Classement




Contenu populaire
Contenu avec la plus haute réputation dans 05/02/2023 Dans tous les contenus
-
dernieres impressions

 4 points
4 points -
Un pervers
 4 points
4 points -
Vous trouverez ici la traduction française de Bambu Studio. Au programme : - Traduction de l'interface Bambu - Correction de toutes les traductions françaises qui étaient de simples traductions Google (Chinois -> Anglais -> Français) - Traduction des textes manquants - Correction de certains textes qui n'étaient jamais traduits https://drive.google.com/drive/folders/1dxPYa3dHhKou3HC3dDengFeG0LiHm-q2?usp=sharing N'hésitez pas à me faire un retour si vous rencontrez certaines erreurs, fautes ou problème d'affichage de certains textes. Installation Windows : - Fermez Bambu Studio si il est actuellement ouvert. - Dézippez l'archive du pack de traduction. - Rendez-vous dans le dossier d'installation de Bambu Studio, par défaut : 'C:\Program Files\Bambu Studio'. - Rendez-vous dans le dossier '\resources\web\data' et remplacez le fichier 'text.js'. - Rendez-vous ensuite dans le dossier '\resources\i18n\fr' et remplacez le fichier 'BambuStudio.mo'. - Démarrez Bambu Studio et définissez la langue sur 'Français' dans les paramètres. Installation MacOS : - Fermez Bambu Studio si il est actuellement ouvert. - Dézippez l'archive du pack de traduction. - Rendez-vous dans votre dossier 'Applications'. - Faites un clic droit sur l'application 'BambuStudio.app' puis 'Afficher le contenu du paquet'. - Rendez-vous dans le dossier '\Contents\Resources\web\data' et remplacez le fichier 'text.js'. - Rendez-vous ensuite dans le dossier '\Contents\Resources\i18n\fr' et remplacez le fichier 'BambuStudio.mo'. - Démarrez Bambu Studio et définissez la langue sur 'Français' dans les paramètres.3 points
-
Serait-ce du «monoxyde de dihydrogène» ?3 points
-
Ils m'on demandé le journal de l'imprimante pour estimer la déformation du lit. hier ils m'ont annoncé qu'ils m'envois un lit de rechange. Rapide et sérieux.3 points
-
C'est du chinois pour elle !!! Ok.. je retourne me coucher !!!2 points
-
des moutons ?2 points
-
Cépafo L'écrit échu et chaud te ment (c'était la minute poésie).2 points
-
On va attendre un peu voir si sur le long terme et avec beaucoup de retours elle est vraiment si parfaite !2 points
-
En fait cette imprimante devrait etre interdite sur le forum. On en parle pas, on ne fait pas de pub. Imaginez que tout le monde en ait une, on va se dire quoi sur le forum? J'ai imprime hier et...aucun probleme...C'est la mort du forum assure2 points
-
Je veux pas dire mais... avoir une imprimante 3D et se retrouver à mettre du scotch sur une bobine d'étain, plutôt que de passer des heures à modéliser une forme complexe parfaitement adaptée au moyeu (et qui aurait pu ensuite être rempliée proprement avec du sable ou autre chose) ?! Hérétique, va, au bûcher !2 points
-
@mysterd2006 il suffit de couper les manches, une scie, cutter, un coup de dremel tu as l’embarras du choix1 point
-
C'est que j'ai pas spécialement le matériel ( micro + pied + bon smartphone pour faire une belle vidéo ) mais j'y réfléchi. Sinon parfait Motard Geek a validé et remis en ligne l'article a l'instant.1 point
-
Mes excuses ! @Administrateurs J'ai fait une bêtise en voulant supprimer une partie "A FAIRE" qui n'avait pas était enlevé et donc comme j'ai fait un édite l'article est en attente de validation et non disponible pour le moment.1 point
-
Si je peux me permettre, un peu trop de plis. Peut être comme ceci:
 1 point
1 point -
1 point
-
1 point
-
Salutation ! La piste d'une bobine de filament qui n'a pas un diamètre constant ? D'une roue cranté de l'extrudeur a nettoyer et a bien serrer sur l'arbre moteur ? En principe non il n'y a pas ( sauf pour la couche initial et/ou l'ensemble des couches ) de possibilité de changer le débit ... enfin sauf peut être avec l'utilisation de modificateurs sur des bloqueur de supports, ou d'un post traitement pour appliquer un changement a une hauteur Z donnée ( change a Z ) Mais là il me semble qu'il faut trouver la cause plutôt que de chercher a compenser. Vérifier que après un home si tu demande un déplacement Z de 'n' mm alors un objet de 'n' mm passe pile poil entre le plateau et la buse ? ... Refaire la calibration de l'extrudeur ? ... Et pour d'autres pistes1 point
-
Petit ajout, après une journée d'impressions (certes simples) qui se sont très bien passées : la solution pour moi, en l'état, c'est de faire une petite purge de filament avant impression. Peu importe que ce soit la première impression après allumage de l'imprimante, ou une nouvelle impression juste après qu'une autre se soit terminée – si je ne purge pas un peu avant de lancer l'impression, je suis quasiment sûr d'avoir un blocage de filament (le fameux "tac... tac... tac") ou bien une impression à vide (la tête bouge bien mais rien n'en sort). Si je fais la petite purge préalable, tout se passe bien. Autre petite constatation, au moment de trancher le modèle, l'ajout d'une bordure semble indispensable plutôt qu'optionnel. Ça m'a déjà permis de rattraper un petit défaut d'adhérence au départ de l'impression (ce qui n'a pas accroché a été agloméré dans la bordure, au lieu de faire des défauts d'impression dans l'objet) ; et ça autorise aussi que la buse entraîne un petit "grumeau" de filament mal nettoyé lors de la séquence de départ (celui-ci finira collé dans la bordure au lieu de l'objet). Quand j'aurai fini le projet actuel, je tenterai à nouveau le dragon articulé de mes premiers messages ici.1 point
-
Ou alors ma prise a une connexion défaillante. J'ai sorti l'électronique de mon caisson et tous les câbles se connectent sur une petite boite de connexion de ma fabrication. Le fait d'avoir tout déconnecté pour sortir l'imprimante du caisson afin de pouvoir changer le capteur de température de la buse a peut être fragilisé cette prise. j'y ferai attention. merci pour vos réponses Seb1 point
-
Je ne sais plus où je l'ai commandé ... mais il y a une belle étiquette sur son emballage.

 1 point
1 point -
Tu pourrais les poster ces photos ? C'est toujours plus sympa que de laisser les copains du forum chercher à l'aveugle...1 point
-
Bonjour, Attention les gars on dirait que le ton est en train de monter! Souvent l'écrit est plus "dur" que l'oral.1 point
-
Bonjour, Si c'est comme dans l'automobile, plus c'est vieux plus tu peux bidouiller, plus c'est moderne moins tu peux. Le problème avec l'ancien c'est la difficulté de trouver des pièces "identiques" .1 point
-
Oula c'est vieux ça Kodi ^^1 point
-
J'ai également ajouté la traduction pour le fork de SoftFever.1 point
-
Merci pour l'accueil @banditos1 point
-
C'est justement pour revenir aux origines et se rappeler d'où on vient, elles sont bien ces imprimantes mais on en oublie le côté bidouille et instinctif ! Mais oui j'y ai pensé, et de toute façon ça va devenir urgent, j'en ai remis une nouvelle dessus !1 point
-
je pense plus à un contact aléatoire çà arrive avec les vibrations1 point
-
Bonsoir @fran6p J'ai fait ta manip avec un jeton d'environ 1.5 mm dépaisseur en le plaçant à l'avant gauche de l'imprimante (de face) le quatrième palpage. Je n'ai pas d'inversion de la vue du mesh.
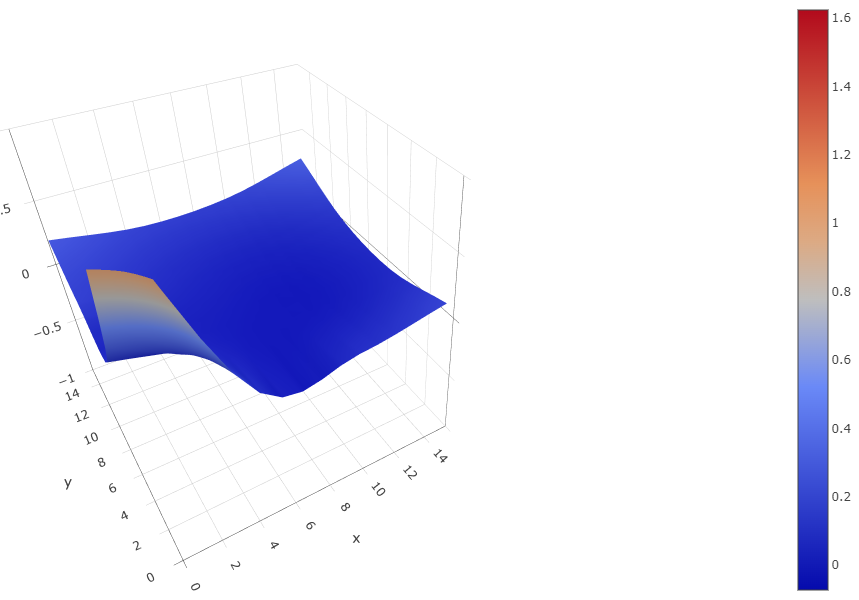 1 point
1 point -
Bonsoir, pb résolu au cas ou: voici la procédure si cela vous arrive: dans votre printer.cfg De commente le #z_offset: 16 Dans probe et supprime les lignes ## ## [probe] #*# z_offset = 53.4151 point
-
Comme ça pour imprimer du TPU depuis le porte bobine ? Tu le trouves ICI.
 1 point
1 point -
Oh mince ... Voilà que les gens râlent pour payer une imprimante qu'ils ne recevront pas avant un bon mois ... Et ils se plaignent qu'il faut être patient en attendant la facturation totale ! Alors même qu'il réfléchit dessus depuis 2 ans facile ! Ceci étant il a bien fait ... L'imprimante choisie n'existait pas à ce moment là !1 point
-
Des chaussures Dior et une maquette de port steampunk imprimés en 3D, les news B2B, la doc Klipper en français et le test de la Sermoon V1 Pro ! https://www.lesimprimantes3d.fr/semaine-impression-3d-369-20230204/1 point
-
ca depend quelquefois ca peut etre une solution quand un logiciel cree plus de problemes que de solutions le desinstaller peut etre une solution .. et c'est de ce fait constructif1 point
-
Le problème c'est que cela n'aide en rien le post, ce n'est ni argumenté ni constructif pour le problème1 point
-
Mais bien sûr, quel boulet je suis j ai commencé par assembler les heatbreak et j ai serré à fond Me semblais aussi que la buse était basse mais comme le capteur de nivellement passait, me suis dis que c était tout bon. Bon ben au moins je referais pas l erreur deux fois! En tout cas merci beaucoup pour toute l aide que tu nous donnes1 point
-
J'attend de voir l'export HTML voir dire ... A tu bien regardé dans les paramètres de l'imprimante ? Ex Sinon oui c'est posible d'utiliser les g-code de démarrage d'une autre machine. Mais certain peuvent avoir besoins d’être adapté.
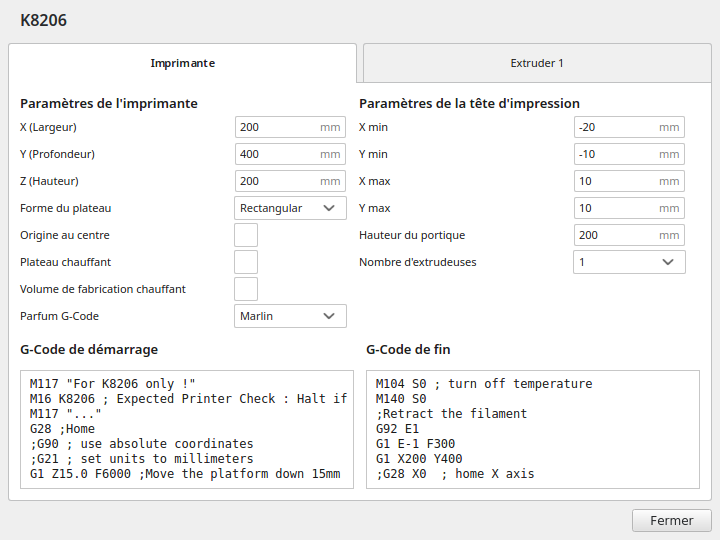 1 point
1 point -
Salut à toi et bienvenue.1 point
-
J'ai monté une buse Diamondback, premier test d'impression de 1/3 de mon modèle d'une ancienne yole d'aviron au 1/10, soit environ 250 mm. Vitesse 300 mms, 0,2. Superslicer. Aucun problème à part un léger "ghosting" les membrures intérieures apparaissent sur la face externe. Je vais imprimer en pla bois et augmenter les couches extérieures.

 1 point
1 point -
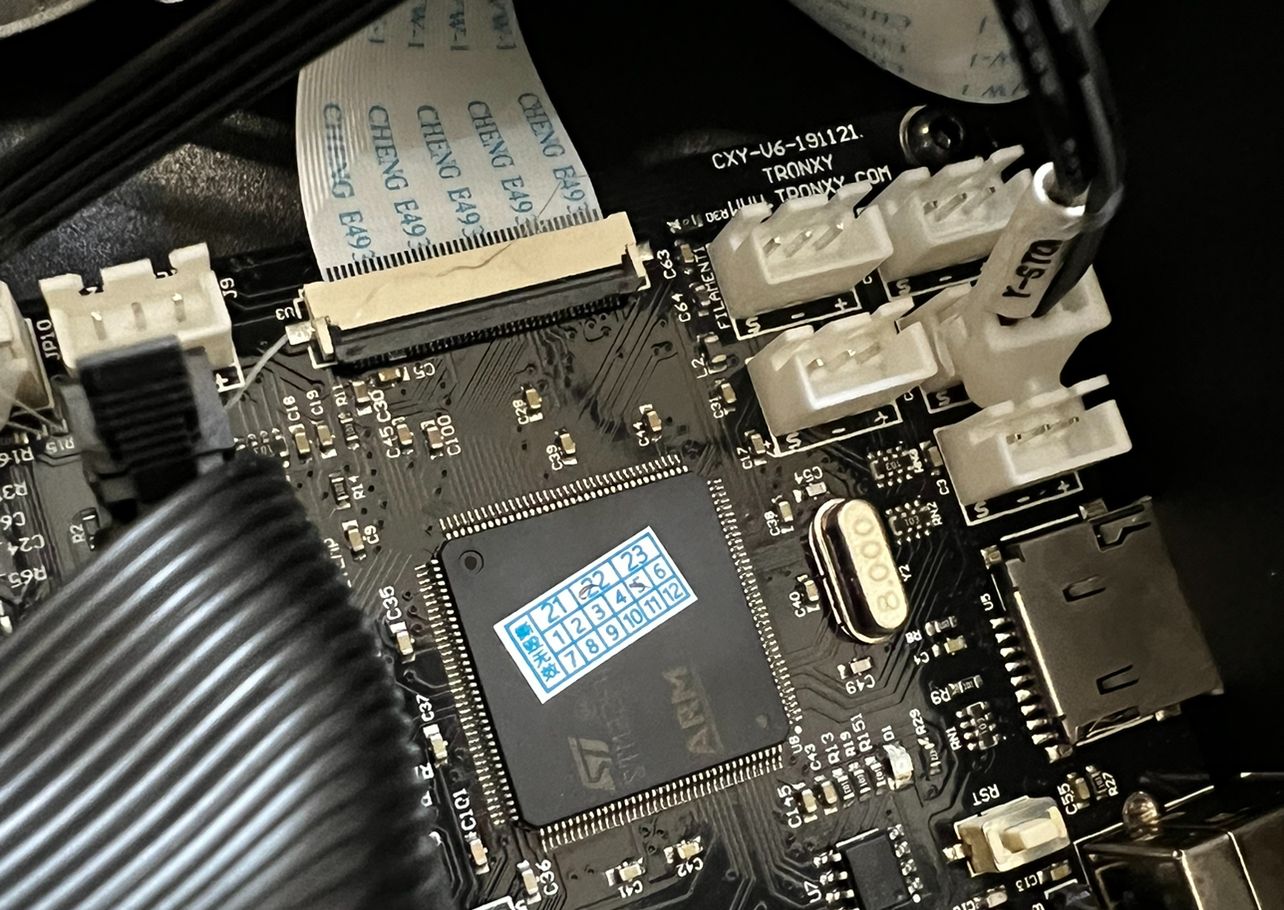
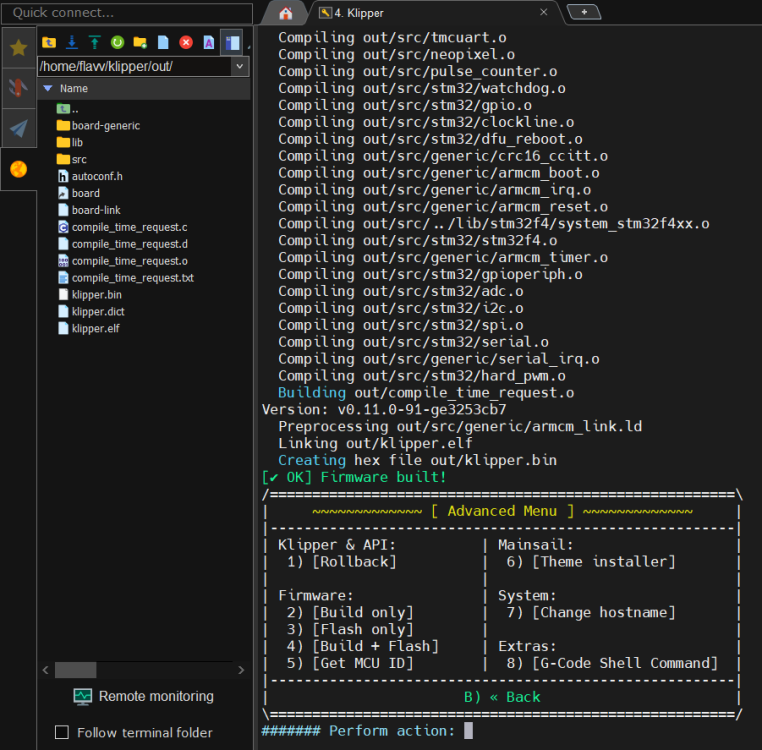
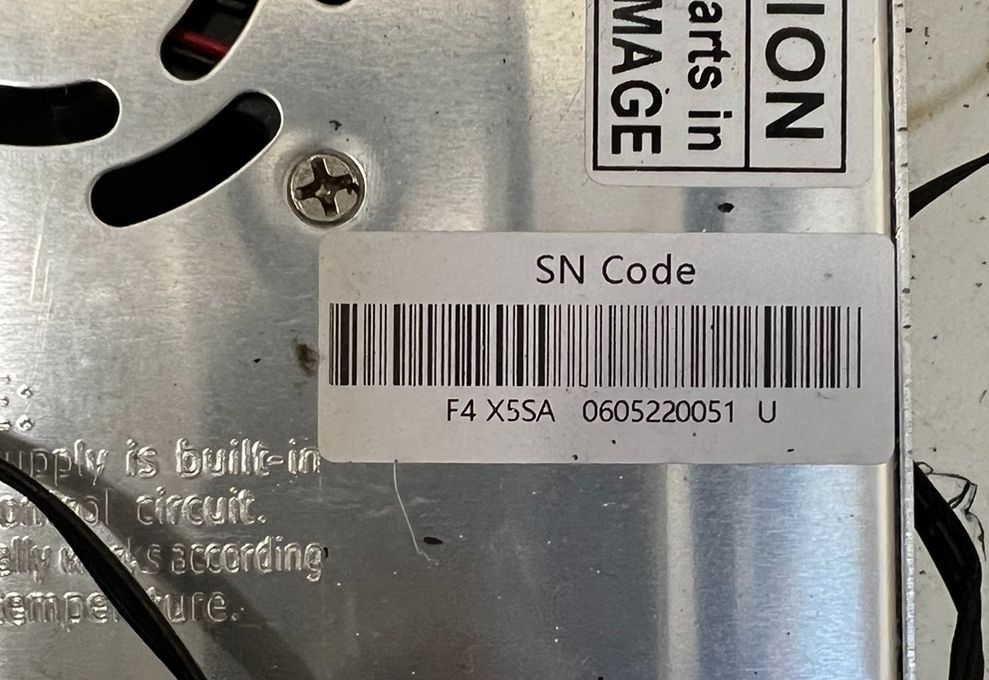
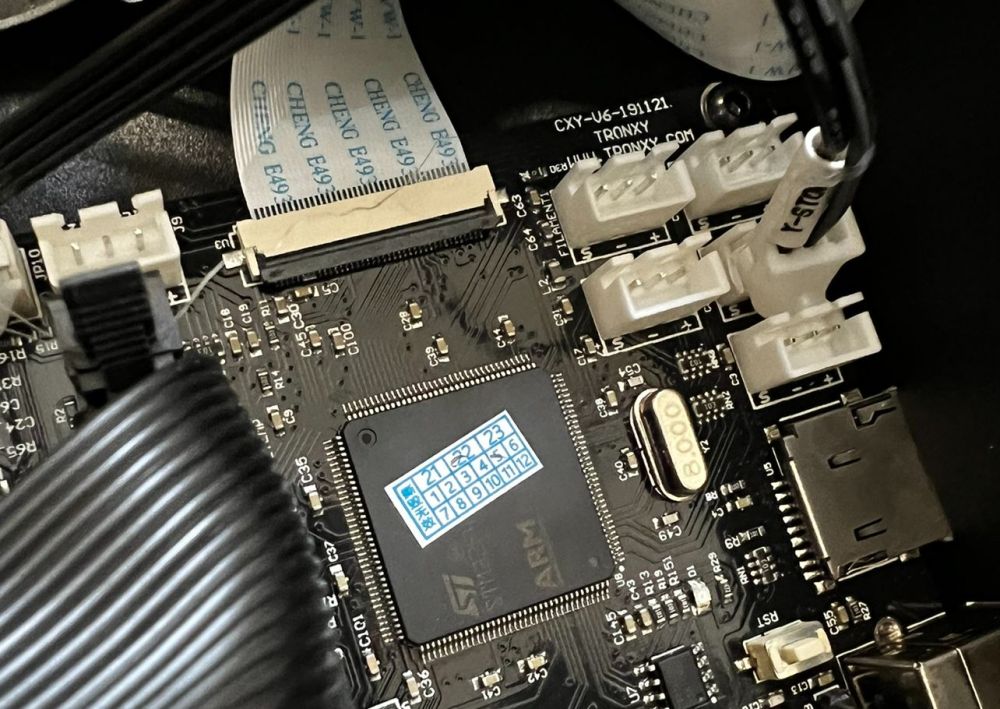
Salut à vous Dans ce tutoriel, je vais vous expliqué comment installer Klipper sur une imprimante 3D Tronxy X5SA produite à partir de mi-2022 en carte mère CXY-V6-191121 Préambule : Les imprimantes Tronxy X5SA à partir de mi-2022 sont, contrairement aux précédentes, sous une version de Marlin et non sur Chitu. Vérifiez votre carte mère avant de vous lancer dans cette manipulation. Bien entendu, je décline toute responsabilité en cas de problèmes survenue suite à ce tutoriel. Fonctionne parfaitement sur la mienne, qui Klipper est installer sur un PC et non un Raspberry PI avec Kiauh. 1. Télécharger le firmware d'origine de votre machine - Soit en envoyant directement un mail à support@tronxy.com en ajoutant une photo de l'étiquette SN Code (qui est souvent collé sur le bloc d'alimentation) et une photo de votre carte mère avec la version bien lisible. - Soit via ce lien (qui est celui que le support Tronxy m'ont transmit) - Copier le dossier update dans votre MicroSD (préalablement formater en fat32) - Supprimer le fichier fmw_X5SA-Ug.bin 2. Télécharger un client SSH - Je vous conseille d'utiliser MobaXterm, qui est plus pratique pour récupérer le firmware une fois compiler. 3. Préparer votre Firmware Klipper Via MobaXterm, connectez-vous à votre serveur SSH - Si vous avez installer Klipper via Kiauh, voici la commande : cd ./kiauh ./kiauh.sh - Faites le choix 4 [Advanced] - Ensuite le choix 2 [Build only] - Puis, configurer les paramètre comme ci-dessous - Faites Q pour quitter et Y pour valider. - Récupérer votre fichier klipper.bin (via la fenêtre sur le coté dans le dossier klipper/out) - Copier ce fichier dans le dossier "update" de votre carte SD et renommez-le : fmw_X5SA-Ug.bin - Vous avez plus cas installer votre MicroSD dans votre imprimante 3D et à l'allumé ! PS : L'installation prends environ 5min. Une fois terminer, l'écran restera allumé avec la barre de chargement verte à 100% avec le nom du dernier fichier installer. 4. Le printer.cfg Maintenant, reste à configurer Mainsail pour votre imprimante. - Allez dans Machine et ouvrez le fichier printer.cfg - Supprimez l'intégralité et copier ceci [include mainsail.cfg] [mcu] serial: /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0 restart_method: command [virtual_sdcard] path: ~/gcode_files [printer] kinematics: corexy max_velocity: 500 max_accel: 4500 max_accel_to_decel: 4500 square_corner_velocity: 5 max_z_velocity: 25 max_z_accel: 30 [stepper_x] step_pin: PE5 dir_pin: !PF1 enable_pin: !PF0 microsteps: 16 rotation_distance: 20 endstop_pin: !PC15 position_endstop: 0 position_min: 0 position_max: 350 # for bed mesh homing_speed: 50 homing_retract_dist: 10 second_homing_speed: 10.0 [stepper_y] step_pin: PF9 dir_pin: !PF3 enable_pin: !PF5 microsteps: 16 rotation_distance: 20 endstop_pin: !PC14 position_endstop: -2 position_min: -2 position_max: 330 homing_retract_dist: 10 homing_speed: 50.0 second_homing_speed: 10.0 [stepper_z] step_pin: PA6 dir_pin: PF15 enable_pin: !PA5 microsteps: 16 rotation_distance: 4 endstop_pin: probe:z_virtual_endstop position_max: 400 position_min: -2 [extruder] step_pin: PB1 dir_pin: PF13 #change to !PF13 for X5SA Pro Titan Extruder enable_pin: !PF14 microsteps: 16 rotation_distance: 16.75 #Needs to be adjusted. Starting value for Titan extruder is 4 nozzle_diameter: 0.400 filament_diameter: 1.750 heater_pin: PG7 sensor_type: ATC Semitec 104GT-2 sensor_pin: PC3 control = pid pid_kp = 23.292 pid_ki = 1.294 pid_kd = 104.812 min_temp: 0 max_temp: 250 min_extrude_temp: 170 max_extrude_only_distance: 300 [heater_bed] heater_pin: PE2 sensor_type: EPCOS 100K B57560G104F sensor_pin: PC2 min_temp: 0 max_temp: 130 control = pid pid_kp = 72.353 pid_ki = 1.227 pid_kd = 1066.301 [heater_fan hotend_fan] heater: extruder heater_temp: 50.0 pin: PG9 [fan] pin: PG0 [controller_fan drivers_fan] pin: PD7 [filament_switch_sensor filament_sensor] pause_on_runout: True runout_gcode: M25 switch_pin: !PE6 [output_pin beeper] pin: PA8 [safe_z_home] home_xy_position: 165, 165 speed: 50 z_hop: 10 z_hop_speed: 5 [bed_screws] screw1: 5, 5 screw2: 165, 5 screw3: 325, 5 screw4: 5, 325 screw5: 165, 325 screw6: 325, 325 [bed_mesh] speed: 120 probe_count: 5, 5 horizontal_move_z: 5 algorithm: lagrange mesh_min : 30, 30 mesh_max : 300, 300 mesh_pps: 0 fade_start: 1 fade_end: 10 fade_target: 0 [bed_screws] screw1: 5, 5 screw2: 165, 5 screw3: 325, 5 screw4: 5, 325 screw5: 165, 325 screw6: 325, 325 [probe] x_offset: -40 y_offset: -10 pin: !PE3 speed: 30 z_offset = 4.600 Et vous voilà avec votre Tronxy X5SA sous Klipper !

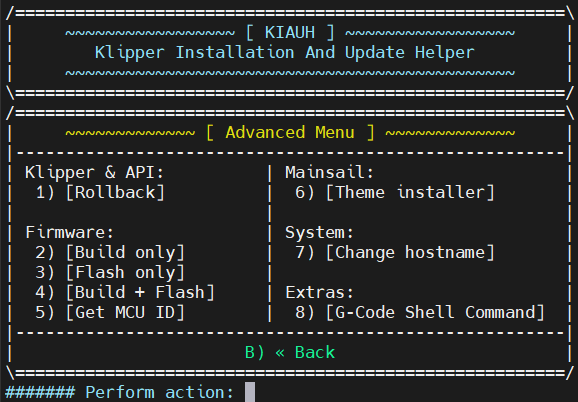
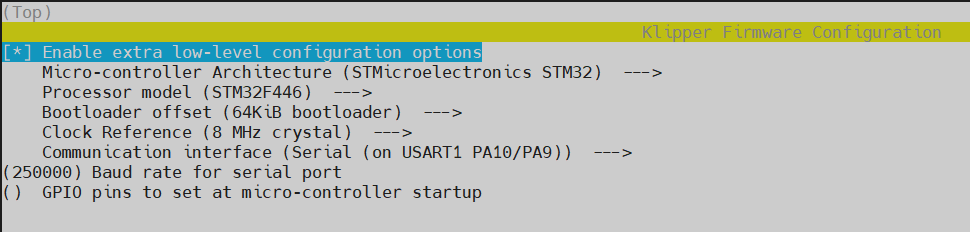
 1 point
1 point -
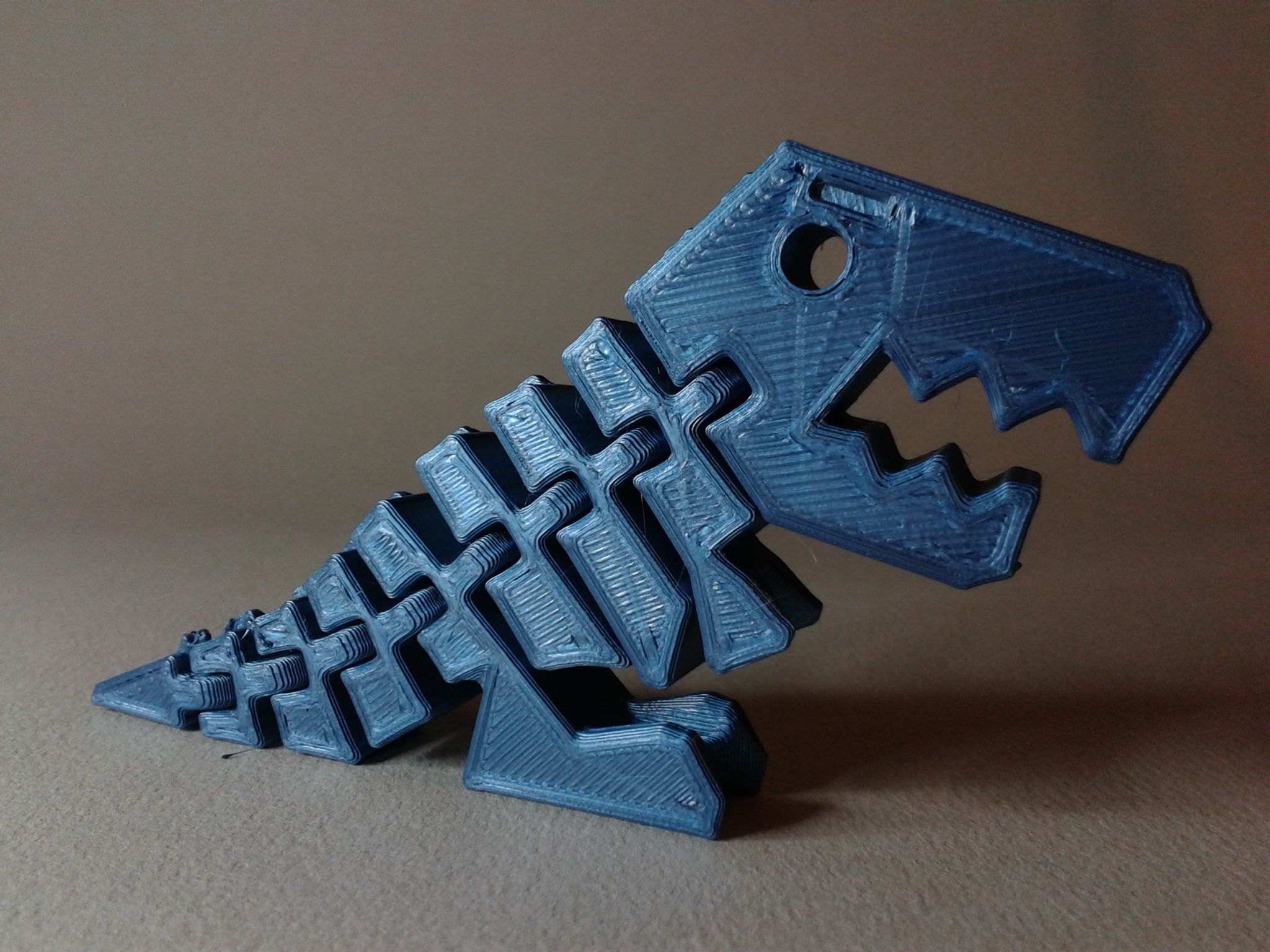
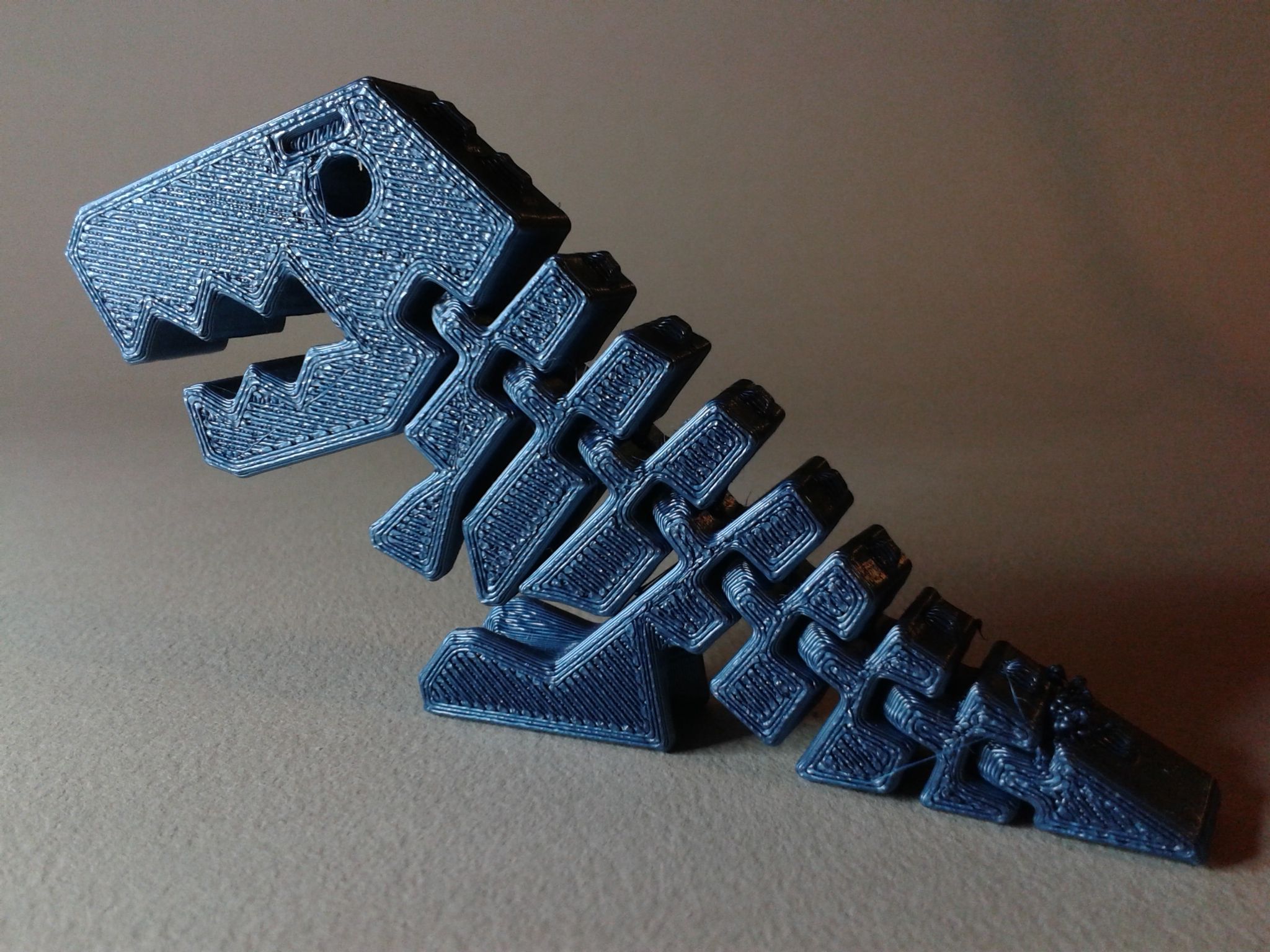
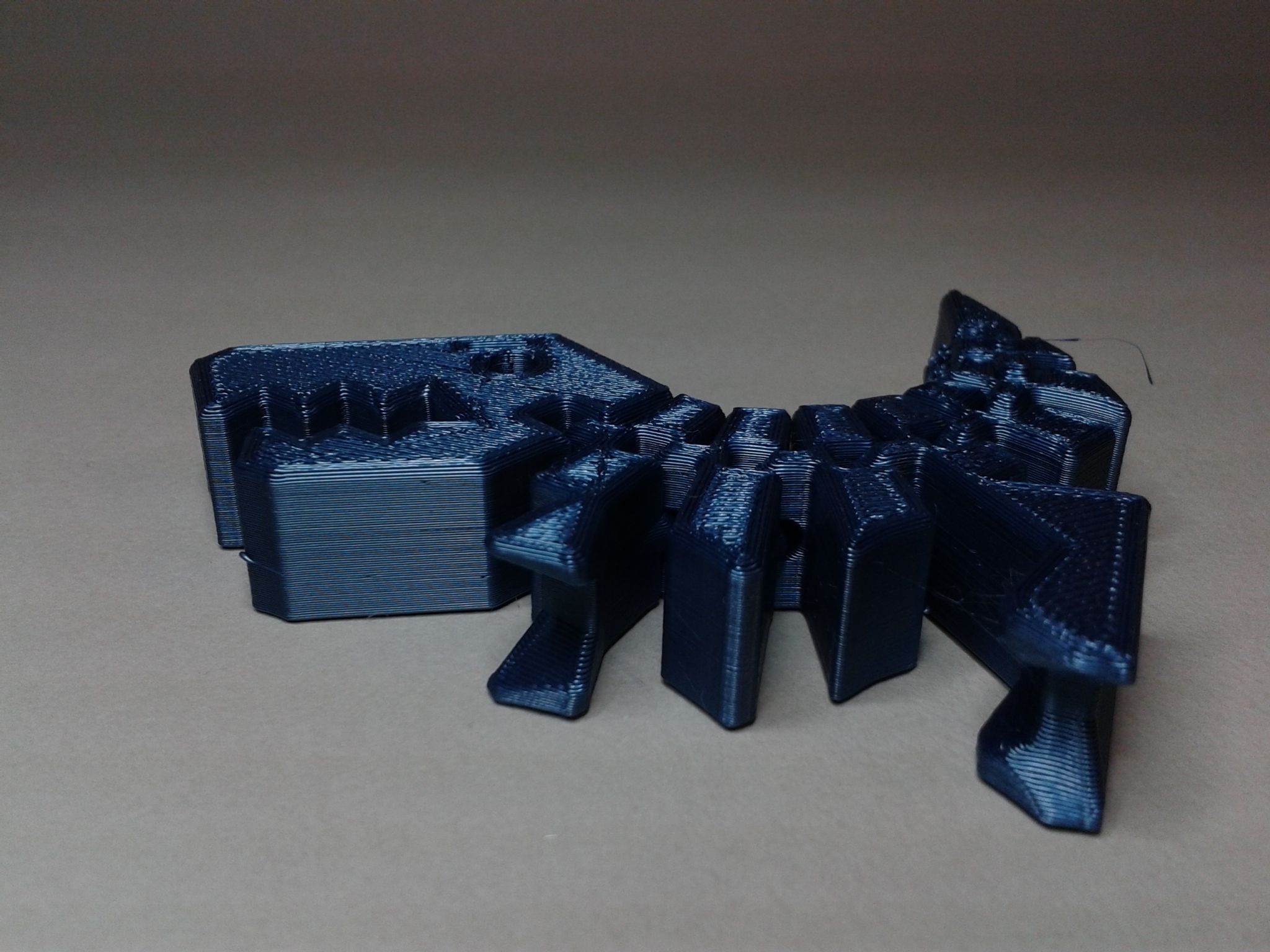
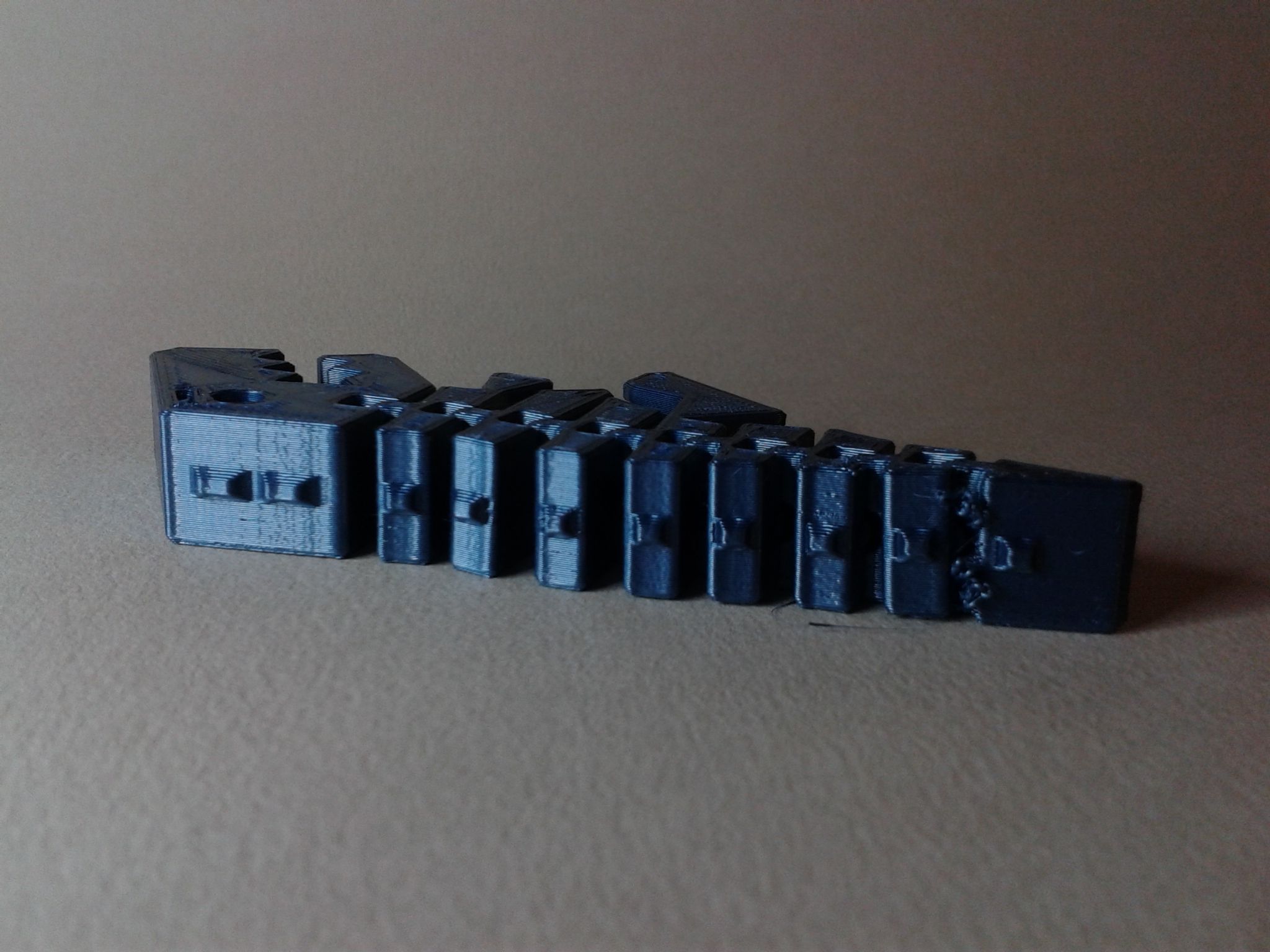
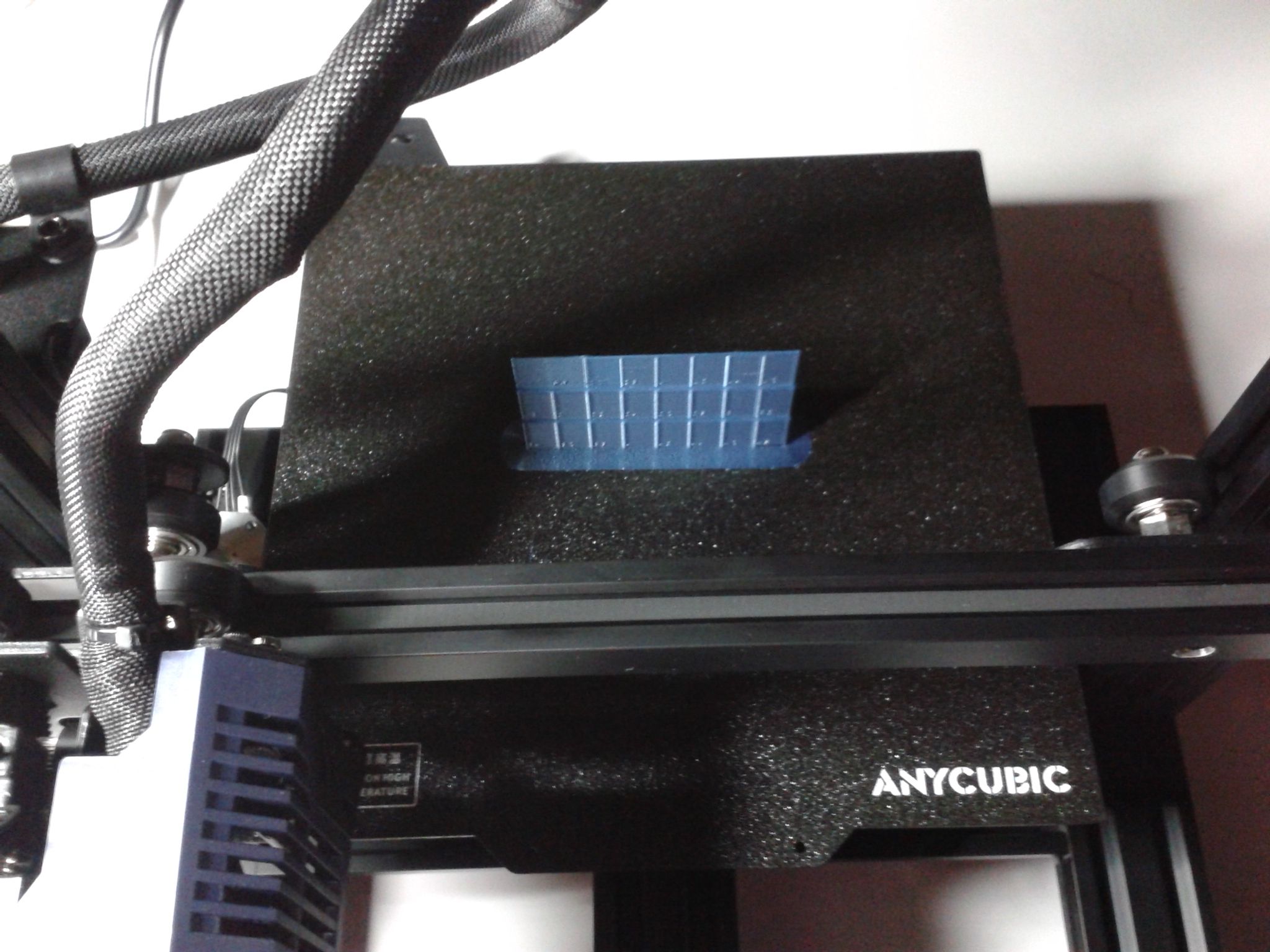
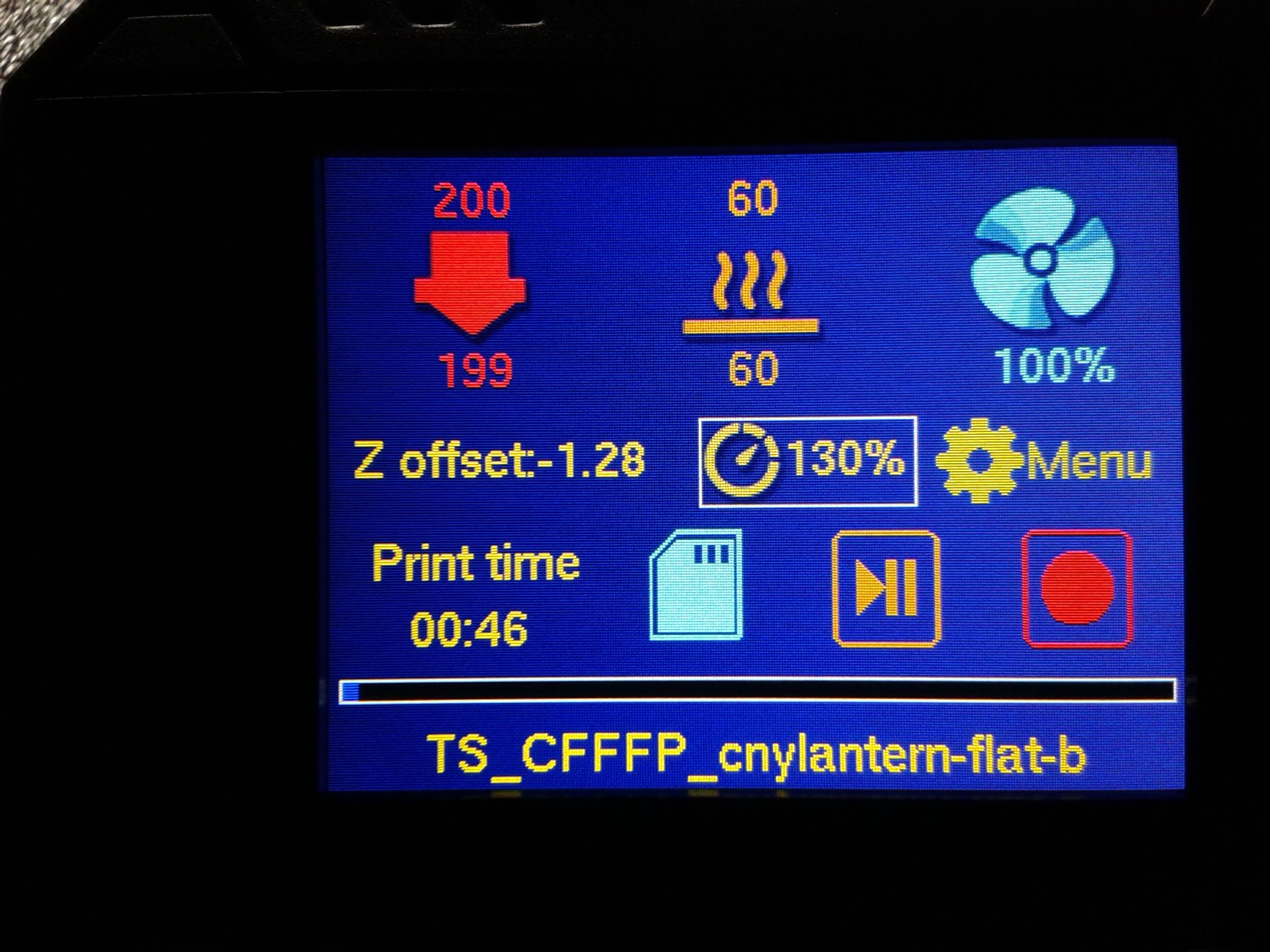
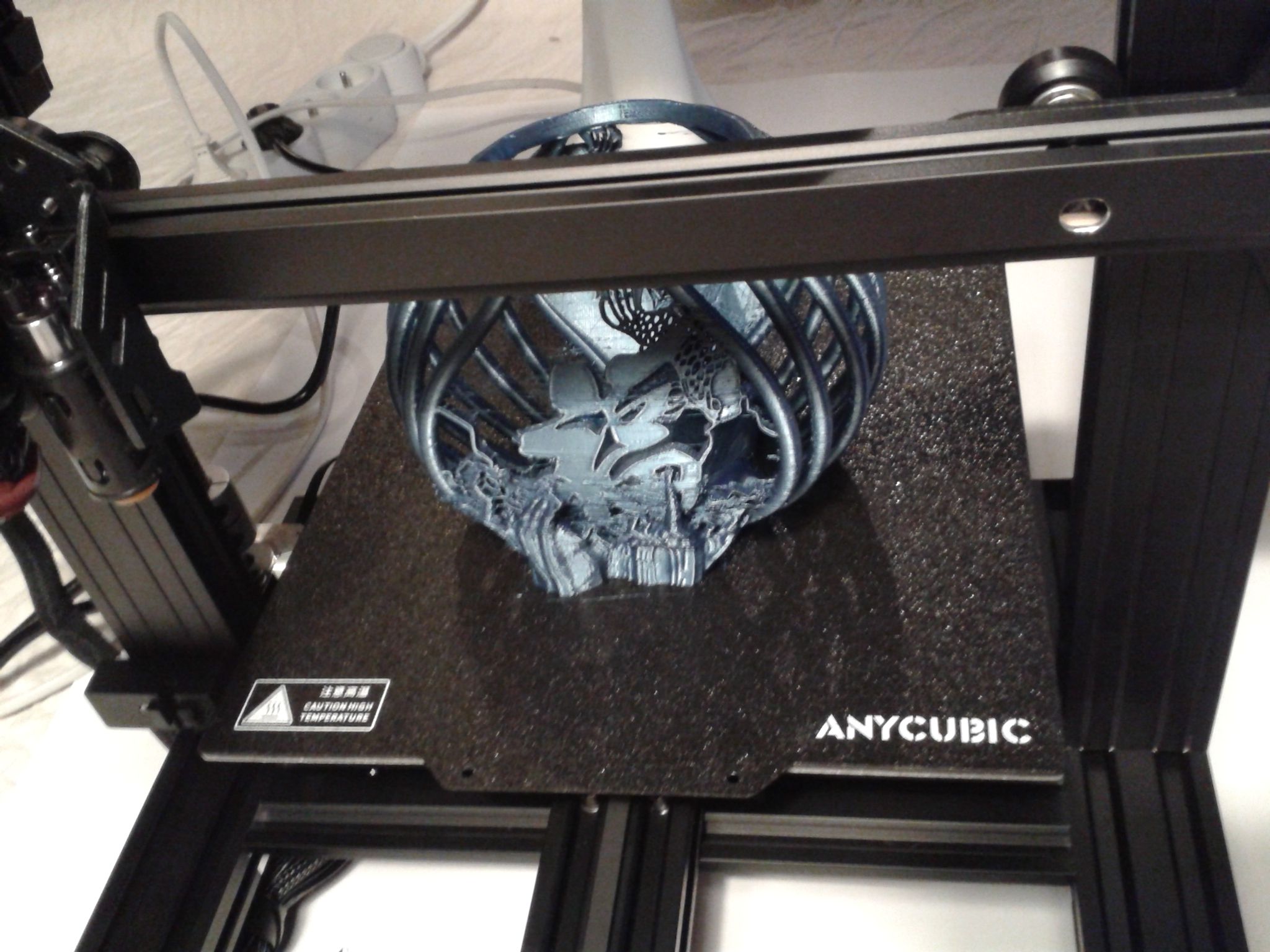
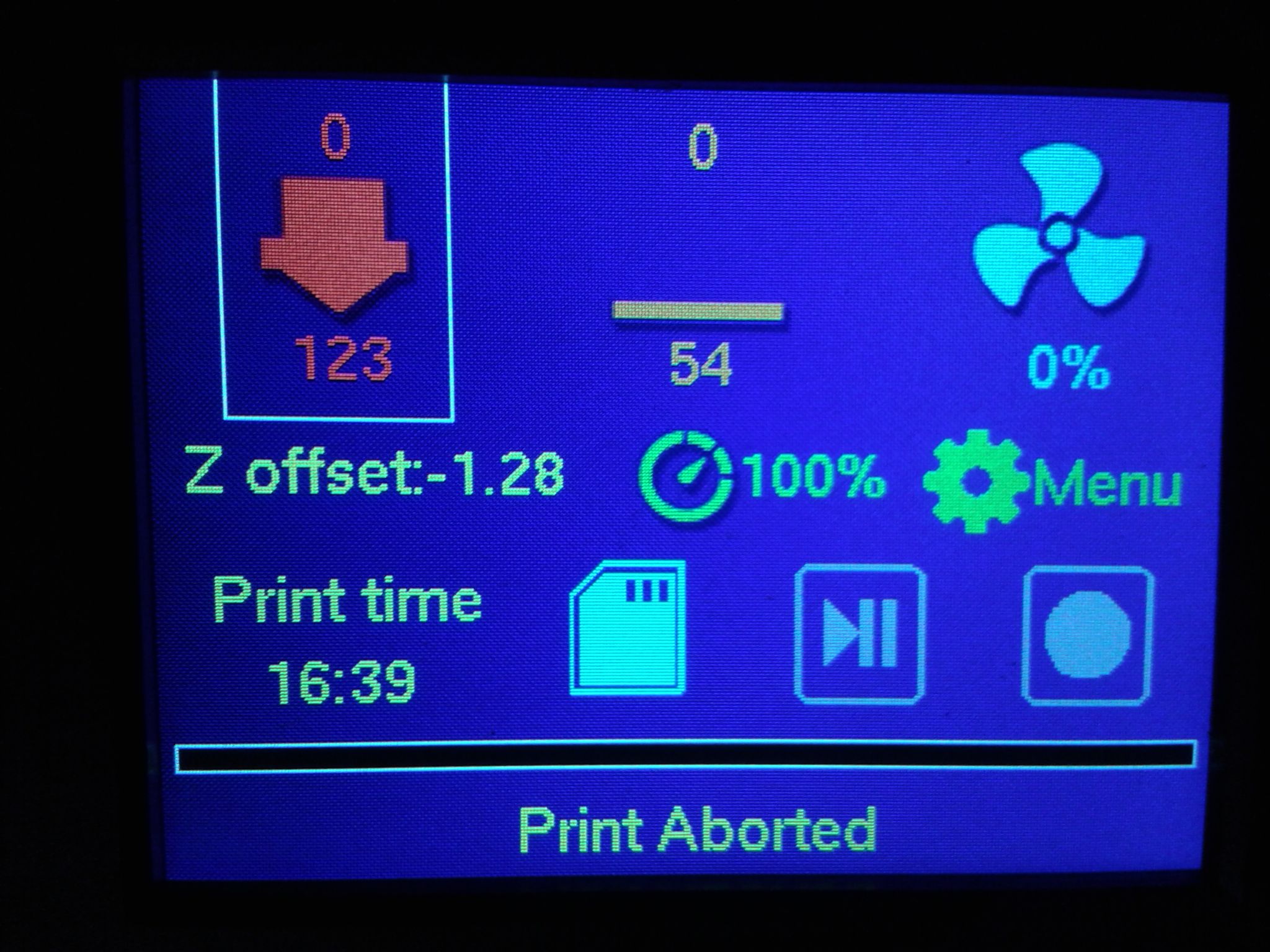
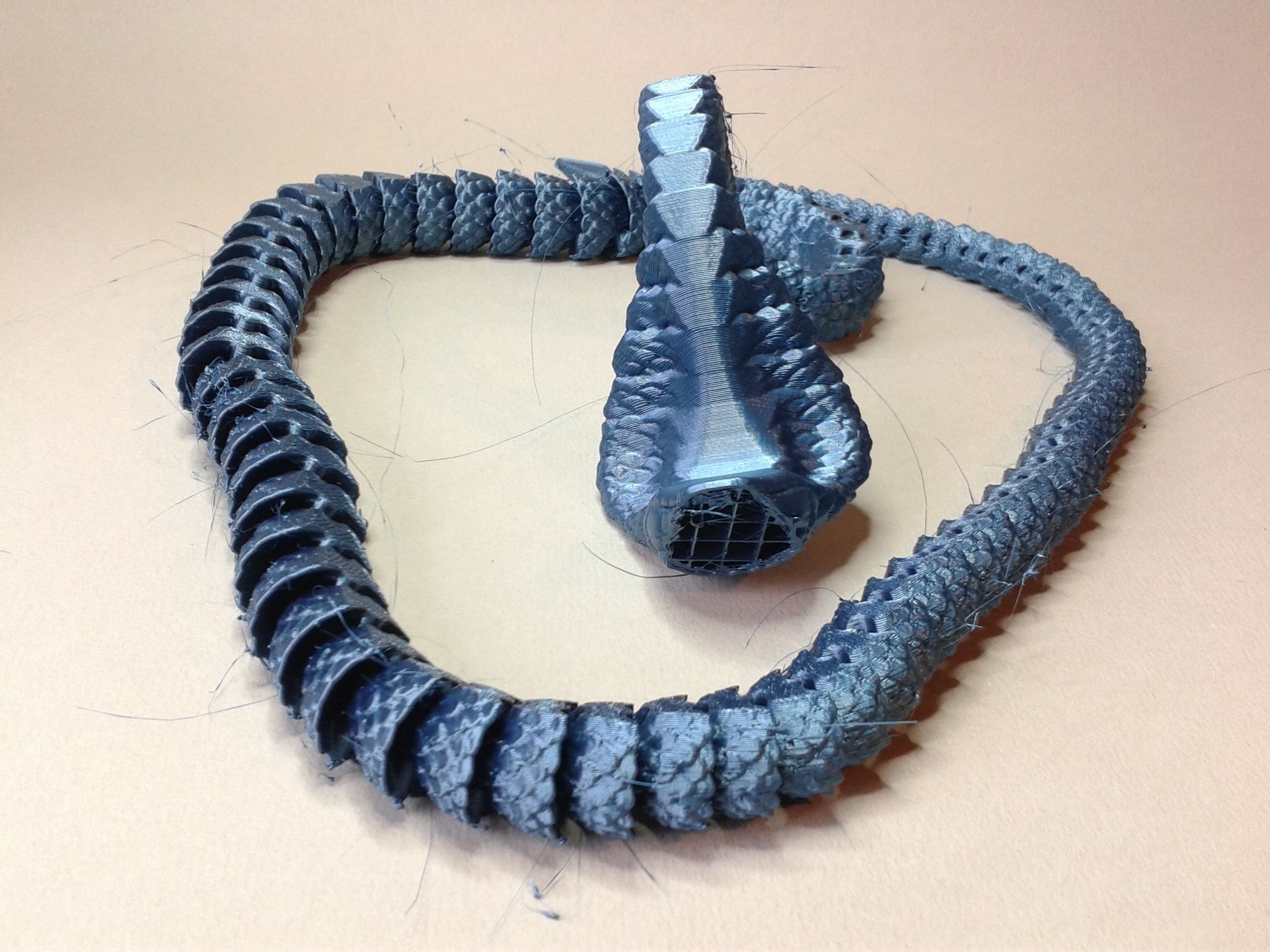
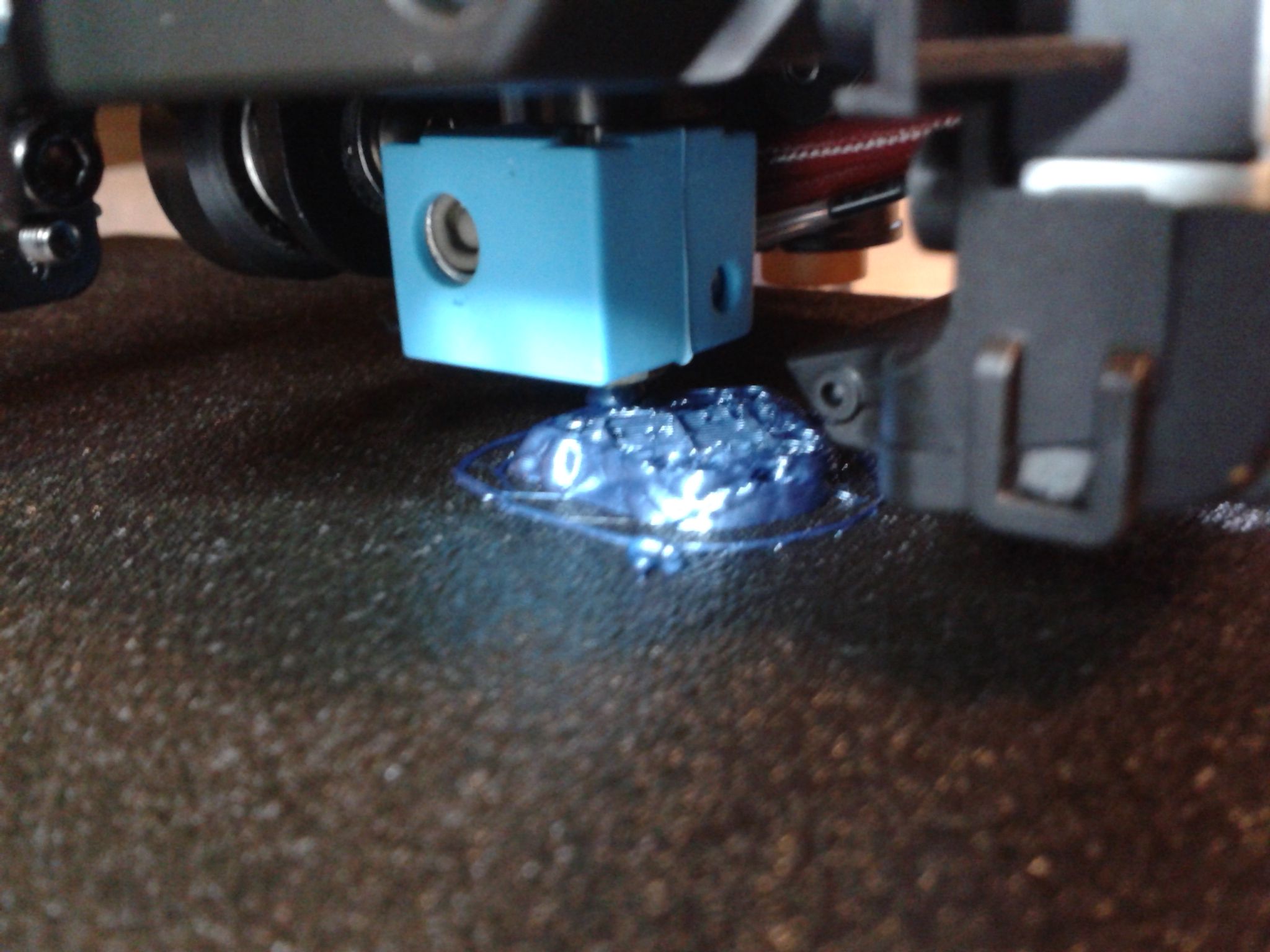
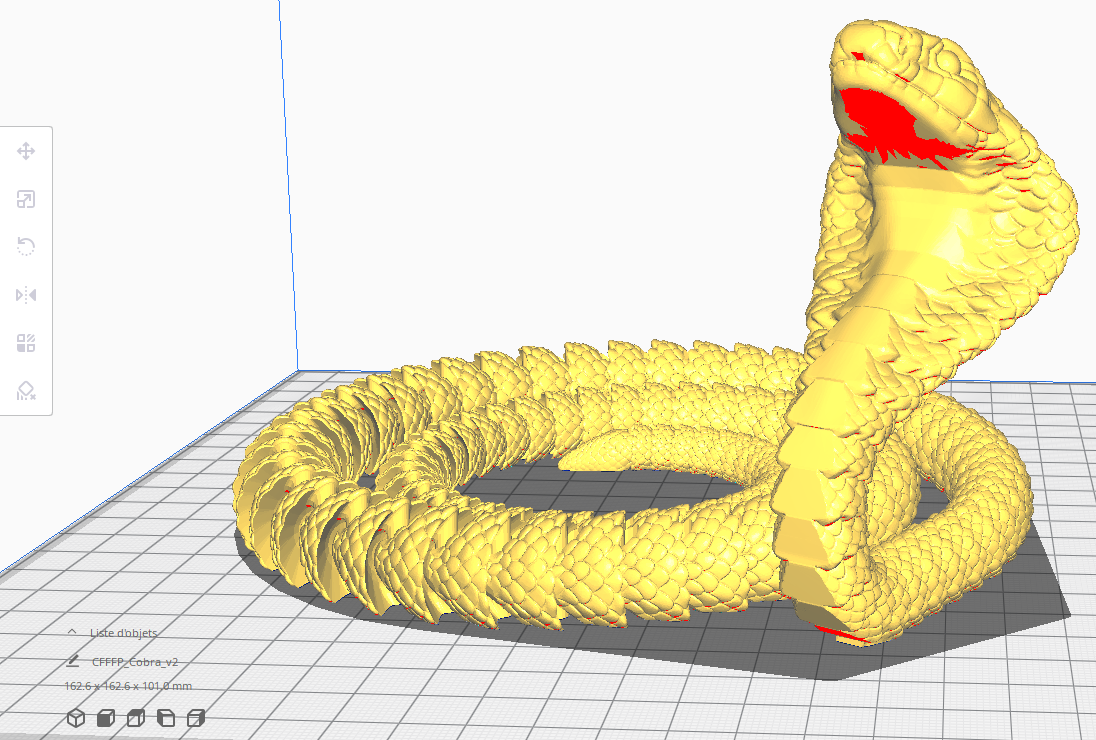
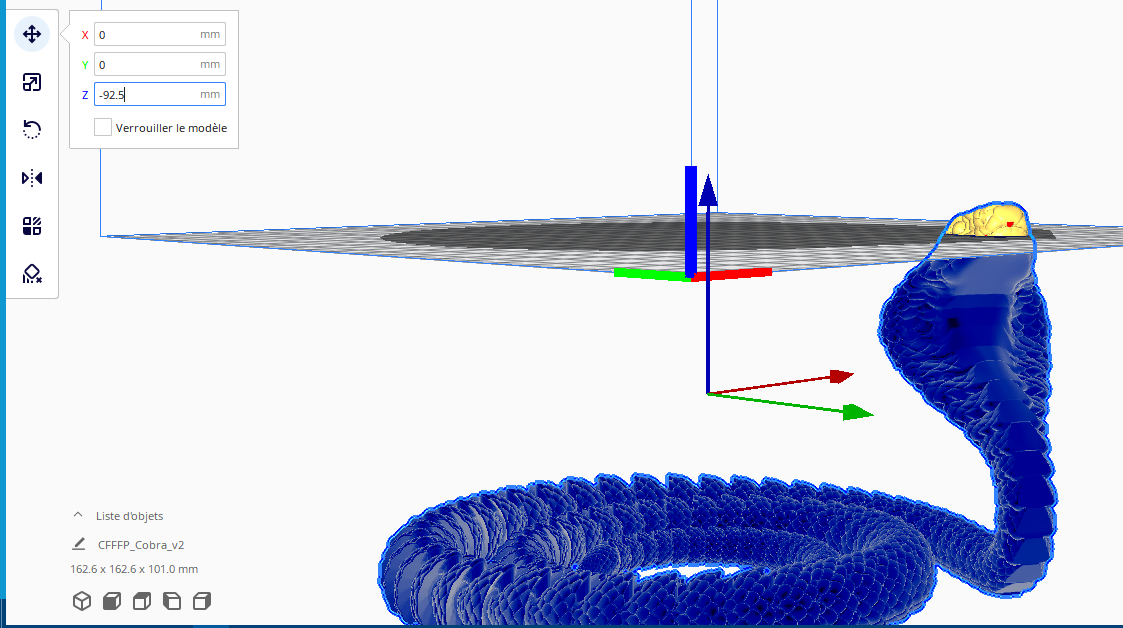
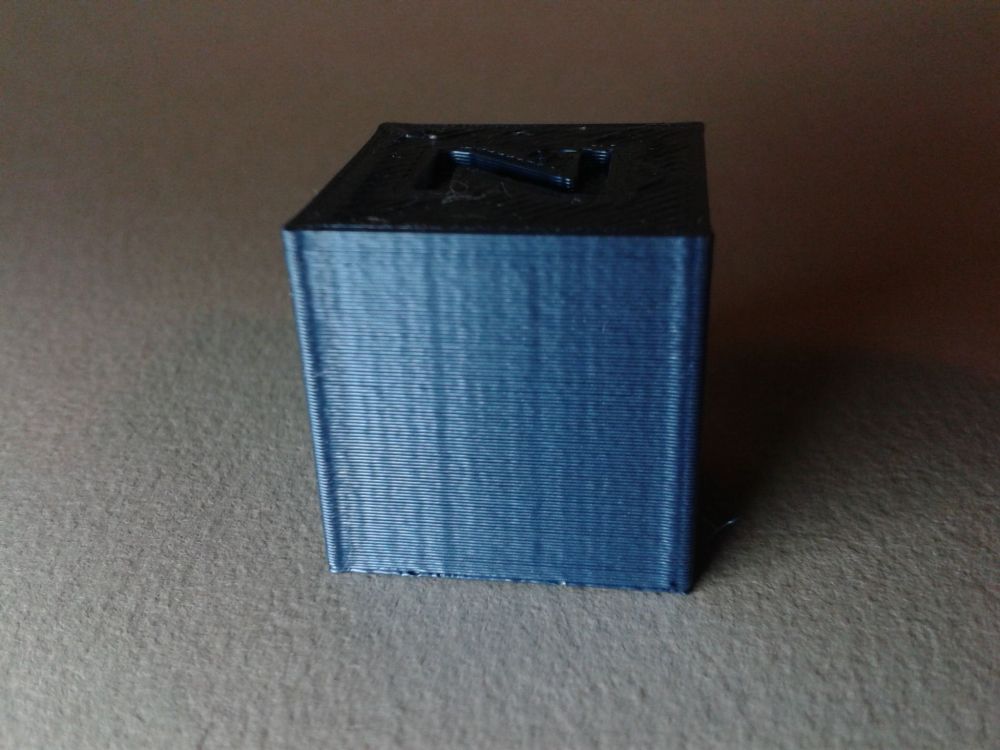
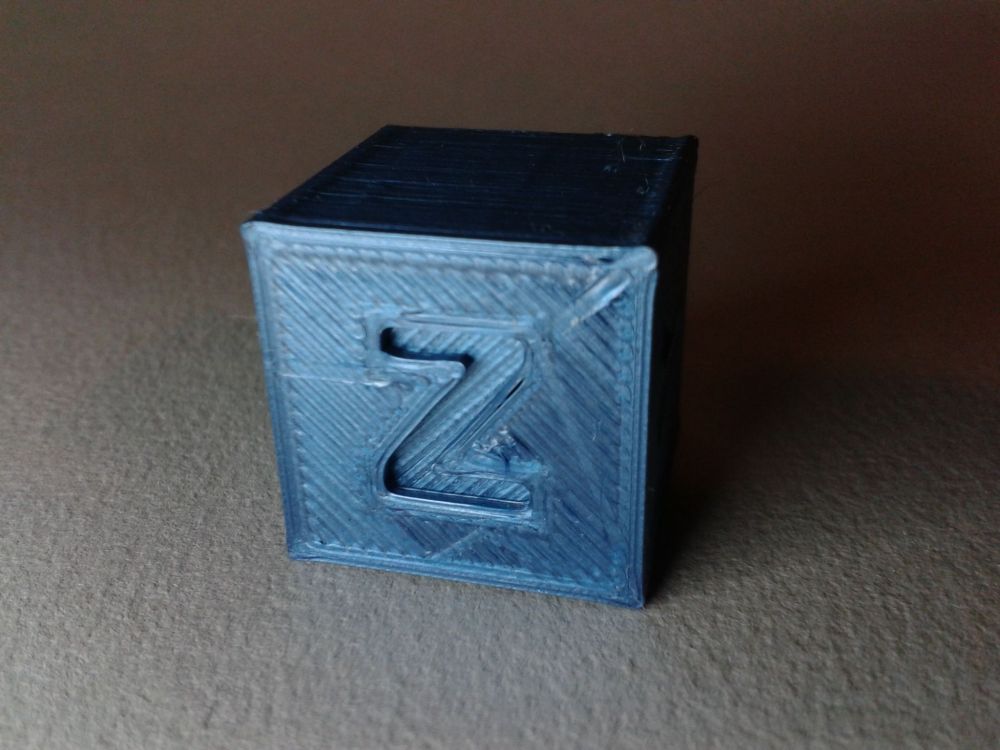
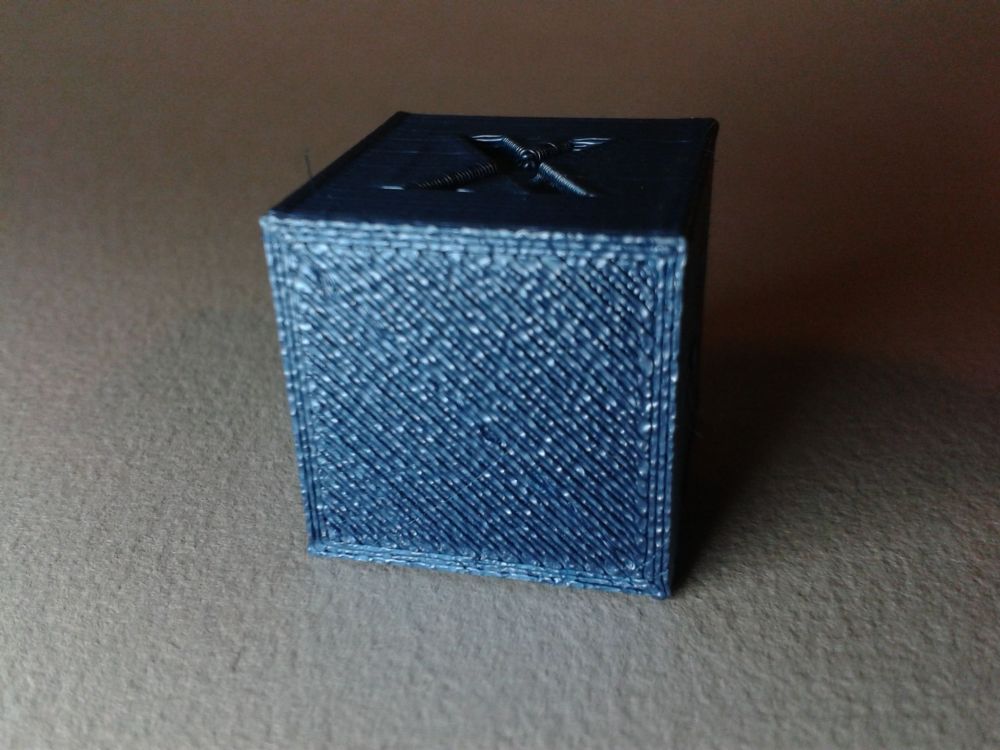
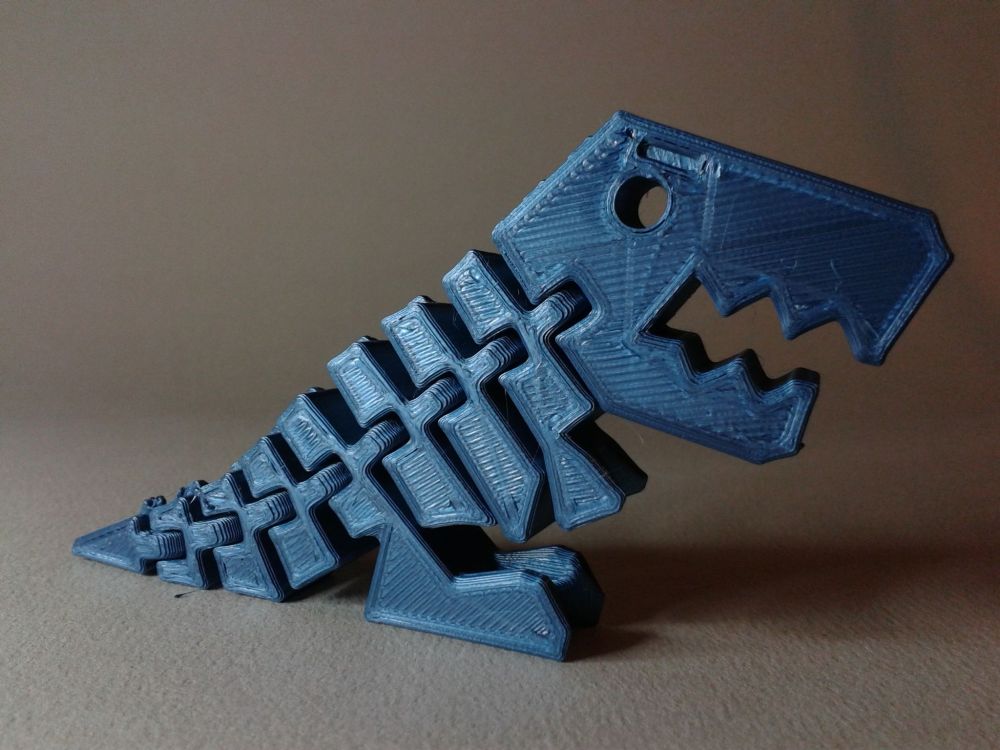
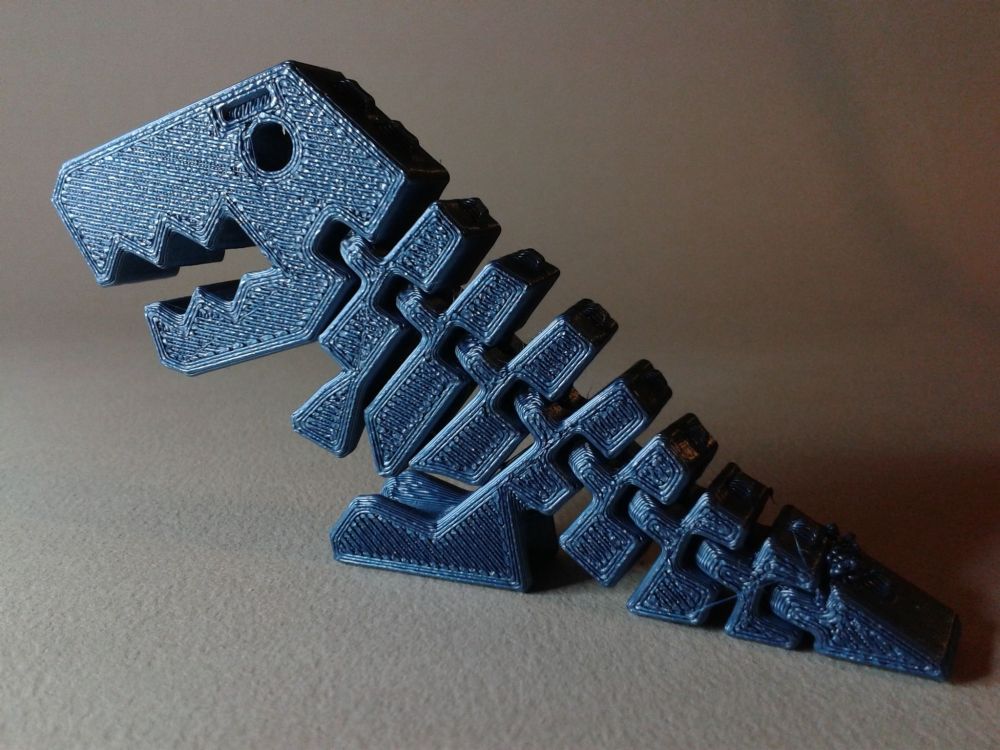
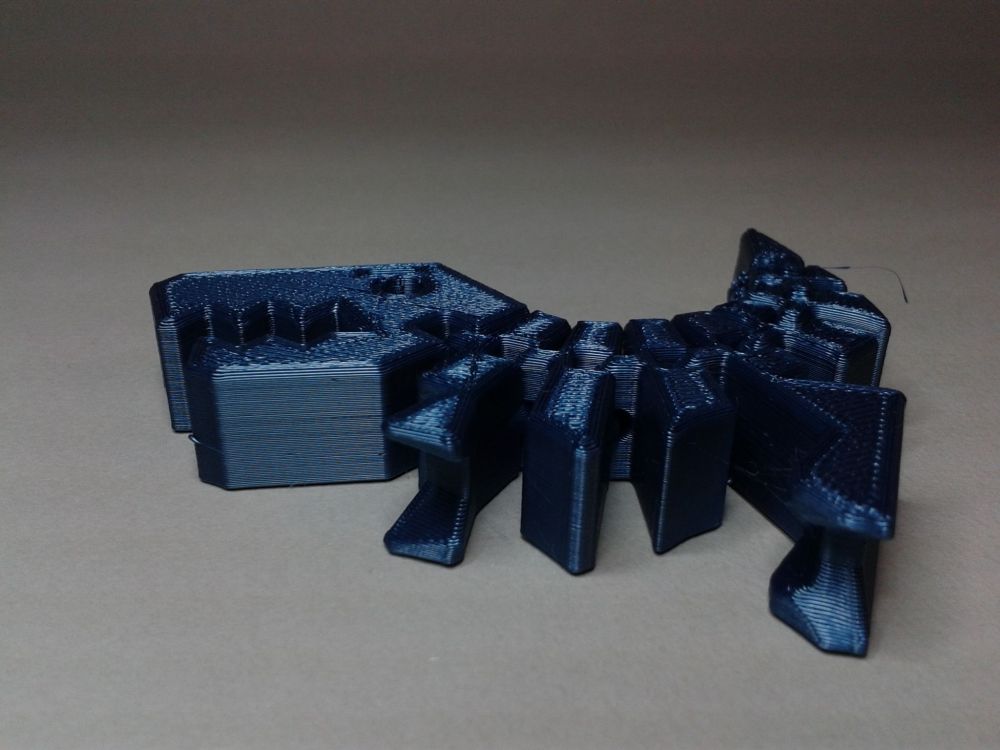
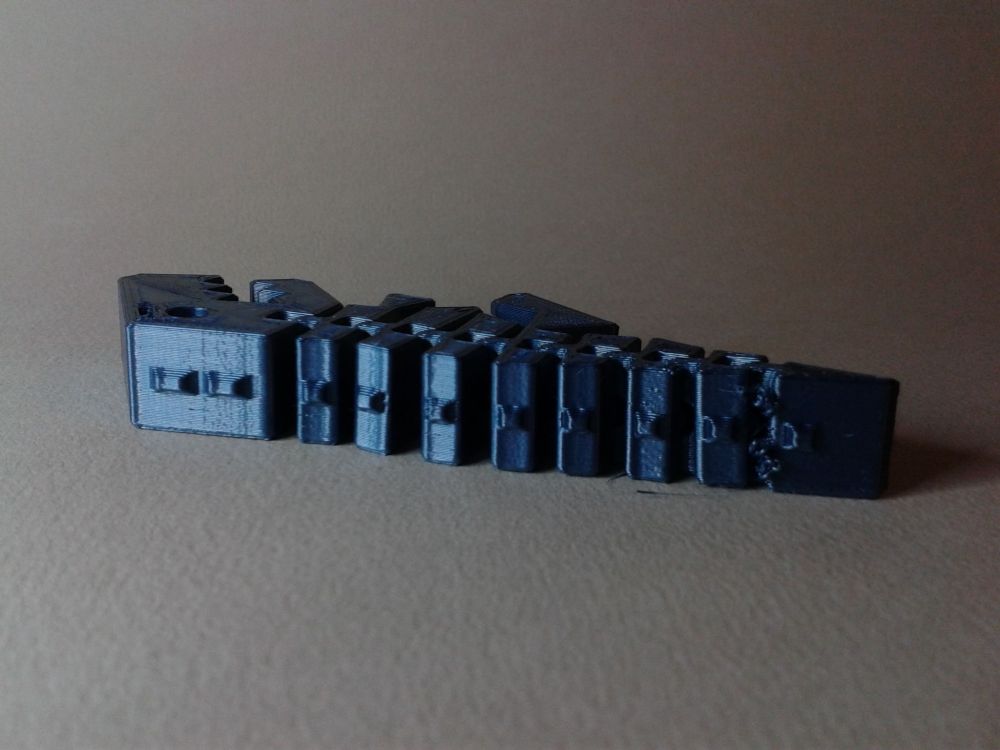
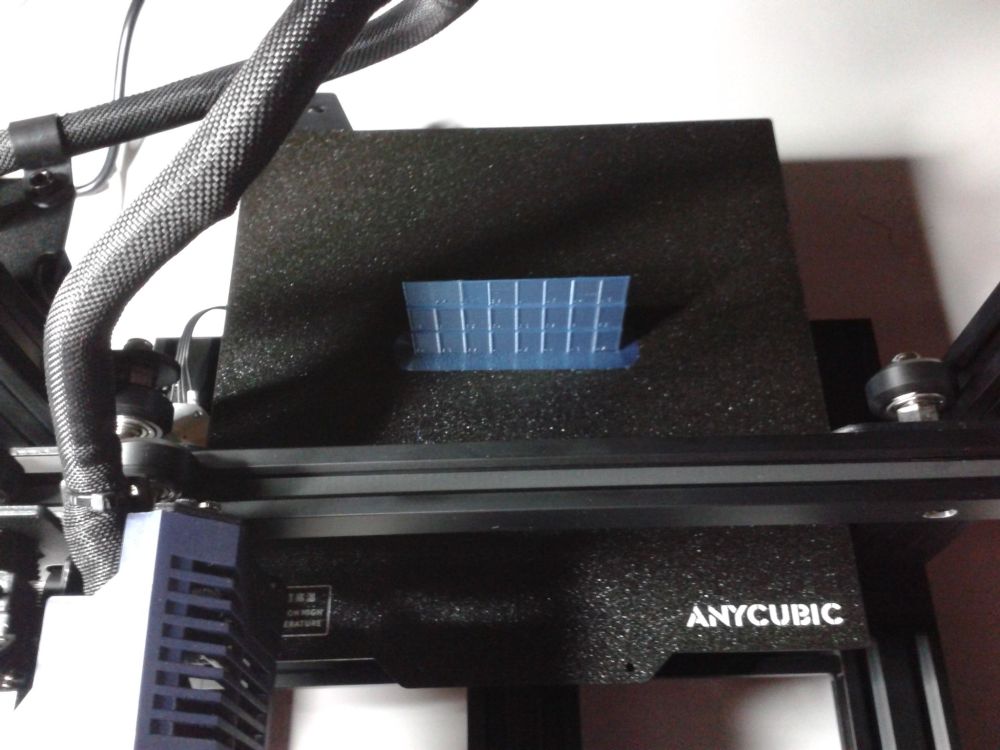
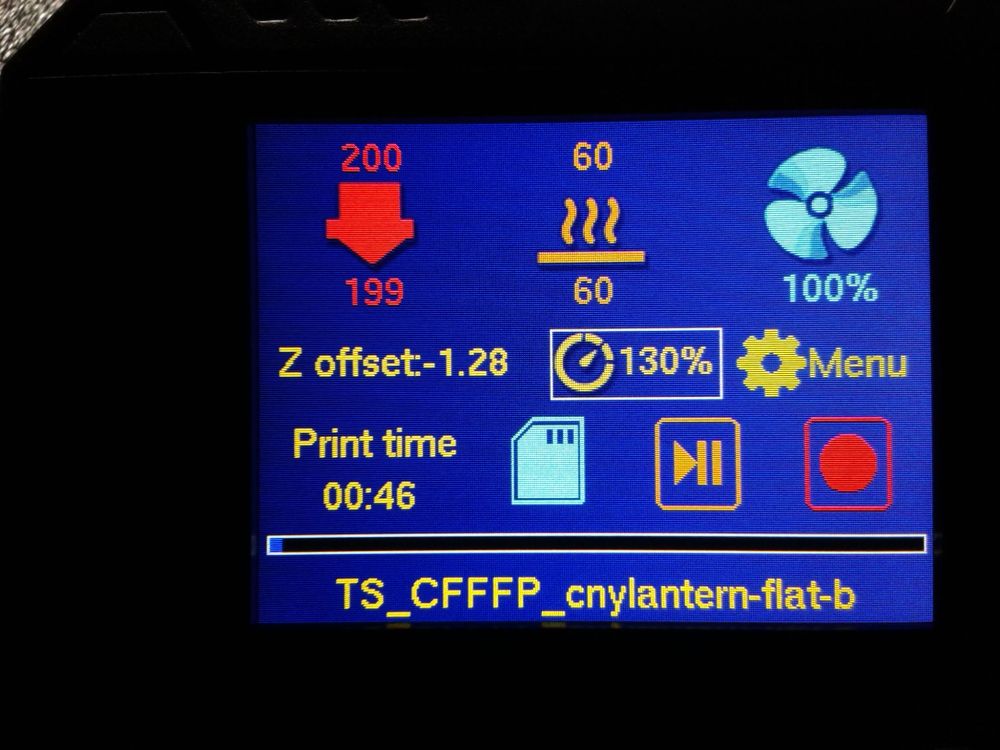
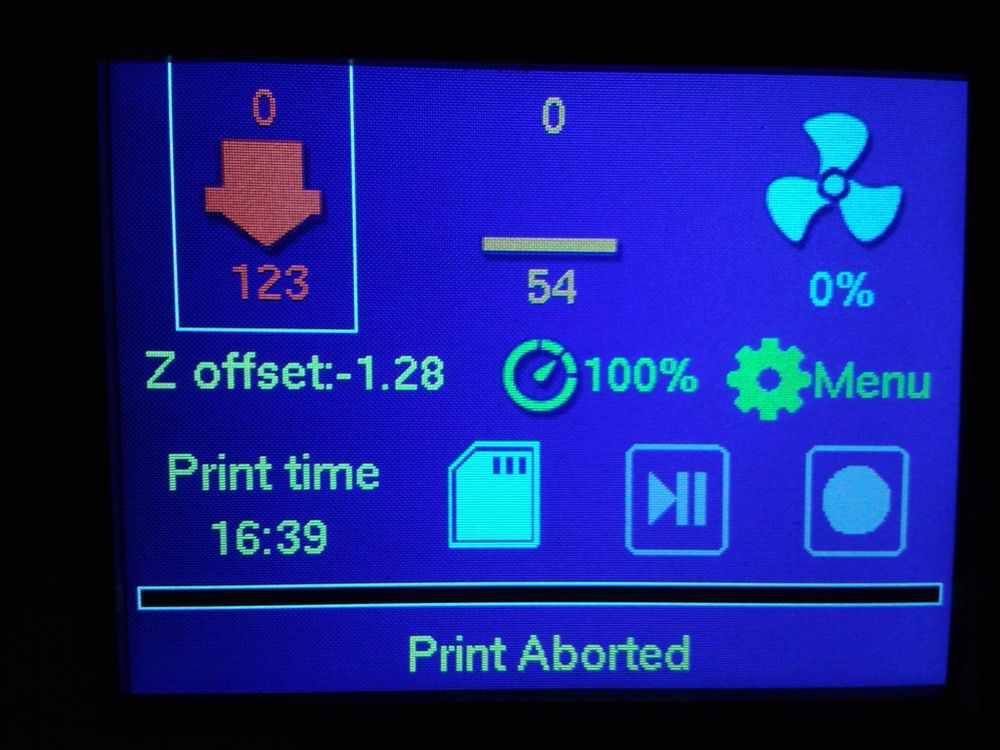
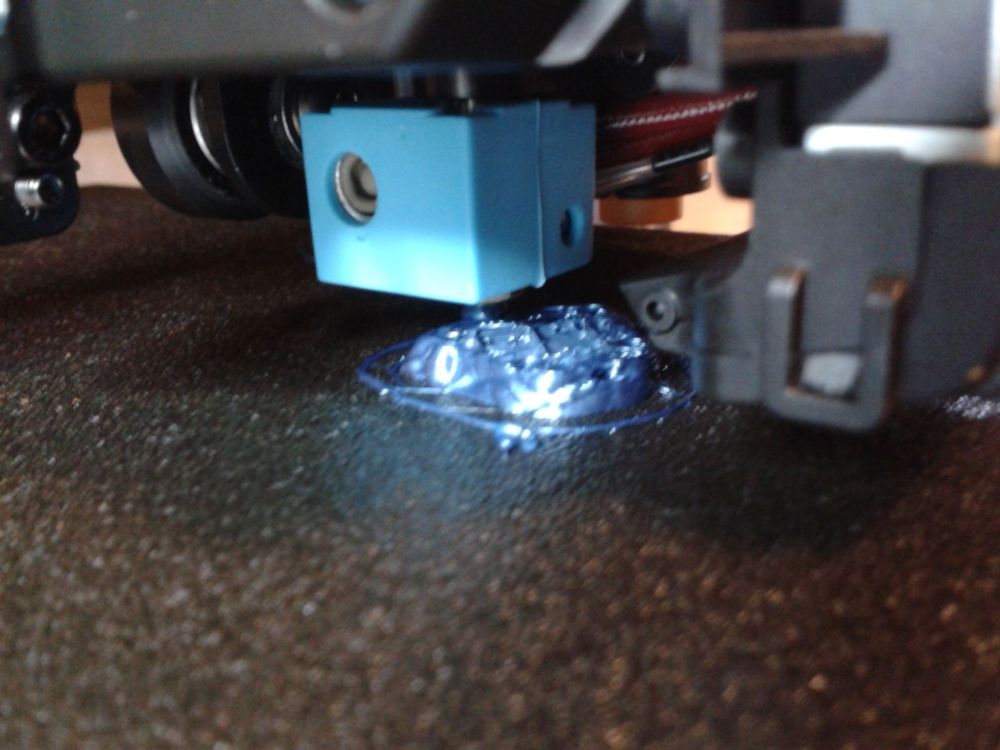
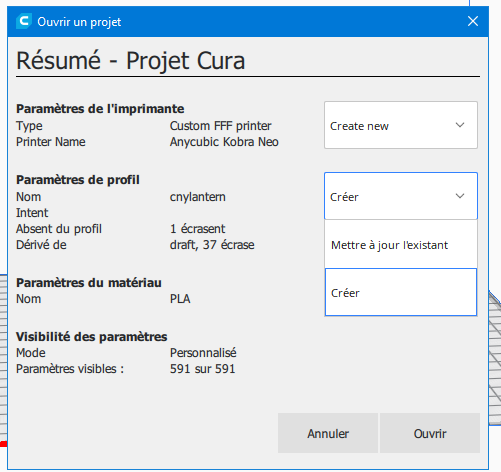
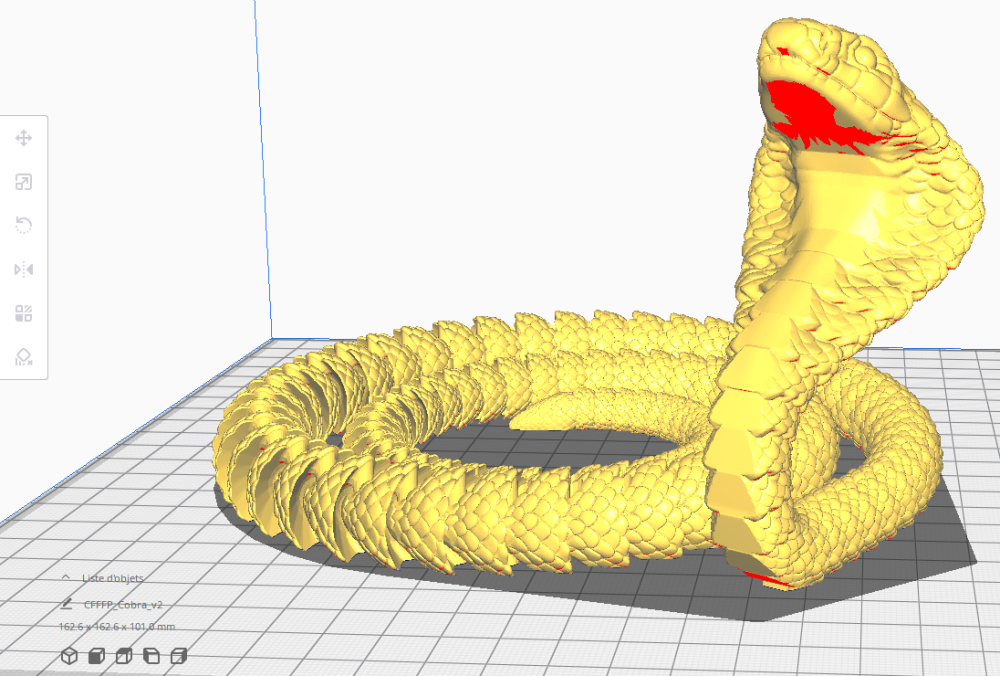
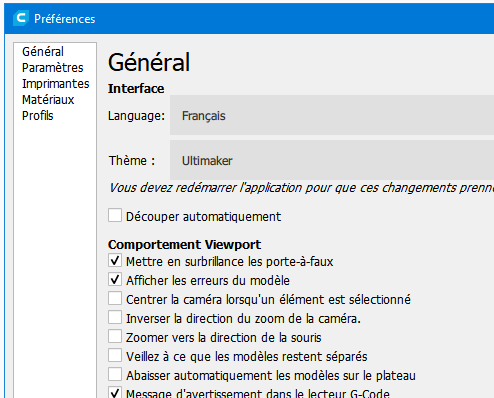
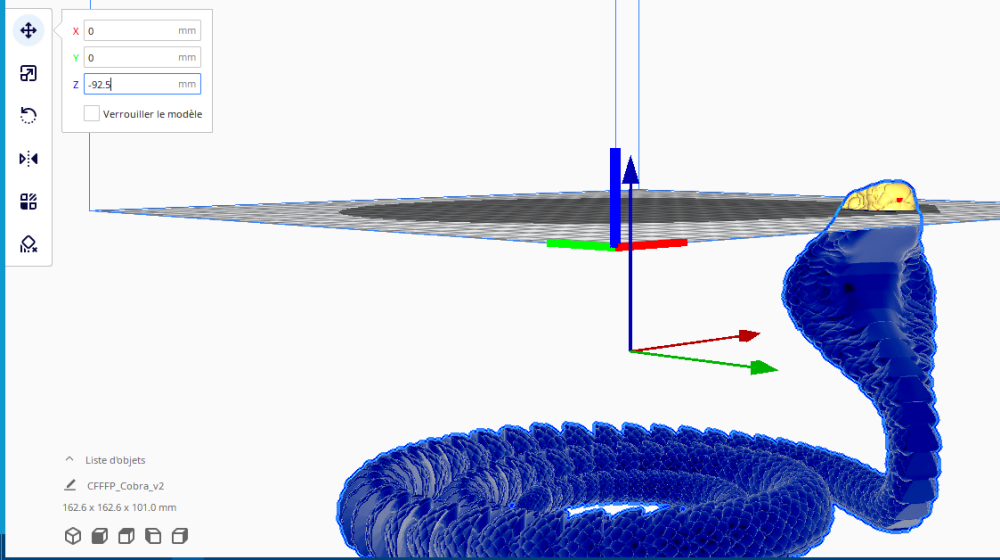
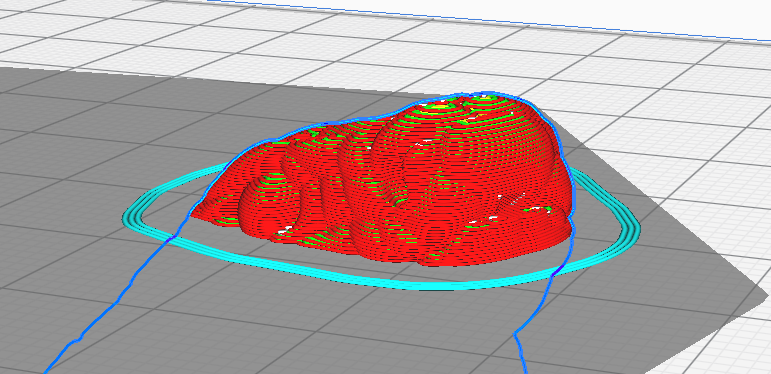
Impressions réalisées (Acte 1) Cube de calibration Celui fourni par le plugin "Calibration Shapes" de 5axes pour Ultimaker Cura. Trancheur "Ultimaker Cura v4.13.1" ( Paramètre de tranchage basés sur le profil "Kobra Neo Suggested parameters for PLA" fourni. ) Hauteur de couche 0.2 mm Vitesse d'impression 50 mm/s Température d'impression 195°C Température du plateau 60°C Distance de rétraction 0.6 mm ( le profil suggéré propose 6 mm qui me semble inadapté pour un direct drive ) Filament utilisé "Anycubic PLA-Silk Metal Blue" Durée d'impression environ 29 min Flexi Rex with stronger links by DrLex https://www.thingiverse.com/thing:2738211 Trancheur "Ultimaker Cura v4.13.1" ( Paramètre de tranchage basés sur le profil "Kobra Neo Suggested parameters for PLA" fourni. ) Hauteur de couche 0.2 mm Vitesse d'impression 50 mm/s Température d'impression 195°C Température du plateau 60°C Distance de rétraction 0.6 mm ( le profil suggéré propose 6 mm qui me semble inadapté pour un direct drive ) Filament utilisé "Anycubic PLA-Silk Metal Blue" Durée d'impression environ 2 h 06 min Lithophane test (4.8mm to 0.2mm with 0.2mm steps) https://www.crealitycloud.com/model-detail/63a65cfbdf1afe95c8b2805c Trancheur "Ultimaker Cura v4.13.1" ( Paramètre de tranchage basés sur le profil "Kobra Neo Suggested parameters for PLA" fourni. ) Hauteur de couche 0.2 mm Vitesse d'impression 50 mm/s Température d'impression 195°C Température du plateau 60°C Distance de rétraction 0.6 mm ( le profil suggéré propose 6 mm qui me semble inadapté pour un direct drive ) Imprimer les parois fine coché Filament utilisé "Anycubic PLA-Silk Metal Blue" Durée d'impression environ 1 h 04 min Définitivement ce filament "Anycubic PLA-Silk Metal Blue" ne se prête pas aux lithophanie car trop opaque. "Fu Lantern" alias "Chinese New Year Lantern" par "Jennifer Yu" https://www.myminifactory.com/object/3d-print-chinese-new-year-lantern-5486 (trouvé via https://www.anycubic.com/blogs/resources/best-3d-prints-happy-lunar-new-year) Trancheur "Ultimaker Cura v4.13.1" ( Paramètre de tranchage basés sur le profil "Kobra Neo Suggested parameters for PLA" fourni. ) Hauteur de couche 0.2 mm Vitesse d'impression 60 mm/s Température d'impression 200°C Température du plateau 60°C Distance de rétraction 0.6 mm ( le profil suggéré propose 6 mm qui me semble inadapté pour un direct drive ) Imprimer les parois fine (coché) Supports arborescent angles de porte a faux 70° Activé le paramètres pour las ponts (coché) Filament utilisé "Anycubic PLA-Silk Metal Blue" Vitesse d'impression ( Feedrate ) mis a 130% après ~ 45 minutes d'impression Durée d'impression environ 13 h 02 min Les supports arborescent se sont enlevés sans difficultés. Mais, je ne dois pas avoir la bonne température d'impression et/ou vitesse et/ou distance de rétraction pour ce filament, car cette impression m'a demandé de sortir l'ébavureur pour corriger un grand nombre de bavures. Articulated Cobra + Pencil Holder https://www.printables.com/fr/model/380331-articulated-cobra-pencil-holder Le cobra Trancheur "Ultimaker Cura v4.13.1" ( Paramètre de tranchage basés sur le profil "Kobra Neo Suggested parameters for PLA" fourni. ) Hauteur de couche 0.2 mm Vitesse d'impression 60 mm/s Température d'impression 200°C Température du plateau 60°C Distance de rétraction 0.6 mm ( le profil suggéré propose 6 mm qui me semble inadapté pour un direct drive ) Aucun supports Filament utilisé "Anycubic PLA-Silk Metal Blue" Échec (décollement partiel de l'impression) impression annulé après environ 16 h 39 min Après avoir stoppé l'impression, l’axe X fait un Home individuel. Il me faut probablement nettoyer mon plateau avec de l'IPA a 99.9%, et/ou refaire un "Auto leveling" et/ou revoir le Z Offset et/ou forcer le débit de la couche initial a disons 110% pour éviter ce genre de problème de décollement a l'avenir. La tête du cobra étant la partie décollé du plateau, laisser terminer n'aurais riens donné de bon. Mais j'ai pris le temps de regarder la positon de l'axe Z. Dans l'idée d'imprimer la partie qu'il me manque. Car, coups de chance dans l’échec, j'était là quand le décollement c'est produit et j'ai stoppé très vite l'impression. Donc la position Z en cours est celle qu'il me faut pour imprimer juste ce qu'il manque. J'ai pris l'habitude de sauver au format .3mf le projet de mes impressions. Donc même si j'ai appliqué des rotations ou changement d’échelles, il me suffit, via la réouverture de cette sauvegarde, de demander a Ultimaker Cura de ne pas "Abaisser automatiquement les modèles sur le plateau" puis de faire en préparation, un déplacement Z négatif, afin de trancher et d'imprimer uniquement la partie qu'il me manque. J'en profite pour faire un essai de la reprise sur coupure de courant Lors de la reprise, il y a remise en chauffe de la buse et du plateau et l'axe X fait un Home individuel. Malheureusement, cette coupure a créé un "blob" mais la reprise et la suite de l'impression se termine sans difficultés. Ce qui me permet de compléter mon impression (reste a corriger les défauts qui empêchent un parfaite assemblage pour ensuite coller sans que cela soit trop visible ... mais je vais refaire une impression de la partie manquante, cette fois, sans coupure de courant pour ne pas avoir le "blob")

























 1 point
1 point