Classement




Contenu populaire
Contenu avec la plus haute réputation dans 27/01/2023 Dans tous les contenus
-
Bonjour fervent maquettiste,l'impression 3D m'a ouvert en grand les portes de l'imagination j'ai conçu et réalisé un quai steampunk-post apocalyptique pour un bateau volant impression réalisée avec mon "ancienne" Anycubic Photon et le final le lien vers l'album complet: https://flic.kr/s/aHBqjzCUj6 voici voilou!10 points
-
Superbe !4 points
-
 A ne surtout pas confondre avec le thermofromage aussi appelé raclette (mais pas à vitres) Sinon, comme d'habitude c'est superbe4 points
A ne surtout pas confondre avec le thermofromage aussi appelé raclette (mais pas à vitres) Sinon, comme d'habitude c'est superbe4 points -
Vu la qualité de certains Benchy, va y avoir des crises cardiaques Je rêve que la prochaine technologie d'impression 3D soit déjà là, car on n'ira pas beaucoup plus loin avec les technologies actuelles.4 points
-
Bonjour, Voici encore une voiture Italienne la FERRARIE F40 La F40 a été fabriquée pour célébrer le 40ème anniversaire de Ferrari. C’est une berlinette très rapide, dessinée par Pininfarina et principalement composée de matériaux composites. Son train de roulement très sophistiqué, ses grandes performances, et son châssis de première classe lui permettent de grandes prouesses dynamiques, proches de celles d’une voiture de course. Modèle en construction retardé par manque de fournitures ! Le train arrière équipé d'un moteur est en cours de montage et tests divers a+4 points
-
Sujet mis a jours. Bonne lecture.
 3 points
3 points -
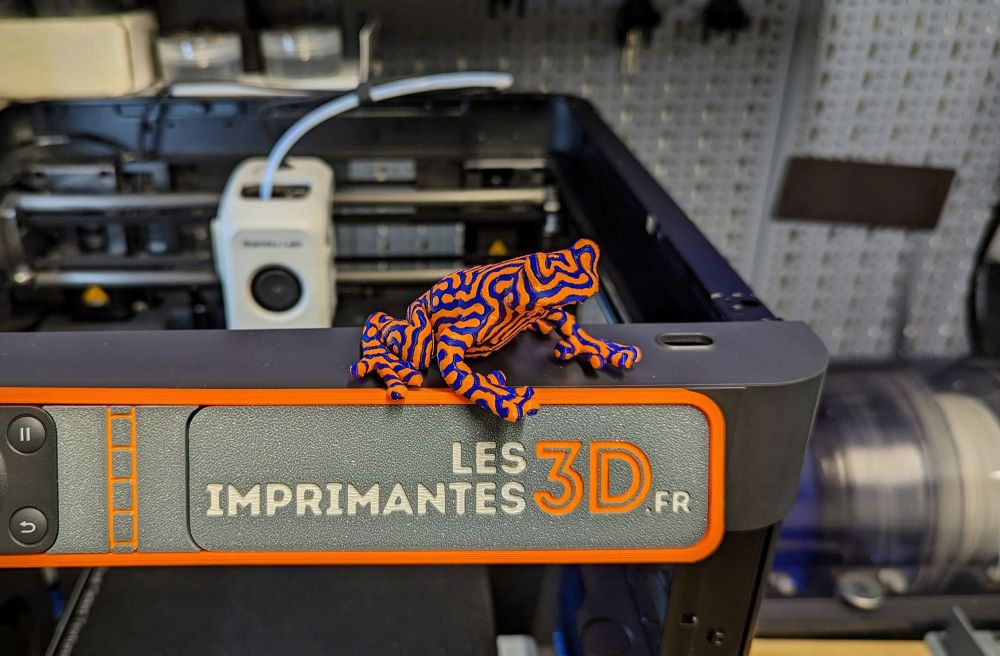
7 heures de print et un paquet de changements de filaments plus tard, le splitter a bien fait son taff et la grenouille a pris vie
 3 points
3 points -
Que penser de toute cette agitation autour de "l'intelligence artificielle" ? D'abord, sur le principe il n'y a rien de nouveau. Les réseaux de neurones, algorithmes génétiques, la logique floue, les systèmes experts existent depuis des décennies. Au début des années 2000, j'avais moi même utilisé un algorithme génétique qui donnait "presque miraculeusement" rapidement de bons résultats à un problème d'optimisation. Aujourd'hui, nous avons juste à disposition : - des ordinateurs beaucoup plus rapides avec beaucoup plus de mémoire - beaucoup de données exploitables facilement et directement, grâce (ou à cause) de l'usage de l'informatique dans la vie quotidienne et professionnelle. Les résultats sont impressionnants, notamment grâce à la façon dont ils sont présentés : langage "naturel", synthèse vocale de bonne qualité, avatars en 3D voire vidéos réalistes. Il faut garder la tête froide : ces dispositifs ne "réfléchissent" et ne "comprennent" pas du tout. Ce sont des boites noires, qui arrivent à sortir rapidement un résultat connu depuis les données dont ils disposent. Ils sont similaires à une grande encyclopédie : une étagère complète de livres épais qui "connaissent" toutes les définitions, toutes les biographies, tous les faits historiques... pourtant personne ne va trouver une encyclopédie "intelligente". Cette "intelligence artificielle" peut se planter de façon totalement imprévisible, comme le montrent les expérimentations sur la conduite autonome des voitures dans un milieu ouvert. De plus, elle ne semblent pas pouvoir inventer des choses réellement nouvelles - attention, la grande quantité de données dont elles disposent peuvent laisser croire le contraire, car les capacités des datacenters actuels dépassent les capacités de mémorisations du commun des mortels. Si une IA vous donne l'impression d'avoir fait quelque chose de nouveau, c'est probablement parce qu'elle a des données sur quelque chose que vous ne connaissez pas, ce qui vous laisse croire que c'est nouveau. En fait c'est ça la véritable leçon de l'histoire : aujourd'hui, l'humanité a accumulé tellement de connaissances sur tellement de sujets qu'il est impossible pour quelqu'un de tout savoir. Même si vous êtes touche-à-tout, que vous lisez beaucoup de livres et écoutez beaucoup de musique, à la fin de votre vie vous n'aurez vu, entendu et compris qu'une toute petite partie de ce qui a été dit ou écrit...3 points
-
Je rêve d'être encore capable de concevoir et d'imprimer des projets dans 20 ans (c'est à dire à 85 ans).3 points
-
.jpg.f4e326ee02b2c5b99b97448c5a4e7374.jpg)
From the album: Impressions de vap38
2 points -
Notre nouveau récap de la semaine d'impression 3D avec la Prusa XL, Ultimaker S7, des chaussures design , de l'automobile avec @djvs (topic) et une mosquée imprimée en 3D ️ https://www.lesimprimantes3d.fr/semaine-impression-3d-368-20230127/2 points
-
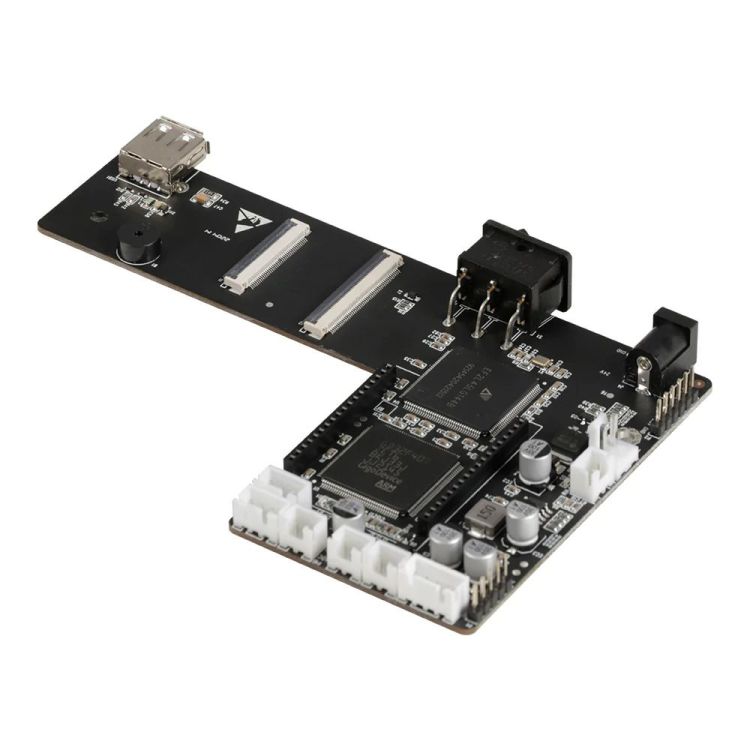
Salut Les connecteurs de la marque JST XH... ont un pas de 2,50mm Là, ça doit être un JST GHR-02V-S qui lui est au pas de 1,25mm2 points
-
Impressionnant travail de "Post-traitement" et bonne idée le détournement du morceau de lampe à huile2 points
-
Je pense que ce lien est intéressant pour les prochaines évolutions de ton simulateur. https://dofreality.com/?gc_id=18778446936&h_ad_id=631968481593&gclid=EAIaIQobChMIrK2k6IHj_AIVl9FRCh3fvQ2bEAEYASAAEgJX3fD_BwE2 points
-
你好, 2023 年新年快乐。 兰博基尼是一款意大利车型,Aventador的设计超越了性能概念,立即在超级跑车领域树立了标杆,走在了未来汽车的前面。 一个已经成为传奇的超级跑车家族。 祝你有美好的一天 Oui la réalisation est en 3D Concept SIEMENS de M.Paul MIRONOV sur Fichier STL Lamborghini Aventador édition tout-terrain・Modèle imprimable en 3D à télécharger・Cults (cults3d.com)2 points
-
From the album: Impressions de vap38
2 points -
Je dirais la démocratisation de l'impression multibuse / multimatériaux (imprimer en plusieurs couleurs ou matériaux avec différents diamètres de buse) Je voudrais aussi une machine de smoothing abordable, et pour différents matériaux Aussi, une nouvelle sorte d'impression 3D (donc ni FDM ni SLA ni poudre) Ou la démocratisation d'une technique actuellement hors de prix (poudre métallique) Et... un peu comme l'a dit @divers : que dans 20 ans la société ne se soit pas cassée la gueule et que je soit encore en bonne santé et capable de bricoler plein de choses2 points
-
Salut, Perso j'utilise le Y ultra simple ou il suffit d'enfoncer le ptfe. En 2 mois d'utilisation je n'ai eu qu'un souci. Il y a 1 semaine le ptfe qui vient de l'AMS est sorti. C'etait au debut de l'impression au moment ou l'AMS pousse le filament jusqu'a l'extruder. Ca a sorti pas mal de filament avant que je me rende compte qu'il y a vait un probleme. Je me demande si la machine aurait fini par detecter le probleme...juste eu besoin d'activer le reload et tout est rentre dans l'ordre. Je garde la 2eme entre du Y branchee sur une drybox avec un rouleur de TPU dedans. J'ai rien change a l'install car c'est vraiment a ce moment precis que ca peut foire et le risque est pas enorme. Cdt SoM2 points
-
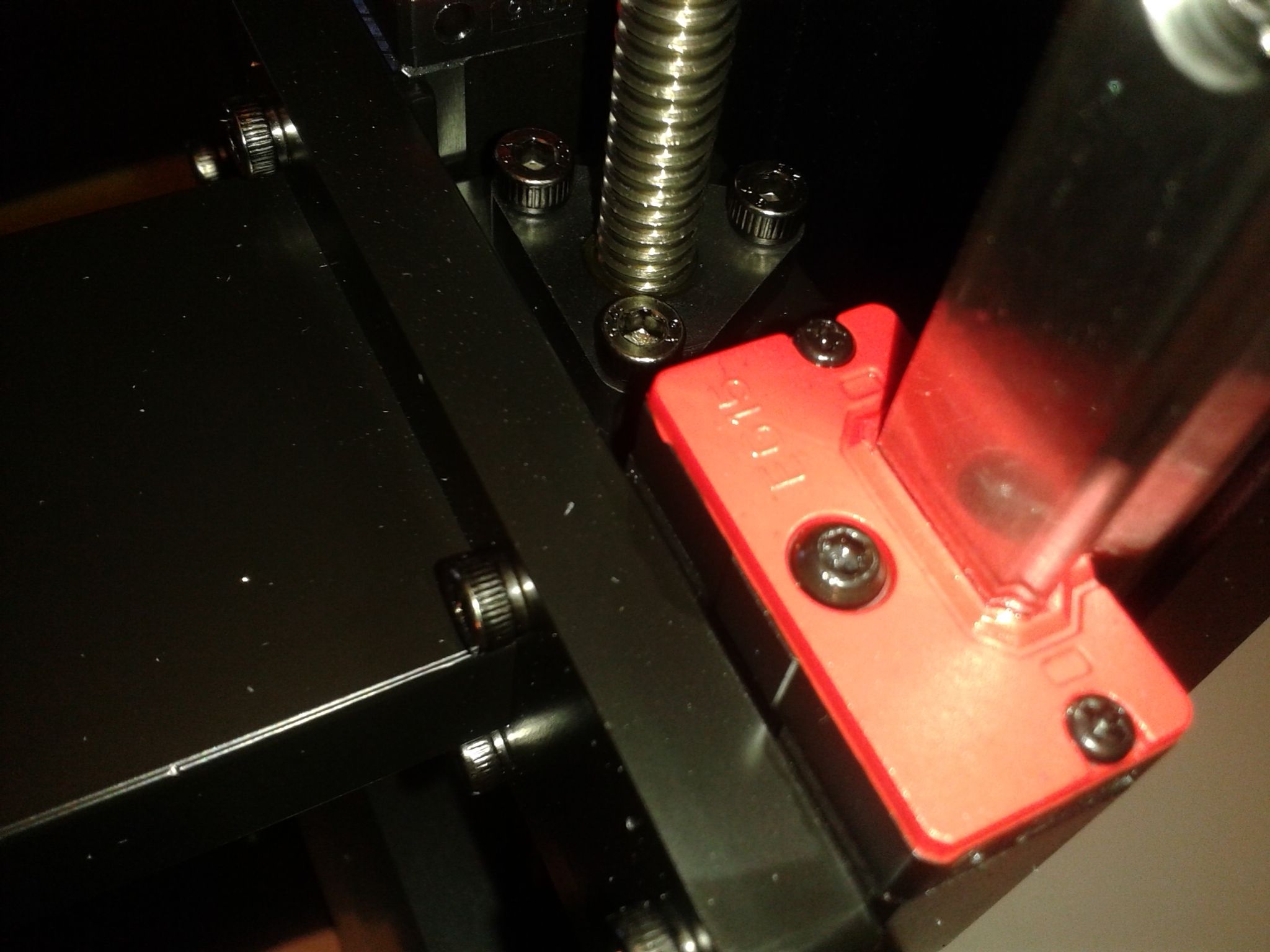
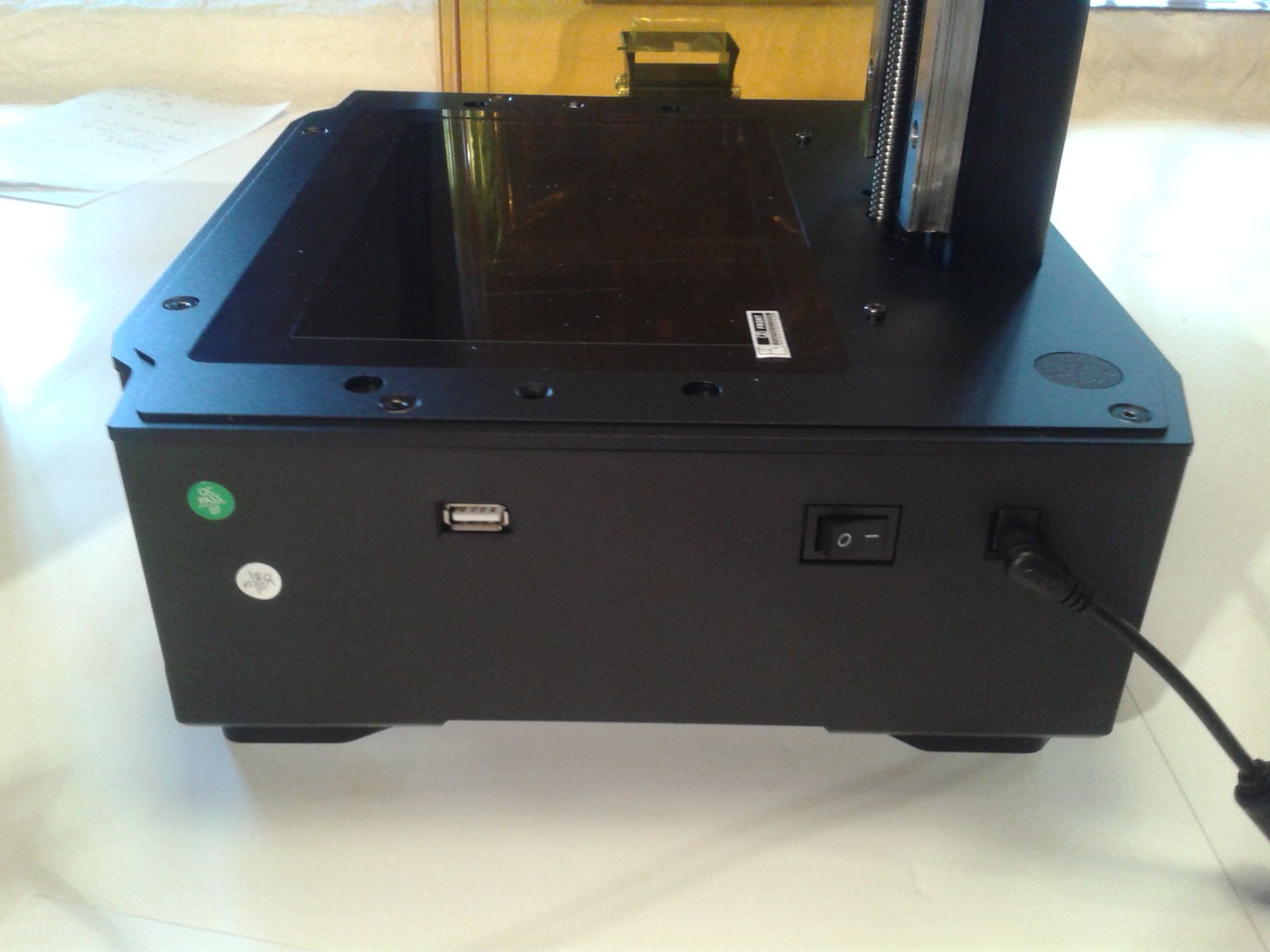
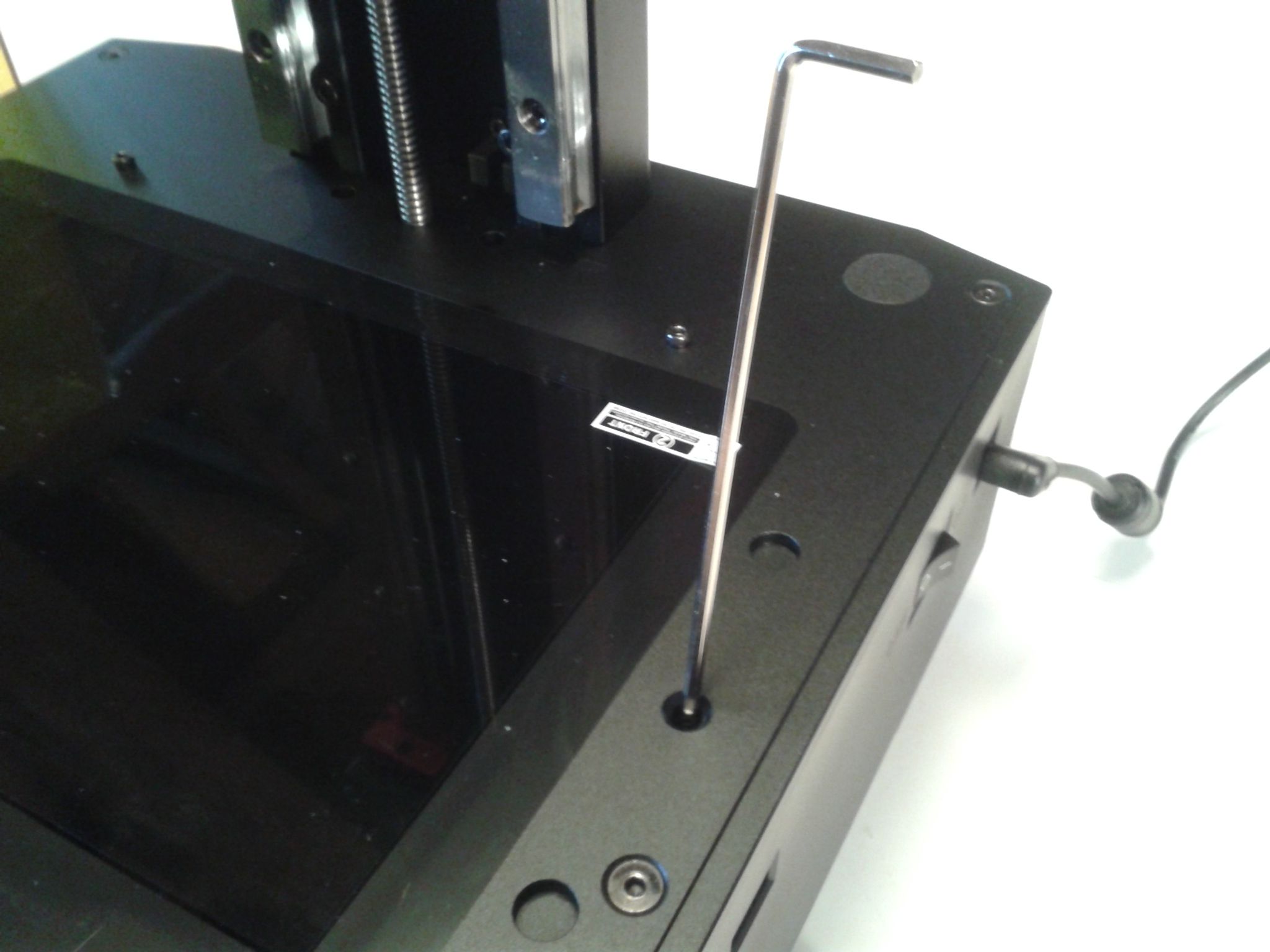
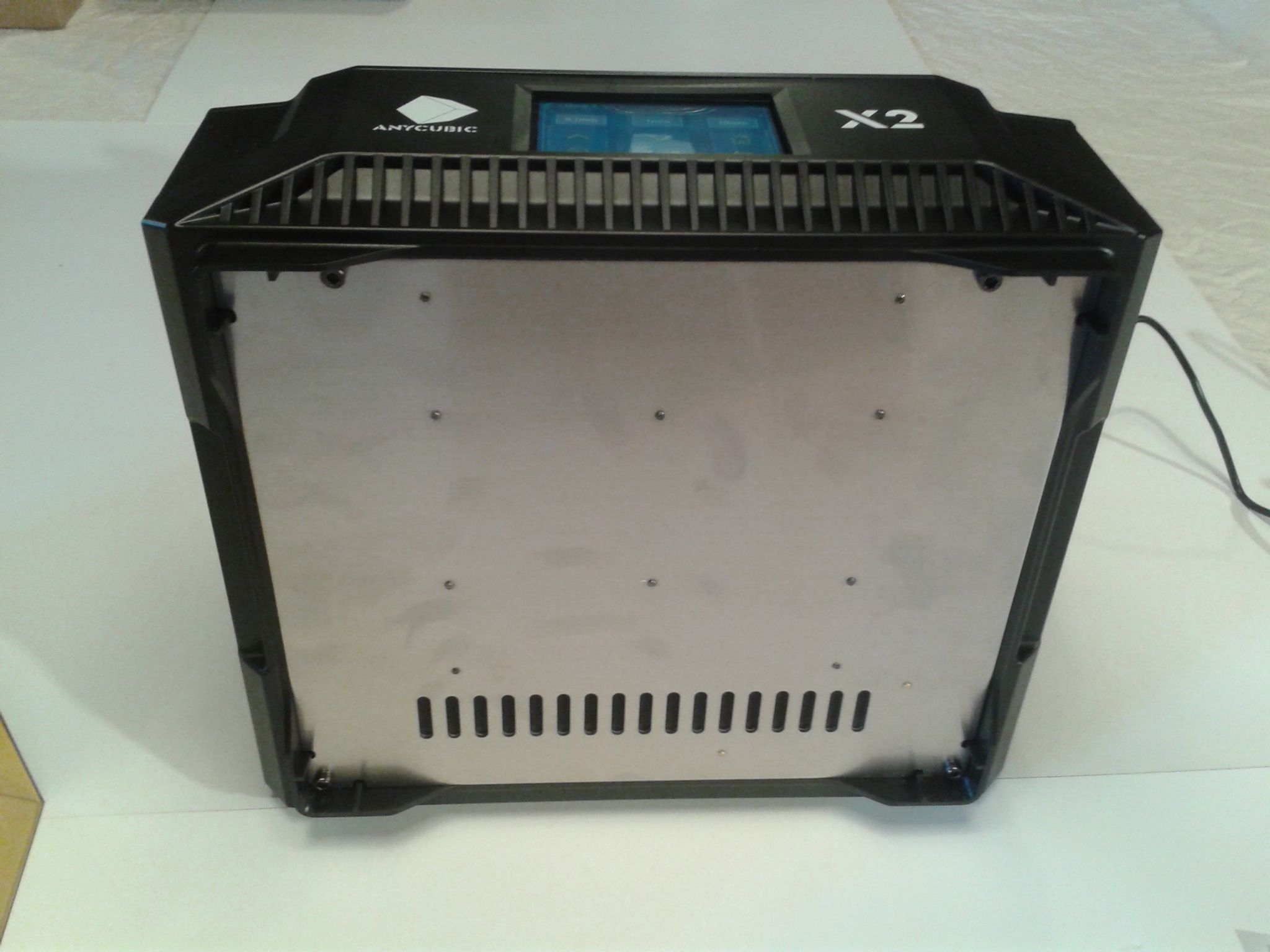
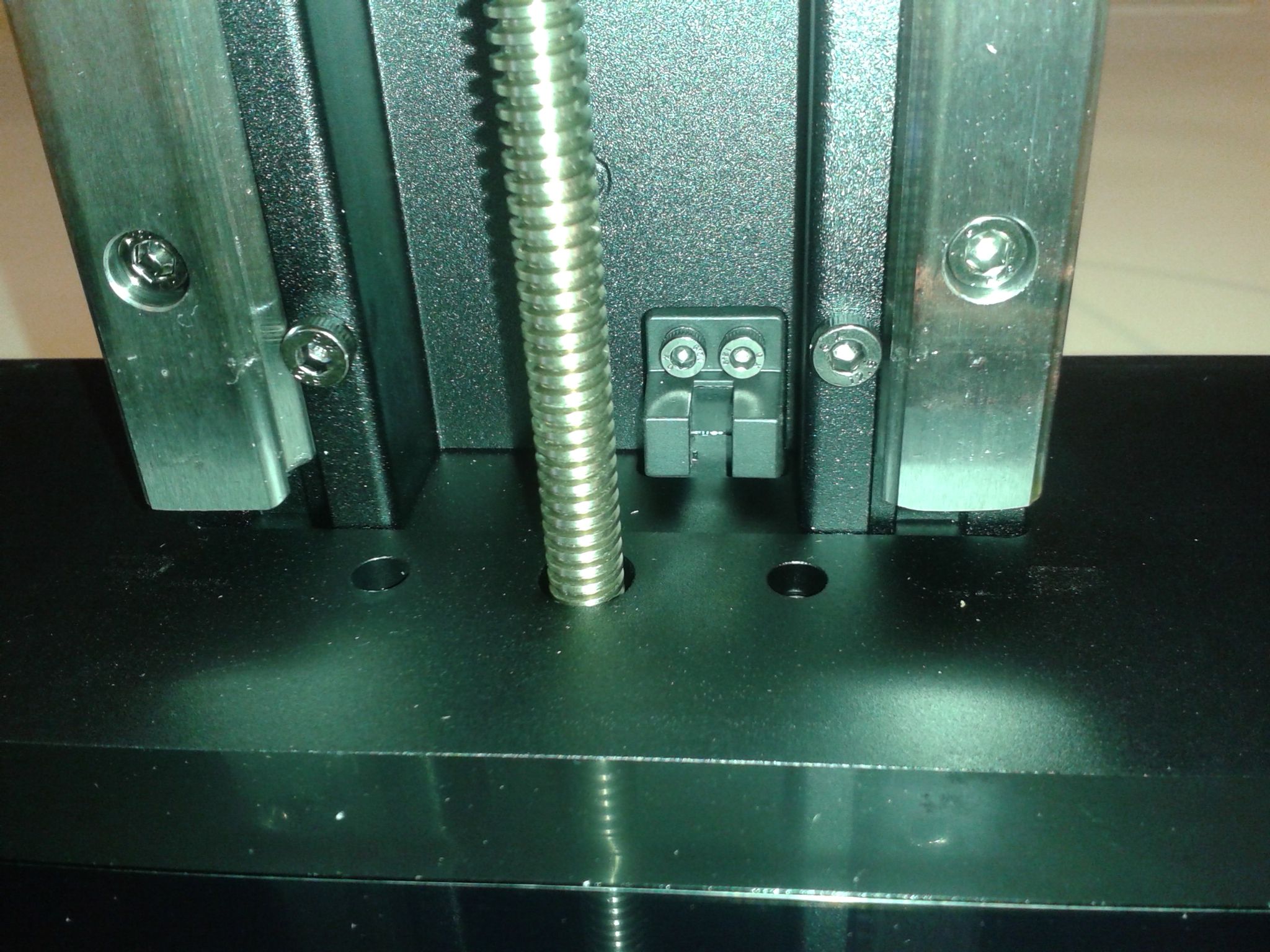
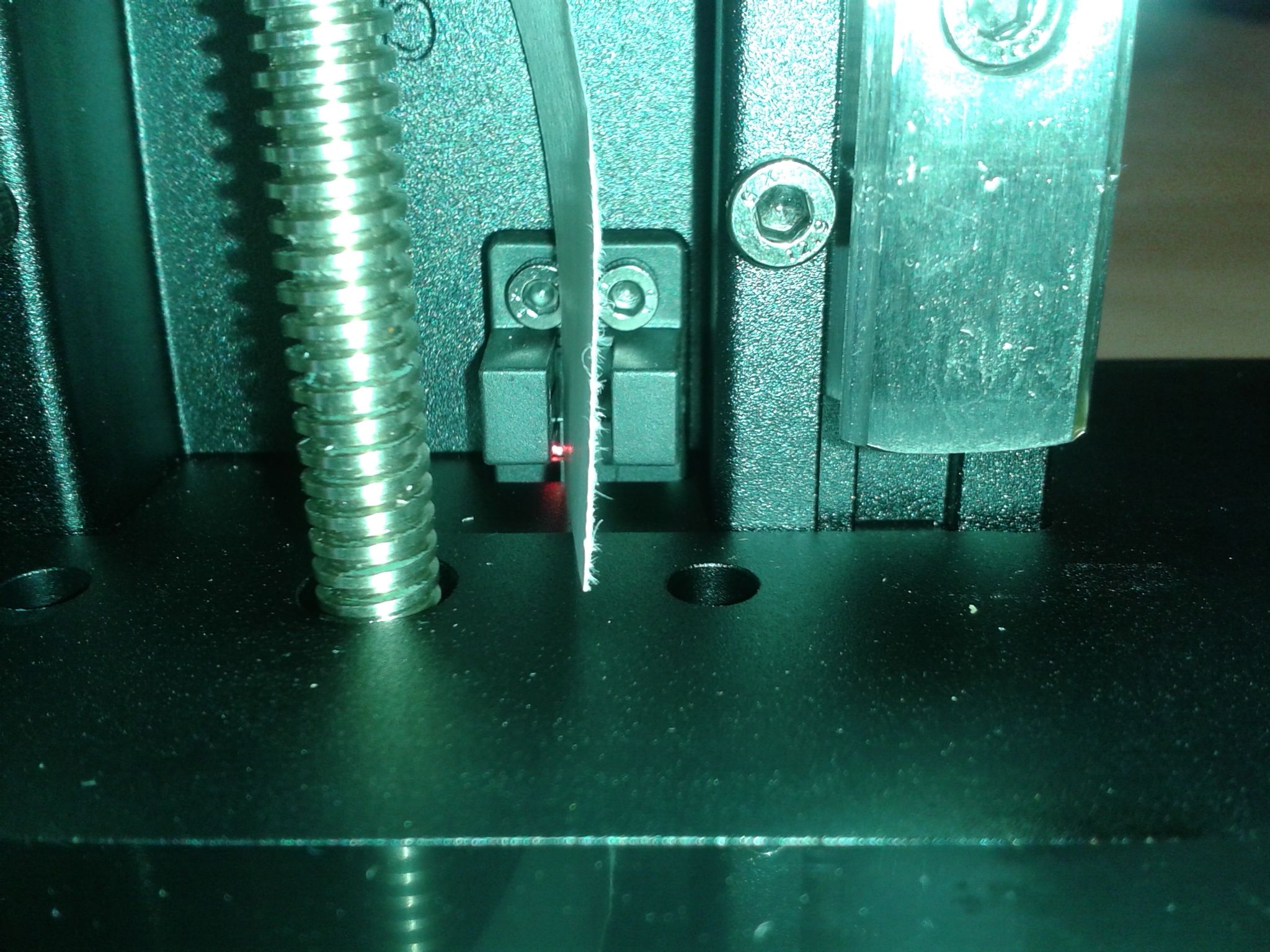
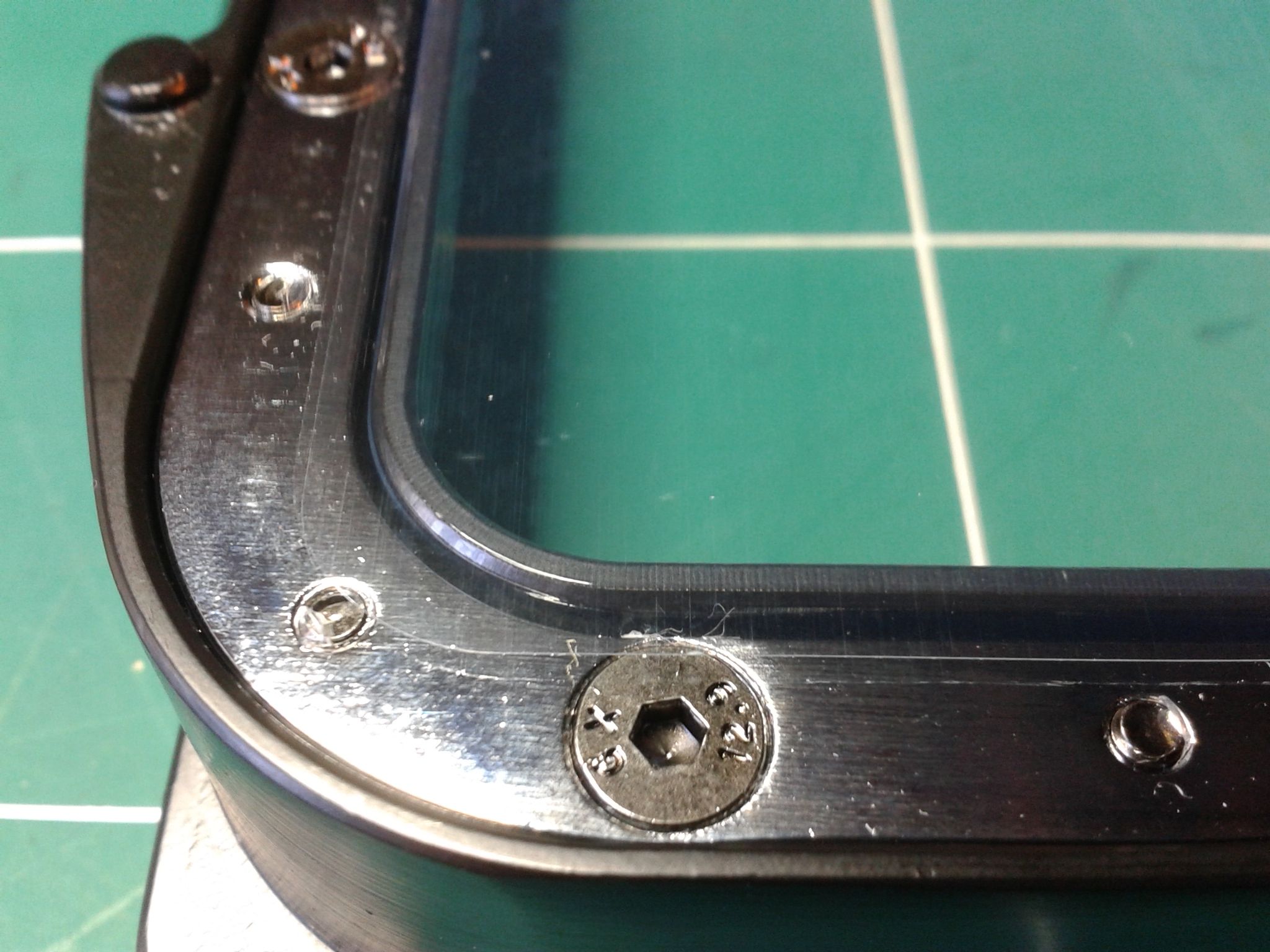
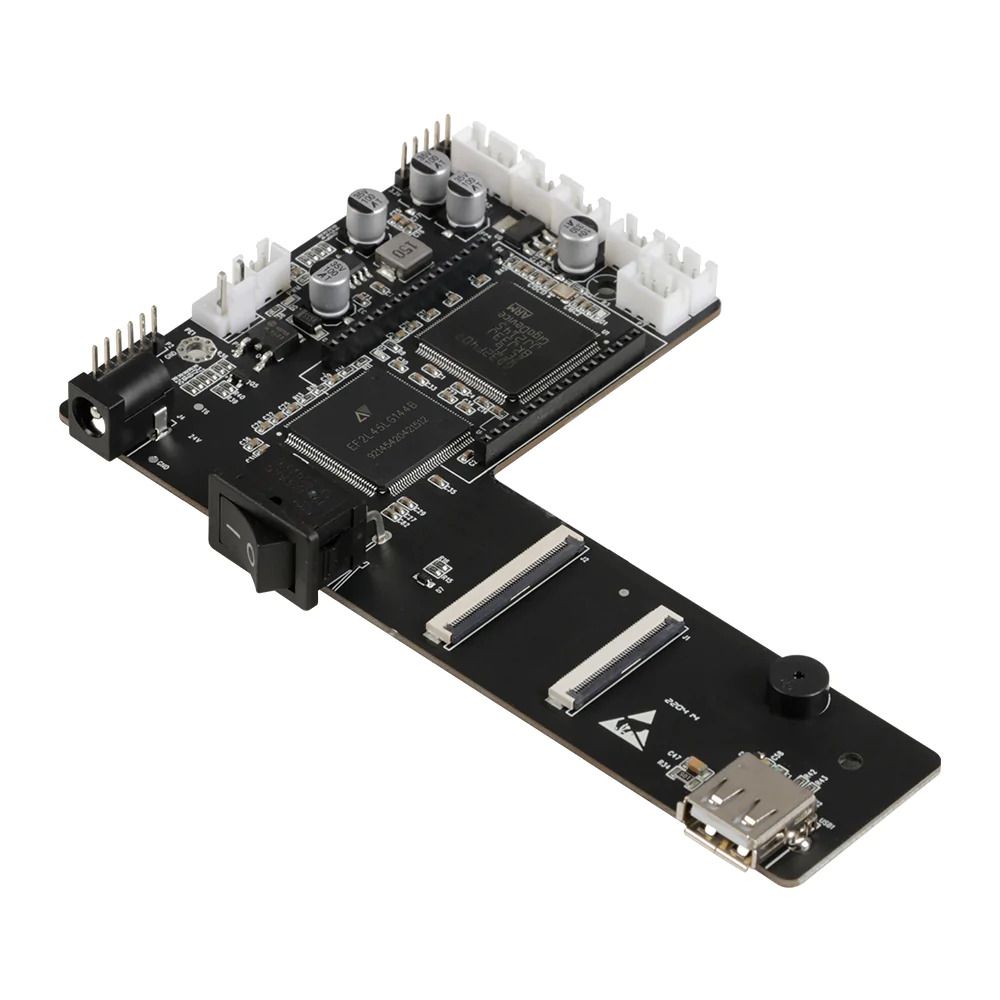
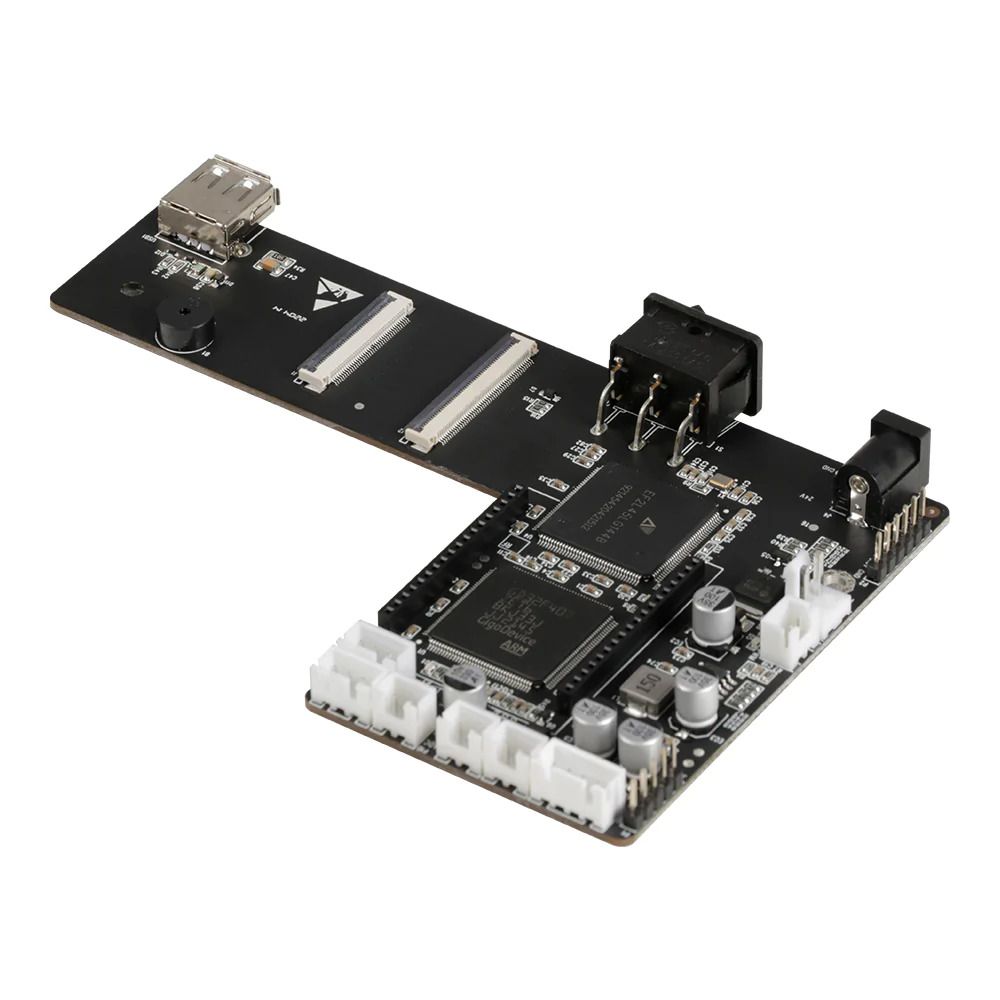
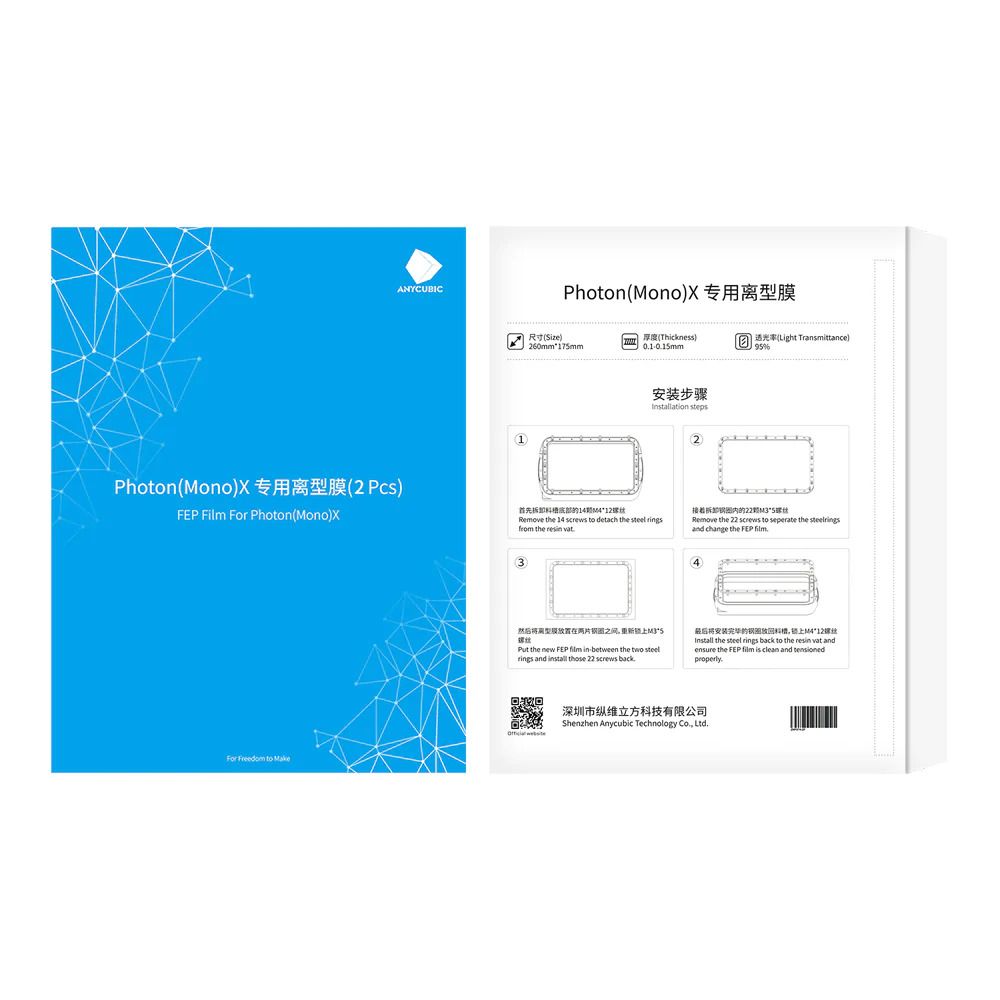
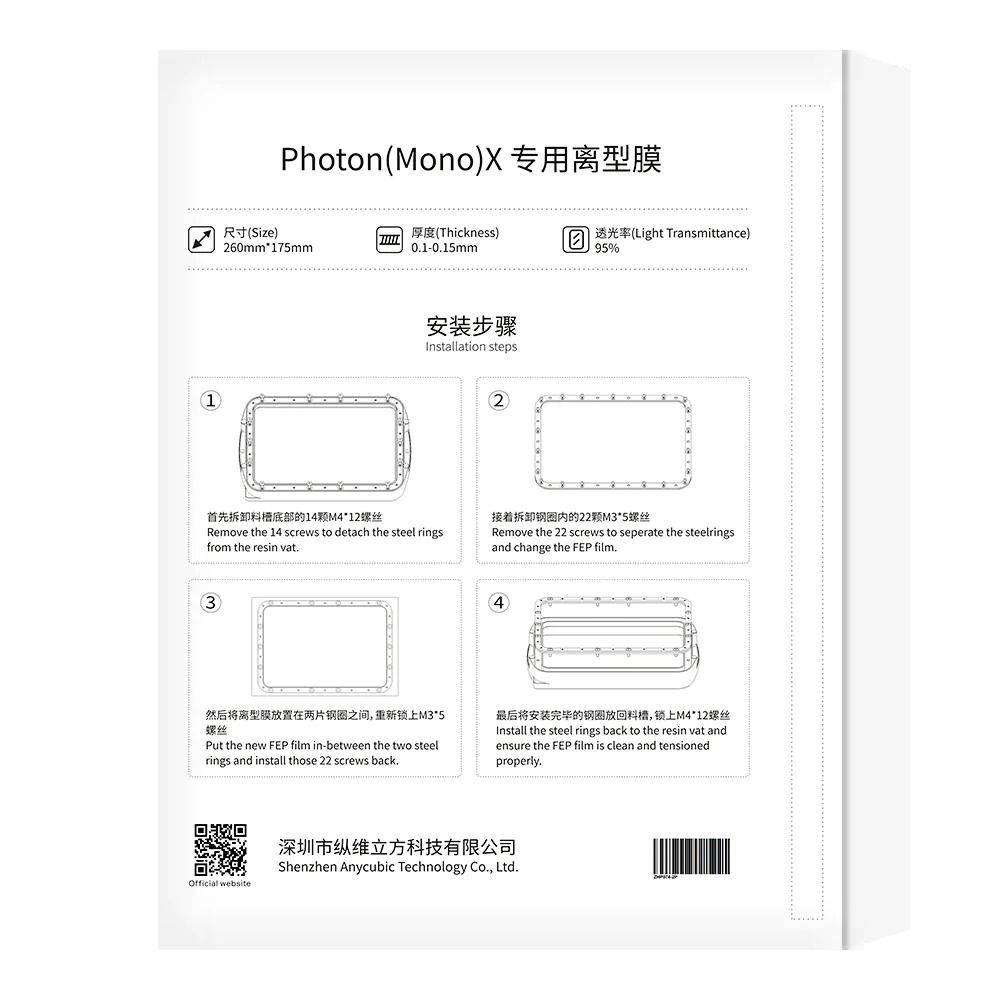
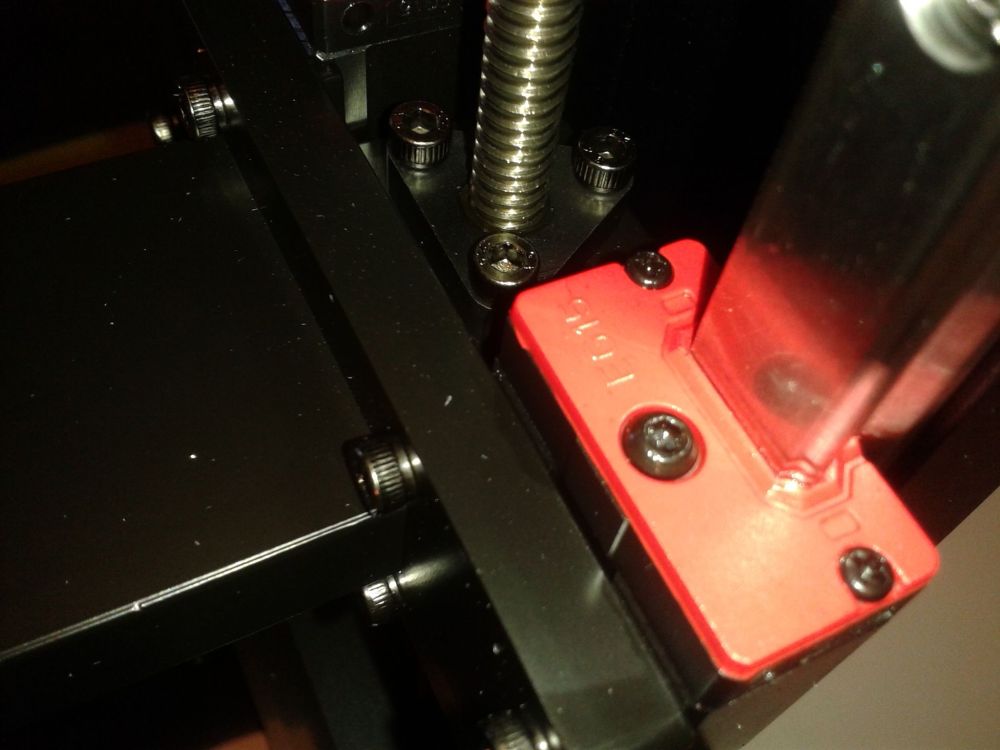
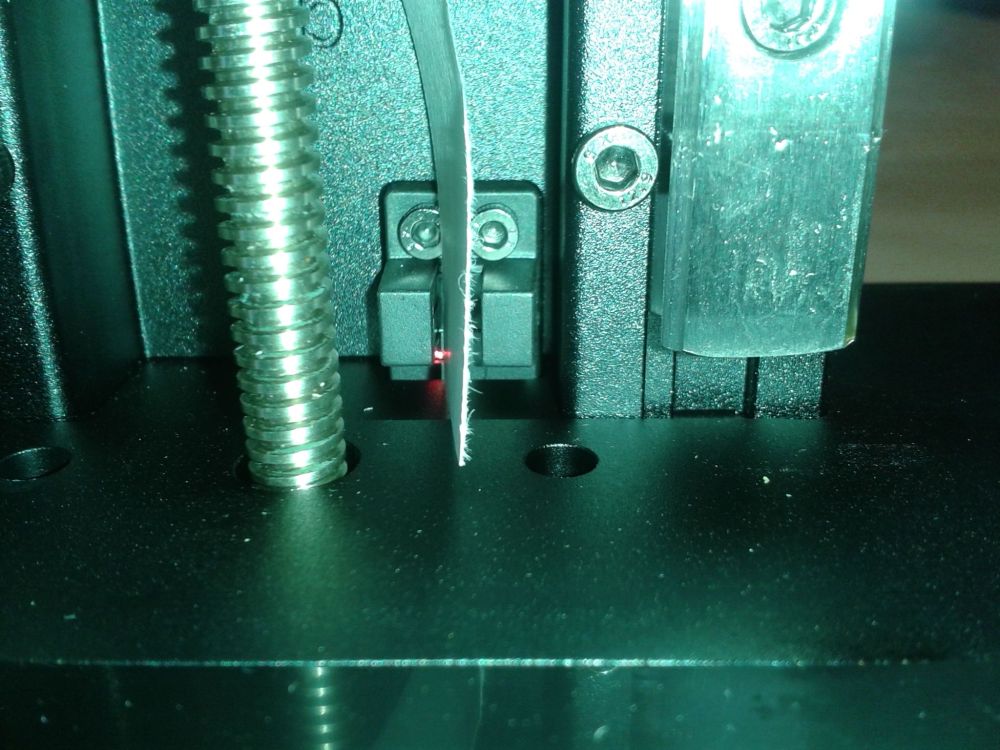
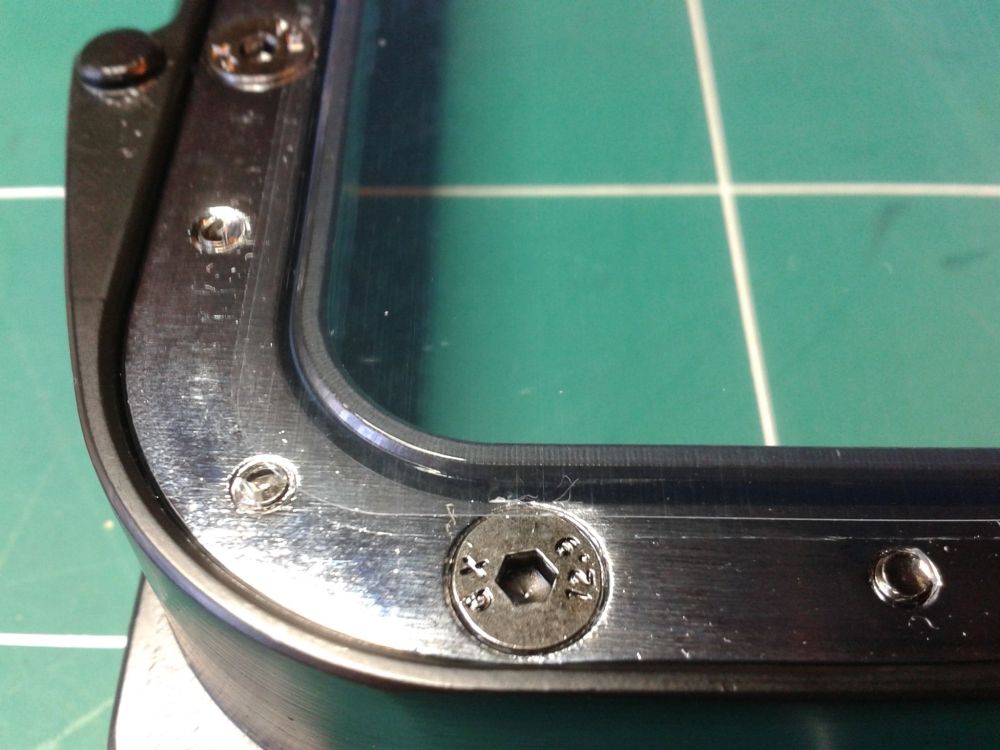
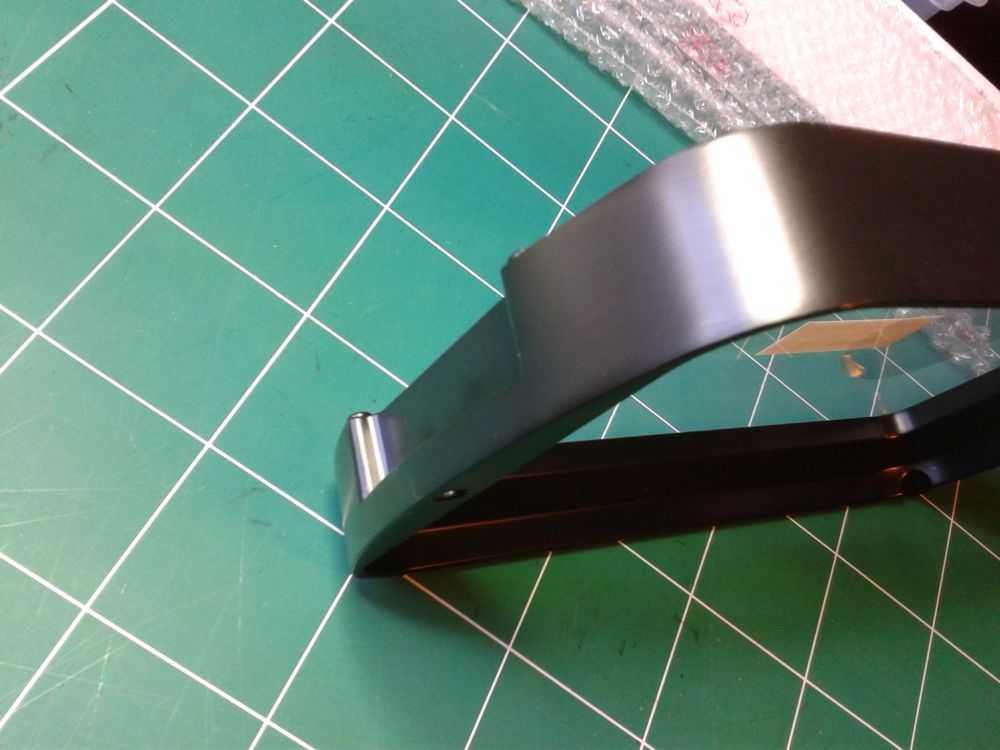
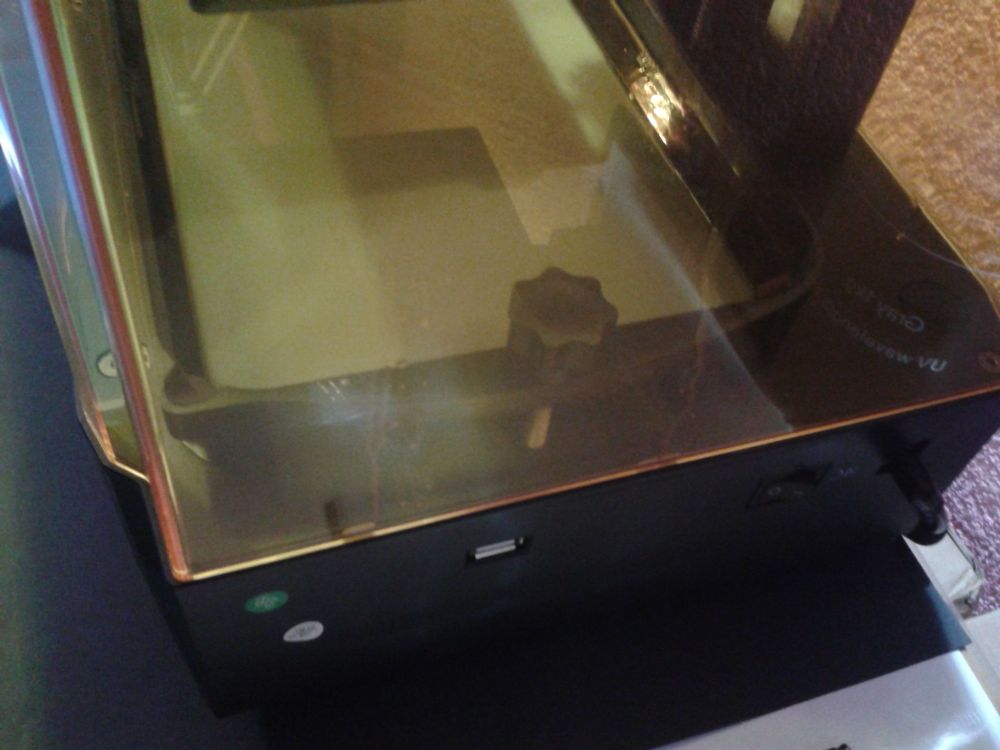
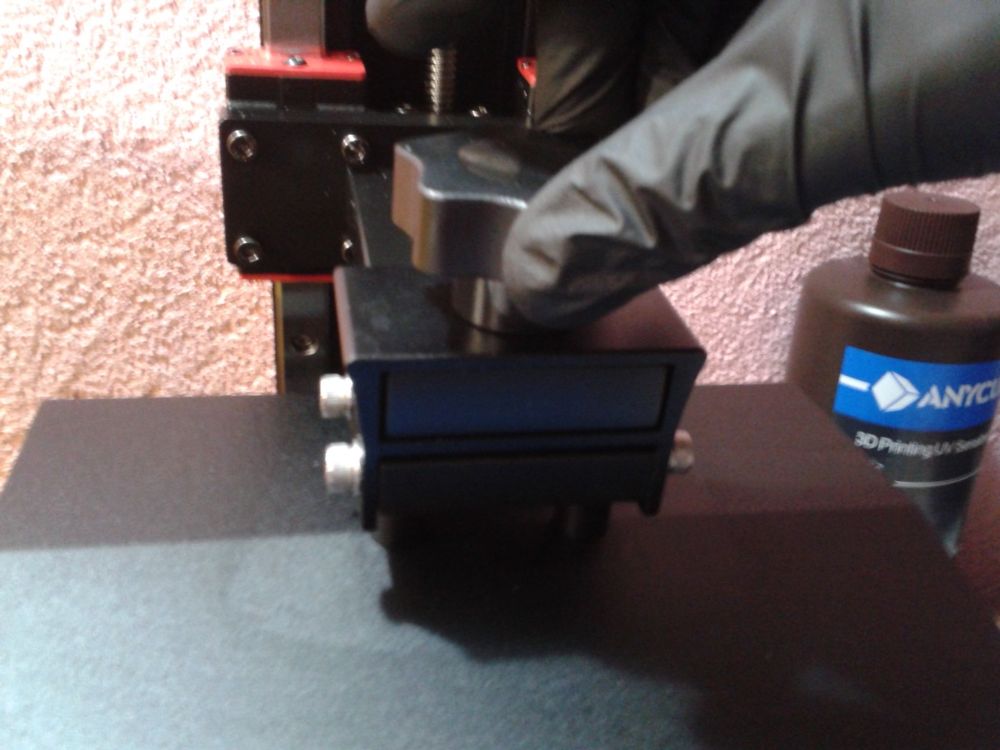
Détails matériel Arrière gauche, sur le capot, une ouverture pour un passage de fils ? Les rails linéaires et la tige filetées de l'axe Z ( butée physique en haut, enlever les deux vis qui maintienne le cache plastique pour ne pas bloquer le déplacement et ainsi libérer le support du plateau des railles et de la tige fileté lors par exemple d'un entretien de nettoyage et de lubrification ) Le capteur a faisceau optique de fin de course Z, l’élément qui déclenche le capteur de fin de course (opaque qui vient couper le faisceau optique lors d'un Home), LED témoin rouge quand le faisceau optique est coupé (ici par un morceau de papier). Vue du dessous (je n'ai pas osé ouvrir pour le moment, présence de "filtres" poussières sur les ouvertures d'aération et de ventilation) Pour les curieux, une vidéo, de comment changer l’écran LCD de masquage, donne une aperçu rapide. Les ouvertures pour les vis de maintiens du VAT (bac de résine) semble donner directement dans la machine et il n'y a pas de "digue" donc attention en cas de fuite de résine nettoyer la résine avant de retirer les vis de maintien du VAT afin de ne pas y faire couler de la résine ( coté droit il semble y avoir une buté de protection plastique, car juste en dessous il doit y avoir la carte mère ... ) Le VAT (bac de résine) avec un cadre en métal qui maintien une feuille de FEP (et non un cadre en plastique collé sur un FEP comme sur la M3 simple ou la Ultra. Plus long et fastidieux a changer mais permet d'utiliser d'autre fournisseur de FEP/nFEP(PFA)/ACF ) La résonances (de tension du FEP d’origine) mesuré semble être de 381 Hz (mais 281 Hz semble aussi présent et presque aussi fort ... mesure a refaire) Extraites du site d'anycubic pour les composants (les "Addons" sur la fiche produit) de la Photon Mono X2 (de anycubic.com)


































 2 points
2 points -
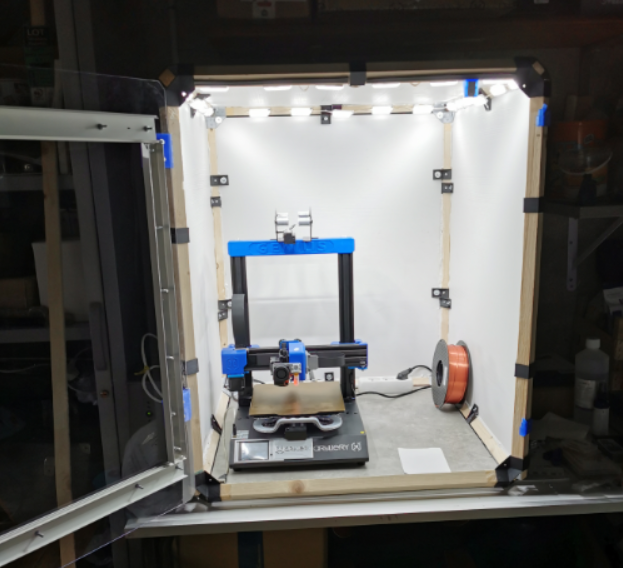
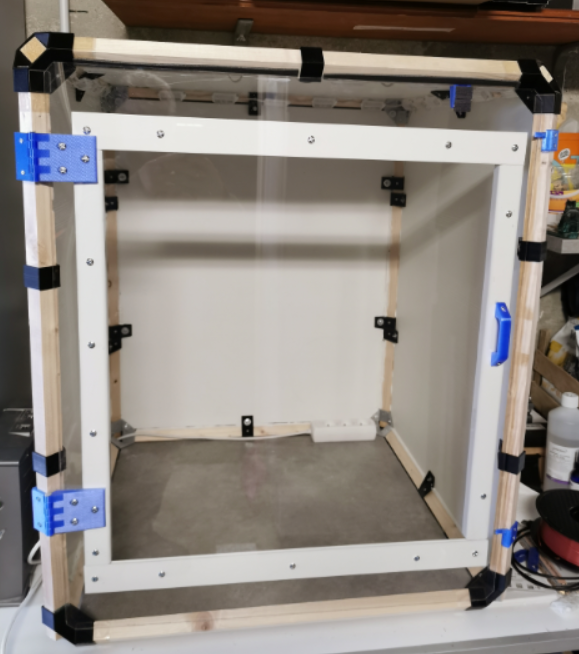
Hello j'ouvre ce nouveau sujet car ici il ne s'agit pas de modification directe sur ma Genius, mais de la réalisation d'un caisson d'impression 3D. Définition du projet : Réaliser un caisson XXL pour recevoir une imprimante jusque 400x400x450 Dépenser le moins d'argent possible Utiliser quand je le peu des matériaux de récupérations (recyclage autant que possible) concevoir les pièces d'assemble avec la Genius M'amuser a le réaliser Verdict je pense que mon objectif a été atteint avec succès . Coût total du caisson de dimension 660mm x 660mm x 820mm 48€ visseries comprises. Voici le résultat final (actuel, des petits ajouts sont en réflexion). Alors rentrons un peux dans les détails. Je n'avais pas de tasseau convenable et droit j'ai donc acheté des tasseau de 27 en magasin 20€ les 6 j'en ai utilise 5, la structure tien grâce a jonction P imprimer a partir de PLA Eryone ou BasicFil Noir que j'avais. Ce qui donne le squelette du caisson, utilisation de Jonction de support intermédiaire pour le maintient des panneaux latéraux, arrière et dessus. Voici le début la structure assemblé, le panneau arrière couper et mis en place pour vérifier le principe. Pour les panneaux d'habillage j'ai récupérer des panneaux de 2,5m x 1,5m de MDF stratifié Blanc utilisé pour le cloisonnement des espaces de bureau, ces dernières était bonne état et jeter par un entreprise que je connais. (Cerise sur le gâteau étant stratifié blanc cela renforce l'éclairage), j'ai donc habillé l'arrière les côtés et le dessus avec ce matériel de récupération. Je souhaitais intégrer un éclairage dans le caisson, toujours dans l'idée de recycler autant que possible j'avais récupérer un bandeau LED professionnel qui était utilisé dans des meuble publicitaire de présentation de produit, Bandeau Led chaque lumière est équipé de 8 led interne, d'un module de contrôle de la luminosité et d'une alimentation professionnel pouvant alimenté jusque 100w watt de LED. Parfait voici un éclairage a remettre en état qui aura coûté 0€ . L'éclairage et l'habillage du caisson était donc fait. Me restait donc le dessous (socle) du caisson et la pareil j'avais récupérer un morceau de plan de travail de cuisine gris en mélaminé de 5cm qui m'aura rien coûté et qui aura été parfait, et donc restait que la porte. La porte j'aurai j'avais la possibilité de récupérer un verre de douche mais n'ayant pas de matériel pour couper le verre et de connaissance avec ce type d'équipement, et cherchant a effectué une porte transparente, je me suis résigné a acheter un morceau de polystyrène transparent de 2,5mm d'épaisseur a 20€ pour 1mx1m, 5mm d'épaisseur aurais été idéale car plus rigide mais presque 50€ de morceau non. Je vous rappel que l'idée était le moins de dépense possible, et bien pas de soucis découpe de la la porte avec un cutter thermique artisanal réaliser a partir d'un fer a souder d'électricien une visse et une lame de cutter, et renfort de la porte via des plainte d'aluminium récupérer elles aussi ceci m'a permit de rigidifier la porte. Impression en PETG Bleu de charnière solide, d'une poignet et de petit loquet adapter pour les tasseaux de 27 et le montage du caisson via Jonction-P j'ai concu ces petits loquet sous fusion 360. Et voici donc le résultat final, pour limite les courant d'air et autre j'ai fait un joint silicone sur l'ensemble des jointure entre les panneau et l'armature.


 1 point
1 point -
La méthode bourrin, y'a qu'ça d'vrai ...1 point
-
Merci beaucoup je vient de réussir , j'en pouvais plus ça faisait 1h merci Je vous souhaite une très bonne soirée et merci encore !1 point
-
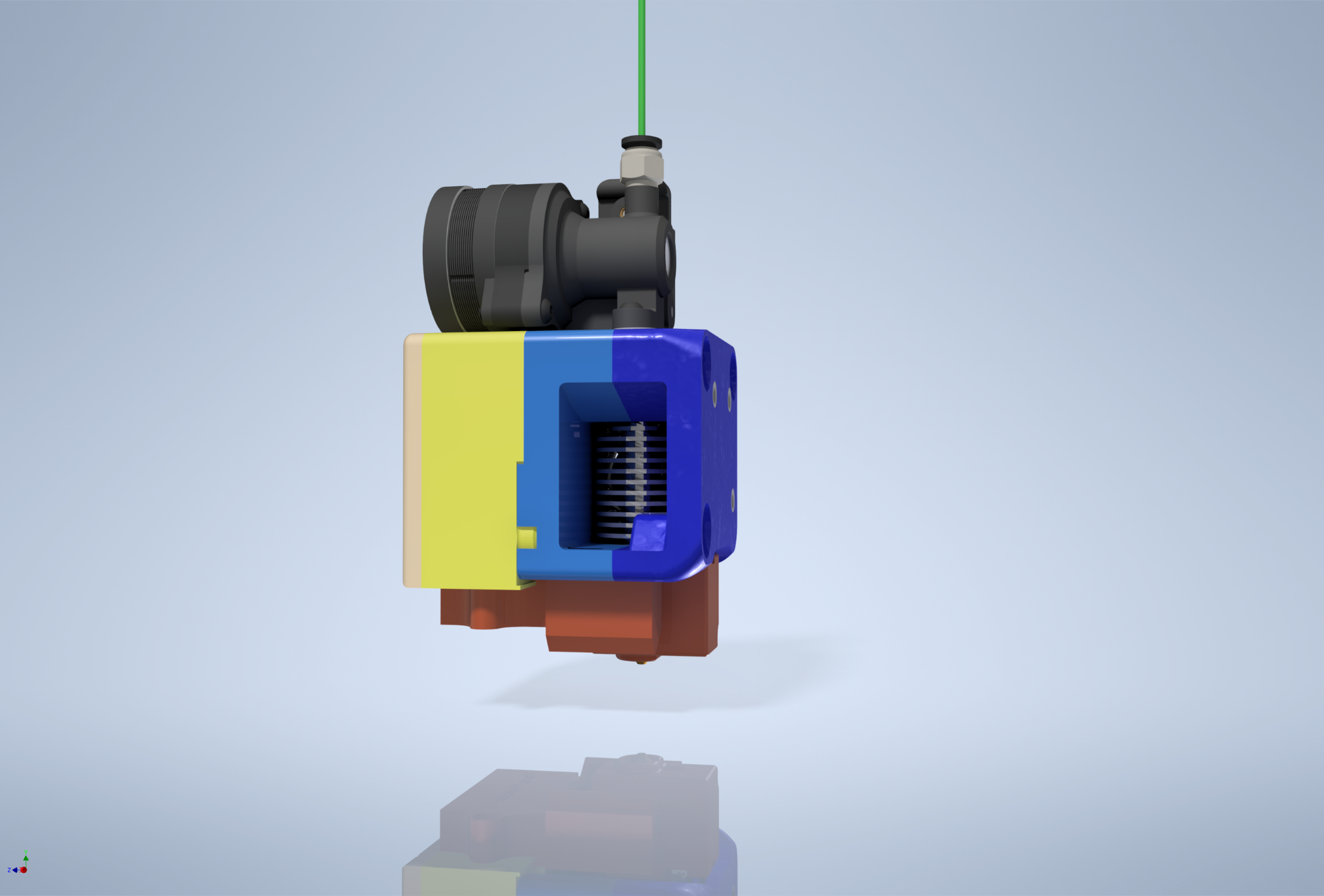
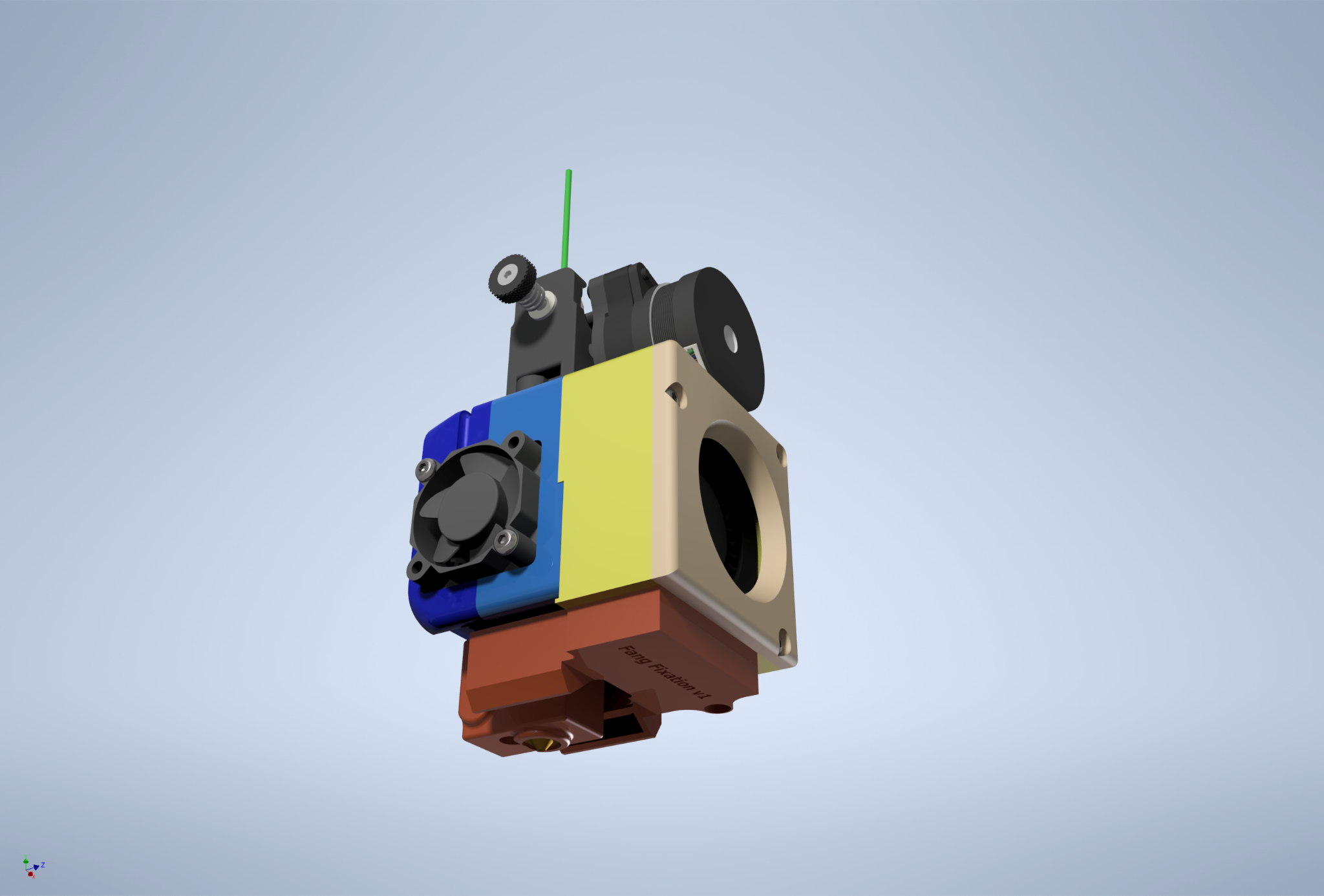
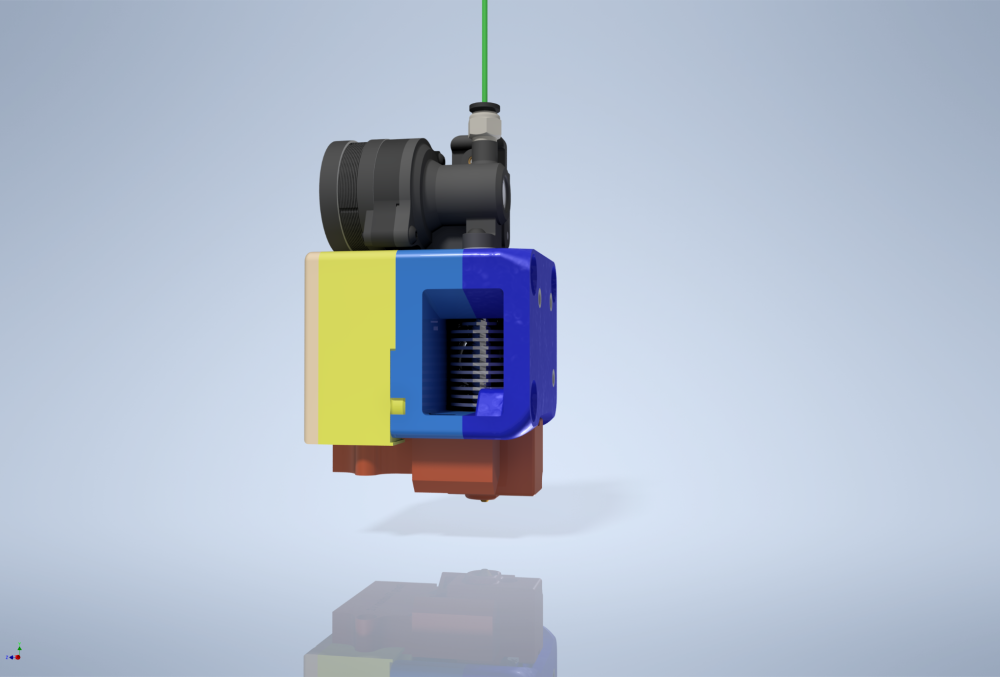
Le nouveau support pour e3d Volcano qui pèse 208g (sans extrudeur Orbiter 150g) contre 279g pour l'ancien montage, et bien moins compact. Le support arrière (jaune et beige) est commun aux 2 support, ainsi que le "fang" qui reste solidaire de ce support arrière. L'ensemble de "Print cooling fan" est fixé par aimants. Il n'y aura toujours que les 2 vis de fixation de l'Orbiter à desserrer pour un changement d'outil. Ce nouveau montage, toujours compatible avec l'Artist-D modifiée, me fait perdre 10.5 mm sur l'axe Y de la JGMaker, donc inférieur à 300mm (à mesurer exactement). Sur la future hybride CRIDEX (nom déposé ) il n'y aura pas ce problème, puisque j'ai du surplus sur l'axe Y !
 1 point
1 point -
Haha carrément parce que j'avais survolé ça avant de poser ma question c*n
 1 point
1 point -
Salut, DSL mais je partage sont point de vu 100% et je dirais même plus quitte à passer pour un méchant: Rien que là déjà il y a un problème, un prix ne se fixe pas au pifomètre, que ce soit pour de l'impression ou tout autre travail, les prix ne sont pas choisi par simple déduction, ne serait ce que le tarif horaire en prestation de service, à lui seul ce n'est pas une simple addition de 2 chiffres. Estimation large, perso à ce prix là j'arrête l'impression 3D ou je change de machine. Ensuite, la livraison est généralement jamais incluse dans un tarif et pour finir comparer un auto-entrepreneur avec une société n'a aucun sens surtout avec le détail des 70% que tu donne dans le message suivant... Pour faire simple j'ai un peu l'impression que ta réponse était entièrement "(à la louche)".1 point
-
Ca ressemble à du JST XH1 point
-
Je n'ai pas pris les temps de les régler non plus mais oui on peut les optimiser, parfois je m'amuse à regarder ce qu'elle fait en changeant de filament et je pleure en voyant tout ce qui est purgé inutilement Je me demande pareil pour la tour de purge, mais je crois qu'elle s'arrête de chauffer avant de nettoyer la buse, donc je suppose que la tour sert à remettre correctement en pression l'extrudeur après la remontée en température pour attaquer la couche à imprimer et éviter un éventuel manque de filament.1 point
-
Tu me flingues le moral, je pensais qu'en mettant une A.I. sur mon siège à ma place, j'allais pouvoir prendre des vacances.1 point
-
Tu as une façon de voir les choses bien à toi. Je ne pense pas que soit le bon forum pour parler fiscalité des entreprises.1 point
-
J'imprime les empreintes male et femelle en ABS avec un traitement de surface avec de la vapeur acétone. la surface doit être sans défaut et brillante. Après il suffit de presser le film plastique à la bonne température et laisser refroidir. En fait c'est du thermoformage1 point
-
Salut Jef, Je réalise une empreinte positive et négative pour insérer entre les deux empreintes un film plexi transparent préchauffé à environ à 70°. je ferme rapidement le tout pour obtenir un thermoformage. Il est important de conserver le film de protection du plexi en épaisseur 0.4mm afin d'éviter des marques résiduelles.1 point
-
Le carré c'est pour indiquer la broche n°1 du connecteur.1 point
-
Ah je ne savais pas que tu étais d’origine asiatique, je comprends mieux pourquoi tu fêtes et parles tout le temps du nouvel chinois !1 point
-
Hello, le petit carré ainsi que la flèche dont tu parles sont la uniquement pour indiquer l’emplacement de la pin 1 du connecteur. Il peut donc y avoir n’importe quel signal dessus, cela n’a aucune importance.1 point
-
Ha !! Alors c'est presque sûr que mon problème vient de l'humidité du PLA ! J'ai aussi, avant le "tac... tac", entendu au niveau de la buse de tout petits "pak" ou "pif" (dur de trouver des onomatopées qui conviennent ). Ça avait attiré mon attention car je craignais que ce soit la buse qui accroche sur une excroissance solidifiée, comme avec le dragon – mais c'était pas ça. Par contre, clairement, ce bruit m'évoquait des petits bulles qui éclateraient ; mais n'ayant pas l'explication de pourquoi/comment de telles bulles se produiraient, je me suis dit que c'était autre chose... À te lire, je crois que mon PLA est effectivement trop humide et que ça doit gêner l'imprimante. Ça expliquerait aussi les petits trous occasionnels que j'ai pu constater sur ce dernier essai d'impression. Merci encore pour ta patience. Je vais tenter de sécher un peu mon PLA au four, en attendant le jour de paye pour acheter une autre bobine et tester !1 point
-
Non Oui et non (voir le sujets plus bas). Pas du tout étrange. L'image plus haut du Z-offset permet à l'imprimante de connaître précisément la différence de hauteur entre le bas du palpeur et la buse. Ainsi quand la maillage est effectué, pour tout point palpé, le firmware connaitra exactement de combien descendre la buse pour imprimer à la bonne altitude. Deux sujet au moins, ici sur ce forum tentent d'éclaircir quelques points : et Pour ceux qui préfèrent une vidéo, le youtubeur australien TeachingTech en propose une (an anglais mais c'est parfaitement compréhensible et au pire le sous-titrage peut être activé ) :1 point
-
Tu as mis une mèche de 30 s ou d'une minute ?
 1 point
1 point -
Ben, j'aimerais éviter Noël 2023, si cela est possible. Sinon, je commanderais la Bambu Lab X1C XL qui sortira en fin d'année.1 point
-
@drogendosalut a toi alors j'ai lu ton précédent post mais on va répondre ici. Déjà attention a une chose impression filament ne veux pas dire que ne faut pas une filtration, certain matériaux comme l'ABS, le ASA, le PC, le PA (Nylon) émettent des particules lors de la fusion de la matière qui demanderont soit une aération régulière a minima ou un caisson et une filtration Hepa + Charbon. A présent pour les conseils de modèle, une imprimante hyper accessible pour débutant et ultra performante parmi ce qu'il y a de mieux sur le marché serait la BambuLab P1P qui est ce qu'il y a de mieux et ce qui est le plus Plug & Play actuellement sur la marché mais le budget plus proche de ton ancien budget 699€ Ht avec livraison et TVA on est proche de 850€ TTC. Pour un Budget de 250€ il sera dans cas plus pertinent de partir sur un modèle de 220x200 de dimension plateau, ce la pas aussi performant et demandera plus d'attention et entretien que la P1P, mais on a des modèles dispo qui on de l'intérêt : - Elegoo Netpune 3 et Neptune 3 Pro, je conseillerais plus la 3 pro qui est direct drive, silencieuse et auto nivellement etc inclus - Anycubic Kobra et Kobra Go, avec auto nivellement la Kobra est en direct drive c'est c'est un plus comme la elegoo Neptune 3 pro pour les filament souple et flexible type TPU et TPE. - Tu as les Creality Ender 3 v2 Neo en course avec auto nivellement mais pas de direct drive ici et la Ender 3 S1 est bien au dessus du budget.1 point
-
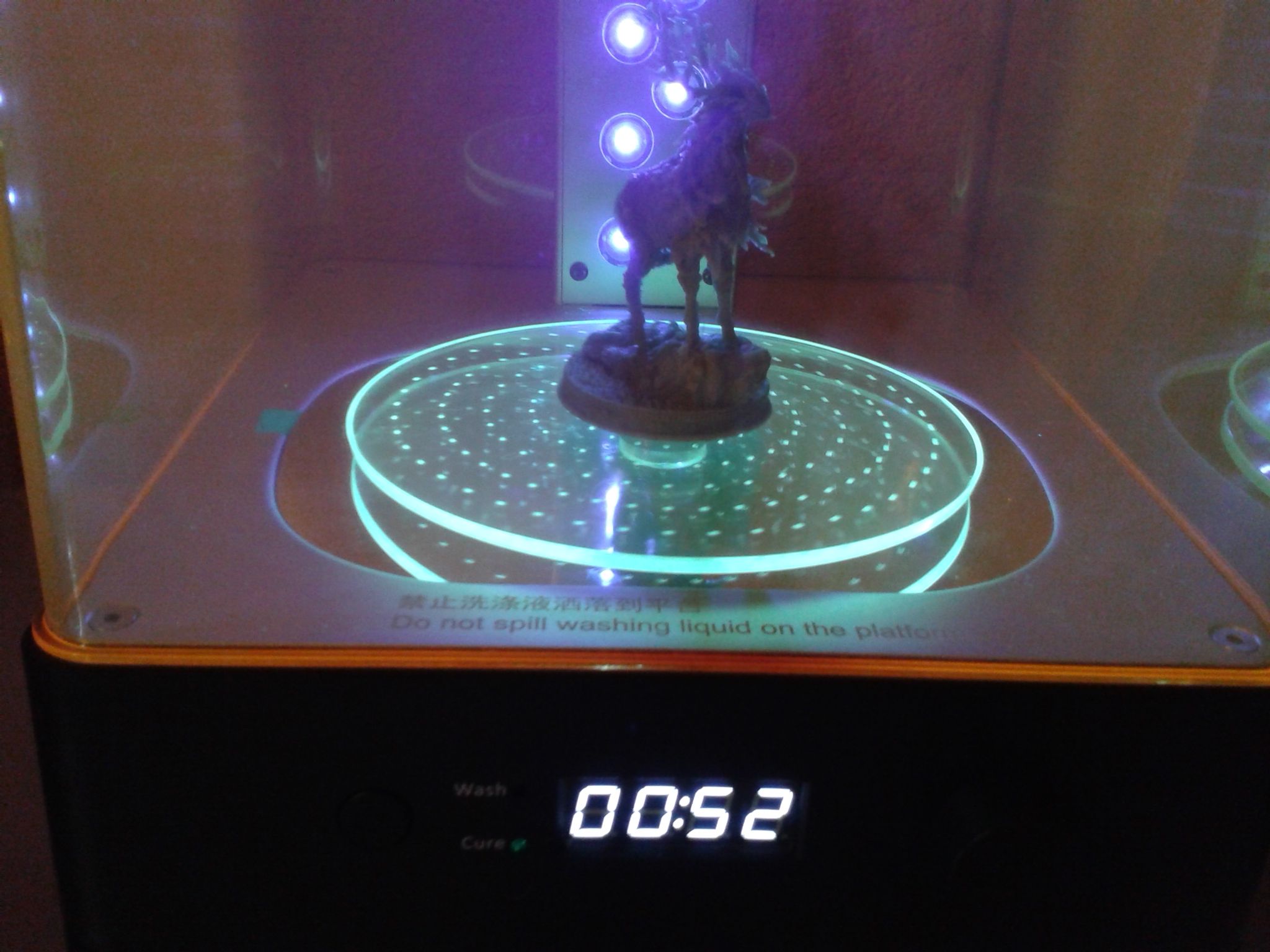
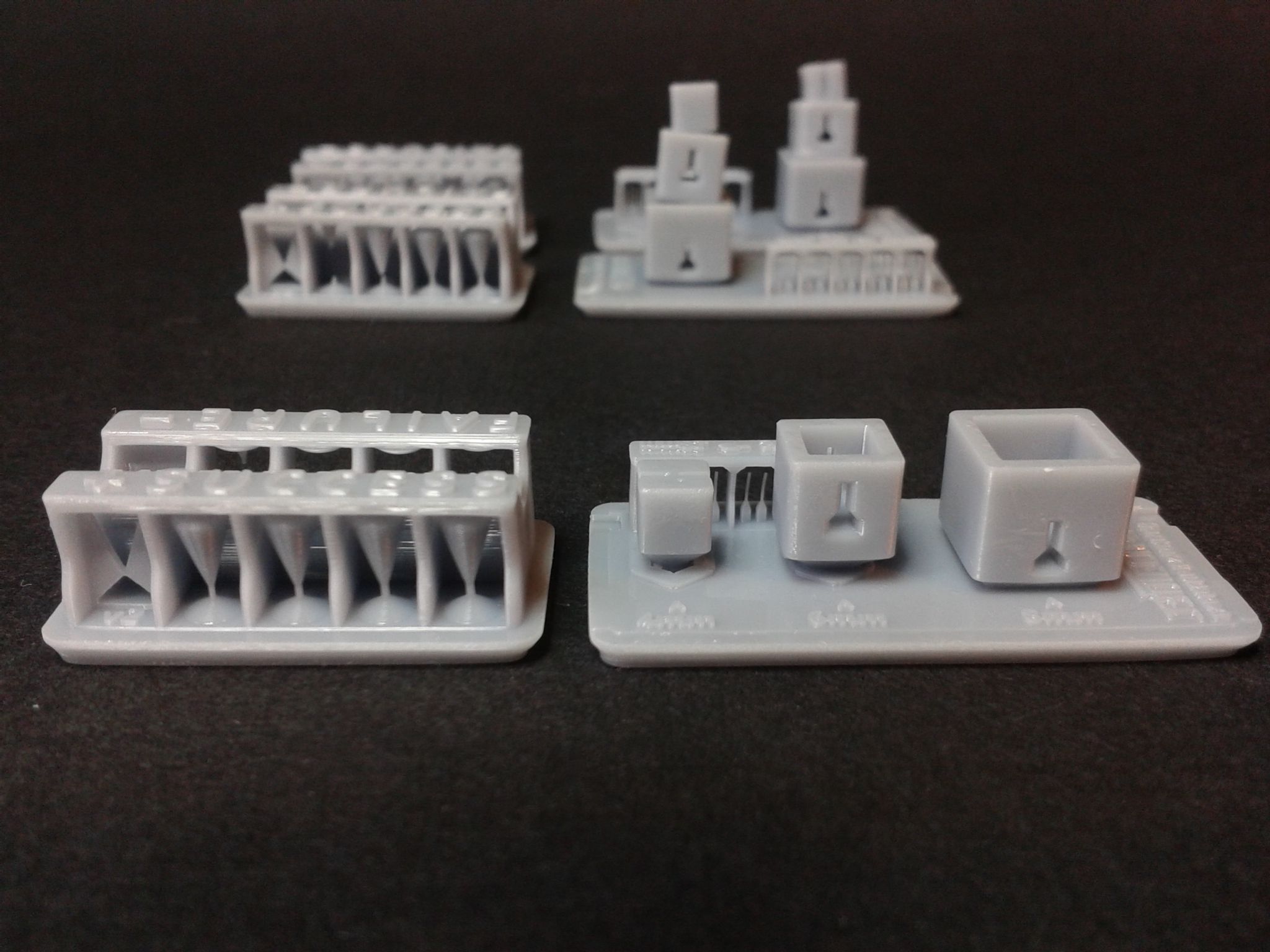
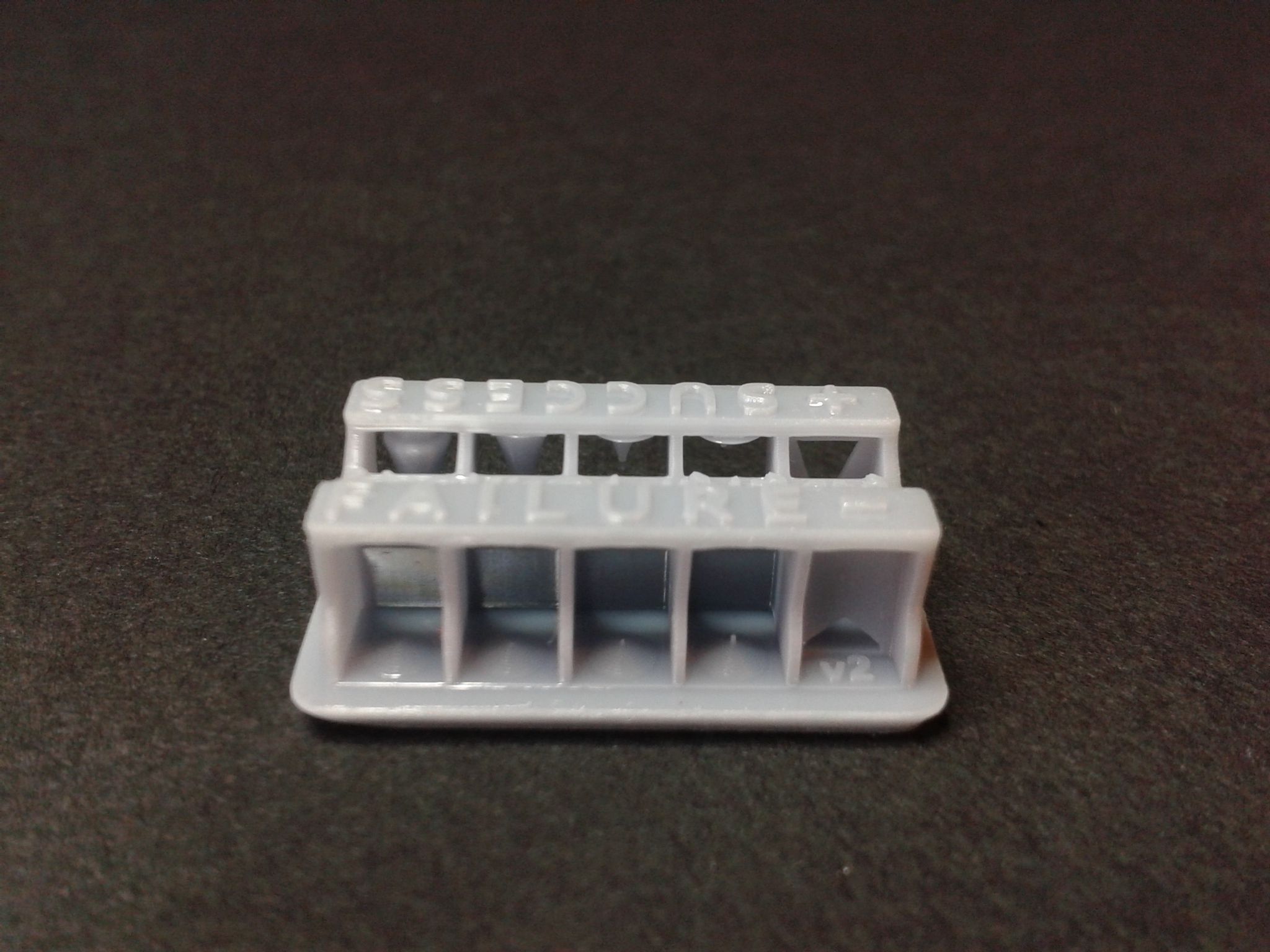
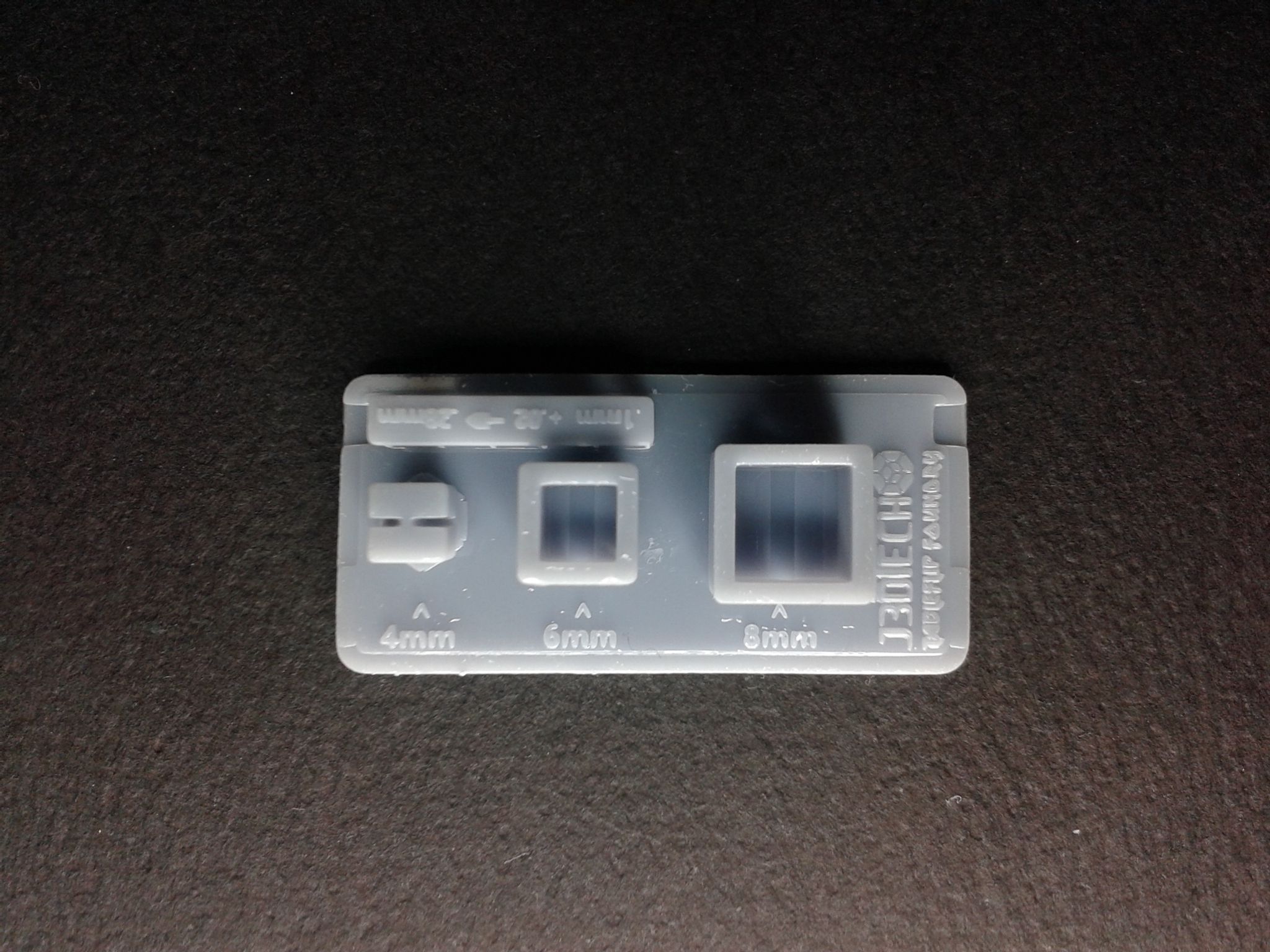
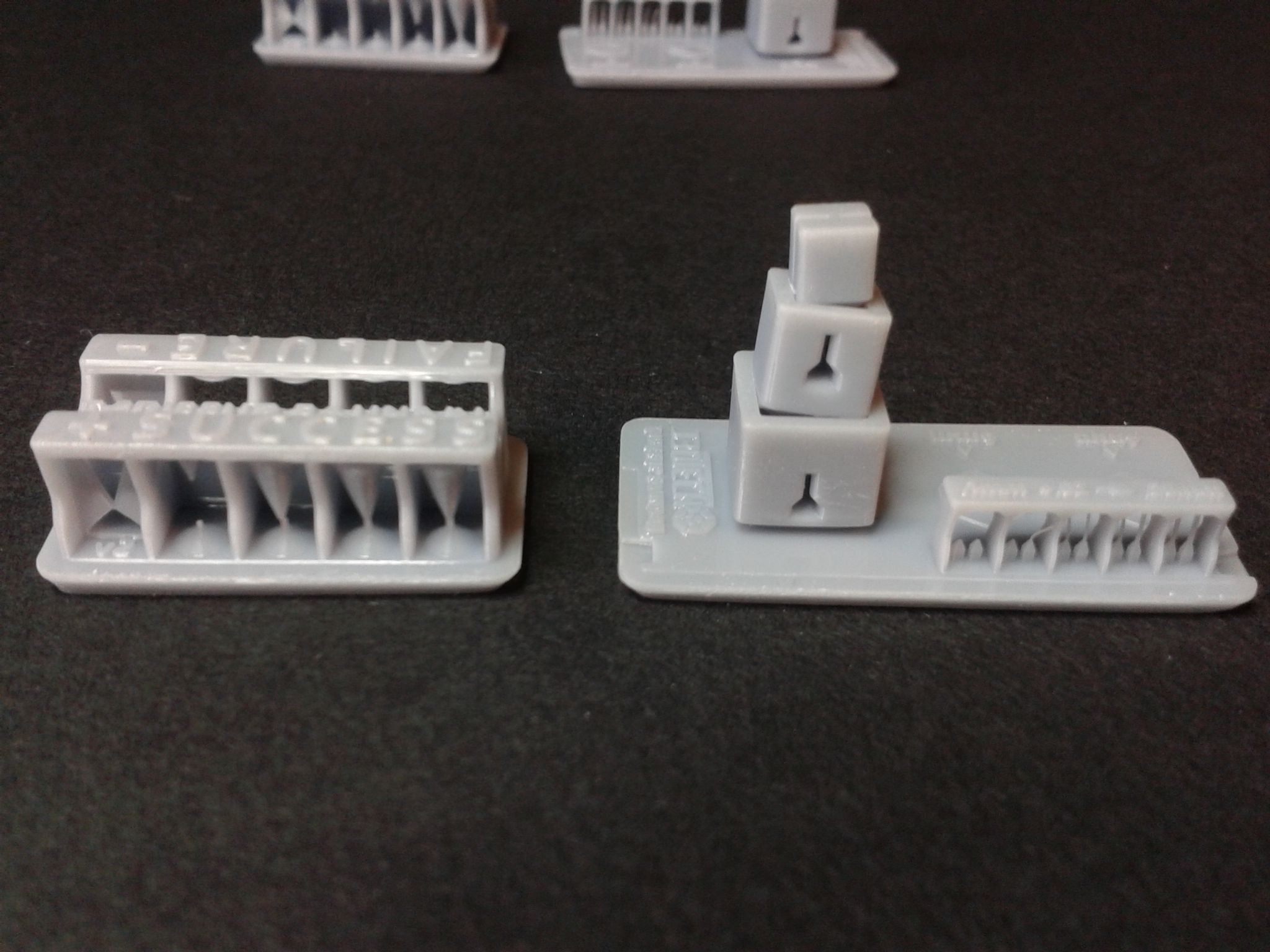
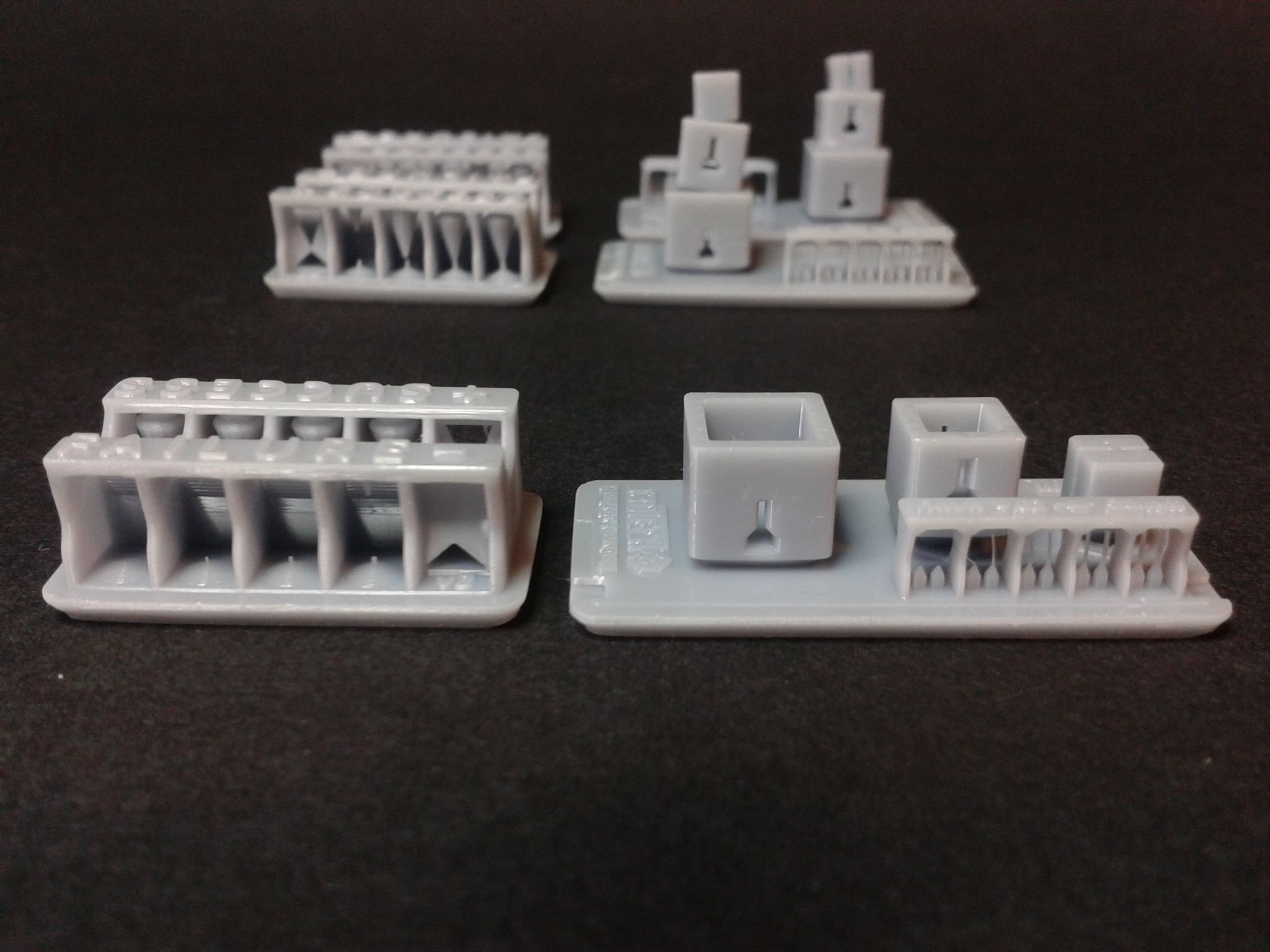
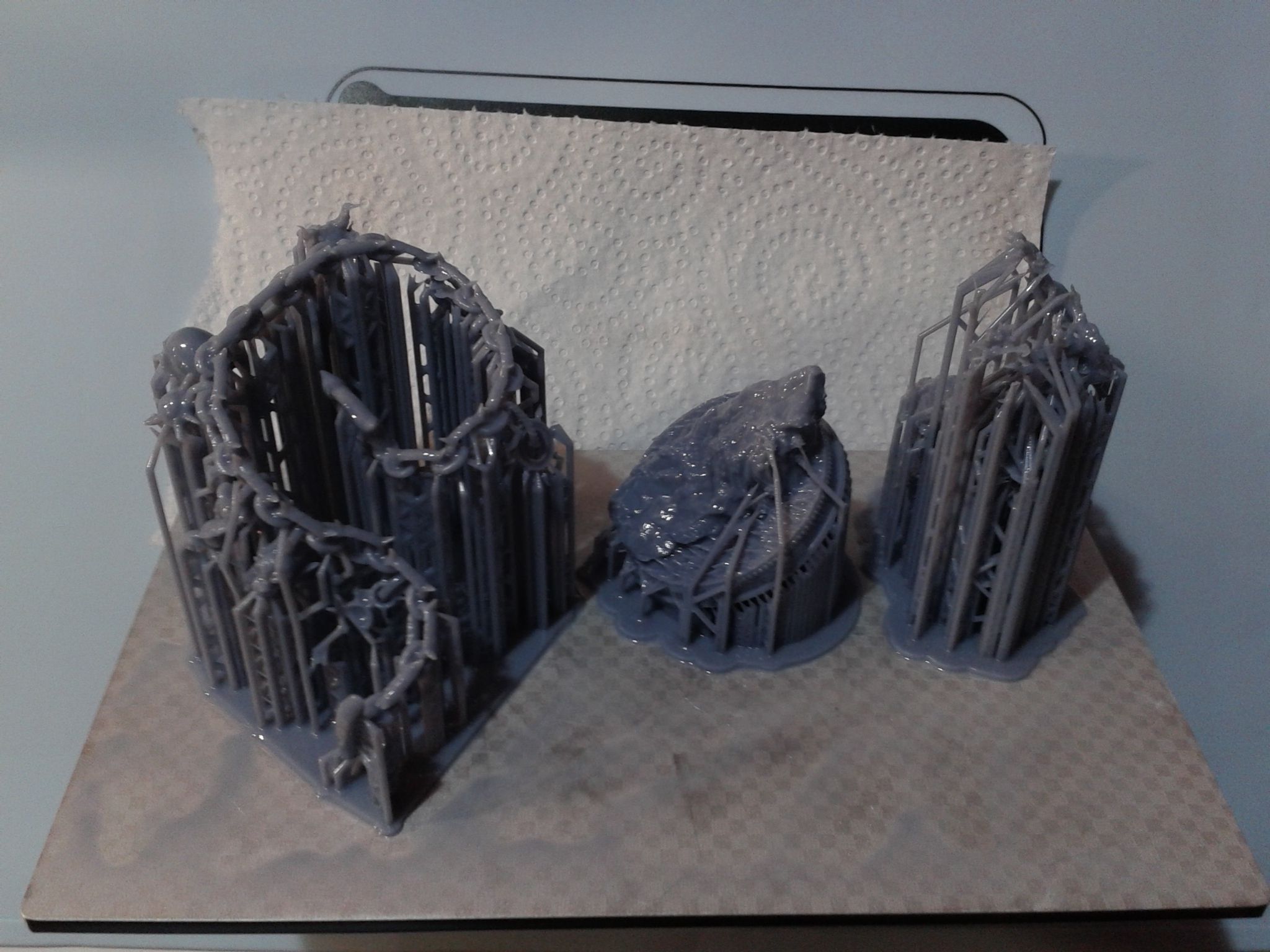
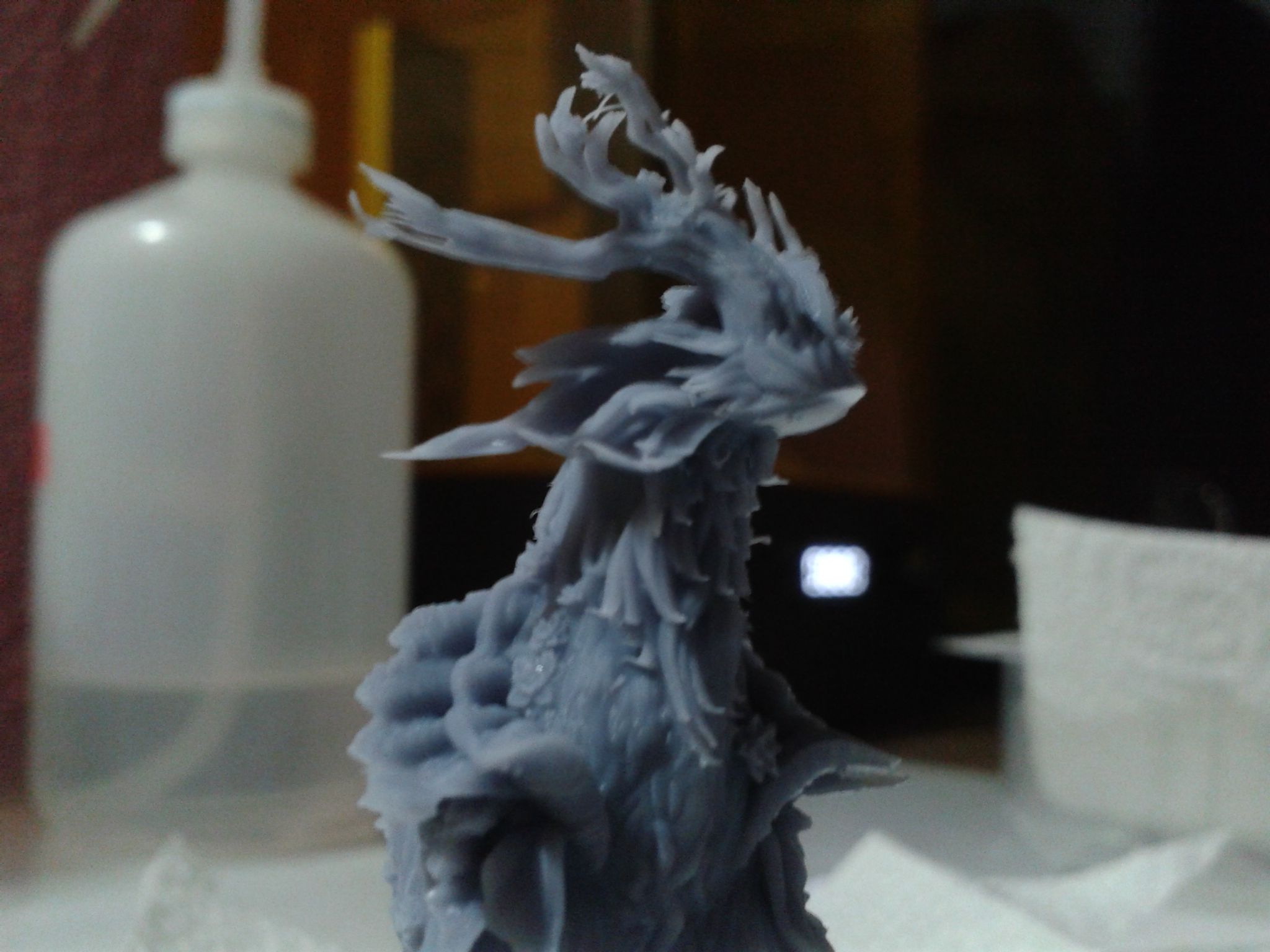
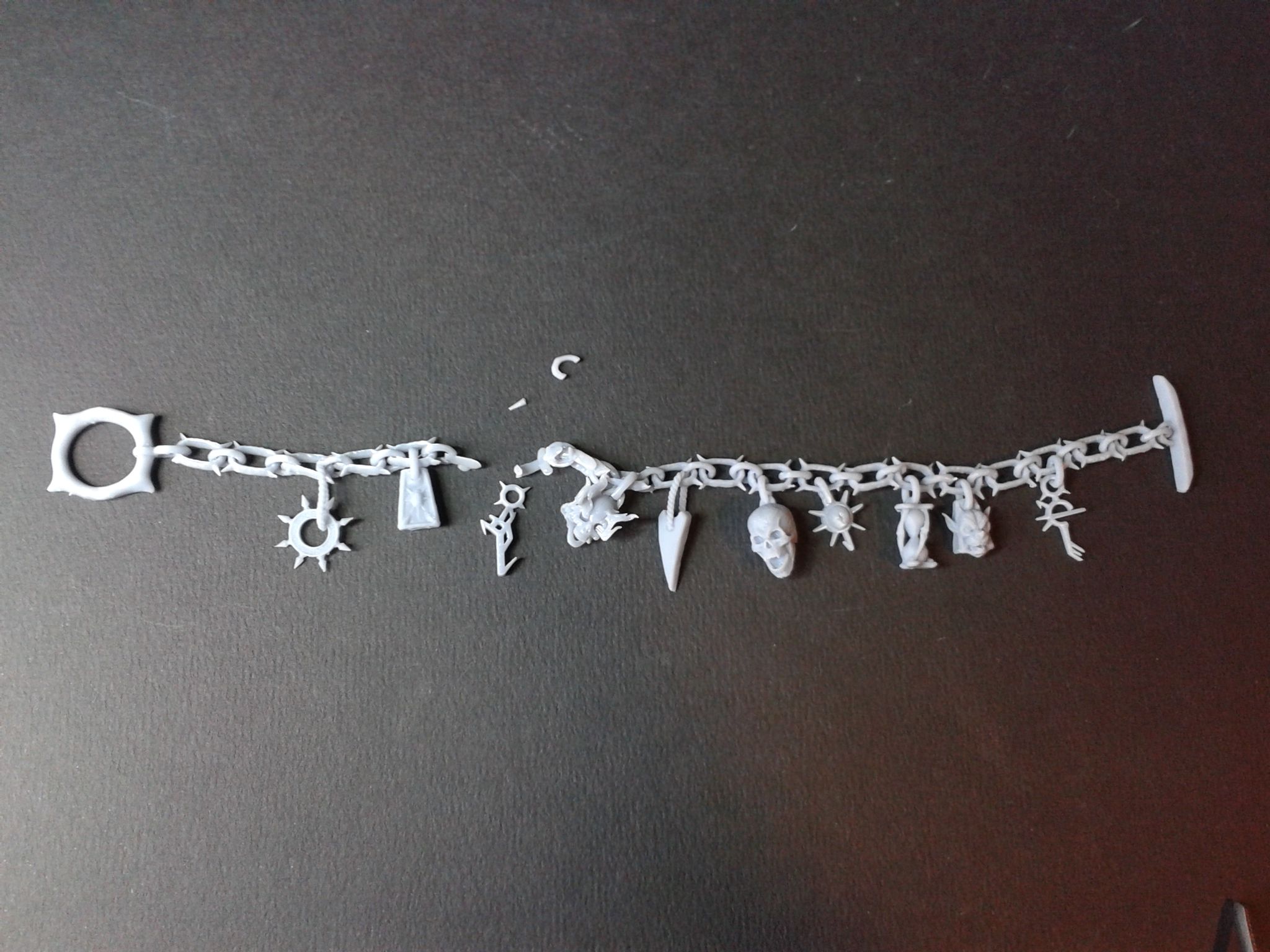
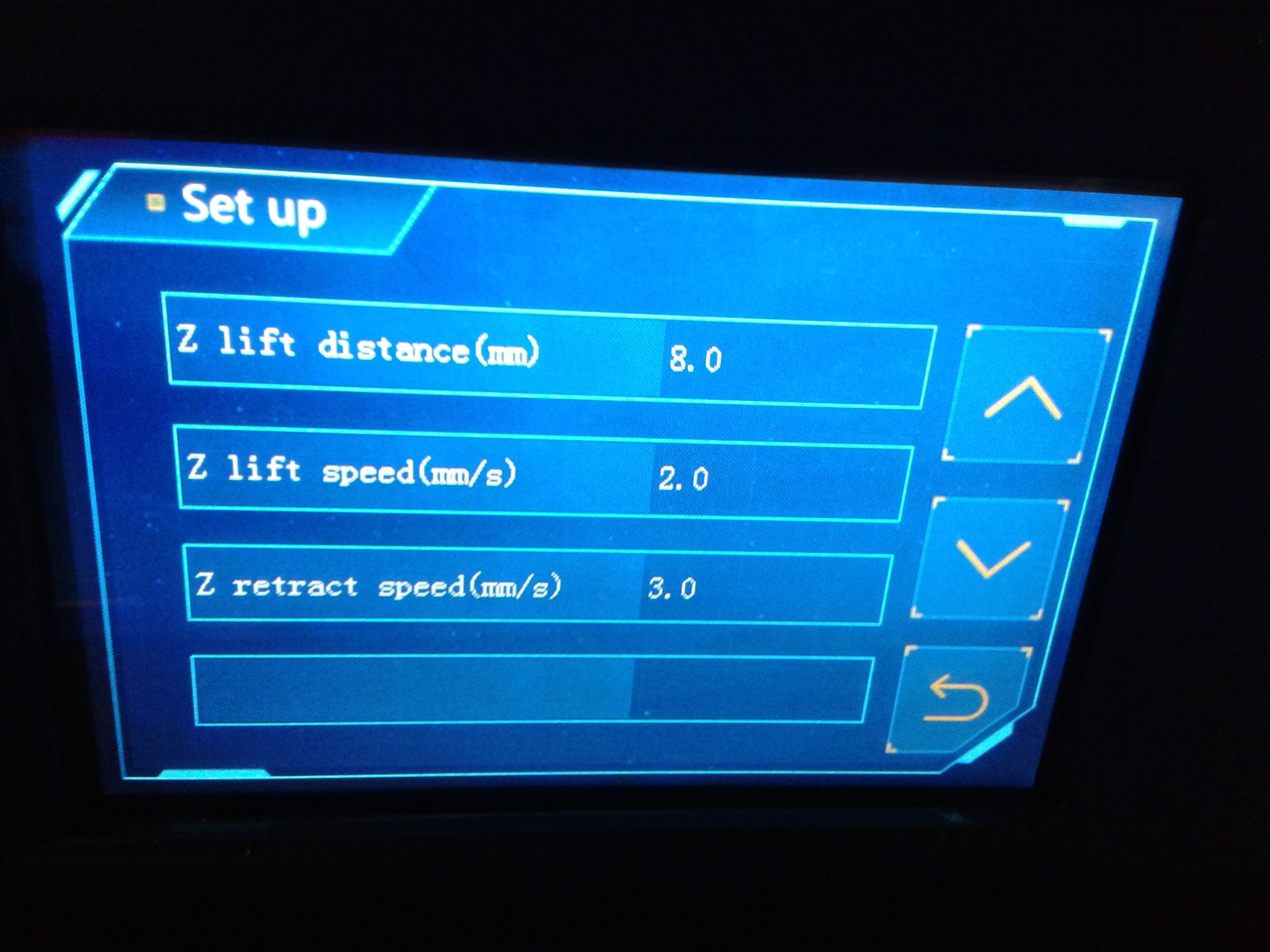
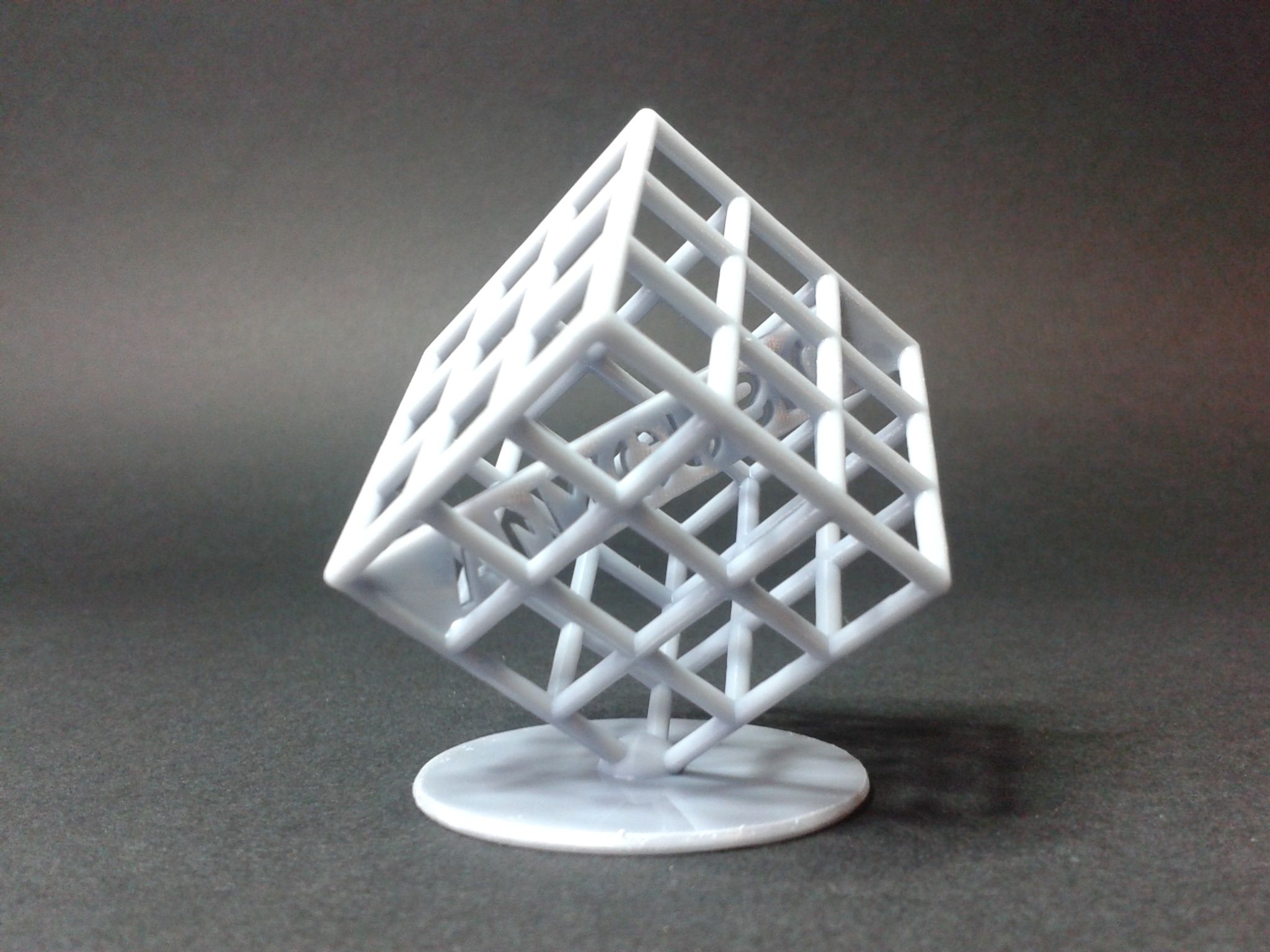
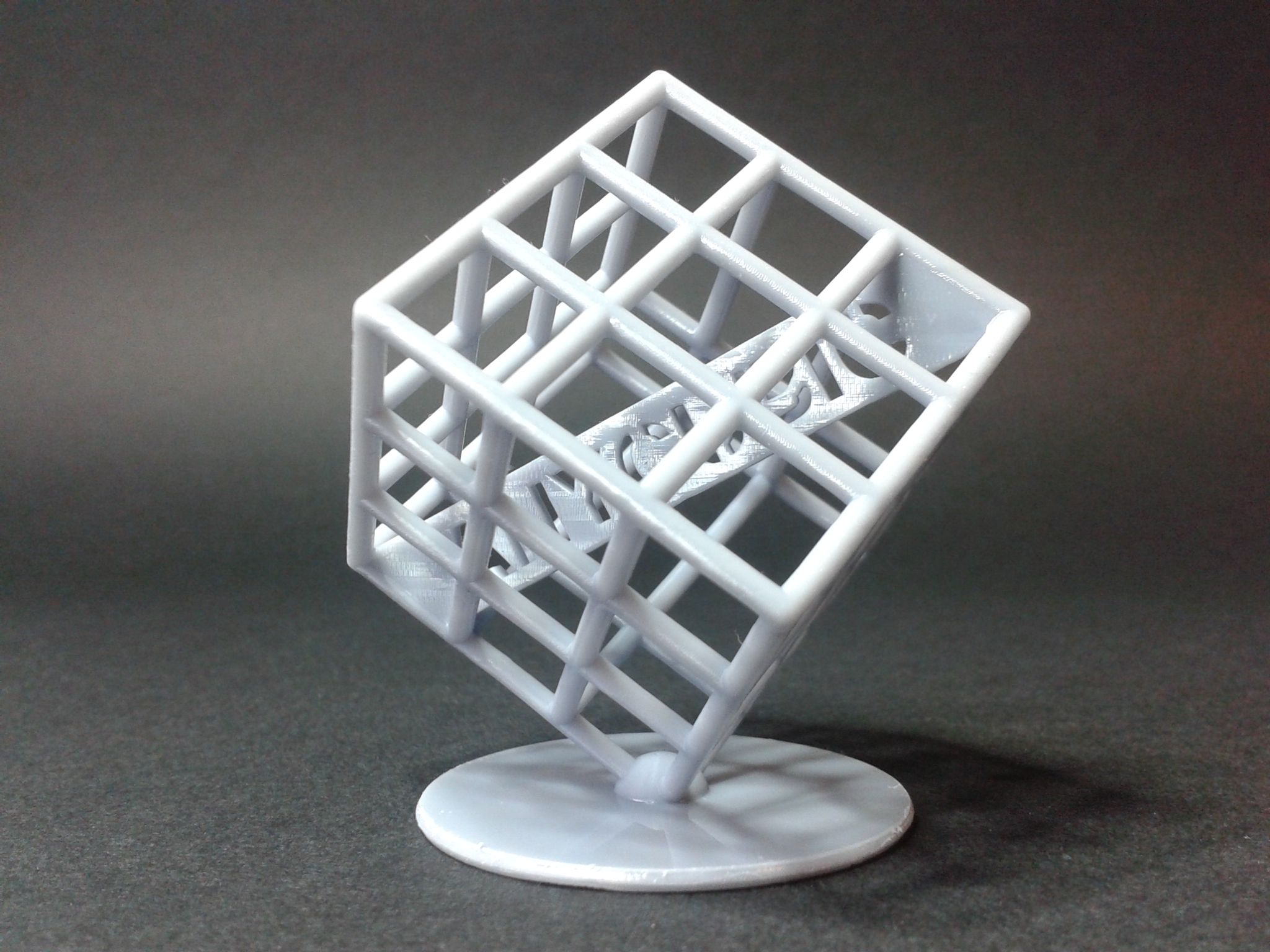
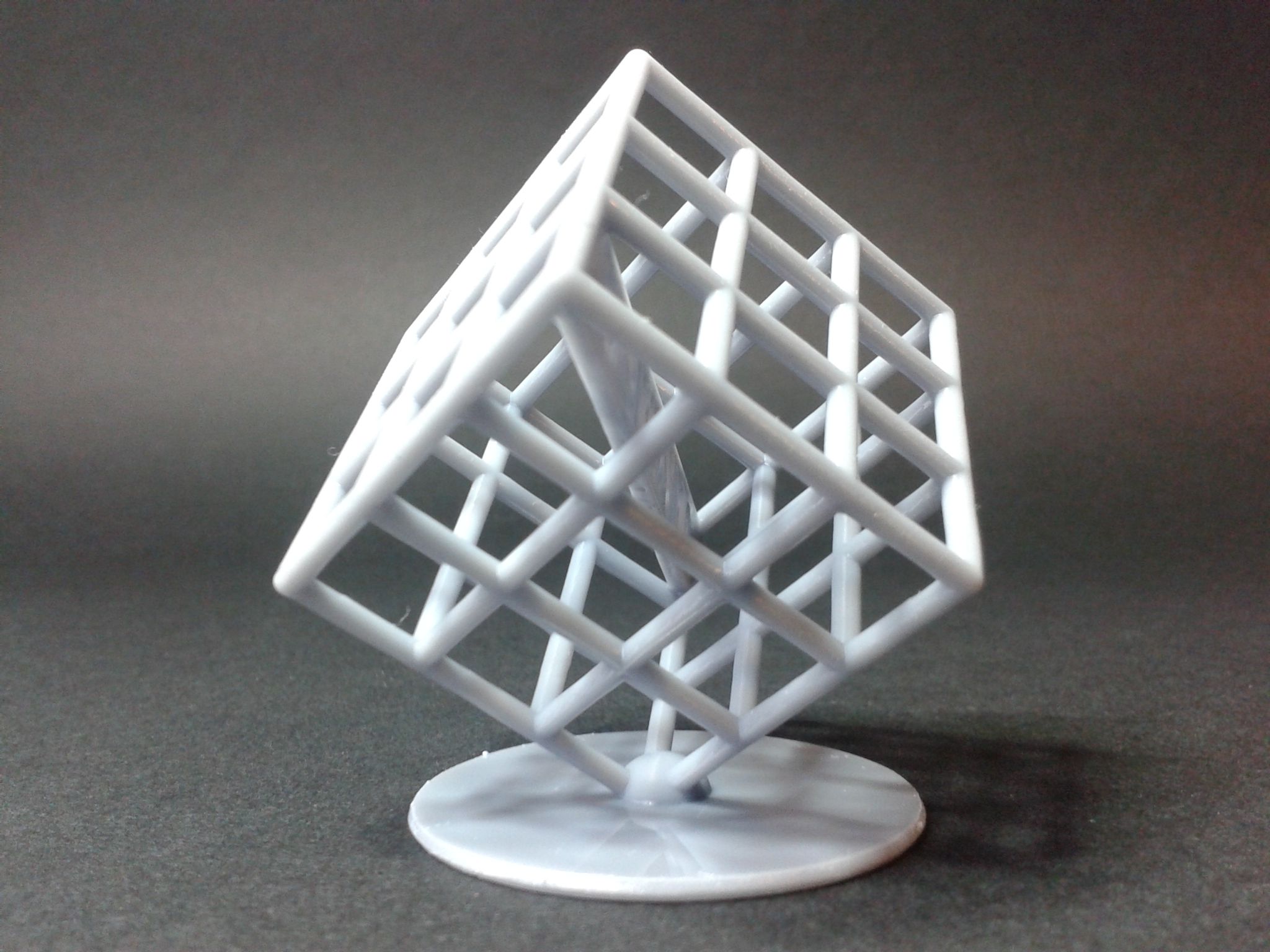
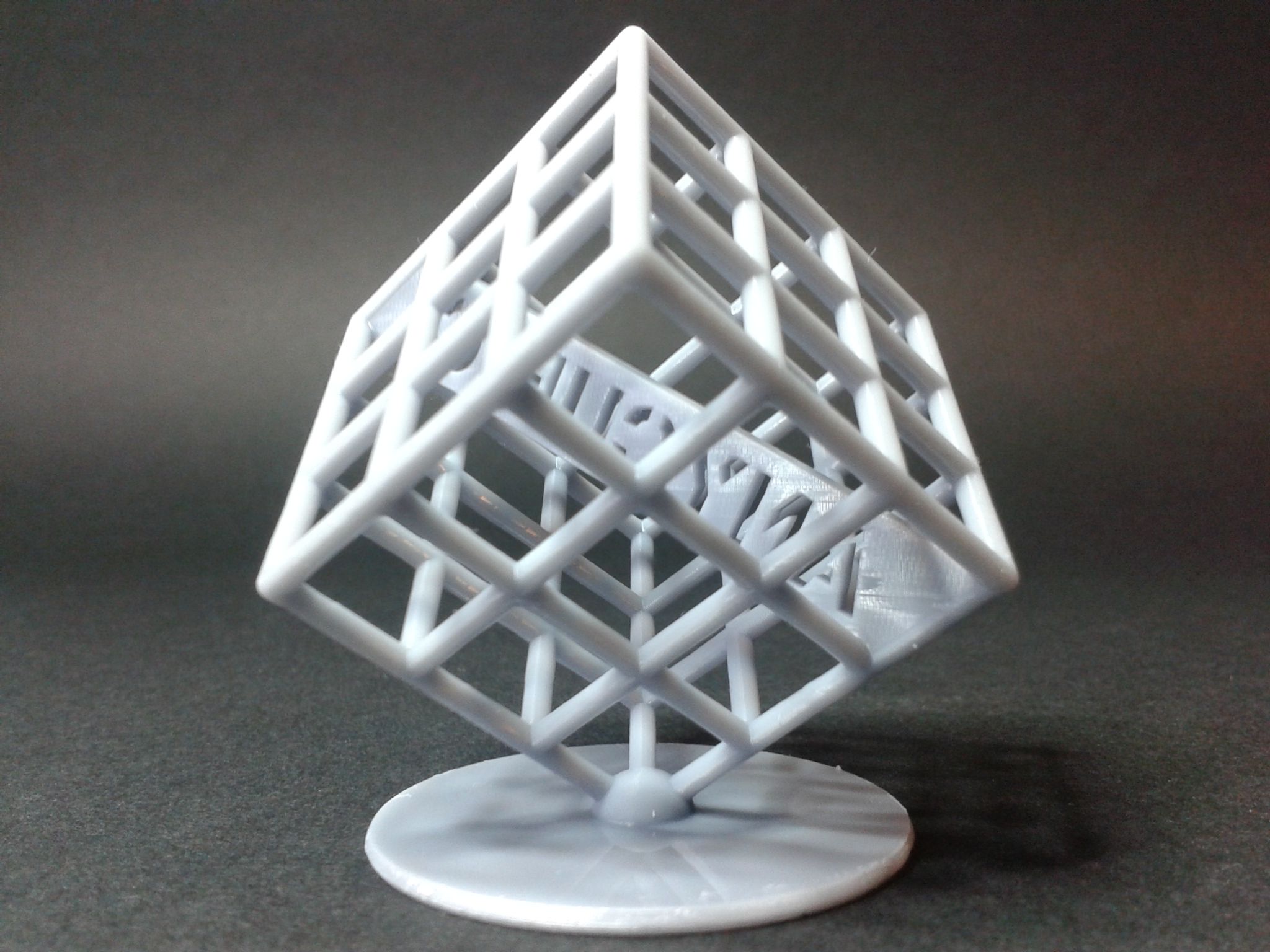
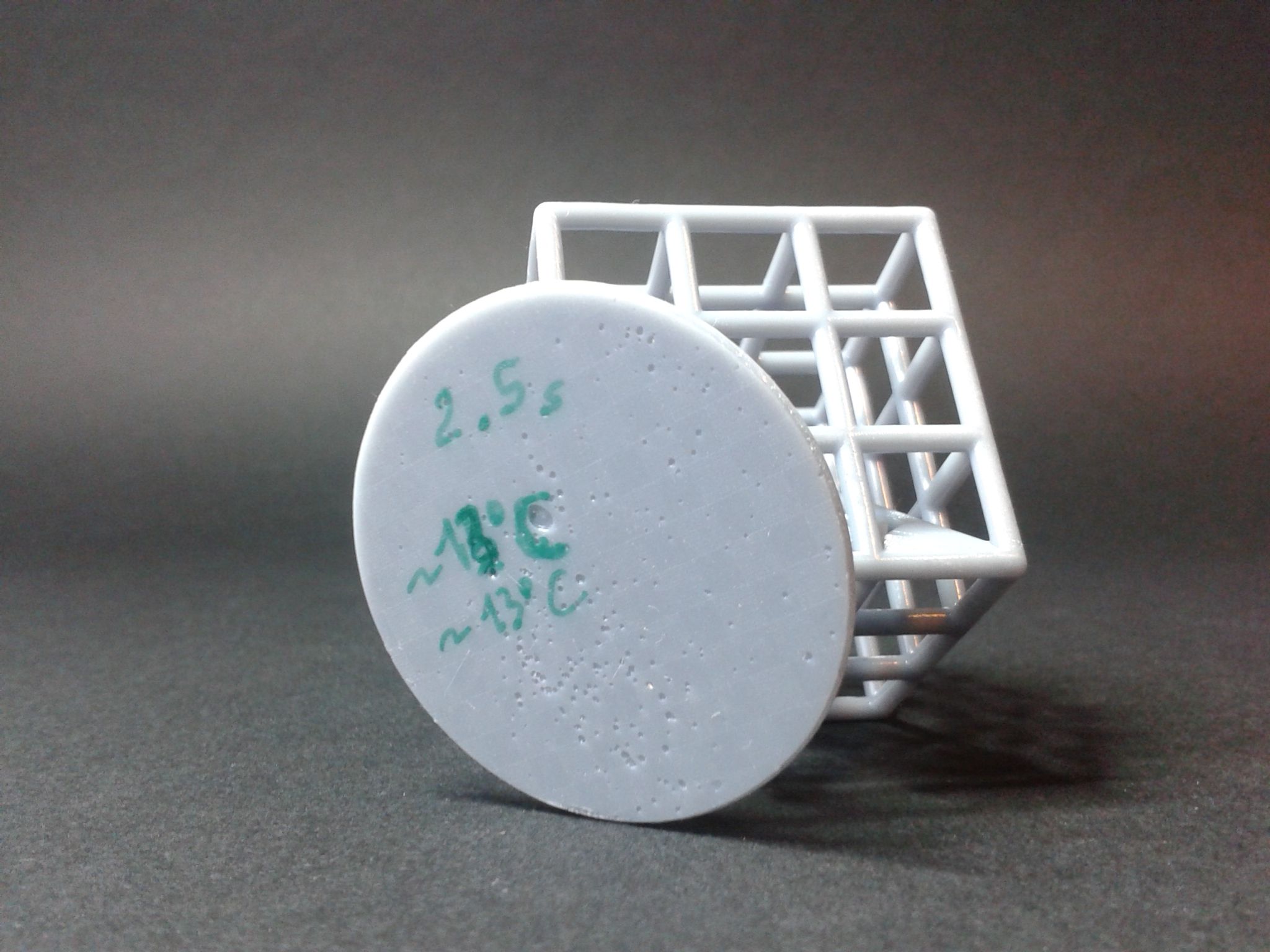
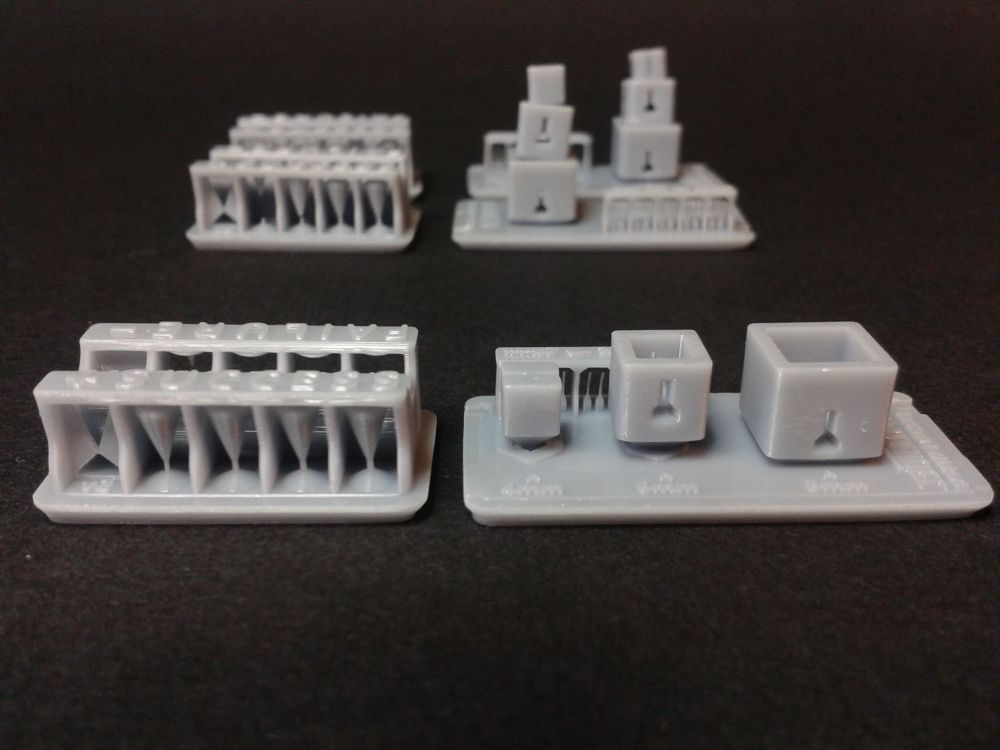
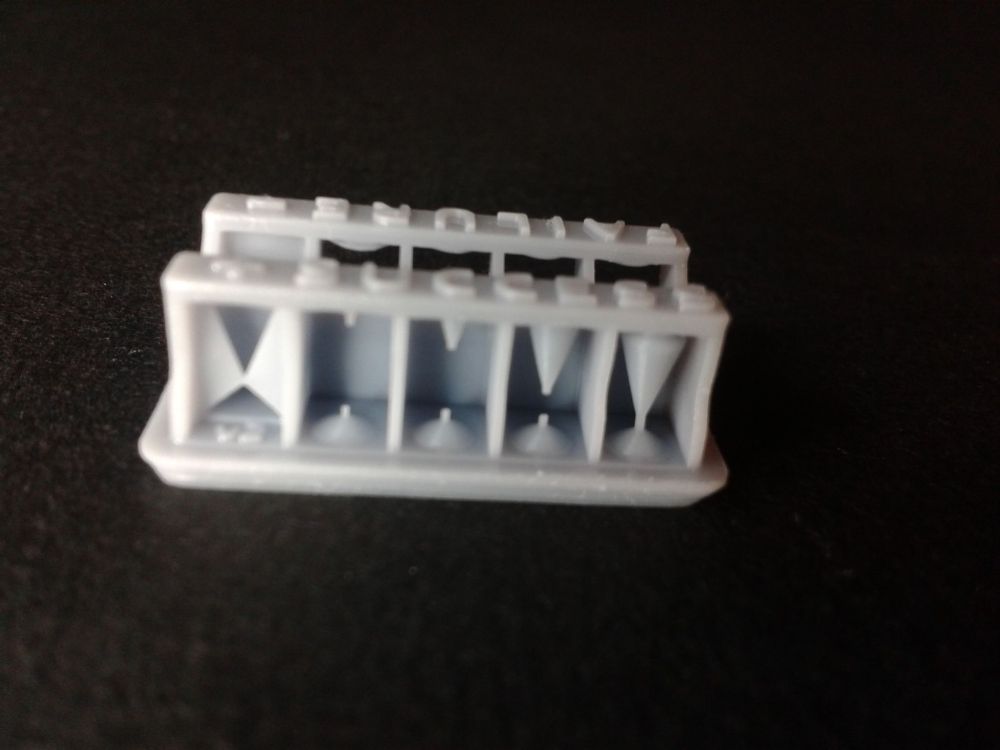
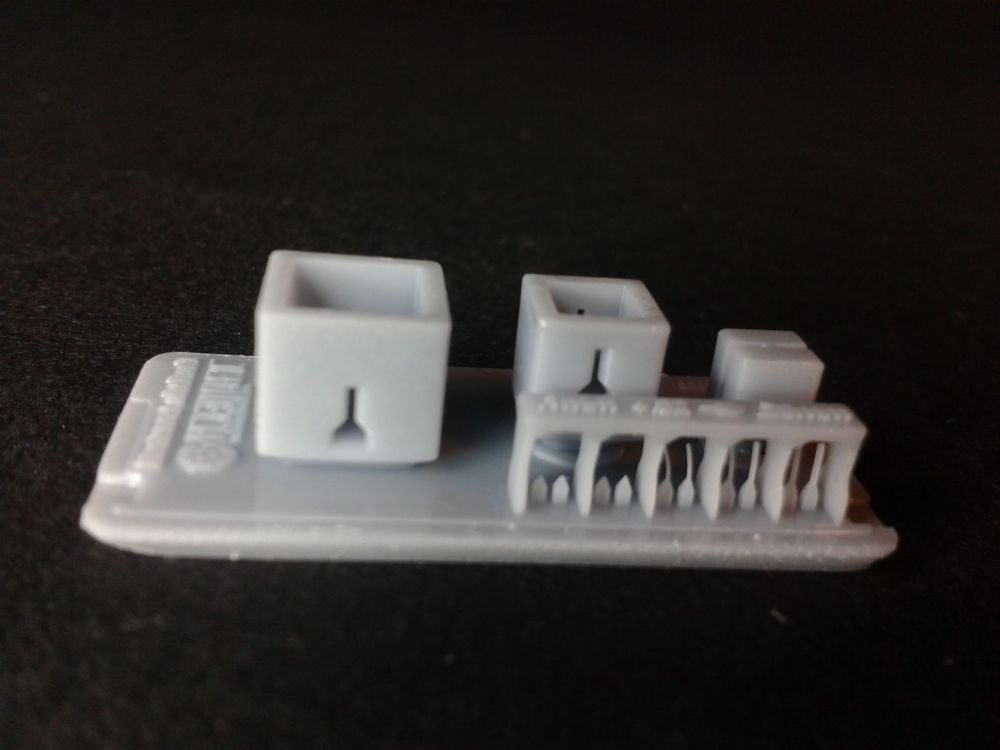
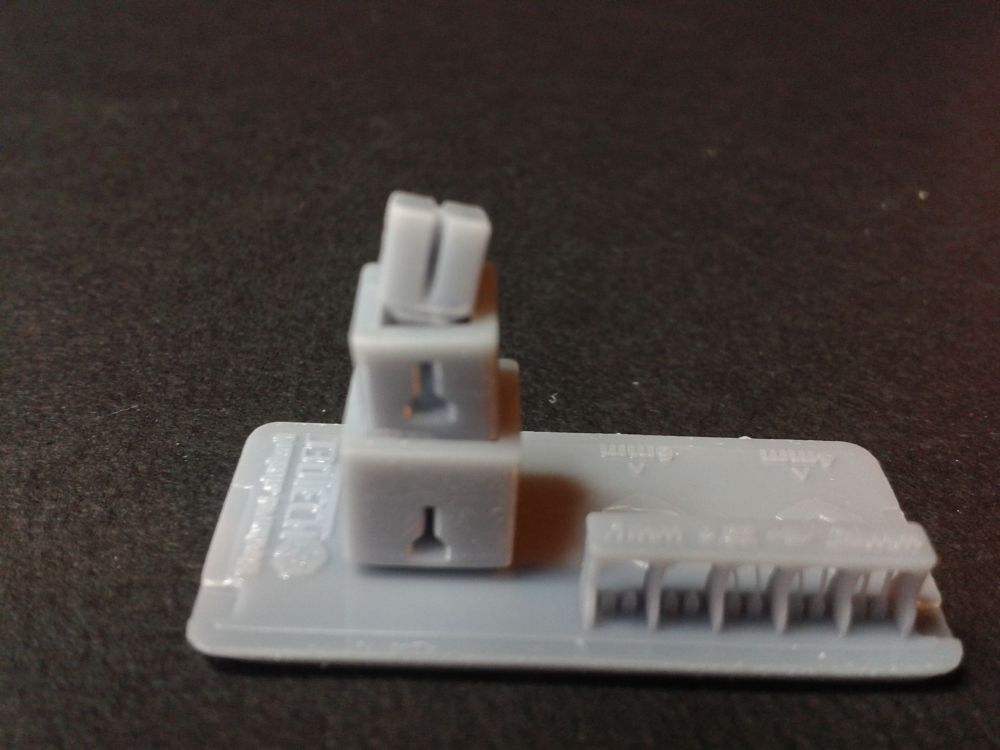
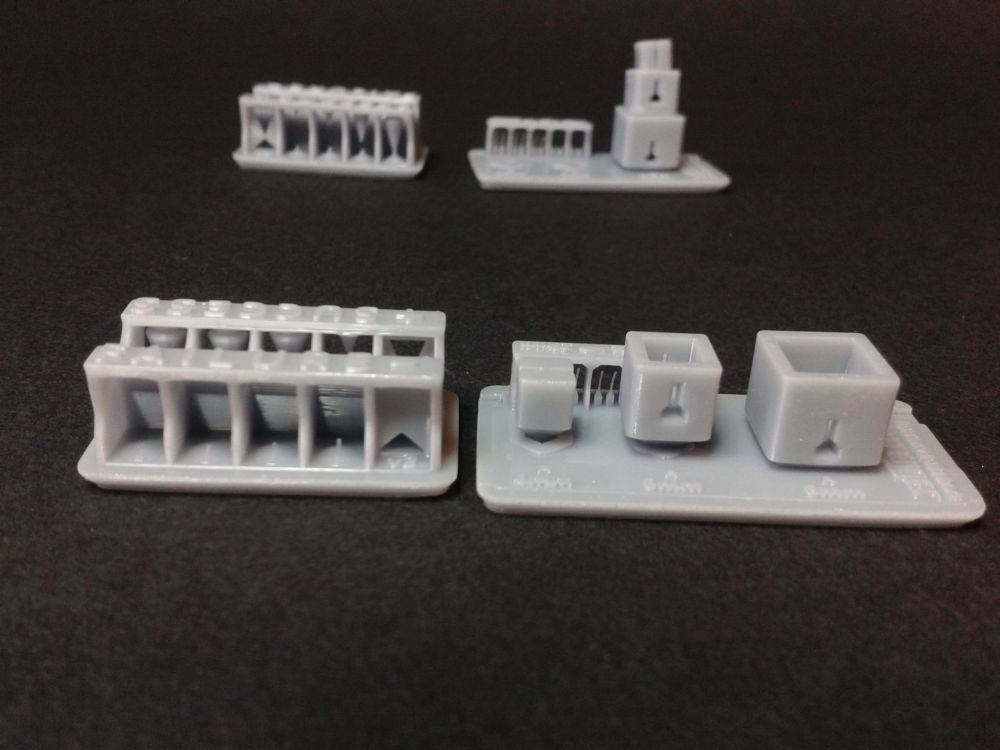
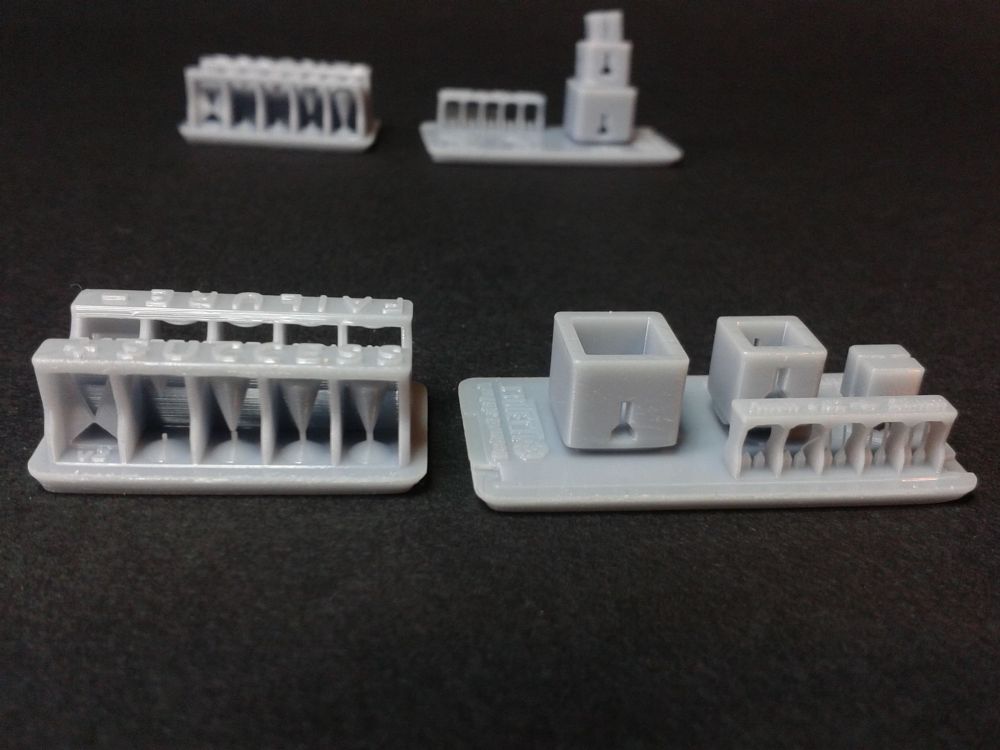
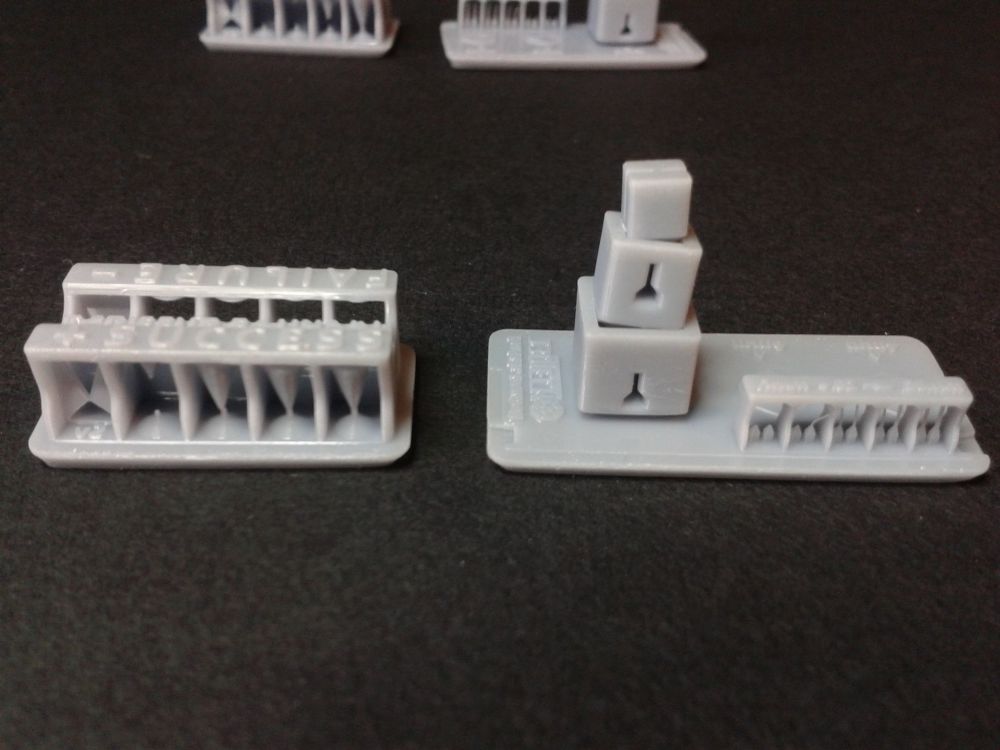
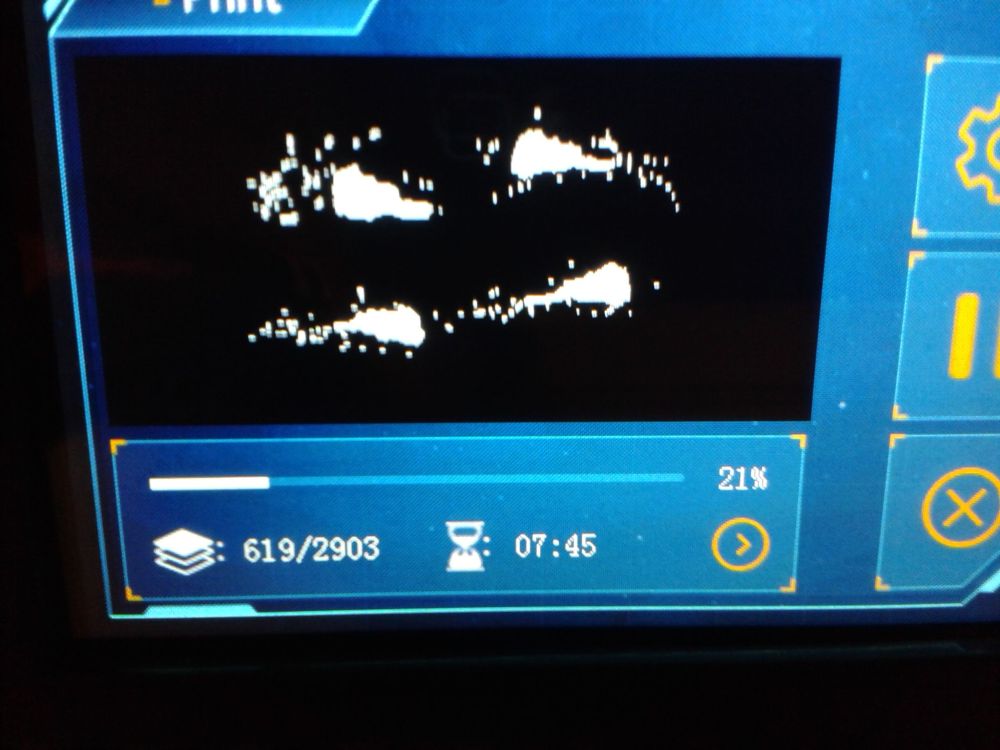
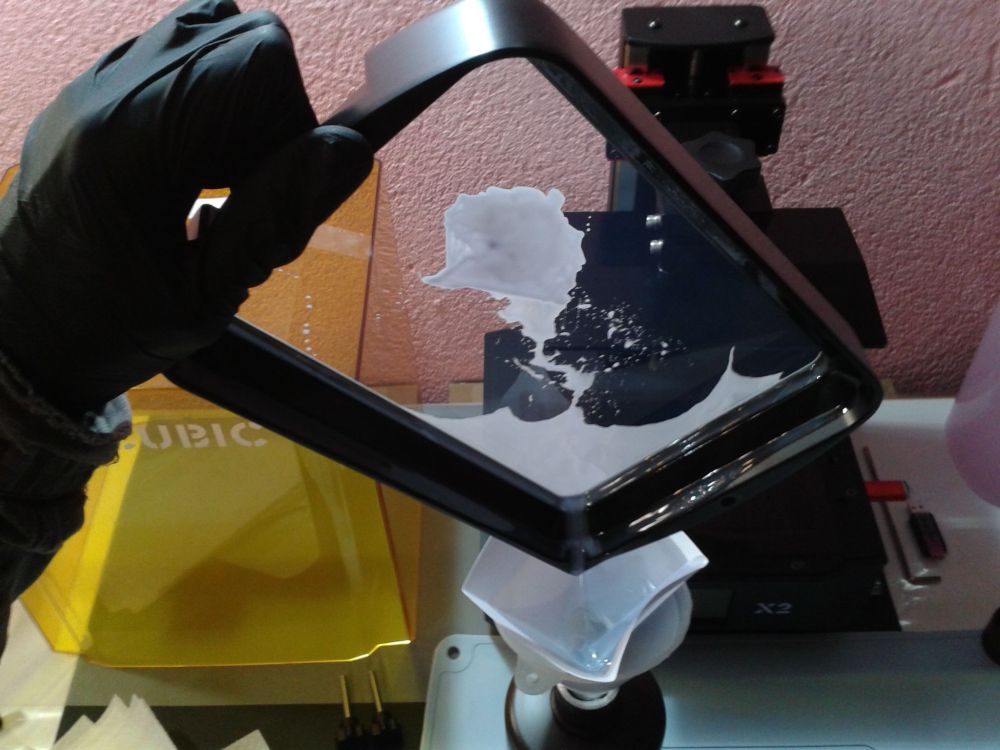
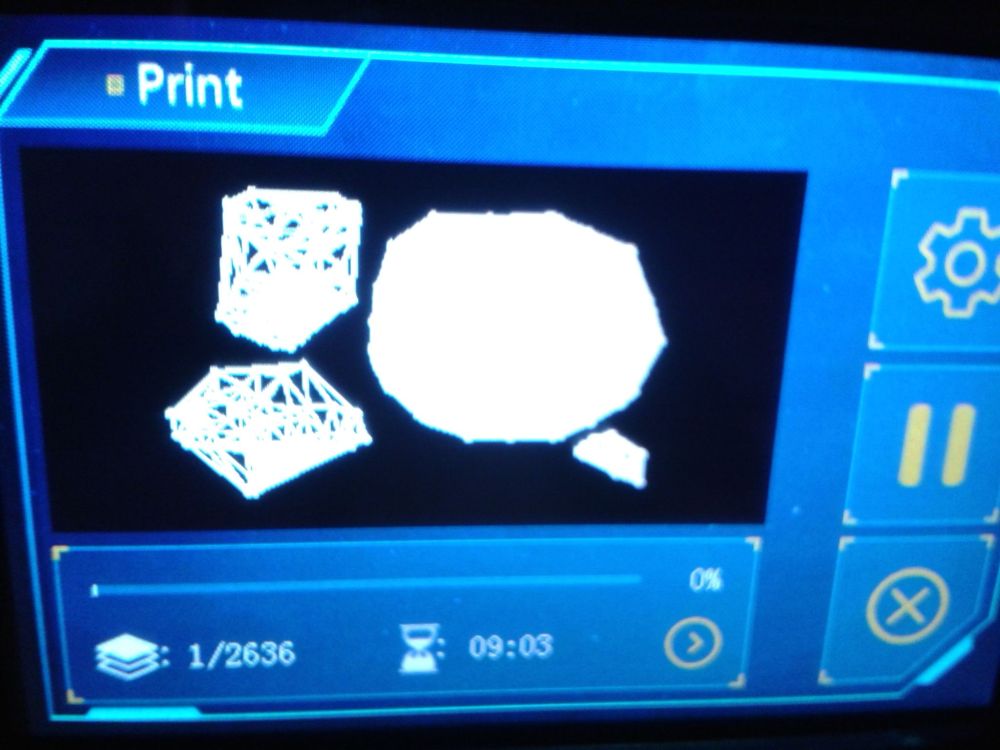
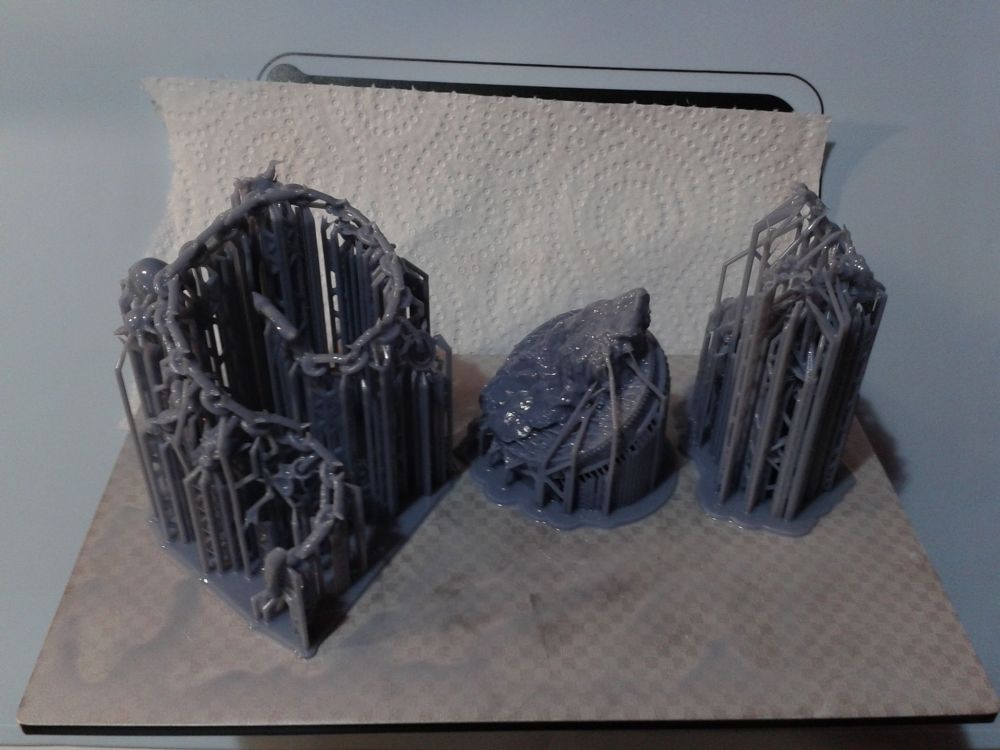
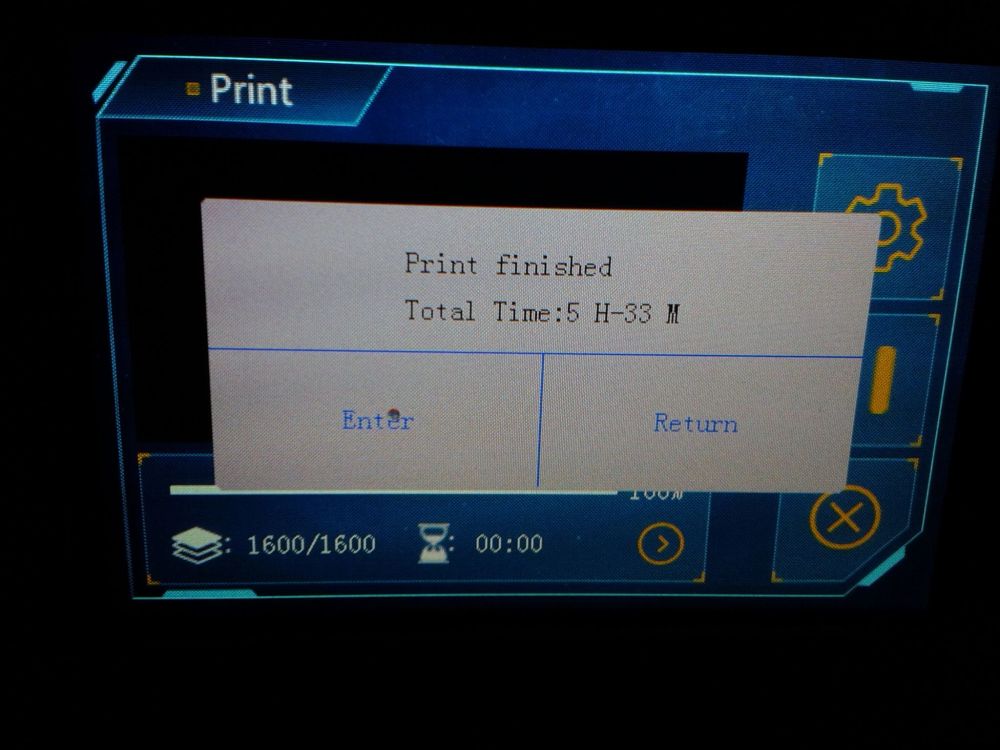
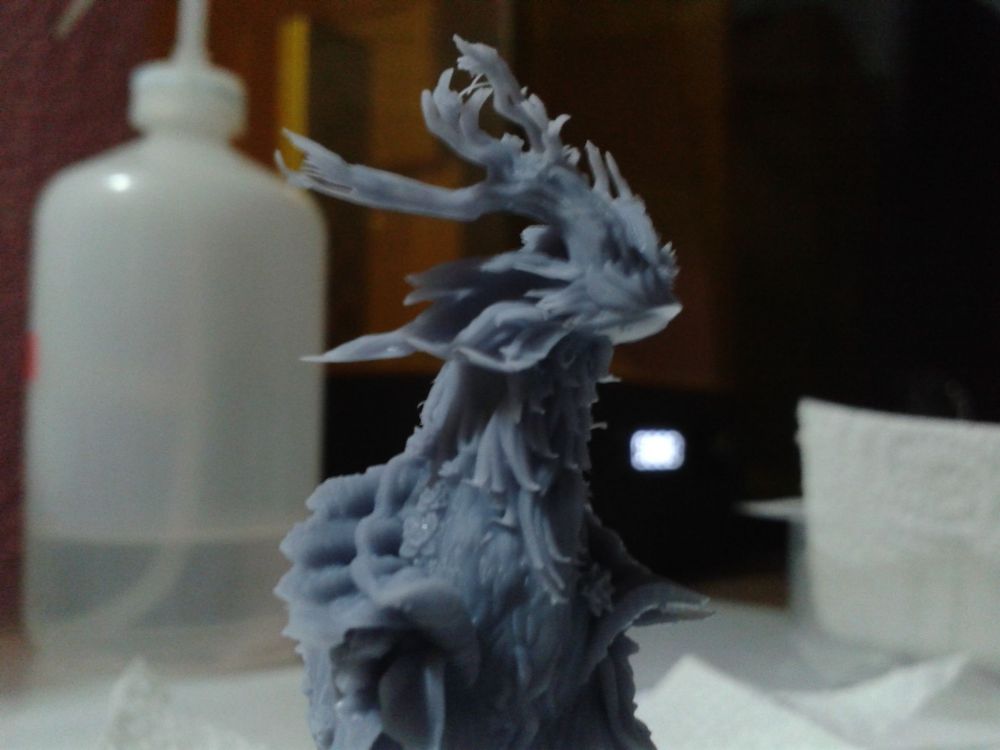
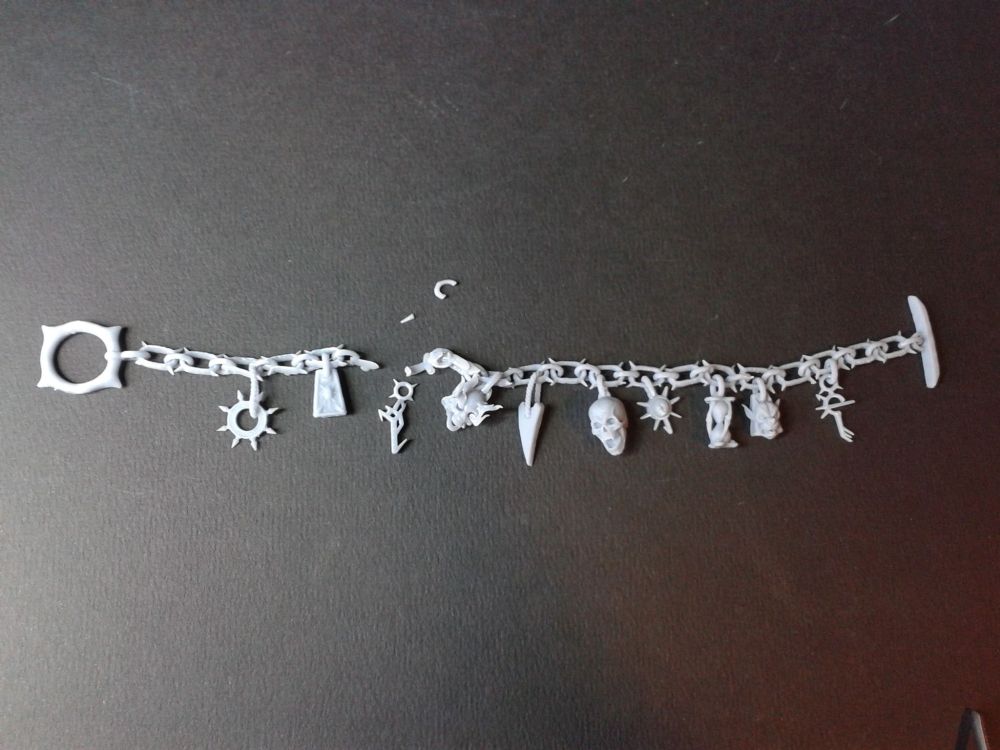
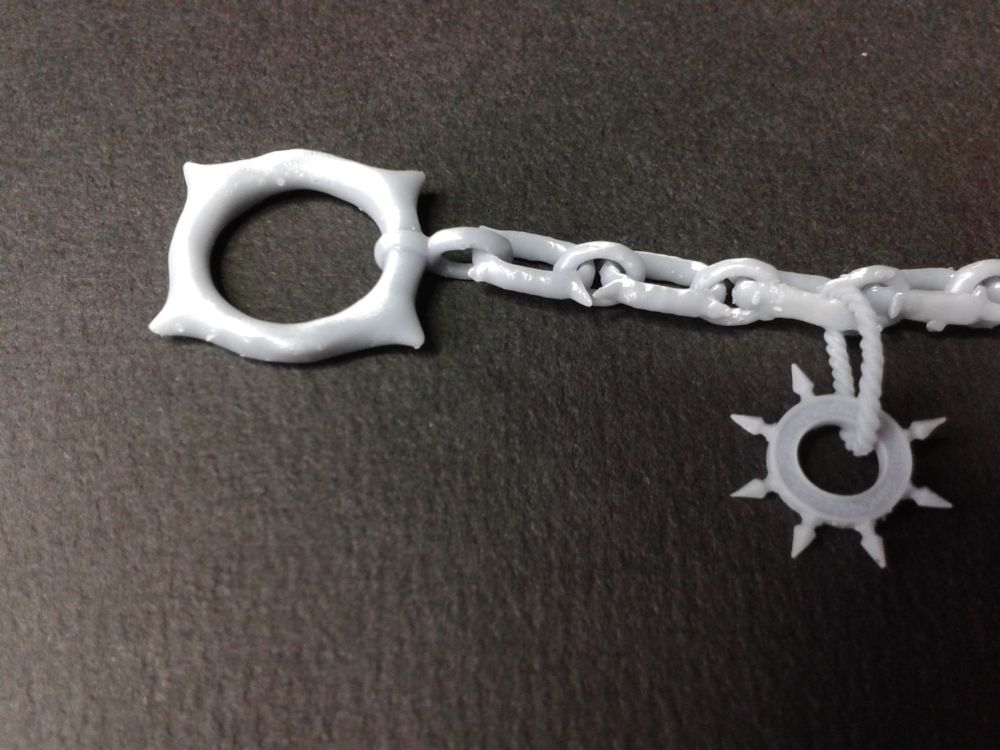
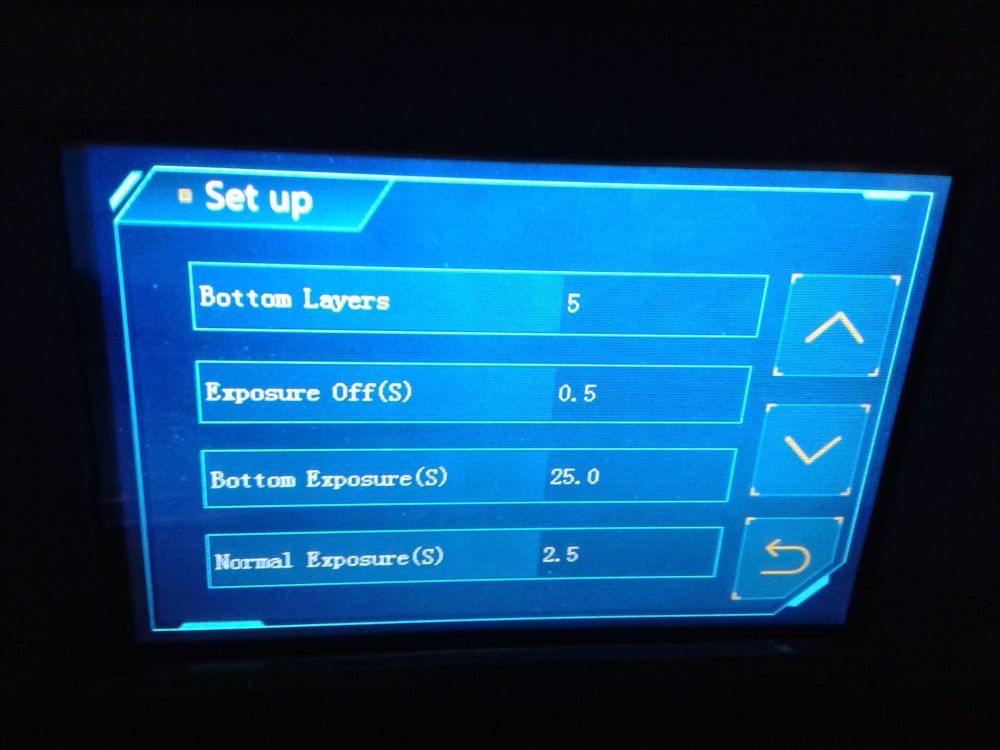
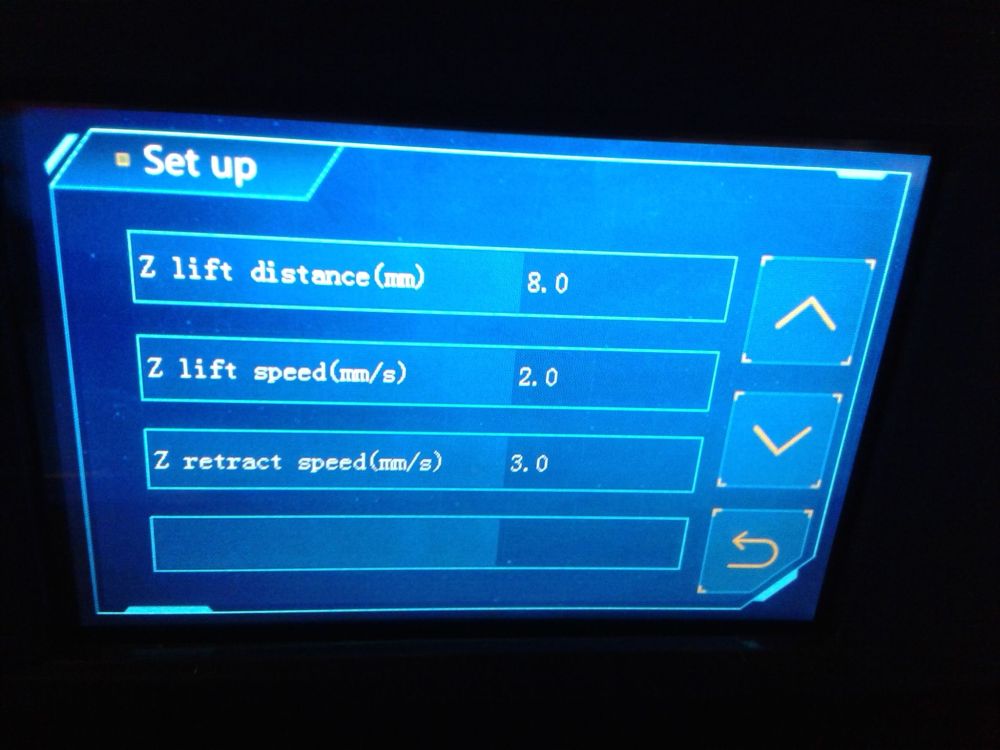
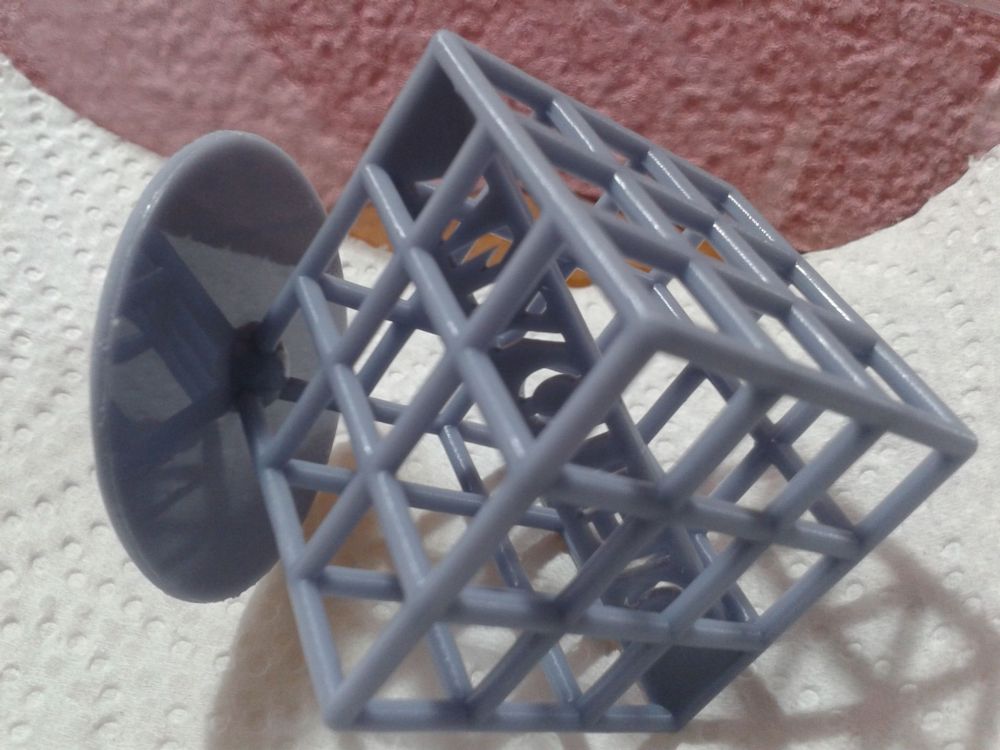
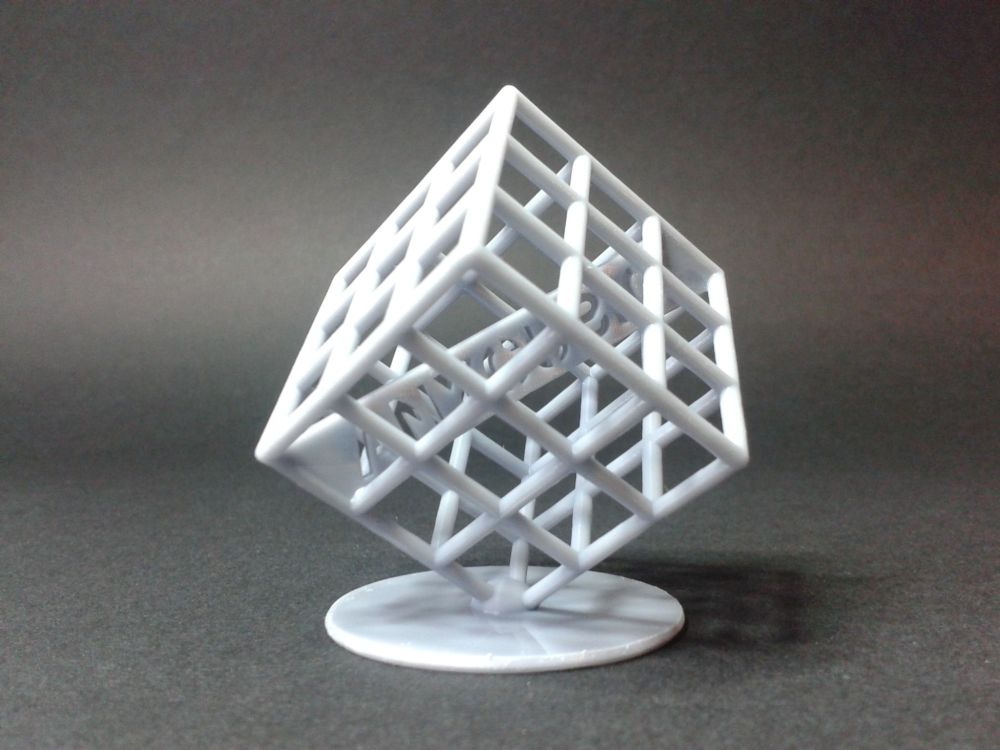
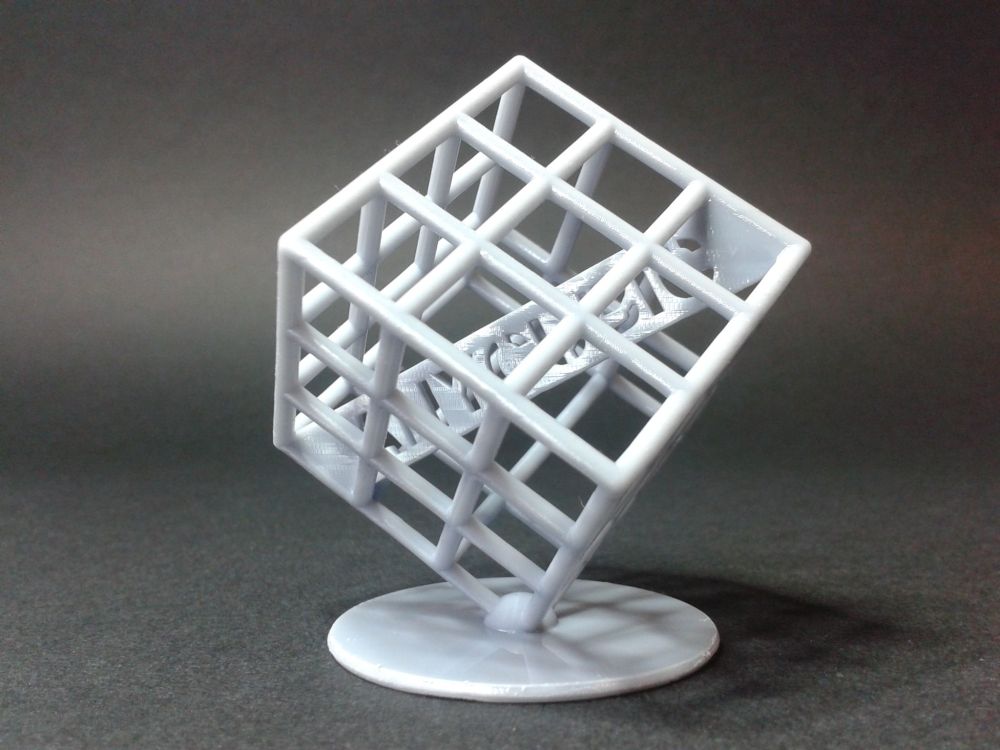
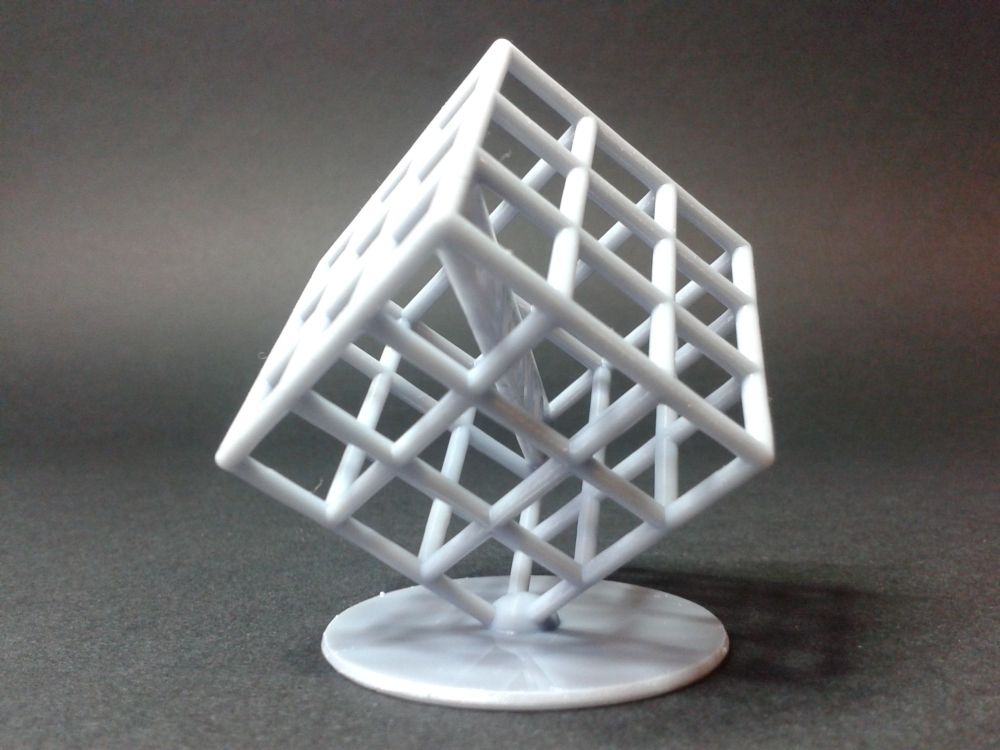
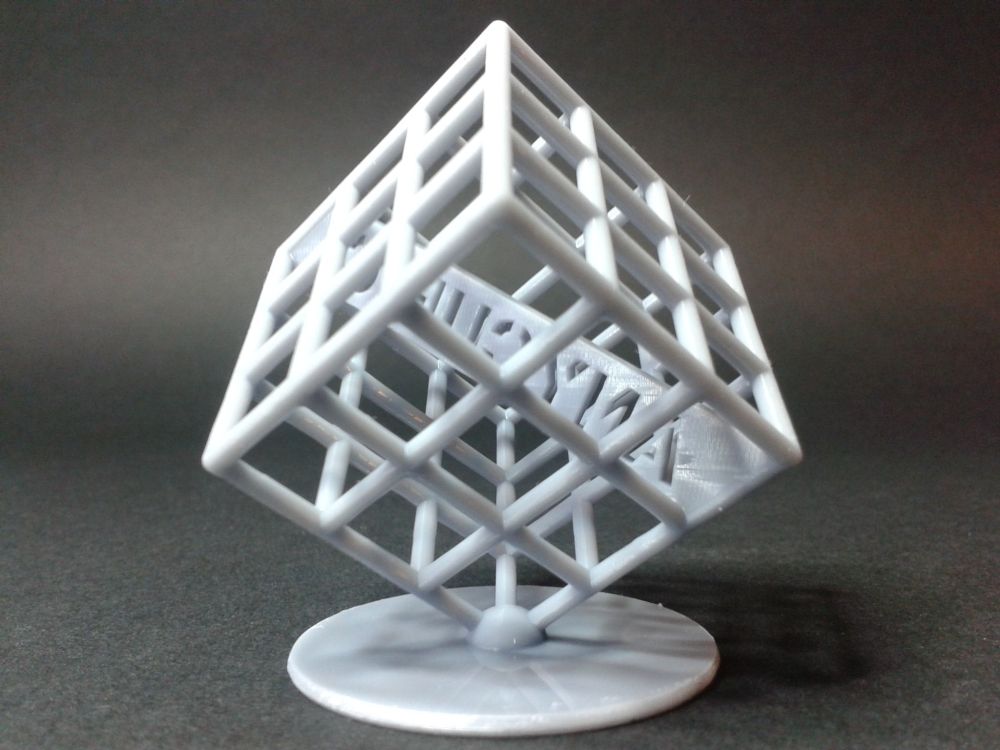
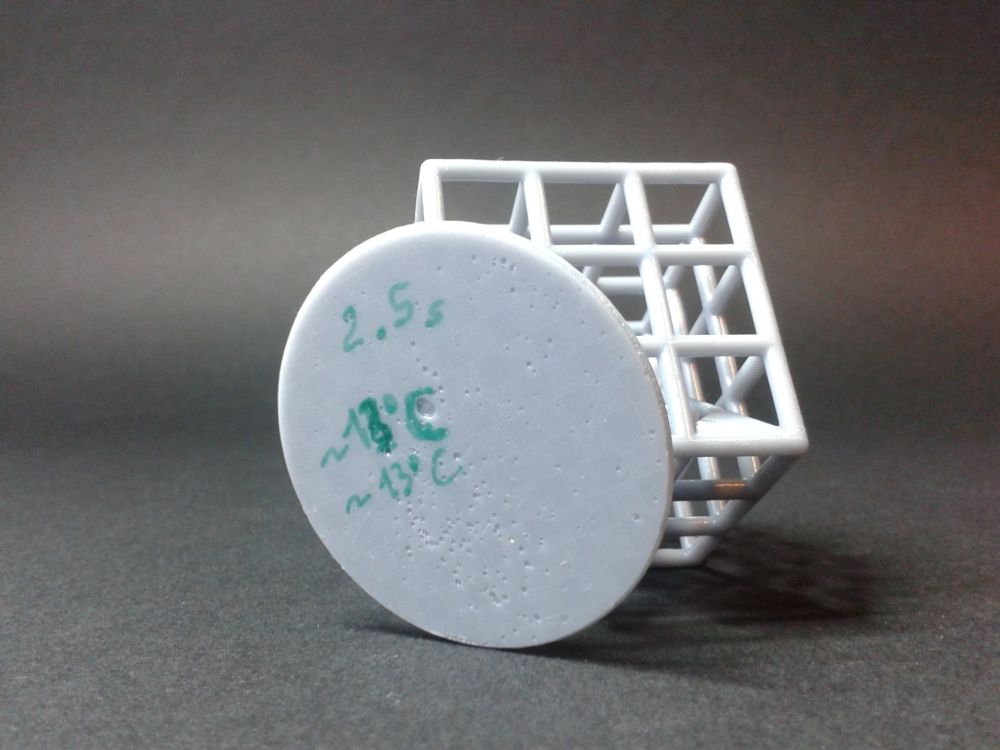
Impressions réalisées Afin de trouver des valeurs adaptées de temps d'exposition pour la résine UV "Anycubic basic Gray" et mon espace d'impression (là il y fait actuellement 14°C) "The Cones of Calibration V2" et "The Tesseract v2" "The Cones of Calibration v2" de TableFlip Foundry "The Tesseract v2" de J3D Tech Trouvés sur le Discord de TableFlip Foundry -> https://discord.com/channels/854702263214145556/937467521777430579/1064305224820473856 J'en profite pour mettre le lien d'un guide (en anglais) très complet pour débuter en impression 3D résine, partagé par l'utilisateur Discord "J3D Tech" alias Clamatowas#9065 présent sur un grand nombre de Discord qui parle d'impression 3D résine Tranché avec "Photon Workshop v2.2.16" (version de la clé USB fourni) avec le profil de la "Photon Mono X2" Layer Thikness(mm) / Hauteur de couches : 0.05 mm (50 microns) Normal Exposure Time(s) / Durée d'exposition des couches normales : - Bottom Exposure Time(s) / Durée d'exposition des couches de bases : 25 s Bottom layers / Nombre de couches de bases : 4 Z lift Distance(mm) / Distance de levage : 8 mm Z lift Speed(mm/s) / Vitesse de levage : 2 mm/s (= 120 mm/min) Z Retract Speed(mm/s) / Vitesse de descente : 3 mm/s (= 180 mm/min) --- Durée d'exposition des couches normales 2.5 s Nombre de couches : 188 Durée d'impression estimée : 0h33m1s Durée d'impression réalisée : ~41 min --- Durée d'exposition des couches normales 2.7 s Durée d'impression ~42 min --- Durée d'exposition des couches normales 2.9 s Durée d'impression ~42 min "African Elephant" by scampbell December 06, 2020 https://www.thingiverse.com/thing:4677066 Tranché avec "Chitubox Pro v1.3.0" orientation automatique évidage 2.0 mm perçage ... ( 2x 5 mm de diamètre sous la base et plusieurs 3 mm de diamètre (bouche, oreilles, sous la patte avant levé, haut de la tête) supports moyen automatique partout ( angle ?, espacement ?) ajout manuel de supports lourd. (A posteriori, j'ai eu la main trop lourde sur les supports qui ont étaient compliqué à enlever.) Durée d'exposition ( bien noter que j'imprime dans un environnement a 14°C ... ) Hauteur de couche 0.05 mm (50 microns) couches de bases 25 s puis exposition 2.9 s Résine "Anycubic Basic Gray" Nombre de couches : 3943 Durée d'impression estimée : 10h30m31s Durée d'impression réalisée : ? "Gentle Forest Spirit - Gwynevel" by DM-Stash https://www.myminifactory.com/object/3d-print-gentle-forest-spirit-gwynevel-184701 (payant) ... sauf si l'on cherche bien sur le compte Instagram de Anycubic Deutschland (@anycubic_deutschland) ( https://www.instagram.com/p/CZ83oW8BSkn/?hl=fr -> https://bit.ly/3oRzawK -> https://drive.google.com/drive/folders/1-EKb6TelexHJUv4bnV9NsFBvTAufTfoD -> "STL Share - 2022" -> ... ) Version 32 mm pré supporté. Tranché avec Chitubox Pro v1.3.0 Résine "Anycubic Basic Gray" Nombre de couches : 1957 Durée d'impression estimée : 5h13m52s Durée d'impression réalisée : ? Le museau ne c'est pas correctement imprimé. Je dois encore me trouver avec une durée d'expositions très légèrement trop courte. (il faut bien noter que j'ai utilisé la version pré supportée et les supports sont relativement fins) J'ai pris garde lors du post traitement de faire des petites sessions de maximum 1 min, afin de ne pas risquer de le déformer (la résine chauffe lors de la polymérisation et cela peut déformer un modèle si l'on fait d'un coup 5 min de traitement UV) Boite en forme de cœur ( dont je ne trouve pas l'auteur. Fichiers STL trouvés via le compte Instagram de anycubic_deutschland ) imprimé en même temps (sur le même plateau) que "Gentle Forest Spirit - Gwynevel" by DM-Stash Toujours sous Chitubox Pro v1.3.0, orientation automatique, supports "fin" automatiques partout, complété manuellement de supports "moyen" Ici l'on peut remarquer un défaut (surface plane avec ligne de rupture) due à une "coupe de succion" résultant d'une orientation hasardeuse par la fonction AutoOrient de Chitubox Pro v1.3.0 (je l'avais remarqué, mais j’espère que cela serait négligeable et voulais vérifier, aux vus des épaisseurs, l'impact sur le résultat d'impression ... définitivement une orientation différente, ou, lors de la préparation faire un trou pour éviter la "coupe de succion" aurais évité ce défaut. Lucifer de Atlas 3DSS Lucifer by Atlas 3DSS (payant) obtenu via une participation au kickstarter Harbingers of the Apocalypse Un premier plateau pour les quatre ailes (versions pré-supportées) avec des durées d'exposition de couches normales de 3.0 s. Résine "Anycubic Basic Gray" Nombre de couches : 3903 Durée d'impression estimée : 9h52m52s Durée d'impression réalisée : ~9h55min Dommage une des ailes n'a pas adhéré au plateau, il me faut filtrer la résine et nettoyer le FEP Un second plateau pour le buste, socle, bras muni de l'épée (et l'aile qui avait raté) (versions pré-supportées) durées d'exposition de couches de bases 29 s puis pour les normales de 3.0 s Résine "Anycubic Basic Gray" Nombre de couches : 2636 Durée d'impression estimée : 9h01m02s Durée d'impression réalisée : ? (petit défaut de support sur le bras déjà attaché au buste ... il me faut surement monter a 3.1 s ou changer le FEP pour un nFEP ou chauffer ...) Hell's Jewelry BUNDLE de Atlas 3DSS https://www.myminifactory.com/object/3d-print-hell-s-jewelry-bundle-241035 (payant) la version "large" pré-supportée (avec sur le même plateau, de nouveau "Gentle Forest Spirit - Gwynevel" by DM-Stash) durées d'exposition des couches de bases 29 s puis pour les normales de 3.0 s Résine "Anycubic Basic Gray" Nombre de couches : 1600 Durée d'impression estimée : 5h30m34s Durée d'impression réalisée : ~5h33min Un échec. (Modèles très délicate a imprimer ? usure du FEP ? durée d'exposition encore trop faible ? température de la résine ? vitesse de levage à réduire ? ... ? ) Il me faut donc filtrer la résine et nettoyer le FEP.






































 1 point
1 point -
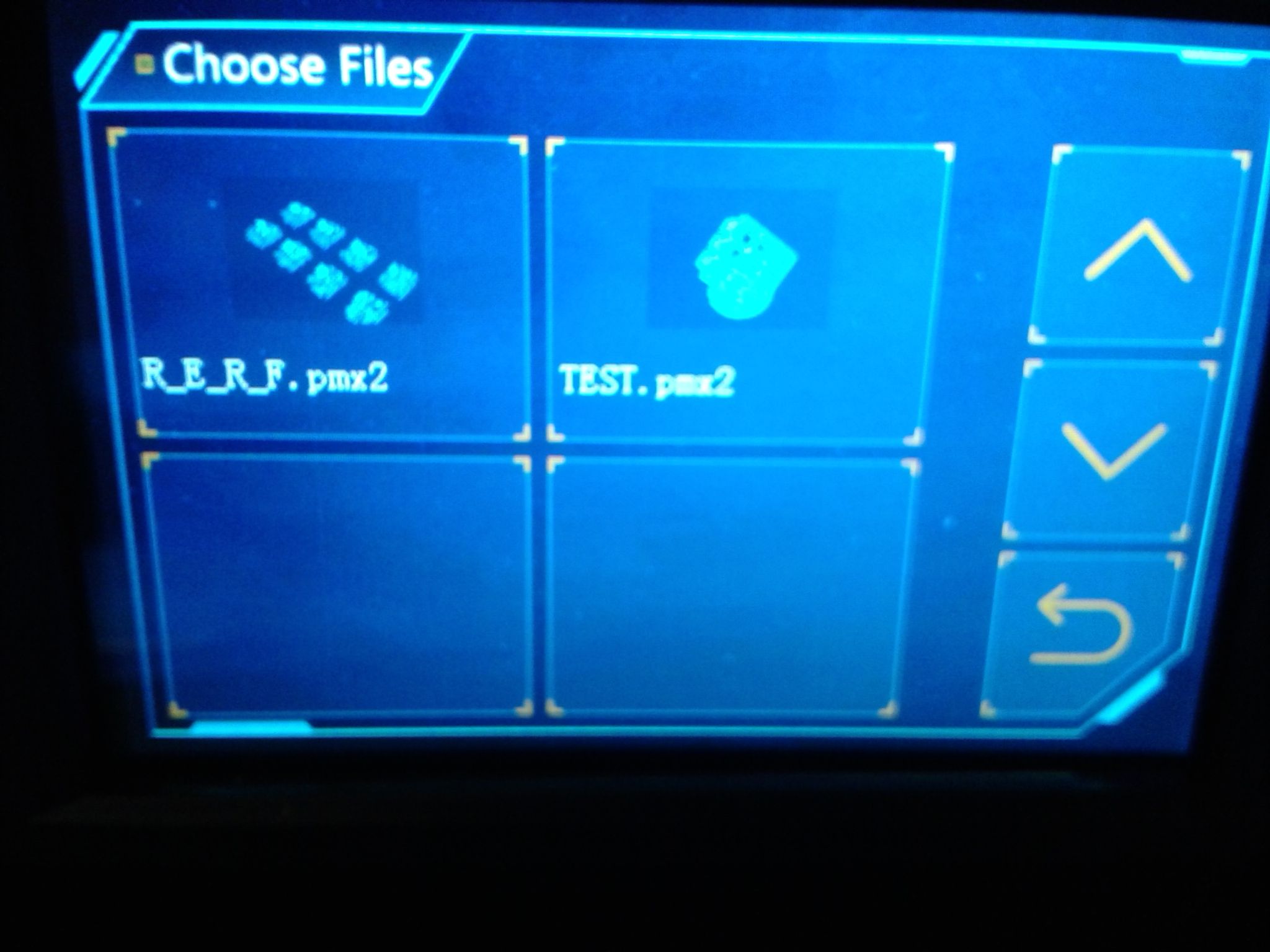
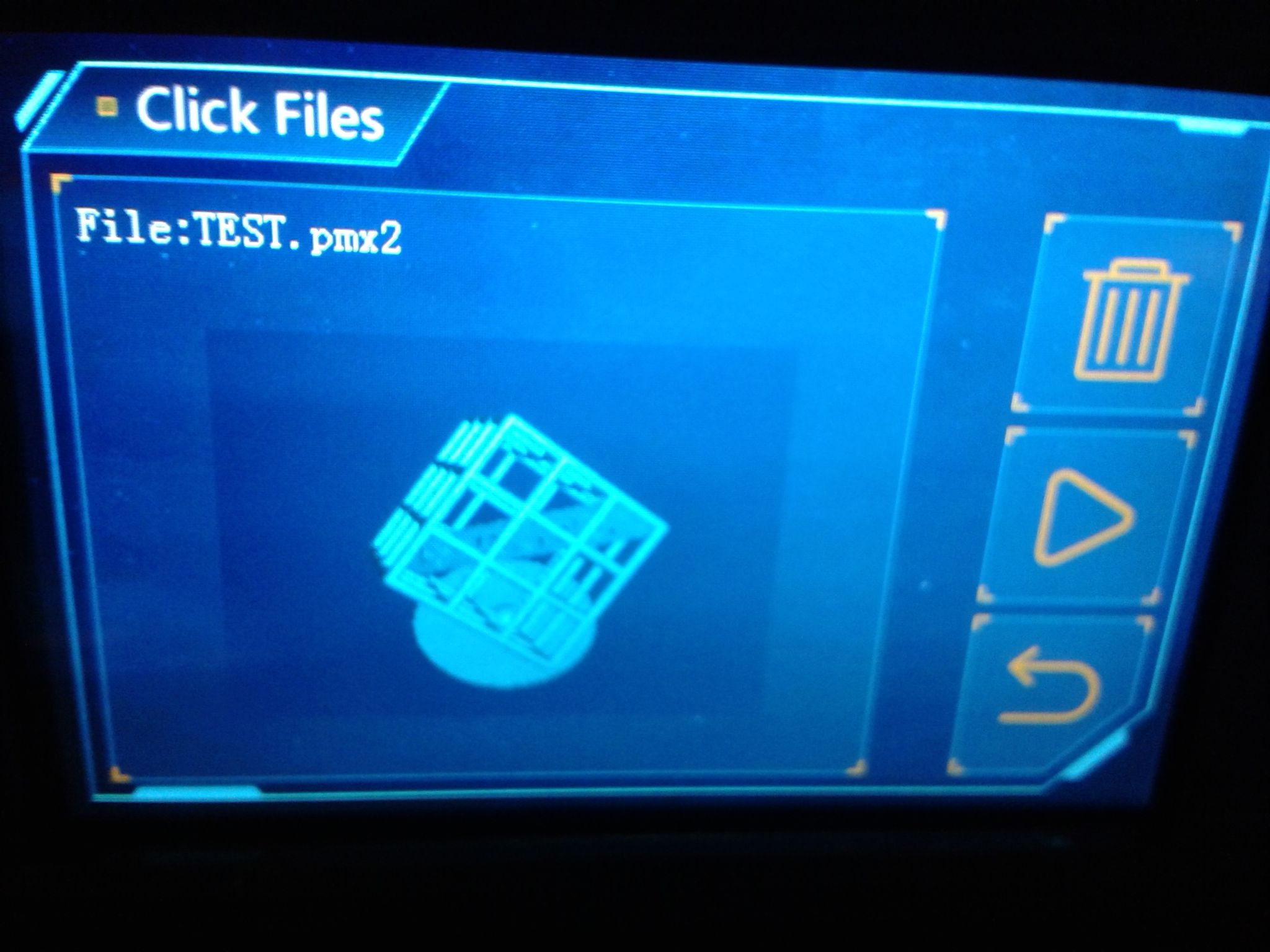
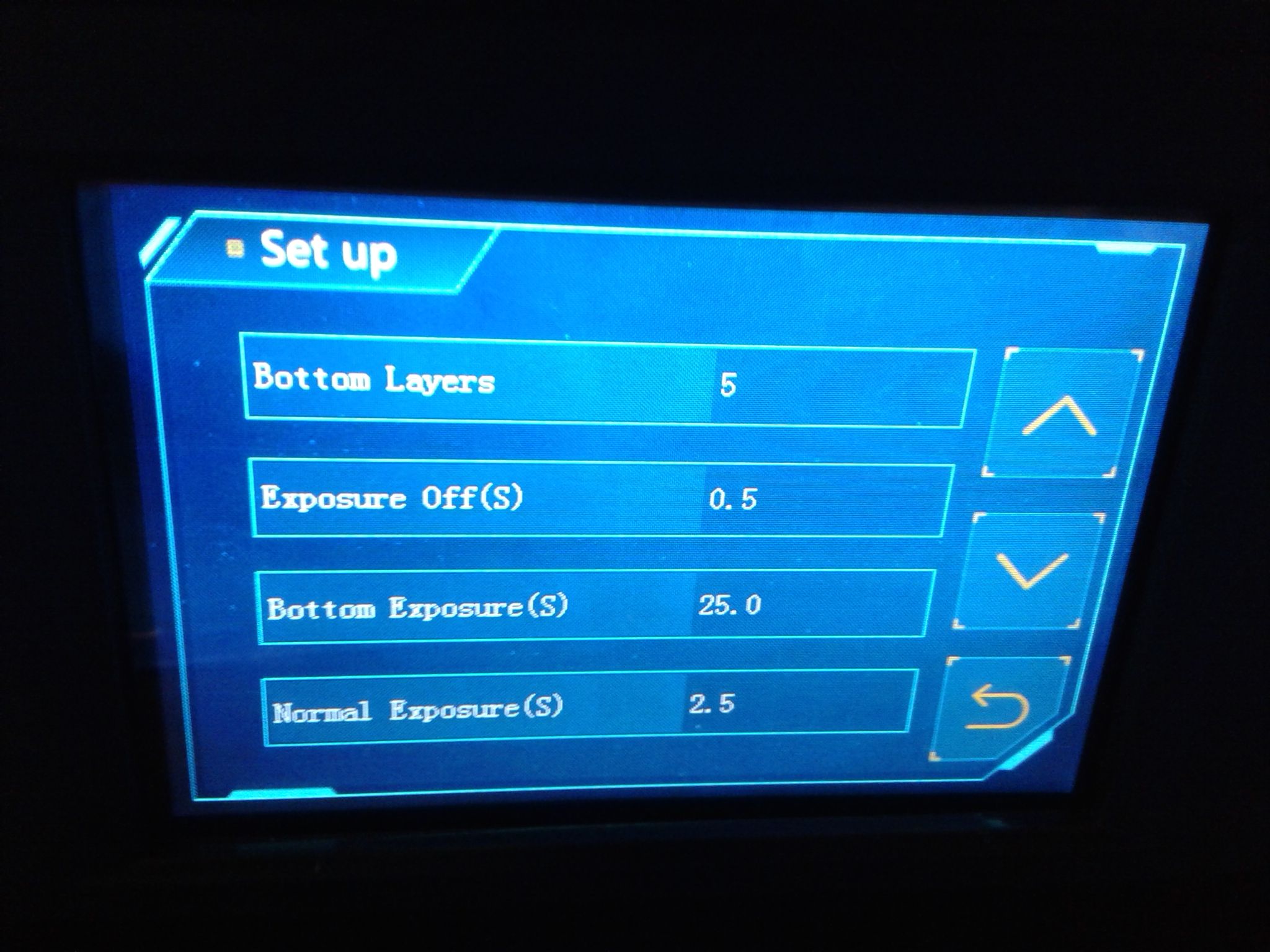
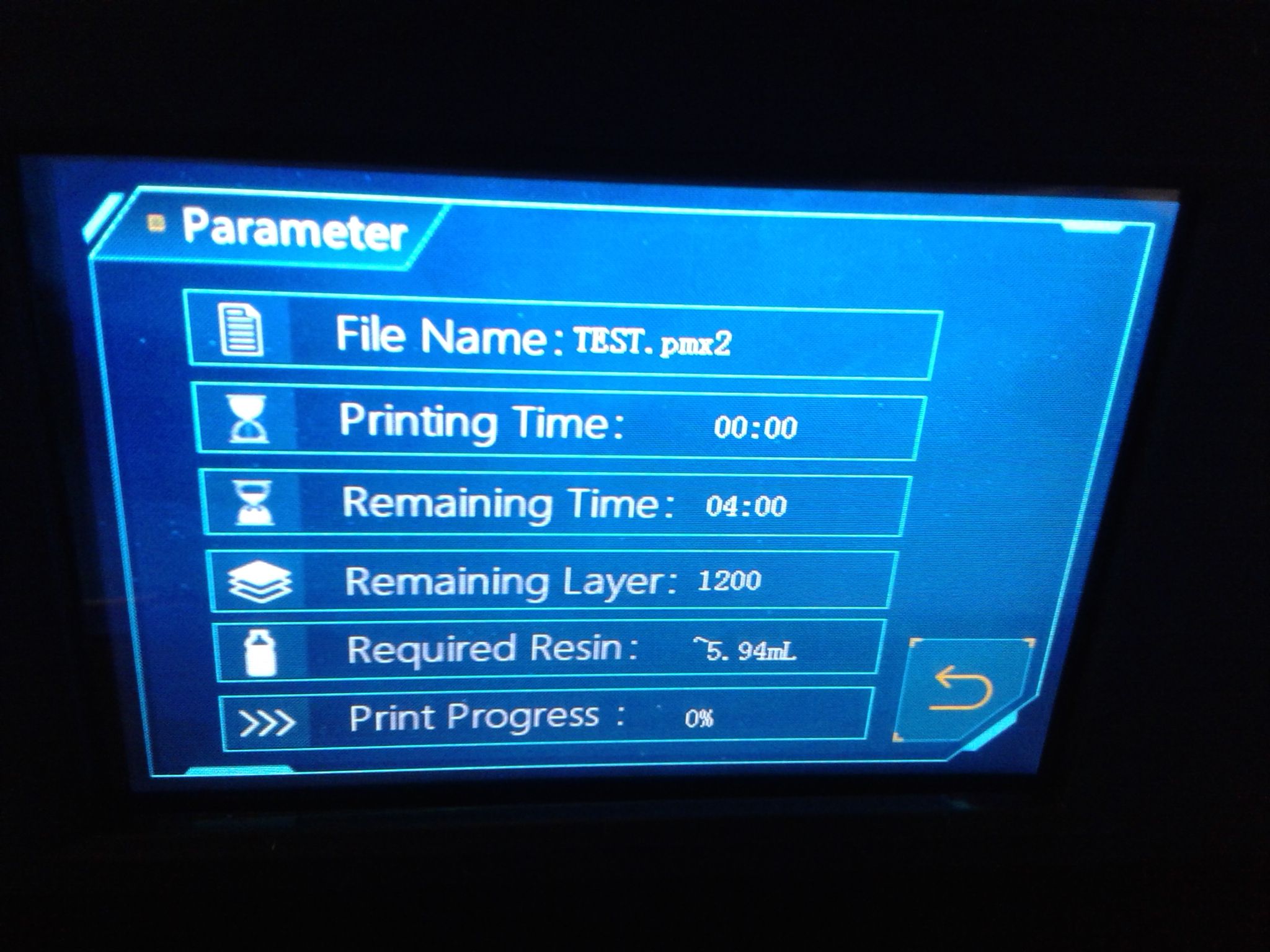
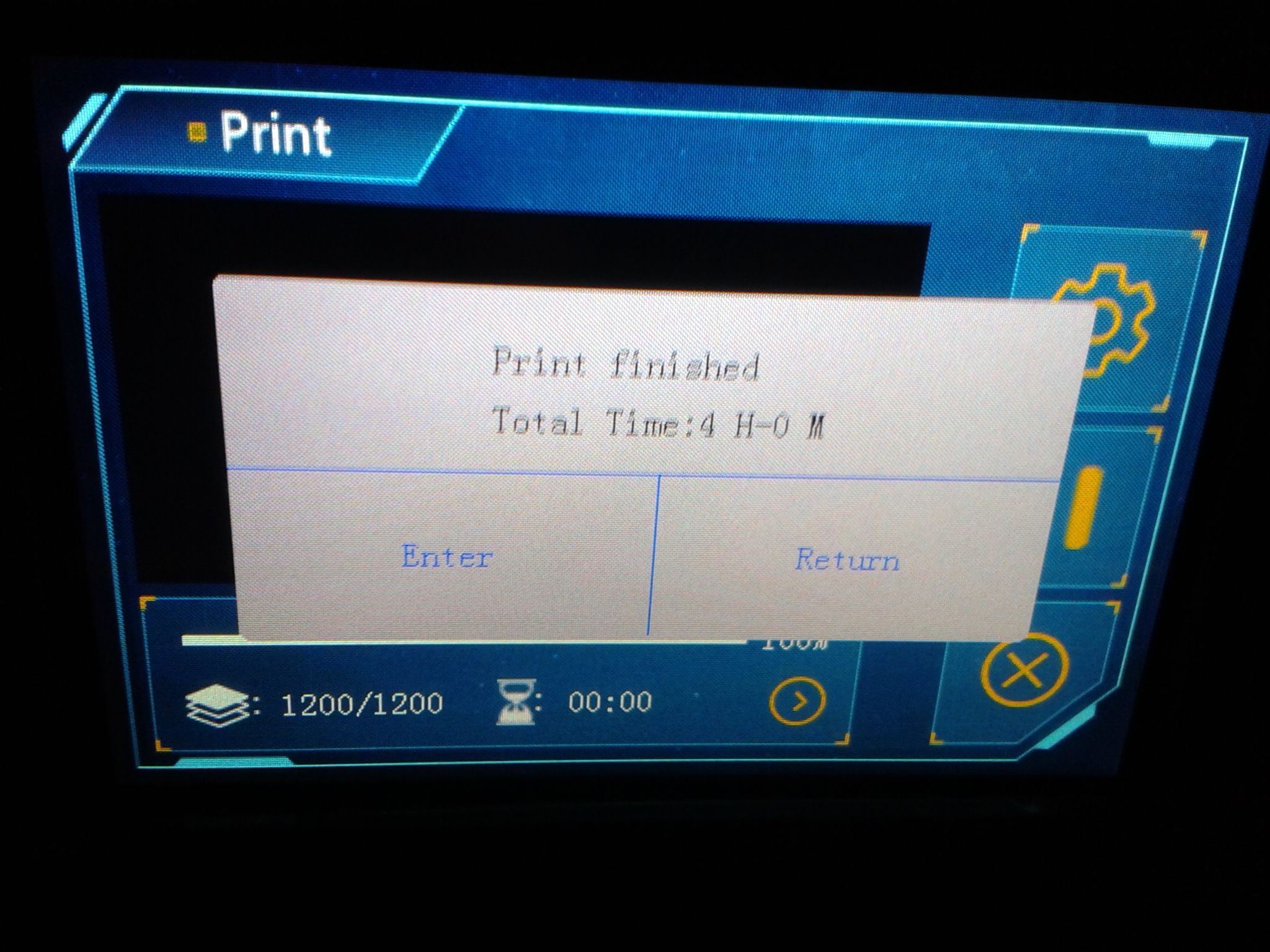
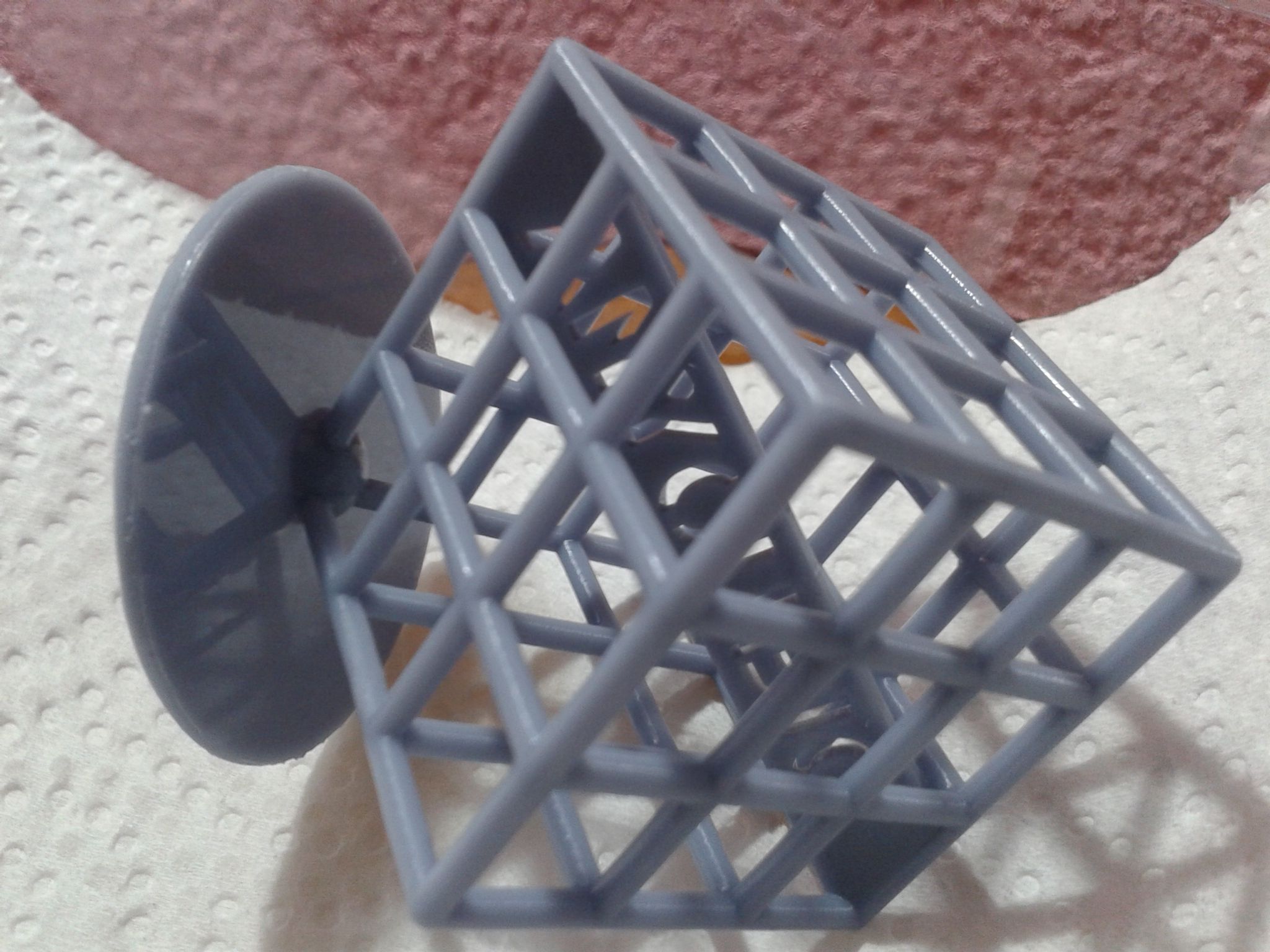
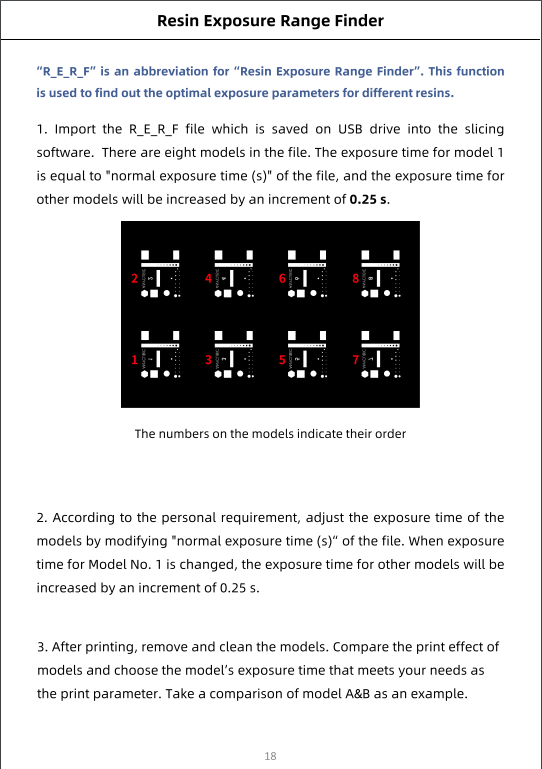
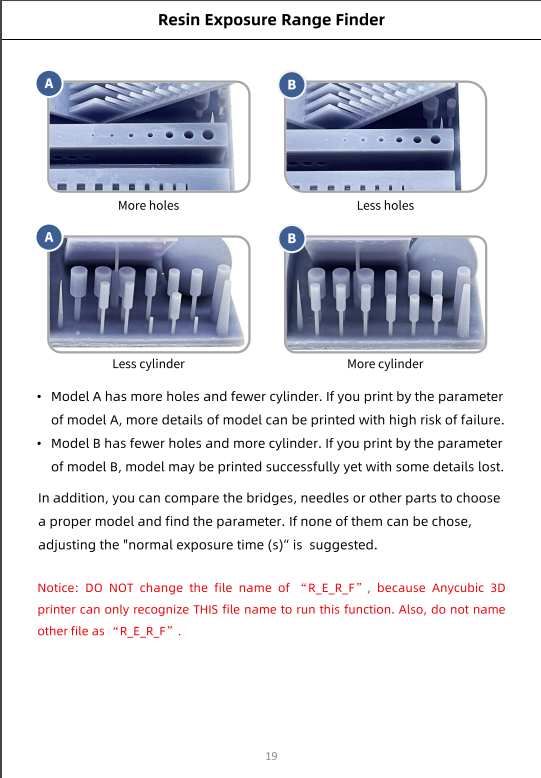
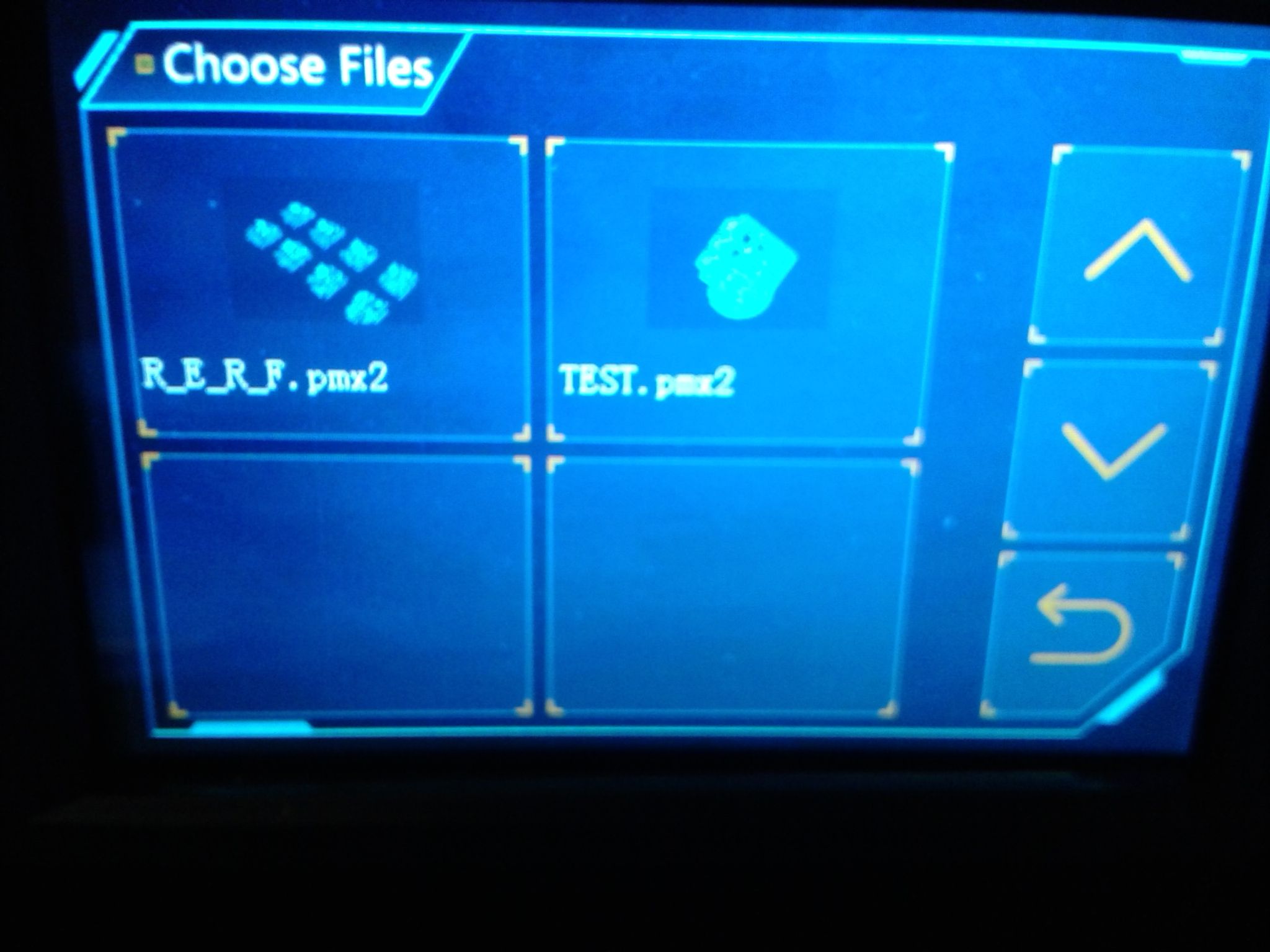
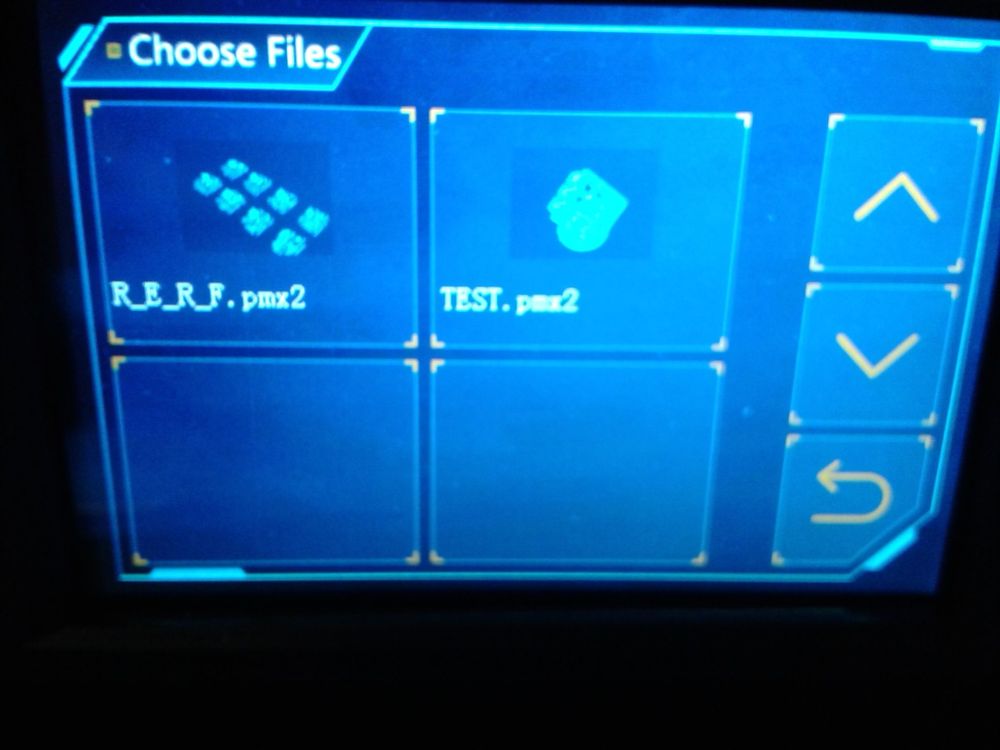
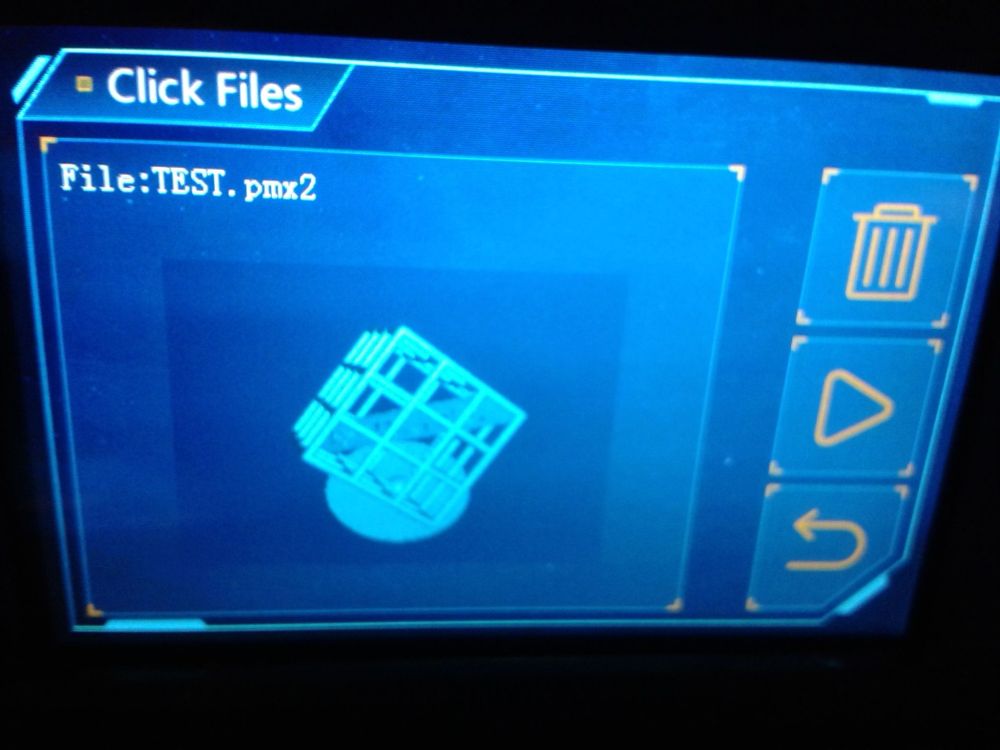
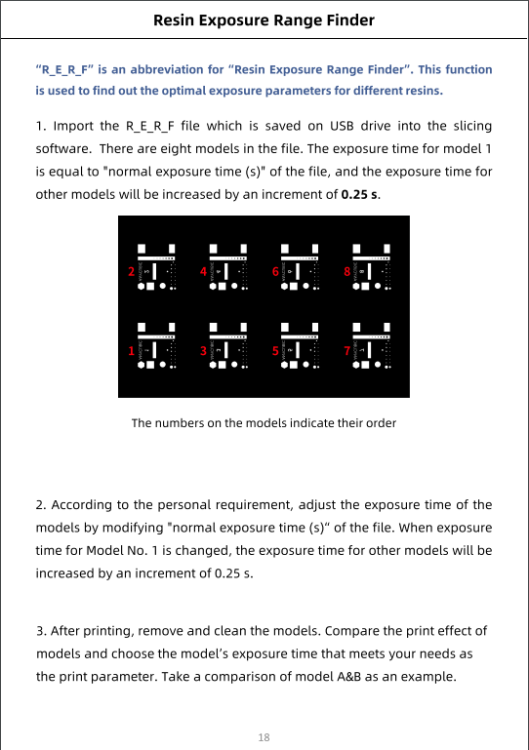
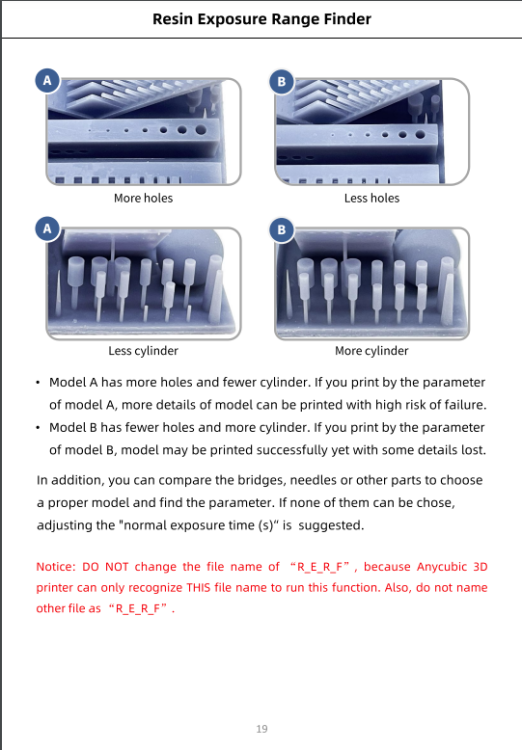
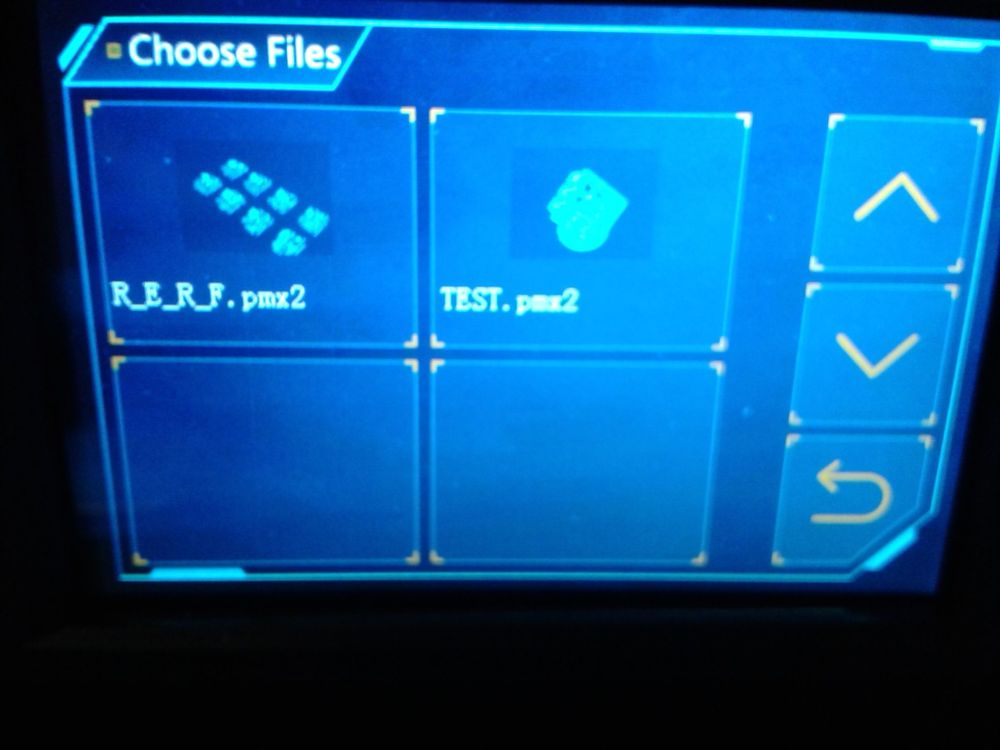
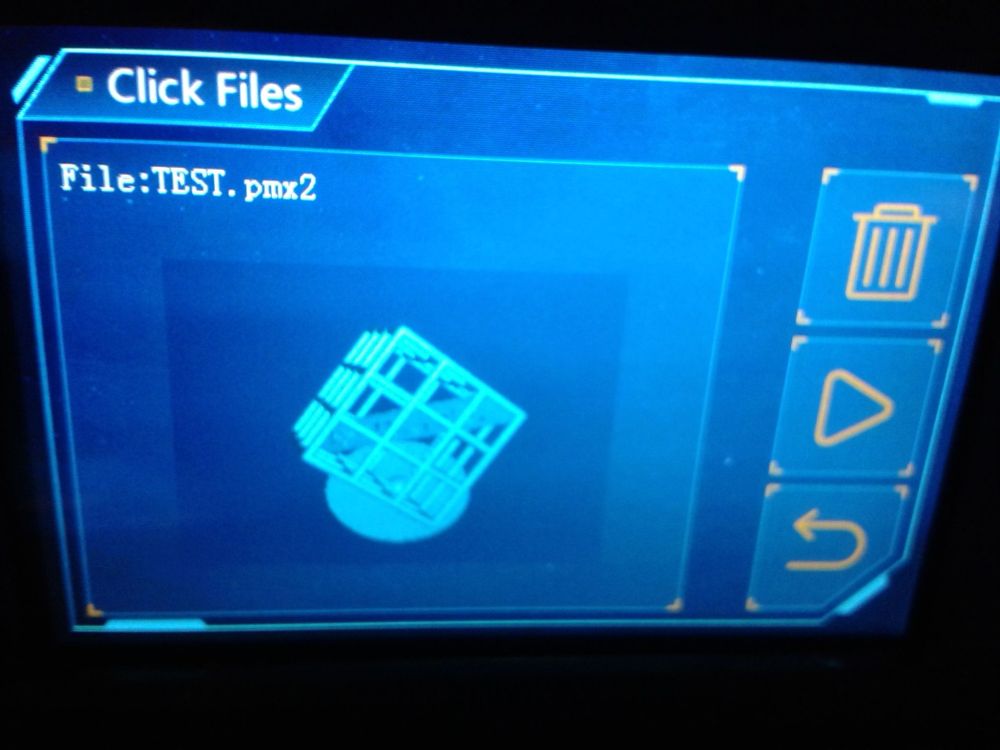
Les fichiers d'impression sur la clé USB fourni TEST.pmx2 Extrait d'un exports des paramètre avec UVTools v3.11.0 ... PixelSizeUm = 48 LayerHeight = 0.05 ExposureTime = 2.5 WaitTimeBeforeCure = 0.5 BottomExposureTime = 25 BottomLayersCount = 5 LiftHeight = 8 LiftSpeed = 2 RetractSpeed = 3 VolumeMl = 5.938 AntiAliasing = 1 ResolutionX = 4096 ResolutionY = 2560 ... PerLayerOverride = 0 PrintTime = 15508 TransitionLayerCount = 20 TransitionLayerType = 0 ... MachineName = Anycubic Photon Mono X2 LayerImageFormat = pw0Img MaxAntialiasingLevel = 16 PropertyFields = 7 DisplayWidth = 196.7 DisplayHeight = 122.8 MachineZ = 200 MaxFileVersion = 516 ... LayerCount = 1200 Layers = 1200 Traces de projection de résine qui ont coulé a l'intérieur du capots ... ( mon plan de travail n'est pas bien plan ... ) R_E_R_F.pmx2 Il s'agit d'un fichier spécial de pars son nom (le firmware va appliquer des temps d'exposition avec un pas de +0.25 s selon la position du modèle (huit zones, avec des durées d'exposition des couche normale différentes ... ) Voir le détail dans le manuel utilisateur de la Photon Mono X2 pages 18-19 ( Que l'on trouve dans la section "Anycubic Care" (tout en bas) de la fiche produits de la "Photon Mono X2" sur anycubic.com ) ... LayerHeight = 0.05 ExposureTime = 1.5 WaitTimeBeforeCure = 0.5 BottomExposureTime = 20 BottomLayersCount = 5 LiftHeight = 8 LiftSpeed = 2 RetractSpeed = 3 VolumeMl = 21.932 AntiAliasing = 16 ResolutionX = 4096 ResolutionY = 2560 ... PrintTime = 4709 TransitionLayerCount = 10 TransitionLayerType = 0 ... ResolutionX = 224 Mark = x ResolutionY = 168 ... BottomStateNumber = 2 BottomLiftHeight1 = 2 BottomLiftSpeed1 = 1 BottomRetractSpeed1 = 1.5 BottomLiftHeight2 = 6 BottomLiftSpeed2 = 2 BottomRetractSpeed2 = 3 StateNumber = 2 LiftHeight1 = 2 LiftSpeed1 = 1 RetractSpeed1 = 1.5 LiftHeight2 = 2.16 LiftSpeed2 = 1 RetractSpeed2 = 1.5 ... UseFullGreyscale = 0 GreyMaxCount = 16 Grey = 16 ... LayerCount = 288 Layers = 288 Avant de l'imprimer, bien le modifier pour adapter la durée d'exposition des couches normale avec Photon WorkShop. (car sinon utilise 1.5 s de durée d'exposition des couches normal et donc, c'est presque garantie qu'il faudra filtrer le bac de résine et nettoyer le FEP après cela ... donc plutôt utiliser les "cones-of-calibration" de TableFlip Foundry ou autre test qui "récupère les ratés d'essai de supports ...") Impression a faire (ou pas. Moi, je la retarde pour le moment ...) Les durées d'exposition et vitesses de référence proposé par Anycubic pour cette machine selon les résines Anycubic utilisé https://www.anycubic.com/blogs/news/resin-settings-for-anycubic-3d-printers#photonmonox2



 1 point
1 point -
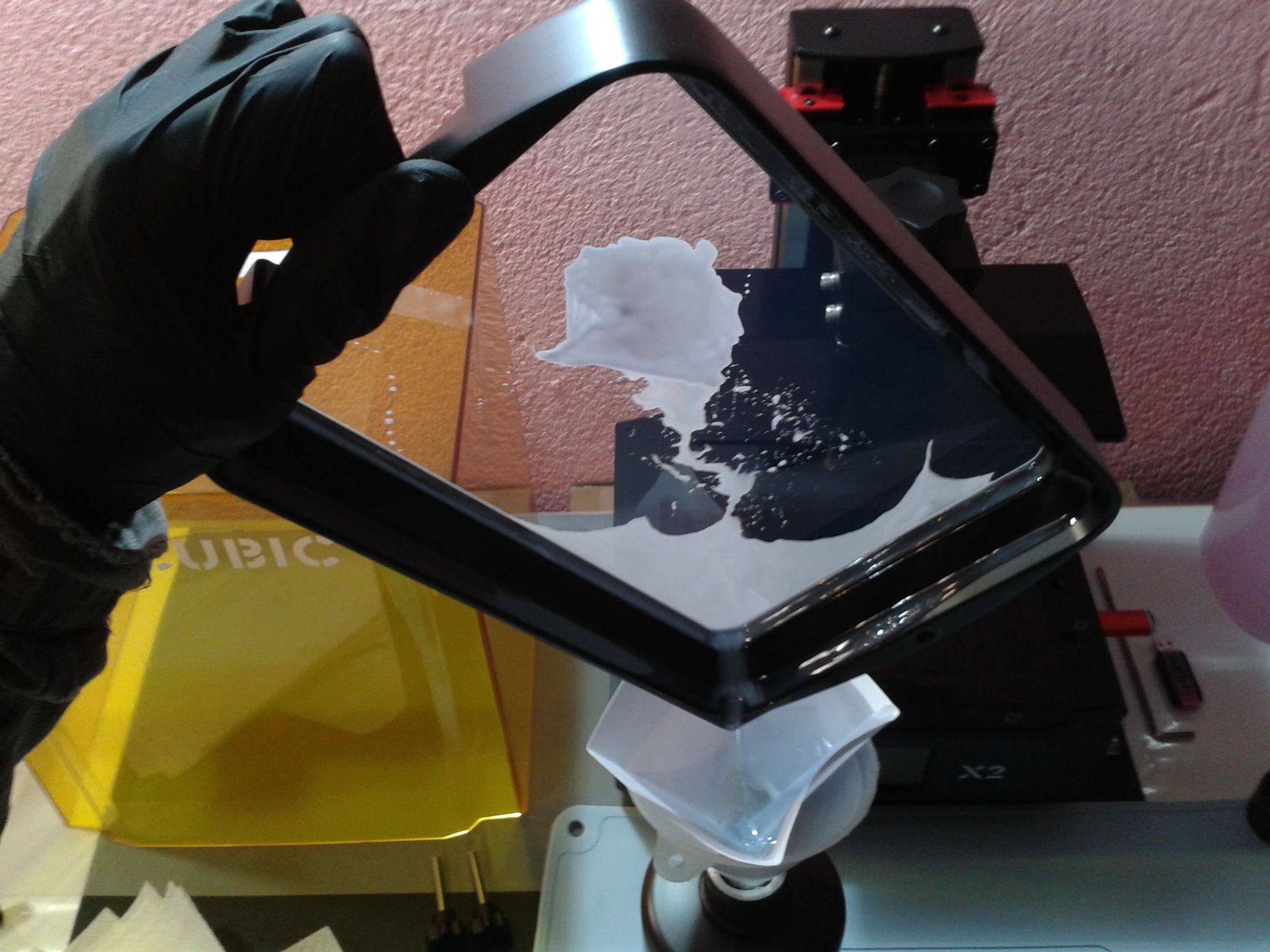
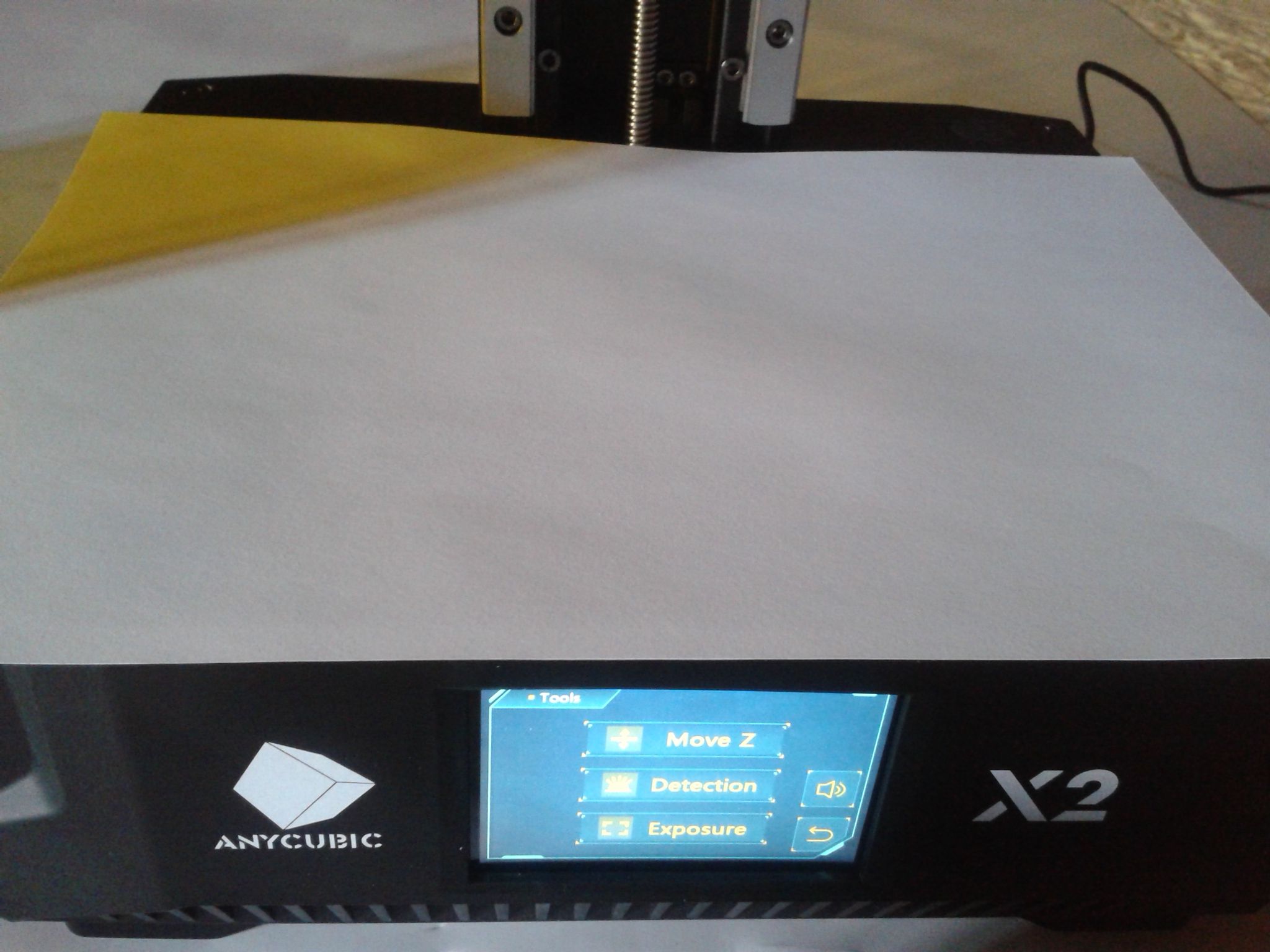
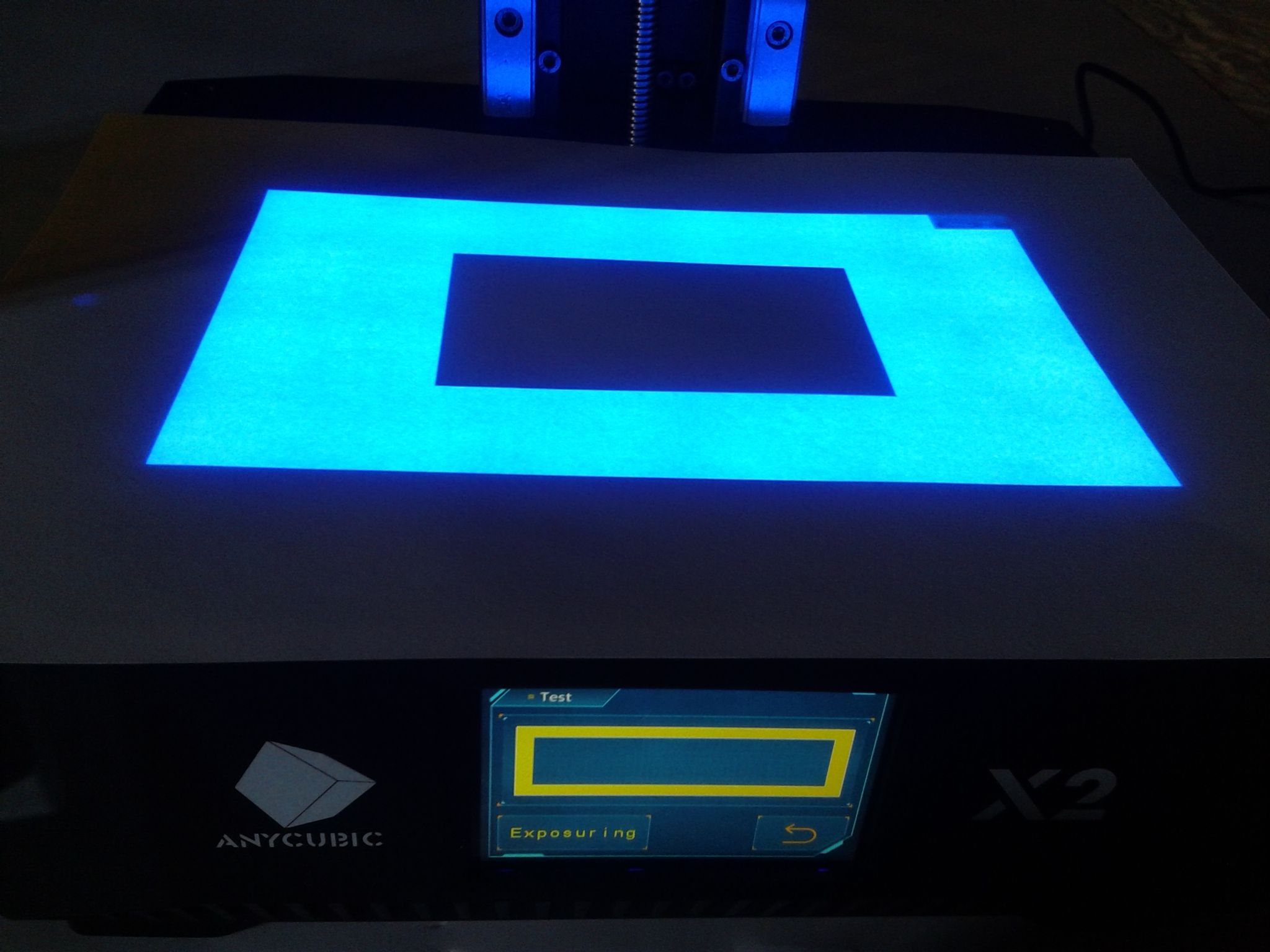
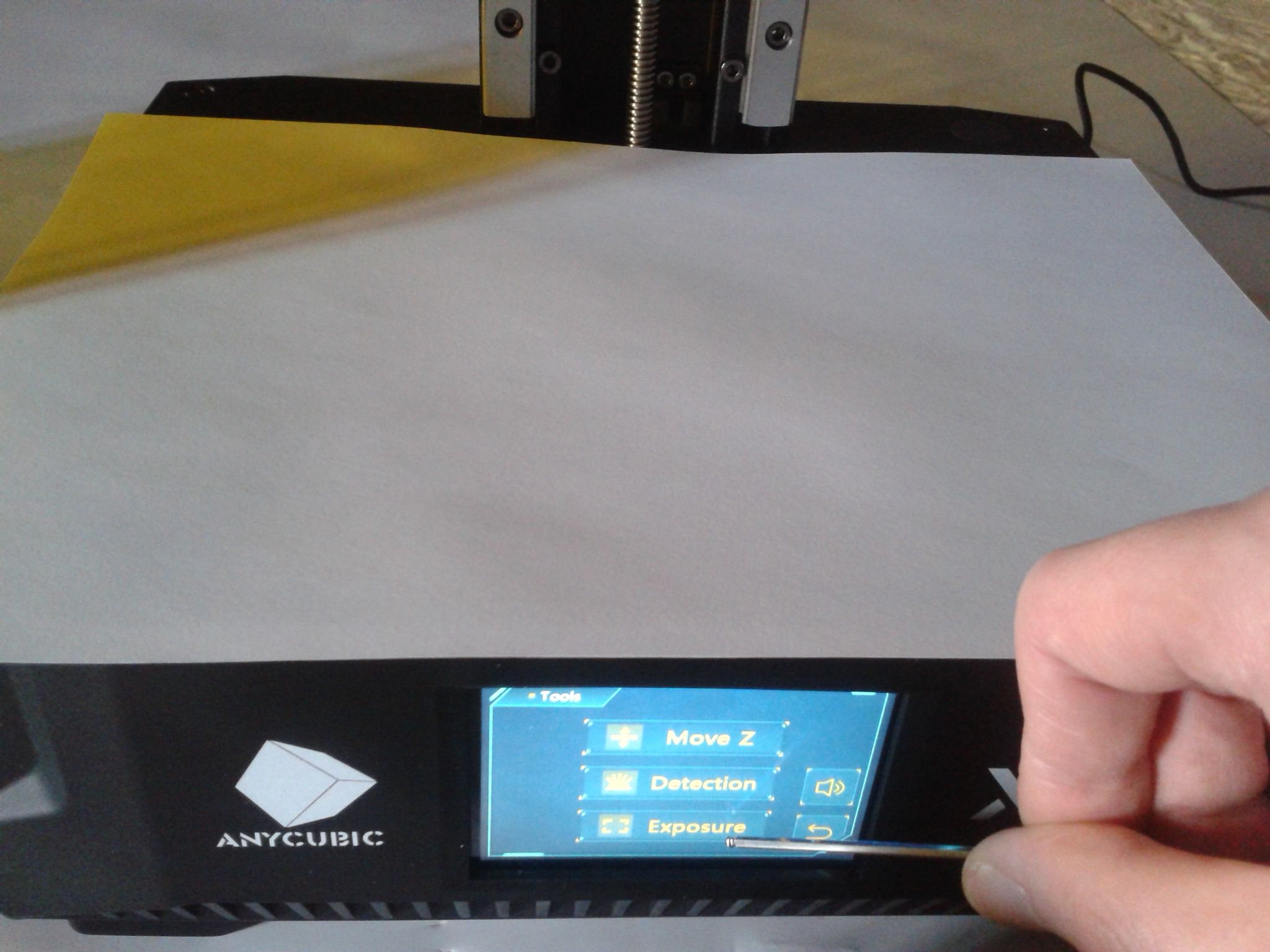
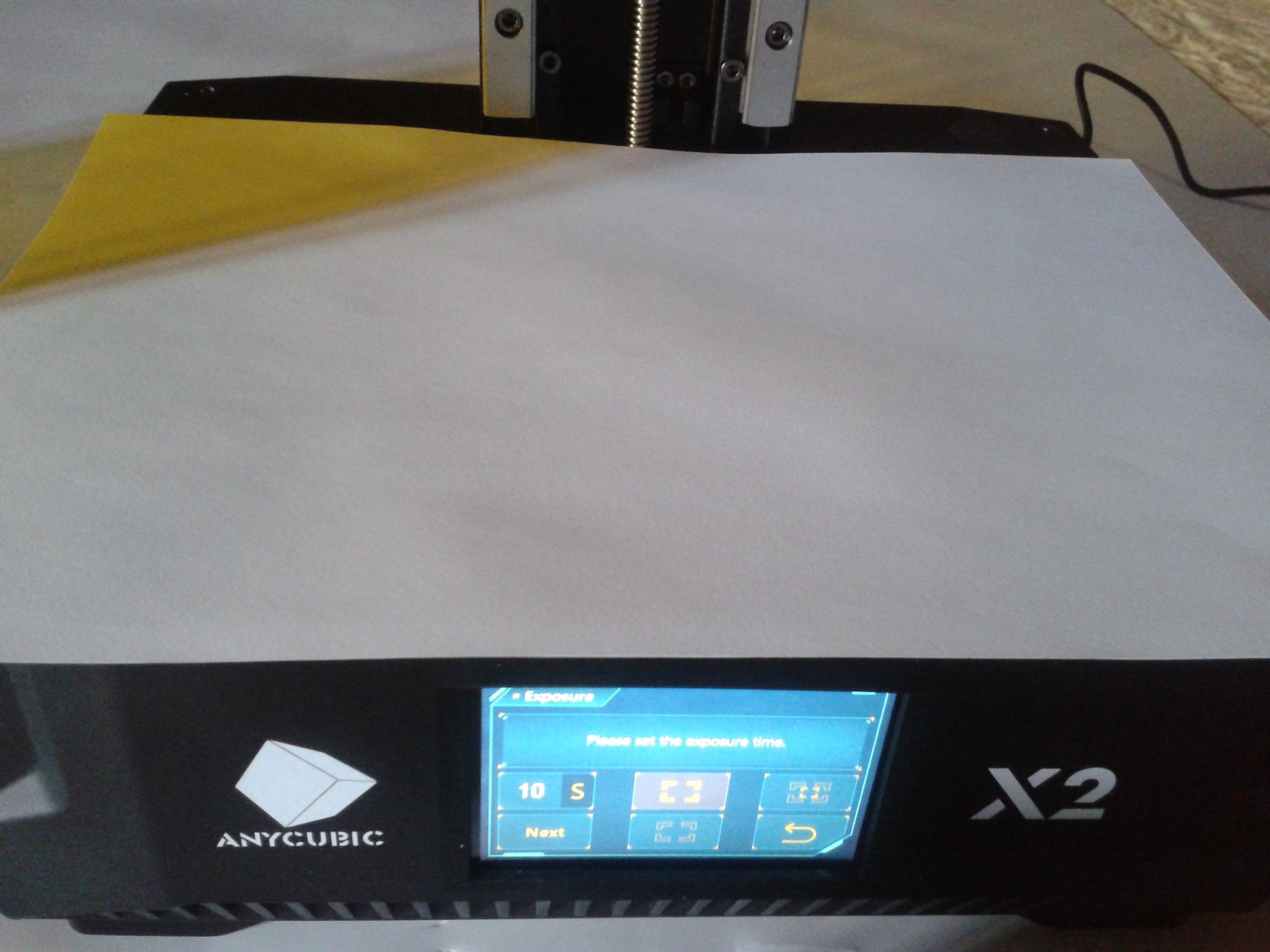
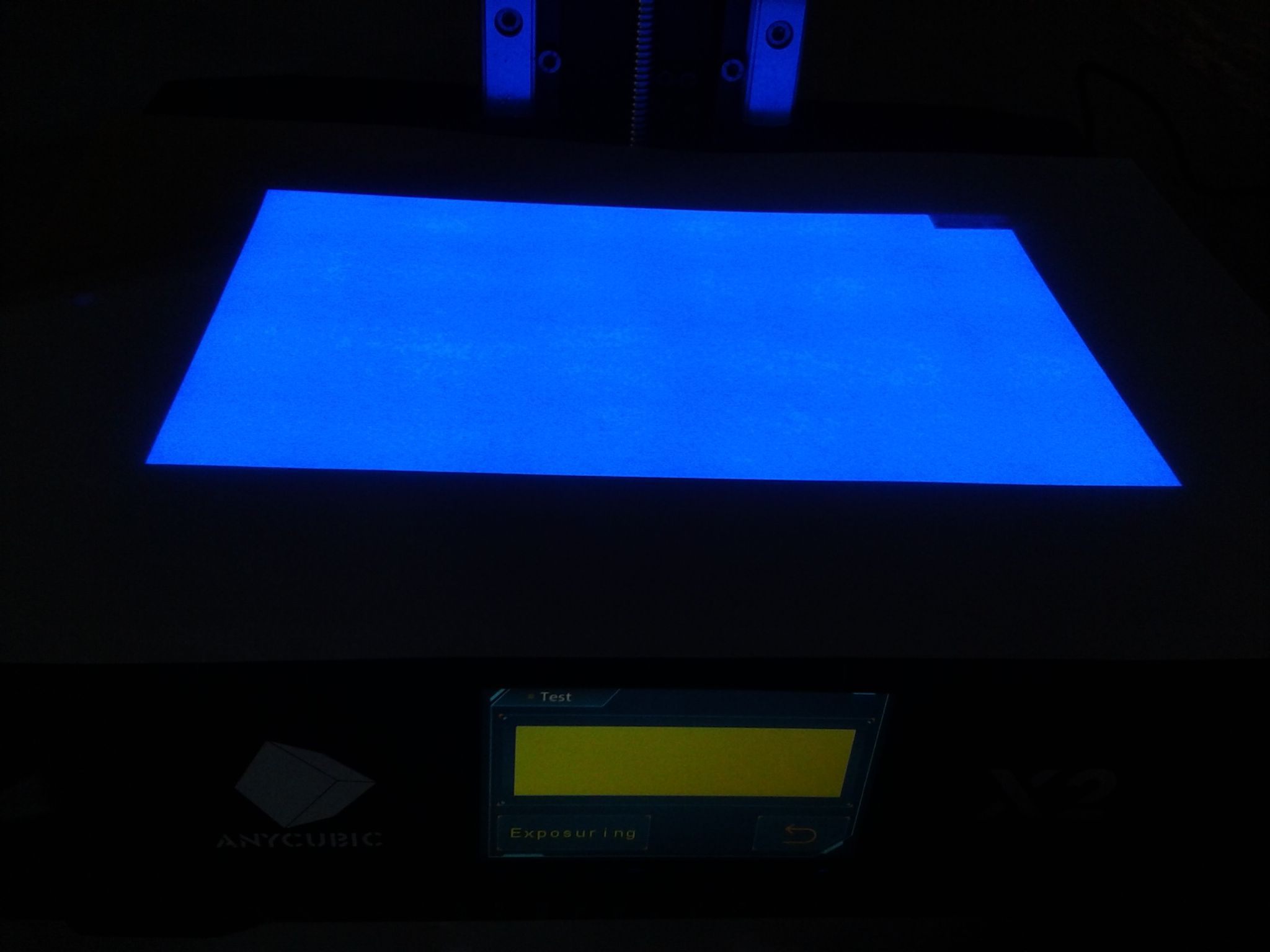
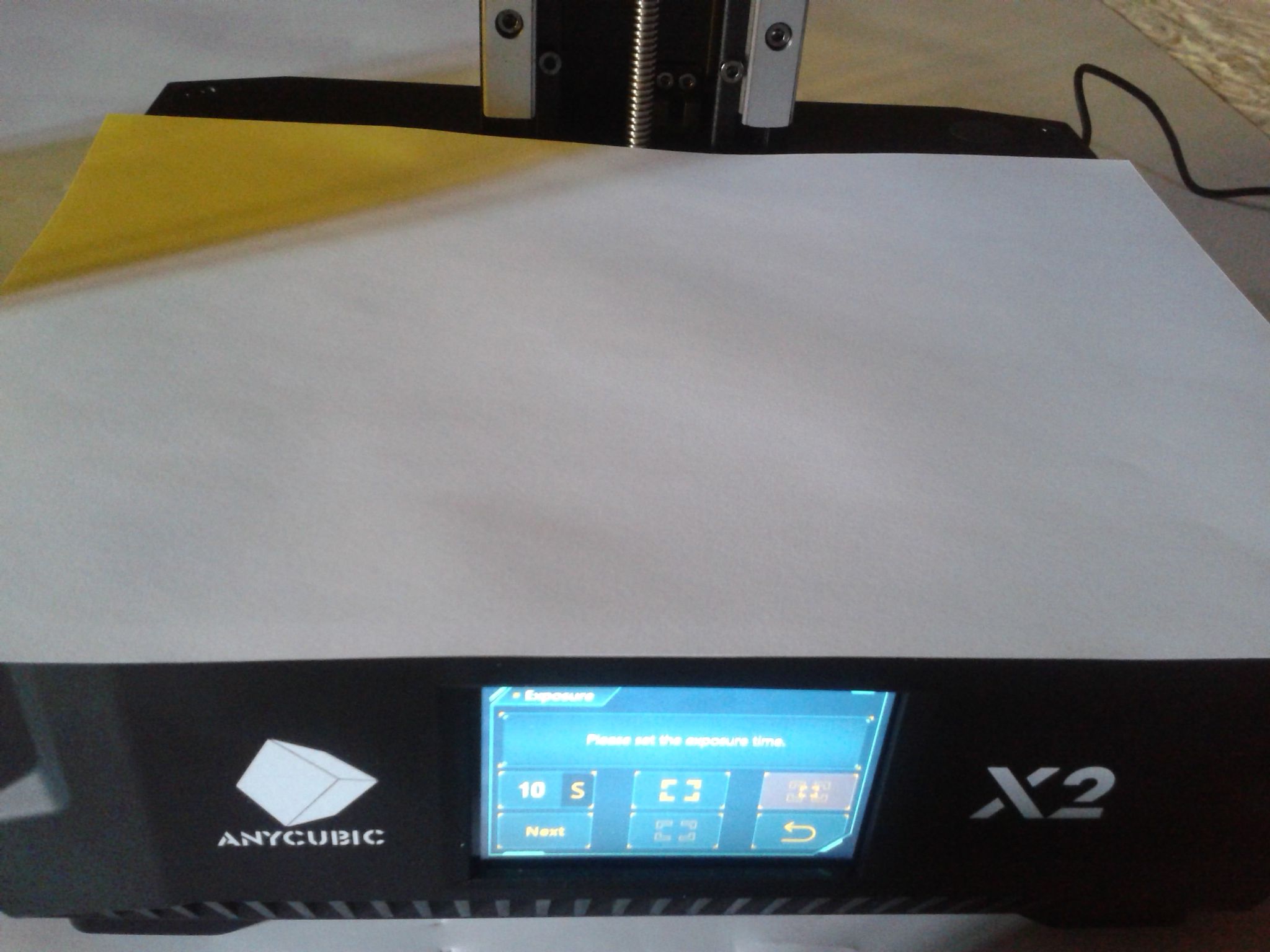
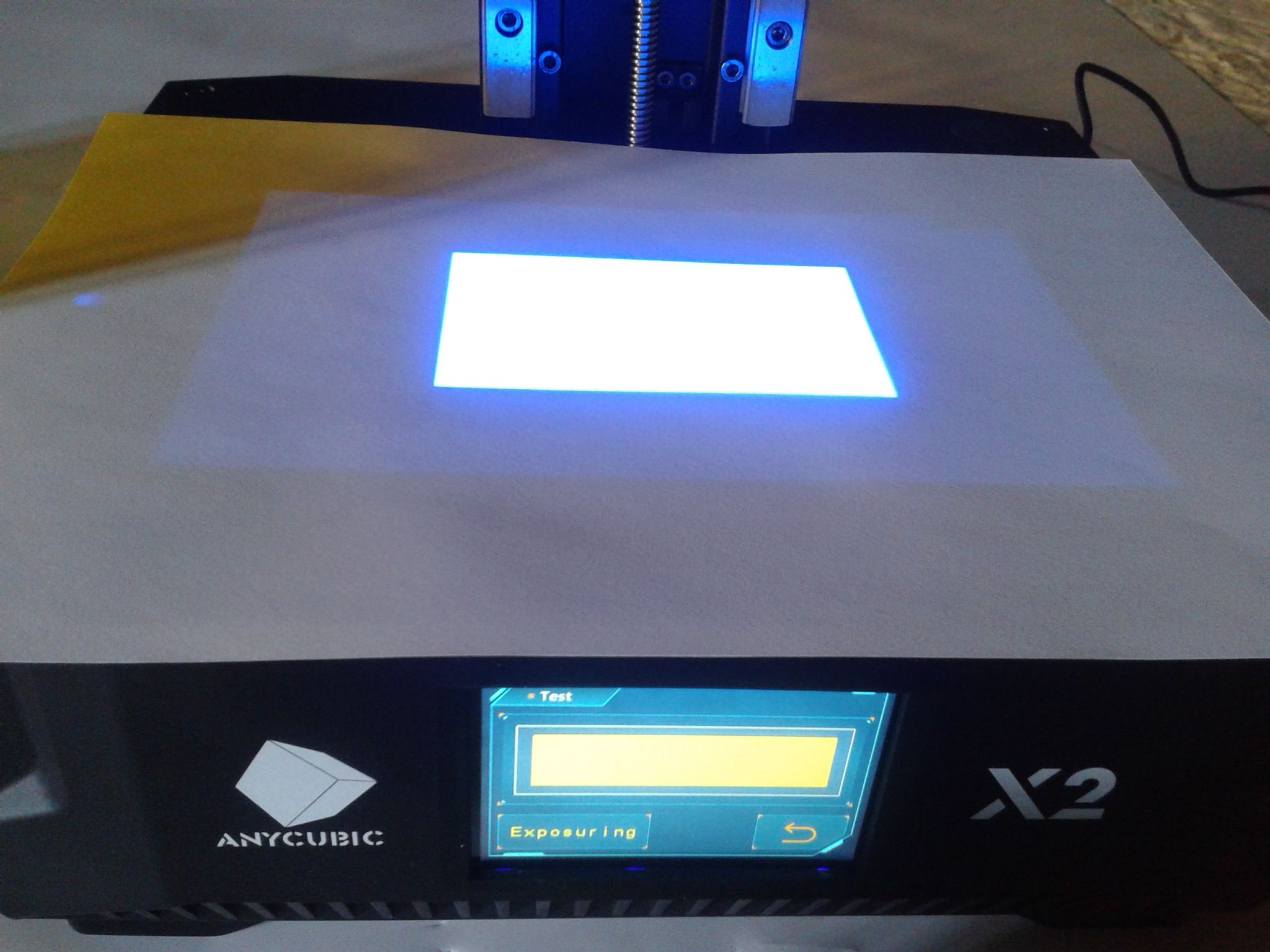
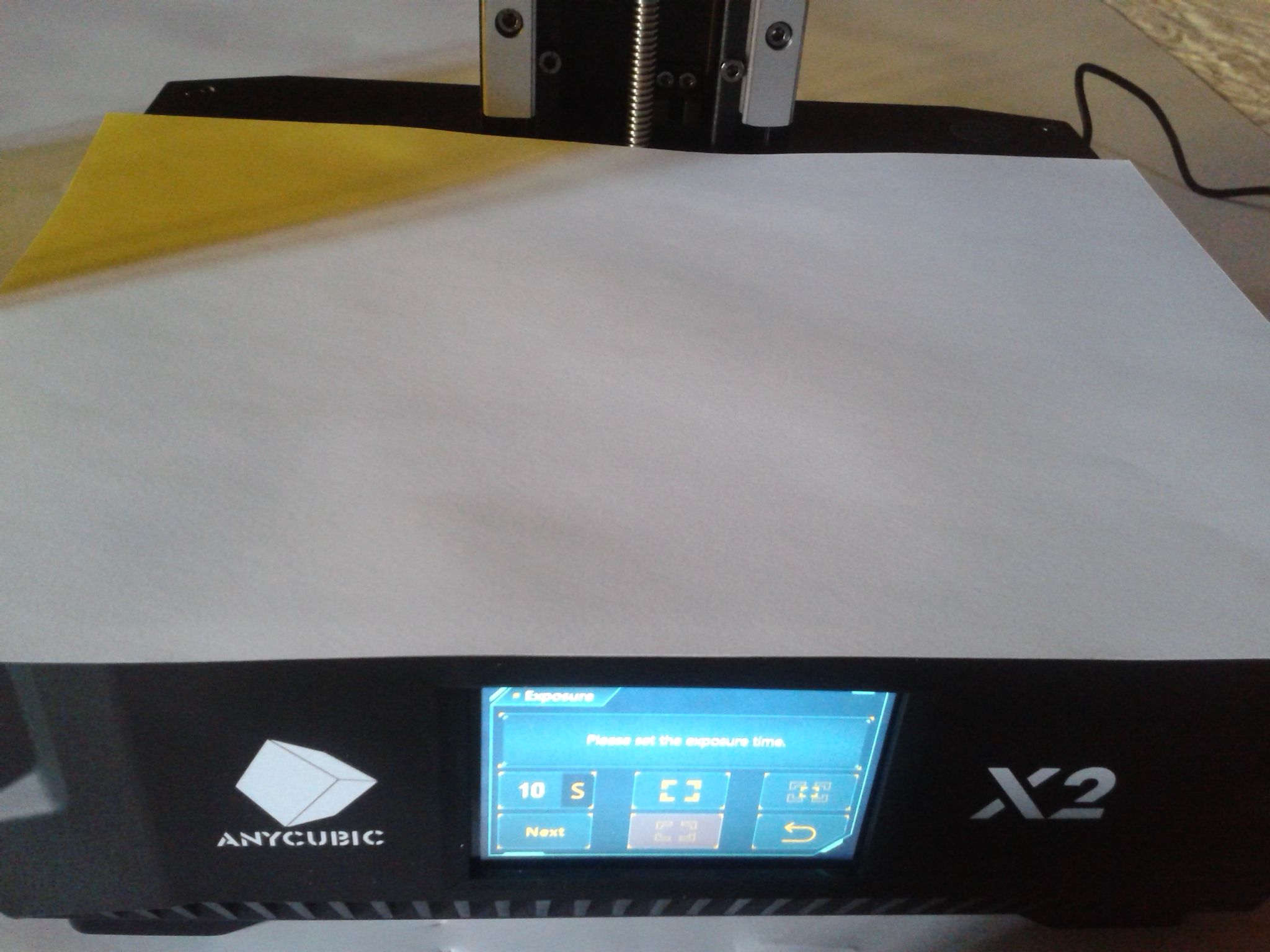
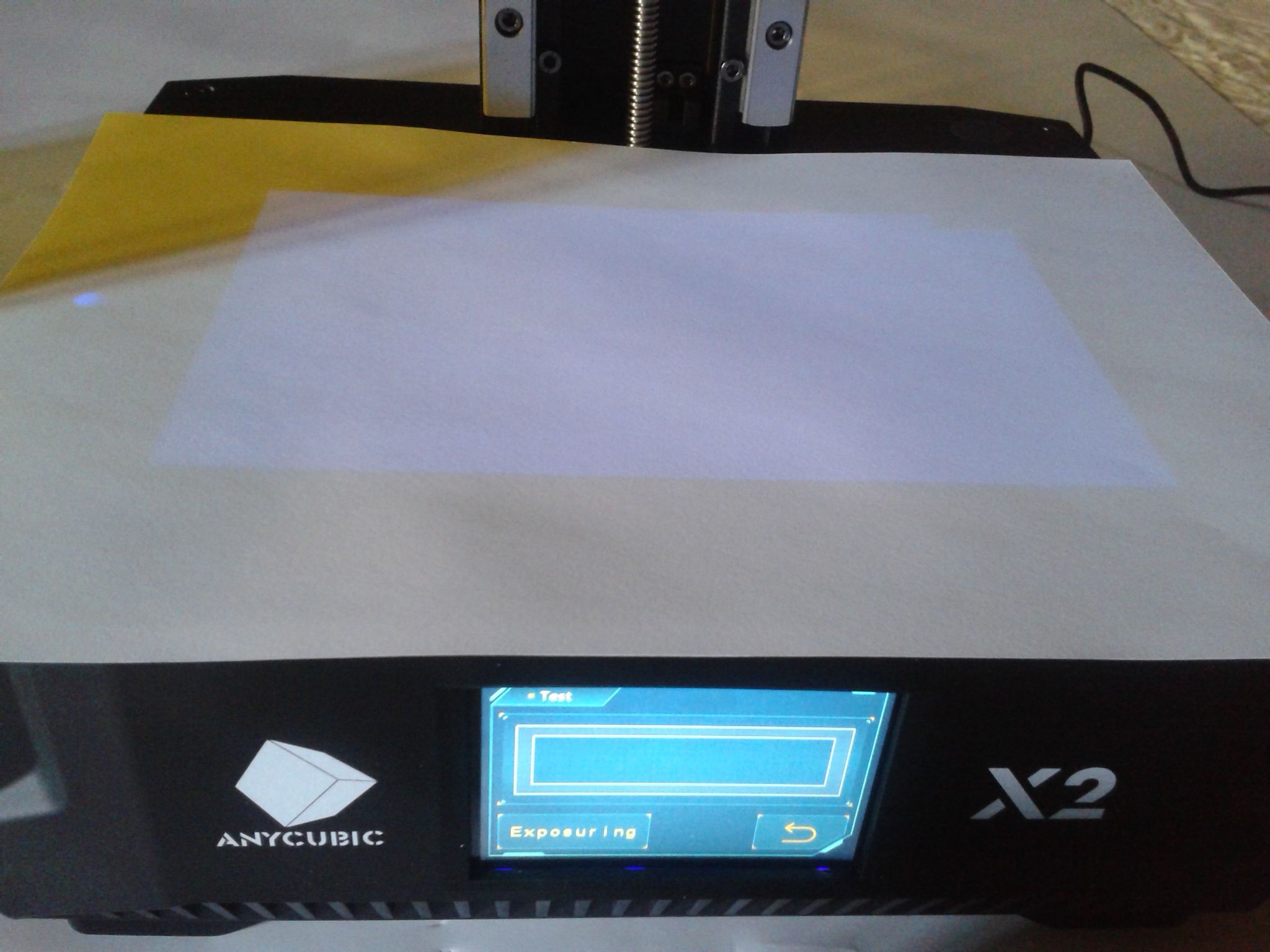
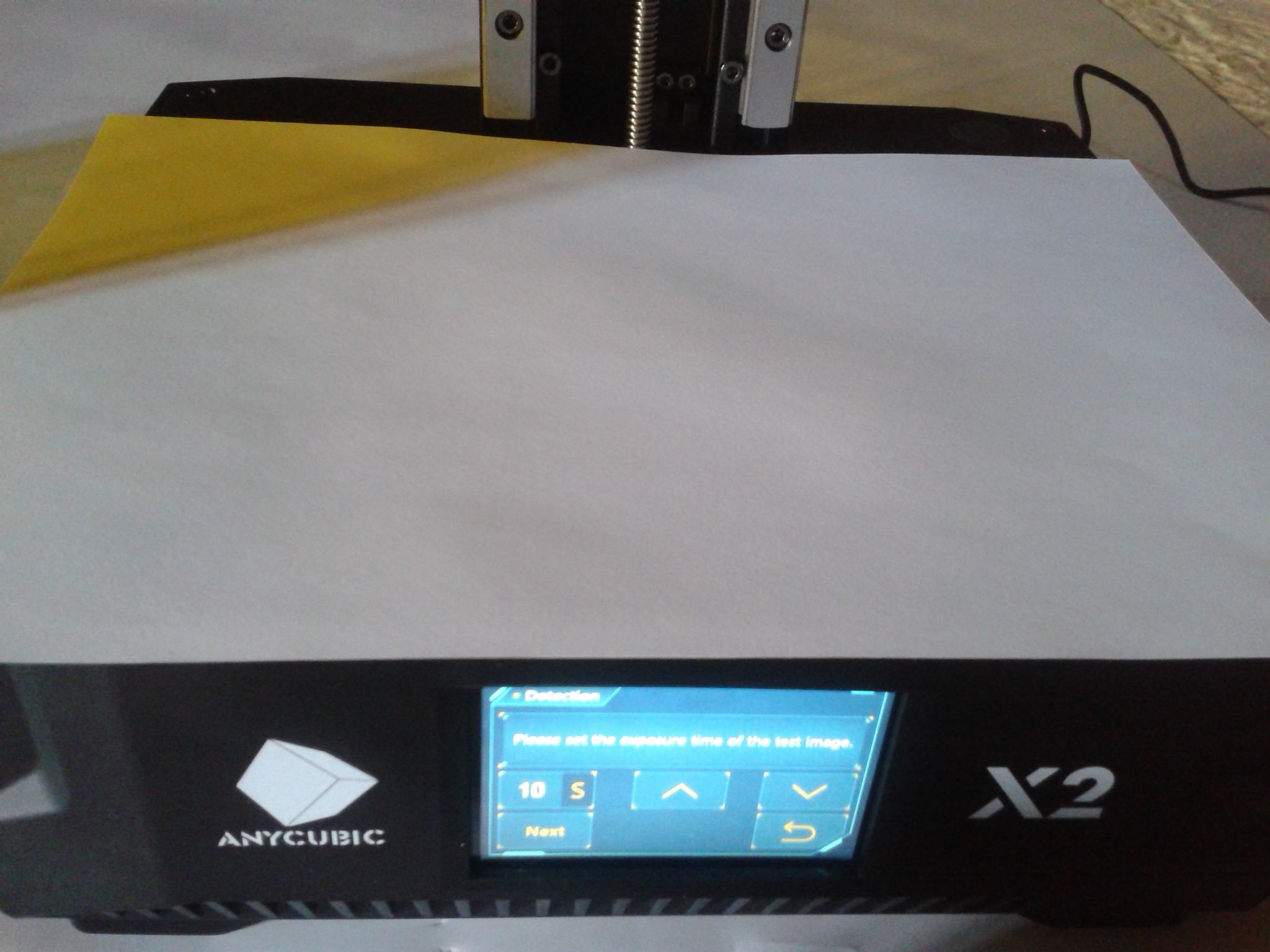
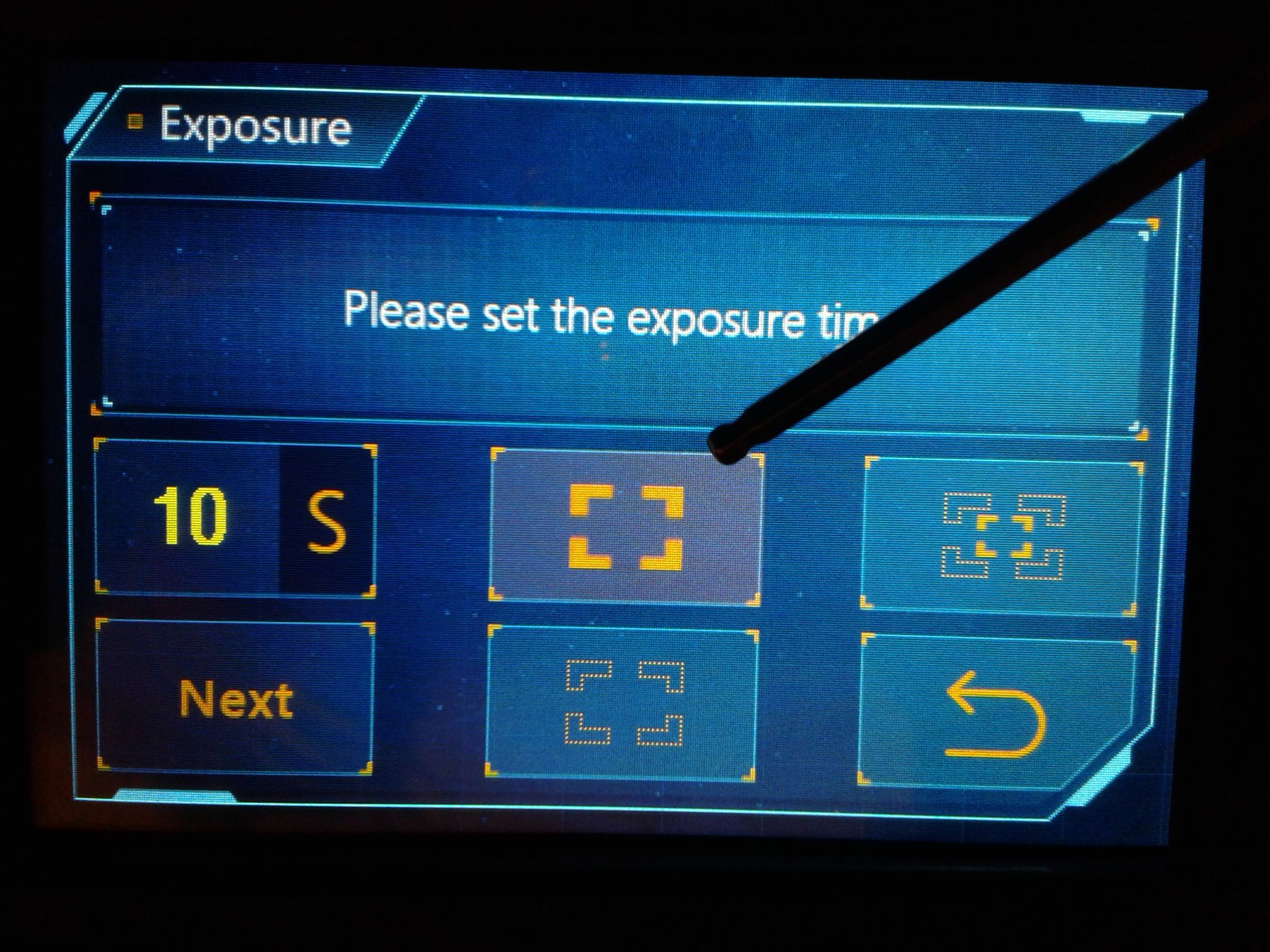
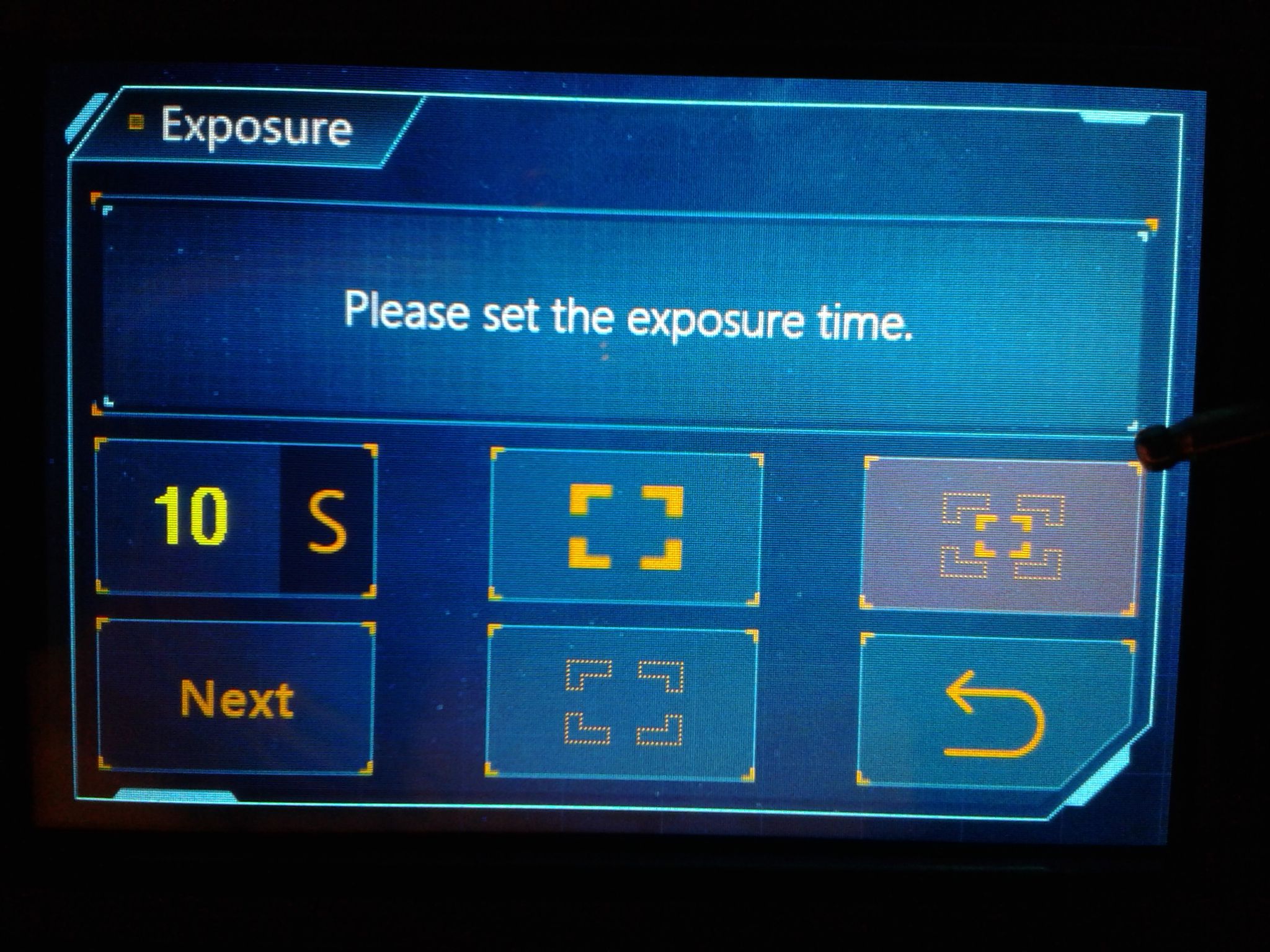
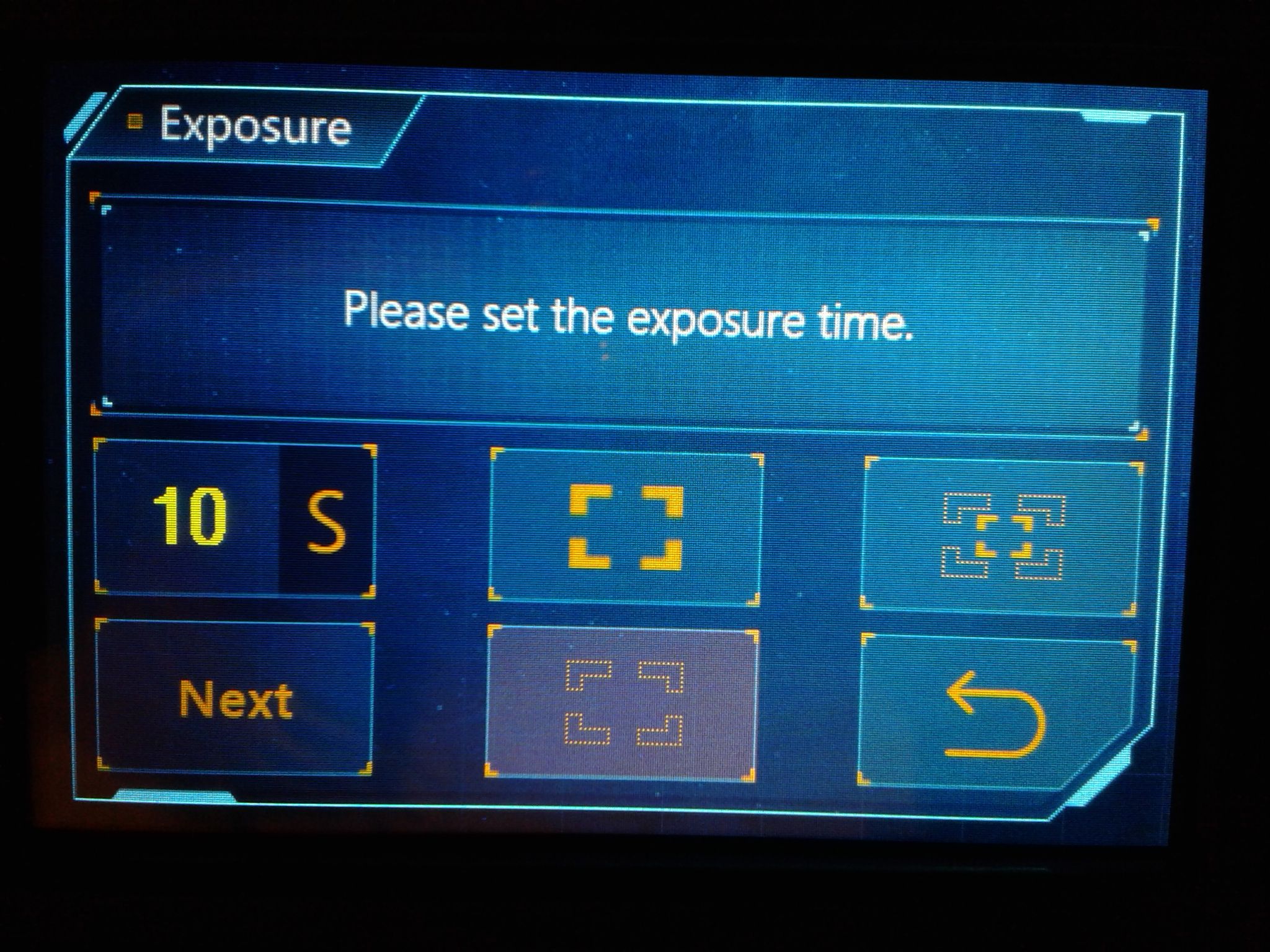
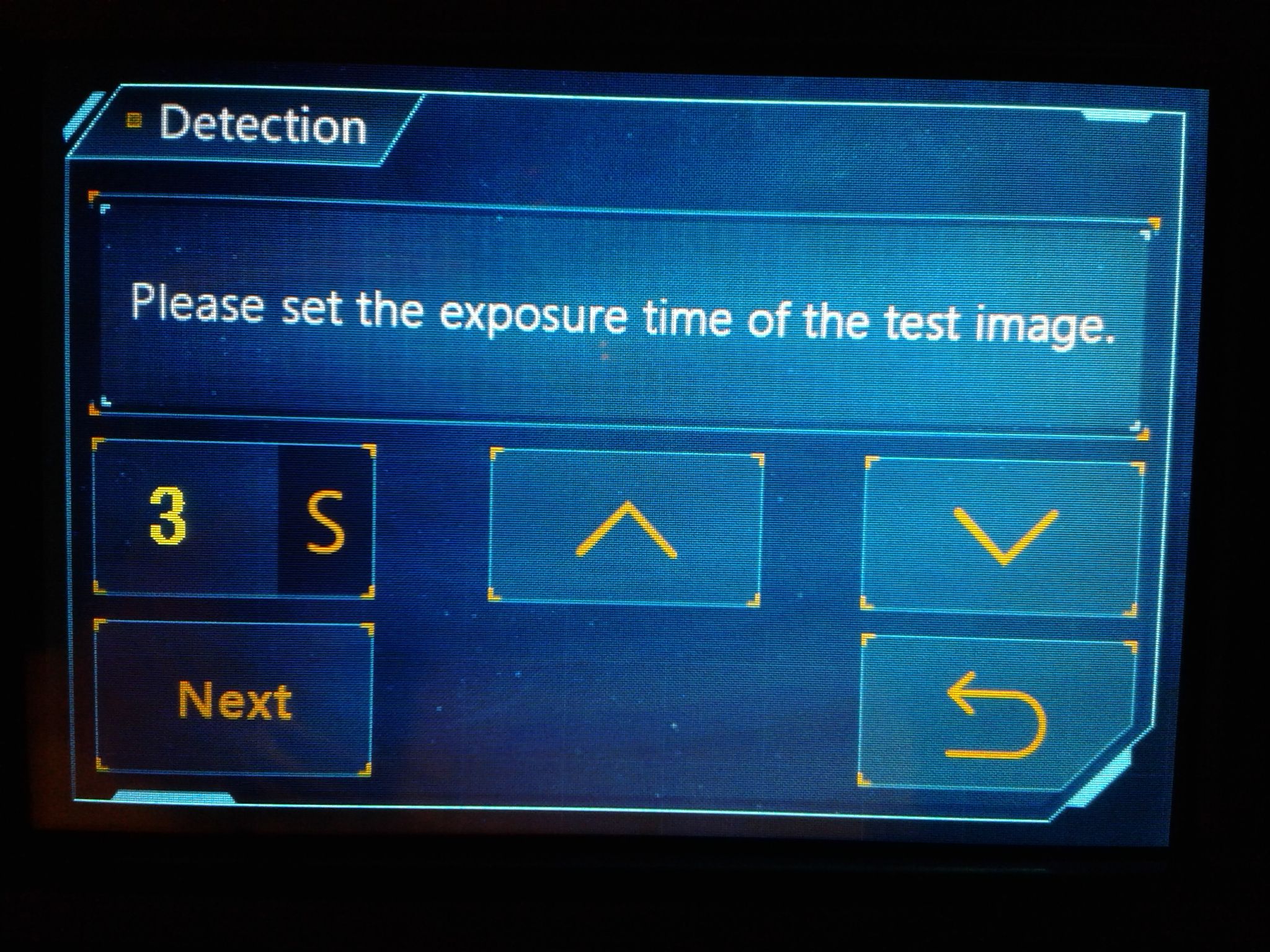
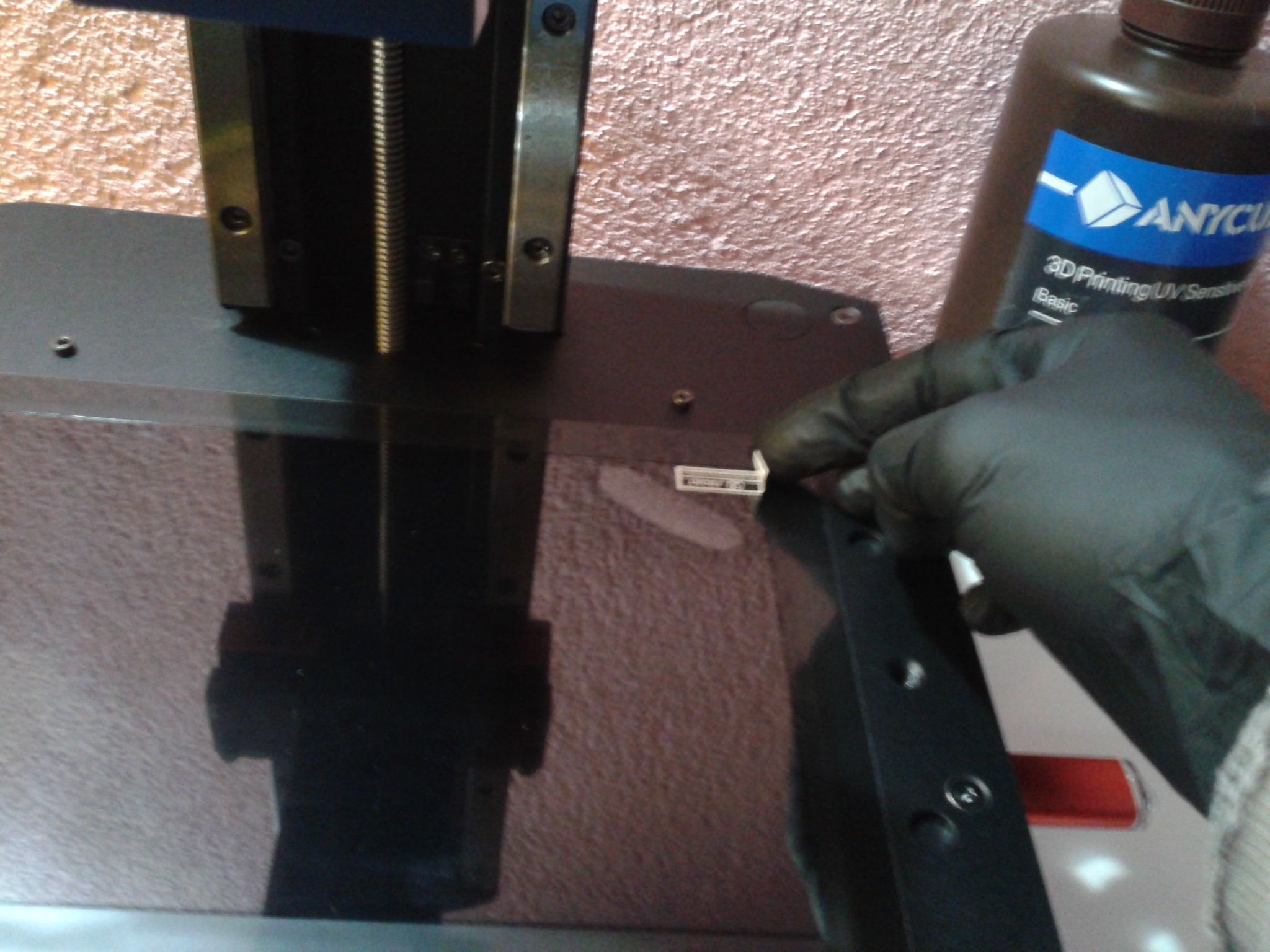
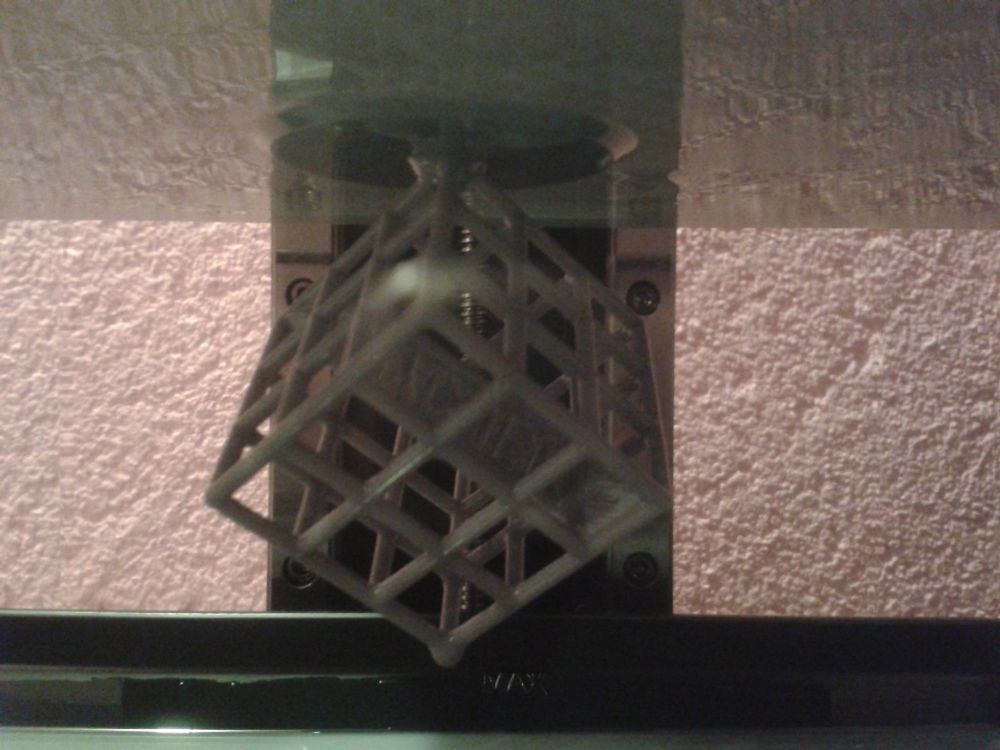
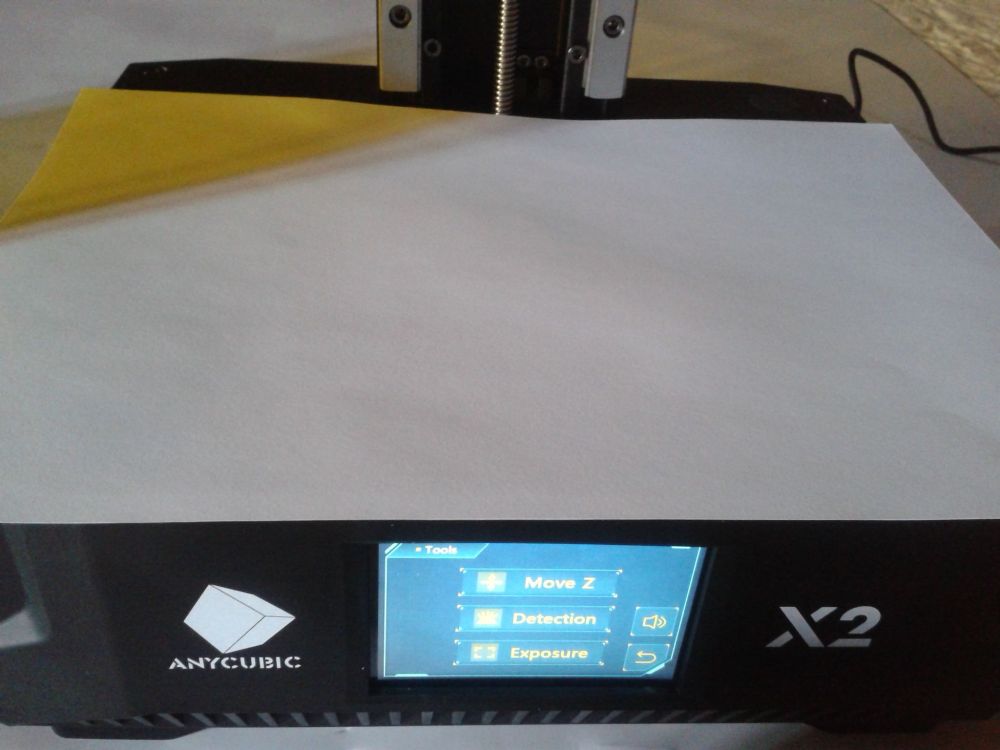
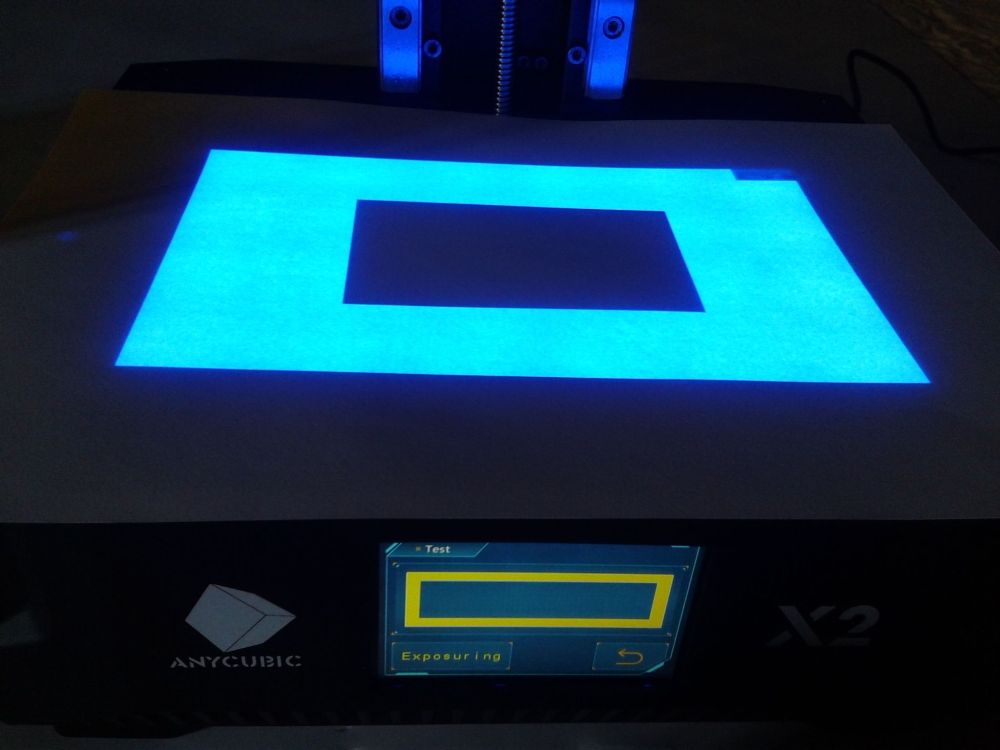
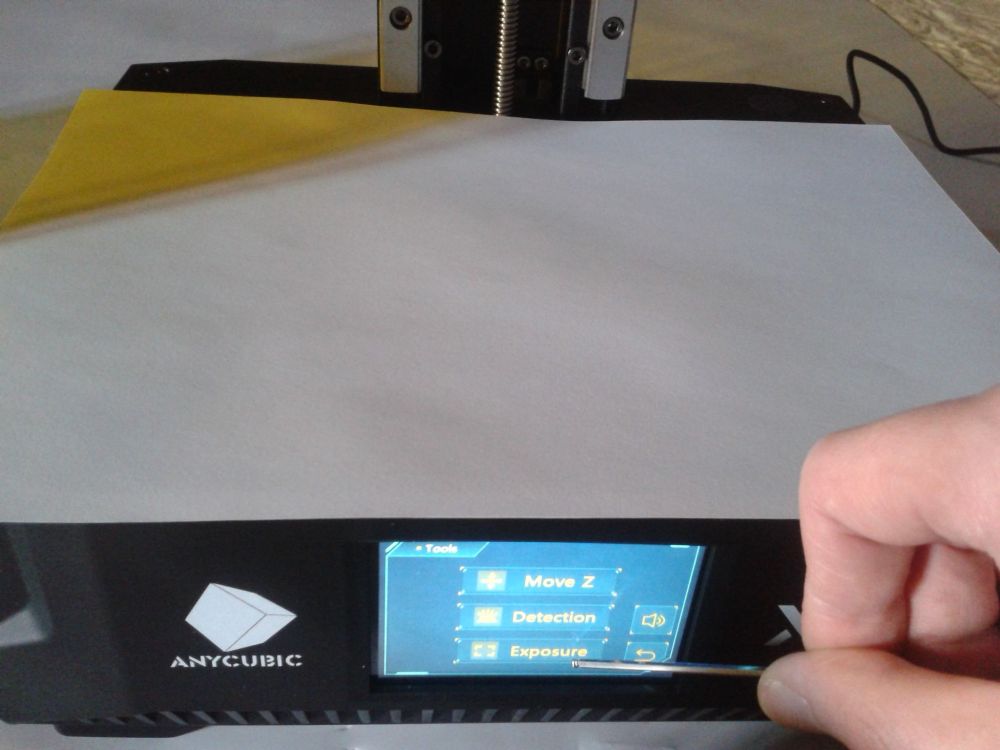
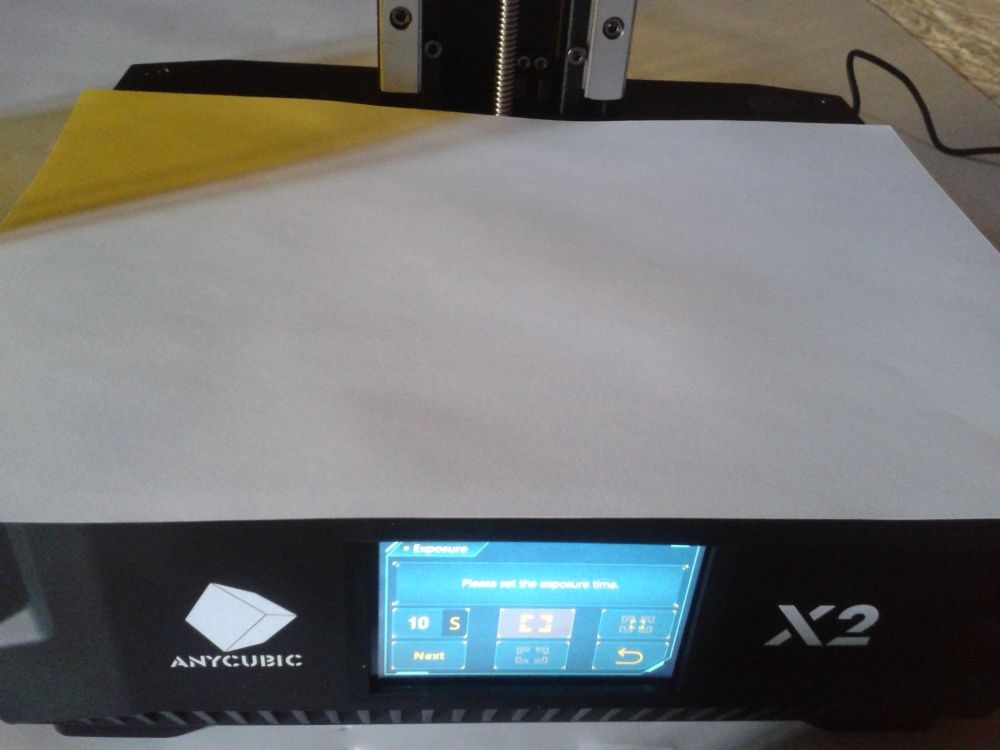
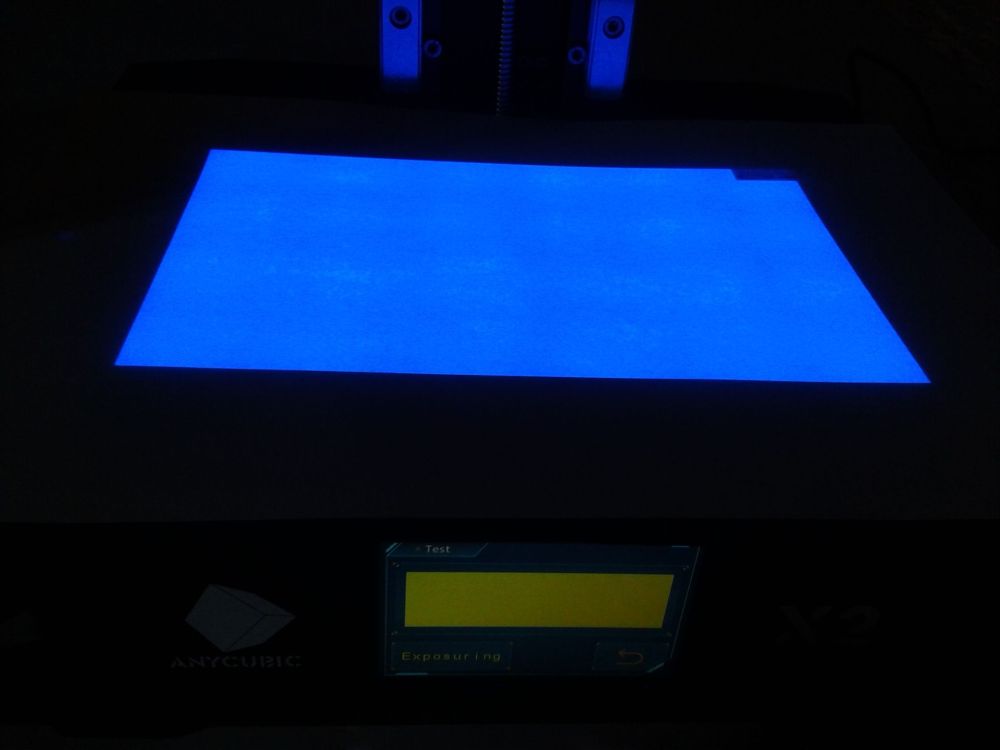
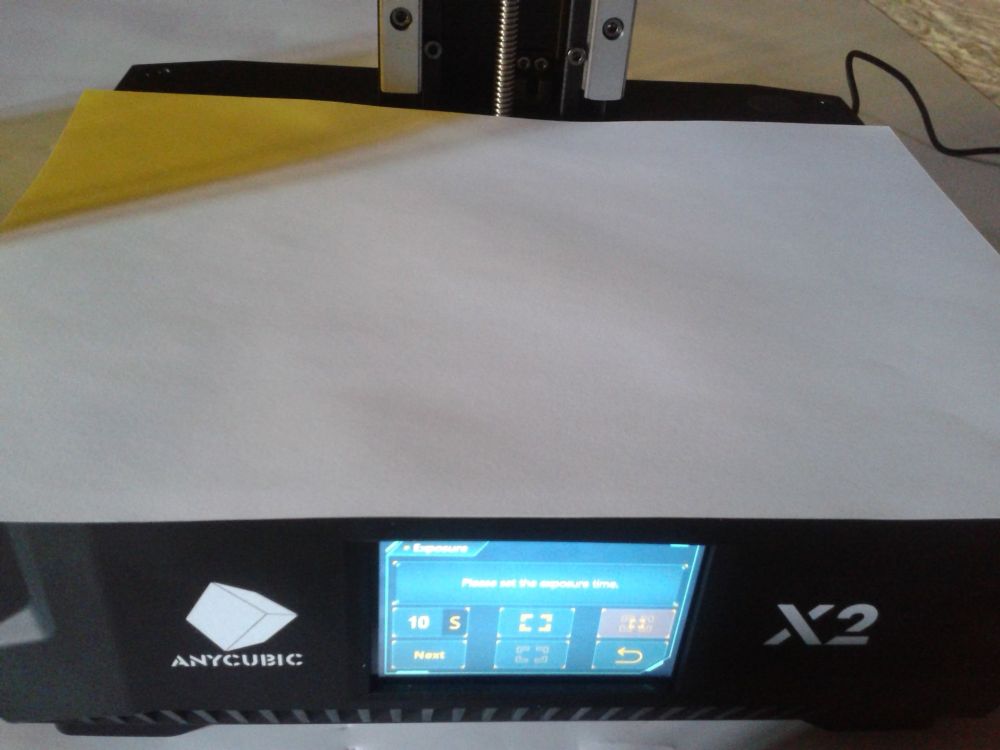
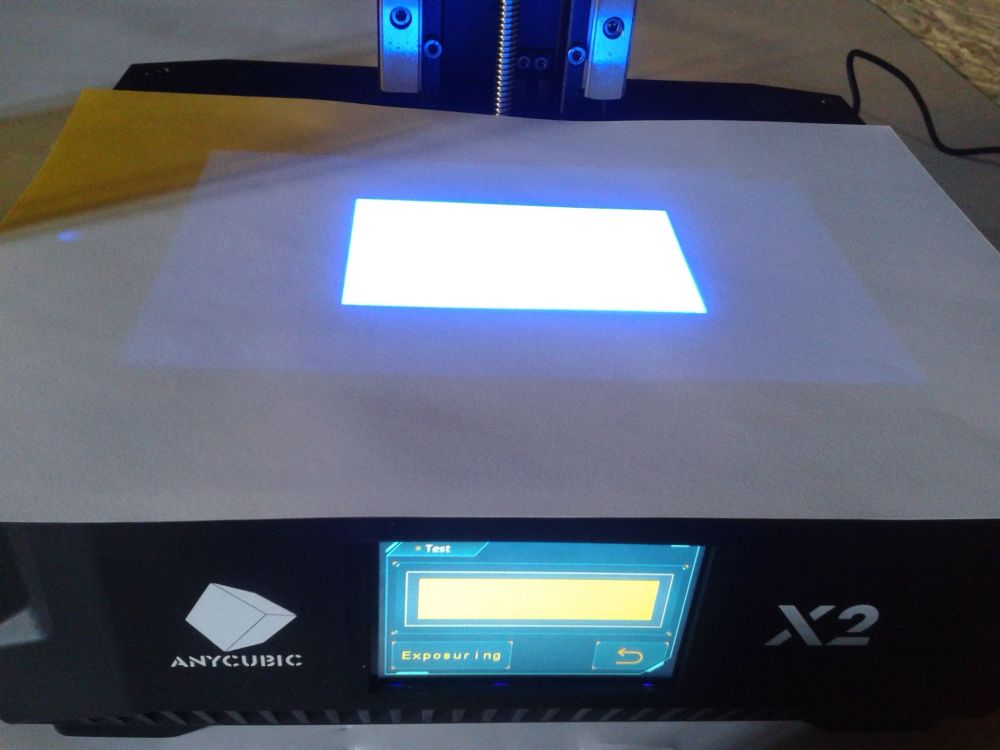
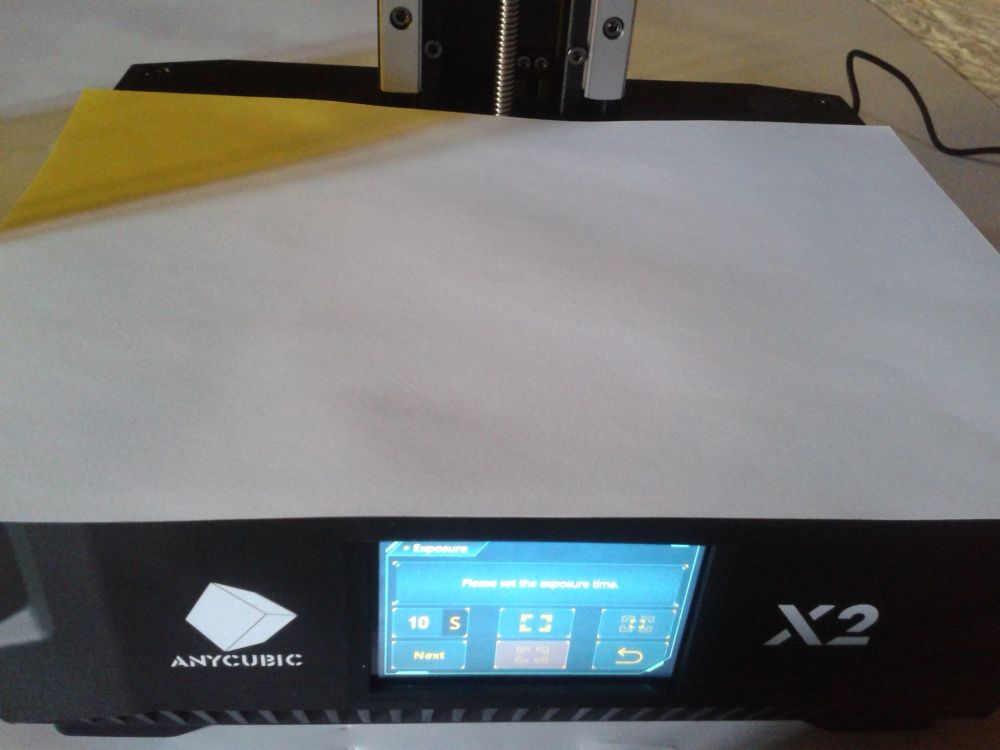
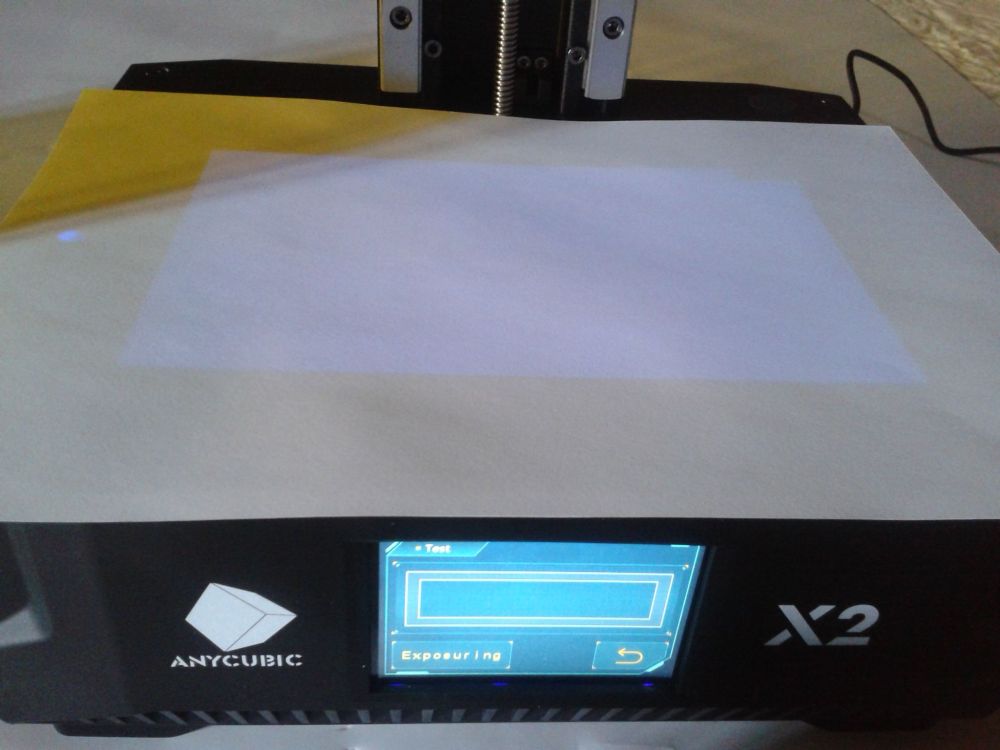
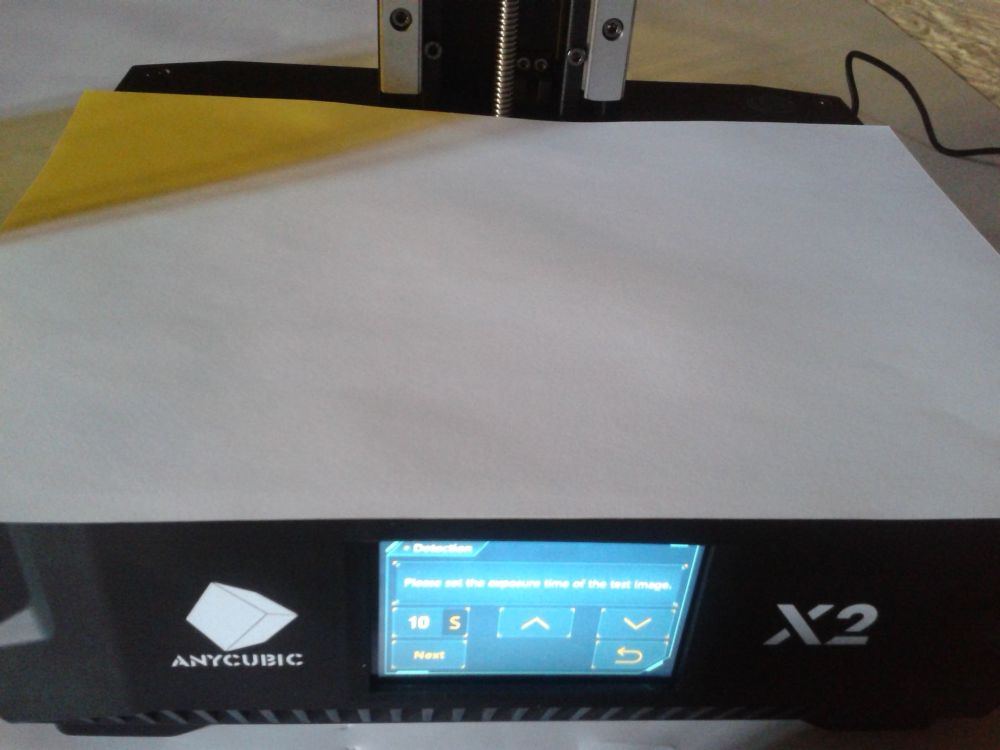
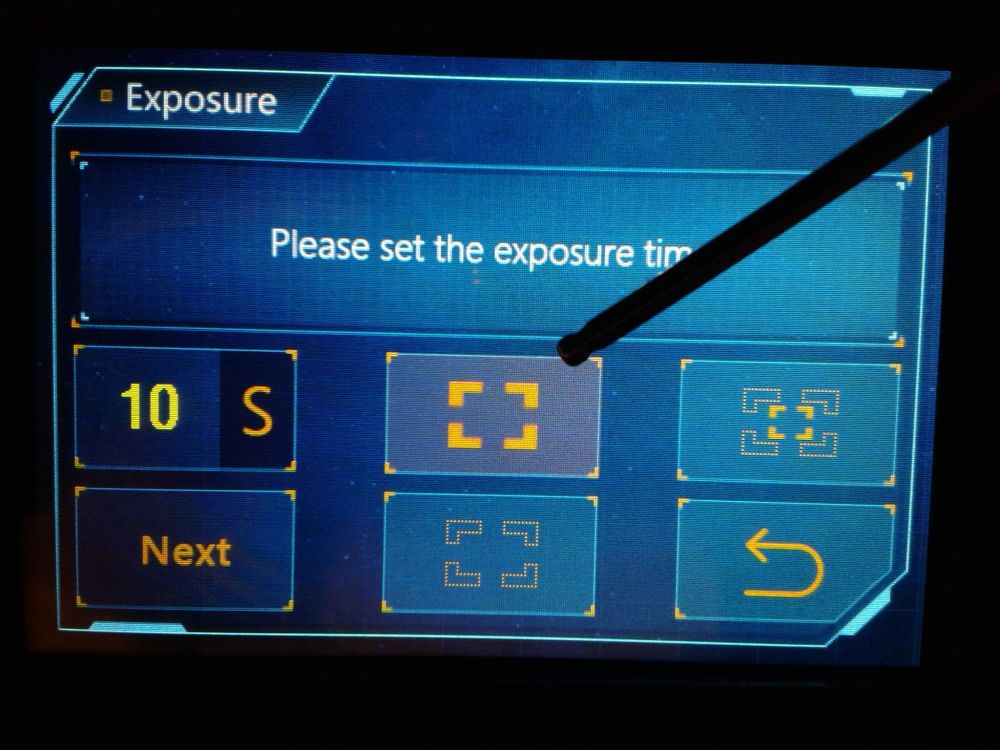
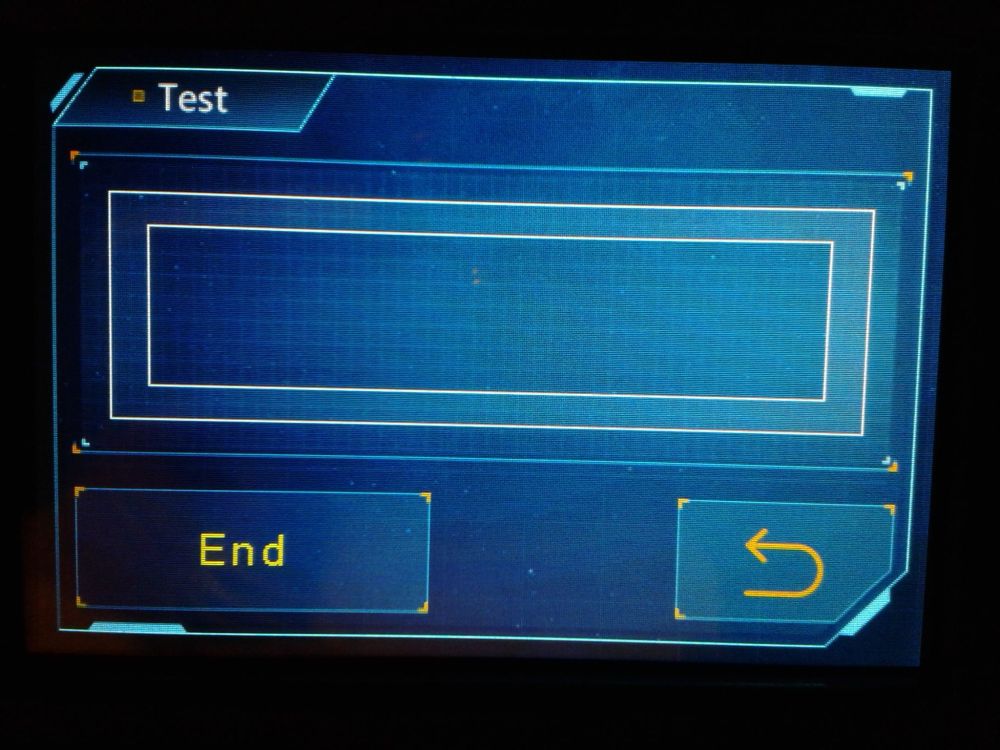
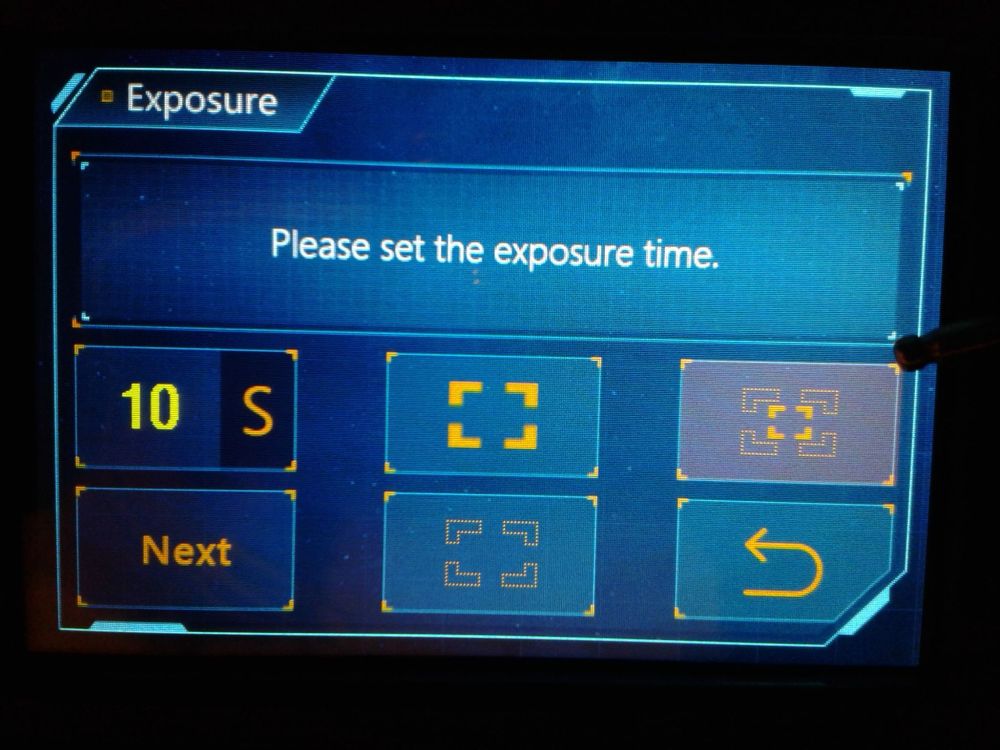
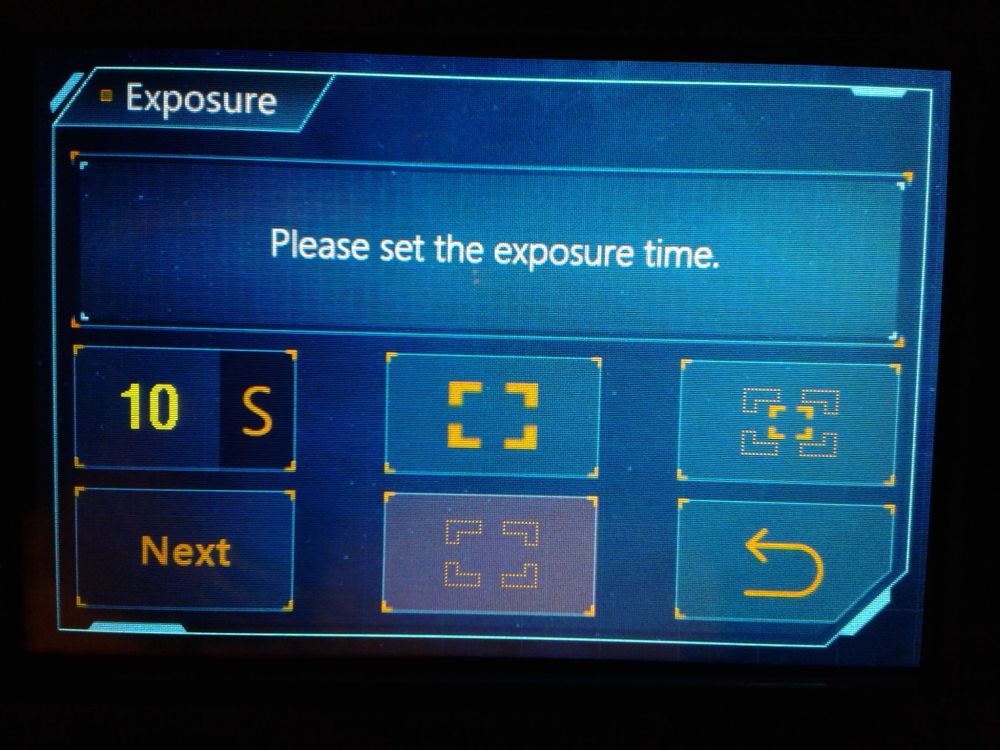
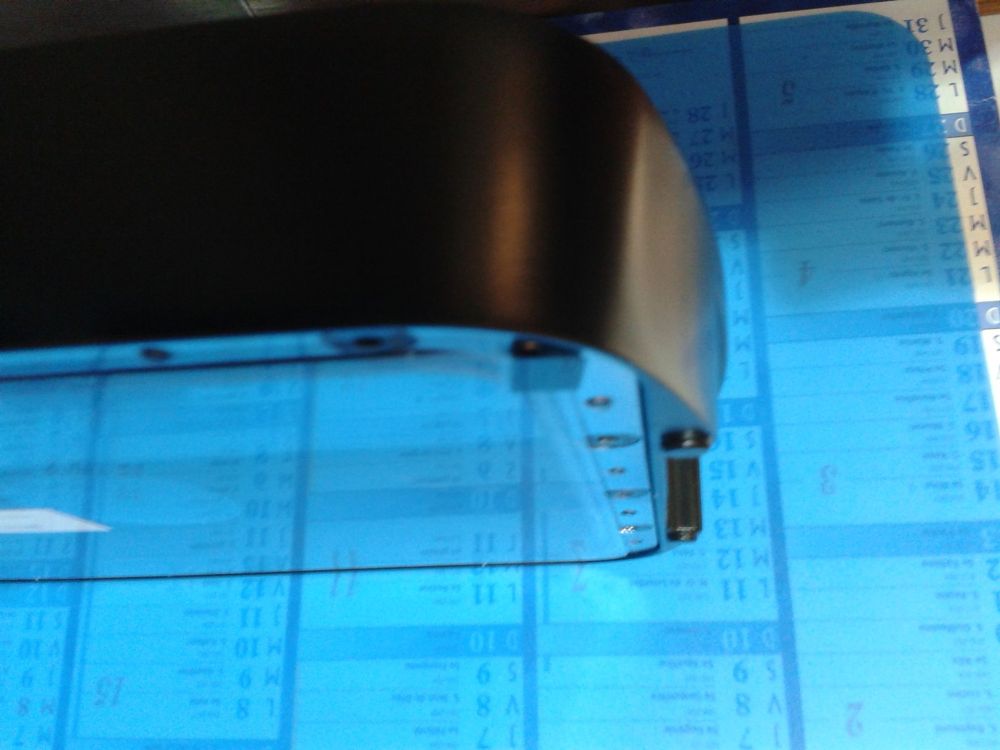
Test de l'écran monochrome (de masquage de la source UV) et de la source UV (dalle "Turbo Light") Menu "Tools" Placer une feuille de papier pour plus tard, mieux apercevoir les UV filtrés par l’écran LCD de masquage sans trop s’abîmer vos yeux. (Et, pour mieux se protéger des UV, remettre le capot avant de continuer ... mais là pour les photos ...) Noter que j'ai fait ces essais avec encore en place le film de protection anti rayure de transport. D'où le rectangle dans le coin en haut a droite. "Tools" -> "Detection" L'habituelle damier des dalles UV n'est pas visible. Donc un affichage bien uniforme, grâce a la dalle UV "Turbo Light" de Anycubic. "Tools" -> "Exposure" Le mode "exposition complète" (aucun filtrage par l’écran LCD de masquage) Le mode "exposition central" (l’écran LCD de masquage, filtre une grosse bordure mais pas le centre) Le mode "masquage complet" (l’écran LCD de masquage, filtre sur toute sa surface) Là c'est subtil, mais l'on peut voir une très faible différence.

 1 point
1 point -
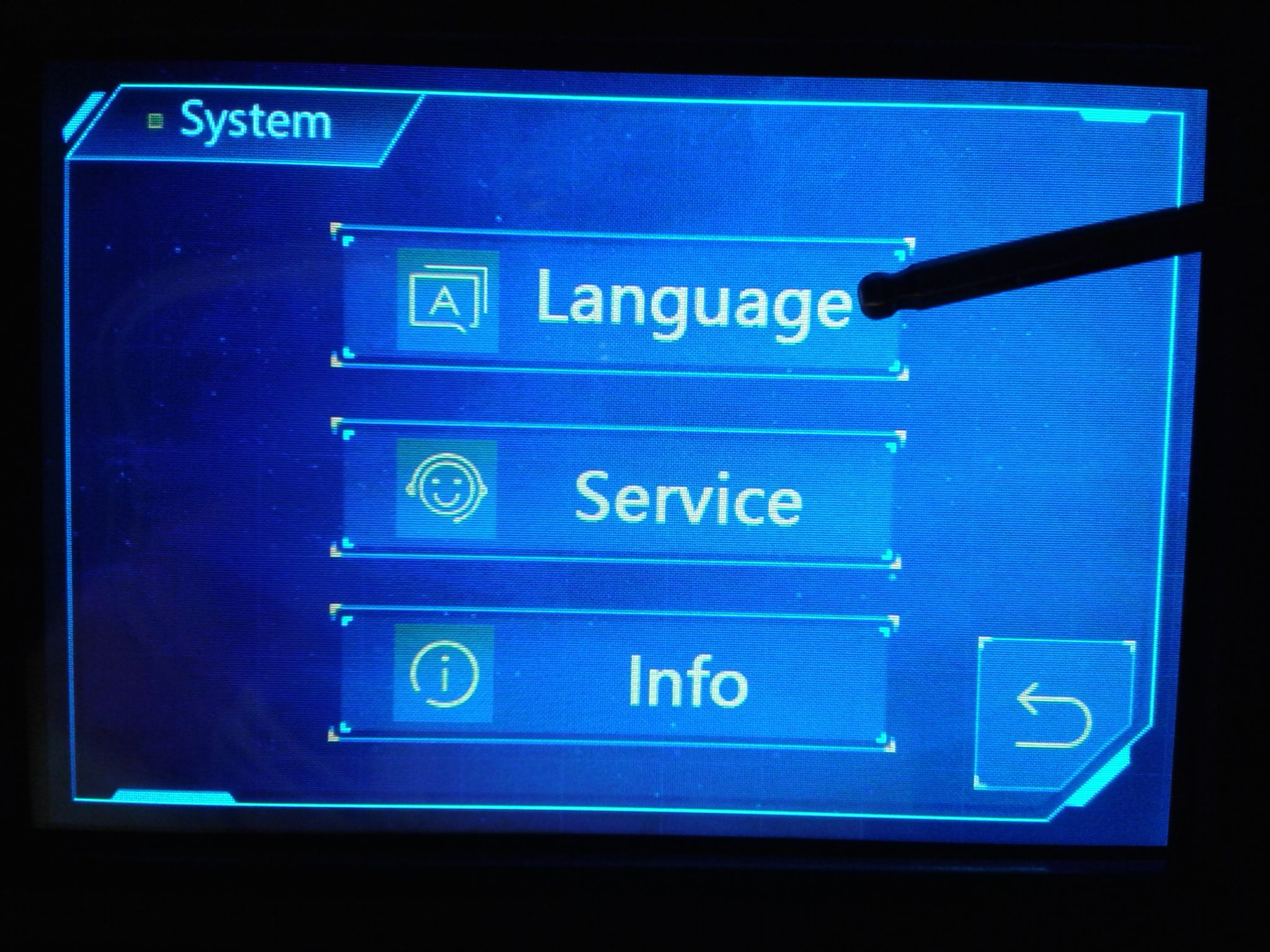
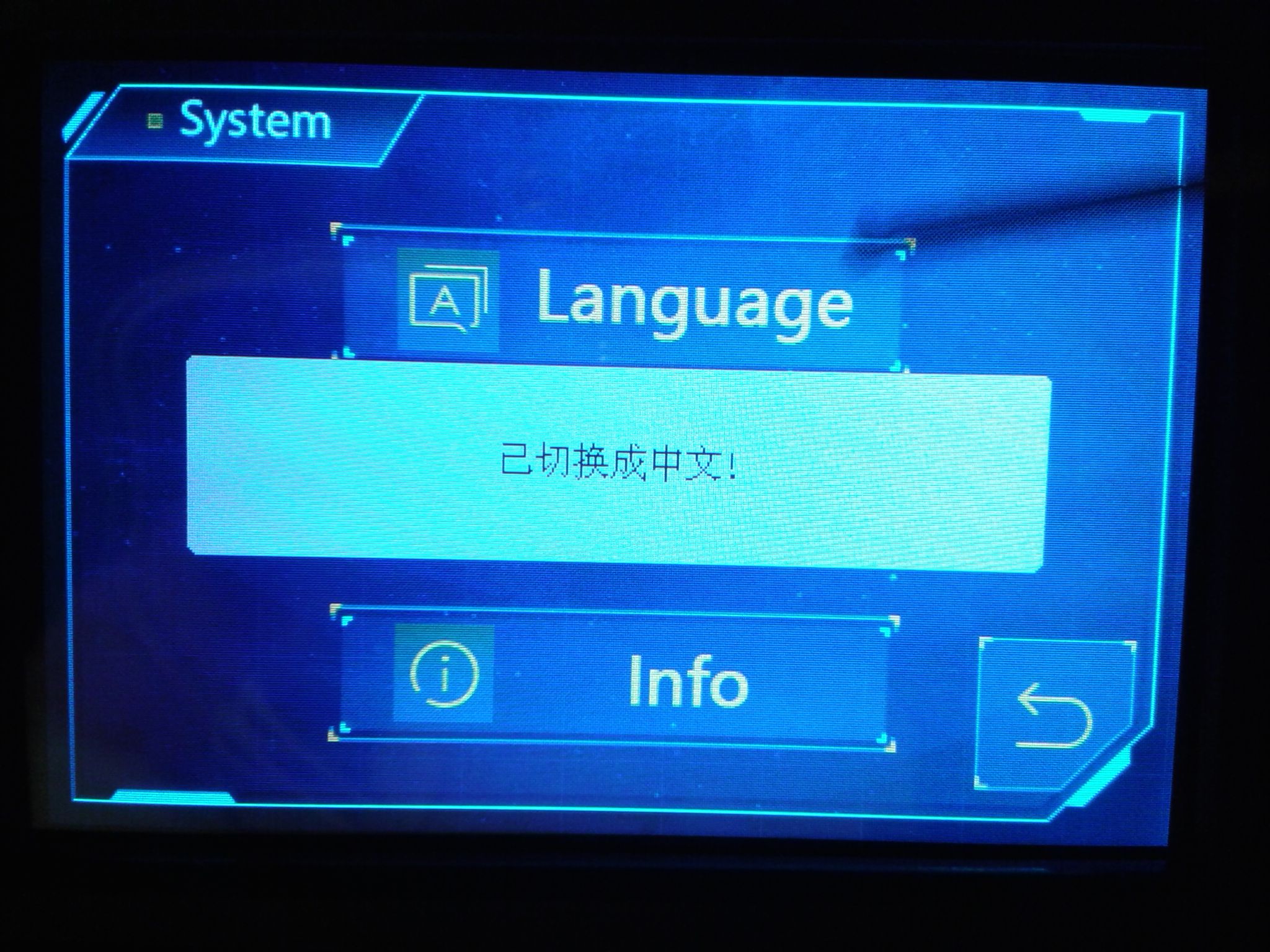
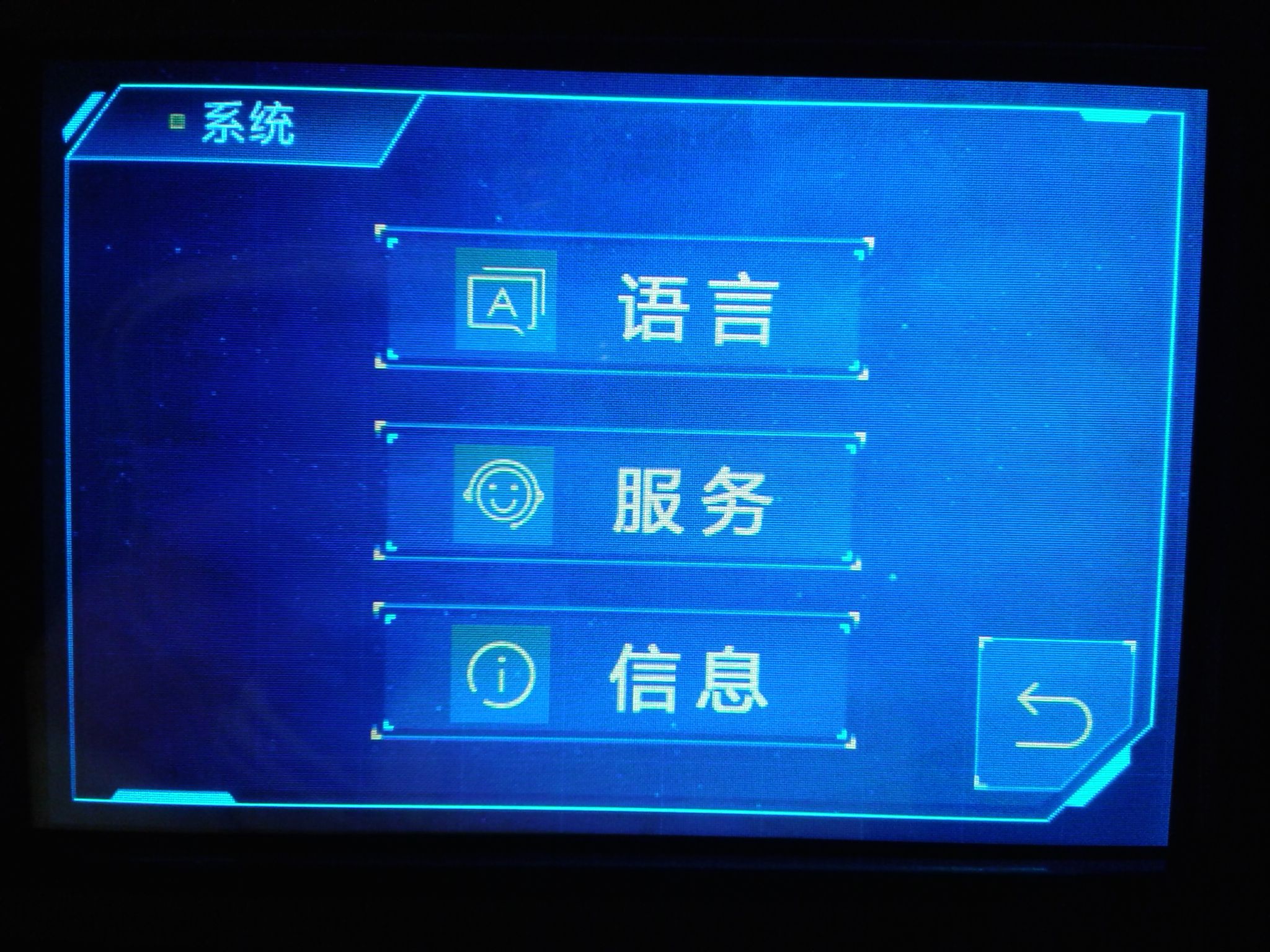
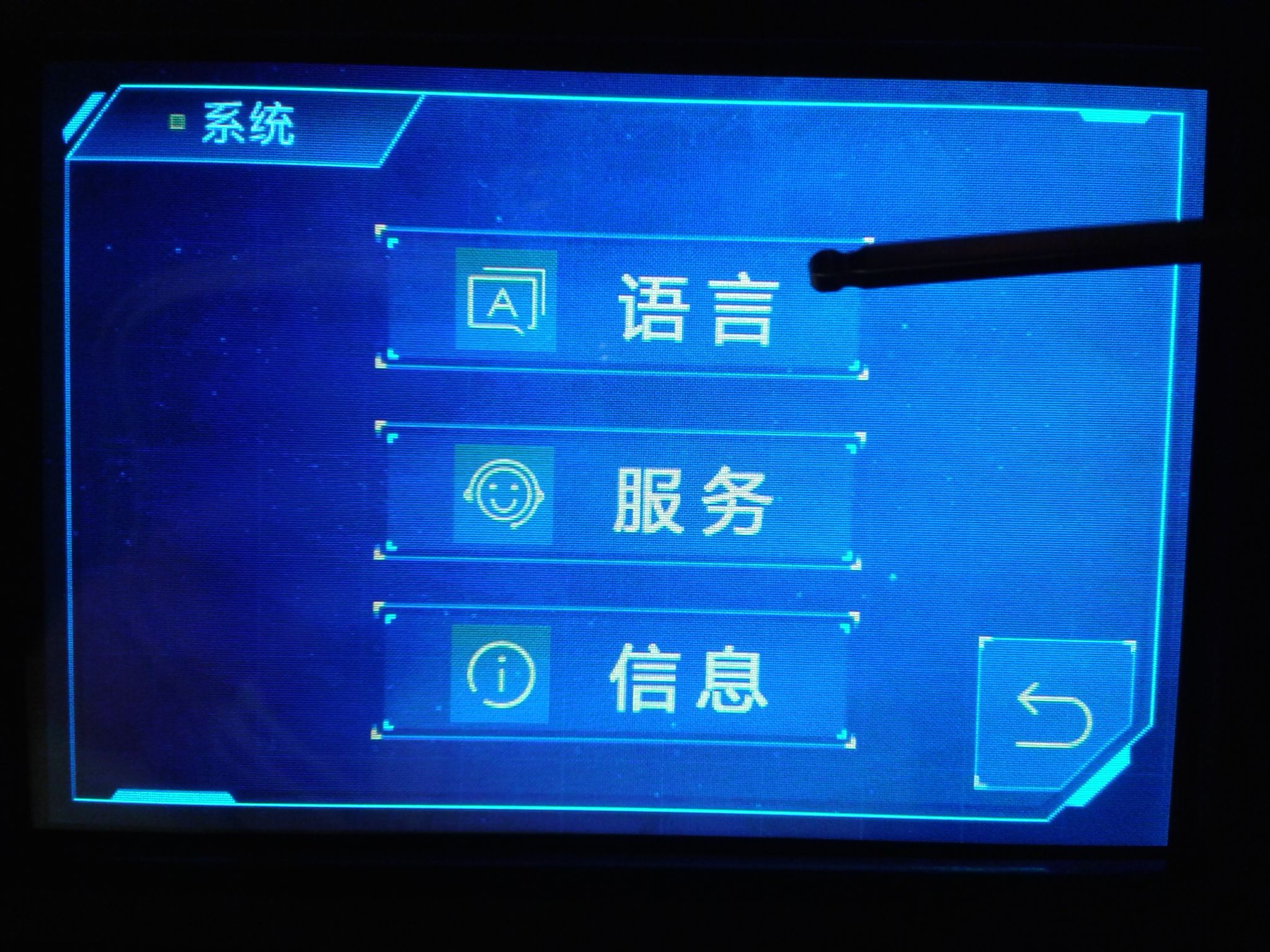
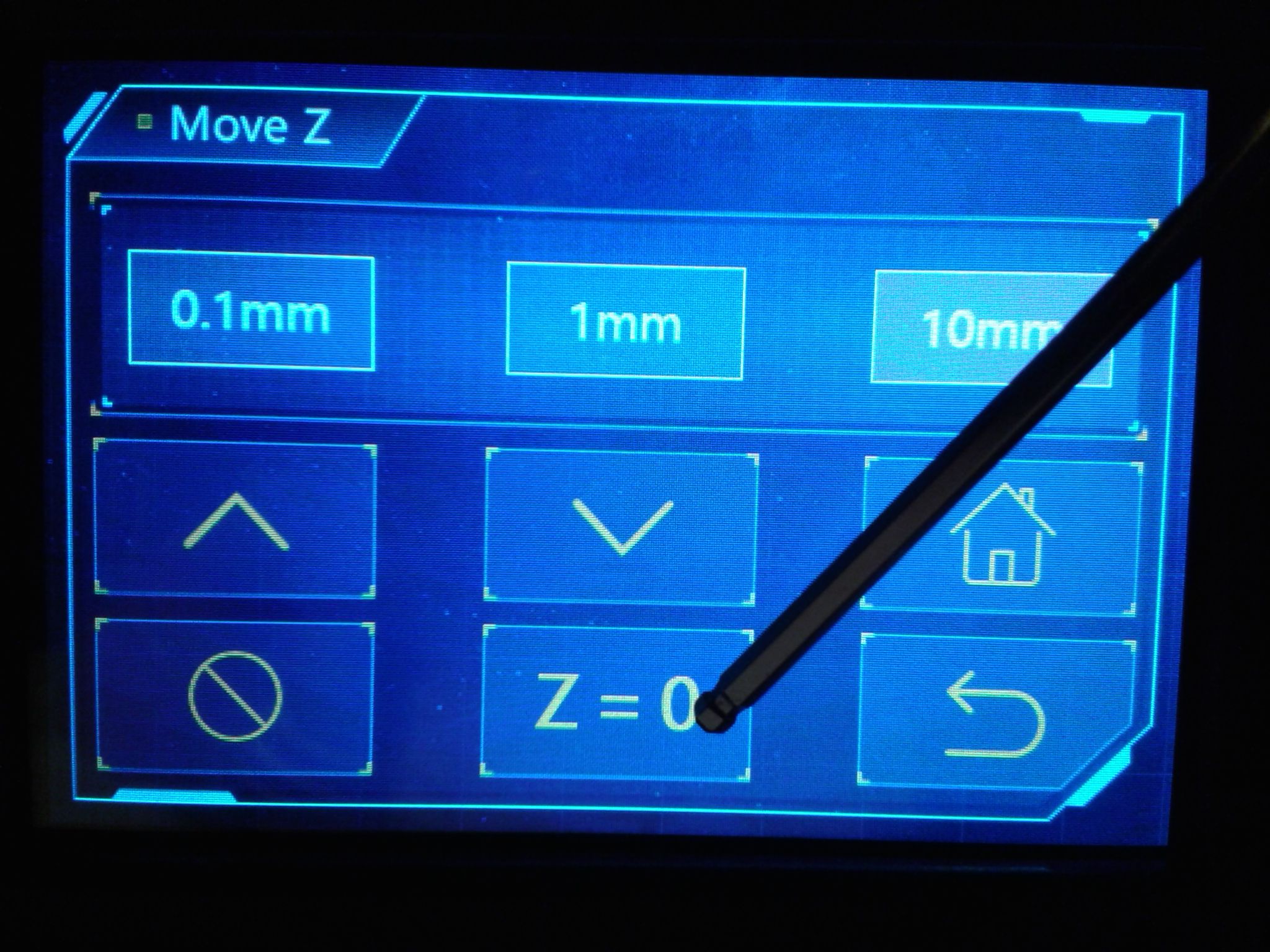
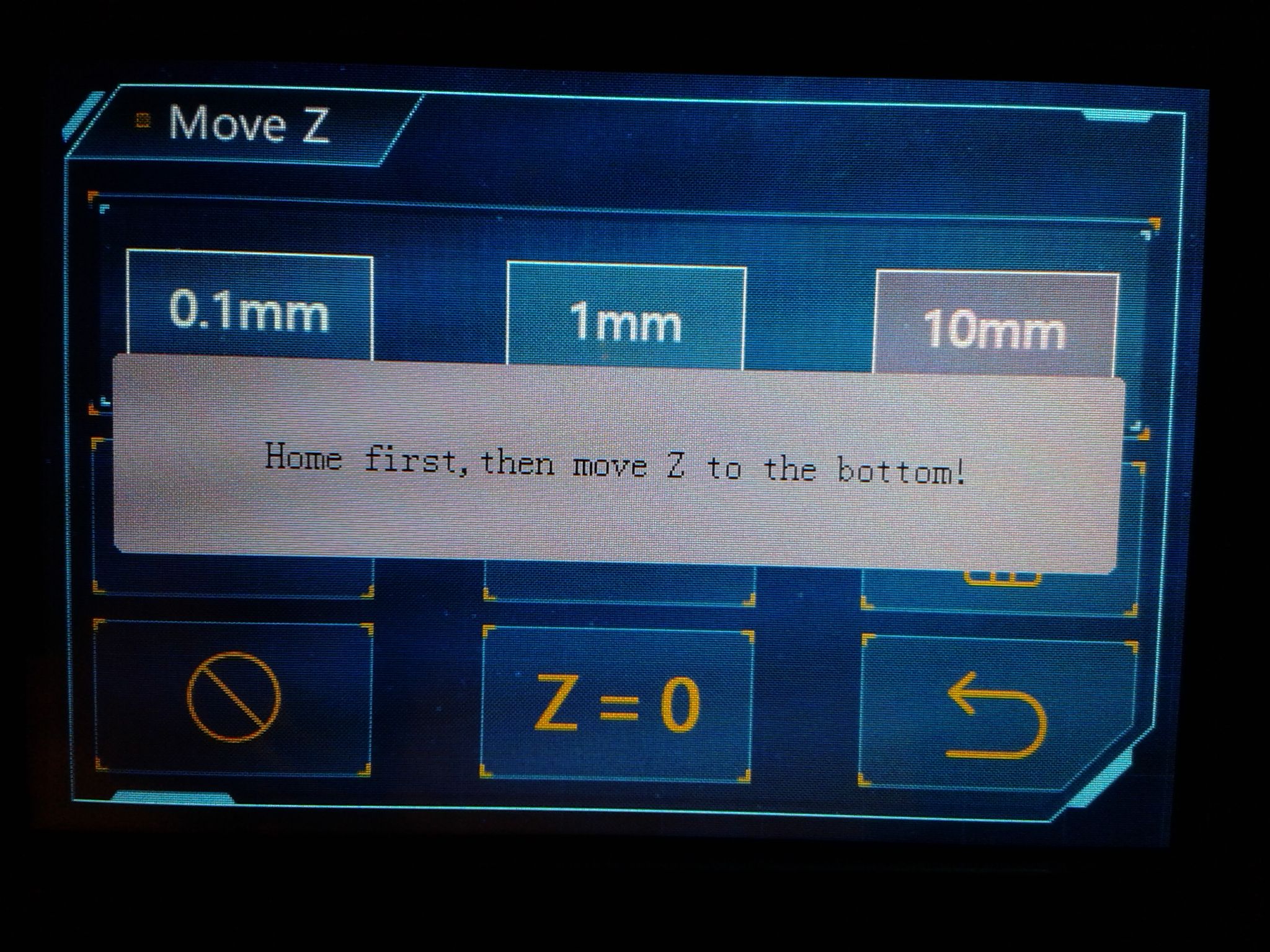
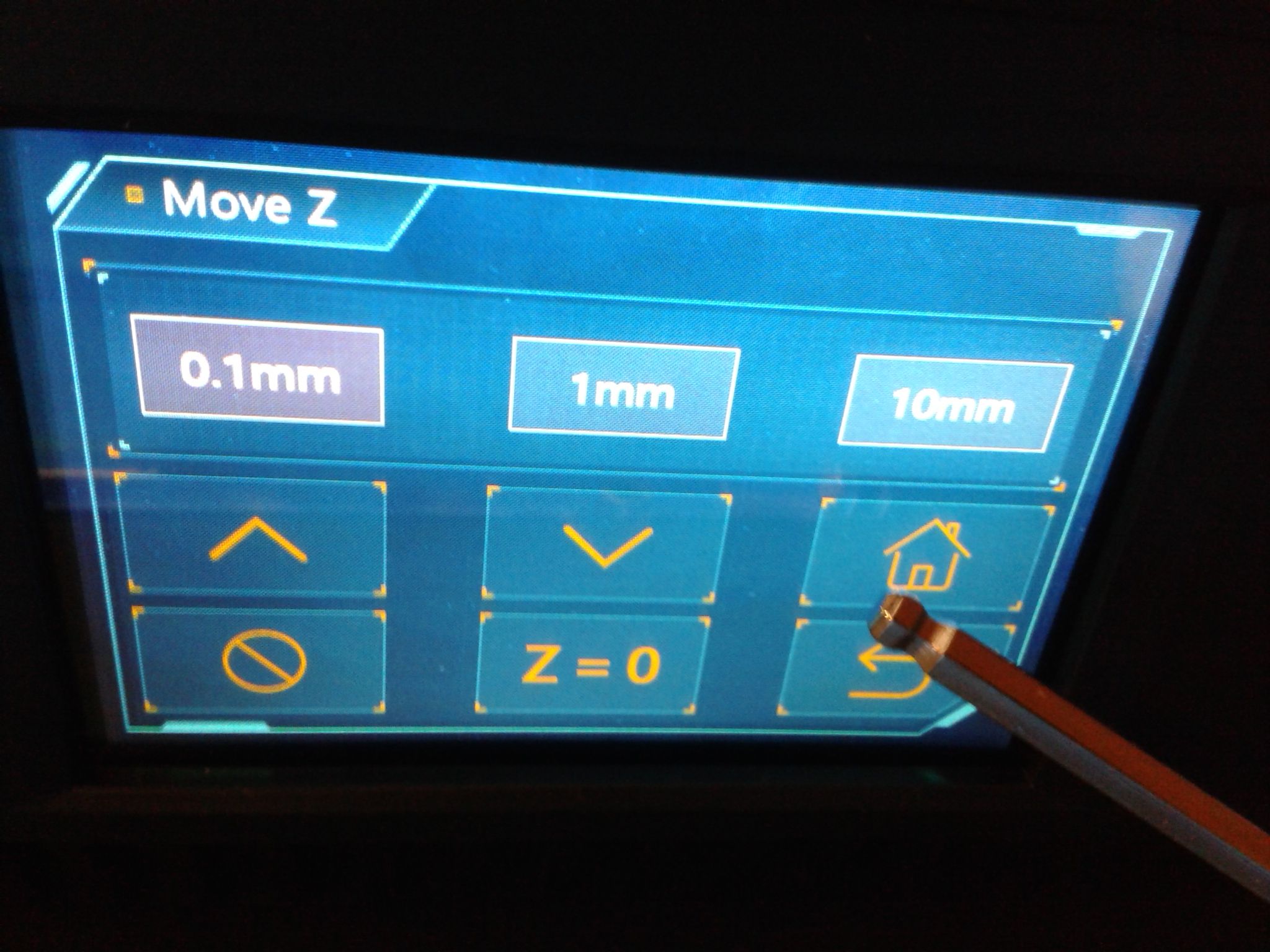
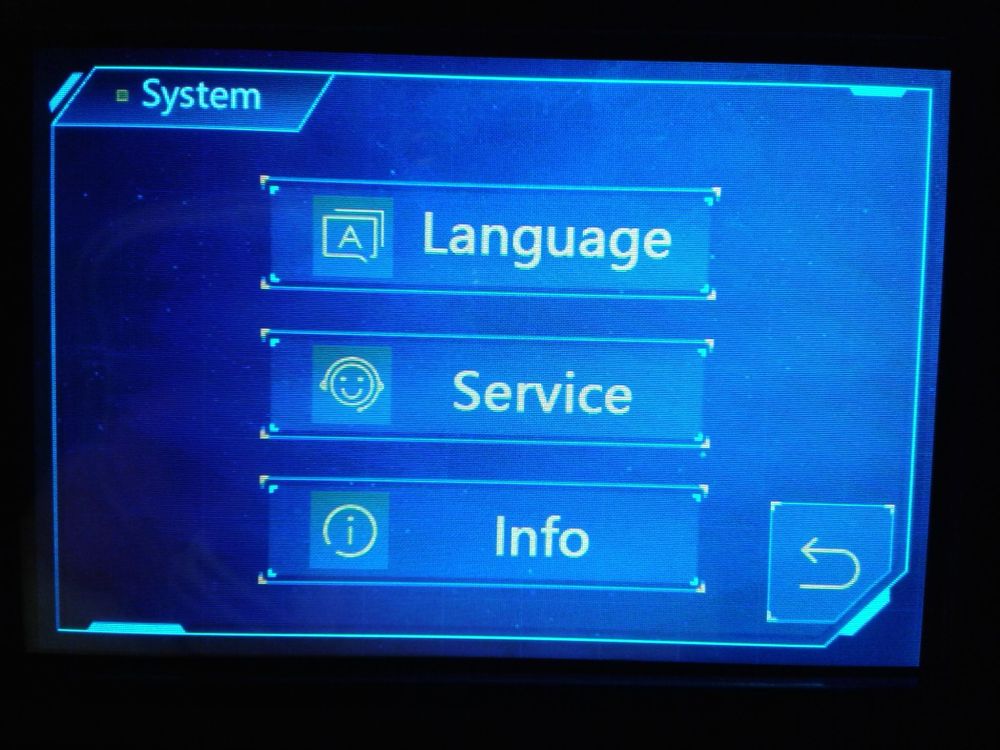
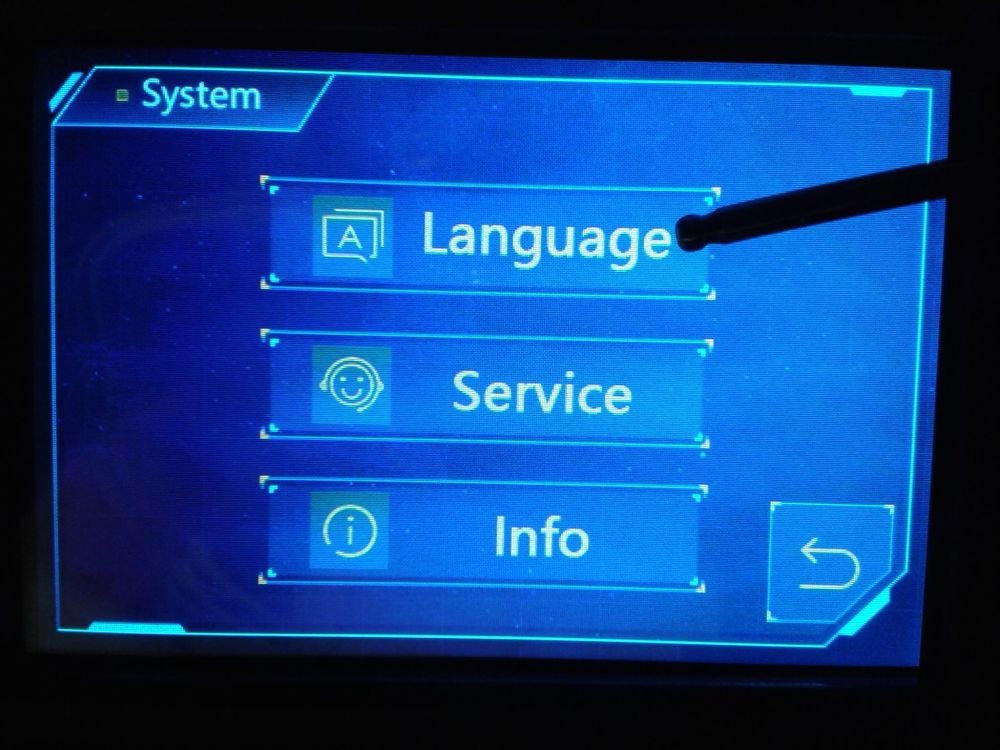
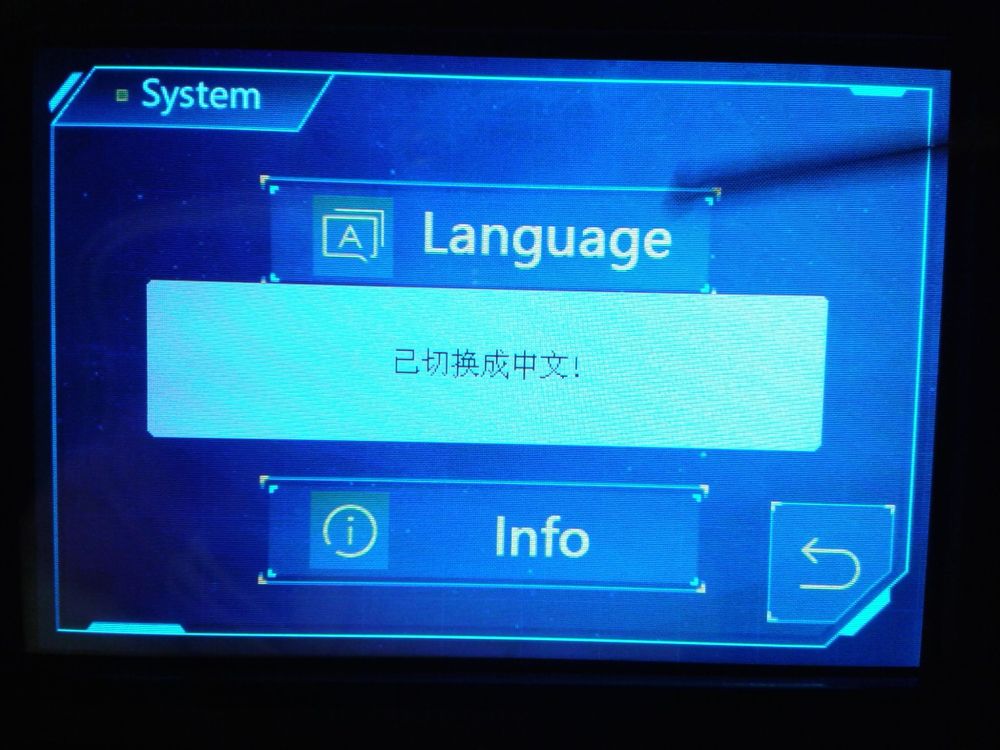
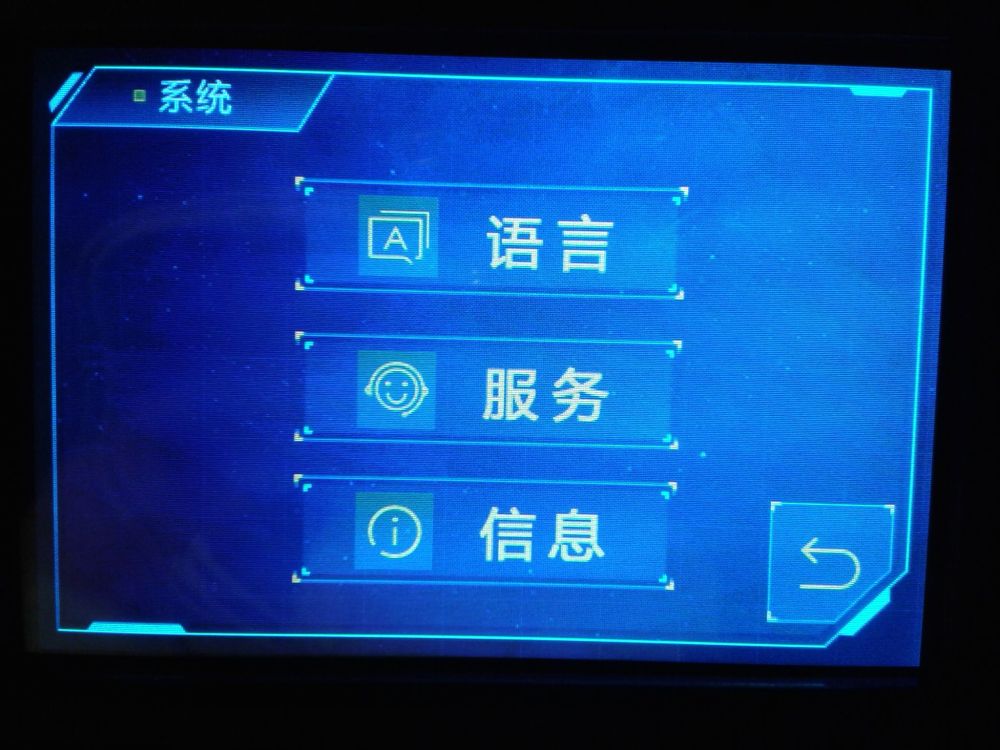
Détail des menus de l'écran de contrôle Un écran 3,5" TFT tactile (résolution 320 x 240 pixels ? (A vérifier)) Ecran de démarrage et menu d'accueil Menu "Print" (sans clé USB donc aucun fichiers a imprimer) Menu "System" Menu "System" -> Changement de langue (permuter entre l'Anglais et le Chinois simplifié) Menu "System" -> "Service" Menu "System" ->"Info" Menu "System" ->"Info"-> Zone qui "bip" et qui si l'on y appuis 4 fois de suite permet d'afficher des détails ... Menu "Tools" Menu "Tools" -> Activer / Désactiver les "Bips". Menu "Tools" -> "Move Z" Menu "Tools" -> "Move Z" -> "Z=0" sans avoir fait de "Home" Menu "Tools" -> "Detection" Menu "Tools" -> "Exposure"












 1 point
1 point -
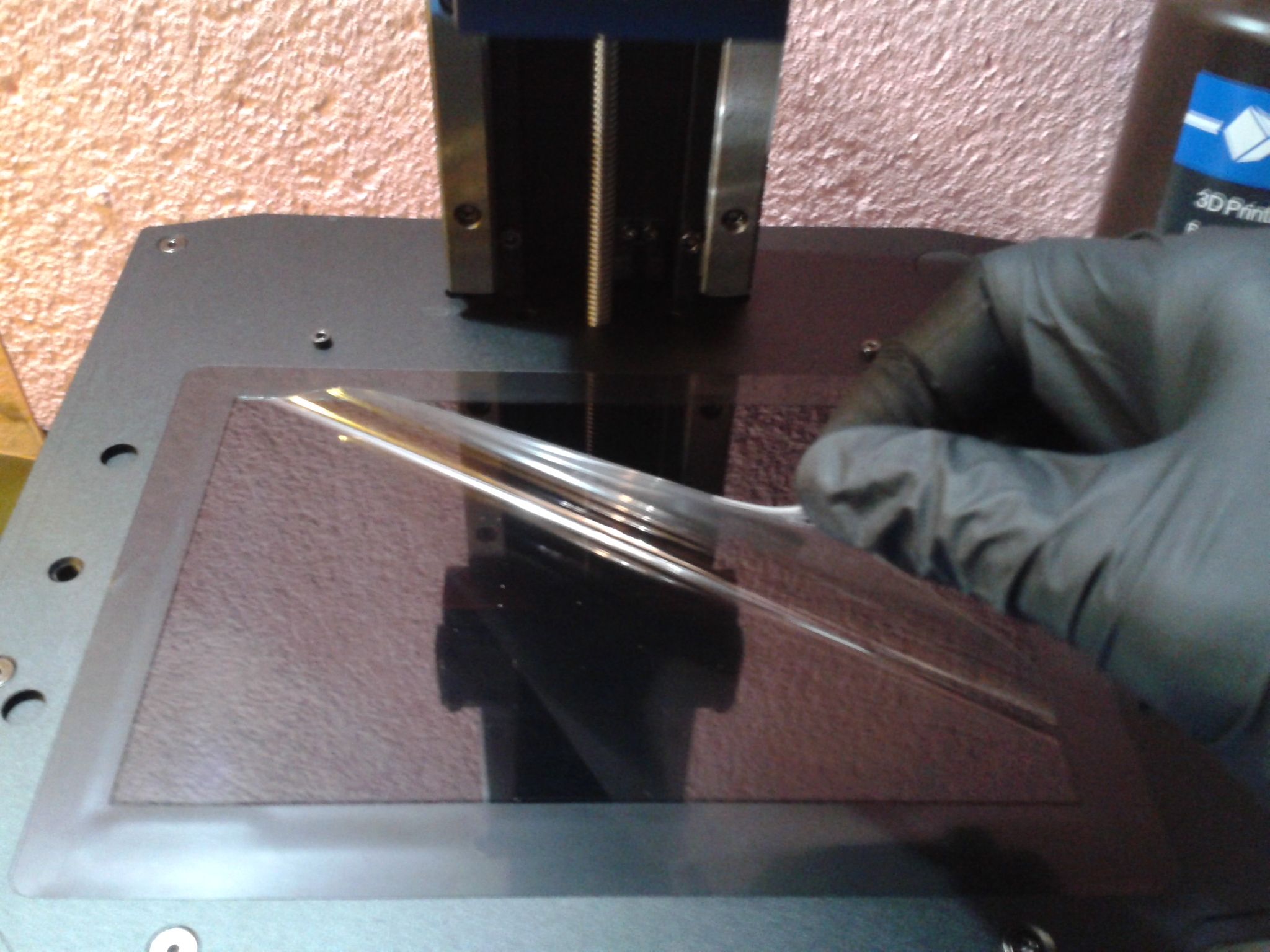
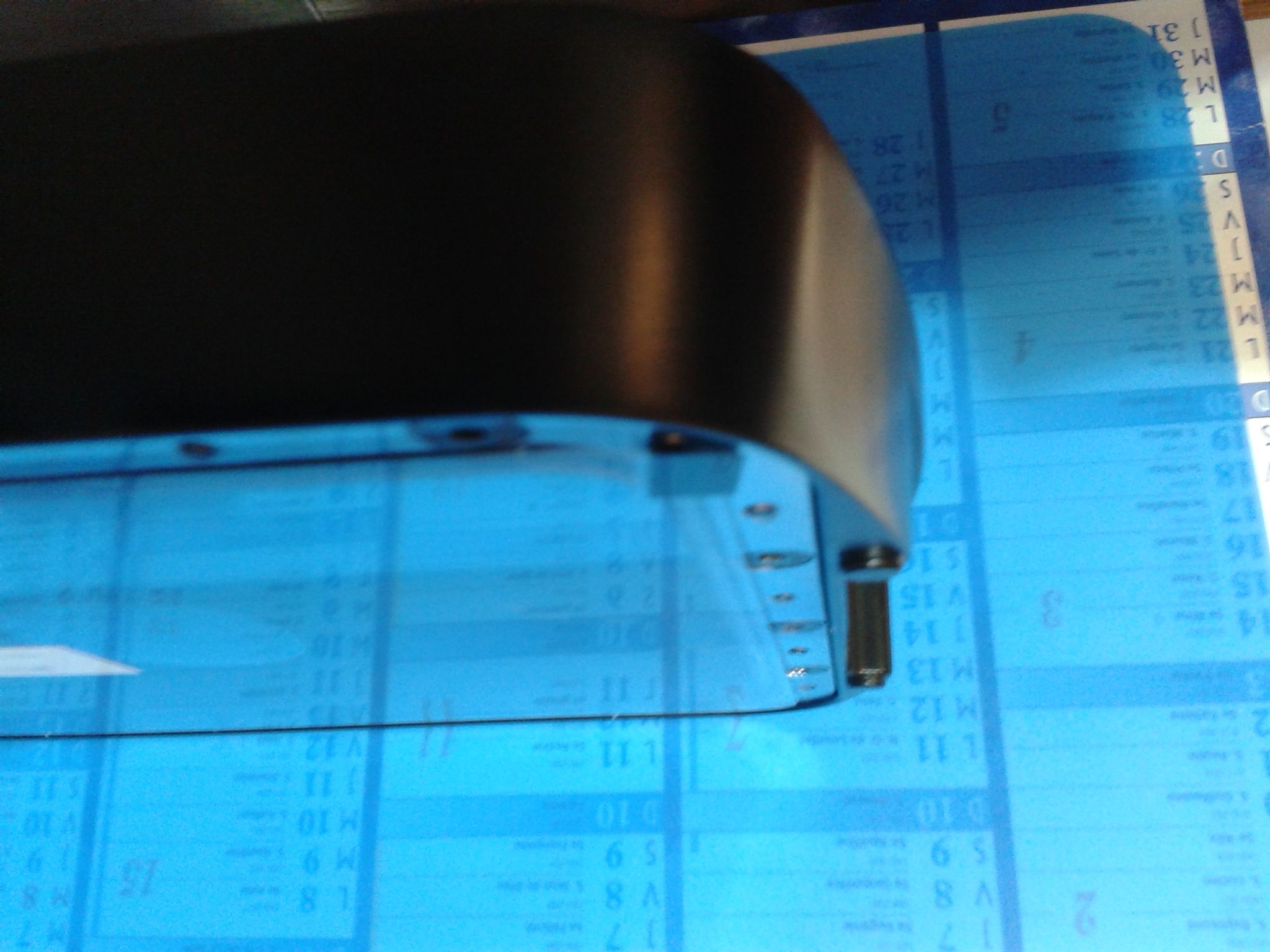
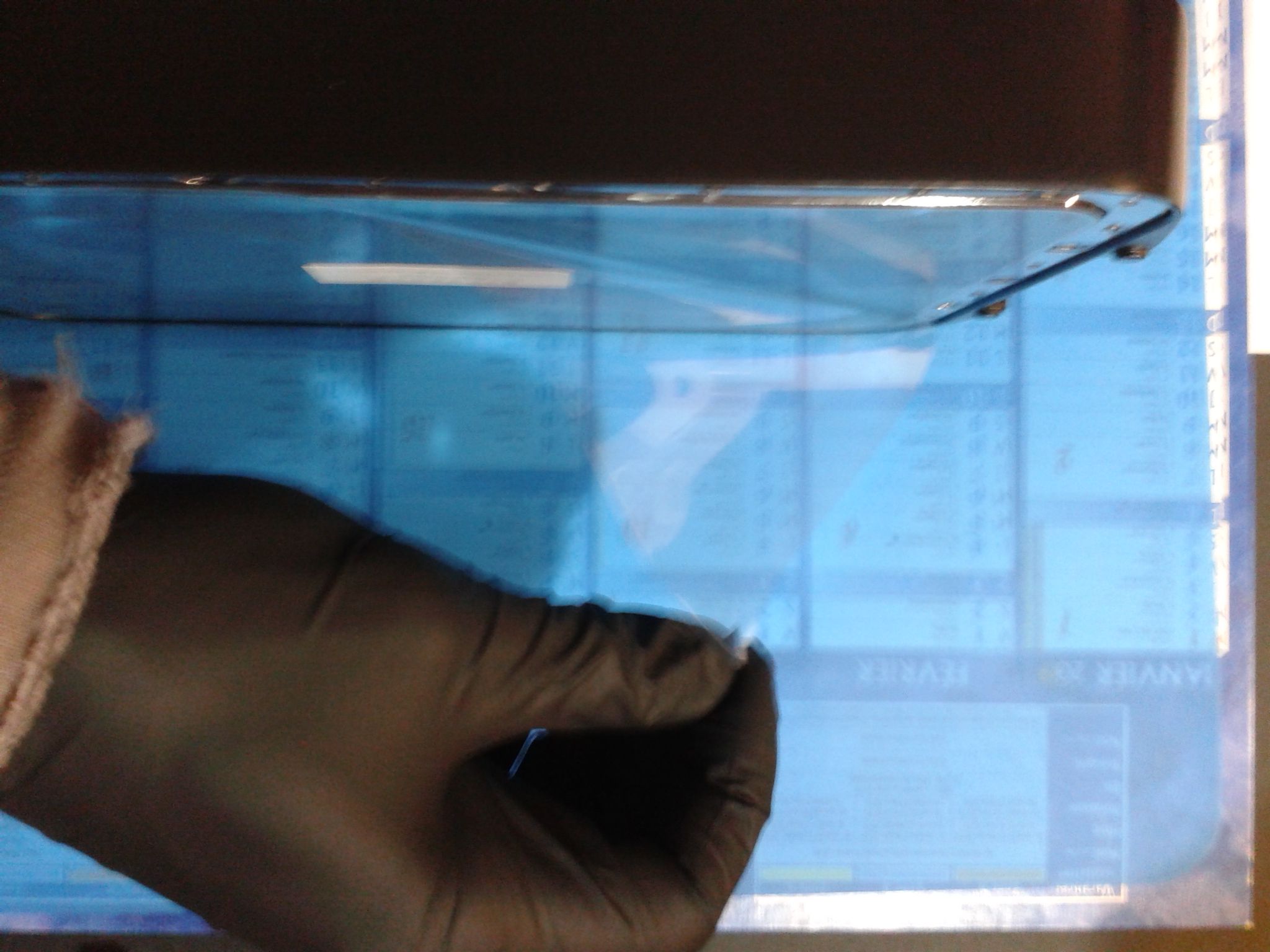
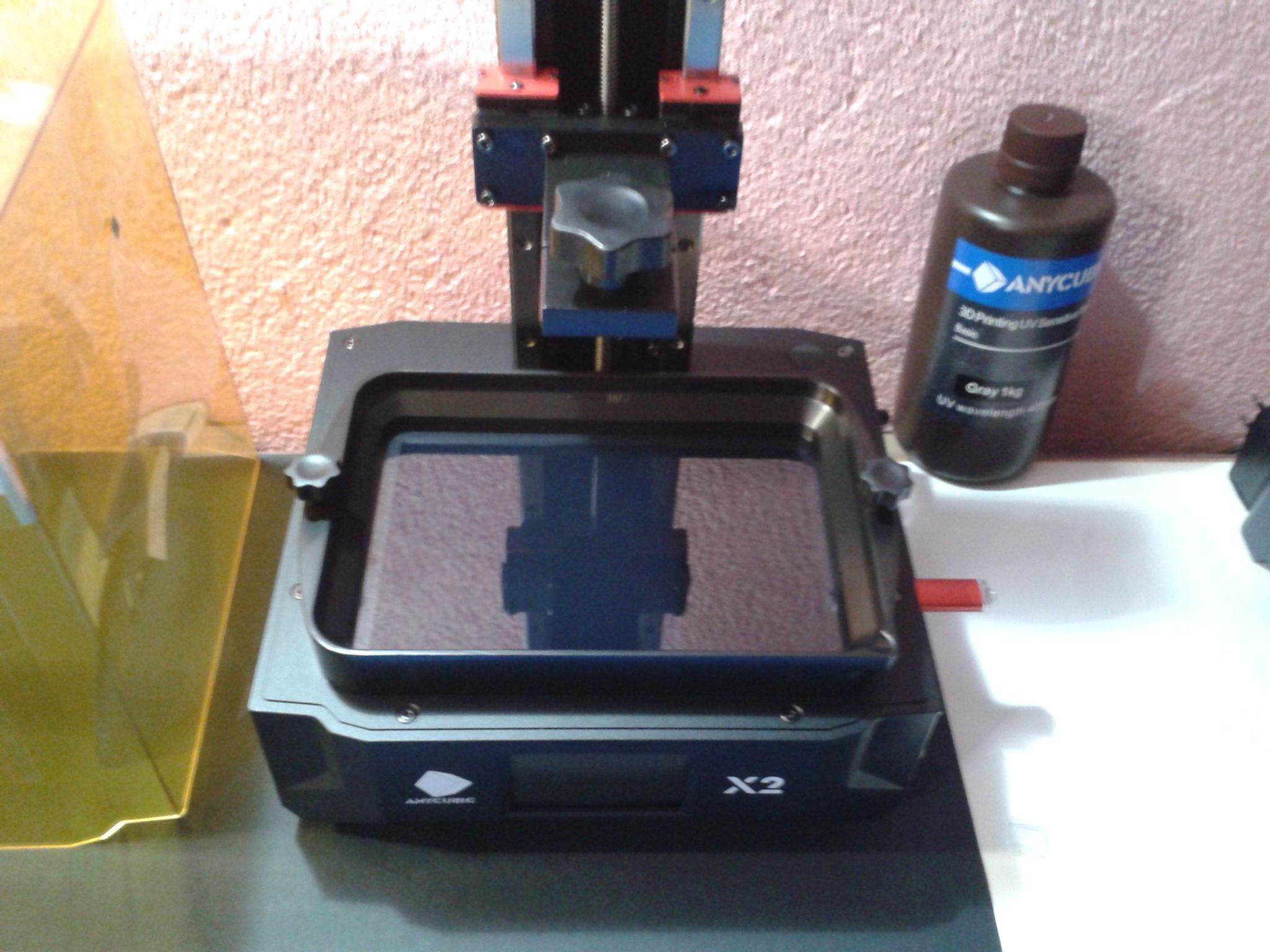
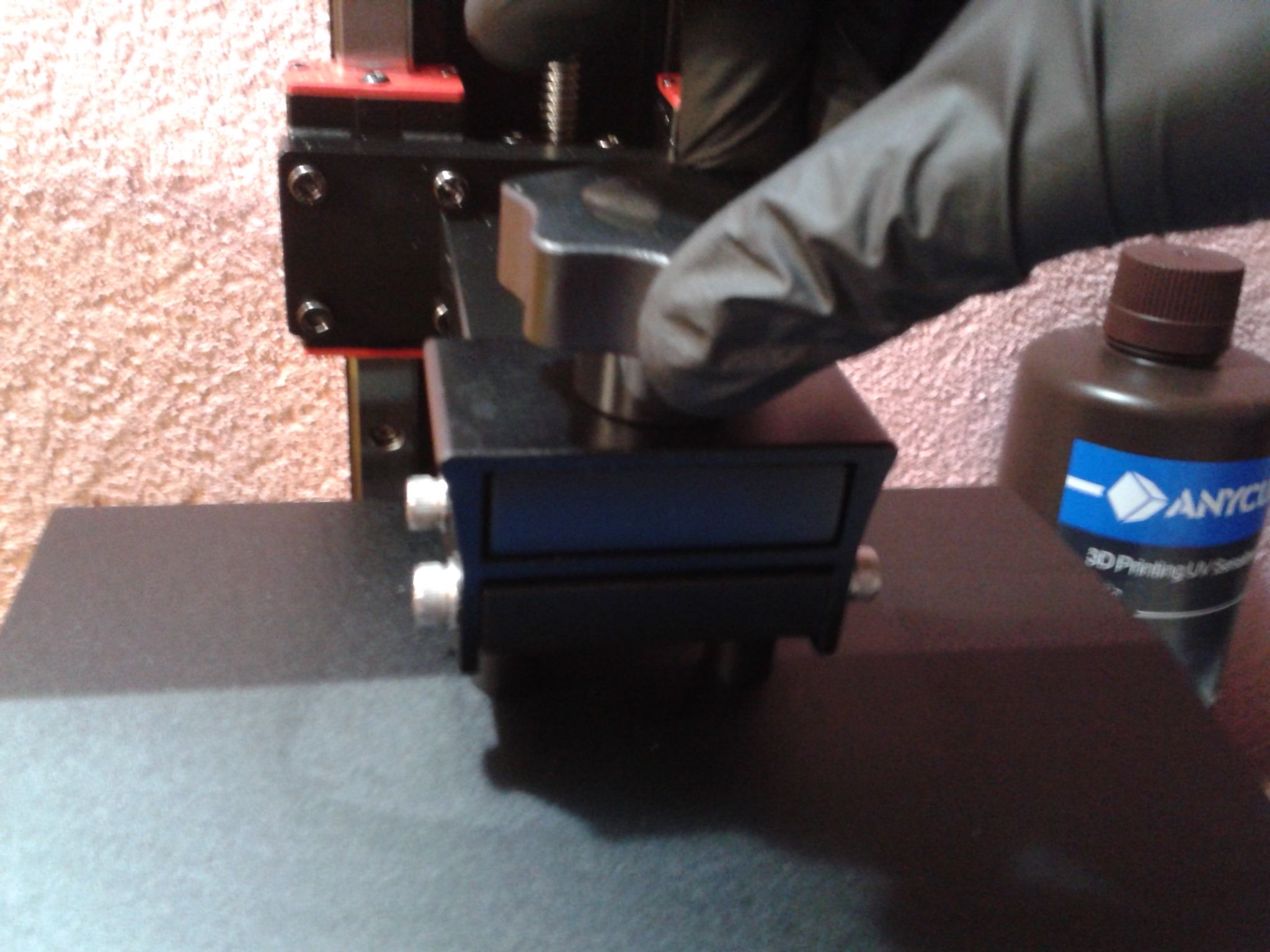
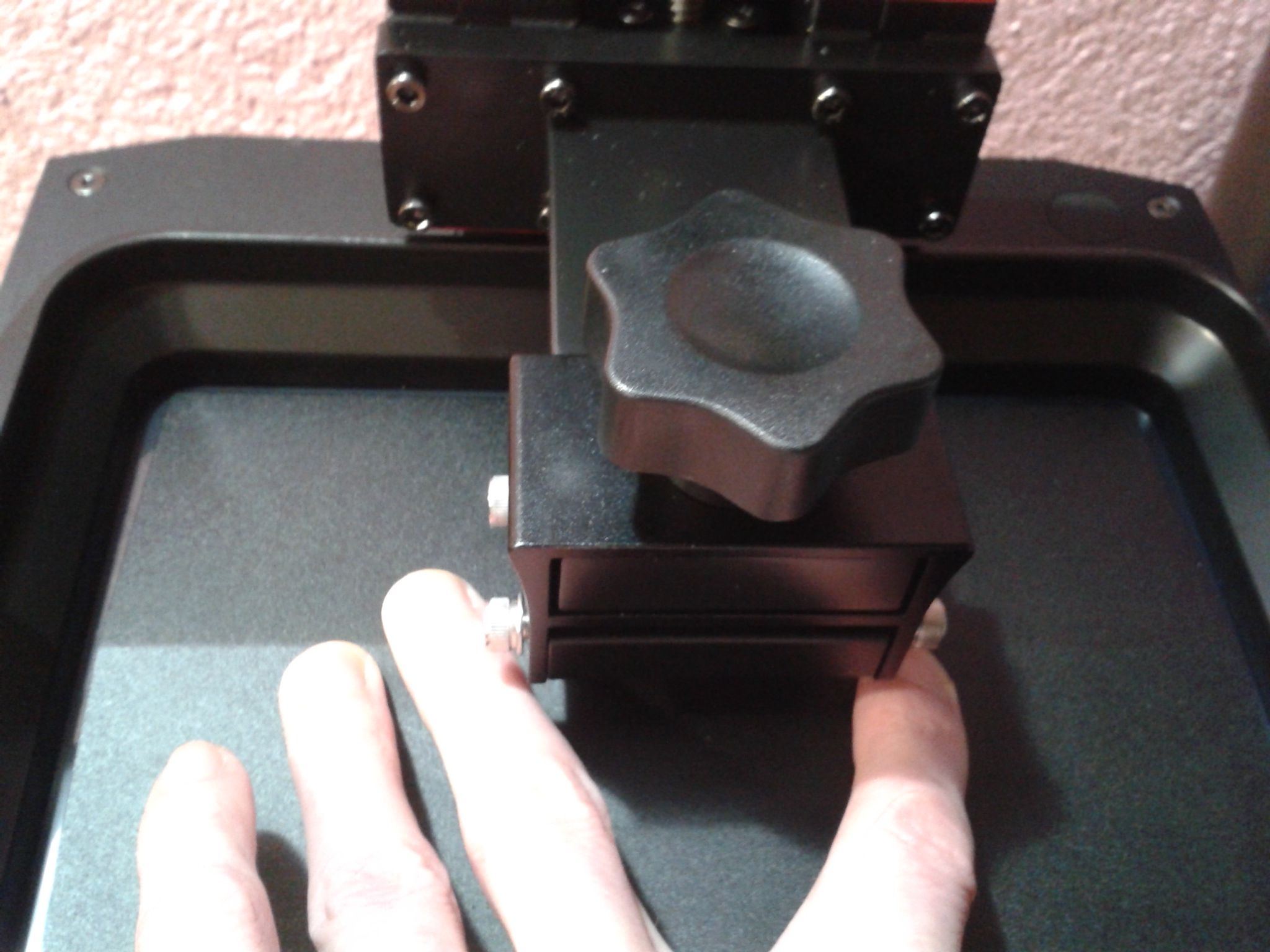
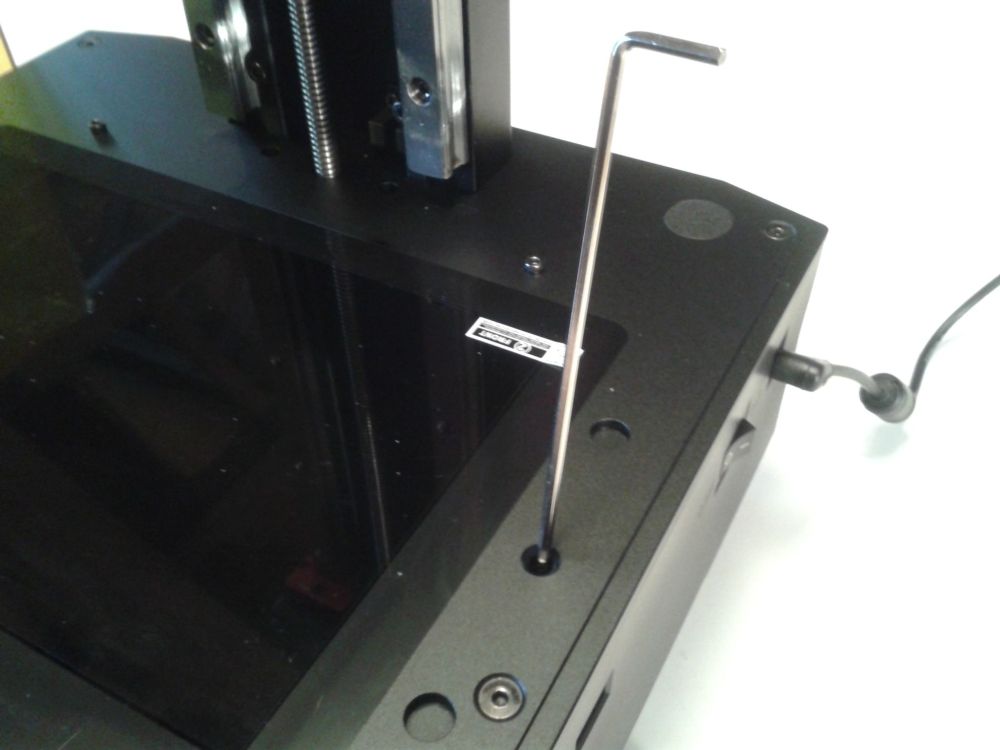
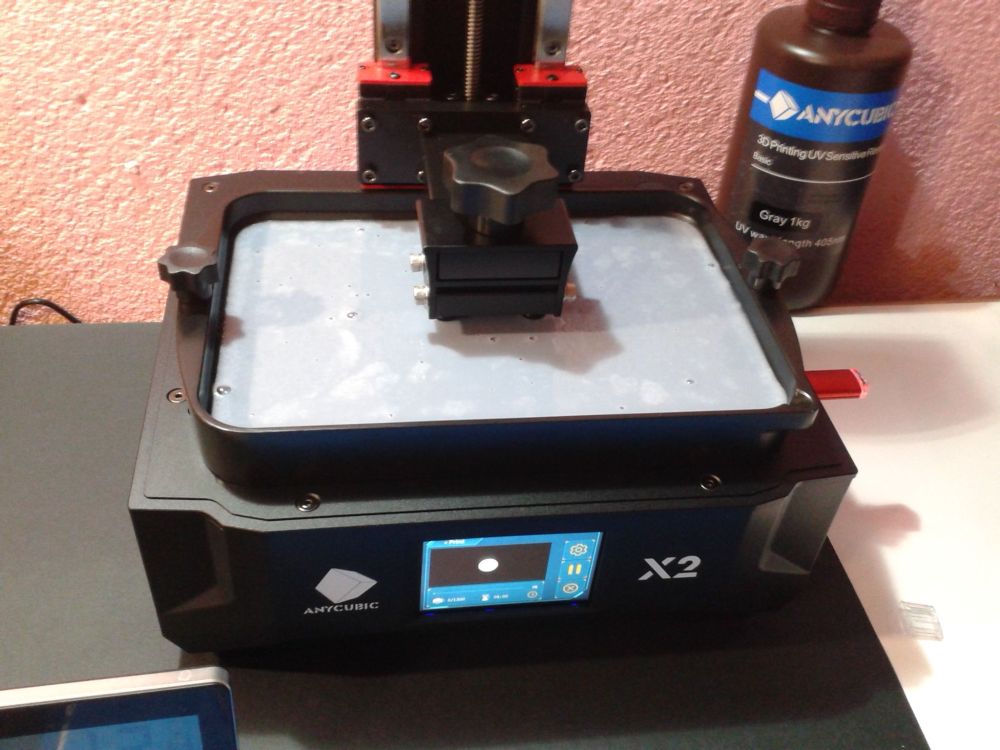
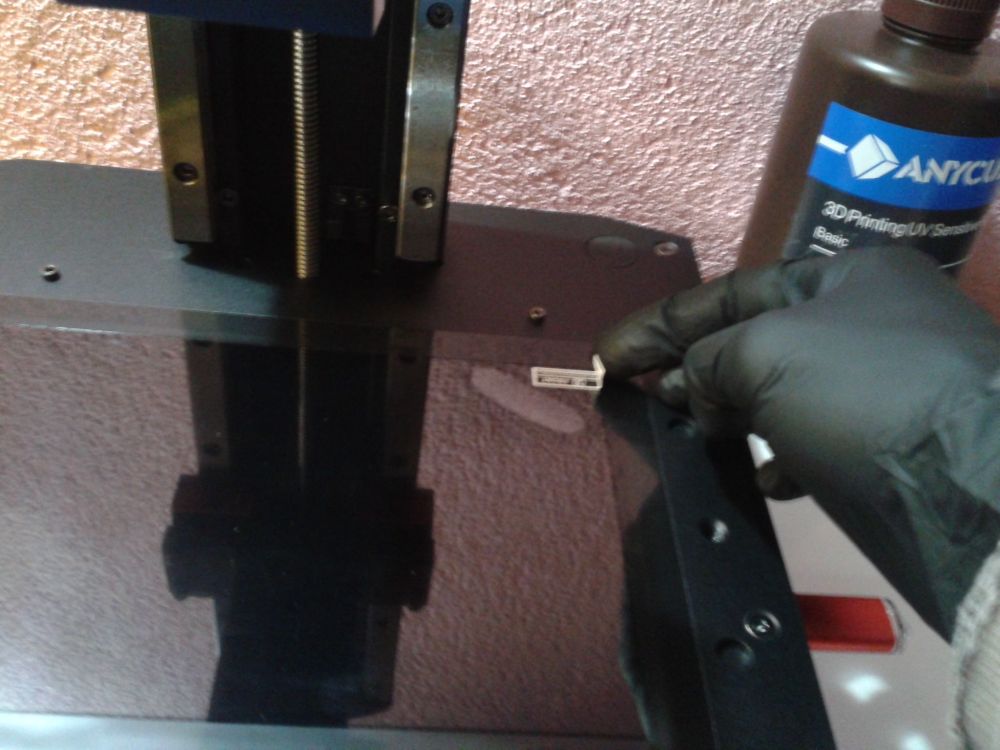
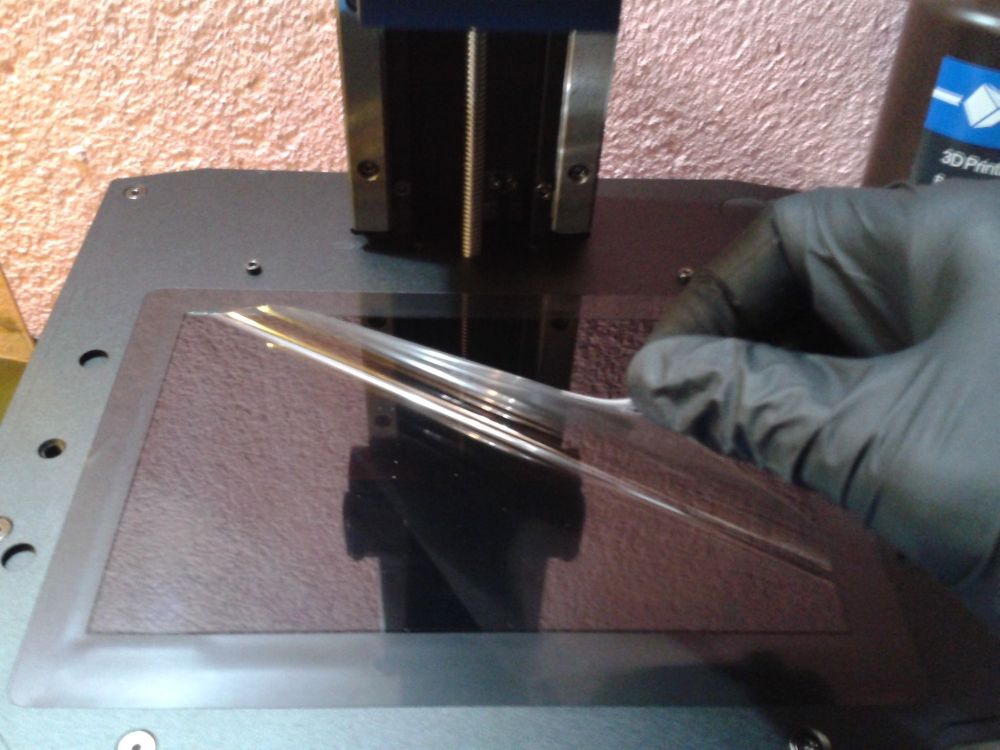
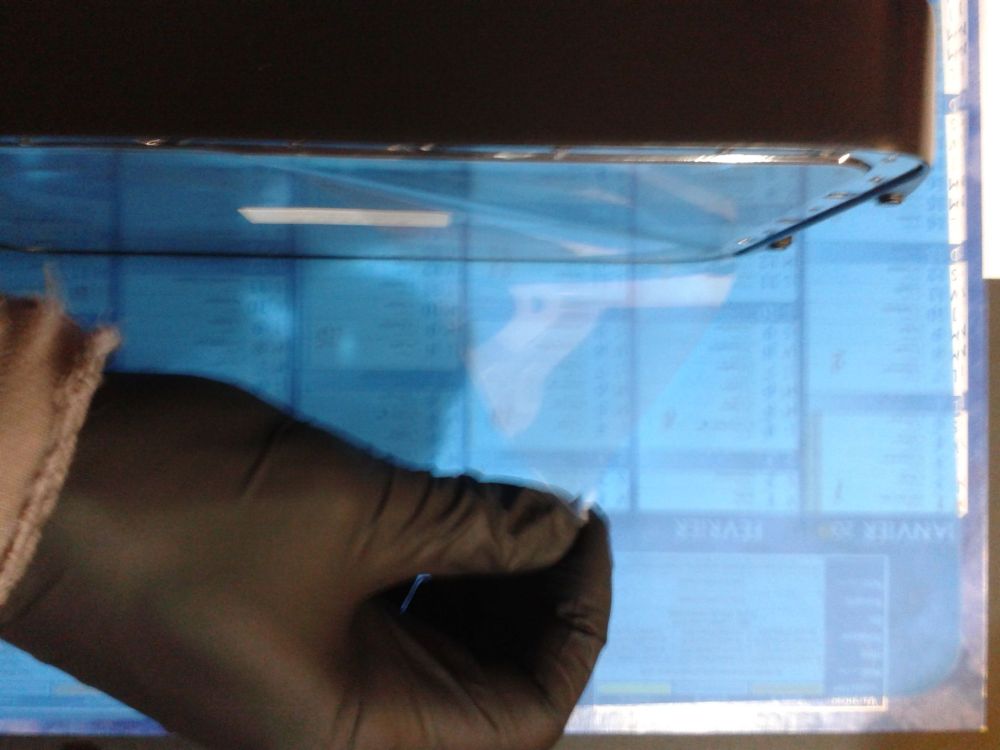
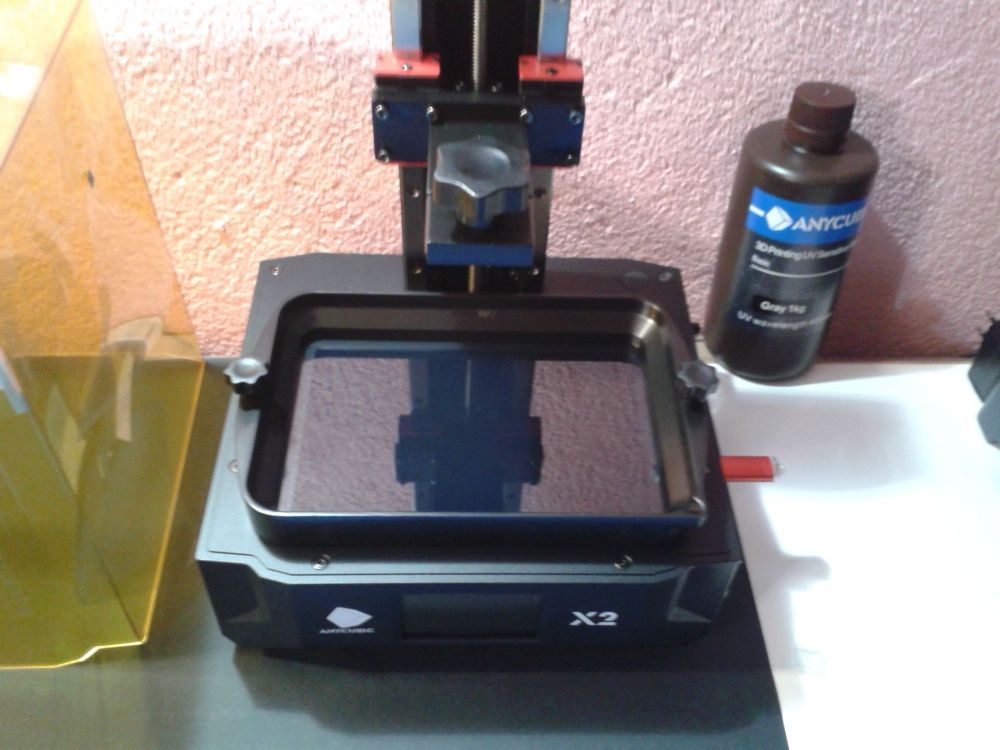
Mise en fonction et ajustement Placer votre imprimante sur un plan, le plus stable, et horizontal, possible. de préférence facilement nettoyable en cas de projection / déversement accidentel de résine, dans un environnement bien ventilé et hors d’atteinte des enfants et animaux, et loin de toute source de vibrations ... donc pas a coté d'une imprimante FDM. dans un espace sans poussière / grain de sables qui pourrais tomber du plafond ... dans un espace protégé des UV de la lumière du soleil et utilisant un éclairage qui n'émet pas d'UV ( éviter les tube fluorescent et halogène ou vérifier qu'ils disposent d'un filtre UV ) ... Enlever les films plastique de protections Pour le plateau nettoyer la surface d’impression avec de l'IPA 99.9% histoire d’être certain qu'il ne reste aucun résidus et en profiter pour l'inspecter ( pas de déformation, bien plan, riens qui pourrais y être accroché et risqué de tomber dans la résine et migrer et abîmer le FEP lors de l'impression ...) Vérifier qu'il n'y a pas de grosses poussières ou autre liquide ou d'humidité sur l’écran LCD de masquage de l'imprimante et sur le dessous ( le FEP) du bac de résine. ( le FEP ne doit pas se retrouver "collé" a l’écran ...) Placer le réservoir de résine et les deux vis de tenu du réservoir. Placer le plateau, serrer la molette de maintien, puis desserrer les quatre vis M4 pour permettre sont ajustement ( vérifier que l'on peut bien ajuster le plateau ) Connecter l'imprimante au secteur et allumer l'imprimante pour effectuer un "Home" via le menu "Tools" Quand le "Home" est fini, délicatement maintenir le plateau et resserrer (en au moins deux serrage en croix) les quatre vis d'ajustement du plateau Cliquer "Z=0" et "Entrer" pour définir la position Z actuel comme étant la position 0. (Et de nouveau "Entrer" pour que le plateau soit levé) Secouer énergiquement la bouteille de résine (disons une bonne minute) et l’ouvrir (J'utilise la spatule en acier pour percer et enlever la pellicule alu) Verser la résine dans le réservoir de résine, sans dépasser la marque du niveau "max" du réservoir de résine. ( Photo a refaire ) Avant chaque impressions prendre le temps de vérifier que les vis de maintien du VAT sont bien en place et serrés. que la mollette de maintien du plateau est serré. Qu'il n'y a riens sur la surface d'impression que le plateau et propre Que la résine dans le bac, n'a pas sédimenté et n'a pas était contaminé ou exposé aux UV (une membrane de résine solidifié en surface) et qu'il n'y a rien de louche ( fuites de résine, ... ) Insérer une clé USB (préférablement machine éteinte puis allumer la machine) qui contiens un fichier d'impression d’extension ".pmx2" a la racine et sélectionner et lancer l'impression via le menu "Print"




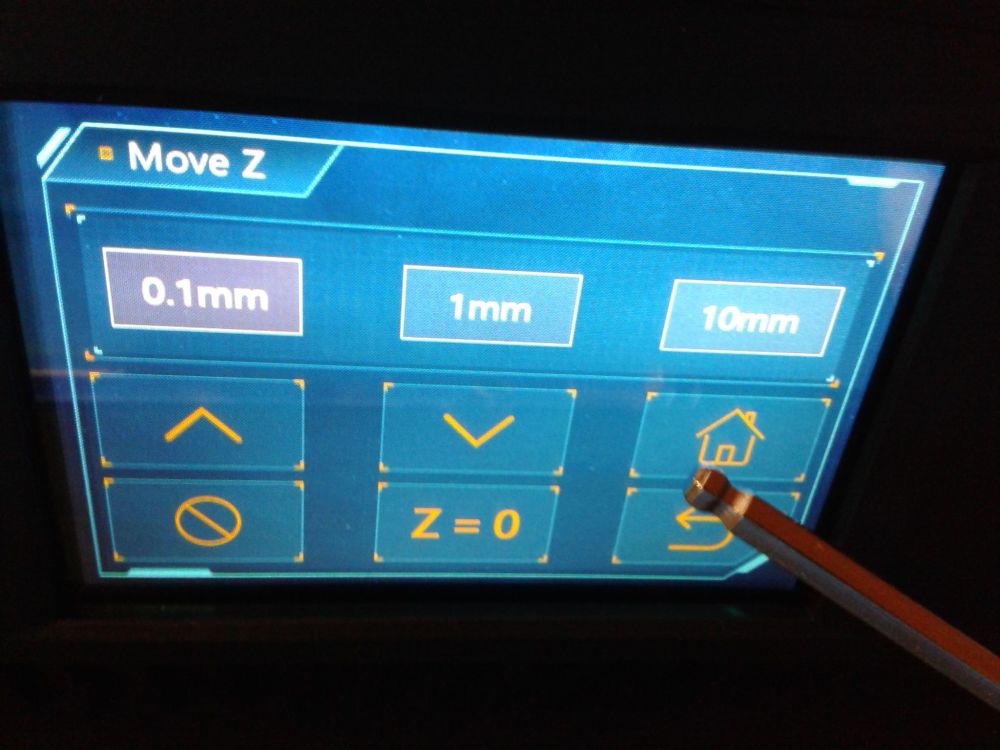
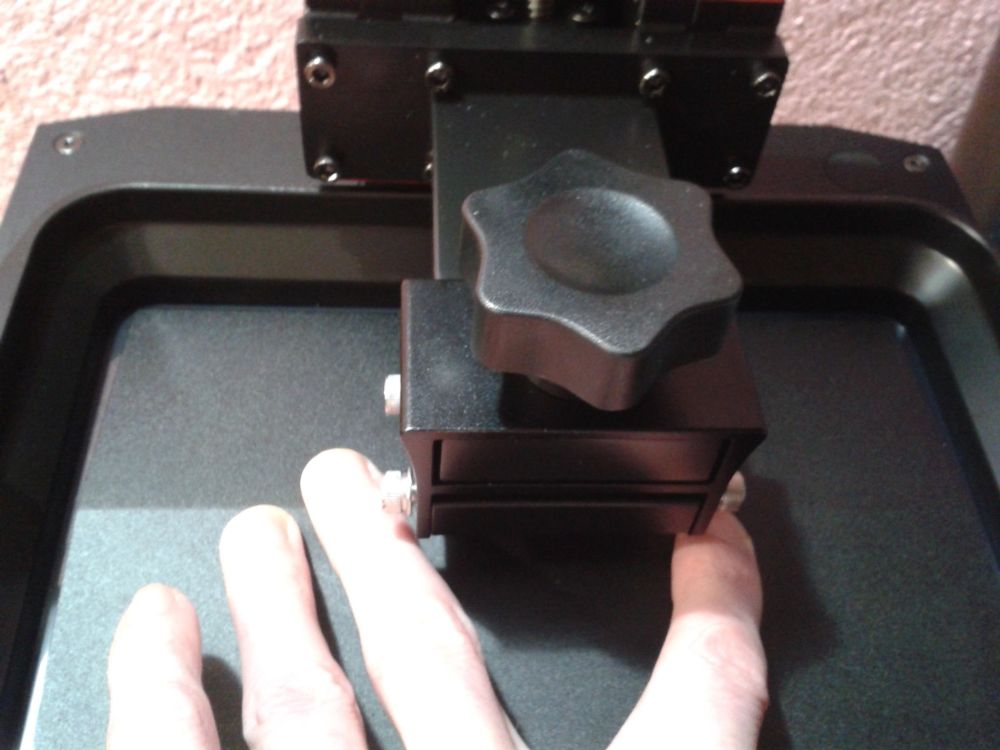
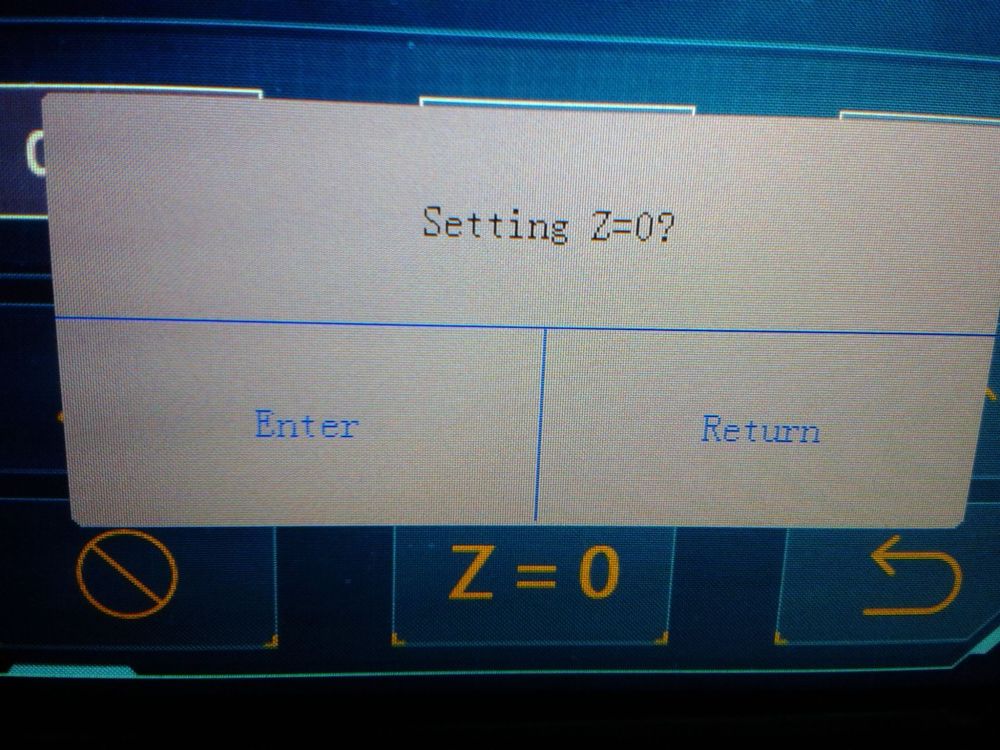
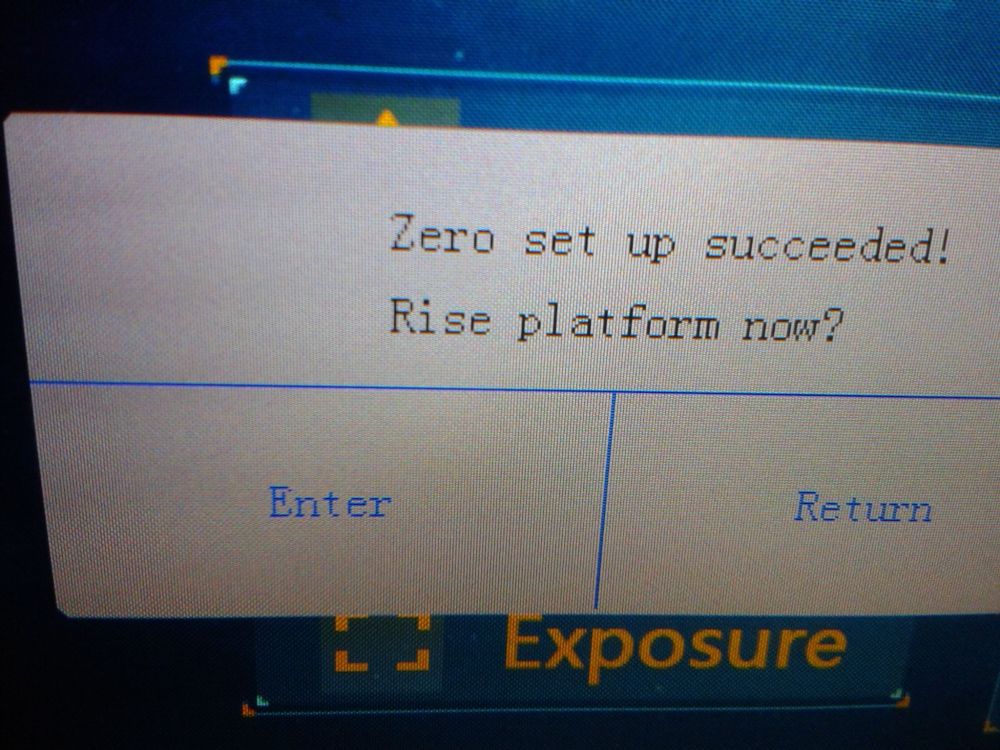




 1 point
1 point -
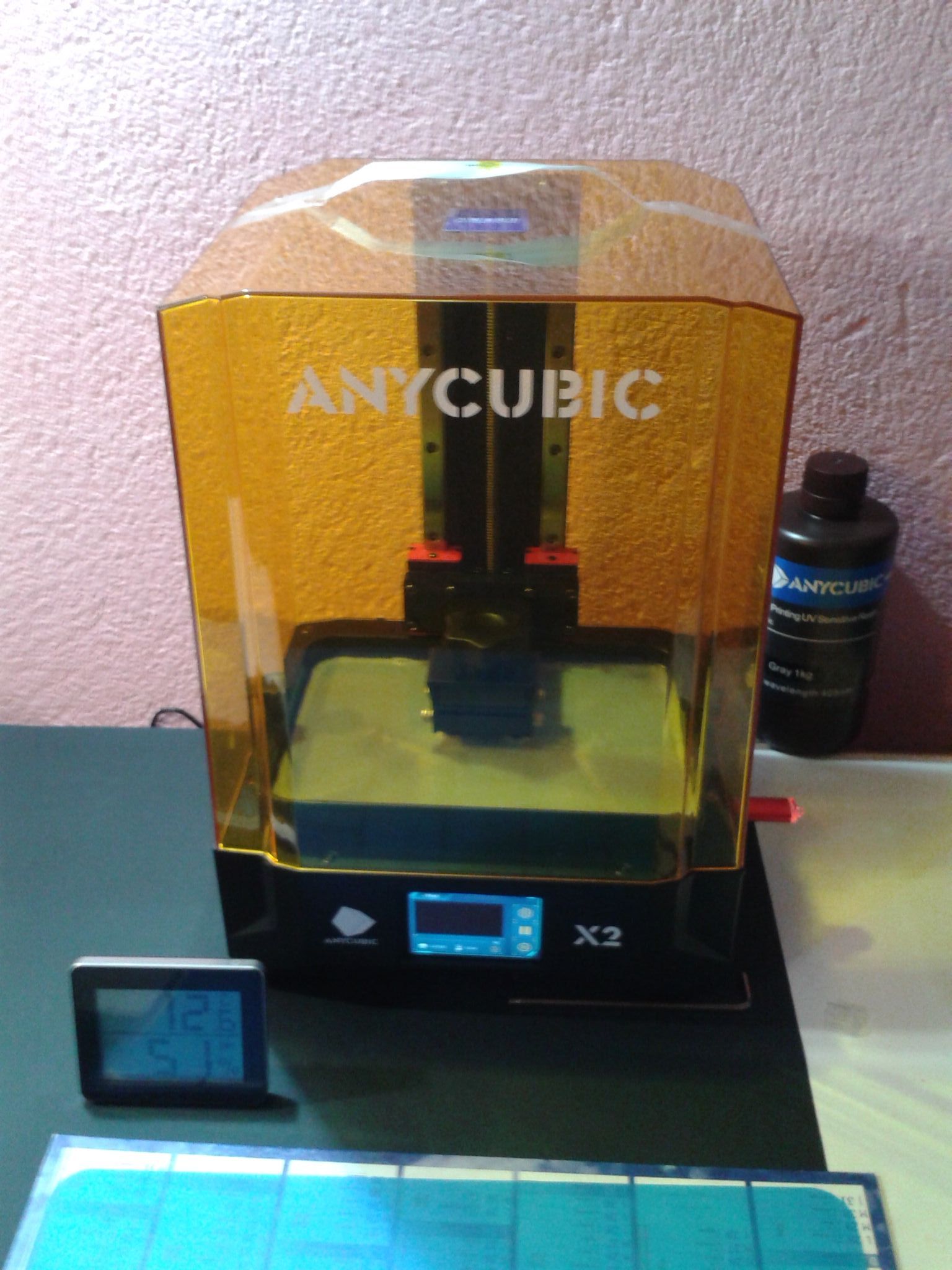
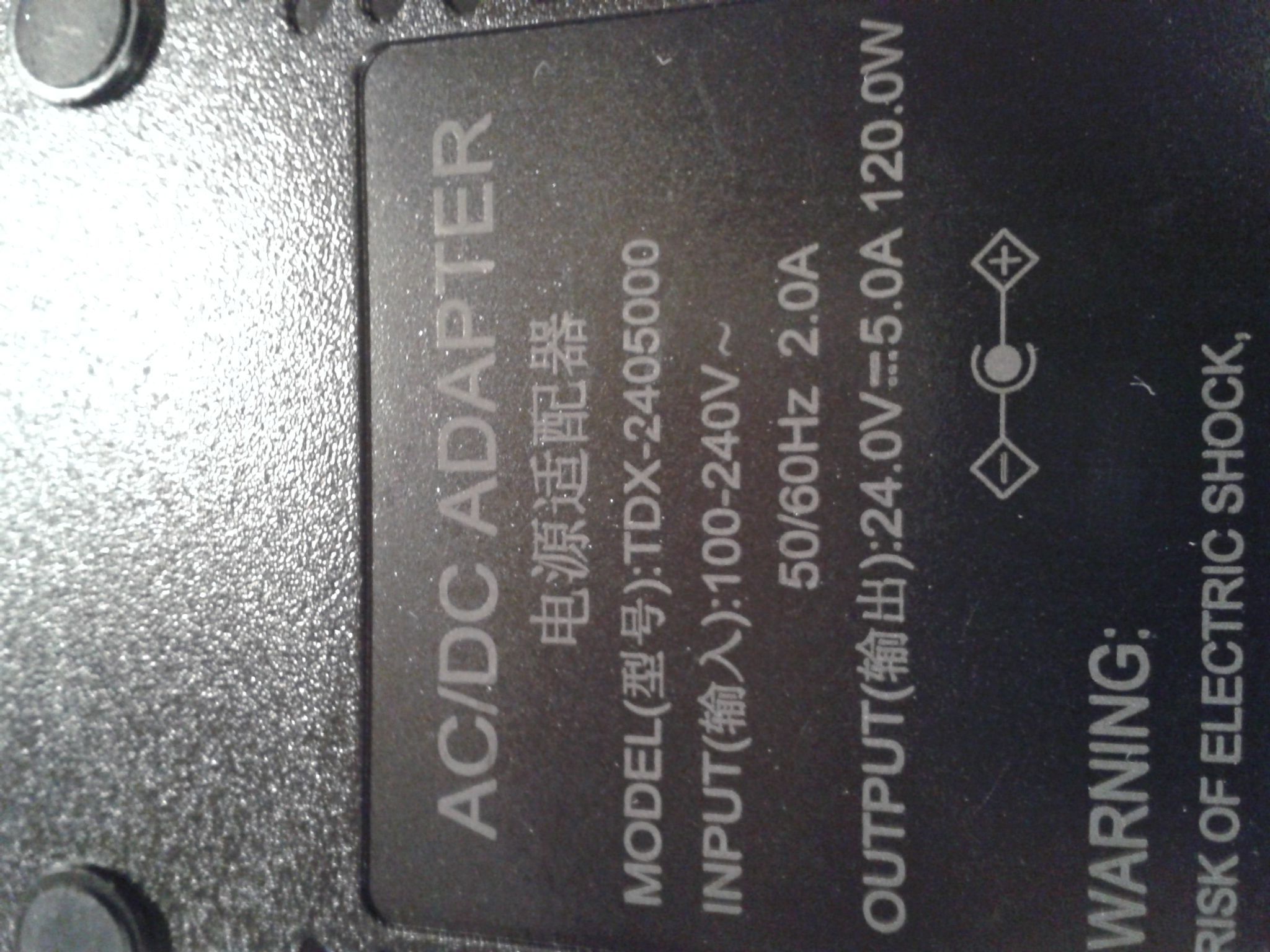
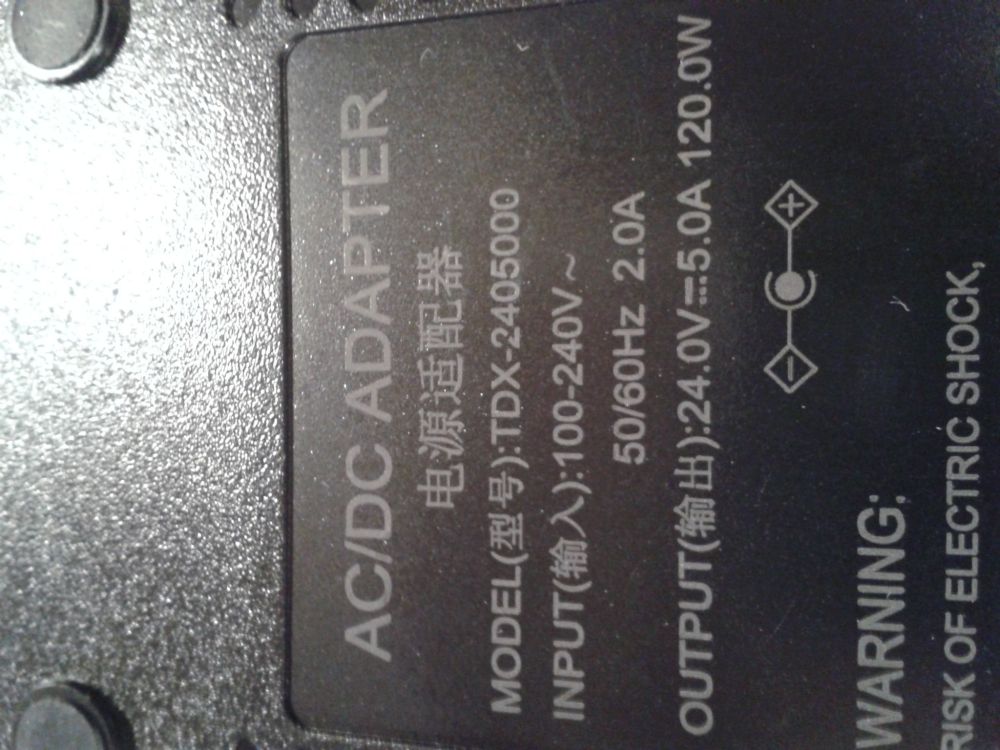
Déballage et inventaire Le capot. (plastique transparent jaune de filtration des UV) l'imprimante "Anycubic Photon Mono X2" (avec la vis de maintien du plateau et le support du plateau déjà en place), ( avec un film de protection de l’écran a enlever ). le plateau (surface de 20.2 x 12.8 cm ) avec pour sont ajustement, quatre vis empreinte hexagonal M4 + rondel déjà en place. le bac de résine (VAT) avec un FEP pré installé. ( avec un film de protection a enlever ) Une petite boîte (Coffret à oreilles) en carton ( ~ ? x ? x ? cm ) Instructions d'assemblage ( "Photon Mono X2 Assembly Instruction", un dépliant de quatre pages en Anglais au recto, en Chinois simplifié au verso ) Une feuille utilisable pour le réglage du plateau ( ~ 210 x 141 x 0.115 mm ) Un "Screen protector" (198 x 125 x 0.? mm ) avec une page d'explications pour l'installation un petit sachet avec probablement un mini chiffon micro fibres (pour préparer l'application du "Screen protector"). Un sachet Zip de taille moyen ~ 12 x 18 cm Un jeu de trois clés hexagonales ( ou clés Allen, clé à six pans) à tête sphérique ("Tool Kit") M4 (la plus longue, à utiliser pour le réglage du plateau) M2.5 M2 Une carte de contrôle qualité Anycubic, tamponné "FQC 2022-09-16 PASS" Une spatule triangle en acier avec un manche en bois (9.5 cm) et une lame (11 cm) en biseau et biseautée au bout ( "Metal scraper", épaisseur de la lame ~ 1.04 mm, largeur de la lame biseauté 7.5 cm ) ( on aurait aimé un biseau plus fin et une épaisseur de lame plus fine) Une spatule en plastique noir ( ~ 6cm de largeur de lame pour une longueur de 13,5 cm) ( "Plastic scraper", à utiliser pour mélanger la résine dans le réservoir mais évitez de la frotter trop fort contre le FEP car c'est du plastique relativement dur donc risque de rayer le FEP.) (A compléter avec une spatule à gâteau en silicone ) Un petit sachet Zip, de 4 gants ("Gloves", nitrile, bleu non poudré, taille XL) Un sachet Zip de taille moyen ~ 12 x 18 cm Cinq entonnoirs, filtre peinture, jetable, en papier, avec une mailles de l'ordre de ?190 microns ("Funnels") Un sachet avec un masque ("Mask") Une clé USB rouge de 4GB sans marque ni inscriptions ( "USB memory", formaté en FAT32 ) Un transformateur d'alimentation secteur ( "Power adaptor", 24VDC, 5.0A, 120.0W, pôle positif au centre, avec une LED verte témoins d'alimentation, câble de environ 140 cm ) avec un cordon (type alimentation PC) de ~180 cm prise secteur avec Terre. Deux vis pour le maintien du réservoir de résine sur l'imprimante. (molette de ~ 23 mm de diamètre, vis de ~ 40 mm de longueur, pas ? , de diamètre ~ 5.81 mm (surement du M? a vérifier ) ) Un petit Zip de 5 x 7.5 cm avec 5x vis M2 tête fraisée empreinte hexagonal (longueur total ~4.80 mm) Un petit Zip de 5 x 7.5 cm avec 5x vis M2.5 tête fraisée empreinte hexagonal (longueur total ~11.88 mm) Les sommes de contrôle md5sum du contenus de la clé USB $ find -type f \( -not -name "md5sum.txt" \) -exec md5sum '{}' \; > md5sum.txt 55333831090b19c5d514713ae3bdcf0c ./资料_中文_Photon Mono X2/Photon Mono X2-中文-V0.0.2.pdf 4e0864b01cf700d4d5c152731029d1cb ./资料_中文_Photon Mono X2/Anycubic Photon Workshop 切片软件-CN-V0.1.2.pdf 603403551111e89349f9846d383addfe ./System Volume Information/WPSettings.dat a23ec254b0ddb11d92d5dcf2ed3ab884 ./System Volume Information/IndexerVolumeGuid b0da8911424631024424facb817d8521 ./Anycubic Photon Workshop/Windows installer (64-bit)/AnycubicPhotonWorkshop_V2.2.16_x64.exe 8fe6924857664a0801d6fab8fa507886 ./Anycubic Photon Workshop/Read me.txt 17452912d619b5b2d39fd607dcee1080 ./Anycubic Photon Workshop/macOS installer/AnycubicPhotonWorkshop.dmg afd91db8240ef1b71a80d556f3020fbd ./Anycubic Photon Workshop/Windows installer (32-bit)/AnycubicPhotonWorkshop_V2.2.16_x86.exe 5187f6a9deec89608ffd06b8dd6db351 ./Files_English_Photon Mono X2/Photon Mono X2-English-V0.0.2.pdf 9d39b4cb5d60a673478767bac8ffe111 ./Files_English_Photon Mono X2/Anycubic Photon Workshop Slicing Software-EN-V0.1.2.pdf af12bc008b769d0b4194cbc8c22ede11 ./R_E_R_F.pmx2 93559aa808015d30ee5e50929860f7fc ./TEST.pmx2



 1 point
1 point -
Salut! Je viens d'avoir une Saturn 2 et j'ai eu trois jours de flou et d'échec au sujet du réglage du point 0 de l'axe Z. Sur mes 4 tentatives, je me suis retrouvé avec une couche collée au FEP et rien sur la platine...je ne savais pas trop ou chercher...Ca a été "un peu" galère, et franchement ce n'est pas les guides constructeur qui m'ont aidé. J'ai vu et revu de nombreuses vidéos, je pense que la dernière qui m'a vraiment dépatouillé c'est celle-ci: En reprenant tout depuis le début en suivant lien les étapes et en utilisant une feuille de papier normal plutôt que la feuille cartonnée fournie avec l'imprimante, je ne suis pas trop mal. Je pense refaire une passe pour réhausser d'un chouille le point 0 car je pense être un peu trop bas, même si sur un print avec raft et supports ça devrait pas être problématique (je me trompe peut-être). Bon courage!
 1 point
1 point -
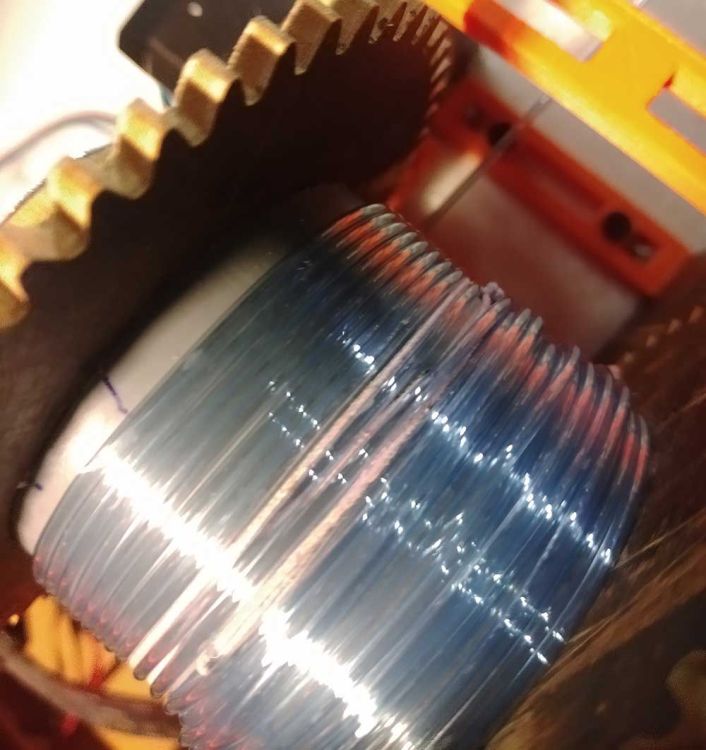
La vidéo du prototype en action : Franchement très satisfait du résultat, pour du fait-maison le filament a vraiment un bel aspect : Et il y a vraiment de quoi peaufiner tout ça

 1 point
1 point -
C’est avec beaucoup d’émotion et sûrement des regrets à venir que j'ai du prendre cette décision.... L'impression 3d bouffe tout mon temps et je ne sais même plus m’occuper des plus simples tâches ménagères.... J’ai donc décidé de vendre tout mon matériel dont vous trouverez la liste ci-après, les photos sont disponibles en mp sur demande Liste de matos 1 balai swiffer 1 seau 1 serpillière 1 raclette 1 fer a repasser et sa table. Divers produits d’entretien ( mr Propre, Dettol, etc)1 point
-
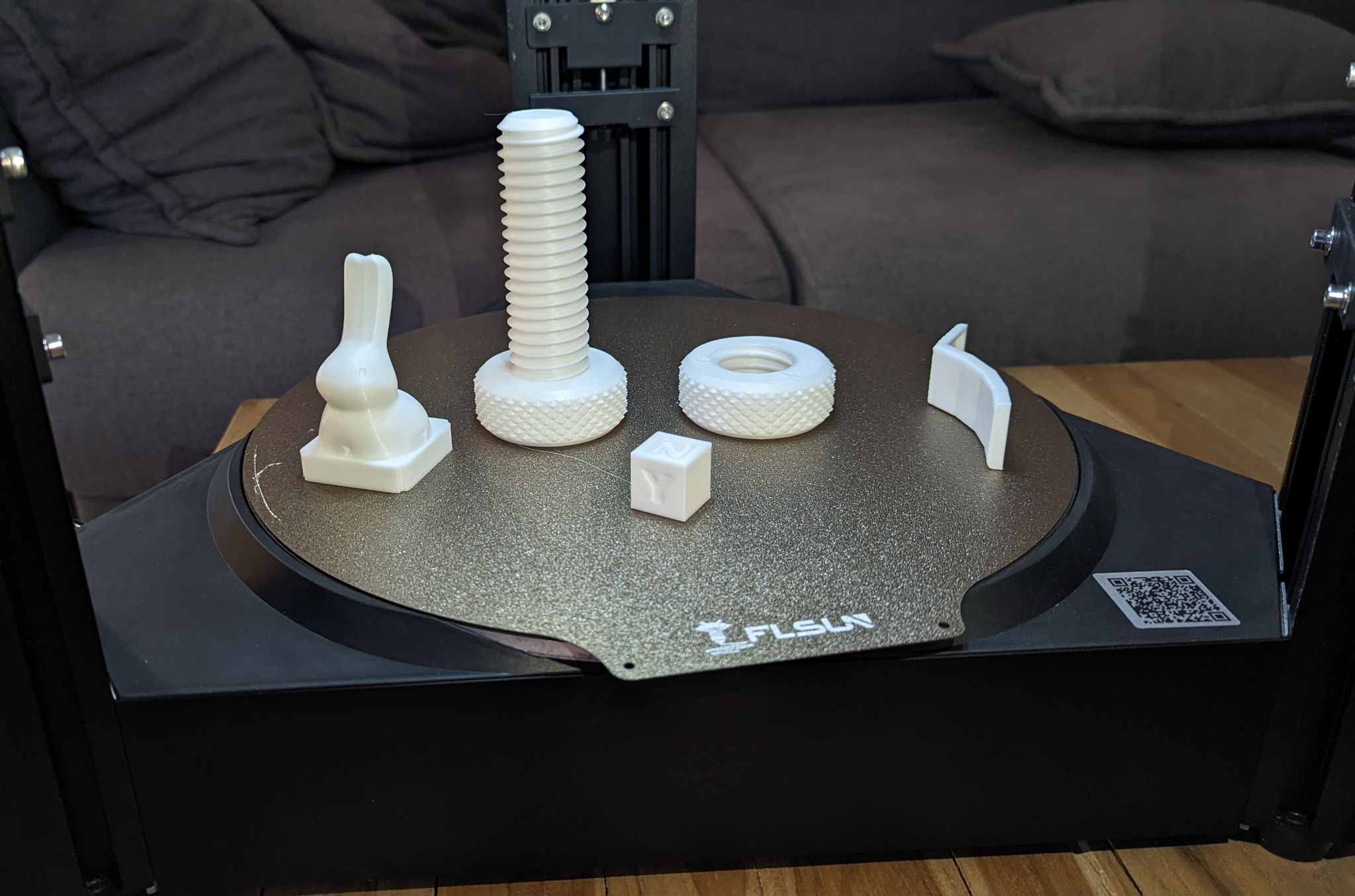
Je ne sais pas, j'aurais tendance à dire que oui, faut juste revoir la connectique J'imprime mon dernier print de la SD (y'en avait 4), c'est superbe EDIT Petite photo des prints bruts : L'expérience "out of the box" est vraiment géniale. Le gap n'est pas le même qu'entre ma X1 et ma SR mais tant en terme de vitesse que de qualité c'est déjà génial. 1h54 pour la vis et son écrou, 32mn pour le lapin, 23mn pour l'overhang test (nickel jusqu'à 70°) et 7mn pour le cube CHEP. Et il me reste pas mel de leur filament c'est cool Entre la taille de l'écran, sa réactivité et son contenu, c'est véritablement une toute autre expérience. L'interface est dense mais plutôt intuitive je trouve (et encore une fois, bien documentée). J'ai juste échoué à connecter l'imprimante à ma Livebox 6 J'ai aussi trouvé très pratique le capteur de filament transparent, on voit bien où va le filament et ça permet de le guider plus facilement

 1 point
1 point -
Tous les tutoriels officiels Après coup, j'ai regardé le contenu de la clef USB et on y trouve une playlist de 5 vidéos qui expliquent tout ce qu'il faut pour débuter ! Installation Bed leveling Lancer une impression 3D Impression 3D à distance Connecter une caméra1 point