Classement




Contenu populaire
Contenu avec la plus haute réputation dans 03/04/2020 Dans tous les contenus
-
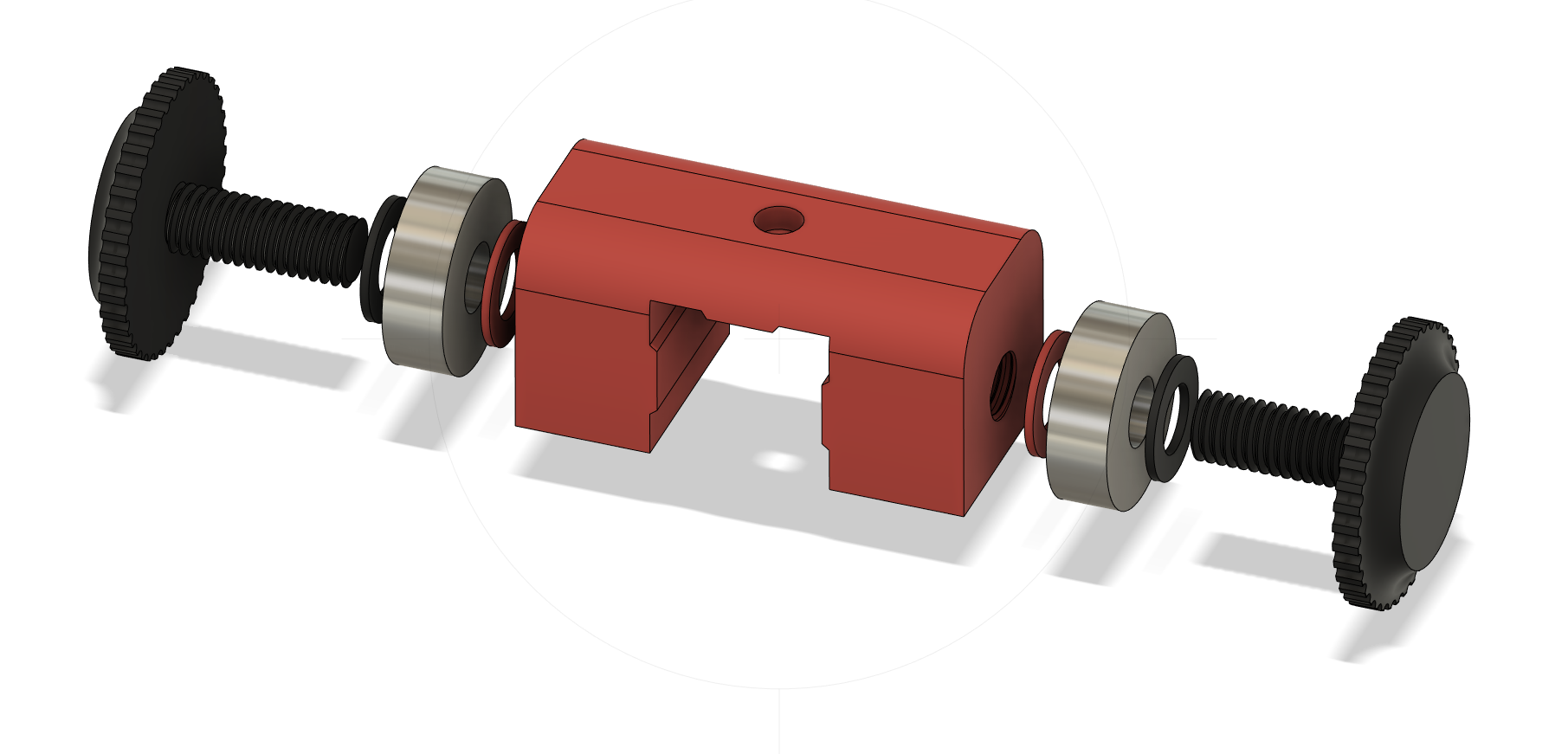
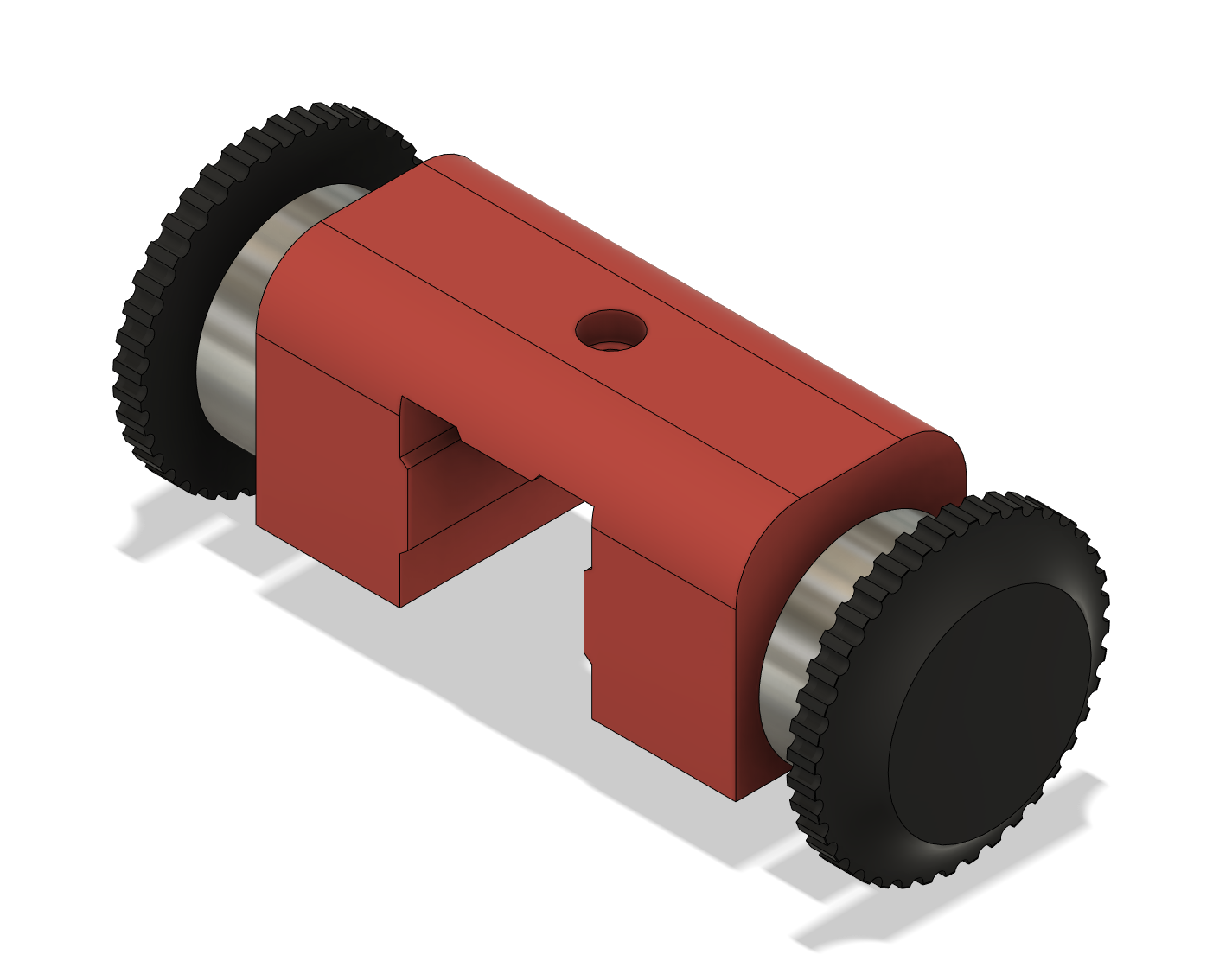
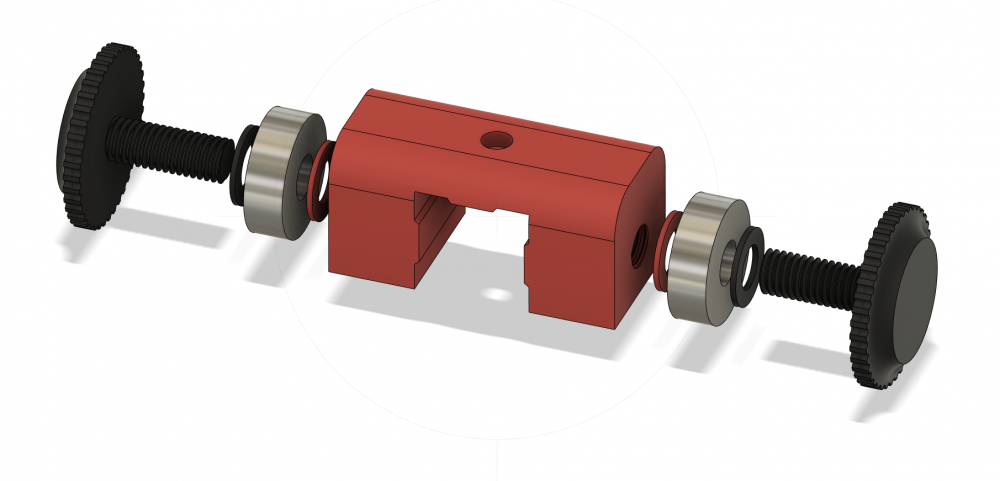
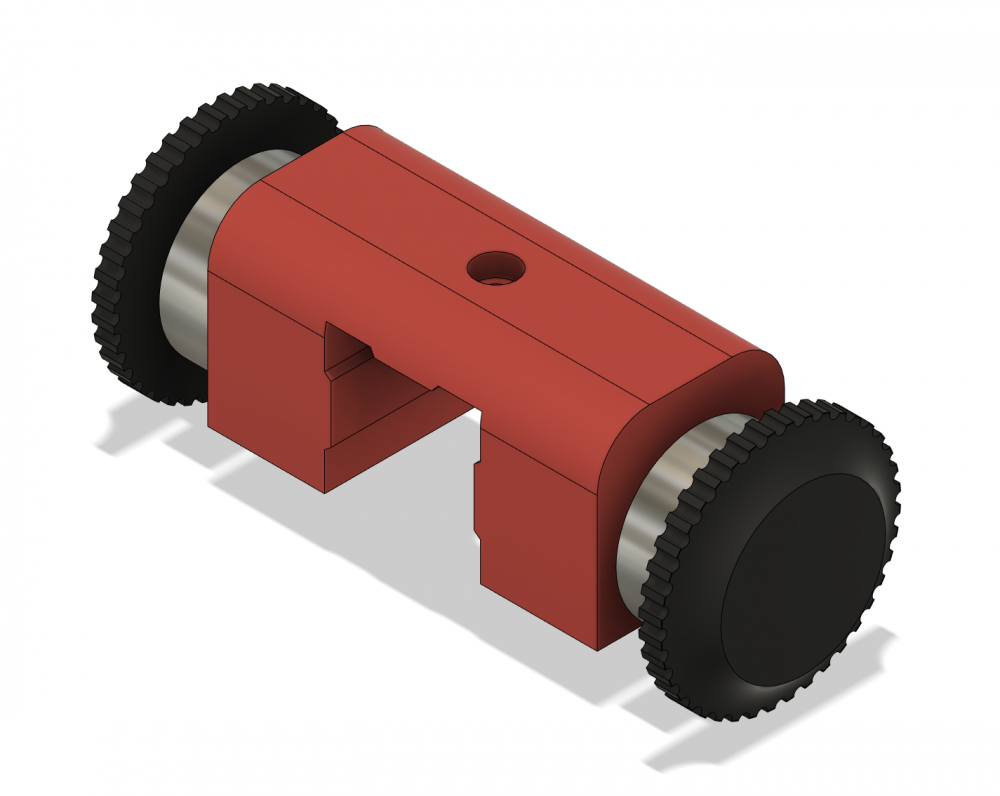
Bonjour à tou(te)s, Je voulais depuis quelques temps libérer un peu mon bureau et placer ma bobine de filament sur le dessus de l'imprimante (une U20). Ne trouvant pas vraiment mon bonheur, et aussi aimant faire les choses par moi mème, je me suis lancé dans un système maison. Et voila ce que ça donne une fois installé (petit coup de pub au passage , très bon filament ) : Je suis très satisfait du résultat, ça fonctionne plutôt bien. C'est adapté à toute les bobines que j'ai en stocks, mais ça reste réglable en largeur par le biais des pas de vis et des entretoises imprimables. Je vais par contre apporté des modifications pour sécuriser en cas de nœuds dans la bobine. Comme toujours, si ça intéresse quelqu'un, voila mes modèles : (v1) : Support.stl Vis.stl Entretoise.stl Guide.stl

 4 points
4 points -
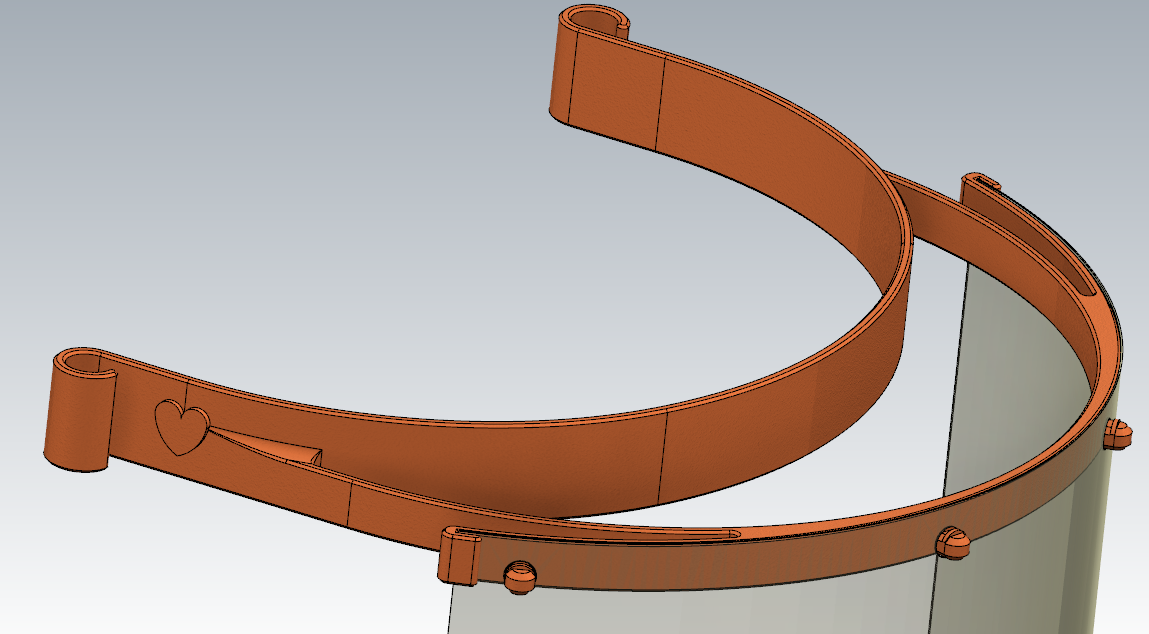
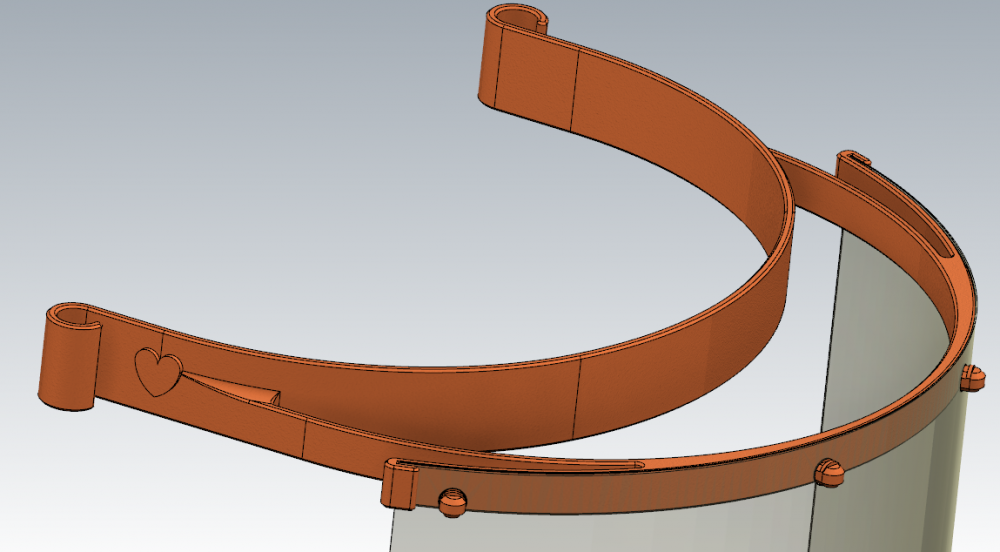
Je fais sur demande des visières aussi à partir d'un remix maison du prusa qui s'imprime en 1h et quelques sur ma cr10s avec l'électronique d'origine à 100mms .je préfère les faire par 1 où 2 surtout qu'il n'est plus superposable J'en ai fait 5 cet après-midi pour des manipulatrices radio. Elles vont sûrement en demander d'autres. Je préfère les faire "sur demande " car n'ayant pas facedebouc je le fais localement Edit voici à quoi ça ressemble :
 2 points
2 points -
Le test est parti comme j'avais une bobine de noir et de blanc voici le premier test en dual couleur. Pour l'impression température des deux extrudeurs 214° bed 50° vitesse 65 mm/s rétraction 3 mm vitesse 45mm/s rétraction entre les couches et le switch entre les changements d'extrudeurs. Refroidissement des extrudeurs à 205° préchauffage 10 secondes avant le changement de l'extrudeur. Adhérence bordure de 4 mm écran de protection anti-gouttes. Pas de tour ou bassin de purge Ci-joint la photo du démarrage de la pièce le cosmonaute. Constat pas de goutte ou fil à l'extérieur ou à l'intérieur, le Bed est propre pas de déchets. Le contraste des couleur est remarquable pas de mixage possible ou mélange des couleurs. Satisfaction totale en terme de qualité rien à dire. Conclusion test validé au démarrage pas de perte de filament avec la tour de purge, l'impression est véloce avec le changement des extrudeurs. ci-joint la photo début de l'impression. a+
 2 points
2 points -
Topic Officiel du portage Marlin 2-x pour Alfawise U20, U20+ et U30 AVERTISSEMENT : Ce Topic est dédié aux aspects techniques du portage de Marlin sur les AlfaWise, développement, bugs spécifiques. Il ne s'agit en aucun cas d'un topic ou tuto sur comment flasher Marlin ou Marlin et sa configuration générale. >> Pour tout ce qui est optimisation, ajouts de périphériques et configurations diverses c'est ici << >> Pour le tuto comment flasher Marlin sur les Alfawise, c'est ici << Developpement in progress : Des problèmes de décalages sur l'axe Y (sauts de pas) ont été rencontrés sur un grand nombre d'utilisateurs Marlin. Des investigations intensives sont en cours. M500 (sauvegarde de paramètres dans l'EEPROM/Carte SD) : En cours SD card reader ==> OK (13/04/2019) Touch Screen ==> OK (13/04/2019) Retour arrière vers firmware d'origine ==> OK. Procédure à écrire. Tuto à update USB port ==> OK ! (14/04/2019) USB port Full speed ==> OK ! (250K) (14/04/2019) BL-Touch ==> Config et schéma OK. Attente et tests prévu le 25/04/2019 Flash via carte SD ==> OK ! (20/04/2019) (v7, update du 29/04/2019). =================================================================================================================================================================== ##### Remerciements ##### Aux tauliers du forum et du site, A @Hobi et @Epsylon3 @jmz52 pour leur remarquable travail de Recherche & Développement, A tous les bêta-testeurs @Crzay, @Oniric, @Sylvain37, @wipeout85800, @BarthDVS, @beber75 désolé si j'en oublie... Cliquez sur le petit bouton merci, ça fera du bien à tous les participants ! ########################################### >> ======================================================================================================================= Archive/Genèse du projet 1 : Archive/Genèse du projet 2:
 1 point
1 point -
Bonjour, Voici le firmware traduit en français et réadaptation de la partie nivellement pour les imprimantes ALFAWISE U30 PRO et LONGER LK4 PRO Lien - Dossier Google drive Pour la partie nivellement je ne l'ai pas testé mais les fonctions mises au centre, Haut/bas et sélection des distances fonctionnent Pour installer le firmware : 1 - Une carte micro SD en Fat32 2 - Télécharger l'un des fichiers RAR "DWIN_SET - LONGER - LK4 - PRO.rar" ou "DWIN_SET - Alfawise.rar", la seule différence c'est le Logo au démarrage. 3 - Décompresser l'archive sur votre carte micro SD 4 - Renommer le répertoire en "DWIN_SET" 5 - Insérer la carte dans le lecteur de l’écran et allumer l'imprimante, l’écran va devenir bleu et écriture blanche 6 - Attendre la fin du transfert, éteindre l'imprimante, sortir la carte puis rallumer l'imprimante Normalement c'est en français Voir PDF pour la mis à jour. Exemple d'affichage Menu Home et Menu Tune en PJ Update UI interface tutorial.pdf 002_menu_tune.bmp 001_menu_home.bmp 003_menu_move.bmp 004_menu_utilities.bmp 005_menu_print.bmp 110_menu_utilities_leveling_measure_pressed.bmp EDIT Modération : Veuillez poser vos question dans le sujet ci dessous1 point
-
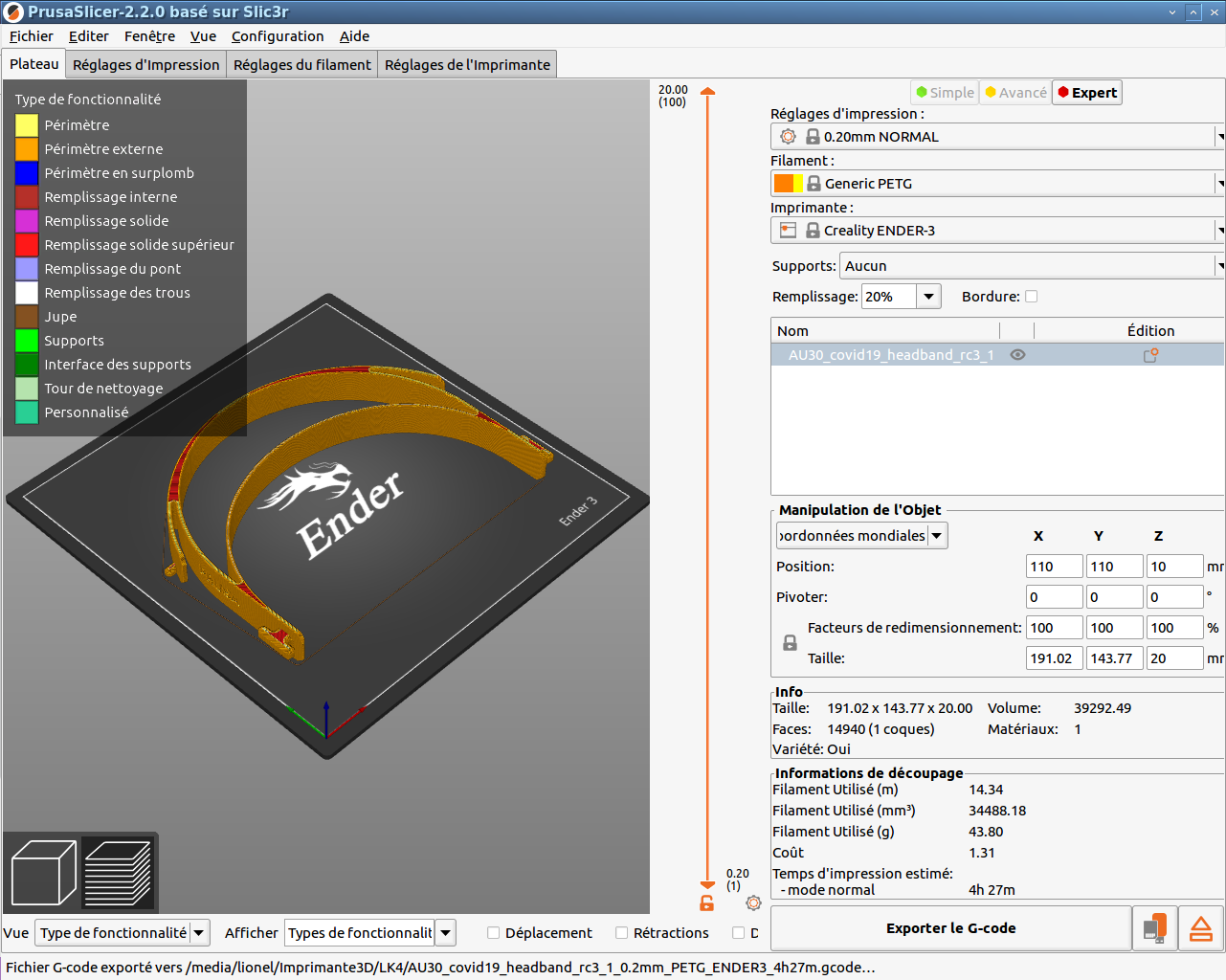
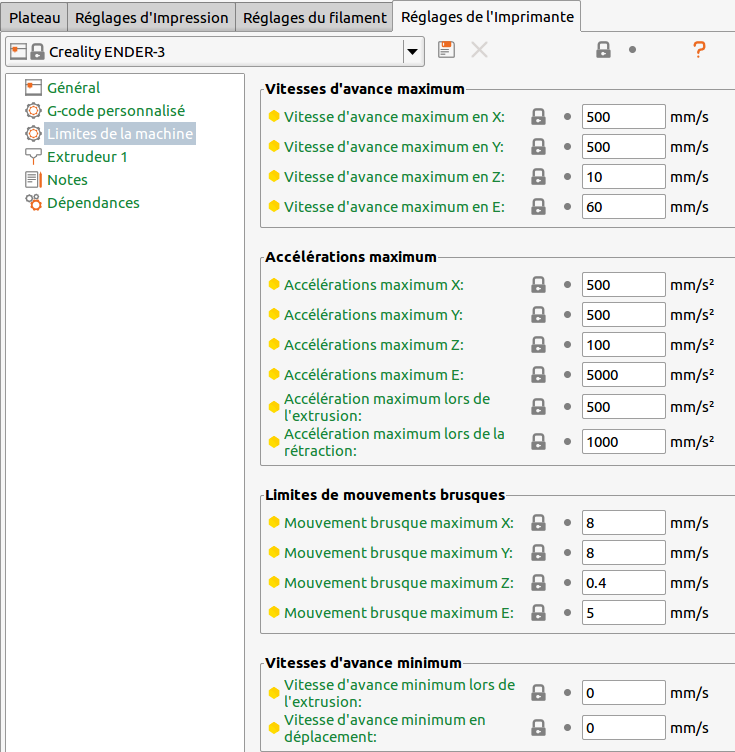
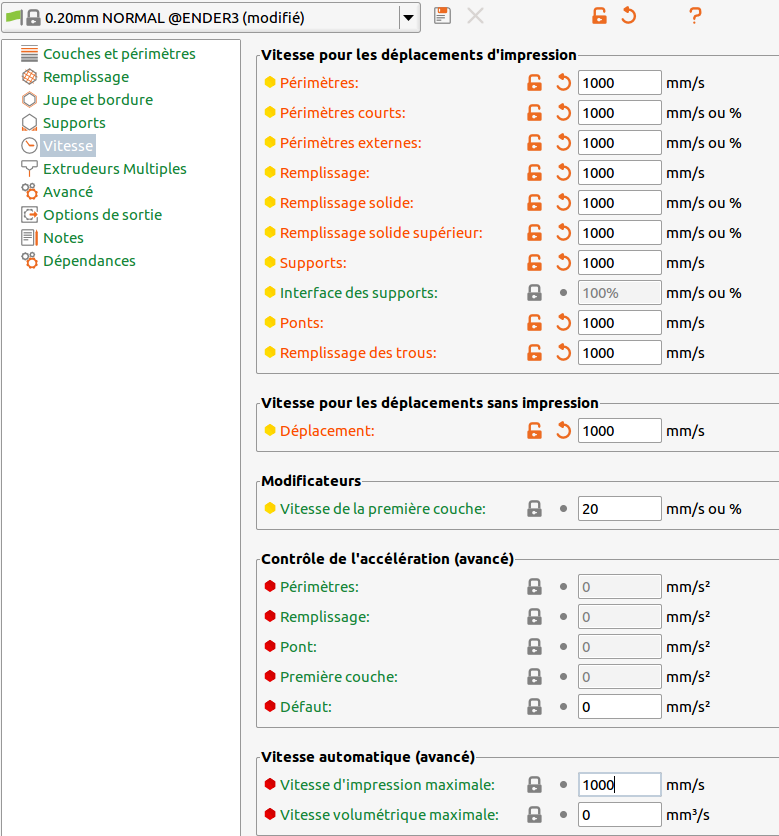
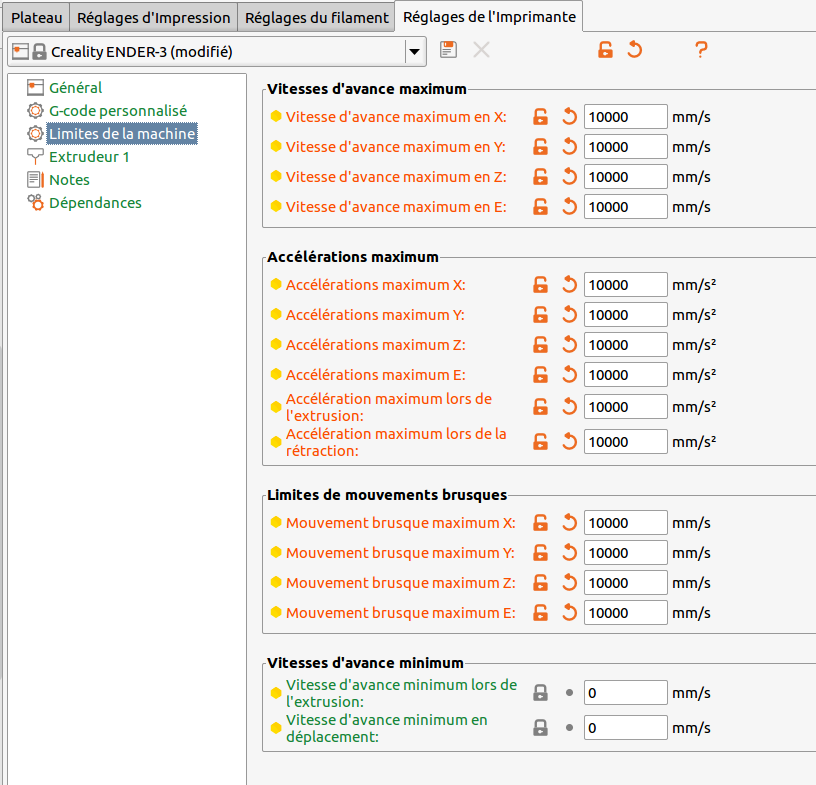
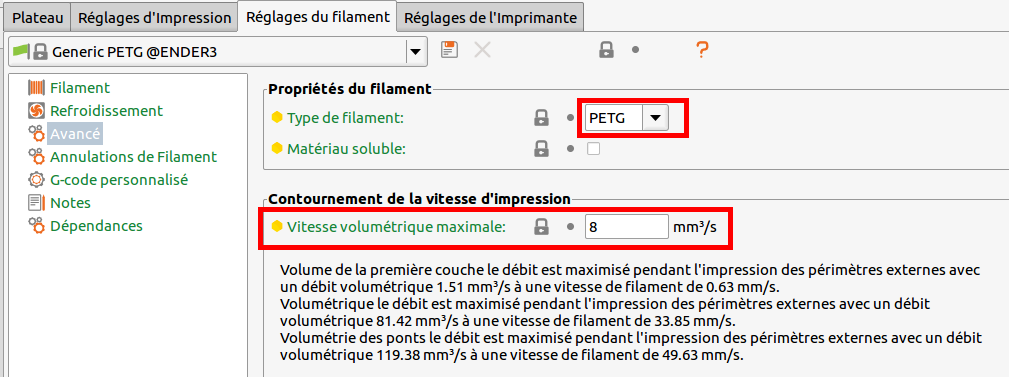
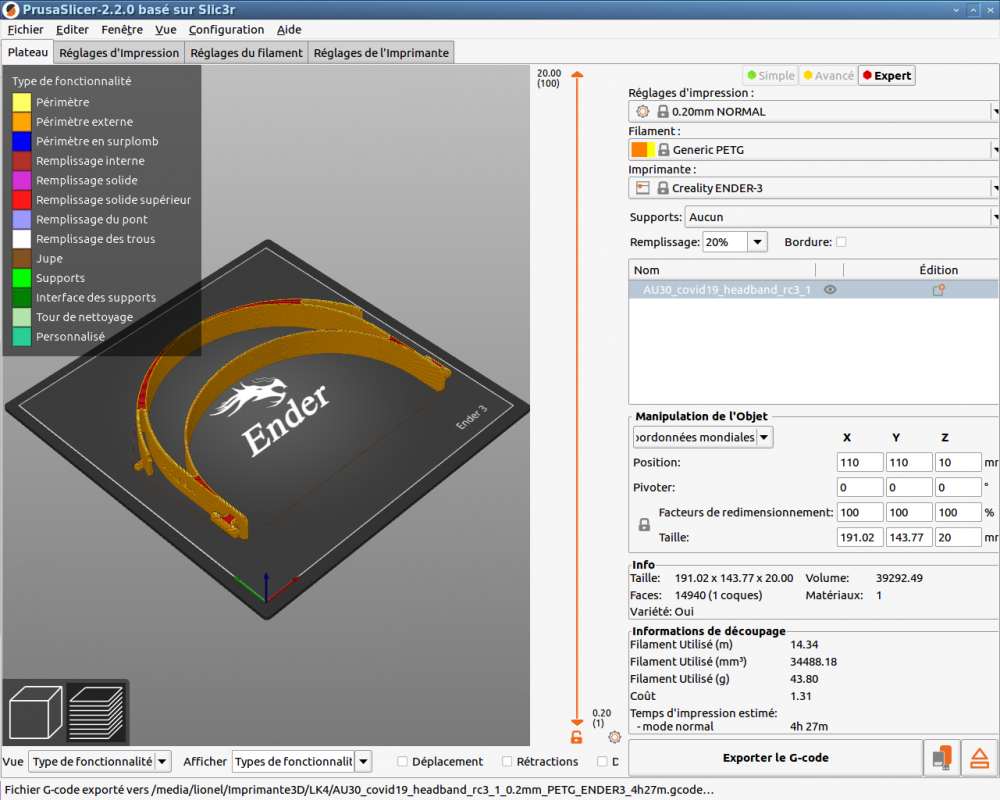
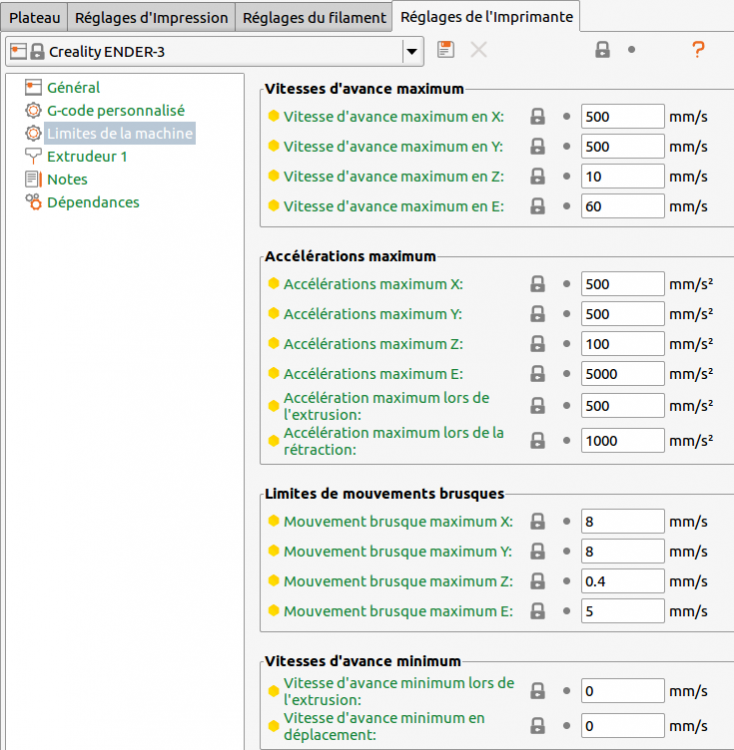
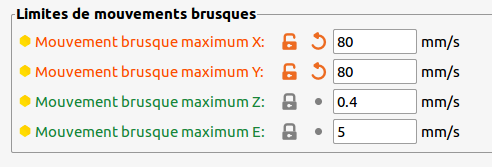
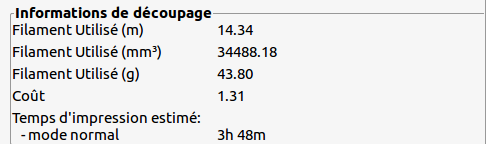
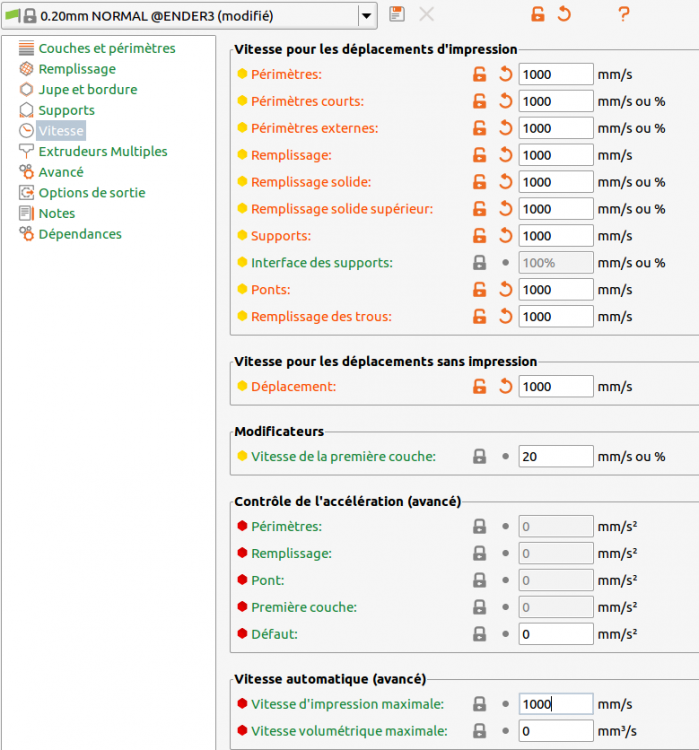
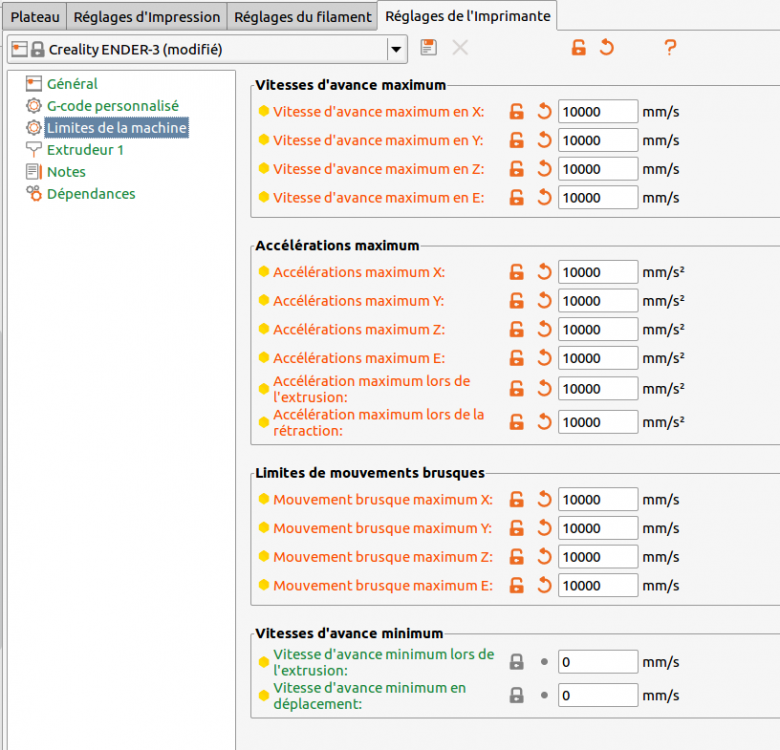
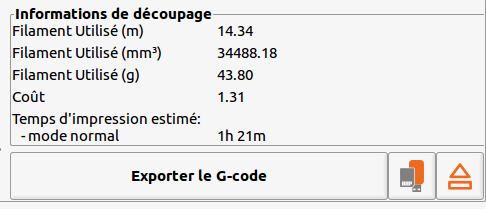
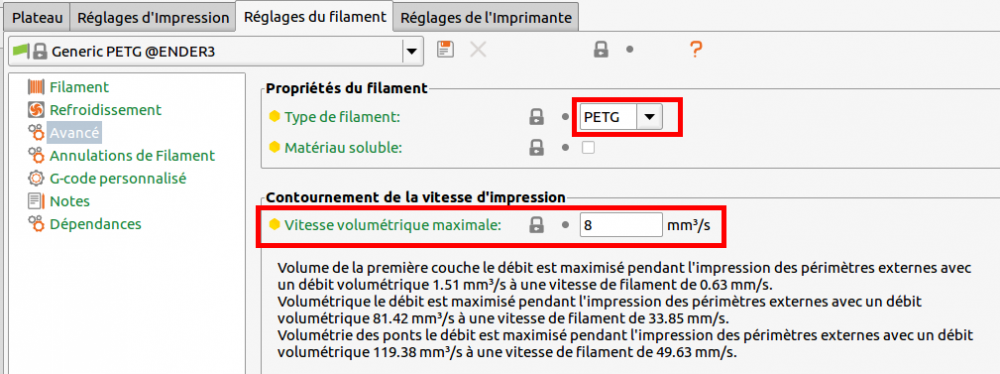
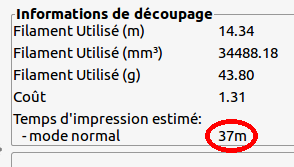
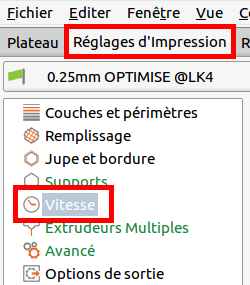
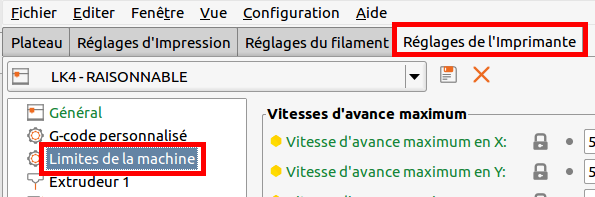
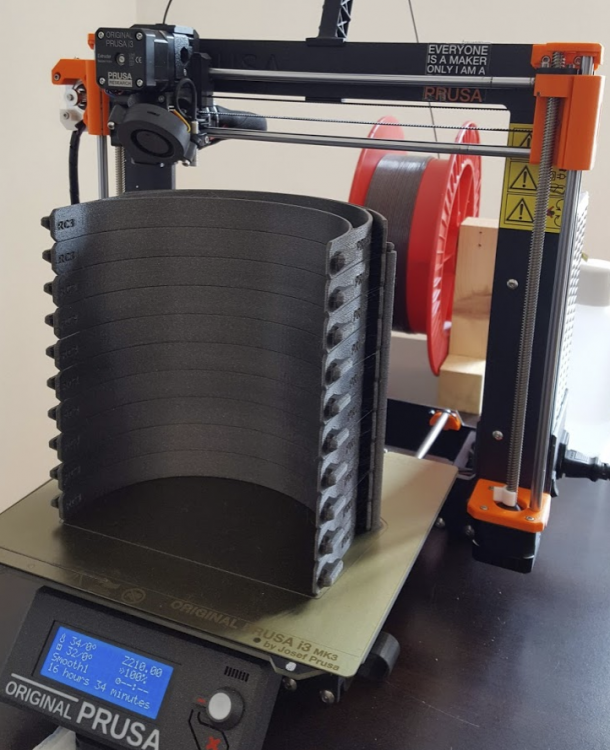
Hello, Dernièrement, grâce à @fran6p , j'ai découvert PrusaSlicer. Au fil de mes lectures, j'ai lu un message fort intéressant de @Kachidoki. Puis en cherchant à comprendre pourquoi mon imprimante se déplaçait "lentement", j'ai ouvert le Gcode généré par PrusaSlicer et j'ai vu ces quelques lignes en début de fichier. M201 X500 Y500 Z100 E5000 ; sets maximum accelerations, mm/sec^2 M203 X500 Y500 Z10 E60 ; sets maximum feedrates, mm/sec M204 P500 R1000 T500 ; sets acceleration (P, T) and retract acceleration (R), mm/sec^2 M205 X8.00 Y8.00 Z0.40 E5.00 ; sets the jerk limits, mm/sec Pour les personnes qui ne connaissent pas, ces lignes de codes modifient les paramètres qui sont définies dans le firmware de la machine et qui indiquent les valeurs maximums de débit, d'accélération, de vitesse et de jerk. Le plus beau n'est pas encore là. Le plus beau, c'est que lors du tranchage, PrusaSlicer prend en compte ces valeurs pour calculer le temps d'impression. Par exemple. En prenant les profils par défaut de la ENDER3, en tranchant le STL de la visière, j'obtiens un temps de 4H27 Maintenant, je vais dans les réglages et je modifie une valeur dans les limites de la machine. Ici, le "mouvement brusque" (jerk en anglais). Comme on peut le voir sur l'image du dessous, il est réglé à 8 pour X et 8 pour Y. Je vais y mettre une valeur fantaisiste de 80 (à ne pas utiliser car potentiellement destructrice pour votre imprimante) Maintenant, je tranche de nouveau la pièce à imprimer et voici le nouveau temps. 3H48 au lieu de 4H27. L'idée derrière tout ça, c'est d'utiliser la capacité de ce trancheur pour trouver des vitesses qui se veulent optimum, ou quasi optimum pour vos impressions. Avant de vous lancer, il faut prendre en compte le fait que le réglage que vous allez faire sera optimum pour la pièce qui est découpée mais ne le sera pas forcement pour une autre pièce. Il n’empêche qu'il sera probablement très bon pour cette autre pièce. Il y a des valeurs qui peuvent être destructrices pour votre imprimante. En premier lieu, le mouvement brusque. Sur certains mouvements, la machine va se mettre à vibrer et certaines pièces peuvent casser / se dévisser / se dérégler / etc... Au début, je vous recommande de ne pas déplacer 30 en X et en Y En second lieu, l'accélération. Lors d'accélérations trop violentes, le moteur peut sauter des pas (car il n'a pas assez de couple, un réglage s'impose peut-être). Ceci va provoquer un décalage entre les couches imprimées. Votre pièce peut également se décrocher du plateau. Il est à noter également que des valeurs trop élevées (et ça concerne tous les réglages) vont impacter le rendu final. Dernièrement, il faut garder à l'esprit que les réglages que vous allez faire sont théoriques et ne concernent que certains paramètres. Votre imprimante ne va pas forcement pouvoir atteindre les valeurs max que vous aurez choisi mais dans l'ensemble, le résultat sera pas mal. Par la suite, il faudra s'occuper de la ventilation, du débit, de la température, etc... mais ce n'est pas le but de ce tuto. Il y en a d'autres --> ici <-- et --> là <-- plu tout ceux des autres sections. Bref, après le blabla, l'action. Le but du jeu est de régler les valeurs à un niveau minimum afin de préserver une bonne qualité, mais pas trop bas, pour ne pas perdre de temps sur l'impression. Pour commencer, il faut mettre des valeurs fantaisistes. Je n'ai pas touché la vitesse de la première couche car ce n'est pas elle qui va faire la différence et une première couche ratée, c'est une impression qui ne se terminera pas. Maintenant, il faut trancher. La nouvelle valeur est de 1h21. Ensuite, il faut s'assurer que la valeur limitante actuelle est la vitesse volumétrique maximale. Attention à bien choisir votre filament. Pour vérifier que cette valeur est bien la valeur limitante, il faut la modifier et trancher de nouveau. Ceci confirme que la valeur limitante est bien ce réglage. Maintenant, il faut remettre la valeur d'origine. Et on sait que quoi quelque soit les réglages, la durée d'impression théorique ne pourra être inférieure à 1 heure et 21 minutes. Maintenant, le travail répétitif mais productif commence. Il faut trouver les bonnes valeurs. Je vous montrer le réglage de quelques unes, puis ce sera à vous de faire la suite jusqu'à ce que toutes vos valeurs soient judicieusement réglées. Ensuite, il faudra faire un test d'impression pour valider. Il faut garder en tête le précédent temps. Dans notre cas : 1h21. Je modifie la vitesse des périmètres. Je découpe à nouveau Le temps n'a pas bougé. La valeur n'est donc pas limitante. Je vais la baisser jusqu'à ce qu'elle influe sur la durée d'impression. Là, la durée a augmenter. Maintenant, il faut y aller à tâtons entre 80 et 100 (de 5 en 5 suffira) pour trouver un bon compromis. 95 ou 100 sont des valeurs intéressantes qu'il faudra confirmer lors d'une impression. Maintenant, les périmètres courts. Je m'aperçois qu'une valeur très faible n'a aucun impact sur la durée d'impression. Plutôt que de garder cette valeur, je vais remettre celle d'origine car cette valeur (10) pourrait être fortement limitante pour l'impression d'un autre objet. Pensez bien à enregistrer de temps en temps, surtout si vous allez voir un autre profil. Après être allé voir le profil d'origine, j'ai modifié la valeur. La valeur étant celle d'origine, le nom passe en vert. Maintenant, c'est à vous de jouer. Je vous conseille de commencer par les vitesses. Puis de régler les limites de la machine. Je vous le répète : pas plus de 30 en jerk en X et Y et pas plus de 900 en X et Y en accélération ! Avec suffisamment d'expérience (et de pièces pétées ? / d'impressions échouées ?), vous pourrez adapter ces valeurs.










 1 point
1 point -
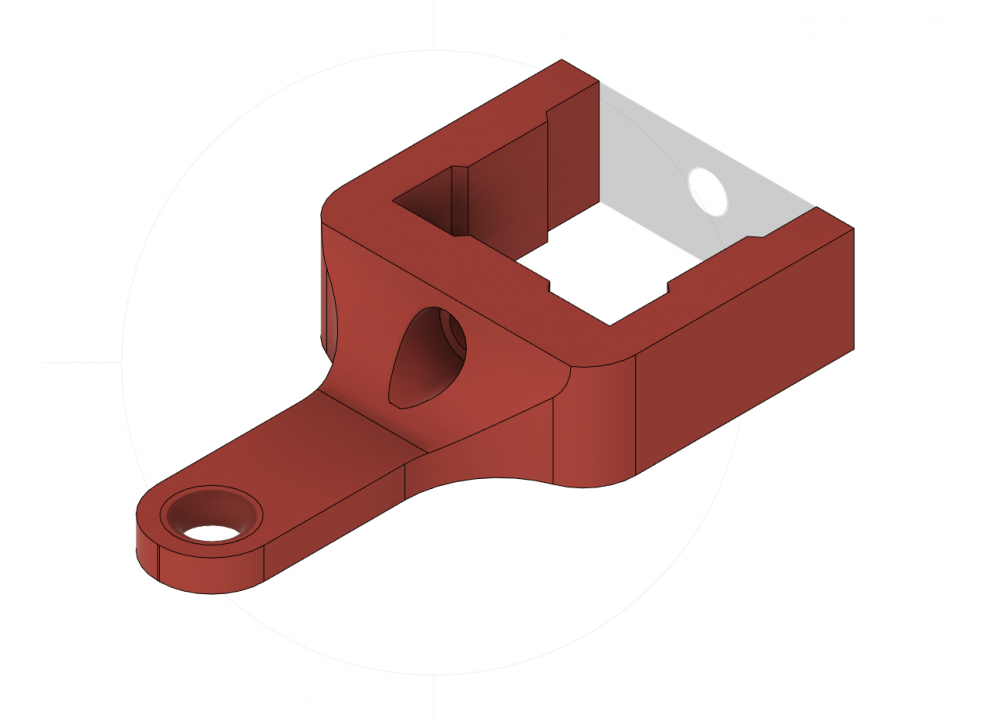
Salut à tous, Flasher, je veux bien, mais ouvrir la machine à chaque fois, ça ne me plait pas. J'ai donc conçu un petit montage à base de dupont pour permettre de débrancher/brancher l'écran depuis l'extérieur de la machine. Il faut donc l'ouvrir une fois pour faire le montage et ensuite, tout se fait de l'extérieur. Voila le shéma : Toutes les explications sont sur docarti.fr. Lien MyMIniFactory et Thingiverse
 1 point
1 point -
Salut, Quelqu'un sait sur quel site je pourrai me procurer une plaque de verre ou un miroir en 300x300 sans que ça coûte un bras pour une U20 One ? J'ai pété la mienne en décollant ma pièce hier et en ces temps de confinement c'est un peu la misère à trouver... la decoupe est fermée a Casto, Leroy Merlin et IKEA fermée aussi... J'ai trouvé ça sur Amazon : lien plateau Mais 30 boules quoi... Je trouve ça un peu cher quand j'vois que ma plaque de verre de chez leroy merlin m'a coûte que 3 euros et des poussières à la découpe. Est ce que ça justifie le prix le fait que ça soit du borosilicate par rapport a du synthétique j'avais l'impression que mon ancienne plaque de verre tenait plutôt bien la route pourtant. Merci1 point
-
Bonjour à tous, Je me permet de créer ce post pour échanger sur la fabrication de visière que vous avez pu voir sur les réseaux sociaux entre autre sur le site Covid3D.fr. Voici les principales questions et réponses sur ce modèle de visière : QUEL POURCENTAGE DE REMPLISSAGE DOIS-JE UTILISER ? Ce modèle est fait pour être imprimer sans remplissage. Mais il est également conçu pour être imprimé entièrement solide. Cela signifie que vous pouvez définir votre pourcentage de remplissage à 0%, tant que vous suivez les paramètres de largeur de ligne suggérés ci-dessous. Cela rendra votre impression plus solide et plus rapide à imprimer. Il est important que l'impression ait le moins de vides possible, car cela augmentera le temps de séchage à chaque fois qu'elle est trempée dans une solution désinfectante et la rendra plus difficile à nettoyer. QUELLE TAILLE / LIGNE DE BUSE DOIS-JE UTILISER ? Étant donné que l'un des éléments clés de ce projet est d'obtenir un volume de production élevé, si vous en avez la possibilité, nous vous suggérons d'utiliser une buse plus grande que standard et une hauteur de couche plus grande que celle à laquelle vous êtes habitué. Les pièces sont entièrement imprimables avec des buses jusqu'à 1,2 mm si vous choisissez les paramètres appropriés. Ce que vous devez faire est de définir toutes vos largeurs de ligne sur un multiple d'environ 4 mm. Sachez que Cura cache un certain nombre de paramètres, alors réglez la visibilité des paramètres sur "expert". Définissez une épaisseur de parois égale à ~ 2,5 mm. Avec une largeur de ligne de 0,8 mm, vous devez avoir au moins 3 épaisseurs de paroi, avec 0,4 mm, elle devrait être d'au moins 5, et avec une largeur de ligne de 1,33 mm, seulement 2 murs sont nécessaires. Cela signifie que la largeur de ligne optimale est : Buse de 0,4 mm -> Définir la largeur de ligne à 0,5 mm Buse de 0,6 mm -> Définir la largeur de ligne à 0,66 ou 0,8 mm Buse de 0,8 mm -> Régler la largeur de ligne à 0,8 mm ou 1,0 mm Buse de 1,0 mm -> Définir la largeur de ligne à 1,0 mm Buse de 1,2 mm -> Définir la largeur de ligne à 1,33 mm QUELLE HAUTEUR DE COUCHE DOIS-JE UTILISER ? Le design est très compatible avec les couches épaisses sans effets négatifs, donc la réponse est "aussi épaisse que possible". Le principal facteur limitant sera la taille de votre buse, car les couches nécessitent un peu de compression, par défaut, cela vous limite à environ 2/3 ou 66% de votre taille de buse en mm en tant qu'épaisseur de couche. Vous devez garder la hauteur de votre couche à 0,6 mm ou moins, sinon la fine zone de protection contre les gouttes au-dessus des yeux ne s'imprimera pas. Les hauteurs de couche que nous suggérons d'utiliser sont: 0,4 mm: 0,25 mm (standard) 0,6 mm: 0,3 mm (standard) 0,8 mm: 0,3 mm (standard) 0,8 mm: 0,5 mm (à haut débit) 1,0 mm: 0,6 mm (à haut débit) 1,2 mm: 0,6 mm (à haut débit) QUELLE VITESSE D'IMPRESSION DOIS-JE UTILISER ? Étant donné que cette conception n'a pas de surplombs réels et peu de besoin de refroidissement, le principal facteur limitant la vitesse à laquelle vous pouvez pousser ces cadres sera votre débit de pointe. Le débit de pointe est le nombre qui détermine la quantité de plastique que votre imprimante peut fondre dans un certain laps de temps. Commencez avec l'épaisseur de couche et la largeur de ligne suggérées pour la buse que vous utilisez, et une vitesse d'impression de 60 mm / sec. Cela devrait fonctionner sur presque toutes les imprimantes. Assurez-vous de définir tous les différents paramètres de vitesse d'impression sur le même nombre, cette conception répond très bien à cela. Ultimaker Cura possède un certain nombre de paramètres de vitesse d'impression "masqués", mais si vous activez le mode "expert", vous pouvez tous les définir. La seule qui devrait être inférieure est la "vitesse d'impression de la couche initiale", car elle est importante pour l'adhérence du lit. Une bonne valeur de départ est d'environ 40 mm / sec. Personnellement j'imprime à la vitesse de 85 mm/sec et seulement à 70 mm/sec pour la première couche. Gagner du temps : Je suis preneur d'un solution qui me permettrait d'imprimer plusieurs pièces les uns sur les autres pour ne pas à avoir à relancer une impression toutes les heures et demi. Est ce qu'on peut empiler les pièces et si c'est possible quel doit être la distance pour que les pièces ne se colle pas les unes au autres. Merci pour vos éventuelles solutions.1 point
-
Pour le moment je ne suis pas concerné par le direct-drive, mais j'avais l'intension de passer l'extrudeur en haut, à coté de ce dérouleur. Mais ça ne devrait pas être un soucis pour du direct-drive non plus1 point
-
La V2 sera compatible direct drive donc !1 point
-
Elles sont mobiles et à utiliser au nombre que chacun souhaite, donc ça s'adapte. Personnellement j'imprime très rarement de piéces hautes.1 point
-
Bonjour a vous tous Merci a LOLO710 pour tout ces partage, étant un récent possesseur d'une U20M j'ai bien apprécier toute cette lecture ;)1 point
-
Normalement quand on est poli on ouvre un sujet sur son problème et on ne squatte pas chez les autres.... Pour répondre quand même si ca colle pas c'est sûrement que c'est top haut. Ca fait plus d'un an que j'imprime sans bl touch ni surface d'accroche et j'ai pas de problème. Le réglage de bed se fait à chaud après un home et en ayant déplacé en z vers le haut sa buse de la valeur de l'épaisseur de la feuille avant de faire ce réglage . Cela dit c'est sans bl touch ou autre palpeur source d'émerveillement...1 point
-
Merci pour les compliments, ça fait toujours plaisir Je reste un amateur face à toi @deamoncrack, mes créations ne sont pas prête d’être proposées sur Compozan1 point
-
@vap38 Imprimante reçue ce matin, comme quoi @Jean-Claude Garnier (Pasque sinon Cdiscount, bin c'est pas des flèches hein....) commandée mercredi et livrée vendredi 3 au lieu du 7 avril. si c'est pas du top ça La notice de montage, enfin les photos vraiment ces chinois, ils s'emmerdent pas... bref heureusement qu'il n(y a pas grand chose à monter...Par contre tout est monté, mais faut tout re-régler, aucun excentrique n'est mis correctement, les tensions de courroies... n'en parlons pas. Par contre, 1 heure après (oui je prends mon temps) la première impression était en est réussi donc bravo Geeetech quand même. Elle fonctionne super bien, la qualité est 10 fois meilleure que sur ma meilleures impression de mon Anet A8 et cela sans avoir fait de réglage encore. Imprimé le chien sur carte SD fournie, le résultat est super, quelques mini défauts que je m'en vais corriger (essayer). Suis en train d'imprimer dé de 20 mm de calibration. je vais voir. Après youpi les test de bicouleur et dégradés... Premières mise en évidence : - Achat d'un super bed ou je ne sais quoi indispensable, j'ai l'impression d'arracher l'impression et le bed avec tellement ça accroche. - Changement ventilos - Changement support bobine car trop court pour la largeur de mes bobines. Je vais créer un sujet quelque part pour l'évolution de mon imprimante. Non pas que ça va interressé beaucopu de monde mais il ya des gens comme moi (noob) que ça peut intéreeser ++ Chris1 point
-
Hello ! Bien pensé ce support, bien joué ! Faut que je me méfie, je vais avoir de la concurrence !!1 point
-
Le modèle RC3 que tu trouveras ici => https://www.prusaprinters.org/prints/25857-prusa-face-shield Pour le stacking par 10, il est un peu plus haut sur le topic, j'ai posté un STL (attention ça bouffe 450g d'un coup). Couches 0.25mm, infill 30%. Pour le reste, c'est l'expérience du maker et sa connaissance des machines. EDIT : Je viens de tester le modèle Yann Vodable, V17. On dirait une obsolescence programmé ce truc, il y a un trou en plein milieu des branches, ça sort en moins de 30min, mais ça casse aussi vite qu'un cure-dent... Celui de Prusa au moins vous pourrez aller débroussailler avec cet été...1 point
-
Salut, Pour le firmware, je n'ai pas de réponse là dessus car c'est une des choses que je n'ai pas touché. Mais tu as un post qui est fait dessus : [U30PRO] Firmware il parle de la U30Pro mais c'est la même. En fait la U30Pro est un rebrand de la LK4Pro de Longer par Alfawise. Je suis content que mon post t'ai aidé. [Mode auto promo ON] Pour le print d'un déport écran tu as une solution ici ou ici !! [Mode auto promo OFF]1 point
-
Chacun... peu aider à son niveau... avec des initiatives locales... Certes, il y a des initiatives "nationales" ou sur internet... mais je vous invite à vous rapprocher de personnes travaillant dans les hôpitaux ou autres... Petit HS "Mode Délire en Confinement" : [Fin du Mode Délire en Confinement]
 1 point
1 point -
Hello, Oui il suffit juste de reflasher avec le firmware d'origine un petit M502 pour remettre tout d'origine et ça roule1 point
-
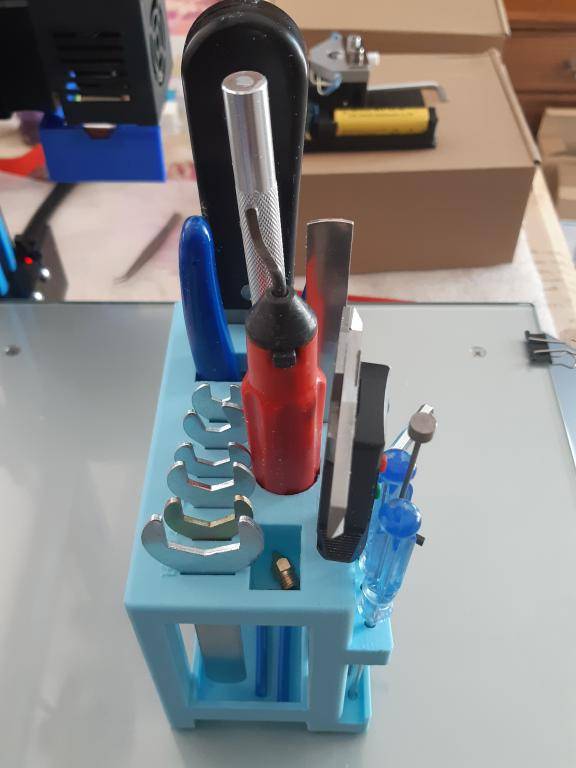
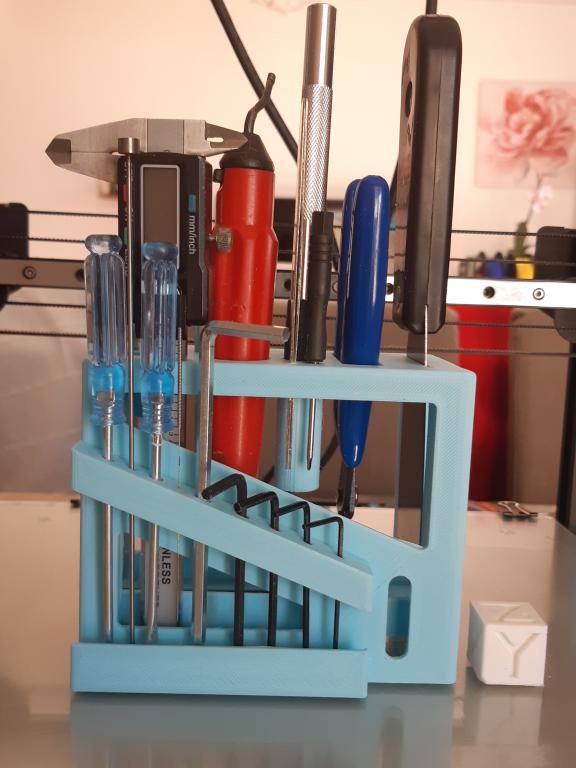
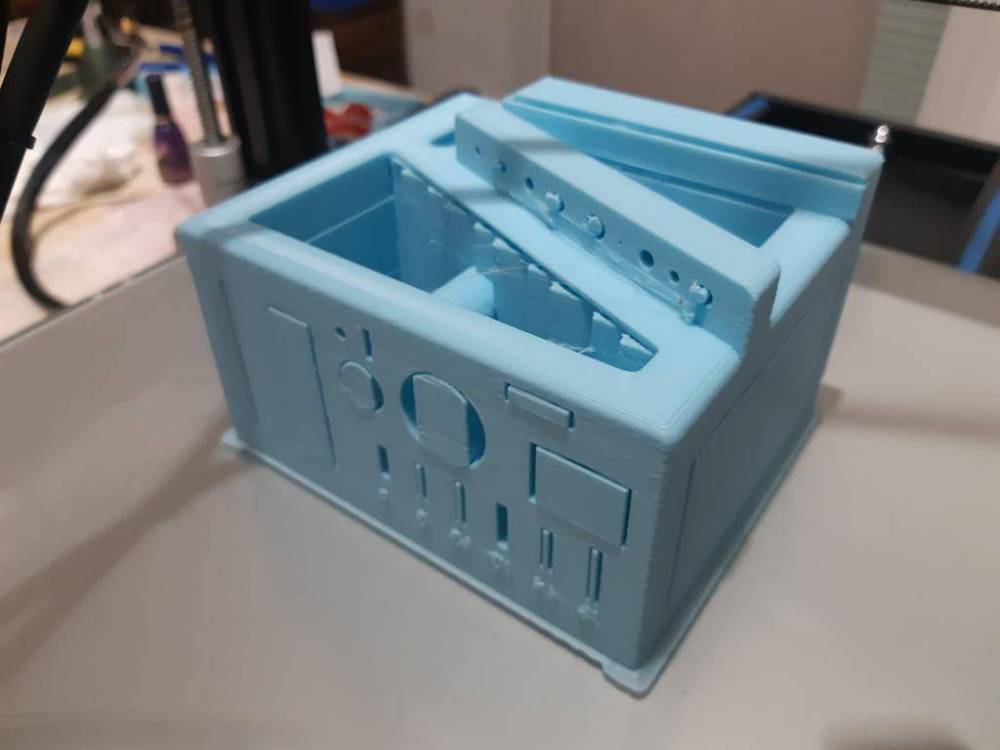
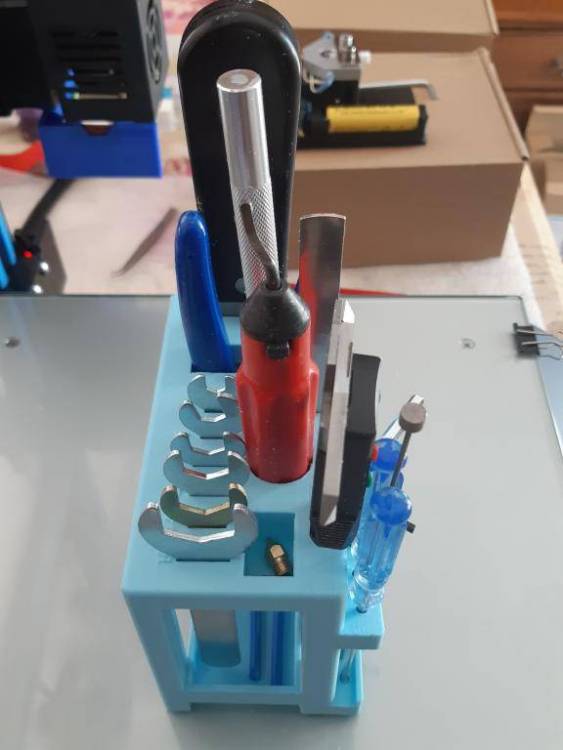
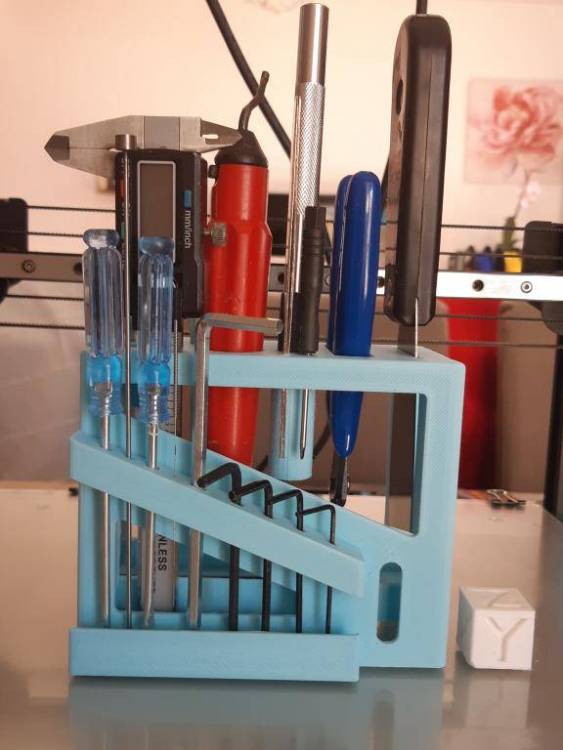
Bonjour, Voici mon test pour l'imprimante TENLOG TLD3 PRO La durée d'impression est d'environ 15 heures pour un support d’outils intégrant tous les outils fournis par TENLOG. Résultat très bonne qualité du support réalisé avec un PLA bleu ciel layer 0.3. Satisfait et surpris de constater aucun fil d'ange ou des micros bavure de filaments. Les faces sont bien droites sans changement de niveau. Bon j'ai passé un peu de temps à enlever facilement les supports. J'ai réalisé l'impression avec une seule tête par de sécurité pour une impression dans la nuit sans surveillance (il faut être prudent pour une première!). J'ai dessiné le support à outil avec Solid pas de soucis pour ceux qui veulent le document STL. Merci de me suivre dans ce test qui continue. a+

 1 point
1 point -
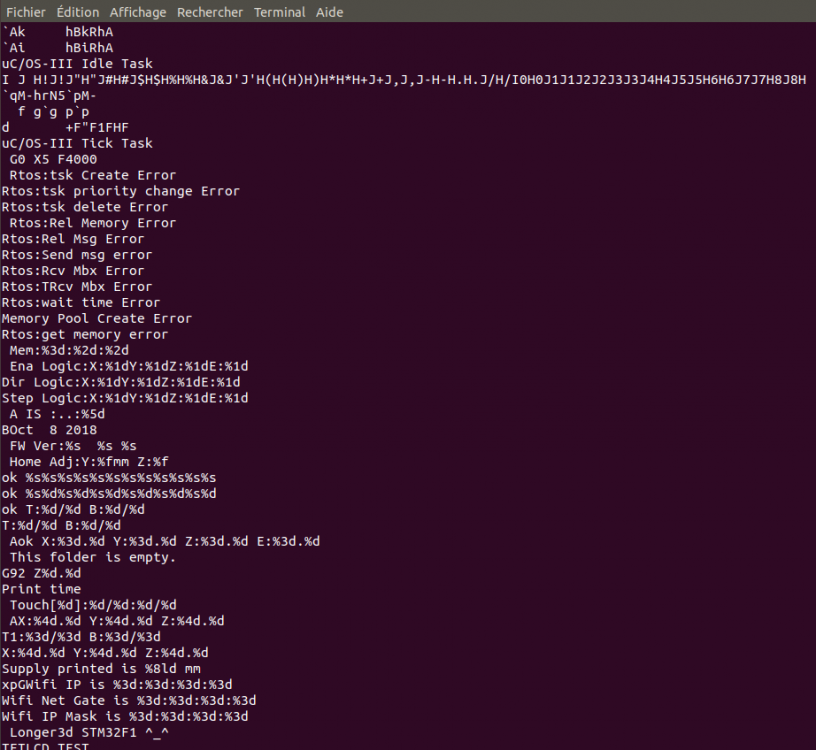
Un peu de couleur dans ce monde de brutes... En fait, il y a une image de 128x64 pixels qui comporte la couleur et l'affichage de Marlin, qui est dans DOGM, est utilise pour laisser passer, ou pas la couleur de fond. DOGM ne supporte qu'un bit par pixel en 128x64. Cette bidouille prends 10 minutes a faire. Refaire tout le driver d'affichage, c'est beaucoup plus long. @sinseman44 As tu pu retrouver tes ebauches de code? Olivier.
 1 point
1 point -
Bonjour, Quel dommage, c’était une excellente idée ! Est-ce que vous envisageriez de partagez avec la communauté vos sources pour ceux qui désirent le faire eux même ?? Merci d'avance !1 point
-
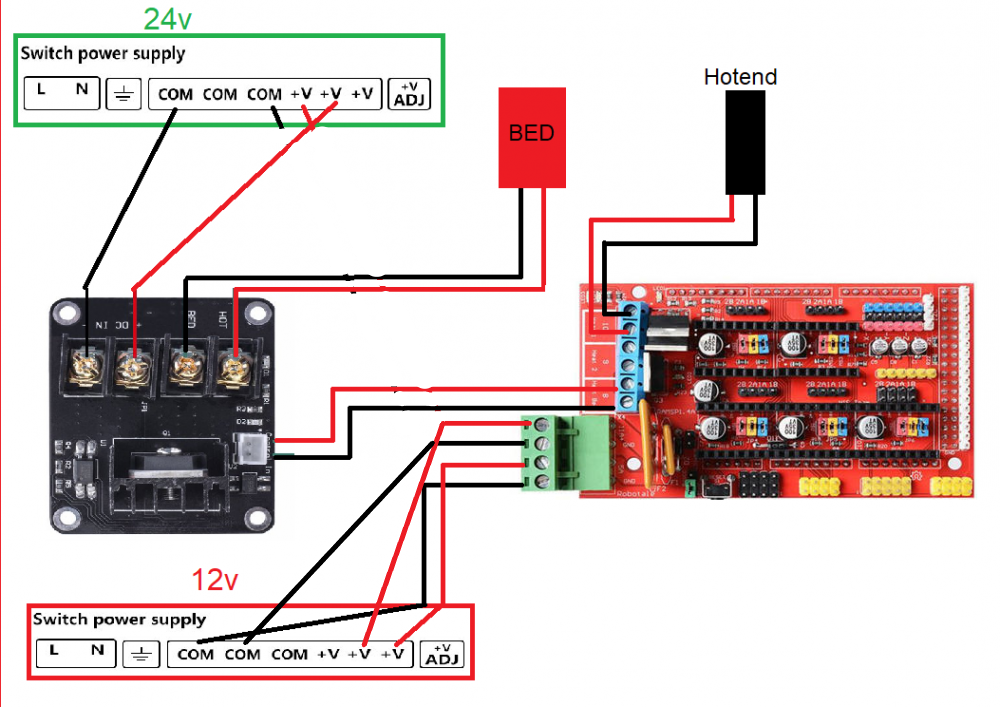
Si ton alim' est en 24v je ne pense pas que les Noctua apprécient, même avec la résistance ...1 point
-
La ender 3x est le même modèle que la ennder 3. La différence vient juste du plateau qui au lieu d'être magnétique est un plateau en verre. Pour info avec mon BLtouch j'ai du flasher en Marlin. Je n'ai jamais réussi à faire les manipulation avec le kit Bltouch.1 point
-
Avec mon L4K Pro : Des pièces à durée d'impression longue oui, occasionnellement, mais jusqu'à maintenant elles n'ont pas dépassé les 12 heures (je débute en 3D !). Les pièces de préférence imprimée en une seule cela évite les collages. Pas de modification spécifique pour les impressions longues, mais des améliorations pour tous les jours, ventilateurs moins bruyants, fang de Demonkrack, gaines tissées, tube Capricorn, plateau miroir. Installation d'Octopi et d'une webcam sur Raspberry ... indispensable pour surveiller l'imprimante, surtout pour les impressions longues, oui mais sans jamais quitter la maison !1 point
-
Mmmh, alors à voir. De toute façon je ne compte pas remettre la nouvelle carte dans son boitier. Je lui en fait un sur-mesure car je fabrique une meuble fermé pour la CR 10s, le boitier actuel n'est pas pratique pour mon meuble. Merci pour tes infos1 point
-
Eventuellement tu peux en lever ce "tortillon" avec une pince brucelle
 1 point
1 point -
Hello On a essayé de synthétiser tout ça avec quelques modèles en exemple. N'hésitez pas à donner votre avis ci-dessous pour faire évoluer le dossier et nous faire part de vos remarques ! https://www.lesimprimantes3d.fr/tutoriel-imprimer-en-3d-des-visieres-anti-coronavirus-20200402/1 point
-
Le principe du mosfet externe c'est de pas faire passer le courant par la carte donc je vois pas pourquoi tu raccorde le 12v et le 24 en même temps. Si tu utilise le 24v pour le plateau, le seul câble qui viens ce connecter entre ta ramps et ton mosfet c'est celui du signal (control In).
 1 point
1 point -
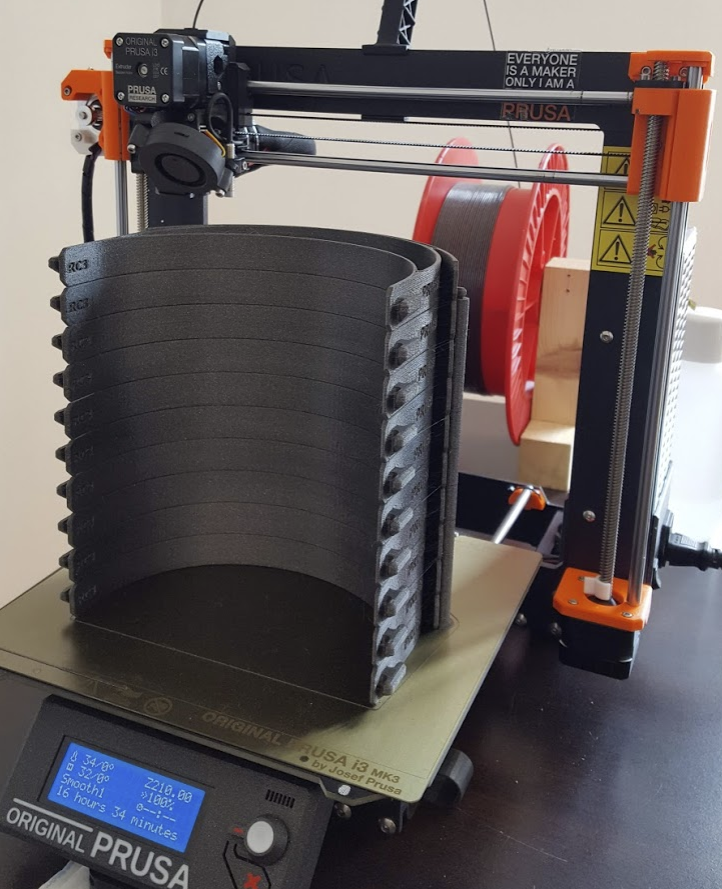
Tant qu'on est dans les STL Je poste ici ma version du stacking des Prusa Shield RC3 par 10, validé par mes soins : J'ai un peu de barbe à papa car j'ai poussé la température pour avoir un bon débit et une bonne adhésion des couches. Le dégrappage se fait avec 2 doigts, exactement comme le design d'origne. J'ai ajouté 2-3 points d'ancrage entre les tranches pour éviter d'avoir des fils qui partent tout droit au lieu de suivre les arcs, c'est au poil. 16h30 pour la tour. Prusa Shield RC3 Stack v3.zip(J'ai zippé car le STL fait 16Mo) J'aimerai poster le .f3d mais je n'ai rien trouvé d'autre que le .f3z, quelqu'un connait (licence personnelle) ? C'est un design paramétrique, il suffit d'indiquer le nombre qu'on veut (>1) dans la variable. J'ai utilisé le même fichier pour générer mon stacking de 19 pour la CR-10. 50% de gain c'est beaucoup. Ma boite nous a imposé la semaine de congés, on était en télétravail avant, et on y retournera après. Finalement ça tombe bien, vu l'activité que j'ai en ce moment...
 1 point
1 point -
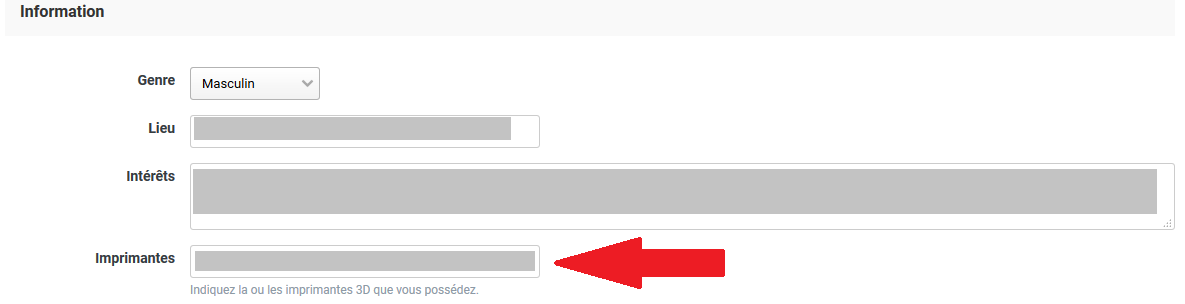
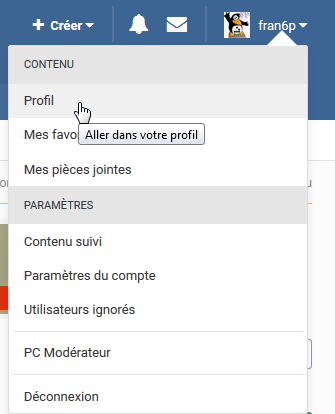
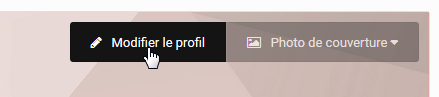
E3 mini = pilotes soudés, E3 DIP carte nue, il faut ajouter les pilotes que tu veux. Ça dépend de ton imprimante et de ton écran actuel (une nappe de connexion ou deux ?). Sur ces deux cartes (E3Mini et E3 DIP) il n'y a qu'un seul connecteur pour y mettre un écran LCD (on peut ajouter un écran tactile ou encore un qui fait les deux (tactile+LCD)). PS: (j'aurais pu retrouver de quelle imprimante tu parles mais il aurait fallu que je remonte au début du post ) N'oublie pas d'ajouter le modèle de ton imprimante dans ton profil. En haut à droite de la page, tu accèdes à ton profil en cliquant sur ton pseudo: Tu choisis la ligne "profil", puis l'option "Modifier le profil": Tu effectues toutes les modifications que tu veux mais surtout la ligne "Imprimantes" que tu complètes: Et tu n'oublies pas de valider en cliquant sur "Enregistrer":

 1 point
1 point -
1 point
-
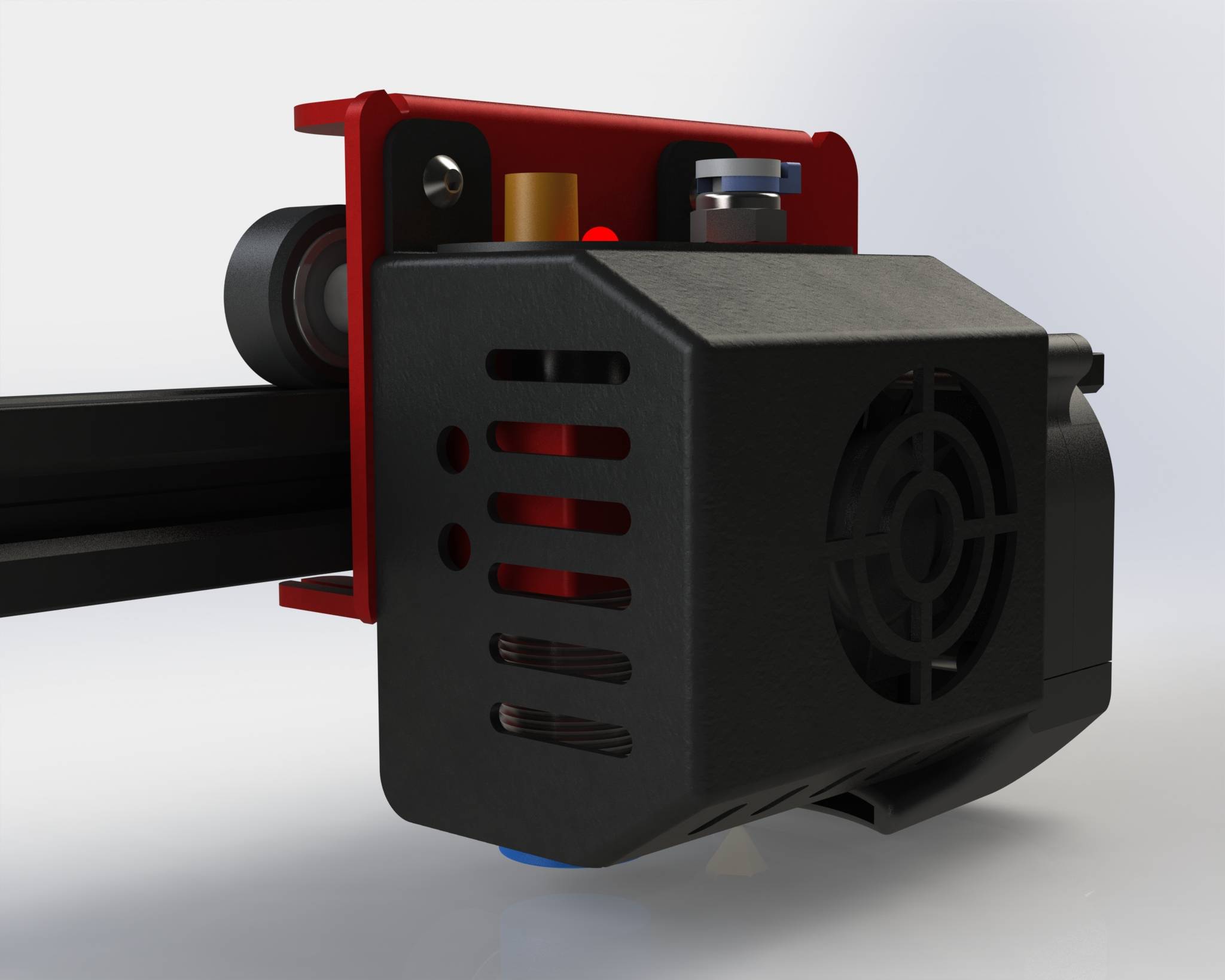
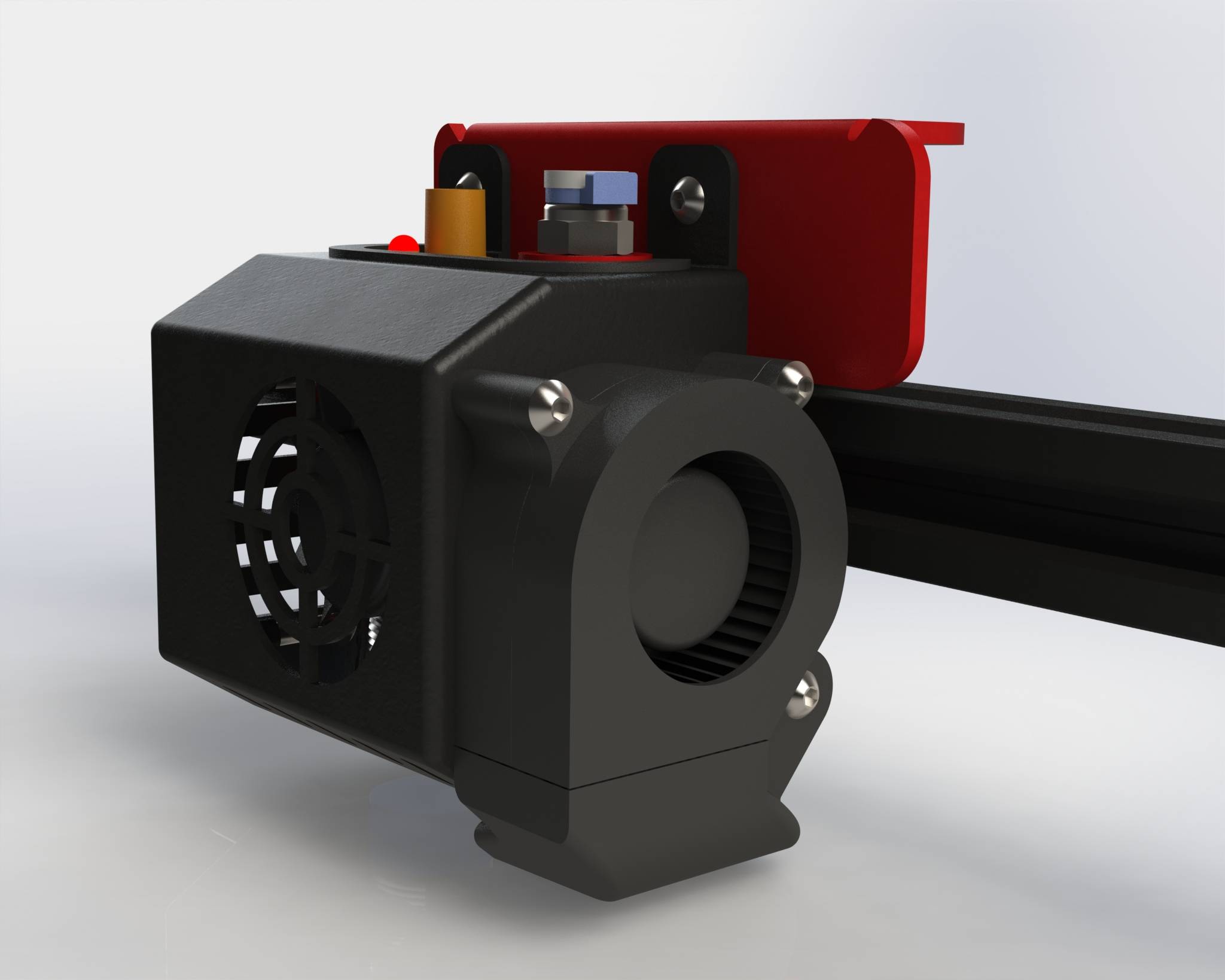
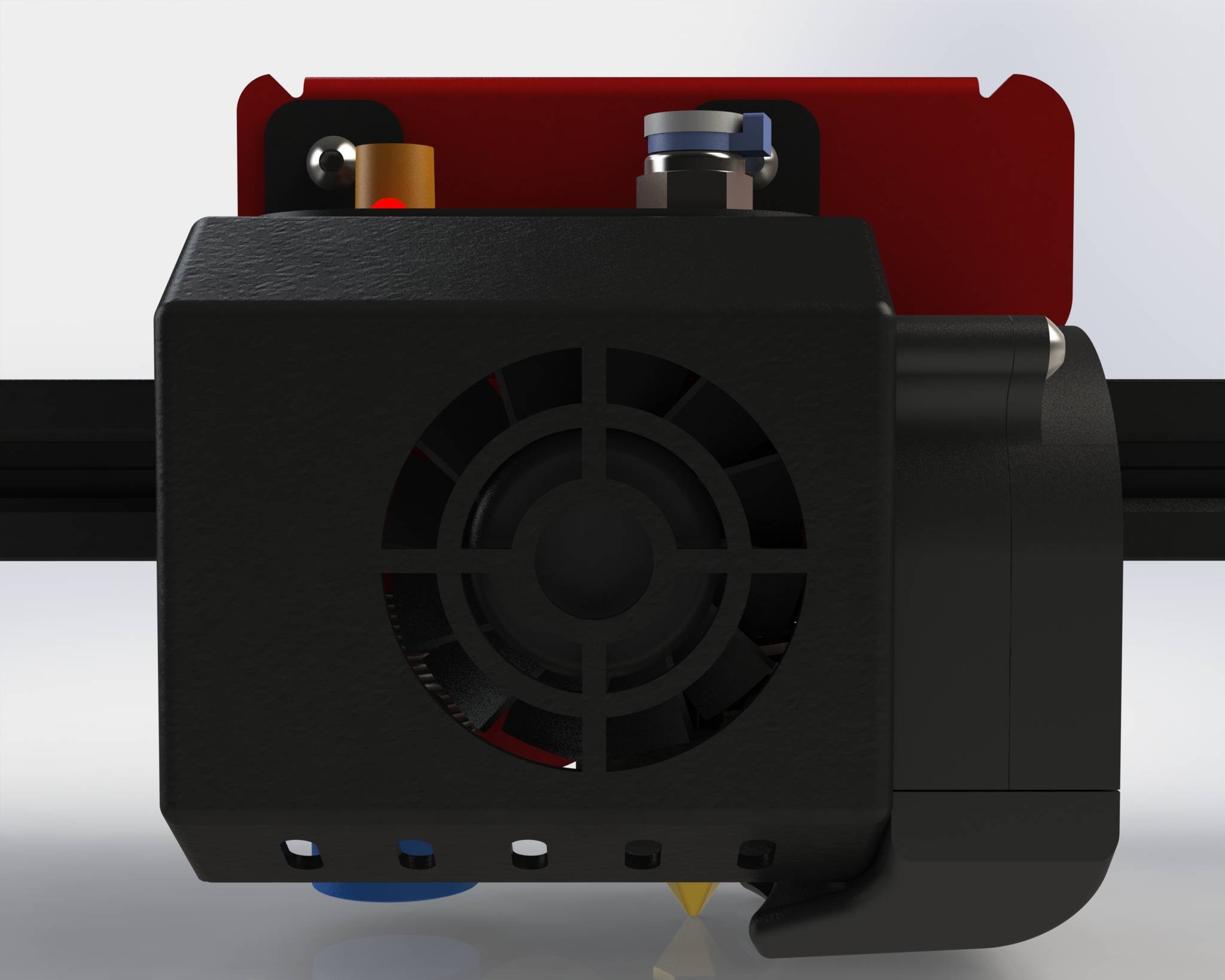
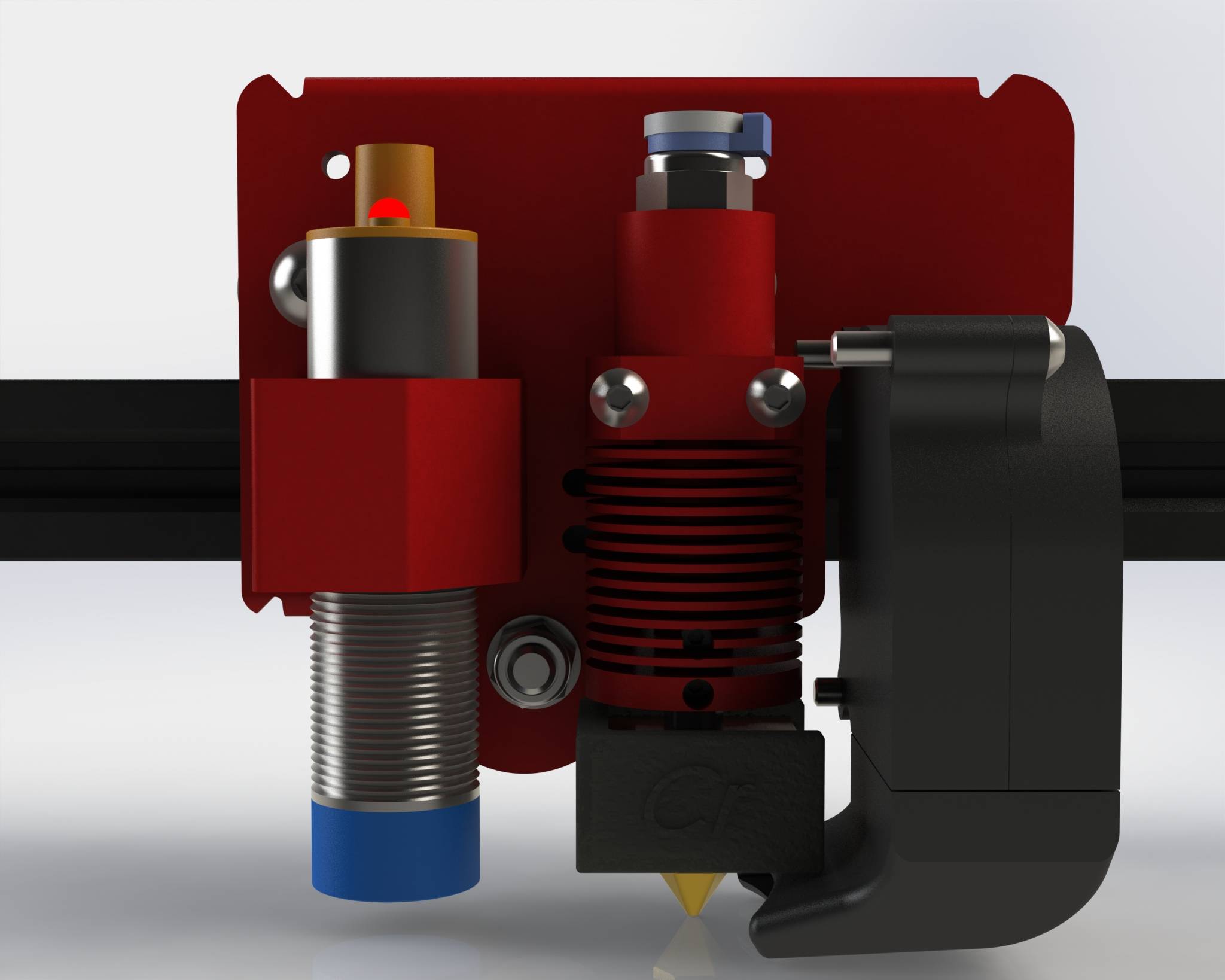
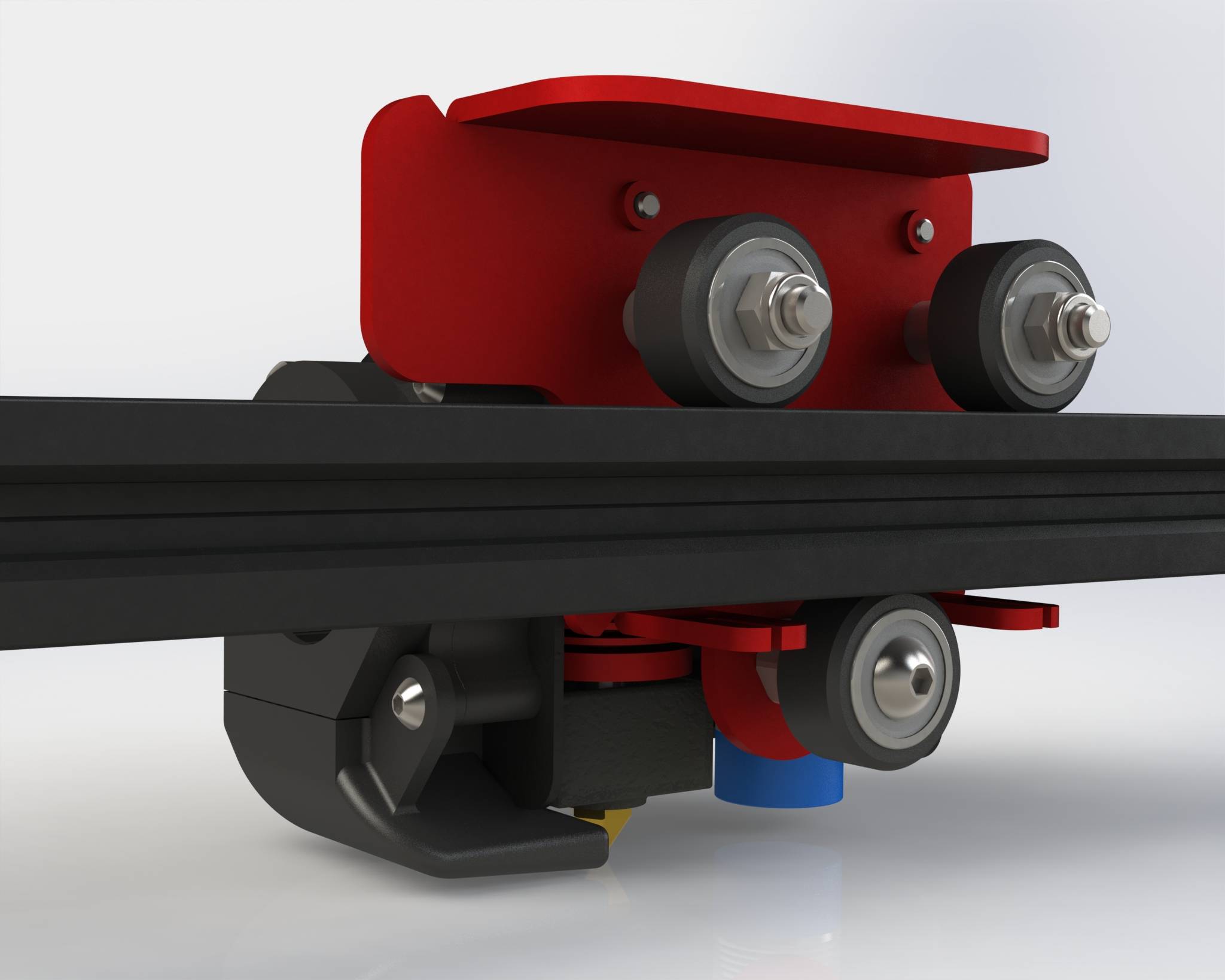
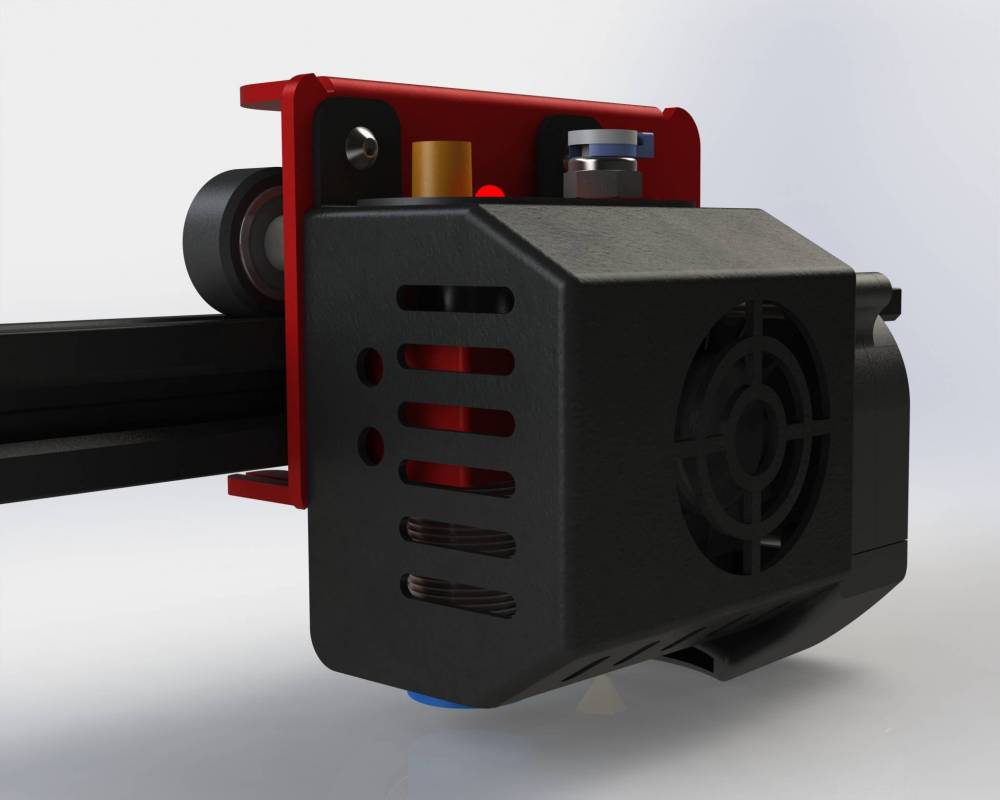
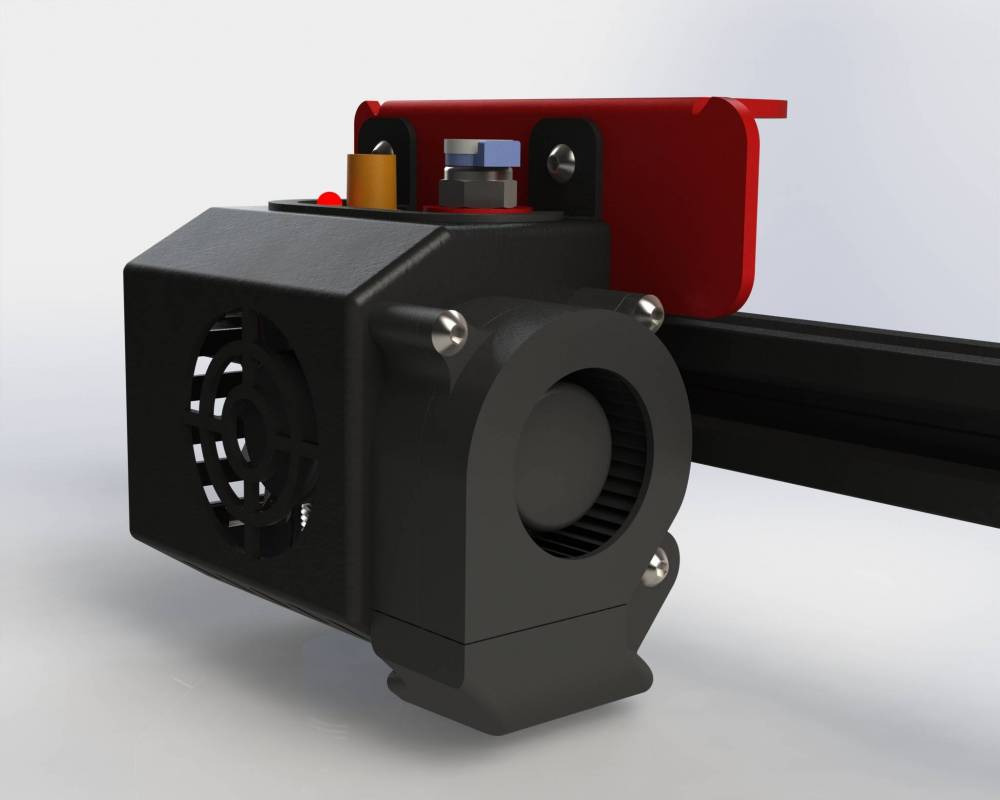
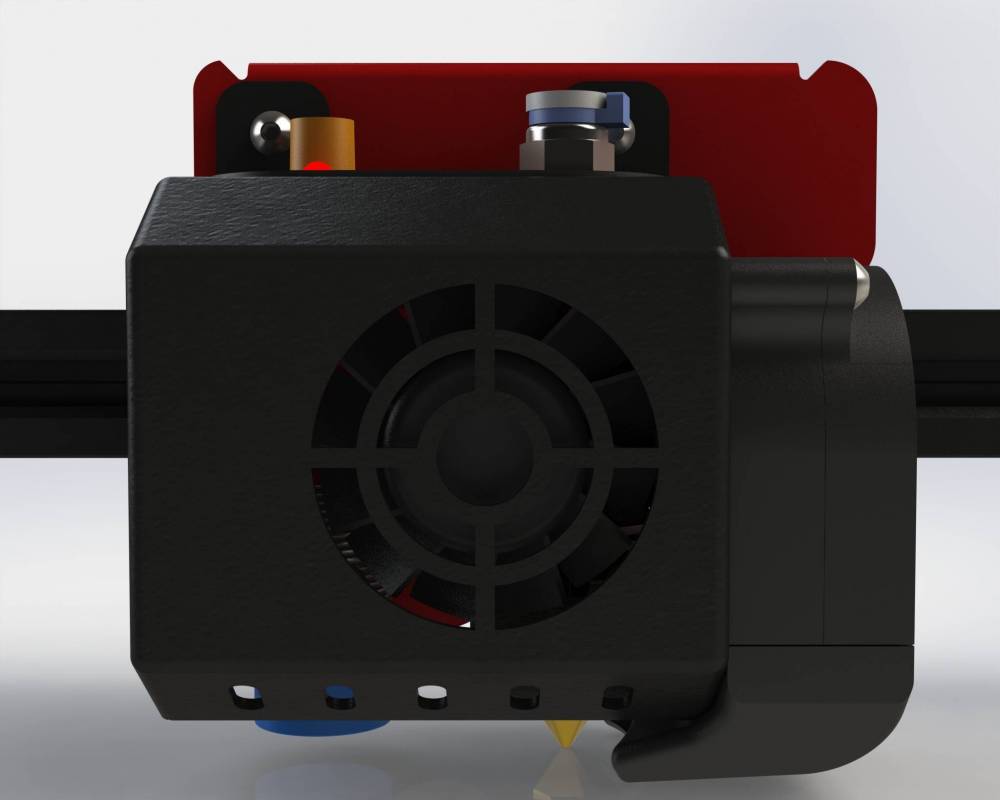
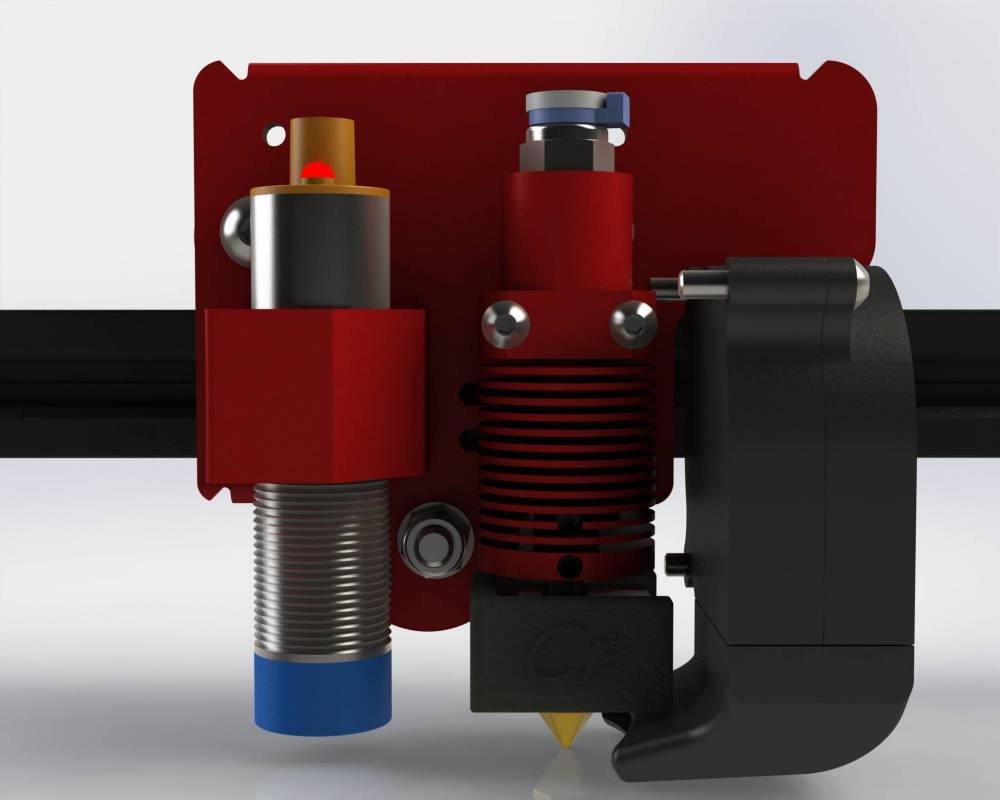
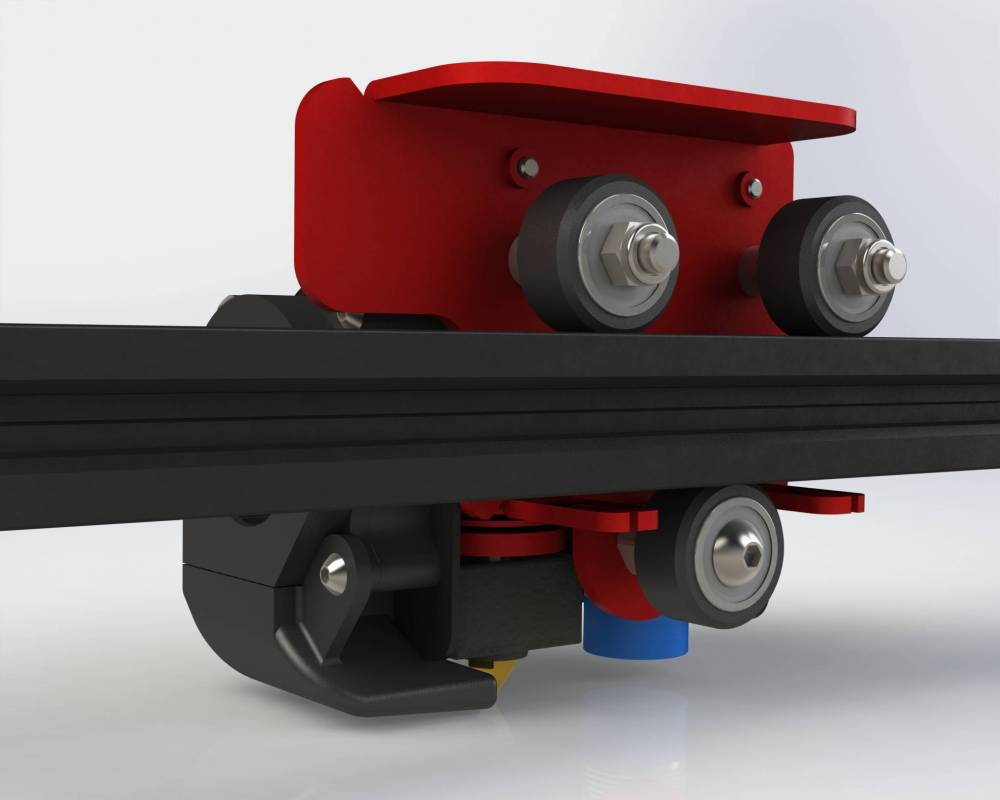
Hello à tous, Souhaitant modifier un peu la tête d'impression de ma CR10S PRO pour y mettre des Noctua, comme je n'ai pas trouvé de modèle 3D de bonne qualité j'ai décidé de la modéliser. À noter que je ne maitrise pas parfaitement Solidworks, il y a peut-être des pièces qui pourraient être simplifiées. Les dimensions des différentes pièces sont à peu près justes, c'est un peu l'intérêt, mais ayant pris les dimensions manuellement, je ne peux pas garantir que ce modèle soit parfaitement conforme à l'original. Si vous relevez des erreurs, n'hésitez pas à m'en faire part. Par souci de tout rassembler au même endroit, vous trouverez les fichiers sur Grabcad En espérant que cela vous soit utile.
 1 point
1 point -
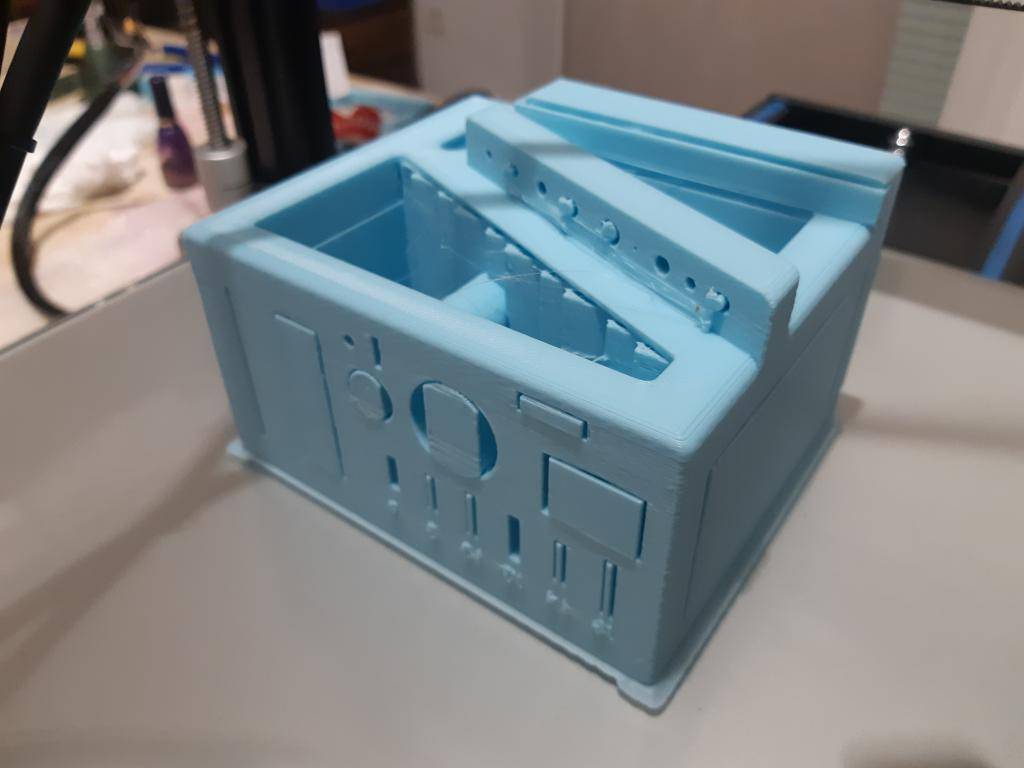
Vous l'avez demandé !!! Vous l'avez attendu !! Il est enfin là !! Fin de l'impression du module gauche. Cela a pris moins de temps !! Image finale du projet Module Gauche Module Droit Le Tiroir L'ensemble des modules en place J'annonce que ce projet est enfin finalisé ! Pour l'instant tout du moins ! Boitier Modules.zip1 point
-
De rien, c'est le principe du forum: aider quand / si on le peut. Tu peux aussi remercier un contributeur, en cliquant sur le cœur au bas de son post (il offre aussi d'autres possibilités ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Et cerise sur le gâteau, cela améliore sa réputation
 1 point
1 point -
La Ender 3 étant équipée d'une carte Creality (Melzi) v1.1.2 ou v1.1.3, elle ne possède pas de chargeur de démarrage. Son processeur (ATMega 1284) possède moitié moins de mémoire que des cartes équipées avec un ATMega 2560. Ta première étape sera donc d'installer un chargeur de démarrage (bootloader). Sachant, que dans la foulée, il faudra que tu aies compilé un firmware à partir de Marlin car une fois le chargeur de démarrage installé, la carte est vide . Le site (en anglais) TH3D, donne des informations pour réaliser cette étape: https://www.th3dstudio.com/knowledgebase/1284p-printer-bootloader-flashing-video-guide-cr-10-ender-2-3-5-wanhao-i3-anet/ Tu peux récupérer leur version du firmware (basé sur un Marlin 1.1.9bugfix), très simple à configurer : https://www.th3dstudio.com/knowledgebase/th3d-unified-firmware-package/ Une autre méthode pour installer, un bootloader avec un autre matériel : https://www.ender3.fr/installation-dun-bootloader-avec-un-usbasp/ Sur youtube, quelques vidéos en français / québécois du GueröLoco... Bref, "yaplukafokon"1 point