Classement




Contenu populaire
Contenu avec la plus haute réputation dans 10/05/2023 Dans tous les contenus
-
Ça y est , j'ai presque enfin fini de m'installer mon coin à moi. Depuis le temps que je fais des aménagement pour les autres dans la maison. (un appart de 120m² à la place des greniers dans l'année qui vient de passer, antre autres). J'ai enfin pu m'installer pleinement dans une des chambres, qui n'était pas utilisé car accessible avec une échelle de meunier, et que tout le monde trouve ça casse gueule. Donc je me retrouve avec une pièce de 18m² rien que pour moi. Elle est pas fini d'aménager mais les imprimantes ont déjà trouver leurs places. Les 2 fdm sont dans des caissons fait maison de 70cm X 70cm X 190cm, posées sur plateaux montés sur des coulisses de tiroirs, comme ça je peux les sortir complètement du meuble pour intervenir dessus. 3 gros tiroirs dans chaque meuble pour mettre les bobines et tout le matériel nécessaire. Prochaine étape, mettre une porte plexi du coté de la CR-10S, pour avoir une enceinte fermé , et sortir tout l'électronique, qui sera sûrement fixé sur l'extérieur de la porte. (j'en profiterai aussi pour la passer sous klipper, avec un hermit crab CAN de chez BTT). Pour les imprimantes résines et leurs matériels, demi colonne Ikea. Les 2 imprimantes sont elles aussi poser sur des plateaux fixés à des rails de tiroirs pour pouvoir les sortir et enlever le capot facilement. (les 2 imprimantes sont lourdes, 12Kg pour la mono X et 24Kg pour la M3 premium, donc j'ai pris des rails en conséquence). Il y a un film silicone de 1 mm mis en place sous les imprimantes au cas où. Le nettoyeur à ultrason est lui aussi poser dans un tiroirs, et sera seconder par 1 ou 2 bacs étanches pour rincer correctement les impressions. Le Wash & Cure ne sera utilisé qu'en mode Cure et pour augmenter sont efficacité j'ai rajouter a peu près 2 m de bande led UV et j'ai mis du film réfléchissant sur toutes les parois de la partie ou il se trouve. Prochaines étapes : - installé mon PC sur le bureau à droite des imprimantes résines. (et ça va pas être aisé, je fais du watercooling et ma tour est en 2 parties relié par des tuyaux caoutchouc). -installé le coin peinture/construction; un petit bureau ou je peux installé mon matériel de peinture/construction/aérographe va venir dans le coin opposé du PC. -rajouté plusieurs meubles de rangement/étagère car c'est important de pouvoir ranger correctement. -mettre une servante dans la pièce pour servir de posage intermédiaire ou de zone de travail et éventuellement de jeu.
.thumb.jpg.8eb8619a01f786bc545635d581f3beae.jpg)
.thumb.jpg.7c45f5995e6cc315a4b8327aa8a0c616.jpg) 6 points
6 points -
Les toiles d'araignée sont faite, le vernis mat est mit, faut attendre que ça sèche pour que cela soit bien mat.



 6 points
6 points -
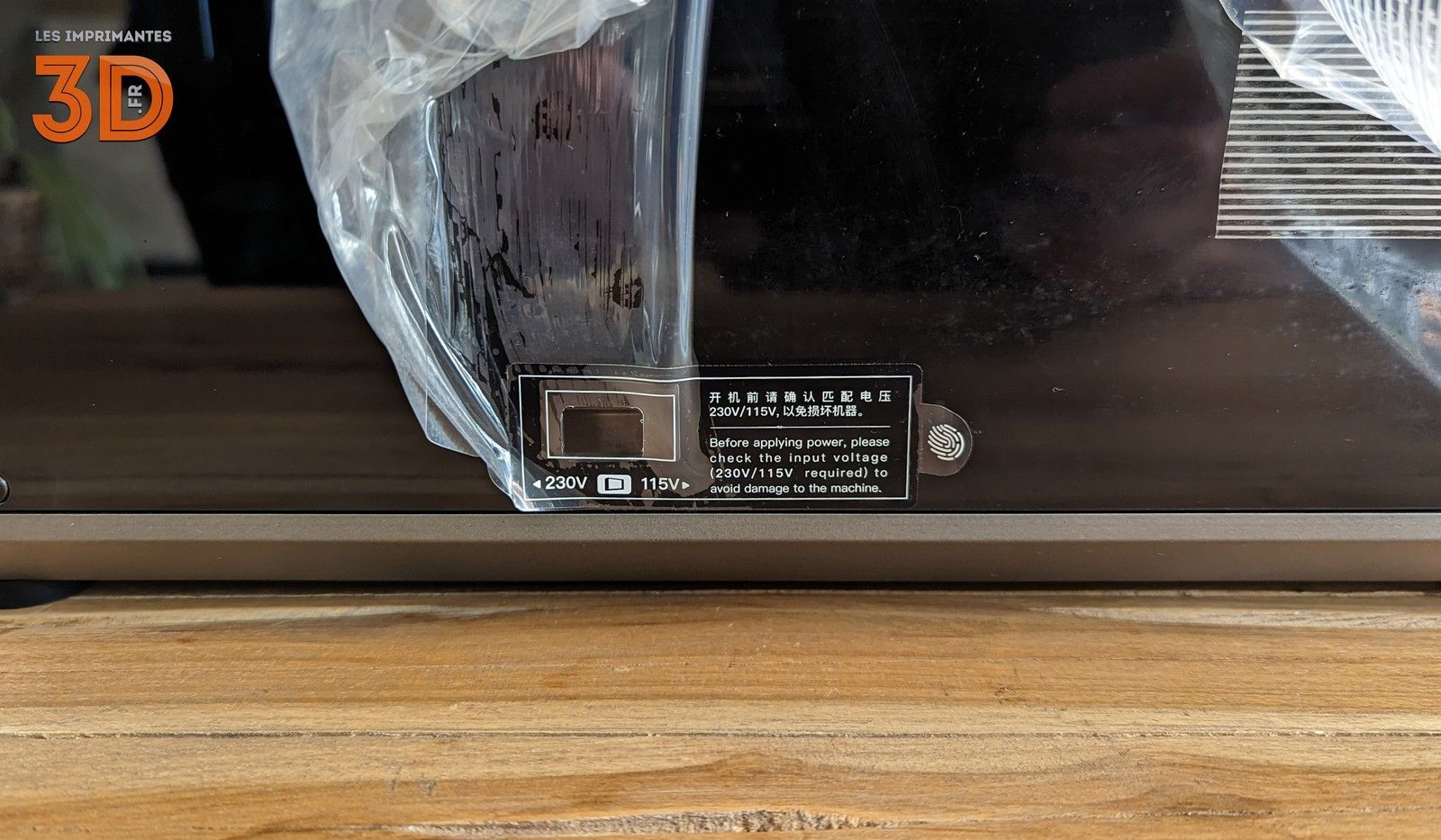
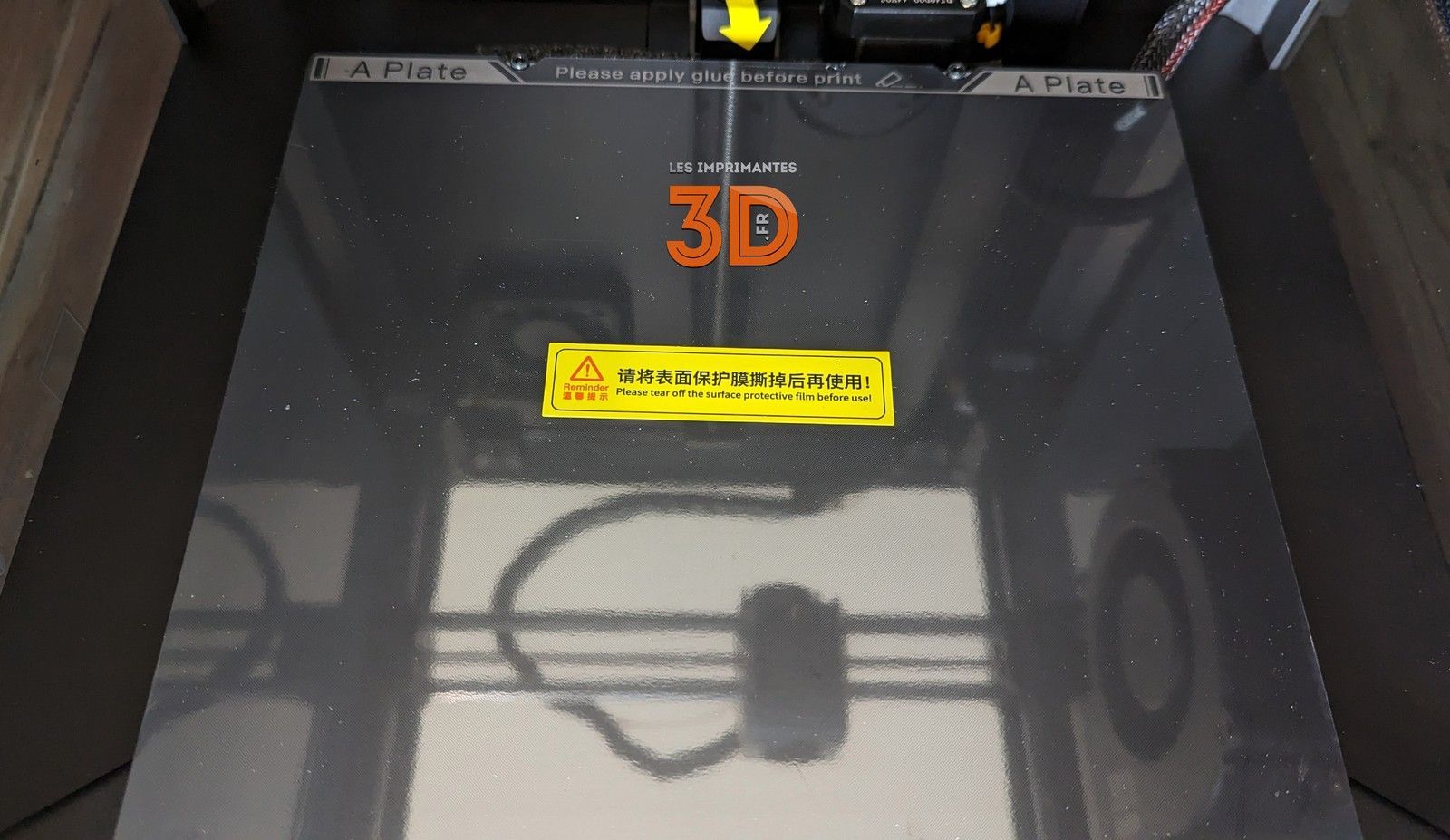
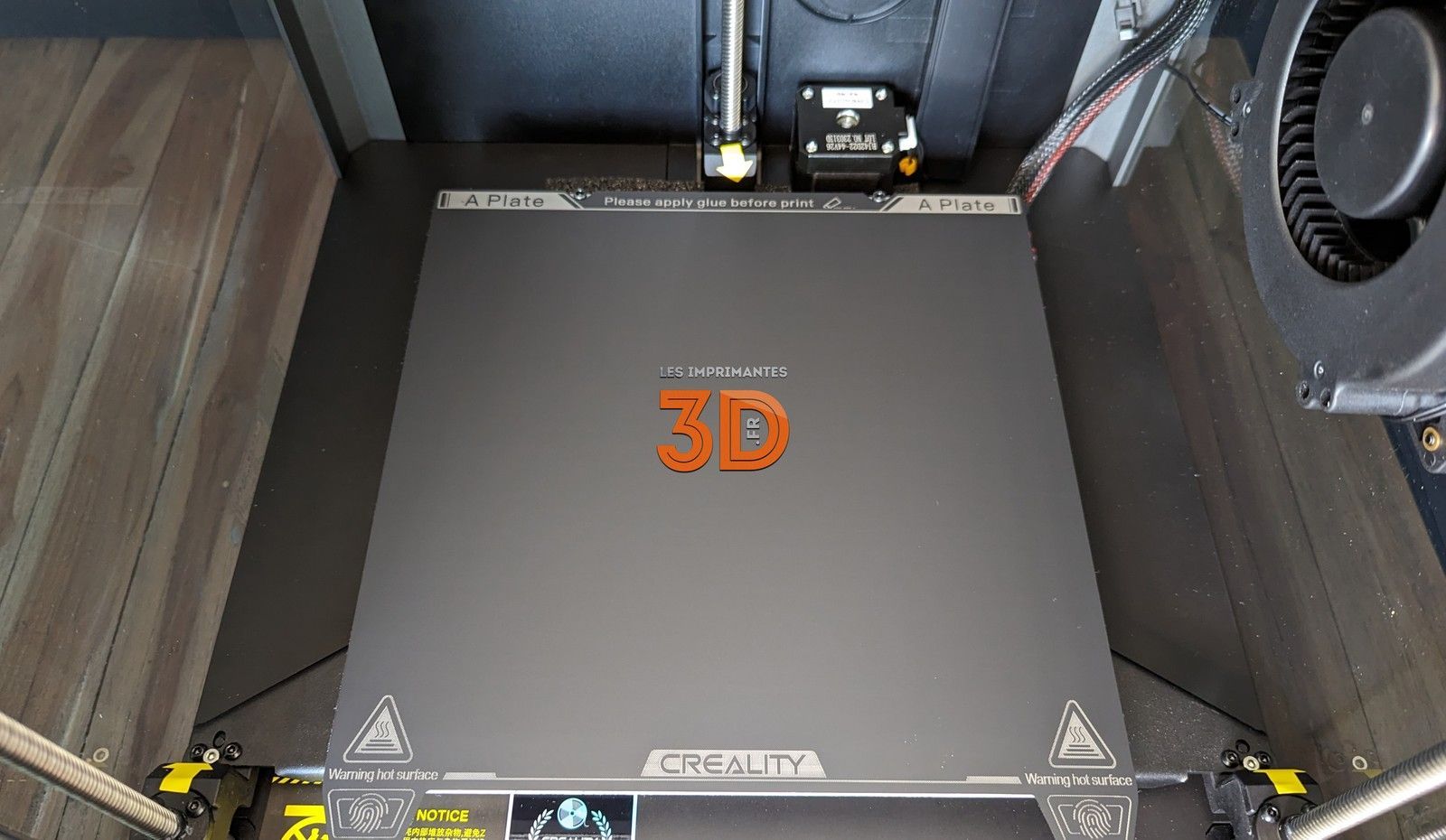
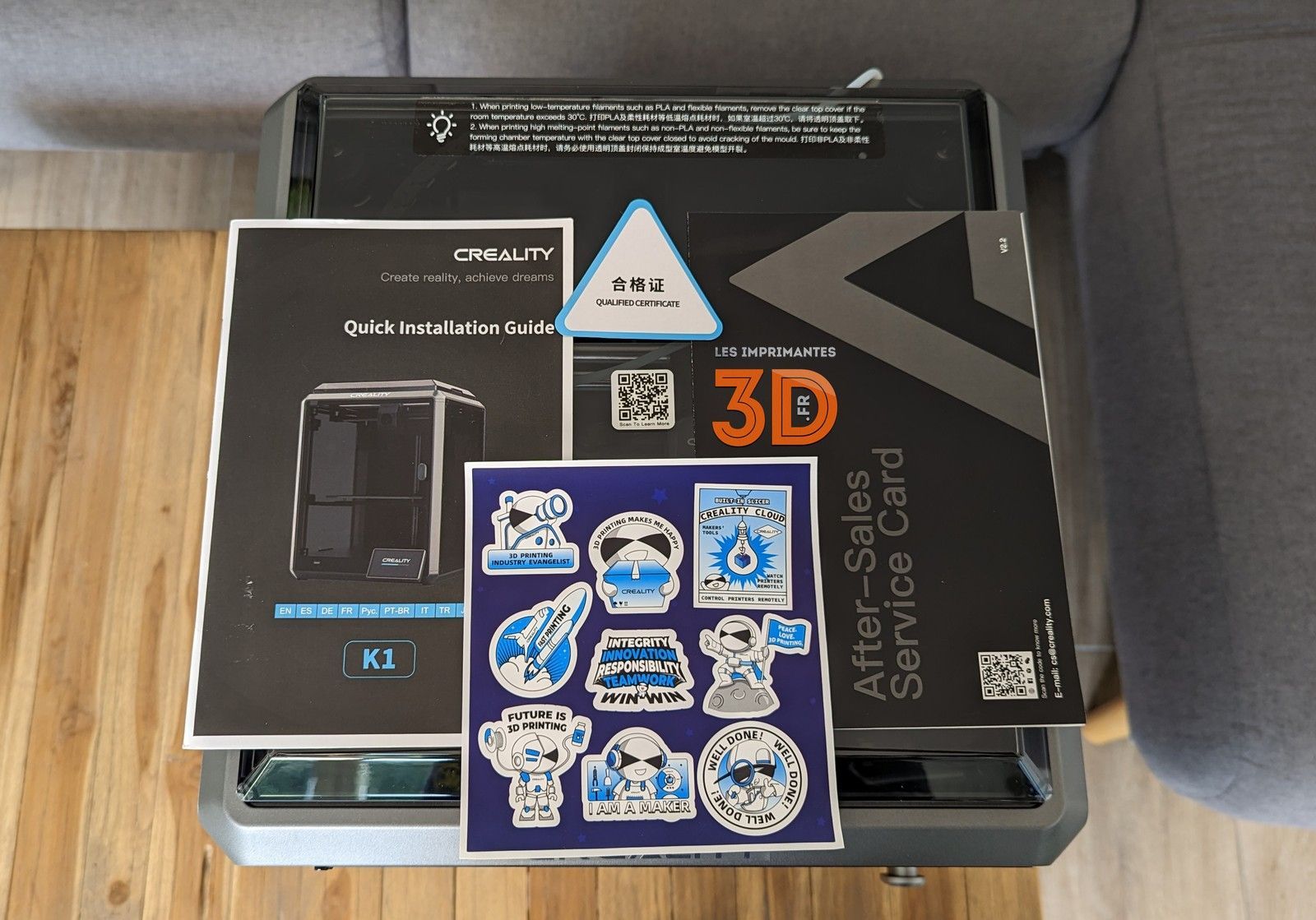
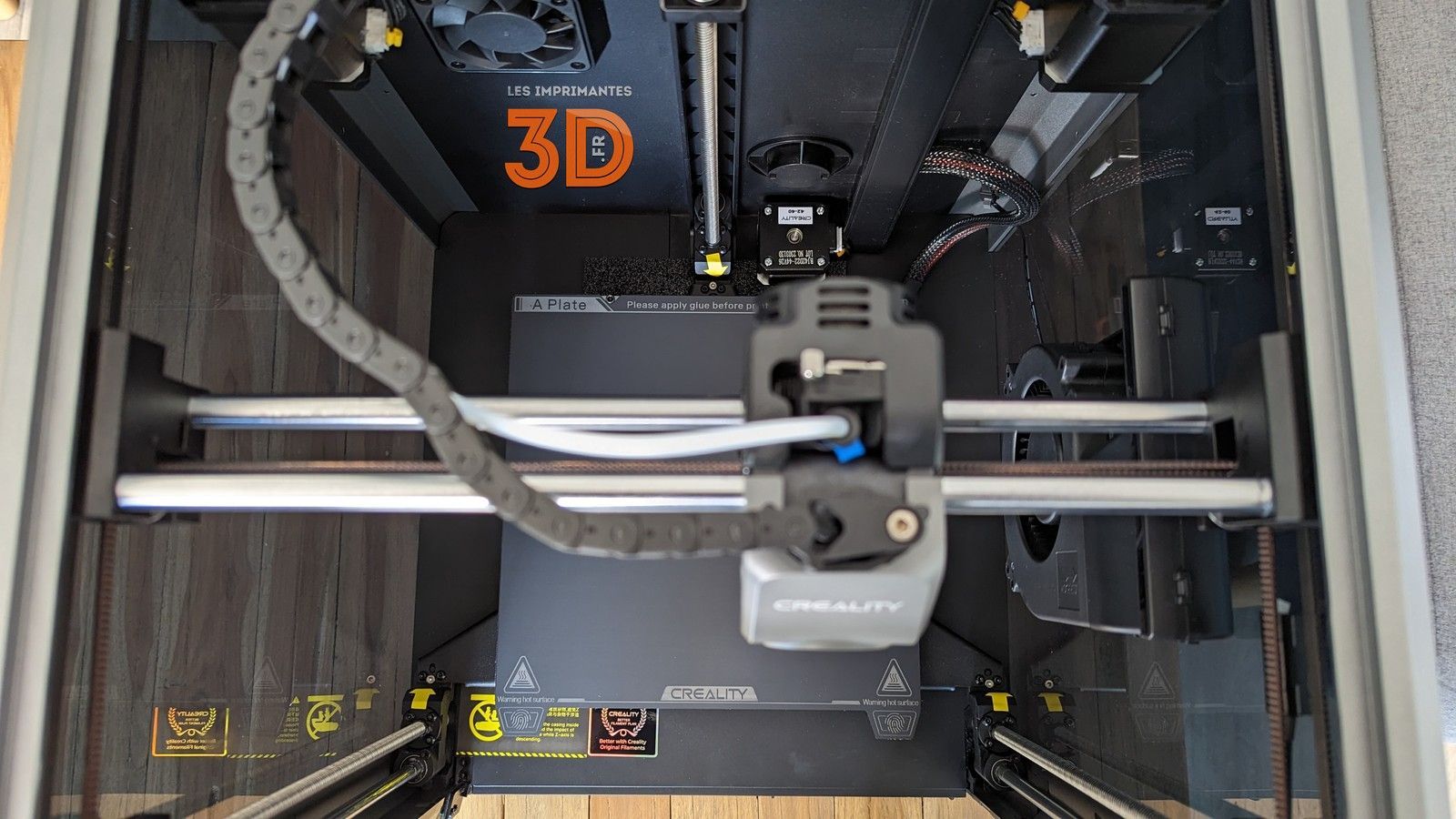
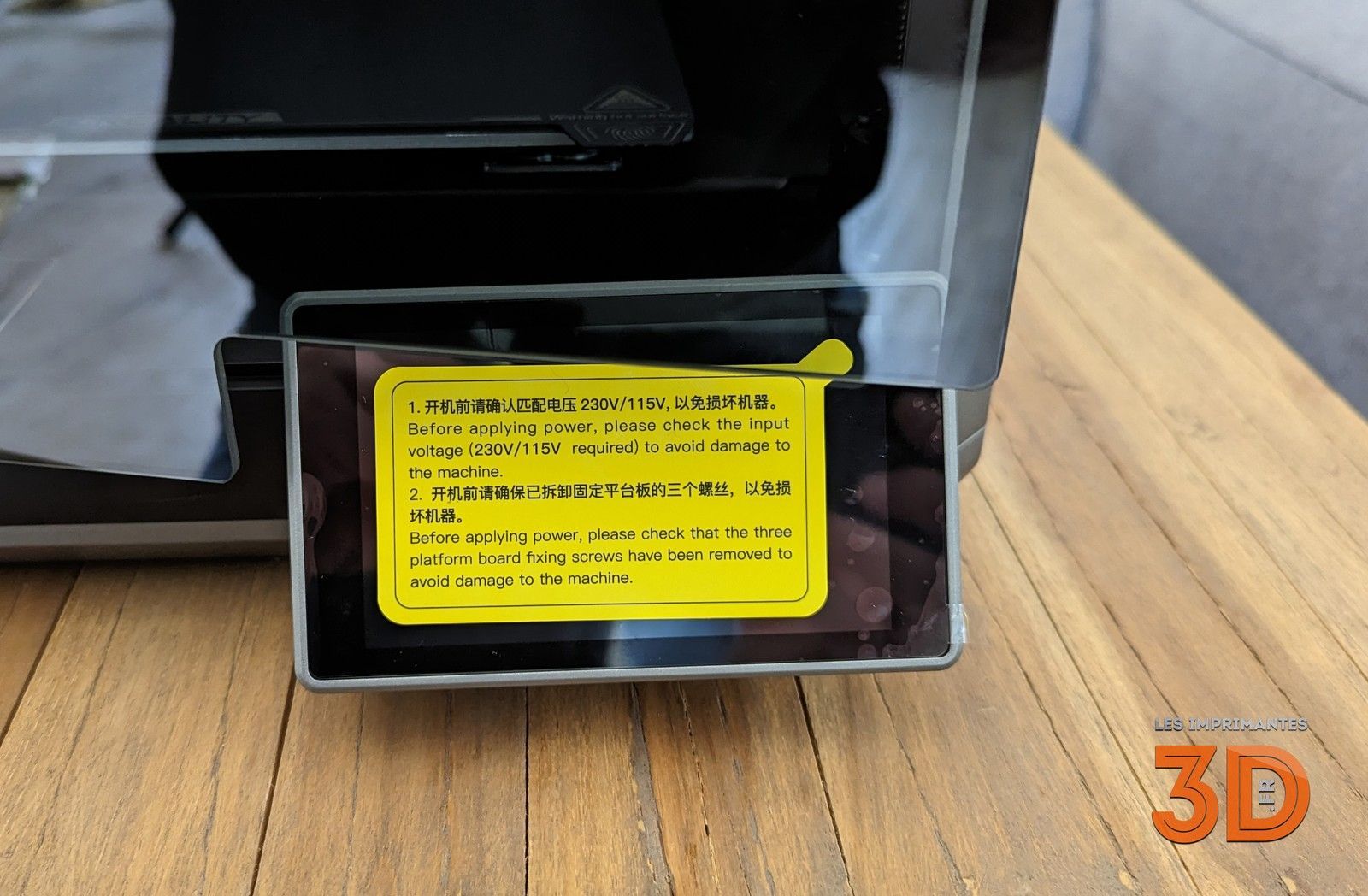
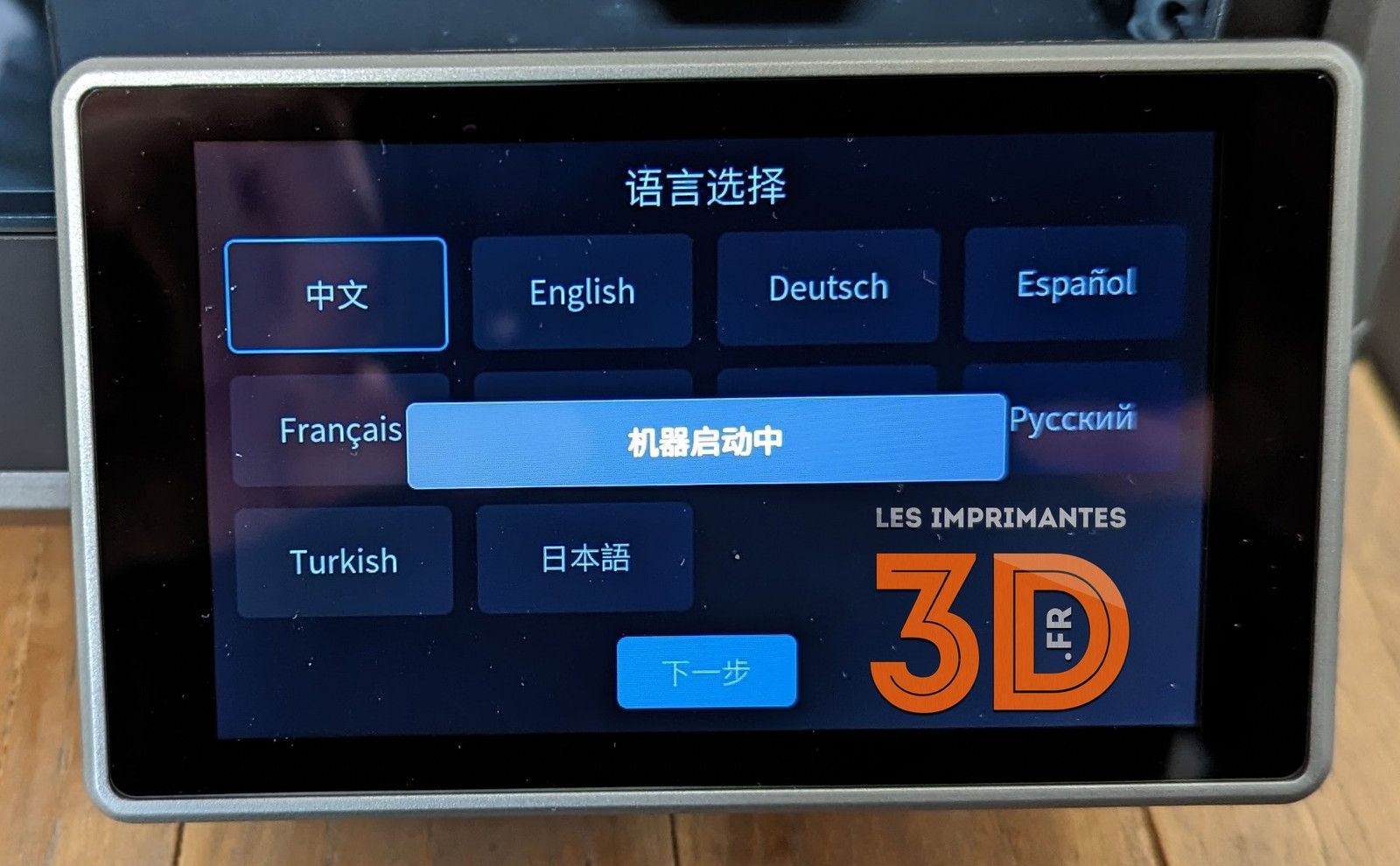
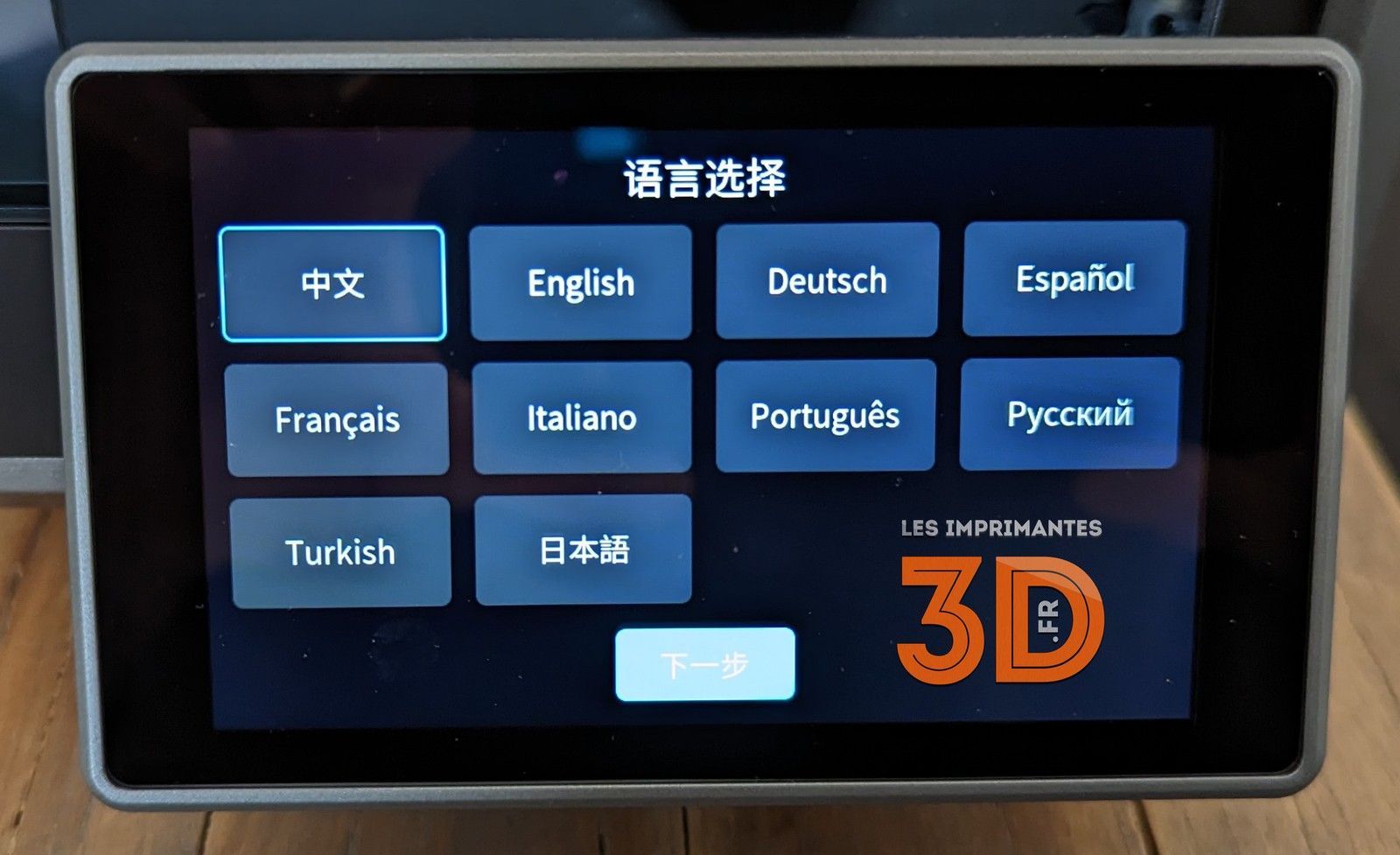
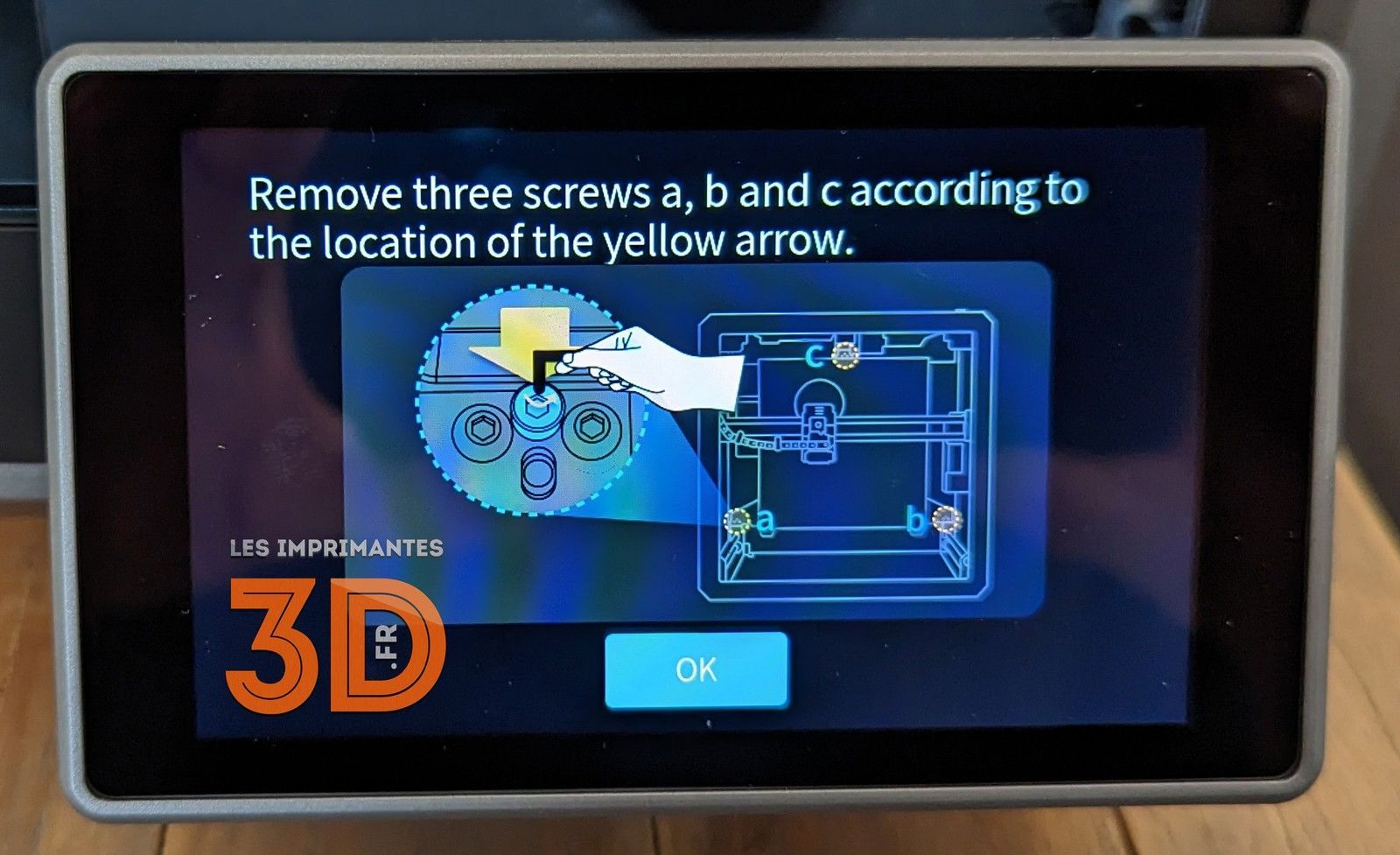
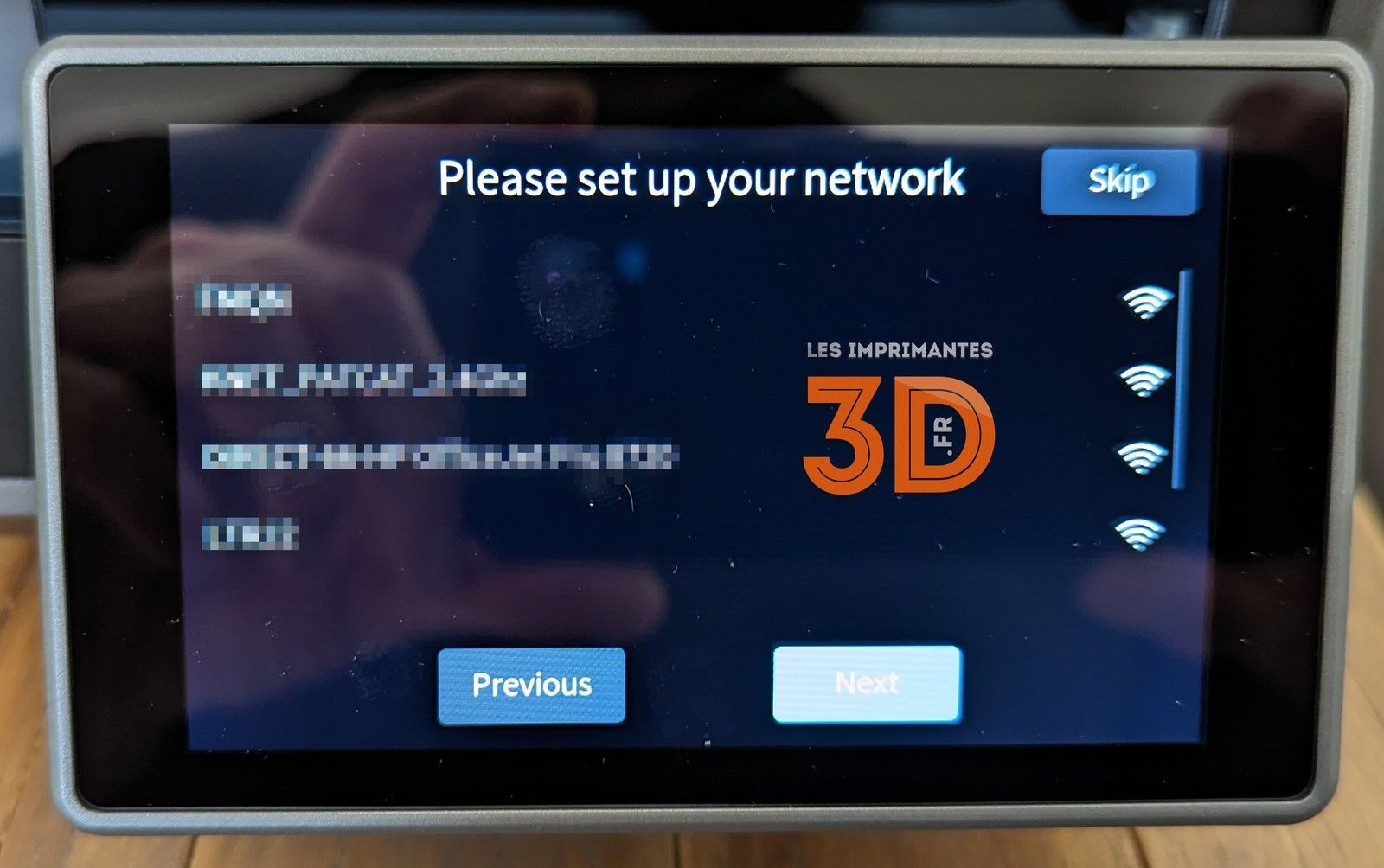
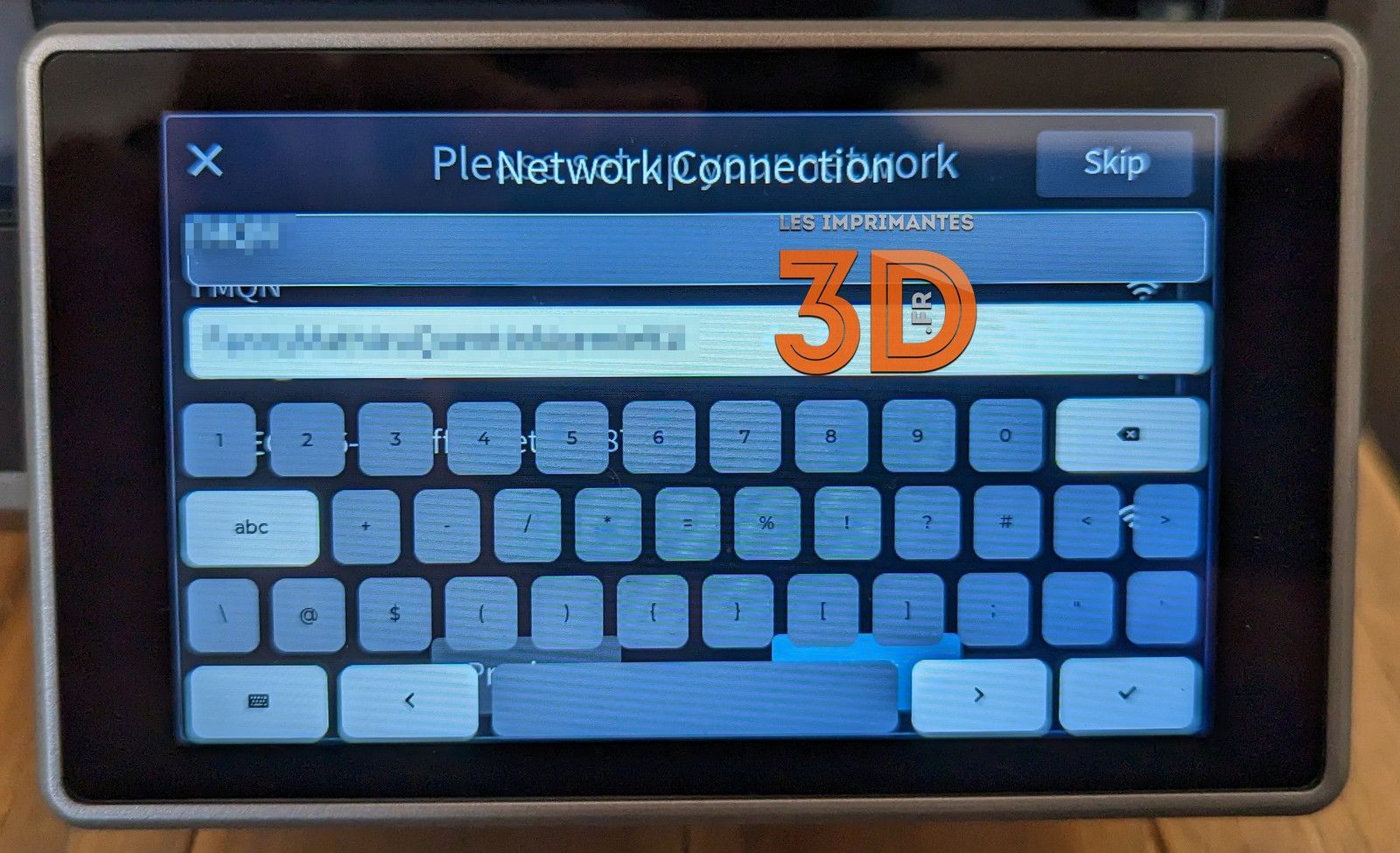
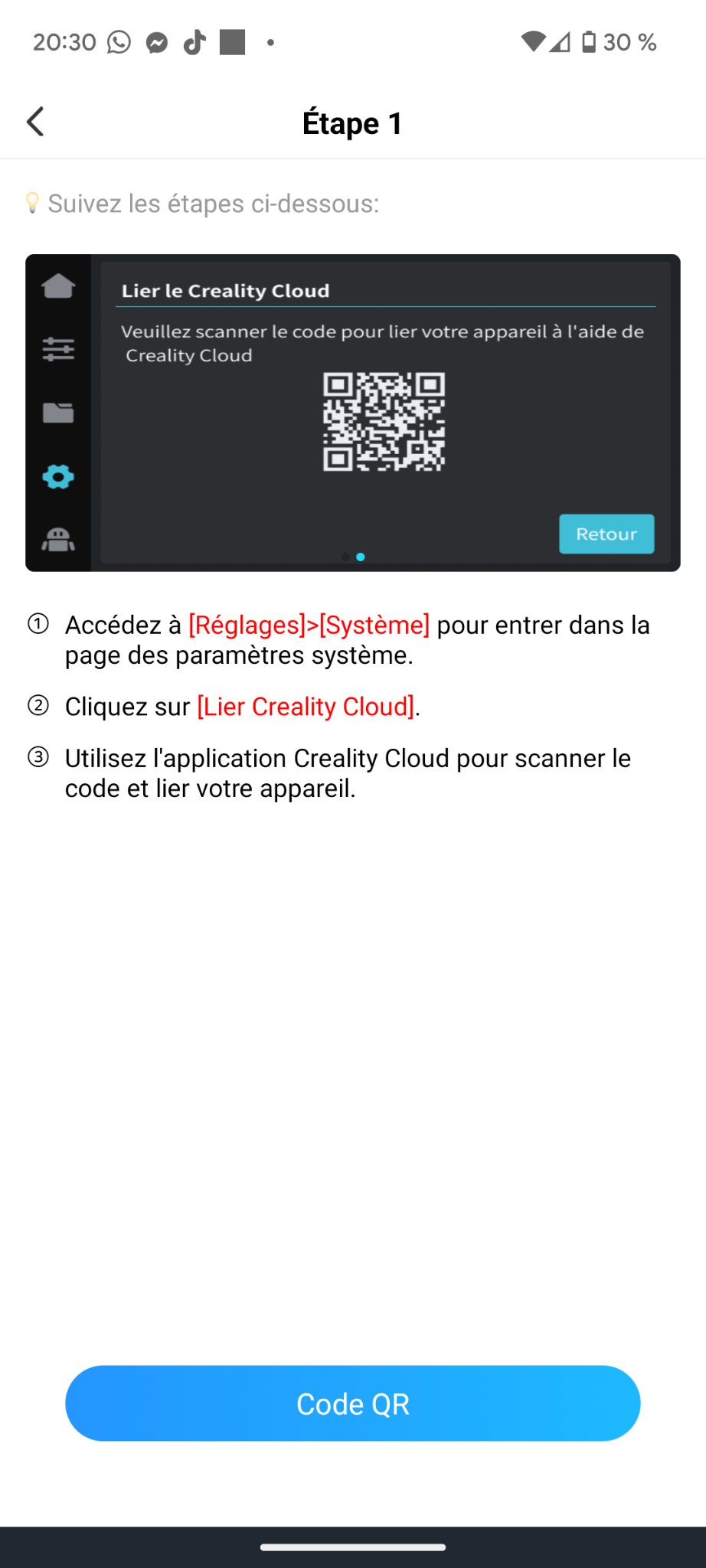
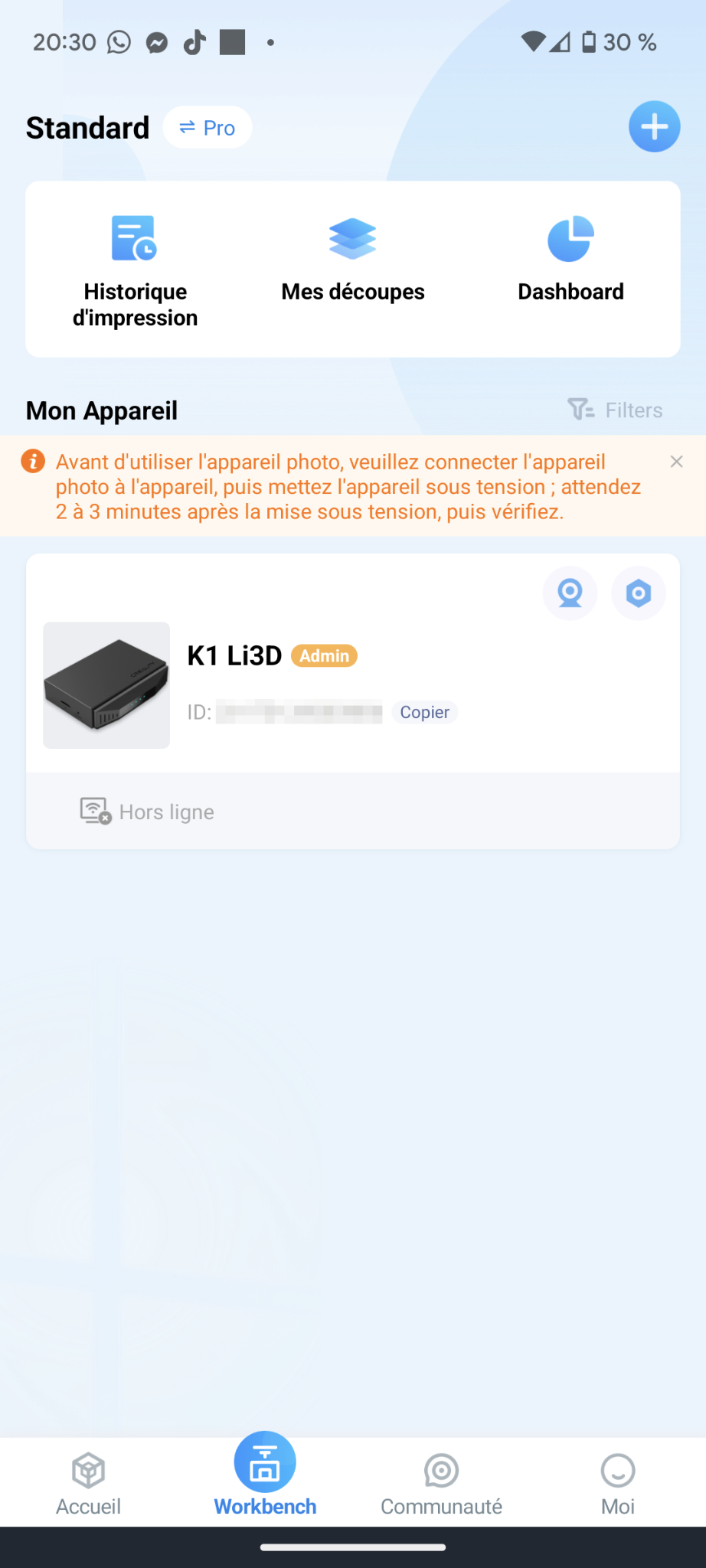
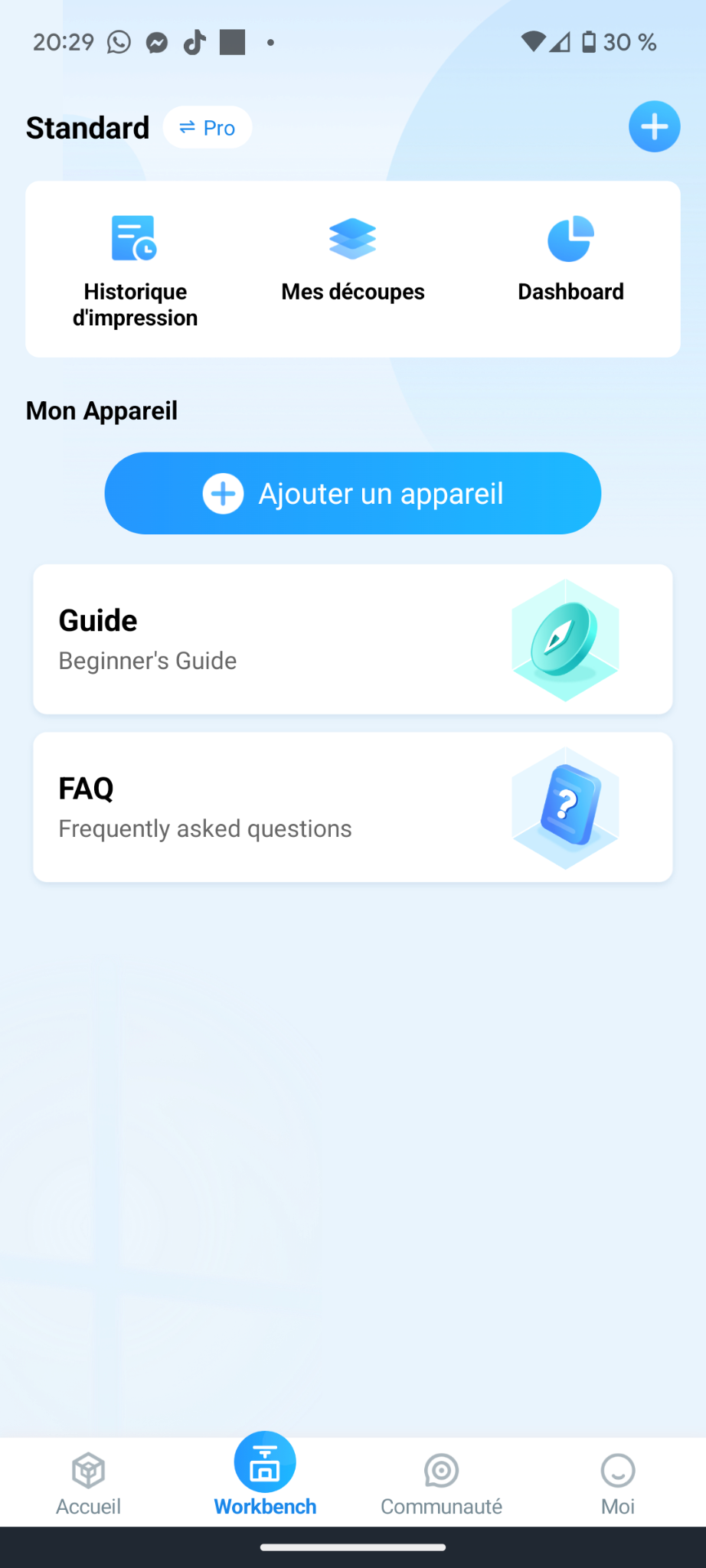
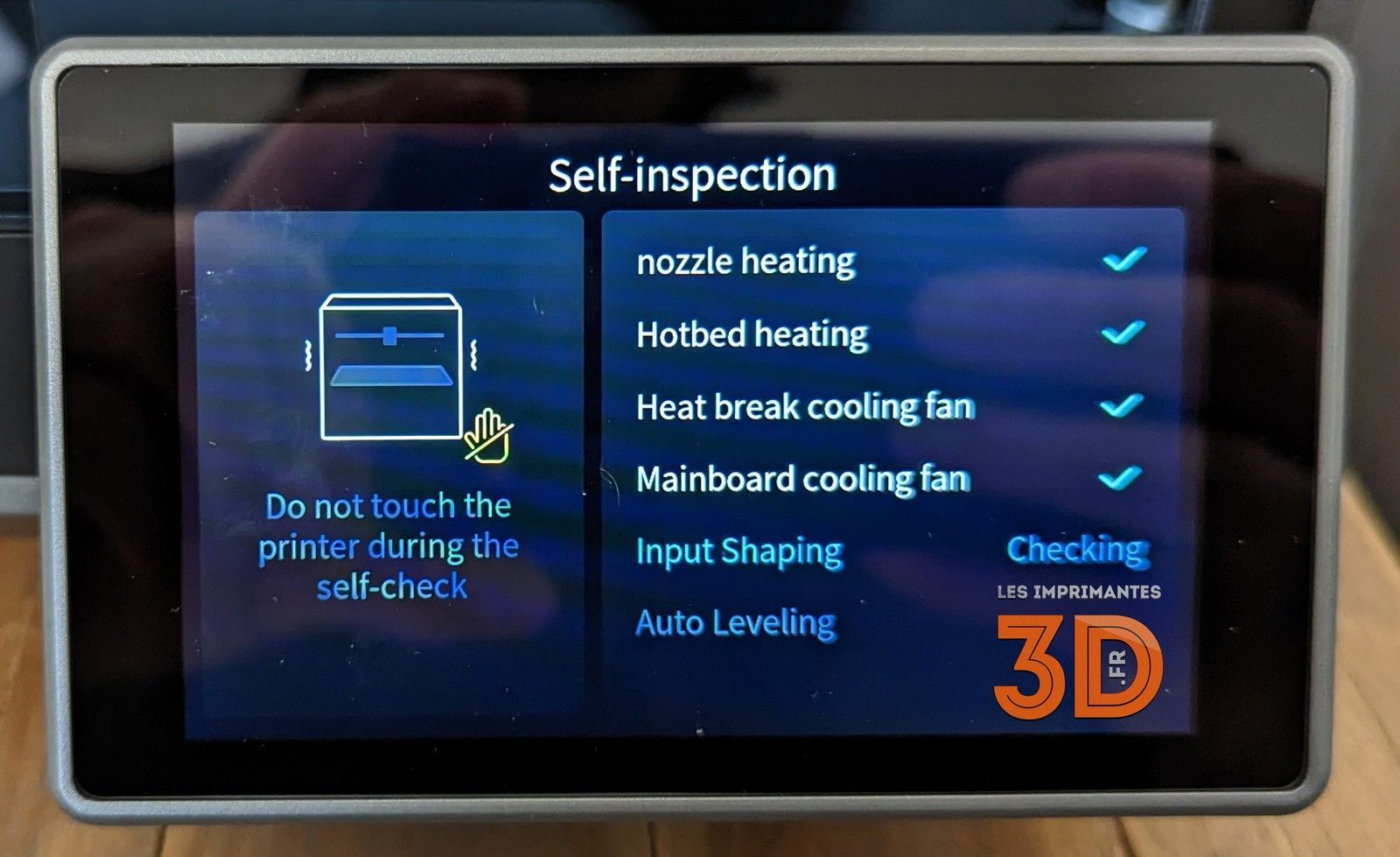
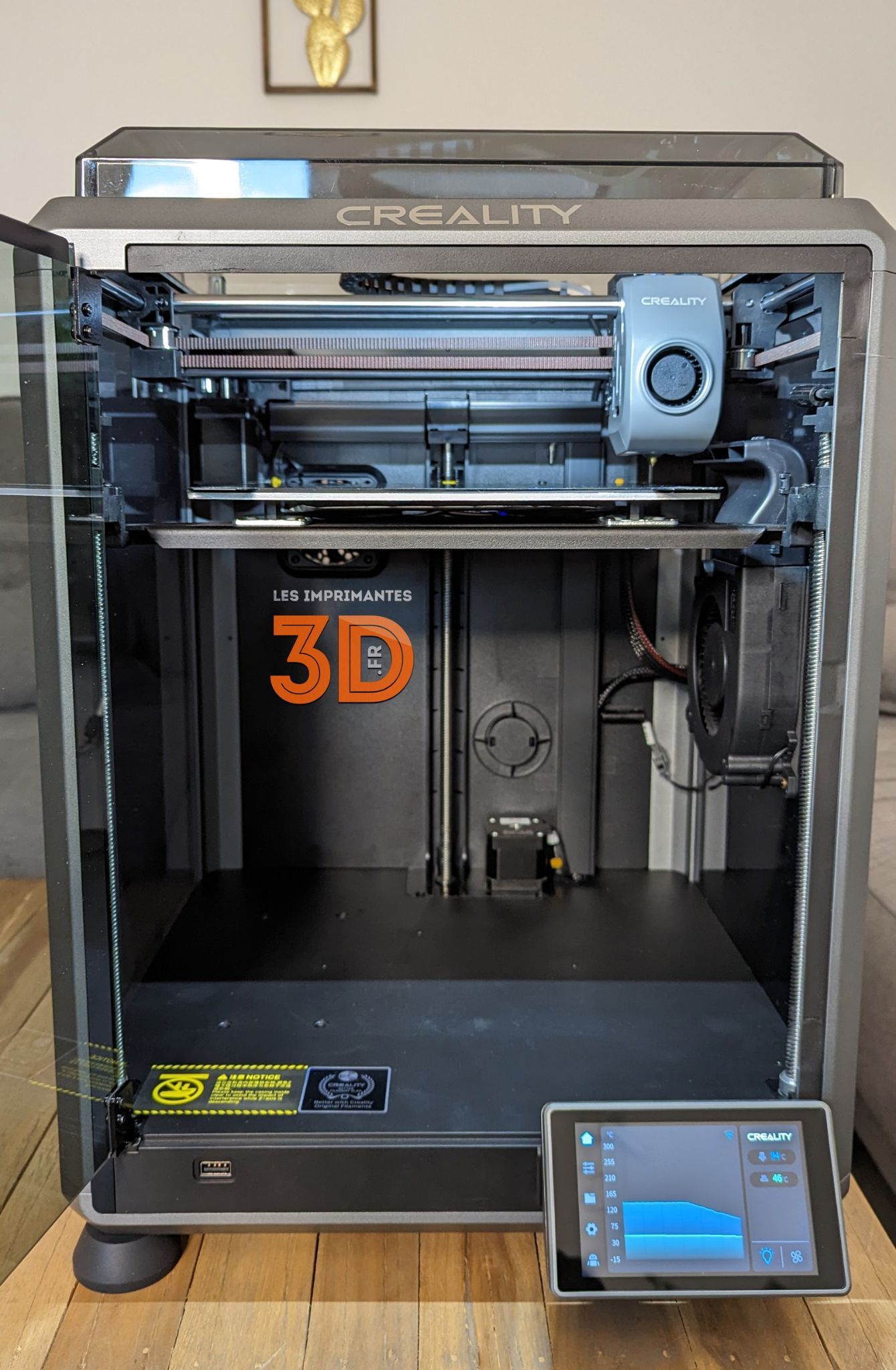
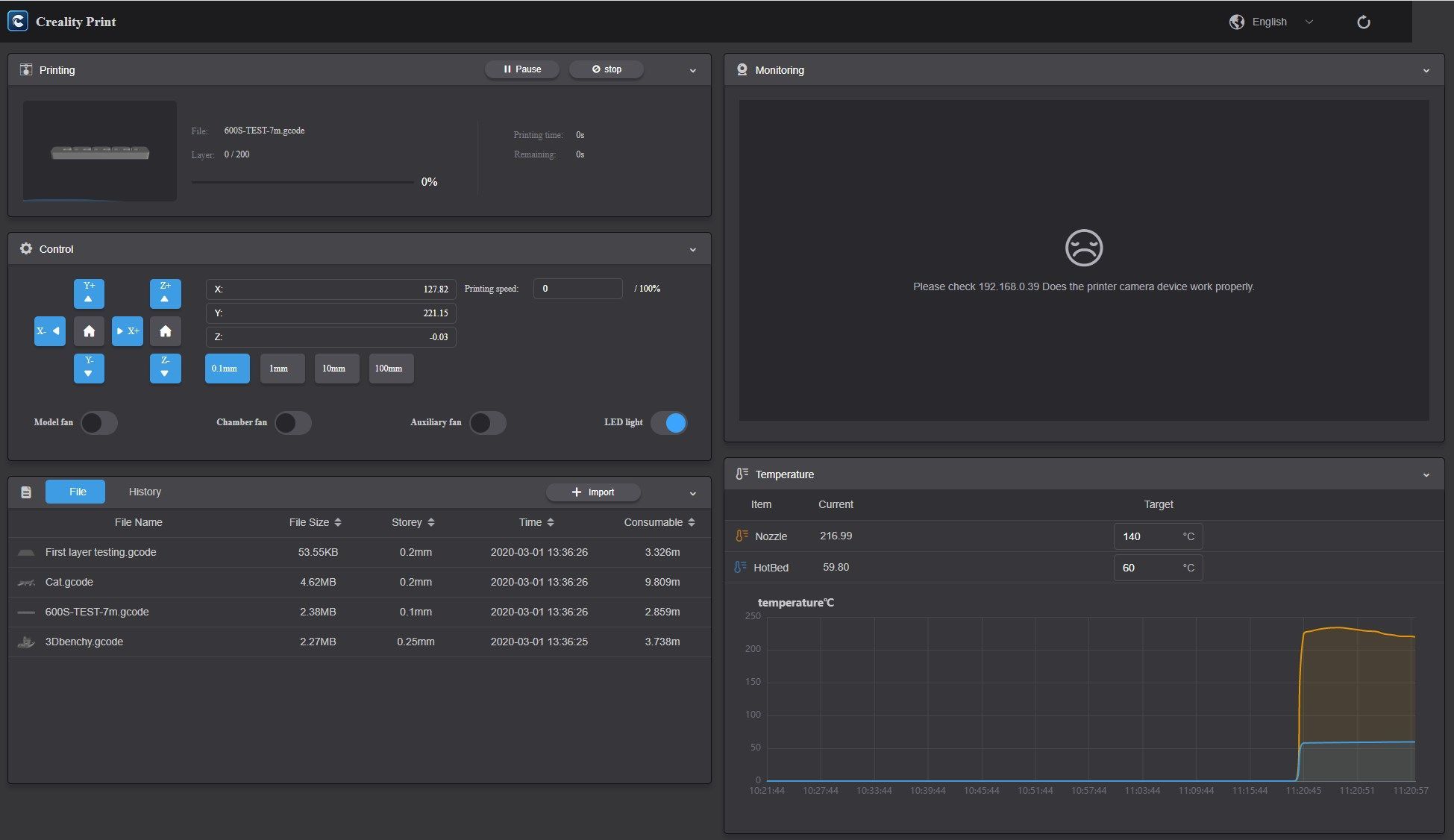
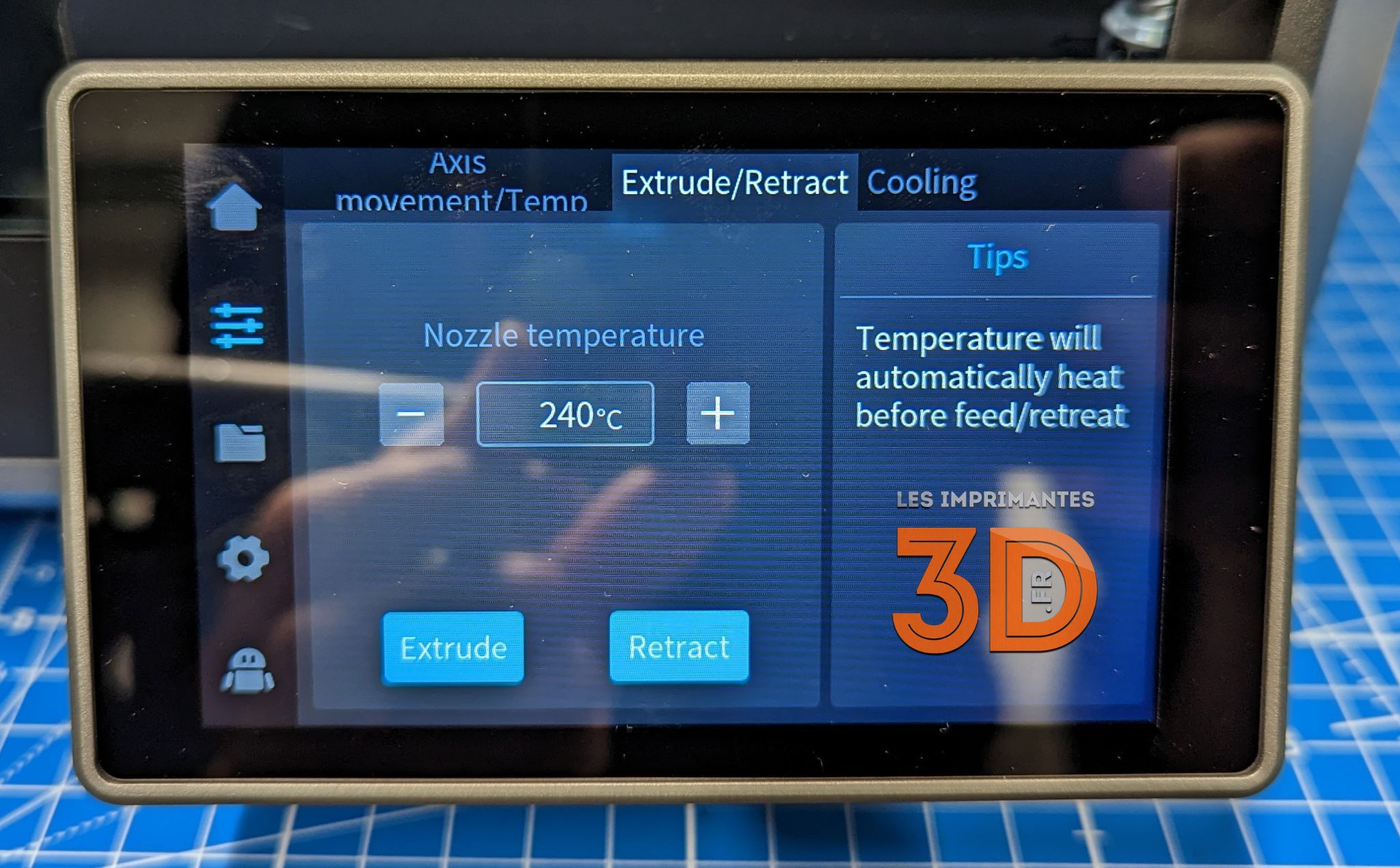
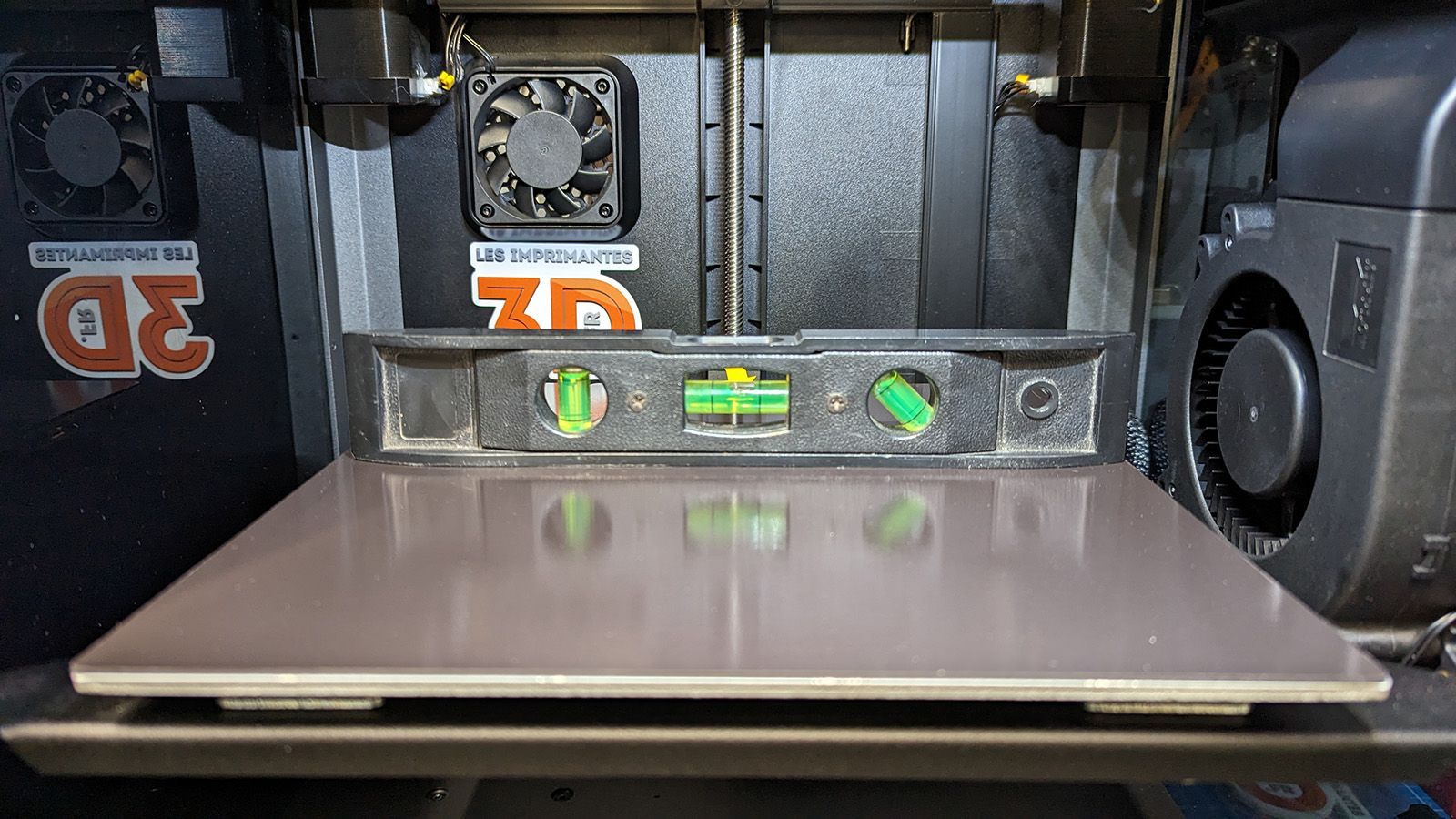
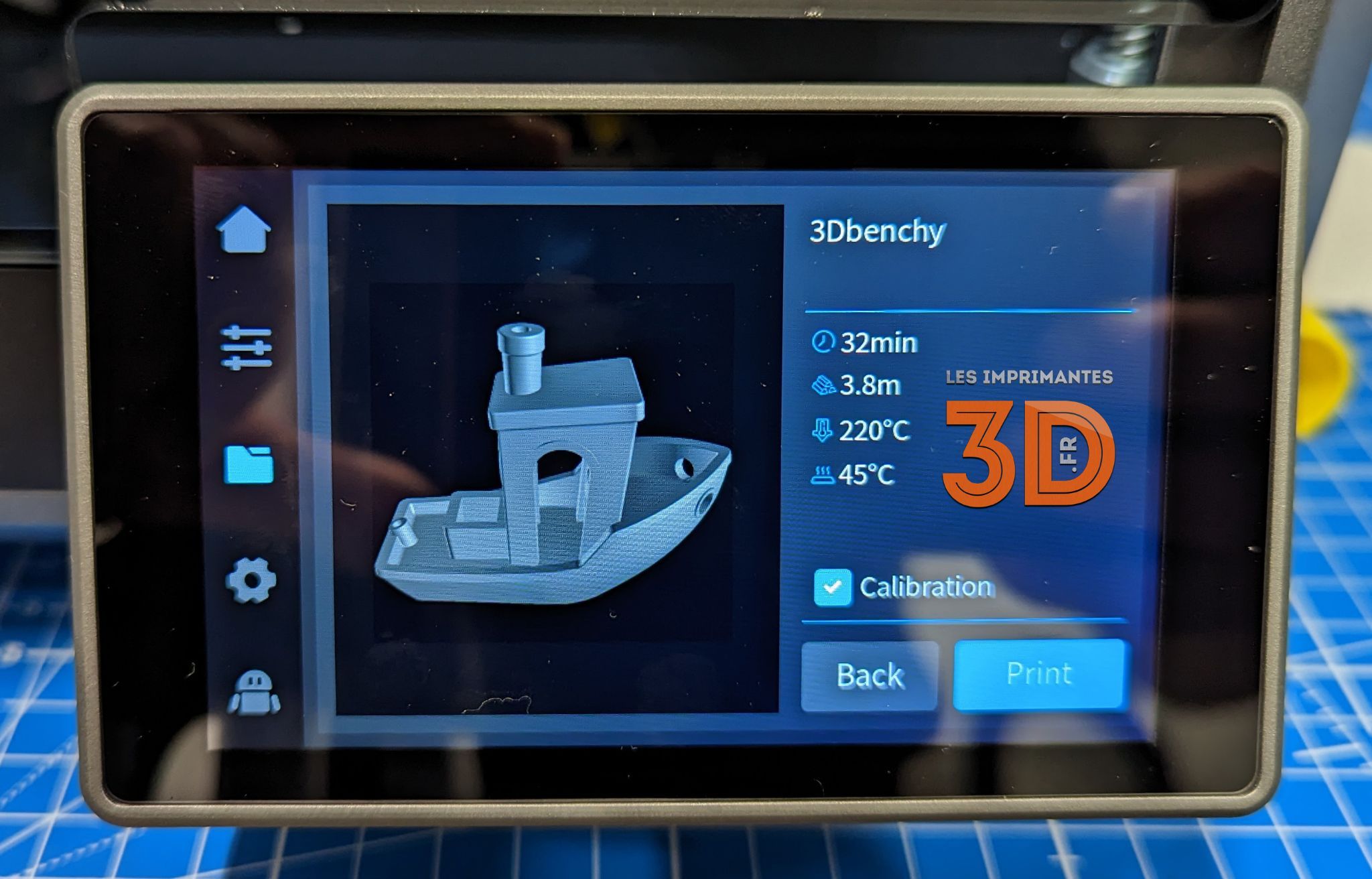
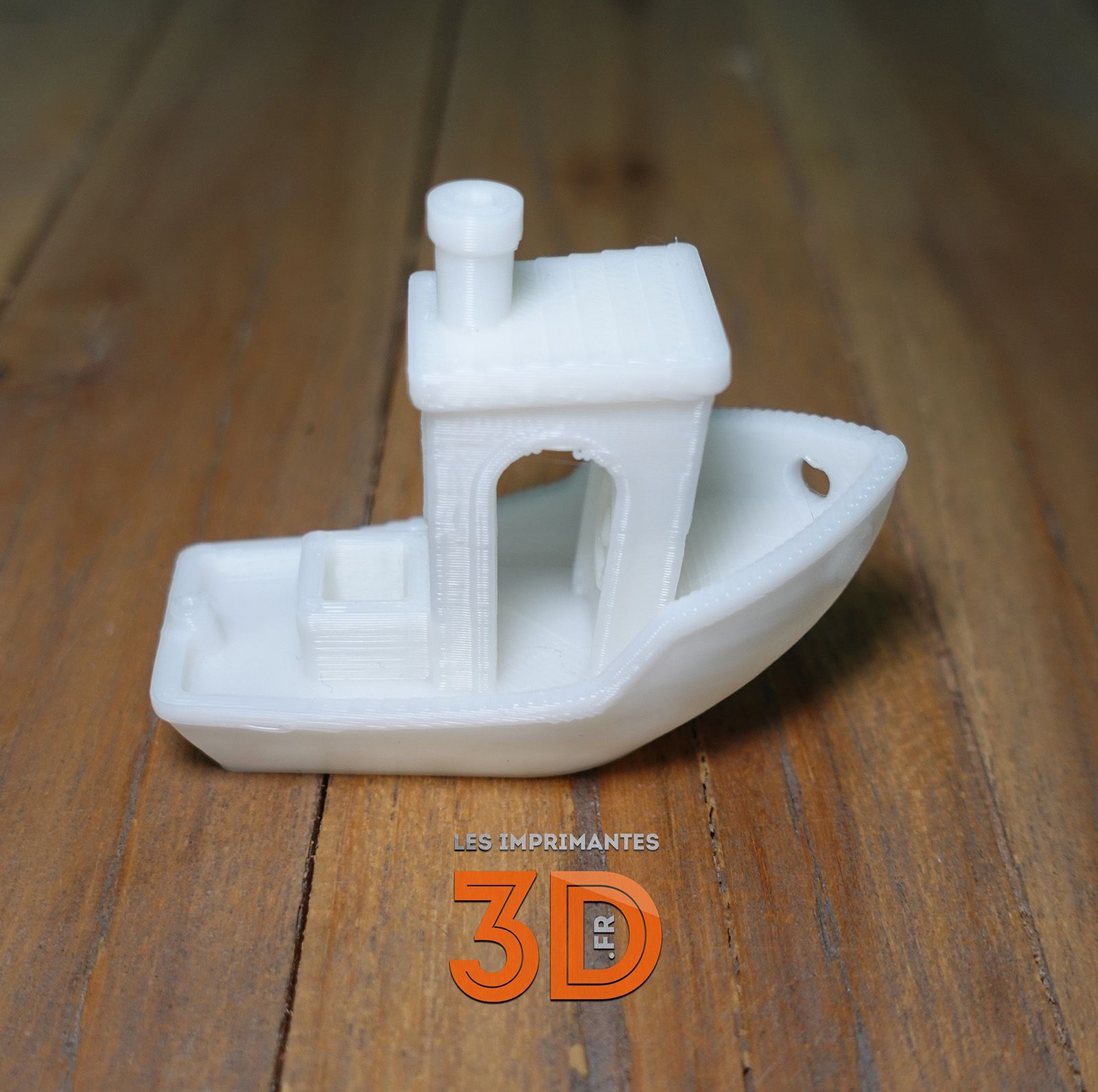
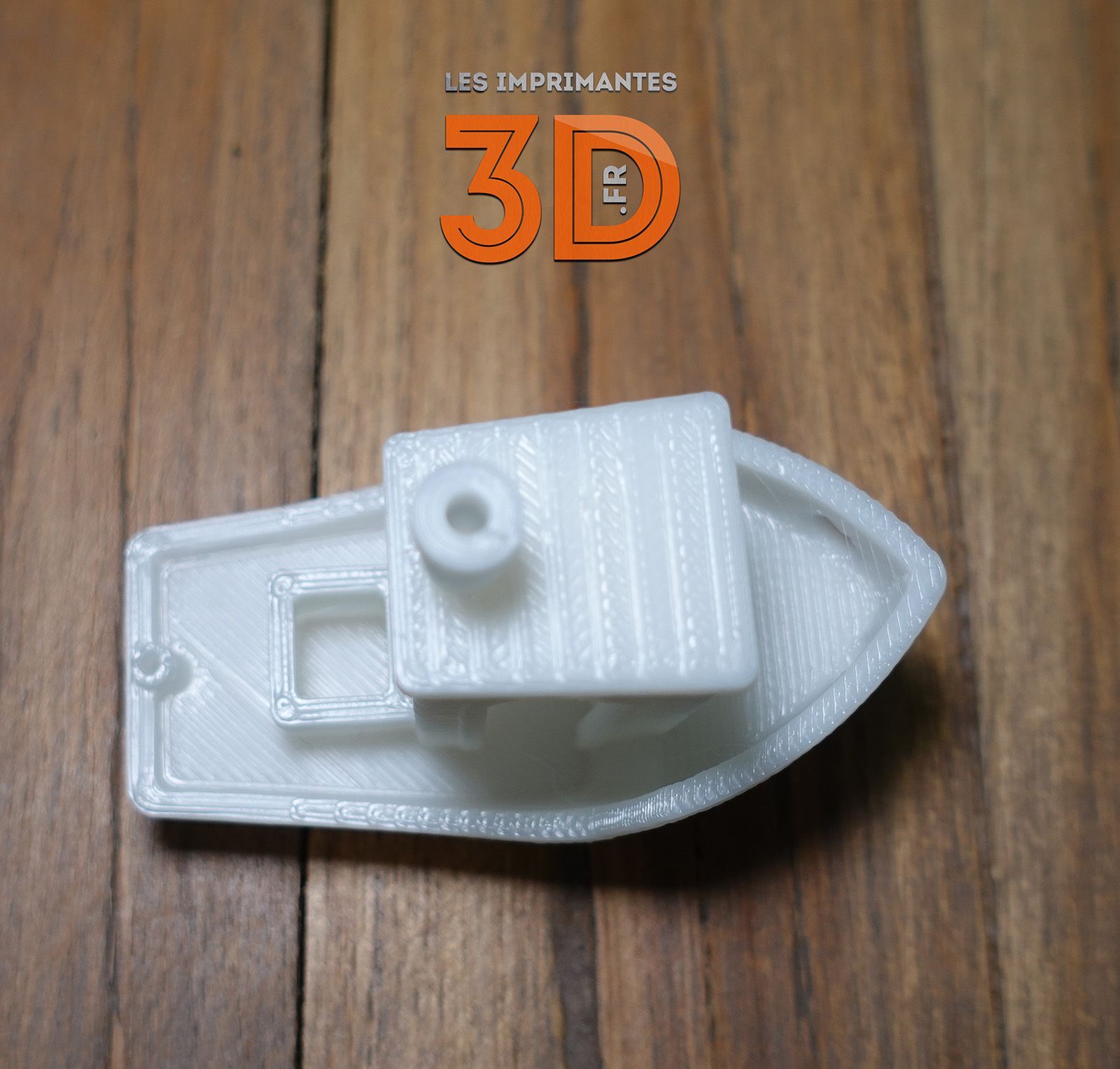
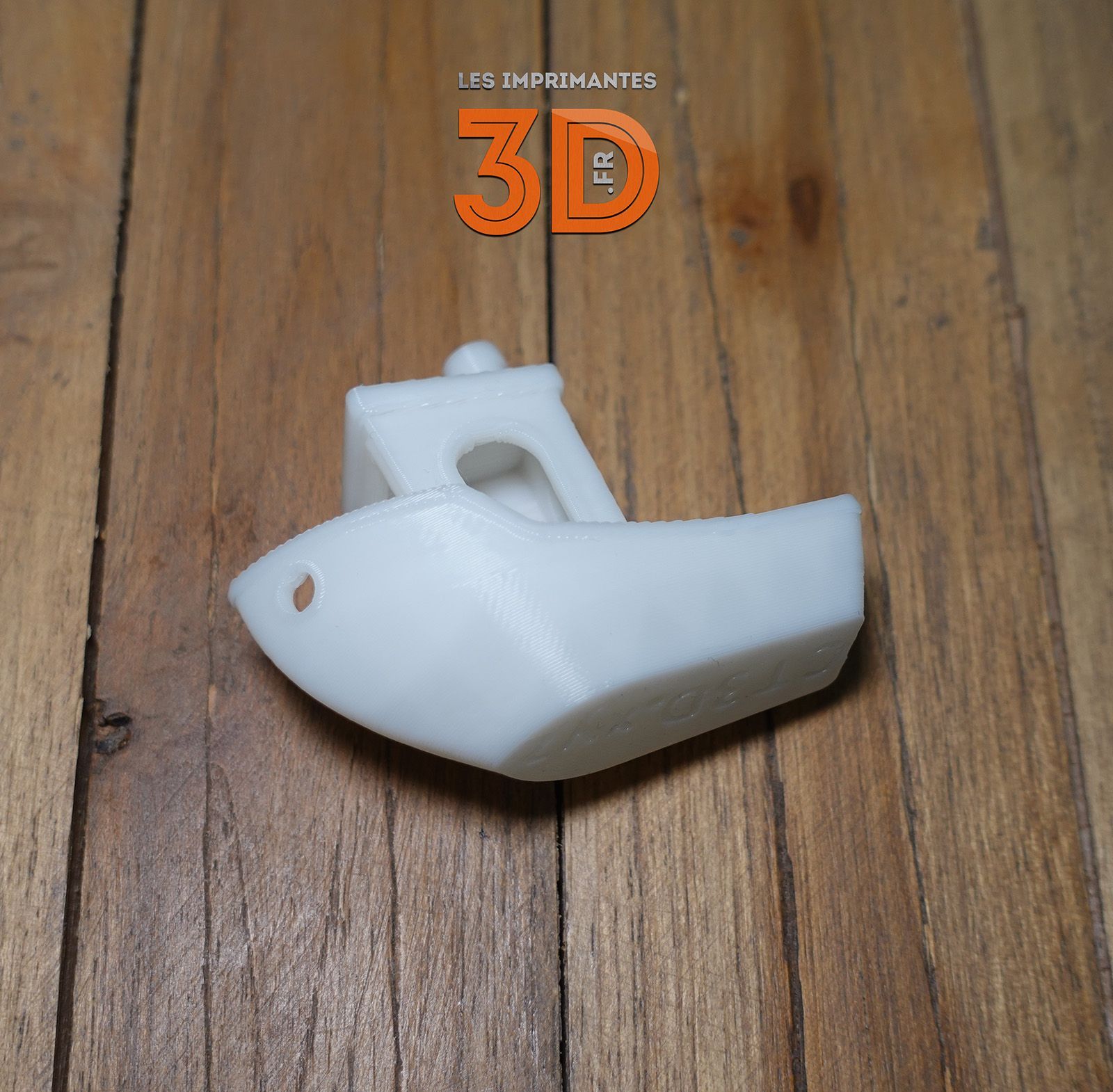
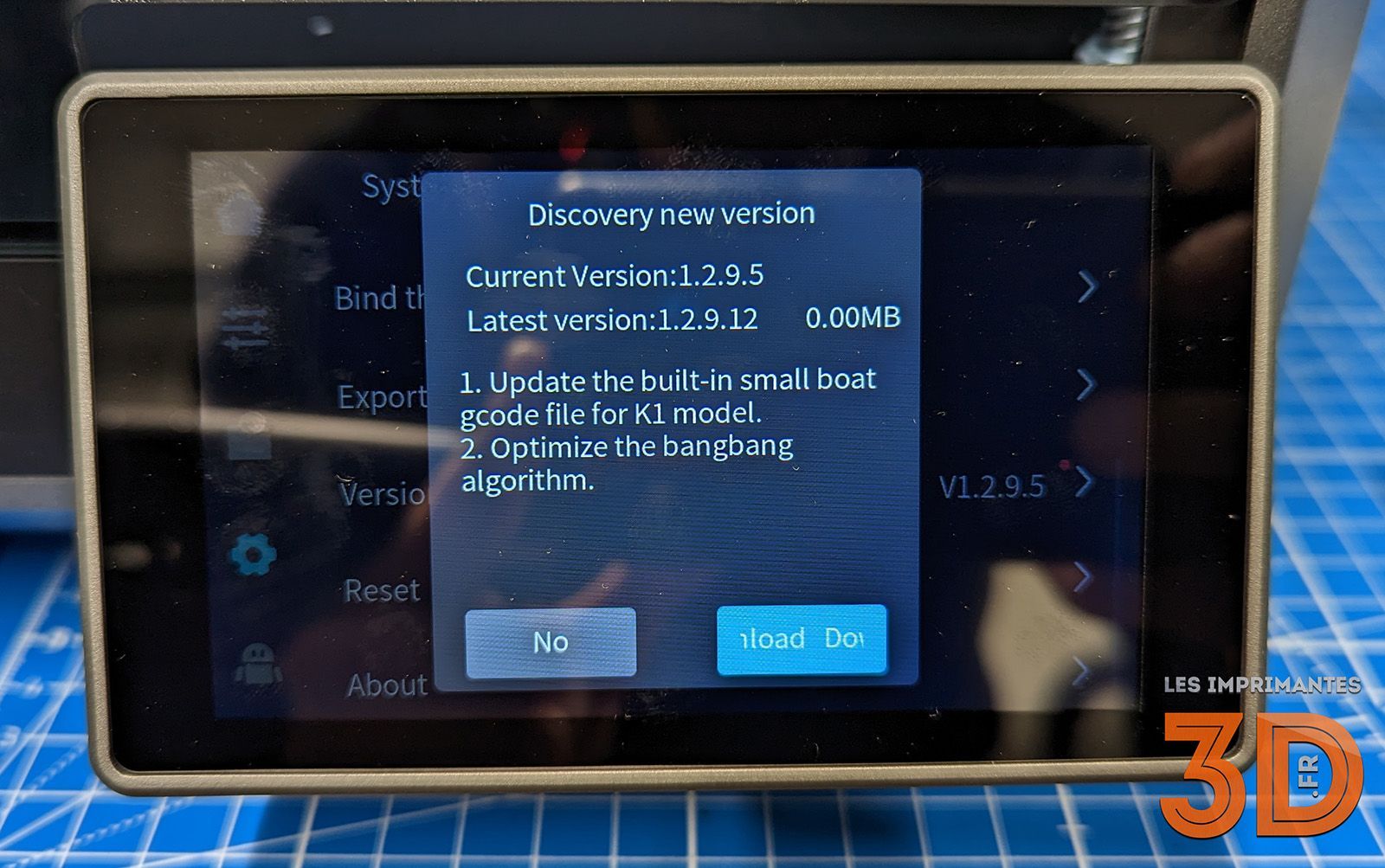
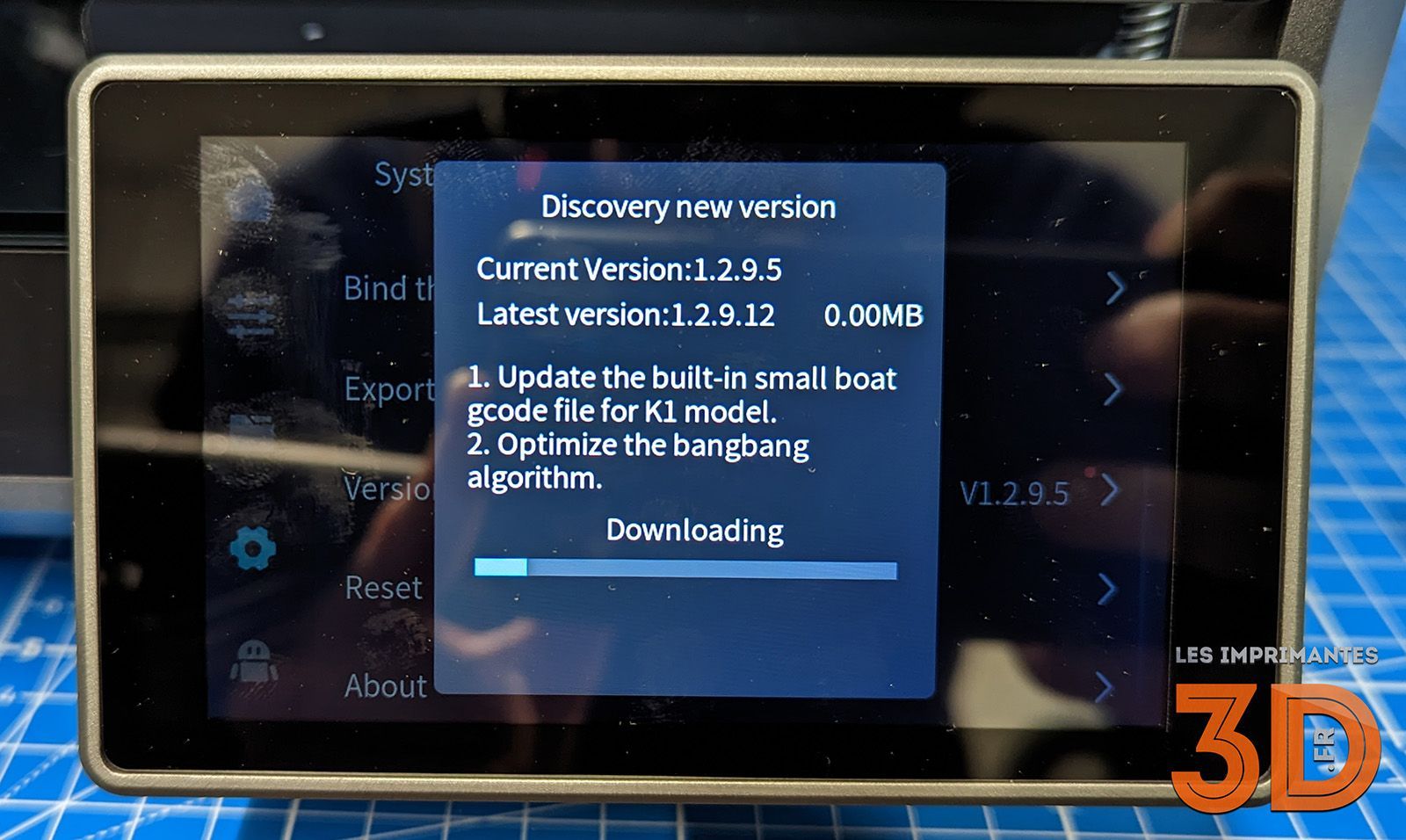
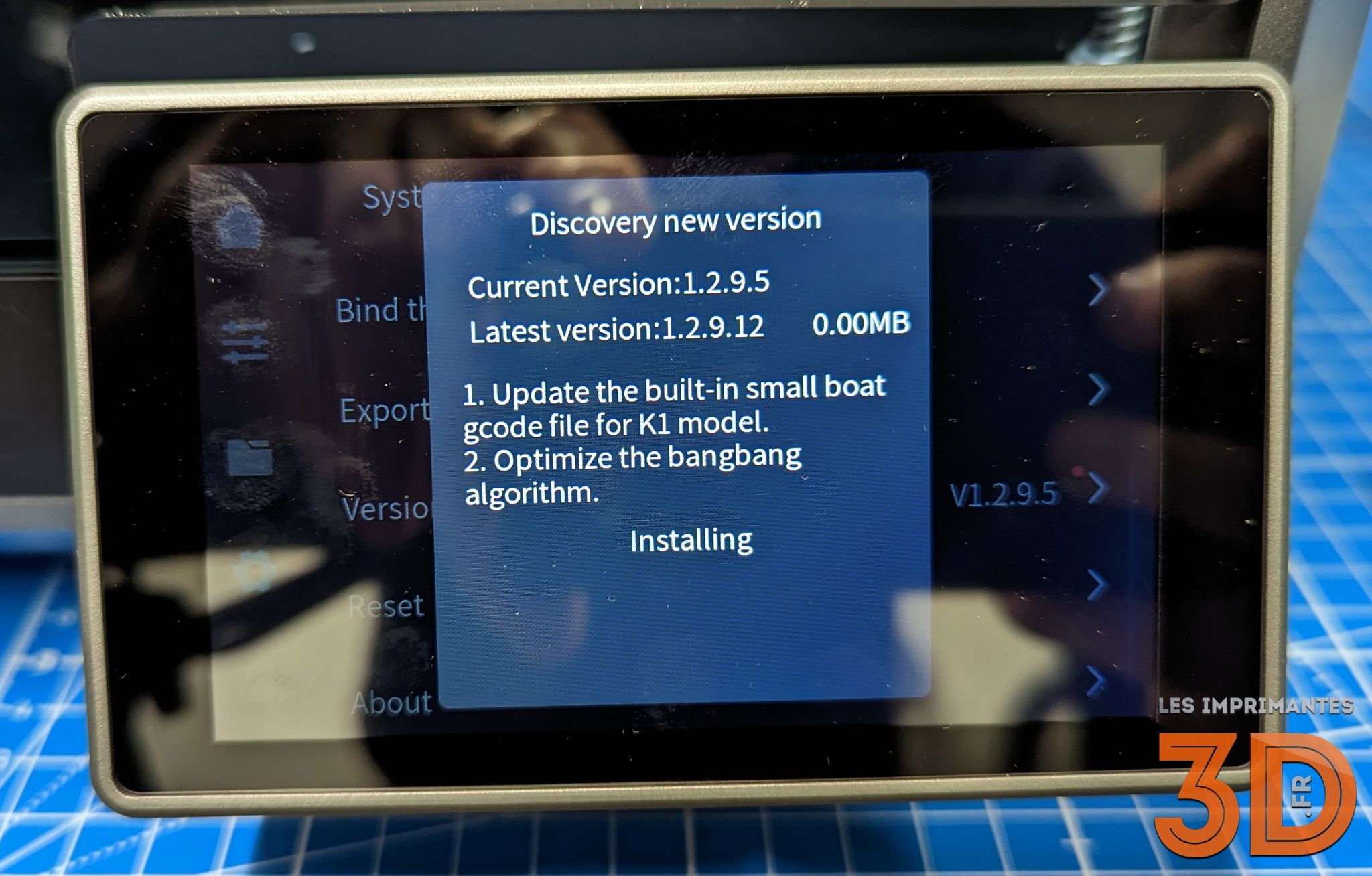
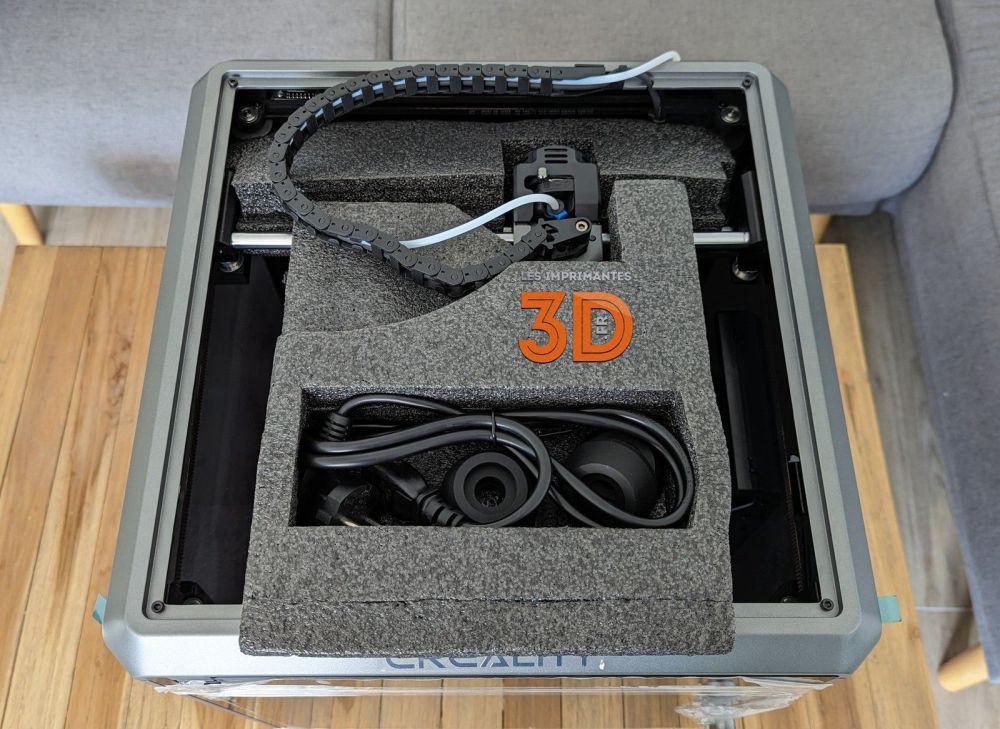
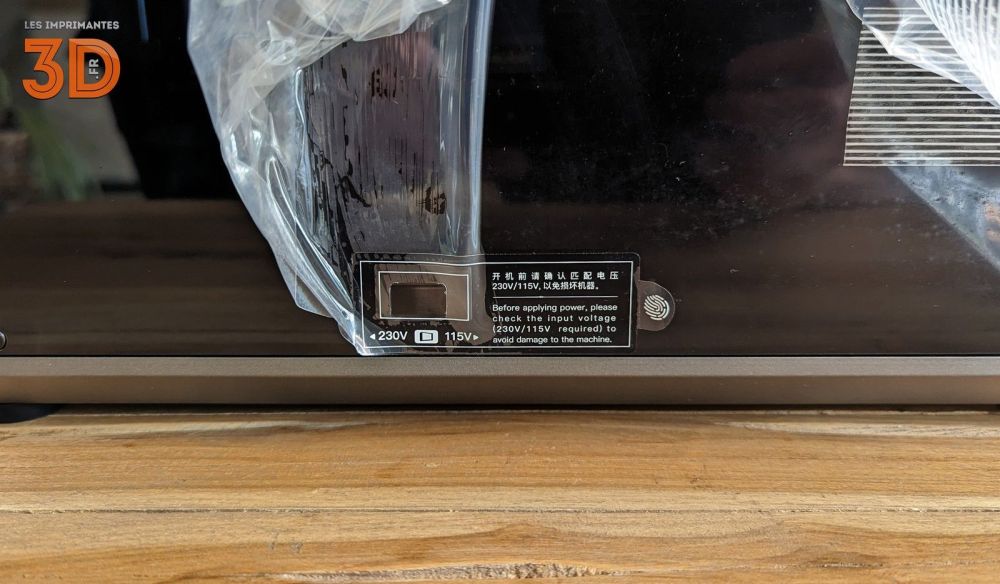
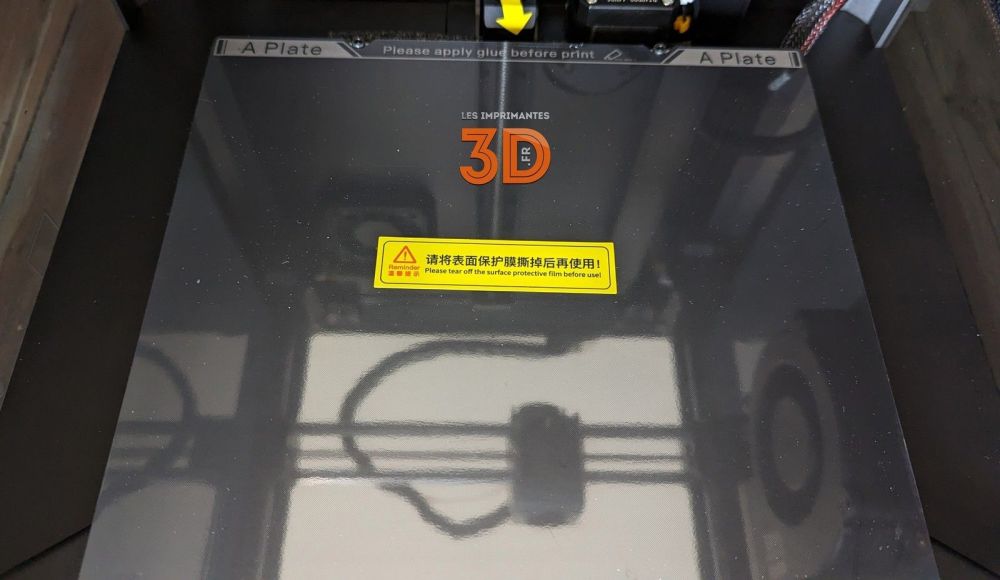
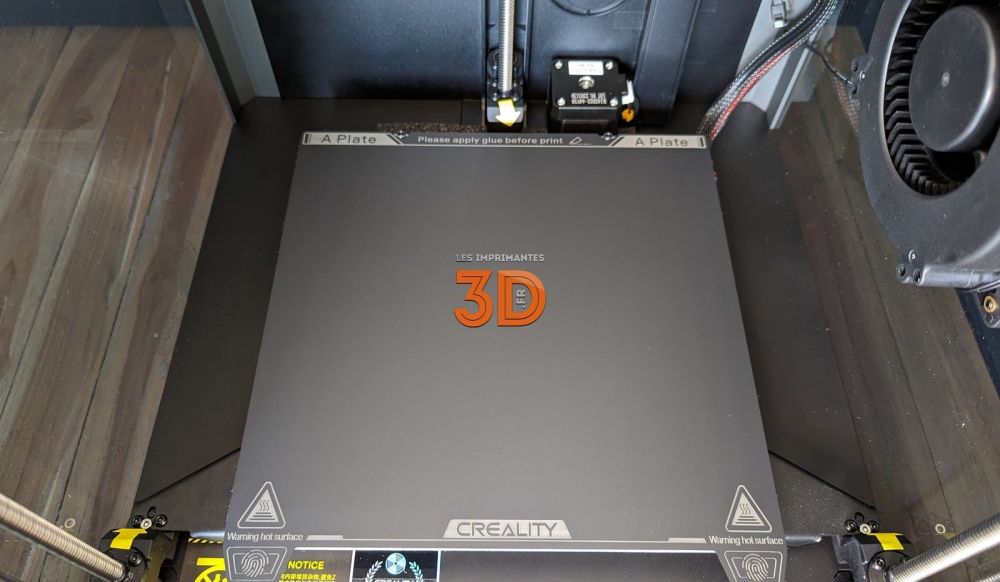
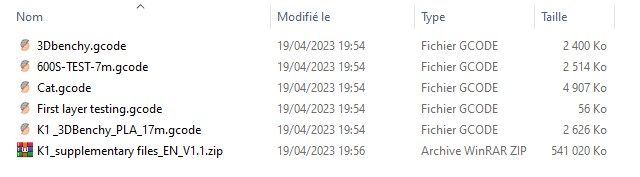
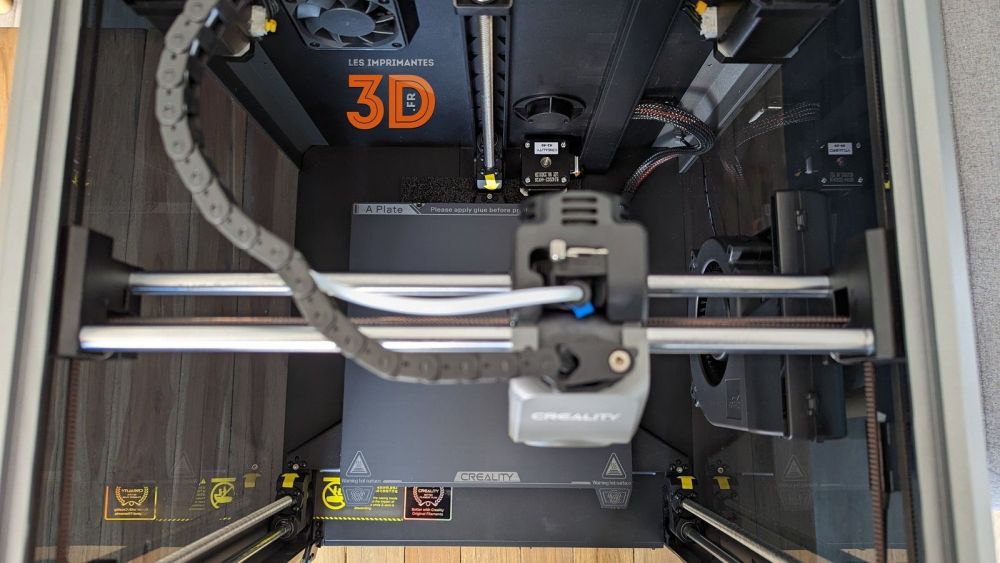
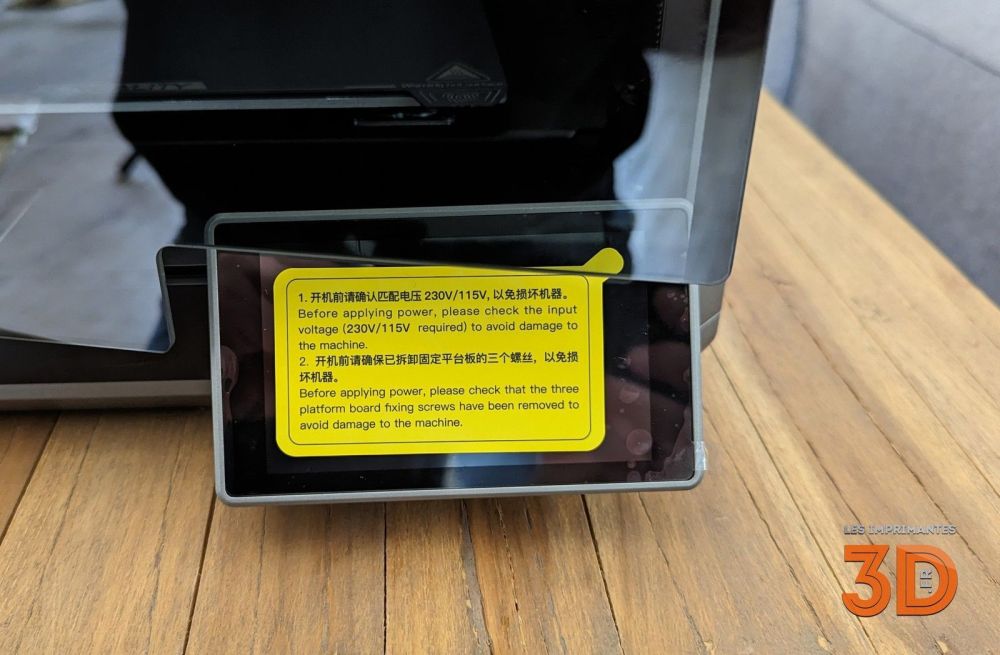
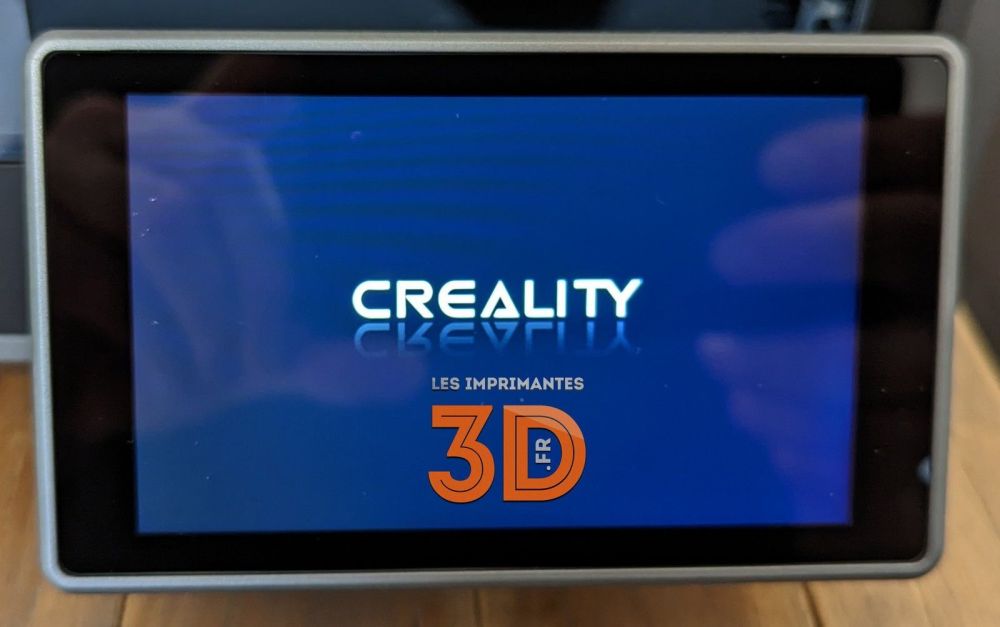
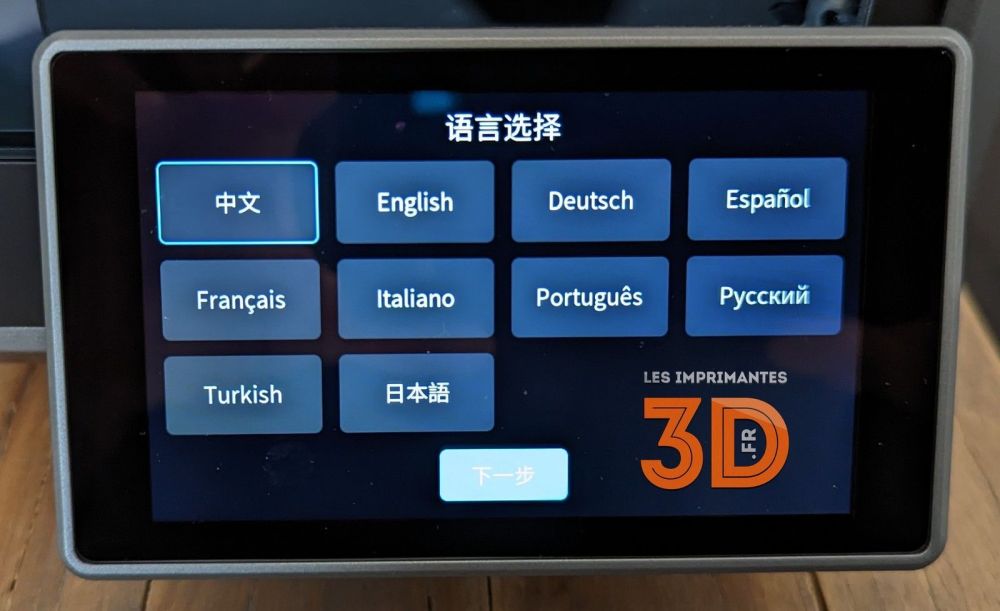
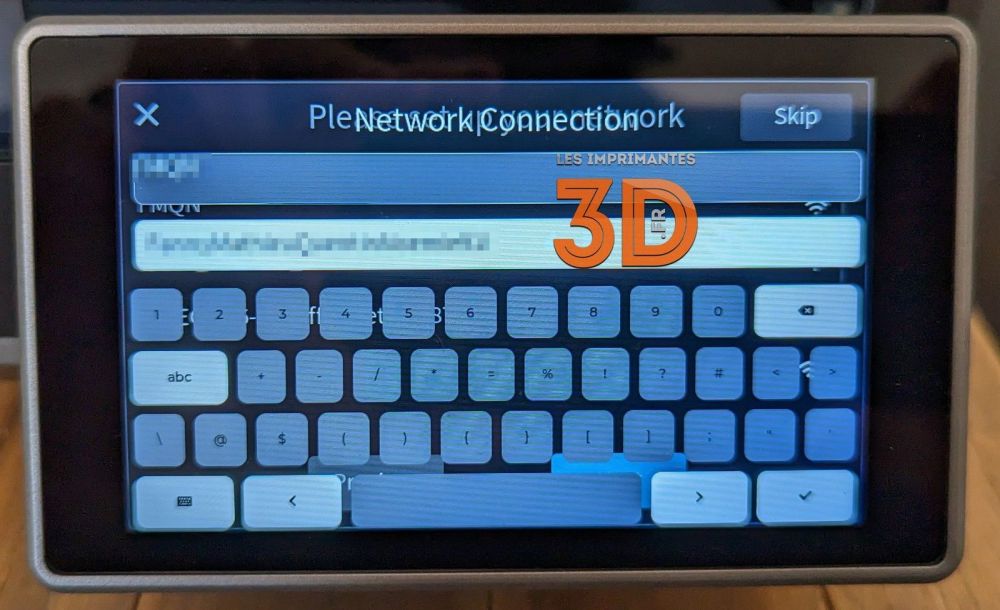
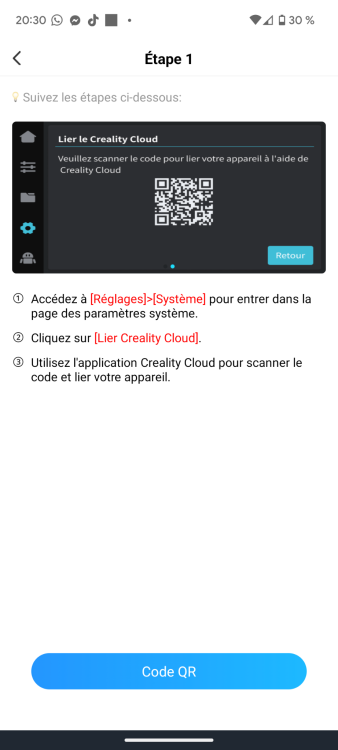
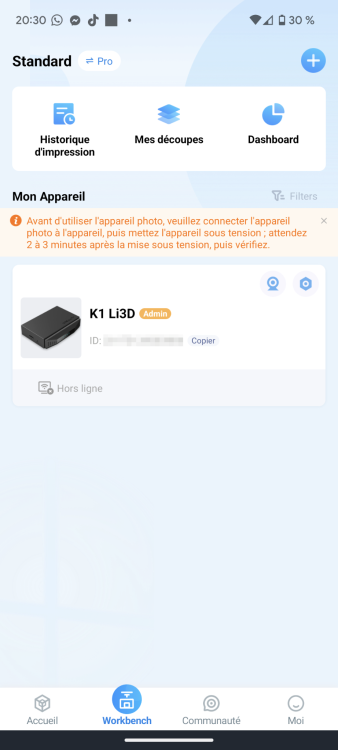
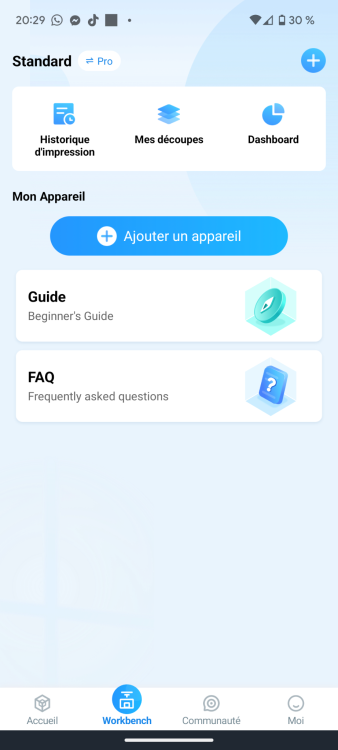
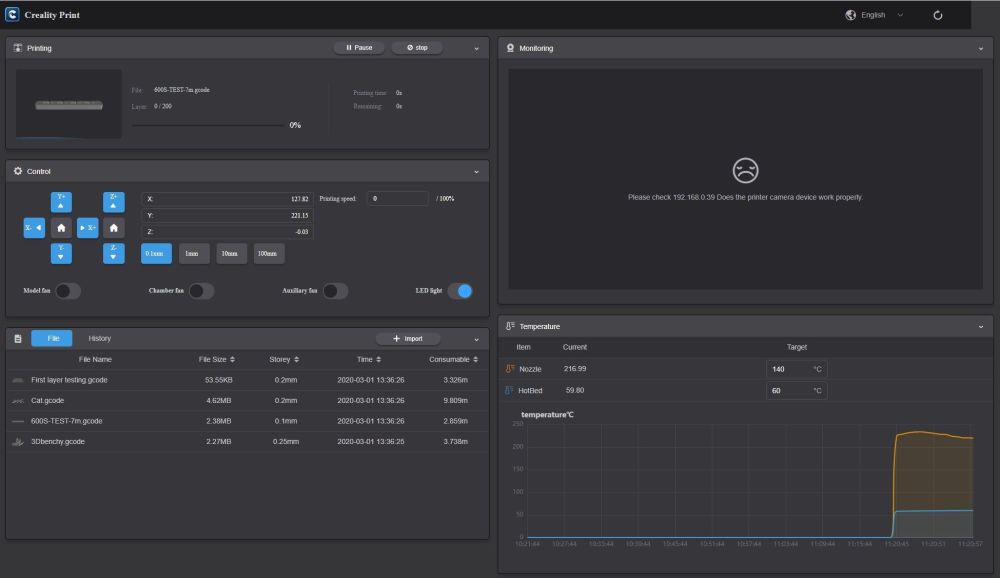
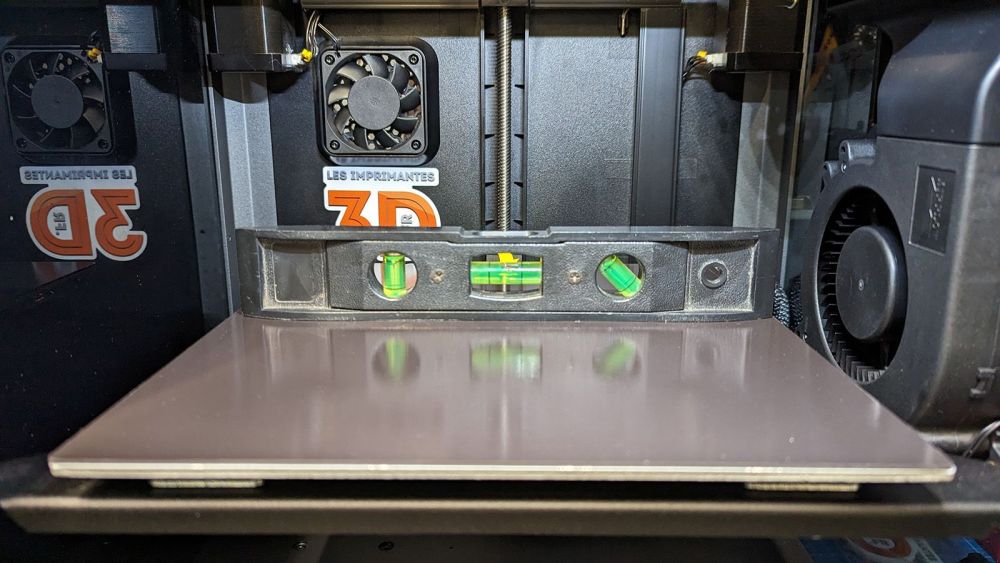
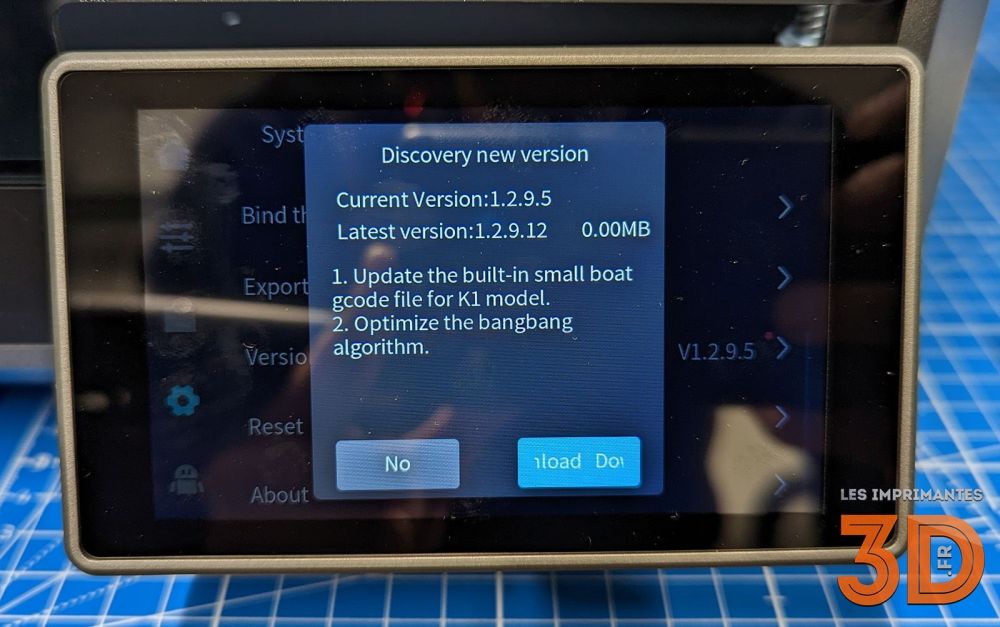
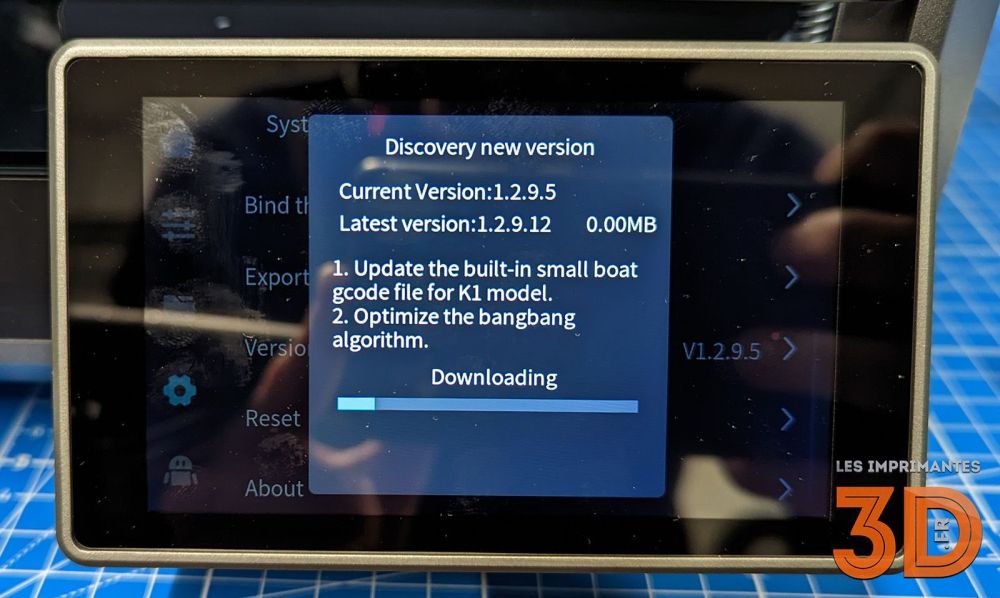
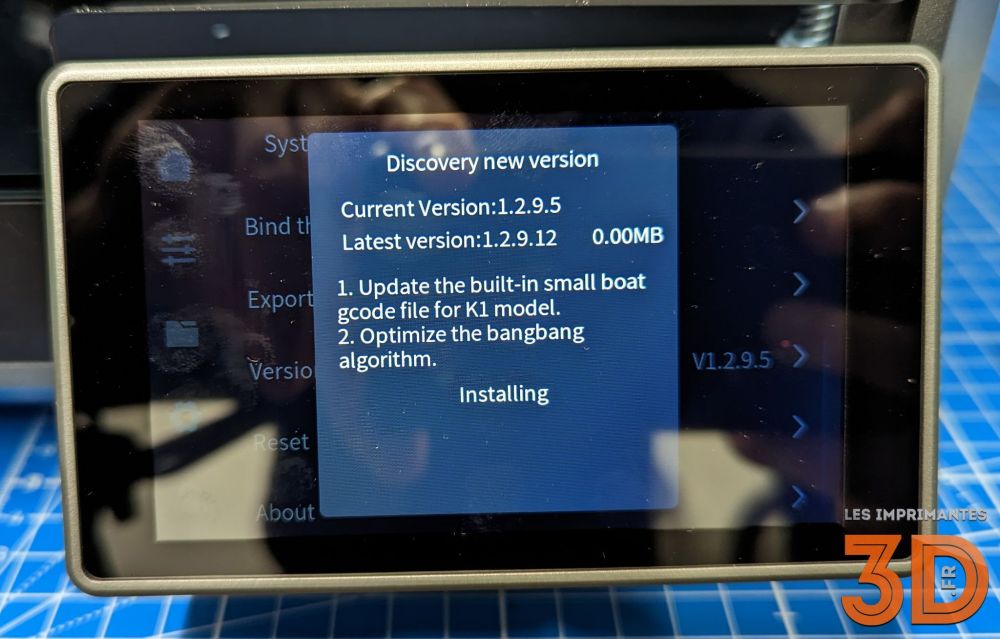
Caractéristiques techniques et liens d'achat Suite à mon post quoi qu'est-ce qui n'a pas tenu longtemps, je vais vous partager ici ma découverte de ma nouvelle imprimante 3D Creality K1 qui, en déplaise à certains, m'a été envoyée par le constructeur... Le carton surprise On commence par la réception d'un gros colis... surprenant et bien lourd, bien plus que ceux de ses concurrentes Bambu Lab P1P et X1C que j'ai et qui vont pouvoir me servir de points de comparaisons ! Il était d'ailleurs accompagné d'un plus petit colis livré par une société de livraison différente A l'intérieur de ce petit colis, 2 bobines de 1kg d'Hyper PLA blanc du constructeur : Unboxing (déballage) de la Creality K1 Et dans le gros colis, une grosse boite en bois aux arêtes en métal Je n'ai pas réussi à la sortir du carton que j'ai donc découpé : J'ai ainsi pu voir son orientation conseillée (qui aurait pu être indiquée sur le carton) et à son ouverture, seconde surprise, encore une boite Elle aussi impossible à sortir. Au passage, je vous ai aussi partagé cette découverte sur les réseaux sociaux : A l'ouverture de cette dernière boite, je n'ai pas trouvé le bébé poupée russe mais le capot de la K1 et un peu de lecture : En dessous, on retrouve l'imprimante bien emballée mais sans trop d'incation contrairement à chez Bambu Lab : Du coup j'ai sorti la machine comme chez Bambu, en me servant de l'emballage qui n'a pas cédé : Une fois sortie de son sachet, la machine est encore bien protégée et on peut voir un carton coincé à l'intérieur : Sur le dessus on retrouve de la mousse qui dissimule le cordon d'alimentation et des pieds anti-vibration : En décollant les protections des façades en plexi, j'ai vu un autocollant "important" que j'ai recollé par la suite. Il indique l'emplacement du sélecteur de tension : Enfin déshabillée de tous ses films, la K1 a quand même de la gueule : En ouvrant la porte, on découvre un dernier bout de mousse qui maintenant le carton que j'ai retiré de l'intérieur : Après l'avoir retiré, on peut lire quelque stickers sur le châssis et lit d'impression : On suit donc les instruction pour avoir accès à la "cool plate" Creality sur laquelle on peut lire qu'il faut mettre de la colle, comme chez Bambu Lab. C'est un peu un retour en arrière pour moi mais c'est obligatoire puisqu'on ne peut pas chauffer le lit trop fort dans une enceinte fermée : Les accessoires Avant d'attaquer le "montage", jetons un oeil au contenu du carton d'accessoires et à la "paperasse" : Il y a donc : des outils principalement utiles pour la maintenance de la machine de la colle en baton une clef USB de 16Go qui contient : Contenu du ZIP : de la graisse une pince coupante une spatule en plastique (pour ne pas abimer le revêtement autocollant du bed) le support de bobine l'écran (couleur et tactile) un échantillon de PLA blanc C'est donc un peu moins complet que ses concurrentes Bambu, notamment pour le spare. Côté papier, on retrouve une notice très courte en plusieurs langues dont le français, le certificat de garantie, la carte du service après vente et des autocollants que mes enfants ont déjà piqués Montage de la K1 On peut enfin passer au montage de l'imprimante que je qualifierais plutôt de préparation tellement c'est simple et rapide. Ca tient sur une page de la notice dont on pourrait se passer puisque tout sera rappelé à l'écran lors de la mise en route, un peu comme chez Bambu... Il faut dans un premier temps retirer les 3 vis qui sécurisent le plateau afin d'éviter qu'il bouge durant le transport. Elles sont pointées par des autocollants jaunes en forme de flèches bien visibles : Ensuite, il faut brancher l'écran à une nappe que j'ai peiné à sortir du châssis à la pince à épiler C'est une nappe "sécurisée" comme sur la X1 Carbone et contrairement à la P1P qui était moins bien lotie sur ce point. Elle se connecte sans peine et on peut fixer l'écran dans ces glissières : L'écran (qui n'est pas inclinable comme sur la X1C mais bien plus sexy que sur la P1P) nous rappelle de bien vérifier la tension d'alimentation (230V pour l'Europe) avant la mise sous tension : Vous remarquerez que la vitre de la porte est découpée pour passer au dessus de l'écran, ce qui ne la rend pas hermétique, tout comme le long des charnières : Pour finir, il faut visser le support de bobine : Mise en route A la mise sous tension, le logo du constructeur s'affiche sur le bel écran : On est ensuite invité à sélectionner la langue de l'interface mais un message en chinois empêche cette action : Le message fini par disparaitre et on peut sélectionner sa langue favorite (anglais pour moi...) : Comme je vous le disais, à l'écran suivant le didacticiel nous invite à vérifier que le lit est bien "libéré" : Et qu'il n'y a plus de mousse dans l'enceinte de la zone d'impression : Connexion au Wi-Fi Niveau connectique, la K1 ne propose qu'un port USB Type A (pas d'Ethernet RJ45). Cependant, un contrôleur WiFi (2,4Ghz uniquement) permet de la connecter à internet sans fil. C'est ce que nous propose ensuite l'écran de faire : L'écran est réactif et la saisi de la clef se fait sans problème. On remarquera juste un petit bug d'affichage en haut. Au passage, la machine répond en SSH mais les identifiants ne sont pas (encore?) communiqués. Il y a également une interface web (responsive qui s'affiche aussi bien sur PC que smartphone ou tablette) : On peut ensuite choisir le fuseau horaire pour que l'heure affichée soit correcte : Creality Cloud L'étape suivante est facultative et permet de lier l'imprimante à son compte Creality Cloud. Je l'ai fait depuis l'application du même nom sous Android. Il suffit de se rendre dans l'onglet Workbench et de cliquer sur ajouter un appareil pour être invité à scanner le QR Code affiché sur l'écran de l'imprimante : Self Inspection Le premier démarrage se termine par une auto inspection : Et un message qui nous indique que tout est enfin terminé avant de se retrouver à l'écran d'accueil : La première impression 3D (le fameux benchy) Avant de lancer la première impression, il faut déverrouiller l'extrudeur afin d'insérer le filament grâce au levier ton la position est indiquée par un cadenas ouvert ou fermé : Pour être sûr que le filament est bien engagé et purger l'ancien, on peut faire extruder depuis l'écran : Il faut aussi badigeonner le lit de colle et le poser sur son plateau qui a l'air bien plat : La partie amovible est bien évidemment aimantée et guidée par 2 vis (que vous pouvez voir sur les photos précédentes de l'unboxing). C'est tout bête mais finalement plus efficace que les guides chez Bambu Lab qui permettent plus de jeu, nécessitant parfois de repositionner le plateau. On peut enfin lancer l'impression en sélectionnant le fichier depuis l'écran, avec ou sans calibration préalable : Je vous mets la vidéo du print en vitesse réelle : Ainsi qu'en timelapse : Faute de caméra, j'ai réalisé le timelapse à la main avec la vidéo de mon appareil photo numérique. Quand on est habitué à en avoir une, tant pour les timelapse que le monitoring, ba ça manque... A la fin de l'impression on est notifié à l'écran sans avoir la durée du job : Il faut aller dans l'historique pour avoir la durée d'impression : Le fail c'est juste que j'avais bidouillé le levier de l'extrudeur pour faire les photos et que je l'avais laissé ouvert... Sans monitoring, visuel ou par IA, l'impression s'est déroulé le plus tranquillement du monde sans filament Sinon, niveau qualité, le print est vraiment bon ! Il n'y a que l'arche qui n'est pas parfaite avec un tout petit peu de filament qui pendouille. Première impression La K1 est un peu pénible à déballer mais c'est pour sa sécurité ! Il n'y a pas réellement de montage, juste installer les éléments fragiles (écran et support de bobine). Comme chez Bambu, on est pris par la main, aussi bien avec la notice que le "wizard" sur l'écran. C'est rapide, efficace et rassurant pour les débutants ! La machine a l'air bien finie, entre la X1C et la P1P à première vue. Mise à jour du firmware (flash) Avant d'enchaîner les prints suivants, j'ai vu qu'un nouveau firmware (version 1.2.9.12) était disponible sur la page produit officielle. Je n'ai pas trouvé de documentation au sujet de l'installation de ce firmware au format img. Mais, en fouinant dans les menus de la machine pour vérifier la version installée, ça m'a proposé la mise à jour quand j'ai cliqué sur la version actuelle ! On peut voir que ça améliore le gCode du benchy de la mémoire interne ainsi que l'algorithme de résonnance (enfin j'imagine vu le nom). Le téléchargement et l'installation n'ont duré que quelques minutes : A la fin de l'installation, les réglages ont été préservés ainsi que l'historique des prints

















































 4 points
4 points -
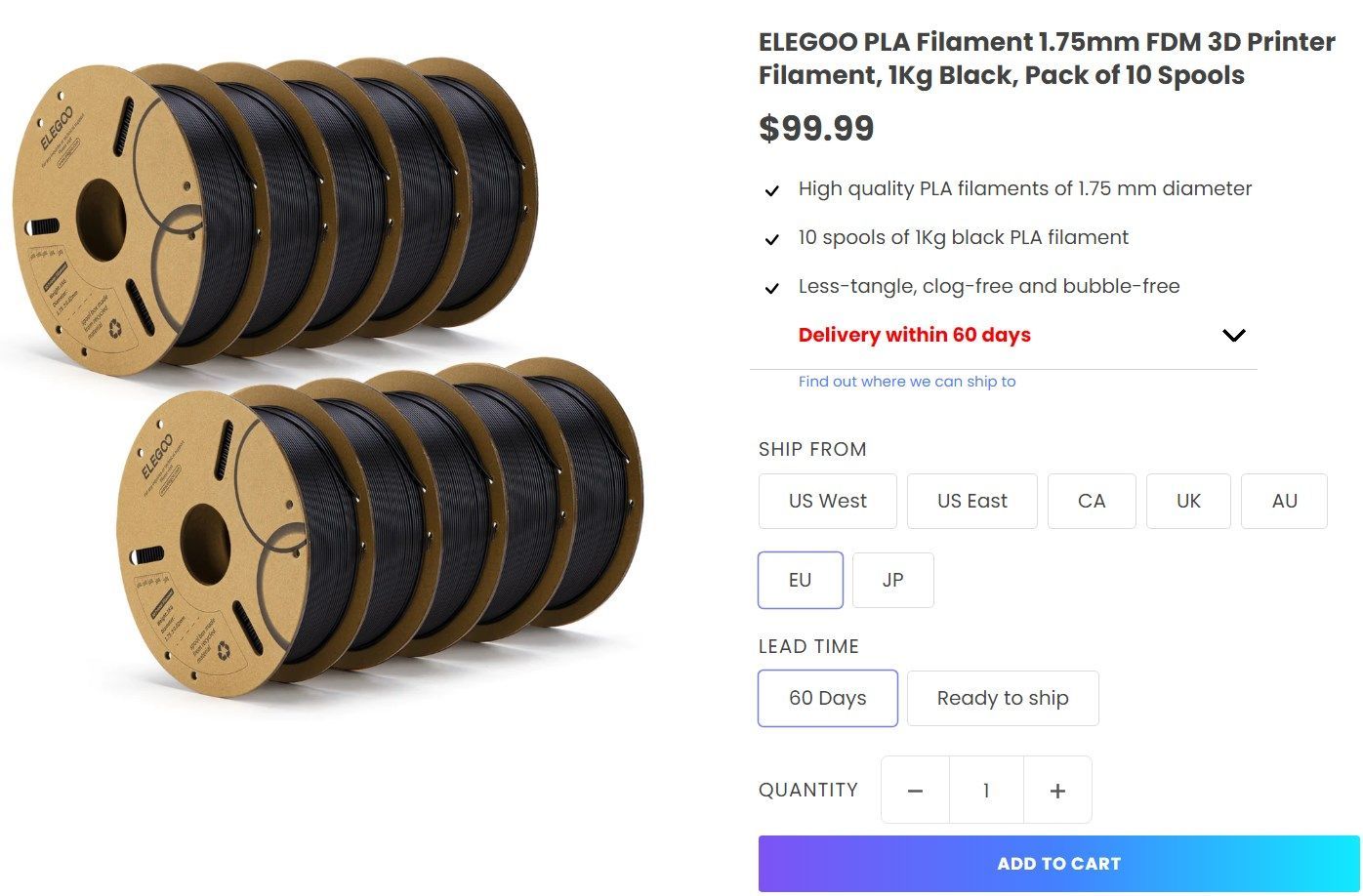
Ah ... donc vous faites les malins mais en fait vous avez juste acheté 2kg de PLA pour 650 euros ... A votre place je la ramènerais moins !!! (Qui a dit "oh le jaloux !!!" ... oui et alors ?)4 points
-
C'est normal, après ta réponse qui à été supprimée à @fran6p2 points
-
Donc il n'est pas dégraissé correctement : eau chaude + liquide vaisselle pour le grand nettoyage et alcool isopropylique à 99% pour le nettoyage courant. C'est carrément de la mauvaise foi, les modérateurs modèrent, mais ne filtrent pas les messages. Comme tu dis que la buse ne touche pas le plateau et comme tu n'as pas de système de mise à niveau automatique : est-ce que tu as bien refait un réglage complet du plateau (avec la feuille de papier) dans les 4 coins (et à chaud) ?2 points
-
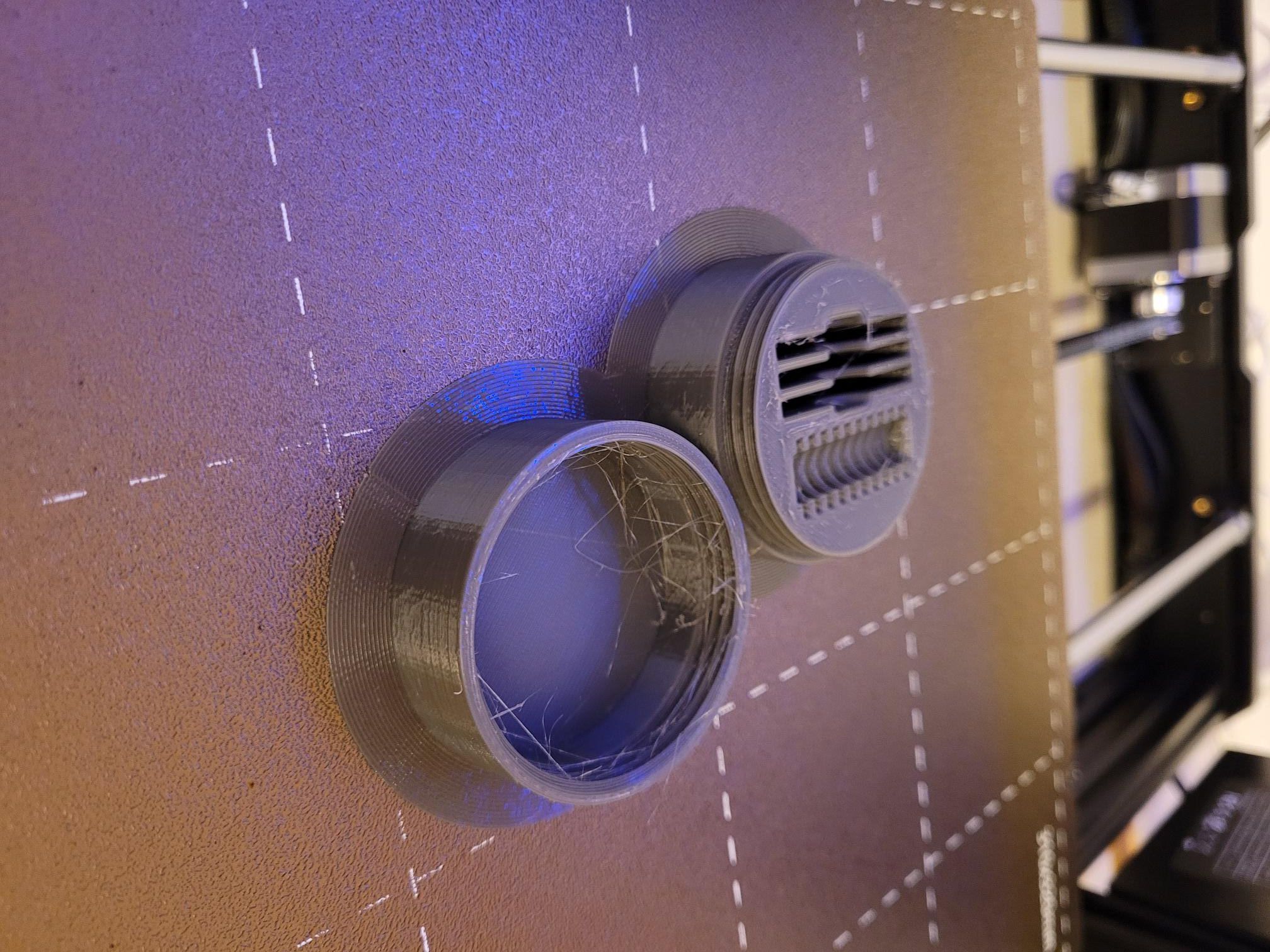
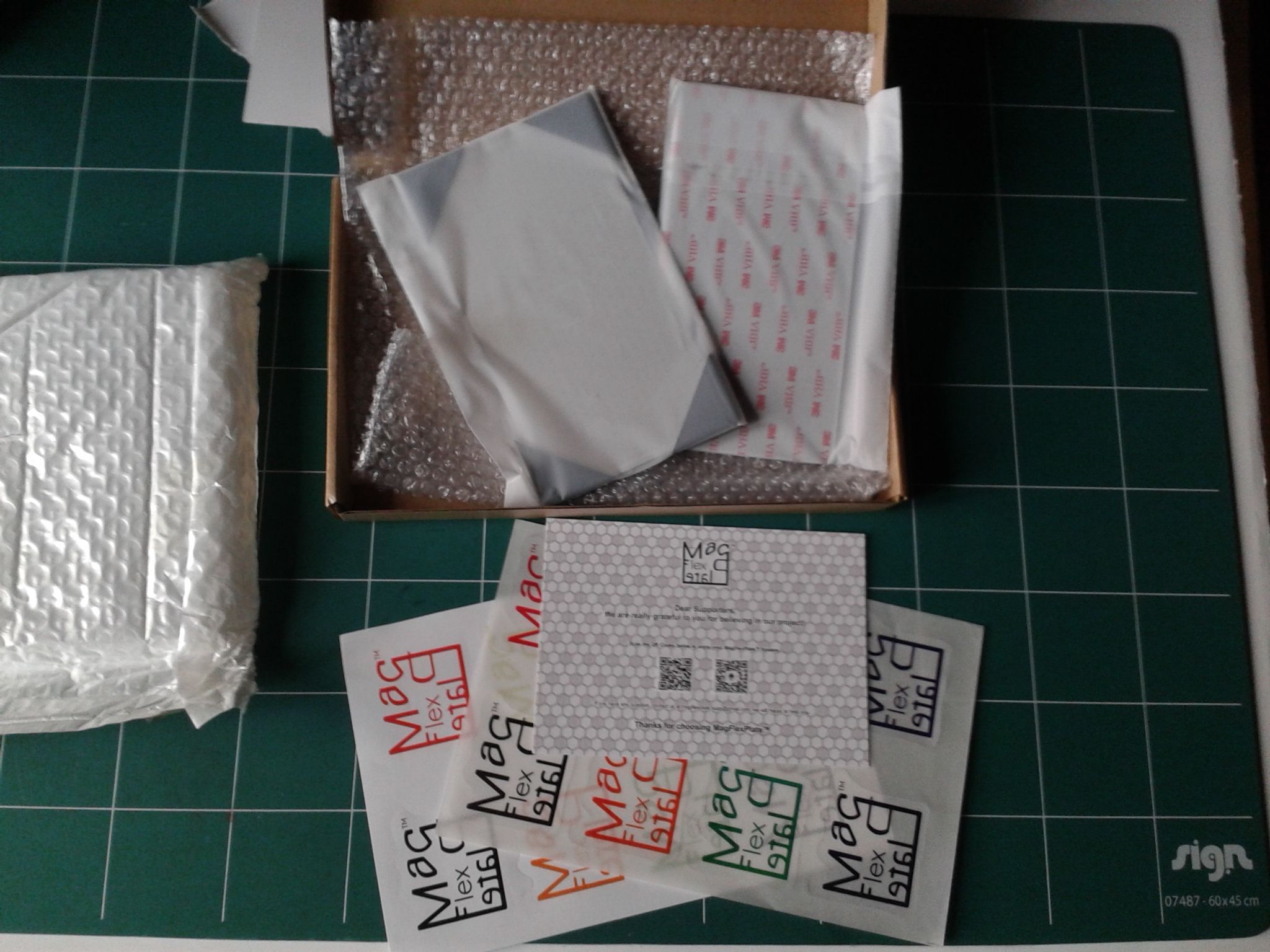
Hello, Impression en PTEG OK à 235°. J'ai eu un décollement sur une première tentative avec le plateau à 70°, aucun problème à 80° (mais j'ai mis un petit coup de 3DLac). Sans suppport le pas de vis passe nickel, l'ajustement entre le couvercle et la boîte est parfait. https://www.thingiverse.com/thing:2722882 ++



 2 points
2 points -
Tout bon, même la contrepèterie2 points
-
Au grand pire, je vous l'accorde c'est pas fun, mais l'imprimante continuera de fonctionner sans mise à jour et sans cloud2 points
-

From the album: Print-In-Place
Imprimante 3D I3RS32 MakerFr - Filament SOVB3D PLA Jaune - Print-In-Place - Excavator : https://www.printables.com/fr/model/253208-print-in-place-excavator2 points -
Ton article est ancien, il date de 2015. Sur le site que j'ai mentionné, il est indiqué qu'actuellement c'est 97 capsules sur 100 qui sont recyclées. Si tu veux pointer du doigt des pollueurs, alors pointe-le vers le Qatar, le Koweït, Émirats arabes unis, Brunei, Bahrain, Arabie saoudite, qui sont les premiers pays pollueurs par rapport au nombre d’habitants. Et vers les États-Unis, la Chine, Inde, Russie, Japon, Iran, qui sont les pays les plus pollueurs au monde. Laisse donc @paule.laur boire son café comme il en a envie.2 points
-
Reste plus qu'à attendre que ça sèche pour pouvoir enlever l'herbe qui à volée partout, mettre une couche de verni mate et mettre en peinture les led sous la dalle en rouge.







 2 points
2 points -
Nouvelle imprimante Sovol SV07 en approche : https://sovol3d.com/products/sovol-sv07-klipper-direct-drive-3d-printer-print-speed-250mm-s?sscid=51k7_a1ydn&1 point
-
Bonjour Ce n'est pas contradictoire ça ? Être à la fois favorable au développement durable et très intéressée par les Nespresso... ce qui existe de plus polluant et de moins durable dans le café ? C'est antinomique !1 point
-
Bien joué Mais alors (tu as réussie a apprivoiser des petite araignées ou) c'est des morceaux de vraie toiles d'araignée que tu a délicatement "relocalisé" ou c'est autre chose ?1 point
-
@PPAC pas de problème, j'ai déjà contacter le fabricant, et à priori en les mettant sous un poids je devrait parvenir à les remettre à plat.1 point
-
Bonjour @Jeff78s, Merci beaucoup pour ton aide! Je vais tester ce paramétrage sans avoir peur de tout abîmer. Encore merci1 point
-
Bonjour @La Fabric à Sons Si j'en crois cette discussion, tu peux prendre le profil de la Ender 3 Max et diminuer le max de l'axe Z à 320 au lieu de 340 (il faut déjà atteindre ces hauteurs...) https://www.reddit.com/r/3Dprinting/comments/y4o26b/quick_ender_3_max_neo_printer_profile_in_cura/ Cela semble confirmé dans la vidéo de Aurora Tech (chaine plutôt sérieuse): ++1 point
-
T'as oublié : - CONTRE - forte hausse de la consommation des bobines de filament1 point
-
mon casque a repris enfin vie... jack refait et supports de bonettes en place m ont permis de retrouver en fin Ce son....1 point
-
@RAPTORONE Depuis le début on te pose des questions auxquelles semble t-il tu ne peux pas répondre si ton imprimante n'est pas à côté de toi. Dans ces conditions tu ne peux faire aucun test. Je m'interroge sur l'urgence de ta demande soulignée dans ton premier post. Je te suggère de reprendre ta demande d'aide quand tu seras a proximité de ton imprimante.1 point
-
@t3k1lla Bon après recherches et vérifications, bien que l'extrudeur soit un modèle Sprite, il me semble que les buses sont d'un autre modèle pour la CR-M4 (le corps de chauffe également est différent ). Pas sûr que tu puisses en trouver «facilement». Apparemment, si le corps de chauffe est de type céramique, la buse me semble faire partie intégrante du corps de chauffe céramique. Voir ici Si c'est le corps de chauffe Sprite «high temperature» / «high speed», la buse est différente également (le vissage est plus long et ce n'est pas les mêmes buses que pour des Volcano). Bref, pour le moment n'investit pas dans des buses dont on n'est pas sûr que tu pourras les utiliser sur ta CR-M4. <EDIT> Le corps de chauffe de la CR-M4 est là , vu la taille de la gorge du heatbreak, c'est probablement un type «pass through», autrement dit, le PTFE va jusqu'à la buse (mal monté, c'est le colmatage assuré). Les buses semblent être celles-ci1 point
-
As-tu vu que je faisais partie de l'équipe de modérateurs ? Alors évite ce type de langage sera mon dernier conseil.1 point
-
1 point
-
Ho ! trop fort ! c'est gagné ! Et youpi j'ai des d'autocollants a coller partout


 1 point
1 point -
Je te remercie pour les Gcode.1 point
-
Ça ne serait pas un plateau flexible pour imprimante résine du genre Mag Flex Plate ou quelque chose comme ça ?1 point
-
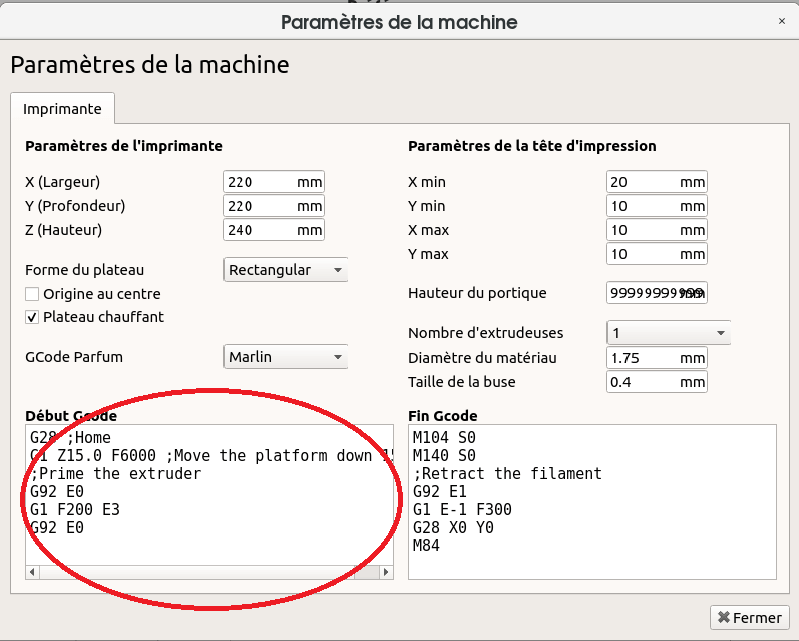
Pour mettre ta buse à 210°C tu peux envoyer la commande "M104 S210" via pronterface. Voici un lien avec les différents G-code https://legacydocs.aon3d.com/fr/gcode/detailed_reference/ pour le start Gcode, c'est dans paramètre de la machine: Tu dois pouvoir placer ton M92 xxx comme nouvelle ligne après G28 ;Home
 1 point
1 point -
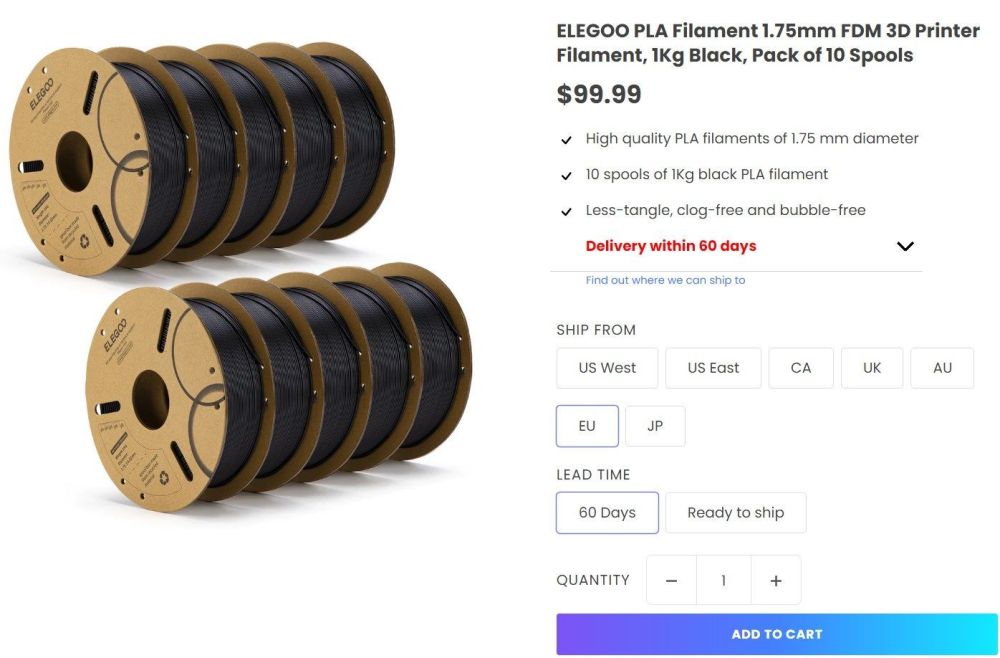
Si vous n'êtes pas pressés, y'a quelques bons plans PLA et résines chez Elegoo https://www.elegoo.com/en-fr/pages/money_saving_project En dehors des échantillons de test fournis avec leurs machines, je n'ai pas testé plus que ça mais je n'ai pas rencontré de souci particulier
 1 point
1 point -
OK merci beaucoup du conseil qui me semble plus que pertinent. Ça sent bon la commande d'ici peu si aucune autre machine sort du lot ^^ plaque + une buse complète en supplément pr être tranquille le reste ce fera au fur et à mesure des commande et besoin (et de l'expérience.) Si tu en a deux je suppose que t'es contant du modèle ?1 point
-
Le 10/05/2023 at 15:08, RAPTORONE qui était pourtant pressé à dit: Ben toujours rien!!1 point
-
Ça vient de Chine (à pieds par la …) ? Fabriquée à Shenzen ? Le nom du fabricant commence par un C et se termine par un Y ? Une lettre et un chiffre composent son nom de modèle ?1 point
-
Il me semble bien avoir vu qu'ils s'étaient clairement engagés à le verser en opensource si jamais ils devaient faire faillite, ce serait peut être à mentionner...1 point
-
Petite photo quoi qu'est-ce envoyée par UPS suite à la livraison : Facile pour ceux qui me "suivent" un peu sur le forum
 1 point
1 point -
Salutation ! Pour moi, un système "Wash & Cure" n'est pas forcement indispensable mais c'est tout de même bien plus agréable. Au final c'est selon le budget disponible et si tu compte ou non faire beaucoup d'impressions. Car en impression résine la partie post-impression (décollage du plateau, nettoyage , enlever les supports, séchage et post-traitement de durcissement) prend du temps et peut devenir vite un beau bordel ... or avoir avoir un système "Wash & Cure" simplifie un poil la tâche ( Pas besoins de secouer/agiter, de retourner, de chronométrer ... )1 point
-
Salut, Je pense que la X1C + AMS coche toute les cases pour toi (sauf peut-être le bruit, le ventilateur arrière est assez bruyant quand il se met en marche). Comme le dit @MrMagounet l'AMS est aussi très utile pour simplement avoir des bobines prêtes à être utilisées sans avoir à effectuer plusieurs étapes de déchargement/chargement du filament (même si tu auras forcément une perte légère due à la purge de l'ancien filament). Pour le reste tu peux aussi regarder la Snapmaker J1 qui pourrait être intéressante (même si je vois qu'elle est encore en précommande). Pour la Qidi Tech X-Plus 3 oublie pour le moment, ils l'ont retiré de la vente temporairement suite à des problèmes de production (qui engendraient des problèmes de fonctionnement)1 point
-
Salutation ! Hors sujet extrait d'une présentation. Merci de rester courtois Et surtout, éviter de créer, un incident diplomatique international ( Y a des trucs pas top écolo. chez nous aussi ... )1 point
-
Salutation. Je me suis permis de créer un sujet pour y déplacer le débat. Bonne continuation a tous.1 point
-
Ah tiens je n'avais pas vu qu'ils étaient utilisables aussi sur les X1 (au début ils étaient marqués uniquement compatibles avec la P1P). Tu aurais une vidéo pour voir à quel point elle bouge en imprimant avec ces pieds ?1 point
-
Il me semble que sur solidworks au moment d'indiquer le nom du stl pour lexport il y a un bouton options dans lequel on définit la précision du stl Il y a sûrement des vidéos sur le sujet sur le Web1 point
-
Je ne suis pas sûr de comprendre le lien entre CEL-ROBOX et BAMBU - s'il y a p-e une ressemblance niveau tarifs / concepts (comme avec beaucoup d'autres imprimantes / fabricants ...), çà reste deux imprimantes / deux companies différentes / sans aucun lien entre elles, et l'échec de l'une n'implique aucunement l'échec de l'autre (et inversement niveau succès). La question est plus : l'écosystème Bambu Lab est-il fiable et pérenne dans la durée. - POUR : ils sont issus d'un autre milieu (monde des drones FPV) et ne sont donc pas des débutants - POUR : ils ont eu un KS sur la X1C avec de grosses sommes récoltées - POUR : apparemment ils ont vendus beaucoup, beaucoup d'imprimantes, donc une grosse base d'utilisateurs / communautés, et rentrées d'argents correspondantes - POUR : il commence à y avoir des vendeurs 3rd party qui proposent des accessoires bambu (plaques, tête d'impression, ...), ce qui est un gage de l'acroissement de l'écosystème + de capacité à trouver certaines pièces quoi qu'il arrive - CONTRE : ils ont des soucis de qualité (bed warpé) et ils gèrent assez mal le sujet - CONTRE : leurs choix de conception X1C / P1P sont tout sauf optimaux (absence de mutualisation parties softwares et hardwares) - CONTRE : le firmware est fermé, en cas de faillite les acheteurs seront le bec dans l'eau - CONTRE : une partie des fonctionnalités repose sur le cloud (avec une dispo clairement pas à 100%) - CONTRE : les Bambu Lab ne sont pas réellement "innovantes" - ce n'est pas de l'impression 5D, il n'y a pas de changement de paradigme, etc., sauf que c'est + rapide, + robuste, + efficace, + aboutti (pour beaucoup, dont moi, çà a suffit à faire l'investissement) - mais dans les années qui viennent il y aura forcément des choses + disruptives qui feront que Bambu pourrait alors être à la traîne (du vrai multicouleur + efficace, etc.) - CONTRE : la société est jeune, on ne sait pas quelle sera leur politique de suivi (est-ce qu'ils abandonneront les X1C quand les X2C sortiront, tel le premier fabricant de smartphone venu, etc.) Bref il faut bien garder en tête que sur ces technologies mouvantes, tous ces achats sont du jetable, c'est pas comme un kit d'outils FACOM que tu peux espérer garder 30 ans (enfin, à une époque), c'est forcément à fond perdu qq'part de toutes façons, il faudra soit revendre / racheter au fil du temps, soit rester sur un écosystème obsolète.1 point
-
Suffit de demander Je les ai commandé sur le site de Bambu Lab
 1 point
1 point -
1 point
-
Hi, Here is the Spanish version of your printer firmware. firmware_V19_es.zip You can build your own firmware by installing VScode (see that video ) and replacing these configuration files: .\platformio: platformio.ini .\Marlin\configuration.h: Configuration.h .\Marlin\configuration_adv.h:Configuration_adv.h .ini\stm32f1-maple.ini:stm32f1-maple.ini Few remarks: babystep is enabled: it allows you to change the height of the first layer when printing. Just click on the gear icon and then on the arrow, in the middle of the bottom of the screen linear advance is also enabled (value = 0) but you have to calibrate this parameter ( see this tutorial )1 point
-
Salut, Bienvenue à toi ! Monde magique certes, mais personne n'a de boule de cristal sur le forum ! Quoi que ...
 1 point
1 point -
Salutation ! Bien vu ! Merci. C’était bien du spam et donc j'ai banni l'utilisateur et masqué ses messages. A l'avenir merci de plutôt signaler/rapporter le commentaire via l'icone "..." en haut a droite de chaque message ( car cela notifie les administrateurs et modérateurs et nous permet un suivi) Bonne continuation.
 1 point
1 point -
Salutation ! Je dirais que l’écran de masquage filtre complètement ( il maque toute la lumière de la source UV ) et j'en arrive a la même conclusion que isidon l’écran est probablement H.S. et il faut le changer. ( Il faut aussi noter que la durée de vie moyenne d'un écran LCD de masquage est, il me semble, de l'ordre de 2000h ) Éventuellement voir si de bidouiller (débrancher puis rebrancher) le câble ruban de l’écran LCD de masquage change le truc. De plus l'état du scotch noir me laisse penser qu'il y a eu des fuites de résine et malheureusement si de la résine est passé sous le sotch noir elle a probablement court-circuité l'écran et/ou le câble de l'écran. Enfin, quand tu auras changé l’écran et si tout fonction, peut être regarder pour sacrifier une feuille de FEP est utiliser du sotch Kapton Polyimide pour le maintenir en place et protéger l’écran ou investir dans une protection d'écran pour éviter cela a l'avenir. ( Ou regarder pour une simple protection d’écran de tablette qui semble pouvoir jouer le même rôle ) Tiens nous au jus.1 point
-
Après la Sonic Mighty 8K, voici le test du Phrozen Wash & Cure par @isidon https://www.lesimprimantes3d.fr/test-phrozen-wash-and-cure-20230503/1 point
-
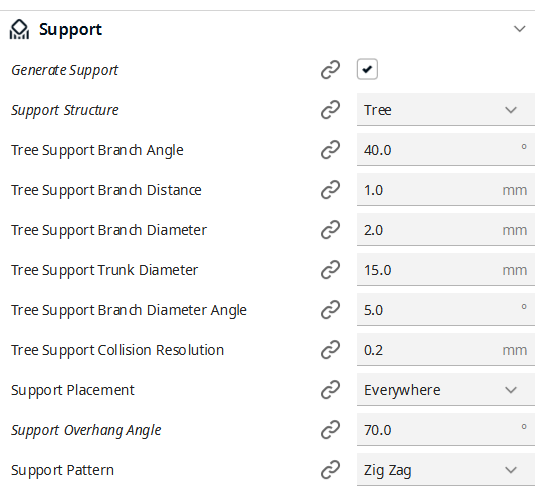
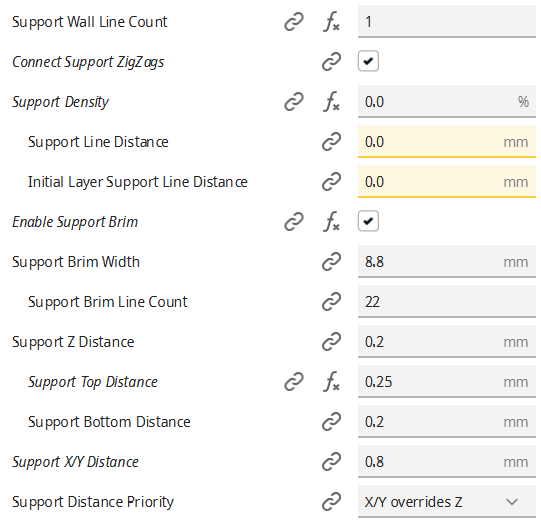
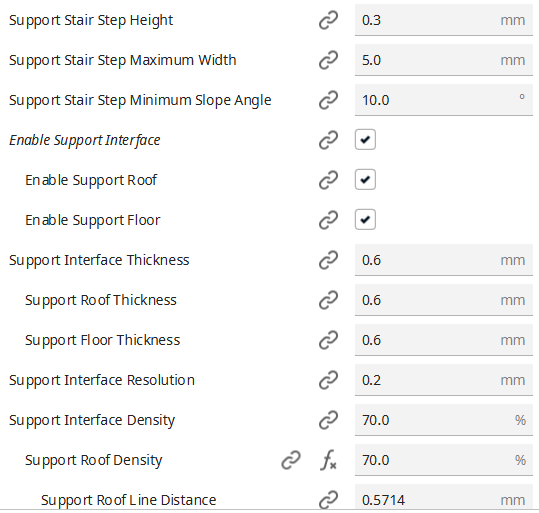
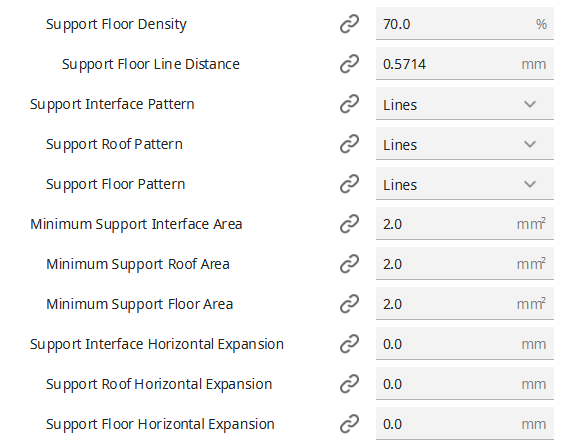
Déjà tu devrais utiliser les tree support. Voici mes réglages si tu veux t'en inspirer :
 1 point
1 point -
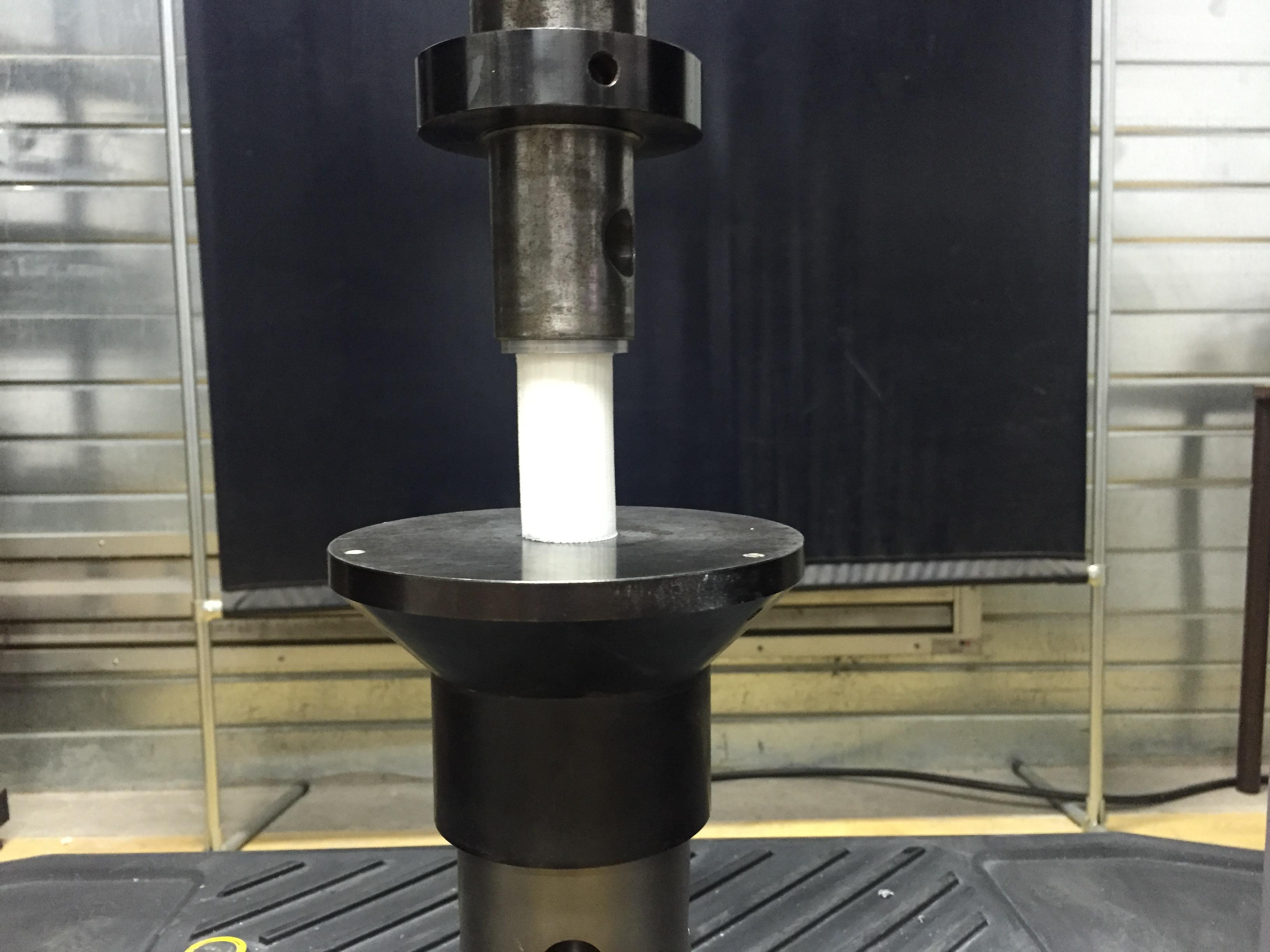
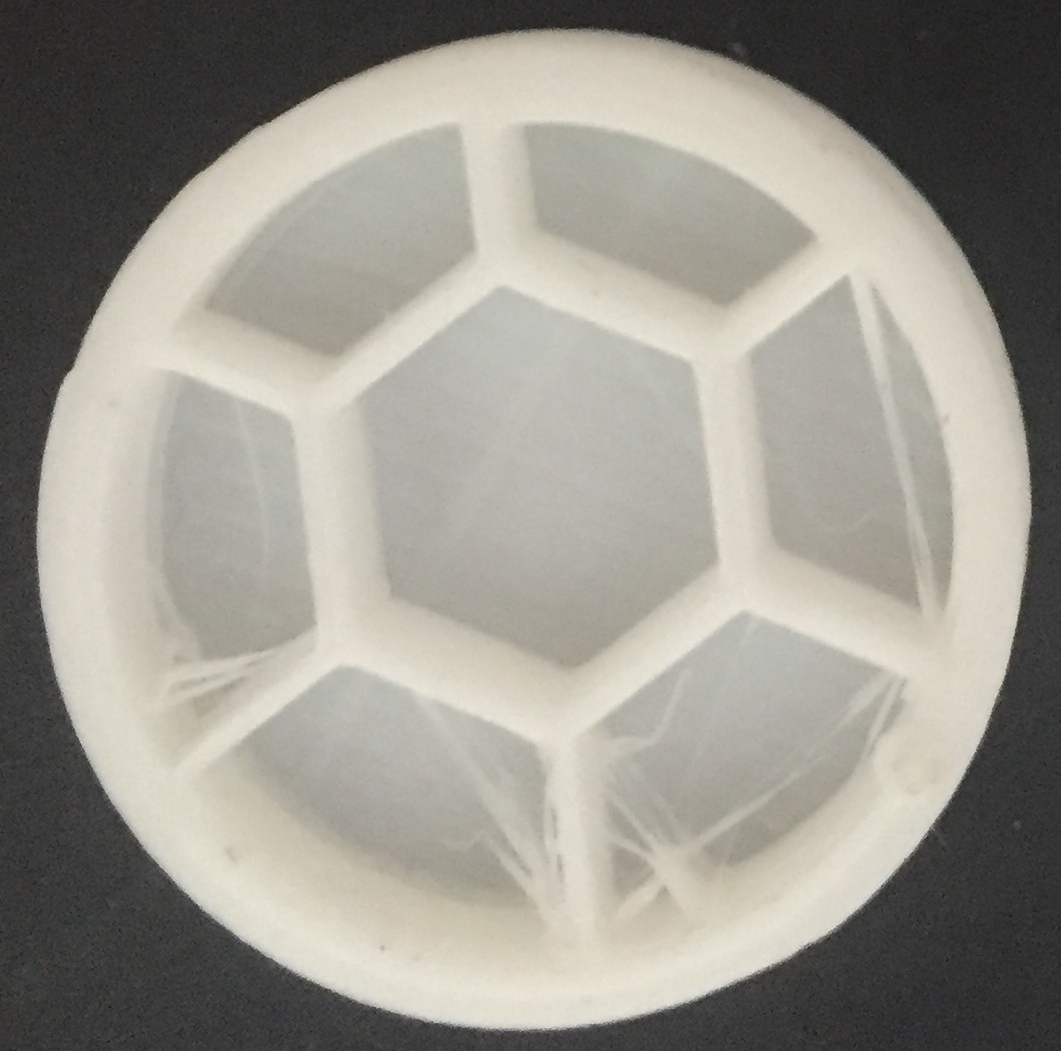
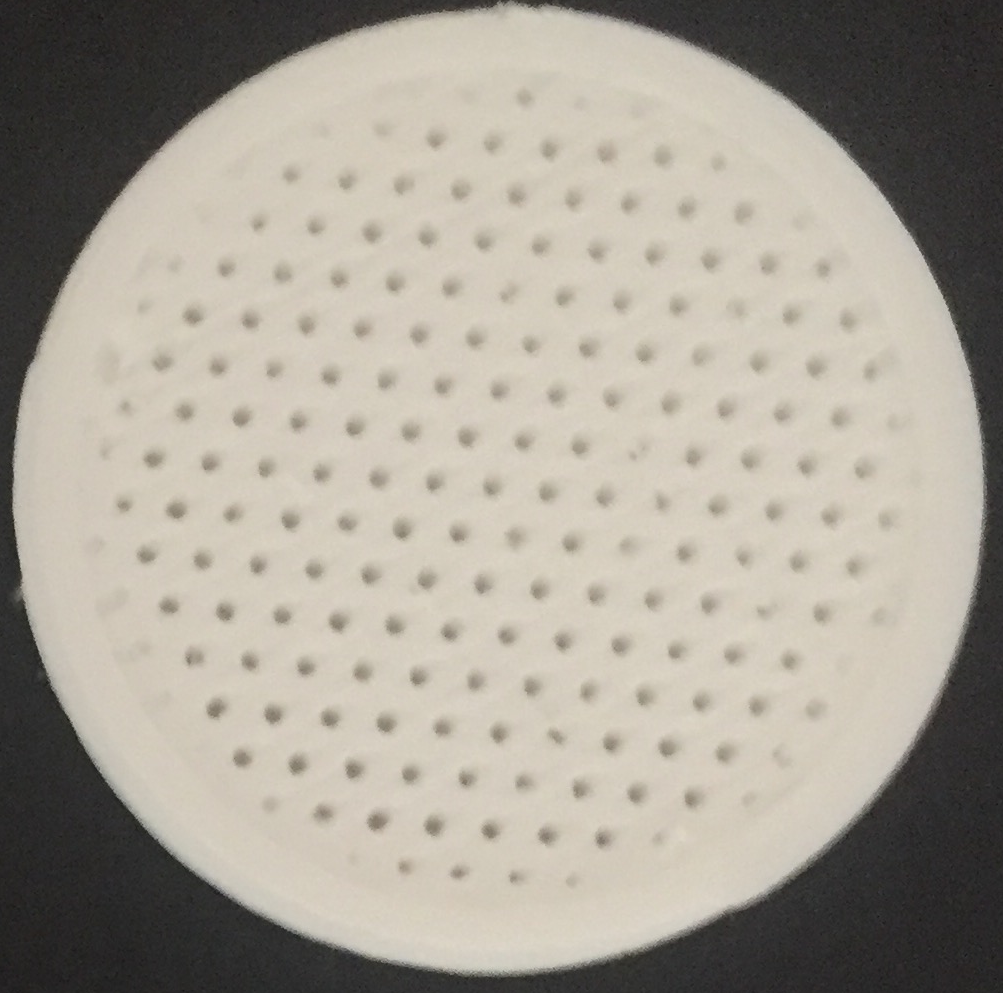
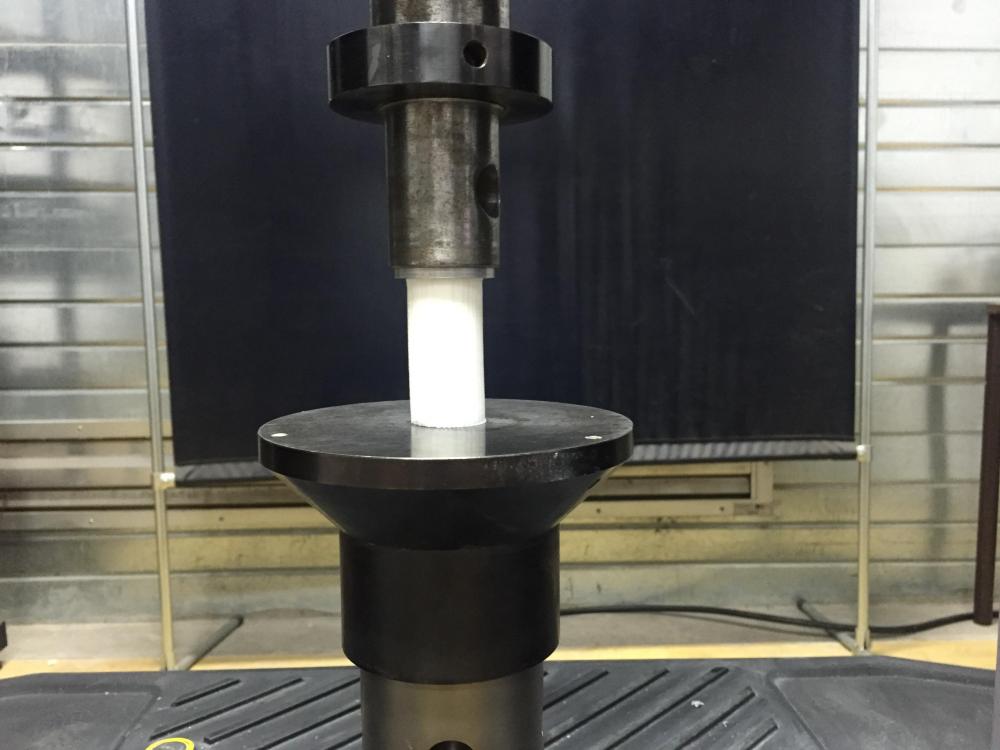
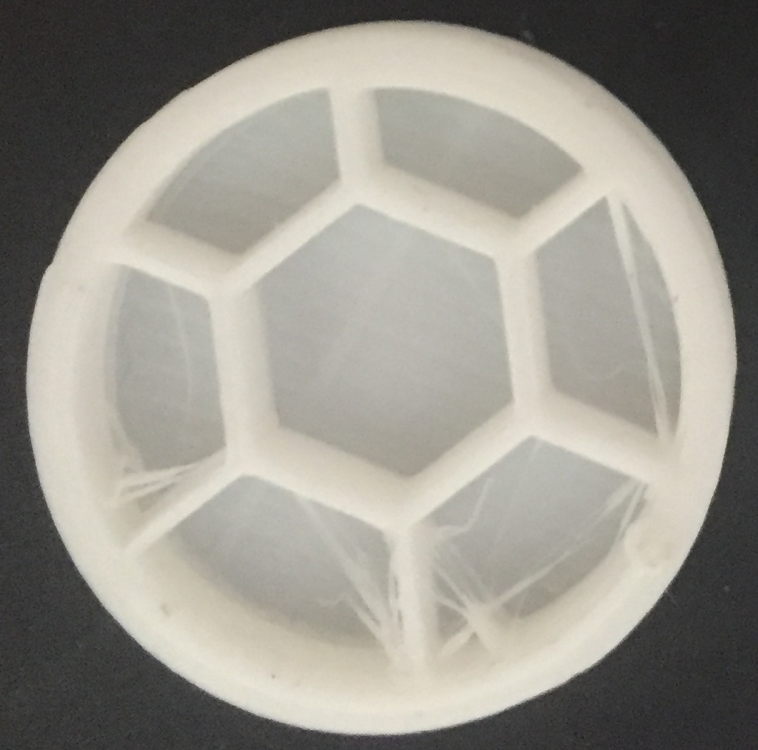
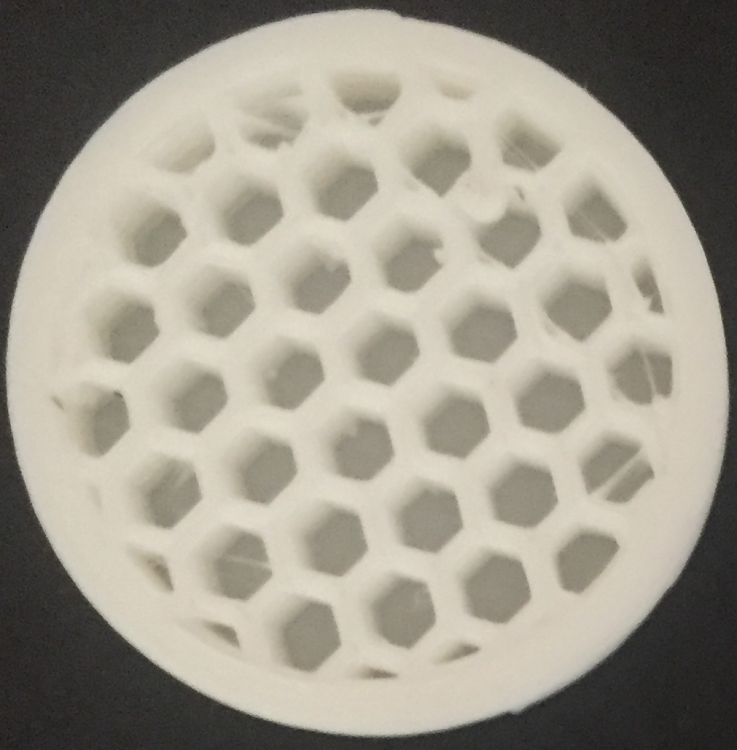
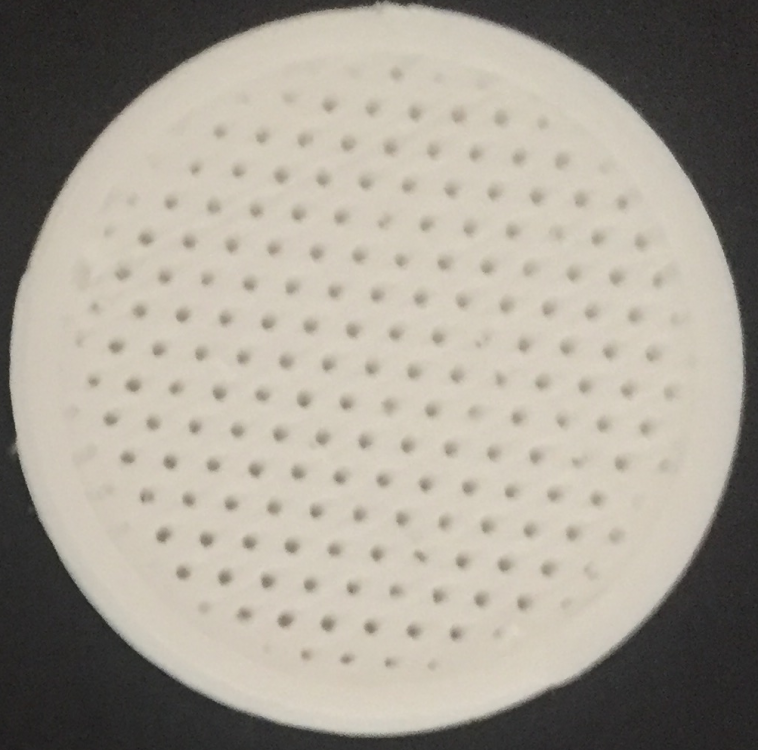
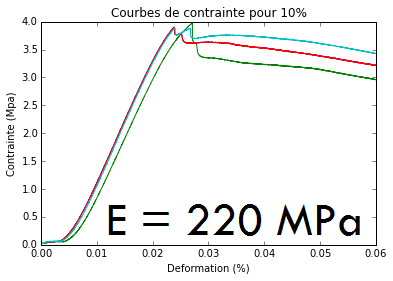
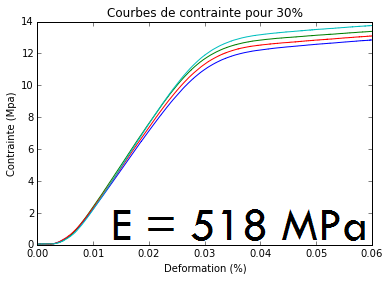
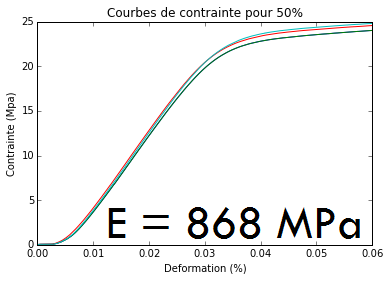
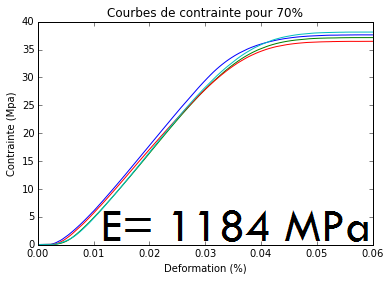
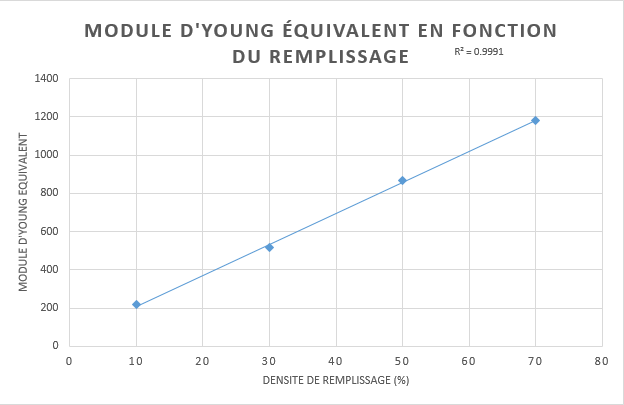
Bonjour, dans le cadre de mes études j'ai décider de réaliser des compression d'éprouvettes de PLA imprimées en 3D pour savoir s'il y avait un taux de remplissage privilégié. J'ai voulue vous partager mes résultats, le sujet est un peu long mais j'espère qui vous intéressera . Pour réaliser cette expérience je suis allé dans un laboratoire de recherche sur les matériaux : Le but était de déterminer s'il y avait un taux de remplissage limite au-delà duquel il n'était pas rentable de remplir plus les pièces imprimées. Pour ça, comme j'avais pas forcément énormément de temps sur la machine, j'ai testé 4 taux de remplissage différent à partir d'une géométrie hexagonale : 10% / 30% / 50% / 70% (coupe transversale) Comme on peut le voir sur les coupes, l'échantillon a 10% n'a pas beaucoup de contact avec la surface latérale (périphérie) et cela se traduit qualitativement par une rupture non linéaire de cette surface latérale assez rapidement et une perte total des propriétées mécanique après rupture. Tandis que pour les autres taux de remplissage (30% , 50% et 70%) , la surface latérale reste intact même après rupture et donc toutes la matière interne se condense / se tasse à l'interieur de l'éprouvette, subissant une déformation uniquement selon la hauteur. Le diamètre de l'éprouvette reste inchangé. ==> on a une conservation des propriétées mécanique même après rupture. Cela se confirme par les courbes ci-dessous, avec le module d'Young (E) déterminé par un calcul de pente lors de la première phase de contrainte, la phase d'élasticité. courbes de contrainte (1courbe = 1 éhantillon) Que nous disent les courbes ? cela confirme nos observations qualitative. En effet, les courbes pour 30,50 et 70% on exactement la même allure, seul leur pente et donc leur module d'Young diffère. On remarque pour ces courbes que, après rupture de la courbe (donc de nos échantillons), on conserve une pente croissante qui confirme également une conservation des propriétées mécaniques après rupture, puisque cela montre que l'échantillon montre encore une résistance face à la machine. Les observations pour 10% sont également confirmé par ces courbes puisque l'ont voit que les courbes font un peu chacune leur vie après une chute nette de contrainte ce qui montre la perte des propriétées mécaniques. Les courbes nous révèle en plus l'aspect aléatoire de la rupture pour les échantillons à 10% puisque l'on peut voir le point de rupture se fait jamais au même point de déformation alors que pour les autre taux de remplissage, les courbes sont très similaire. Pour l'anecdote, le technicien du laboratoire m'a confirmé n'avoir jamais vu des courbes aussi rapproché pour différent échantillons. On a donc une régularité des propriétées mécanique à partir de 30%, alors que pour 10%, la résistance est incertaine, et on aime pas vraiment ça ! Que révèle alors le module d'Young noté E sur les courbes ? En physique, le module d'Young est déterminer par une relation de proportionalité, appelé loi de Hooke : où : est la contrainte, exprimé en MegaPascal (MPa) , c'est à dire la force appliqué à l'échantillon par rapport à sa surface. (rapport Force / Surface) est la déformation, exprimé en %, rapport de la différence de hauteur engendré par l'expérience sur la hauteur initiale () est le module d'Young, exprimé en MegaPascal (MPa) est une grandeur caractéristique des matériaux / échantillon testé. Comme le module d'Young n'est pas forcément très parlant à tout le monde, je vais vous donner un équivalent du poids nécessaire qu'il aurait fallu pour arriver à une rupture : 10% : 290 kg 30% : 940 kg 50% : 1670 kg 70% : 2600 kg Si je vous donnais l'équivalent en twingo, votre première remarque serait : Merde, c'est que du plastique ! Vous vous souvenez du but de l'expérience ? On voulait déterminer s'il y avait un taux de remplissage au-delà duquel il était pas rentable de remplir plus, il faut donc tracer là courbe qui exprime le module d'Young en fonction du taux de remplissage, à partir des 4 valeur que l'on à ici et essayer de voir si on peut remarquer si la courbe admet une rupture de pente notable. Et bien il se trouve que l'on obtient une courbe parfaitement linéaire, on peut supposer que l'on obtiendra éventuellement une rupture de pente au delà de 70% mais bon, 70% c'est déjà beaucoup. Donc quelles sont les conclusion de tout ça ? Au final, 10% est à proscrire ( si la pièce est soumise à une contrainte de compression plus ou moins importante, au quotidien pour des pièces quelconque, 10% peut amplement suffir) puisque on arrive à une rupture qui détruit totalement la pièce. On peut alors recommander 30% pour avoir des propriétées mécaniques régulière et qui peut encaisser une déformation sans forcément détruire le système. En revanche, sauf nécessité mécanique, il n'est pas nécessaire d'aller au delà, vous connaisez tous les contraintes en terme de temps d'impression et de coût en matière que cela engendre de monter à 50 ou 70% Cependant, il aurait été intéressant de réaliser de nouveau test entre 10% et 30% pour voir jusqu'où on pouvait descendre pour obtenir des résultats similaire. J'ai fait une machine pour des essaie de compression pour d'autres expériences lié à ces travaux, j'essaierais de le faire si j'ai du temps à perdre cet été . Voilà, j'espère que cela aura été intéressant, encore une fois je précise que les résultats obtenue sont par rapport à des pièces qui serait soumise à des contraintes, je ne dis pas qu'il faut bannir le remplissage à 10% pour tout type d'impression.




 1 point
1 point
.jpg.9c054890806be694ec32835f2ba17e97.jpg)
.jpg.78c945e5d51da613e61947ab1ed9e953.jpg)