Classement




Contenu populaire
Contenu avec la plus haute réputation dans 18/09/2023 Dans tous les contenus
-
4 points
-
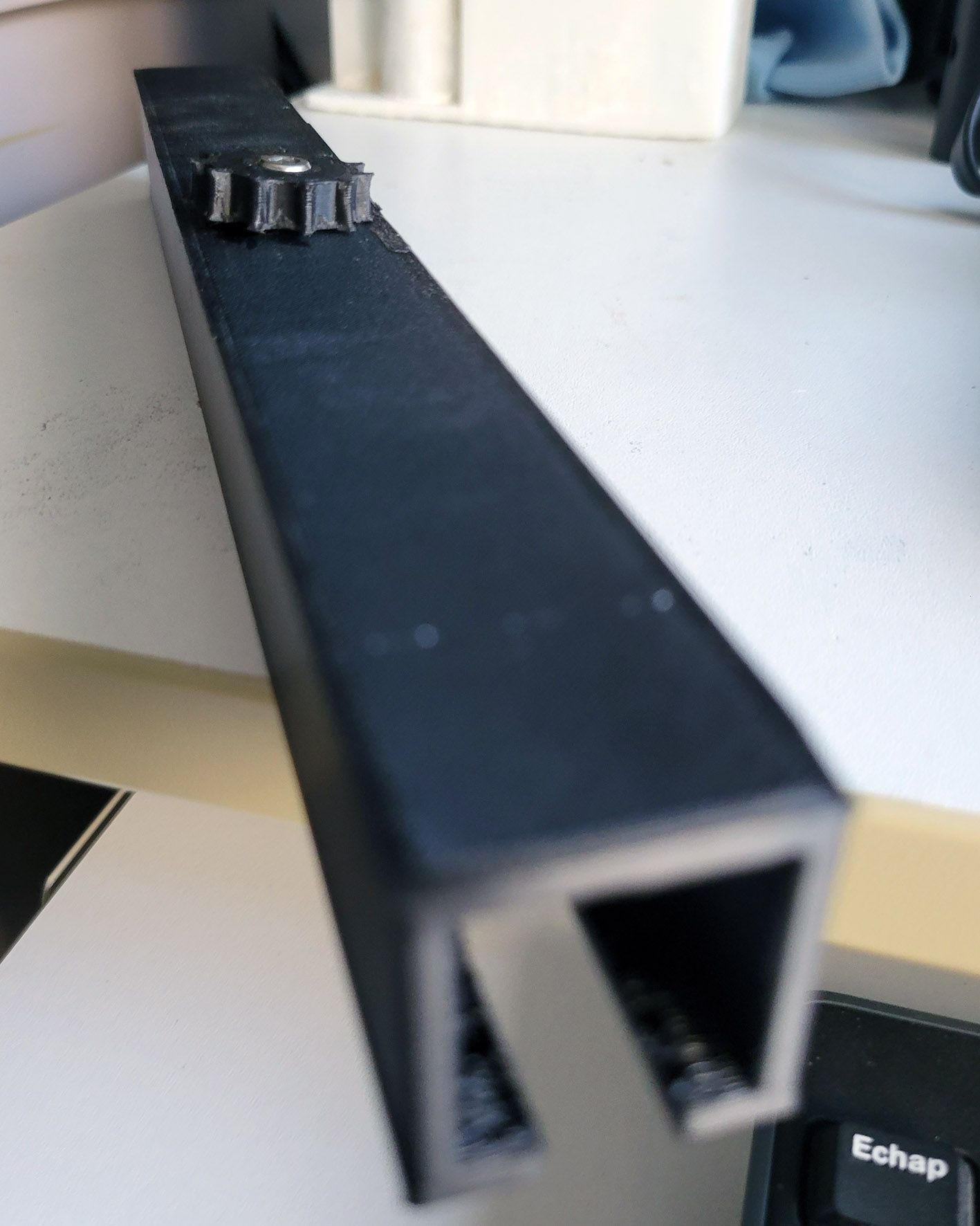
Bonjour tout le monde, Je voudrais partager ici mon retour d'expérience sur la conception de boulons et d'écrous en impression 3D. J'avais fait précédemment fait une pièce me permettant de maintenir ensemble 2 stores d'une pergola, un simple tube dans lequel s'enfichait les 2 stores, celle-ci : Lors de tests, je me suis rendu compte que l'ajout d'une vis de blocage était indispensable faute de quoi, avec les oscillations du vent, ce tube tombait. Donc insert fileté, vis en laiton et poignée pour tourner la vis. Après quelques jours d'utilisation, et bien que ce système fonctionnait, métal sur métal ne faisant pas bon ménage, je me suis dit que je devais remplacer les vis en laiton par leur pendant en ASA comme tout le reste de ce modèle, cette pièce étant tout le temps à l'extérieur et en milieu salin. Quelques tutos plus loin, la pièce était conçue sous Tinkercad mais, surprise elle était infâme alors que jusque là je n'avais aucun problème d'impression. J'ai donc réfléchi au pourquoi du comment et après vérification du slice, il s'avère que le découpage d'un pas de vis, bien que totalement logique, impose quelques contraintes. Cette impression se déroule de la façon suivante. Il faut garder en mémoire que la montée d'un pas de vis est régulière et ininterrompue. Ce pas est découpée en 3 bandes d'égales largeurs légèrement en biais. Le principe est le suivante, impression de la 1ère bande, puis en recouvrant cette 1ère bande grosso-modo d'un tiers, impression de la 2ème bande. Enfin toujours en recouvrant d'un tiers la 2ème bande, impression de la 3ème bande. Puis retour à la 1ère bande et ainsi de suite jusqu'à la fin du pas de vis. Si avec certains matériaux cela ne pose pas de problème (et encore), avec l'ASA, c'est une catastrophe, le délaminage sur les 2 dernières bandes fait que la pièce est inexploitable. Après bien des essais, j'ai réussi à contourner le problème. Il m'a suffit de séparer l'écrou du reste du tube. mon tube a un perçage de la taille de l'écrou + 1mm. De ce fait, l'écrou étant de taille beaucoup plus réduite que l'entièreté du modèle, plus de problème de délaminage. Ensuite, il ne m'a plus resté qu'à insérer l'écrou dans son logement. Astuce, ne pas détacher la bordure d'impression de l'écrou, c'est celle-ci qui va servir de point d'appui à la colle disposée sur le support. Noter la forme de l'écrou et de son perçage dans la pièce, en forme de puzzle. J'ai choisi cette forme pour éviter les contraintes liées à la rotation de la vis en instaurant un blocage mécanique. Résultat des courses : En espérant que ce REX pourra servir à d'autres en leur évitant, comme j'ai pu le faire, 3 versions inutiles. Bonne journée


 2 points
2 points -
Afin de ranger les plaques de rechange (en bas du rack), les différentes pièces de rechange (dans différents tiroirs dédiés), etc. Ca commence à aller loin ! (attention, pour l'heure c'est une pré-release) https://www.printables.com/model/583793-storage-rack-for-the-mmss2 points
-
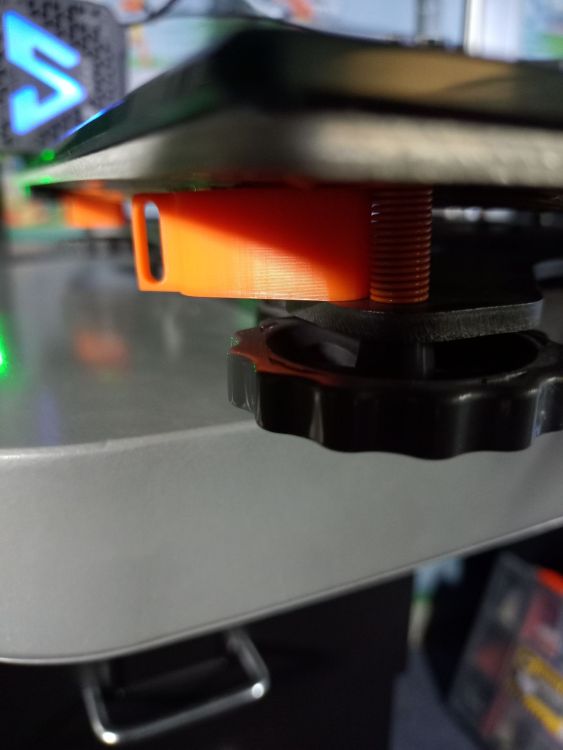
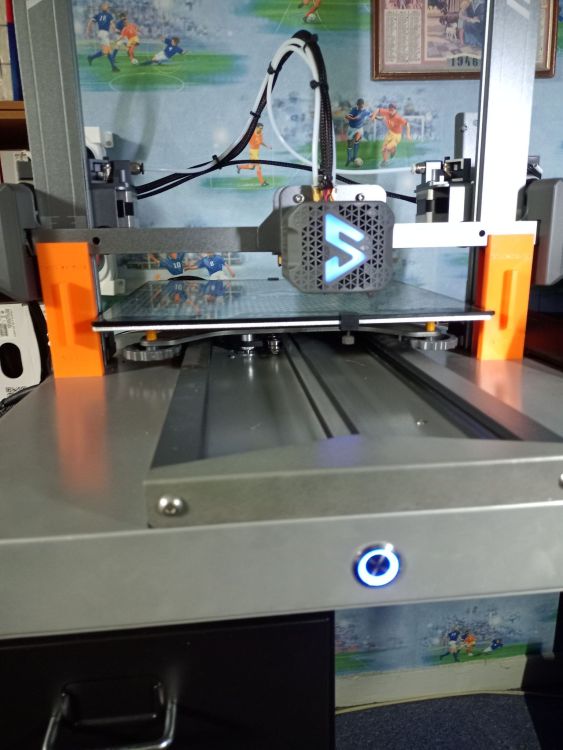
Oui, c'est possible (le plateau de ma Jgmaker et celui de la CR30 utilisent des supports rigides, il me semble que la Ender3 V3 SE que teste @PPAC en utilise également). Il faut juste être certain que la buse ne descendra pas au dessous du 0 car il n'y aura plus de flexibilité (ressorts ou coussinets silicone). Par contre il faut également s'assurer que l'écrou ne se desserre pas (frein filet ou écrou Nylstop (autobloquant)).2 points
-
Salut, Est-ce limité aux fautes de frappe? Parce qu'il y a plein d'autre perles qui sont 100% intentionnelles. Une qui m'est restée en mémoire alors qu'elle a plus d'1 an: Cordialement SoM2 points
-
alors j'ai évité de justesse de retrouver mes écris ici ( je ne m'anonymise pas ... car c'est après l'incident pour blaguer) "Kouha ! Que moua, je farce des typos ... cela nez pas possible. Pour preuve, sur le forum, il n'y a reins de rien pour étayer cela !" (Et surtout il ne faut pas chercher à vérifier cette affirmation ) et car j'ai déjà fait cette typo ("Message" vs "Massage")2 points
-
"Kouha ! Que moua, je farce des typos ... cela nez pas possible. Pour preuve, sur le forum, il n'y a reins de rien pour étayer cela !" (Et surtout il ne faut pas chercher à vérifier cette affirmation )2 points
-
@vap38 Bonsoir Dans l'attente de la livraison du BLtouch (en théorie semaine prochaine) j'ai regroupé dans un même document les informations que j'ai pu récupérer sur le sujet. L'objectif étant d'être opérationnel à la réception du produit. Je vais encore travailler la partie mise en oeuvre mécanique sur la base du support que j'ai réalisé ainsi que la partie sur la mise à jour du firmware Merci de me faire tes remarques et retours qui permettraient de corriger ou d'aller plus en avant sur le sujet. (si tu souhaites je peux d'envoyer le .doc du document) je souhaiterais approfondir la partie sur les positions des mesures sur le plateau ainsi que la possibilité de stocker plusieurs jeux de mesures sur l'eeprom. Cordialement Réglages BLtouch sur imprimante ind01.pdf2 points
-
Ah dommage, c'était bon pour les perles du blabla avant rectif !!2 points
-
Salut, Le BLTouch n'est pas en I2C, comme tu l'as compris.De plus L'ADLX345 ne va pas bien fonctionner en I2C et doit être installé en SPI pour des raisons de débit.... De plus l'I2C est un bus (comme le SPI) et par définition permet de connecter plusieurs périphériques. Donc parler d'un "multiplexeur I2C" n'a pas vraiment de sens .... Pour répondre de manière un peu plus générale: Les "input shapers" sont implémentés dans Marlin. https://marlinfw.org/docs/gcode/M593.html . Le principe est de modifier les accélérations, selon un algorithme que tu choisie, pour éviter les fréquences ("mode") de résonance propre à ton imprimante. Dans le cadre d'une "analyse modale", en gros une expérience ou tu cherches les fréquences de résonance d'une pièce, tu mets un ou des accéléromètres sur une pièce et tu tapes dessus avec un marteau (qui contient aussi un accéléromètre). En mesurant la "réponse" de la pièce au signal d'entré (le coup de marteau), tu vas trouver les fréquences à laquelle ta pièce entre en résonance. Je te la fais très très courte, mais dans le principe c'est ça. Pour une imprimante c'est un peu différent. Déjà tu étudie un système dynamique (qui bouge) et non pas statique. Ensuite au lieu du coup de marteau tu utilises les moteurs pour générer un signal. Et tu mesures la réponse via ton fameux accéléromètre fixé sur la tête. Mais le principe est le même. ==> Ton accéléro n'est utilisé que pour mesurer des fréquences à éviter. Klipper ou Marlin ne l'utilise pas pendant l'impression. DONC : tu peux faire la mesure sur un système autre que ta carte d'imprimante 3D, mouliner les résultats sur ton PC (ou sur un RPI), puis paramétrer ton marlin (choix . Le fait d'utiliser Klipper + accelero permet simplement d'automatiser un peu le processus. Tu peux également te passer totalement d'accéléromètre et imprimer la fameuse tower https://marlinfw.org/assets/stl/ringing_tower.stl . Tu vas mesurer la distance et le nombre de "vagues" pour déterminer la fréquence de résonance à éliminer. Et tu remplis ça dans Marlin.2 points
-
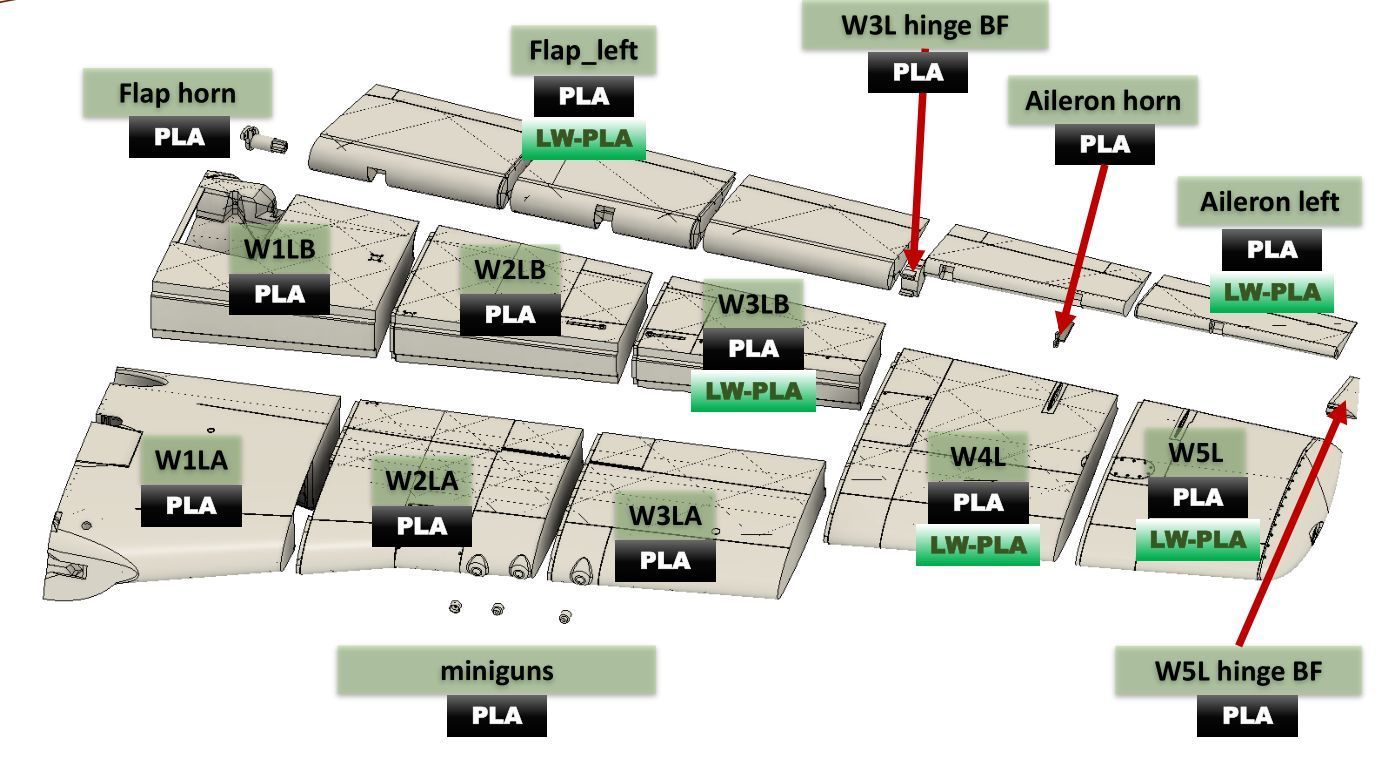
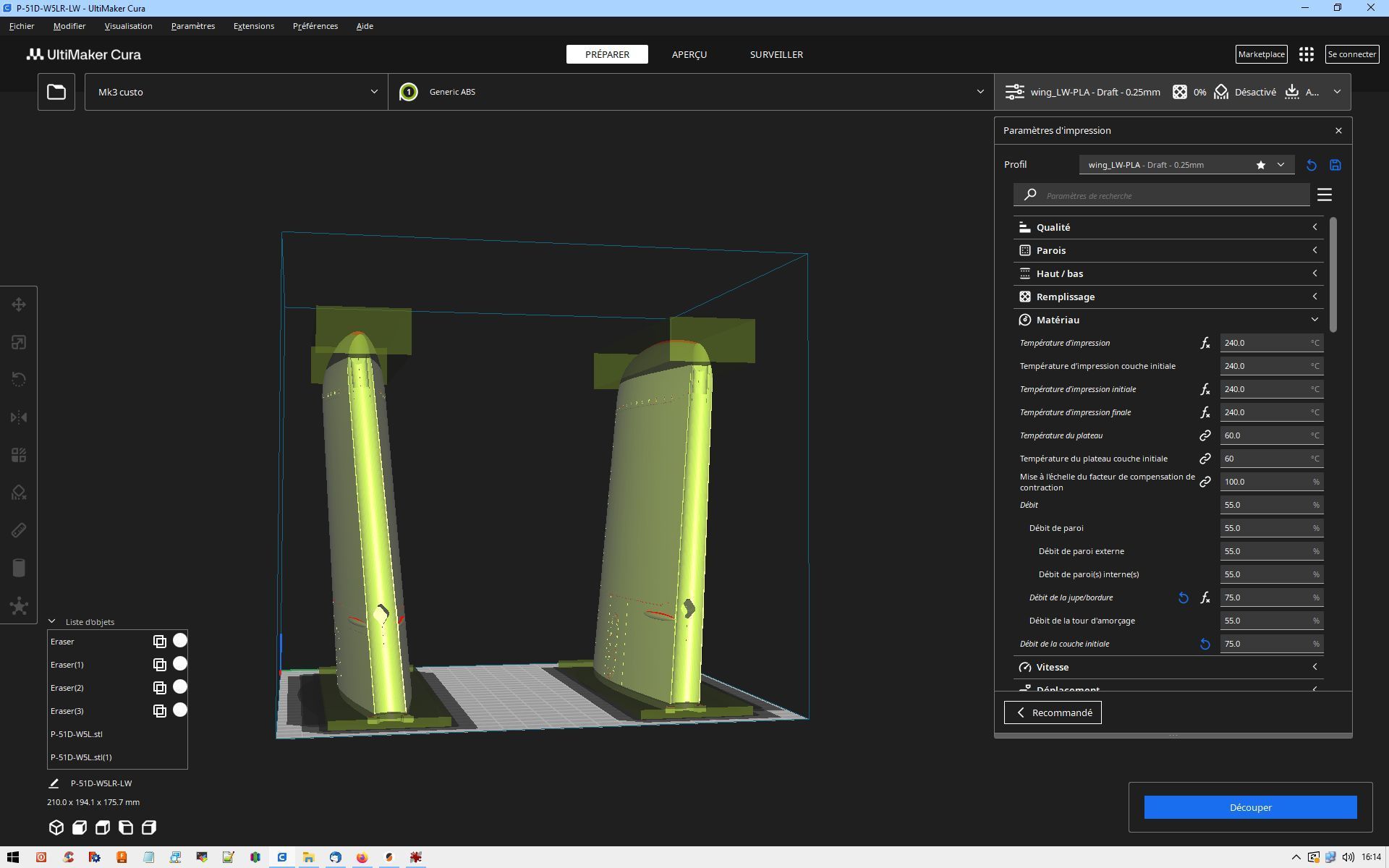
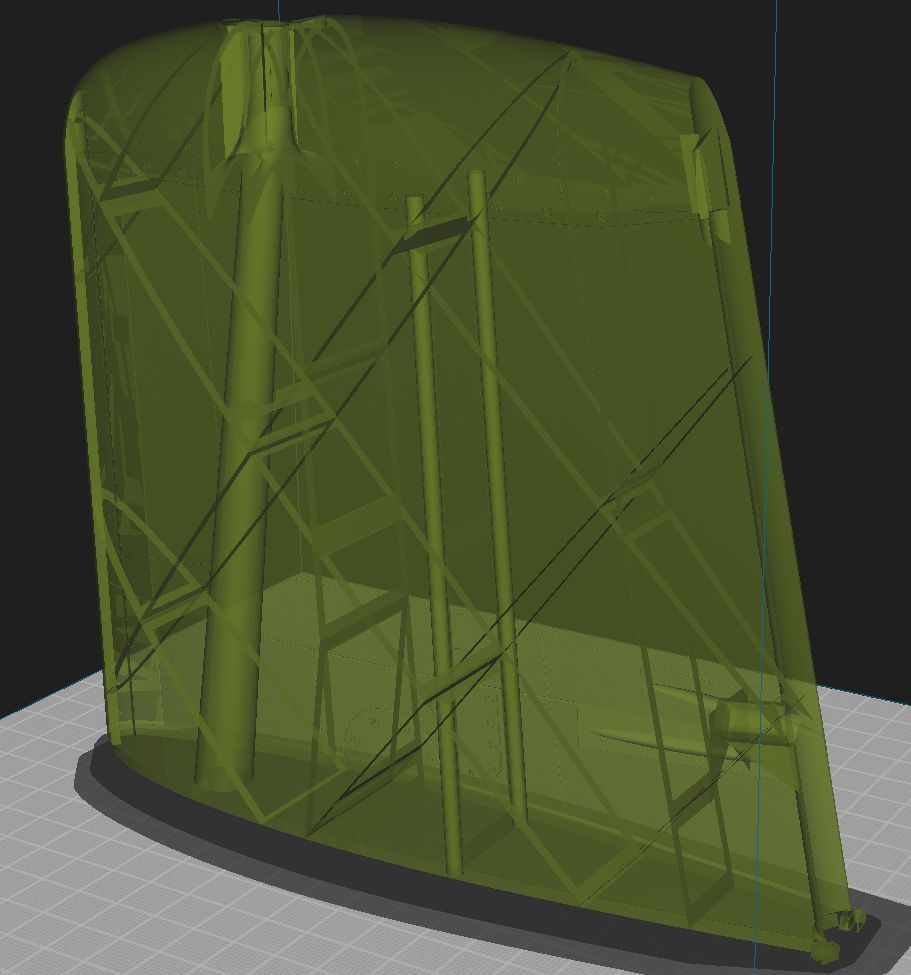
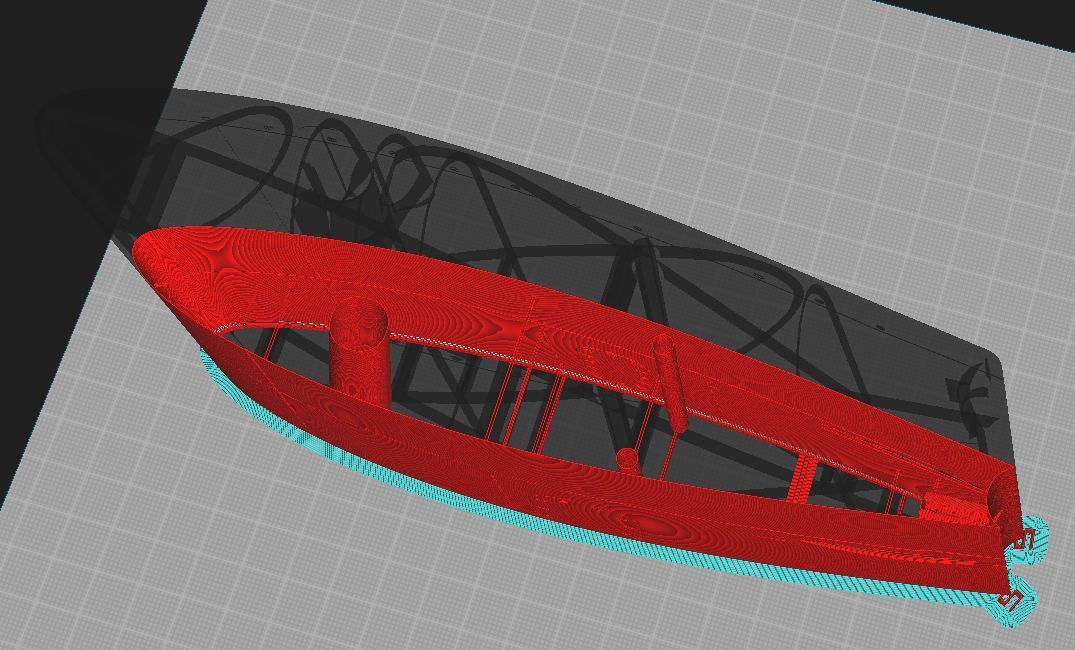
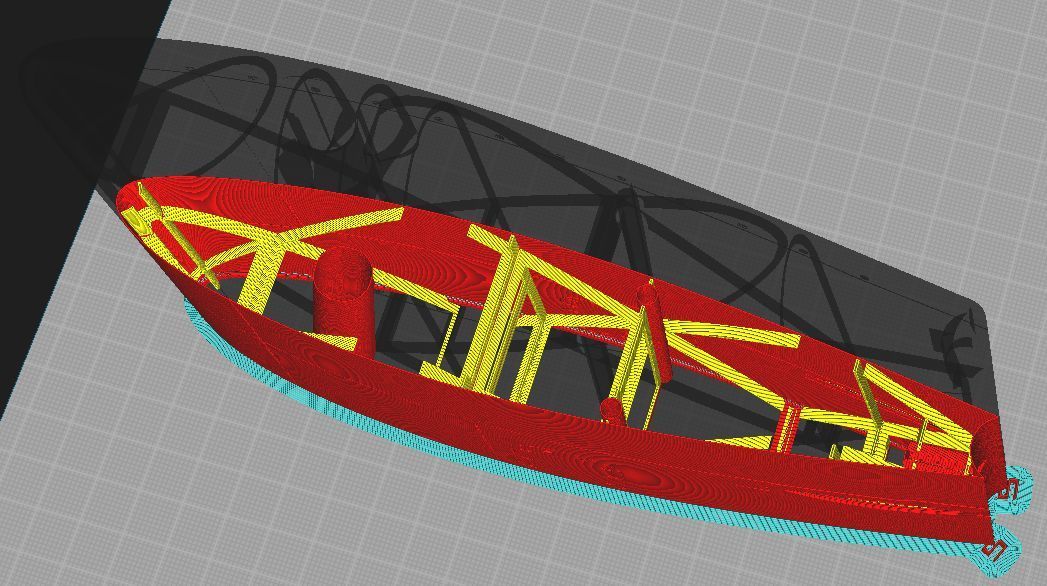
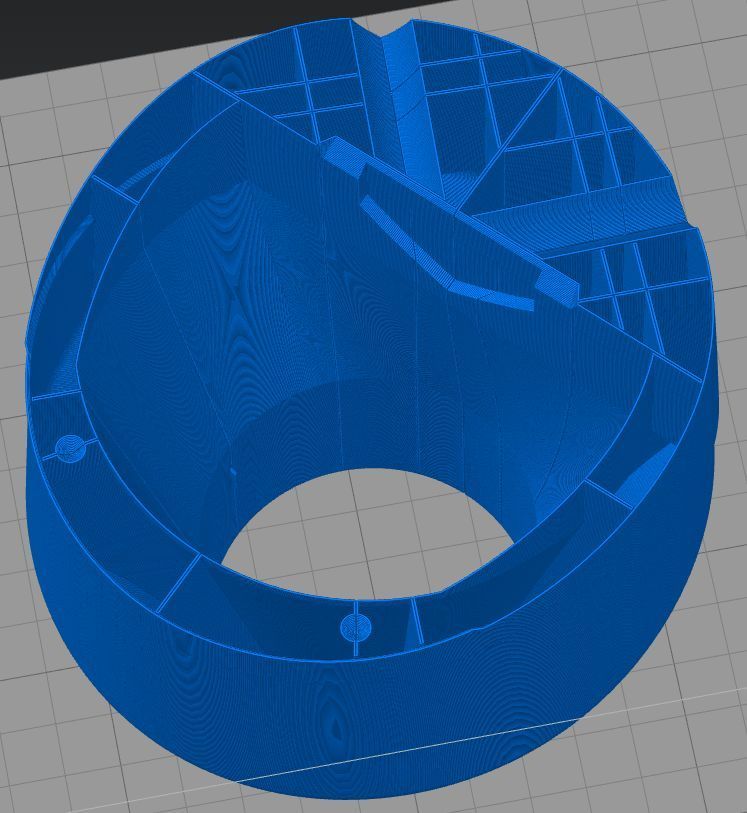
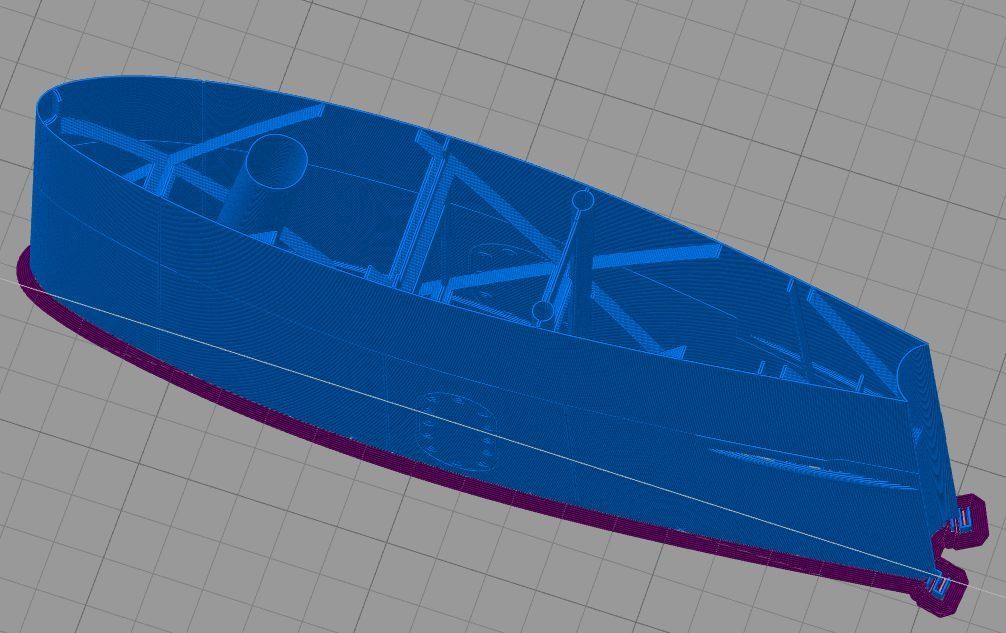
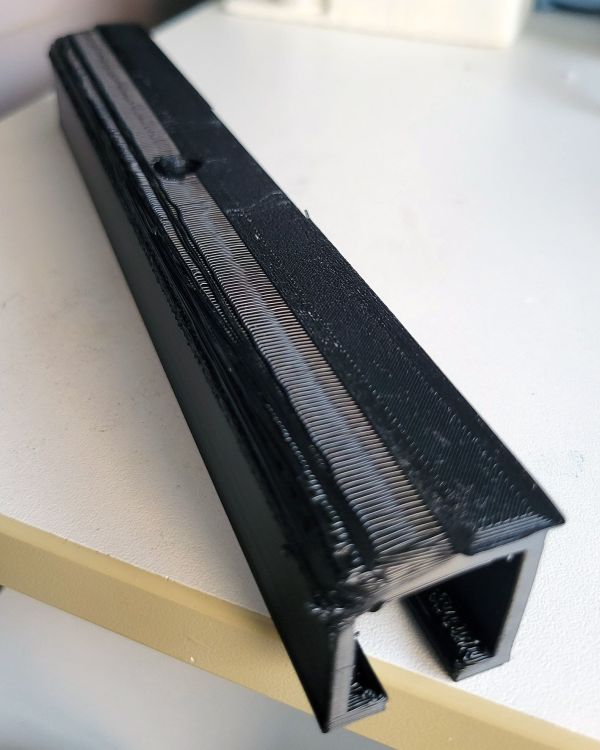
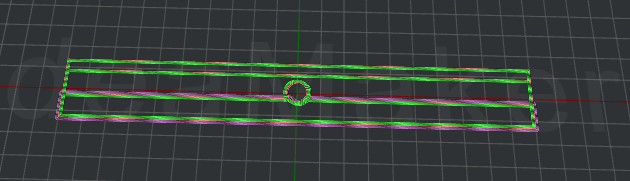
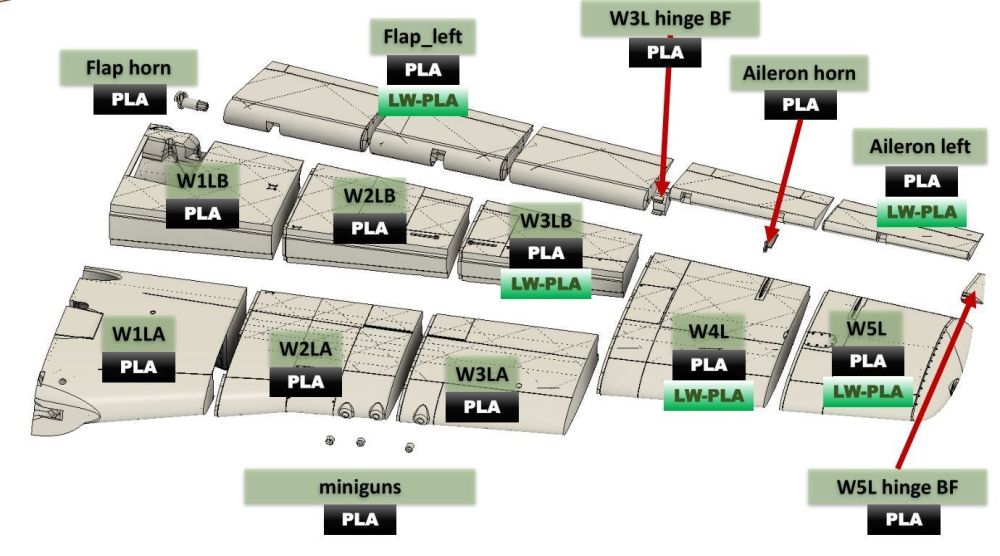
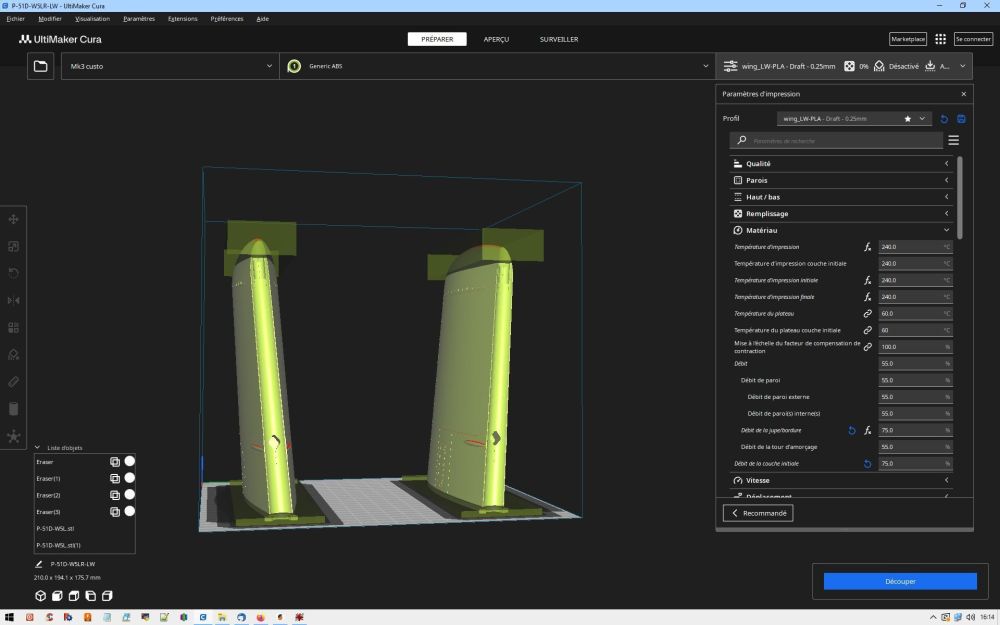
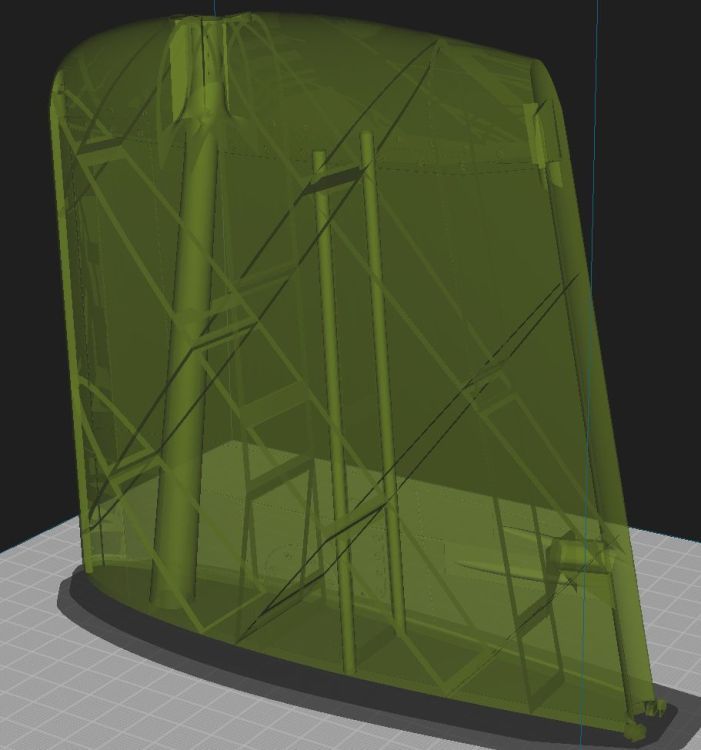
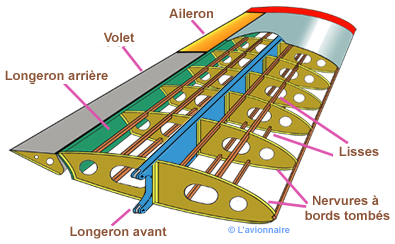
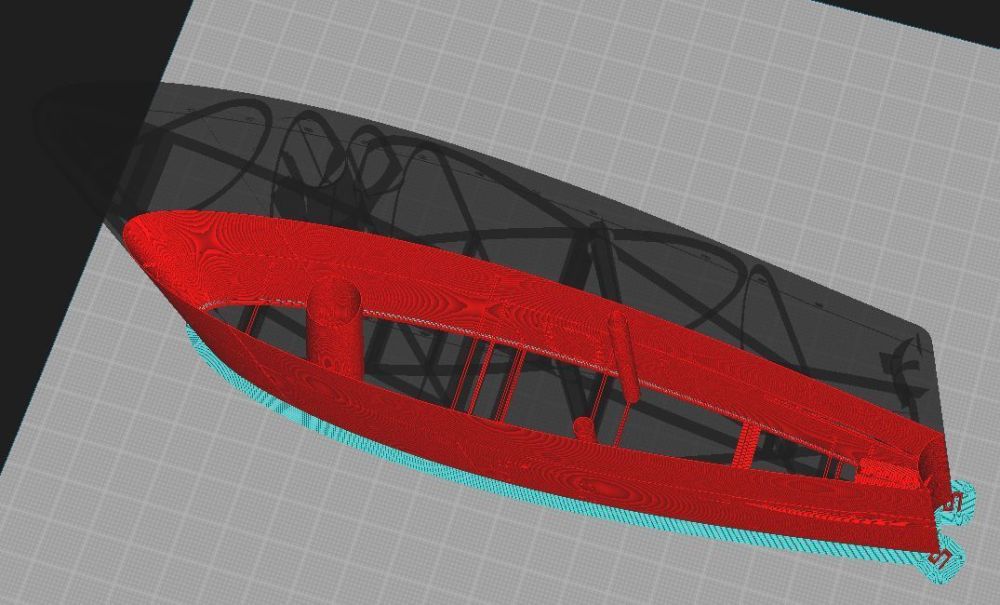
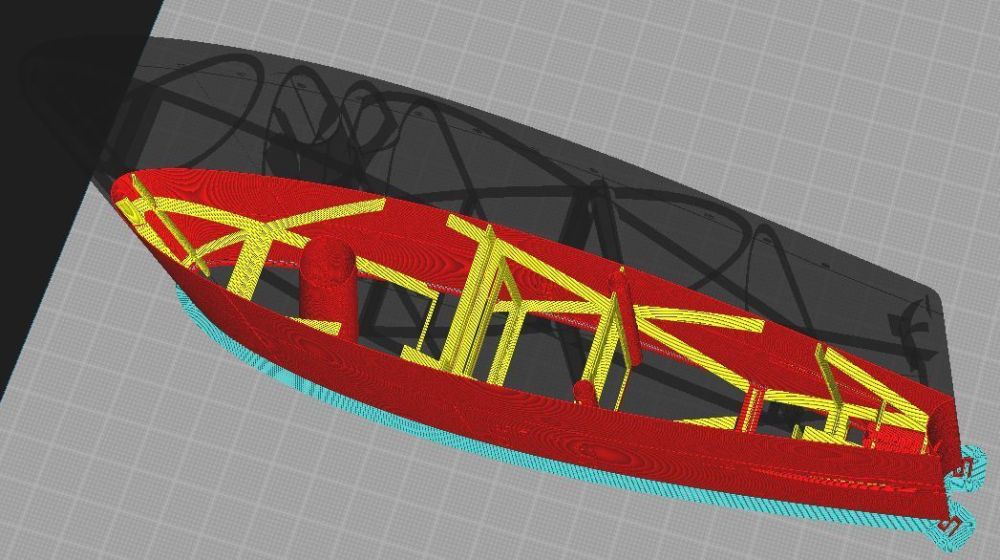
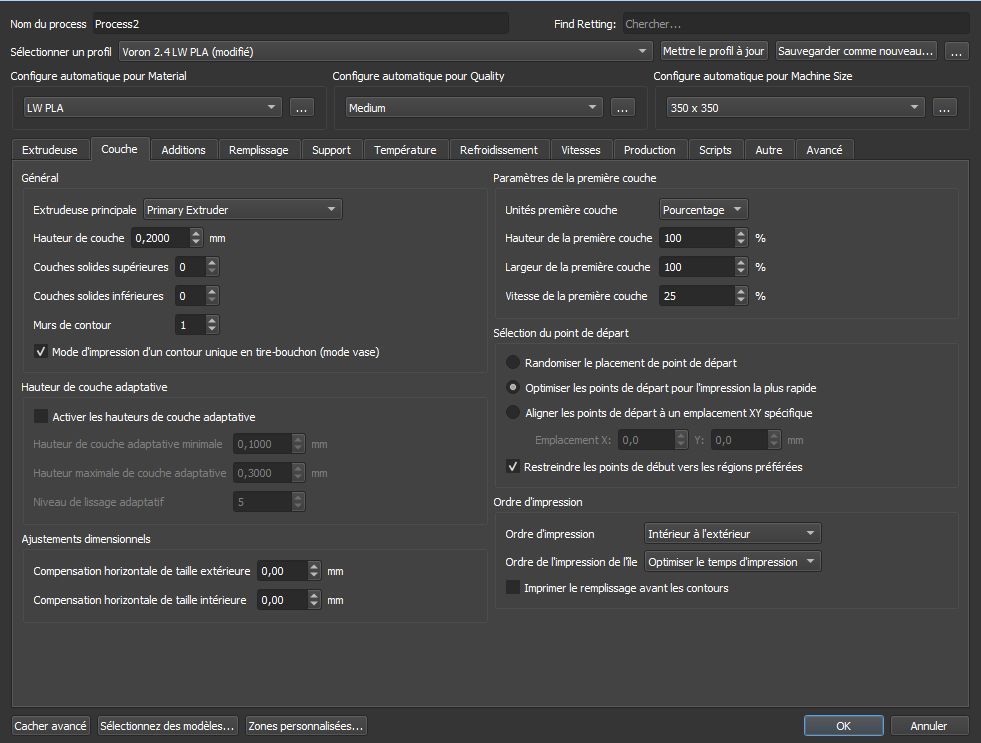
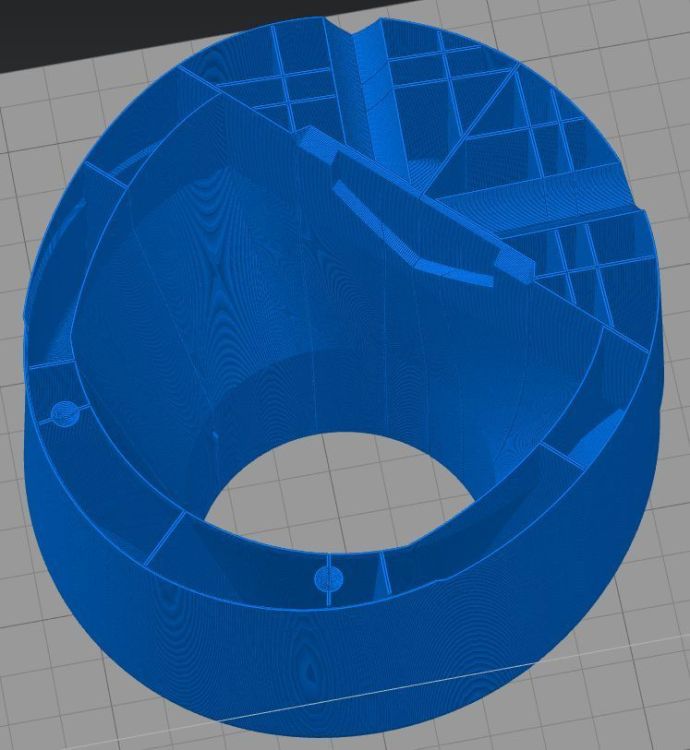
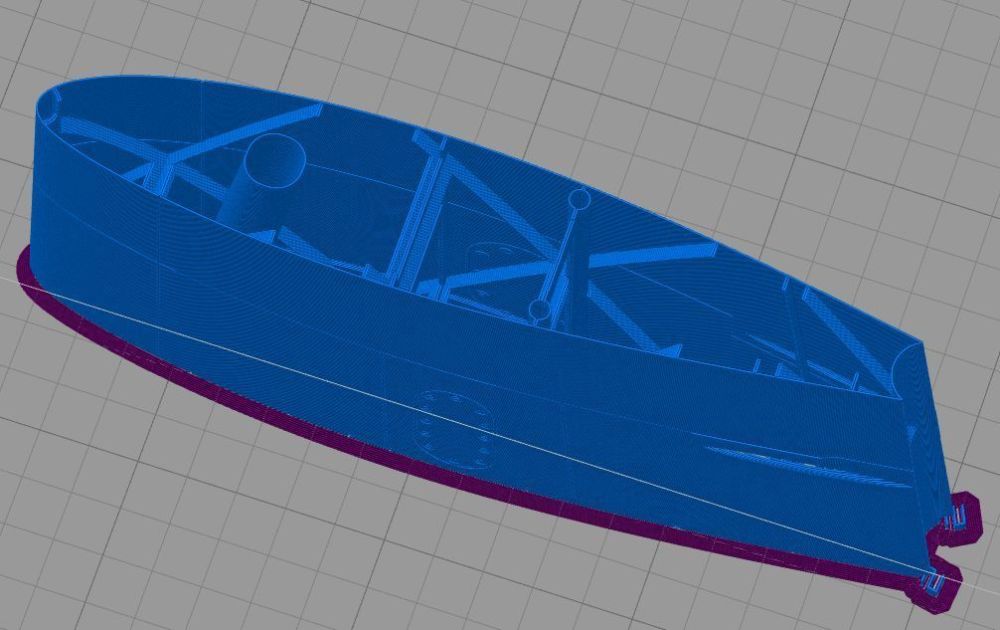
J'avais prévu ce sujet de longue date mais je fais beaucoup d'autres choses (je ne ferais pas l'injure aux travailleurs de jouer au retraité surbooké) et je ne voulais pas me lancer tant que je n'étais pas prêt. Un sujet sur la K1 apportant plus de questions que de réponses je me décide. Comment est conçue un avion en 3D en vue de l'impression ? Voici l'aile gauche du P51 de 1,74 m d'envergure de chez 3DLabs, cette vue fait partie du pdf disponible librement ICI. Pour être imprimable sur la plupart des imprimantes, il a fallu saucissonner l'aile. Cet avion est vendu avec deux formats de fichier. - Le .stl brut lisible par n'importe quel slicer. - Le format 3mf sous Cura 4.8 pour une Prusa MK3 qui comprend à la fois le .stl, le profil de l'imprimante et les paramètres d'impression. Les fichiers 3mf sont lisible avec PrusaSlicer 2.4 en reprenant tous les réglages grâce aux explications fournie mais ça ne marche pas. Vous pensez immédiatement que, propriétaire d'une MK3 ça va être une promenade de santé. Pas vraiment. Si vous utilisez Cura 4.8 tout va bien. Mais comme il a fallu du temps pour la conception, lorsque l'avion a été mis en vente en septembre 2022 on était à la version 5.3. Et là c'est le drame. On va utiliser la pièce W5L pour les explications. Voici ce qu'on obtient en chargeant le 3mf dans Cura 5.4 Pour bien comprendre j'ai laissé en plein écran. On voit en haut à gauche que le 3mf a créé une imprimante Mk3 custo et des paramètres d'impression wing_lw-pla en 0.25. Ne tenez pas compte des parties grisées hautes et basses des deux pièces gauche et droite, ce sont des zones qui créé des renforts avec des valeurs différentes des paramètres principaux. Au passage, le concepteur a laissé generic ABS comme matériau, manque de rigueur, mais c'est pas gênant. Pour rappel voici une structure classique d'avion grandeur : Voici la structure interne de la pièce en mode radiographie sous Cura 5.4. On voit le gros tube qui va servir à passer les câbles du feu de bout d'aile, les renforts de charnières d'aileron et les nervures en diagonale. On voit immédiatement les différences avec une aile conventionnelle grandeur. Mais le cahier des charges n'est pas le même. Echelle 1/6.5 Aile : 1.74 m Surface alaire 53.7 dm² Charge alaire 90 g/dm² Poids en vol 4.8 kg Pour tenir ce poids donc cette charge il faut faire léger. Vous remarquerez sur l'éclaté de l'aile plus haut que l'on panache le PLA et le LW-PLA. 90g/dm² pour 1.74 mètre d'envergure c'est déjà beaucoup. Il faut de l'entrainement car la vitesse d’atterrissage est assez élevée. Revenons à notre structure interne. Ces structures sont des éléments en contact avec la paroi mais n'en font pas partie. Seule leur proximité et les réglages de l'extrusion leur permettent de s'intégrer à la structure générale par fusion de contact. C'est là que ça se gâte. N'étant pour le slicer ni des support, ni du remplissage la plupart des logiciels ne savent pas gérer cela correctement. On lance le slicer sans toucher aux réglages du fichier 3mf, voilà le résultat. Ici on voit l'intégralité de la structure interne en noir et en rouge le résultat du tranchage que j'ai positionné à mi hauteur pour voir l'intérieur. C'est vide à part les deux petits tubes de renfort et le tube de passage du câble. Que s'est-il passé ? mystère. Il faut savoir que chaque logiciel va réagir différemment et amputera plus ou moins la pièce. Voila le résultat avec Simplify3D V5.1.2 On retrouve ici l'intégralité de la pièce avec sa structure interne complète. Je l'ai calé à la même hauteur que la vue sous Cura. Transposer les paramètres de Cura vers S3D est une vraie gageure. 605 fonctions dans Cura, 150 environ dans S3D. C'est très long sans compter les essais et le fait que l'on utilise du LW-PLA qui n'est pas facile à manier. Mais ça fera l'objet d'un autre article que je prépare. Sous Cura, après de longues heures de recherche pour que ce sujet ne soit pas vain, j'ai trouvé une solution qui sans être parfaite résoudra le problème. C'est exactement la même vue de la même pièce plus haut avec les même réglages. Sauf 1. Dans Haut/bas --> Couche supérieures : 1 ( par défaut le fichier 3mf le met à 0) Comment j'en suis arrivé là ? en essayant tout ce qui pouvait avoir un lointain rapport avec le problème. Je ne rentre pas dans les détails car avec Cura il y a des fonctions redondantes et parfois contradictoire. Ca nous emmènerais trop loin. Cette solution fonctionne bien mais dans certaines situations elle va obliger à enlever à la main la couche supérieure si elle gêne. Pour les autres slicer je ne peux rien faire pour vous. Il me faudrait trop de temps pour trouver une solution à tous les cas, si elle existe. Pour les mêmes raisons j'ai été obligé d'arrêter de me servir de Prusaslicer. je l'utilisais pour couper des stl en morceau, très pratique. Mais il est affecté du même défaut, il sort des pièces vides. On m'a demandé pourquoi j'avais acheté S3D à 200 euros alors qu'il y a des logiciels gratuit. Gratuit oui mais dès que l'on sort des figurines on s'aperçoit très vite des limites. Les algorithmes ne sont pas les mêmes, j'ai déjà montré ici les différences de résultat, c'est sans appel. S3D aussi a eu ce problème de structure fantôme en passant à la version 5.0, ça a été réglé en quelques jours. Je ne fais pas de pub pour S3D, le développeur n'a pas besoin de moi et j'ai payé mon logiciel au prix normal. C'est dit. Pour finir je voulais parler d'une alternative à la structure interne en impression par couche, le mode vase. Oui, moi aussi j'étais sceptique, mais ça marche. Voici la partie avant du fuselage d'un Sukhoï 29 de 1,10 m d'envergure. Nous sommes à mi-hauteur de la pièce sous S3D et on est bien en mode vase. Les connaisseurs apprécierons le travail du concepteur. En plus il le met en accès libre ICI. Je m'arrête, je suis trop long, ça va lasser. J'espère avoir commis le moins d'erreurs possible. Vous pouvez poser des questions auxquelles j'essaierai de répondre.
 1 point
1 point -
Bonjour, Pour éclairer le plateau de mon imprimante Lotmaxx Shark Max, J'ai fabriqué 2 petits supports avec un cache des extrémités pour recevoir une réglette d'éclairage leds rechargeable afin d' éviter le cordon d'alimentation. Ci joint quelques photos et fichiers si cela intéresse quelqu'un. Le lien de la réglette leds. https://fr.aliexpress.com/item/1005005167545935.html?spm=a2g0o.order_list.order_list_main.41.6bc55e5bQNrqL7&gatewayAdapt=glo2fra fichierSimplify3D.rar FchierFreeCad.rar fichierImprimante.rar



 1 point
1 point -
avec les mono 2 et M3 la W&C 2 suffit ou la futur w&c3 qui sort en precommande la. Le W&C plus n'est pas utile plus prévue pour les Mono X et autre imprimante de 9 a 10"1 point
-
Salut, dsl de mon retour tardif, j'ai fais une pause, ce qui m'a permis de réfléchir, et repris ce dimanche le sujet... du coup je me permet de répondre A) il était tard, fatigué dsl, de ne pas avoir donné plus de détails, et puis ça partait dans tous les sens, mais le problème majeur était que le Z était niquel sur la première couche et ensuite c’était la cata', comme si le Z descendait au lieu de monter, donc ça faisait un print tout dégueu avec la buse qui laissait des traces de ses passages... B) ha mince, j'avais fait un effort sur l'orthographe. C) les garagistes sont plus intelligent qu'on ne le pense. Il trouve la voiture sans qu'on leurs dise où on la garé. D) Kamoulox sincèrement, j'ai bcp ri à ta réponse, dsl c'est vrai que ce n’était pas évident. Et le pire c'est que j'ai la même réaction avec mes utilisateurs au bureau.... Autrement, j'ai remis le firmware d'origine, refait mon RPI3 avec octoprint/octodash. et tout semble être revenue à la normal. je dois regarder pour intégré le capteur de filament au GPIO du RPI3. je pense le firmware avait un soucis...1 point
-
Bonsoir, j’ai trouvé la solution à mon problème! Il se trouve que j’avais pas mal de support arborescent pour cette pièce. Et entre chaque « branche » de support la rétractation s’activait : 5mm de rétractation pour minimum 2mm de dépose de filament. Avec beaucoup de branches successives cela provoquait donc plusieurs rétractations sur le même tronçon de filament et finissait par l’écraser jusqu’à provoquer sa casse. J’ai donc modifié les paramètres de rétractation pour ne l’activer que si il y a ensuite minimum 5mm de filament déposé. Cela provoque un peu de stringing entre les branches mais comme c’est du support ce n’est pas grave. Voilà, bonne soirée.1 point
-
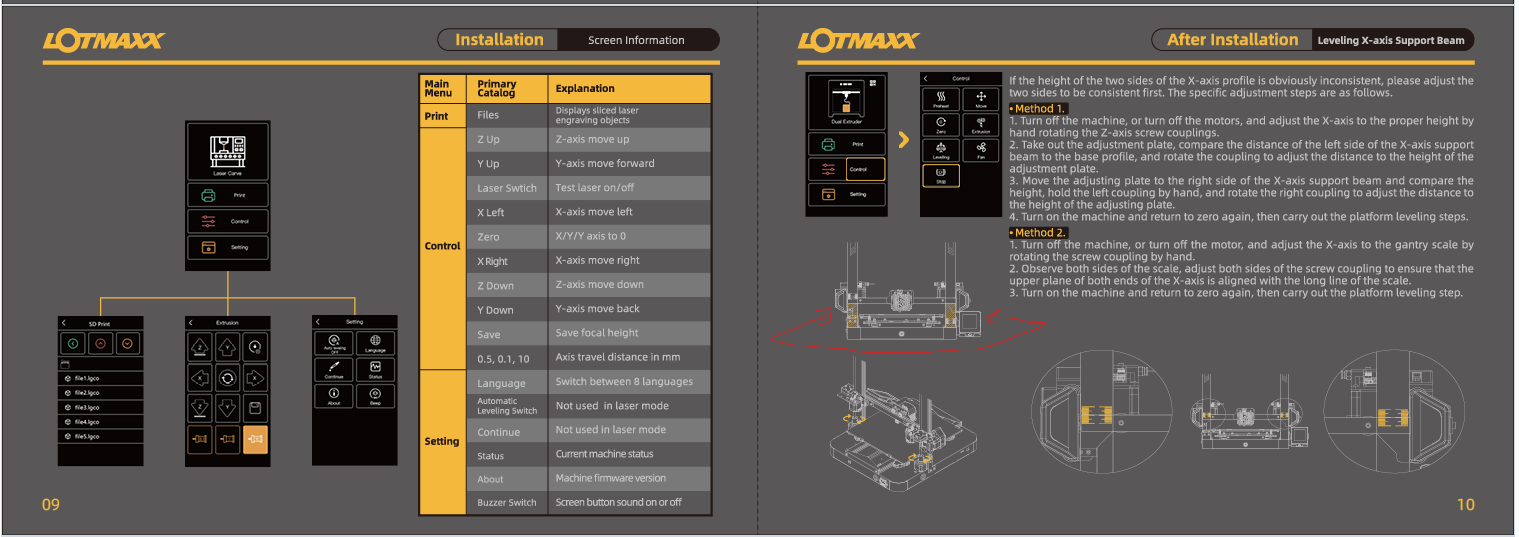
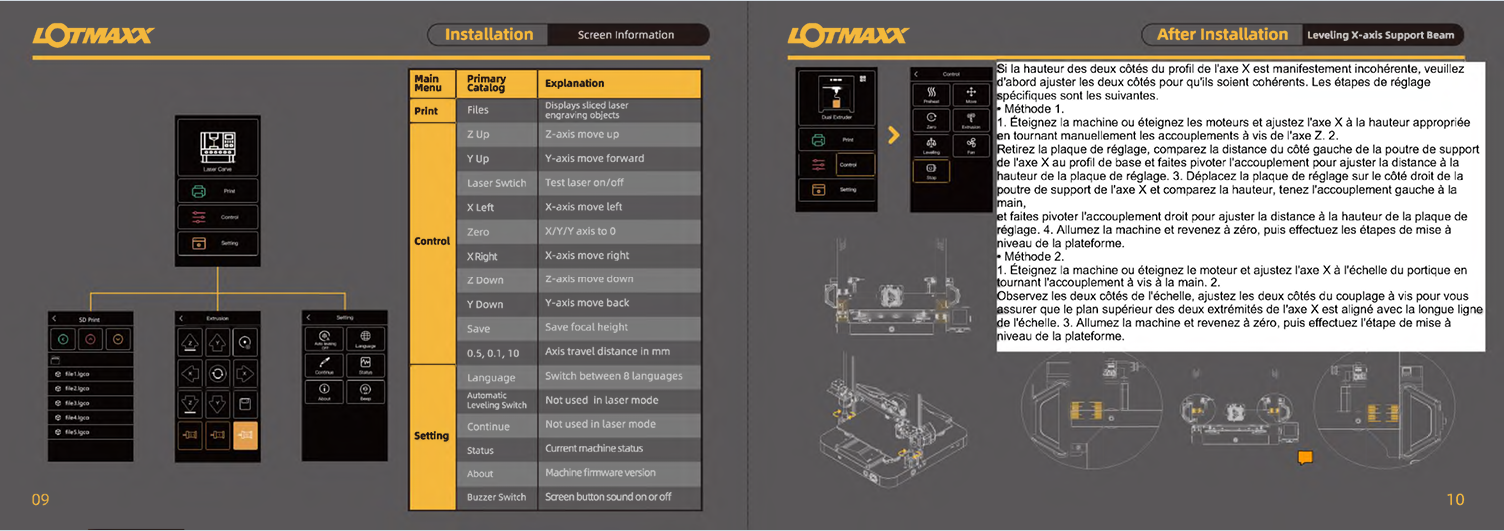
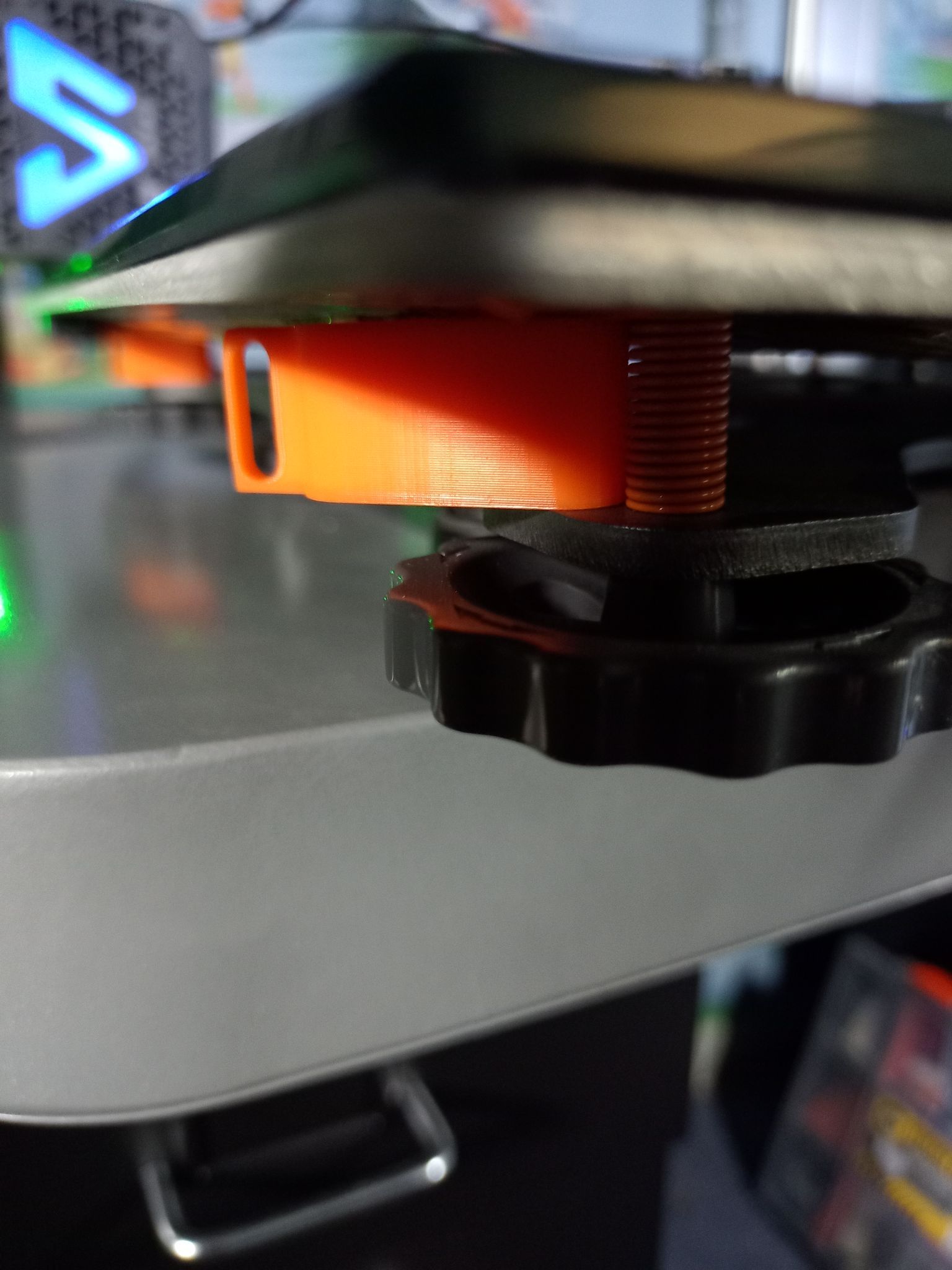
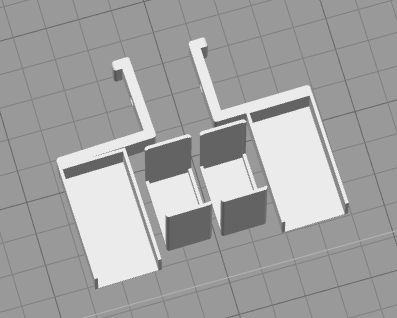
bonsoir, Lotmaxx fournit une calle de calibration de hauteur de l'axe Z mais celle-ci_ n'étant pas très pratique j'ai fabriqué 2 calles en Pla plus épaisses afin de stabiliser l'axe Z a la même hauteur. Pour le plateau j'ai appliqué la même méthode avec 4 calles de hauteur similaire le rés ultat en photos avec les fichiers de fabrication pour les personnes intessées. CallecalibrationAxeImprimante.rar

 1 point
1 point -
Salut PPAC, alors désolé d'avoir écorché ton pseudo. Si tu veux mon avis, peut-être que l'entrée du µcontrôleur est protégée mais dans le doute. (tu connais Murphy). Le mieux c'est la résistance, c'est plus sur, tout le monde n'est pas à l'aise en bidouille, et c'est pas évident de conseiller par écran interposé. Dans mon boulot (technique, électronique et informatique), je constate que même les bases de mesure de courant ou de tension ne sont pas maitrisées, c'est pour cela que je ne prête plus mon fluke car à chaque retour faut que je remplace le fusible de l'ampèremètre. Aldo1 point
-
Ça sent tres fortement l'imprimante résine: pas besoin de changer la buse, pas de problème noeuds sur les bobines etc....1 point
-
Salut PPAS, j'émets un doute sur la manip de shunter le connecteur où se branche la thermistance, il me semble mais je peux me tromper que certaines cartes mère ne sont pas protégées en cas de court-circuit sur les entrée des sondes. Je sais que les cartes de chez Bigtreetech sont protégées mais les autres je ne me prononce pas. Par contre l'idée le mettre une résistance variable (potentiomètre ou résistance ajustable), est une très bonne idée car tu peux faire varier la valeur de la résistance et donc tu peux vérifier que la température affichée évolue en même temps, ensuite si tu arrêtes de faire varier la valeur de la résistance la température affichée doit être stable. Dans un premier temps, il faut contrôler le tension d'alimentation à vide et en charge et surtout observer sa stabilité, ensuite faire un check de toute la connectique (resserrer les vis des différents borniers, vérifier le bon "enfichage "des connecteurs malgré la tonne de colle qu' il y a, ne pas hésiter à bouger les différents fils des connecteurs mais chose importante se rappeler que l'imprimante est sous tension donc attention une châtaigne est si vite arrivée et les conséquences peuvent être grave pour soi). Aldo1 point
-
Découvrez la nouvelle imprimante 3D ANYCUBIC Kobra 2 Max avec son énorme volume d'impression et sa vitesse de 500 mm/s https://www.lesimprimantes3d.fr/anycubic-kobra-2-max-presentation-20230918/1 point
-
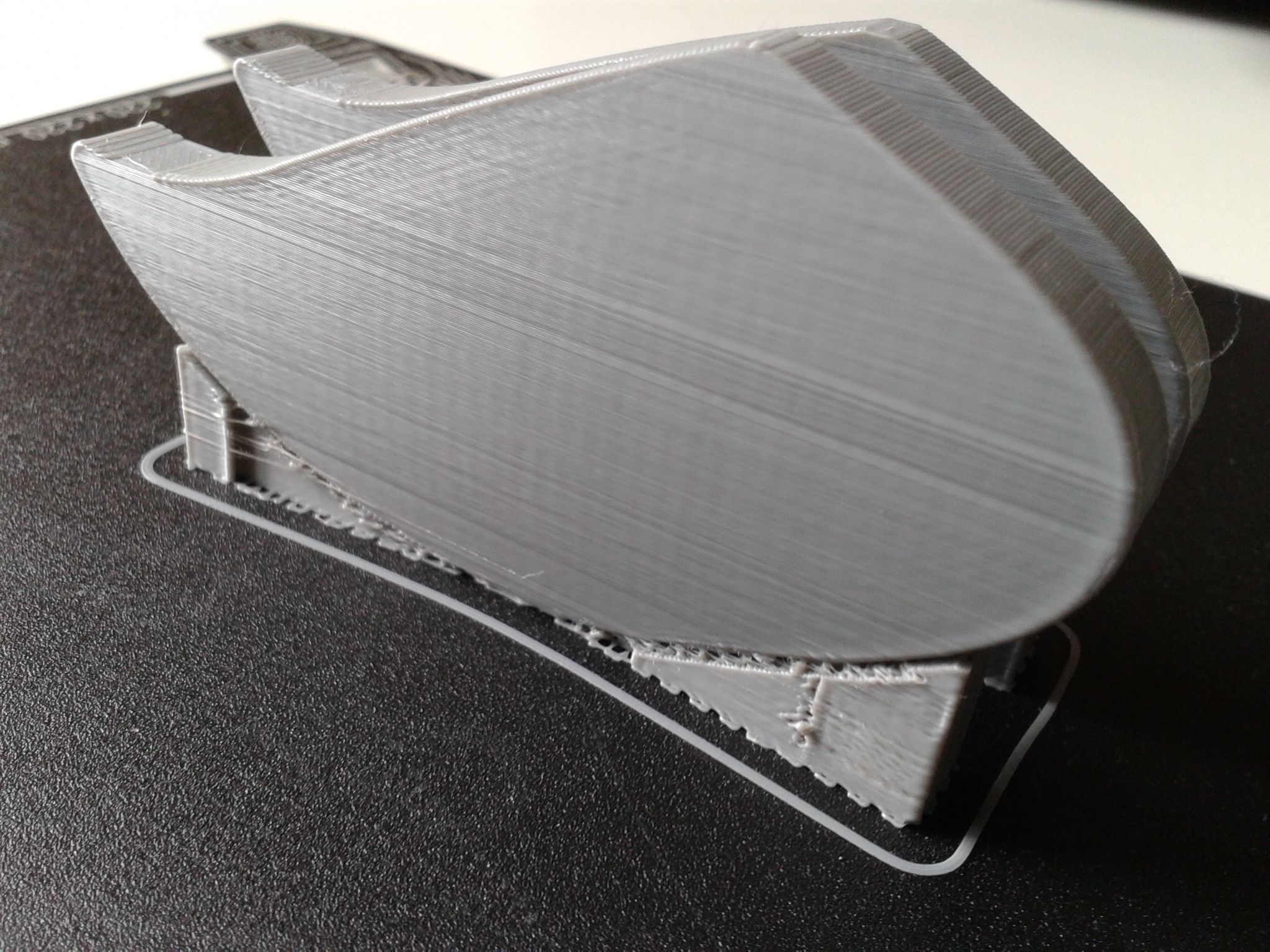
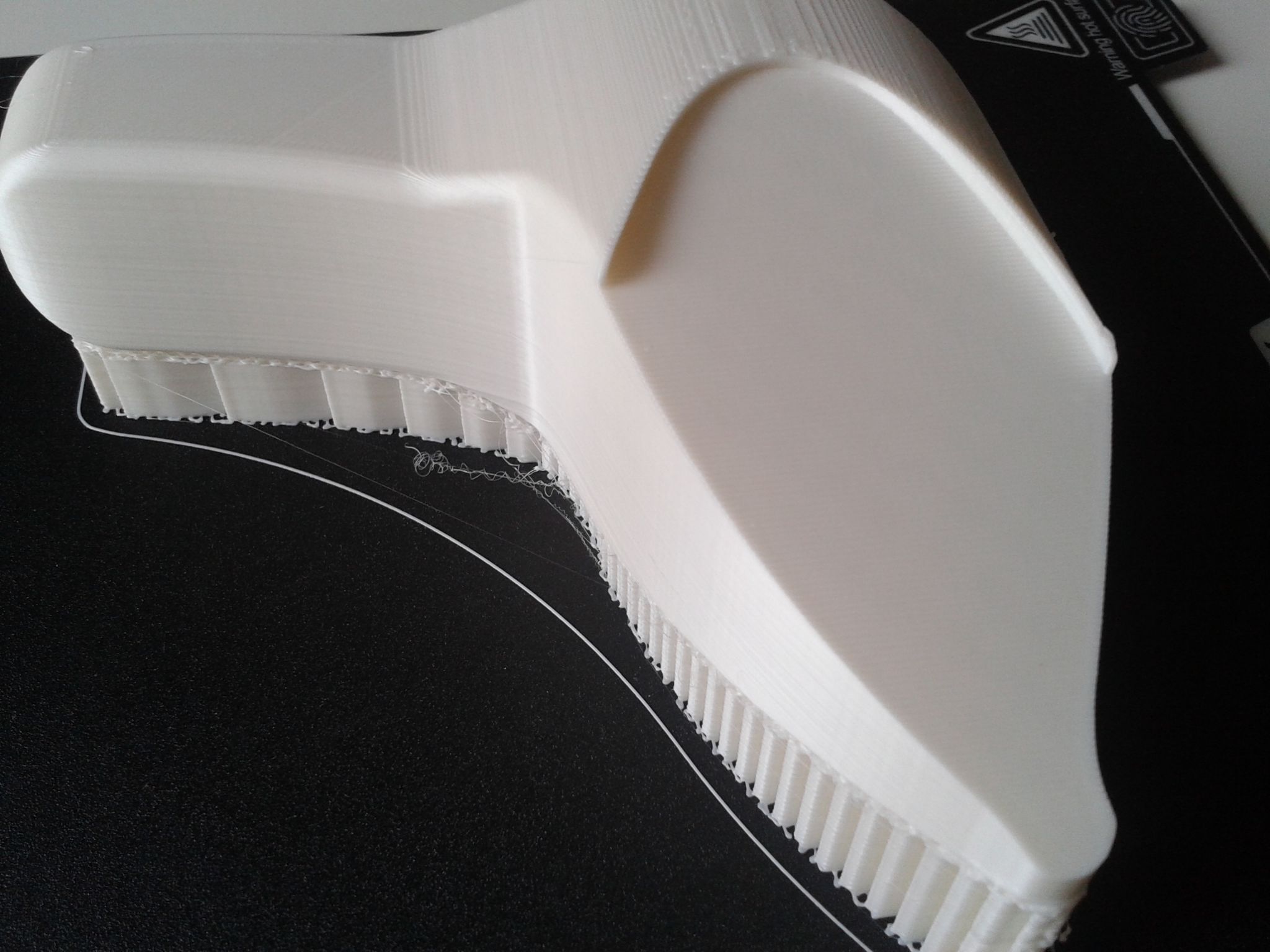
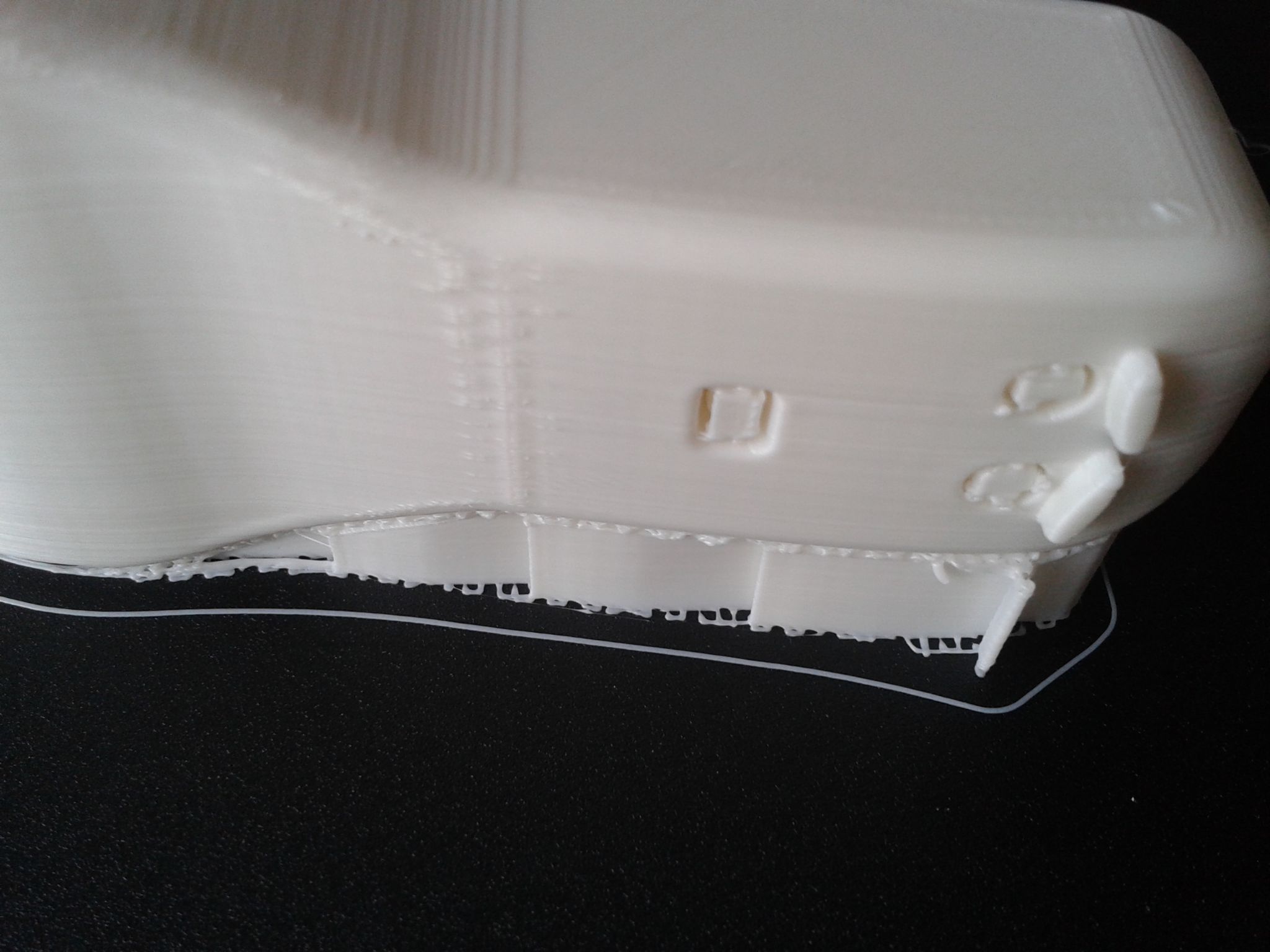
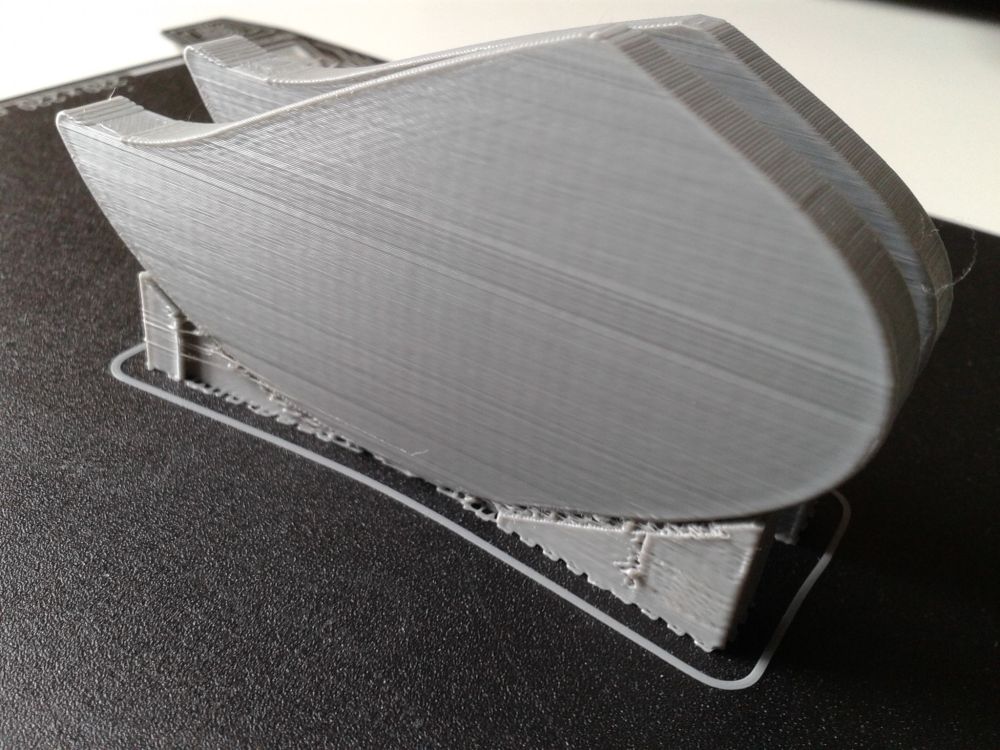
"Mouette Pixar Le Monde de Nemo" de "GREEN3D" https://cults3d.com/fr/modèle-3d/jeu/mouette-pixar-le-monde-de-nemo Plusieurs impressions, avec différents filament PLA de couleur, en suivant les recommandations du créateur. Trancheur : Creality Slicer v4.3.6 (Windows) Profil matériau : "CR-PLA_1.75" ( "Max volumetric speed" de 20.00 mm³/s ) "Body.stl" Profil qualité : "Normal" ( modifié avec, hauteur de couche 0.16 mm, supports normaux, taux de remplissage 15% ) Filament utilisé : PLA Eco blanc ArianePlast "Wings" (Les deux ailes en même temps) Profil qualité : "Normal" ( modifié avec, hauteur de couche 0.16 mm, supports normaux, taux de remplissage 10% ) Filament utilisé : Anycubic PLA Hautte vitesse gris "Tail.stl" Profil qualité : "Normal" ( modifié avec, hauteur de couche 0.12 mm, supports normaux, taux de remplissage 10% ) Filament utilisé : Anycubic PLA Haute Vitesse gris "Beak.stl" Profil qualité : "Normal" ( modifié avec, hauteur de couche 0.16 mm, supports normaux, taux de remplissage 10% ) Filament utilisé : Velleman PLA Jaune "Legs.stl" Profil qualité : "Normal" ( modifié avec, hauteur de couche 0.12 mm, sans supports, taux de remplissage 100% ) Filament utilisé : Velleman PLA Jaune "Eyes.stl" Profil qualité : "Normal" ( modifié avec, hauteur de couche 0.12 mm, sans supports, taux de remplissage 10% ) Filament utilisé : Velleman PLA Noir Je n'avais pas fait attention, a la distance des dessus des supports avec l'objet imprimé, qui sous Creality Print, ne sont pas changé/recalculé quand on modifie la hauteur de couche d'un profil (il y avait donc une valeur de 0.2 mm alors que j'imprimais avec une hauteur de couche de 0.16 mm) ce qui pourrait nuancer/expliquer la qualité des surfaces supportées. Voici le résultat après nettoyage, ébavurage, assemblage et collage.











 1 point
1 point -
@hyoti, Je pense que c'est une CR10 équipée comme ici : https://www.instructables.com/How-to-Upgrade-CR-10-From-Single-Extruder-to-Dual-/ @F-X confirmera peut-être ...1 point
-
ce que j'ai fait j'ai acheter un extrudeur de meilleure qualité, des nouvelles buses et un ptfe dans tout les cas elle avait besoin d'une bonne mise a niveau, je vous recontacte samedi le temps de tout recevoir et de monter1 point
-
Ne serait-ce pas un peu excessif ? Du frein filet «rouge» serait déjà trop. Si la vis était plus grosse (beaucoup plus), genre la taille du moyeu de la roue arrière de mon Vstrom, à l'aide d'un écrou (dont je ne me souviens plus du nom) et d'un goujon ça empêcherait que cela se dévisse Je me doute que c'était de l'humour Il faut pouvoir dévisser pour le jour où tu voudrais remplacer les galets de roulements.1 point
-
Bonjour! Merci pour les informations. Au sujet du caisson, voilà le mien. J'ais ajuster température selon le fabriquant, je prends notes de tes spécifications et je vais réessayer un peu plus tard d'imprimer. C'est un caisson que j'aie fait moi même et sous l'imprimante j'ai installer un ancien congélateur converti en incubateur afin d'éliminer l'humidités dans le filament, la température se maintient à 60deg.1 point
-
Non ce n'est pas limité aux fautes de frappes, les limites sont : il faut que ce soit drôle, compréhensible (donc auto porteur) et ne pas blesser.1 point
-
Soudage.....1 point
-
Merci pour la réponse, Je pense que je vais dans un premier temps démonter la plaque inférieure pour vérifier et faire ce que je peux en m'inspirant du sujet ci-après pour repérer les bons fils. On verra si je m'en sors. @+1 point
-
Rhôôôôh, je ne te savais pas si pervers ! Courageux mais pas téméraire1 point
-
Bon, j'avais dis que je ne toucherais plus mon imprimante (enfin la bricoler koi.....), encore une promesse d'ivrogne Bref, j'ai une idée, bonne ou mauvaise, c'est pour cela que je la soumet. Les innommables ressorts ont depuis longtemps quitté le plateau.. Remplacés qu'ils sont par des "coussins", qui me satisfont à 98%, donc les 2 % me chagrine Pourrait on les remplacer par des supports rigides (petg, Alu, ec,), bref par un truc que l'on boulonne une fois pour toute et ont ne parle plus des mouvements intempestifs du plateau.1 point
-
Dernier teasing avant les annonces de mercredi ?
 1 point
1 point -
Merci @juanpa. J'avais juste oublié de sauvegarder l'E-eprom après nivellement ! Il me reste le ventilateur qui ne se met pas en route après la 1ère couche, je vais voir... à force de bricoler, peut être un fil de débranché ou coupé ? Bonne journée, Jack1 point
-
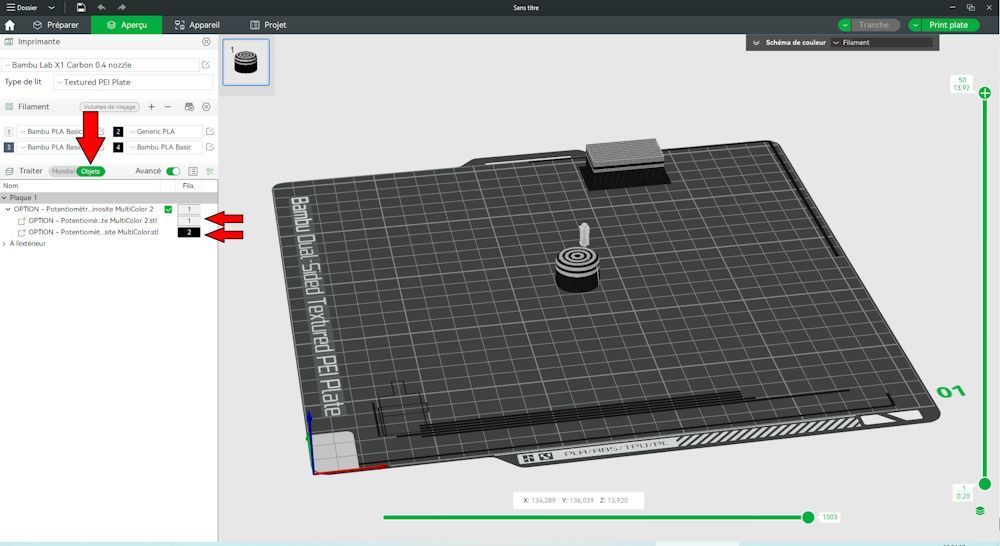
Salut, Non, c'est un jeu d'enfants: tu glisses les 2 pièces simultanément dans un nouveau projet tu réponds oui à la question: "Charger ces fichiers en tant qu'objet unique avec plusieurs parties?" tu orientes et places la pièce et/ou parties où tu veux tu affectes un filament à chaque partie (bouton traiter sur objets) tu imprimes
 1 point
1 point -
De toute façon, le futur clavier Gboard promis par google sera dopé par l'IA et corrigera les fautes et sera même capable de ré écrire le texte en choisissant un style . Mais IA ou pas, difficile de faire plus avec " j'allume puis la machine s'éteint et bip"1 point
-
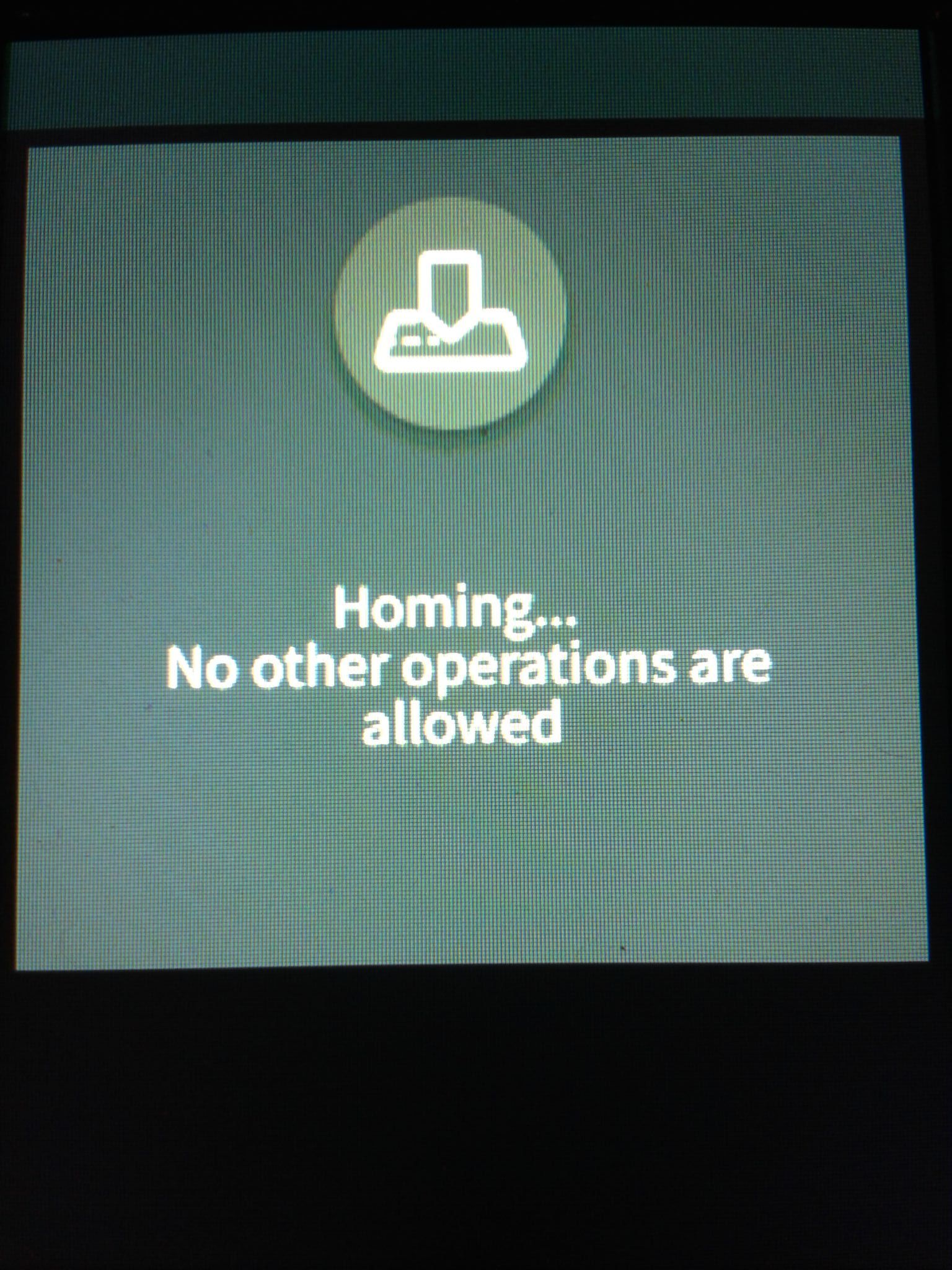
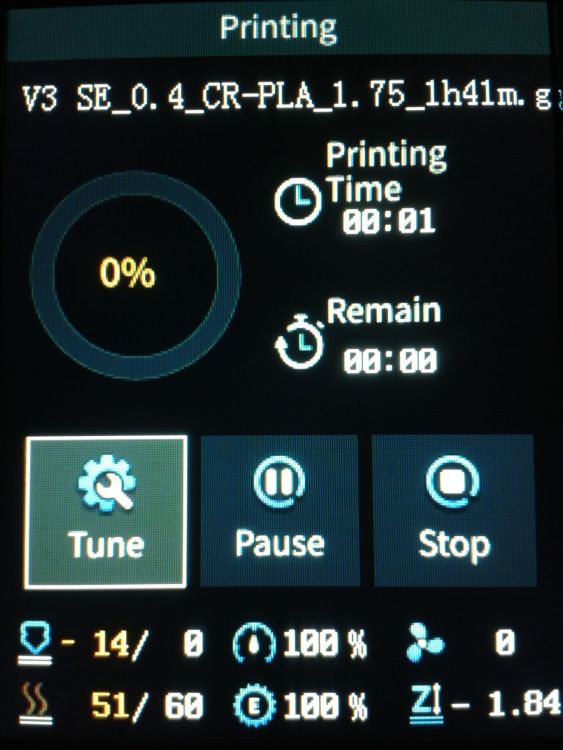
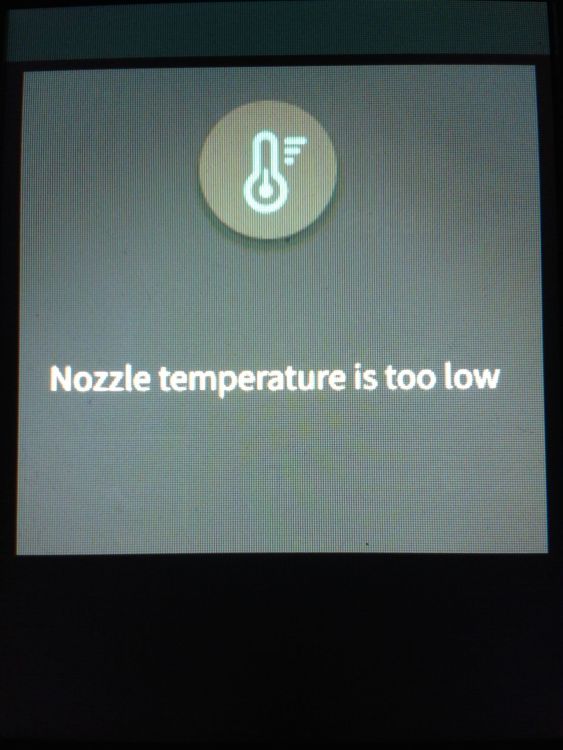
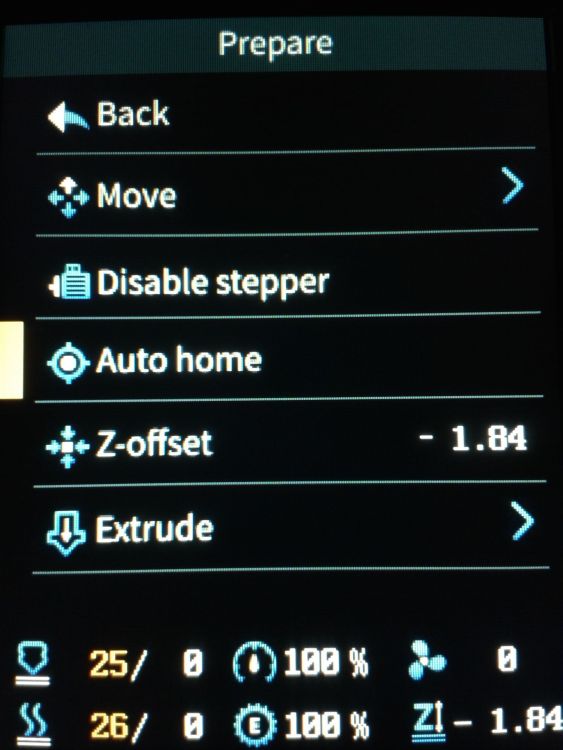
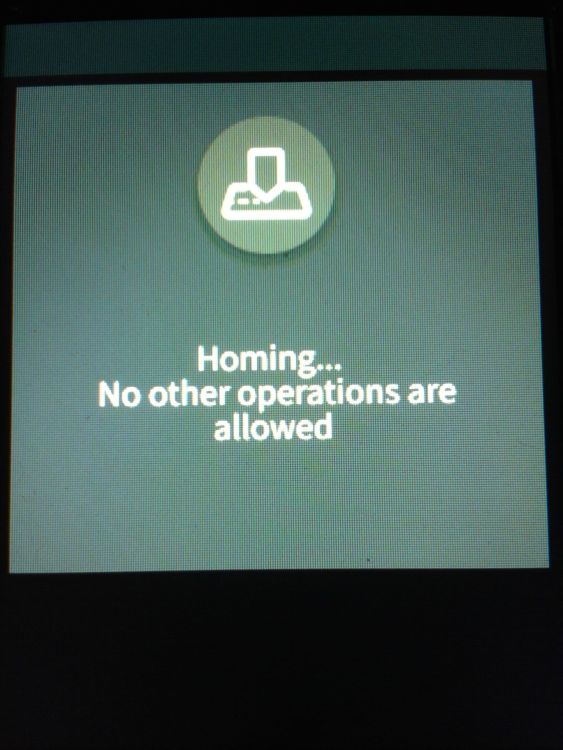
Pour compléter mon test, ici, je cherche à déclencher des messages d'erreurs du firmware. Première tentative En ayant préalablement déconnecté le faisceau de câble principal de la tête d'impression avant d'allumer la machine. Allumage sans message d'erreur (mais si on va dans un sous-menu comme "Prepare" l'on peut voir la température de la buse affichée a "-14" °C) Au lancement d'une impression rien de spécial ( sauf le "-14" °C affiché pour la buse (normale ici car j'ai déconnecté la tête d'impression justement pour déclencher une erreur) ) et relativement rapidement, cela émet une petite suite de bips, suivie d'un long bip sans fin, et affiche un message d'erreur "Nozzle temperature is too low" ( après le Home X, Y et le retour en position central du plateau, et le début de la mise en chauffe de la tête. (normalement suivie d'un palpage au centre du plateau) ) qui oblige à éteindre la machine car aucune action n'est alors possible. (Sur mes "antiques" imprimantes (comme la K8400) j'étais habitué au message d'erreur "MINTEMP" dès l’allumage dans ce genre de situation) Seconde tentative En ayant préalablement déconnecté le moteur de l'axe X avant d'allumer la machine et demander un "Auto Home". Il n'y a alors pas d'erreur d'affiché mais cela reste bloqué sur l’écran "Homing... No other operations are allowed" (forcement le capteur de fin de course X n'est jamais déclenché, car il n'y a pas de déplacements sur l'axe X, car j'ai déconnecté le moteur de l'axe X, pour chercher a déclencher une erreur) J’hésite a faire un Leveling en ayant débranché le capteur de pression qui permet de déterminer le Z-Offset. (Car, si il n'y a pas d'erreur au démarrage, je me dis que c'est probable que la buse force alors sur le plateau lors du Leveling. Mais il me faudrait vérifier pour vraiment savoir...) (Sinon petite déception pour moi.) Le buzzer ne semble pas déclaré comme "speaker" sous le firmware marlin. Donc il n'est pas possible de faire des modulation de fréquence des bip sonores émis ( voir M300: Play Tone ) Et donc, mon fichier mario.gcode qui joue normalement une petite mélodie extraite d'un jeu vidéo "Mario" ne rend vraiment pas top. ( copier/coller le contenu de mario.gcode dans le champ "gcode" et cliquer "Play" de http://ddrboxman.github.io/RepRapRingtone/ pour entendre ce qui est attendue.)
 1 point
1 point -
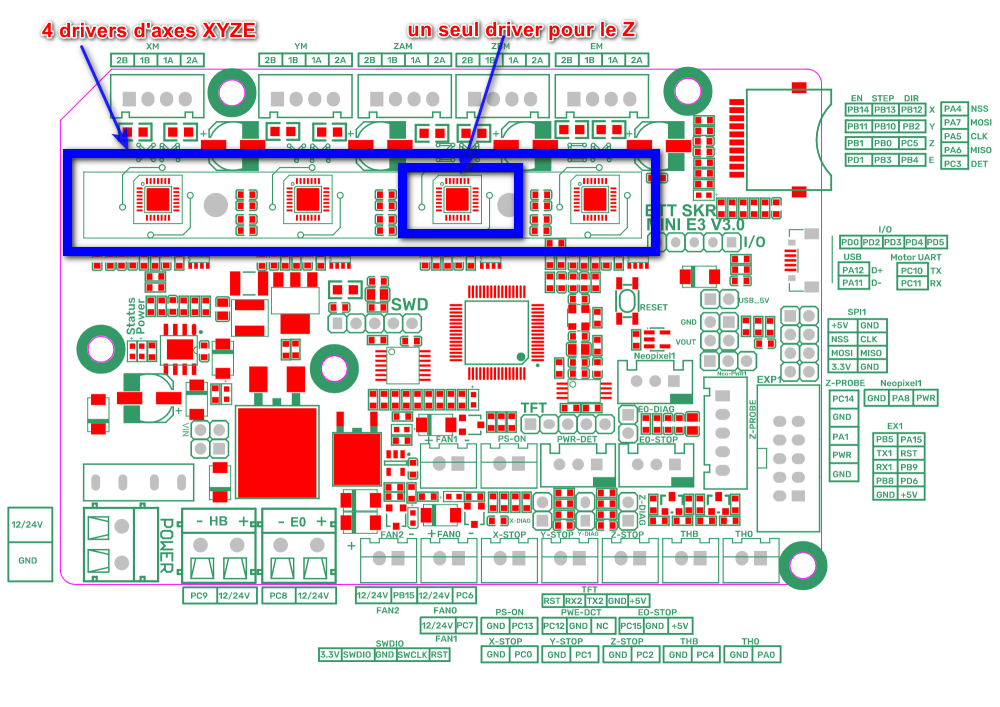
Bonjour, sur cette carte il n'y a que 4 drivers d'axes X,Y,Z,E le Z n'a qu'un driver , donc pas de possibilité de dédoubler les commandes., ou de le réaffecter a un autre axe.
 1 point
1 point -
Hello Endless, je viens soulager @MrMagounet dans ces conseils (et aussi parce que c'est lundi matin, et que j'aime bien raconter ma vie le lundi matin... et le reste du temps) ___________________ Si tu parles de la Anycubic mono 4 K, elle est d'après moi obsolète pour son prix. Volume d'impression : [LxPxH] 130x80x165mm Résolution XY (niveau de détail) : 35µm ___________________ Concernant la Photon M3 : Volume d'impression : [LxPxH] : 164x102x180 Résolution XY : ~40 µm (de mémoire, j'me rapelle plus exactement, et anycubic ne communique pas là dessus, et flemme de calculer) A mon sens, entre les deux et à prix quasiment équivalent je recommanderai la photon M3 pour son volume d'impression supérieur. Toutefois, j'estime qu'aujourd'hui la photon M3 n'est pas le meilleur rapport qualité prix sur le marché (après les prix bougeant chaque jour, on est pas à l'abri d'une bonne affaire) ___________________ L'anycubic mono 2 : (LxPxH) : 165x89x143mm Résolution XY : 35 µm Elle se trouve entre les deux, la photon M3 garde tout de même un meilleur volume d'impression, mais cette machine est souvent très peu chère, entre 150 et 199€ selon les sites et les périodes ___________________ L'anycubic mono X2 : (LxPxH) : 196x122x200 Résolution XY : 48 microns Pour moins de 250€ tu auras la machine Anycubic avec le meilleur volume d'impression, mais avec un niveau de détail légèrement inférieur. Tout dépend si tu préfère un plus gros volume d'impression (plusieurs pièces d'un coup, ou de plus grosses pièces) ou un niveau de détail le plus précis possible, sachant qu'entre 35 et 48 microns, la différence reste acceptable et demande une visualisation des deux pièces cotes à cotés ___________________ Et comme tu l'as dit : La Elegoo mars 4 Max : Avec un volume d'impression : 195.84x122.4x150 Et une résolution XY de 35 µm, un bon compromis, mais je partage l'avis de Mr magounet les plateaux de ces machines à deux pans prévoient quelques contrariété, notamment la possbilité de refaire ton leveling plus régulièrement qu'avec les autres. ___________________ Bref, pour conclure, de tout ces choix, je te déconseille la mono 4K, car c'est la moins intéressante du comparatif (pour son prix de base), le reste ne dépend que de ton choix, la sagesse me dirait "prend la mono 2", parce que c'est la moins chère et qu'elle suffira suffisamment pour commencer et se faire la main1 point
-
On va toujours plus vite quand on refait le dessin. Il ne faut pas s'entêter sur un début "bancal".1 point
-
salut @Robert_Alfa20 Superbe travail pour ton analyse et pour toutes les informations pour la configuration du BLTouch. j'ai lu le document et je propose une idée d'indiquer un préréglage de montage. (une distance en mm) pour la distance qui sépare du bed et de la pointe du BlTouch rentrée quand le Zofset est celui par défaut à 0.20mm pour la TLD3. C'est juste un paramètre de sécurité pour régler la bonne hauteur du BLTouch afin d'éviter un plantage accidentel de l'extrudeur dans le BED. Question pour le gcode de démarrage après le G28 il faut bien évidemment le M421 S1 c'est mieux Autre idée j'ai réalisé il y a un moment un adapteur qui permet de connecteur la prise série USB sans l'alimentation du 5V. le montage est facile il suffit de souder les 3 pins selon la photo le montage comporte une prise male et femelle USB. J'ai réalisé les fichiers STL en deux demi coquilles assemblées et collées une pointe de colle cyano suffit recto verso... Rien de bien compliqué, il faut juste être adroit en soudure. le dispositif fonctionne sur toutes mes imprimantes En ce moment je suis bien occupé ! je réalise un nouveau montage pour remplacer la carte mère d'un laser SOVOL. j'utilise une nouvelle carte mère 32 bits une MKSDLC32 avec un écran de 3.5 pouces. je dois tout repenser boitier et connectique avec un nouveau paramétrage du GRBL. Cette carte permet un contrôle total des déplacements et de la configuration via une interface WEB pour éviter de se bruler les yeux . c'est à dire je commande le laser depuis mon fauteuil dans une autre pièce. J'ai un autre projet en cours d'élaboration en cours; une soudeuse de filament bout à bout par un système de fusion avec deux matrices chauffées et contrôlée par un PID. le concept est intéressant car le filament est ébavuré et calibré après la soudure... J'attends les fournitures car ma commande est enregistrée en regroupage de colis. A+ Pièce1.STL Pièce2.STL


 1 point
1 point -
oui c'est très bon aussi en rapport qualité prix la Mars 4 max elle a un ecran de 9" contre 7.6" pour la M3 en therme de résolution c'est assez comparable au final, le seule truc que j'ai pas est le système de reglage plateau en forme de boules avec 2 vis qui oblige a revoir régulièrement de la calibration Z plateau la ou le système de la M3 bouge pas . Pour la anycubic je te parlait de la photon M3 pas de la mono 4K regarde ici, les 2 modèles sont intéressantes quoi qu'il en soit1 point
-
Pas mal de nouveautés cette semaine chez les différents acteurs du domaine de l'#impression3D ! https://www.lesimprimantes3d.fr/semaine-impression-3d-402-20230917/1 point
-
Salut @Mael_to, Concernant le dépoussiérage, comme @gerardm l'a précisé un coup de souflette ou pinceau destiné à enlever la poussière. Les ventilateurs aussi se salissent facilement et l'accumulation de poussière peut leur faire perdre leurs performances et donc provoquer des surchauffes. En ce qui te concerne le diagnostic est compliqué mais ce qu'on a pu relever c'est que les problèmes se produisaient plutôt sur des impressions de longue durée, donc un composant qui chauffe. Une fois éliminés les problèmes liés aux cartes SD et aux slicers, restent alors des problèmes liés à la machine. Je pense qu'il faut d'abord régler ton problème et ne pas tenir compte des problème avec l'Ender 3 au risque de tourner en rond: Si deux machines rencontre le même problème alors on écarte les provlème matériel et on s'oriente vers un problème logiciel ou de carte SD ... Donc une fois ton imprimante, carte mère, radiateurs des drivers et ventilateurs soigneusement nettoyés qu'est-ce que ça donne ?1 point
-
Salutation ! Là c'est louche ... peut-être vérifier le bloc d'alimentation ? ( si déjà, il fournit à vide (rien de branché sur ses borniers de sorties (prendre des photos pour bien rebrancher après) ) ou non les tensions de sortie attendues ? mais il te faudra un multimètre, ou au moins, un ventilateur qui fonctionne aux même tensions, que les tensions de sortie de ton bloc d'alimentation... ) Tiens nous au jus.1 point
-
Bonjour, Je ne peux pas trop t'aider, Sur la S1 Plus, la plaque fait 310mm*315mm avec deux encoches comme maintenant sur la K1 max, J'ai commandé en janvier dernier une plaque energtic PEI double face (une texturée et une lisse), en 310mm*310mm (pour CR10 xxx) les plaques à encoches ne se faisaient pas trop à l'époque. J'en suis très content, cela accroche bien sur le texturé (PLA et PETG) et généralement je ne suis pas obligé de sortir la plaque et de la plier ; le refroidissement suffit. Je n'ai pas encore essayé le côté lisse (pas eu de besoin). Pour ton choix, perso, je pense que j'essaierai la flex PEI pro, la plaque acier est un peu plus épaisse 0.5mm contre 0.4mm, ainsi que le revêtement PEI, et la différence de prix est minime. Pour le PEA je ne connais pas du tout, tout comme les nouveaux revêtements, PEY, PEO,.... certains ont l'air de faire des motifs sympas (surtout pour les grosses pièces) sur le dessous. Certains modos vont en tester, à suivre ,....1 point
-
Salutation ! J'aime bien l'idée donc je ne vais pas "censurer" ou "masquer" pour le moment. ( Mais je surveille. Et il suffit de me faire un message privé ou de "signaler" via les "..." a droite de chaque commentaire pour demander une modération) Et surtout, ne pas rechercher ".gcode" sans le "c" sur le forum (sinon c'est l'affiche pour moi ... mais normalement en France le ridicule ne tue pas voir même on en vit (citation approximative de "Henri Jeanson") )1 point
-
Hello les amis ! Alors tout fonctionne ... Le servo est remplacé par un 180° et j'ai réglé le $31 sur 255 ce qui me donne une plage d'utilisation de ma tête de coupe en M3 S125 position haute et M3 S90 position coupe Partie logiciel : Inkscape 0.48.5 avec l'extension MI GRBL ça fonctionne très bien pour cette utilisation Donc partie servo et entrainement Check ! hihi -> Il me reste juste à trouver un meilleur moyen d'entrainer la feuille car elle est bien entrainée mais elle glisse de droite à gauche et du coup décale la coupe Mais tout va bien pour aujourd'hui juste un dernier réglage et c'est parti pour de la coupe de folie (Stickers moto, flocages perso, ...) largeur de bande en fonction des Barres alu et des barres Ø8 pour l'instant je passe des feuilles de 30.5cms mais bientôt un modèle de 61 cms à rouleau prendre la place à côté Une fois terminé je mettrai tout sur thingiverse pour que tout le monde puisse se faire sa petite découpe vinyle pas cher Des bisous et des bonbons, A Tantôt1 point
-
De très nombreuses nouveautés ont été dévoilées lors de la conférence "Upgrade Fun Together" de Creality, à Munich en Allemagne. https://www.lesimprimantes3d.fr/creality-bayern-munich-nouvelles-imprimantes-3d-20230916/1 point
-
Salut, Est-ce que tu peux fournir ton fichier gcode compressé? tu n'aurais pas un M600 qui se balade dedans? PS: cette fois-ci @electroremy, j'ai bien regardé, il n'y est pas1 point
-
Salutàtous Nouvel essai de calibrage avec les cônes TableFlip, épaisseur de couche 0,1 mm, temps d'exposition 2 s. Seul le F du texte n'est pas formé complètement, il ne manque pas grand chose pour que se soit parfait. Inconvénient la partie verticale est relativement statée.


 1 point
1 point -
On arrive au réglage de Prusa pour le plateau (50 à 60°C) sans colle.1 point