Classement




Contenu populaire
Contenu avec la plus haute réputation dans 11/01/2024 Dans tous les contenus
-
La façon dont l'impression 3D s'est démocratisée auprès du grand public nous a habité au côté open source. L'usage de cartes Arduino et RPI aussi. Mais cette situation est exeptionnelle. Les machines-outils, les appareils de mesure, les imprimantes jet d'encre ou laser, les appareils photos, les appareils électroménager, les TV, les autoradios et GPS sont tous "fermés" Il y a des problématiques de brevet, de piratage industriel, de sécurité, de conformité à des normes. Après on peut espérer plus d'ouverture. Par exemple j'aimerais mettre un firmware alternatif pour... mon lave-linge et mon sèche linge Ce sont de bons appareils (notés "meilleur choix" dans Que Choisir) sauf sur deux points : - le lave linge ne rince pas assez, même en utilisant le minimum de lessive et la touche rinçage plus ; étant sujet à pas mal d'allergies, je dois refaire un lavage rapide et à froid sans lessive pour bien rincer - le sèche linge n'alterne pas la rotation en cours de cycle ; conséquence : les draps se mettent en boule et ne sèchent pas Avoir accès aux plans et codes sources complets de tous les appareils pour y modifier ce qui m'intéresse ce serait l'idéal3 points
-
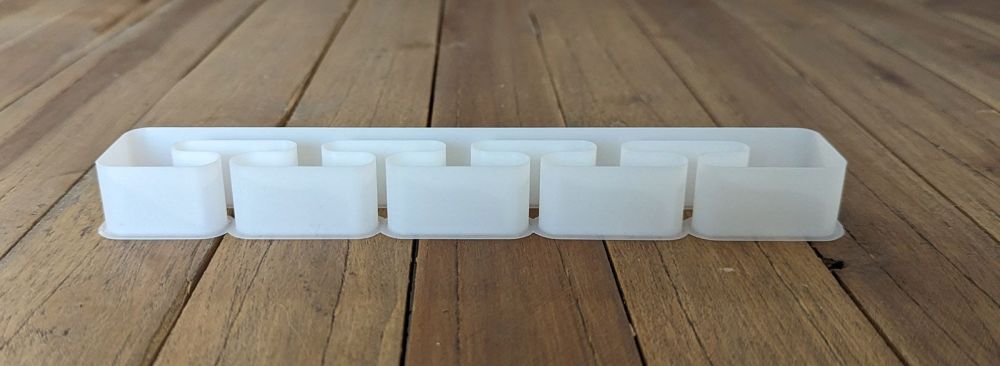
Tu as de la chance, j'utilise que des bouchons de Coca (j'aime pas l'eau et les capsules de bière ou les bouchons liège de vin ça va pas. ...) et pas de souci. Pour être sur de la dimension du bouchon car comme toi je me suis posée la question lors du premier changement de fep, j'avais enlevée le cadre acier du bac (celui qui tend le fep) sans deviser le fep de ce cadre, j'y ai mis un bouchon pour voir si cela correspondait. J'utilise le même bouchon que ce soit pour un fep d'origine, d'une autre marque ou un nfep.2 points
-
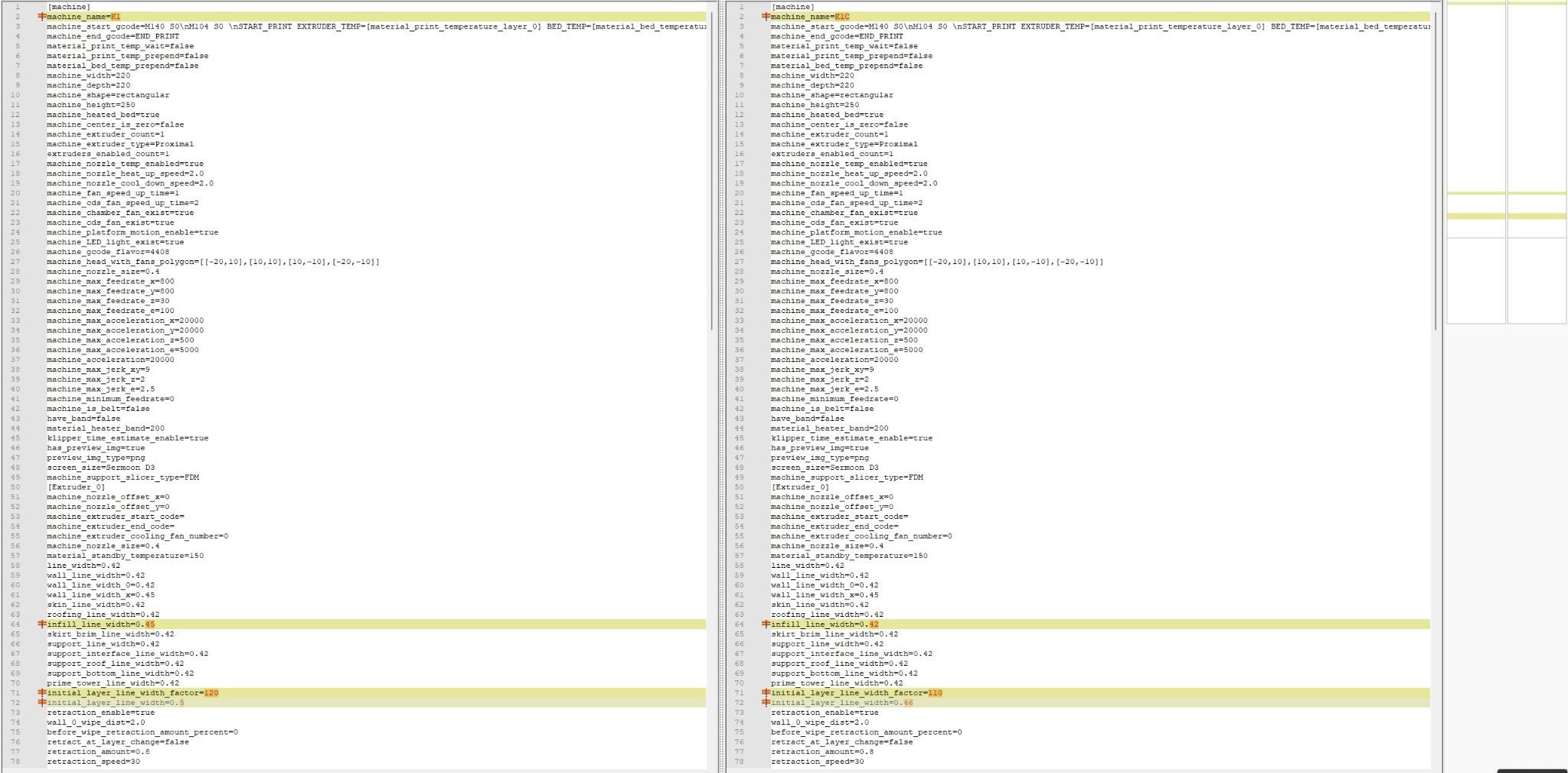
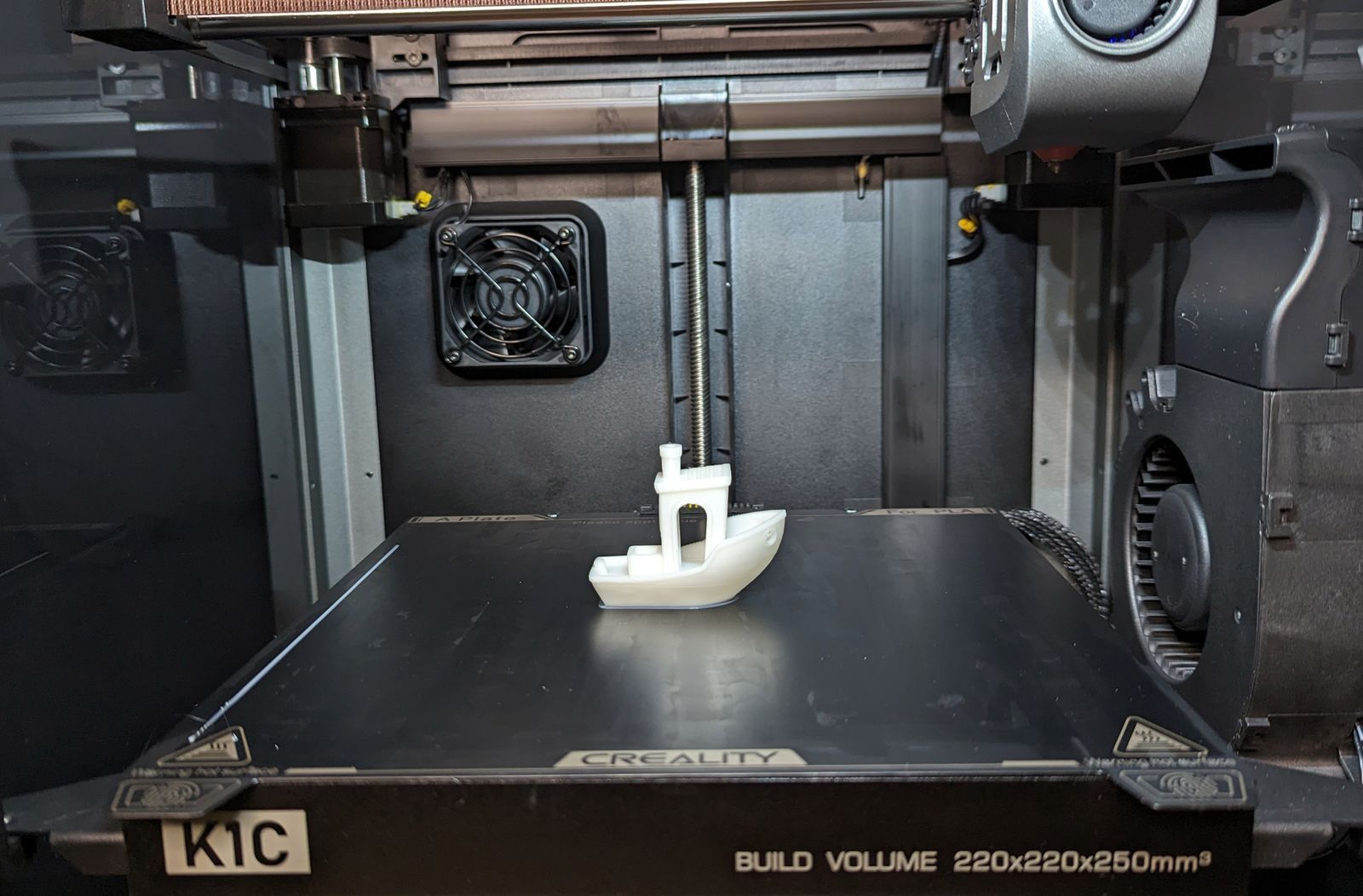
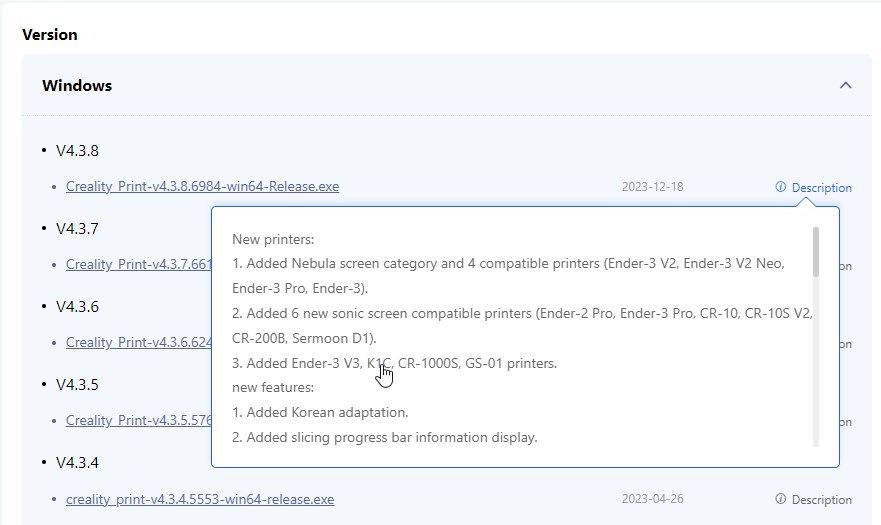
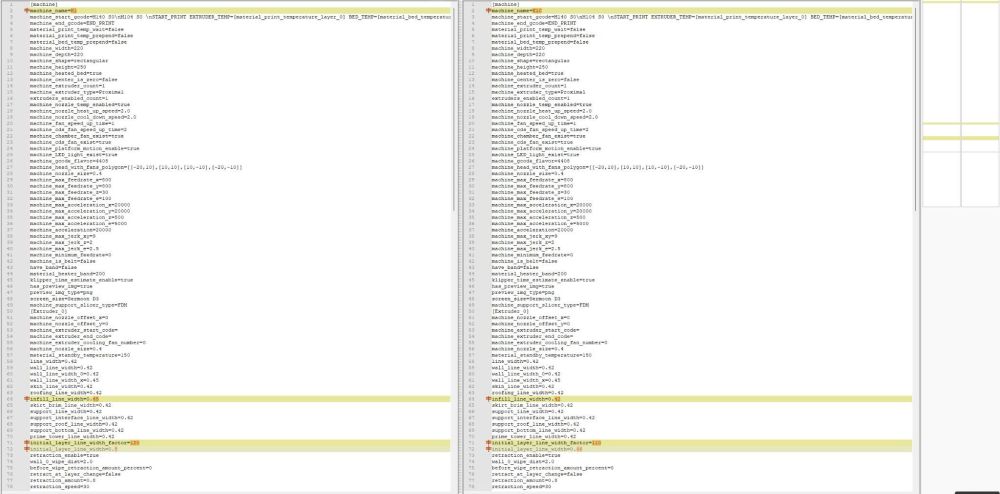
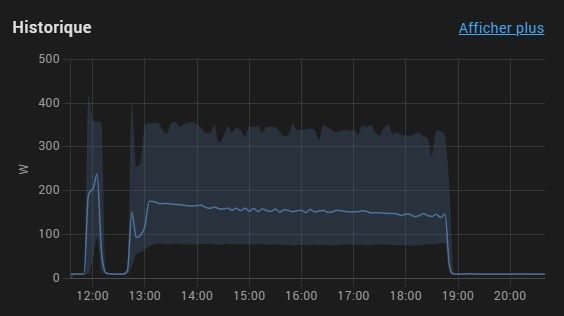
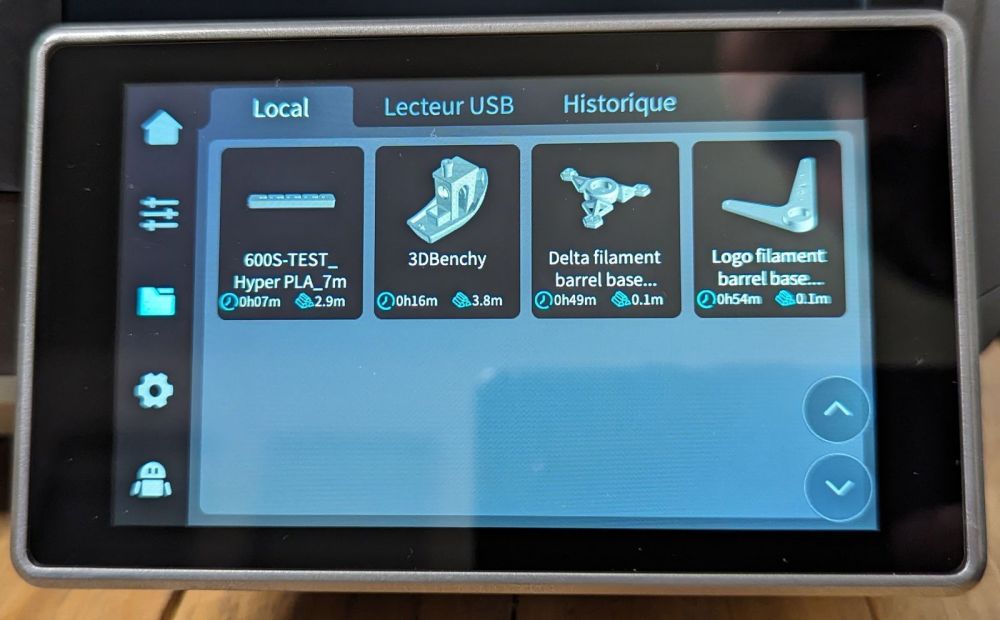
J'ai fait le boulet, Creality Print version 4.3.8 intègre bien la K1C : Il fallait juste ajouter la K1C (je m'attendais à la voir directement) Mais ceci dit, à 3 lignes près, c'est exactement le même profil que la K1, pas d'impact sur mes premiers tests donc : J'ai rajouté le Speed Test et le Torture Toaster au message des prints en PLA, c'est plutôt pas mal ! J'en ai profité pour mesurer la consommation électrique de l'imprimante : Pour le premier print on partait d'un bed et d'une buse à moins de 10° dans mon garage
 2 points
2 points -
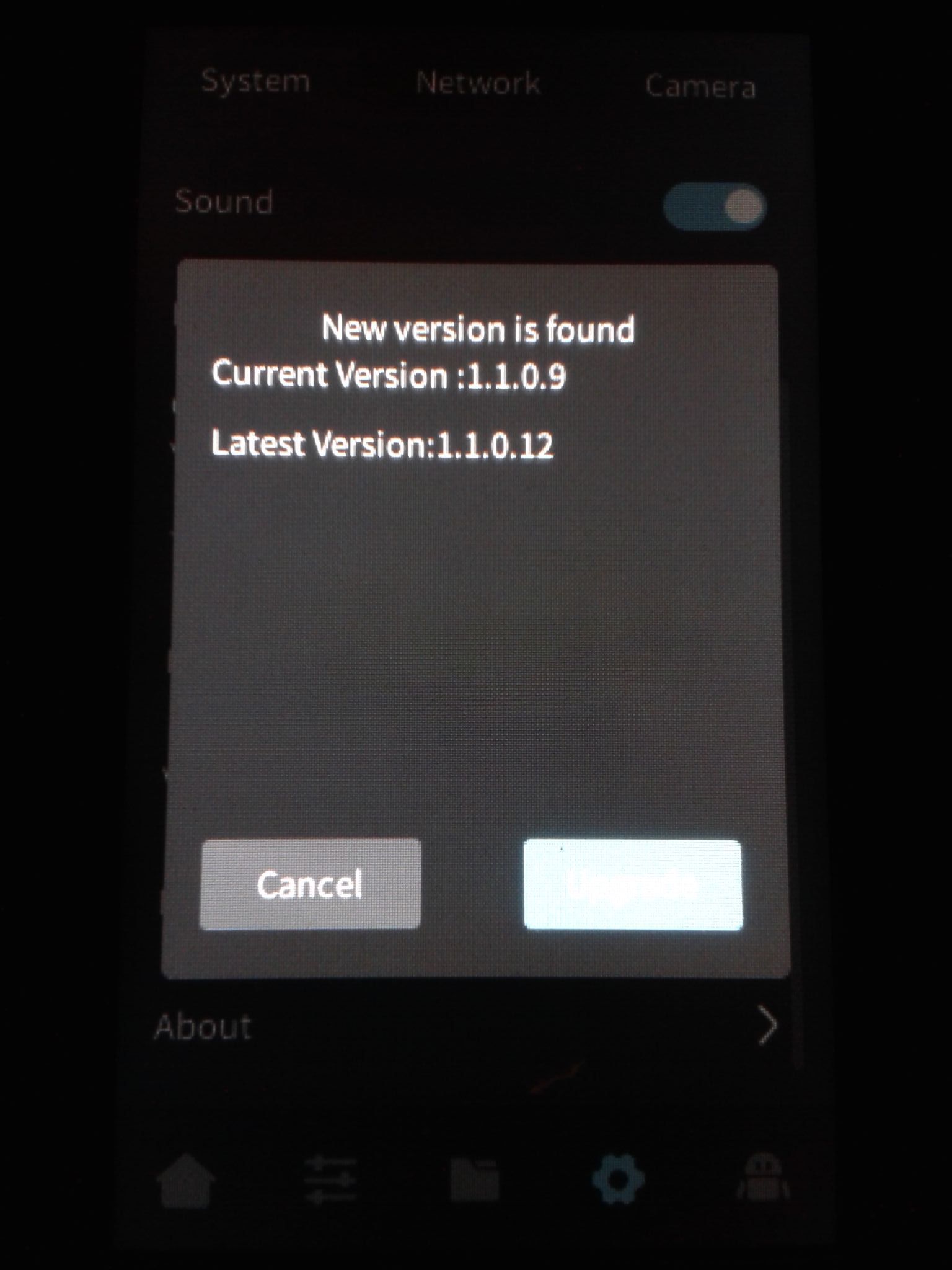
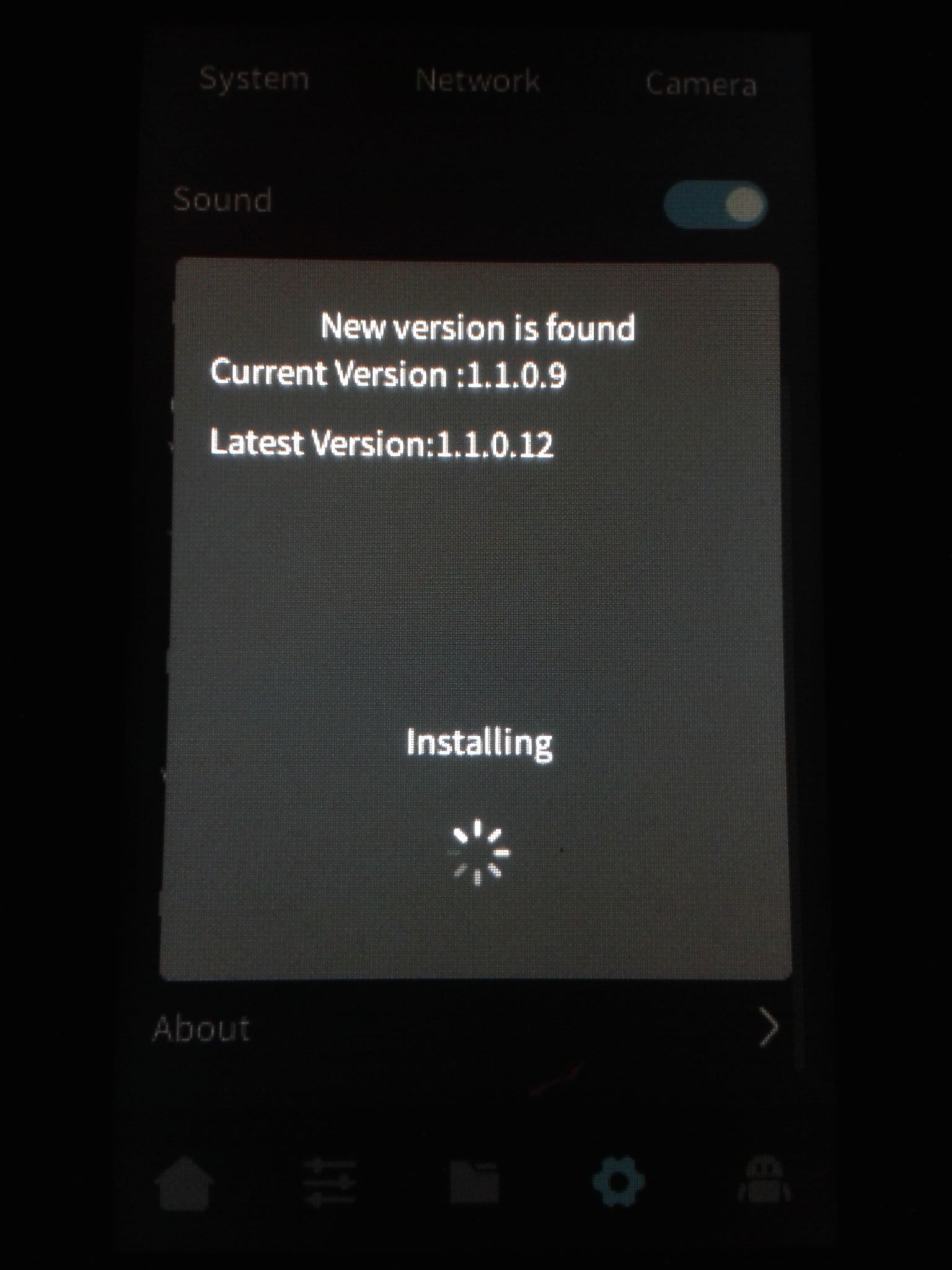
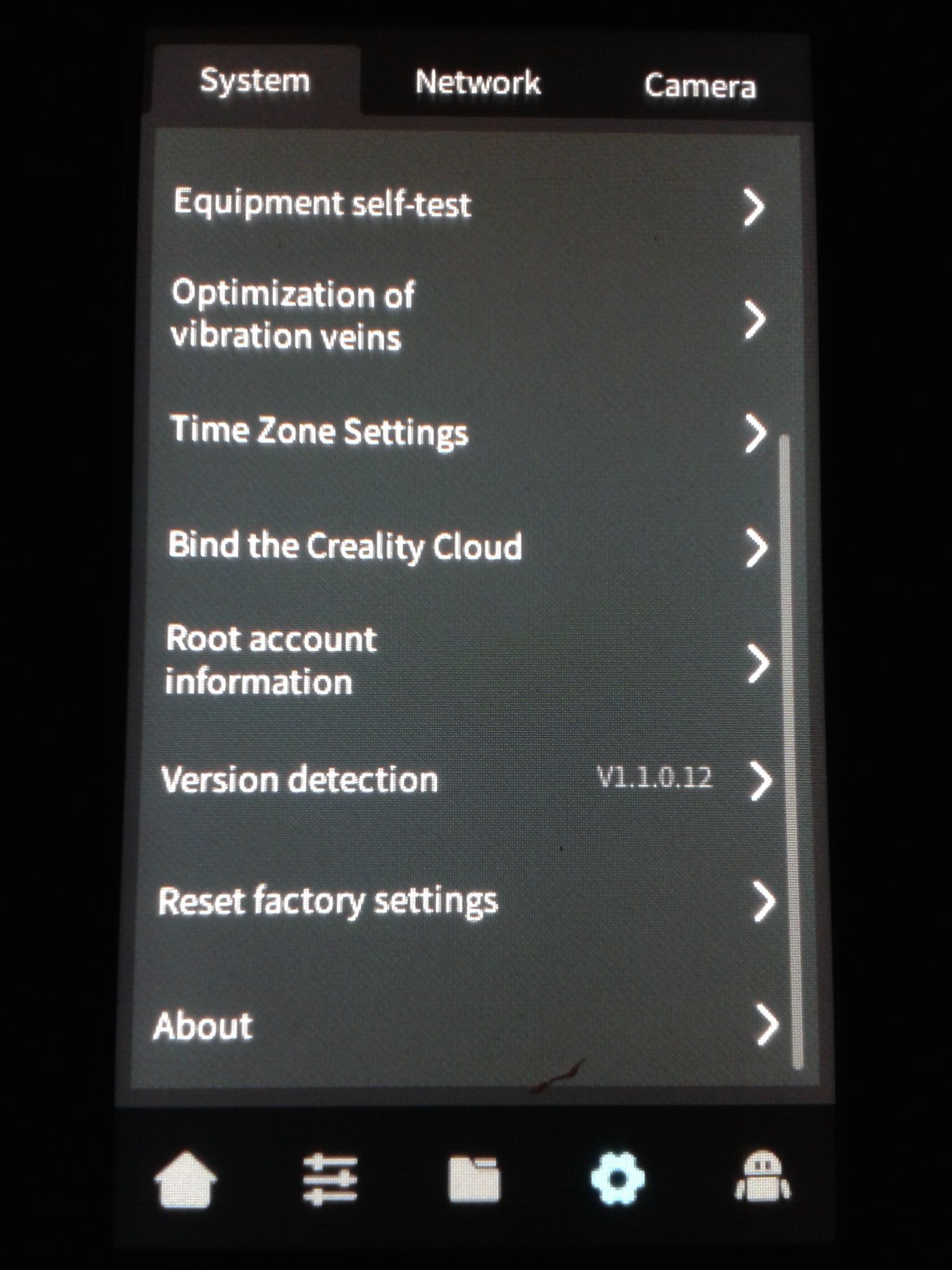
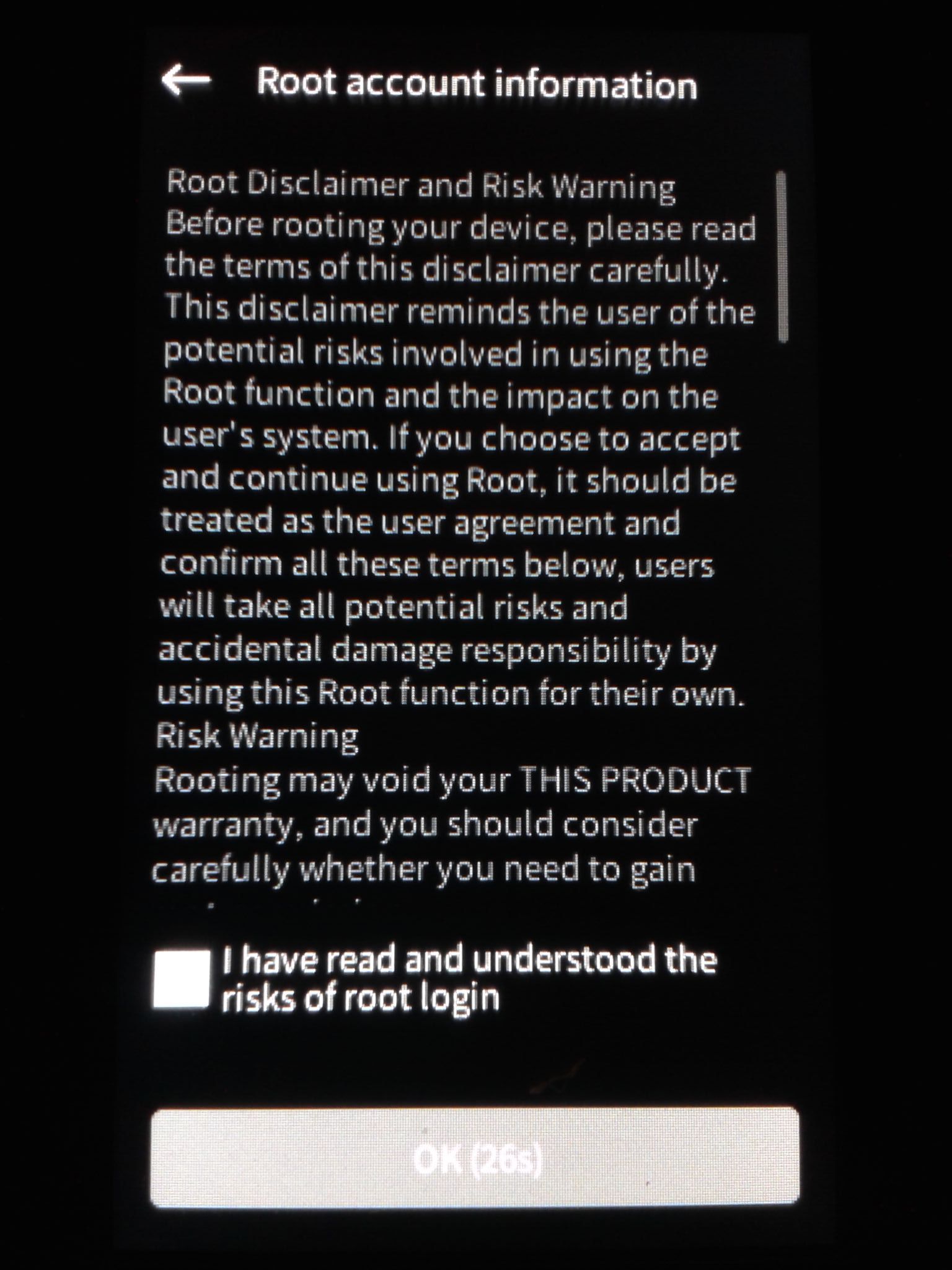
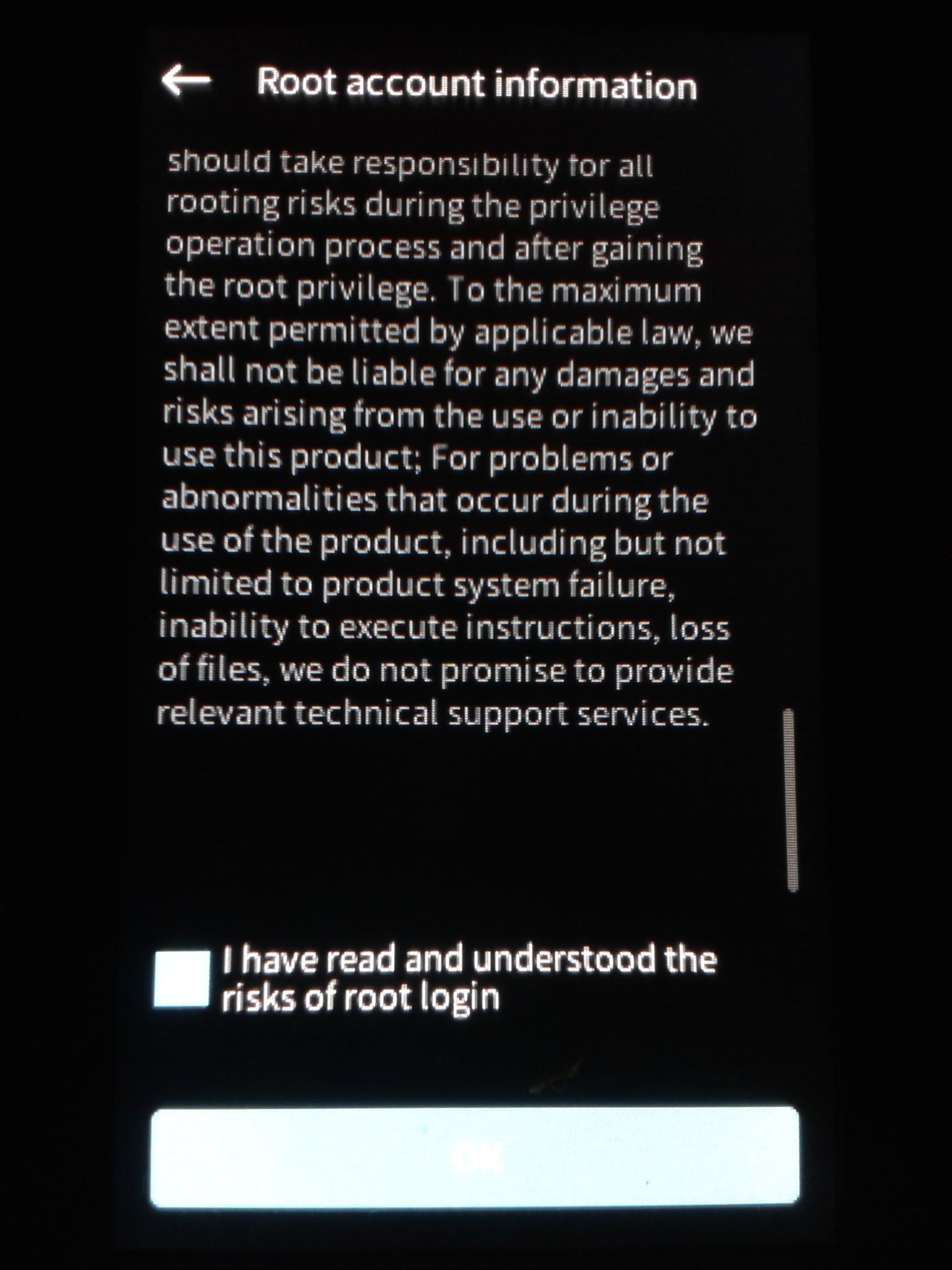
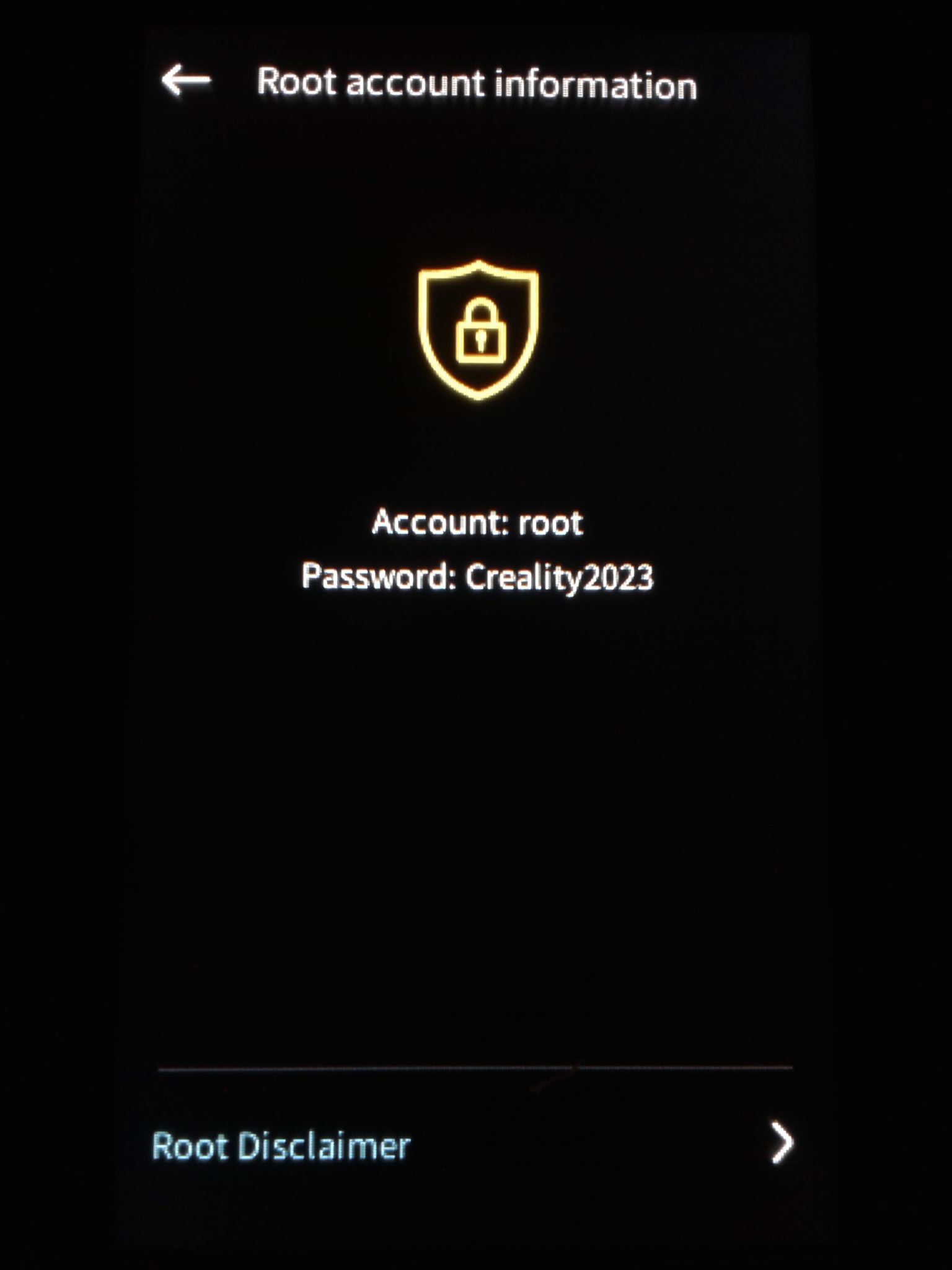
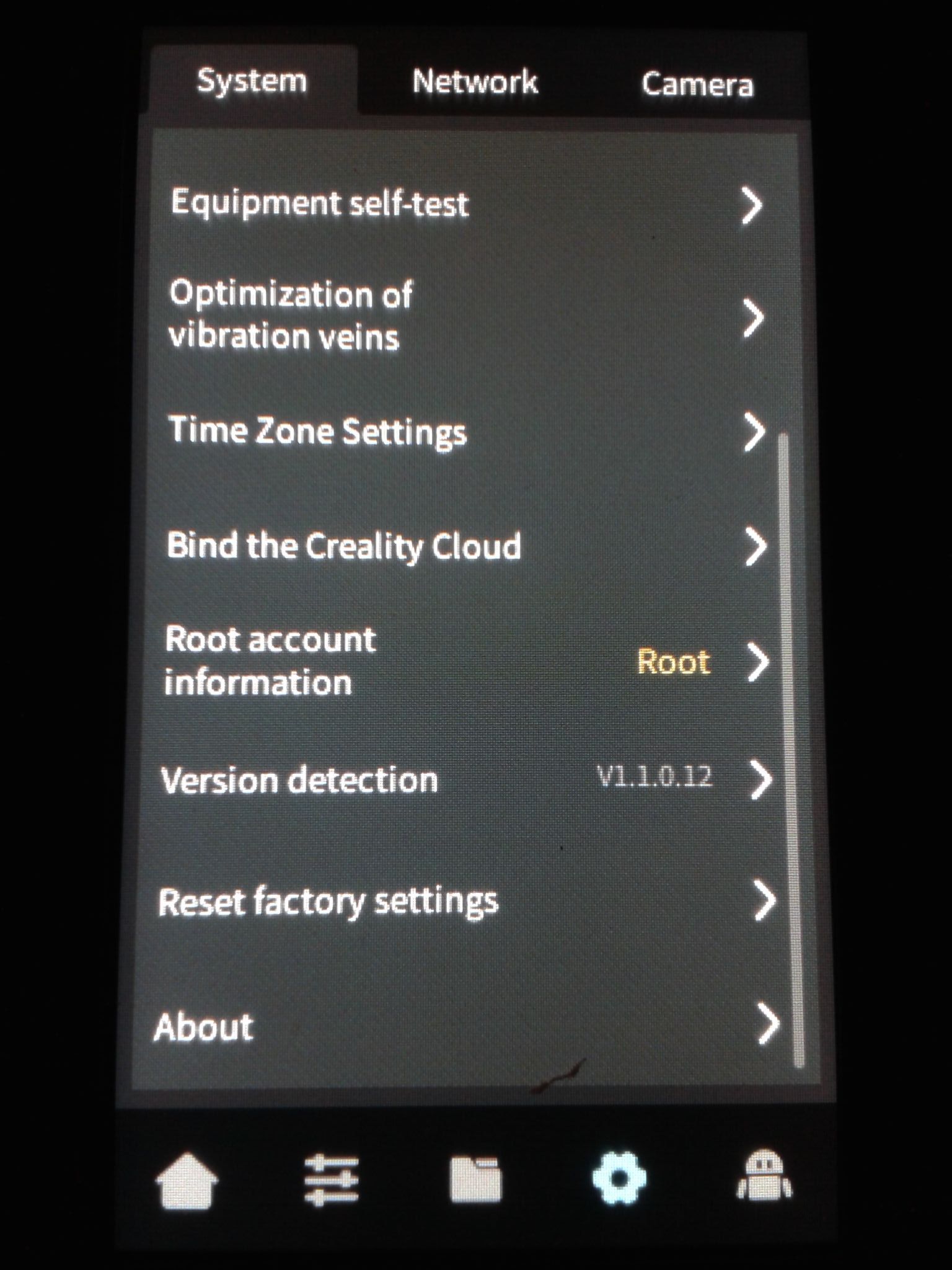
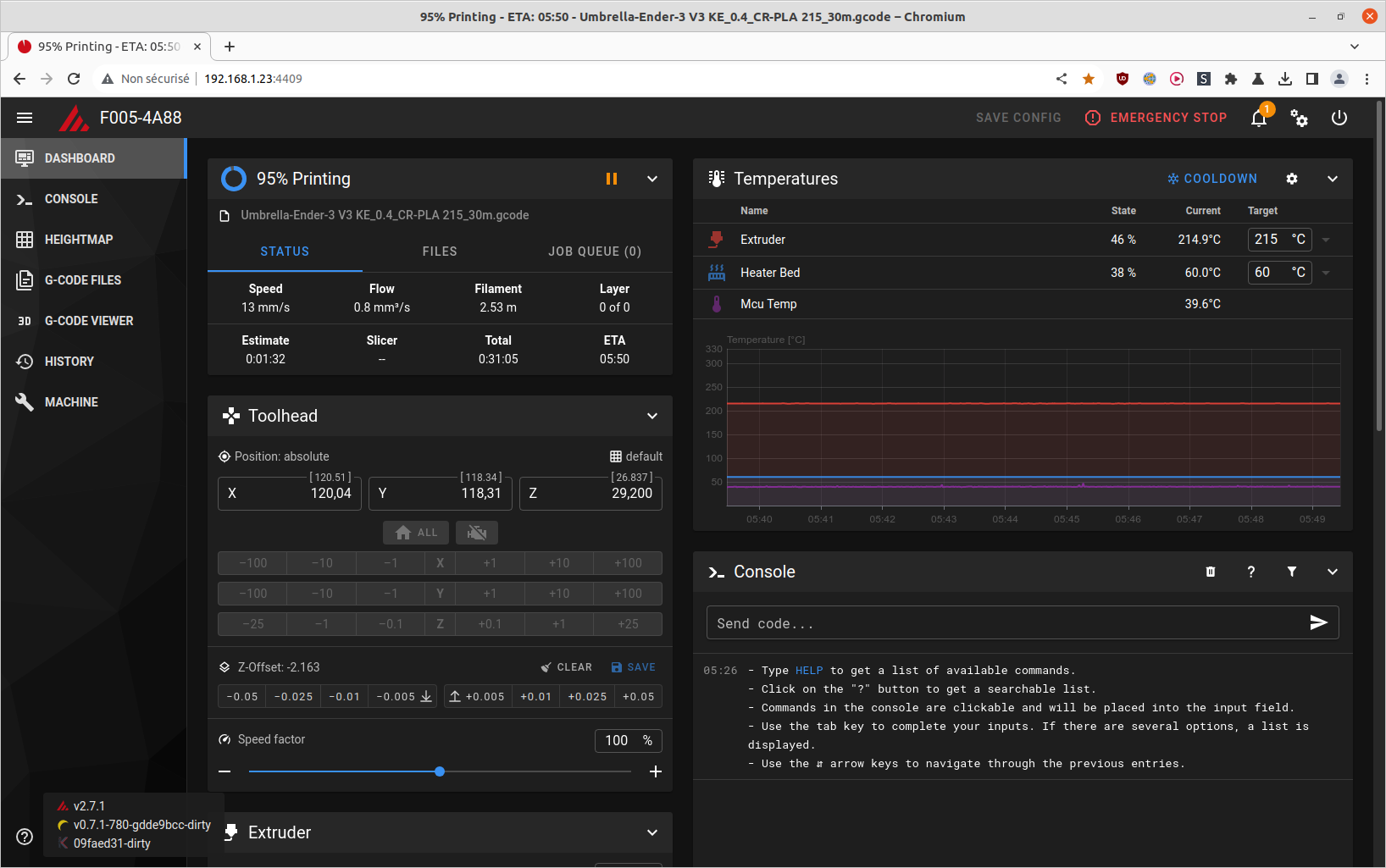
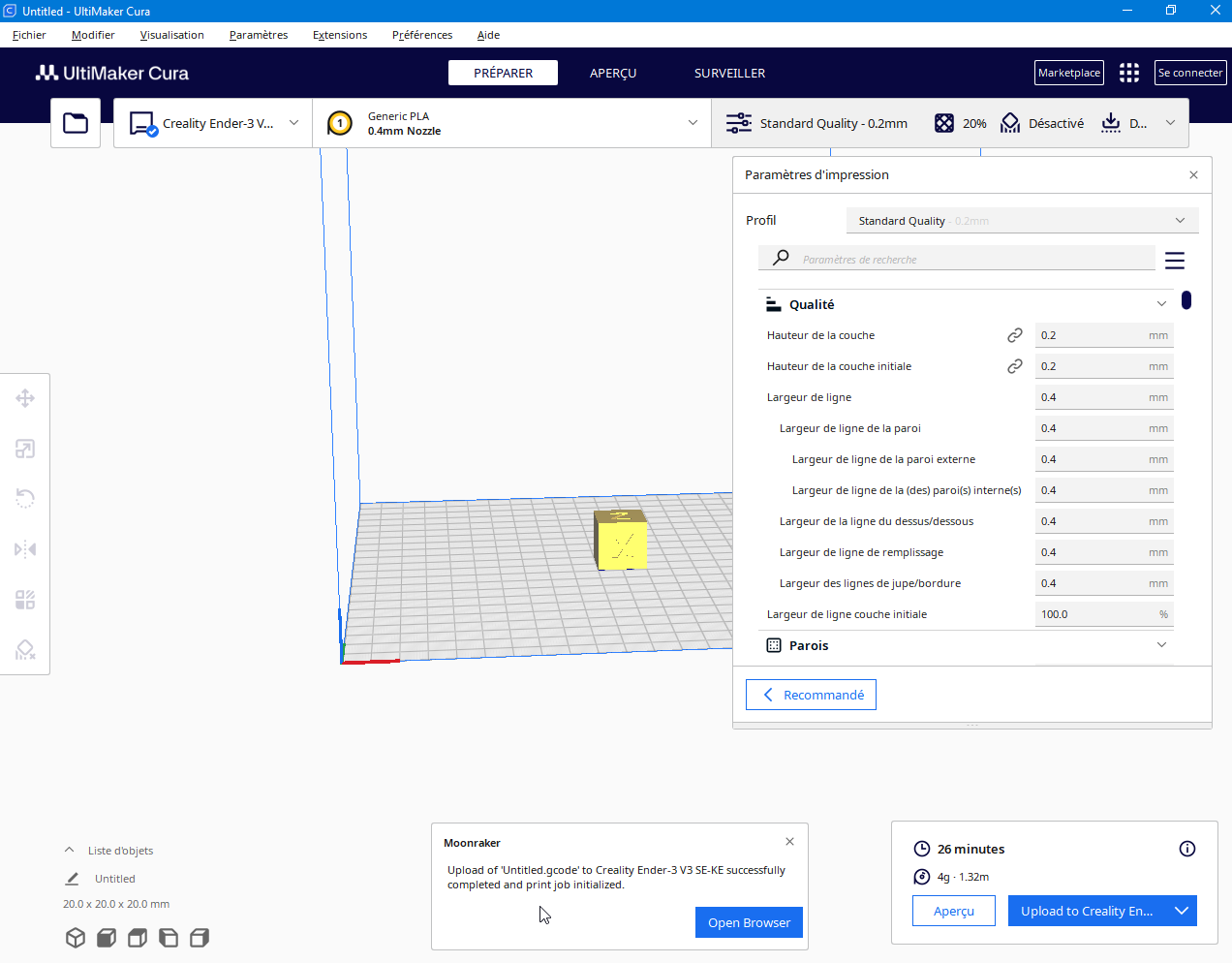
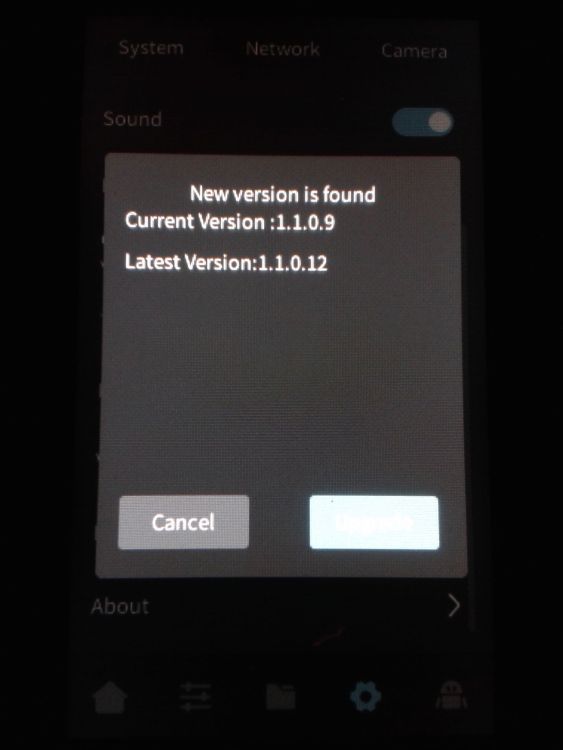
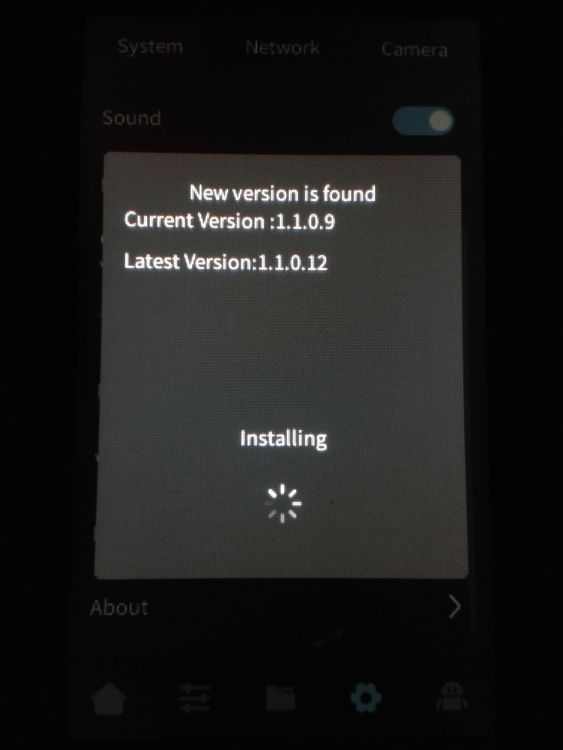
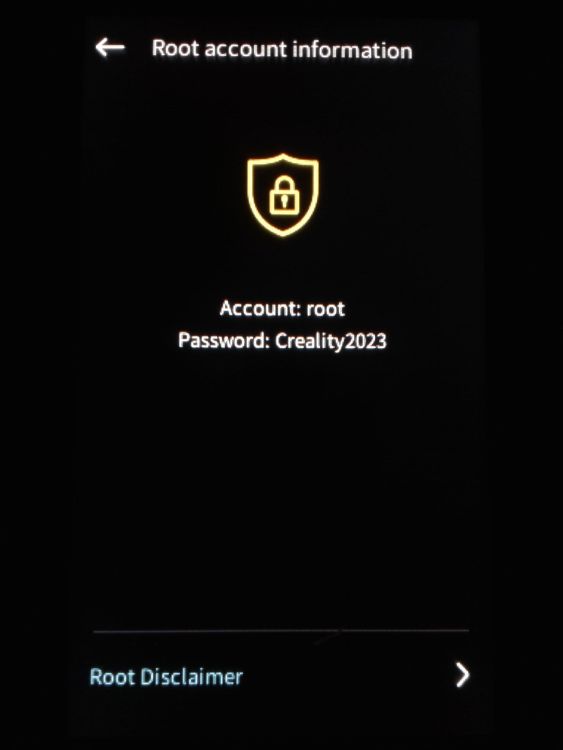
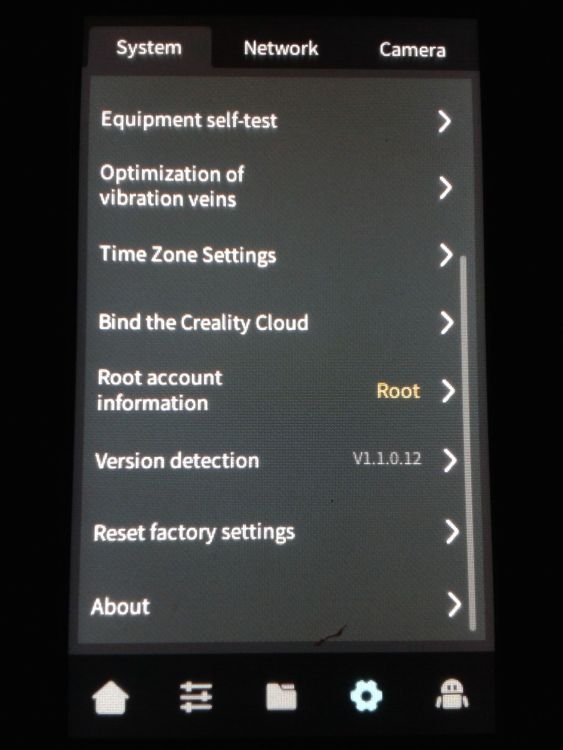
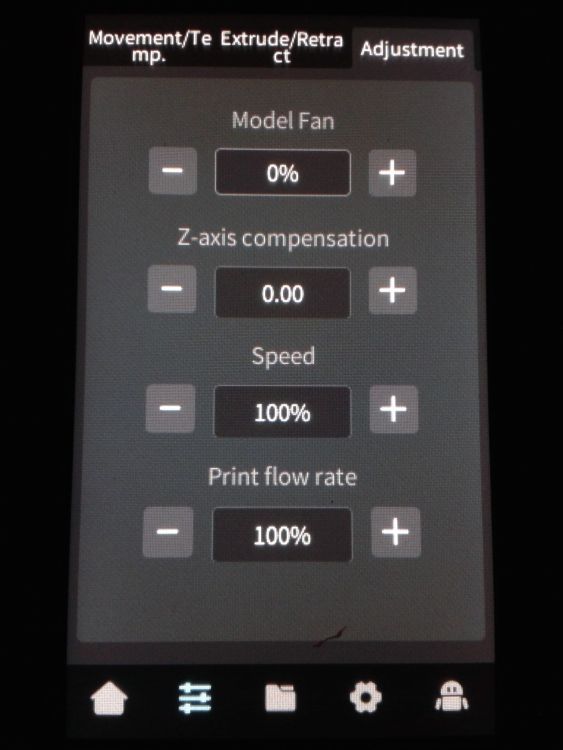
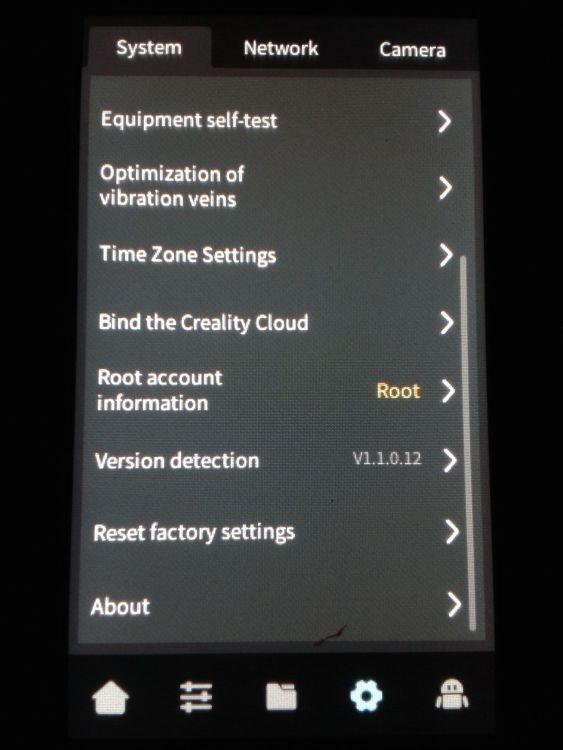
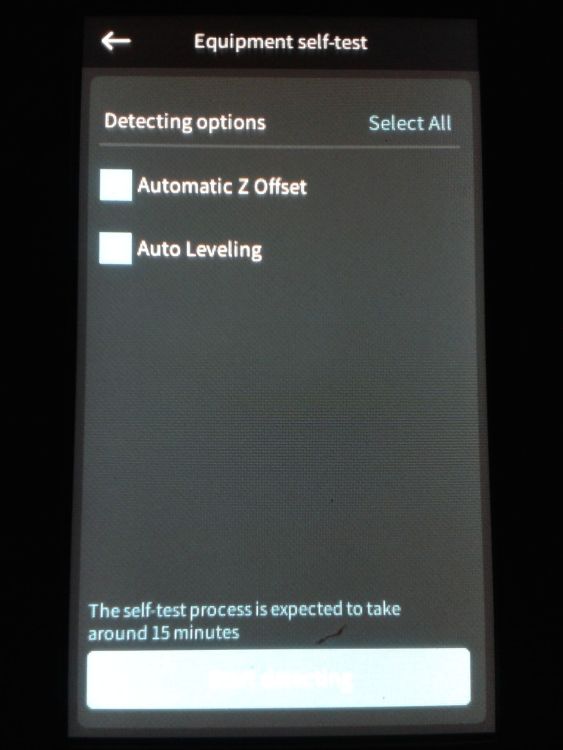
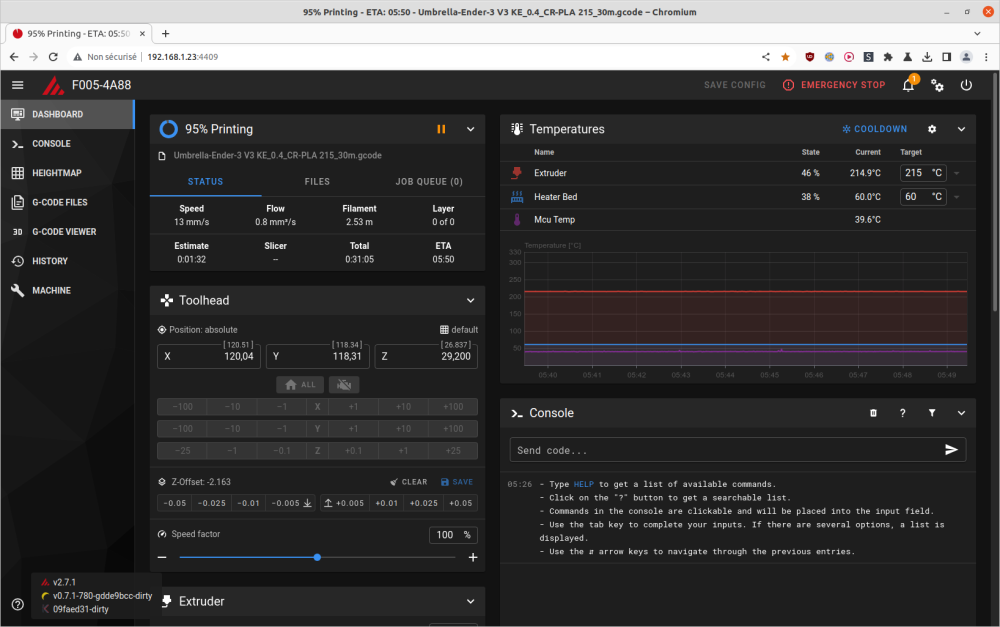
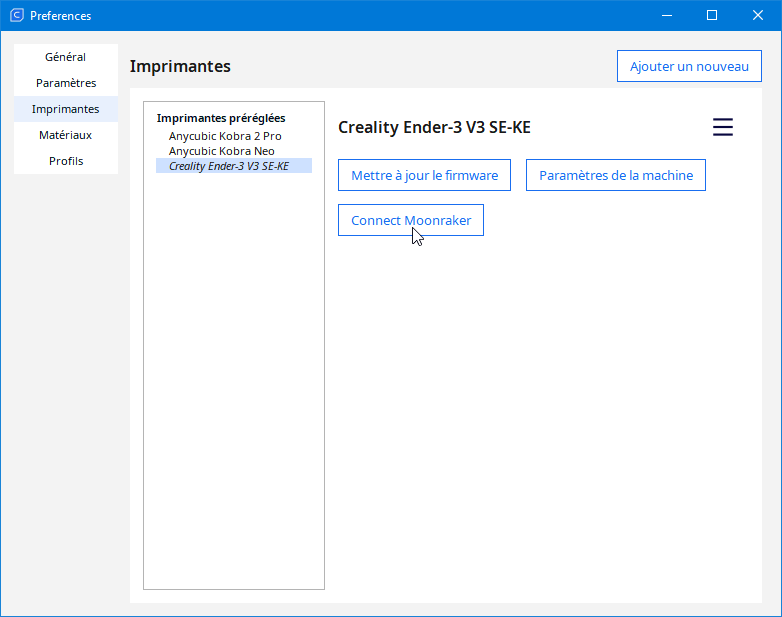
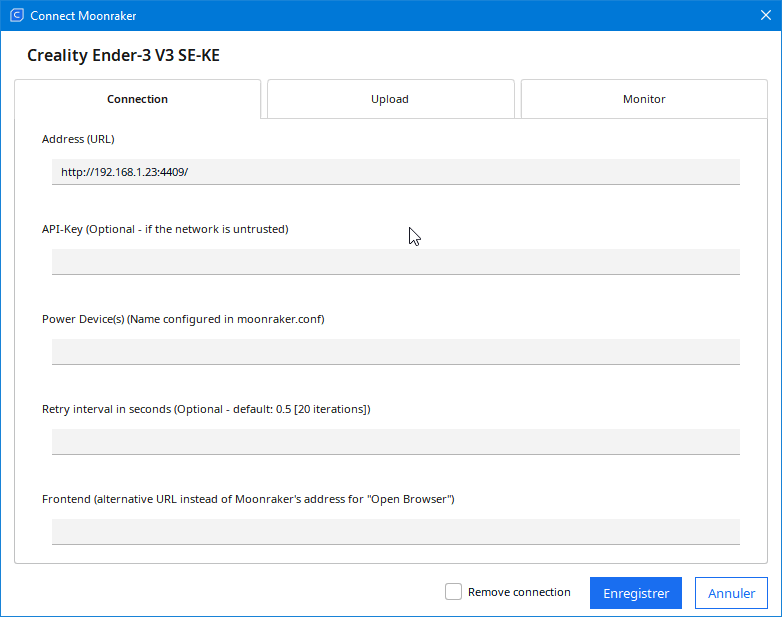
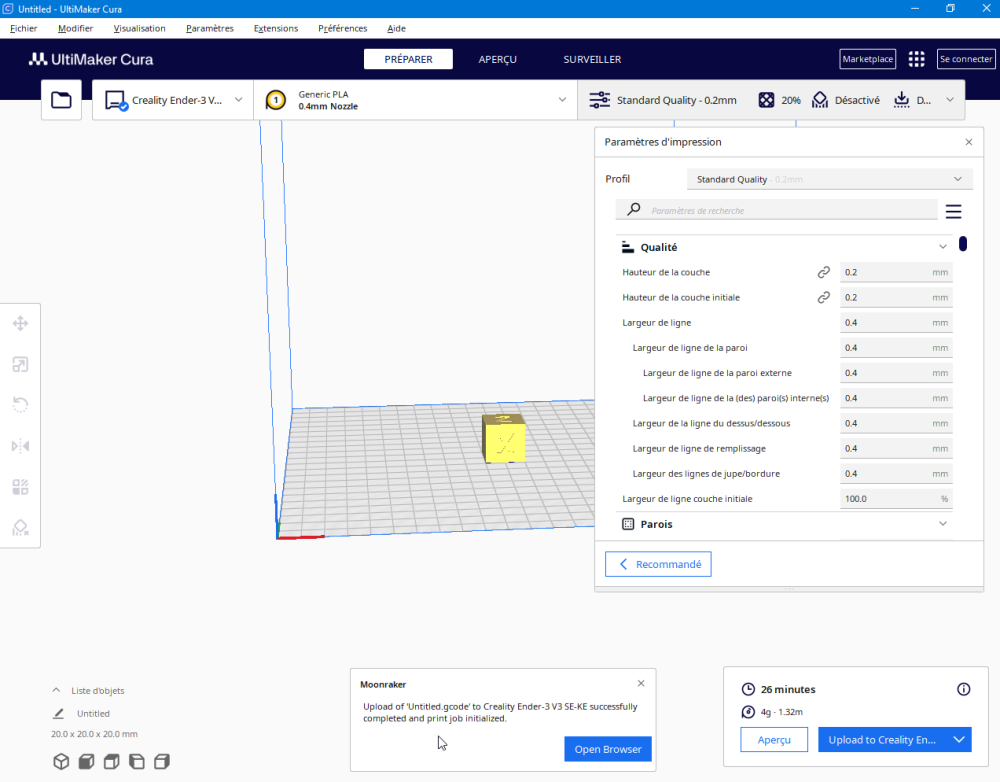
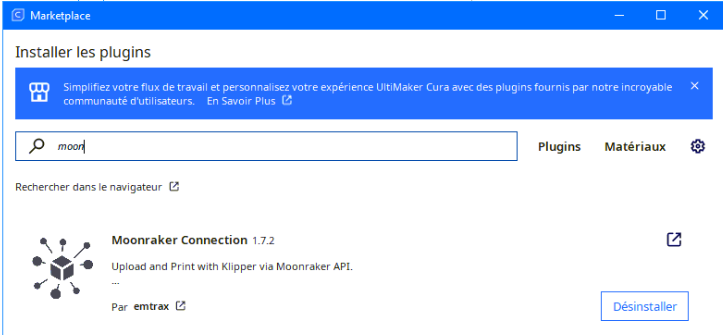
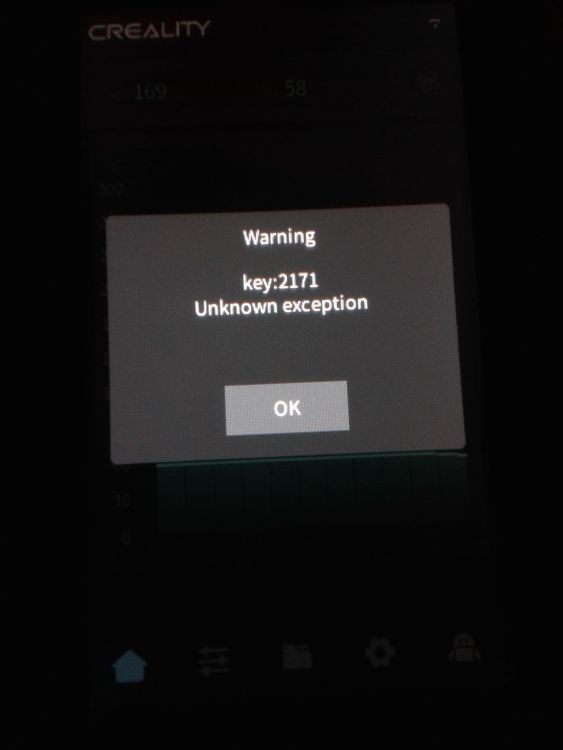
Creality vient d'annoncer que les sources du firmware de la E3V3KE sont disponibles sur leur github. https://www.facebook.com/OfficialCreality3d/posts/pfbid02BfR2HHCx4Xd9UEkdNXKSkCSSAu8z85nWp2P9bMv6fU5CjvjeJYHAxQQNwyKkS96Kl https://github.com/CrealityOfficial/Ender-3_V3_KE_Annex/ https://github.com/CrealityOfficial/Ender-3_V3_KE_Klipper/ Je n'ai pas bien exploré mais il semble y avoir plein de choses. Les fichiers de configuration Klipper de la E3V3KE me semble être dans https://github.com/CrealityOfficial/Ender-3_V3_KE_Klipper/tree/main/config/F005 Dans https://github.com/CrealityOfficial/Ender-3_V3_KE_Klipper/releases on trouve un firmware v1.1.0.12 tous chaud, qui semble t'il donne la possibilité d'activer un mode root ( documenté dans le PDF https://github.com/CrealityOfficial/Ender-3_V3_KE_Annex/blob/main/root guide/root tutorial.pdf ) Il me reste a l'installer pour tester. Edit > Avec le fichier "Ender-3_V3_KE_F005_ota_img_V1.1.0.12.img" a la racine d'une clé USB sur insertion de la clé USB sur un port de l’écran Nebula Pad ... redémarrage de la machine On trouve alors le "Root account information" comme attendu ... ( Ne pas oublier de refaire un "Equipement self-test" et de cocher "Automatic Z-Offset" et "Auto leveling", après la mises à jour du firmware, car ils ont été réinitialisés. ) Un fois connectée en ssh ssh <ip> -l root après acception de la clé de hôte et saisie du mot de passe root ( une bonne pratique est de changer le mot de passe root, avec la commande passwd et de bien noter le nouveau mot de passe pour ne pas le perdre ) puis en suivant le README_en de https://github.com/CrealityOfficial/Ender-3_V3_KE_Annex/tree/main/fluidd j'obtiens, avec mon navigateur web, sur http://<ip>:4409, une interface qu'il me reste a l'explorer et la tester. De là sous Ultimaker Cura 5.6.0 le plugin "Moonraker connection" semble arriver a faire l'envoie vers l'imprimante après découpage (mais pour le moment, car j'ai fait cela en vitesse, sans me documenter et car je sais pas vraiment utiliser ce plugin, j'ai un code erreur obscure juste après le Home lors de l'impression du fichier tranché par Ultimaker Cura et téléversé par le plugin... Edit > Forcement avec la bonne syntaxe dans le g-code de démarrage pour les expressions de remplacement de Ultimaker Cura c'est mieux ( des '{' et '}' et non des '[' et ']' ) Donc parfait on peut directement envoyer a l'impression depuis Ultimaker Cura avec le firmware v1.1.0.12 où l'on a ajouté fluidd (+ moonraker + nginx ) grâce au mode root. Reste a trouver sous Ultimaker Cura, pour générer les vignettes embarquées, utilisable/affichable par l’écran "Nebula Pad". )

 2 points
2 points -
Il y a quand même des trucs sympas en hueforge, j'ai vu passé celui là sur Makerworld que je trouve vraiment chouette... (pas imprimé, mais çà me tente) https://makerworld.com/en/models/125767#profileId-135829
 2 points
2 points -
19° en pleine canicule, je ne laisserais pas cette pièce dédiée à l'impression mais j'en ferais ma pièce à vivre, à dormir, j'y passerais toutes mes journées de chaleur...1 point
-
Quand on veut arriver à quelque chose, et qu'on n'a pas toutes les pièces, on recherche... J'ai vu cette photo dans le passé à quelques reprises (Nb : Prototype RYUZ/Mugen des worlds 1987)... Il est un peu difficile de voir, mais il y a quelques indications sur la photo en elle même... Quand bien même quelqu'un ai mentionné vis et écrou pour la fixation du châssis sur un autre forum, au vu de la photo, je pense à de vis auto perçantes sans écrous. On peu voir la barre anti roulis arrière, et une vis sur la tour d'amortisseur avant me laisse penser qu'il y a une barre anti roulis à l'avant. Ce que je ne sais pas, c'est pour le lien entre le bras de suspension arrière et la plaque châssis : réglage du pincement? Quelque chose d'autre? Il serait super de pouvoir trouver plus de photos de ce prototype, idéalement de meilleure qualité, car j'ai l'intention de modeliser le prototype Mugen RYUZ des worlds de 1987...1 point
-
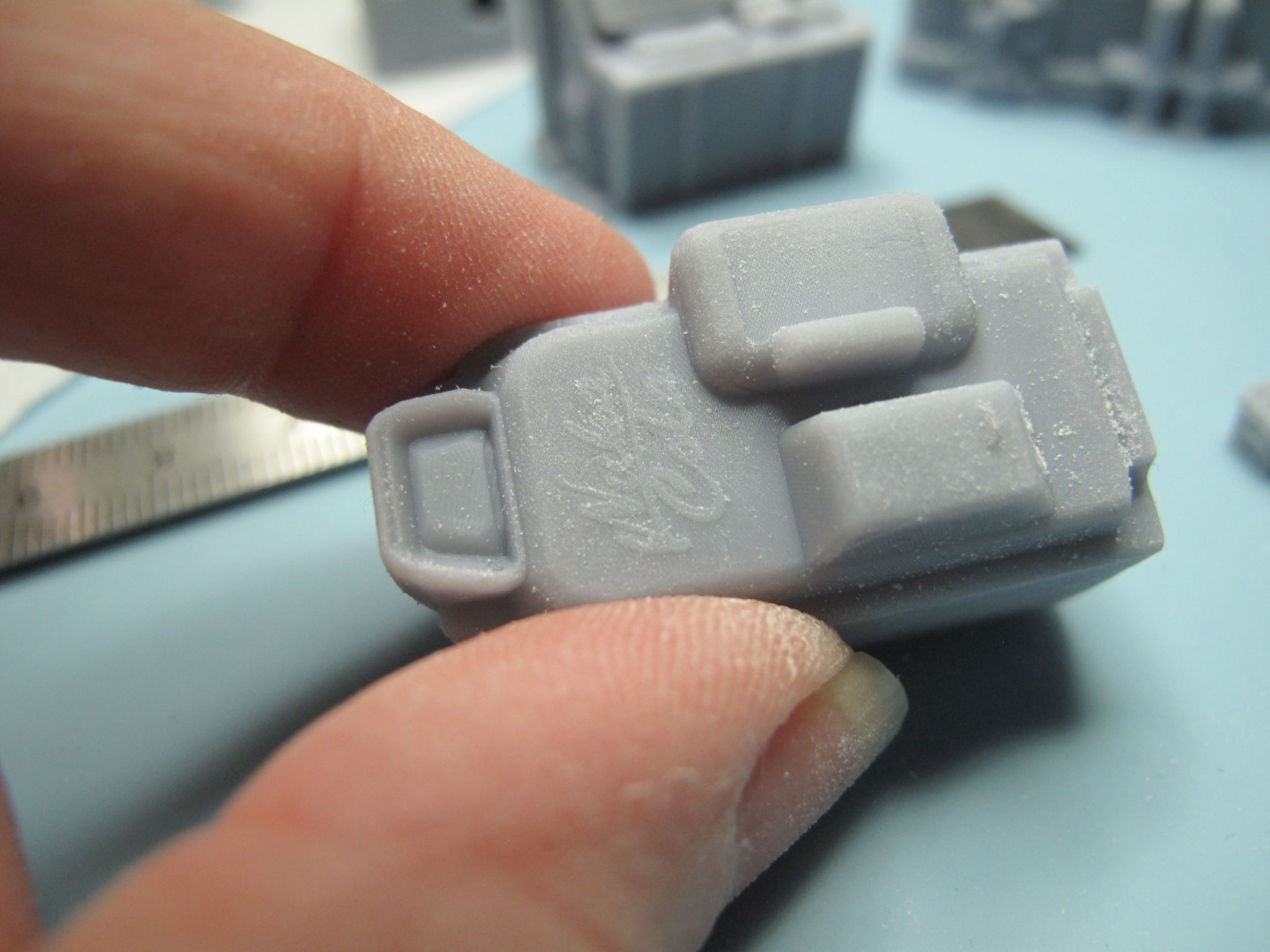
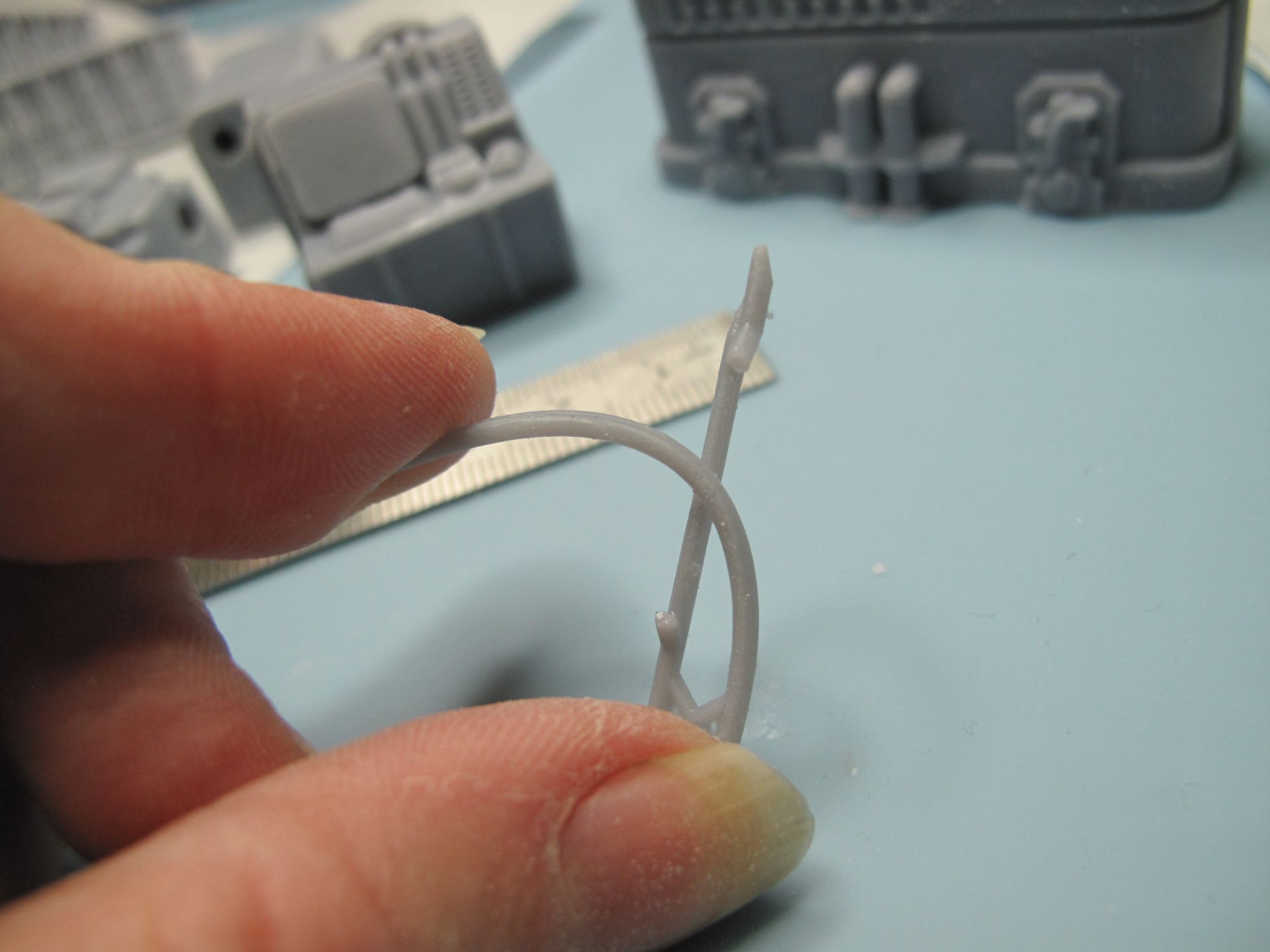
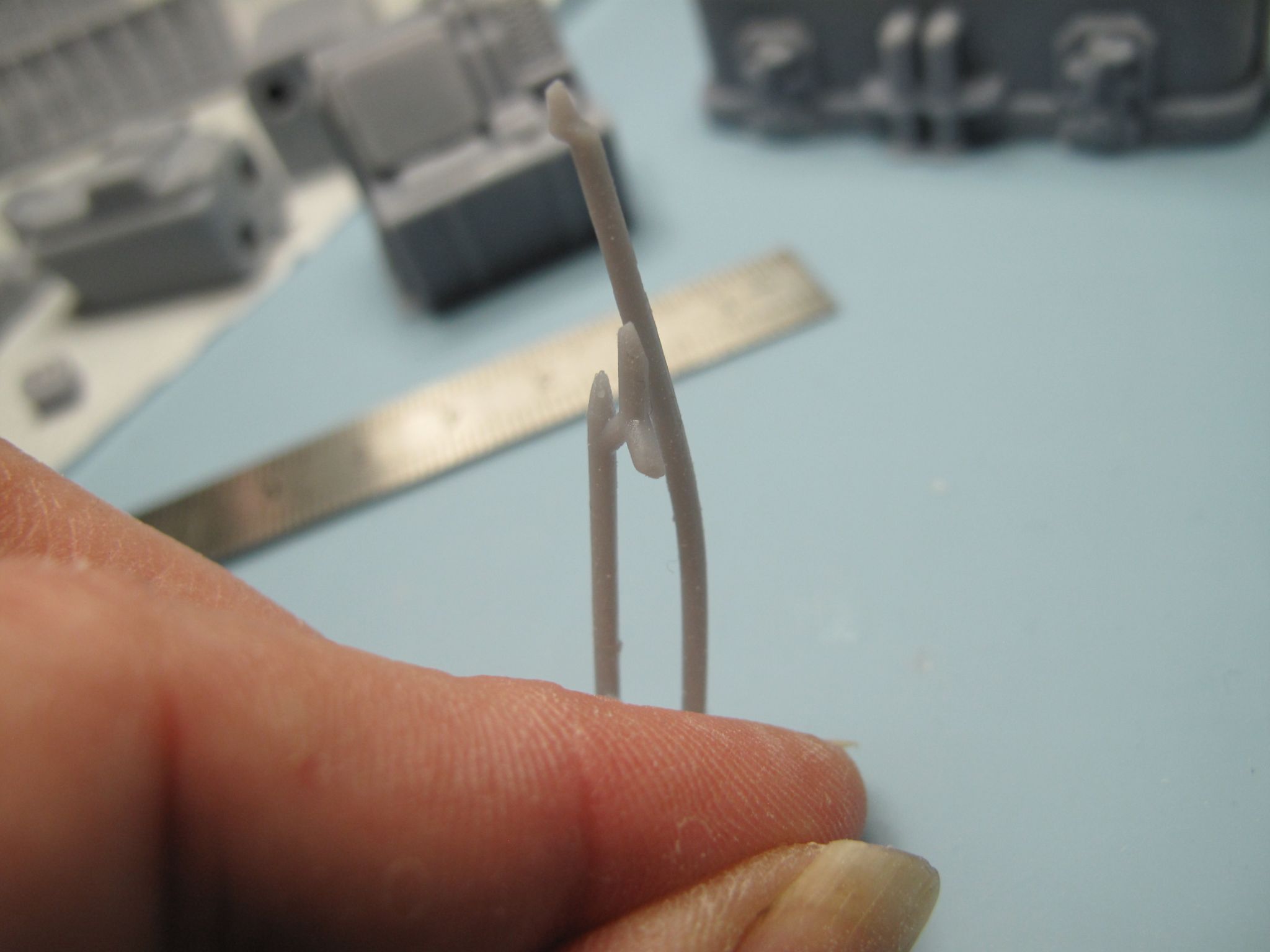
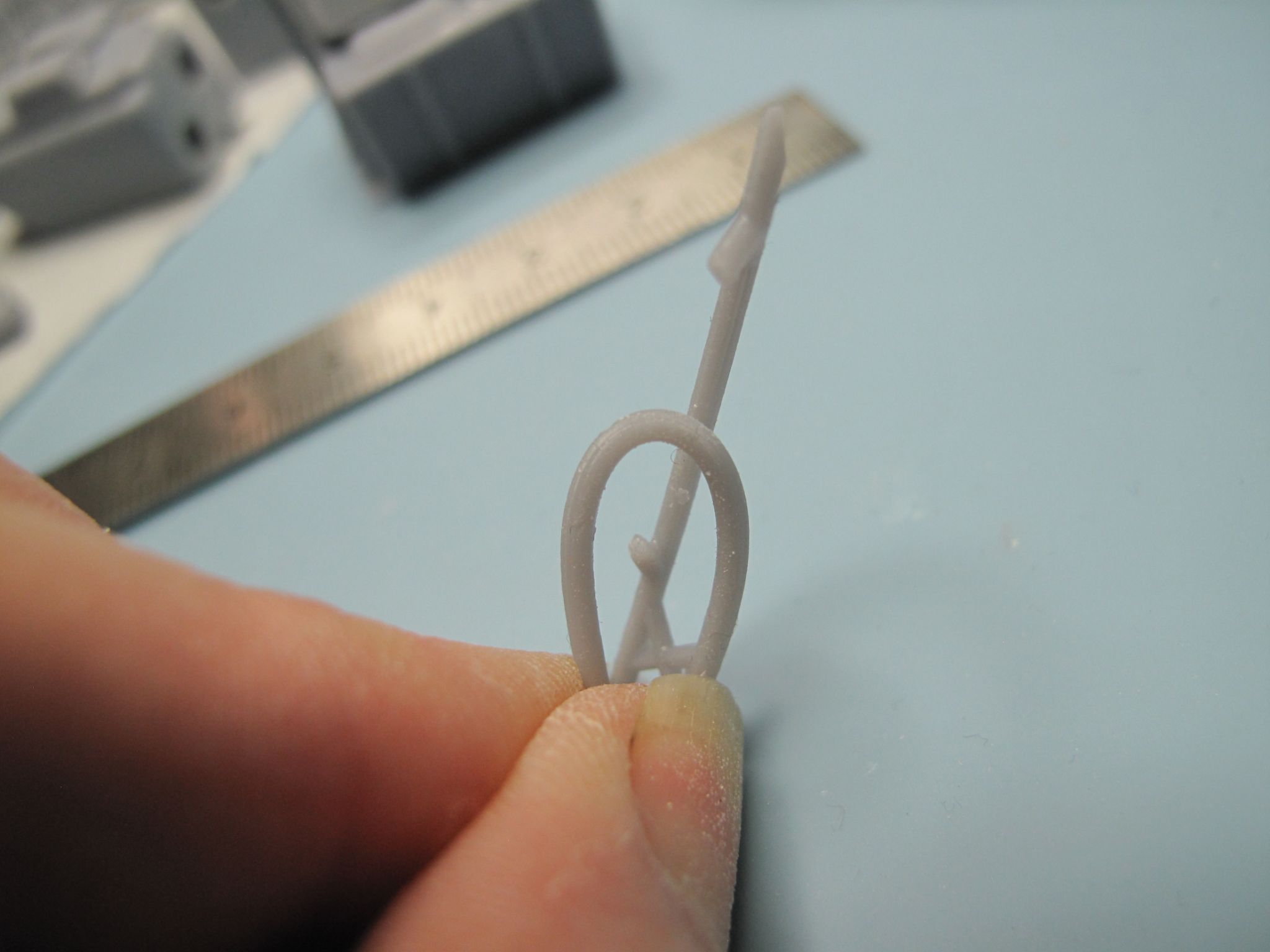
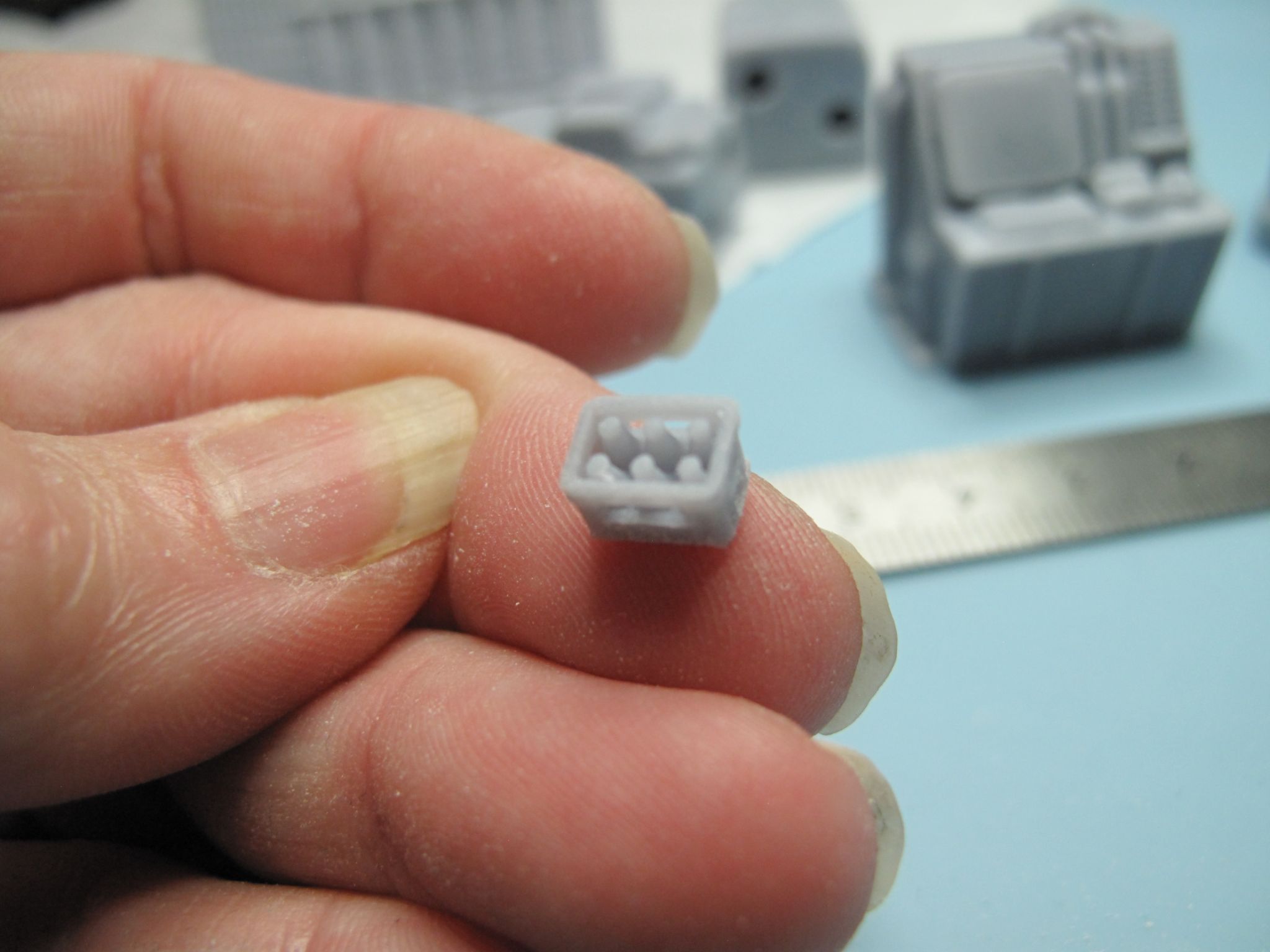
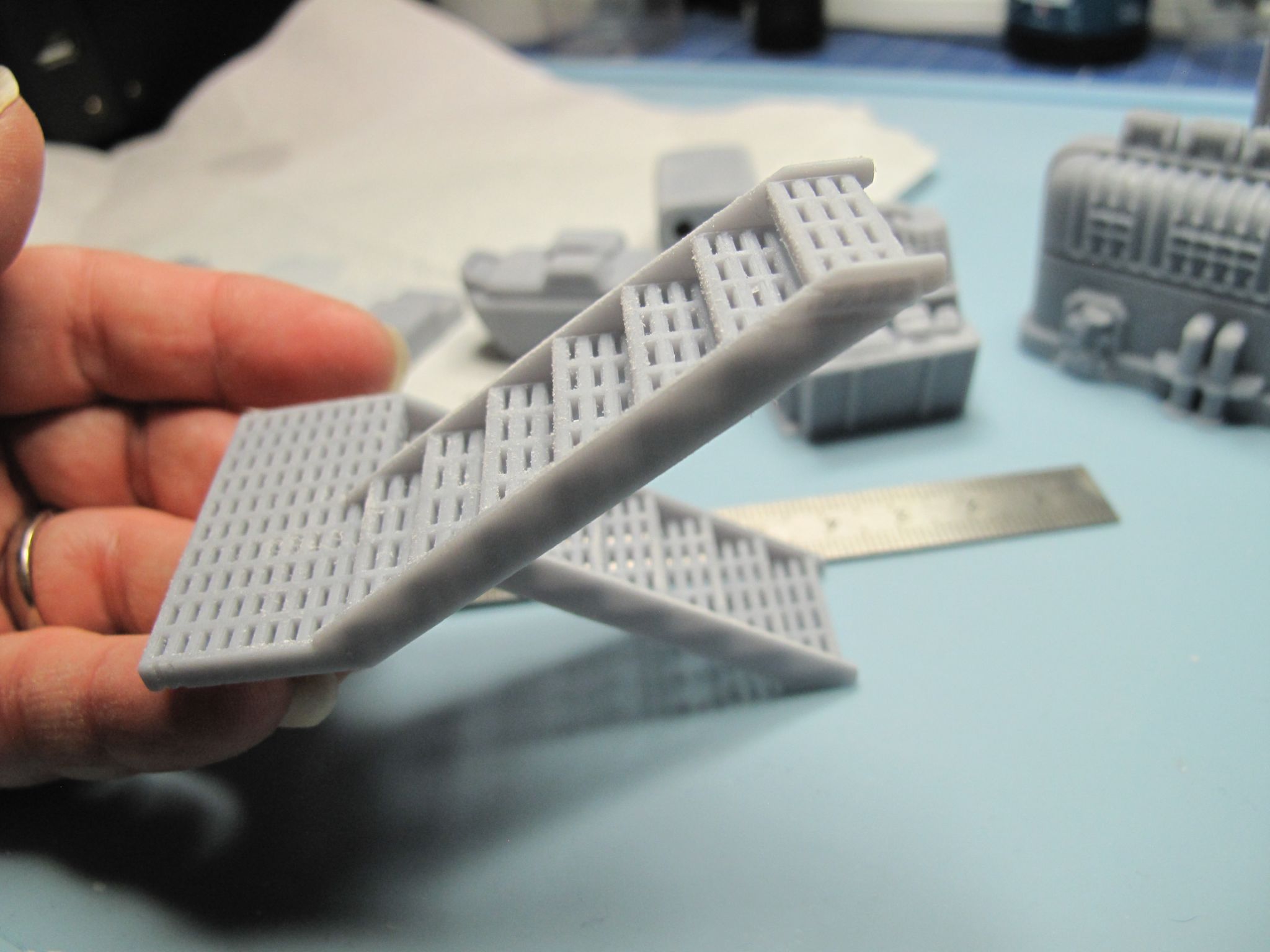
essais avec 20% de tough et 80 de rigid, j'aurai du prendre les même modèle pour mieux pouvoir comparer (prochain print) mais cela me semble nettement mieux C'est bien droit Sur celle la on arrive même à voir l'inscription NokaCola Les ventilos fond 5mm de diamètre. Coté solidité c'est pas mal aussi C'est moins élastique (normal) donc ca revient pas droit quant on relâche Juste avant que ça pète Demain j'imprime des murs pour voir si le perçage des trous se fait aussi bien qu'avec 50/50
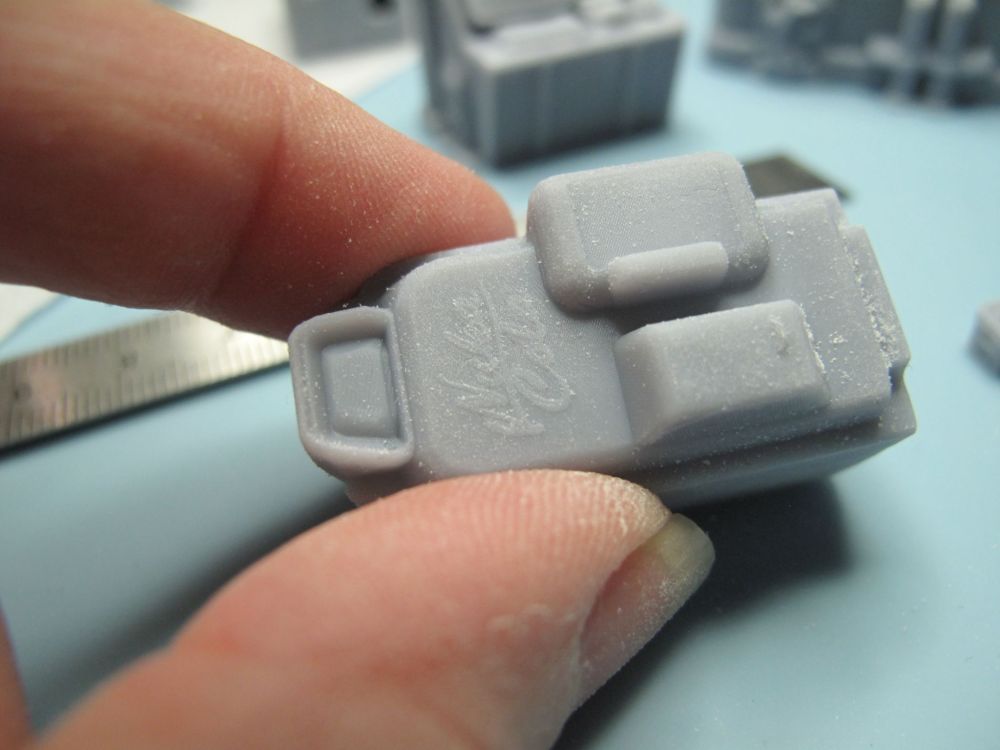

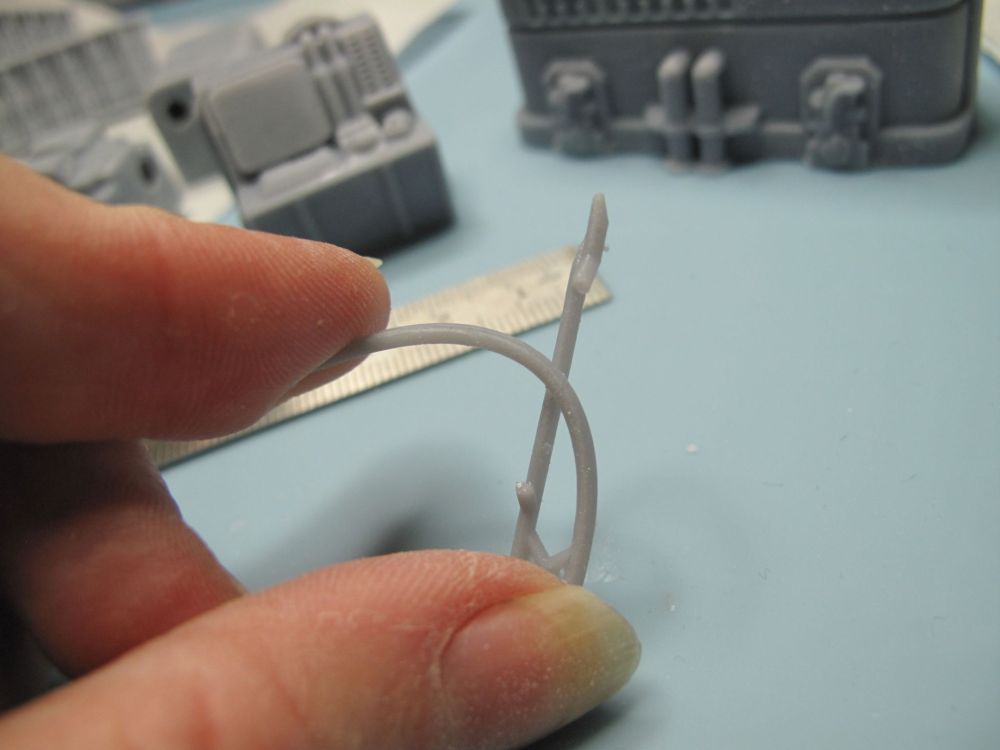
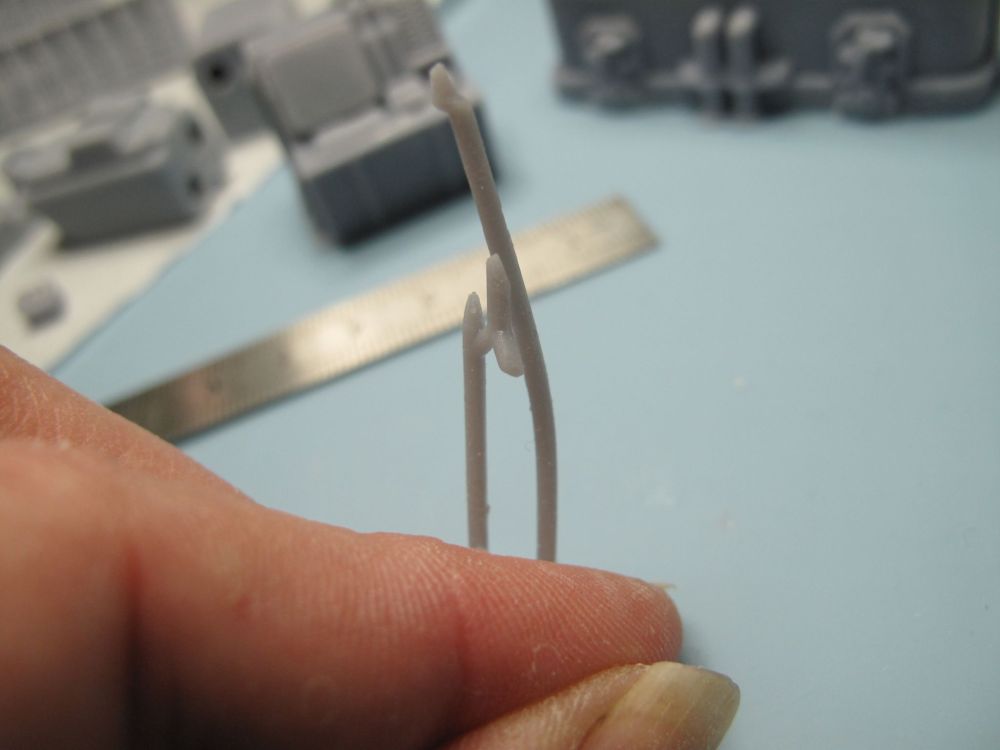
 1 point
1 point -
Super pour la réponse , je vais regarder ça demain. Au cas où, j’ai commandé une CM . Elles commencent à se faire rare pour les X1(obsolescence programmée ?) je touche pas aux composants avec la x1 sous tension. j’ai réessayé l’ancien capteur. Il doit être encore bon puisqu’il allume avec du métal devant ! Bizarre… je vous tiens au courant bien sûr.1 point
-
Bonne nouvelle ça démarre merci a tous pour votre aide Ça trouve qu'avec des gens sympas on peut faire fonctionner des antiquités1 point
-
La température c'est comme pour les dlc donnée par les fabricants c'est pas parce que tes yaourts ont dépasser de quelques jours leur dlc qu'ils sont pas bon, les fabricants prennent de grosse marge pour être tranquille vis à vis des consommateurs de plus en plus con que nous somme.... ça me rappelle une publication que j'avait vu il y a pas longtemps : avant quant tu achetait une voiture dans le mode d'emploi, on d'indiquait comment régler le jeu des soupapes maintenant on te dit qu'il ne faut pas boire l'acide de la batterie ou le liquide lave-glace..... Et pour la partie polluante des impressions, ils vont pas faire de pub avec un gars habiller avec une combi tyvek pour vendre leur imprimante car ça pollue, c'est pas très vendeur... déjà qu'ils sont assez gentille vis à vis des imbéciles en les prévenant qu'il ne faut pas boire la résine....1 point
-
Salutation Le détail du concours ( date de fin a vérifier car différente selon la source. ) https://www.facebook.com/OfficialCreality3d/posts/pfbid0FoEypo9J2tD4kwf99Gvtc5KgAkds2bAxJymkXze4kSSucG8fZroxnQFb7PfVWChrl Pour la date de fin du concours je suis perdu ... le 16/01/2024 selon l'image du post facebook en citation ou le 26/01/2024 selon l'image du post du forum de Creality Le lien vers le post du forum Creality https://forum.creality.com/t/free-download-of-dragon-model-stl-files/4578 où on trouve le lien google drive pour télécharger gratuitement (le temps du concours) la version non supporté de https://www.myminifactory.com/object/3d-print-ancient-black-dragon-kurorgor-308148 Pour suivre le hashtag #creality3dragon https://www.facebook.com/hashtag/creality3dragon Bonne chance aux participants et bonne continuation à tous.


 1 point
1 point -
Salutation Aussi, ne pas oublier de bien nettoyer la surface du plateau ( le dégraisser avec de IPA 99.9% ou vinaigre blanc ou Paic Ultra + eau tiède avec éponge propre puis bien le laisser sécher. Car rien que des traces de doigts peuvent gêner l'adhérence) et comme tu débute prend le temps de regarder les section tuto et par exemple1 point
-
Salutation Pour moi, si tu a fait un court circuit entre les fils de la cartouche de chauffe sous tension et les fils de la thermistance lors de la manip, alors l'entrée pour la thermistance a grillé sur le microcontrôleur et la mesure se trouve faussé. Pour vérifier, débrancher la thermistance. Car, en principe quand il n'y a pas de thermistance de connecté sur le port de la carte-mère, cela doit afficher une température proche de 0°C ou négative. Or si sans la thermistance de connecté tu as toujours une température de 45°C voir plus alors cela soutiendrais mon hypothèse d'entré grillées sur le microcontrôleur. Et malheureusement si c'est cela, sauf si tu a les compétences et la station de reflow pour remplacer le microcontrôleur principal soudé en surface, ou si tu a un autre port de thermistance de libre sur la carte mère que l'on pourrait définir comme étant le nouveau "TH0" avec un firmware sur mesure, alors il faut changer de carte mère.1 point
-
C'est une stratégie qui permet théoriquement d'encourager à conserver la même marque, c'est le seul intéret pour eux. Creality fait pareil, et en plus d'avoir une bibliothèque de fichiers .stl (avec certains fichiers payant) ça leur sert aussi de vitrine pour dire "REGARDE TOUT CE QU'ON VEND !" Et honnetement, quand j'ai vu l'interface de la Halot-mage pro et les machines vue dans l'application, j'aurai pu me dire "j'vais prendre que du Creality", faut juste qu'ils arrivent à sortir des logiciels réellement fiable et ergonomique, ce qui n'est clairement pas leur fort par contre.1 point
-
Bon ben la je suis bluffé ! J’ai jamais reçu une commande aussi vite je pense sur AliExpress.
 1 point
1 point -
bonjour je plussoie, si besoin était @MrMagounet, j'ai acheté depuis peu une imprimante résine (sla) à 220 euros, j'avais prévu un budget global de 550 euros hors résine, ben je viens de le dépasser, en comparaison, mon imprimante filament (fdm) achetée 245 euros il y a deux ans, le budget hors filament j'en suis à 350 euros y compris le caisson et la plaque pei. le plus nécessaire en matériels: bac de nettoyage (wash and cure dans mon cas), filtration qui est primordiale en résine même en imprimant au sous-sol j'ai été obligé d'y passer, un caisson, si comme moi tu imprimes dans un endroit non chauffé où la température est basse, et même sans cet inconvénient, la température préconisée par anycubic est comprise entre 25 et 30° prévoir un chauffage avec une régulation donc un "sur caisson" qui va englober ton imprimante et ton appareil de post traitement mais prévoir également la place pour une bouteille de résine, sinon quand tu vas recharger ton bac sur une grosse impression et que la bouteille est froide, tu risques l'incident d'impression (baisse brusque de la température de la résine, viscosité). j'ai donné, maintenant si tu imprimes dans un local chauffé tu peux enlever le chauffage mais je te conseille la filtration. des lunettes de protection, impératives si par malheur Murphy viens te dire bonjour, et pas de lunettes c'est les urgences, certains y rajoutent un masque respiratoire, je n'en mets pas, ayant une filtration HEPA14 (30 euros le filtre, 600 heures), je mets juste un masque genre covid à l'ouverture et à la fermeture et différents petits matériels non prévus mais indispensables les consommables hors impression, ipa, feuille FEP, gants, ne pas oublier l'écran si tu imprimes beaucoup en gros toutes les 500 heures d'après le net si t'as pas de pépin, ça parait beaucoup mais une impression de 4 ou 5 heures est chose courante , et là tu relativises. en me relisant je me dis que j'aurais du réfléchir plus quant au choix de l'imprimante ( filtration inclue, remplissage bac, etc. . .) m'aurait peut-être pas couté plus cher conclusion, c'est pas l'imprimante que coûte le plus. pat1 point
-
En premier je monterai la température du lit à 60° Ensuite je referai le réglage à la feuille en serrant un peu plus que ça "gratte" mais pas trop quand même juste pour que ça diminue un peu ton Z offset (distance entre la buse et ton lit) En suite tu reviens nous voir1 point
-
c'est bon j'ai récupéré, super merci bien1 point
-
Avec cette donnée, il va être difficile d'avoir un prix de vente inférieur à 1000€, il faut bien sur une marge suffisante pour que ça tourne, avoir une rémunération décente, assurer un SAV correct etc... Donc je pense que tu es loin du compte ! Dans un projet tel que le tien le produit n'intervient que pour environ 20%. Il va falloir te concentrer sur tout le reste: financement, approvisionnement, fabrication, organisation, recrutement... bref il faut prendre conscience de tout ce qui va être nécessaire pour aller au bout de ton idée. Voici un lien qui te sera utile: https://entreprendre.service-public.fr/vosdroits/F35965 Et un autre pour envisager un financement participatif (crowdfunding pour les accros aux anglicismes): https://www.economie.gouv.fr/entreprises/crowdfunding-financement-participatif Personne ici ne veut te dissuader d'entreprendre, mais il faut bien prendre conscience de tout ce qui est périphérique à une idée si tu veux avoir une chance de réussir. Prend en compte les diverses remarques (constructives) qui t'ont été faites dans ce sujet, fais nous une V5 et peut-être ensuite une V6 jusqu'à convaincre ton auditoire ! Bon courage à toi.1 point
-
Salut à tous, j'ai 45 ans. touche à tout, j'aime bien la mécanique. je dessine sur solidworks, ... Je viens ici partager mon expérience en 3D et glaner des infos pour imprimer au mieux. @ bientôt.1 point
-
Je ne connais pas la machine donc je ne peux qu'emettre quelques hypothèses, donc si tu met un papier sous le plateau a la place du bac il est bien coincé ? Le ponçage du plateau est bien uniforme et le plateau est toujours bien droit ? Donc l'écran est neuf et n'aurait pas des traces de fatigues ? Si tu sur expose énormément (20sec) les cube ne sortent pas non plus ? Dans cette situation je penserai d'abord a un soucis avec le plateau, soit le leveling (voir un vis foiré qui le fait bouger, un bac pas bien serré qui fait qu'un côté colle au plateau et se soulève légèrement ce qui provoque la même chose) Un écran défaillant qui nafficherai les images que d'un côté Une source lumineuse défaillante ou usée (mais je n'ai jamais été confronté a ce cas, je miserai sur une extinction totale si elle était responsable, mais je ne connais pas la machine, donc ne sait on jamais1 point
-
Je m'avance un peu mais cela sent la carte mère défaillante, cas tu fais exactement lors du nettoyage de la buse a la brosse y a t'il eu des fils arraché, un nappe debranché etc etc ?1 point
-
Bonjour Sam_etegale Je viens de regarder dans Prusa slicer et en effet il n'y a pas de Quidi configurée de base. Quidi propose des profils pour pas mal de slicers hors quidi slicer: https://qidi3d.com/pages/software-firmware Pour prusa, dans ce google drive: https://drive.google.com/drive/folders/1lH2puChl7MPDzgyj4kb9z61nuTQbHhUd Ils indiquent aussi que leurs imprimantes ont des profils directement intégrés dans Orca slicer. Bonnes impressions.1 point
-
Effectivement, si tu fais deux lignes ce n'est plus du mode vase. Refais ton cube avec une seul ligne, cela permettra de minimiser le nombre de paramètres pouvant poser problème.1 point
-

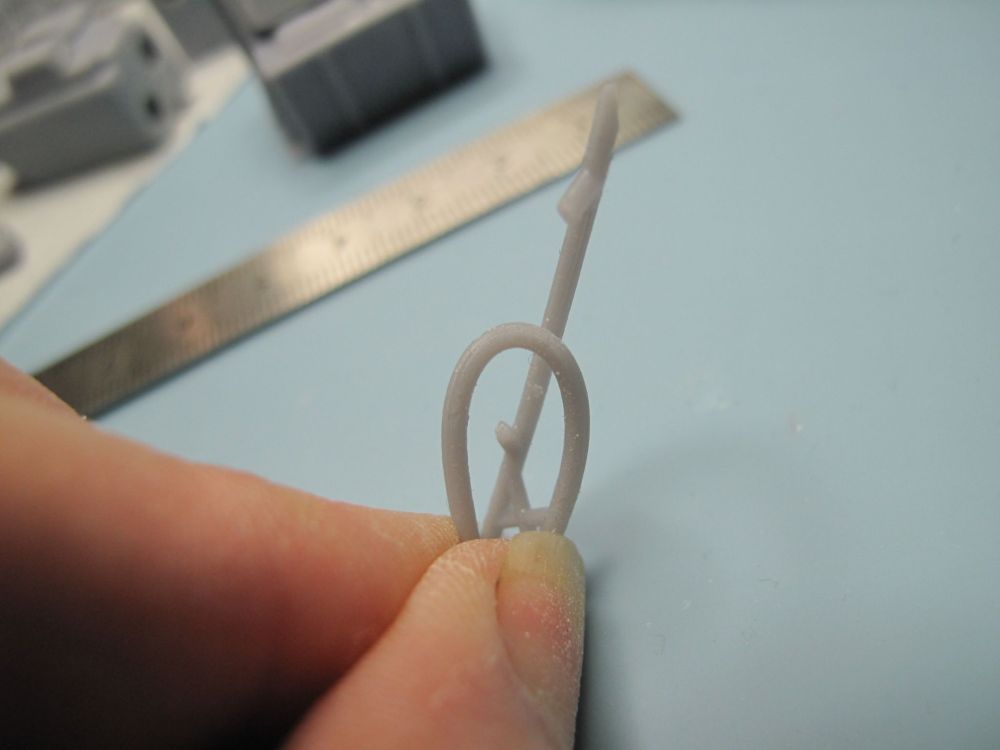
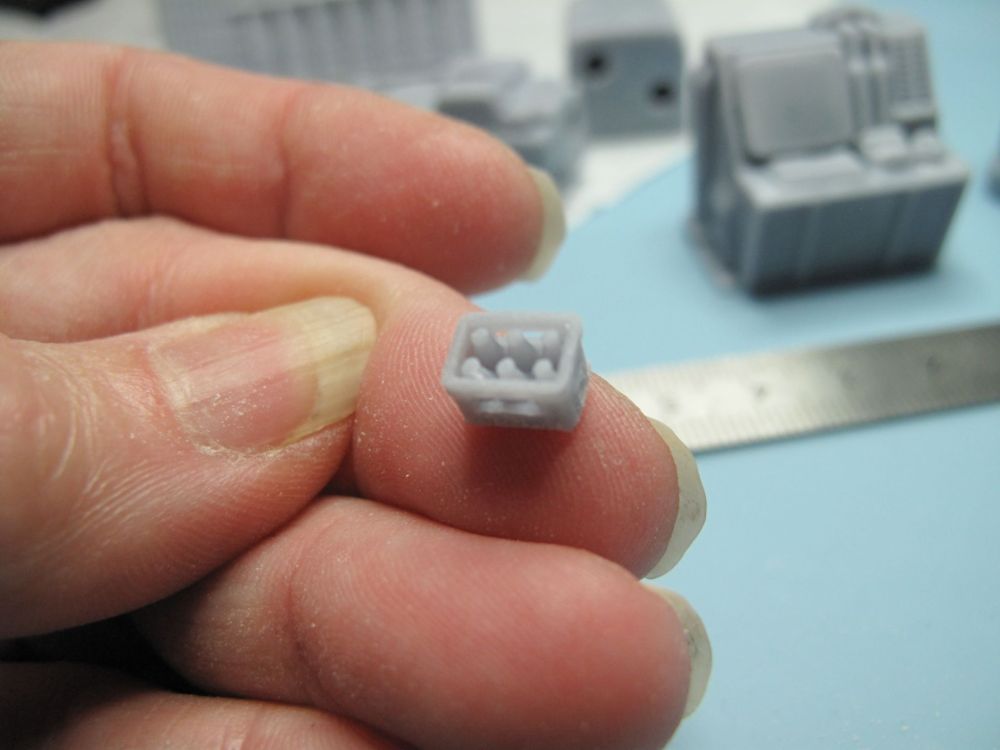
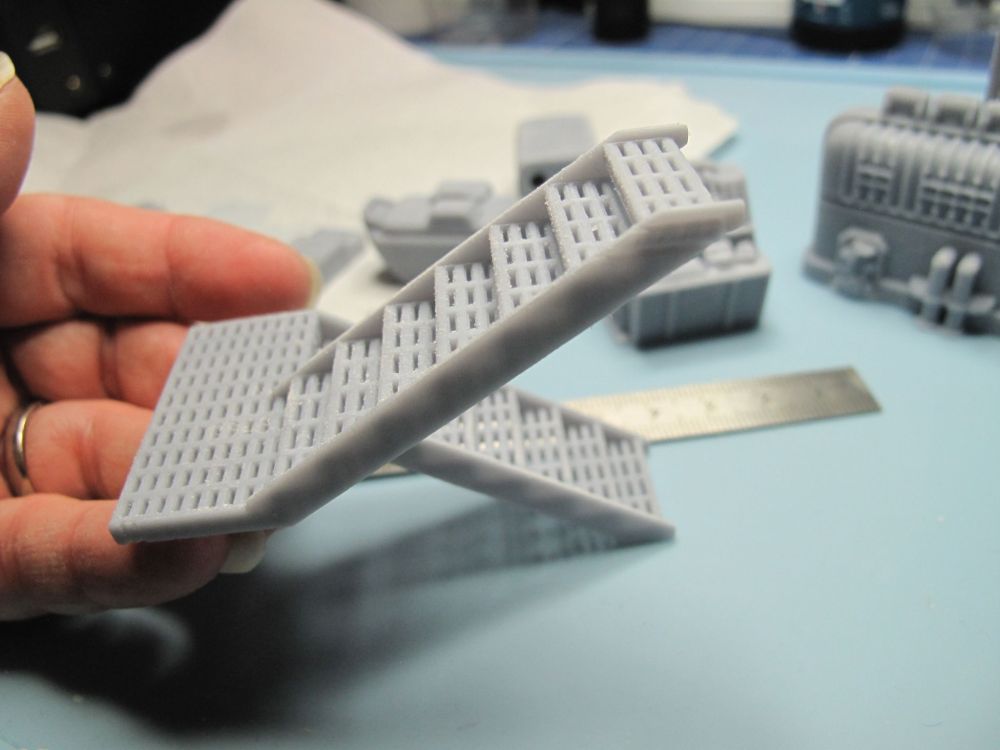
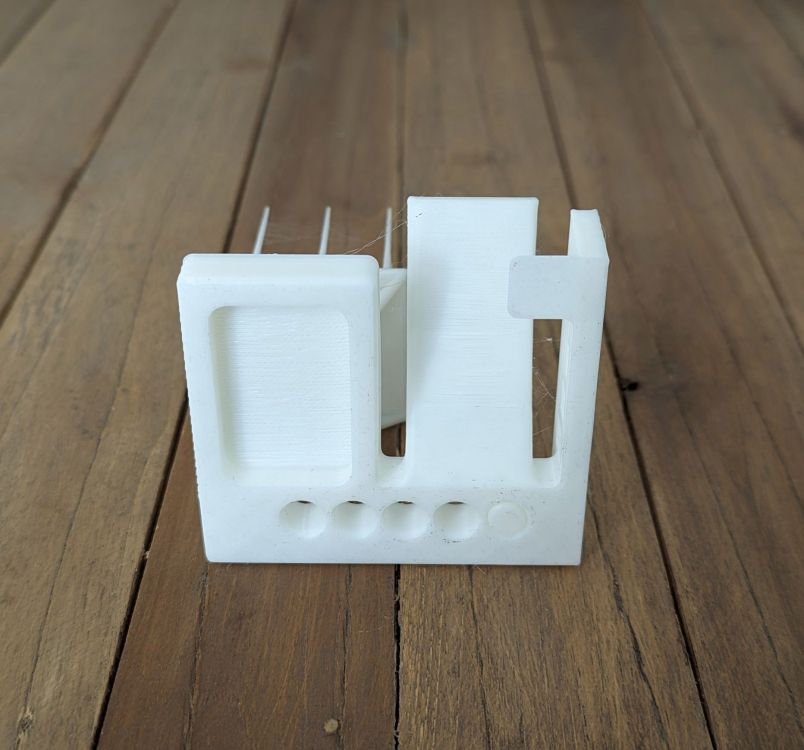
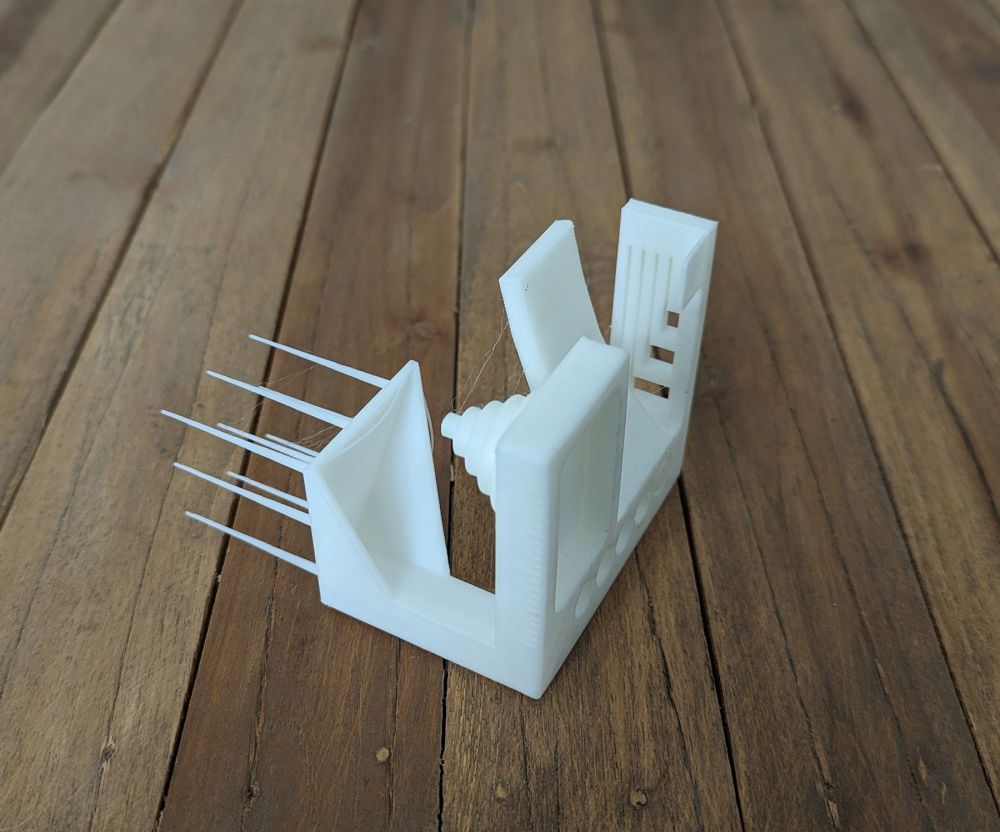
From the album: Print-In-Place
Imprimante 3D Voron V01 - Filament 3DFIL PLA GriS Clair - Filament 3DFIL PLA Rouge - Print-In-Place - Suzuki Jimny - Casimages1 point -
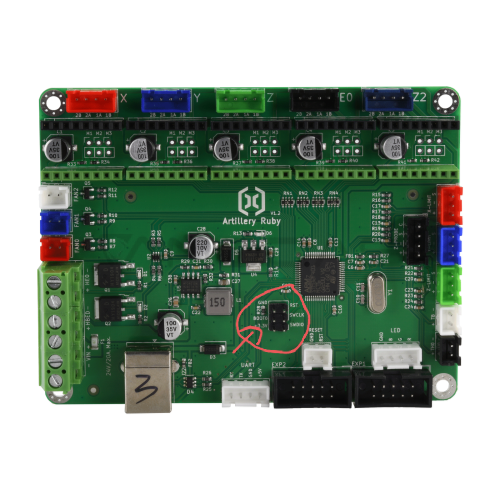
Salut, Alors attends, il y a beaucoup de questions dans ton post. Je te rassure, j'ai installé récemment klipper sur ma x2 et toi s'est super bien passé. C'est normal, Pronterface n'est fait que pour marlin. Klipper fonctionne très différemment. Il faut que tu donnes des détails et des photos, c'est compliqué de répondre.... Quelle erreur as tu exactement ? Une erreur que tu as pu faire ( je l'ai faite aussi en mettant klipper sur la mienne ) c'est de mal régler les pins de communication dans la page de config avant le flash. Je crois qu'ils sont mis par défaut à PA11/PA12 mais que la x2 utilise les PA9/PA10 Les firmware d'origine se trouvent sur le site du fabricant je crois. Par contre je ne sais plus si cela se fait par micro sd. Par contre, tu peux passer l'imprimante en mode dfu en l'ouvrant et en connectant le pin boot0 au 3.3v avant de l'allumer. Ça te permettra de reflasher klipper si tu le souhaites, ou de mettre marlin avec les outils pour les stm32. EDIT: voici le firmware d'origine sidewinder-x2-stock-firmware.bin
 1 point
1 point -
A toi de voir comment tu sens l'annonce.1 point
-
Pense aussi qu'un cercle en impression 3D n'est pas rond mais une succession de cordes ou de facettes. selon le nombre, cela change après impression un peu les mesures. Une précision de +- 0.1mm de la tête est celle du positionnement de la buse. Des posts qui pourraient t'intéresser.
 1 point
1 point -
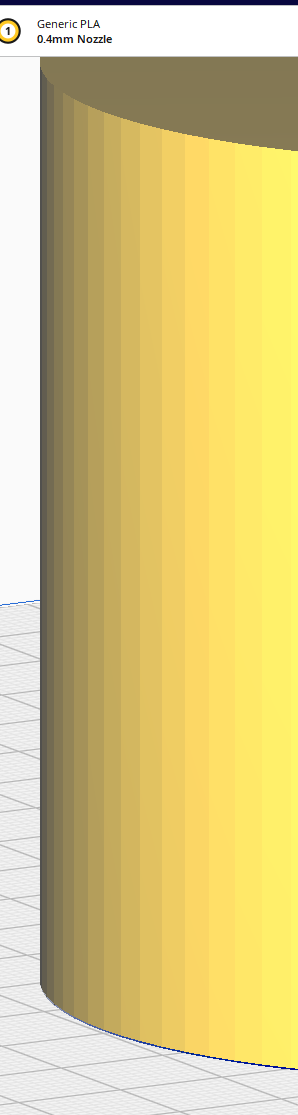
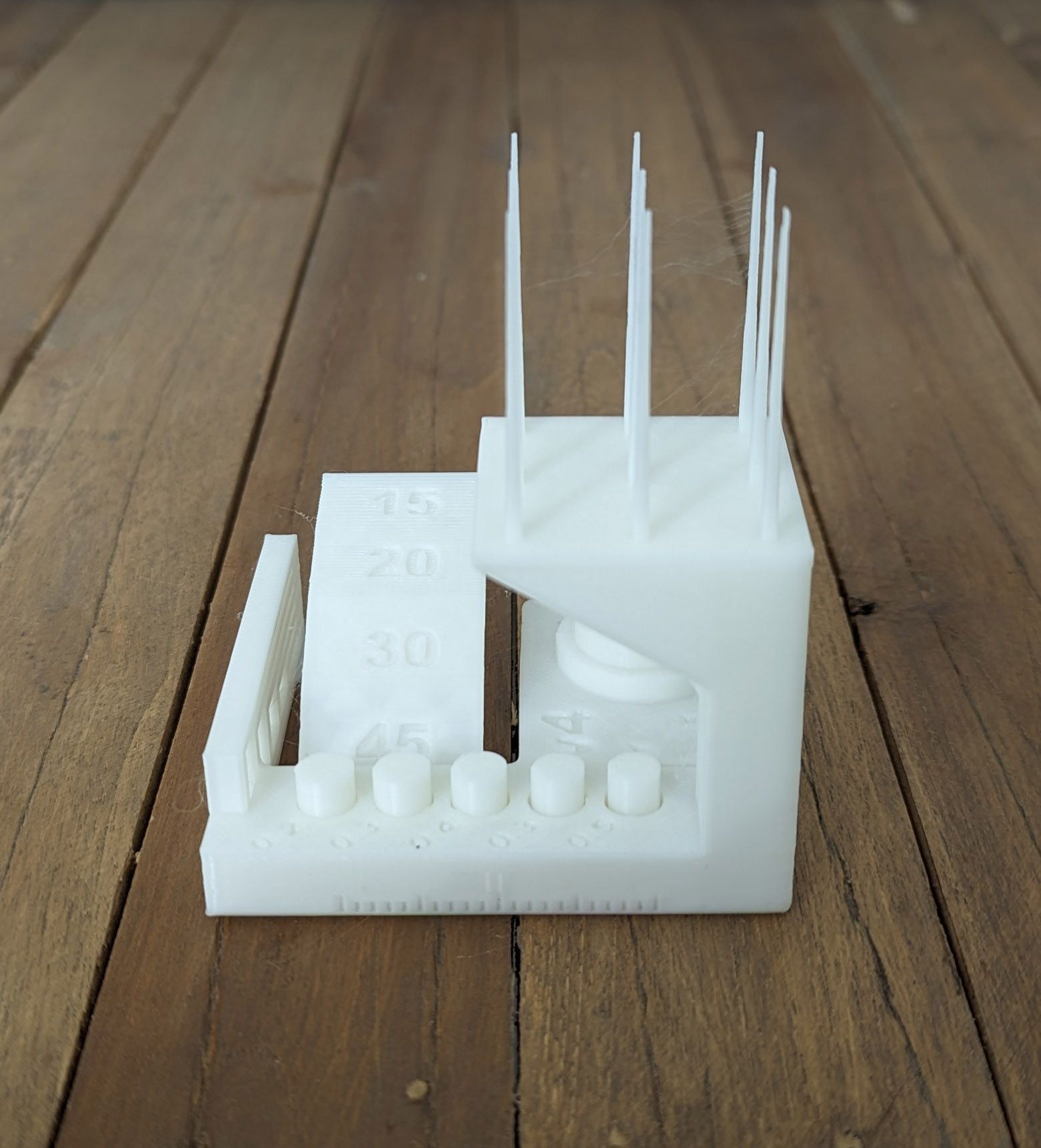
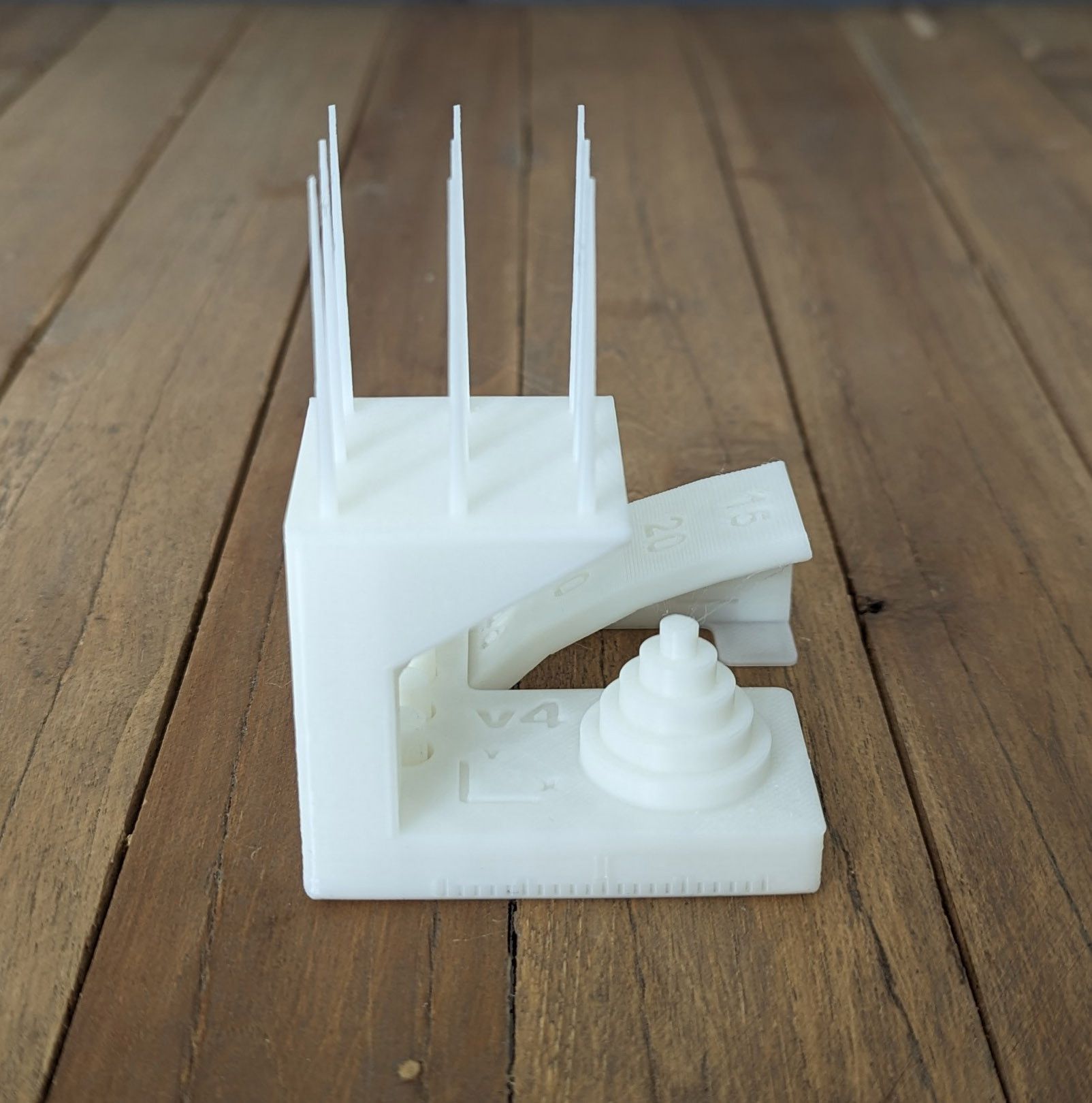
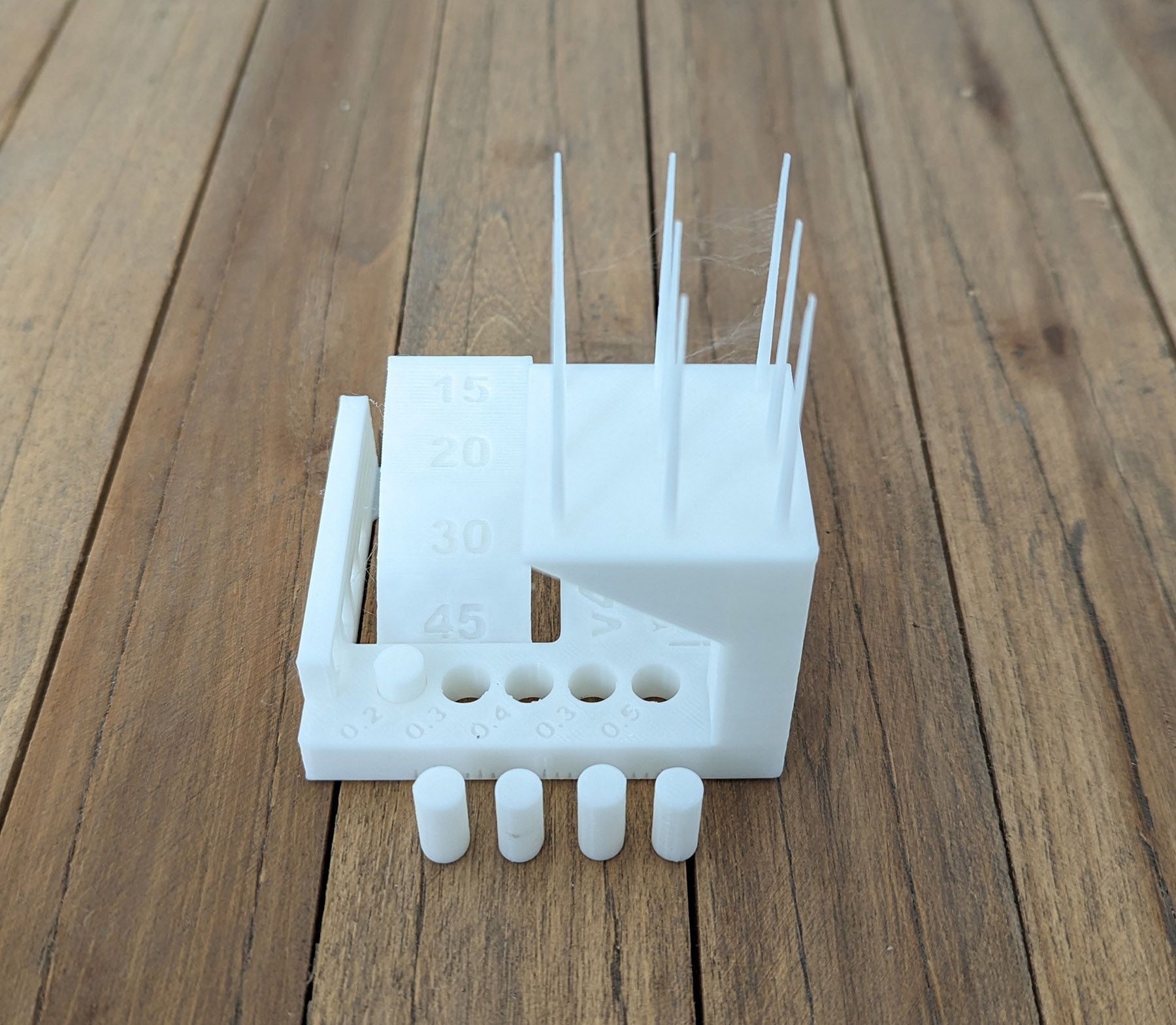
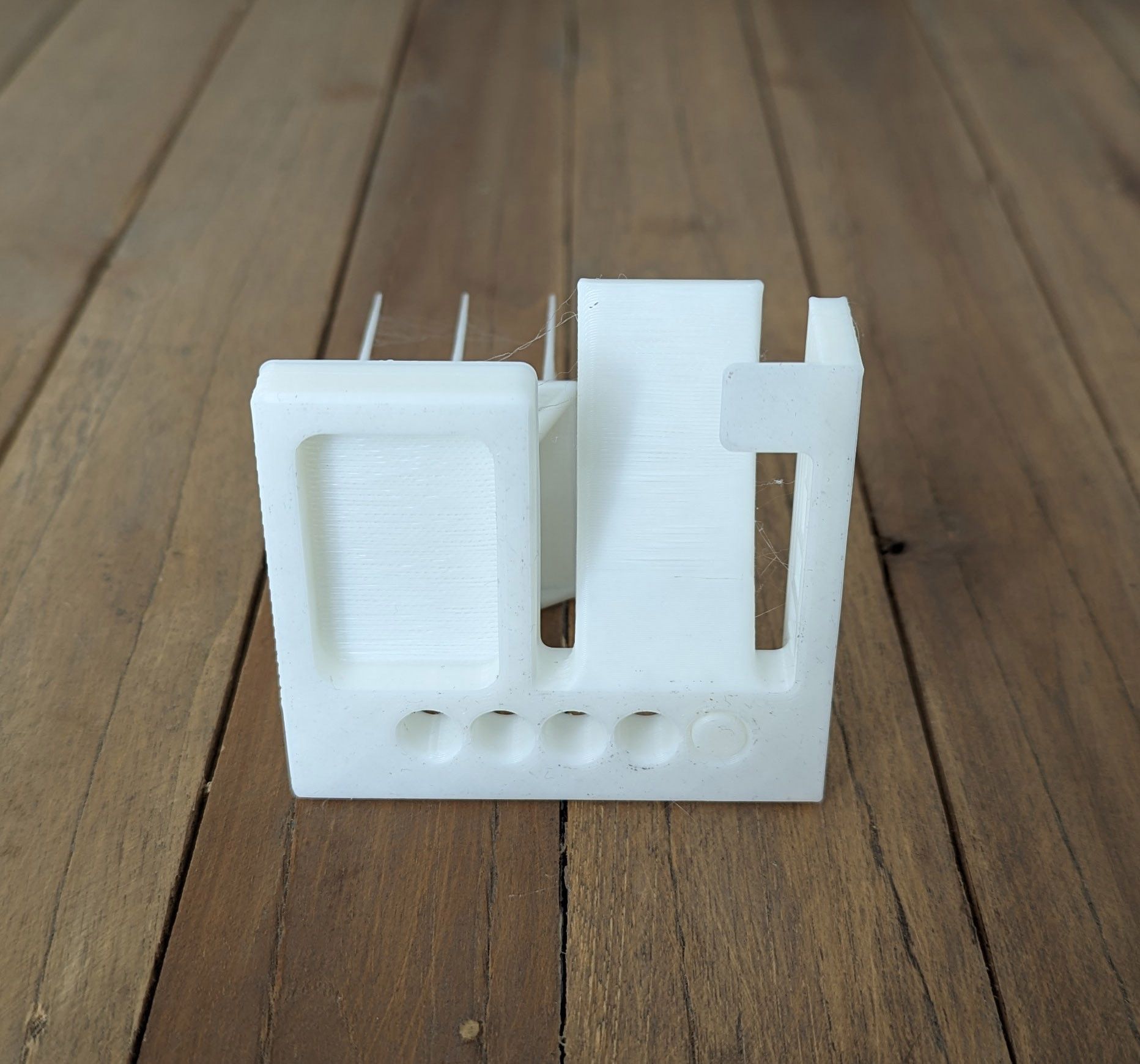
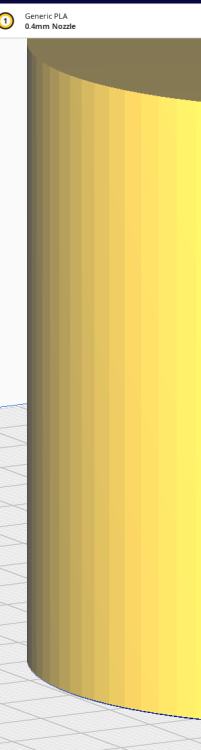
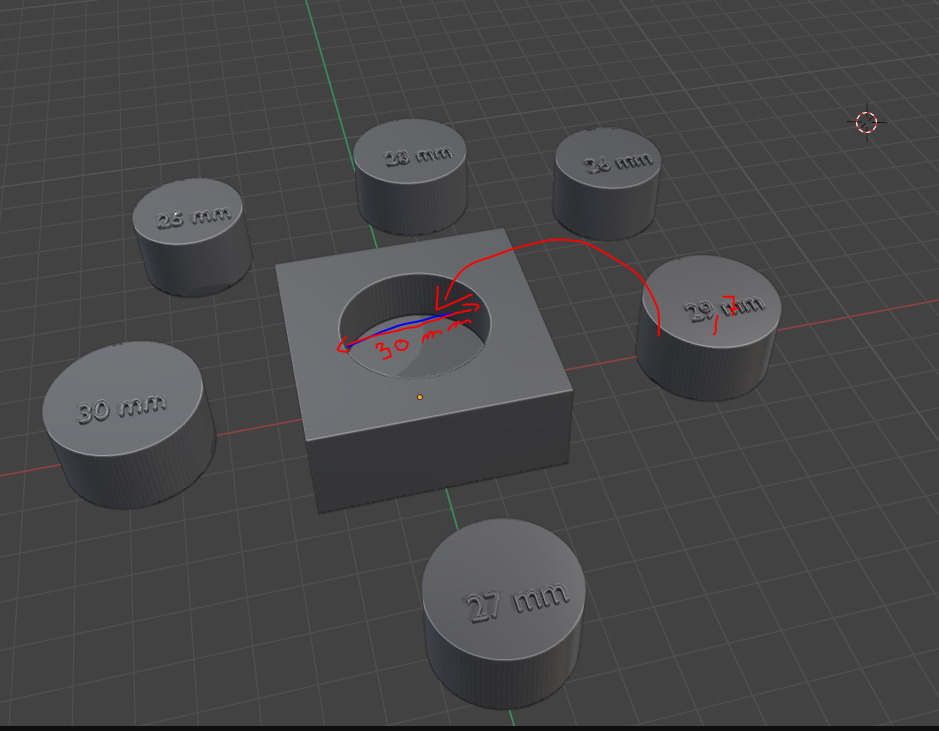
Bonjour, Voici le retour de mes tests réalisés avec Blender et la "précision". Pour pouvoir insérer le cylindre dans le tube soustrait au cube, dont le diamètre est de 30 mm dans Blender, il faut que j'imprime un cylindre d'un diamètre de 29.7 mm, voire 29.6 mm qui est pas mal aussi, mais j'ai un peu plus de jeu (désolé si ce n'est pas clair, l'image ci-jointe illustre mon propos). Il faut donc que je prévois cette différence de 0.3 mm entre les deux éléments que je souhaite emboiter lorsque je modèlise les objets dans Blender. Je remarque également que dans Blender, le diamètre de la pièce qui accueille le cylindre mesure 30 mm, mais une fois imprimé, il mesure entre 29.7 et 29.8 mm. Sur l'ensemble des pièces, j'ai systématiquement une différence allant de 0.3 à 0.5 mm. J'ai utilisé un pied à coulisse. Dans les caractéristiques de l'imprimante, il est indiqué qu'elle a une précision de ± 0.1 mm. Par exemple ici : https://3dadvance.fr/boutique/imprimante-3d/2194-creality-ender-3-v3-se-6971636403623 À la suite de ces tests, je me pose la question suivante : la buse de l'imprimante est de 0.4 mm, avec cette buse par défaut, impossible d'atteindre cette précision de 0.1 mm, n'est-ce pas ? J'imagine que la taille de buse à une influence sur la taille maximale de la résolution, non ? Pensez-vous qu'il est possible d'atteindre cette précision, cette différence de ± 0.1 mm, entre la taille que j'ai dans mon logiciel et la taille à l'impression ? J'ai également remarqué que ma table vibrait un peu lors des impressions, ça doit aussi jouer... En soi, je pense que c'est bon pour ce que je vais faire, mais je me demande s'il y a moyen de faire mieux. Bonne soirée,
 1 point
1 point -
0.8 mm pour deux lignes de 0.4mm ok. Pour moi en mode vase, en dehors du fond, le Z de la buse monte de façon continue sans s'arrêter (en spirale) sans couture, je ne sais pas comment on peut faire une paroi de deux lignes dans cas.1 point
-
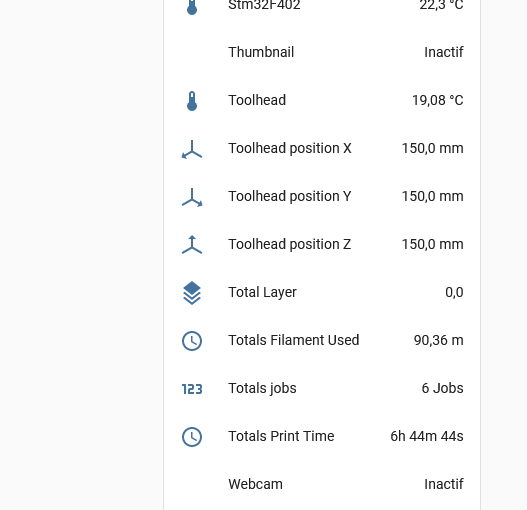
Voila ce que j'ai , concernant la webcam.
 1 point
1 point -
Je n'ai pas le souvenir d'avoir fait quoi que ce soit pour que la Webcam apparaisse dans HA, juste ajouter une carte avec l'entité correspondante . Mon intégration de Moonraker dans HA date déjà. Depuis la gestion de la caméra sur la carte Qidi utilise comme gestionnaire de caméras, Crowsnest. Mais la caméra apparaissait dans Moonraker avant cette modification.1 point
-
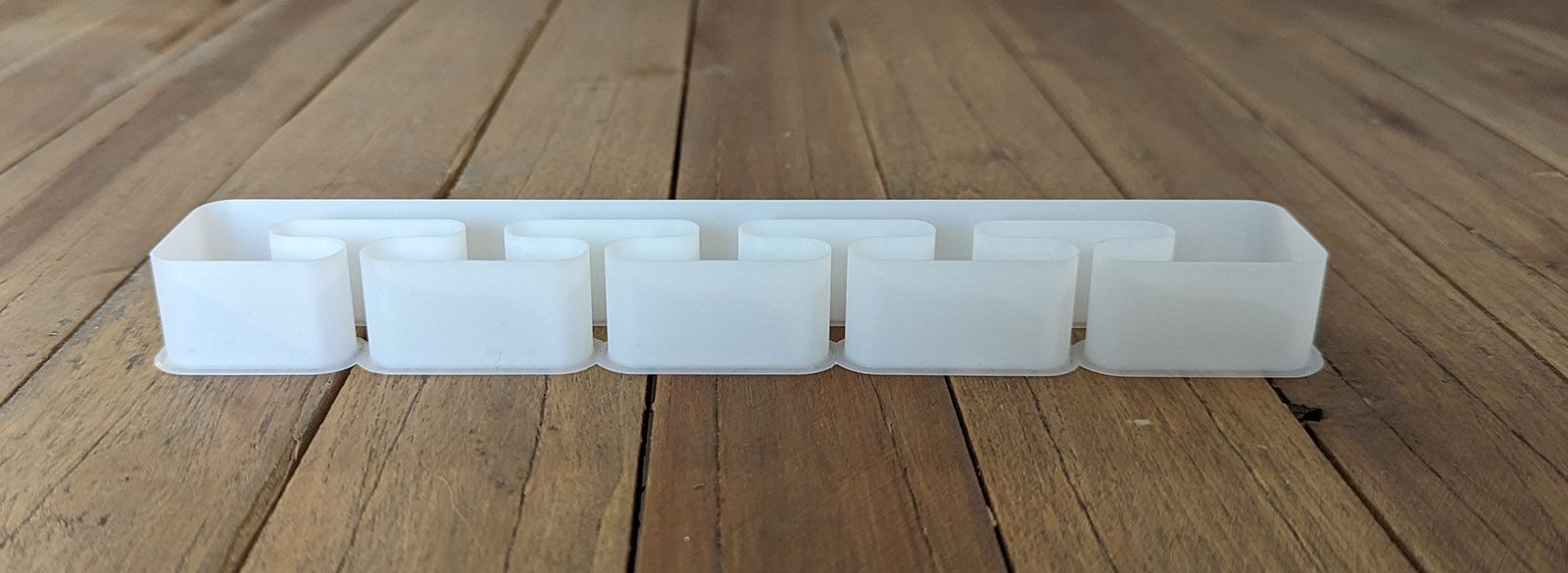
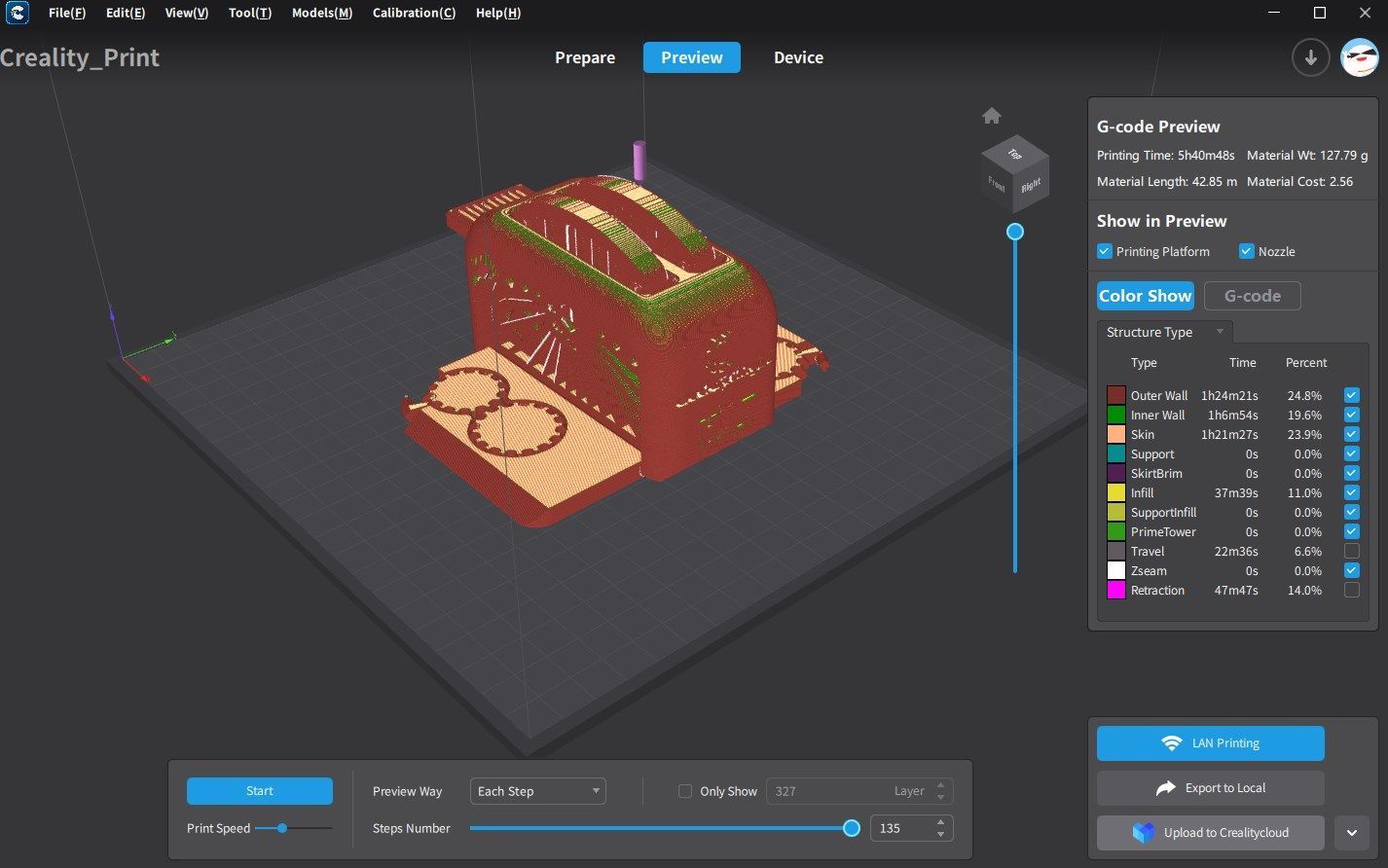
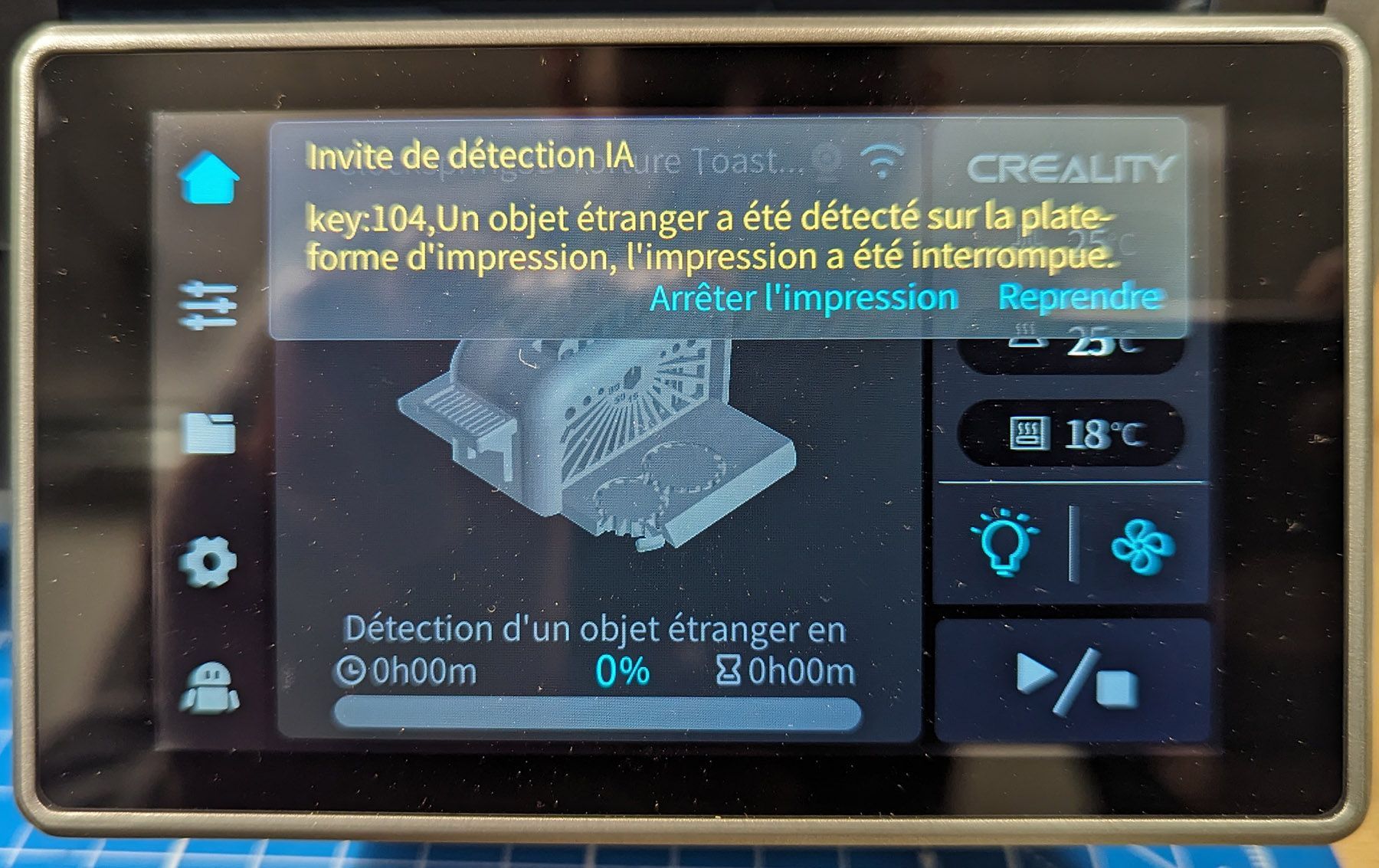
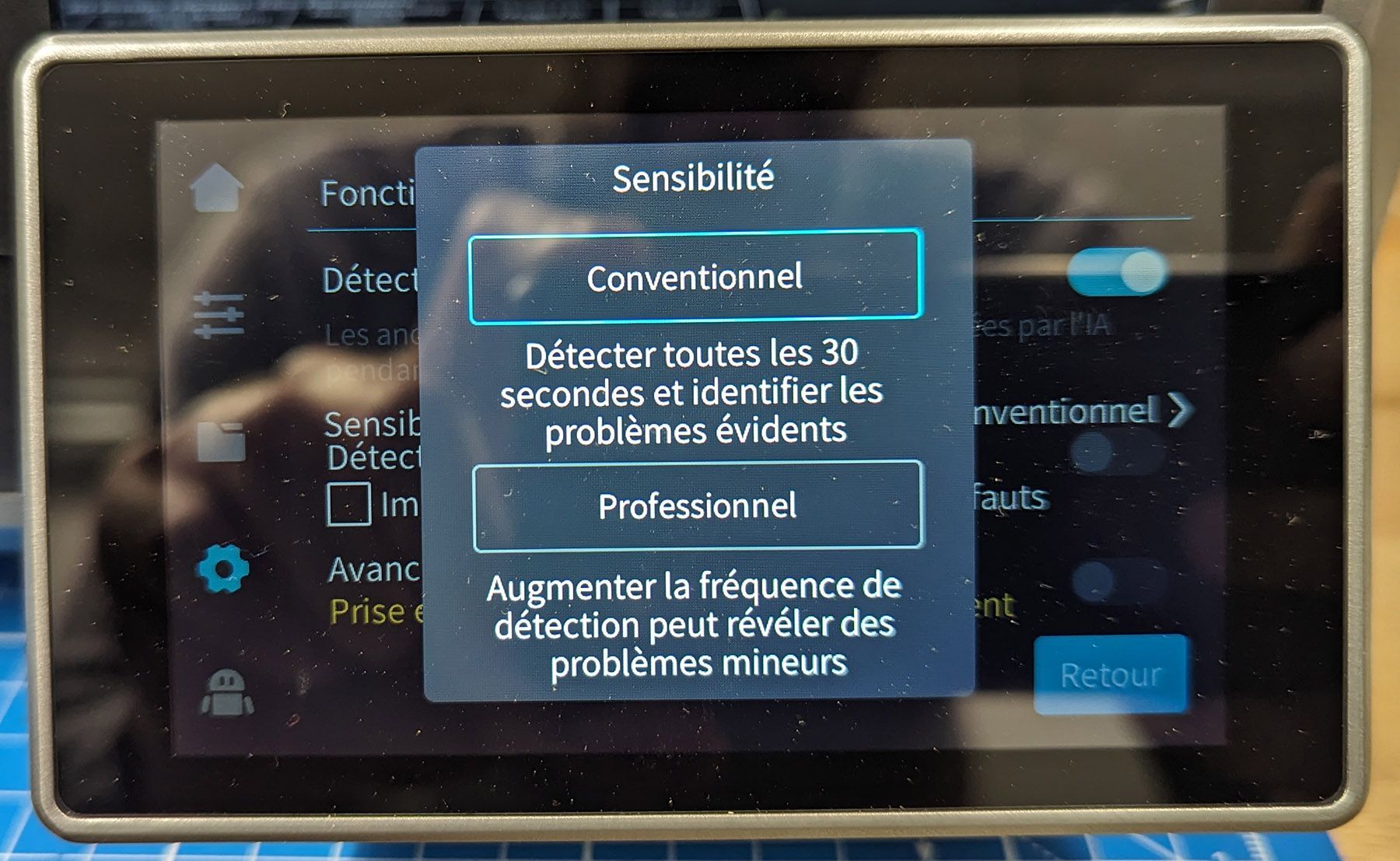
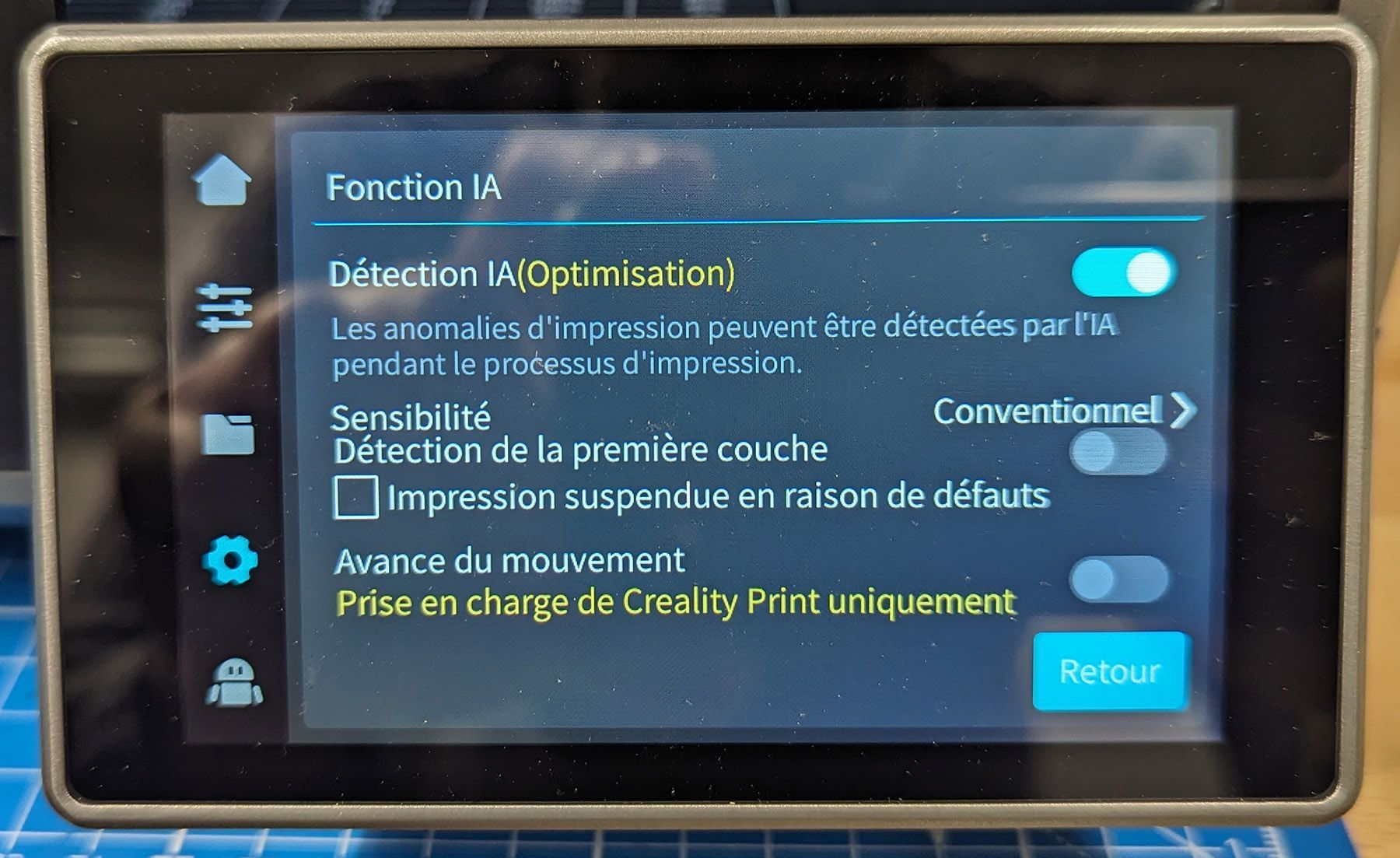
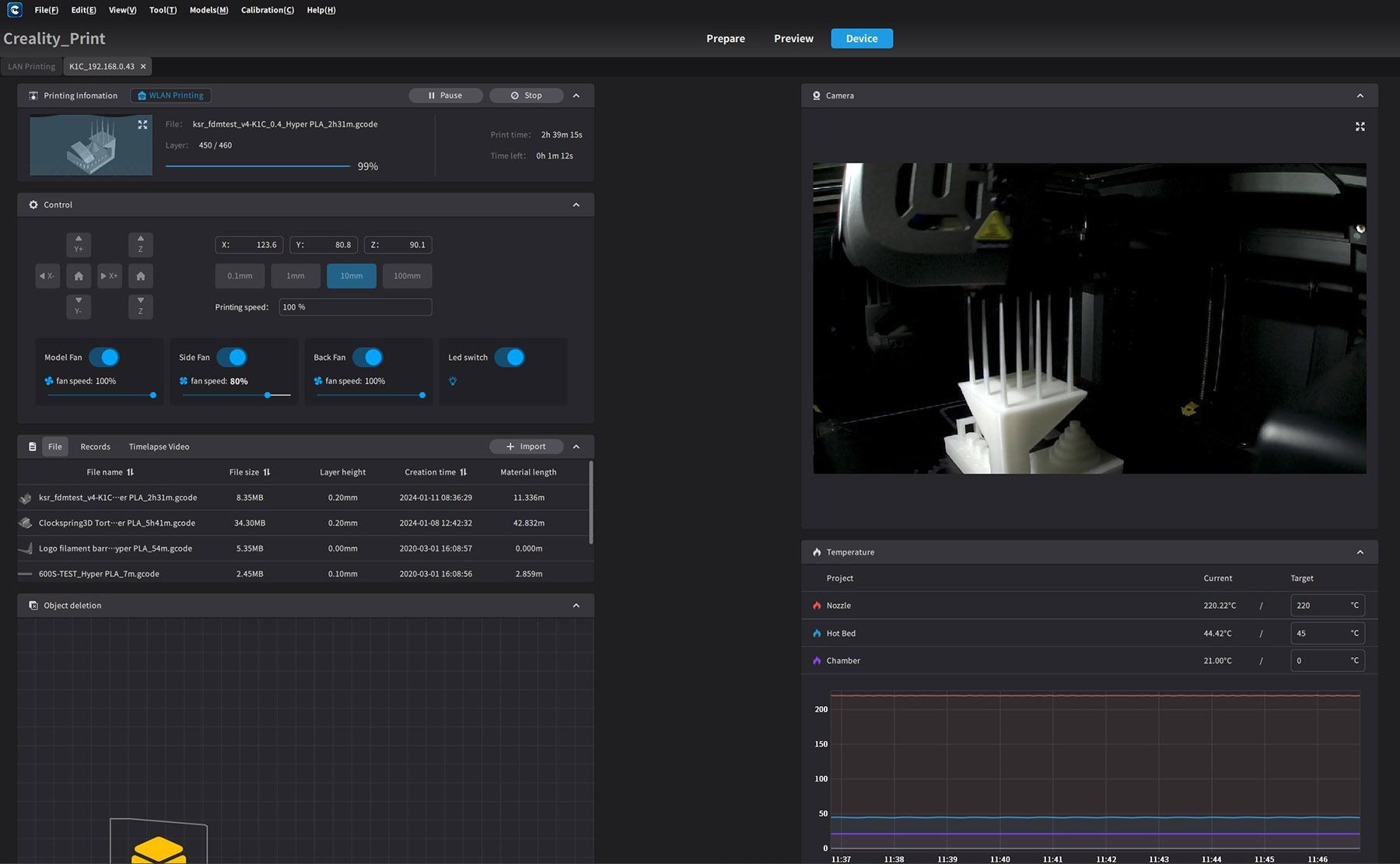
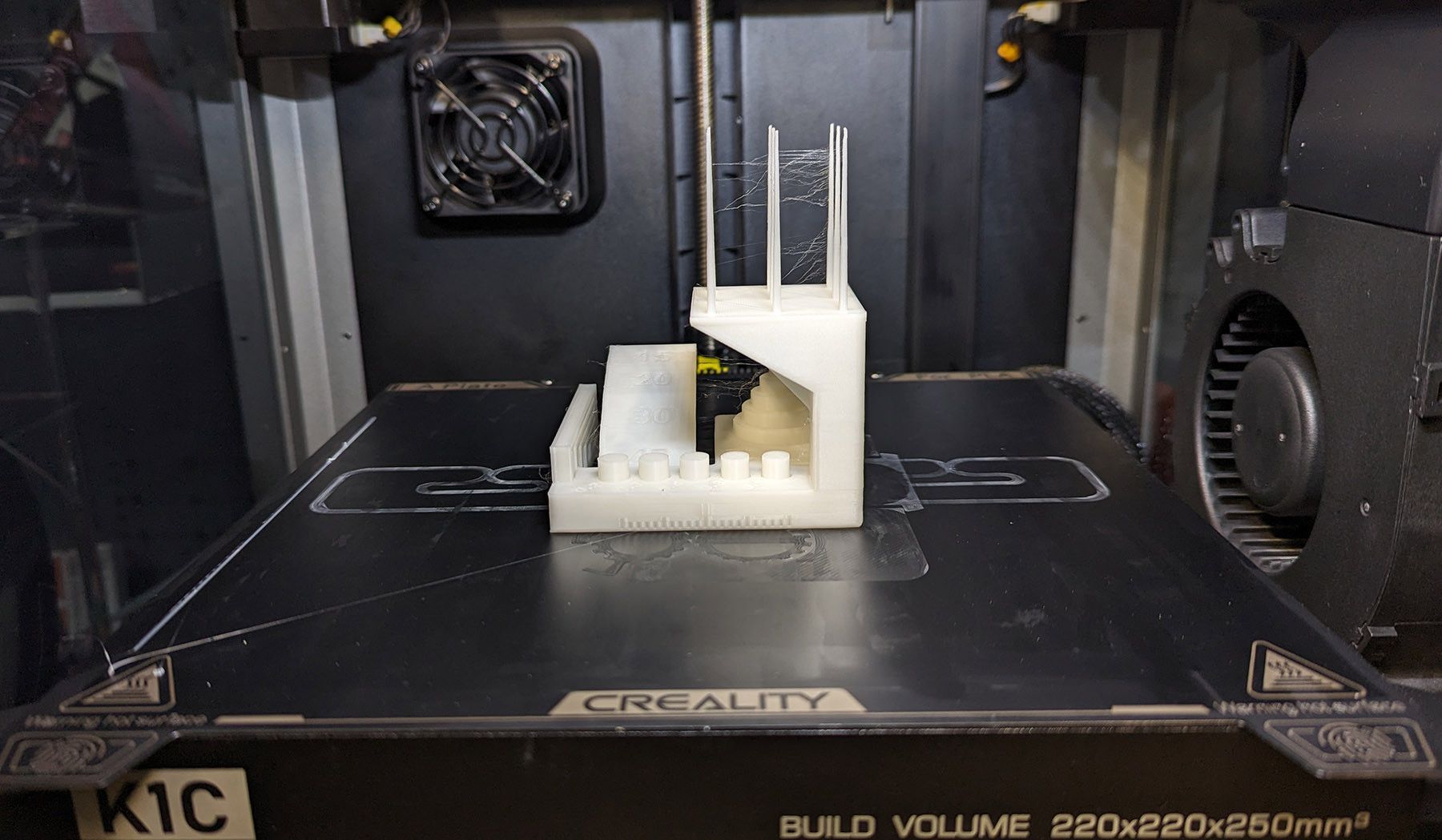
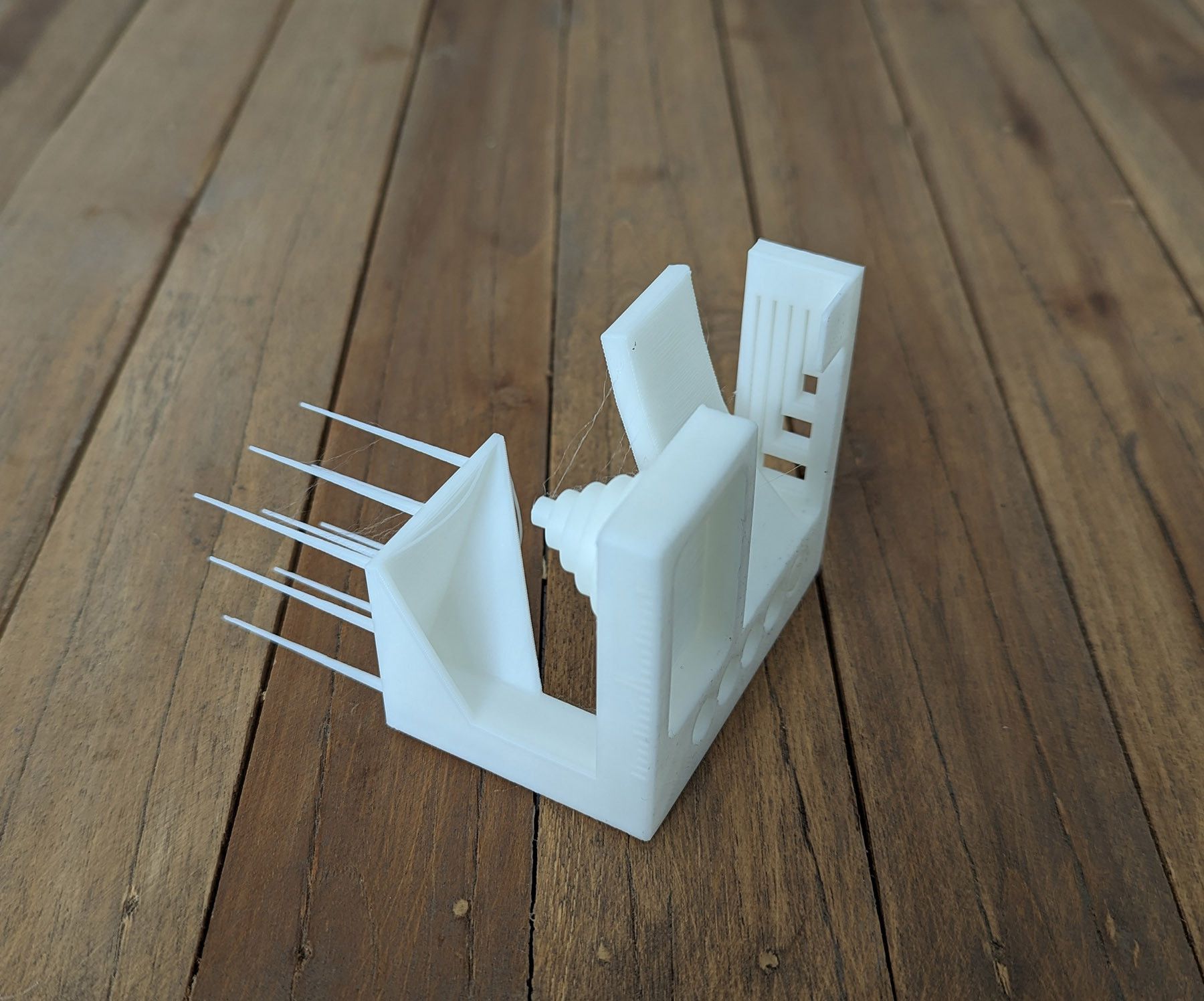
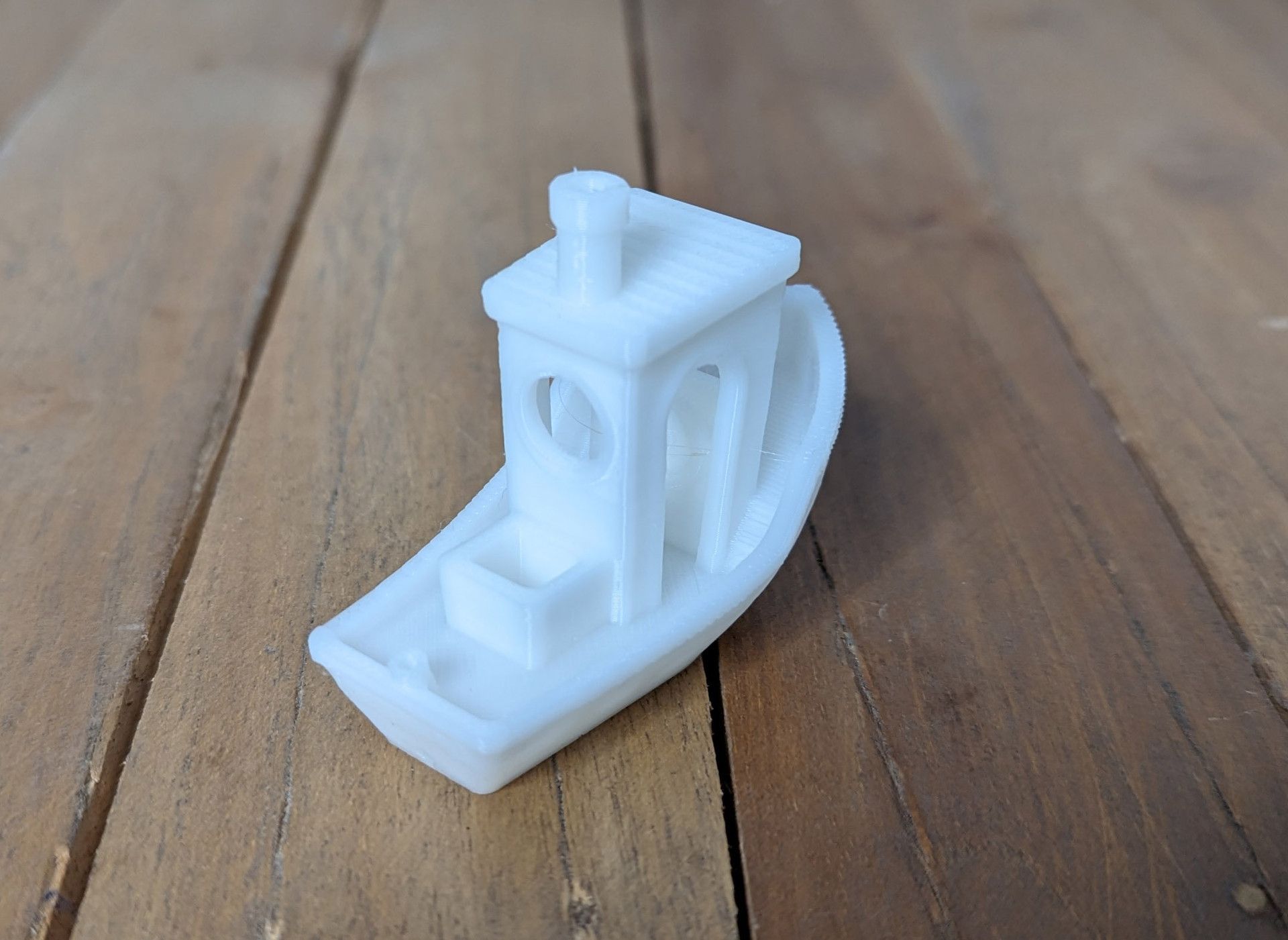
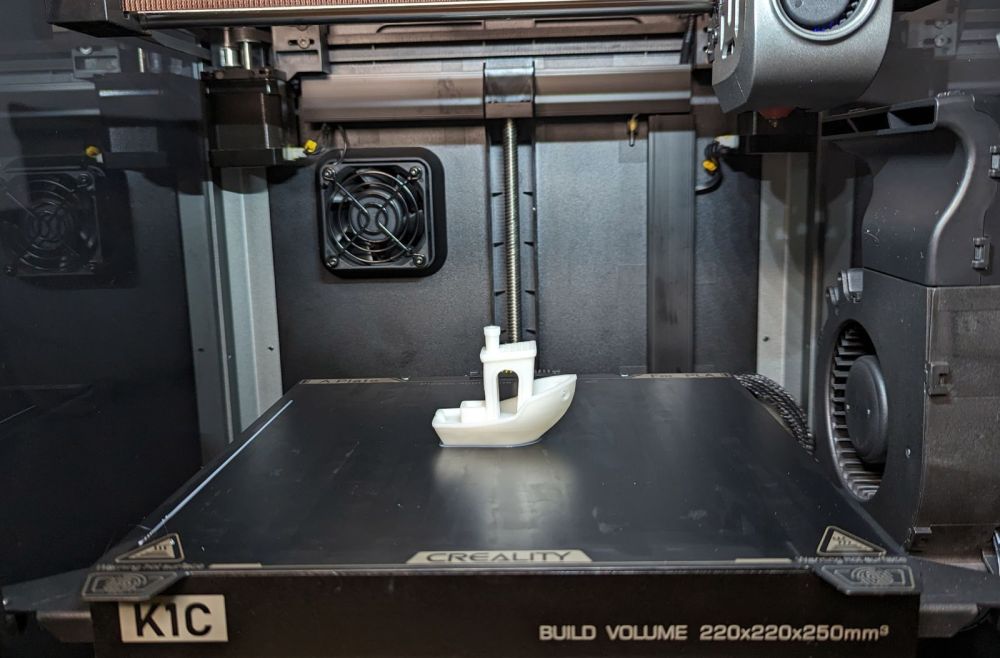
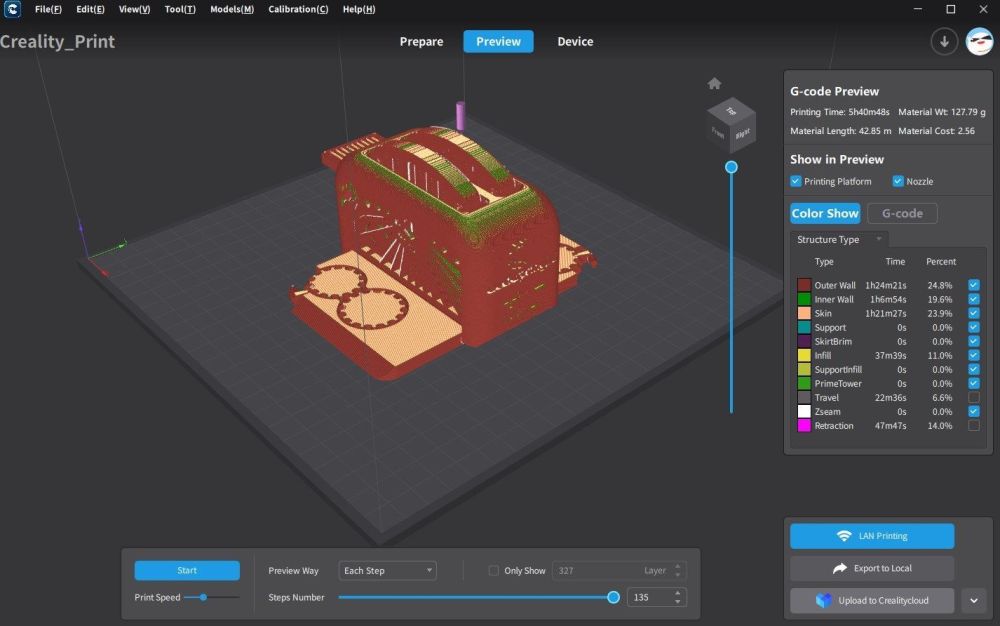
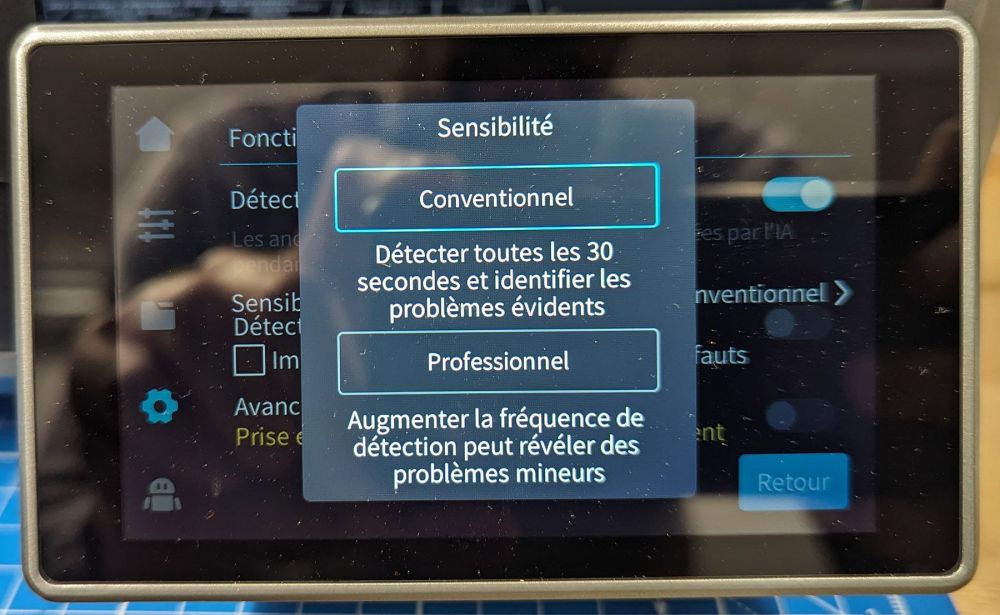
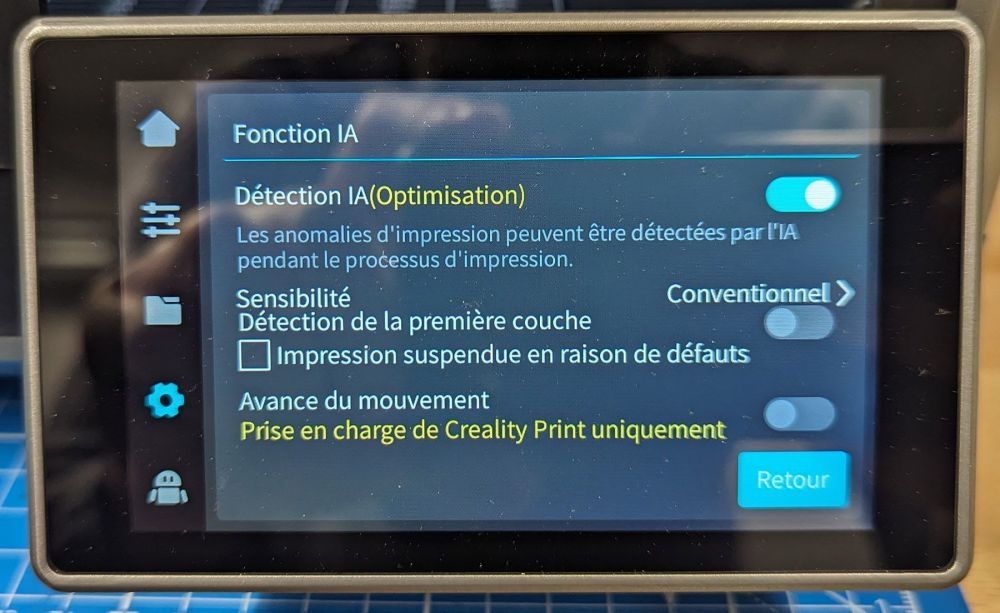
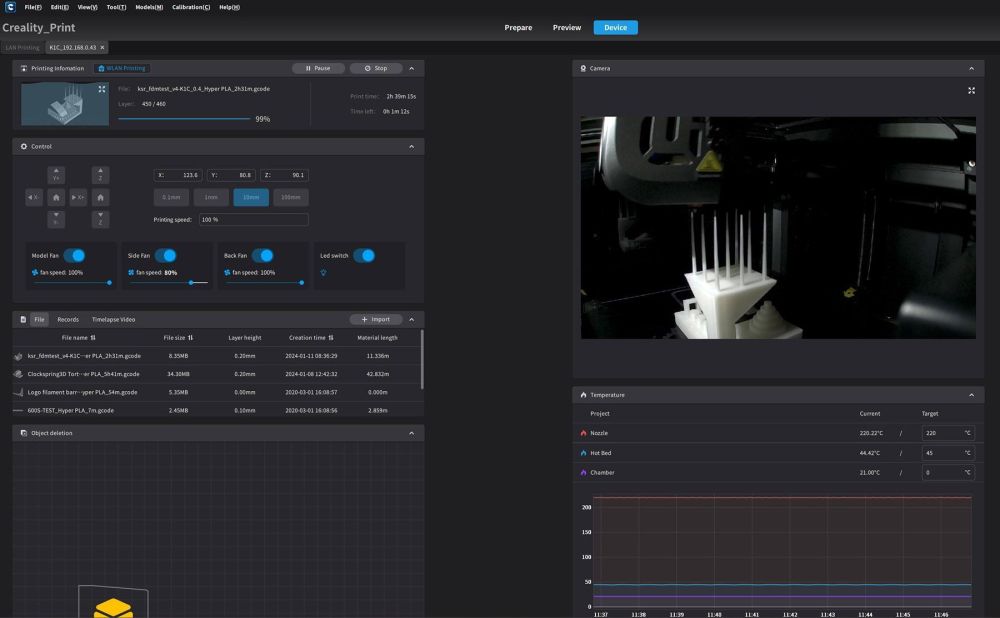
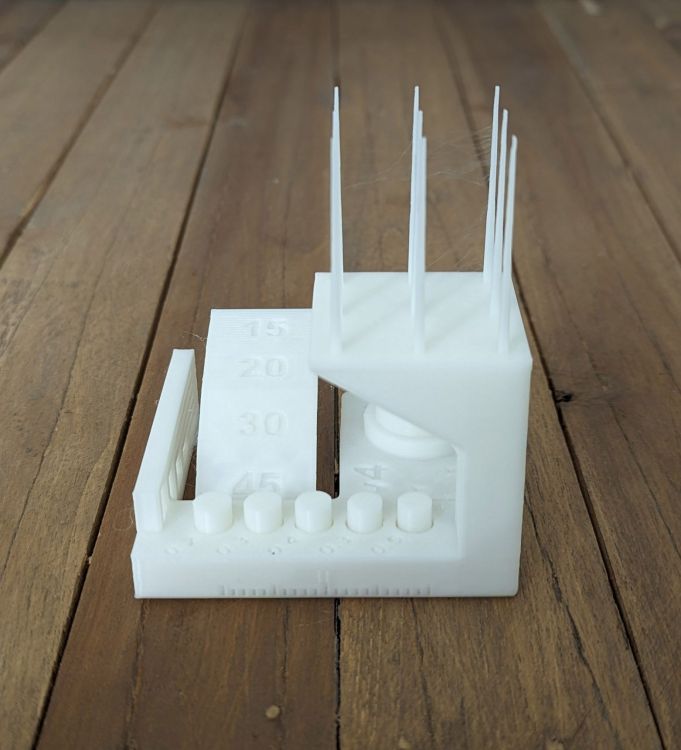
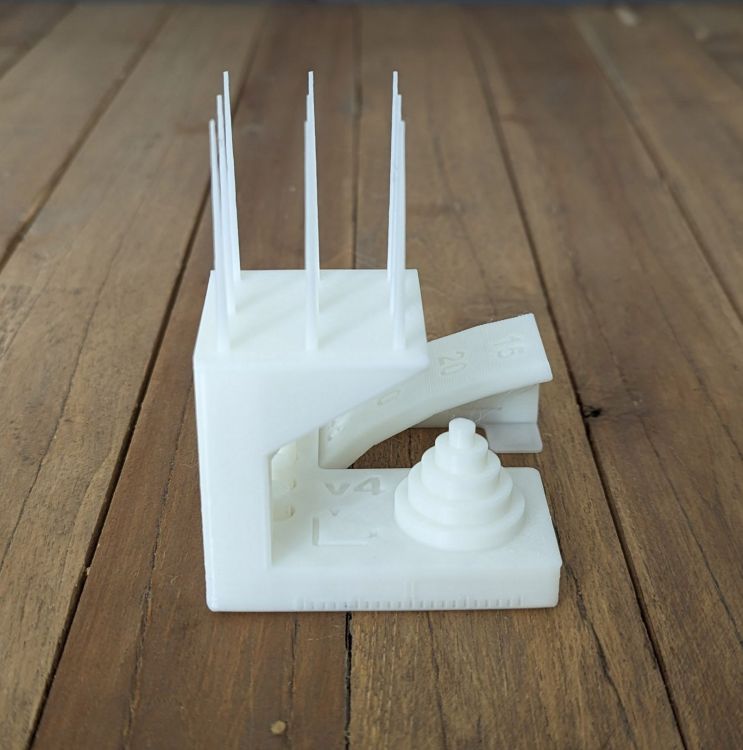
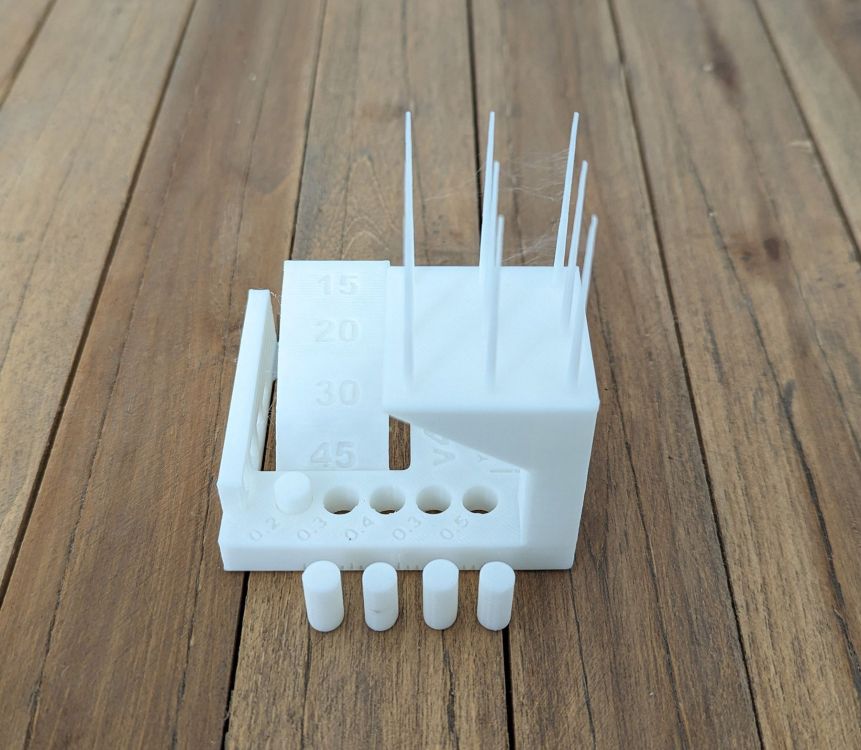
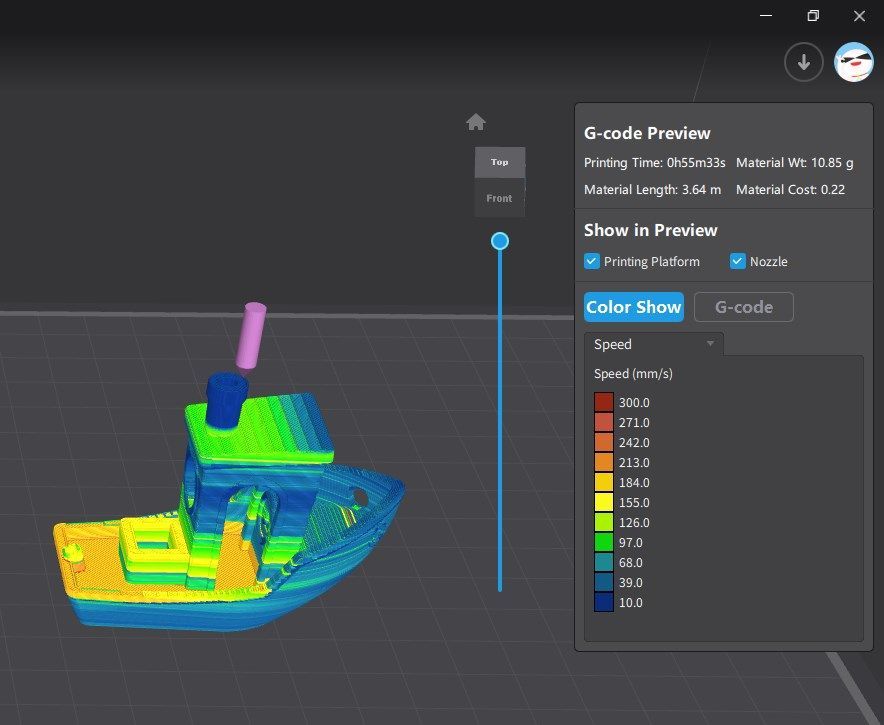
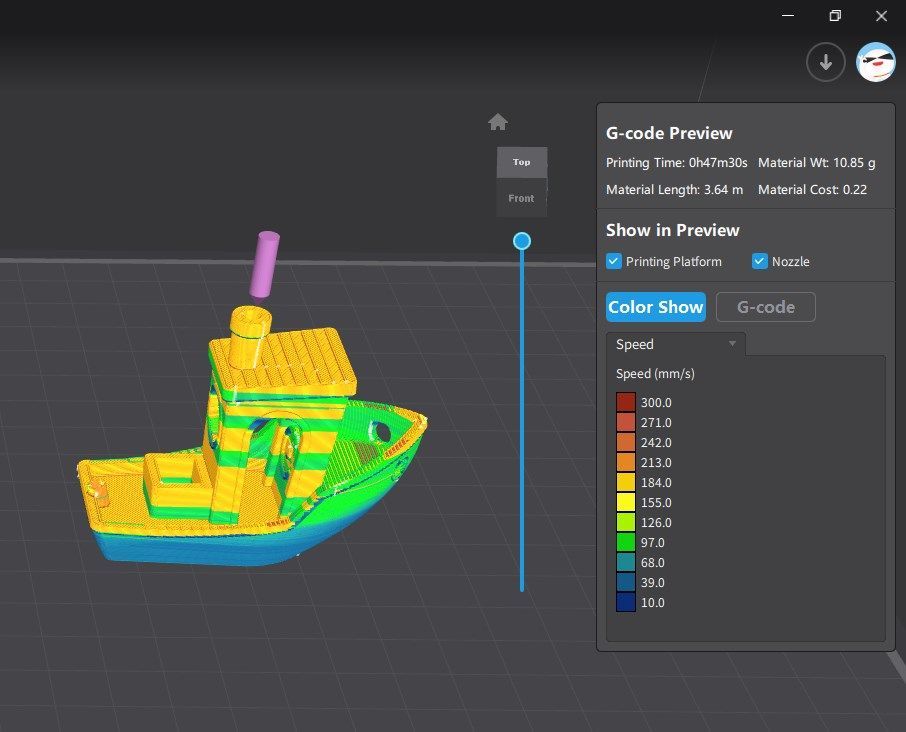
Les impressions en PLA Comme d'habitude, j'ai commencé par imprimer le Benchy de la carte SD en 16 minutes seulement : Pour une si courte durée la qualité est très bonne, il y a que la classique ligne de flottaison qui apparait comme bien souvent : Strictement aucun stringing, des couches quasi invisibles et pas de défaut majeur, tout ça sans calibration du Pressure Advance ou du flow. Toujours sur la carte SD, j'ai fait le "speed demo" en 9 minutes : RAS, la machine va VITE et de façon stable ! J'ai enchaîné avec un The Torture Toaster annoncé en 5h40 avec Creality Print et le profil standard de K1 : 5 heures et 41 minutes plus tard et un faux positif à l'IA au démarrage (la caméra a dû penser que les traces du print précédent était du plastique), le résultat est plutôt bon ! Voici les réglages par défaut de la fonction IA : Et donc le print en question : Le grille pain fermé : Comme d'habitude, le blanc est difficile à photographier mais c'est vraiment propre. Les tartines sortent sans souci : Niveau tolérance 0.5 et 0.4 ont coulissé juste en poussant avec le doigt. 0.3 j'ai dû passer un coup de lame et 0.2 et 0.1 sont scellés : Pour les overhangs c'est bien aussi : Le seul "vrai" défaut de ce print c'est la couture : Mais c'est assez classique avec Klipper... D'ailleurs OrcaSlicer intègre une nouvelle fonctionnalité dans sa dernière version pour estomper cet effet. A noter au passage que tout ça c'est sans calibration du flow et du Pressure Advance. EDIT du 18/01/2024 - Kickstarter Torture Test avec une capture d'écran de l'interface de Creality Print qui montre une tempérautre très stable : Le résultat au bout de 2h40 d'impression : Pas de ringing, une tolérance correcte, très peu de stringing et des pointes parfaites, les overhangs propres aussi, il y a juste les pontages qui ne sont pas tip top. Pour finir l'échantillon de PLA fourni, j'ai tranché un benchy avec les paramètres par défaut : 55 minutes ça commence à faire long par rapport au modèle de la SD donc j'ai désactivé le temps minimum par couche : Le gain de temps n'est pas faramineux mais j'ai pas envie de m'amuser à refaire leur profil ultra speed (Creality Print manque cruellement de travail à ce niveau) : Le résultat est très proche du Benchy en 17 minutes, c'est dommage que Creality ne partage pas ses réglages



















 1 point
1 point -
Salut @nico51 quelques point de réflexion que je te donne vue m'on expérience aussi bien en FDM qu'en résine, je connais bien les pièges et l'usage des différentes techniques d'impression 3D. L'impression Résine c'est qui permet d'avoir les détails les plus fin surtout quand on parle d'imprimantes 4K, 8K et plus (mais pour 100€ tu oublie) si tu imprime de la figurine et des objet demandant de petit détails c'est ce qu'il y a de mieux. L'impression en elle même ne demande pas grand chose de ta part (juste a configuration du Z=0 au déballage), mais cela demande un nettoyage et une vérification régulière de l'état de ton FEP qui si il ce déchire peu conduire a la destruction de l'écran voir plus parfois (sur un machine résine a 100€ l'écran risque de te couté malgré tous 60€ mini a changer), cela demande plus d'attention et de connaissance et test pour trouver le bon ajustement des paramètres de tranchage et aussi du positionnement adéquate de la pièce sur le plateau et des supports (je fais de l'impression 3D depuis 4 ans et depuis 1an et demi de la résine, cette dernière ma demander quelques semaine de lecture et visionnage de tutoriel pour bien comprendre comment bien gérer l'impression résine). comme la dit @Ironblue il ne faut pas oublier le post traitement, la résine demande une phase de nettoyage a l'aclool ipa ou bio éthanol par exemple (ipa c'est 6€ du litre mini) et une phase de curing qui demande une exposition UV (dont la longueur d'onde est de 405nm pour la résine d'impression donc faut prendre un lampe adéquat si tu doit bricoler une système), l'usage d'une station wash & cure reste plus que conseiller pour facilité le post traitement et oui tu en a pour 100€ d'un 2 in 1 type W&C Anycubic. (la résine standard la moins chers dans les 25€/L et c'est très cassant comme matière, de la Abs-Like plus résistante te coutera plus dans les 30€/L) L'impression filament ne demandera pas de poste traitement obligatoire derrière mais c'est moins précis comme système pour les petite pièce très détaillé. Cela demande par contre un controle régulier, ajusté ce qui doit l'être, mais cela coute moins chers en réalité car tu peux trouver des machines d'occasion a 100€ fonctionnel, et dans les 180€ tu as par exemple la Ender 3 V3 SE que tu peux avoir neuve et qui est intéressante comme première machine et faire ces premières armes, les machines FDM récente sont quand même plus simple a l'utilisation en partie lié a l'utilisation générale de système de nivellement automatique et tu bénéficie d'une surface de 220x220. Le tranchage est souvent plus simple a appréhender pour de l'impression de base, il y a un peu moins de fragilité (pas de risque d'endommager le LCD comme sur une imprimante résine), l'autre avantage est que le filament tu en trouve entre 15 et 20€ de bonne qualité (15€ en promo). Donc côté cout même si a 100€ tu trouve une imprimante Résine 2K comme la Alkaid en réalité si tu ajoute ce qu'il faut pour tu poste traitement tu es de base a 200€ mini tu ajoute les gants, les spatules, le sopalin, l'alcool, un masque de protection (la résine emet bien plus de particule et c'est pas bon), et le cout supérieur de la résine, cela devient bien plus chers qu'un imprimante Filament.1 point
-
J’ai fais une vidéo pour montrer du coup le problème survient aussi quand j’appuie sur le endstop grosse chute de la température0 points
-
Autant c'est dommage de ne plus pouvoir rooter, autant ils laissent une porte ouverte d'une certaine manière ... mais au final, on a tous acheté une imprimante fermée en parfaite connaissance de cause ... sauf a arriver à prouver qu'ils ont détourné du code source libre, rien ne les oblige a ouvrir leur firmware et nous n'avons pas notre mot à dire la dessus. Cette nuit j'ai eu ma première panne en 1400h d'impressions ... le 1er feeder de mon AMS donnait quelques signes inquiétants ces derniers jours avec des difficultés à la rétraction sur les changements de couleurs et je comptais regarder ça ce week-end ... il n'aura pas tenu jusque la, plus de 9h d'une impression qui aura échouée sur les toutes dernières couches. L'imprimante n'a rien détecté, pas plus que l'AMS ... le témoin du feeder est toujours blanc mais plus de mouvements et aucun bruit, et l'imprimante ne se rends pas compte qu'aucun filament ne circule.
 0 points
0 points