Classement




Contenu populaire
Contenu avec la plus haute réputation dans 22/10/2023 Dans tous les contenus
-
Plusieurs membres du forum (@isidon, @PPAC, @mykidox, @Funboard29 et @Ironblue) sont à l'honneur cette semaine dans notre nouveau récap hebdo de l'impression 3D ! https://www.lesimprimantes3d.fr/semaine-impression-3d-407-20231022/4 points
-
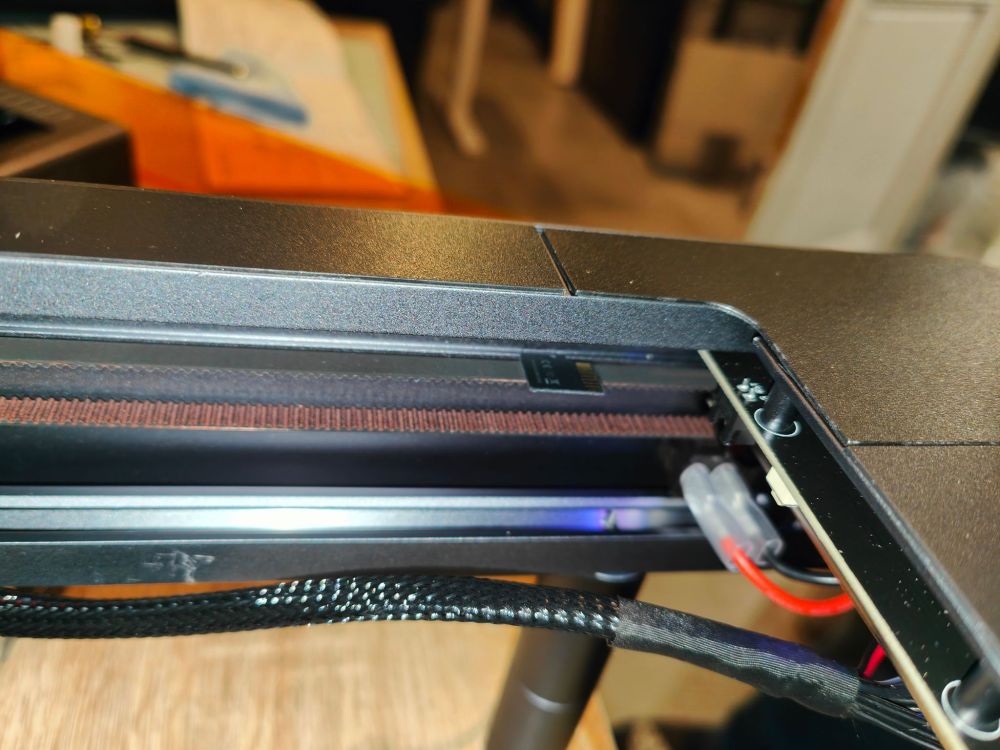
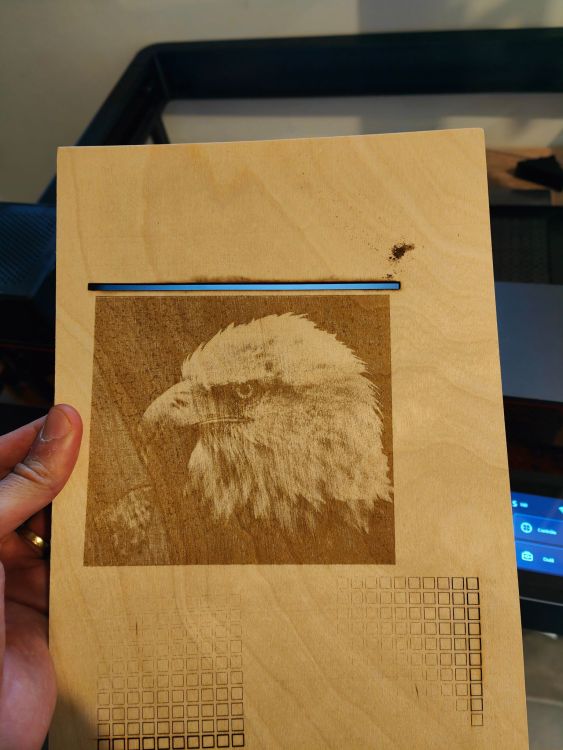
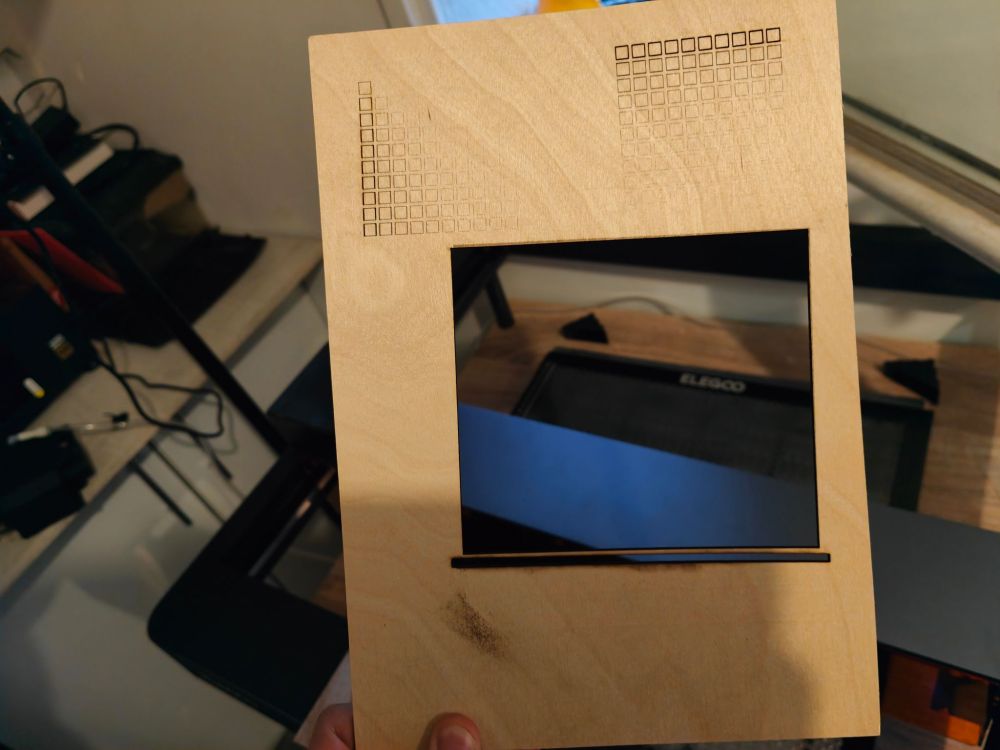
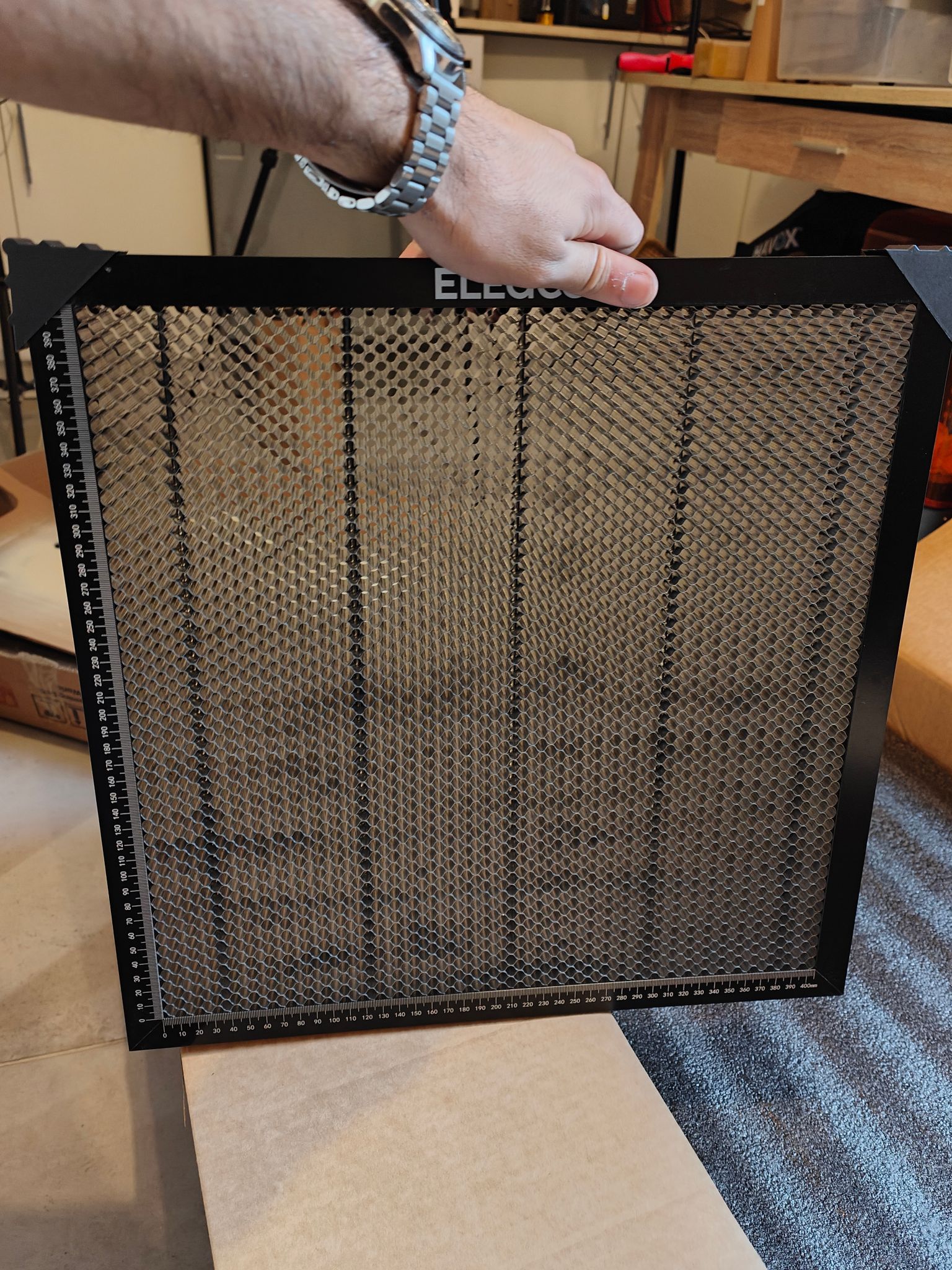
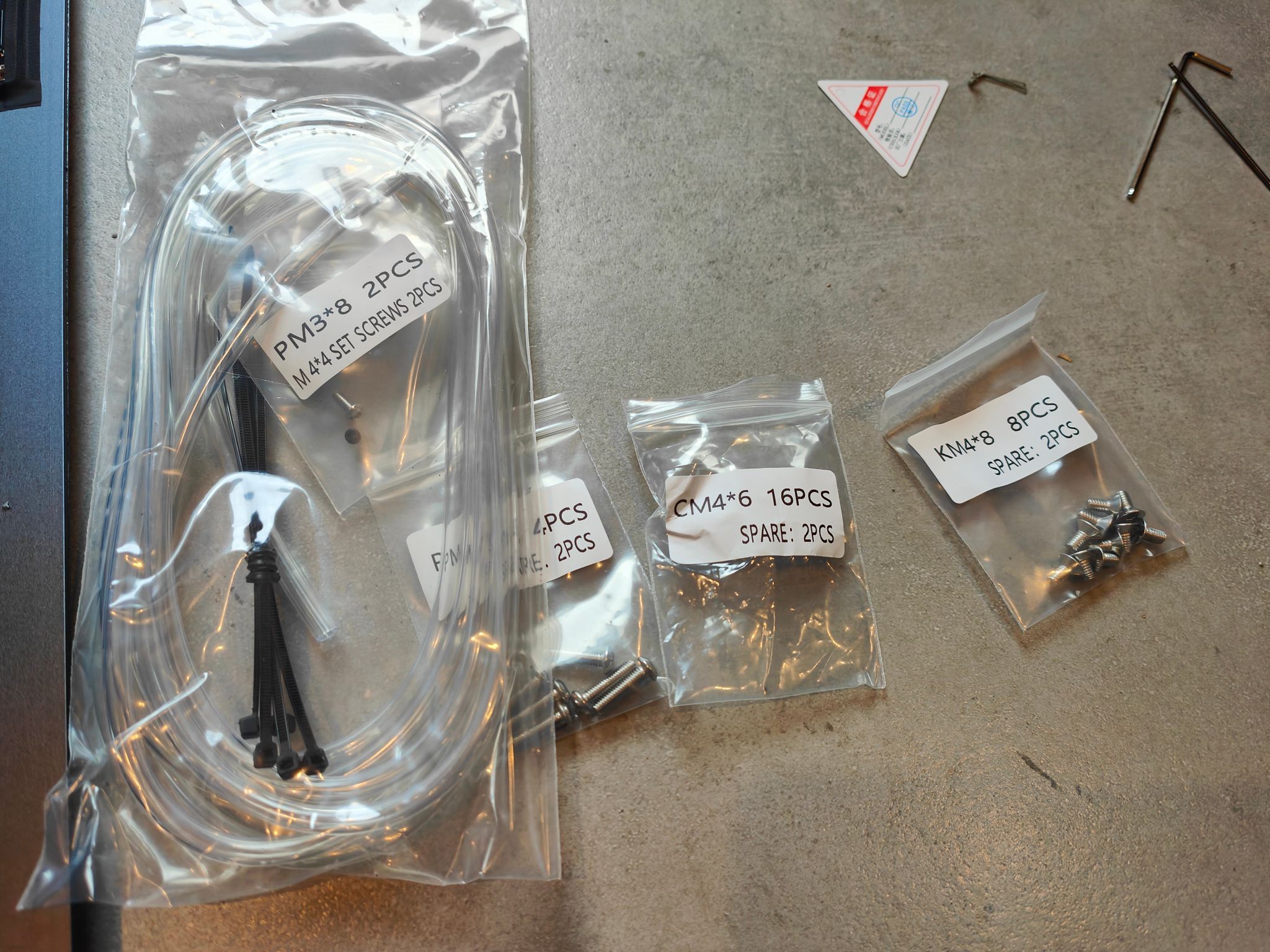
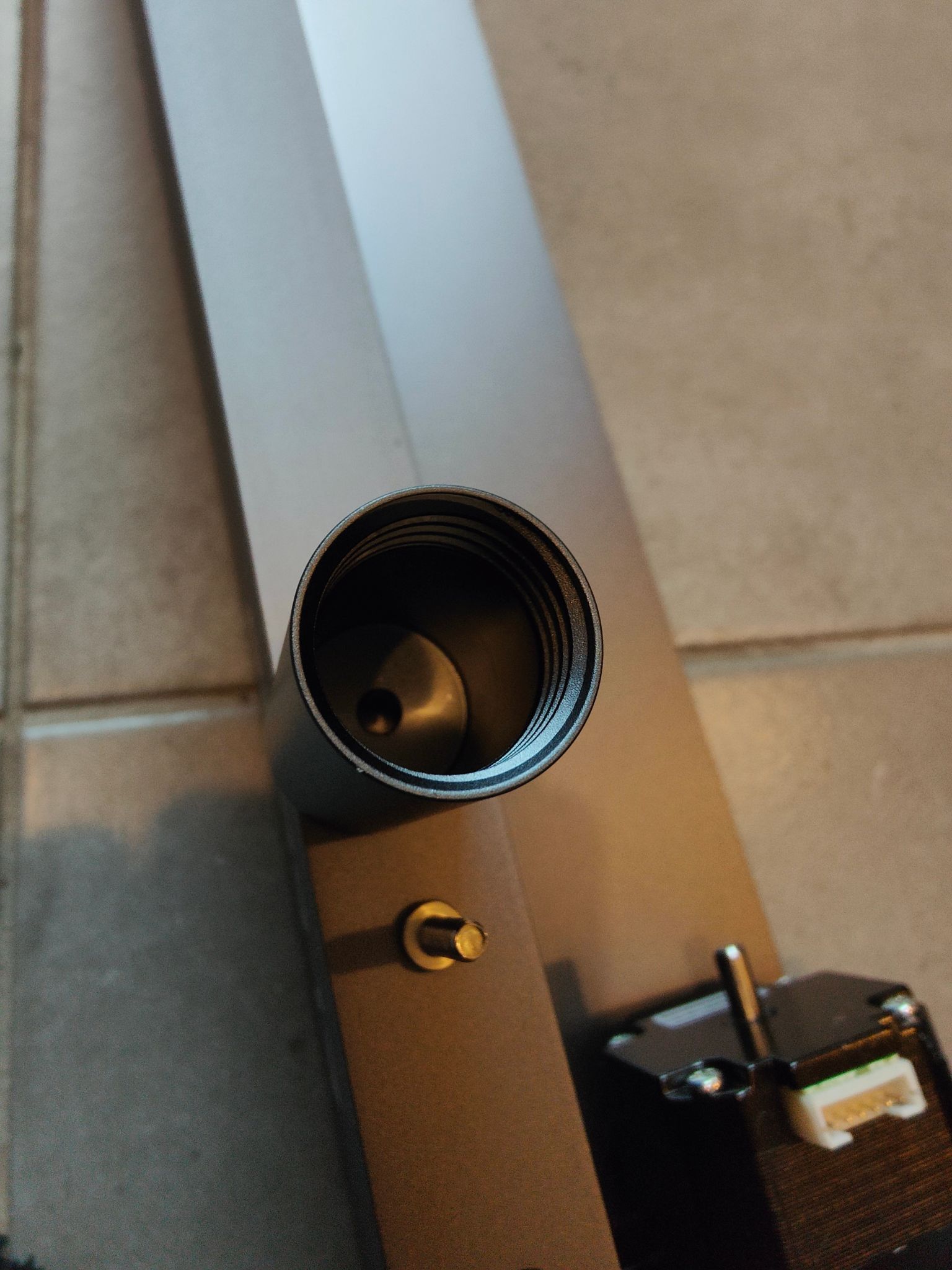
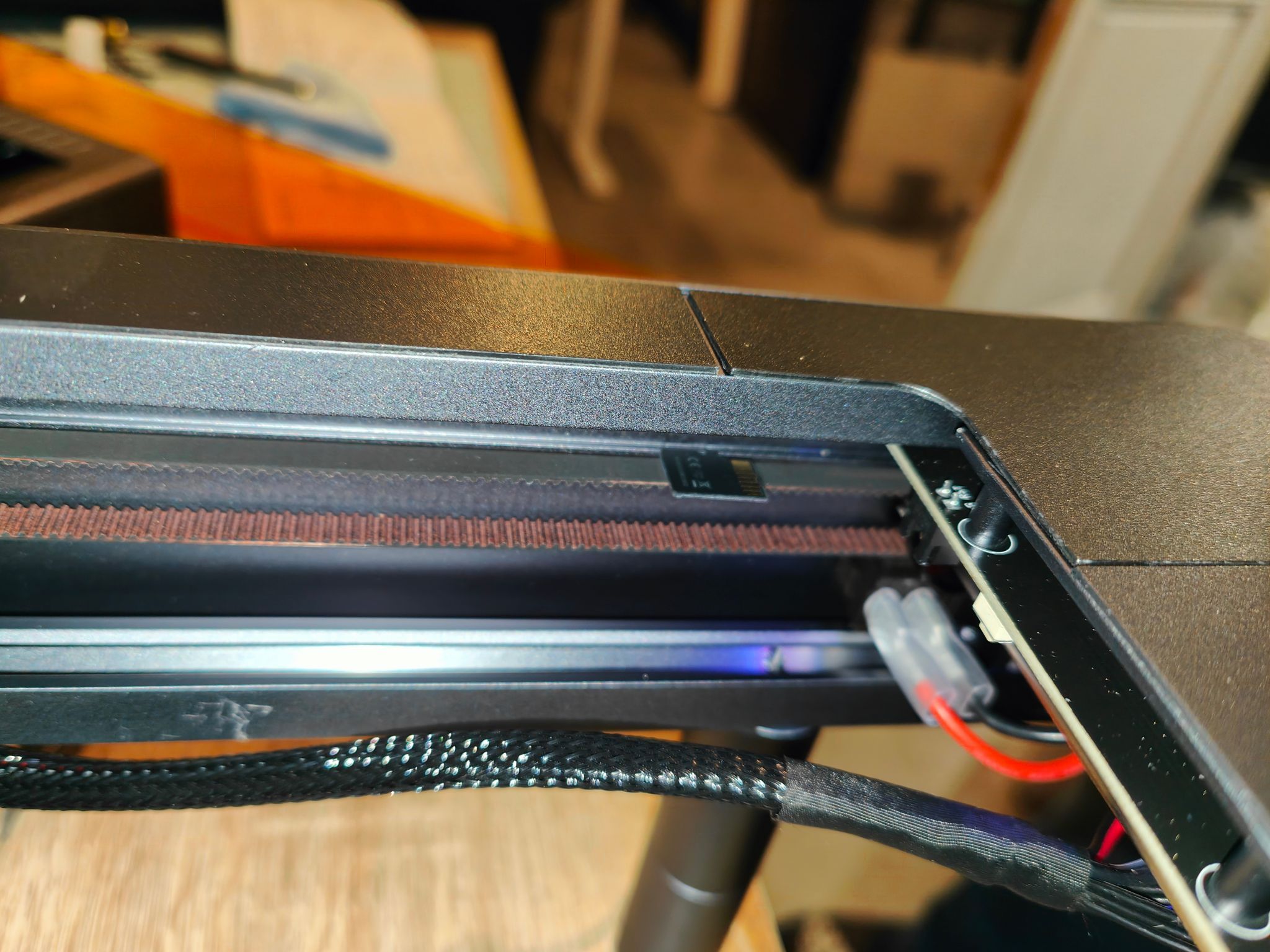
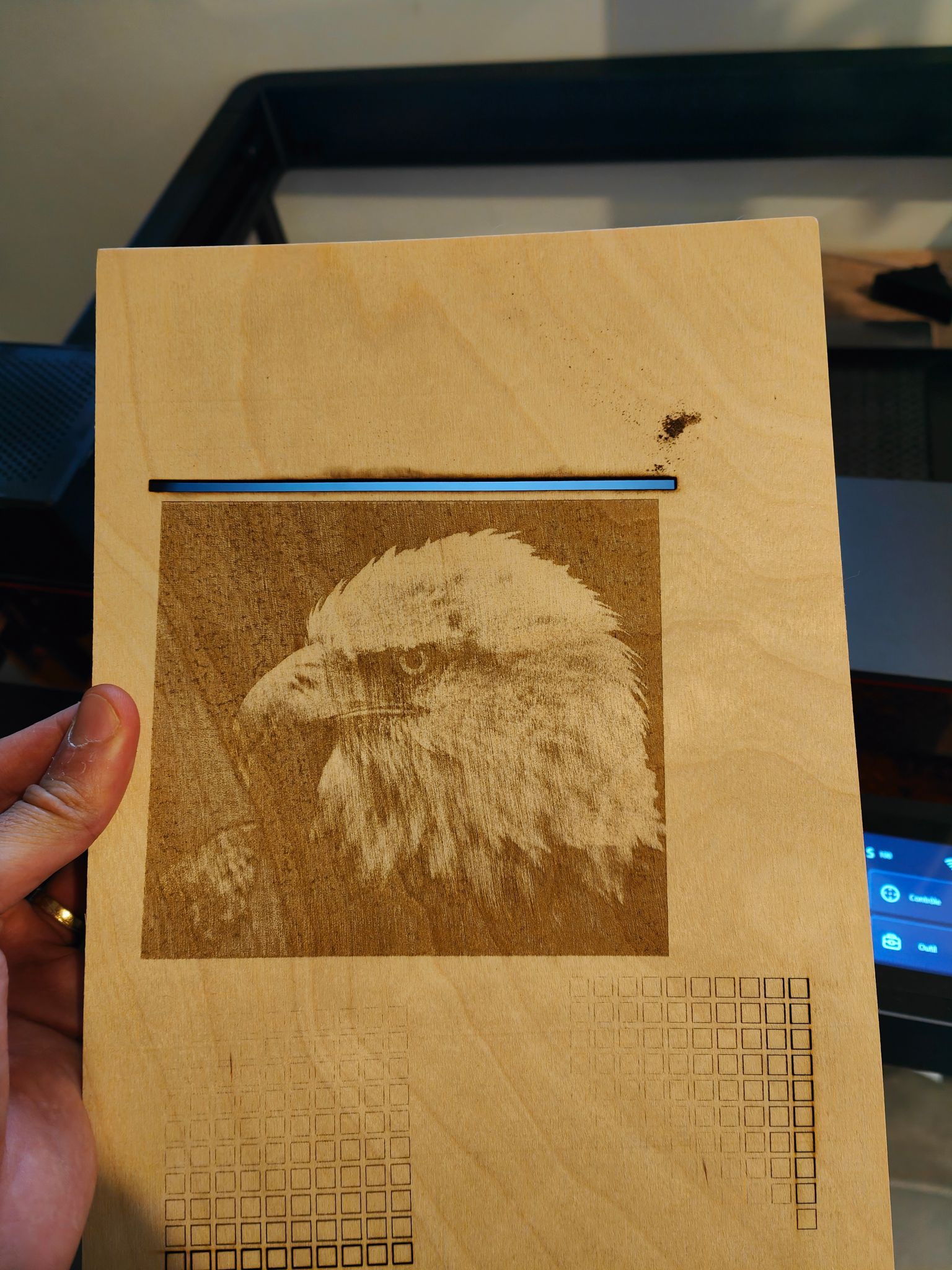
Toute ressemblance de ce titre avec un autre titre du sujet n'est que pur hasard ! (qui a dit menteur ?) Pour suivre l'exemple de @PPAC, j'ai commencé à faire mumuse avec mon graveur laser. Suivant les conseils des habitués, j'ai utilisé Lightburn sans même tester les autres, parce que flemme. J'ai fait comme à mon habitude, j'ai appuyé sur tous les boutons et j'ai regardé ce que ça faisait. J'ai rentré moi même les paramètres de la machine (dimensions), j'ai dégagé l'espèce d'auto home parce que le fait cette machine n'ai pas de capteur de fin de course me fait PETER un plomb, du coup elle démarrera là ou je la mettrais. J'ai aussi fait mumuse avec le système de calque de Lightburn en rentrant principalement les valeurs données par le manuel Elegoo, j'ai quand même fait quelques tests car je trouvais que les paramètres recommandés n'étaient pas très "marqués". J'ai suivi les conseils de @fran6p et je n'utilise l'air Assist que pour les essais de découpe et pas les gravures (durs quand on fait faire les deux en même temps). Voilà mes réalisations, toutes les pièces ont été achetées sur amazon en cliquant sur les liens recommandés ici et là, majoritairement ceux de @fran6p Pour suivre vite fait l'exemple de PPAC, on va parler un peu du montage et de l'unboxing, mais vite fait parce que généralement ça me soule de le faire Montage : 2 vis en plus par paquet au cas où (j'aime) Visser les pieds n'aurait pas été une partie de plaisir si je n'avais pas un aimant Un ptit cache pour aller sur la carte mère à la toute fin ? Non, c'est trop cher ? Ce petit jeu sous l'emplacement de la carte SD m'a rendu fou Voyez plutôt... C'est pas ma carte SD pour rien, elle passe son temps à rater le trou Mes projets : J'ai donc fait un premier test sur l'échantillon de bois fourni avec la machine, après j'me suis procuré les éléments moi même parce qu'ils ont fait les radins sur les échantillons. (au passage sur ma clé, aucun fichier déjà préparé contrairement à ce qui est dit sur la notice). J'me suis ensuite fait ma carte d'accès pour venir boire le café dans les bureaux, puis j'ai testé de graver une spatule pour l'impression résine. J'ai ensuite fait quelques tests d'exposition et un test de découpe suivi d'un test de gravure sur le bois, puis en deuxième partie j'ai refait une découpe autour du dessin, j'ai bien conscience qu'avec les calques on pouvait tout programmer en une fois, mais vu que je ne sais pas où je vais, je fais un truc puis je réfléchis à un autre truc. Dans la semaine je vais tester sur des assiettes en ardoise, il n'y a pas de recommandation avec cette matière sur la notice, donc j'envisage des tests proche de la carte métal (entre 2000mm/mn et 6000 mm/mn et 25 à 50% de puissance pour mon laser 20W). Voilà je n'ai pas encore fait sur papier coloré parce ça me fait pas rêver en fait, bien que sur le groupe facebook je vois des dessins assez beau sur du papier bleu... Ok, en fait ça me fait rêver, mais j'ai flemme de m'en procurer :d













 2 points
2 points -
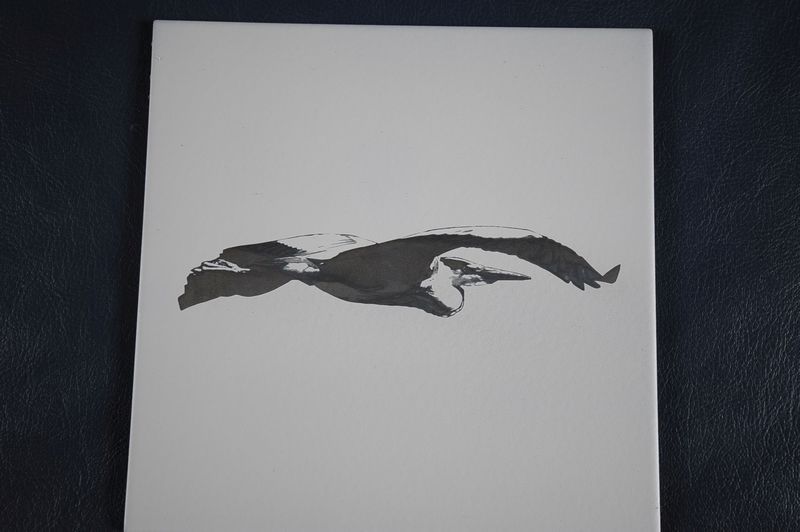
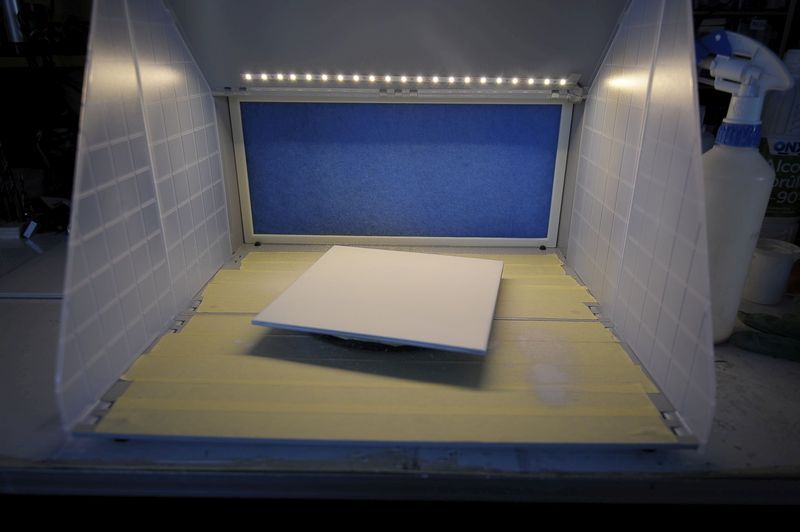
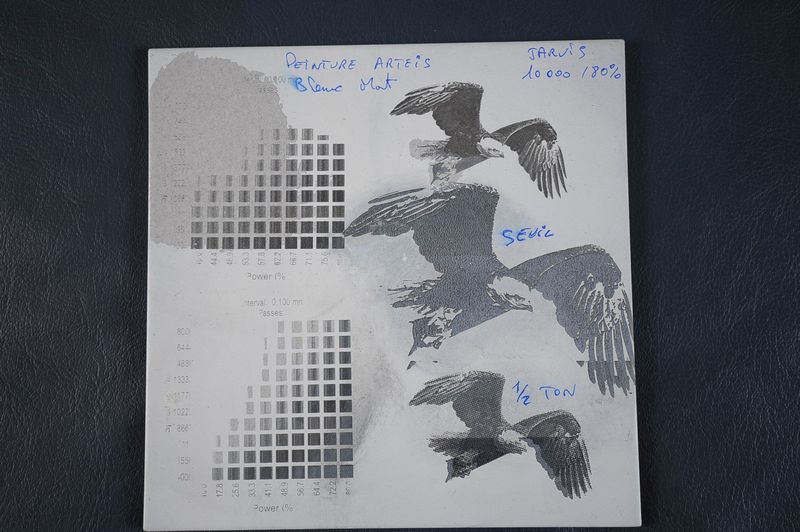
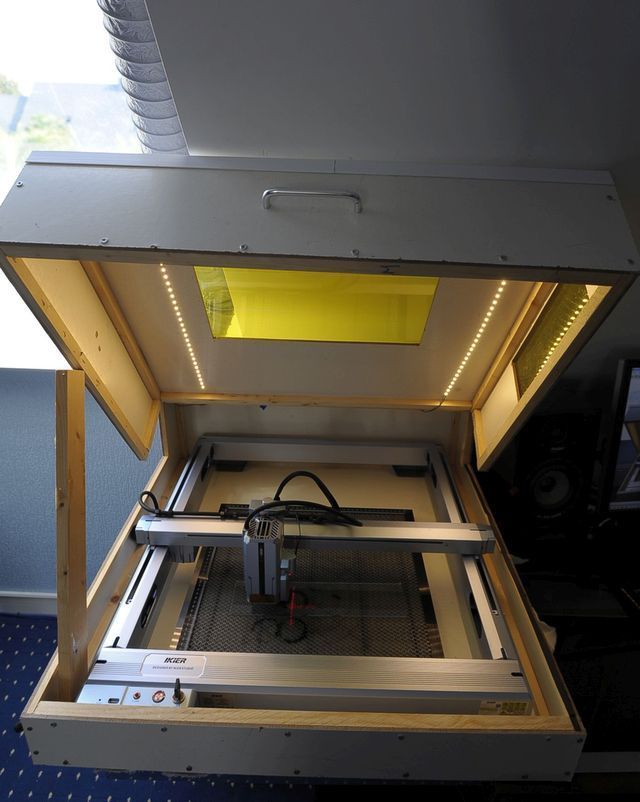
En cherchant à me renseigner sur les techniques de gravure sur céramique je me suis aperçu qu'il y avait beaucoup de zones d'ombre. Je vais essayer modestement, je débute, de compiler ce que j'ai pu glaner sur la question. * Qu'est-ce que le dioxyde de titane ? Je vous renvoi vers Wikipédia, ce sera plus précis et beaucoup plus complet que mes bribes de connaissance. Mais pourquoi le TiO2 ? parce que. Non je déconne, c'est grâce à Nokia. Laser markable material comprising TiO2 pigmented thermoplstic elastomer C'est en effet Nokia qui a déposé un brevet en 2001 avec comme intitulé l'inclusion du TiO2 dans un élastomère thermoplastique (TPE). A noter que c'est Motorola et Ciba-Geigy qui ont ouvert le bal en 1985. Nos machines sont récentes mais pas la technique, près de 40 ans ! Cet élastomère est moulé par injection pour former un clavier de téléphone. Les caractères sont obtenus par transformation photochimique au laser. Le changement d'état du TiO2 a lieu à une longueur d'onde du laser comprise entre 300 et 400nm. Autrement dit ça ne marche pas avec un laser Ir. Le TiO2 est alors un additif pigmentaire compris entre 0.5 et 5% du poids du matériau. 1.5% pour un élastomère transparent. C'est cette faculté qui est exploitée dans la gravure sur céramique. Avec en plus l'effet thermique du laser qui va fusionner le TiO2 avec la couche de surface. Ca peut être l'émail, la céramique, le grès céram, la faïence, le béton ciré, la pierre, etc. Un avertissement : * La peinture La quasi totalité des peintures blanches contiennent du TiO2. Entre 5 et 15%, ce qui est largement suffisant pour nous, relisez les valeurs de la rubrique précédente. Vous allez trouver dans quasiment toutes les vidéos d'Amérique du nord, les peintures en bombe Rust-Oleum conseillée par les youtubers "experts". Ne perdez pas votre temps, c'est très rare en Europe et c'est très cher. Voilà un carreau peint avec une bombe de blanc mat de chez Arteïs (loisirs créatifs), 4.10 euros. C'est la peinture qu'ils vendent aux graffeurs, le choix de couleurs est énorme. Je m'en sers pour le modélisme et c'est à quelques km de chez moi. C'est un Héron cendré, photo personnelle, sur carreau de sol 20x20. Je n'ai pas enlevé la peinture, le carreau est gris et empêche de juger du contraste. Je n'ai aucun idée du taux de TiO2 de cette peinture. La seule certitude est que les noirs sont profonds et les nuances présentes. * Le TiO2 en solution Il y a presque autant de recettes que de prescripteurs. La plus simple est l'eau comme vecteur. Ca marche très bien à condition de rajouter un peu d'émulseur, une goutte de savon liquide. Le but, faire baisser la tension superficielle du liquide. Evitez le liquide vaisselle, ça mousse trop. Le savon noir liquide est parfait. Ca va aider à étaler les gouttes d'eau et éviter les zones sèches de solution. C'est la même technique que pour les extincteurs. Le séchage est un peu lent, c'est pourquoi on lui préfère l'alcool. - Quel alcool ? L'alcool ménager à 70° fonctionne parfaitement. Vous pouvez prendre de l'alcool à bruler à 90°, c'est la même molécule pour le même effet en plus concentré. Ces deux produits sont très peu chers et font le job, le temps de séchage à 20° est assez rapide. On peut lire souvent que le TiO2 se dissout dans l’éthanol, c'est faux, quelque soit le vecteur vous devez remuer toutes les 5 ou 6 secondes durant la pulvérisation. La poudre retombe au fond du récipient très vite. - Quelle proportion ? Toutes les formules que j'ai collationné vont de 3.5 parts à 6 parts de liquide pour 1 part de TiO2. Du simple au double. Rappelons que Nokia dans son dépôt de brevet préconise 0.5 à 5%. Rappelons aussi que les peintures blanches contiennent entre 5 et 15% de cet additif. 15% correspond à peu près à 6/1 (14.3%). C'est le choix que j'ai fait avec une goutte de savon liquide.. -Quoi d'autre ? On trouve de tout, c'est parfois pertinent, comme le savon liquide, mais pas toujours. La Gomme xanthane et la glycérine sont parfois utilisés mais pour reproduire une peinture. Dans ces conditions autant prendre une peinture acrylique existante, la diluer et ajouter le TiO2, pourquoi pas. L'avantage est que notre "poudre magique" va rester beaucoup plus longtemps en suspension. On peut aussi obtenir le même effet avec un petit peu de colle à bois. Dans ce cas il faut de la colle acrylique et non pas vinylique. Mais je suis sceptique sur le bien fondé de cette mixture. - Le cas Borax . J'ai trouvé plusieurs recettes utilisant ce matériau sans que les utilisateurs sachent pourquoi. C'est un produit connu depuis au moins deux millénaires. Il est utilisé dans de très nombreuses applications pour sa faculté à s'agréger aux oxydes. Voilà pourquoi on le retrouve ici. Il s'avère que j'utilise ce produit depuis très longtemps. Je m'en sers comme décapant pour la brasure à l'argent. On chauffe la baguette, on la trempe dans le borax et on brase les deux pièces qui vont être décapées avec la poudre de borax qui s'est vitrifiée à la chaleur. Le principe est le même à la forge, il va agglomérer les oxydes à la surface du métal et faciliter la soudure. Même chose pour la fonte de l'or ou l'argent. Un coup de brosse pour enlever les scories. Et pour nous ? le borax va s’agglomérer au TiO2 ce qui peut améliorer un peu les noirs. Mais l'inconvénient est que la poudre de borax est beaucoup plus grossière que le TiO2 ce qui va diminuer la résolution de la gravure. Je n'ai pas fait le test, il m'en reste très peu et la vente est interdite au public depuis 2006 dans la CE. * La préparation. D'abord la sécurité: Gants, lunettes, masque FP2. Cette poudre est très fine et s'insinue partout, surtout dans nos bronches. Le mieux est de faire comme @fran6p, faire ça dehors. Ici dans le Finistère nous somme rentrés dans la période dite de mousson, il fallait bien payer la sécheresse des mois précédent. Donc je prépare la mixture dans le garage et j'utilise une "hotte" aspirante. C'est une cabine d'aspiration avec un plateau tournant. Le ventilo est un 120mm avec son alim 12 volts. J'ai rajouté les leds. J'utilise un pulvérisateur de jardinage que j'ai piqué dans la serre de ma femme, il est parfait. Mais il ne servira plus jamais à autre chose. Il faut remuer le plus souvent possible, toutes les 2 ou 3 pressions. La teinte beige est donnée par une ou deux gouttes de colorant à peinture qui aide à juger du recouvrement. * Le gravage. Je prépare mes photos dans Gimp 2.10.34 pour la retouche éventuelle, le détourage et le passage aux nuances de gris. J'utilise LightBurn pour piloter un Ikier K1 Pro 24 watts. La machine est dans un coffre de protection ventilé J’emploie le mode Jarvis pour les photos. - Vitesse 10000mm/min - Puissance 80% - Balayage bidirectionnel. - Surbalayage 2.5% - Interligne 0.08mm - 317dpi - Le reste à zéro. - L'assistance d'air à environ 20%, c'est un potentiomètre. Ces valeurs sont constantes pour le gravage de carreaux par peinture ou solution titane. Les carreaux de faïence 15x15 proviennent de chez BricoDépot et valent 5.5 euros le m² soit 13cts l'unité. Attention, ce sont des carreaux d'intérieur. A l'extérieur la céramique va "boire" l'eau et le carreau éclatera à la première gelée. On peu pallier à ça en saturant la céramique avec une résine très liquide ou un vernis polyuréthane. Photo téléchargée sur le site WALLPAPER ABYSS. Même traitement que les miennes. Le nettoyage se fait à l'eau. Bien tenir la carreau vertical sous le robinet. Si le résidus de solution passe de l'autre coté il va imprégner la faïence, ça ne part pas. J'ai fait mes essais de mode LightBurn, de vitesse et de puissance en gravant un carreau de test. J'ai beaucoup de projets. Un bestiaire à partir de mes photos pour la buanderie, une fresque dans une chambre, mais c'est pas pour tout de suite. J'espère avoir fait gagner du temps aux débutants et ne pas raconté trop de bêtises. Amusez vous, c'est magique.

 2 points
2 points -
Bonjour à tous et merci pour vos réponses, comme un idiot, je ne trouvais plus mon sujet initial. En fait, le problème était extrêmement simple. A la réception, j'ai démonté le plateau pour vérifier les serrages en dessous. Il y a des isolants sous le plateau, et bien sûr ceux de gauche sont 2 mm plus petits que ceux de droite. Grâce à l'une des vidéos tuto de creality, j'ai pu le voir, merci à vous pour le partage. Une fois remonté, tout est en vert Merci pour votre aide, Bonjour à tous et merci pour vos réponses, comme un idiot, je ne trouvais plus mon sujet initial. En fait, le problème était extrêmement simple. A la réception, j'ai démonté le plateau pour vérifier les serrages en dessous. Il y a des isolants sous le plateau, et bien sûr ceux de gauche sont 2 mm plus petits que ceux de droite. Grâce à l'une des vidéos tuto de creality, j'ai pu le voir, merci à vous pour le partage. Une fois remonté, tout est en vert Merci pour votre aide,2 points
-
Wouhou, merci les gars!!! J'ai flashé le firmware avec celui d'origine depuis leurs site et desormais j'ai acces a toute la surface disponible. Un grand merci à vous!!! C'est quand meme bizarre d installer le mauvais firmware sur un produit...2 points
-
Tu peux aussi nous partager des captures d'écran côté logiciel, ou si tu as les infos du système installé sur le Raspberry.2 points
-
Salut, Bienvenue sur le forum. Ce n'est qu'une suggestion, mais tu pourrais fournir des photos de ta Ender 3 S1 pour que l'on comprenne bien les modifications et que l'on essaie de deviner le nouveau matériel installé. Tu pourras ainsi faire référence à ces documents lorsque tu créeras de nouveaux sujets. que de mystères ... elle fait comment cette brave plaque, super riche ("dorée") , pour adhérer au plateau2 points
-
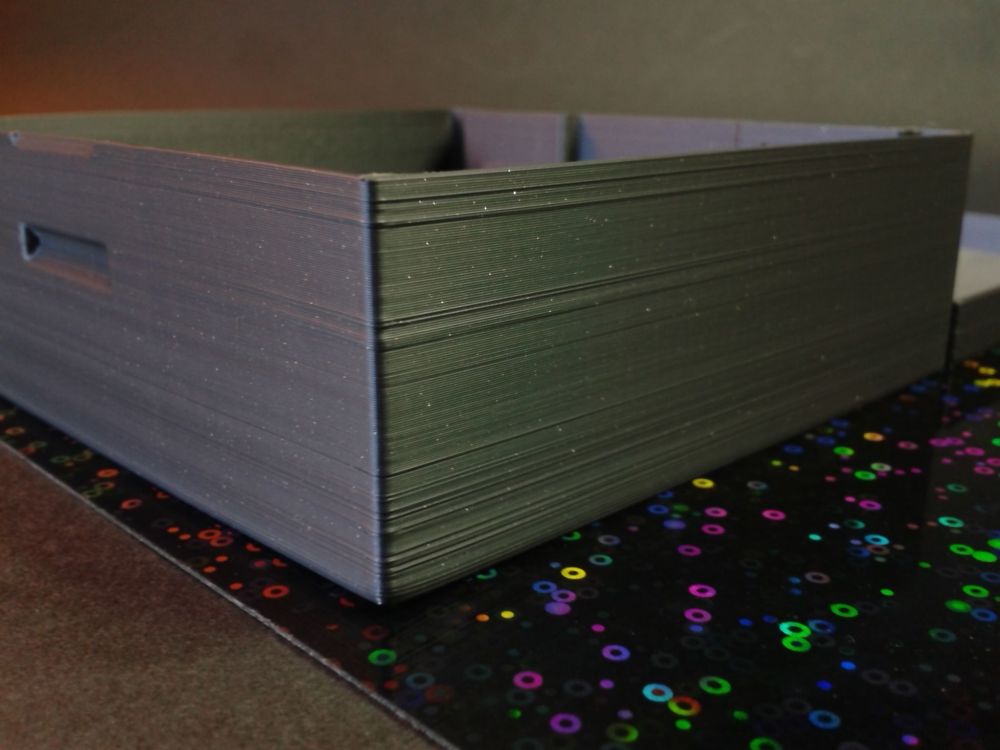
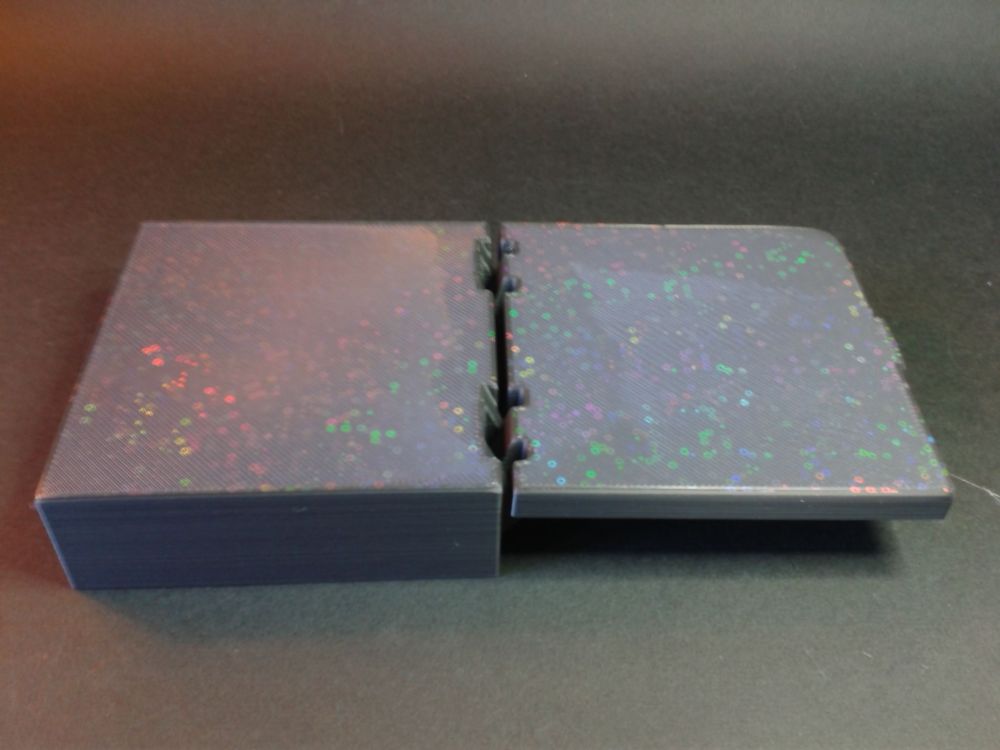
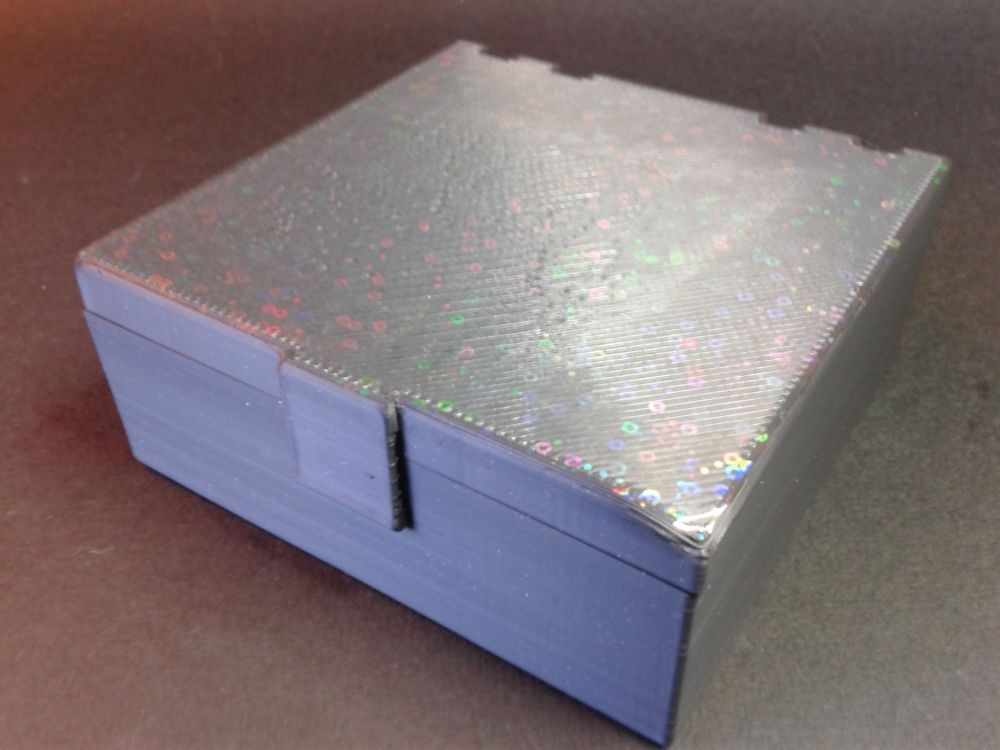
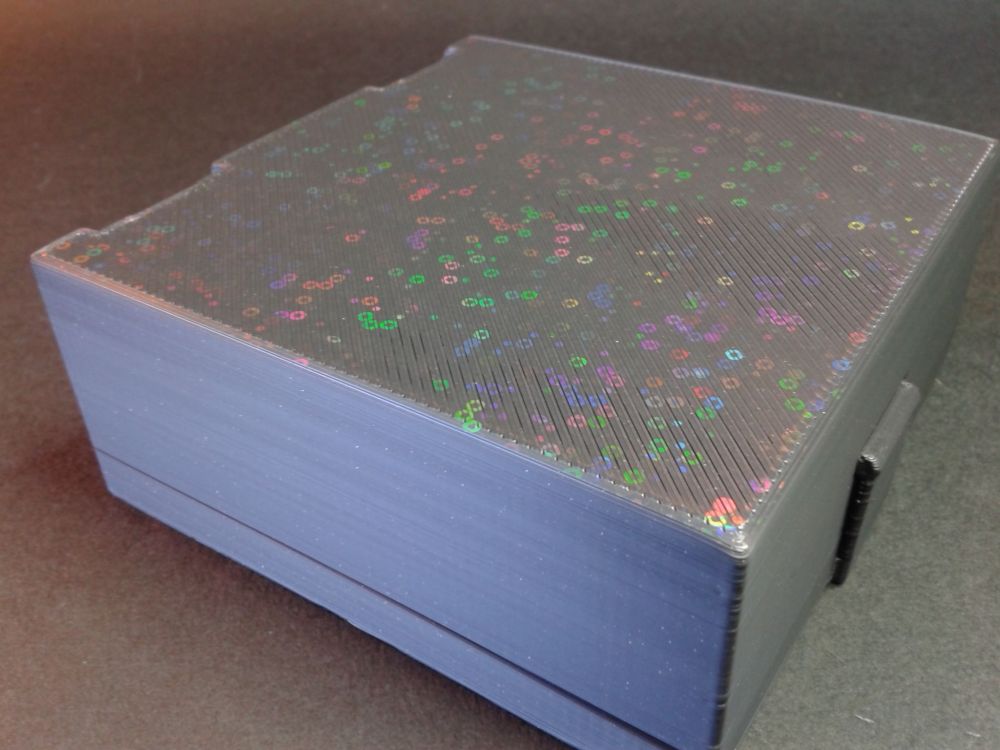
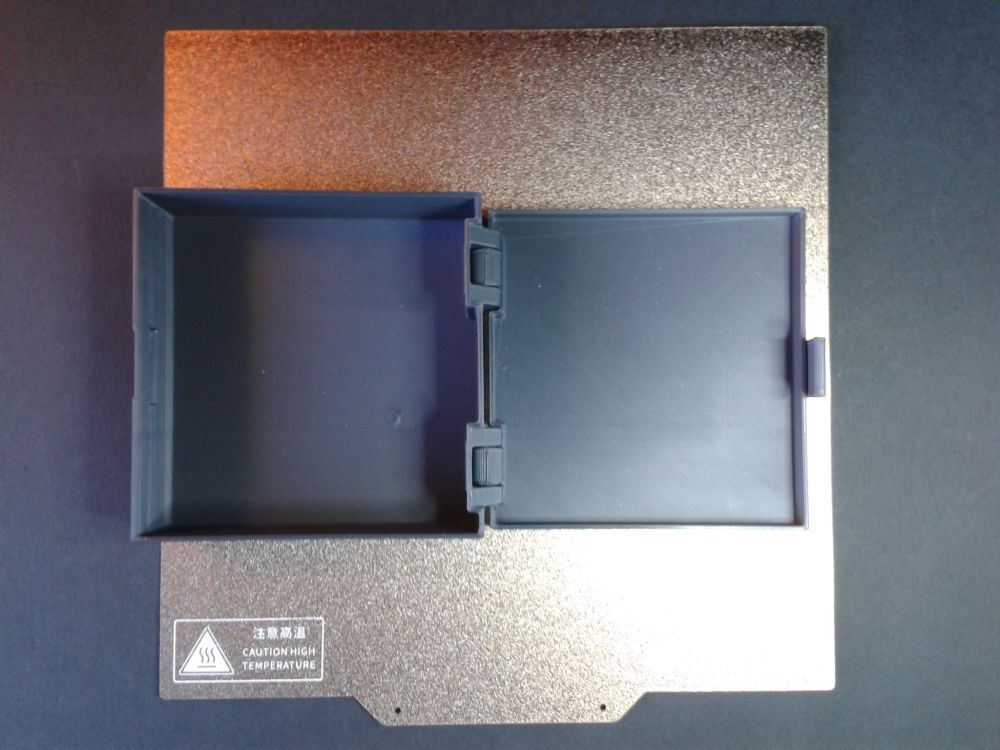
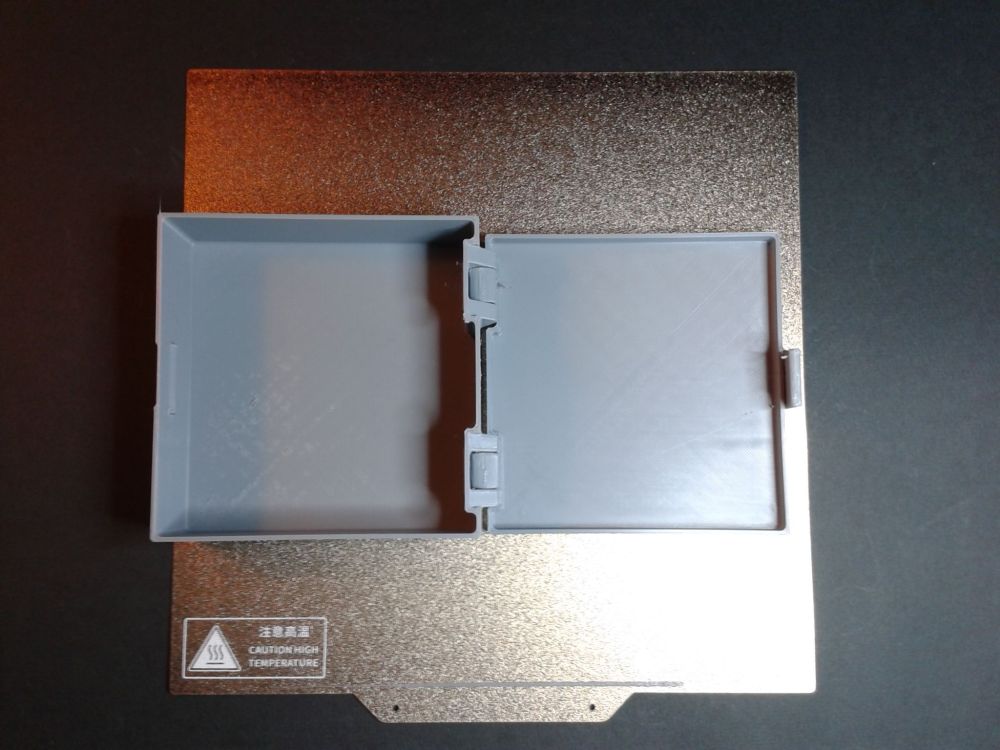
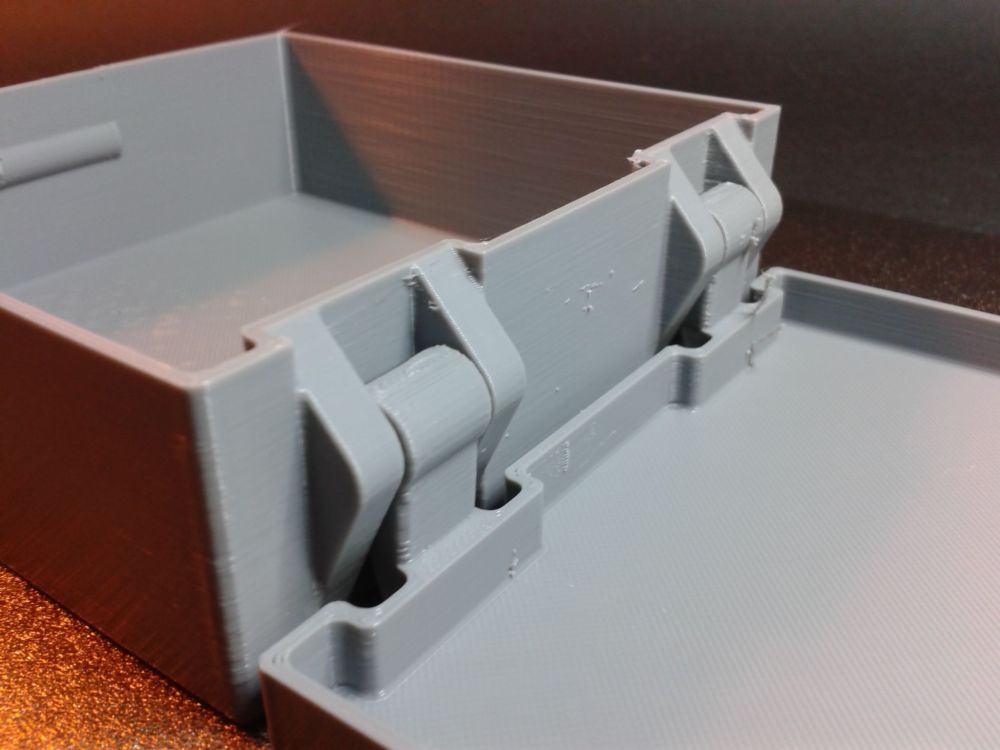
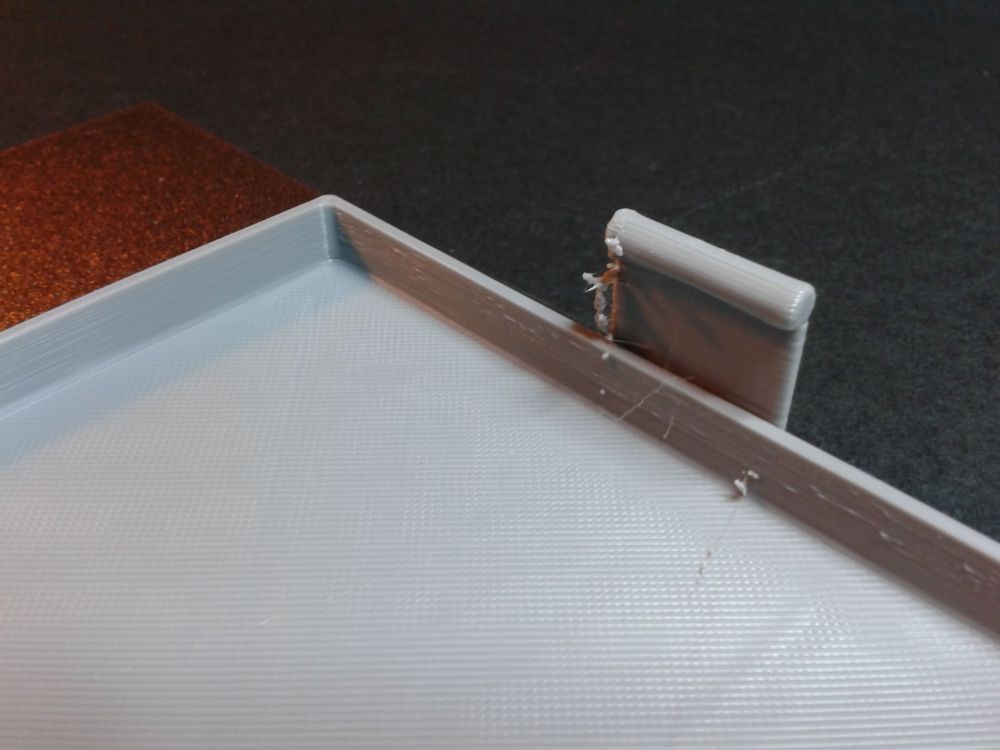
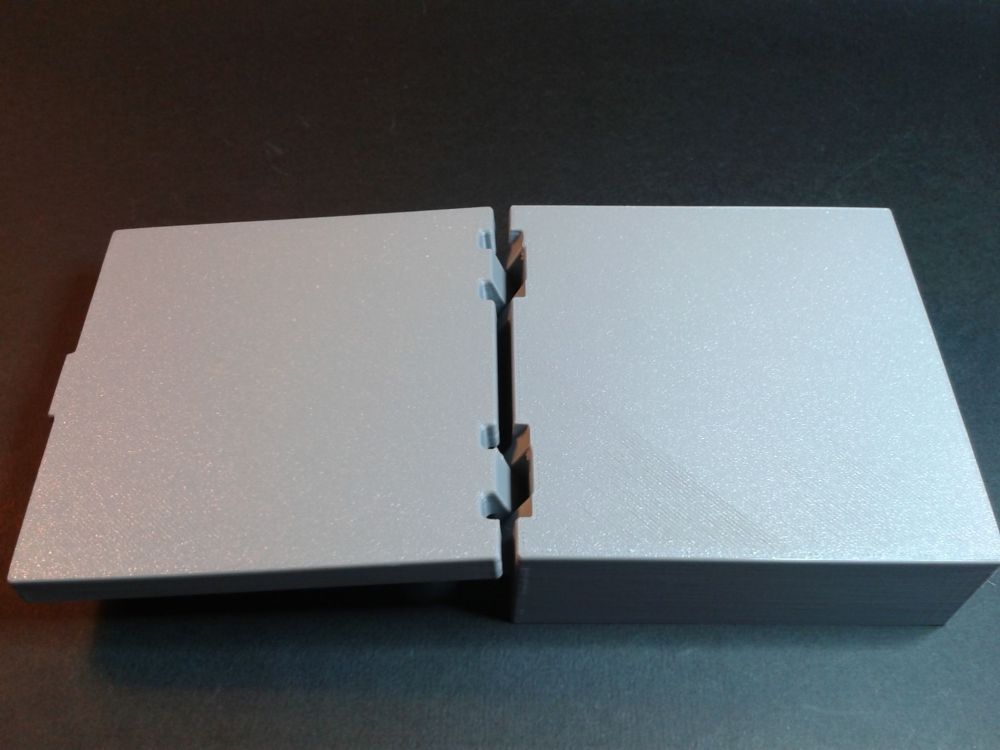
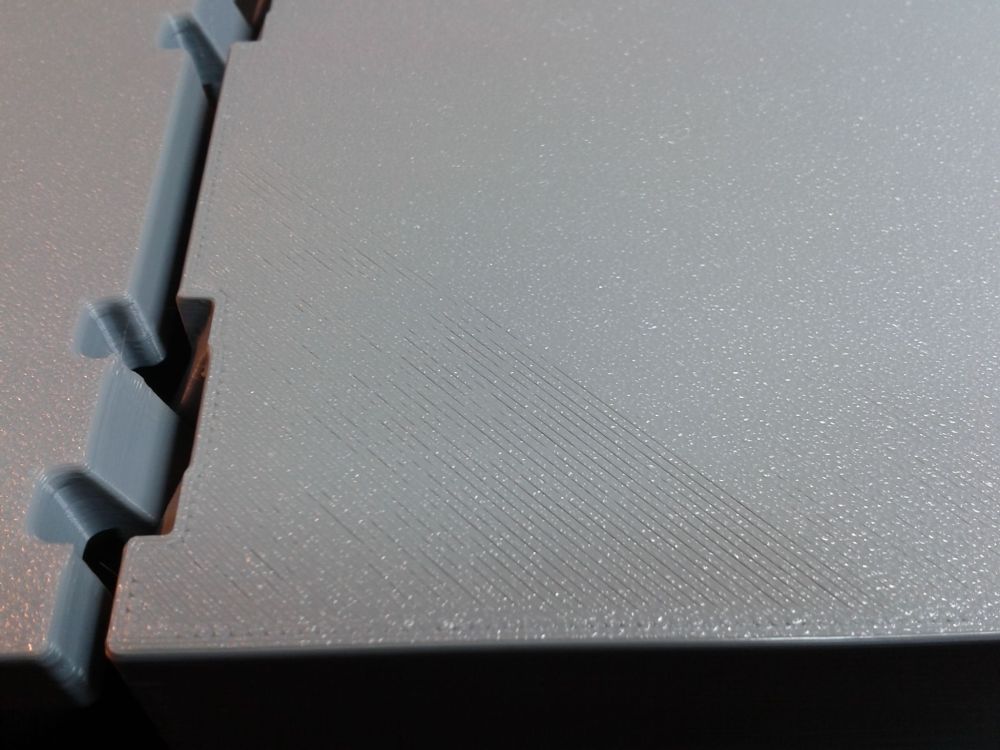
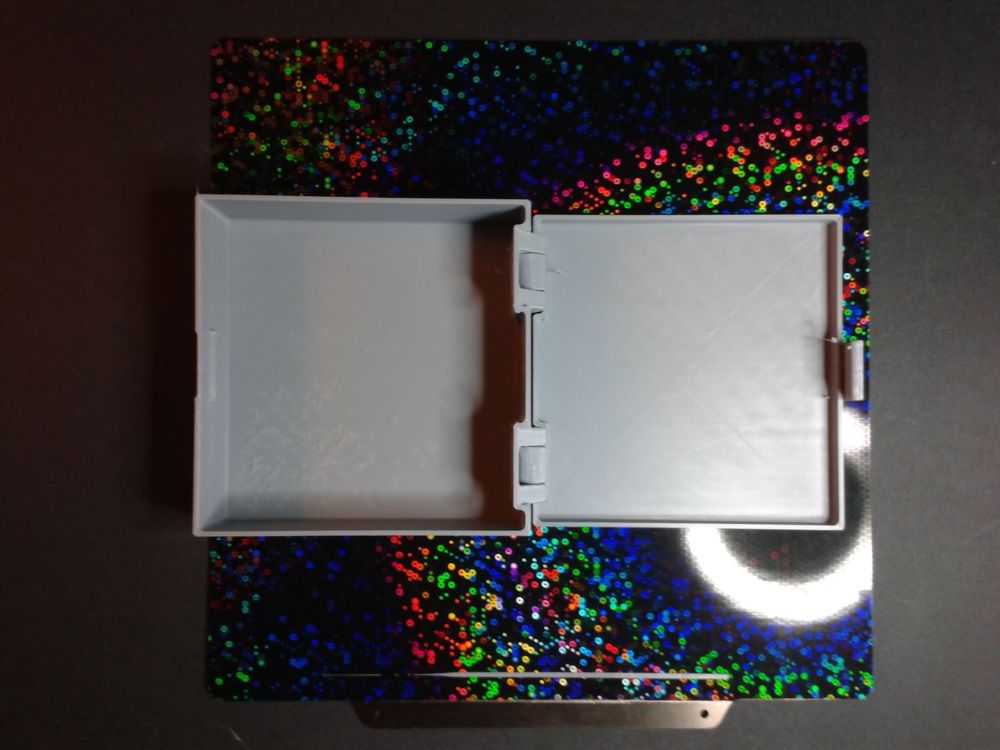
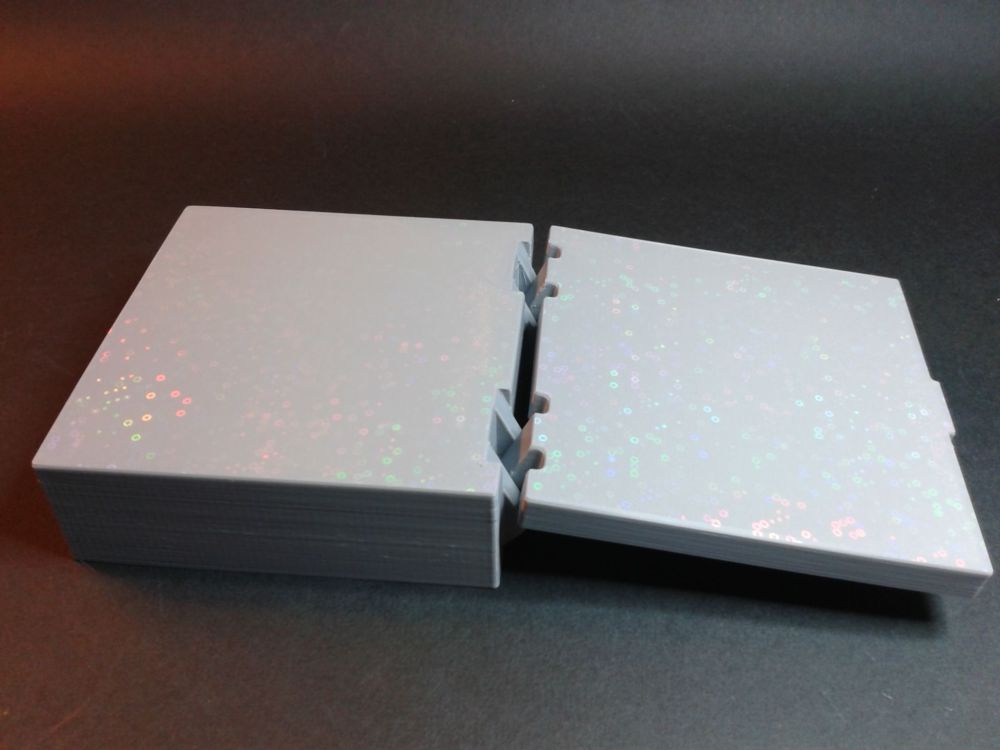
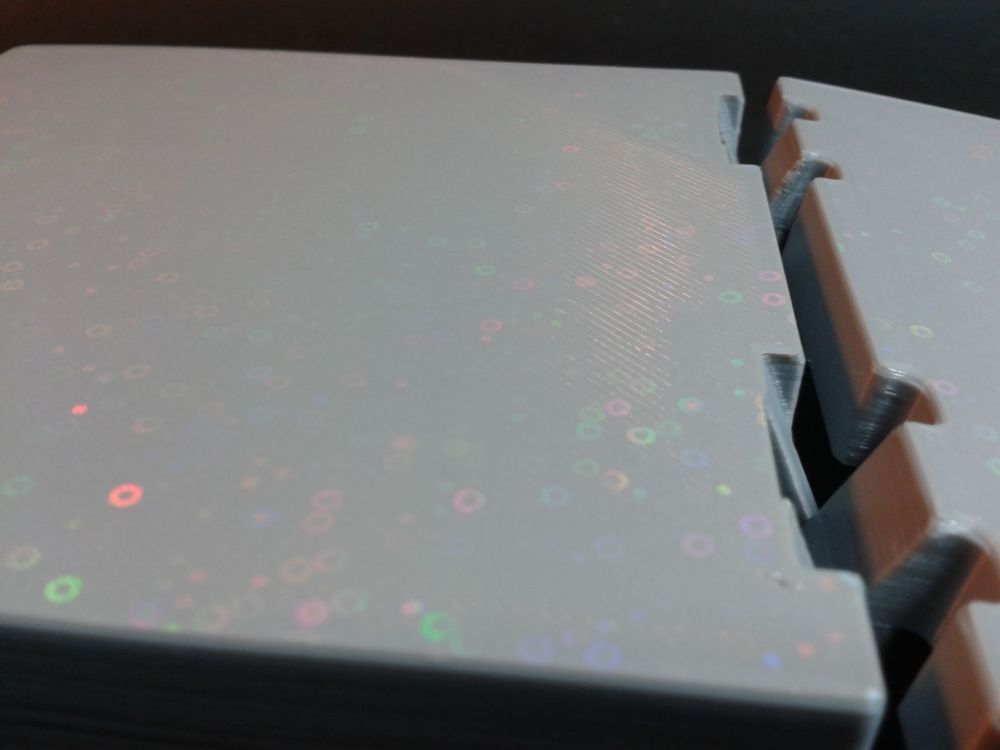
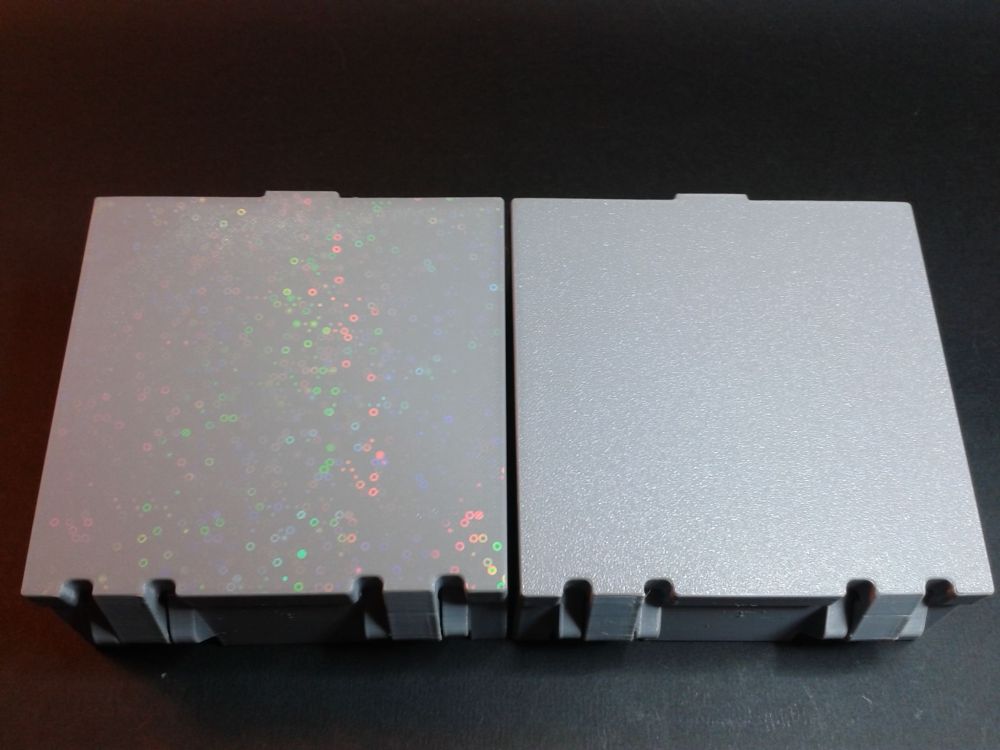
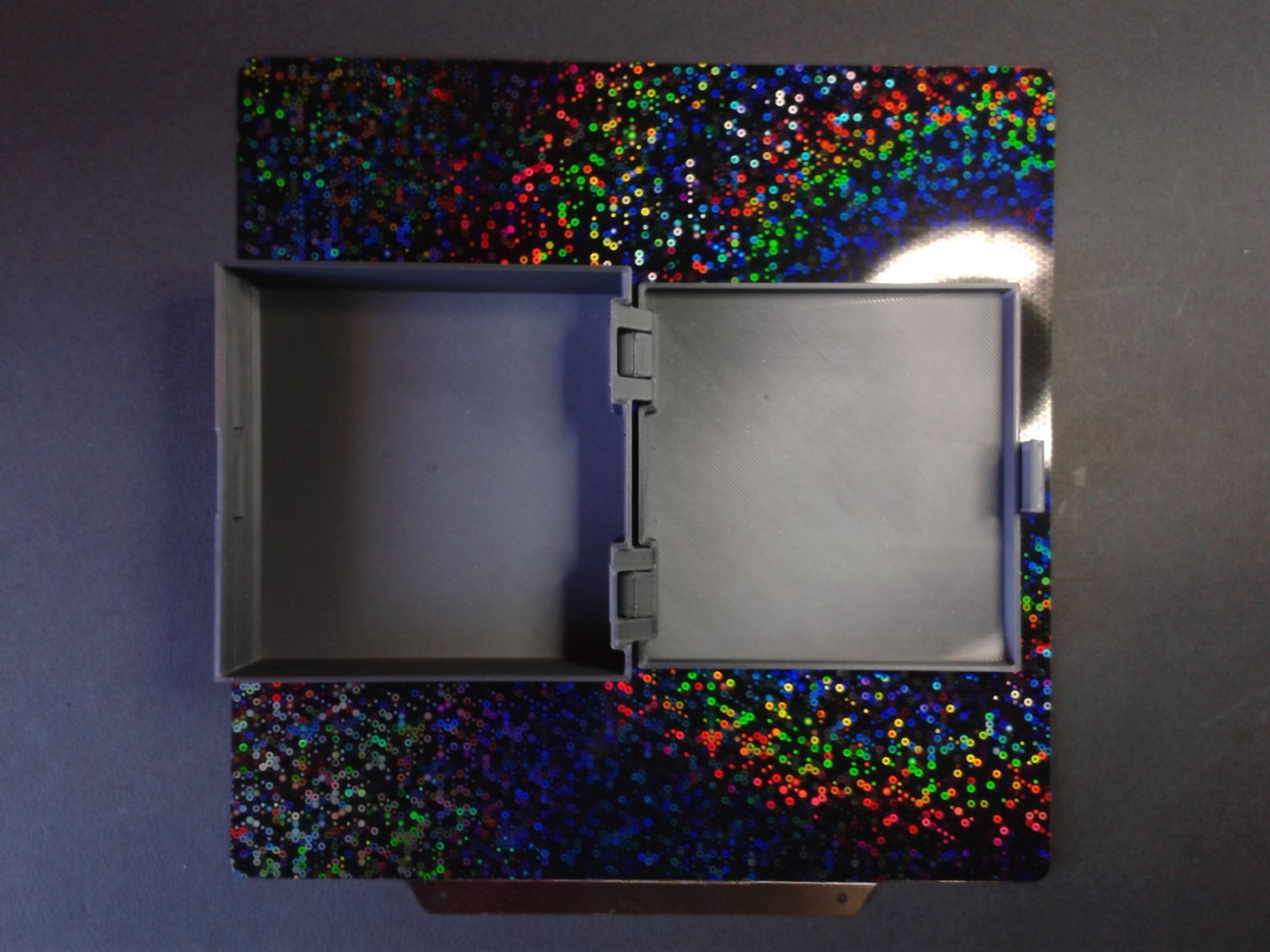
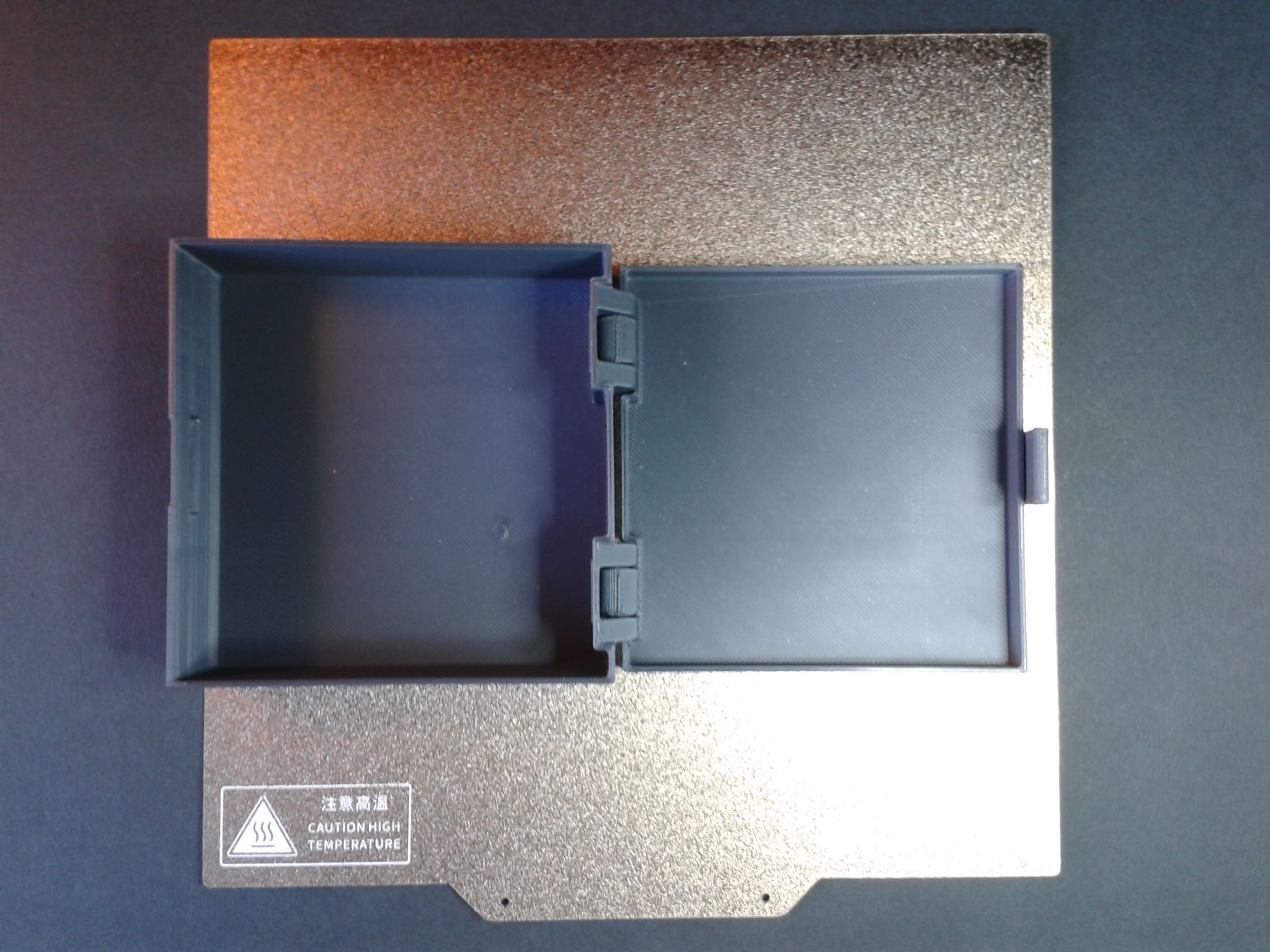
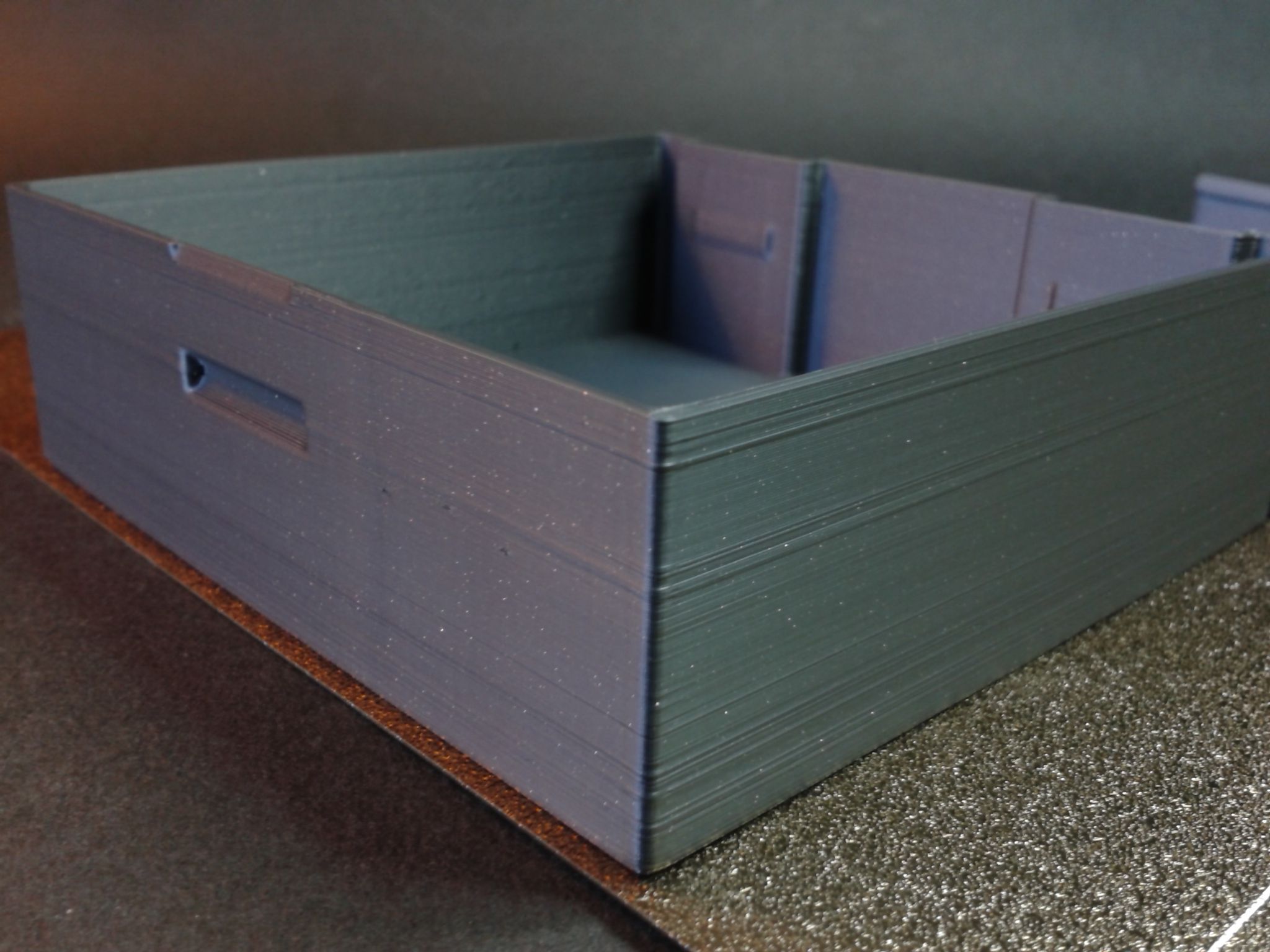
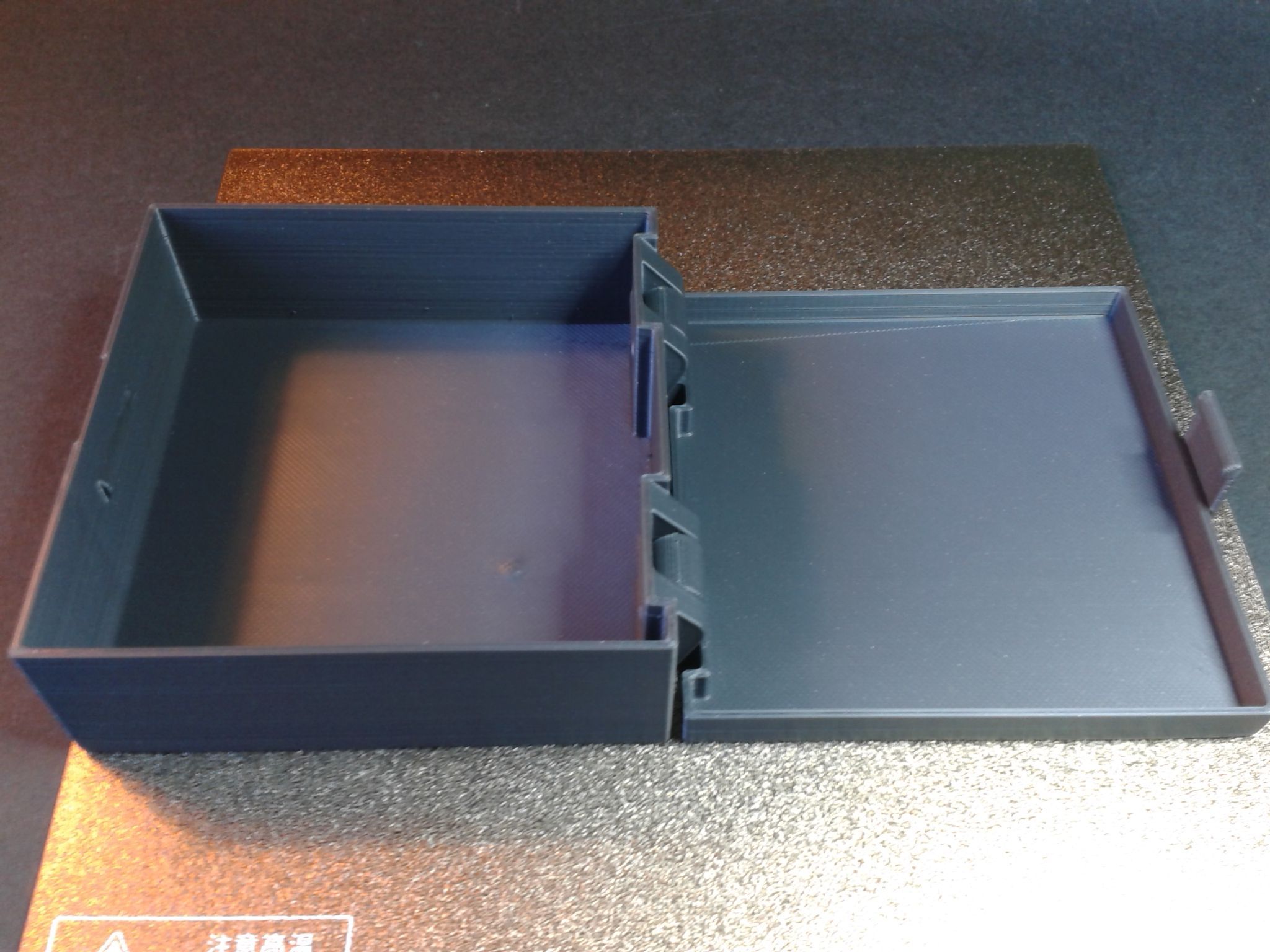
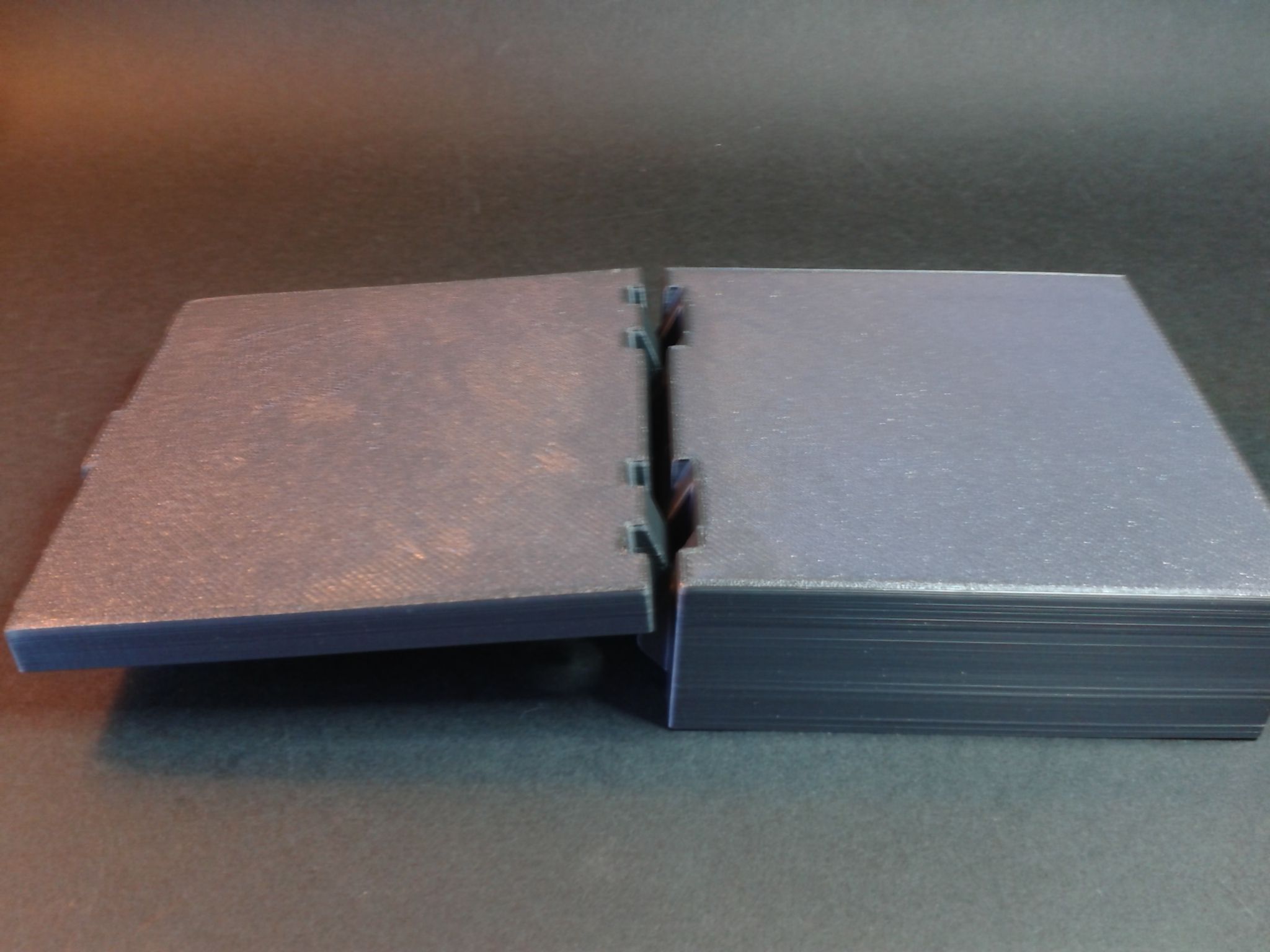
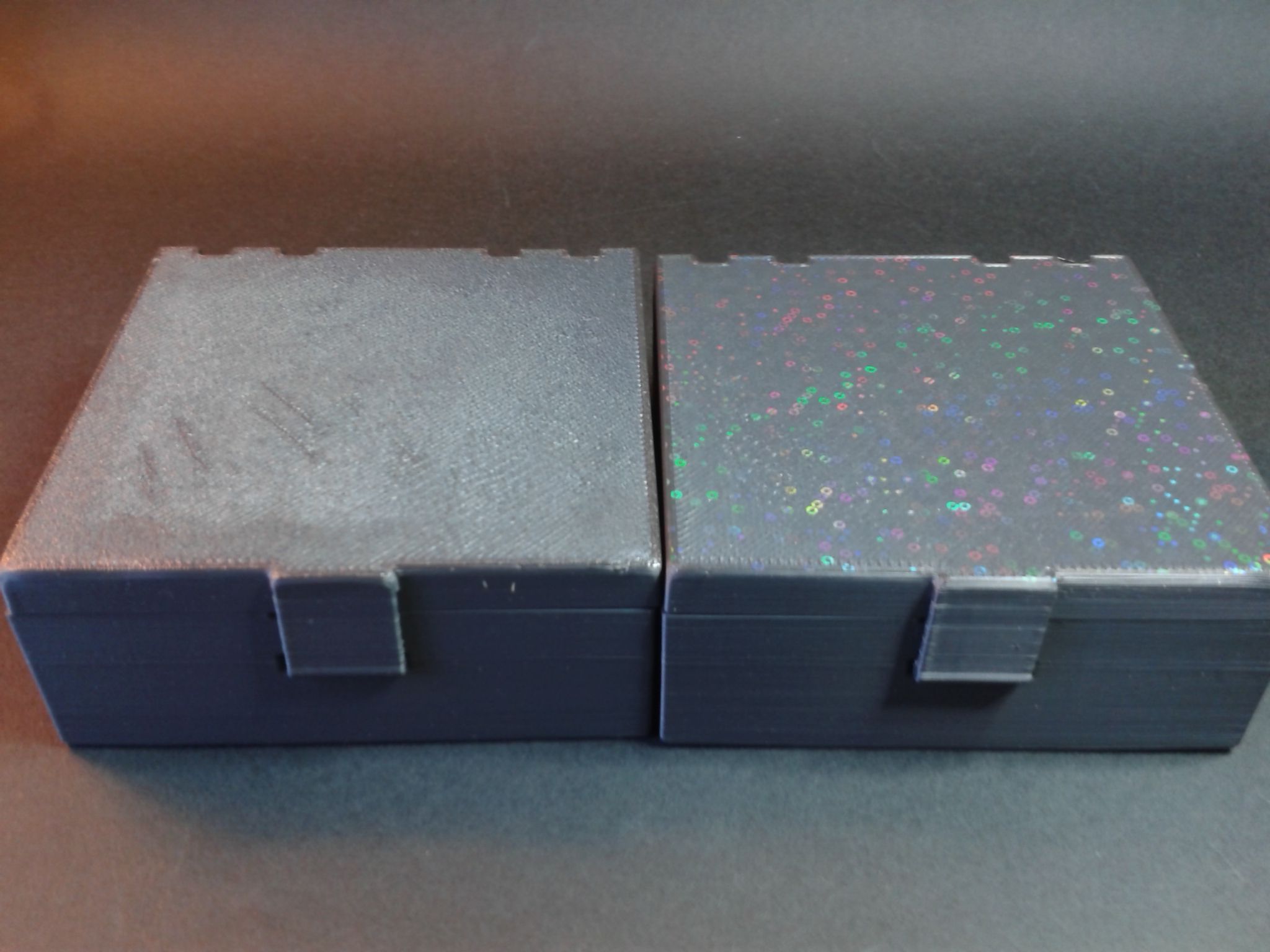
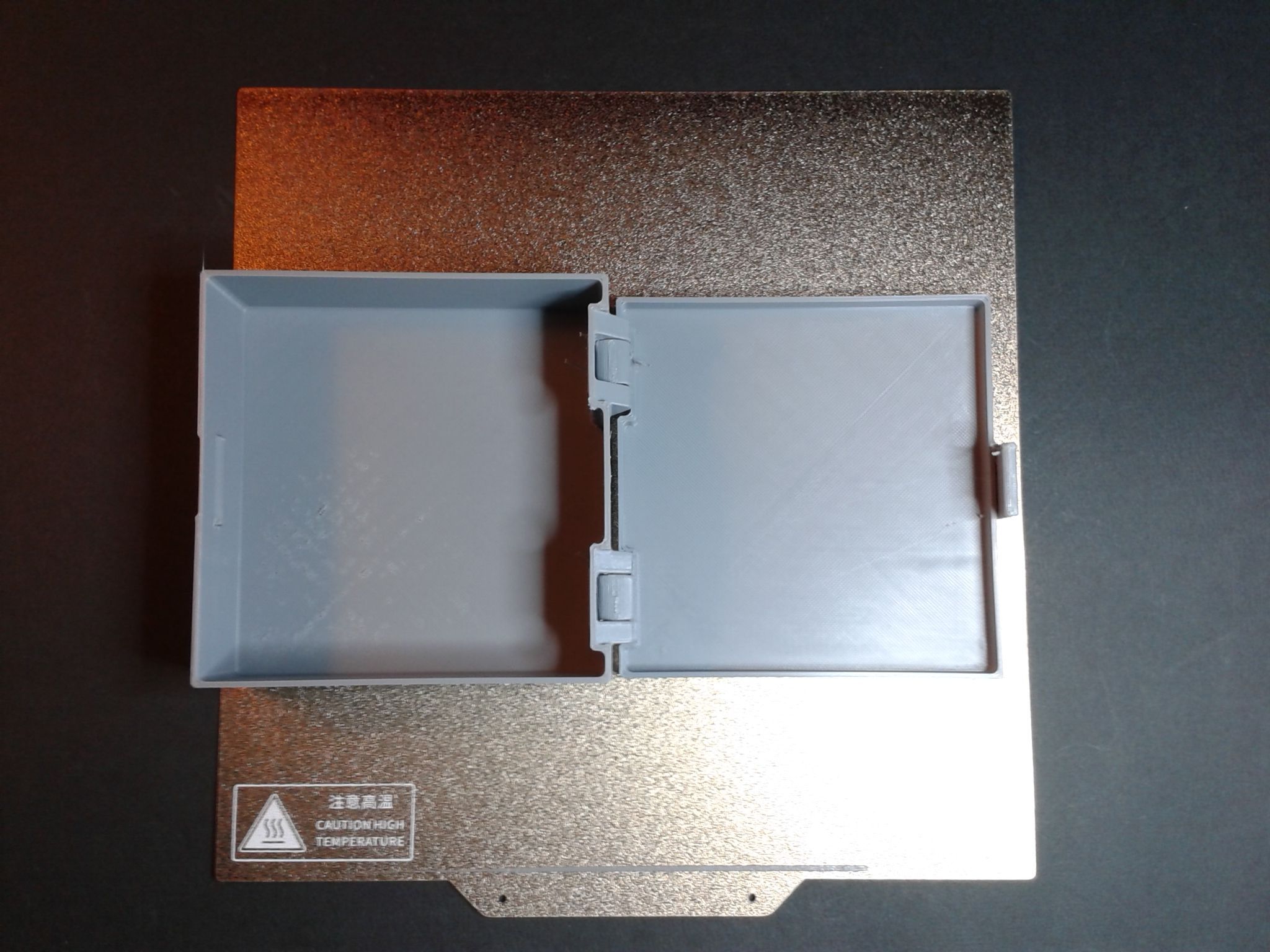
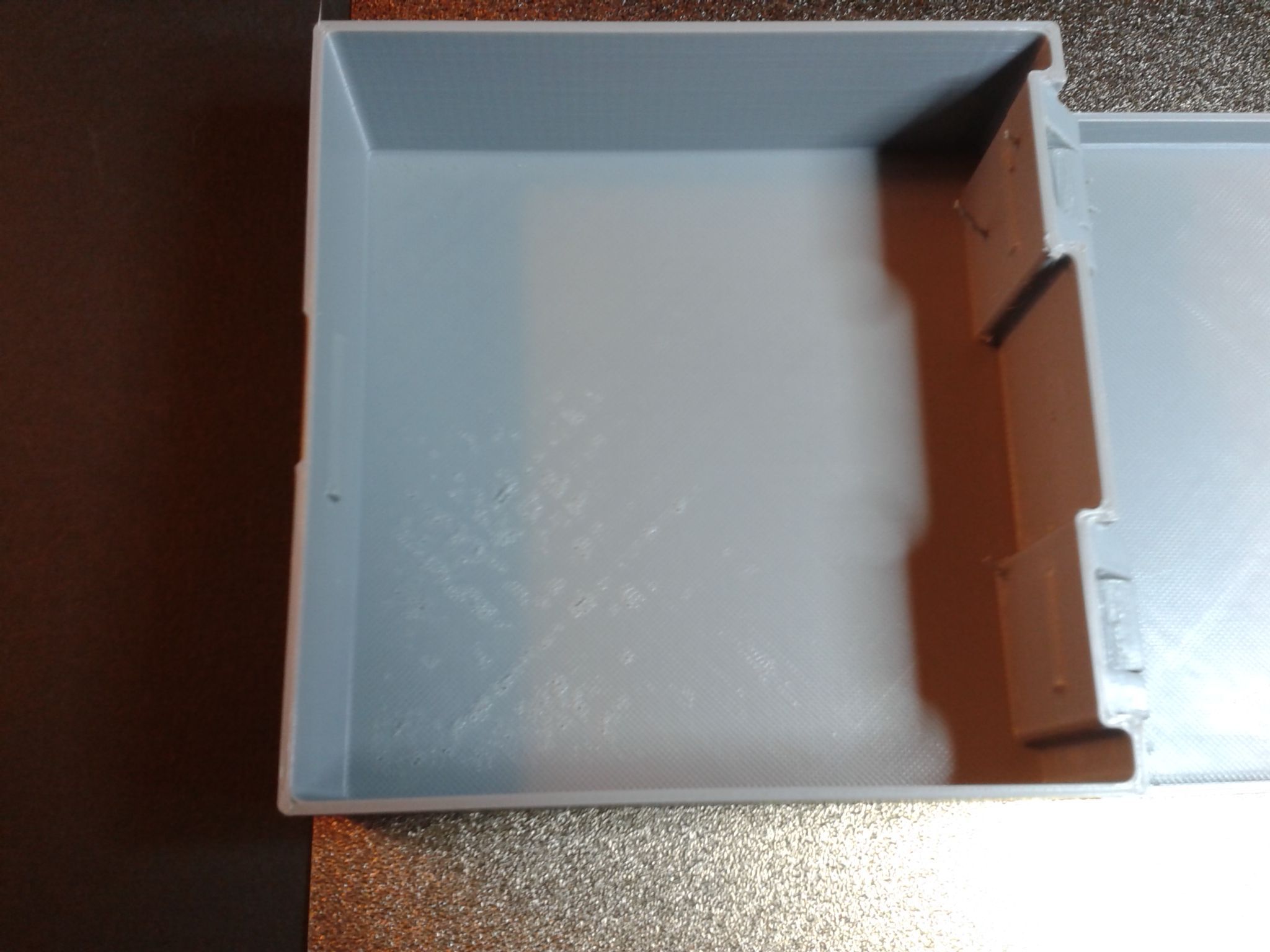
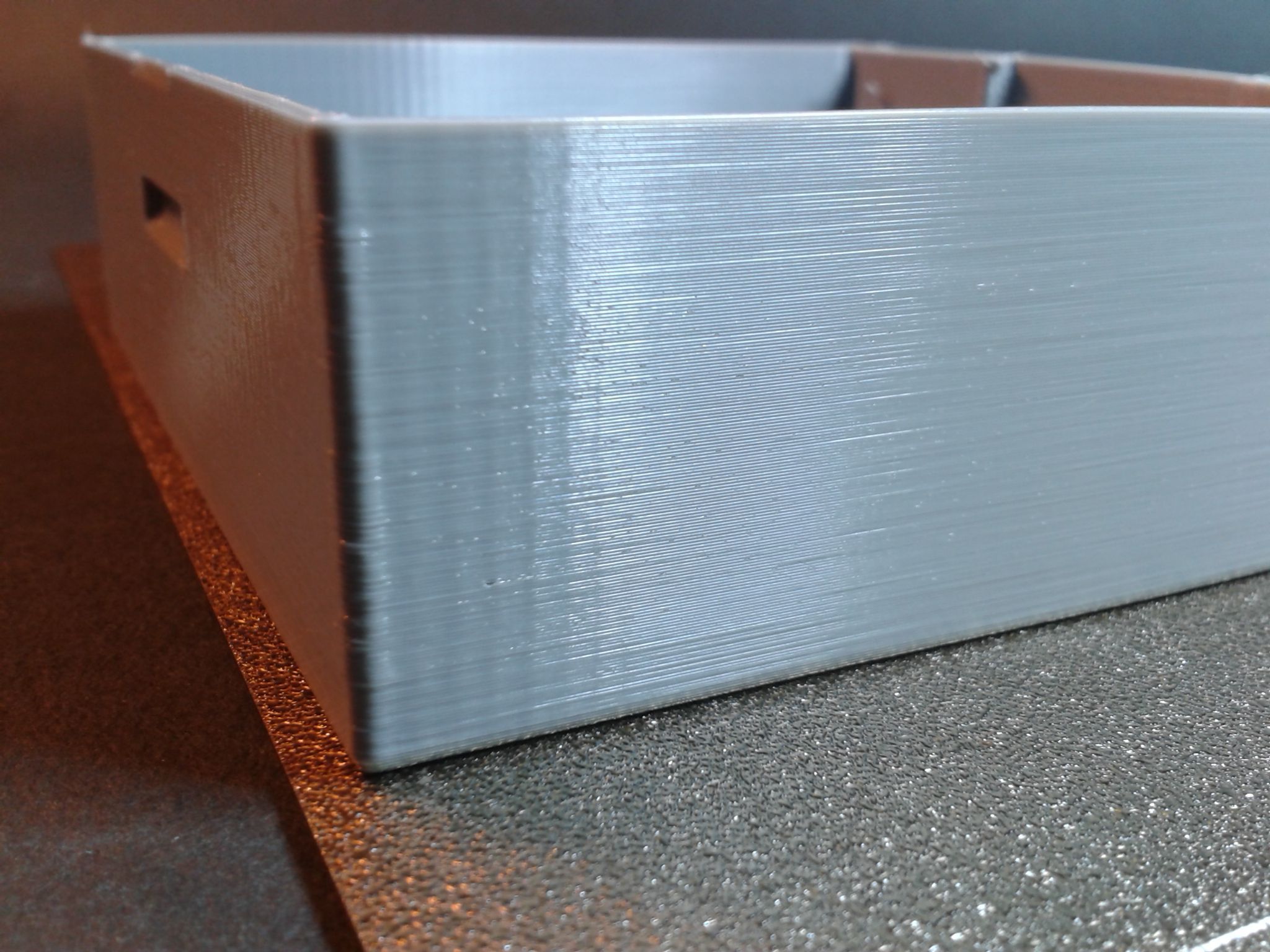
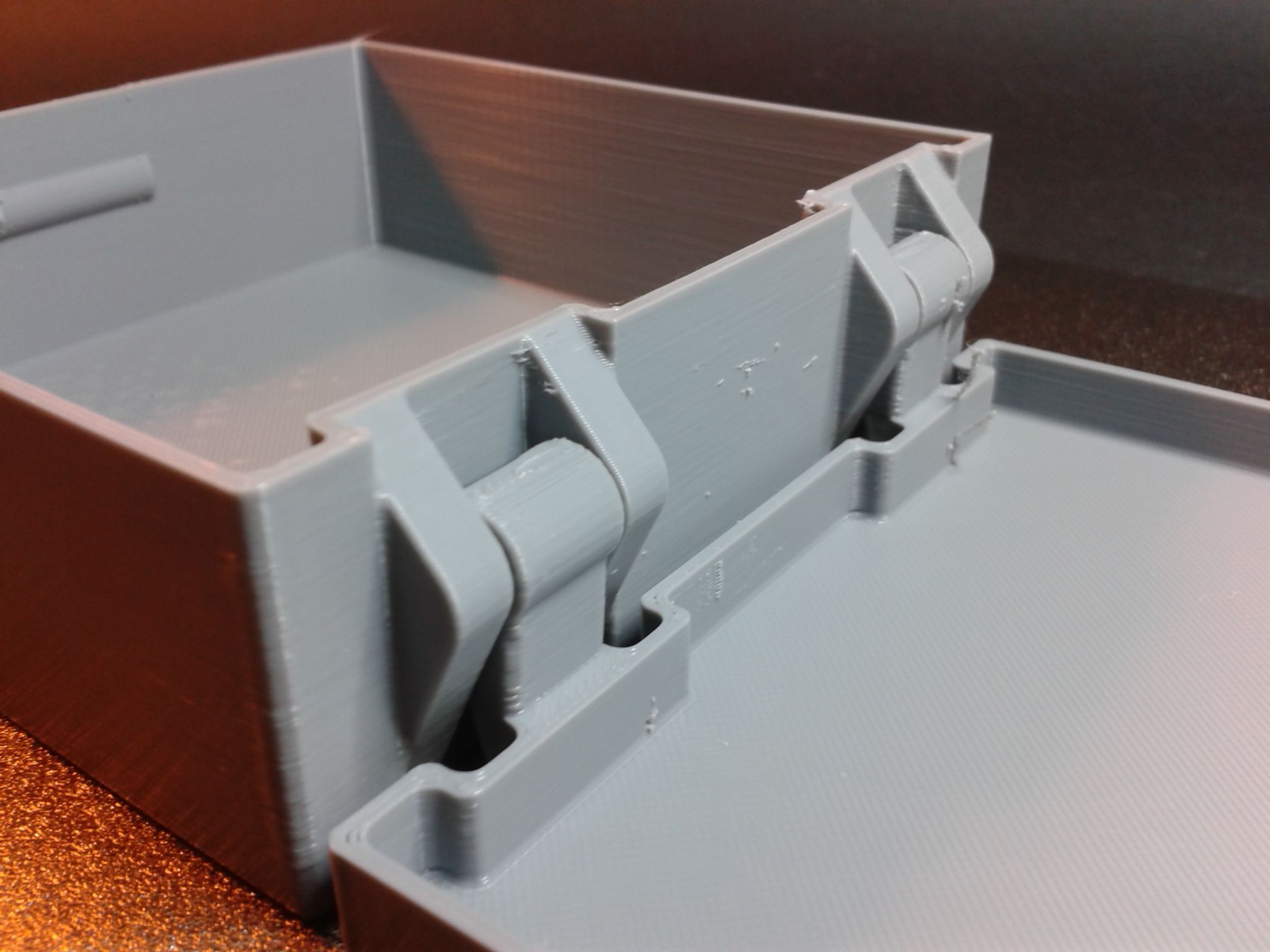
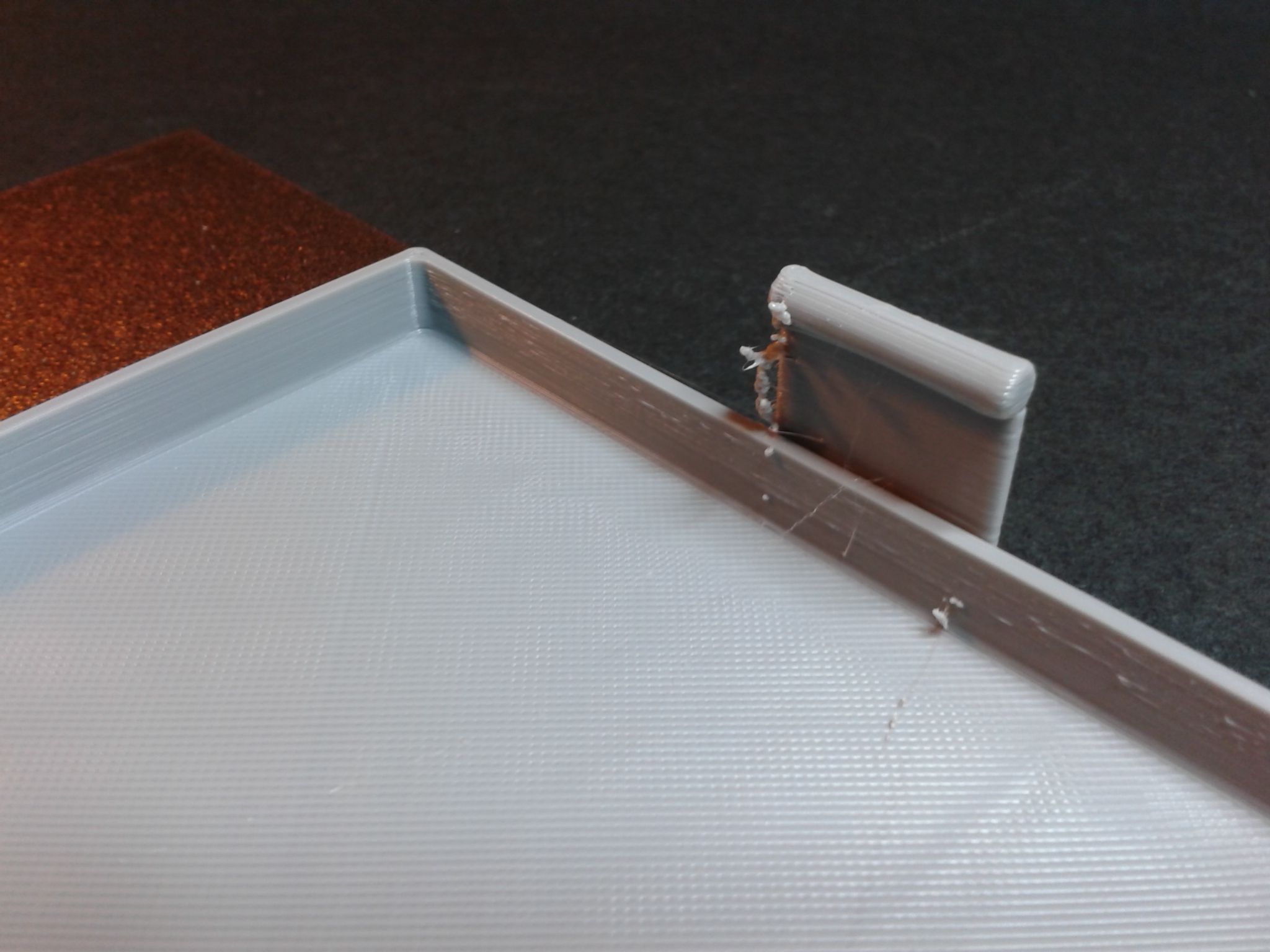
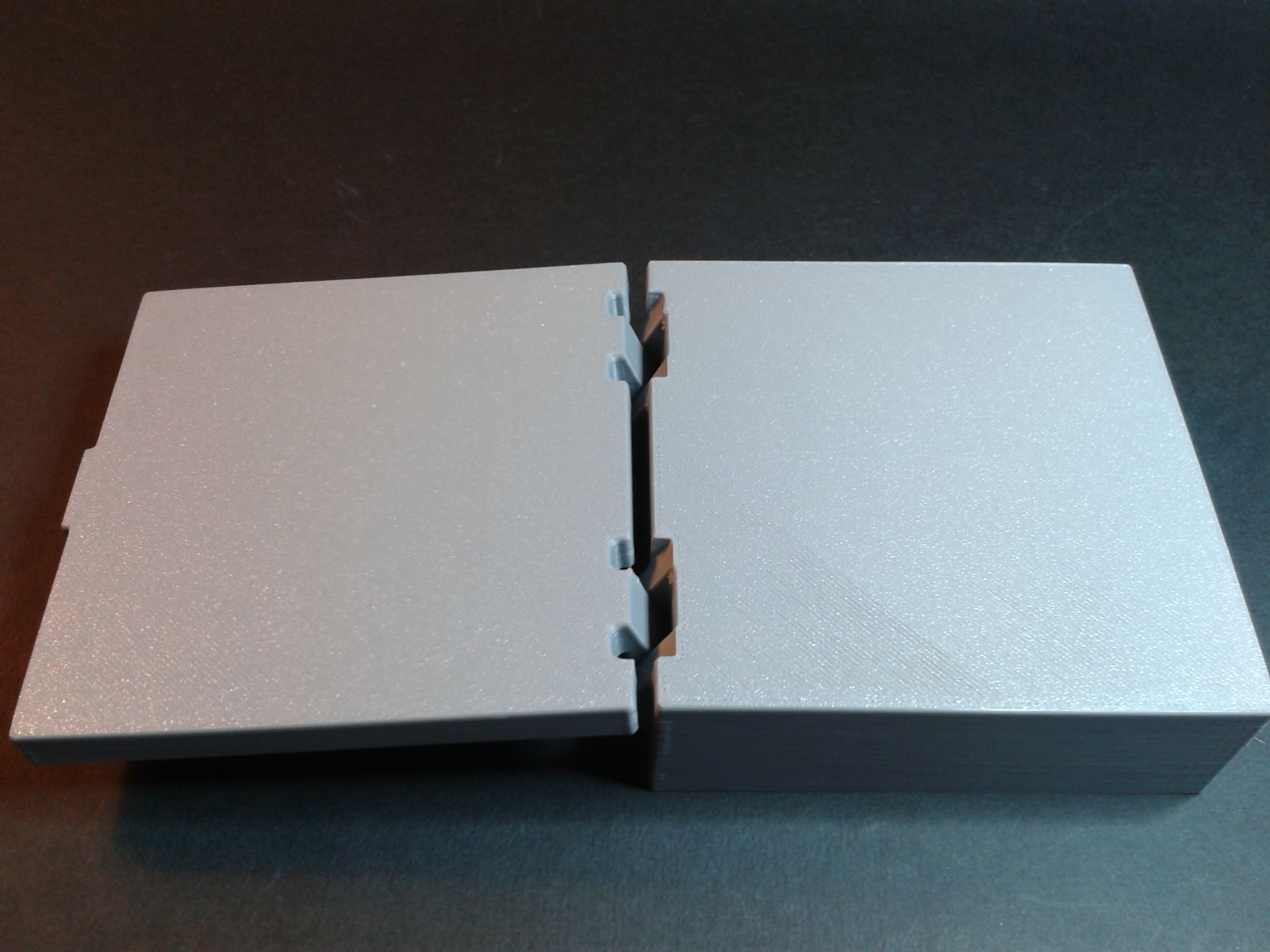
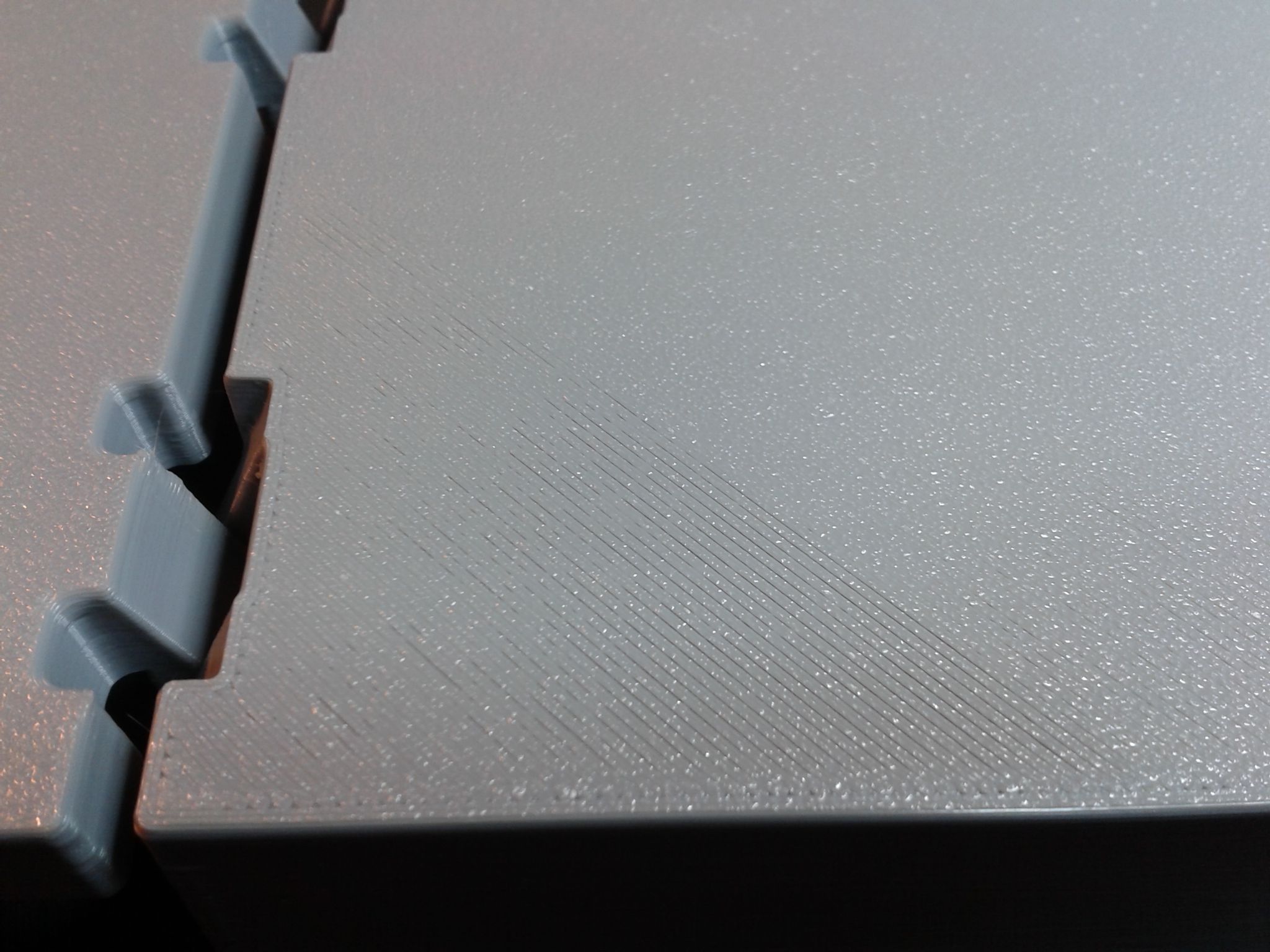
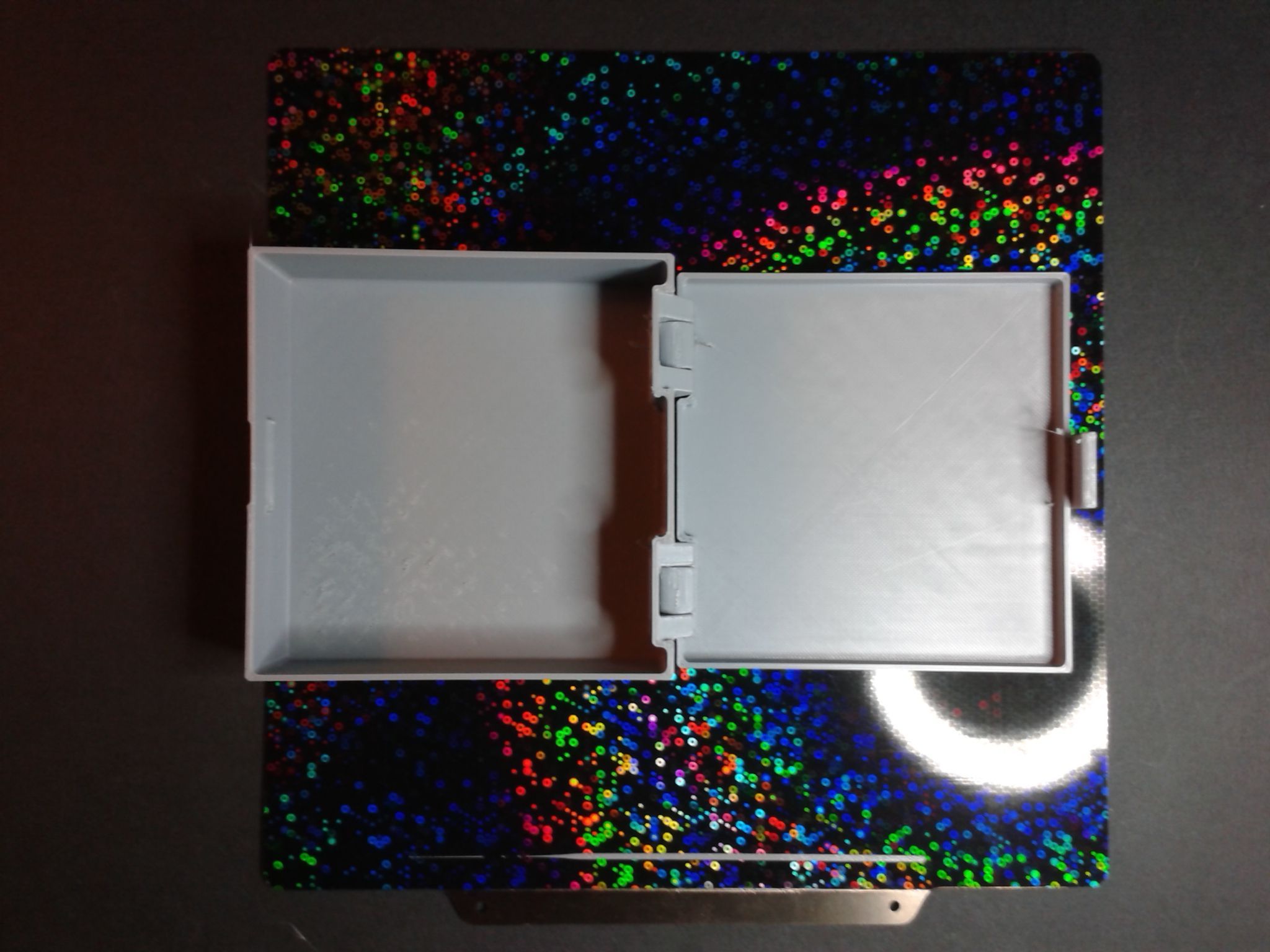
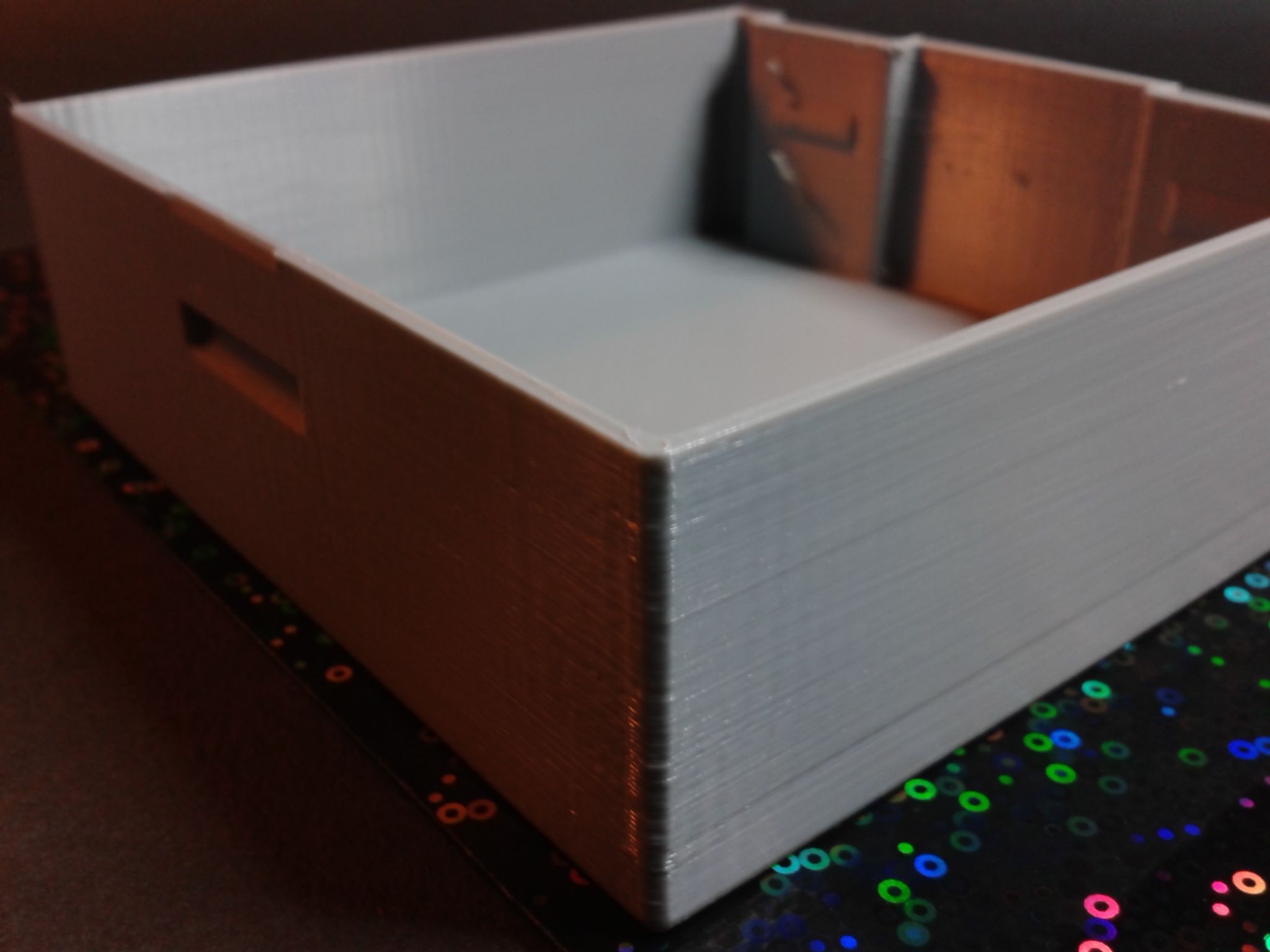
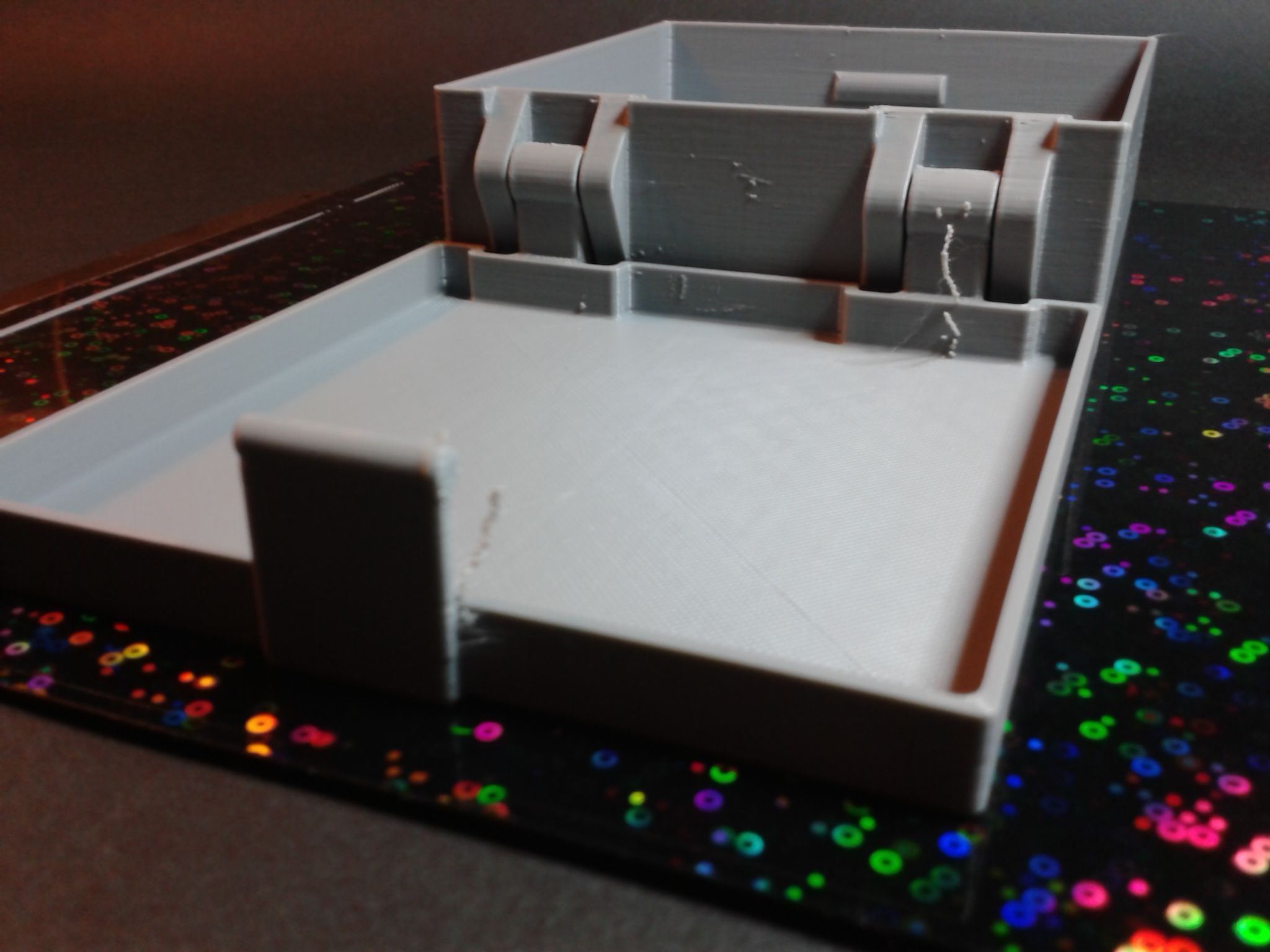
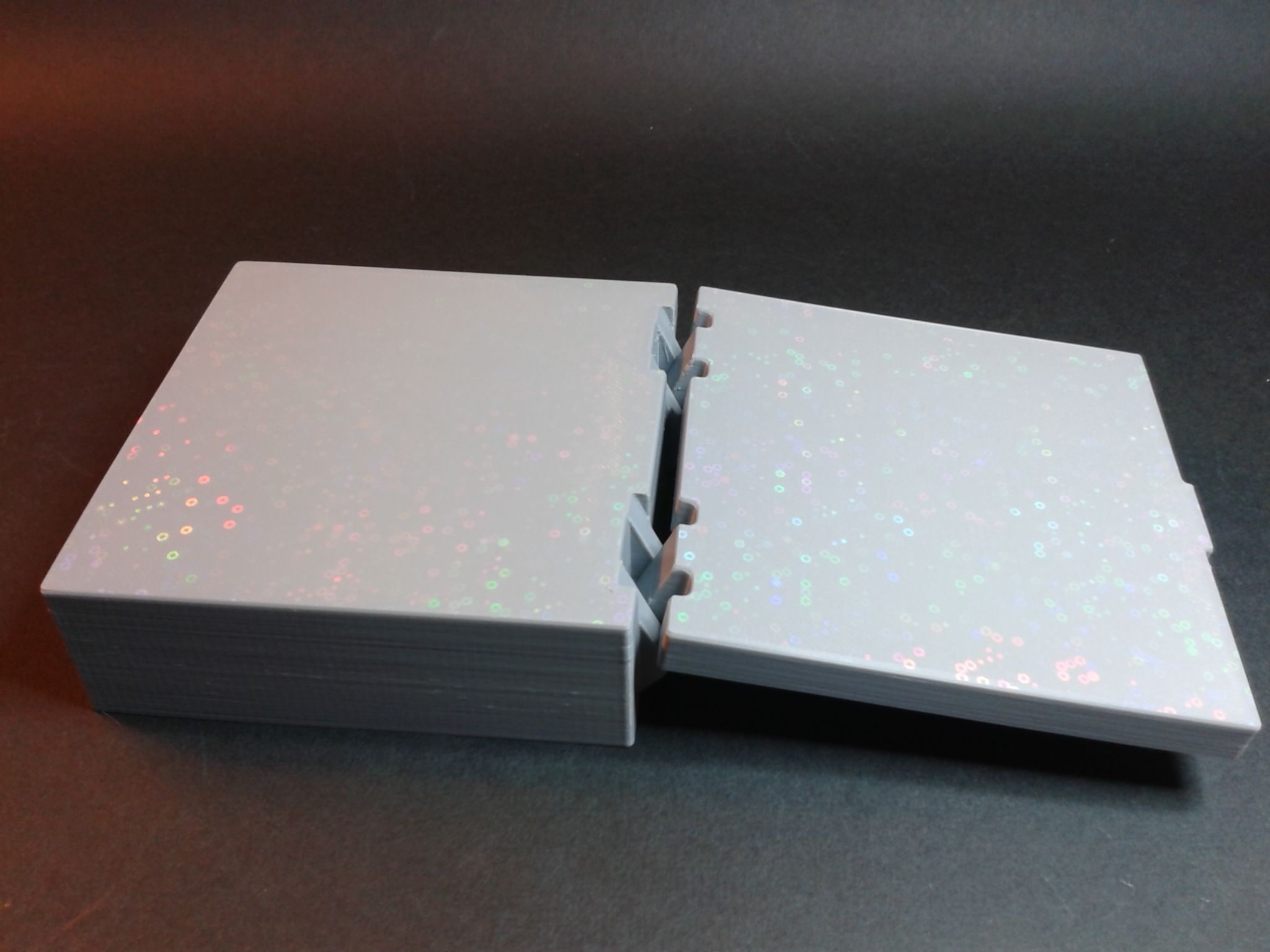
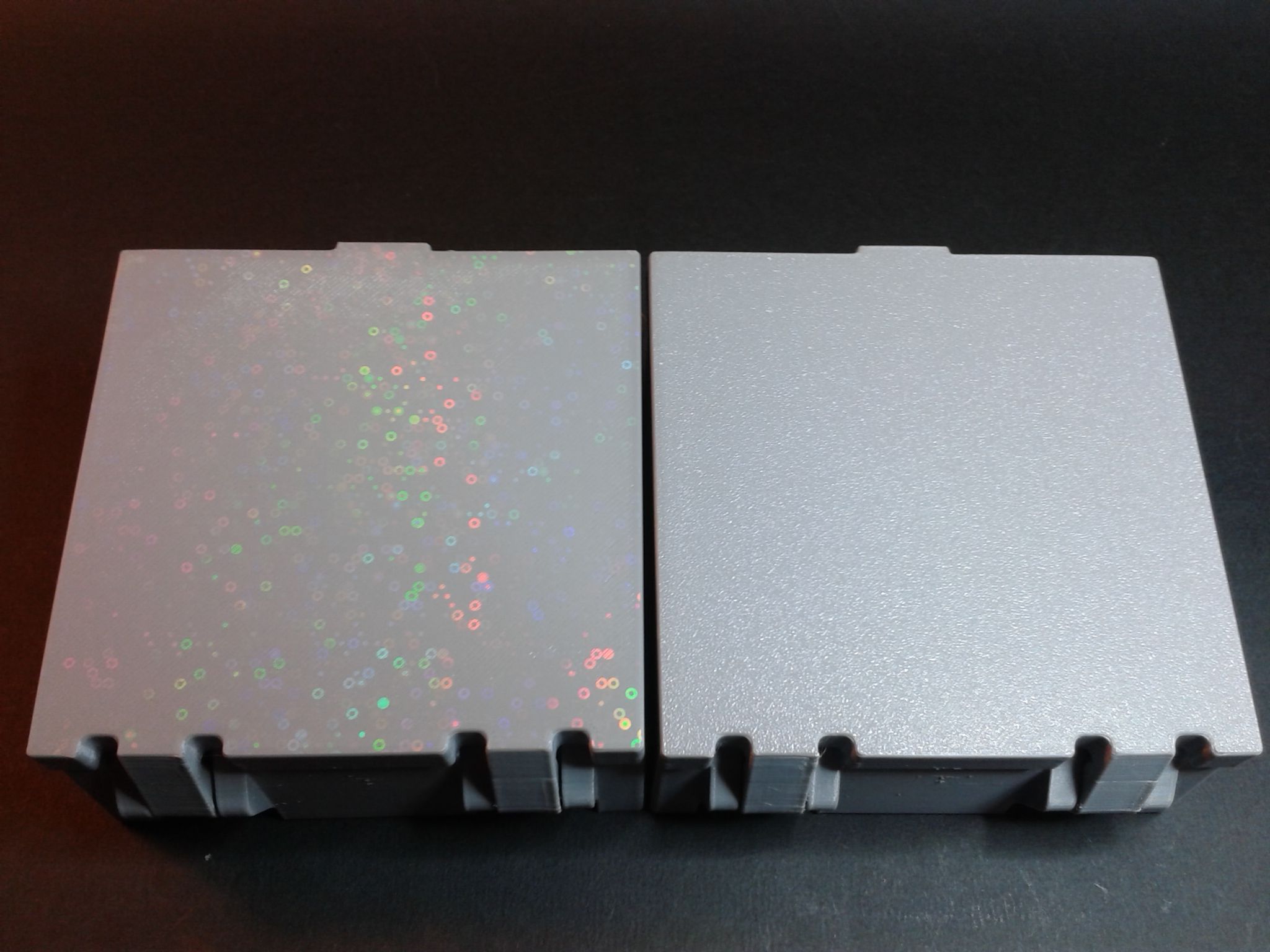
Bingo, c'est cela, Quand il pleut très fort de l'eau arrive à rentrer par le joint de porte. D'ailleurs on voit la trace sur le fond de la boîte de prospectus ou lettre qui se sont collés.

 2 points
2 points -
Pour une boîte aux lettres ? Peut-être pour éviter au courrier d'être mouillé par l'humidité dans le fond de la boîte ?2 points
-
Ce matin, j'ai complété le Zerda... J'ai fait un petit tour rapide dans le salon pour régler les trims... Le sauve servo touche clairement la plaque radio. De manière similaire au 44B, l'angle de braquage semble insuffisant, et cela manque de symétrie (un ackerman aiderait). La flexibilité du chassis est clairement sensible quand on passe de la mache avant à la marche arrière. Cette voiture doit nécessiter de tendre beaucoup la courroie, au prix de l'autonomie et de la durée de vie de la courroie... Pas sûr que cette voiture roulera beaucoup. Dans tout les cas, je dois encore m'occuper de la peinture du pilote, mais ce sera pour plus tard... En tout cas, les jantes imprimées rendent bien2 points
-
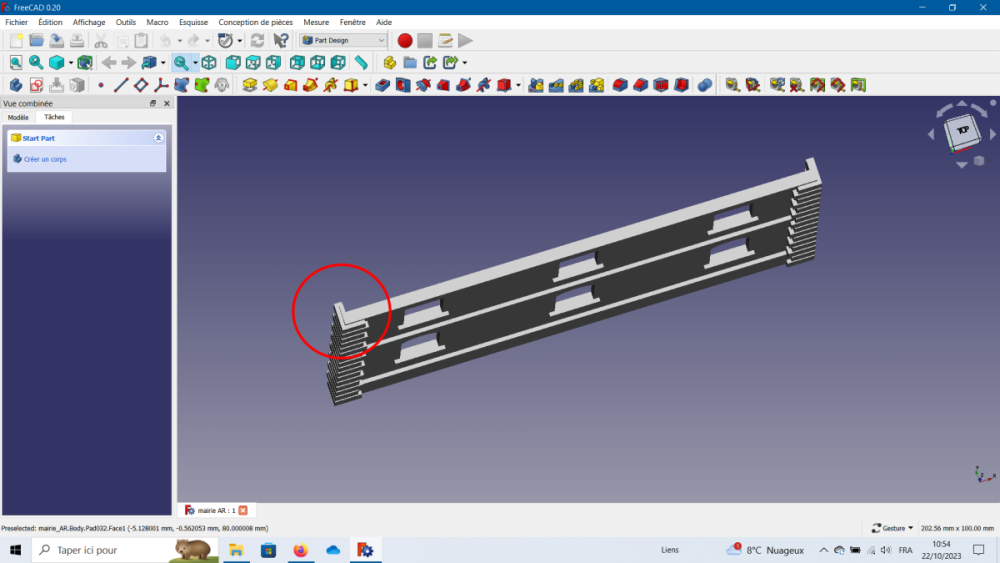
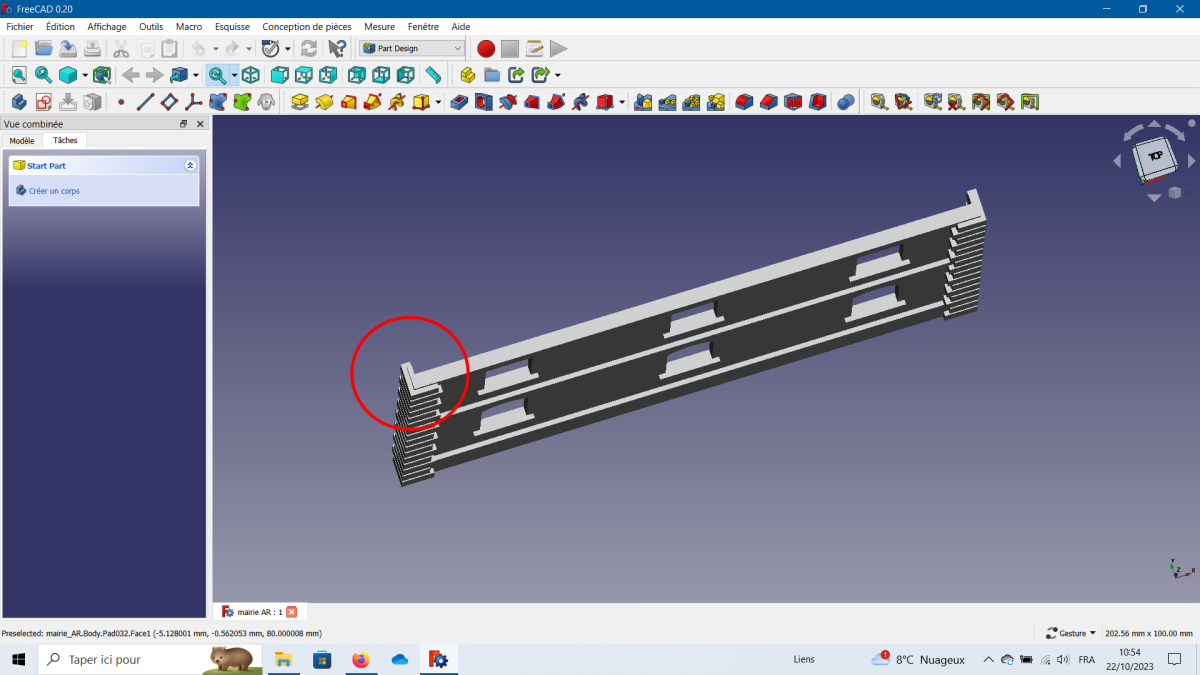
Salut Nico Je répondrai basiquement et à coté du sujet: Avec de la colle pour plastique .... Je m'explique: Je fais aussi des bâtiments pour le réseau Ho de mon club, mais je fais 4 murs indépendants que j'assemble ensuite sur la table de l'atelier, ce qui, pour ma part, limite les temps d'impression, impression à plat, et les risques de foirage, et permet de récupérer des fichiers pour varier les façades. Mes façades comporte des coins en angles pour permettre la bonne tenue lors de l'assemblage/collage Ce qui, à la fin, donne ça: Pour info, je suis sous FreeCad mais le principe doit être le même sous Fusion. A+
 2 points
2 points -
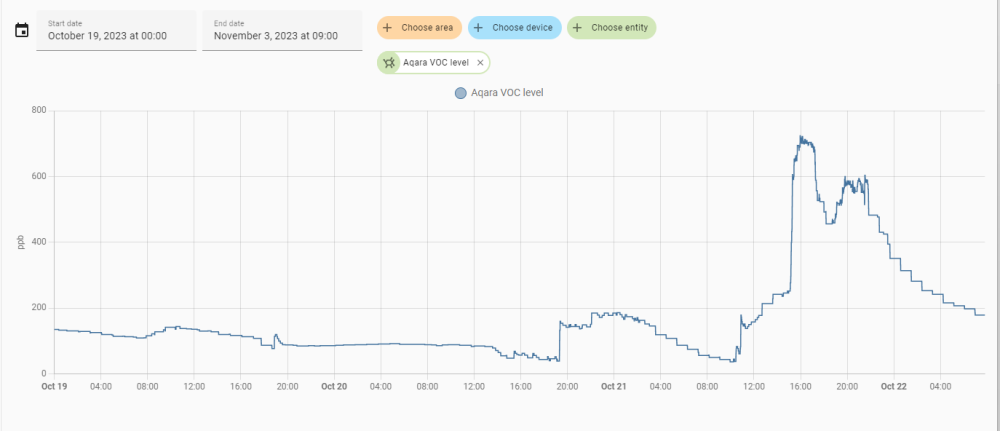
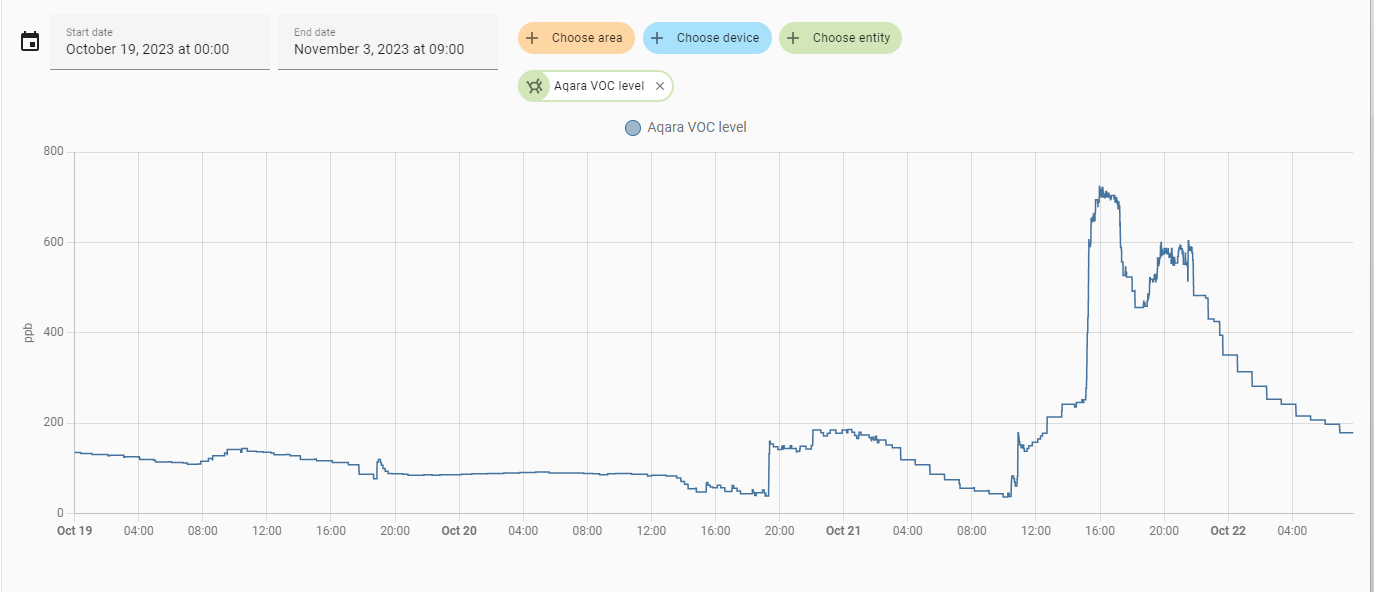
Par curiosité et pour raisons de santé, je me suis installé un capteur de VOC sur mon Home Assistant ... et c'est assez intéressant ... Le capteur a d'abord été installé en extérieur, sur le plateau au dessus de la porte de l'imprimante. Le 19, j'étais en présentiel. donc pas d'impression, le 20, j'étais en télétravail, j'ai imprimé toute la journée du PLA sur une alternance de Cool Plate et plaque texturée ... sans surprise, les VOC ne bougent pas ... et je n'avais pas encore ajouté les filtres HEPA en sortie de la ventilation du caisson (c'était une des impressions de la journée d'ailleurs). En fin de journée, j'ai installé le capteur dans le bas du caisson et j'ai lancé une impression rapide, toujours du PLA mais uniquement sur Cool Plate ... on voit bien la montée rapide des VOC dés l'installation du capteur, puis une petite marche pour l'impression suivante suivit d'une baisse lente et progressive dans la nuit. Hier, le 21 donc, j'ai imprimé toute la journée à partir du milieu de la matinée ... et on voit que les VOC montent d'abord progressivement à chaque impression, puis explosent. A ce moment, j'avais lancé une impression avec un autre set de bobines PLA (différentes couleurs mais même marque) sur plaque texturée ... suivit d'une pause de 2 bonnes heures, puis nouvelle impression, toujours sur plaque texturée, qui fait remonter les VOC, qui baissent ensuite progressivement dans la nuit. On dirait que quand on utilise la plaque texturée, l'activation de la ventilation du caisson remets en suspension toutes les micro-particules à l'intérieur du caisson. Pour info, on considère que jusqu'à 220ppb, l'air est bon, de 221 à 660ppb, ça passe encore mais l'aération de la pièce ne ferait pas de mal, et au delà, c'est pas bon. A l'occasion je prendrais des mesures dans et hors boitier pendant des impressions en ASA et Nylon pour voir ... avec et sans BenToBox active quand le capteur sera dans le boitier pour voir s'il est utile ou pas.
 2 points
2 points -
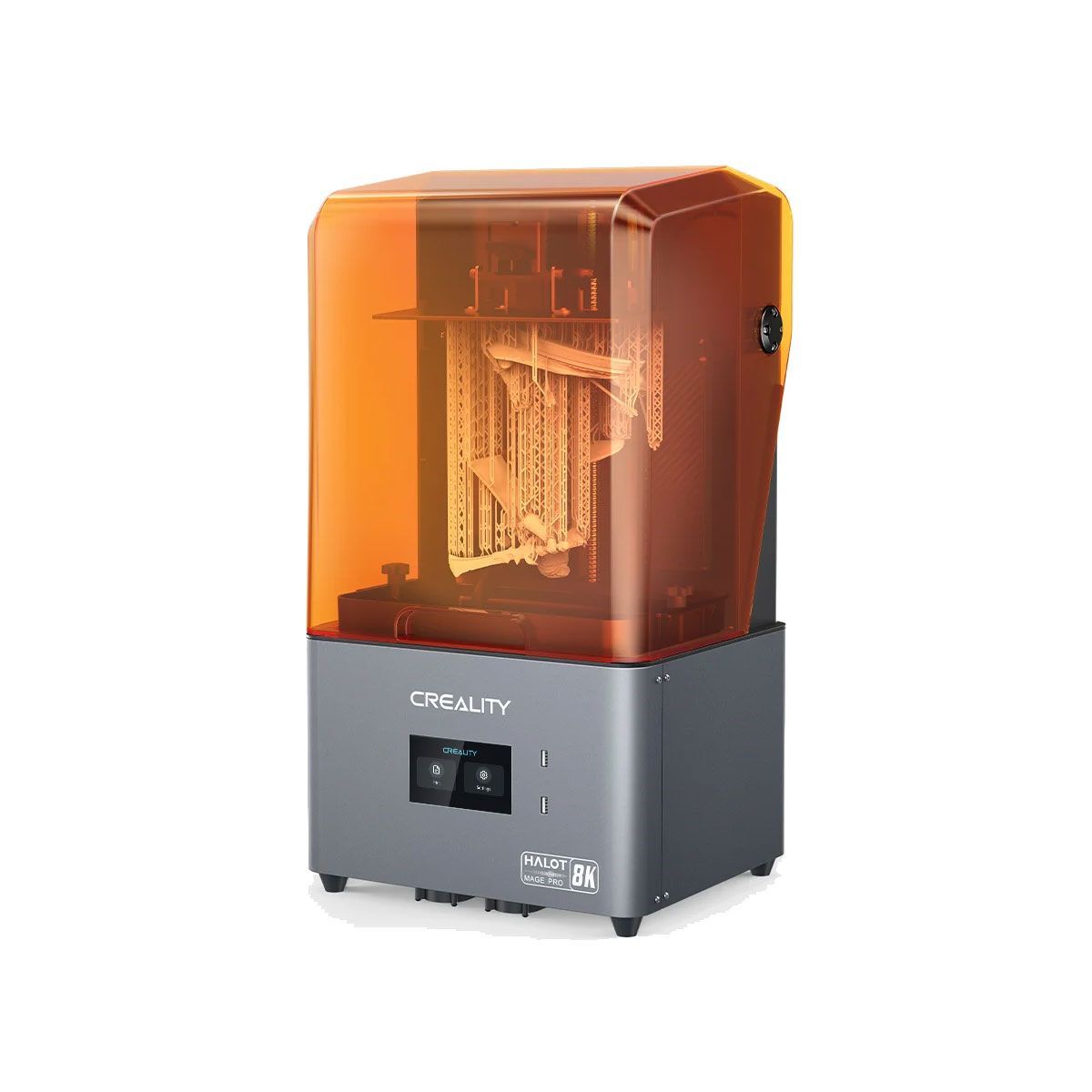
Disons que ça dépend si on prend le budget en compte et l'expérience. Si on devait m'en offrir une, je prendrai d'abord la GK2, forcément elle a le plus d'option, par la suite, j'hésite grandement... Les deux machines ont des forces et des faiblesses, à commencer par la halot-mage pro qui dispose en plus de : - Surveillance caméra - Capot à charnière - Bac d'un litre - Pompe (même si perso j'ai enlevé la mienne, toujours peur de pas bien aligner mon bac après manipulation) En inconvénient : - Utilisation du slicer creality ou de l'application mobile pour wifi, surveillance caméra et suivi d'impression Pour la saturn 3 Ultra : - Meilleur volume d'impression (260 de haut contre 230 pour la halot mage pro) - Wifi via Chitubox - Compatibilité avec l'Elegoo Mars mate J'ai une préférence de confort pour la halot-mage pro et aussi d'un point de vue "vitrine technologique" rien qu'encore aujourd'hui, quand on fait le leveling de la halot-mage pro qui part en 3 secondes, ça sert pas à grand chose, mais on sent qu'ils ont "essayé". Elle a encore des soucis avec Chitubox apparemment, (j'ai l'impression que chitubox est surtout devenu moins sérieux avec les dernières machines, faut bidouiller les paramètres partout). La Saturn 3 Ultra se démarque surtout par un meilleur volume d'impression et une interface plus intuitive, ainsi que des pièces de rechange moins chères (toujours utile d'avoir un bac de plus). Pour quelqu'un qui commence, je dirai la Saturn 3 Ultra, pour raconter une expérience, j'ai renversé bien 500g de résine sur la saturn 3 Ultra, après deux heures de nettoyage, un litre d'alcool et trois rouleaux de sopalain, j'ai nettoyé tout ça, la résine étant allé dans tous les trous de la machine , tiges de l'axe Z, ventilateurs, ports USB, aujourd'hui c'est comme si il ne s'était rien passé (outre que je l'ai bien pourrie). Pour quelqu'un avec un peu d'expérience, je pense que la Halot-mage pro apporte une sensation "pro", avec un design proche des prusa ou formlabs, qui change la vie grâce à son confort d'utilisation. Maintenant si le budget joue et qu'on me dit "j'sais pas si j'ai envie de mettre presque 400€de plus sur une machine qui va imprimer les mêmes pièces", je dirai Saturn 3 Ultra (499€ sur 3djake pour le moment, et y'a un code -10% quelques jours, soit quasi 450€)2 points
-

From the album: Alain D.
2 points -
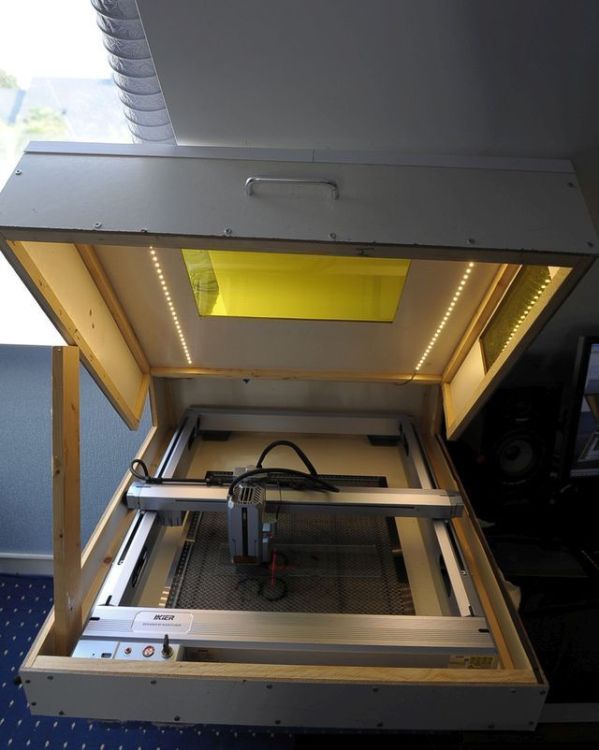
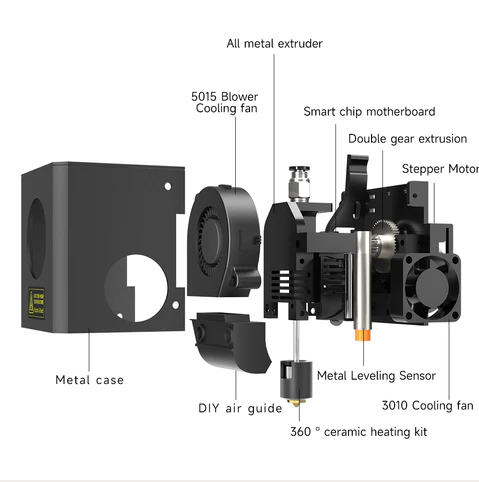
Bonjour à tous, J'ai reçu fin Juillet la 2eme version de la nouvelle imprimante Core XY de chez Kingroon a savoir la KLP1 touchscreen. Cette imprimante ma été envoyé gracieusement par Kingroon depuis leur entrepôt en Allemagne pour Test et Review sur le blog les imprimantes3D, je remercie @Motard Geek et @Julien de m'avoir permit de recevoir cette imprimante pour test. En attendant la fin de mes tests qui prennent plus de temps que prévue et donc la sortie de l'article sur le blog je vais vous partagez en primeur quelques informations. Déjà la livraison rien a y redire l'imprimante est arrivé rapidement et en bon état. Attention le dessin sur les carton correspond a la première version de l'imprimante mais l'on reçoit la nouvelle version qui compte pas mal de modifications. Que dire rapidement en guise de description de cette imprimante, il s'agit d'une imprimante de type Core XY avec surface d'impression de 210x210x210 soit une surface a peine inférieur à la Creality K1, sa structure est entièrement métallique et fermé par des panneaux acryliques, ainsi qu'une porte et une panneau supérieur sur charnière. Les différences entre la V1 et la V2 de la KLP1 : Ajout d'un écran résistif 3.5" MKS PI TS35 avec KlipperScreen, c'est la différence la plus visible. Support de bed revue qui apporte une plus grande rigidité et stabilité, sur la V1 ce point a cause pas mal de soucis pour certaine imprimante d'effet comparable a du Z wooble. Plus de roues de réglage du bed par la même occasion. Les tiges optiques Linéaire du Z sont plus espacésur la V2 pour ajouter plus de stabilité aussi. La tête d'impression a évolué le bloc de chauffe alu a été rempalcer par une système de chauffe en céramique et buse V6 CHT On est passer a une Kingroon Cheetah V2 pour la carte mère mais je ne saurais dire ce qui changer avec la première version de la Carte mère très honnêtement. A noter ici que la tête est équipé d'une carte THR qui intègre le driver 2209 de l'extrudeur et l'ADXL345 que ce soit sur la la V1 et la V2, la communication THR avec cette carte n'est pas de type canbus mais de protocole USB. Les premiers test sa donne quoi : Alors je vais pas trop spoiler l'article qui sortira quand j'aurais pu finir les test, l'imprimante imprime vite ? Oui elle imprime vite j'ai imprimer le benchy en 20min24s et le résultat est très correcte. Sinon j'ai pour le moment fait que quelques tests d'impressions car je rencontre un soucis sur un des 2 moteur du XY qui me pose soucis a plus de 266mm/s, je suis donc en cours d'étude sur ce soucis et j'échange avec le SAV Kingroon sur ce soucis ainsi que les quelques incohérence de la configuration Klipper de l'imprimante. Calibration input shaper & Impression d'un benchy en vitesse standard a 350mm/s et 20k d'accélération Je donnerais plus d'informations au fur et a mesure.


 1 point
1 point -
.JPG.48fb9722ef1fafc6af390d612bf19004.JPG)
From the album: Alain D.
1 point -
Bonsoir, Belle petite machine. La technologie fait d'énorme progrès. (espérant que vous allez dépasser la durée de vie qui était alors de +/- 10000 heures). Ceci étant je regarde ce 'fil' d'assez près. J'aimerai voir en réel une découpe sur du bois et une gravure et non pas leur 'démo'. @+ et bon montage PS: Ici vous pourrez trouver quelques réalisations en PMMA et MDF pour tester votre "P2" https://www.thingiverse.com/souriceaux06/designs1 point
-
non les carte ruby sont utilisé pour les Genius pro, X2 mais aussi hornet, il arrive très souvent que l'on envoie une carte mère flasher pour Genius a un possesseur de X2 et parfois l'inverse ce qui est plus fâcheux car les moteurs force voulant aller hors limite.1 point
-
Salut, Ce pourrait également être un problème de communication entre l'ordinateur et le graveur, voire un problème de carte-mère (pilote de moteur) . Tu pourrais peut-être essayer d'utiliser un autre câble USB?1 point
-
Ho cool ! Une grosse imprimante !? Je vais enfin pouvoir imprimer en une fois, des nains de jardins géants ? Je commande tout de suite plusieurs bobines de PLA 1.75 mm de 8kg chez ArianePlast !1 point
-
@Julienmau Le système d'exploitation des SonicPad (Tina Linux) est un dérivé d'OpenWRT, il est difficile (mais pas impossible) d'ajouter des composants Si tu veux en savoir plus sur cette tablette, je te recommande la lecture de cet excellent dépôt gituhb1 point
-
Le meuble est presque fini, il me reste les rallonges avant et arrière à monter (pour les supports grande longueur) ainsi qu"un tiroir latéral à fabriquer. Je ferais une photo quand le P2 sera installé dessus.1 point
-
Ça c'est avec un «vrai» Klipper Avec les SonicPad, c'est plutôt : /mnt/UDISK/printer_config/printer.cfg1 point
-
Sur le pad, dans le menu configurer tu as réseau ( lan et wifi) en allant dessus tu auras l'IP du Pad à rentrer dans le navigateur. Tu as mis aussi la ender3 V2 sur le Pad ? Dans le printer.cfg on ne parle plus de step/mm mais de rotation (cela marche à l'envers des steps/mm) ex 400 pas/mm distance rotation vers 8 https://www.klipper3d.org/fr/Rotation_Distance.html?h=rotation1 point
-
Le mien est un homday acheté 5 ou 10€ à côté de chez moi sur le bon coin. Il monte à 70°C, j'utilise j'utilisais cette table en référence pour les températures et temps de séchage : https://www.printdry.com/how-to-dry-filaments/ Je viens de voir que par rapport à ma version imprimée sur papier il y a quelques années, 'ils ont changé pas mal de températures en leur mettant +5°C : PLA / Nylon / ASA / HIPS / PC et PEEK. Argument marketing pour vendre leur déshydrateur "pro" qui monte plus haut que les autres ? En tout cas les anciennes valeurs m'ont toujours donné de bons résultats. Dans mon déshydrateur, on peut passer une bobine de 2.3kg en diamètre, et j'ai fabriqué des rehausses empilables (mix d'impressions et de mdf 3mm de récup) pour augmenter la hauteur utilisable. Je peux ainsi rentrer deux bobines de 2.3kg ou trois bobines de 1kg. Au delà j'utilise mon four de cuisine avec thermostat électronique qui est suffisamment précis et surtout qui n'a pas d'overshoot (sauf si on utilise le mode préchauffage rapide). Aussi la chaleur tournante brasse bien mieux l'air que dans le déshydrateur. Le seul truc qui me manque encore, c'est la possibilité d'imprimer en même temps que ça sèche, quitte a mettre la bobine debout dans le déshydrateur pour simplifier le support. C'est pratiquement obligatoire pour utiliser du PVA ou du Nylon sur des impressions de plusieurs heures.1 point
-
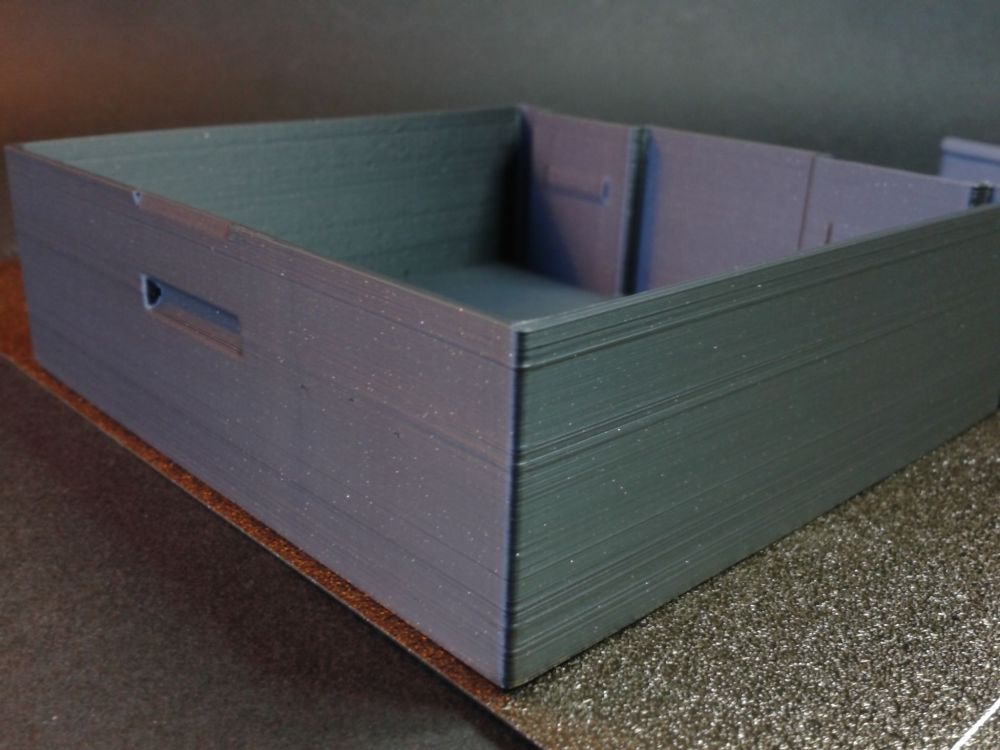
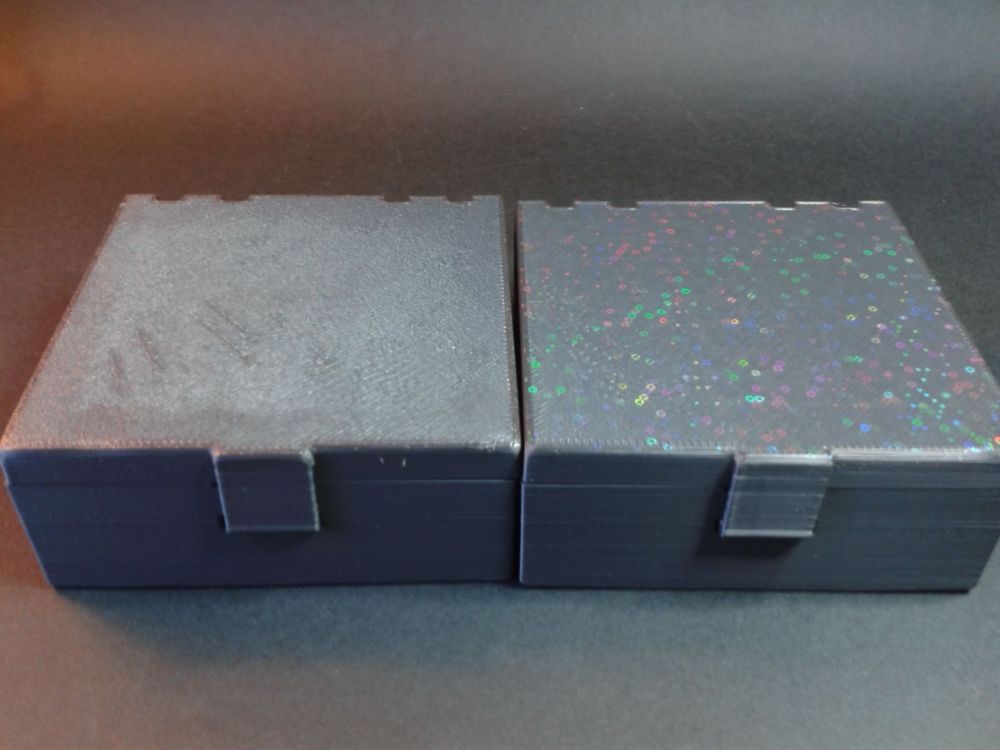
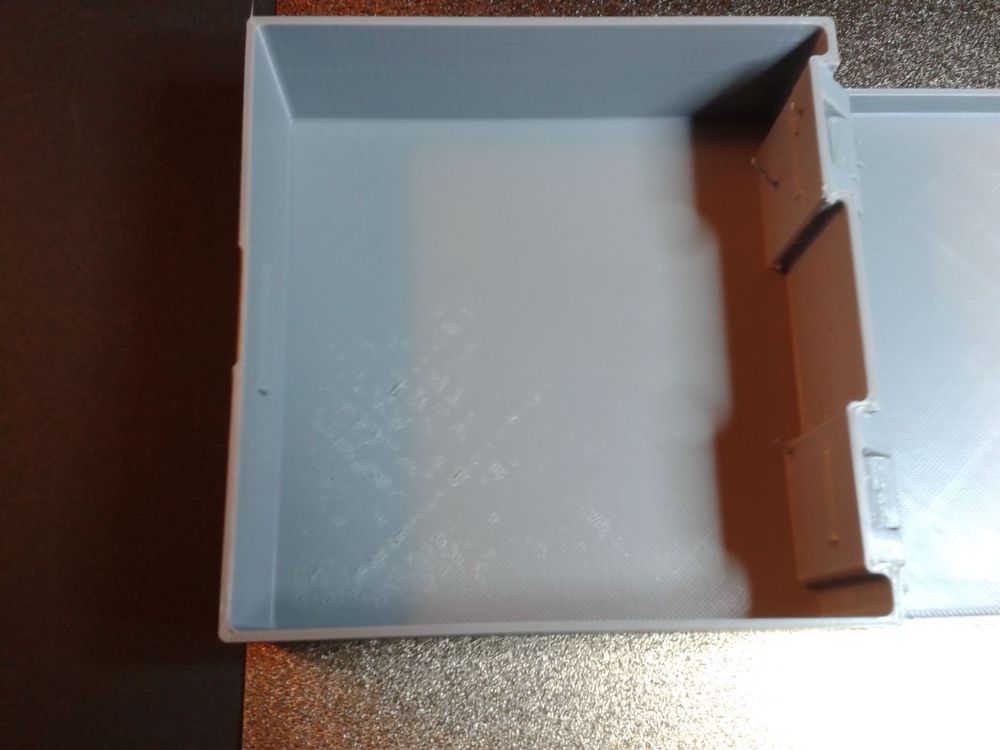
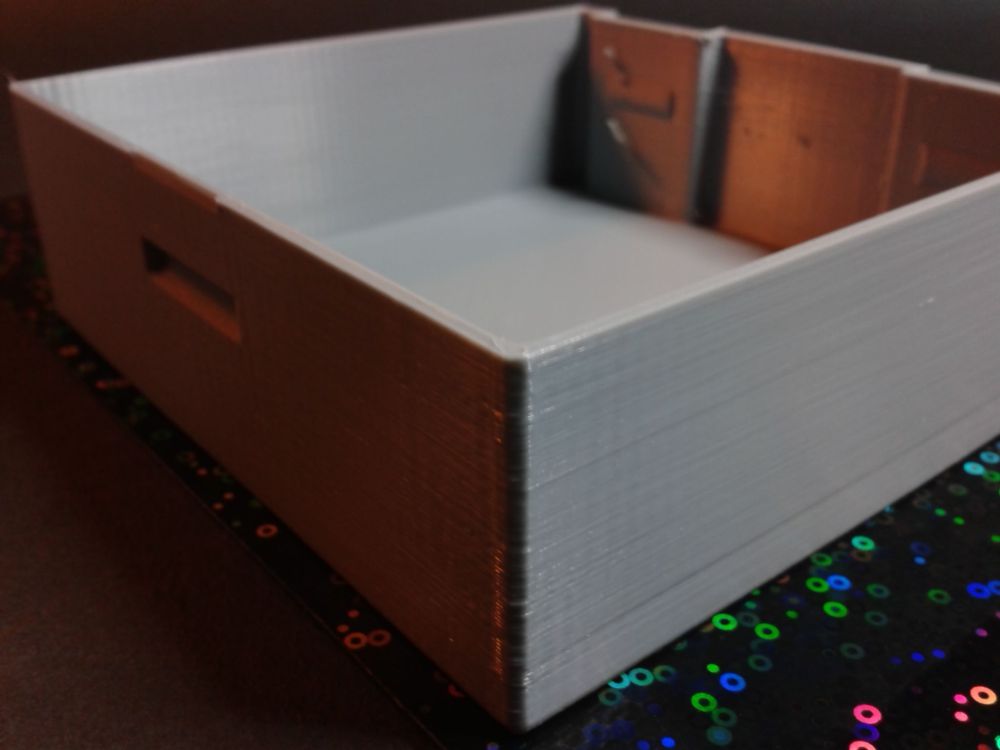
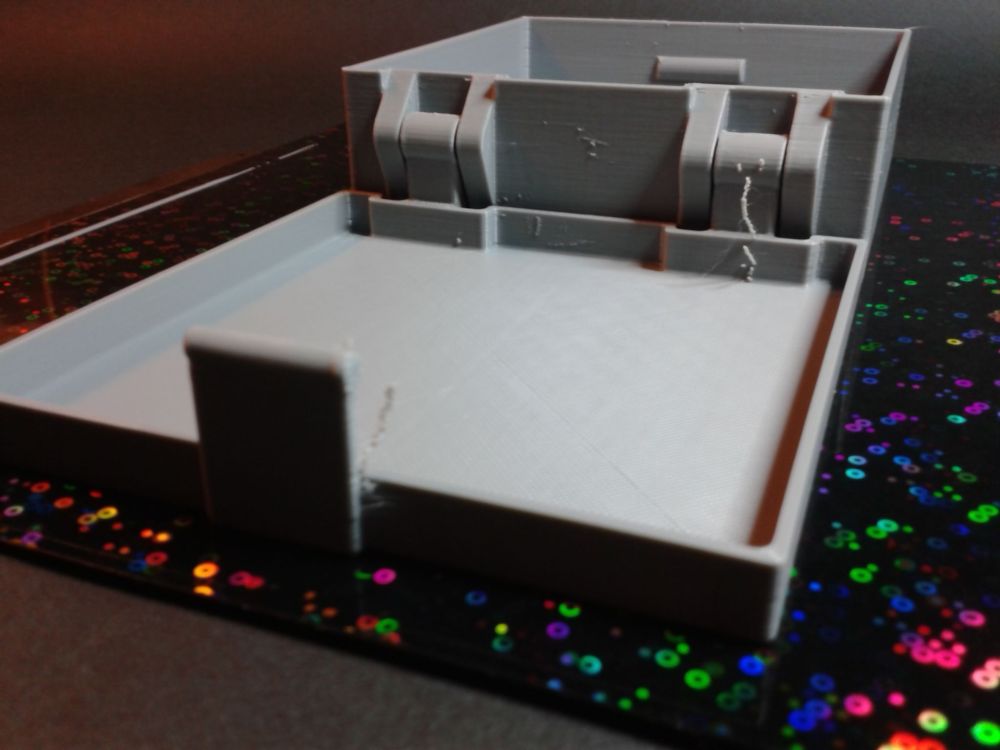
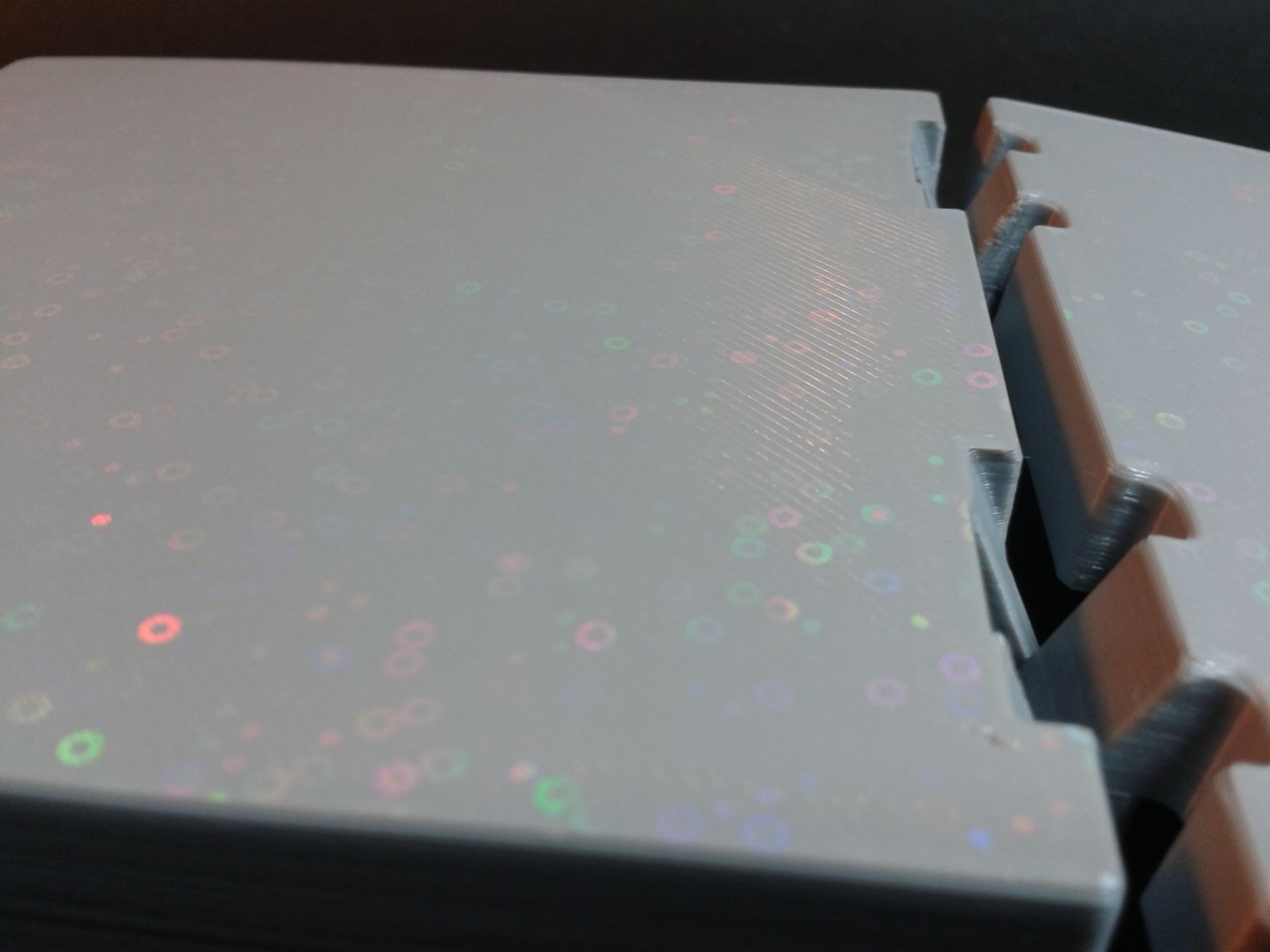
@BO105cbs Suite de mes essais avec la buse de 0.8mm, Avec une buse de 0.8mm tu peux faire des couches de 0.4mm, ce qui correspond en buse de 0.4mm à du 0.2mm, ( pour les surplomb entre autre) si le débit suit. (ok selon la vitesse) J'ai entre autre fait un vase en mode vase ( le stl fourni sur la carte SD de la ender 3) à 50% soit 125 mm de haut, largeur couche 0.82 hauteur 0.32mm PLA+ eSun orange opaque à 210°C, couche du dessous 3.2mm soit 10 couches. vitesse 35mm/s en réalité 28 pour la partie vase du aux 10 sec pour une couche, débit vers 6-7mm3 s^-1, donc cool, le vase est rempli d'eau à mi hauteur depuis plus de 3 heures pas une fuite. et de plus on aperçoit le niveau d'eau, J'ai lancé le vase pleine taille h 250 mm à 40mm/s en réalité à 40mm/s et débit entre 8 et 11mm3 s^-1 en cours. Ma tête est une Sprite d'origine S1 PLUS améliorée, avec un heat break (allmétal) bimétal (Cu-TI) pour sprite pro, (creality) et corps de chauffe 300°C, Buse 0.8mm HS Cu ou alliage plaqué Ni je suppose lorsque je vais changer de buse je regarderais la résistance de la cartouche de chauffe, pour connaître sa puissance. Le corps de chauffe étant plaqué, je ne sais pas si il est en alu ou en cuivre, pas clair dans la description. Tu as un sprite amélioré, lequel, je pense qu'on doit pouvoir monter avec le PLA vers 15mm3 s^-1 sans soucis. Pour le fond de boîte au lettre du schimblick cela montait vers 13 mm3... et pas de soucis et pas de défaut. et il est vrai que cela imprime plus vite. vase.stl origine carte SD de la ender 3 ou ender 3 pro vase.STL1 point
-
J'ai profité du test de la Kobra 2 Pro pour faire rapidement d'autre essais



 1 point
1 point -
là ça fait un peu usine, j'adore1 point
-
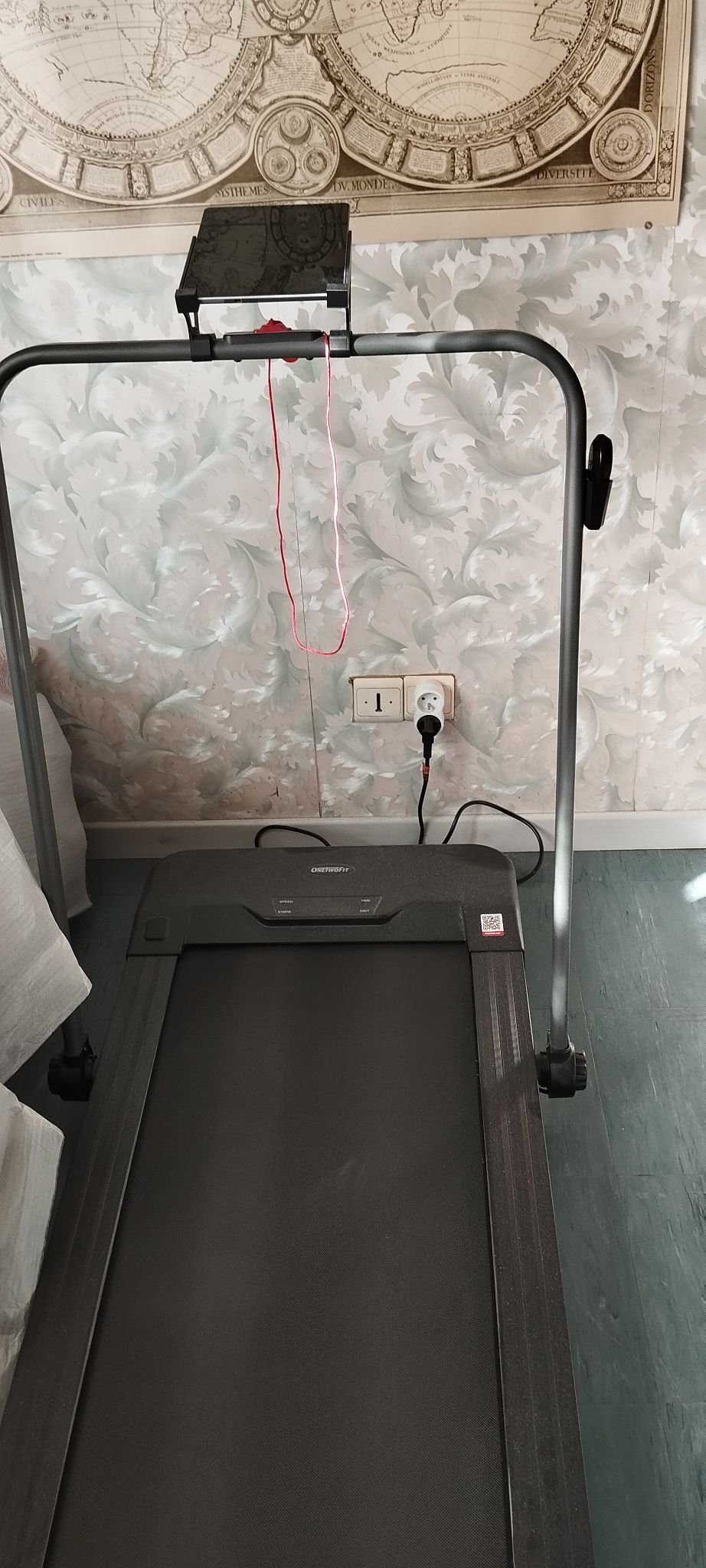
Gagné ! Je peux lire ou regarder une vidéo en marchant, ce qui est risqué sur un trottoir

 1 point
1 point -
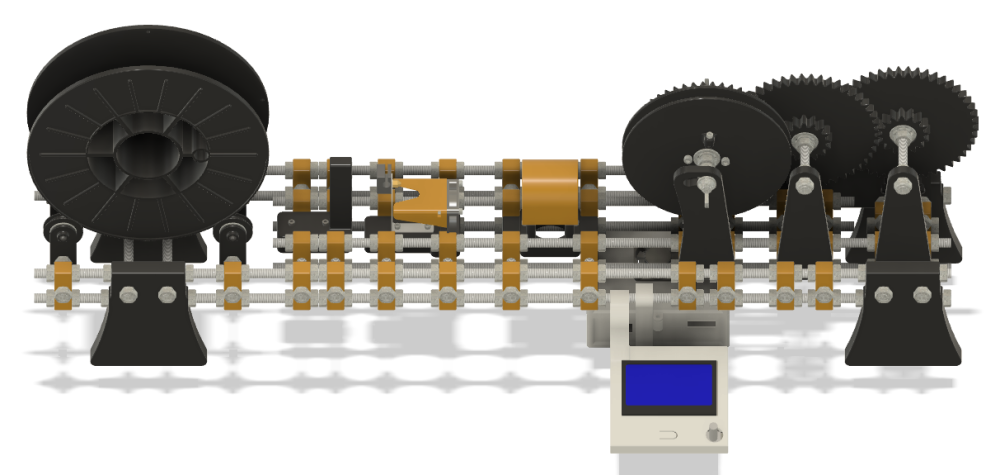
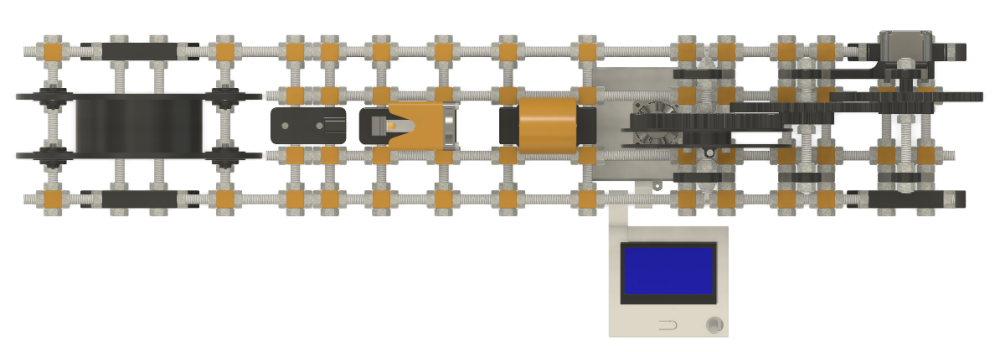
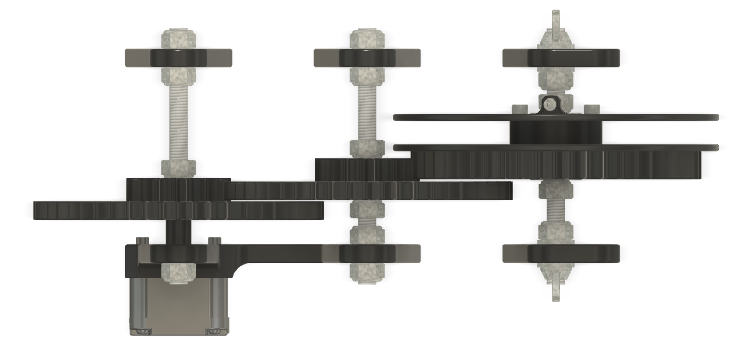
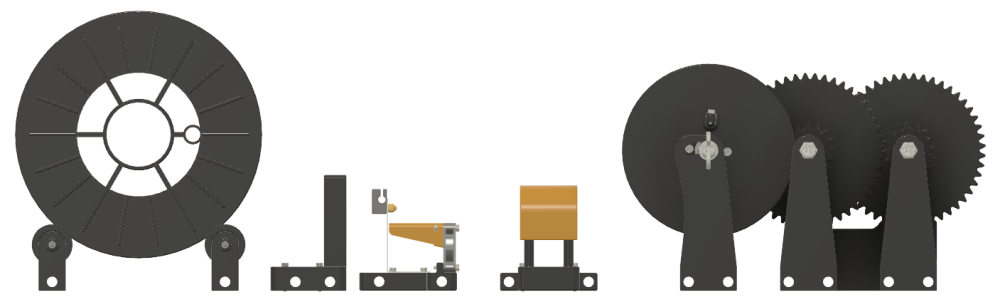
Finalisation de l'assemblage, et modifications de problèmes sur certaines pièces. L'impression des pièces recommence bientôt. Le châssis composé de tiges filetées M8 ainsi que de pièces imprimées est dans sa composition la plus "robuste" sur les captures d'écrans, mais il est tout à fait possible de faire un châssis beaucoup plus simple, tout est modulable à souhait. --- Fichiers STL & F3Z: https://cults3d.com/fr/modèle-3d/divers/pet-filament-extruder-from-bottles-give-me-bottles-guillaume3d3
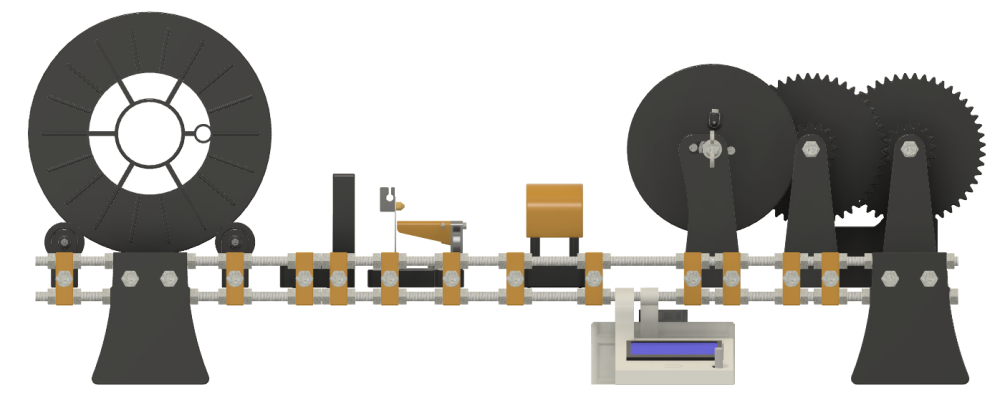
 1 point
1 point -
J'ai déjà eu ce phénomème sur la pemière couche, cela persiste sur la deuxième troisième, mais ne s'amplifie pas comme toi. sûrement aussi pb de débit @PPAC Pour la première couche, z-offset un peu trop serré, trop près. corriger le z-offset, Maintenant, hauteur 1ière couche et couche après. Sur ta première couche à gauche ok à droite non. (photo) cela peut se jouer à moins de 0.05mm Tu as un BLtouch pour le levelling ou pas et quel pas de mesure ?. pour régler ce problème, première couche (buse 0.4mm) en 0.2mm plus pardonnant. Avec le sonic pad sur la ender3 S1 plus leveling 12x12 (PEI texturé) plateau un peu ondulé, ender3 V2 9x9 le verre c'est plus plan !! Tu as une imprimante assez grand format proche S1 plus, correction z-offset en ligne sur la première couche, à voir.1 point
-
Pour faire le lien1 point
-
Et on a un premier test ici, pas forcément glorieux :1 point
-
Boujour, Aldo, j'ai récupéré ton colis hier. Bel emballage! Je vais tâcher de trouver un moment pour m'occuper de ça. Bon dimanche à tous. Sundog.1 point
-
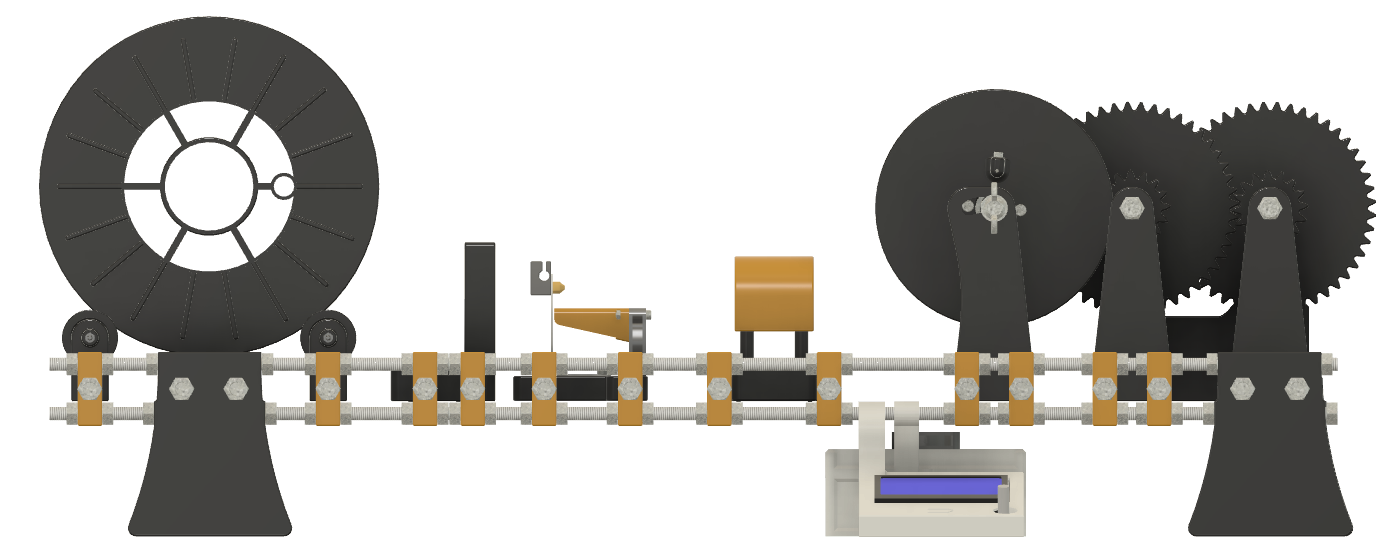
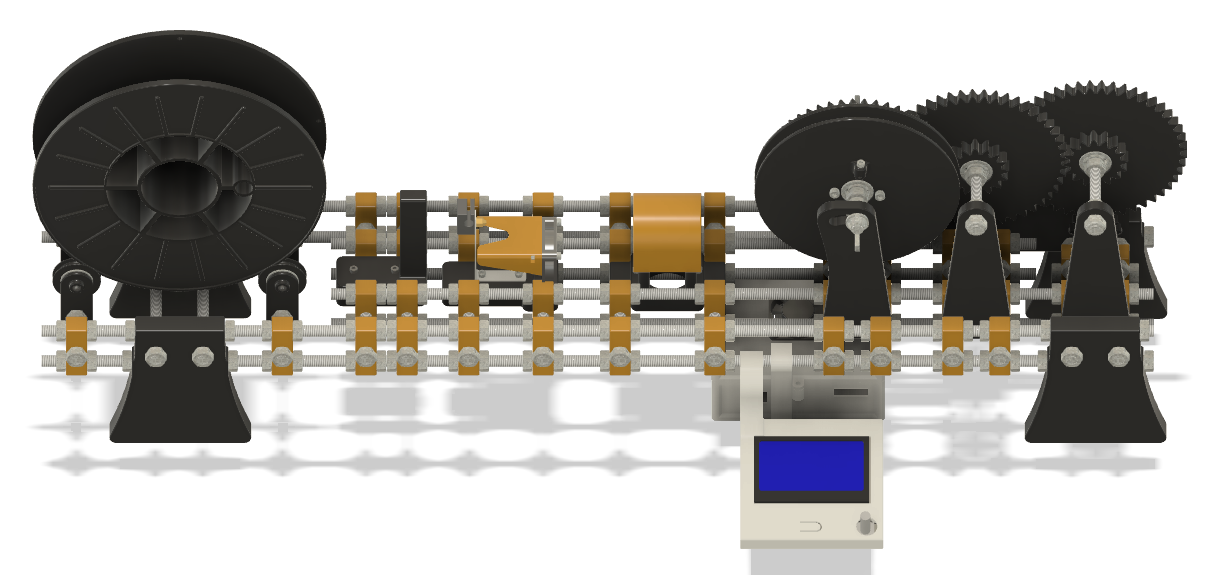
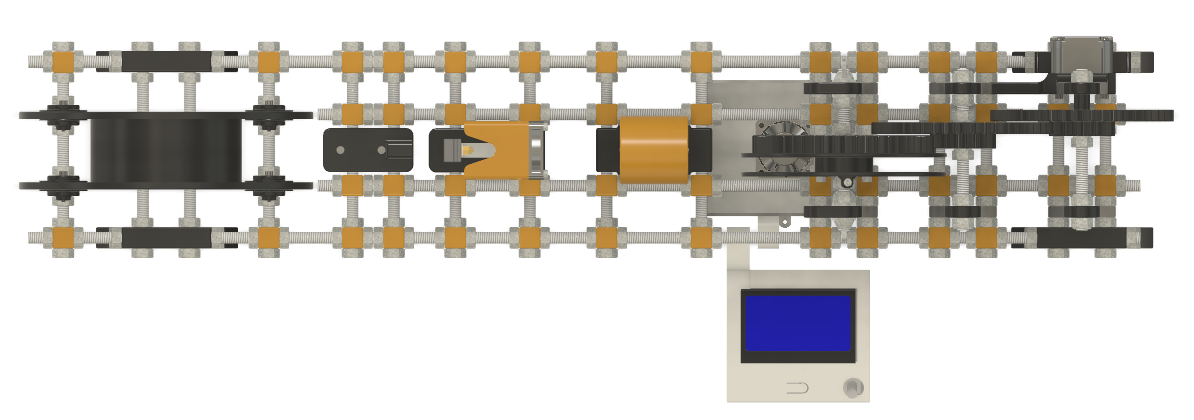
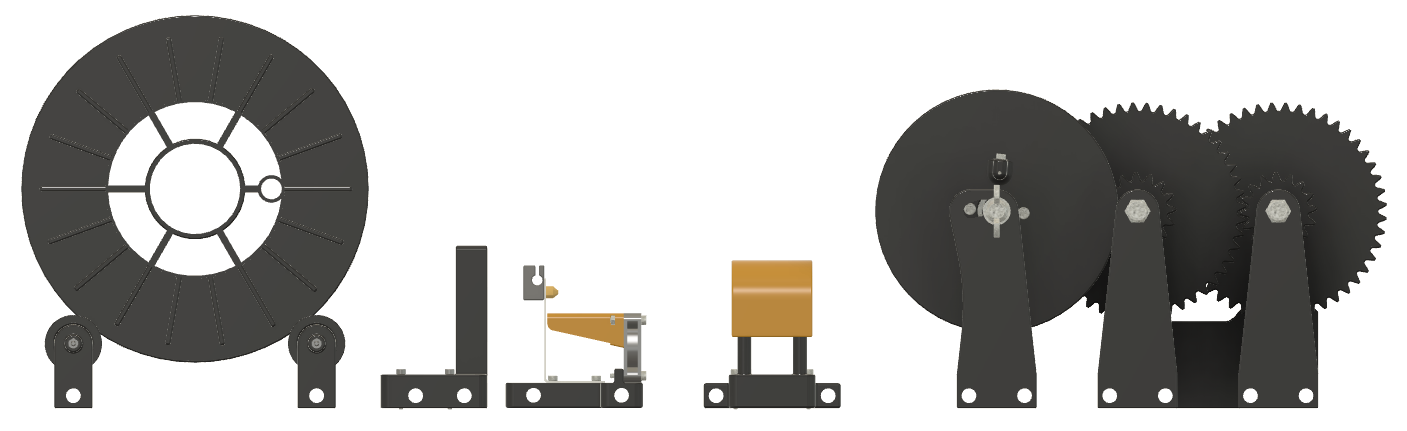
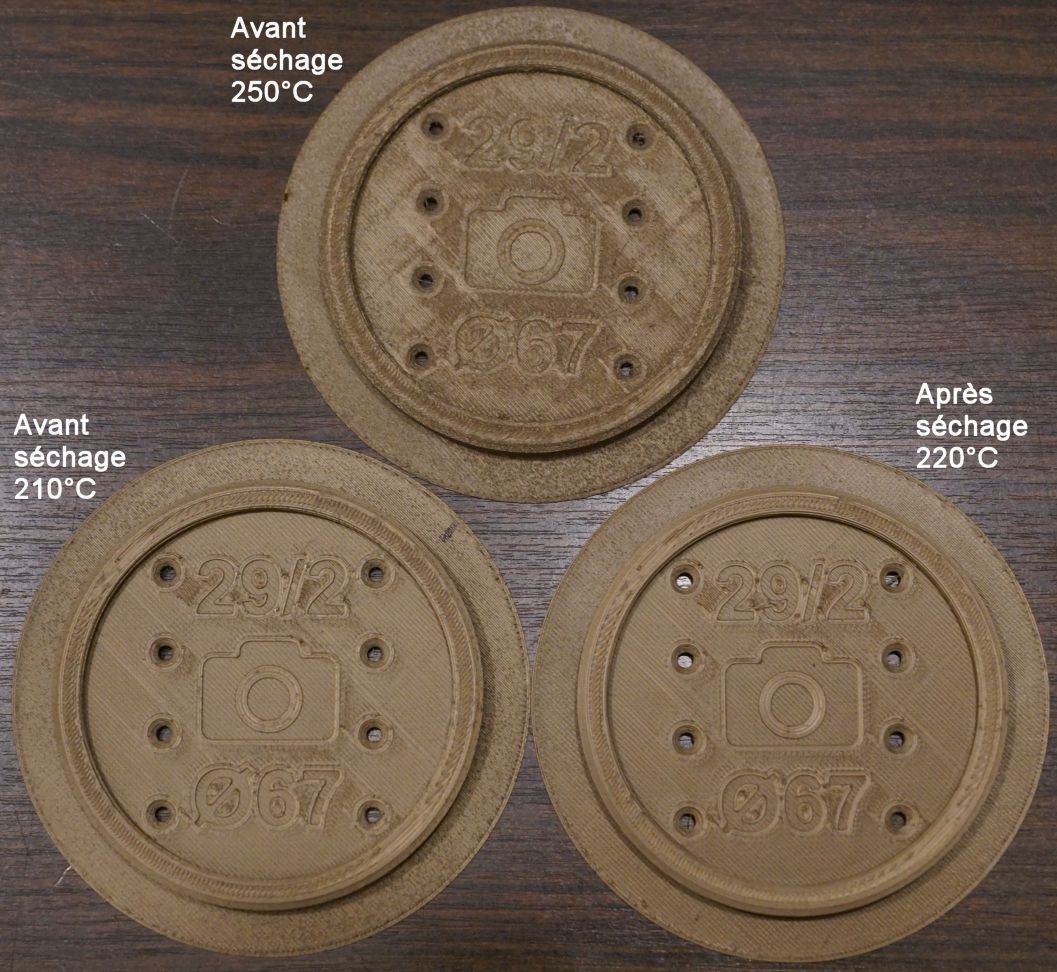
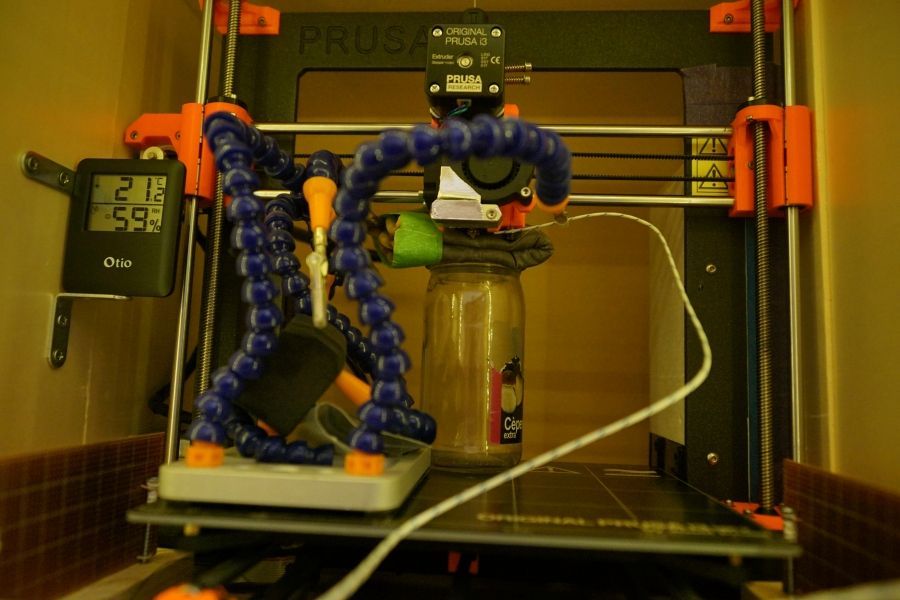
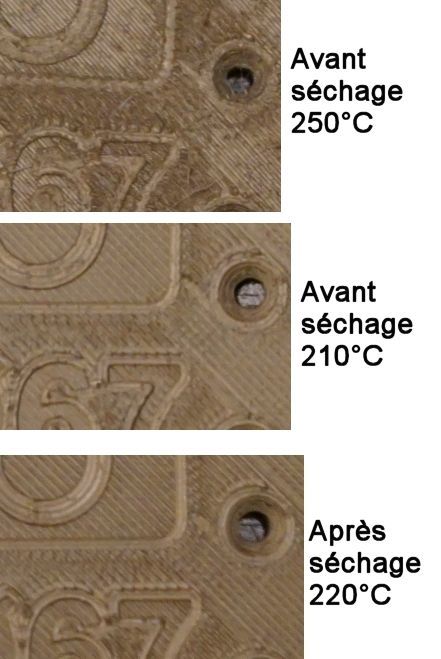
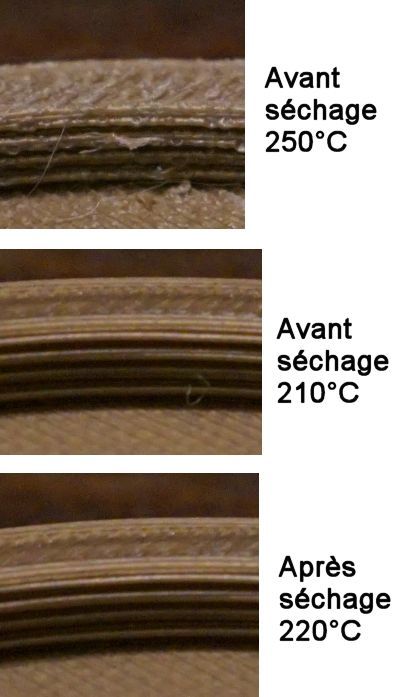
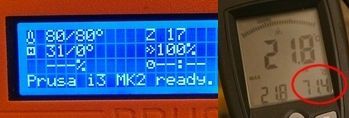
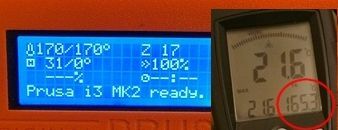
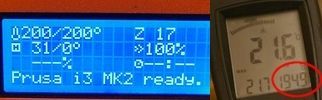
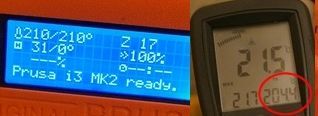
Donc j’ai pu faire des mesures et des tests. D’abord, j’ai voulu vérifier le fonctionnement de mon appareil de mesure, car Voltcraft n’est pas une marque haut de gamme, à température ambiante et dans de la vapeur : Les valeurs sont correctes (je suis à 270m d’altitude, et la pression était basse à cause de la tempête, donc l'eau bout un peu en dessous de 100°C) Ensuite, j’ai utilisé un montage de « haute technologie » pour mesurer la température de la buse Donc la sonde est plaquée contre le bloc de chauffe juste derrière la buse grâce à la manique de cuisine pliée en 4 coincée entre le dessus du bocal et la hotend, la "pression" étant réglée grâce à l'axe Z Le support de circuit imprimé à pinces articulé est utilisé pour tenir la sonde pendant qu'on descend l'axe Z. Voici les valeurs (note : j'ai fait les mesures en montant la température progressivement, mais le forum a mis les photos dans l'ordre inverse) : Deux remarques : - D’abord, ces mesures sont faites en « statique », il aurait été mieux de mesurer la température en cours d’impression. - Ensuite, avec ce montage, la température mesurée devrait être égale à une moyenne pondérée entre la température de la buse et celle de l’air ambiant, du genre Tmesuree = Tbuse * K + (1-K) * Tambiant avec K un peu inférieur à 1. Normalement, la température mesurée aurait donc dû s’écarter de la température de la buse au fur et à mesure de l’augmentation de celle-ci, hors un constate un peu le contraire. Donc à priori l’imprimante chauffe un peu trop… Idéalement, il aurait fallu fait un petit trou dans le bloc de chauffe, placer la sonde de mesure dedans avec de la pâte thermique, et mesurer la température pendant l’impression. La question se pose de savoir si le filament est humide. J’ai donc séché le filament au four, à 80°C pendant 6 heures. Avec un four de cuisine il n’est pas évident du tout d’obtenir une bonne température Le thermostat n’est pas précis aux basses températures, et surtout il y a un effet d’inertie qui occasion un « retard » de la chauffe ; concrètement : - Le four est trop froid, le thermostat met en route la résistance chauffante sol - La température augmente - Le thermostat coupe l’alimentation de la résistance chauffante sol - Mais la température continue d’augmenter, car la chaleur accumulée par la résistance sol continue à chauffer le four Résultat : un dépassement de température… Donc il faut surveiller la température toutes les 10 minutes, manipuler le thermostat pour allumer ou éteindre la chauffe, et lorsqu’on voit un dépassement, entre-ouvrir la porte du four. Je me suis fait avoir au début, il y a eu un pic à 110°C, la bobine a été un peu déformée : Ensuite j’ai voulu imprimer avec le filament ainsi séché. J’ai donc refait une impression à 250°C Bonne nouvelle on n’entend plus de grésillement (symptôme d’un filament humide et/ou d’une température trop élevée)… …mais malheureusement la qualité de l’impression n’est pas terrible… Je baisse progressivement la température. Finalement, avec le filament séché, je trouve que la qualité d’impression est meilleure à 220°C Heureusement, le coup de chaud à 110°C n'a pas endommagé le filament - et même si le support de la bobine est déformé et qu'elle ne tourne plus très rond sur le support ça imprime quand même Pour résumer : - Avec l’ancienne sonde et lorsque la bobine était neuve, la qualité optimale était obtenue avec une température de buse de 250°C - Avec la nouvelle sonde, avant le séchage du filament, avec une température de buse de 250°C la qualité est très mauvaise - Avec la nouvelle sonde, avant le séchage du filament, la qualité optimale était obtenue avec une température de buse de 210°C - Avec la nouvelle sonde, après le séchage du filament, la qualité optimale est obtenue avec une température de buse de 220°C Photos des pièces imprimées avec la nouvelle sonde : Que dire ? J’ai rencontré deux problèmes en même temps : - Filament un peu humide - Erreur de la sonde d’environ 30°C (impression optimale à 220°C au lieu de 250°C) Le séchage avec mon four de cuisine n’est pas pratique du tout. En plus, au vu des odeurs, j'ai du bien aérer puis nettoyer le four à fond ensuite avant de m'en resservir pour cuisiner. J’ai finalement acheté un déshydrateur de fruits (https://www.amazon.fr/dp/B00JKEQ6S2?psc=1&ref=ppx_yo2ov_dt_b_product_details), car aucun déshydrateur de filament n'est assez large pour accueillir certaines de mes bobines. Et voilà encore un appareil de plus dans la maison qui est déjà bien encombrée J’ai aussi acheté un kit d’ensachage sous vide avec des sachets de desséchants. C’est le plus adapté à mon usage (je n’imprime pas souvent), ça n’est pas très cher et surtout : ça ne prend pas de place (https://www.amazon.fr/dp/B0BR36VBLM?psc=1&ref=ppx_yo2ov_dt_b_product_details) Après avoir séché toutes mes bobines, j’imprimerais pour chacune une tour de température. A bientôt


















 1 point
1 point -
Salutation ! J'ai le plaisir d'avoir gagné une "Creality Halot Mage Pro" lors d'un concours sur Creality Cloud. Un test de cette machine a déjà était réalisé par @isidon et félicitation à lui pour l'avoir trouvé lors du "Quoi qu'est-ce ?" Donc j'ai créé ce sujet juste pour regrouper des informations, des photos et partager mon expérience. ( En fait, c'est surtout pour tester la vitesse de la pompe (Un truc de très grandes importances pour le Shadok que je suis ) Je ne remet pas en question le test d'Isidon. ... pour le moment . (Je taquine ! Il n'y a rien a remettre en doute. Isidon a déjà tout bien fait le test.) ) Sujet en cours de réalisation, il sera prochainement mis à jour.
 1 point
1 point -
@PPAC merci pour ton retour sur la pompe, j'avoue que si je devrais reprendre une imprimante résine je remplacerais mais 2 imprimante par celle ci ou la GK2 suivant le budget que j'allouerais . En tout cas c'est bien fonctionnel donc la pompe cela reste correcte en temps, je trouve après qu'il faudrait imprimer une mini cale pour incliné vers la pompe la résine vidage de la cuve.1 point
-
Avec une IGP du sud-ouest peut-être...1 point
-
Il y a un peu de cela, mais pas pour les pâtes c'est plutôt pour éviter cette phase.1 point
-
une passoire Shadok, de troisième ordre (ou complexe) ?1 point
-
Tu télécharges le firmware ici : https://www.creality.com/pages/download-ender-3-v2?spm=..page_1934481.products_display_1.1 Il te faut savoir quelle CM tu as (4.2.2 ou 4.2.7) : c'est inscrit sur la carte mère accessible par le dessous de ta machine. As-tu une butée Z ou un BL-Touch (ou CR Touch) ? Ensuite tu metttras la fichier téléchargé (extension bin) sur une carte µSD que tu insères dans ta machine avant de la démarrer : le firmware se mettra à jour automatiquement.1 point
-
c'est sportif la gravure laser1 point
-
Merci a toi leplantigrade Oui toujours sur l'axe Y et depuis peut oui toujours au début dans les 3 / 4 premières couches Couroi tendu mais pas trop, le plateau se déplace sans résistance, Pas de température ( dans les 3/4 premières couche moteur et radiateur sur la carte 4.2.7 froid ou vraiment légèrement tiède ) Pas encore vérifier la valeur des TMC même si soudé je ne connais pas la valeur qu'il doit avoir, et si mal régler je devrais avoir le problème de décalage en permanence, as qu'au début de l'impression ? Cote logiciel, je suis sous Simplify 3d, mais même problème avec Cura . Pas encore essayer, je teste ca dans la soirée Pareille test dans la soirée Rien de plus que la ventilation mais j'ai essayer sans, même problème . Petite question qui n'a rien a voir avec mon problème , quel est ton Slicer ? Encore merci a toi1 point
-
Reçu cette après-midi plusieurs colis globalement d’une vingtaine de kilo ET un gros colis de 75 kg. Il est très lourd le XTOOL P2. je le déballerais quand le meuble pour l’accueillir sera fait, purée, ça fait chi. . . d’attendre avec la bécane à portée de main.
 1 point
1 point -
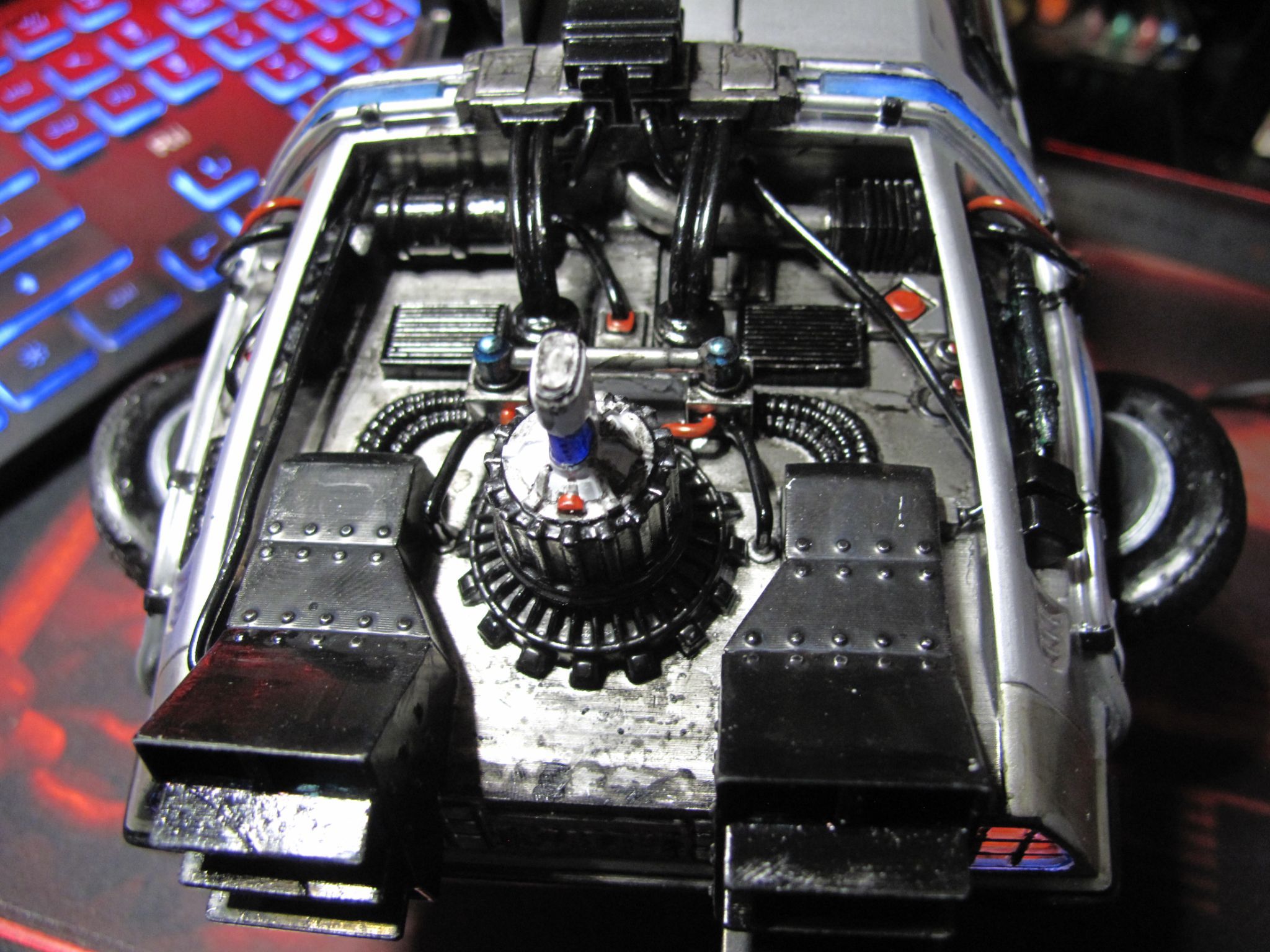
J'avais imprimée il y a pas mal de temps une Delorean, je l'ai enfin finie. Quelques petites galères d'ajustement, fabrication des vitres et du pare brise, compteur qui s'éclaire et très chiant à peintre pour que sa ressemble à un compteur... C'est pas parfait mais je suis quant même contente du résultat.







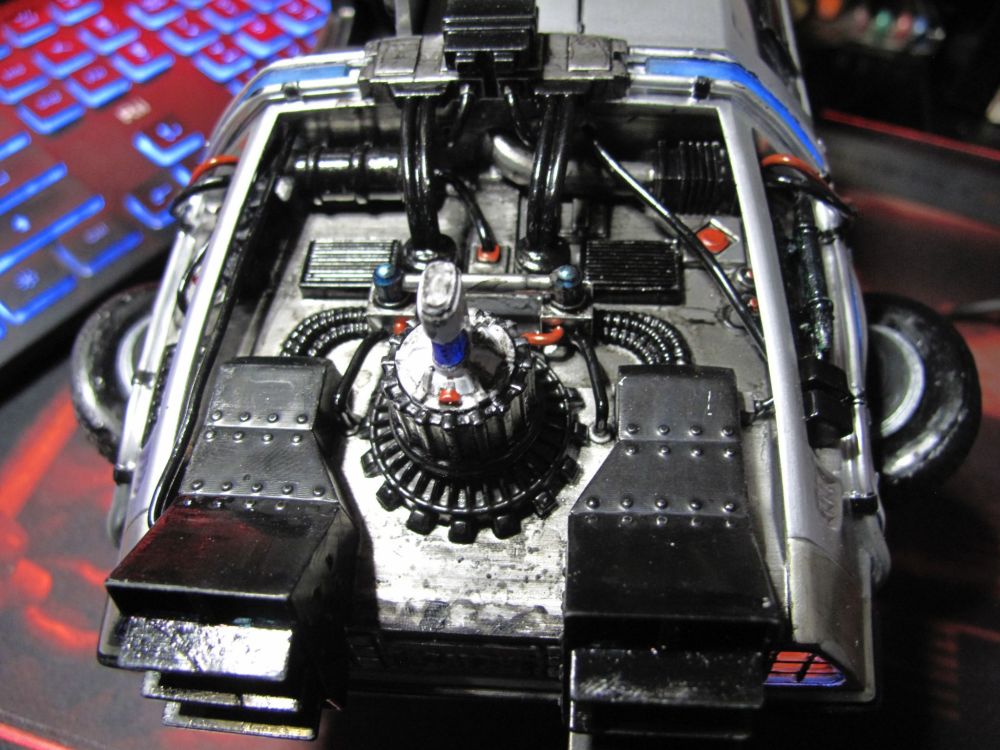
 1 point
1 point

































.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)