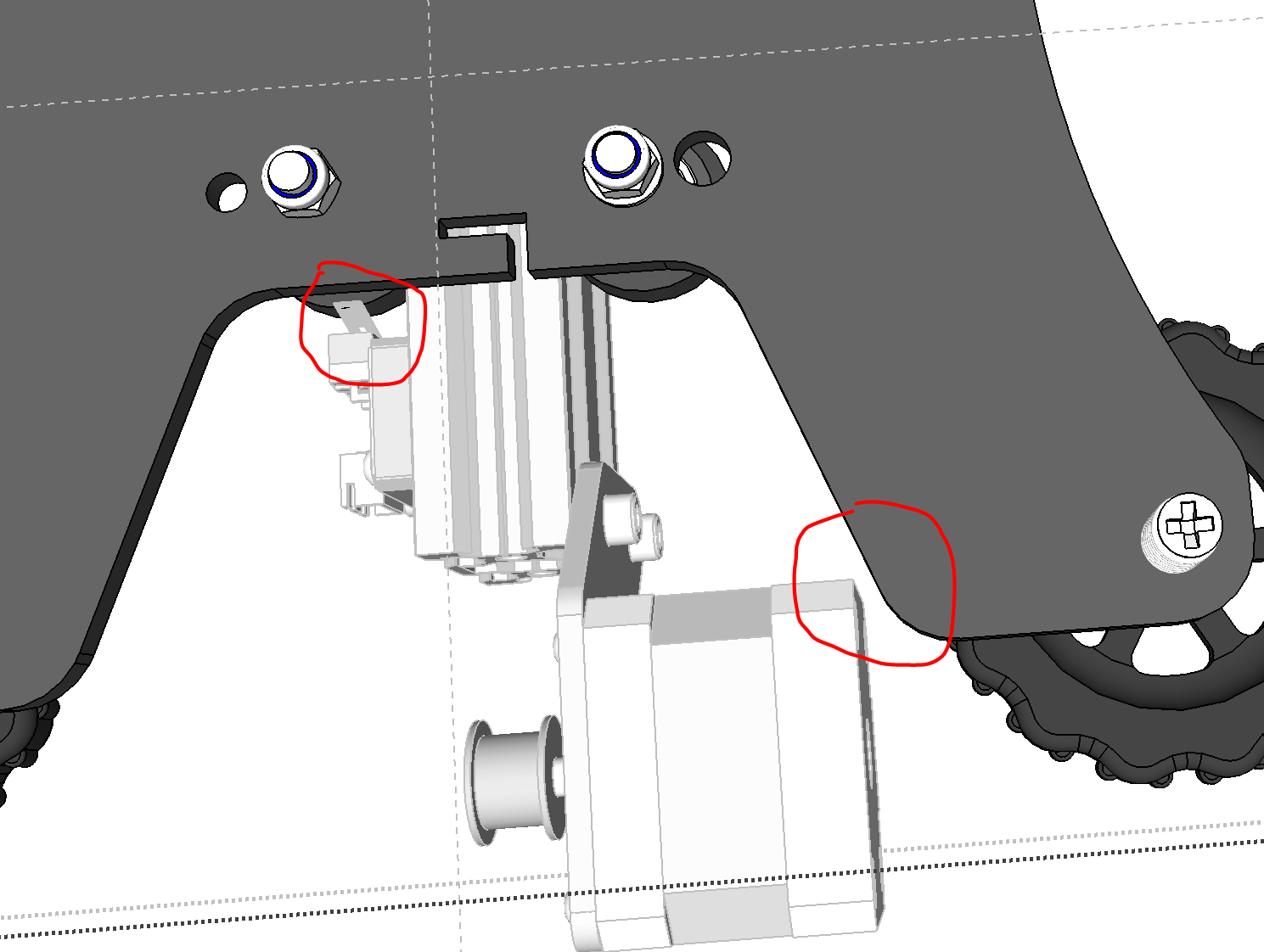
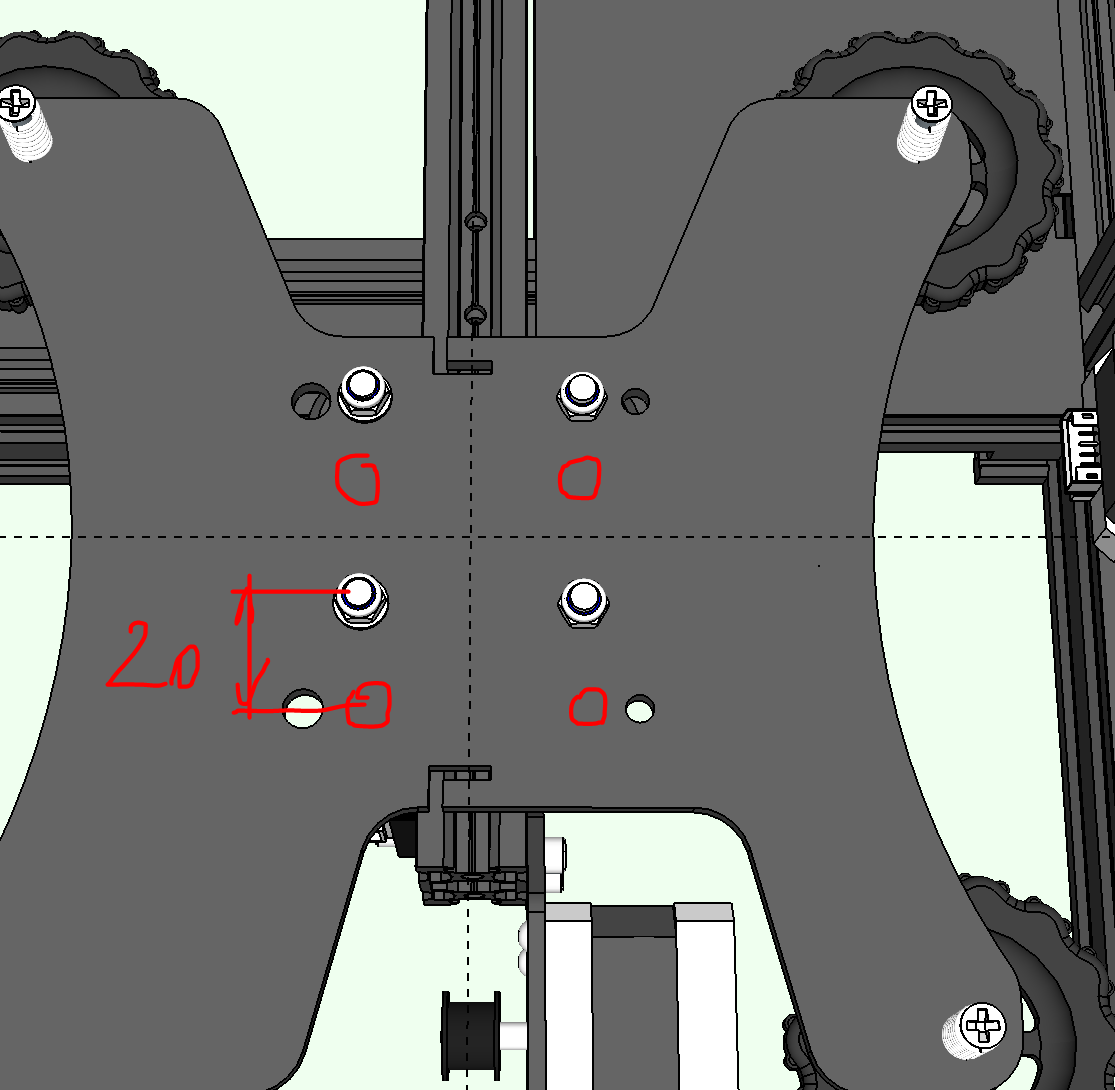
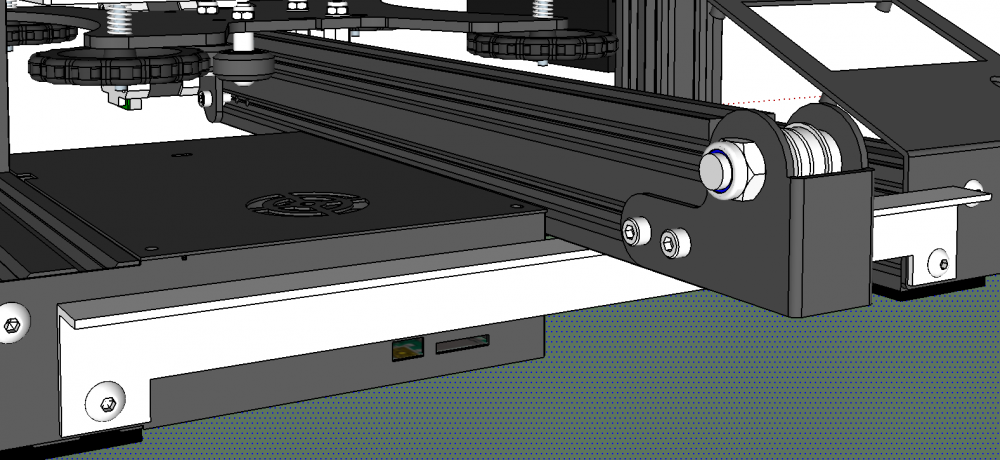
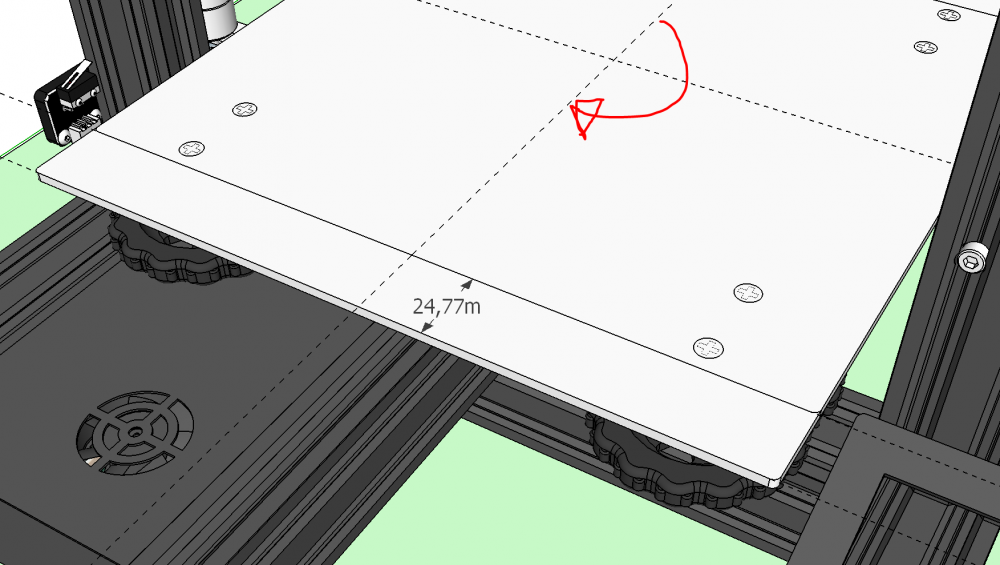
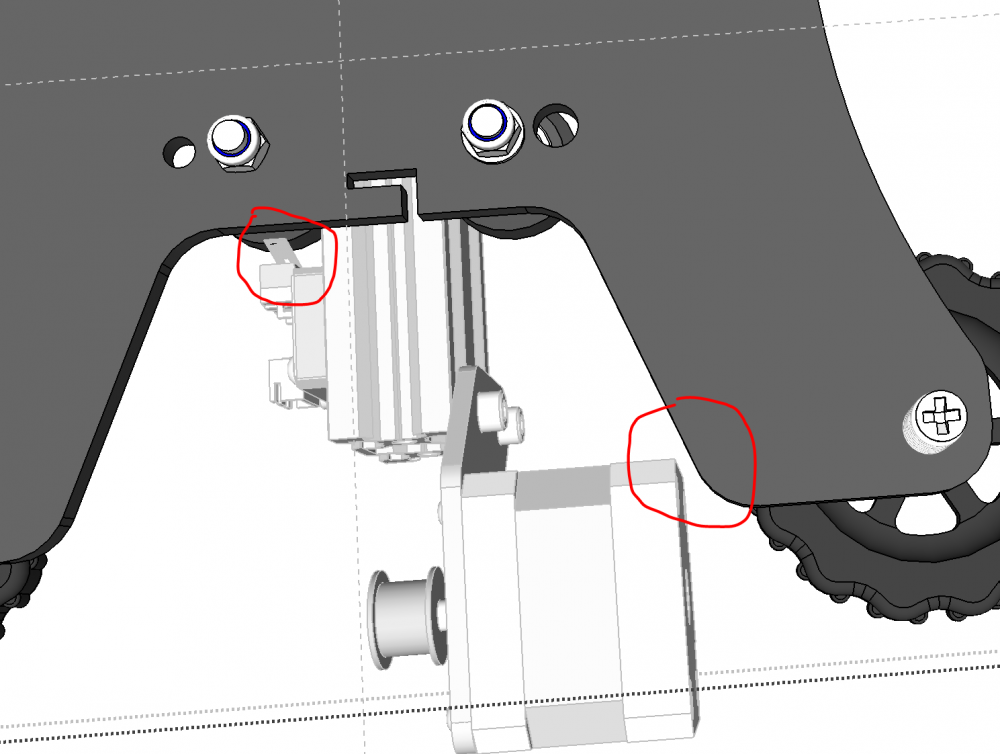
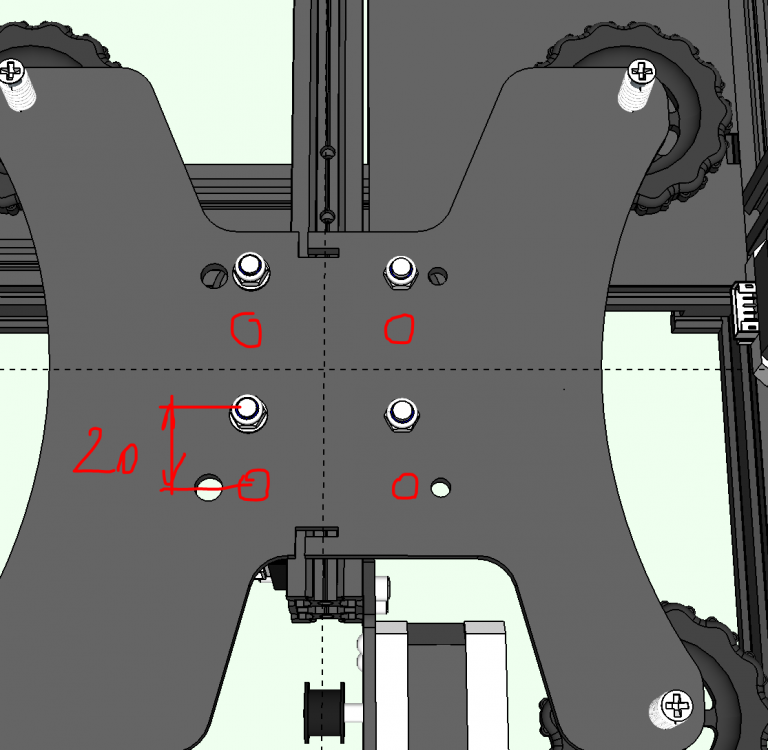
ok ton contact est là: dans ce cas, tu peux effectivement avancer tout l'axe Y de 20 mm en ne rajoutant qu'un trou. Si tu ne sais pas tarauder en M5, tu peux là aussi fixer avec un écrou tête de marteau. Mais dans ce cas, il faudra ajouter un appui en partie avant du bras Y car il y aura trop de porte à faux. Ou alors, bonne nouvelle....j'ai l'impression que si tu retournes tout ton plateau avec ses galets de 180°, tu peux gagner 24 mm, juste ce que tu cherches Il faudra peut-être avancer un poil le contacteur pour éviter le contact entre le moteur et le support. Dernière hypothèse qui est pas mal non plus: repercer le support de plateau en déplaçant vers l'arrière les 4 galets de 20 mm ce qui revient à avancer ton plateau de 20 mm: Au final, ce ne sont pas les solutions qui manquent !
 2 points
2 points -
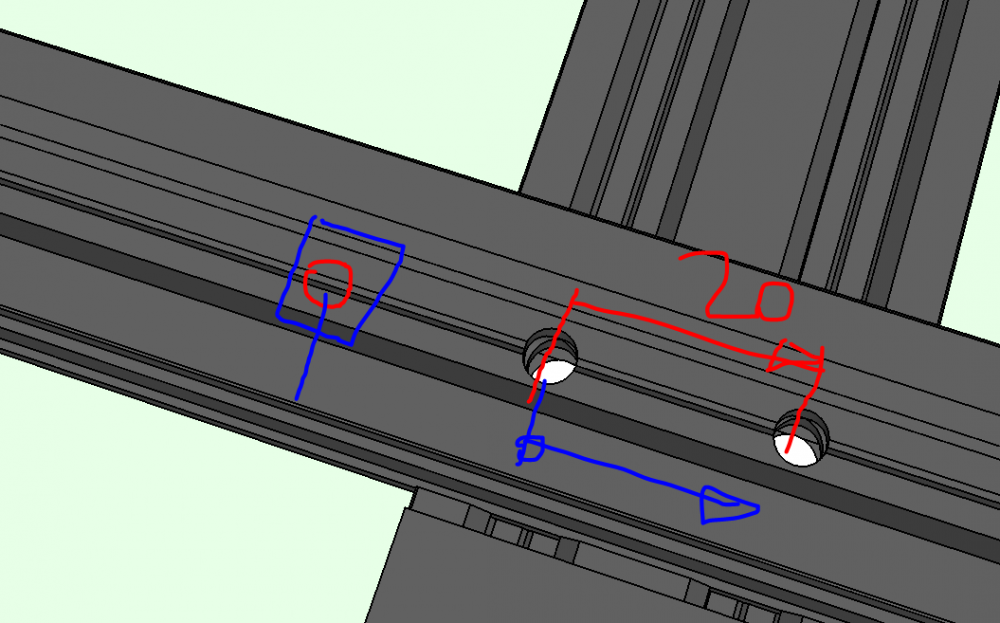
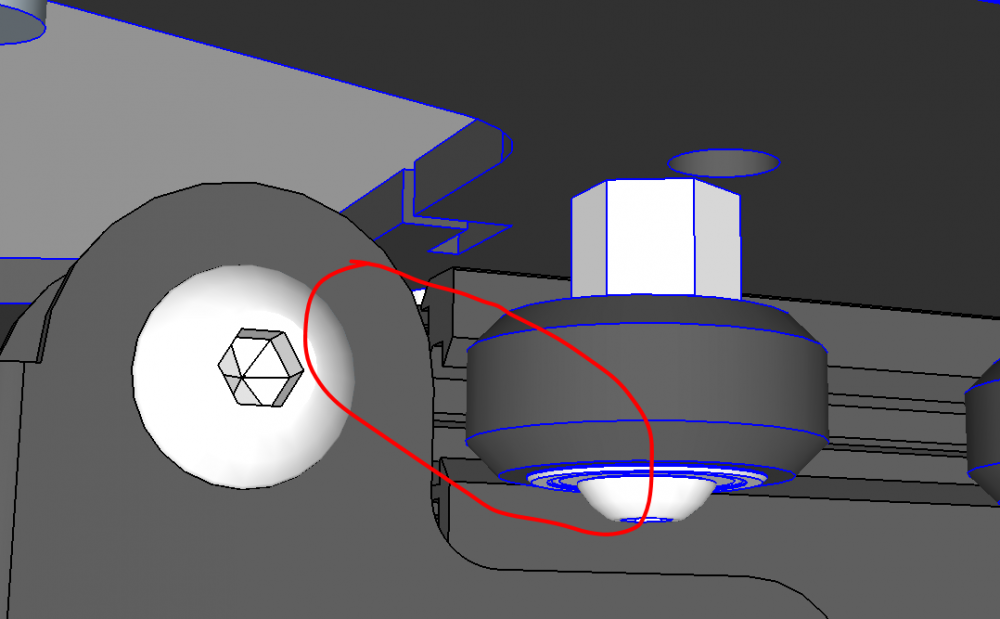
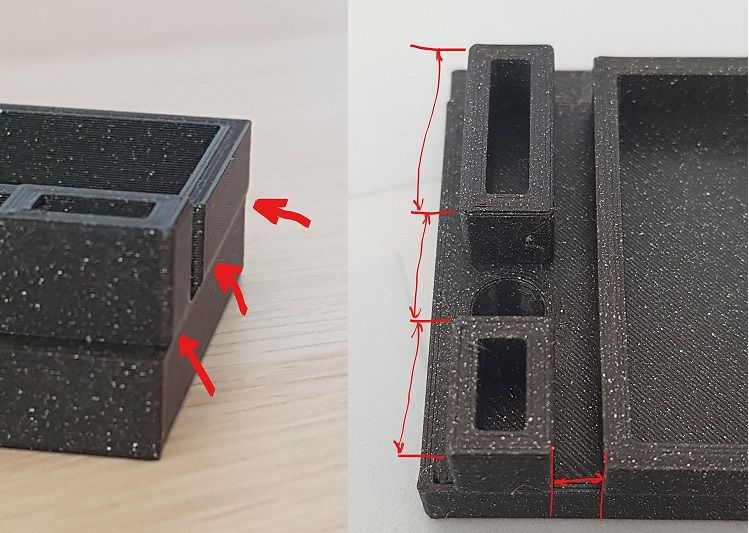
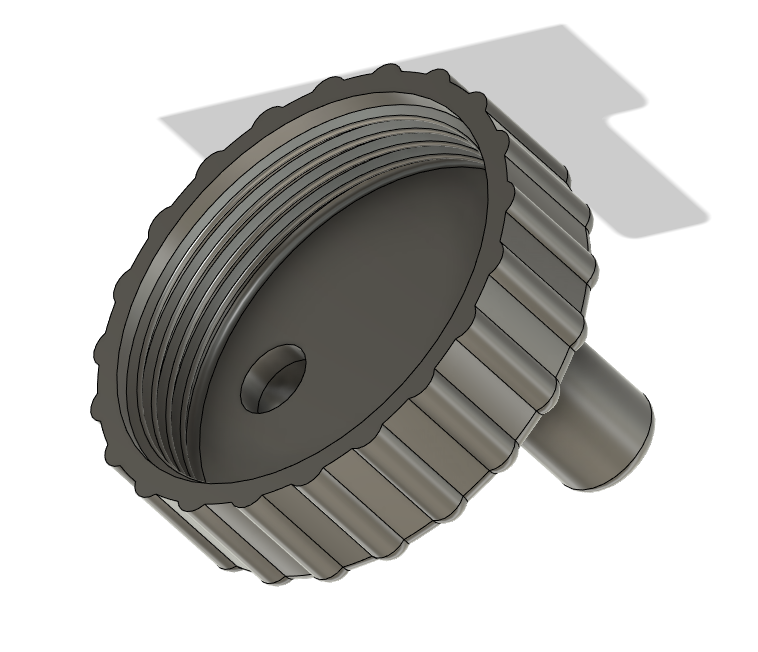
Salut Voici ma première vrai pièce imprimée avec ma nouvelle Prusa MINI+. Une butée pour un rail de guidage Festool utilisé avec une scie plongeante pour la découpe de bois. Il me fallait une deuxième butée. Idéalement une version miroir de la 1ère pour caler l’avant et l’arrière de la scie sur le rail Un bon projet pour débuter en impression 3D Modélisation dans Fusion 360 de l’ensemble butée et molette de serrage. Super outil, une bonne alternative à Sketchup que j’utilise pour d’autres activités Découpe avec PrusaSlicer Impression sur la MINI+ Aucun pb avec la molette. Découpe avec hauteur de couche à 0.10 pour un meilleur état de surface des parties bombées. Collage de l’écrou à l’Araldite. Juste l’extrusion un peu trop juste pour que l’écrou affleure la base. Pb résolu en grattant un peu le fond de l’extrusion. J’en tiendrais compte lors des prochaines modélisations (Plus de jeu) Par contre quelques petits défauts sur la butée. J’ai des surépaisseurs sur la partie haute de la butée. Donc certaines dimensions ne sont pas correctes par rapport à la modélisation (Traits rouges). L'écart n'est pas énorme. 20,4mm sur la pièce vs 20 / 12,3 vs 12mm. Comme si les couches avaient baver. Pas de pb sur la bas de la pièce. L'écart se crée au changement de plan. Rien de visible au dans le Slicer en visualisant les différentes couches Je ne comprends pas encore d’où vient le pb. Pas assez de jeu au niveau de la modélisation ? Réglages dans PrusaSlicer ? … Pour lever le doute j’ai imprimer un cube de calibration de 20x20x20 et aucun pb Du coup la butée ne rentrait pas dans le rail. J’ai dû un peu limer certaines parties. Maintenant tout est ok mais j'aimerais bien comprendre ce qui ne va pas Imprimé hier soir, monté et testé ce midi A suivre... JC PS : Ci joint fichier stl de la butée. J'ai vu dans d'autres posts que ça se faisait Butée AV Fusion 360.stl



 1 point
1 point -
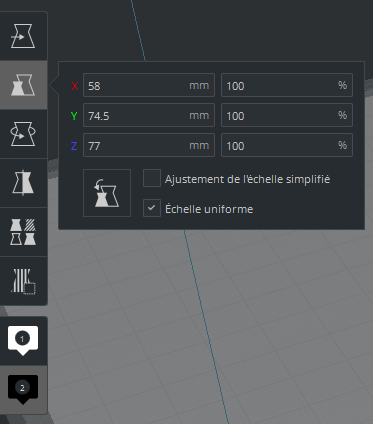
Bonjour, Dans Cura tu as un outils "Scale" ou mise à l'échelle en français. Si ton modèle 3D est en plusieurs parties (donc plusieurs fichiers stl qui s’emboîteront pour ne former qu'une seule pièce après impression), il te suffit de mettre à la même échelle chaque parties (fichier stl).
 1 point
1 point -
Salut Je ne connais pas Cura mais c'est ce que je fais avec PrusaSlicer pour réduire ou augmenter la taille des objets quand j'en ai besoin Attention en réduisant trop l'échelle je pense que certains détails risquent de disparaitre surtout avec des figurines. A tester... @+ JC1 point
-
C'est le cas de toute les imprimantes "bons marché". Le non averti lira PLA, PETG, TPU flex ... L'initié lira plutôt (sauf exception de certaines impression), heatbreak à changer (car avec le temps le bout de tube PTFE se déforme, même du capricorn qui tient cependant mieux la température), extrudeur probablement à changer même en direct drive. @Azzedesign pas forcément besoin d'un BLTouch, une plaque de verre assez épaisse corrige dans la plupart des cas le problème.1 point
-
D'après les tests que j'ai vu la Two Trees Sapphire Plus présente une cinématique core XY d'assez bonne facture, mais la tête d'impression et le bowden ont l'air un peu cheap. Je pense qu'en changeant la tête pour un Biqu H2 ou un Hemera, et en passant à Klipper, ça peut être une très bonne machine. Cependant, je ne conseillerais pas ces modifs à un débutant. La Sapphire "pas plus" ne m'impressionne pas beaucoup sur la mécanique de son axe Z.1 point
-
Oui, le temps et l'argent sont mes deux freins également. Pour ce qui est de trouver le problème de ma tête j'ai tenté le démontage/remontage, remplacement de tous les PTFE par des capricorn, coupe du PTFE dans le heatbreak à la bonne longueur (merci @Jonathan06pour son gabarit très utile), resserré la buse bien contre le PTFE mais rien n'y fait. Je n'ai pas encore fait le calibrage de l'extruder car je n'ai pas eu le temps de me pencher correctement dessus et je me demande maintenant si le heatbreak n'est pas fixé trop bas, ce qui laisserait un espace avec le Y mais je ne suis pas sure de pouvoir dévisser la vis qui le retient, la résistance chauffante et la thermistance sont déjà scellés dans le pla et ça risque d'être particulièrement difficile à démonter. J'ai trouvé une nouvelle tête sur aliexpress, je ne sais pas si elle sera bien adaptée et il faudra certainement changer le heatbreak pour mettre un all metal mais ç ne peut pas être pire qu'actuellement. Pour l'utilisation à l'envers c'est justement ce que j'ai tenté mais la surface s'incurve et bouge avec les passages de la buse arrivé à un peu plus de 6mm, la solution c'est les pinces dans ce cas je pense. Ah pis il faudra certainement mettre un bltouch car je pense que le plateau n'est franchement pas droit. À suivre, si les finances le permettent prochainement.1 point
-
Salutation ! Peut être en ajoutant dans le gcode de démarrage M75: Start Print Job Timer et dans le gcode de fin M77: Stop Print Job Timer cela fonctionnera en impression USB ? Sinon si tu a les sources du firmawre https://marlinfw.org/docs/configuration/configuration.html :1 point
-
Foutu touche tab sur laquelle mon doigt a ripé et qui à causé l'envoi prématuré de mon message.1 point
-
Chez Décathlon ce sont les modèles chinois (sous la marque Décathlon) qui ont eu de nombreux problèmes de casse. Sur les modèles Cornilleau en principe c'est plus résistant (vive les vrais produit Français).1 point
-
Content que tu aies réussi. J'ai vite compris qu'en informatique quand on trouve pas faut reprendre depuis le début.1 point
-
fais gaffe tu vas finir par nous éblouir tu as regardé la solution avec le retournement du chariot sur son axe Y ? Tu n'aurais pas à toucher au 2040 de la structure.1 point
-
Ce sont des résistances donc pas de polarités Généralement c'est 170°C mais ça peut se modifier Via M302 normalement on peut désactiver (temporairement) M302 P1 ou choisir une autre valeur M302 S140. J'ai juste jeter un coup d’œil rapide au Marlin de Tenlog. Mon premier constat: ça ressemble à un Marlin 1 mais comme toute référence à une version particulière a été retirée (pas de fichier version.h) difficile de se faire une idée. On dirait un gros foutoir fait pour qu'il soit difficile de faire soi-même son propre firmware ou de tenter un passage vers un Marlin v2 (plus à jour, plus de fonctionnalités). Je ne suis pas certain que le firmware de Tenlog pourtant basé sur Marlin (open source) en respecte la philosophie même s'ils fournissent leur code source.1 point
-
ha OK, pardon je confondais avec la 6 lol oui je sais comment elle fonctionne, j'ai une Anycubic 4 promax qui est sur le même principe pour la Sapphire, je vais voir avec lui, car on trouve très peut d'avis, et ce qu'il y a, les avis divergent beaucoup, alors qu'elle demande peut être à être plus connue je pense1 point
-
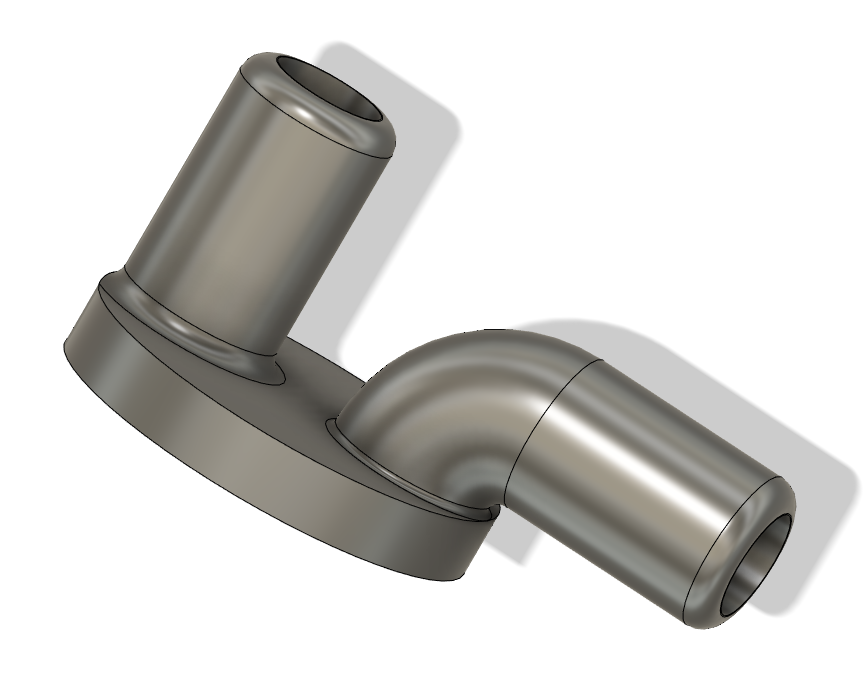
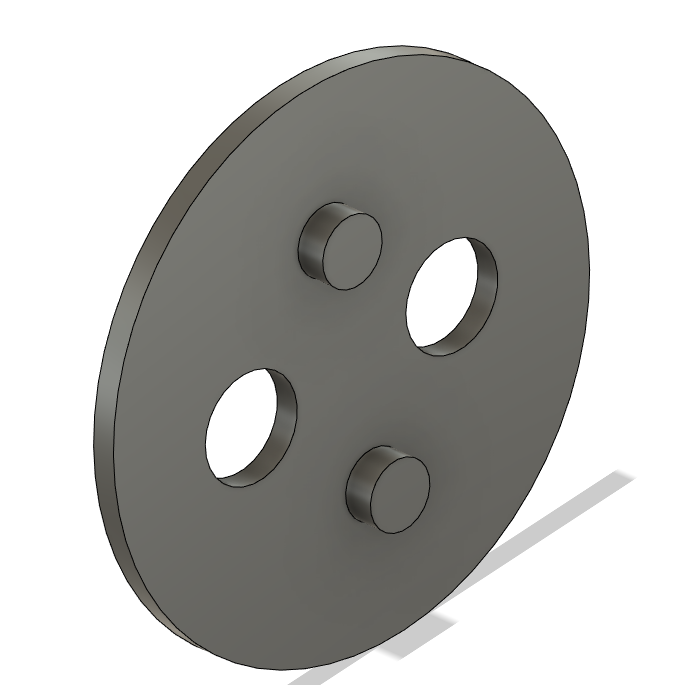
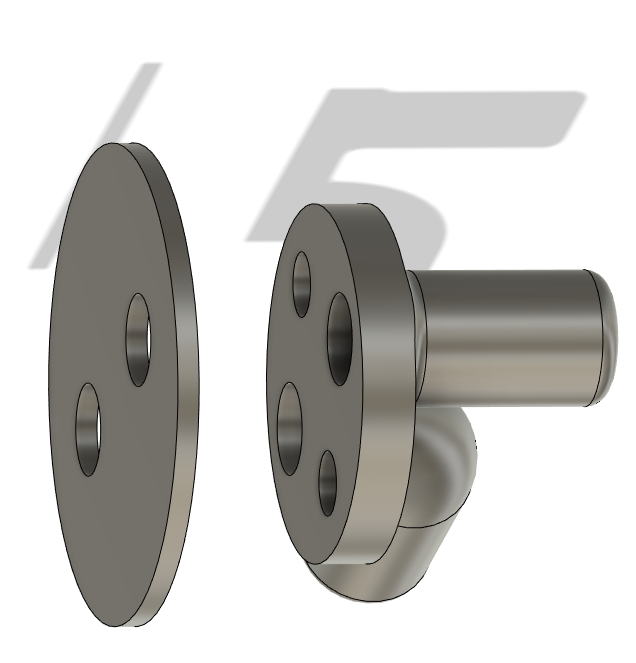
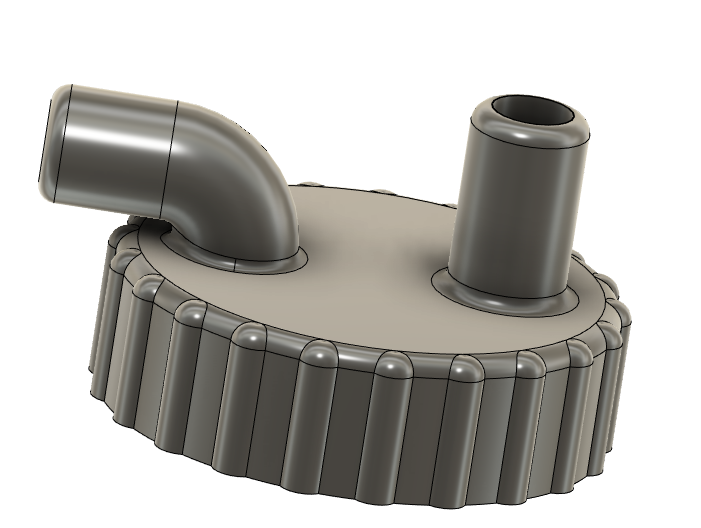
Bonjour, N'ayant pas trouver de pièces dans le commerce pour faire l'évacuation de l'eau lors d'une régénération et avec l'option trop plein, j'ai réalisé la pièce. Dans un premier temps j'ai réalisé deux pièces qui seront collées avec une colle ABS. P1-Double raccord evacuation adoucisseur-V5 v3.stl P2-Double raccord evacuation adoucisseur-V5 v3.stl Assemblage avec l'écrou du siphon, sinon ne passe pas dans le trou Photos de l'installation, ne pas oublié de mettre un joint risque de fuite sinon., voilà fonctionnel pour moi. Prochaine étape , je vais essayer de faire la totalité en impression, bouchon siphon + raccord. Le premier essai n'est pas fonctionnel trop grand et fragile, je réajuste et je recommence. Impression en ABS, buse de 0.3 et couche de 0.1 slicer IDEAMAKER avec support


 1 point
1 point -
La Ender 5 plus est une fausse Core XY par a cause du châssis mais de sa façon de fonctionné un Core XY utilise 2 moteurs qui pilote simultanément l'axe X et Y en crabe (si je peux me permettre) ce qui fait que l'axe X est gérer par 2 moteur et le Y aussi. la Ender 5 / 5 Pro / 5 Plus utilise le principe des Cartésiennes un moteur en X et un moteur en Y indépendant. Je n'est pas travaillé sur la Sapphir pour ma part que sur les Bluer, mais @Savate en a une je crois et pourras t'apporté plus de détail.1 point
-
Tout le monde ne peut pas en dire autant1 point
-
Salut Version 4.3.3-RC installée sur ma MINI+ L'odomètre ne reprend pas l'historique. 0 partout à la mise en marche après mise à jour du firmware les données sont bien mise à jour mais uniquement si j'imprime à partir de la clé USB. J'ai lancé 2 impressions à partir de Pronterface et le "Print time" ne s'est pas mis à jour. Seul les infos pour les axes X, Y et Z et le filament sont incrémentées. C'est vraiment dommage. J'espère que ce sera intégré dans la version définitive Par contre je suis impressionné par la distance parcourue par les axes Y et Y. Presque 150m pour 4 petits bouchons de 24mm de diam et 33mm de haut Pour le moment pas de bug rencontré.... @+ JC

 1 point
1 point -
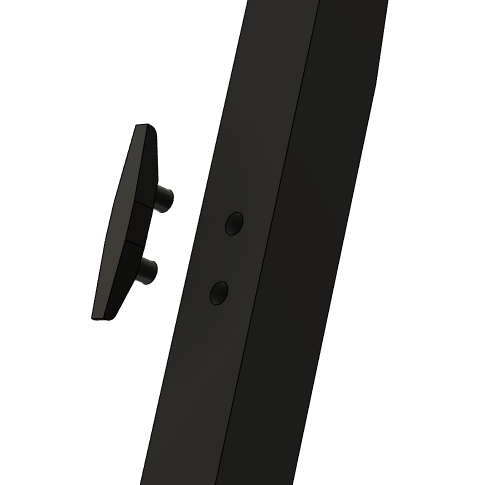
Bonjour, IDEM POUR MON EVO III Petite modification de mon chariot X pour mes hypercubes EVO II et EVO III J'ai ajouté un insert et une vis pour bloquer la rotation de L'HOTEND ED3 V6. J'ai prévu le blocage sur chaque partie du chariot X
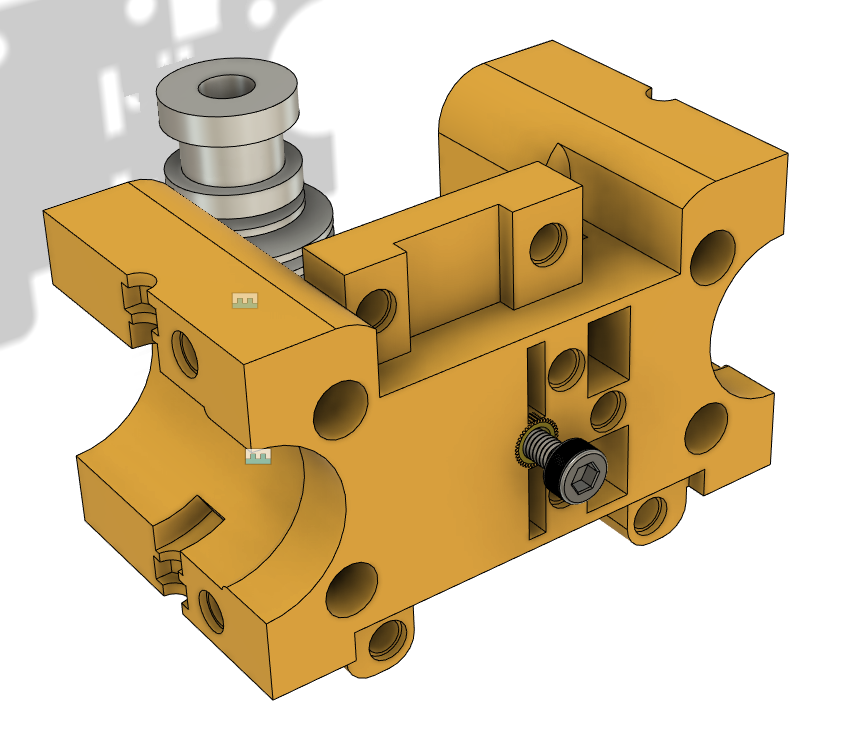
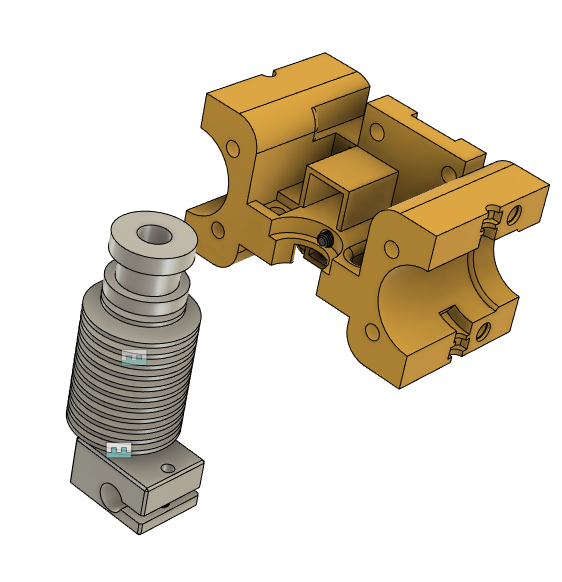
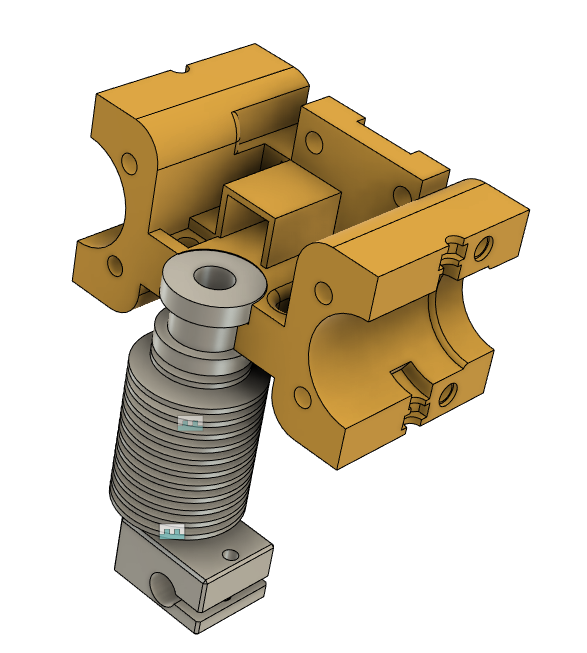 1 point
1 point -
Bonjour, Je peux apporter quelques informations pour le print en ABS vu que je print exclusivement en ABS depuis plusieurs année, j'ai commencé sur une prusia maison et maintenant sur deux hypercubes. Je confirme que l'enceinte fermée est un plus mais mes premières impressions étaient sans enceinte, par contre pas de courant d'air, impératif et local chauffé 20°. Pour l'accroche sur le plateau j'utilise DIMAFIX en aérosol sur plateau de verre de 4mm à 100° mini.(3DLAC doit aussi fonctionner je pense) Je préconise le ponçage du plateau de verre avec un papier de verre très fin pour avoir des micros rayures et une meilleure accroche sur le plateau de verre avec le DIMAFIX. Ensuite il faut avoir une première couche bien écrasée à vitesse réduite, j’utilise la fonction baby step pour faire le réglage au petits oignons. Je fais le réglage sur la jupe en 3 tours En conclusion je dirai que l'enceinte est obligatoire pour les pièces assez haute, mai on peut s'en passer sur les petite pièces, j'ai une seule des deux hypercube qui a une enceinte. En ce qui concerne le refroidissement, je vais peut être en choquer quelques uns mais dans certain cas en fonction de l' ergonomie de la pièce et dimension je lance un refroidissement mais jamais sur la première couche. Voilà juste pour faire part de mon expérience Bon print en ABS1 point
-
@Savate J'ai commencé la photo à 11 ans avec un appareil photo Lumière à soufflet. Aujourd'hui à 80 ans je créer des automates, de la programmation en C++, de la vidéo avec du montage vidéo, de la photo, de l'impression 3D, j'utilise un NAS ....... Je crois qu'on se définit par ce que l'on fait et par le brassage d'air qu'on fait. Alors j'essaie de faire pour savoir qui je suis et éviter de me momifier. Bref je n'ai pas le temps de vieillir et passer mon temps à me regarder le nombril. S'il en a qui habitent Dijon ils peuvent venir me voir. J'ai débuté l'impression 3D il y à 3 ans par nécessité car j'ai dû concevoir un automate pour fabriquer de l'argent colloïdal pour soigner mon fidèle compagnon à 4 pattes que j'ai pu prolonger jusqu'à 18 ans. Je me rappelle, quelle galère, surtout avec FreeCAD ! J'ai mis plus d'un mois pour modéliser cet automate et mis au moins 6 mois pour de finaliser, et encore un an pour pour contrôler ce qu'il produisait. Comme ce n'est pas sujet ici, je peux en parler en privé à ceux qui sont intéressés. Aujourd'hui j'essaie de numériser mes milliers de diapos et négatifs qui j'ai pris avec un LEICA SL2 (pour les anciens).1 point
-
Et les américains sont plus prompt à acheter américain... et puis 331 millions de consommateur contre 65.1 point
-
Tu voulais dire "Moyen format"...1 point
-
Exact...appareil photo suédois , étrange que les américains aient choisi une marque étrangère pour leurs premiers pas sur la Lune...d'un autre coté avec un Kodak ils étaient mal partis1 point
-
Bienvenue sur le forum @numéro 7 Pour ma part je ne suis pas un numéro mais un homme libre qui a fait ses armes sur un amstrad cpc 6128 après avoir découvert le zx81 le mo5 et le to6...1 point
-
@fran6p le github directement, tu as juste à télécharger c'est la dernière version le fichier sera directement zippé : https://github.com/tenlog/TL-D31 point
-
Eh bien à faire dépenser des sous à des clients :-). Cependant, dans le cas de plateaux propriétaires, cela peut se justifier, mais dans d'autre cas, c'est clair qu'au lieu de comprendre et traiter le problème initial, beaucoup rajoute des fils et des dispositifs "d'assistance". Quand c'est vendu d'origine, c'est avant tout du business et surtout du commercial, en gros tu as un BLtouch, 3Dtouch ou autre et tu n'as pas besoin de régler ton plateau (ce qui est faux), d'un point de vue commercial c'est vendu en Plug and Play, et ce dispositif coûte probablement bien moins cher qu'un plateau métallique parfaitement rectifié. A savoir que sans aucun dispositif de nivellement automatique, avec un plateau plan (ou support), le réglage on le fait quand même que très rarement.1 point
-
Il faudrait un jour m'expliquer en quoi un bl-touch ou autre système comparable et une armada d'électronique et de firmware douteux qui en plus de tout ça oblige un axe z non muni de vis à billes à monter et descendre pour corriger un plateau qui est déformé sont plus efficaces qu'une imprimante dépourvue de tout ce foutoir mais qui à un plateau plan.1 point
-
Je suis surpris que personne n'ai réagi à ça ! Parce que si cela fait 70 ans cela veux dire qu'il a minimum 80/90 ans, et à cette âge là je doute plus que fortement qu'il répondrais avec cette verbe et ce vocabulaire, en supposant savoir se servir d'une imprimante 3D et pire d'un ordinateur. N'empêche que ces sujets @minoudedijon / @divers nous divertissent toujours autant ^^. On peut rajouter ceux de Jbon, Jbon2 et Jbon3 dans la catégorie du divertissement ^^ (peut-être un Jbon4 qui sait ?). Pour en revenir au sujet, n'étant que novice sur la photographie, je dirai que quasiment tout a été dit.1 point
-
En fait, en théorie sur les nouvelles Tenlog, c'est le ventilateur de l'alimentation qui fait énormément de bruit. Je te suggère de regarder mon tuto ci-dessous, tout en vérifiant les pré-requis avant. Ensuite, les ventilateurs qui feront le plus de bruit seront les 5015 de la CM et de la carte de puissance, et @Savate t'a redirigé vers un sujet où j'essaie de les changer, même si d'autres solutions sont en théorie possible, à savoir qu'un Noctua n'est pas vraiment possible, entre autre à cause des dimensions1 point
-
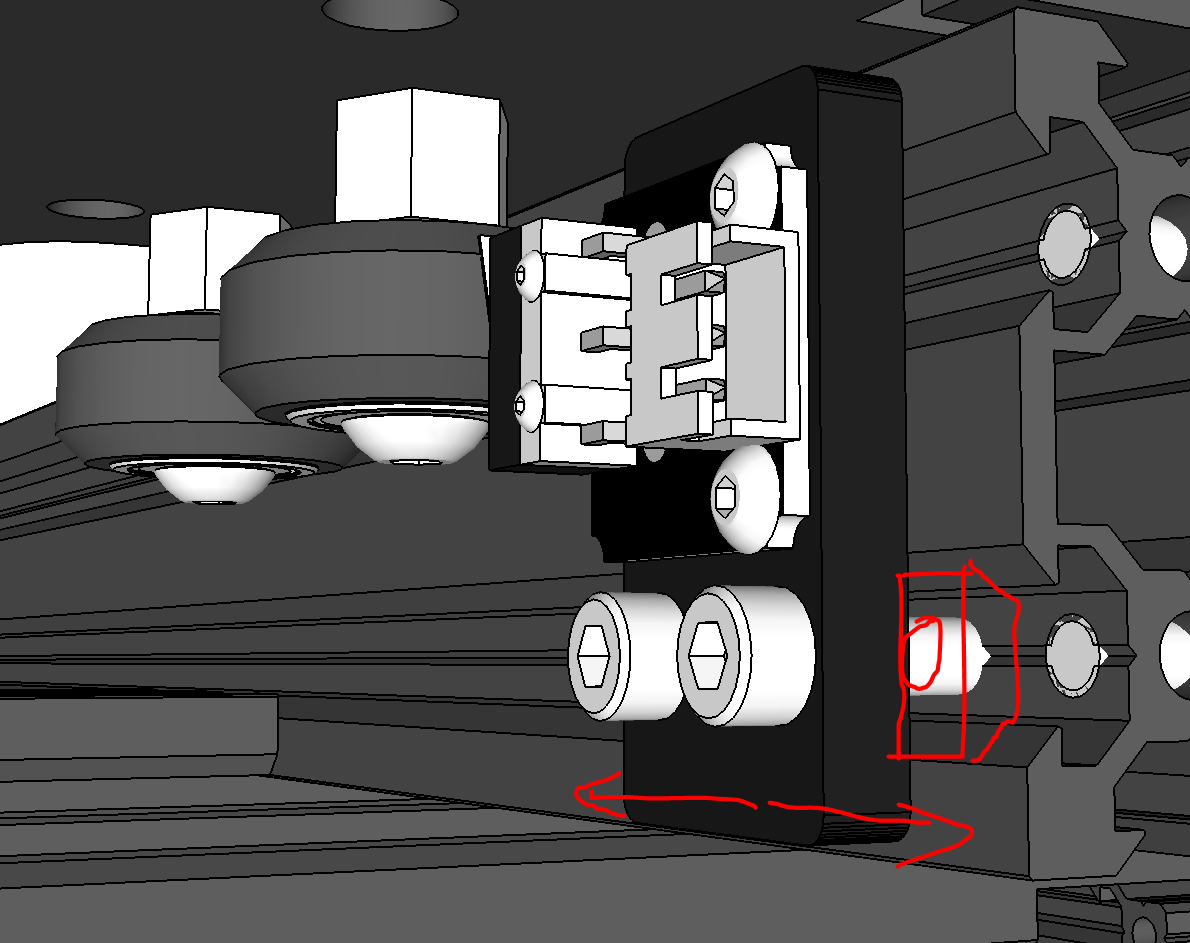
Rien de plus simple que de déplacer le fin de course sur une Ender3 V1: Tu prends des vis plus courtes (ou tu les recoupes) et des écrous tête de marteau, ça doit être du M4. A partir de là, ta plaque devient réglable à volonté sur l'axe Y: Tu peux aussi t'imprimer une plaque support plus longue.
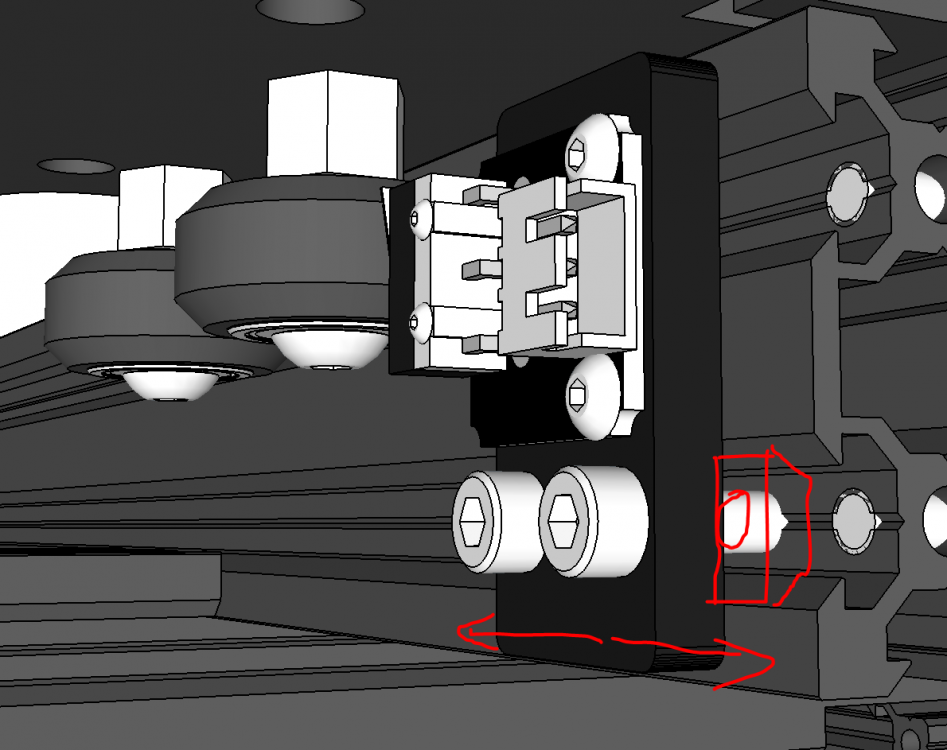 1 point
1 point -
J'ai déjà vu ça c'est pratique en effet, je vais voir si on peut faire pareil1 point
-
Il semble donc y avoir des soucis sur la chaine de production sur l'install du 3DTouch maison. @Benji90 depuis que tu l'as réaligné tout est ok a présent ?1 point
-
intéressant ton 3Dtouch était mal fixer pour ne pas être a la vertical ? Oui on apprend tous un peu a la dur une fois ou deux, mais c'st la que l'on vois si on accroche a l'impression 3D ceux qui ce battent et réussisse a trouver une solution continue et les autre finissent parfois par abandonner. Pour revenir a ta machine perso j'ai jamais aimer leur bed moi, tu peux avoir plusieurs solution demander a faire jouer la garantie, et essayer d'avoir un nouveau bed et un 3DTouch de spare (la chine sera plus réceptive je pense), ou apporter une modification toi même au bed, tu peux mettre un revêtement PEI sur le bed d'origine directement, install un kit magnétique avec feuille d'acier PEI, Feuille d'acier et revêtement texturer PEI ou autre, mettre une plaque Mamorubot, ou le plus economique un verre lisse voir un mirroir de chez casto. Après a c'est a toi de voir, mais leur pseudo ultrabase devient vite pas top avec le temps surtout sur des matériaux comme le PETG.1 point
-
Merci en tout cas à tous de m'avoir aiguillé dans ces recherches. Tout à coïncidé avec les mails échangés avec Artillery Chine et il était prêt à me changer celui-ci si il était défectueux. Le SAV français, ils sont encore en train de me parler que je dois régler le plateau en incliné... Après re-vérification de ce fameux BLTouch, il n'était pas parfaitement à la verticale... Le problème fut corrigé et la machine reréglé en 5mn. Je me suis aussi aperçu que le câble qui alimente le ventilateur qui refroidi les composants à un peu brûlé car il pendouillait très proche du bloc de chauffe. Après vérification le ventilateur fonctionne toujours mais je crains que je devrai quand même ressouder ça. Je posterai une photo et je dois m'acheter un fer à souder et des gaines thermorétractable. Je réfléchis à faire jouer la garanti au moins sur quelques composants car j'ai abimé le bed qui n'accroche plus très bien au centre a force d'avoir poncer mes 2 buses dessus... En tout cas cette histoire m'aura permis de mieux comprendre et d'apprendre à la dur1 point
-
@fran6p, @Fourmi Il est largement inspiré de celui de Frédéric de hotends.fr. La sortie du flux d'air est plus étroite et décalé par rapport à celui du miniXtruder. Cette adaptation m'a permis de monter une tête micro-swiss sur le concept du miniXtruder. Au passage, je n'ai jamais rencontré une tête d'impression dont le dispositif de refroidissement du hotend est aussi efficace surtout avec un ventilateur 30x30 (des pertes de charges réduites au minimum). Un équipement en service sur ma ender5+. Les produits de ce site sont extrêmement innovants et de très bonnes qualités1 point