Classement



Contenu populaire
Contenu avec la plus haute réputation dans 25/01/2023 Dans tous les contenus
-
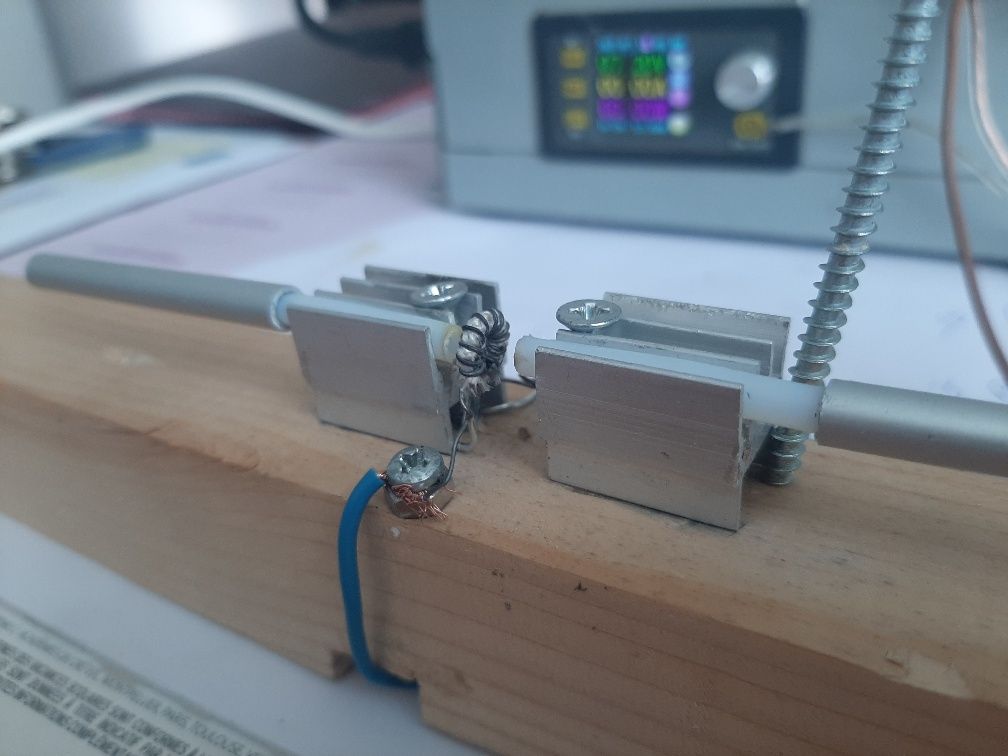
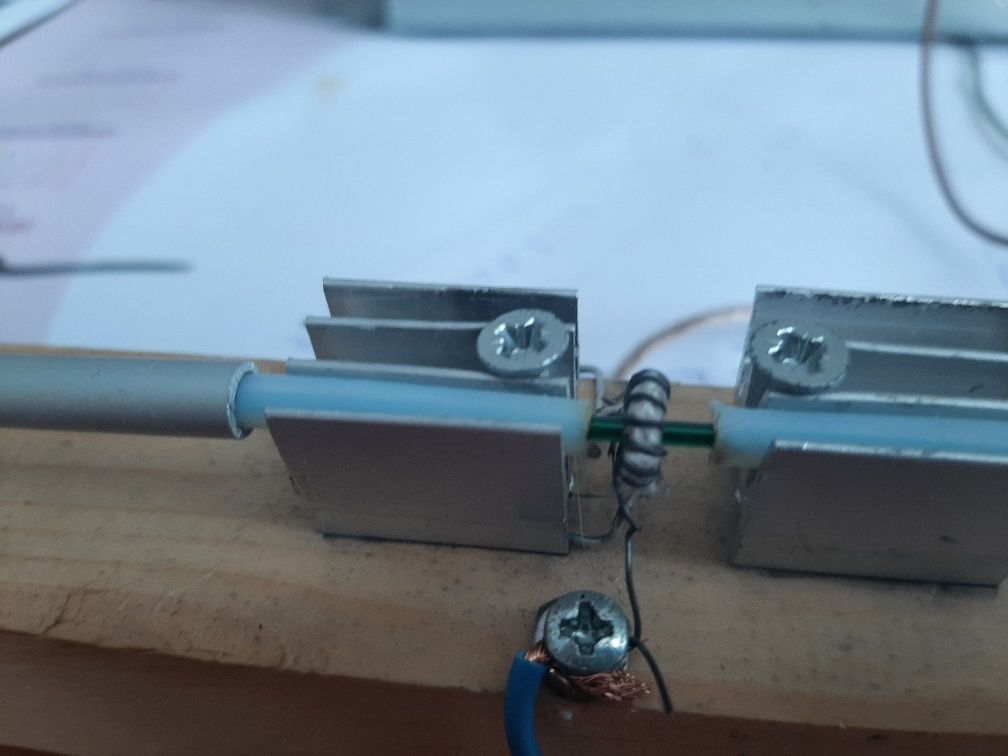
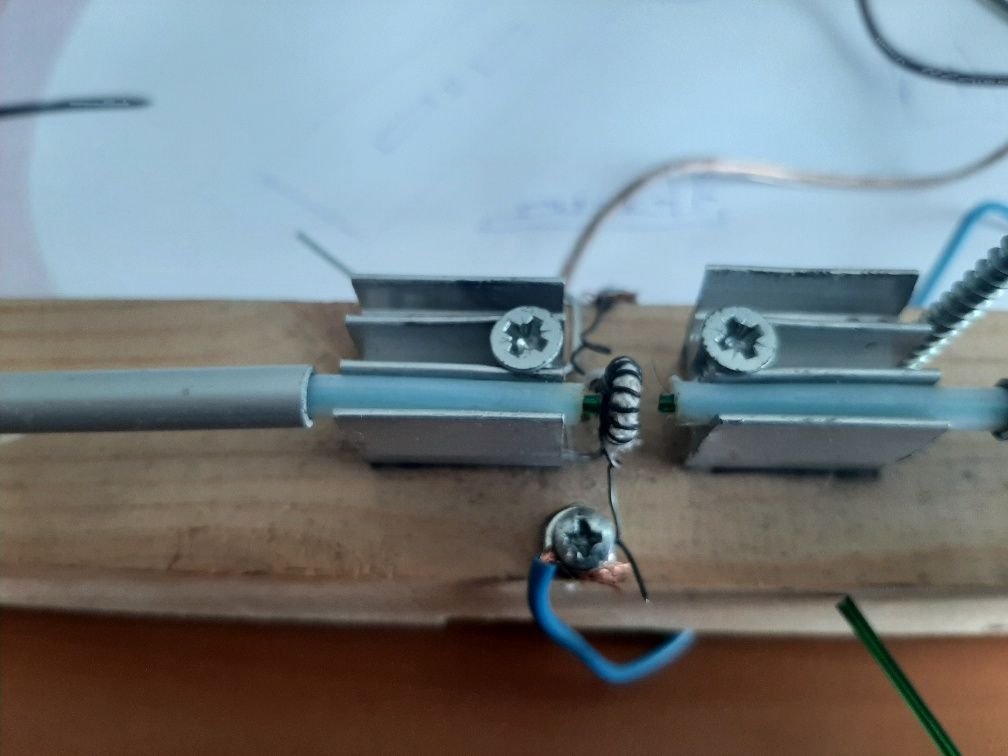
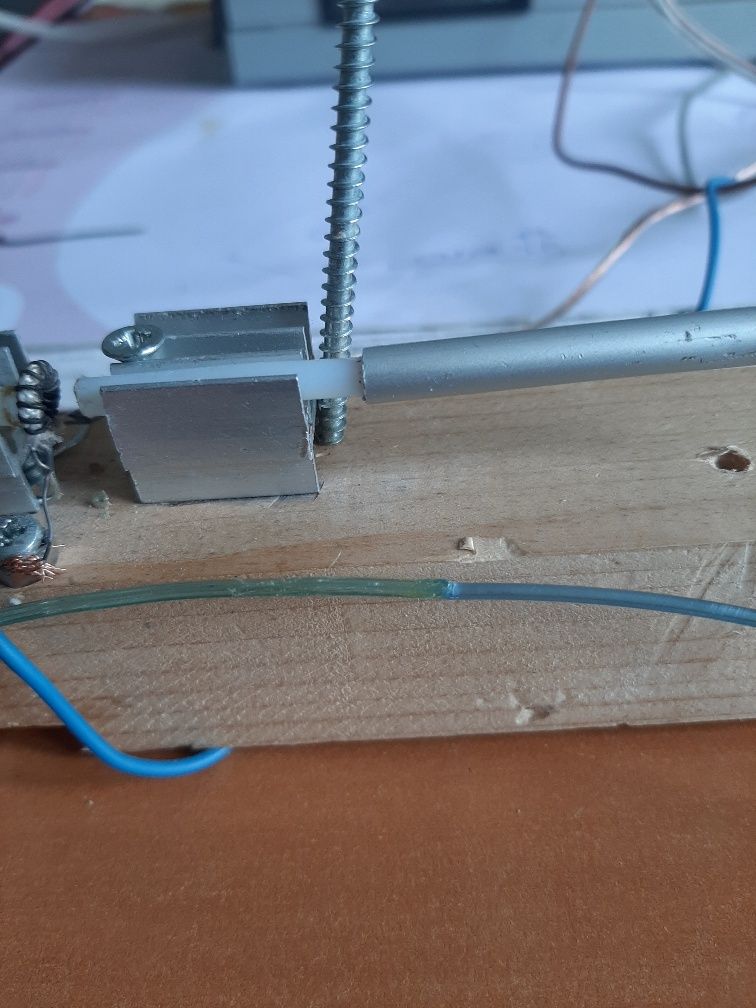
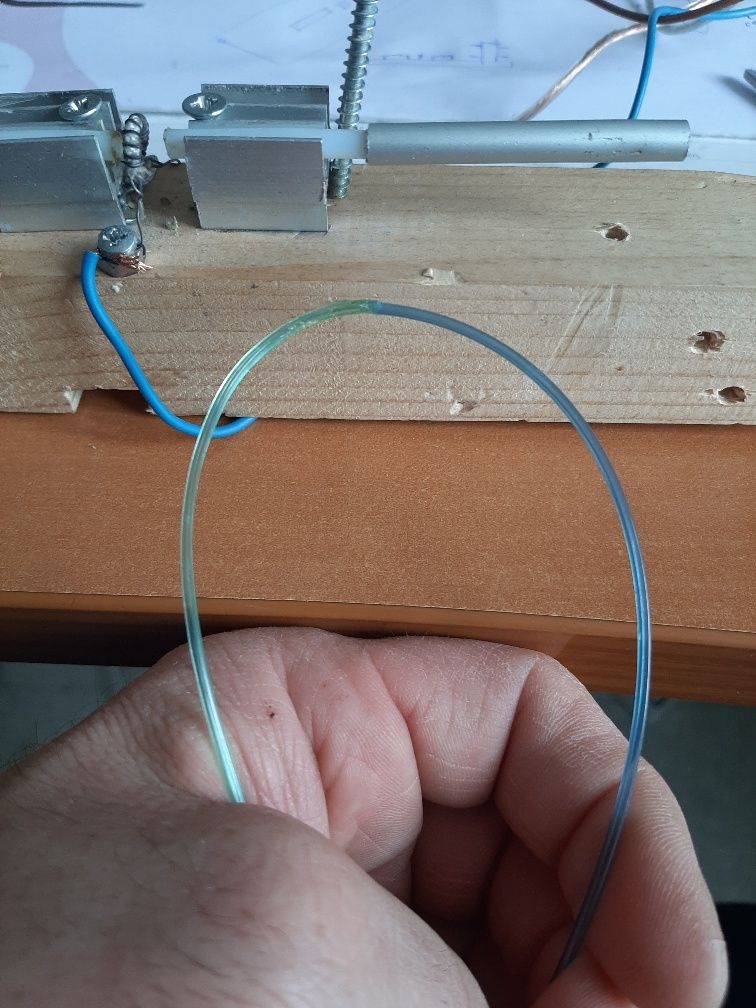
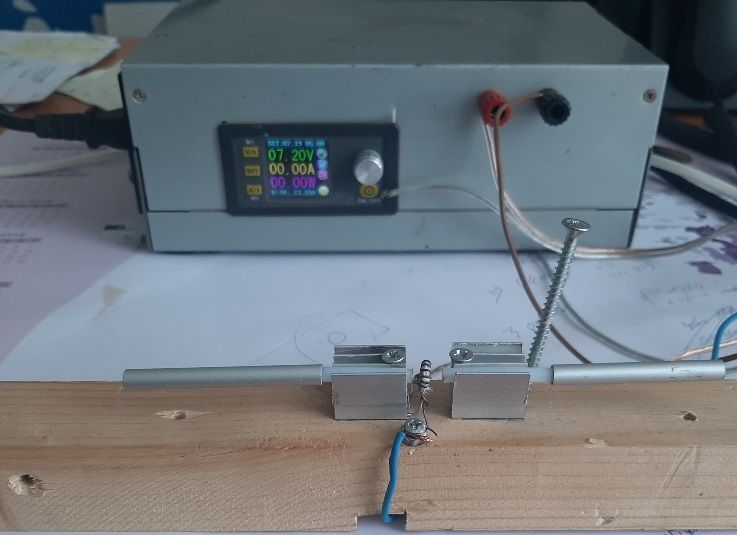
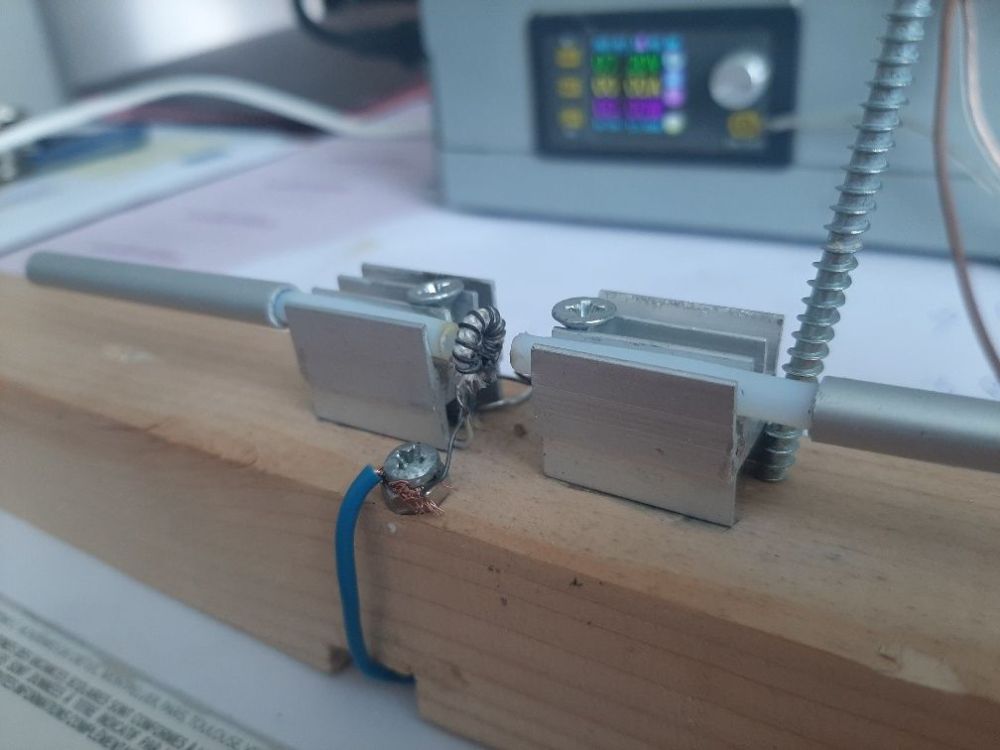
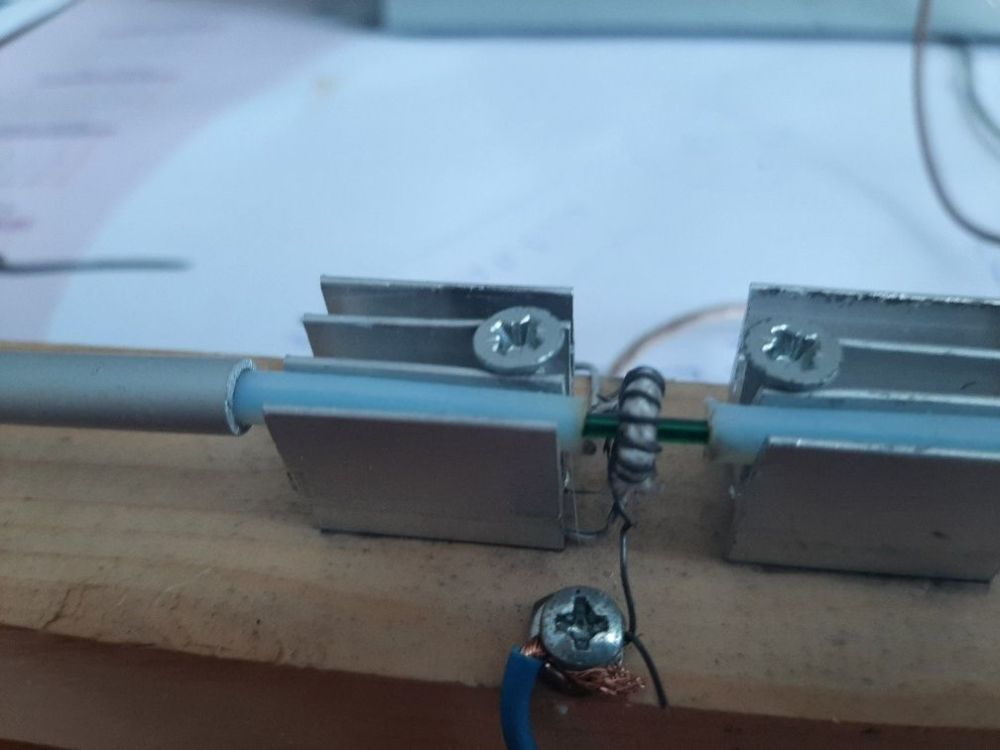
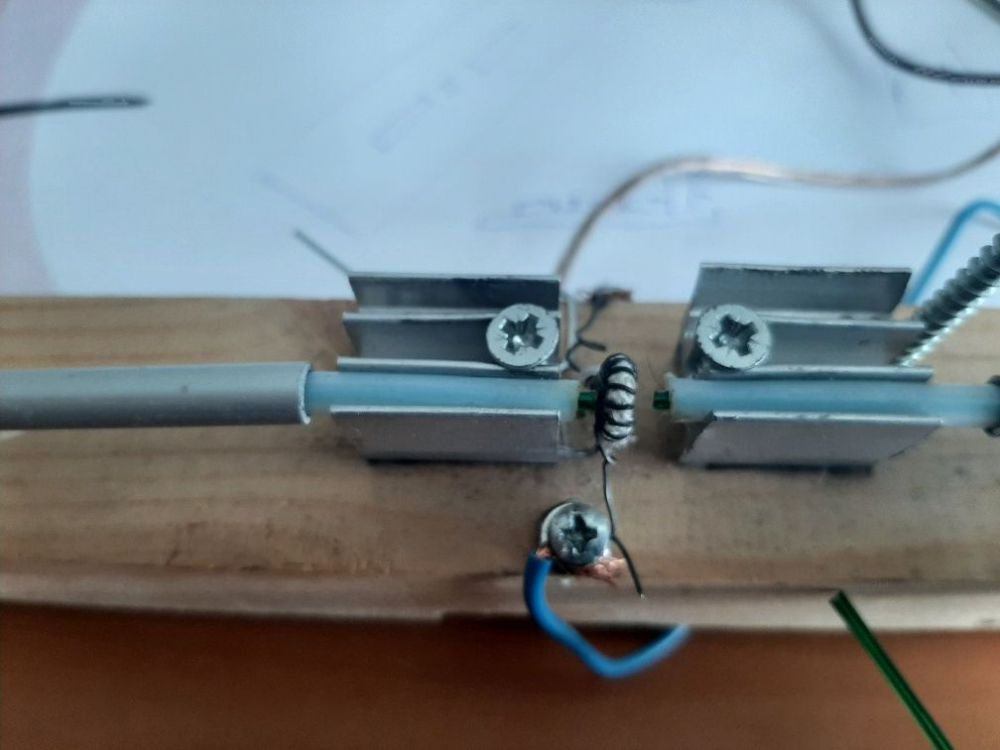
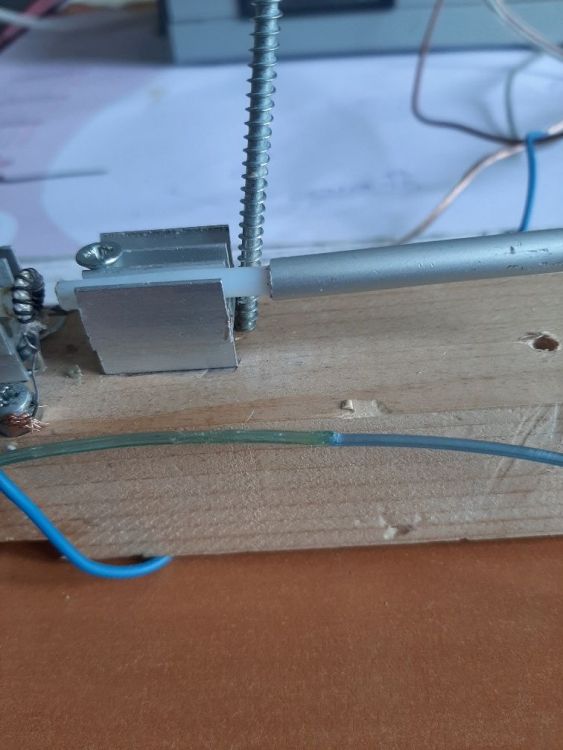
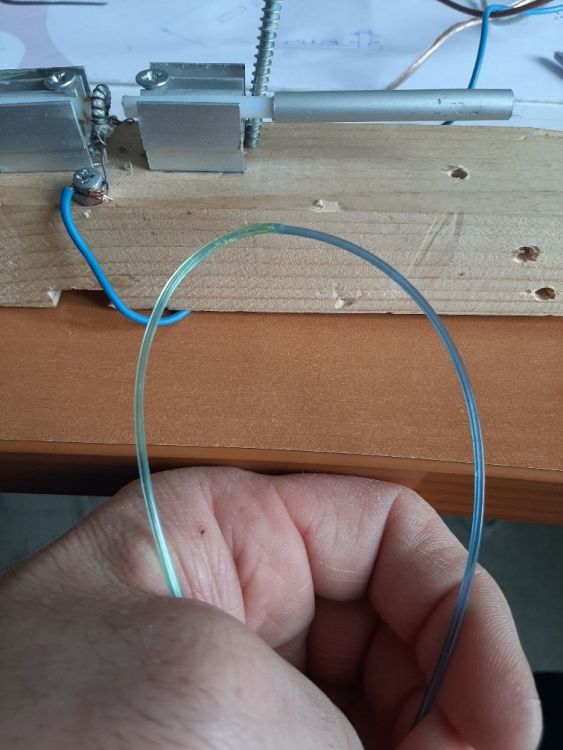
N'ayant pas le temps de faire plus les weekends, je profite de ma courte pose déjeuné pour essayer d'avancer un peu, de ce fait pour moi la soudeuse automatique sera pour....... peut être des infos bientôt mais pas par moi Donc je me suis fait en version rapide une soudeuse manuelle, j'ai repris le concept des Russes et de leur résistance en forme de Tore, celle-ci et alimentée avec mon alim réglable pour sortir 30W, un tube en PTFE de 6 cm de chaque côté, inséré dans un tube alu afin de resserrer un peu le diamètre et de le maintenir bien droit, la mise en marche est faite avec une télécommande au pied afin de garder les 2 mains libres pour pousser les morceaux de fils. Le système n'est pas compliqué, on approche les filaments du tore pour avoir un espace d'environ 2 mm entre chaque extrémité, on met en marche la résistance et quand elle est rouge on distingue le filament en train de boursoufler à ce moment on pousse dans un sens ou dans l'autre, la soudure traverses le PTFE et comme par magie une soudure qui vous pouvez me croire et solide, vous excuserez le montage pitoyable mais c'est un prototype réalisé au bureau . j'en suis à une vingtaine de soudures et un seul échec, je n'ai pas encore essayé de les faire passer dans la buse mais le diamètre ne change pas ou très peu donc il ne devrait pas y avoir de problème. Quelques images, clic pour agrandir.
 3 points
3 points -
Quand tu règles ton z-offset il faut qu'il soit réglé par rapport à la position 0 du Z et non par rapport au home qui est plus haut. Donc perso je fais un Home puis un move z a 0 puis mon z-offset + save. ( a chaud d'impression avec un ticket de CB bien plus fin qu'une feuille classique)2 points
-
Toi aussi tu «collectionnes» L'essayer, c'est l'adopter. Le retour ensuite à Marlin me semble bien fade. Rien que les macros de Klipper c'est HÉNAURME… Je me fais un peu de pub, pour faire un choix éclairé (an educated guess ) :2 points
-
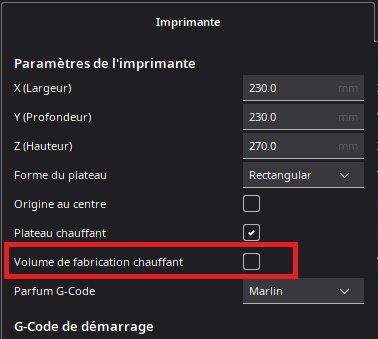
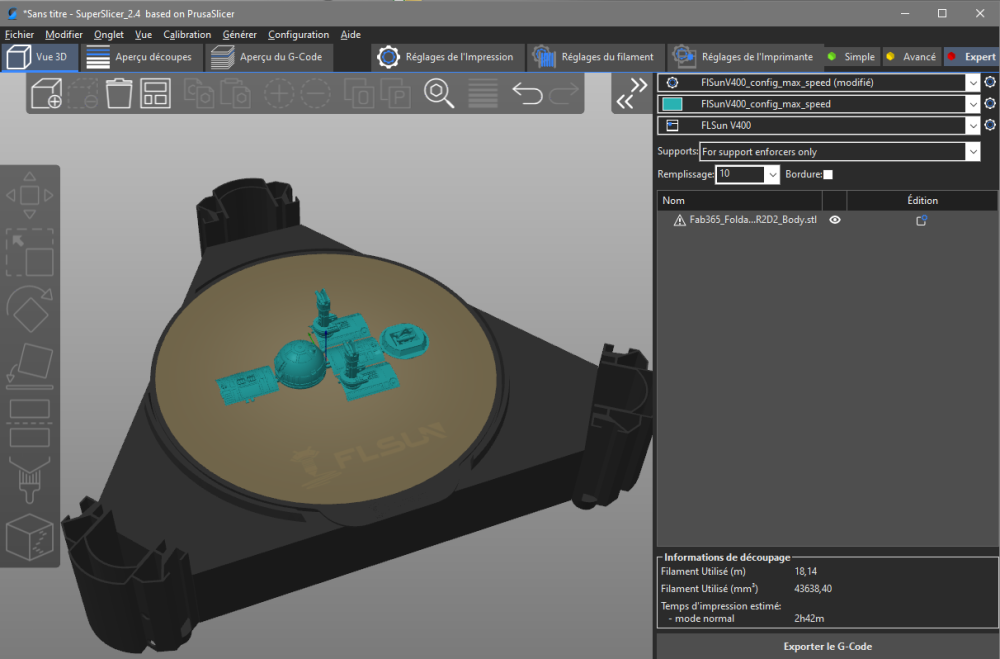
@Maker des bois Dans les paramètres de l'imprimante du trancheur, avec Cura, il suffit de cocher une case pour que l'enceinte chauffée soit prise en charge. Je n'ai pas testé mais je pense qu'en cochant cette case, d'autres paramètres doivent alors apparaitre Exemple avec Cura:
 2 points
2 points -
Le système de Properprinting par exemple2 points
-
T'es (bien) trop jeune2 points
-
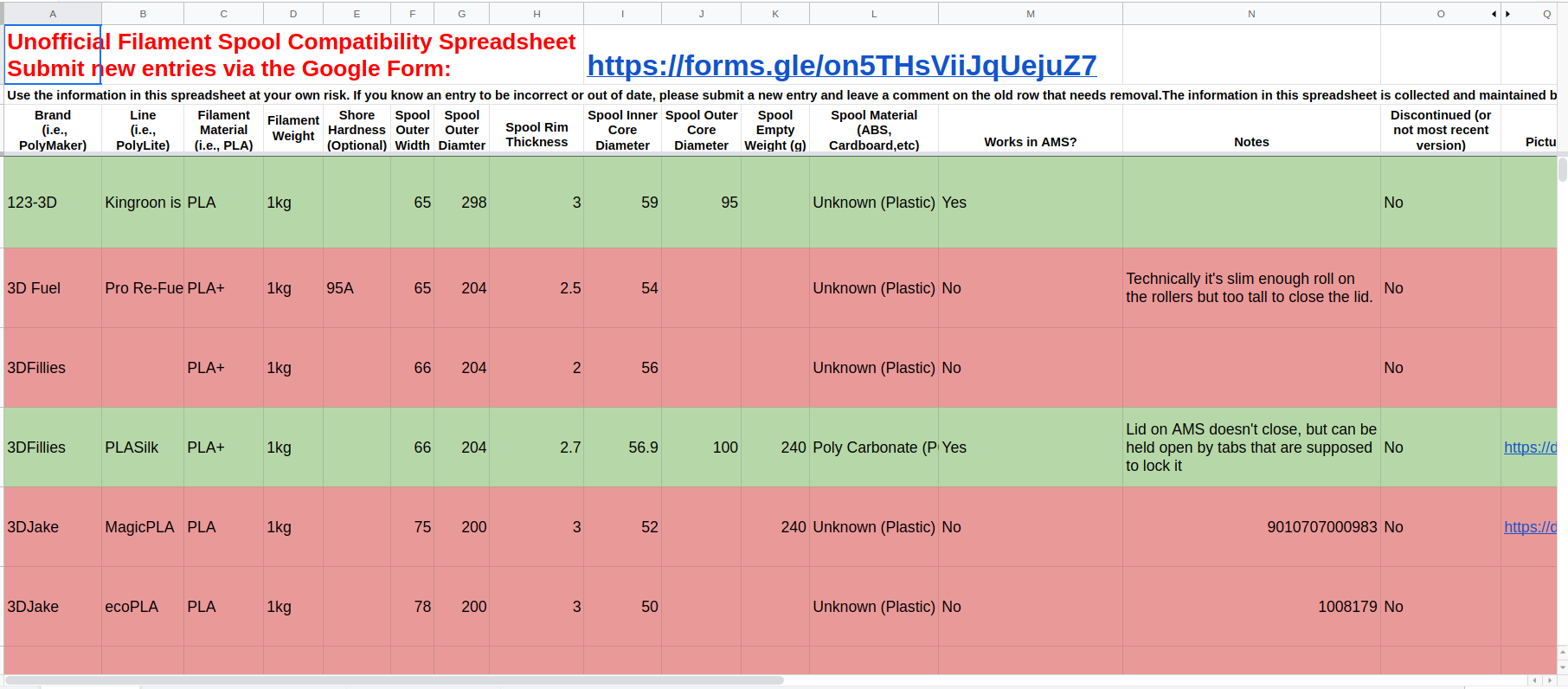
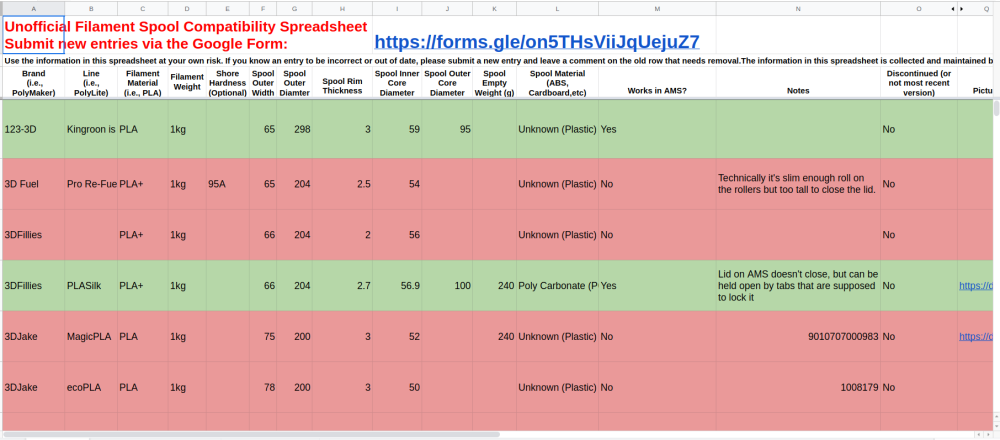
Ce fichier (maintenu par la communauté) recence les compatibilités entre les fabricants de filaments (eSUN, SUNLU, PRUSA, ...) et les AMS. Beaucoup de rouleaux de filaments ne sont en effet pas compatibles (car "en carton", ou trop larges au niveau du moyen, ou des panneaux latéraux avec un diamètre trop important). Dans ces cas là il faut donc en général vider la bobine et transférer tout le filament dans un spool compatible vide (c'est long et pénible à faire, autant éviter) (même si c'est plus rapide avec une perceuse et un outillage adéquat - support pour les bobines, etc.). https://docs.google.com/spreadsheets/d/1LGVjAbGjvIjvOFQsDi8lSK9-vy7GfGhgVP41sNffh6I/edit#gid=1679778390
 1 point
1 point -
Salut les Gutenberg des temps modernes Seb,bientôt un demi siècle,et presque autant de maquette,scratch,bricolage depuis 5 ans j'ai fait mes premiers pas en modélisation,puis suis passé à l'impression avec une Anycubic Photon j'ai depuis 4 mois une Elegoo Saturn 2 je modélise et imprime pour mon propre compte et à la demande d'amis maquettistes en photo,mon premier gros chantier il y à 3 ans


 1 point
1 point -
Bonjour à tous. Pour commencer je voulais vous présenter l'association AutonaBee. Nous sommes un humanlab rattaché à MyHumanKit. Notre but est d 'accompagner les porteurs de projets handicap dans la conception et réalisation de leurs idées. Cela va de la canne pour marcher au mandalier pour les personnes tétraplégiques en passant par la création d'une manette de jeu pour personne hémiplégique (paralysie d'un côté du corps). Nous serons présent au salon Demain mais en mieux à Eurexpo à Lyon le samedi 4 et dimanche 5 février 2023. Durant ce salon, nous avons l'intention de fabriquer une BrailleRap. Cette machine s’appuie sur des composant d'imprimante 3d: - Ramps1.4 ou MKS Gen 1.4 ou L 2.1 - drivers DRV8825 avec radiateur - Nema 17 avec câble - coupleurs d'axes - LM8UU le BOM. Si vous êtes de la région et que vous avez le matériel nécessaire en spare ou qui n'a plus d'utilité, nous serions preneurs. J'en profite pour vous transmettre la page de contact si vous souhaitez avoir des informations sur notre association et notre mini fablab (j'anime les visios) : https://www.autonabee.com/contact/ N'hésitez pas à diffuser autour de vous. En vous remerciant.1 point
-
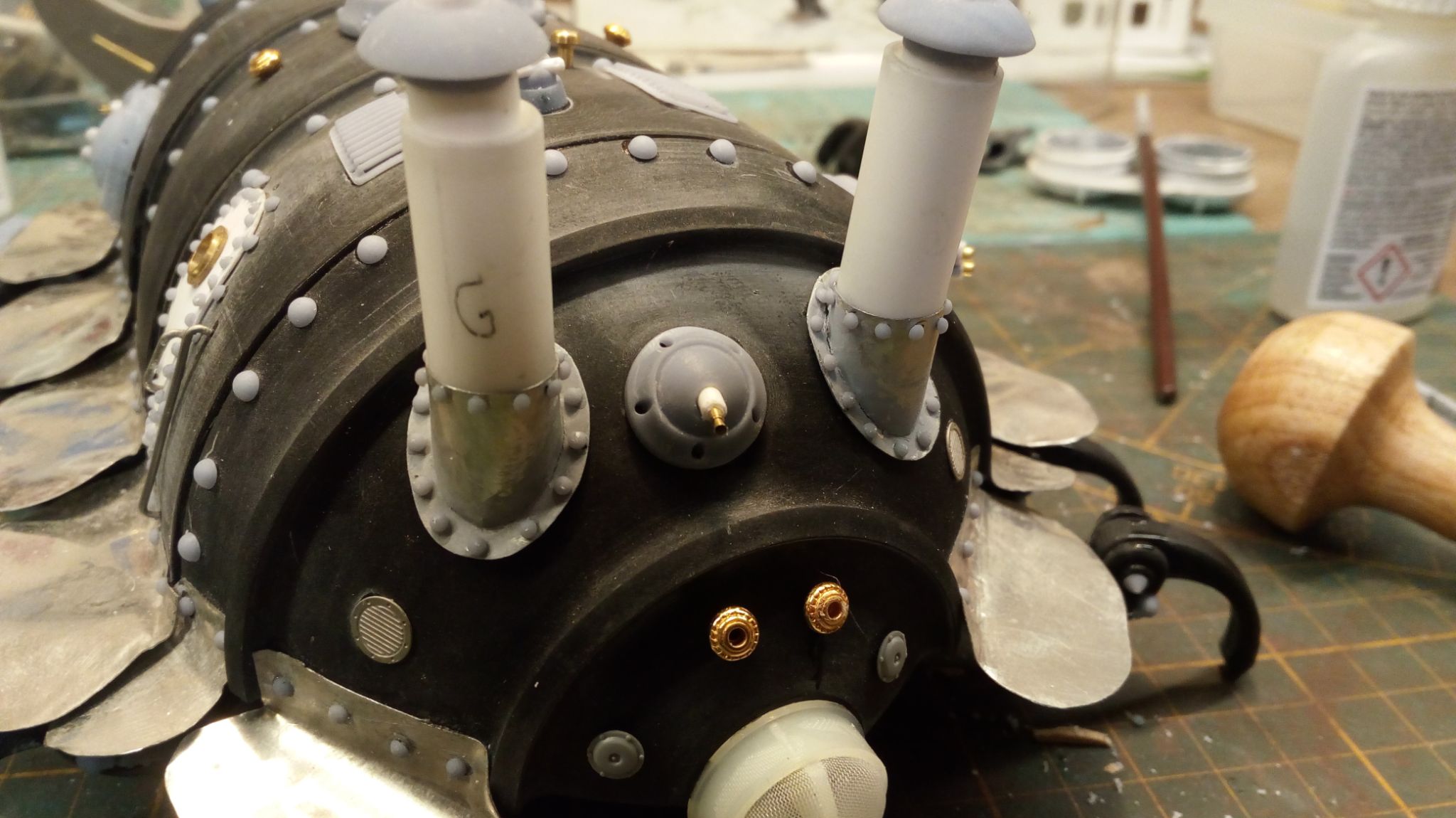
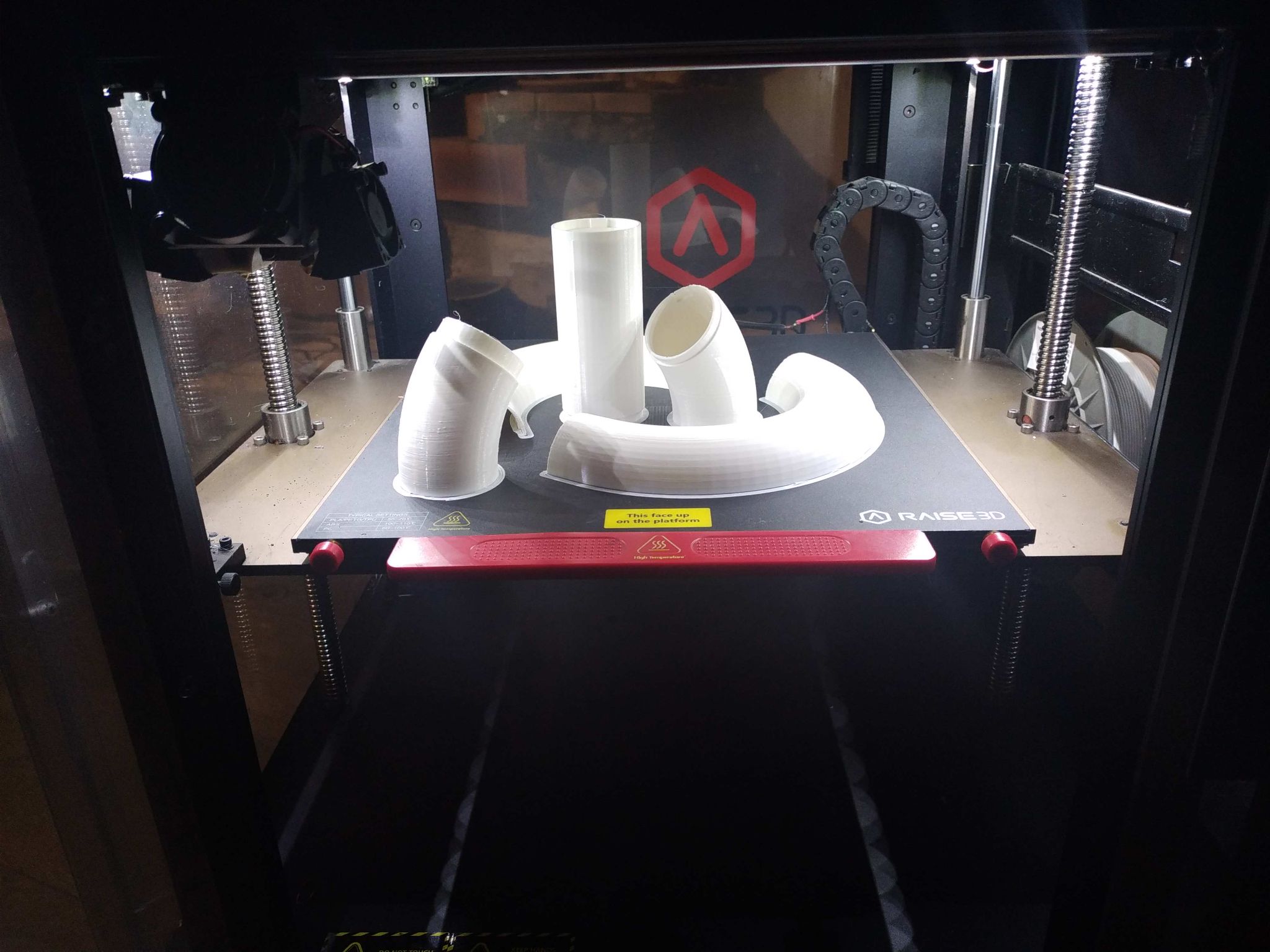
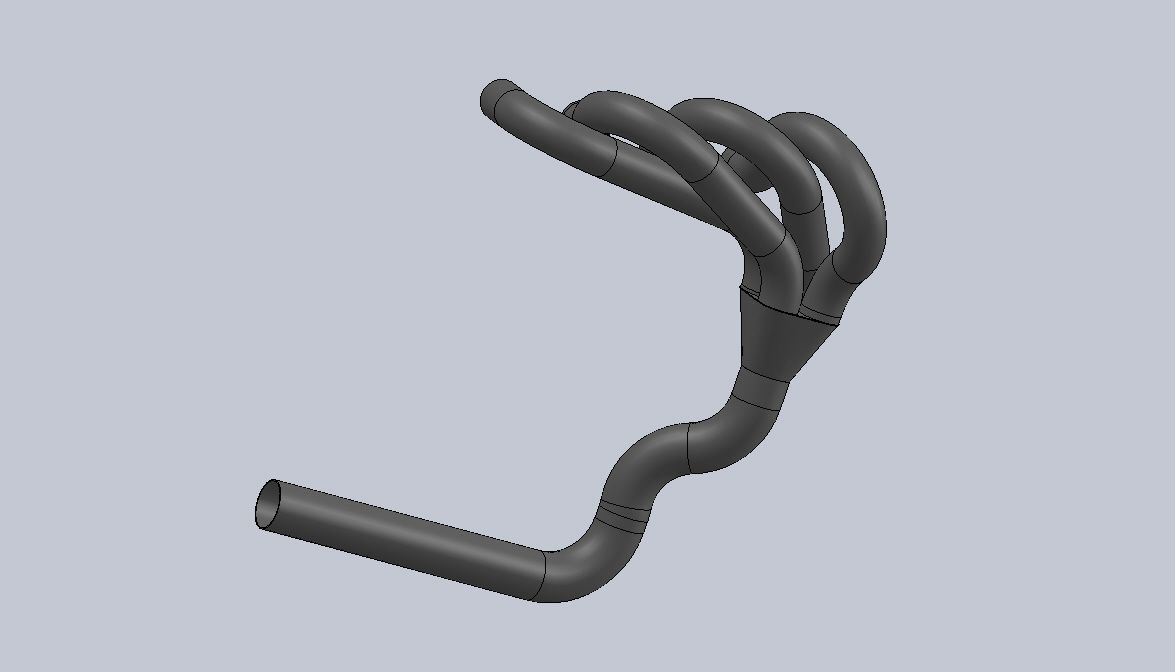
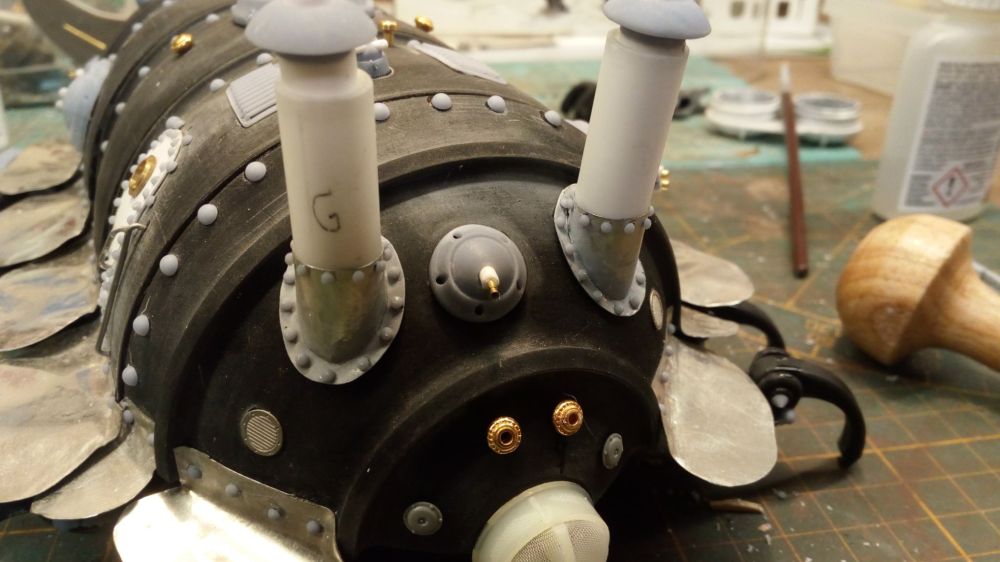
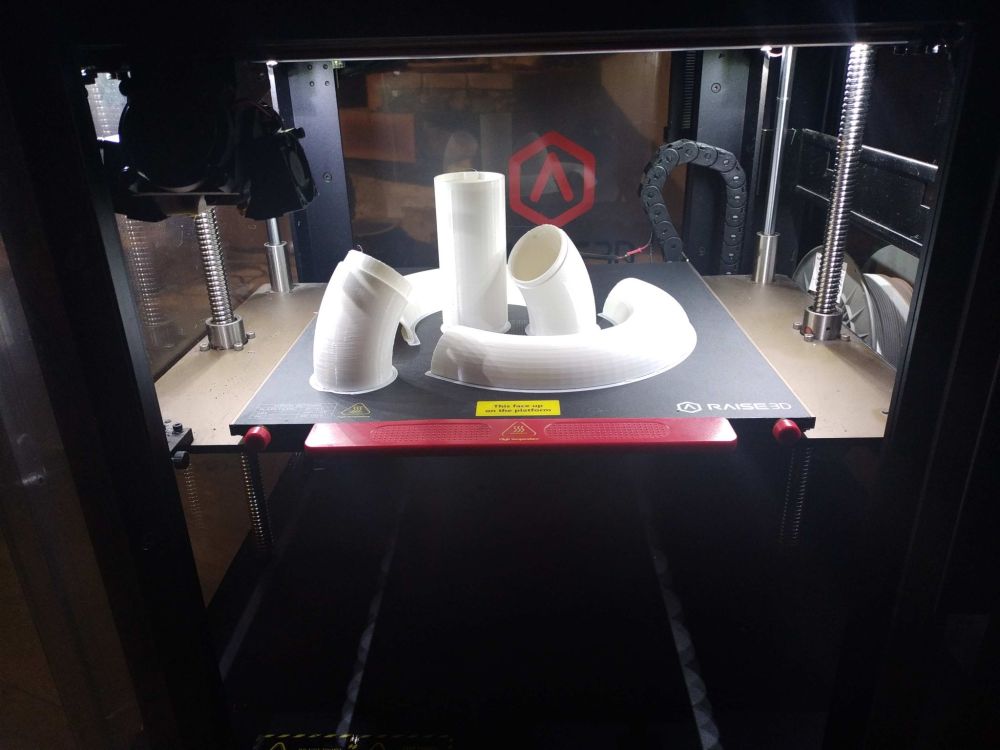
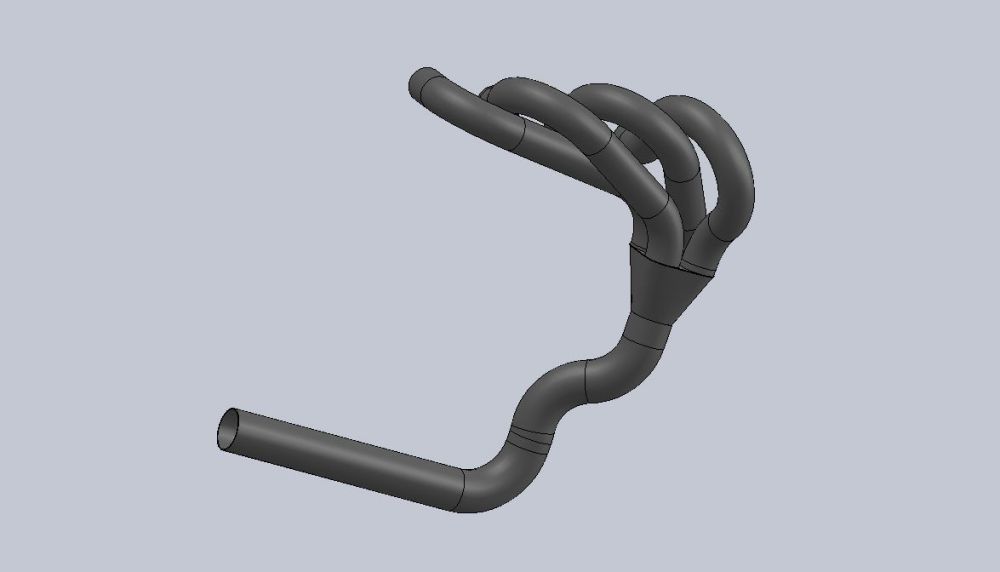
Bonsoir Faisant suite à ma première intervention sur ce forum ( dans la rubrique bien choisir son imprimante) j'ai fait l'acquisition d'une RAISE3D PRO2 d'occasion. Pourquoi celle la ? Elle étais disponible a une 100 de Km de chez moi et semblais pouvoir correspondre a mes besoins immédiats. Une fois celle-ci arriver dans son lieux de prise en main il a fallut l'alimenter. Direction la rubrique concernant les filaments: J'ai opté pour des Arianeplast (satisfait du résultat) en réassort ayant a commander des composants électronique j'ai pris chez Farnel ce qu'ils proposent ( je vais les renvoyer déçu par la mise en œuvre, le rendu, et surtout la solidité). Prise en main rapide du slicer Raise et j'ai pu lancer mes premières impression, cela c'est, je dirais, mieux passé que je n'aurais pu l'envisager . Avant de vous laisser jugé, je vais vous présenter rapidement la bête a qui est destiné le dit collecteur. C'est la reconstruction intégrales du véhicule vainqueur du Rallye du Maroc 1969 acheté en état d'épave. Ici dans sa livré d'origine prête a rejoindre Paris pour le salon Rétromobile 2019 afin d'être exposer sur le stand de Citroën pour le centenaire de la marque. Bon revenons à nos moutons Le collecteur dessiner par un stagiaire en BTS Conception des produits industriel. le dit stagiaire est passé par ici pour demander conseil sur les méthodes de découpages pour en permettre le prototypage. Quelque photo des différentes étapes. L'ensemble des tubes déjà assembler une première idée du puzzle assemblé. a vos commentaire




 1 point
1 point -
Merci PierreG, Je viens d'arriver à la même conclusion. Demain matin, je fais l'upgrade du firmware de la CR 10SPro V2 : https://www.youtube.com/watch?v=sTUGykQ9YSM et j'enchaine ensuite sur le pid tuning : https://www.youtube.com/watch?v=jVcIt7nFaks&t=3s1 point
-
Cépafo Tu peux aussi remercier un contributeur, en cliquant sur le cœur au bas de son post (pas sur l'image ci-dessous ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Signification des souriants (smileys) quand on clique sur le cœur en bas à droite du post :
 1 point
1 point -
Bonjour, Oups, les images ne fonctionnent pas ... Donc difficile de pouvoir donner un avis.1 point
-
Hélas @methylene67 les Chinois sont en Vacances reprise des expéditions en Février Merci pour votre soutien à notre boutique, nous vous répondrons dès que nous verrons le message. Bienvenue à visiter notre boutique: https://www.aliexpress.com/store/all-wholesale-products/1905393.html Cher ami, Bienvenue dans ma boutique. Je vous souhaite une bonne journée et un bon shopping. Merci beaucoup pour votre commande et votre soutien. La Fête du Printemps arrive. C’est un festival très très important pour nous. Nous allons donc deux semaines de vacances du 2023.1.13 au 2023.2.1 . Pendant ces deux semaines, nous n’avons pas pu expédier le produit à y1 point
-
rien ne t'empêches de mettre plusieurs 'petits' en // du genre 4 x 300 (et ça te permet en plus de ne chauffer qu'une partie du plateau si nécessaire)1 point
-
Creality, sur sa chaine Youtube, met à disposition de nombreuses vidéos expliquant, pour ses différents modèles (voir les playlists), quelques étapes à réaliser. Exemple pour le nivellement du plateau, le maillage et le réglage du Zoffset :1 point
-
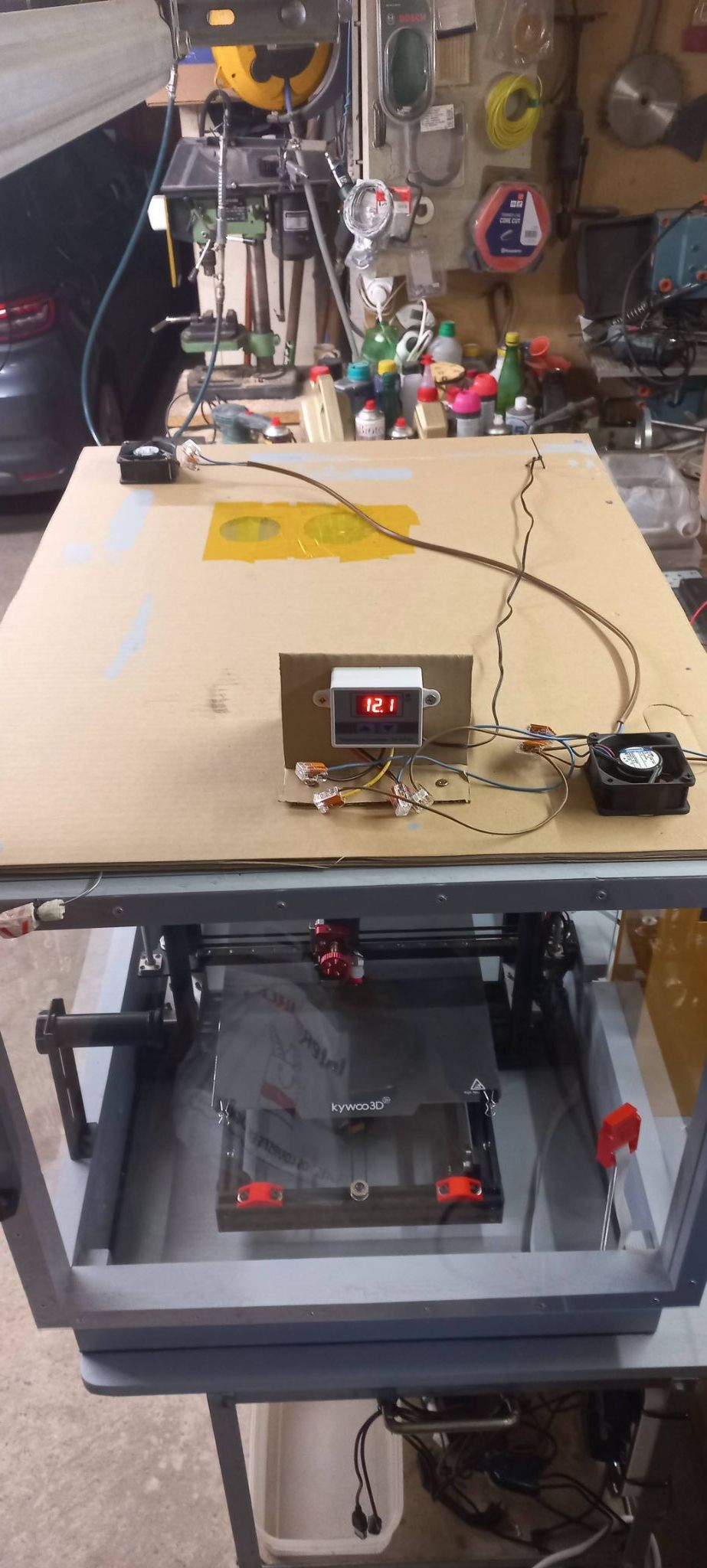
Salut, j'ai finalisé mon prototype de capot avec régulation et extraction. Je suis parti sur 2 petits ventilateurs pour mieux répartir la T° du caisson. Reste à contrôler les réglages de la bécane et faire des tests.
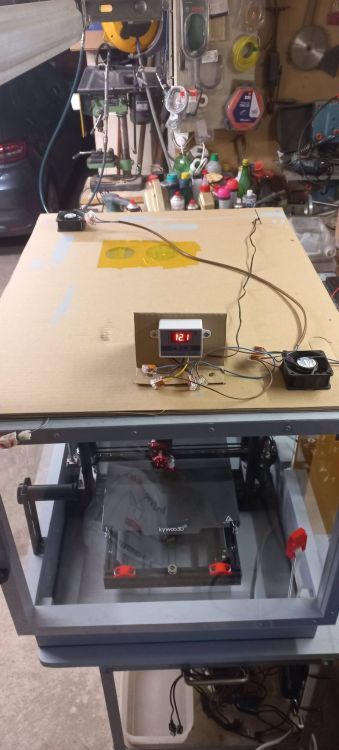 1 point
1 point -
Salut @fran6p, Merci c'est tous bêtement ce que je cherchais. J'ai regardé mais sans le voir. Et je t'avoue que "volume de fabrication chauffant" n'est pas clair pour moi. Maintenant que je le sais oui ca veut dire ce que ca veut dire. Bonne journée a tous1 point
-
Bonjour, j'ai commencé l'impression 3d il y a quelques années avec une imprimante FDM de chez Davinci la Junior. A la retraite depuis peu, j'ai commandé chez Anycubic une Photon mono 6k pour passer du PLA à la résine. Je suis installé en Sarthe près de Bouloire (Le Mans) pour ceux qui connaissent. Plutôt mécanicien, j'ai choisi l'impression résine car je suis un peu déçu des impressions FDM. Photo d'une fraiseuse réalisée en PLA + peinture sur ma Davinci Junior, pour le départ en retraite d'un collègue.
 1 point
1 point -
Le G28 n'est que l home et ne désactive rien il repositionne la buse au point home. Le G29 va faire un mesh a chaque print et si celui-ci est enregistré alors c'est long et inutile. Avec un mesh enregistré on utilise le M420. Sans ni l'autre le mesh ne sera pas utilisé. Que les paramètres soient sauvegardé automatiquement c'est top . Néanmoins le nivellement reste sur le même principe, on règle les molettes au mieux possible puis on fait un mesh et le z-offset pour parfaire les choses.1 point
-
@Maker des bois Probablement en utilisant le Gcode M141 (Set temperature chambers) ?1 point
-
Sans surprise, en mettant l'abl sur l'ancien l'impression démarre mais le moteur de l'extrudeur ne tourne pas, il a du cramer aussi. Je suis donc avec deux têtes d'extrudeur qui marchent plus ou moins, je vais continuer de déplacer les composants de l'un à l'autre on finira bien par trouver ce qui cloche. Ce soir je change le thermomètre de la buse et son bloc de chauffe. Je vais trouver.....1 point
-
le z-offset ne se fait qu'au centre du plateau. Le mesh lui est utilisé pour palier les différences de niveau du bed sur lequel le z-offset sera appliqué de manière générale. Pour descendre la buse je l'ai expliqué points 1 et 2. pour descendra la buse a 0 on va dans le menu move axis z Et oui il te faut remettre le z-offset a 0 au risque de planter la buse dans le bed. Alors peut-être que le mesh et le z-offset est automatiquement enregistré a confirmer pour ceux qui possèdent ton imprimante mais vérifies que tu n'as pas un bouton, dans le menu ou il est noté SAVE.1 point
-
Salut @methylene67, Alors le problème c'est réglé tous seul,et la raison mets totalement inconnu. J'avais bien tous ce que tu as énoncer, mais j'ai eu comme l'impression que le bed_mesh était décalé de quelque mm par rapport au plateau. Je débute avec Klipper, je débute avec Python et ma façon d'apprendre est de tester plein de trucs, de faire plein d'erreurs, et de passer un temps fou a comprendre ce qui ne fonctionne pas. Sur ce coup la c'est raté Mon printer.cfg fonctionne mais je le trouve pas encore au point. Merci d'avoir pris quelque minutes de ton temps pour me répondre et me rappeler tous ce qui aurai pu en être la cause. Je suis en train de modifier le déplacement Y avec des rails MGN, quelques cm en plus pour que le Bl-Touch puisse faire tous le plateau. Parfois quelque cm en plus change tous1 point
-
On rigole, on rigole Mais ça doit être faisable, par exemple avec un ESP32-CAM et Deepstack : https://www.deepstack.cc -> détection changement dans une zone définie, détection de couleur, reconnaissance de forme, comparaison de forme, suivi de forme, détection et reconnaissance de visage, détection d'objet, reconnaissance d'une scène Ou sinon il y a Obico : https://www.obico.io/the-spaghetti-detective.html1 point
-
Pout l'installation, pas vraiment : la carte mère est flashée avec le firmware de Klipper (il change rarement) et la seule véritable installation à faire c'est klipper sur le pi. Tu peux aussi centraliser tes deux imprimantes sur un seul pi 4 (le pi 4 est nettement plus puissant que le pad) un vieux pc avec linux et klipper ça marche aussi Après tu peux partir sur marlin avec des octopus ou spider et basculer plus tard sur klipper avec les même cartes. compliqué à mettre en oeuvre (2 servos), par contre un tête à bascule ça peut être pas mal et ça peut ne pas avoir besoin de servo du tout (la bascule peut se faire en tapant dans les butées X droites et gauches)1 point
-
@florian 3d novice le"autodesk" de mon message precedent est le lien vers le forum en question. Tu peux prendre un des fichiers de mon premier message et tout effacer apres les 4 premieres operations pour repartir d'un fichier propre.1 point
-
Avec une Manta M8P : Un RPi de type CM4 (ou un CB1 de BTT) elle est conçue pour Klipper, son processeur est moins puissant Avec une Octopus ou une Spider (Pour Marlin ces deux cartes sont un peu plus puissantes) : Un RPi 4 'Normal' ou une CM4 ou une CB1 + Support Rpi L'installation de base klipper est très simple (une image de carte sd) Ensuite il a un souplesse dans la gestion de la configuration que n'a pas pas Marlin Pour les deux têtes l'idéal est quand même de pouvoir régler une des deux en hauteur (un heatbreak lisse par exemple le permet, mais ce n'est pas très pratique) plutôt que d'avoir deux Z offset différents (mais c'est possible dans Klipper aussi)1 point
-
Un outils qu'il faut imprimer avant d'en avoir besoin https://wiki.bambulab.com/en/x1/troubleshooting/extruder-clog1 point
-
Mine de rien ça commence à faire pas mal de possesseurs de X1/P1P sur le forum Si jamais ça peut intéresser quelqu'un, j'ajoute aussi mes deux modèles que j'ai posté sur Printables (si vous voulez que je fasse des modifications n'hésitez pas) : Une boite pour stocker les pièces détachées (on peut y stocker les pièces du cadeau Kickstarter). On peut y mettre des têtes complètes, des buses, un extrudeur, le bâton de colle et les petits sachets livrés avec : lien printables Un support de plaques à fixer sur un mur/bureau/ce que vous voulez. J'ai fait en sorte qu'on puisse y faire tenir des plaques classiques et également les stickers encore emballés dans leur carton sans que les plaques classiques ne tombent : lien printables1 point
-
Nouvelle imprimante 3D référence pour le bureau et la production ? Découvrez la Ultimaker S7 ! https://www.lesimprimantes3d.fr/comparateur/imprimante3d/ultimaker/s7/1 point
-
Salut, si tu load en effet bien ton bed_mesh avec la commande donnée dans ton start_print, as-tu bien un mesh_bed d'enregistré, c'est-à-dire as-tu bien pensé après avoir réalisé ton bed_mesh_calibrate à faire un bed_mesh_profile save=default Et surtout un save_config à la fin. As-tu vérifier à la toute fin de ton printer.cfg que le bed_mesh (profil default) était bien présent ? Il me semble que si pas de bed_mesh d'enregistré, klipper ne fait pas d'erreur et fait comme s'il n'y avait pas de bed_mesh.1 point
-
Salut, Plus qu'à installer un détecteur de spaghettis comme sur les Bambu Lab X1 https://wiki.bambulab.com/en/knowledge-sharing/Spaghetti_detection1 point
-
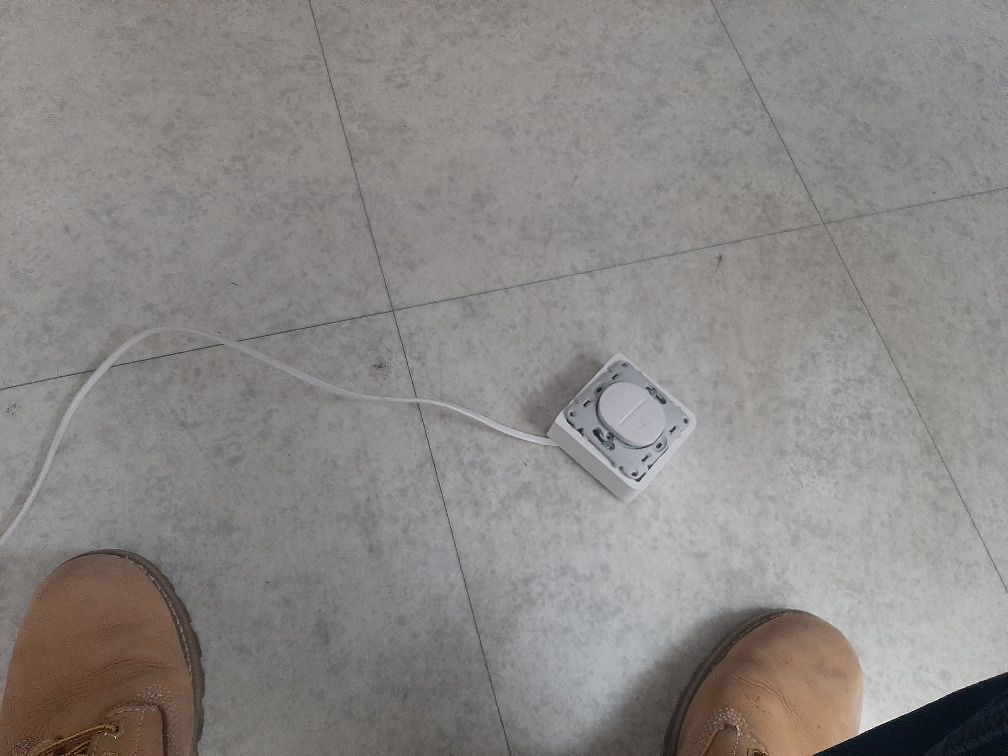
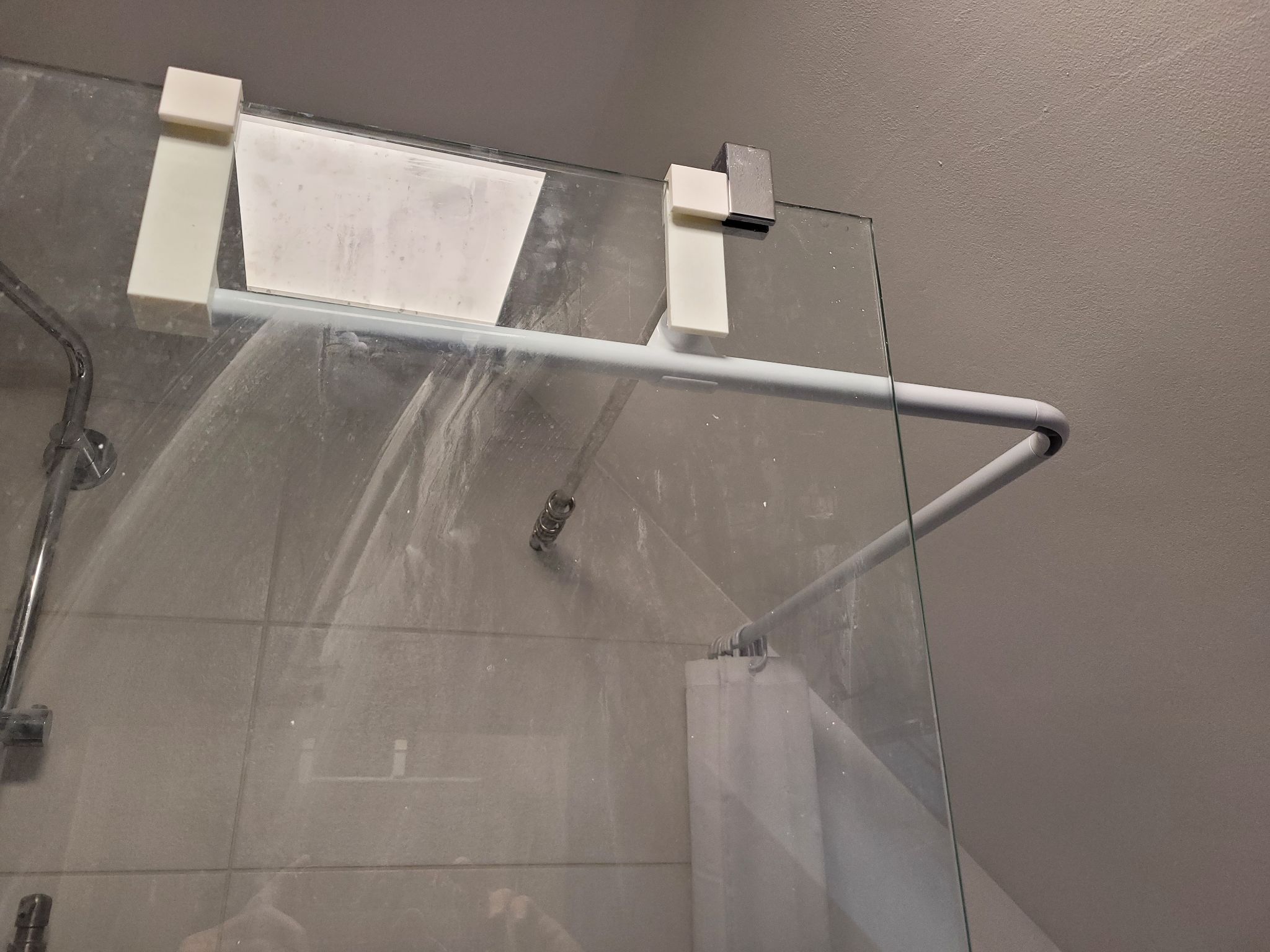
Petit système pour maintenir ma tringle à rideaux. Je ne pourrais plus me passer d'impression 3D....

 1 point
1 point -
Je ne sais pas si je t'ai déjà vu aussi enthousiaste !1 point
-
Ca rend bien. Pour moi, finalement, une des réussites de la P1P c'est son aspect customizable (les panneaux latéraux notamment, qui offrent beaucoup de possibilités), et qui semble générer pas mal d'intérêt du côté de la communauté de ses utilisateurs.1 point
-
En effet, incompréhensible que les spools Bambu Lab n'aient pas de trou pour respool. C'est pour çà qu'il y a des reworks comme (qui à a la fois le "refill" tab pour les recharges Bambu, à la fois deux "respool holes" pour caler le filament en transvasement) : https://www.printables.com/model/251457-bambu-lab-reusable-spool-holder-hex-remix Pour le refill (mais çà ne fait pas tout tout seul pour autant) : https://www.printables.com/model/36837-spool-winder-remix Pour les spools en carton il y a des "pourtours" imprimables : https://www.printables.com/model/251028-cardboard-spool-ring-for-bambu-lab-ams-parametric Il faudrait que je me penche sur avoir un montage facilitant le transvesement d'une bobine à une autre (un truc un peu robuste et sécurisant le process - j'ai aussi déjà eu des magmas de fil comme sur une des photos plus haut...). Comme cette machine de fou (à base d'une vieille imprimante 3D) ... mais qui ne fait pas tout non plus 100% en automatique.1 point
-
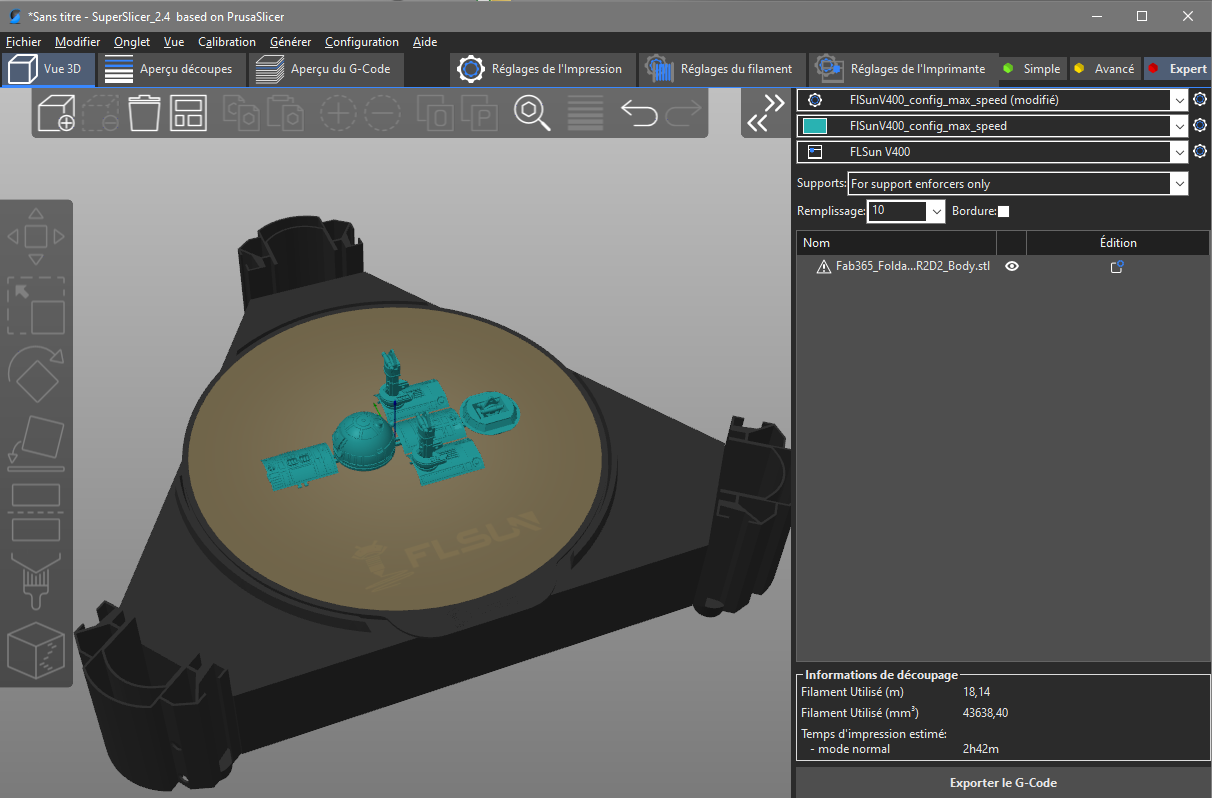
Bonjour à tous, Je suis tombé sur ces profils Prusa : FLSunV400Config , et le STL du Bed PEI : V400_bed_PEI.stl Je les utilise avec SuperSlicer, ça fonctionne plutôt bien Bon test Edit : Je viens de m'apercevoir qu'il y a un autre topic sur la même chose : 51202-flsunini-pour-superslicer
 1 point
1 point -
bonjour, petit retour après 2 semaines avec ma P1P: Elle imprime vraiment très vite, et la qualité des prints est au rdv, aussi bien que ma V400 a vitesse plus réduite. les addons fourni, ok pour le ventilateur annexe et la bande led, mais alors la web cam, c'est une pure M...., ca lag vraiment bcp, pour info je suis avec une connexion fibre donc c'est pas mon réseau, en plus la qualité des images pas top, mais c'est surtout le lag qui rend inutile cette cam. Par contre les images sont enregistrées sur la sd et lors du visionnage de ces vidéos avec VLC et bien pas de lag, c'est fluide. sinon au niveau prix je la trouve cher dans notre cher pays, la TVA nous assassine, ca met la machine à 812 euros ttc, mais si elle dure dans le temps elle sera top. c'est vraiment un plaisir de lancer des prints, tu peux partir avant le début du print tu sais quelle fera le job, même si par habitude j'attends 10 a 15 minutes pour voir si tout va bien. détecteur de fin de filament au top, fonctionne très bien. c'est vrai que l'ecran est pas top, mais je passe par bambu studio et j'ai l'essentiel des infos, c'est clair pas autant que sur klipper. La précision des impressions est très bonne, tout s'emboite bien. Après avoir utilisé toute la bobine blanc mate de bambu, j'ai utilisé du pla wahnao, penser à diminuer le flow à 96% car sinon ca surextrude et la buse frotte sur les prints, top à 96%. je pense que c'est vraiment une très bonne machine pour les débutants, et même en étant initié tu prend du plaisir avec cette machine, en tout cas c'est mon cas. je continue à la découvrir , je reviendrais poster la suite de mon aventure avec la P1P, peut être je me laisserais tenter par l'AMS.1 point
-
ça y est , une buse à été trafiquée et montée sur l'extrudeuse. ici : et l'autre (qui était inattendue) sur ma x2 ou je n'avais qu'une 0.8, qualité d'impression nickel et plu de stringing ou à peine (le truc vert sur la bouteille est imprimé avec) Les corps de chauffe serviront pour la suite...1 point
-
J’ai commandé un heatbreak bi-metal c’est le seul élément que je n’avais pas changé. Je devrai l’avoir demain.1 point
-
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
Il est possible de remercier un contributeur, en cliquant sur le cœur au bas de son post (il offre aussi d'autres possibilités ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Et cerise sur le gâteau, cela améliore sa réputation
 1 point
1 point -
@Superpat Félicitations. C'est un superbe travail qui devrait permettre à tous les possesseurs de ce modèle ainsi qu'à ceux ayant des modèles dont la structure est identique de monter leur imprimante pour que leur première impression (et les suivantes) soit réussie. Merci pour le temps que tu as dû y passer. J'épingle ton sujet pour le rendre visible dans la durée.

 1 point
1 point -
@Nibb31 Merci ! J'ai profité de cette fin de semaine pluvieuse pour passer ma Discovery200 avec sa MelzyV2 (8bits 16Mhz) de Marlin2.0BF à Klipper. Je ne la reconnais plus ! Elle se prend pour une Ferrari ! J'ai récupéré toutes les fonctionnalités de base et un peu plus, le BL-Touch et le lit chauffant fonctionnent impec. Je vais me pencher sur le "linear advance" (cela semble simple) et le "bed leveling" genre mesh (moins simple). C'est certain je ne reviendrais à Marlin que sous la contrainte !1 point
-
IV - Configuration avancée Une fois que vous avez la configuration de base, il est assez facile de rajouter des options supplémentaires. Les exemples que je mets ici sont simplifiés et ne contiennent que les infos de base. D'autres options sont disponibles et documentés dans le fichier examples_extras.cfg. 1) Homing override (pas nécessaire si vous n'avez pas de sonde) C'est l'équivalent du SAFE_HOMING dans Marlin: on veut redéfinir la position de l'opération Home pour s'assurer que la sonde BL Touch ou autre est au dessus du plateau et que la buse ne percute pas le plateau. Dans Klipper, on définit une séquence Gcode à définir lorsque le Home s'applique à un ou plusieurs axes. Voici l'exemple qui marche chez moi, mais qui sera à adapter en fonction du placement de votre sonde par rapport à la buse: [homing_override] axes: z set_position_z: 0.0 gcode: G90 G0 Z5 F600 G28 X0 Y0 G0 X-5 Y10 F3600 G28 Z0 G0 Z5 F600 Explication: axes: définit l'axe sur lequel cet option s'applique. Ici, ça ne va s'appliquer que si on fait Home All ou Home Z. set_position_z: Klipper refuse d'activer la sonde tant qu'on n'a pas défini un 0 pour l'axe. On définit donc le 0 (provisoire) à la position actuelle. gcode: On execute le Gcode suivant: - G90: mode absolu - G0: monter 5mm au dessus (pour s'éloigner du plateau si on est en contact) - G28 X0 Y0: faire un Home sur X et Y - G0 X-5 Y10: mettez ici les coordonnées de la buse pour lesquels la sonde sera au dessus du plateau. - G28 Z0: faire le Home Z - G0 Z5: remonter à 5mm au dessus du plateau pour ne pas rester en contact Vous pouvez bien sûr modifier le Gcode à votre convenance. 2) Bed leveling Klipper propose le nivellage automatique du plateau et la compensation de l'inclinaison avec un capteur (défini dans les sections [bltouch] ou [probe]) Malheureusement, il faut choisir. Donc je choisis plutôt l'option bed leveling. [bed_mesh] speed: 100 probe_count: 3,3 min_point: -5,20 max_point: 160,200 horizontal_move_z: 6 samples: 1 sample_retract_dist: 6 probe_count sera la définition du nombre de points dans la grille de test. min_point et max_point seront les coordonnées de la buse pour que la sonde soit placée dans les coins du plateau. Il faut donc tenir compte de l'offset. samples permet de faire la moyenne entre plusieurs sondages à chaque point de la grille. horizontal_move_z et sample_retract_dist définissent le mouvement en Z à chaque sondage. Pour lancer le bed leveling, Klipper ne connait pas la commande G29 mais utilise la commande BED_MESH_CALIBRATE à la place. Il faut donc taper cette commande dans l'onglet Terminal. On peut aussi très bien créer une macro pour redéfinir G29. 3) Deux moteurs Z Il est facile de rajouter un deuxième moteur sur l'axe Z qui utilise le même endstop, en rajoutant le bloc suivant: [stepper_z1] step_pin: ar36 dir_pin: !ar34 enable_pin: !ar30 step_distance: .00125 Il faut bien-sûr s'assurer que les pins sont corrects. La direction du dir_pin ("!" ou pas) ainsi que le step_distance doivent être les mêmes que dans stepper_z. 4) Commandes Klipper Klipper est globalement compatible avec le Gcode Marlin, c'est à dire que du Gcode généré pour Marlin sera compris par Klipper. Cependant, il y a quelques commandes Marlin qui n'ont pas de sens sous Klipper (les options M50x) ou qui utilisent des commandes différentes (par exemple TURN_OFF_HEATERS au lieu de M108). La liste des commandes Klipper est disponibles ici: https://github.com/KevinOConnor/klipper/blob/master/docs/G-Codes.md La liste des commandes Gcode est ici: https://reprap.org/wiki/G-code Vous pouvez aussi taper HELP dans le Terminal pour obtenir la liste des commandes de Klipper. 5) Macros Il est possible de créer ses propres commandes ou raccourcis Gcode avec Klipper. On peut ensuite inclure la nouvelle commande dans son Gcode ou le taper dans l'onglet Terminal. La syntaxe est la suivante: [gcode_macro <nom de la macro>] gcode: <Gcode> On peut, par exemple, créer des commandes Gcode Marlin qui n'existent pas dans Klipper, ou créer des macros pour insérer le Start Gcode ou End Gcode du slicer directement dans Klipper. Par exemple, avec la configuration suivante, on peut mettre simplement les commandes START_PRINT et END_PRINT dans Cura et Klipper s'occupera d'effectuer les actions en début et en fin d'impression: [gcode_macro G29] gcode: BED_MESH_CALIBRATE [gcode_macro PURGE] gcode: M117 Purging... G1 X0 Y3 Z.10 F3600 G92 E0 G1 X40 E10 F500 G92 E0 G1 E-2 F500 G1 X80 F4000 G1 Z0.3 [gcode_macro START_PRINT] gcode: M117 Bed leveling... G90 G21 M82 M107 G28 G29 PURGE [gcode_macro END_PRINT] gcode: M104 S0 M140 S0 G91 G1 E-1 F300 G0 Z+2 E-5 F600 G90 G0 X-5 Y200 F3600 M84 6) Calibration du PID Le PID, c'est l'algorithme qui va contrôler la stabilité de température. Un PID mal calibré va donner une température qui va osciller entre une valeur au dessus et en dessous de la consigne. Pour calibrer le PID, on va lancer une calibration avec la commande suivante dans l'ongler Terminal: PID_CALIBRATE HEATER=extruder TARGET=200 Klipper va faire lancer plusieurs cycles de température à 200°C et à la fin va lister les valeurs pid_Kp, pid_Ki et pid_Kd dans le terminal. Il suffit de copier ces valeurs dans la section [extruder] du fichier de config. Vous pouvez faire la même opération sur heater_bed. 7) Pressure Advance Cette option est similaire au "Linear Advance" de Marlin. Elle permet de régler de façon dynamique le débit de la buse en fonction de la vitesse et de l'accélération de la tête. Sans cette option, par défaut, si vous faites un carré, il va y avoir une accumulation de matière dans les coins qui former une espèce de bourrelet vertical dans les coins. Pour trouver la valeur optimale, on commence par régler la valeur à 0 en rajoutant la ligne pressure_advance dans le fichier de config: [extruder] pressure_advance: 0.000 Taper les commandes suivantes pour ralentir la tête dans les coins, ce qui va accentuer le problème pour mieux voir les effets: SET_VELOCITY_LIMIT SQUARE_CORNER_VELOCITY=1 ACCEL=500 SET_PRESSURE_ADVANCE ADVANCE_LOOKAHEAD_TIME=0 Imprimer l'objet test (à télécharger depuis https://github.com/KevinOConnor/klipper/blob/master/docs/prints/square.stl), à une vitesse rapide (100 mm/s) et une hauteur de couche à 0.2 mm. Ensuite, recommencer avec une valeur de 1.000, 0.500, etc... et affiner pour obtenir le meilleur résultat.1 point
-
II - Configuration de base La configuration, pour la majeur partie, va se faire par tatonnement. On va modifier une configuration, sauvegarder, et voir si ça marche... On va généralement partir d'une configuration standard, mais il faudra souvent affiner ou modifer des trucs. Donc, plutôt que d'expliquer chaque paramètre, je vais vous expliquer les grands principes pour que vous vous débrouilliez vous-mêmes. Chaque option est expliquée dans le fichier example.cfg dans le dossier config. Les options avancées (bed levelling, macros gcode, etc...) sont expliquées dans le fichier example_extras.cfg. 1) Choix du fichier de configuration Ici, on a plusieurs possibilités: Si votre imprimante est "standard", vous pouvez récupérer une configuration toute faite, et éventuellement la modifier. Si, comme moi, votre machine est faite de bric et de broc, il faudra faire un peu plus de modifs sur un fichier existant ou partir du fichier par défaut (example.cfg). Il y a aussi des exemples pour des CoreXY et Delta. Pour voir les le fichiers de configuration disponibles, entrer la commande suivante: ls -l ~/klipper/config/ On peut aussi voir les fichiers ici: https://github.com/KevinOConnor/klipper/tree/master/config Une fois que vous avez choisi le fichier de config qui se rapproche le plus de votre configuration, entrer la commande suivante: cp ~/klipper/config/example.cfg ~/printer.cfg Ceci va copier le fichier et le renommer printer.cfg. C'est sur celui-ci qu'on va travailler. Maintenant, on peut quitter la ligne de commande. Le reste de la configuration se fera dans Octoprint dans Settings > OctoKlipper > Klipper Configuration. Vous devez maintenant y voir le contenu du fichier. 2) Principes de la configuration Le fichier de configuration est composé de blocs. Certains sont obligatoires d'autres optionnels. Chaque bloc commence par un titre entre crochets (par exemple [printer]) Les pins de la carte se définissent avec la syntaxe suivante: pin: <numéro> On utilise le préfixe "!" pour inverser la logique, par exemple pour inverser le sens de rotation d'un moteur (l'équivalent des variables INVERT dans Marlin) On utilise le préfixe "^" pour utiliser la résistance en entrée, par exemple pour les switchs end stop. Si on utilise les deux préfixes, le "^" doit précéder le "!". Par exemple, dans la définition de l'écran on pourra trouver: encoder_pins: ^ar31, ^ar33 click_pin: ^!ar35 kill_pin: ^!ar41 Si vous avez un doute sur la numérotation des pins, regardez un schéma, par exemple ici: https://www.reprap.org/wiki/RepRap 3) Définir le microcontrôleur Ce bloc définit le type de et le port. Sur serial, mettre le port utilisé à l'origine par Octoprint pour se connecter à l'imprimante. [mcu] serial: /dev/ttyUSB0 4) Définir les mm/step C'est ici qu'on va utiliser les valeurs récupérées dans Marlin, principalement les valeurs indiquées sous Steps per unit. Important: Marlin utilise l'unité steps/mm et Klipper utilise des mm/step. Il faut donc inverser (1/x) toutes les valeurs par rapport à Marlin. Par conséquent, là où on aura une valeur 200 dans Marlin, il faudra utiliser 1/200 = 0.005 dans Klipper. Donc on va changer les lignes suivantes dans Klipper [stepper_x] ... step_distance: 0.005 ... [stepper_y] ... step_distance: 0.005 ... [stepper_y] ... step_distance: 0.005 ... [extruder] ... step_distance: .001265 La valeur dans [extruder] sera la valeur à modifier pour calibrer l'extrudeur. On procédera de la même manière que sous Marlin (une règle de trois en mesurant le filament qui sort de l'extrudeur), mais an appliquant l'opération 1/x. 5) BLTouch et autres capteurs Les BLTouch ou 3D Touch ou autres capteurs nécessitent beaucoup d'essais. Je conseille d'utiliser un switch endstop classique pour commencer, et de passer au capteur Z une fois que tout le reste est configuré. Pour le BLTouch, dans la section [stepper_z] il faut supprimer la ligne position_endstop et modifier la ligne endstop_pin endstop_pin: probe:z_virtual_endstop #endstop_pin: ^ar18 #position_endstop: 0 Il faut ensuite rajouter une section [bltouch] ou [probe] et renseigner le x, y, z_offset par rapport à la buse. Ca doit etre les mêmes valeurs que dans Marlin. Par exemple: [bltouch] sensor_pin: ^ar18 control_pin: ar11 pin_move_time: 0.2 x_offset: 32 y_offset: 0 # Increase Z_Offset to lower nozzle closer to bed. PLA 2.6 z_offset: 2.7 speed: 60 La section [probe] pour les autres capteurs est un peu plus compliquée. Je vous conseille de regarder le fichier example_extras.cfg pour plus d'informations. Augmenter la valeur z_offset va descendre la buse plus près du bed. Réduire la valeur mettra plus de distance. Attention: Pour un 3D Touch ou clone de BL Touch, il faut rajouter les lignes suivantes: pin_up_reports_not_triggered: False pin_up_touch_mode_reports_triggered: False 6) Ecrans LCD Le fichier examples_extras.cfg contient les configurations pour la plupart des écrans LCD courants. En principe, il suffit de copier/coller la section qui vous concerne. 7) Tester la configuration. Dans Klipper, à chaque fois que vous sauvegardez la configuration, il faut redémarrer Klipper. Si vous utilisez OctoKlipper, il le fait automatiquement, sinon vous pouvez le faire manuellement en tapant FIRMWARE_RESTART dans l'onglet terminal ou la commande suivante en SSH: sudo service klipper restart En principe, le terminal doit envoyer régulièrement une ligne avec les températures. Si ce n'est pas le cas, vérifier les paramètres des pins pour les blocs [heater_bed] et [extruder]. Si les tempétures sont bien renvoyées, la première chose à faire est de taper une commande Gcode dans le terminal. Par exemple STATUS. S'il y a une erreur de syntaxe, ça enverra un message d'erreur avec un indice sur ce qu'il faut corriger. S'il n'y a pas de message d'erreur, je vous conseille de procéder progressivement pour vérifier que tout est correctement branché: Dans l'onglet Control, tester les axes X, Y, Z pour vérifier qu'ils se déplacent correctement dans les bons sens. Si ce n'est pas le cas, inverser les paramètres dir_pin en ajoutant ou supprimant le "!". Si le moteur ne répond pas du tout, vérifier que les bons pins sont renseignés dans step_pin et dir_pin. S'ils marchent, commencer par un Home All. Si les endstops ne marchent pas, vérifier les valeurs de endstop_pin. Vérifier la chauffe de la buse et du bed. Une fois que la buse est chaude, essayer l'extrudeur, et si nécessaire, le calibrer avec la méthode habituelle. L'extrudeur ne marchera pas si la buse n'est pas chaude. Si tout ceci fonctionne, vous pouvez lancer une premier impression de test. Là, vous avez les billes pour démarrer et avoir une imprimante fonctionnelle. Dans la section suivante, on couvrira les options de configuration supplémentaires.1 point
-
Bonsoir, Je me permets de solliciter votre aide car j'ai un petit souci depuis quelques temps avec ma Flsun SR (je démarre tout juste dans l'impression 3D.. je l'ai depuis 1 mois). Et une mauvaise manip en serait certainement la cause ... Un morceau d'emballage est resté coincé derrière les vis du système de tension de la courroie. Je n'ai pas trouvé mieux que de desserrer les deux vis du dessous. Aïe.. Ouille.. Quelle erreur je n'avais pas fait là... Depuis, l'imprimante fait des petits bruits de cliquetis par moments, des grincements (comme si les courroies étaient trop tendues) et de légers décalages de couches (voir photo ci-contre). Je ne peux imaginer que ces problèmes ne sont pas dû au fait que j'ai potentiellement modifié un réglage fait en usine. Pour tenter de réparer mes bêtises, voici les réglages effectués les uns après les autres (et répétés par la suite, en vous passant les différents étalonnages plateau), sans que je n'observe d'amélioration : J'ai revissé les 2 vis du bas de chaque système de tension de courroie à la même hauteur (83,7mm) par rapport à la base métallique du bed de l'imprimante. Tension des courroies classique (Tuto de FLSUN) Tension des courroies à 60Hz (Tuto de Dennis Gignac) Calibration Delta G33 (Tuto de Bricol'3D) PID Buse (Tuto de Bricol'3D) PID Plateau (Tuto de Bricol'3D) Étalonnage de l'extrudeur sur 10cm (Tuto de Bricol'3D) Je vous serai très reconnaissant pour vos contributions, quelles qu'elles soient, qui me seront d'une grande aide, Toucan

 0 points
0 points -
Bonjour. En voulant assembler plusieurs impressions, je me suis rendu compte que mon bed est creux, donc la base des pièces est bombé. Le niveau automatique gère pourtant très bien la situation. J'ai envoyé un ticket chez Bambu Lab.
 0 points
0 points