Classement




Contenu populaire
Contenu avec la plus haute réputation dans 12/11/2023 Dans tous les contenus
-
Merci pour le partage ! Petite question : n'y a-t-il pas un risque que les projections du pneu (terre, eau, poussière, etc.) ne viennent "contaminer" le haut de la gourde où tu bois ? Sauf si tu as un garde boue qui n'est pas monté pour la photo et dans ce cas là tu peux oublier ma question2 points
-
@PPAC tu le copies 50 fois A LA MAIN et tu envoies une photo qu'on puisse vérifier.2 points
-
Salut, Alors, d'habitude, c'est en hiver qu'on hiberne, pas le reste de l'année ! Content également de te revoir sur le forum . En analysant ta 1ère matrice et la dernière, on s'aperçoit que le plateau est plus incliné vers le bas, à droite. Cela montre que l'axe X n'a plus le même angle par rapport au plateau, puisque, comme tu l'as dit, tu n'as pas de synchronisation entre les 2 axes Z. D'après cette photo de ta carte-mère issu du wiki de geeetech: Tu as la possibilité d'ajouter un 5ème pilote/driver qui te permettrait d'activer la fonction d'alignement du Z avec le Gcode G34. Par contre, avant de lancer cette procédure, il faudrait régler au mieux le parallélisme entre le guidage X et le plateau pour éviter de forcer sur les moteurs puisque tu vas te baser sur ton plateau tout gondolé . Mais à priori, ce n'est pas ce seul défaut qui va complètement résoudre ton problème. Dans un précédent sujet, la conclusion a été d'incriminer les galets du chariot X. Est-ce que tu n'aurais un défaut/jeu dans les douilles à billes? Comme tu utilises un 3Dtouch, tu pourrais vérifier sa répétabilité en envoyant le Gcode M48. Petite remarque: je trouve ton babystep trop faible puisqu'il est de 2.5µm. Je te conseillerai de faire x10 en modifiant cette ligne du fichier configuration_adv.h: #define BABYSTEP_MULTIPLICATOR_Z 10 ou de changer les 2 lignes (décommenter la 1ère): #define BABYSTEP_MILLIMETER_UNITS #define BABYSTEP_MULTIPLICATOR_Z 0.025
 2 points
2 points -
Bon, après avoir attendu, en vain, un mois une promo sur les Bambu Lab X1 Carbon, je me suis décidé pour une Qidi X-Max 3 (949.05 € livraison gratuite avec la promo Célibataires du 11/11 qui marche encore le 12). Le côté Apple du business Bambu Lab, le volume un peu faible de la X1 et son prix m'ont un peu rebuté et je ne suis pas persuadé que les prints seront moins bons et moins rapides sur la Qidi. Tant pis pour la couleur, je m'en passerai facilement. Maintenant il va falloir que je fasse monter l'escalier aux 30 kgs de la bête.2 points
-
Aujourd'hui j'ai pris le temps de publier mes modèles de pneus sur cults3D, avec autant d'explications que possible pour permettre de les imprimer... https://cults3d.com/en/design-collections/marcweckerfr/rc-tires2 points
-
J'espère que la voiture est une miniature2 points
-
Salutation ! Cela fait plaisir de te revoir Bon je parle sans savoir car je suis pas un pro en BLTouch et mesh leveling sous marlin. c-a-d ? Pas de prise en compte du mesh ? Z fade trop rapide ? ou mesh pas suffisamment fin pour compenser correctement un bed trop bombé ? autre ? Aurais tu une photo d'une impression d'un test ? ( genre si tu a imprimé un test de planéité ou équivalent après un leveling ) Peut tu nous mettre le résultat d'un "M503" ou d'un "M420 V1" après un G29 a température ( histoire d’être certain que tu a bien un mesh valide et éventuellement prévisualiser le résultat de palpage ) Ha .. heu là je suis perdu ... sauf si il y a un contrôleur de moteur pas a pas par moteur Z. Mais si il y a un problème de synchronisation ou de déplacement Z cela pourrait expliquer que le mesh est incohérent. ( Faire deux G29 de suite pour en comparer les mesh obtenus,si les mesh obtenus sont très différents ou non ? )2 points
-
Le colis contenait peut-être le purificateur d'air dont le livreur avait besoin et qu'il a remplacé par les deux cartons de plexi. Sympa quand même de sa part, il aurait pu ne rien remettre à l'intérieur2 points
-
Aucune L'utilisateur est libre de donner le nom qu'il veut à son détecteur. Mais le nom du détecteur devra correspondre à ce qui est déclaré lors de l'utilisation de macro. Par contre, certains matériels possèdent deux fonctions (celui de Bigtreetech par exemple v1 ou V2) : détection de présence / absence de filament détection de l'avancée (ou du bourrage) de filament Dans ce cas et uniquement dans ce cas, il faut définir deux sections (que l'on nomme comme on veut), une pour l'interrupteur (switch), l'autre pour le mouvement (motion) : [filament_switch_sensor monnomamoiquejelaimevraimentbienparcequecestmoiquilaichoisietquilestinnovant] [filament_motion_sensor laencoreunnominnovantdifferentdufilamentswitch] Pour le nom de la broche, il faut qu'il corresponde à celui de la carte contrôleur utilisée2 points
-
Je pensais que c’était le purificateur d’air avant d’ouvrir le carton, mais renseignements pris il semble perdu par colissimo sur sa plate-forme après remise par DHL, cela fait plus d’une semaine et après réclamation, voici la magnifique réponse de la poste: « si votre colis n’est pas livré avant le 2 décembre, pour pourrez demander son remplacement à votre fournisseur » merci la poste. donc j’ai été surpris en ouvrant ce gros colis: deux kits de plaques d’acrylique de plusieurs couleurs. Sans rien pour éviter qu’elles se baladent dans le carton, c’est surprenant. suivant les résultats j’en injecterais car nous avons un moule de 300 x 300 mm pour tester des matériaux.
 2 points
2 points -
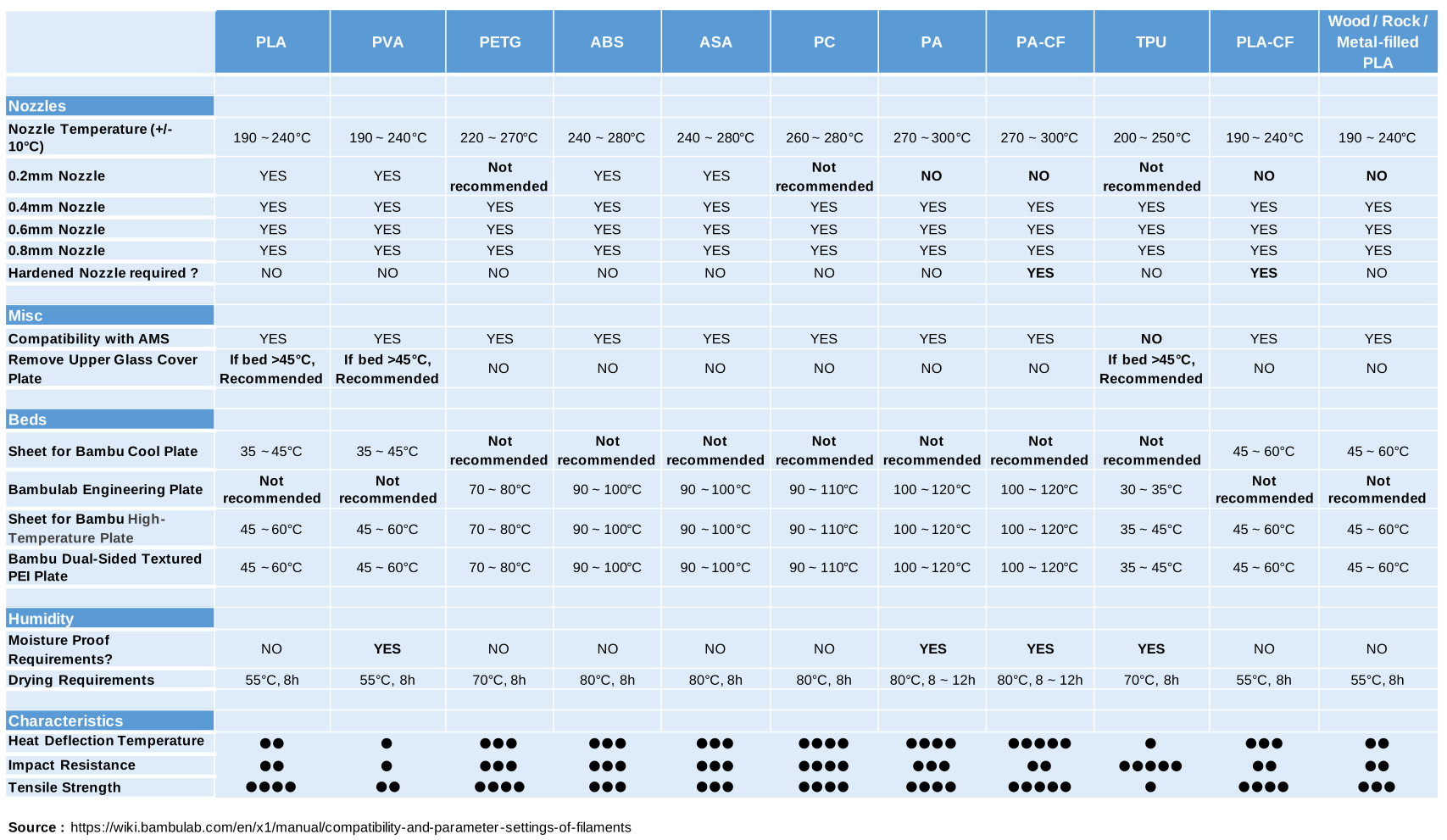
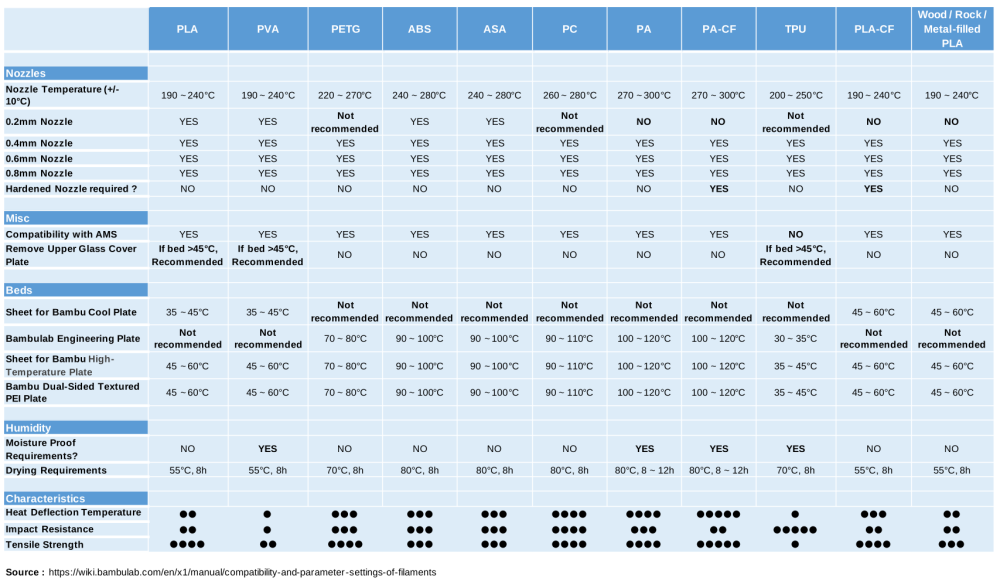
Compilation (work in progress) du contenu officiel tiré du WIKI (autrement dit, ici : https://wiki.bambulab.com/en/x1/manual/compatibility-and-parameter-settings-of-filaments), mais en une seule page facilement imprimable : PDF à imprimer : Bambu_Lab-SUMMARY.pdf (dans l'idée, à imprimer et à garder à côté de sa Bambu) Note / remarque : certaines informations ont déjà évoluer au fil du temps (sur les recommandations filament / plaques, par ex., pour le PETG, les "Cool Plate" ne sont plus recommandées alors qu'elles l'étaient au départ) - autrement dit, garder à l'esprit que ces informations peuvent devoir être revues (à la marge - perso je n'ai eu aucun problème sur les cool plate avec du PETG, mais çà dépend sans doute des marques) au fil du temps.
 1 point
1 point -
Hello, Il y a quelque temps, je suis passé au VTTAE et j'ai été étonné de voir qu'il n'y avait pas d'insert pour fixer un porte bidon. En fouillant sur mon site de vente par correspondance préféré, j'ai trouvé : Un support à scratch. Un support qui se fixe sous la selle. Mon projet de support s'est basé sur le second article avec pour but de le solidifier (cf commentaires) en le fixant sur deux points. Voici le STL.support de porte bidon sous selle.stl Imprimé en PLA recyclé en 0.2. ça fonctionnait très bien jusqu'à ce qu'un aléa de l'activité physique vienne à bout du porte bidon alors en place. Le second projet a été de faire un porte bidon plus solide avec un bridage du bidon pour ne pas le perdre. Voici les STL. barre porte bidon.stlcercle porte bidon.stl La barre est imprimée en PETG en 0.2. Le cerclage est imprimé en TPU en 0.2. Si vous l'imprimez, un retour est le bienvenu. Sportivement,






 1 point
1 point -
C'est un ingénieur de chez TENLOG qui m'informe sur l'arrêt de production de l'ATMEGA 2560 Il est vrai maintenant que beaucoup d'imprimante sont en 32bits ceci explique cela1 point
-
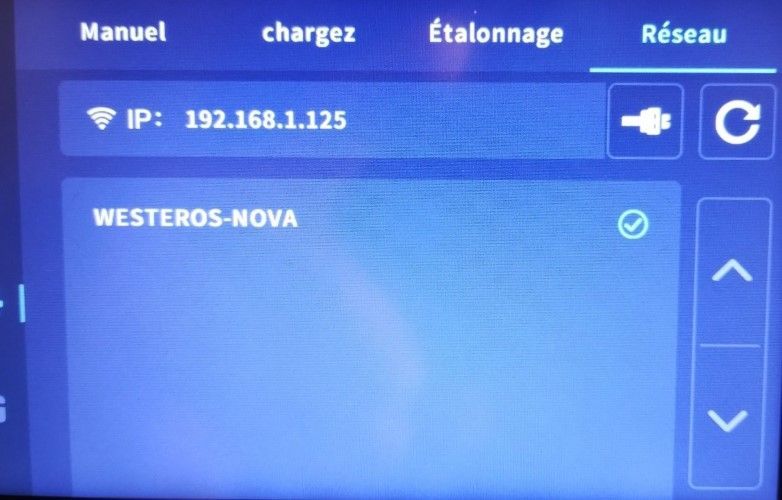
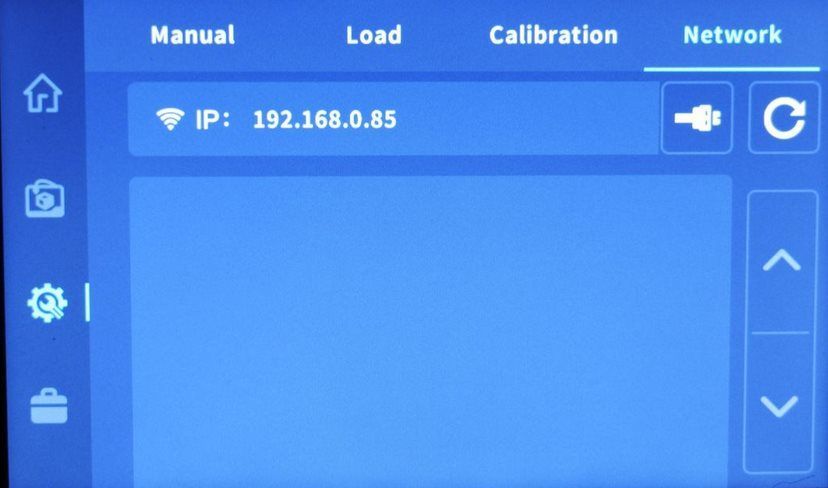
Via l'écran de l'imprimante (Paramètres / Réseau En Ethernet: En Wifi: La caméra Mintion utilise principalement une appli sur téléphone, il me semble. Pour gérer via un navigateur sur PC : à la maison (réseau local) => adresse IP de l'imprimante + port 10088 de l'extérieur, il faut soit passer par un VPN pour accéder au réseau local, soit utiliser Obico / OctoEvereywhere (uniquement pour de la surveillance) soit via la Box internet faire de la redirection de port (port translation = NAT), la manière de faire dépend de la box (mon FAI est Free mais ma box est en mode bridge, c'est ma passerelle d'entrée qui se charge de faire les redirections)
 1 point
1 point -
Parfais merci à toi Mr Magounet et aussi à gagipro déjà juste pour l'autolevel a 49 point et le L cornet déjà juste ca!! j'ai réglé mon plateau au 100éme de mm au quatre coins vivement la suite merci encore1 point
-
Nouvel #hebdo #3D en ligne avec McLaren, xTool, le Formnext, Tomtop, Creality, KingRoon et Geeetech ! https://www.lesimprimantes3d.fr/semaine-impression-3d-410-20231112/1 point
-
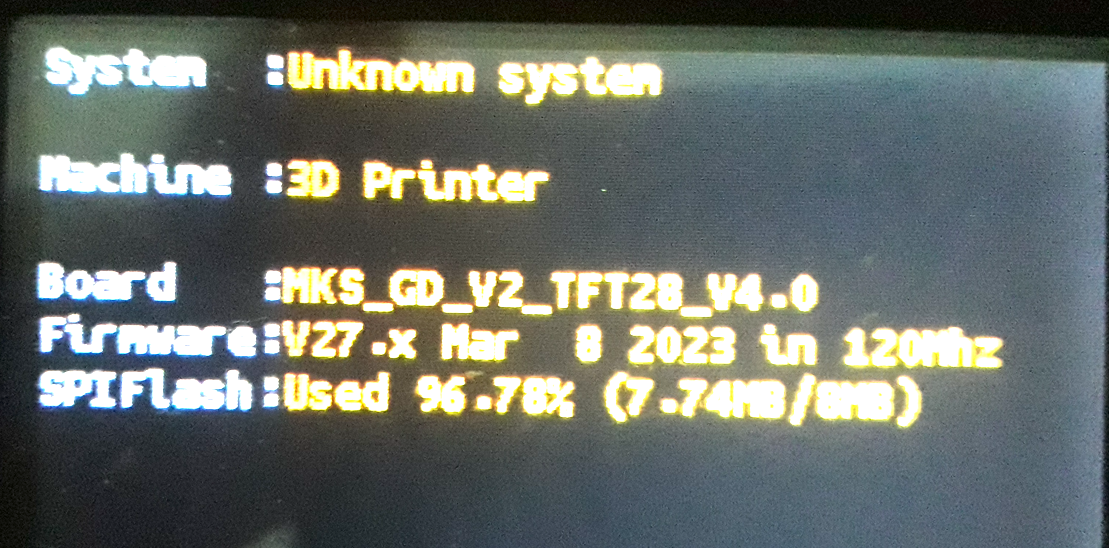
encore moi j'ai mis le TFT TFT_fix304byG@gipr0 avec la config.ini de Mr Magounet voila les info ok même si au départ le M997 a marché ? ok ca a marché j'ai peux remonter le firmware et a ete reconnu par mon PC ouff !!! déjà s merci j'ai remonté ton firmware.bin et je réinstalle le TFT de gagipro a voir ... OO ca la pris j'ai plus le message :)) je test et je reviens
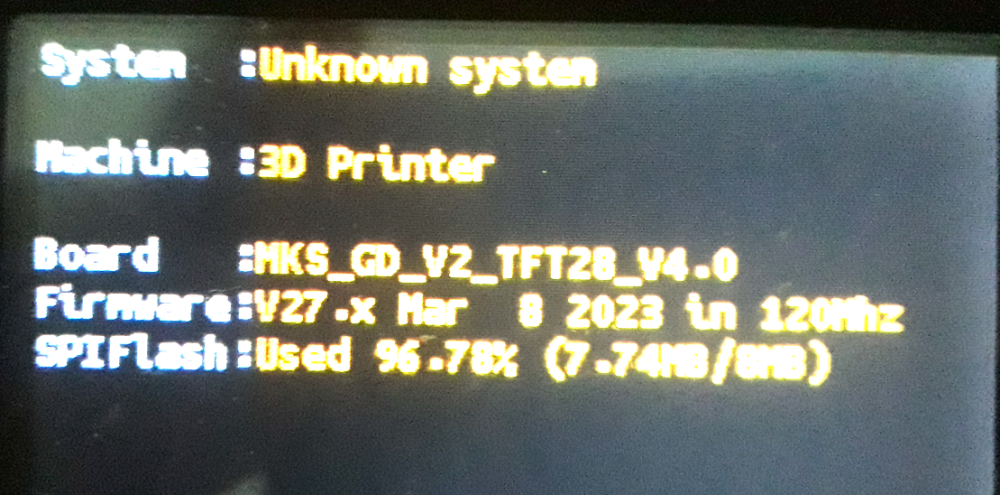 1 point
1 point -
Pense à l'adverbe ( absolu ment )1 point
-
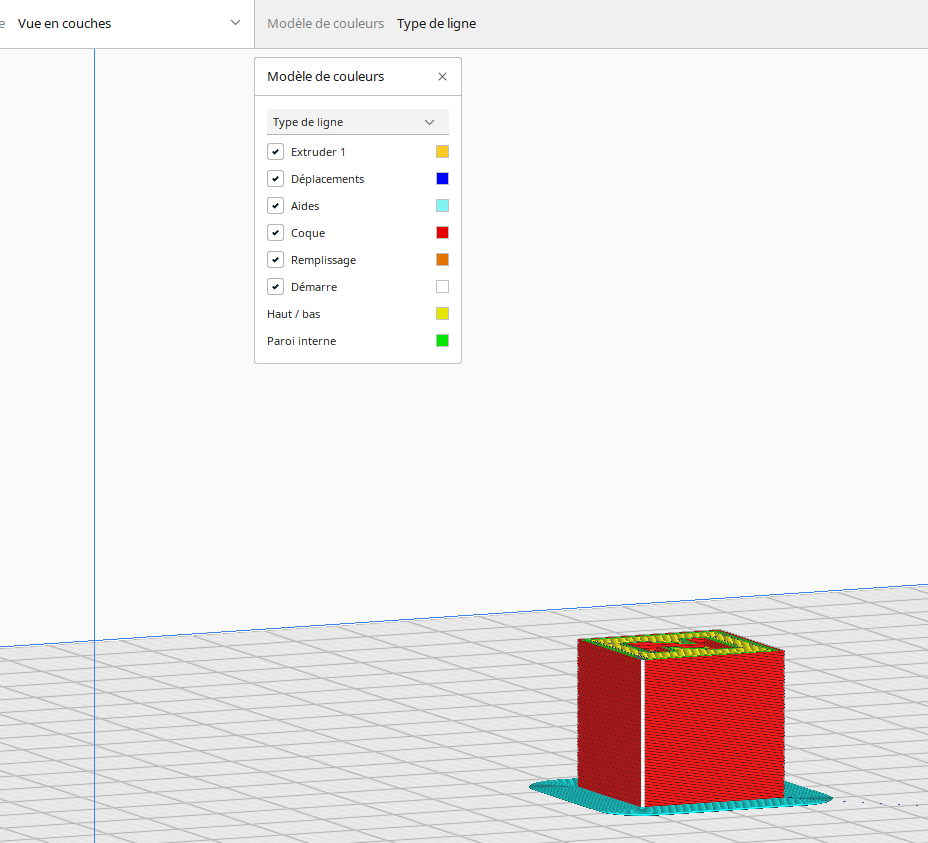
Peut-être incliner ta pièce, telle que vue dans le slicer de 45°vers l'arrière, les pions devraient être mieux, mettre paroi intérieures avant extérieures, mais par contre besoin de support sur le bas de la pièce classique ou arborescent et mettre le brim (bordure aussi autour des supports pour ne pas que la pièce se décolle. en TPU les supports sont plus difficile à enlever. mais sur le bas d'une pièce cela ne devrait pas laisser trop de trace. regarde dans le menu support met unangle de porte-à-faux de 60° en 0.16 cela passe, pour qu'il t'en mette pas partout. support sur le plateau. essaies dans le slicer.1 point
-
Disponibles moyennant participation financière J'ai modifié le titre du sujet pour que le nom de la plateforme de financement participatif apparaisse afin de ne pas «enduire d'erreurs» un lecteur.1 point
-
@fran6p Effectivement, j'ai vu ces deux macros et leur utilité. Lors de mes tests je n'ai pas eu de problèmes de foot-ware mais je vais les ajouter, par prévention !!! J'ai vu qu'on utilisait ces macros pour mettre le détecteur "EN" lors du print_start, et le mettre "HORS" lors du end_start et cancel_print !1 point
-
J'ai une macro en fait deux) qui désactive le «switch» lors du changement de filament sinon de temps en temps ça mets le «foutoir» (troisième composant de la trilogie: hardware, software, …) [gcode_macro _DISABLE_FS] description: disables filament sensor that might trigger an M600 in the middle of a load/unload/M600... gcode: SET_FILAMENT_SENSOR SENSOR=fila ENABLE=0 [gcode_macro _ENABLE_FS] description: enables filament sensor gcode: SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 Le nom de mon détecteur est : fila Le fichier de configuration complet est là1 point
-
Euh, tout est ecrit il te dit que tu n'a pas de macro Start_Print dans tes macro de slicer et en effet si l'on regarde ce que tu nous montre tu a créer une macro qui s'appel Print_Start Pour infos tu peux très bien utiliser un start Gcode qui appel pas une macro klipper, il y a juste a savoir que par rapport a Marlin sous Klipper certaines fonction existe pas comme la M420 S1 qui n'a pas lieux d'être sous Klipper car il restaure automatiquement les valeur de leveling.1 point
-
Zut, j’aurais du dire principalement "du vide" Quelle belle formule de professionnel pour dire "Que le l'on ne sais pas où il se trouve ... voir même si il existe encore ..."!1 point
-
@RicoDarksky @hyoti Je "+1" avec @fran6p Je viens tout juste d'installer un BTT smart filament sensor V2.0, et mon codage dans printer.cfg est celui-ci : Détection de présence de filament [filament_switch_sensor switch_sensor] switch_pin: ^PG12 #Connecteur STOP06 sur carte Octopus 1.0 pause_on_runout: False runout_gcode: M600 M117 Fin de Filament insert_gcode: M117 Filament insere #Détecteur de mouvement du détecteur BTT [filament_motion_sensor filament_sensor] switch_pin: ^PG13 #Connecteur STOP07 sur carte Octopus 1.0 detection_length: 5 extruder: extruder pause_on_runout: False event_delay: 3.0 pause_delay: 1.0 #0.5 runout_gcode: M117 Runout Detected! runout_gcode: M600 M117 Filament coince insert_gcode: M117 Filament insere Pour le moment, je n'ai pas besoin de macros pour traiter les autres particularités du détecteur de filament. Il me reste plus qu'a trouver le moyen de retarder la mise en pause, pour que l'extrudeur consomme du filament, et éviter la perte de près de 600 mm de filament (distance en le détecteur et la buse sur une Voron 2.4) P.S. Je n'ai pas besoin de mettre pause_on_runout à true, puisque de toute facon, l'appel a la pause est intégrée dans ma macro M6001 point
-
Sous Cura, en standard les points blancs représentent l'emplacement des coutures. (démarre) ta pièce ressemble à du Lego dans le sens ou tu l'as imprimée les pions bavent bien ( et je dirais que tu t'en sors bien), Si tu n'as pas besoin du creux dans ta pièce, mets un remplissage ligne à 15% et imprimes les pions en haut. Pour le TPU pour éviter le striging je limite la ventilation à 20% max. vitesse d'impression plus faible que pour le PLA (moitiè) et pression légére du bras ou de la vis de réglage de l'extrudeur.
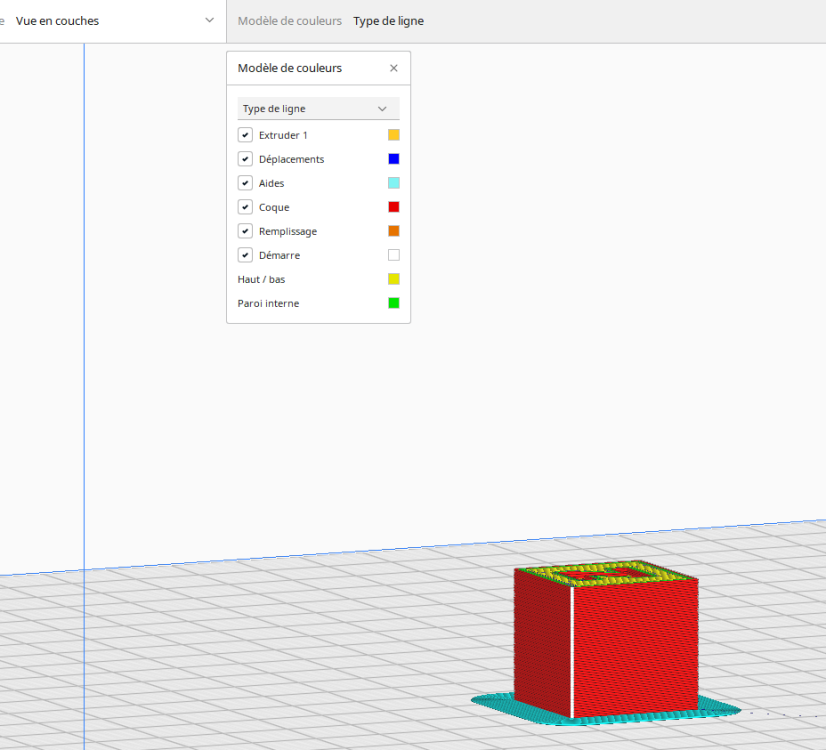 1 point
1 point -
Utile quand on imprime de l'ABS sur une imprimante ouverte bien que ça prenne un peu beaucoup de place. C'est ce que j'utilisais auparavant mais maintenant que j'ai une imprimante fermée, je peux m'en dispenser1 point
-
Hello. Une adresse ip commençant par 169 est dite non routable. Tu ne parviendra donc pas à te connecter. Il te faut un routeur c'est le plus simple, car ta machine est configurée en dhcp. Donc elle ne prendra une ip que si un serveur dhcp lui en attribue une. La solution : rj45 de ton imprimante vers ta box adsl/fibre. (Le serveur dhcp étant nativement intégré aux box opérateur) Pour Cura, je suis resté en v4 après avoir testé brièvement ma v5 et un config custom. Je suis trop débutant pour affirmer que c'est une idée bonne ou non...1 point
-
La bison ou la vraie !1 point
-
L'abus de boissons alcoolisées est fortement déconseillé avec l'usage de nos machines Sinon, j'aime bien la vodka (mais pas cette marque), la faute à des grands parents polonais1 point
-
Bienvenue chez les imprimeurs fous1 point
-
Bienvenu !1 point
-
Presque Les paramètres de la ligne «runout_gcode:» devraient être au-dessous et indentés runout_gcode: M600 {action_respond_info("RUNOUT: Toolhead Filament runout")} Par contre, je ne suis pas certain que la ligne {action_respond_info… soit du «pur» Gcode (plus d'info ici ) Ça pourrait être remplacé par : M117 RUNOUT: Toolhead filament runout Il me semble que Chris Riley (La cave de Chris) a fait une vidéo dernièrement :1 point
-
d'après vous ça pourrait venir de la ventilation (encore) ?1 point
-
Le kit spécial pour graver une statue de David sur du marbre1 point
-
La date et l'heure de la tablette sont correctes ? Le dépôt «gitee» correspond à un dépôt situé en Chine, il est souvent problématique Tu devrais libérer ta tablette et utiliser les dépôts de @Guilouz: https://github.com/Guilouz/Klipper-Flsun-Speeder-Pad Tout est expliqué (en anglais alors que Sylvain est français ) dans le Wiki.1 point
-
Le carton paraît petit pour une S1, du moins si la platine est en un seul morceau ?
 1 point
1 point -
@mimivimMes excuses la référence à changé c'est bien TLM3 V2 car il ont incorporé la carte 32bits dans cette version avec la WIFI. L'ancienne version n'est plus produite avec les processeurs 8 bits (donc plus de carte mère 8 bits) pour la simple raison les cartes 8 bits ne sont plus fabriquées ! ATMEGA arrête la production des processeurs AT 2560 ... A+1 point
-
si le filament coule de lui même tu es plus proche des 180°c logiquement, a froide la température indiqué pour la tête est la même que pour le plateau ? ton soucis peux venir de plusieurs chose un soucis de sonde de température vue ce que tu indique est possible, mais cela peut venir des nappes ou de la carte de la tête qui sont defaillante la chauffe ce ne fait pas bien. Dans ton cas l'erreur indique une sécurité thermique qui ce déclenche.1 point
-
@MOhamed je déplace dans la bonne section Sinon même réponse qu'ici https://www.lesimprimantes3d.fr/forum/topic/55610-message-d’erreur-heating-failed-system-stopped-sur-artillery-sidwinder-x2/1 point
-
Quand il n'y a pas de possibilité de faire un fichier RERF ( Resin Exposure Range Finder, seulement sur certaine imprimantes Anycubic) , je met un modèle de cônes de calibration au milieu du plateau, a même le plateau et sans supports. Et selon le résultat d'impression (on cherche a avoir tout les cônes sur la face SUCCES et aucun de complet sur la face FAILURE.) on en déduit si l'on sur-expose ou sous-expose. (Mais c'est un test donc cela donne simplement un ordre d'idée et non un résultat absolut.)1 point
-
j'ai essayé en inversant les l'ordre des parois mais c'est pareil. J'ai essayé avec prusaslicer, avec un profil standard en 0.20mm je n'ai pas le défaut (j'ai des jointures a des endroits différents) mais le résultat est très correct. Par contre à partir du moment ou je baisse la hauteur de couche pour passer sur un autre profil (augmenté la qualité) comme sous cura j'ai le même défaut au même endroit.1 point
-
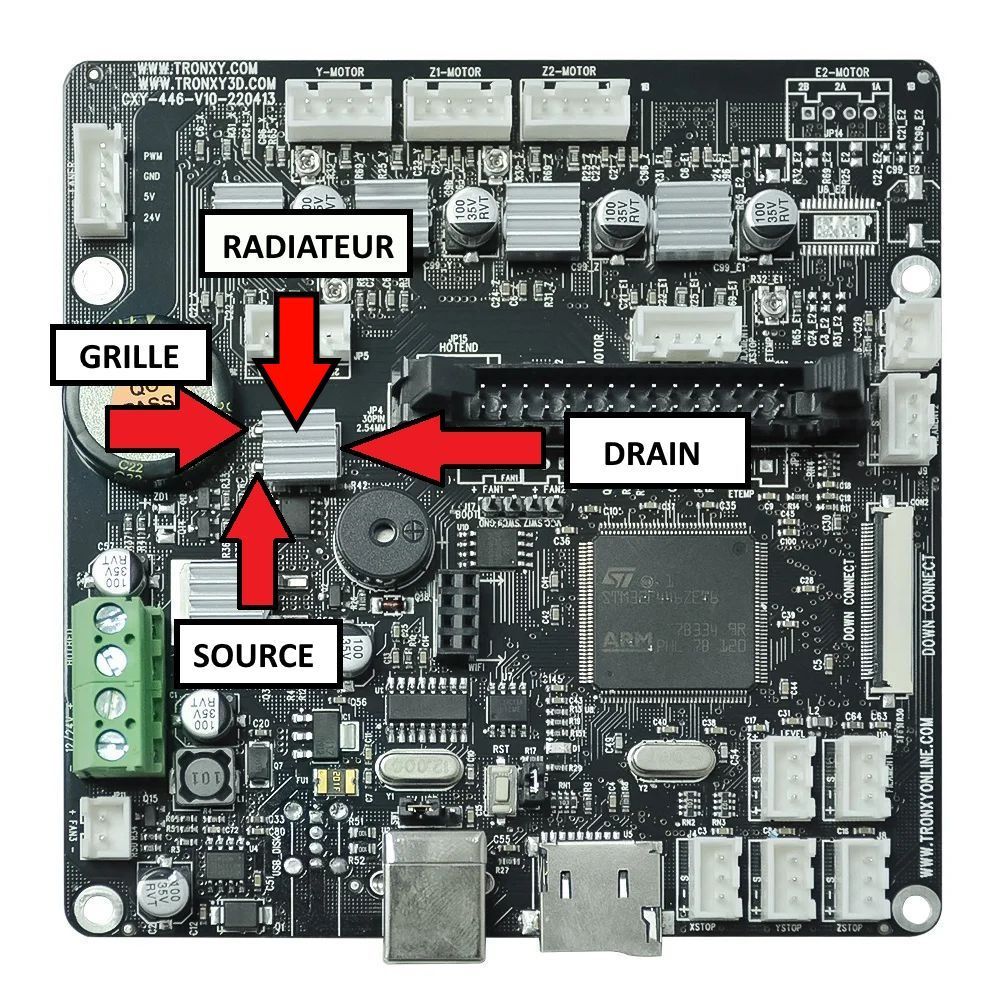
Perso, je testerais le composant avant de le dessouder: Après avoir retiré le radiateur, je teste la continuité entre la patte DRAIN et un des 2 fils de la cartouche chauffante pour m'assurer que c'est bien ce transistor après avoir mis sous tension l'imprimante, je me dépêche de mesurer la tension entre la grille et la masse. Normalement, la tension devrait être nulle je coupe vite fait l'alimentation pour éviter de faire chauffer la buse sans sécurité Si la tension du point 2: est bien de 0V, alors ça veut dire que le transistor est passant alors qu'il ne le devrait pas => mosfet mouru est de 3.3V ou 5V, alors c'est la sortie du microcontrôleur qui est à 1 . Dans ce cas, je ne vois pas d'autres solutions que de déclarer la carte en mort cérébrale Sinon, pour tester le transistor après l'avoir dessoudé, tu peux suivre cette vidéo. PS: pour faciliter l'ablation, je te conseille de couper les pattes source et grille au ras du composant, avant l'opération chirurgicale
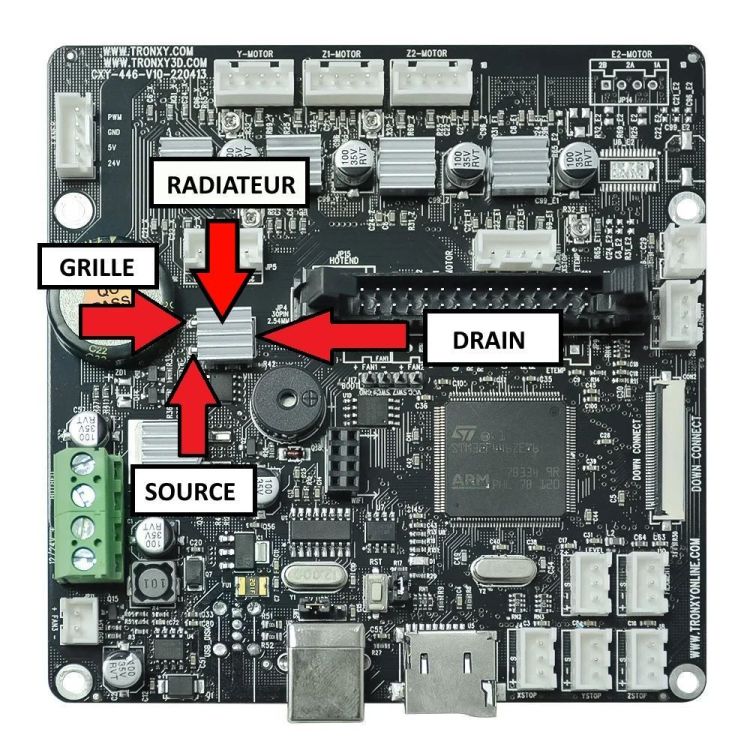 1 point
1 point -
Heureusement que ce n'est pas à crédit, il aurait été mécontent1 point
-
Les sections de paramètres sont toutes commentées, tel quel ça ne fonctionnera pas Les exemples de configuration ne sont que des exemples, c'est à l'utilisateur de décommenter les lignes de paramètres qu'il souhaite utiliser. La ligne la plus importante est celle définissant la broche du signal ( switch_pin: ) qui doit correspondre à la broche sur laquelle est connectée l'arrivée de la prise sur la carte contrôleur ( v4.2.7 ). La plupart de ces interrupteurs sont en «pull up» (résistance de tirage) et doivent être précédés d'un caret pour fonctionner ( exemple purement fictif: swith_pin: ^PA8 ). Exemple pour mon Ender3S1: #============================= Filament Sensors ==================== [filament_switch_sensor filament_sensor] pause_on_runout: true runout_gcode: M600 switch_pin: ^!PC15 La macro M600, évidement doit exister sinon rien ne se passera (on pourrait utilise à la place du M600, un Gcode étendu PAUSE (s'il existe) ou une pause M0 / M25). Quand ce dispositif détecte l'absence de filament, la ligne «pause_on_runout» se déclenche et lance alors le Gcode (runout_gcode) M600 (le ! entre le caret et la broche sert à inverser le sens de détection de l'interrupteur).1 point
-
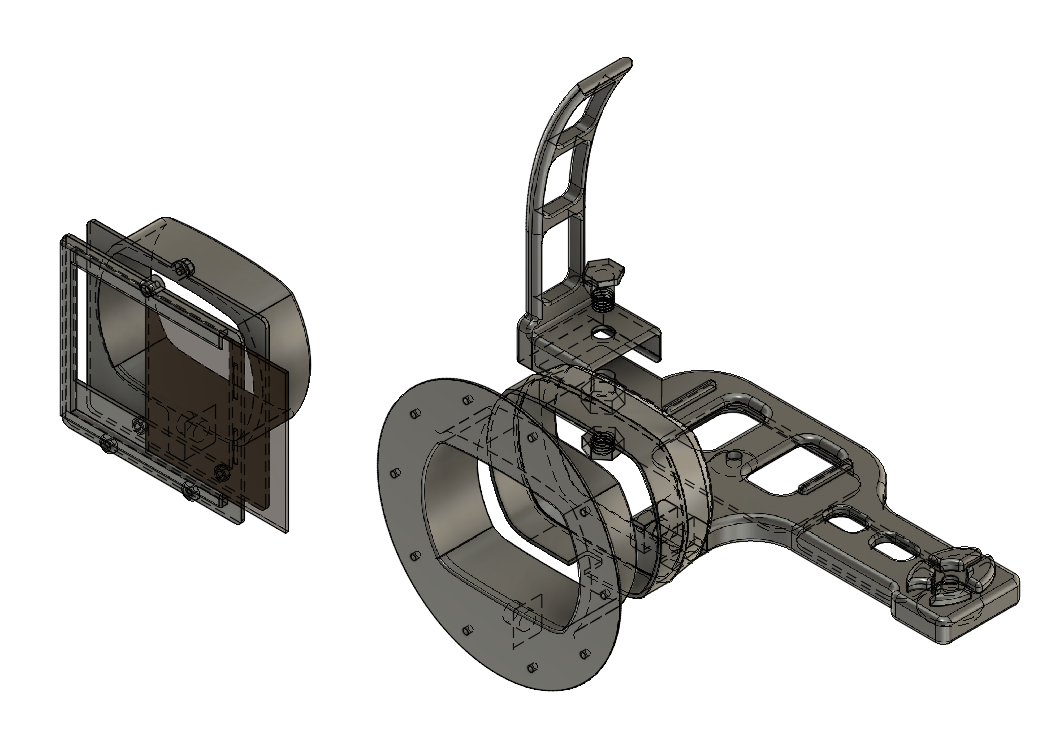
J'ai décidé de passer à l'impression 3D il ya 4 ans, en revenant d'un voyage plongée, j'avais besoin d'adapter un dome (type gopro) sur un caisson étanche Canon G11. Or, ce caisson n'a aucune possibilité d'ajouter quoi que ce soit dessus. Il me fallait donc un adaptateur pour fixer le dôme au caisson. j'avais décidé de le modéliser sur Fusion, et de voir ensuite un service d'impression pour le produire. j'ai modélisé ca en quelques jours (j'étais déja un utilisateur d'Autocad, depuis longtemps, donc je me suis vraiment amusé à faire ça). A l'issue de ce travail de modélisation, je me suis renseigné: - imprimer dans un fablab? - faire imprimer à un service en ligne - imprimer moi-même (je n'avais pas encore d'imprimante 3D) bon, le fablab le plus proche était franchement trop loin. faire imprimer par un service dédié, le tarif n'était pas excessif pour ce que je voulais faire, environ 35-40€, surtout en comparaison d'une imprimante 3d qui tournait, a ce moment là, aux alentours de 150-200€ pour une Ender 3. et puis je me suis fait la réflexion que j'allais certainement devoir faire plusieurs itérations pour arriver au résultat attendu. j'ai estimé à 2 ou 3 itérations minimum, donc, avec le délai nécessaire a attendre la production et l'envoi de la pièce entre chaque reprise. 3 itérations (minimum), à 40€ chaque, on arrive déja à 80% du prix de l'imprimante. le calcul a été affiné, et je me suis rendu compte que j'avais meilleur choix en achetant une imprimante 3D. la machine est arrivé quelques jours après la décision, début décembre, et j'ai commencé à me plonger là-dedans. Je ne vais pas le cacher, j'ai passé des heures à m'arracher les cheveux parce que ca fonctionnait, puis ca ne fonctionnait plus correctement, et ca recommencait, sans fin cette histoire. et puis j'ai pu imprimer, enfin, ma pièce d'adaptation qui était à l'origine de la décision d'achat. Et ca a fonctionné tellement bien, que j'ai continué à modéliser et créer des pièces complémentaires autour de cet adaptateur! ca a fini par donner ca en PJ et puis d'autres pièces, pour du bricolage, pour réparer un truc qui avait cassé sur un appareil electroménager, puis pour mon VTT, dont une grosse pièce antichoc pour le moteur elec monté sur ledit VTT (cette pièce, je ne l'ai pas modélisée, trouvée sur Thingiverse), un support pour le cable de recharge de mon VE, des crochets pour secher les chaussettes de ski et les gants ou les serviettes de bain, voir pour mettre à sécher les affaires de VTT, etc etc. En gros, plein de choses, souvent utiles, parfois juste pour le plaisir. Et ca fonctionne suffisamment bien pour qu'une pièce, modélisée à la demande de mon frangin, imprimée en TPU, soit restée sur son bateau, sans dégradation, et sans perte de capacité mécanique (une pièce de liaison entre une barre franche et un stick de prolongation de barre, ca reprend des efforts non négligeables), même en restant dehors pendant plusieurs hivers d'affilée dans un environnement marin. Alors oui, c'est pas du plug'n play, ca peut vite tourner au cauchemar quand y'a un truc qui merde (et le forum est utile dans ces moments là, d'où le nombre apparemment élevé de pb qui sont lisibles ici), et ca nécessite de mettre les doigts dans le "cambouis" pour regler les petits soucis qu'on rencontre. S'il ya une chose dont je suis certain, c'est qu'on rencontre de tout sur le forum, de l'informaticien, du mécanicien, du modéliste, et même rien de tout ça. mais 1 chose nous regroupe tous, c'est qu'on aime bien comprendre, faire, affiner les réglages, obtenir toujours plus de nos machines, et pour ça, nos machines qui semblent pas "terminées", bah en fait, c'est presque un pré-requis pour qu'on puisse faire nos petites sauces. En revanche, il faut être honnête, entre les ender 3 d'il y a 4 ou 5 ans, et les bambulab et autres elegoo d'aujourd'hui, clairement, il y a eu de sacrées évolutions, et souvent largement dans le bon sens, même si on n'est pas encore au niveau de maturité qui permettrait du "tu déballes, tu lances l'impression, et en 20min, tu as ton impression terminée".
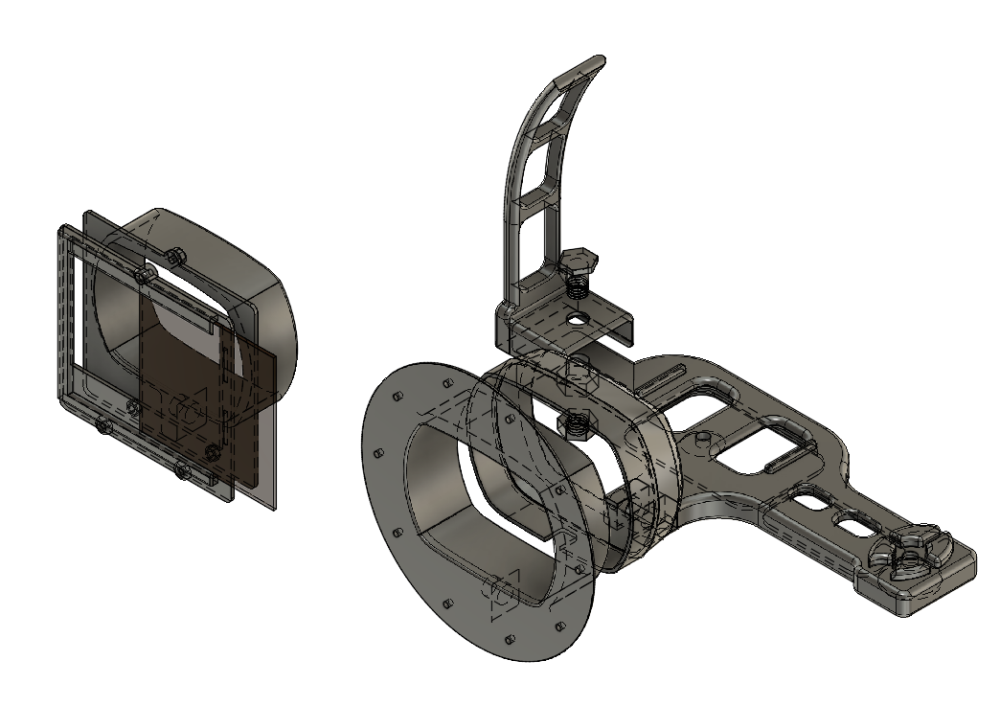 1 point
1 point -
Rpi <USB> FLY Super8Pro (flashée en can bridge) <CAN> Toolhead 1 et 2 (série ou parallèle). Sur la RRF-36 je ne pense pas. Une EBB36 compatible klipper, ça coute 17€ livré.1 point
-
Salut @mimivim je sais que l'imprimante TLM2 Core est commercialisée aux USA. Comme j'ai des relations avec Tenlog je vais leur demander s'il peuvent en importer en Europe. Dès que j'ai une réponse je t'informe. A+1 point
-
Bienvenue chez les imprimeurs fous1 point
-
Bonjour, A priori tu parles de cette imprimante : https://www.lesimprimantes3d.fr/comparateur/imprimante3d/feider/feider/ Les commentaires ne sont tous très bon. Je penses que pour le coup tu aurais ouvrir un autre sujet dédié.1 point