Classement



Contenu populaire
Contenu avec la plus haute réputation dans 10/02/2023 Dans tous les contenus
-
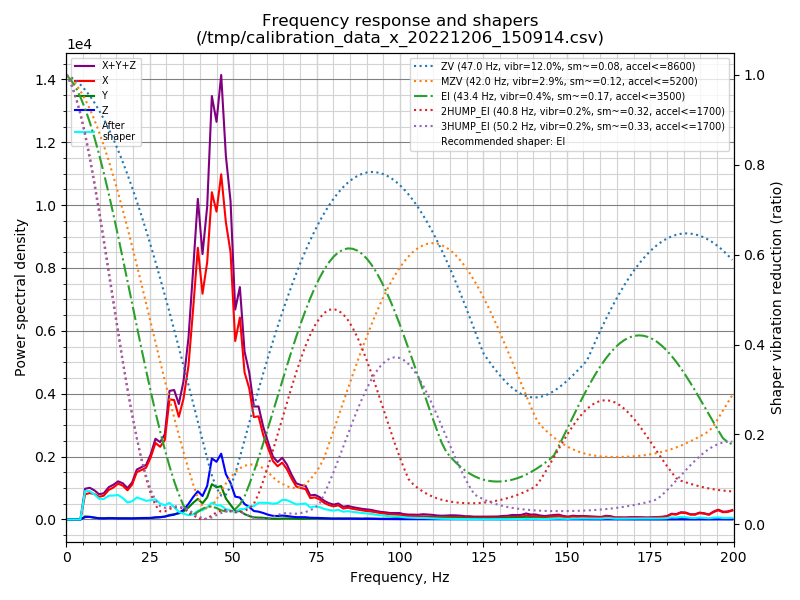
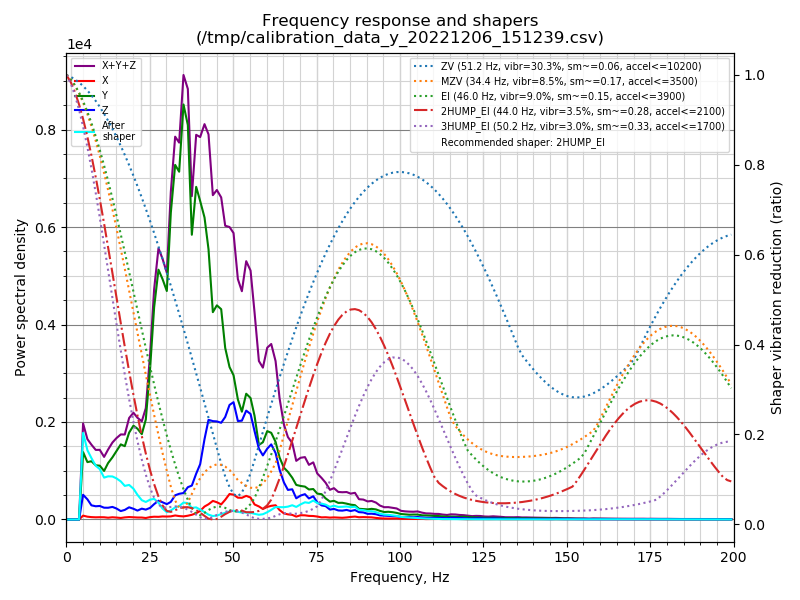
La documentation de Klipper est le meilleur document (en plus, elle est désormais en français) Via l'accéléromètre, les données issues des mesures sont écrites en fin du fichier printer.cfg si on utilise après mesure la commande SAVE_CONFIG Dans le répertoire /tmp tu dois y trouver les deux fichiers d'extension .csv (ouvrables via n'importe quel tableur). En utilisant les scripts python indiqués dans la documentation, tu peux obtenir de jolis graphiques (extension .png) : Il n'y a qu'une seule chose que la compensation de résonances ne fait pas automatiquement, c'est d' écrire / réécrire l'accélération maximale : modifier la valeur dans la section [printer], prendre l'accélération la plus faible entre axe X et Y car Klipper ne différencie pas les accélérations par axe.
 3 points
3 points -
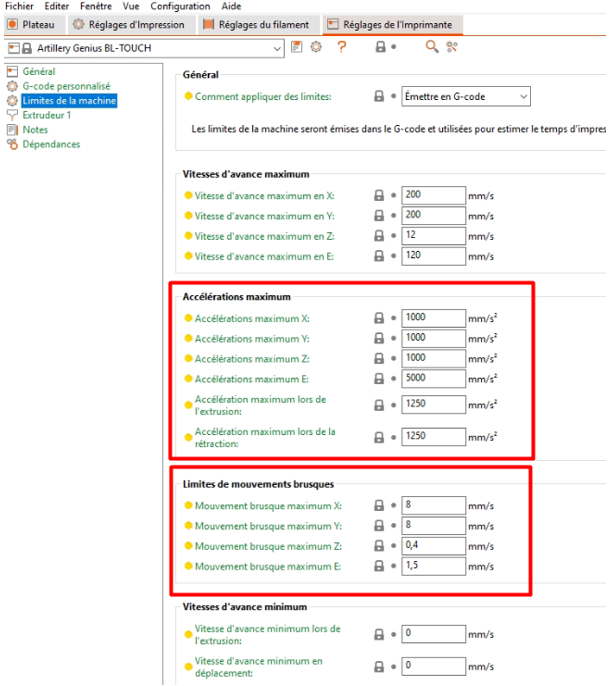
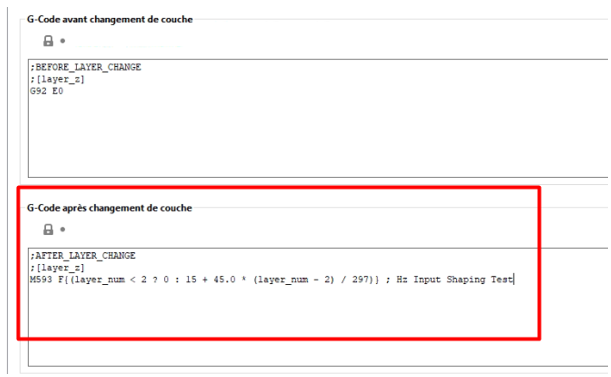
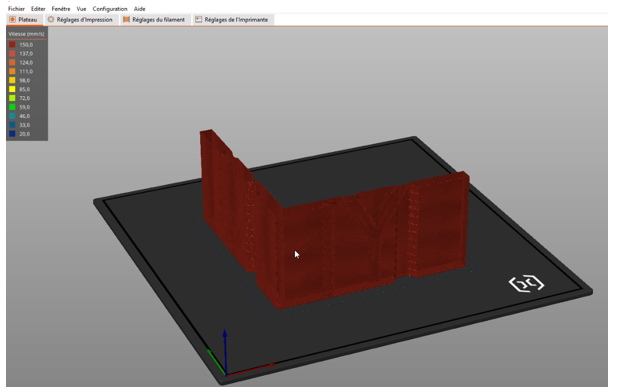
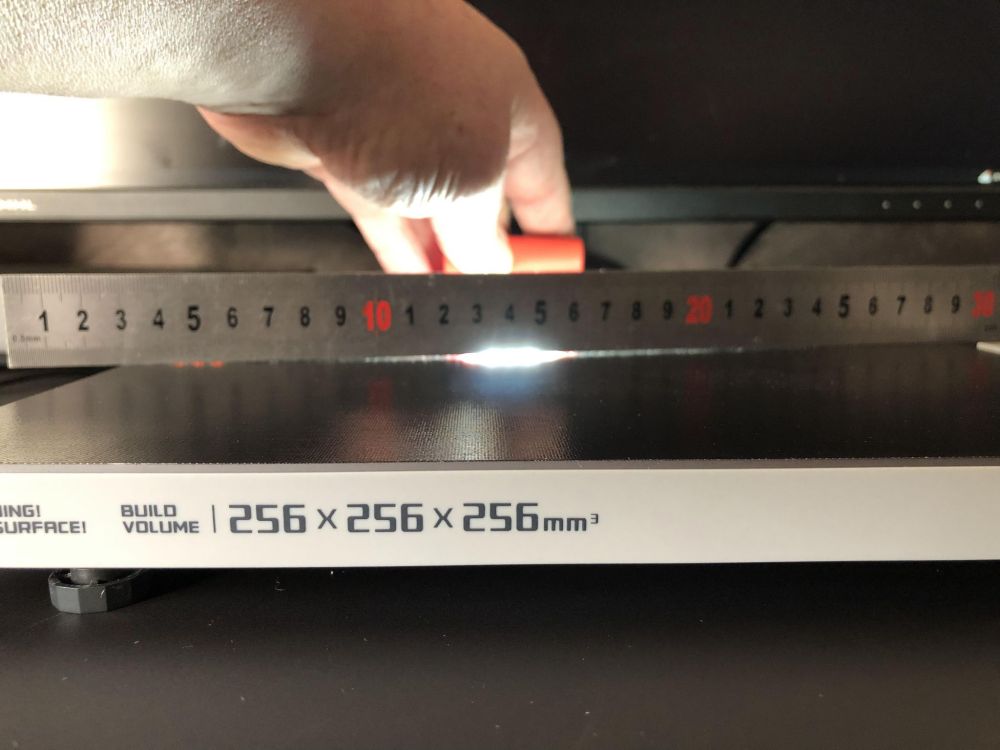
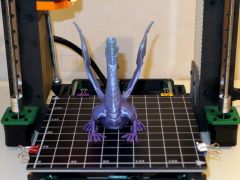
Prérequis : Marlin 2.1.2 et la fonction M593 input shaping activer dans ce firmware. Carte mère 32bits recommandée, en cause la puissance de traitement requis. Un Slicer gérant les gcodes de changement de couches comme Prusa ou SuperSlicer (que nous utiliserons ici) Un filament non-Mat pour mieux voir la résonnance sur le bench imprimer. Préparation du benchmark à imprimer. Il est préférable d’effectué cette calibration avec un profil sur votre slicer utilisant les réglages courant que vous utilisés à une vitesse d’impression la plus élevé (habituellement utilisé). Il faudra donc commencer par télécharger le STL de la tour de résonnance que l’on tranchera sous PrusaSlicer ou SuperSlicer et imprimera sur l’imprimante. Pour les imprimantes Cartésiennes (Artillery X2, X1, Genius … ou autre marque), comme pour les imprimantes Delta il faudra imprimer la pièce tel que présente lors de l’importation dans PrusaSlicer, pour les imprimantes de type Core XY il faut faire pivoter la tour de 45°. Réglage tranchage : Hauteur de couche = 0.2mm Parois = 1 à 2 parois ou mode vase Remplissage = 0% Vitesse d’impression parois = la vitesse maximal que peux supporter votre imprimante en impression (soyez raisonnable hein 120mm/s grand max 150mm/s au dessu votre cartésienne X2 ou Genius Pro n’y arrivera pas ) Accélération : elle doit être >= 1000mm/s² pour les axes X et Y (mettez la valeur la plus haute logiquement supporter par votre imprimante sur X2 Genius pro jusque 3000mm/s² grand max) Désactivé le paramètre de temps de couche minimum (dans Prusa Slicer 2.5 : Réglages du Filament / Refroidissement) Désactivé la fonction Linear Advance, pour cela ajouter simplement la ligne M900 K0 dans votre Start Gcode (et pensez à la supprimer ou commenter après tranchage) Désactivé toutes Valeur d’accélération maximum et limites de mouvement brusque (jerk) en mettant les valeurs à 0. Enfin se rendre dans Réglages de l’imprimante, section Gcode Personnalisé et ajouter le ligne de Gcode suviant dans Gcode après changement de couche : M593 F{(layer_num < 2 ? 0 : 15 + 45.0 * (layer_num - 2) / 297)} ; Hz Input Shaping Test Cela réalisera un test sur un plage de fréquence allant de 15Hz à 60hhz Trancher le modèle et vérifier dans la prévisualisation que le modèle est correctement tranché en regardant en vue de Vitesse. Si tout apparait en rouge alors le tranchage est correct la tour de calibration sera imprimée tout le temps à la vitesse maximale que vous avez sélectionné, ici dans mon test 150mm/s. Si ce n’est pas le cas il faudra revoir vos réglages. Mesure et Calculs de la valeur à appliquer A l’aide d’un pied à coulisse (ou autre) il faut mesure la hauteur ou l’on a le moins de Ghosting visible aussi bien pour l’axe X que pour l’axe Y. On appellera la hauteur mesuré Zx et Zy, il faudra donc appliquer les formules suivantes : Valeur pour X = 15 + 45 * ( Zx / 0.2 - 2) / 297 Valeur pour Y = 15 + 45 * ( Zy / 0.2 - 2) / 297 Si nous avions mesurés Zx = 26.66 et Zy = 26.62 alors nous aurions une valeur pour X = 34.89Hz et pour Y = 34.86Hz. Il nous faudra à présent via un Pc branché en usb a l’imprimante si connecter via pronterface et dans la console taper les commandes suivantes : M593 X F34.89 Y F34.86 (remplacer les valeurs après le F par celles que vous avez calculé vous) M500 (pour sauvegarder en Eeprom les fréquences X et Y definit) Il ne reste qu’a imprimer un bench pour regarder le résultat et voir si le ghosting à diminué . Voici le firmware pour les X2. Marlin 2.1.2 avec support Input Shaper

 2 points
2 points -
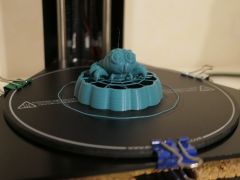
La première photo rassure moi tu etait sur un Radeau et pas sur le plateau en direct ? sur les Autre cela semble correcte en première couche tu pourrais peut être descendre encore un fouillât mais cela ne me semble pas déconnant. As tu essayé d'utiliser une bordure autour des pièce plus haute que large pour avoir plus de contact sur le plateau ? Le stringing peux venir de la texture/viscosité d'un filament, d'une température un peu trop important pour ce filament, d'une buse usé qui laisse plus de matière s'échapper, de paramètre de distance et vitesse de retraction mal adapter a un filament. Par contre pourquoi fils blanc ou transparent comme cela c'est étrange sa . Pour la calibration de l'extrudeur Pour la calibration de ton extrudeur : J'espère avoir été assez explicite2 points
-
Ce matin DPD m'annonce une livraison venant de Shenzhen Yha Logist avant 14 heures. Super content de cette info, je suis rentré pour attendre cette livraison. Le livreur frappe à la porte, j'ouvre, il a un "moyen" colis dans les bras que je prends et je lui demande s'il veut un coup de main pour les autres colis. Non, me répond-il c'est le seul. Je n'ai reçu qu'un cordon pour le quatrième axe, deux buses complètes en 0,6 et un plateau de rechange pour la découpe. Pas de bon de livraison pour vérifier si c'est complet. J'espère qu'il n'y avait pas que cela dans le bateau.
 2 points
2 points -
bonjour , tous les bacs pour la photon marchent pour la photon 4K , j'ai les deux et il n'y a aucune différence de dimension2 points
-
Grrrr bug de date sur les topics, c'était le premier message qui était descendu en dernier2 points
-
Salut, Oui pareil j'ai vu quelques messages qui parlent de ce problème notamment sur le forum Bambu Lab --> Warped bed frowning seems like a common QC issue Un des intervenants qui à reçu un bed de remplacement tout aussi tordu que son bed d'origine indique que Bambu Lab ne lui changera pas une 2eme fois car ils vont résoudre le problème du coté logiciel/firmware Je ne sais pas trop quoi en penser... car sur une grande pièce je ne comprend pas trop comment ils vont compenser ? quelqu'un a une explication ?2 points
-
bonsoir les fichier ctb sont uniquement lisibles par la mars les fichier slt sont des fichiers lisibles par les trancheurs pas par les machines une fois passés dans les trancheurs les fichiers slt sont transformés en fichier gcode pour les imprimantes filaments et en fichiers xtb ou pwma ou des fichiers lisibles par les machines résines @PPAC m'a devancé sur la réponse1 point
-
Salutation ! un fichier d'extension .stl c'est normalement un modèle 3D (définition de points et facettes dans l'espace), nos imprimantes ne savent pas utiliser directement un fichier d'un modèle 3D, il faut utiliser un trancheur (slicer) pour les transformer en fichiers d'impressions adapté pour une imprimante. Souvent une impriment a filament utilise des fichier d’extension .gcode ( suite d'instruction g-code https://reprap.org/wiki/G-code/fr ) Les imprimante résine utilisent le plus souvent des fichiers d'impression d'extension .ctb ( format de fichier chitusystem car beaucoup d'imprimante résine utilise une carte mère chitu sytem ) mais par exemple Anycubic a sont propre format de fichier et a une extension de fichier différent selon l'imprimante résine ( ma Photon Ultra DLP utilise des fichier .dlp) . La plupart des imprimantes n'affiche que les fichiers quel peuvent utiliser d’après leur extension1 point
-
merci bien , ca marche nickel ! Tip top !1 point
-
Est ce que le bed est epais? Foutu pour foutu si tu en as 2 maintenant tu peux tenté d'en faire rectifier un par une cnc ou fraiseuse. Je sais c'est abusé que ça soit à toi de te demerdé mais je vois pas 36 solutions... Leur histoire de garantie me fais bien rire car comme la machine est connecté ils peuvent recenser toutes les machines qui ont eu ce pb via les id et si pb futur sur la machine ne pas tenir compte que les vis ont éte dévissé. Bref s'il ne font rien c'est quand même se foutre un peu de la gueule du monde à plus de 1000€ la machine c'est très limite je trouve. Après la vipe bambu lab plutôt positif jusqu'à présent on voit une autre facette de l'entreprise... J'espère sincèrement qu'il vont faire un truc, j'étais prêt à en acheté une je devais dailleur la commender ce soir, je vais attendre un peu.1 point
-
Le pire, c'est que je me suis fait la remarque: "c'est bizarre, il n'a plus de X1" et j'ai même pas eu l'idée de regarder la date du message1 point
-
tout pareil aujourd'hui. De toute façon, ils ont précisé que tout arrivait séparément, je m'attends donc à recevoir l'enclos sûr d'un coté, le purificateur de l'autre, les fraises de rechange dans un troisième, le 4eme axe en 4ème colis et l'Artisan en dernier pour finir en beauté...elle ne va pas chômer ma sonnette !1 point
-
De gauche à droite : du M6 non-traversant, du M6 traversant, du M8 traversant et du M10 traversant. Ce dernier a une cavité moins importante que le tien, et le PTFE doit mieux suivre le cheminement et s'emboite sans problème. Ton problème est résolu avec ta pièce ajoutée ?
 1 point
1 point -
Non non pas besoin de mettre des radeaux j'en utilise jamais mais la première photo fait voir une filament posé bien trop haut par la buse et la logique que cela ne tienne pas d'ou ma surprise alors que les autres photos sont bien mieux pour la première couche. J'utilise par contre suivant les pièce une bordure cela dépend de la pièce a imprimer. Un cognac sera plus adapter a bien comprendre toutes les subtilités de la procédure1 point
-
merci mais pas nécessaire, il n'y a pas d'offense. J'aime bien les trucs un peu à la marge mais là...plouf, plouf vous avez tiré le 7... Il y a des développeurs qui ont du temps perdre.1 point
-
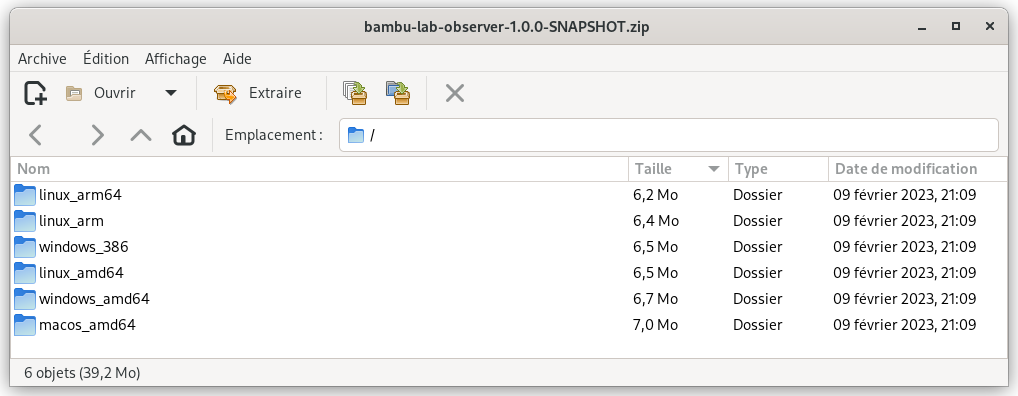
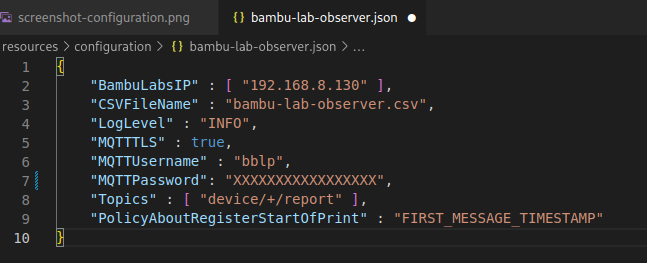
Hello, J'ai commencé un petit programme qui lit les events MQTT des Bambu (et n'en fait pas grand chose pour le moment, mais çà pourrait servir à en faire plus demain). - Si quelqu'un peut tester de son côté, çà m'intéresserait de savoir si çà fonctionne pour vous - Si vous voyez des messages inconnus par le programme, faites moi signe (je ne crois plus en avoir, mais certaines fonctions spéciales peuvent envoyer des events MQTT que je n'ai encore jamais rencontrés et qu'il pourrait être intéressant de décoder / prendre en compte pour en extraire des informations en plus). - Si vous avez des idées de features à implémenter, faites moi signe ! (notifications, rapports, etc.) Pour le moment çà se contente de recevoir les events, détecter les impressions, et produire un fichier EXCEL (.CSV) contenant tous les builds et le temps passé, soit : Ce qui permet de tracer ce qu'on a imprimé, combien de temps çà a pris, etc. Je vais encore voir si je peux ajouter le volume de filaments utilisé (pas sûr que l'info soit publiée) et la liste des couleurs (çà je devrais probablement pouvoir), par exemple. Les binaires de tests sont là : https://github.com/SR-G/bambu-lab-observer/releases/download/1.0.0-SNAPSHOT/bambu-lab-observer-1.0.0-SNAPSHOT.zip C'est multi-plateforme mais je ne peux tester facilement que sous LINUX / AMD64 pour ma part. La doc est assez simple, il suffit de configurer le fichier JSON ci-dessous (présent dans le ZIP, dans chaque répertoire), notamment "BambuLabsIP" (çà marche normalement en multi-imprimantes) et le pass pour le LAN (obligatoire depuis la dernière MAJ du firmware vu que mécanismes sécurisés en TLS activés maintenant). Les autres champs peuvent être laissés tels quels ou même être retirés. Un bout d'explications plus détaillées est pour le moment là : https://github.com/SR-G/bambu-lab-observer Exemple de logs à l'exécution : 2023-02-06 20:10:28 INFO configuration.go:43 Will use configuration file provided through --config parameter, path is [../resources/configuration/bambu-lab-observer.json] 2023-02-06 20:10:28 INFO configuration.go:65 Configuration file found under [../resources/configuration/bambu-lab-observer.json], now reading content 2023-02-06 20:10:28 INFO bambu-lab-observer.go:100 Application [bambu-lab-observer], version [1.0.0-SNAPSHOT], built on [2023-02-06T13:55:44Z] 2023-02-06 20:10:28 INFO bambu-lab-observer.go:101 Configured policy about detecting beginning of prints [FIRST_MESSAGE_TIMESTAMP] 2023-02-06 20:10:28 INFO bambu-lab-observer.go:69 Starting events processor 2023-02-06 20:10:28 INFO bambu-lab-observer.go:75 Starting MQTT receiver 2023-02-06 20:10:28 INFO events_processor.go:205 Starting events processor 2023-02-06 20:10:28 INFO events_processor.go:209 Dump of all events avativated - to be dumped inside folder [../resources/events/campaigns/2023-02-06/] 2023-02-06 20:10:28 INFO mqtt_connector.go:61 Starting MQTTConnector on broker [tcp://192.168.8.130:1883], with clientId [bambu-lab-observer-192.168.8.130-XSxupcexAanpTPOJ] 2023-02-06 20:10:28 INFO mqtt_connector.go:78 Trying to connect on [tcp://192.168.8.130:1883], retry interval [0] sec 2023-02-06 20:10:28 INFO mqtt_connector.go:96 MQTTConnector connected to the broker [tcp://192.168.8.130:1883] 2023-02-06 20:10:28 INFO mqtt_connector.go:104 About to (re-)subscribe to all configured subscription topics 2023-02-06 20:10:28 INFO mqtt_connector.go:108 Now subscribing to topic [device/+/report] 2023-02-06 20:10:28 WARNING events_processor.go:66 Discarded content #1 (IDLE) (and next events) : {Command:push_status GCodeStartTime:0 GCodeState:IDLE MCPercent:0 MCRemainingTime:0 MCPrintStage:1 PrintName: PrintErrorCode:0 SequenceID:2021} 2023-02-06 20:10:52 WARNING events_processor.go:69 Discarded content #2 (PREPARE) : {Command:push_status GCodeStartTime:0 GCodeState:PREPARE MCPercent:0 MCRemainingTime:0 MCPrintStage:1 PrintName:sharpening-angle-gauge_plate_1 PrintErrorCode:0 SequenceID:2021} 2023-02-06 20:10:53 INFO events_processor.go:233 Status [START DETECTED] (0%), model [sharpening-angle-gauge_plate_1] from printer [00M00A261900054] (print duration : 0 seconds) 2023-02-06 20:11:57 INFO events_processor.go:241 Status [PRINT IN PROGRESS] (1%), model [sharpening-angle-gauge_plate_1] from printer [00M00A261900054] (print duration : 1 minute 4 seconds) (remaining : 30 minutes) 2023-02-06 20:13:36 INFO events_processor.go:241 Status [PRINT IN PROGRESS] (16%), model [sharpening-angle-gauge_plate_1] from printer [00M00A261900054] (print duration : 2 minutes 43 seconds) (remaining : 25 minutes) 2023-02-06 20:14:16 INFO events_processor.go:241 Status [PRINT IN PROGRESS] (17%), model [sharpening-angle-gauge_plate_1] from printer [00M00A261900054] (print duration : 3 minutes 23 seconds) (remaining : 25 minutes) 2023-02-06 20:18:13 INFO events_processor.go:241 Status [PRINT IN PROGRESS] (18%), model [sharpening-angle-gauge_plate_1] from printer [00M00A261900054] (print duration : 7 minutes 20 seconds) (remaining : 25 minutes) (...) 2023-02-06 21:57:54 INFO events_processor.go:241 Status [PRINT IN PROGRESS] (98%), model [sharpening-angle-gauge_plate_2] from printer [00M00A261900054] (print duration : 48 minutes 32 seconds) (remaining : 0 seconds) 2023-02-06 21:58:23 INFO events_processor.go:241 Status [PRINT IN PROGRESS] (99%), model [sharpening-angle-gauge_plate_2] from printer [00M00A261900054] (print duration : 49 minutes 1 second) (remaining : 0 seconds) 2023-02-06 21:59:14 INFO events_processor.go:235 Status [END DETECTED] (100%), model [sharpening-angle-gauge_plate_2] from printer [00M00A261900054] (print duration : 49 minutes 52 seconds) 2023-02-06 21:59:14 INFO events_processor.go:57 Removed entry for source IP [192.168.8.130], number of remaining entries [0] ``` C'est un premier jet rapide (en GOLANG) mais çà fonctionne bien chez moi. Ca fait suite à ce topic qui donnait quelques exemples de messages :

 1 point
1 point -
Me revoilà, J'ai essayé le modèle que tu propose et d'autres avec des raccords PC4-M6 et toujours le même problème ça s'accroche toujours juste avant la sortie du raccord du splitter et du coup je suis bloqué. Par contre je ne sais pas pourquoi ça marche bien pour toi et pas pour moi. Je suis tombé sur un modèle plus simple et sans besoin de raccord, et là ça a l’air de fonctionner, j'ai d'ailleurs fait plusieurs prints et c'est pas mal. Y-Splitter v9.stlSplitter.pdf1 point
-
J'ai trouvé un topic qui parle d'une intégration dans Home Assistant si ça peut t'aider dans tes recherches mais peut etre que tu l'as déjà vu ? Le lien vers le topic en question --> Bambu Lab X1 X1C MQTT1 point
-
Salutation ! Sur ma Photon Ultra j'utilise https://sovol3d.com/products/resin-vat qui sont un poil plus petit que celui d’origine mais reste compatible, et il me semble que c'est compatible avec la "Photon Mono 4K". Sinon, comme https://www.anycubic.com/collections/for-photon-series/products/resin-vat-for-photon-mono est compatible pour la "Mono 4K" et "Mono SE" alors celui la https://www.anycubic.com/collections/for-photon-series/products/resin-vat-for-photon-mono-se marqué pour la "Mono SE" devrait l’être avec la "Mono 4K" ( mais a vérifier )1 point
-
Petit update de ce sujet, j'ai fini par construire une voron 2.4 en 350x350. Je suis en train d'optimiser mes profils d'impression pour l'ASA, mais j'ai déjà de très bon résultat en TPU ^^ Lorsque je sortirai une jolie pièce en ASA. L'achat de cette imprimante sera validé. Et pour la centralisation des imprimantes j'adore l'interface de mainsail. Dès que j'aurai un peut de mon temps de libérer je passerai ma créality sous klipper1 point
-
Faudrait que tu soit un peu plus précis dans "ce qui ne fonctionne pas", ça n'accroche pas au plateau, ça sort pas de la buse, l'impression est moche, cassante, commence bien mais foire en court d'impression... suivant le souci c'est pas les même manip pour résoudre le problème....1 point
-
https://plouf-plouf.fr/r#eyJ2IjpbIjEiLCIyIiwiMyIsIjQiLCI1IiwiNiIsIjciLCI4Il0sImkiOjZ9-v31 point
-
Pas vraiment d'info exploitable en réponse à mon mail. J'ai juste un bô dessin pour me faire patienter: mon Artisan fait du bateau.
 1 point
1 point -
From the album: Impressions par trotro
Imprimante 3D MicroDelta Rework - Filament SOVB3D PLA Bleu Turquoise - StressSpider - https://www.printables.com/fr/model/299185-spiders-web-a-3d-printer-stress-test1 point -
@Luxiorelle Tu réponds à un message vieux de 2 ans ! @MrMagounett'as emboité le pas .... La question initiale n'avait semble t-il pas reçu de réponse ... mais cependant je pense que Voitox a passé son chemin ....1 point
-
Salut Aujourd'hui j'ai reçu le nouveau BED. Il est pire que le premier!
 1 point
1 point -

From the album: pascal91
1 point -
Un guide pour aider à faire des tests et à ajuster les paramètres afin de réduire les pertes dûes aux changements de bobine. https://www.printables.com/model/390414-reduce-purge-waste-with-bambu-lab-ams V2.1 (5.2.2023) V2.2 (6.2.2023) How to Tune Remember! Each material type or even the same material, the same color but from a different manufacturer can behave differently. It's a good idea to use this project if you use the same filaments all the time. If you like to experiment with different manufacturers, be on a safe side and don't ruin your large prints. Step 1 - Download and open Download the ams-purge-waste-calibration.up-to-8-colors.v2.2.3mf file and open it. Step 2 - Set a number of colors Currently this project supports only 8 colors. The 16 colors version will be added once I get through the beta testing with you guys. It depends on how many AMS units you have. If you have less than 8 colors, go to Process > Objects and delete all groups that have higher color number than you want. For example: You have 4 colors, delete groups 8th color, 7th color, 6th color & 5th color. Step 3 - Arrange all objects If you deleted any groups, rearrange objects. Step 4 - Update colors & filament presets Change the colors (or sync with AMS) and set correct filament presets! Step 5 - Set flushing volumes & flushing multiplier Now click on Filament > Flushing Volumes. Then click on Auto-Calc button and set the initial Flushing Multiplier. I started with 0.7. Don't forget to make a note of the value set. Step 6 - Update process preset & printer preset If you don't use the default presets (or you have X1 / X1 Carbon), set correct Printer Preset. If you don't use the default Process Preset, set all settings (or transfer the settings) as seen on the picture below. Otherwise the calibration won't work as intended with this project. Step 7 - Inspect and tune the multiplier Once the print is finished, inspect the models, especially color transitions and look for color bleed. If there is color bleed, you have to up the value. If color transitions are sharp. Move to Step 8. What is color bleed? Color bleed is a situation where the flushing volume was not enough to fully transition from old color to new color. A layer (or part of a layer) is printed with a mix of old color and new color. Step 8 - If everything is fine If everything is fine, you can lower the Flushing Multiplier and repeat the test. How much lower you can set it? It helps to inspect the poop and look how much filament there is between the transitions to get a better idea. If you have any suggestions, leave them in the comment section. Happy calibrating!! Appendix: Are there all color combinations? Here is a “Math Proof” for 4 colors. What we are looking for is variations (nowadays called k-permutations of n), where n = 4 and k = 2. The formula is n! / (n - k)!. If we plug those variables in, we get 4! / (4 - 2)! = 4! / 2! = 4 * 3 = 12. So there are 12 different color transitions. Group called 4th color has color transition sequence 4342414. From this sequence, we get these transitions {43, 34, 42, 24, 41, 14}. From group called 3rd color we get 32313 → {32, 23, 31, 13}. From group called 2nd color we get 212 → {21, 12}. If we sum them up, we get 12 transitions, each unique.1 point
-
Peut-être ceux du dessus doivent être pour le port d'Anvers ! L'accès au port d'ANvers est assez étroit, si celui-ci ne fait pas comme deux autres porte containers d'Evergreen qui ont bloqué le Canal de Suez, tout ira bien !!!1 point
-
1 point
-
Ah bien merci pour ton retour1 point
-
J'ai déjà attaquer le travail sur le 2.1.2 c'est déjà en place pour la X1 me faut juste le configurer pour la X2, mais trop de boulot en ce moment je m'y remet milieu de semaine normalement . Attention que ce soir les carte mère Genl V1 de la X1 ou la Ruby de Artillery pour les X2 elle ne support pas le UART.1 point
-
Je commence à pas mal creuser dans les sources Marlin. D'ailleurs j'ai trouvé les entrées pour le mode UART des steppers ... je m'y lancerais surement prochainement. La version 2.0.9.3 commence à pas mal dater ( décembre 2021 ) et une version 2.1.2 est sortie en décembre ( https://github.com/MarlinFirmware/Marlin/releases) Si ça te dis, je peux te donner un coup de main pour l'adapter aux Artillery. De même pour le dernier BTT TFT (https://github.com/bigtreetech/BIGTREETECH-TouchScreenFirmware) D'ailleurs je constate qu'il y a un support TFT35 pour les puces ARM GD32 maintenant. A voir si on pourrait pas adapter celà au GD32 du TFT28.1 point
-
Salut, affirmatif Tu trouveras des infos utiles en installant l'extension CuraSettingGuide. Ensuite tu l'ouvres en allant dans le menu Extension -> Settings Guide ->Settings Guide dans la partie de droite, tu descends jusqu'à Troubleshooting puis seam1 point
-
De toute manière, même si Troodon semble être ce qu'il y a de mieux sur le papier en terme de qualité et de prix (la version 400x400x500 montée avec une Phaetus Dragon et 1 kg de pla, port et dédouanement inclus sont à 2150€), il vaut mieux oublier tant qu'elle n'est pas en stock en France ou pays proche car perso, j'en ai commandée une début Aout et je ne serais livré avec un peu de chance 2023 ... si tout se passe bien et c'est très mal parti. J'en suis à me demander par quoi la remplacer car je suis bien parti pour me faire rembourser d'ici une dizaine de jours ?1 point
-
Si c'est le seul but, il suffit d'octoprint sur chaque imprimante (marche avec marlin, klipper, ...) et une petite centralisation de tout ça, dans ce genre :
 1 point
1 point -
 Décollage en direct dans 40mn >>>1 point
Décollage en direct dans 40mn >>>1 point -

From the album: Impressions par trotro
Imprimante 3D I3RS32 MakerFr Filament SOVB3D PLA Blanc - Rouge Tintin Moon Rocket Puzzle : https://www.thingiverse.com/thing:21034811 point -

From the album: Impressions par trotro
CNC OMM_Plus Europe Fraise : Droite 2mm Bois : Contreplaqué 5mm Unimog 406 simplified : https://www.thingiverse.com/thing:23897741 point -

From the album: Impressions par trotro
Imprimante 3D I3RS32 MakerFr Filament SOVB3D PLA Blanc - Rouge Alumine Fusée TinTin - Rocket - https://www.thingiverse.com/thing:4684327 Echelle 0.35 Taille 18cm - (tige filetée M3) STLzip (10j) >>> http://ovh.to/J4DYTcv1 point -

From the album: Impressions par trotro
Imprimante 3D I3RS32 MakerFr Filament PLA Eryone Silk Copper Little Lizard : https://www.thingiverse.com/thing:711981 point -

From the album: Impressions par trotro
Imprimante 3D I3RS32 MakerFr Filament PLA Eryone Silk Mini Rainbow PiggyBank - https://www.thingiverse.com/thing:3490324 1600x1200 : https://www.casimages.com/i/210210021627990567.jpg.html1 point -
From the album: Impressions par trotro
Imprimante 3D I3RS32 MakerFr Filament PLA Eryone Rainbow Multicolor Adalinda: The Singing Serpent - https://www.thingiverse.com/thing:2461981 point -

From the album: Impressions par trotro
Imprimante MakerFr - I3RS32 PiggyBank - https://www.thingiverse.com/thing:34903241 point -
From the album: Impressions par trotro
Imprimante 3D I3RS32 - MakerFr https://www.makerfr.com/1 point -
c'est bien de s'interroger sur l'efficacité. mais il me semble qu'il faille également s'interroger sur l'utilité. j'hésite entre rigoler et prier pour qu'un politicien ne passe pas par ici, des fois qu'il ne lui viendrait à l'esprit qu'il y aurait ici matière à légiférer pour motif de santé publique ou autre fadaise. ainsi est notre temps...1 point
-
Hello, je suis content de voir que tu intéresse de près à ta sécurité, et celle des autres. Je m'intéresse à ceci également car je travail dans un laboratoire du CNRS et je suis également Assistant de Prévention Sécurité (Labos de chime, Physique et Bio). je passe de nombreux type de filament qui ne sont pas sur le marché dont certains dangereux à base de chlore (pour le coup suivant les température ont fait carrément du gaz moutarde) mais on travail sous sorbonne et au cas ou on a l'assistance respiratoire qui va bien via des masques faciale complet. Je te passe le délire et les galères.. Pour ma part je suis en lien avec ADS LAminaires (N°1 de la filtration en France pour les labos) et Moldex via leur maison mère en Allemagne car la filtration HEpa est "plutôt" dédiée à la poussière... les solvants seront aucunement arrêtés par ce type de filtres. Le gros soucis c'est les personnes qui en sus de travailler l'ABS et autres POM, PC, peek et j'en passe vont usiter leur plateau chauffant pour monter les solvants (l'acétone ou encore le MEK pour être précis) )en tension de vapeur pour lisser leur pièce et là... c'est hyper dangereux... bien plus que ce que vous pouvez penser... travail à l'extérieur OBLIGATOIRE ! Pour les solvants, autant une filtre de type ABEK2 ou ABEK1 va permettre d'arrêter les solvants organiques et inorganiques autant pour ce qui est de l'acétone cela ne sert à rien. Pour l'acétone seul un type de filtre bien spécifique est usité en laboratoire et ces derniers sont jetés et remplacées après une session au poste de travail (on ne peut tenir une demi journée avec ce type de solvant en tension de vapeur car ils dissolvent l'intérieur des cartouches même lorsque adaptés (les joints et autres copensateurs) attention à vos poumons et aux risques pathologique d'ici quelque années... Mon travail jusqu'ici n'a pas encore porté ses fruits: ADS Laminaire vend effectivement un filtre adapté mais il fait 400x400 x70 mm et coute 400 euros... on va oublier ^^ Pour Moldex, ils vendent des masque type faciale ou des demi-masques qui sont intéressant mais là ou je veux en venir c'est que plutôt que de ré-inventer l'eau de pluie je me suis mis à utiliser les cartouches de ces masques. Je m'explique: grosso merdo un lot (vendu par deux) de cartouche en ABEK 1 ou 2 c'est moins de 6 euros... et avant de saturer il en faut un peu (attention, quand un filtre de ce type sature il rejette tout... comme un à charbon actif car de fait ils en contiennent) Il suffit de créer un support sur lequel on vient encliqueter un de ces filtres et le tour est joué, on peut monter un petit ventilo dessus pour activer et c'est parti. L'idéal est de travailler dans une "enceinte" pour l'ABS, il suffit alors qu'en fin de session le G-Code envoi une commande pour lancer le ventilo afin qu'il rejette l'air ambiant contenu dans cette enceinte et filtre celuic-ci, le temps que tout refroidisse on devrait arriver à récupérer le gros des solvants ambiant... Pour ma part , dans le privé on dira, je fais bien plus simple: j'ai installé dans mon local une hotte de cuisine de récup, j'extrait vers l'extérieur... No soucis. Je dors mieux la nuit, pas d'épés de Damoclès quoi... les solvants ca s'insinue doucement... On a pas de pétrole mais pleins d'idées... Attention: j'ai vu que certaines marque vendent du matos avec filtration HEPA et les gens risquent de se sentir protégés, il n'y a rien de plus dangereux que de se sentir protéger lorsque ce n'est pas le cas. C'est un peu l'histoire du sac à dos à la place du parachute quoi, tant que l'avion prend pas feu y a pas de problème ^^ Je dérive un peu par rapport au poste d'origine, le PLA étant moins "nocif" que les émanations de styrène de l'ABS je me permet d'insister lourdement... Si certains sont intéressés pour développer ledispositif j'ai ca et là un ou deux schéma et des pièces que j'ai printé pour monter ce système utilisant des filtres du commerce... ATTENTION: ne jouez pas trop avec l'acétone, vraiment !1 point
-
Dans le topic référencé ci-avant, il y a aussi une hypothèse que çà pourrait venir à l'usage, selon les types de filaments utilisés (notamment type PA-PC, ABS, ... nécessitant une haute température). Ca me paraît un brin étonnant , mais bon ... (plus le fait que de toutes façons certains ont eu leur bed déformé dès la réception du bed de remplacement, par ex.).0 points
-
Salut tt le monde, on vient de me faire suivre ton post du coup j’me suis empressé de vérifier…. idem, lit bombé ! c’est dingue car bien compensé j’ai jamais eu une impression sortie déformée (j’ai imprimé pas mal de grosses pièces angulaires rectilignes etc et pas de bombage…) bon bah j’suis vert de terre…. je vais ouvrir un ticket aussi… merci pour ton post0 points