Classement



Contenu populaire
Contenu avec la plus haute réputation dans 16/09/2021 Dans tous les contenus
-
La CR6-SE n'a pas l'extrudeur plastique «classique» mais un spécifique (bien ch…ant le jour où il faut le démonter ). Une vidéo fournie par Creality parmi toutes celles concernant la CR6-SE : Ne pas utiliser l'alcool isopropylique sur le verre Creality est un «mythe» lancé par quelques utilisateurs qui rencontraient d'autres problèmes mais mettaient en cause ce dégraissant Depuis que j'ai ma CR6, c'est le seul produit que j'utilise et de temps en temps un bon nettoyage à l'eau chaude et MIR. C'est le même plateau que j'ai sur ma CR10-V2 et l'accroche est toujours aussi bonne. Son seul inconvénient est de bien attendre qu'il repasse sous les 30°C pour retirer la pièce qui se décolle toute seule alors. Le profil Cura de base est pleinement fonctionnel, en tout cas chez moi. Le plus difficile sur cette imprimante est le réglage correct de la jauge de pression utilisée comme ABL.3 points
-
sa maintient en forme on est obliger de bouger son cul de sa chaise3 points
-
Mes 2 Raspberry sont réquisitionnés pour mes bornes : la vie est une question de priorité
 2 points
2 points -
Ou Octoprint avec un Raspberry. Je ne comprends pas comment les gens arrivent à s'en passer !2 points
-
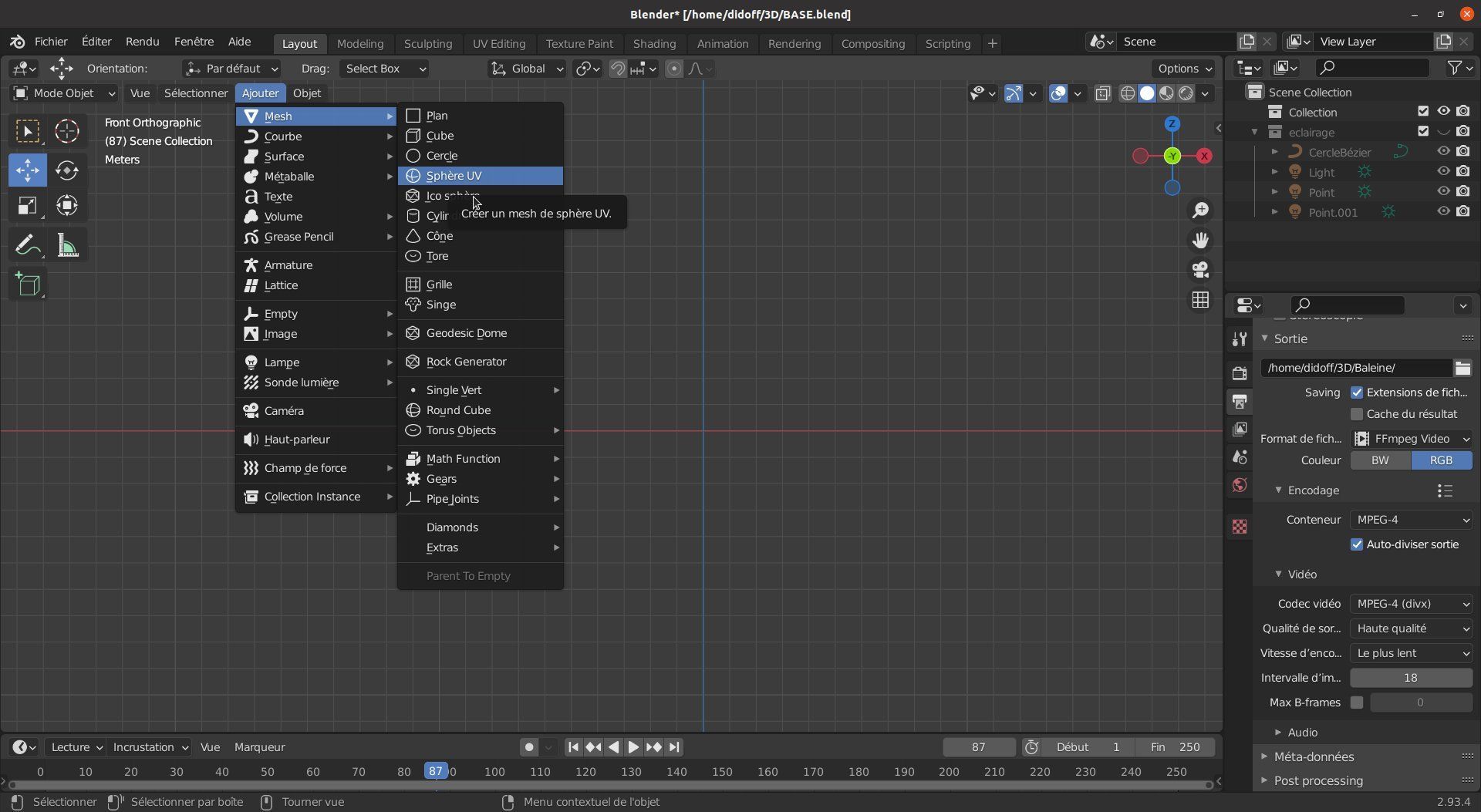
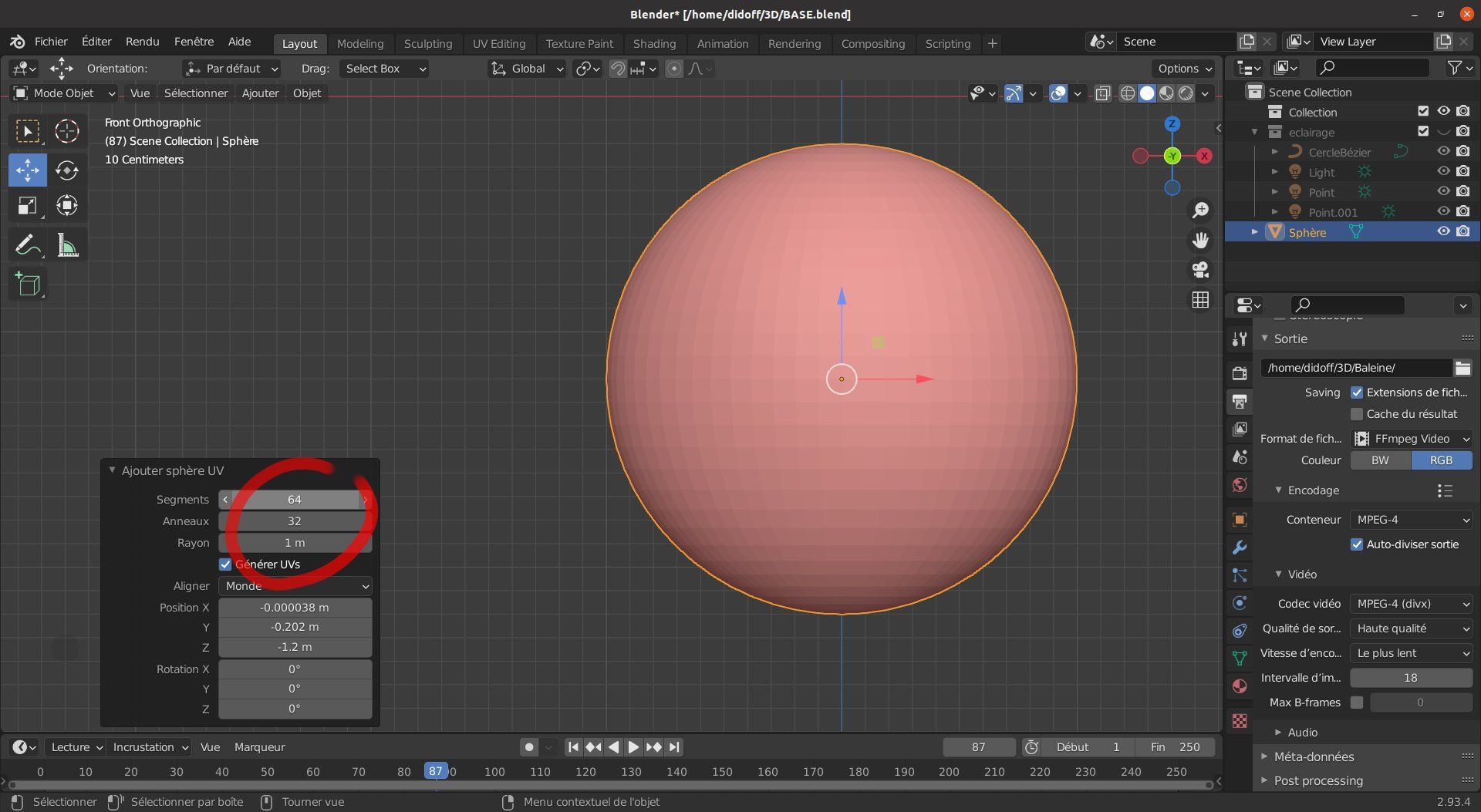
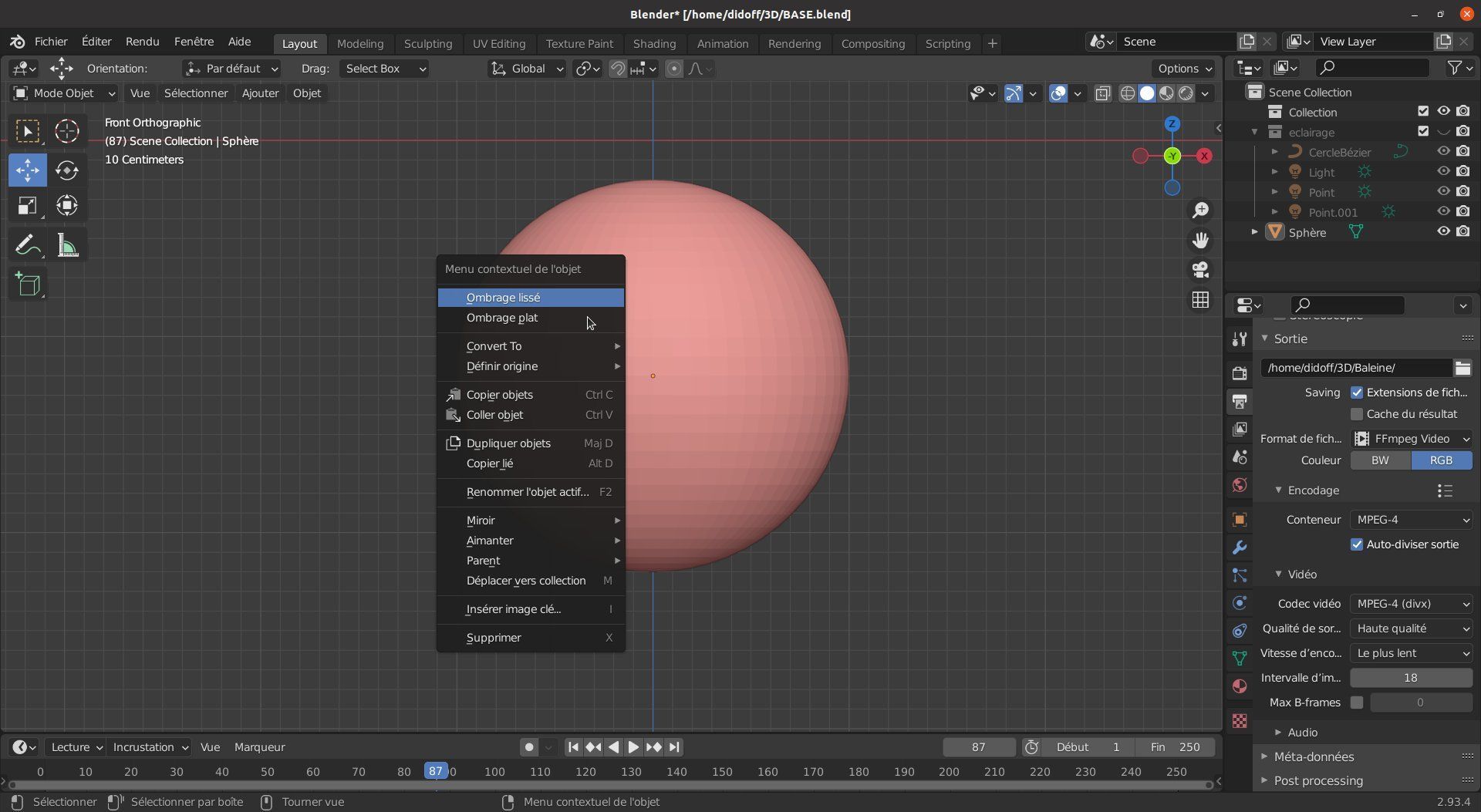
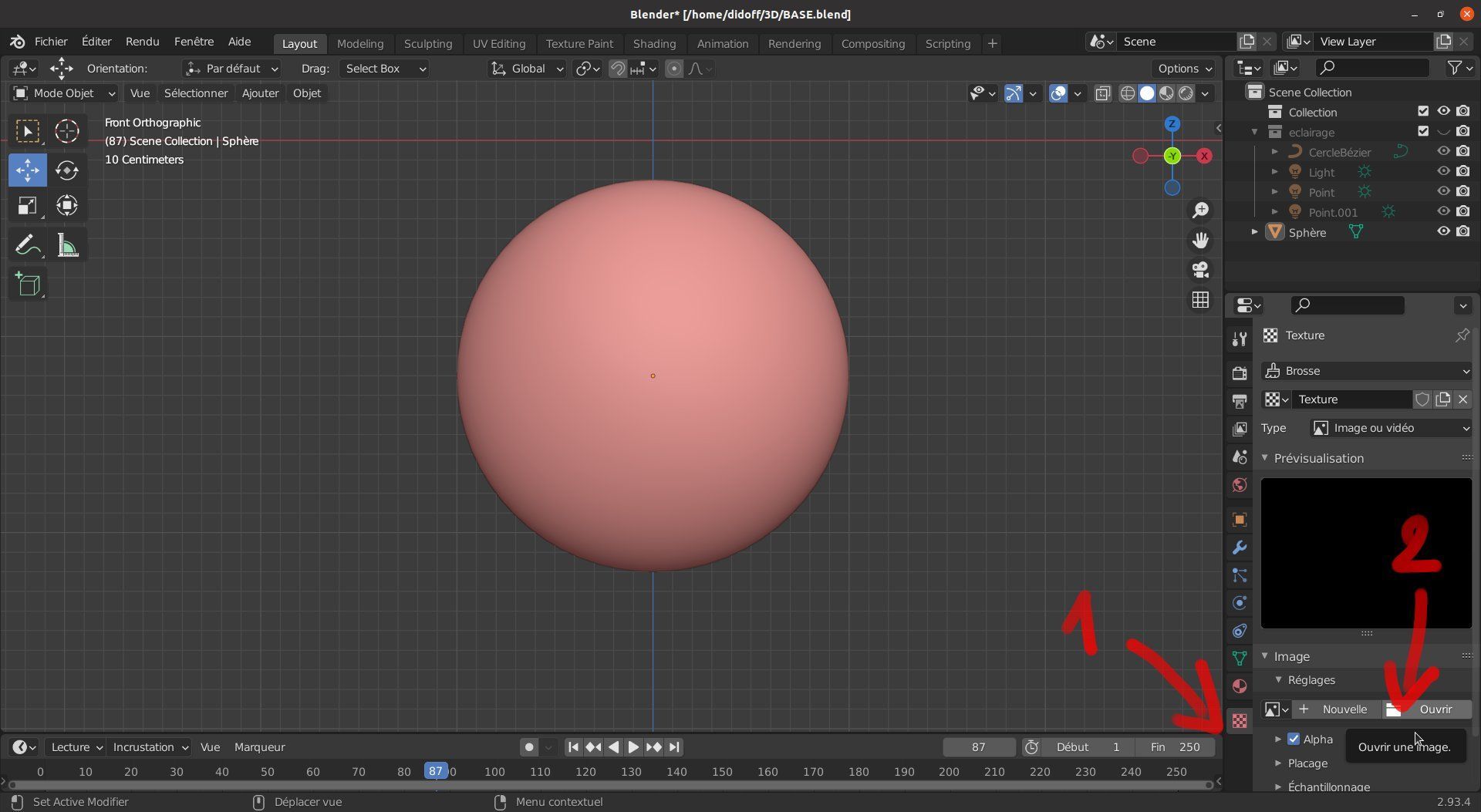
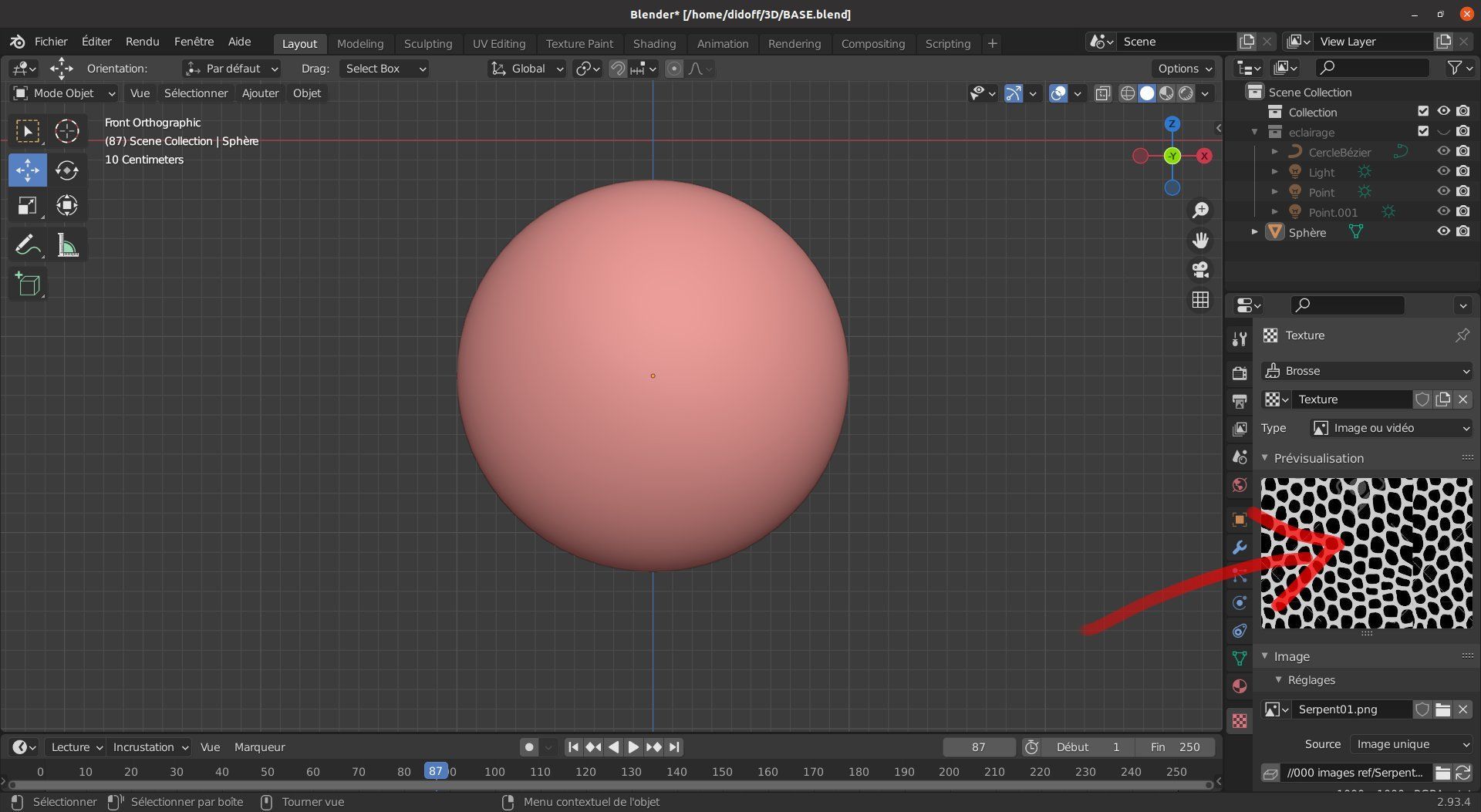
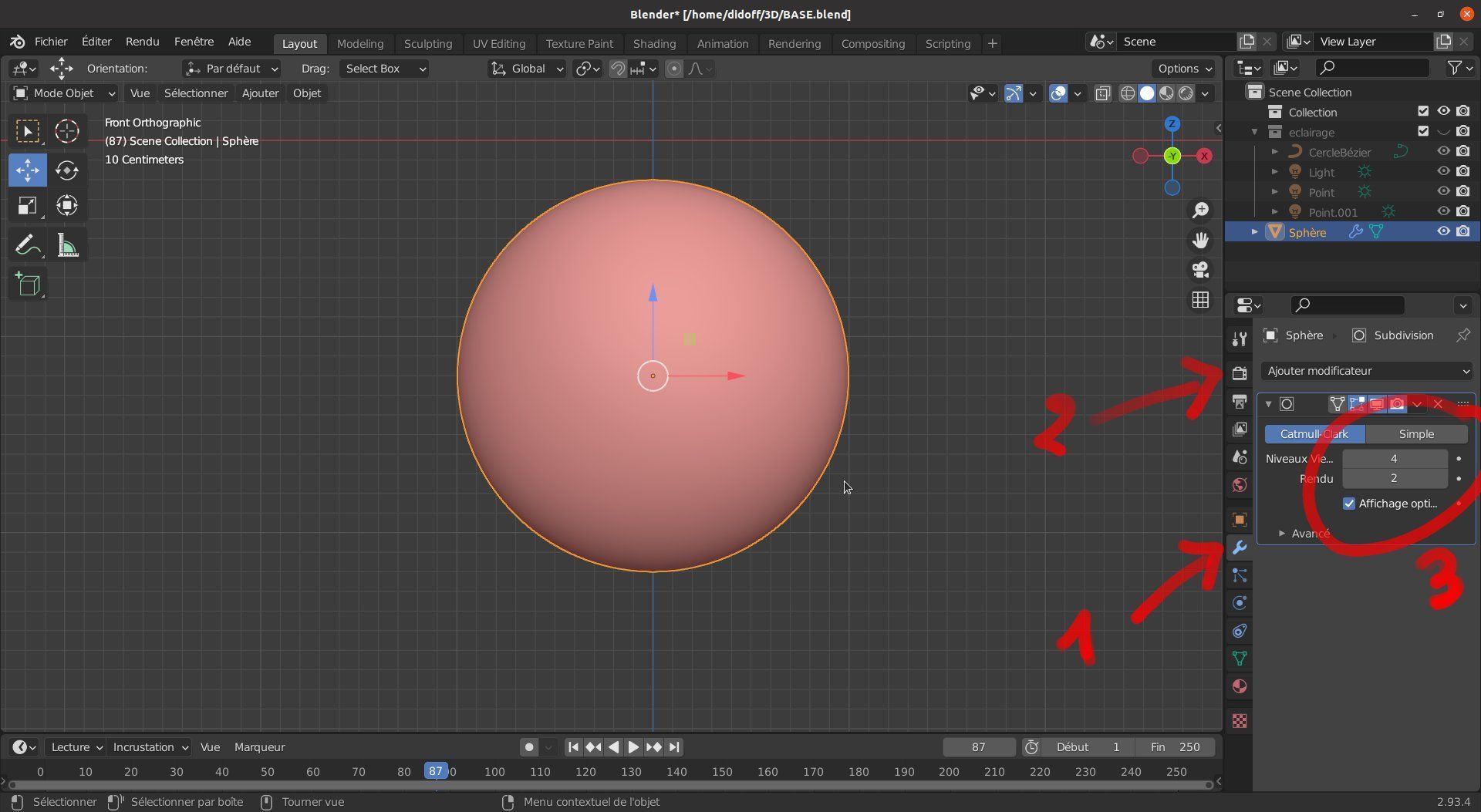
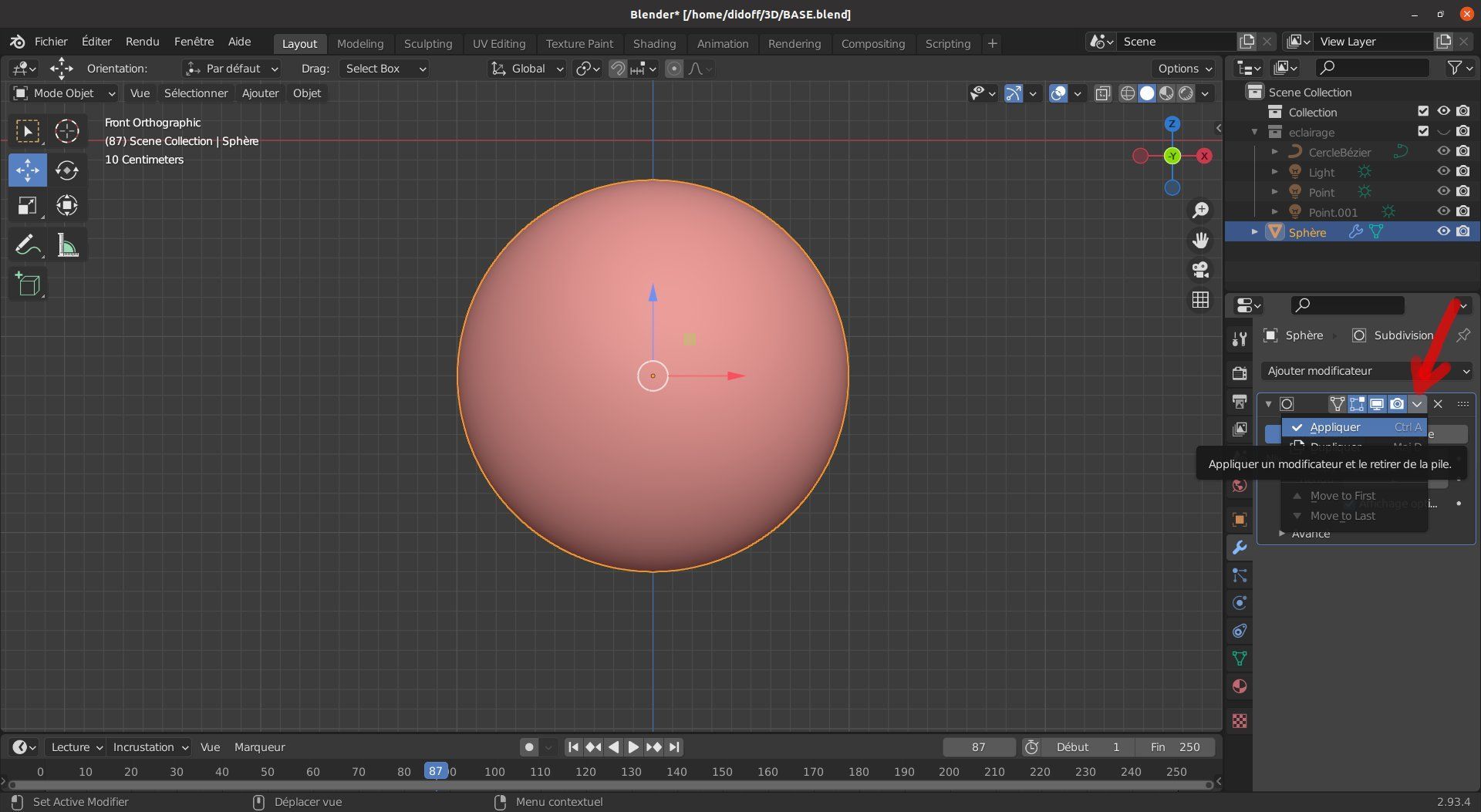
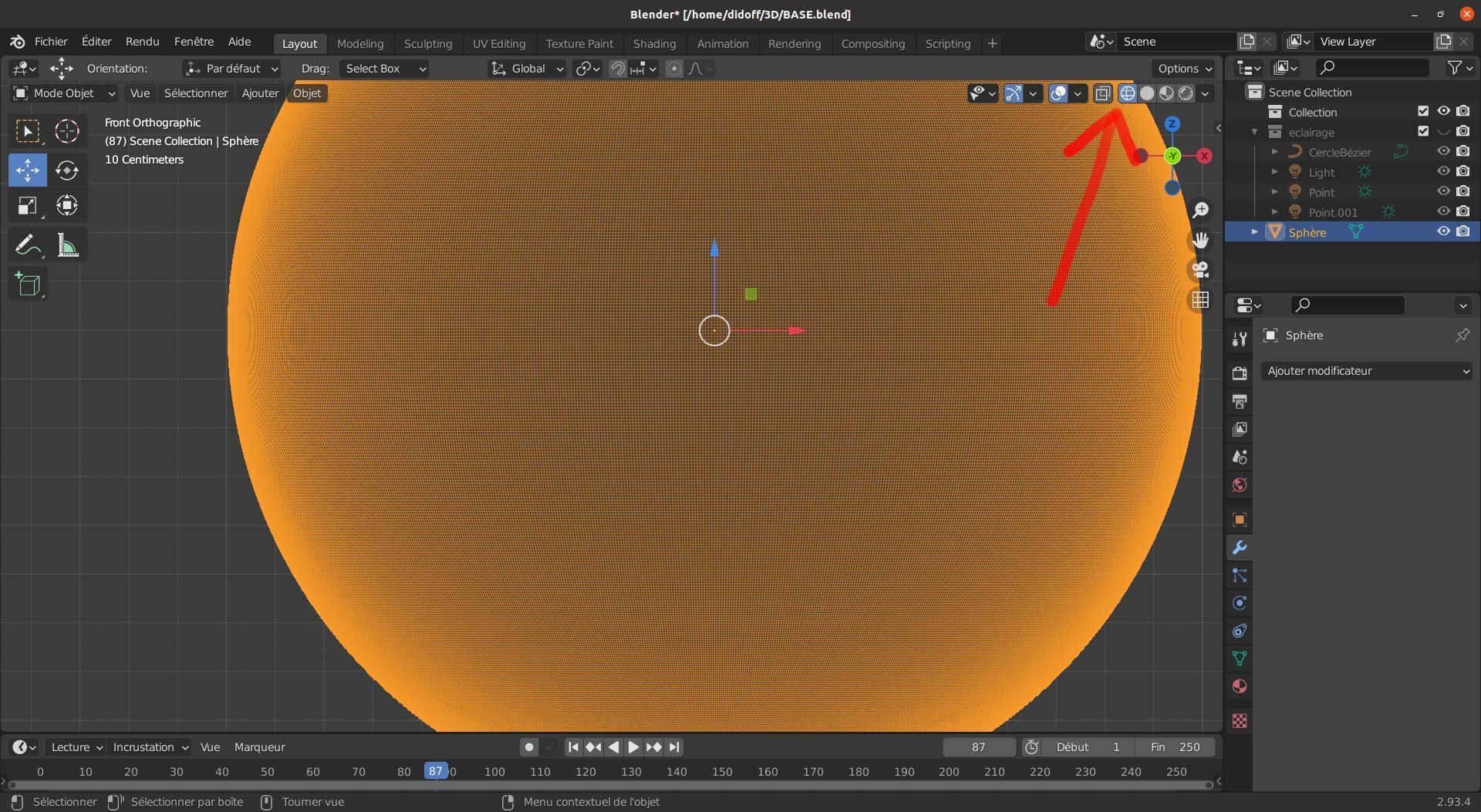
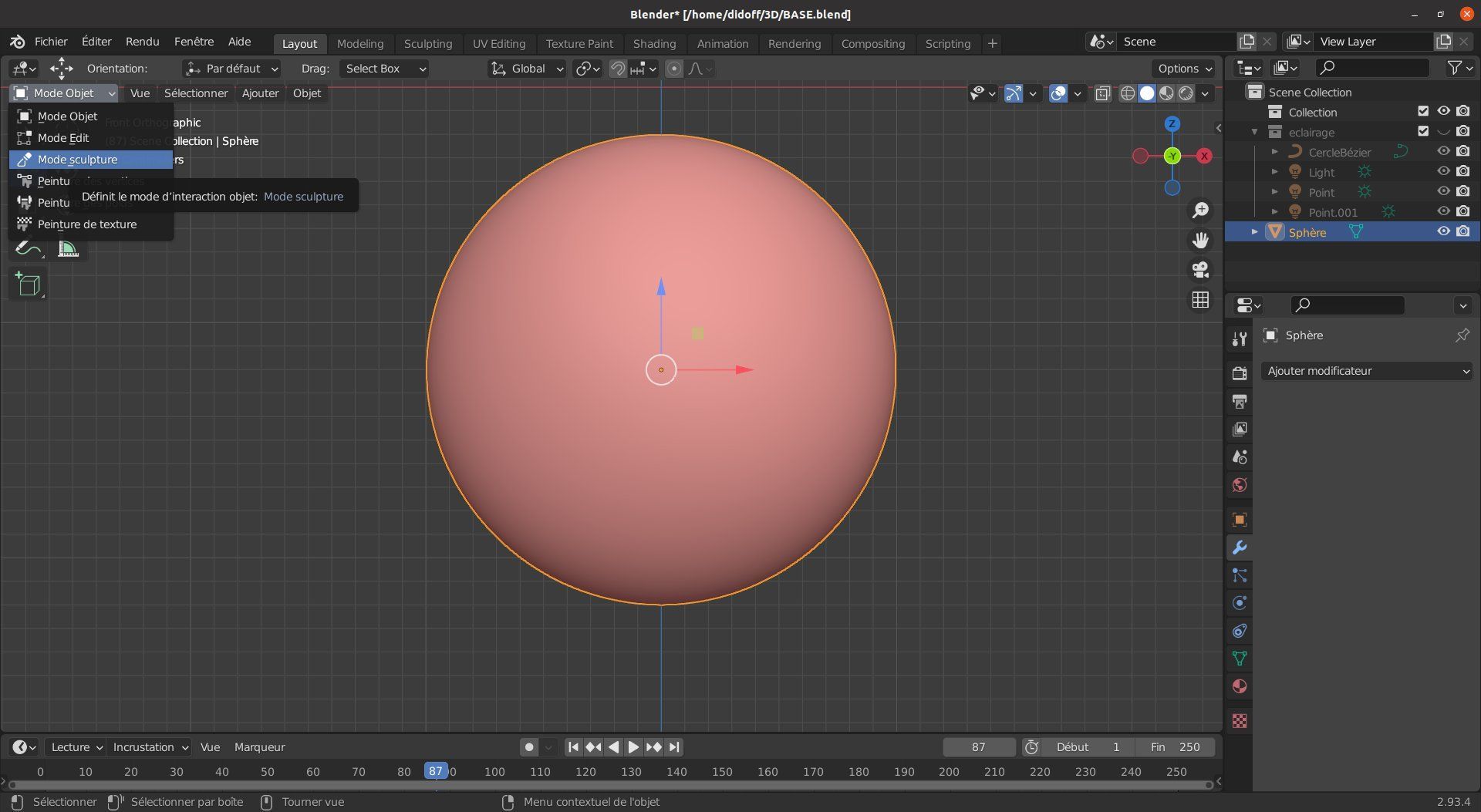
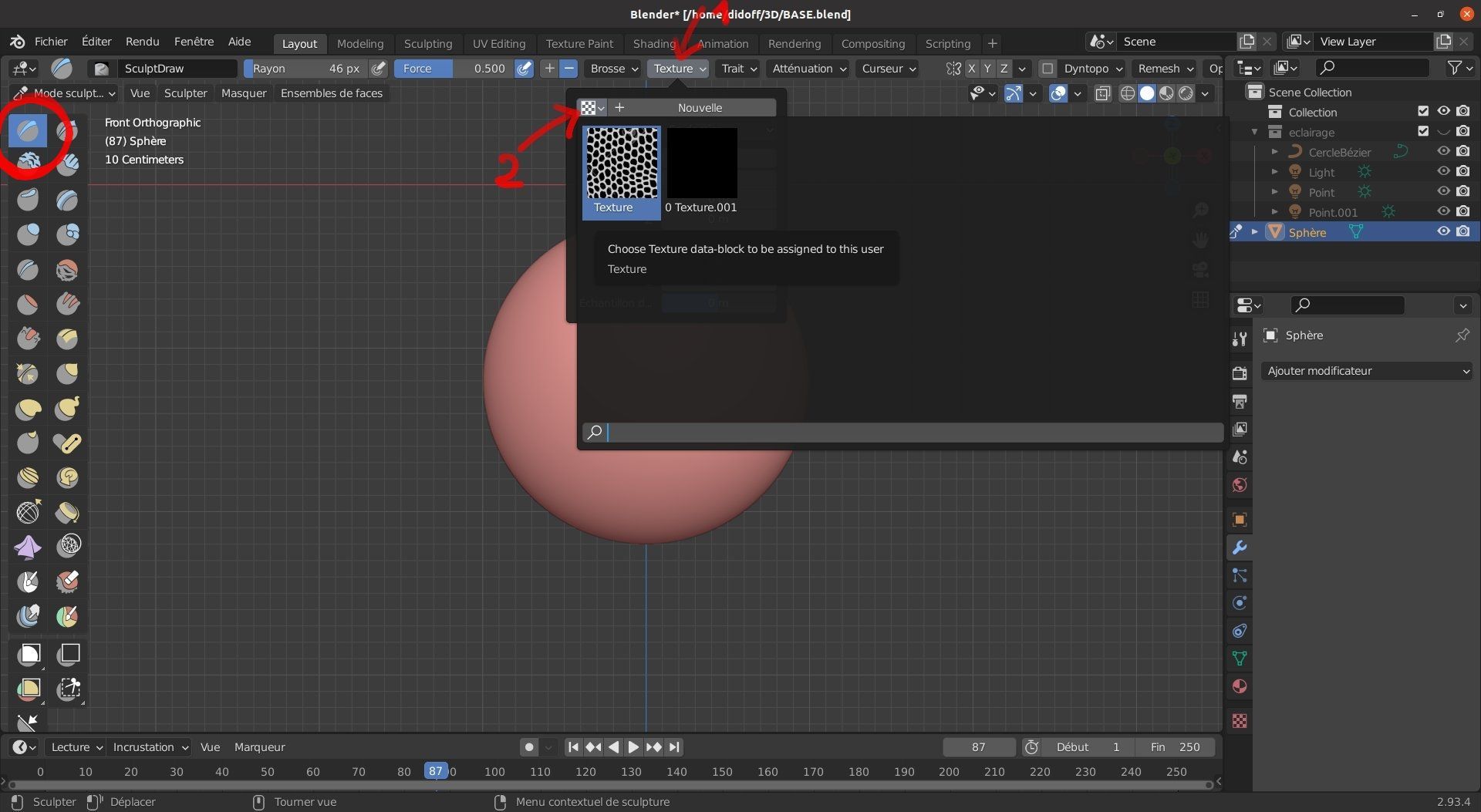
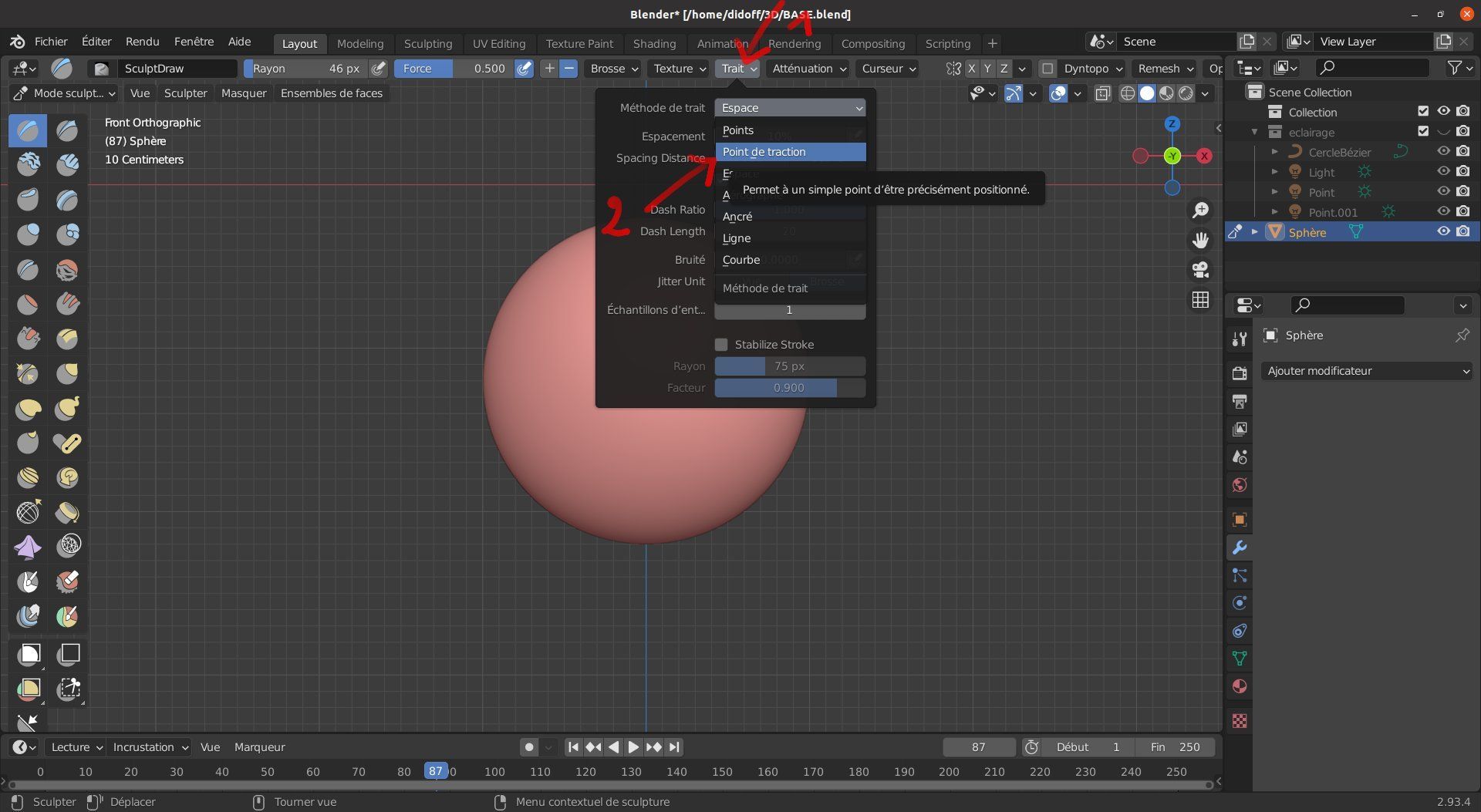
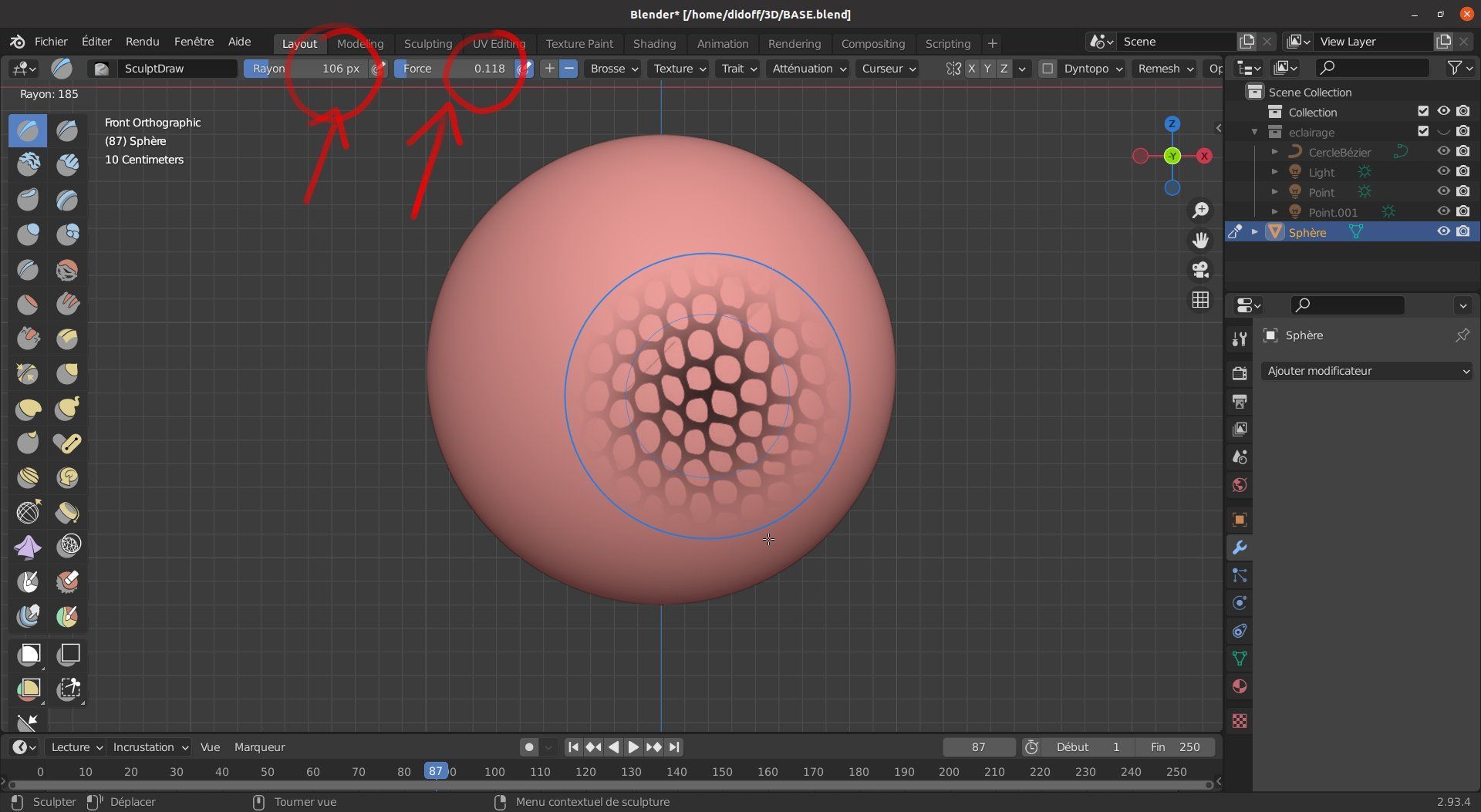
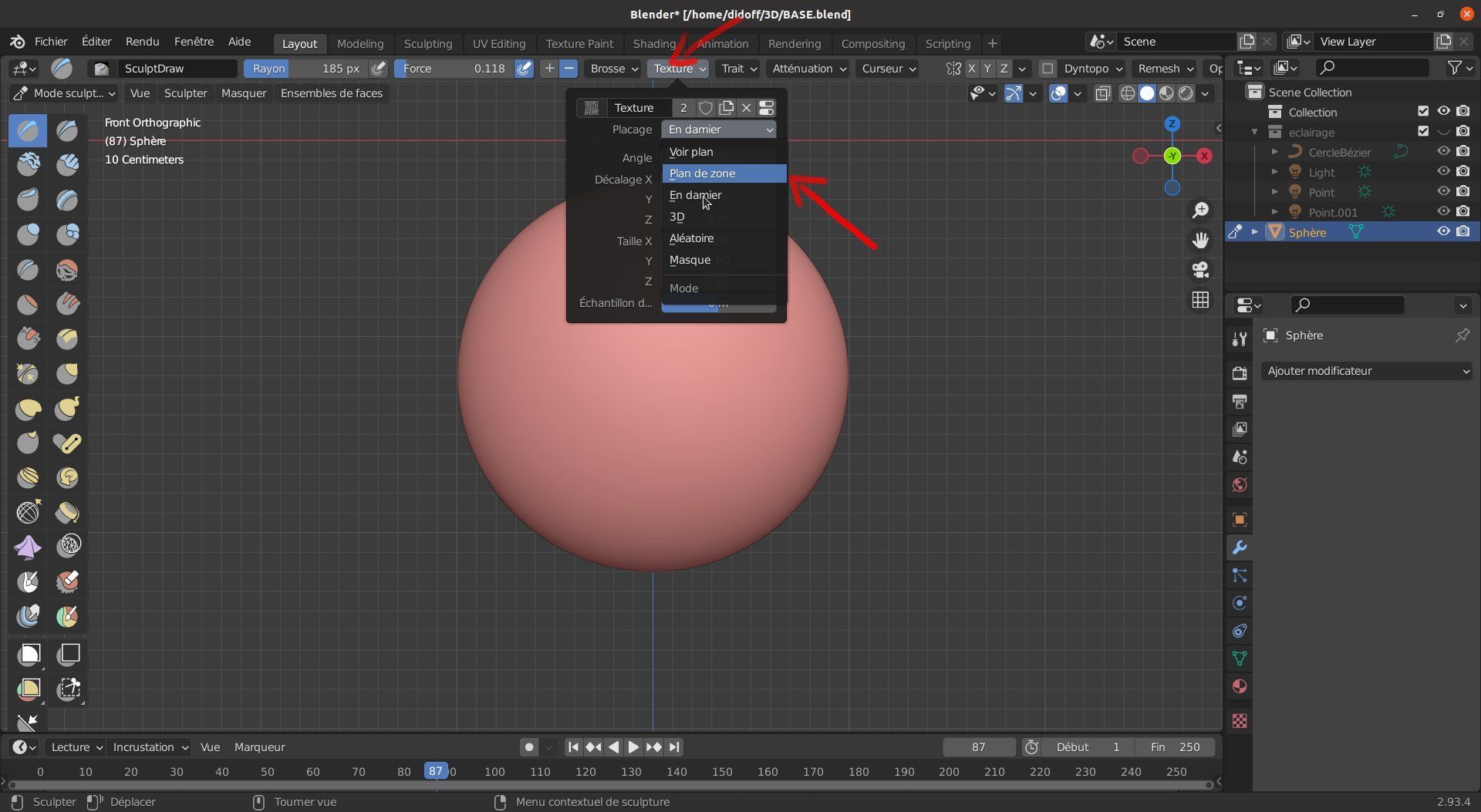
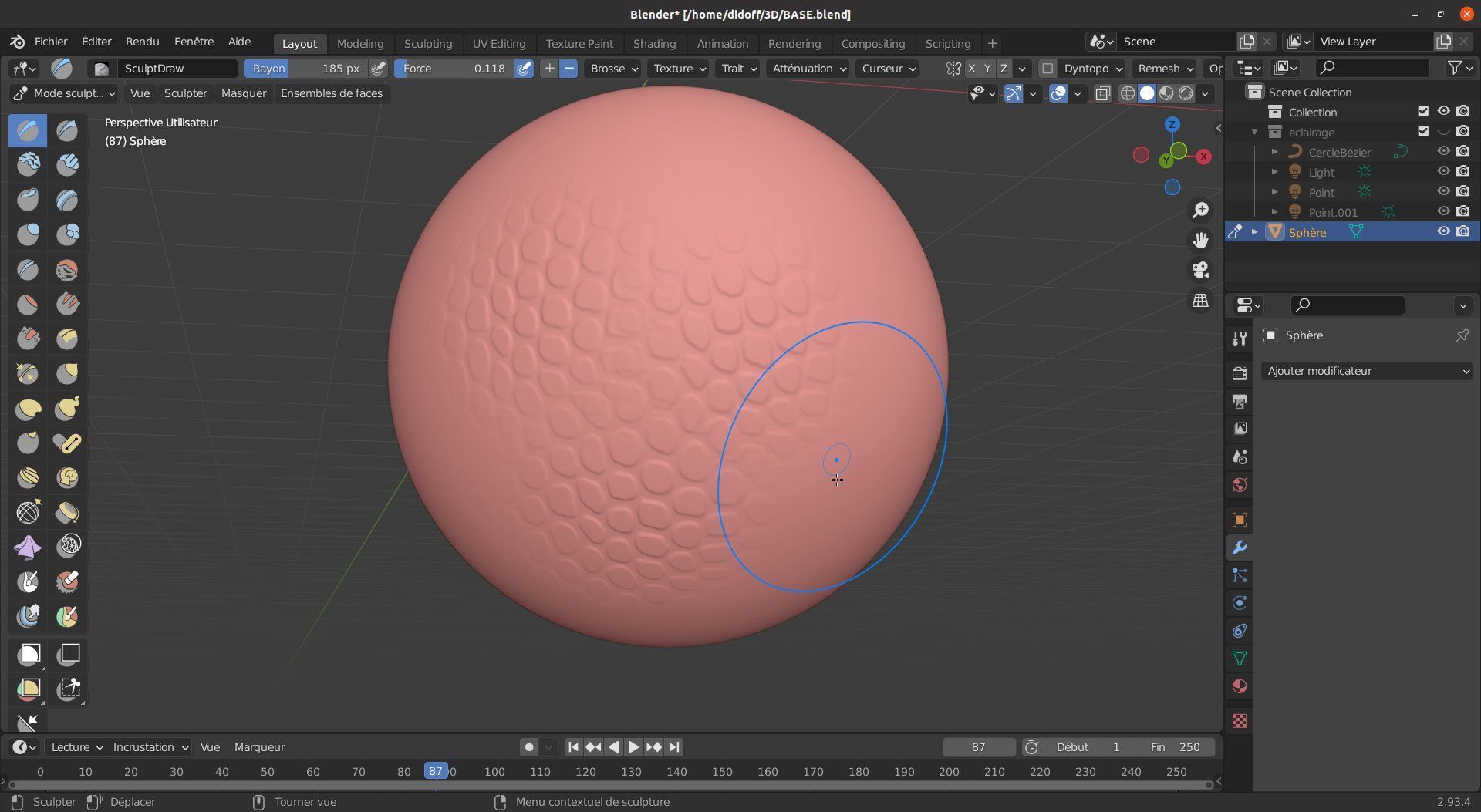
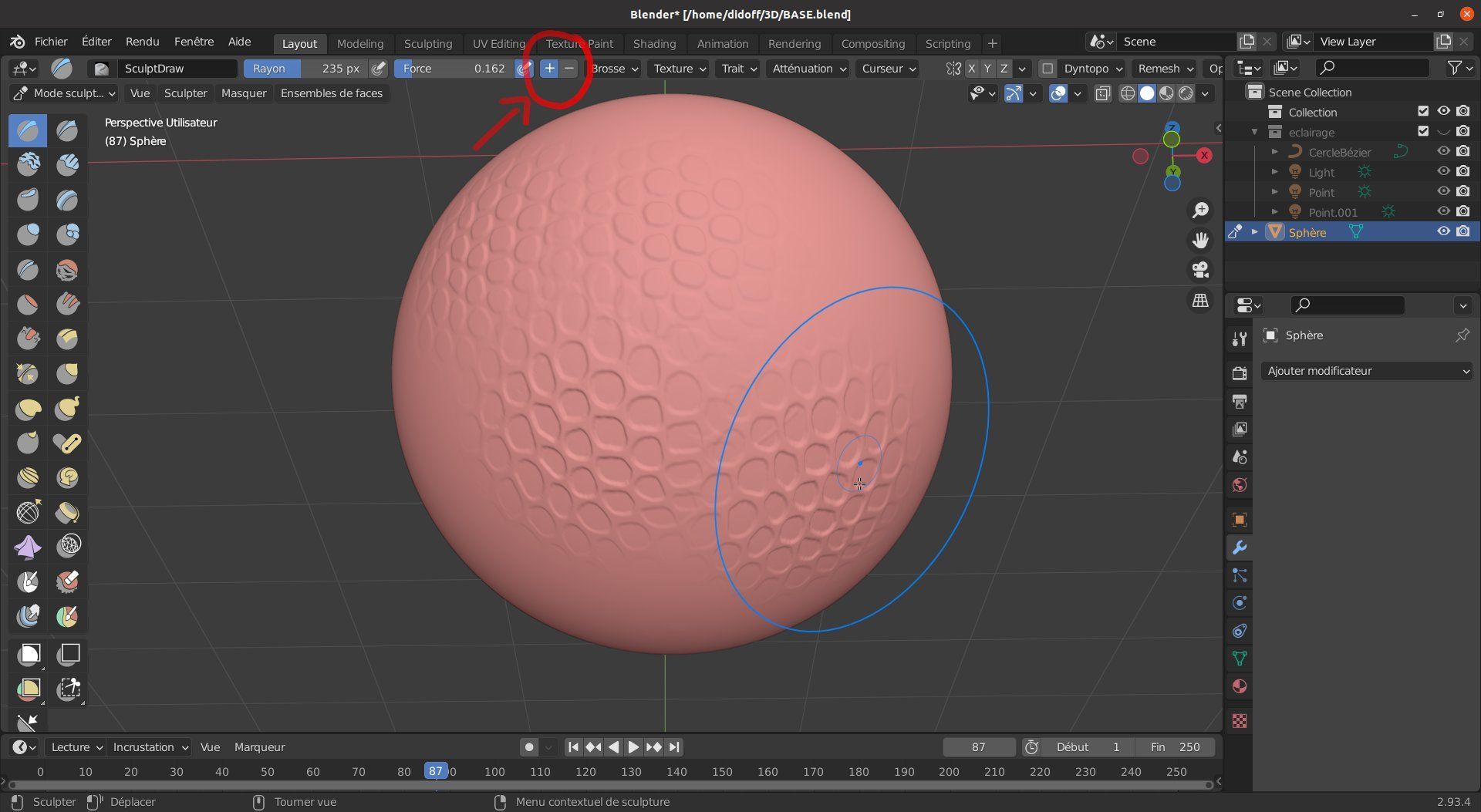
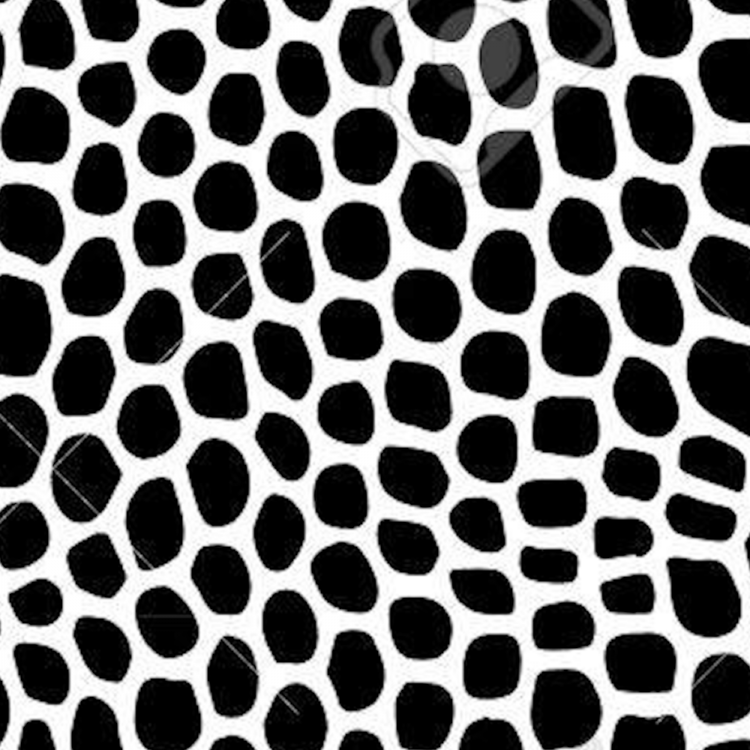
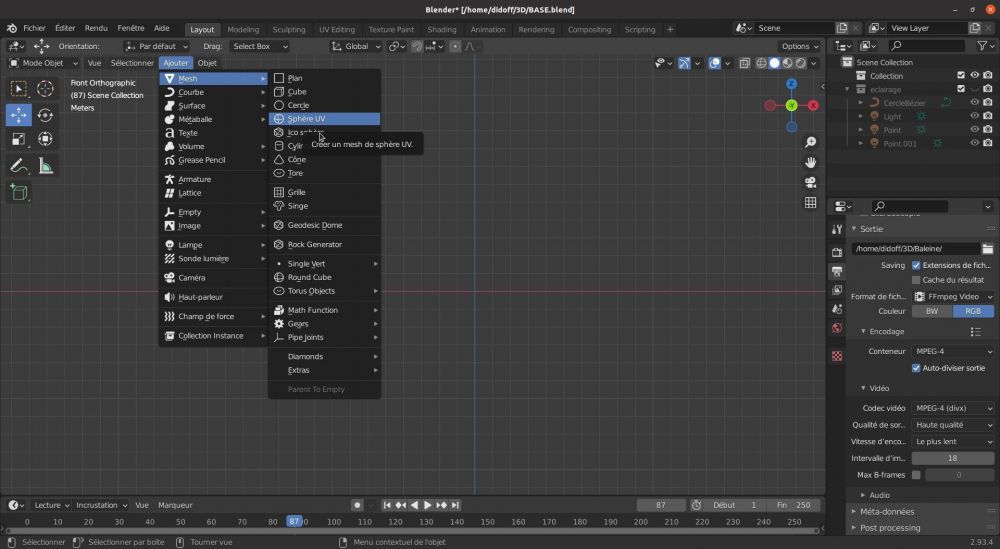
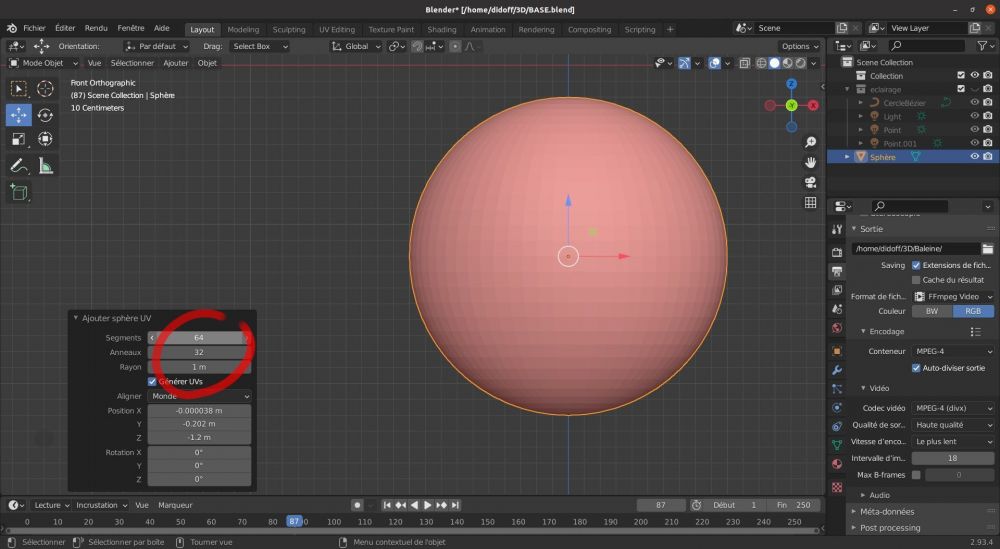
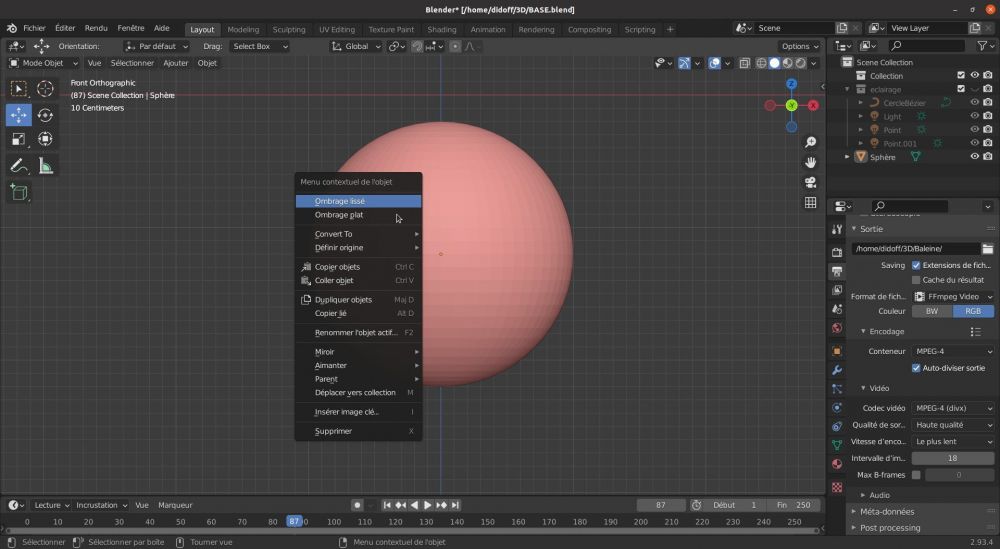
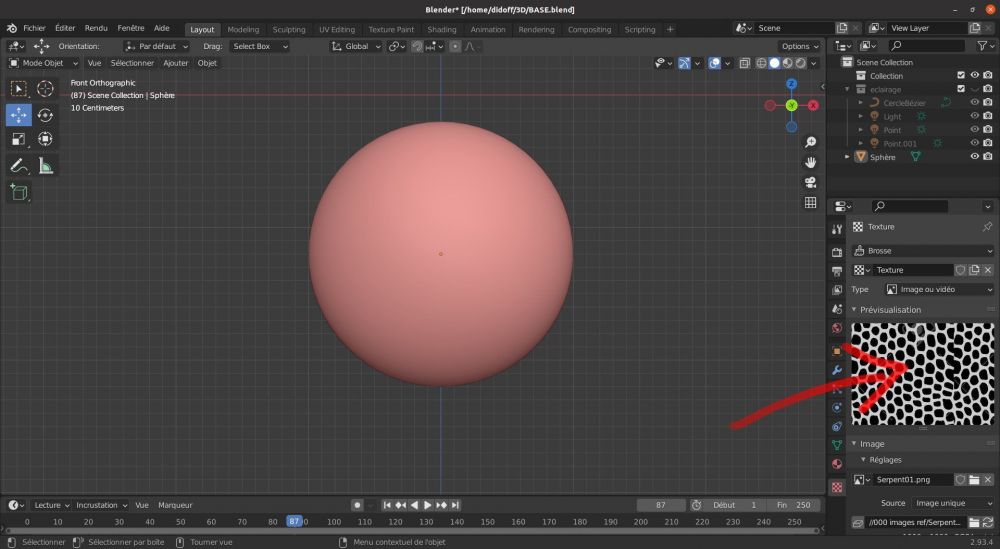
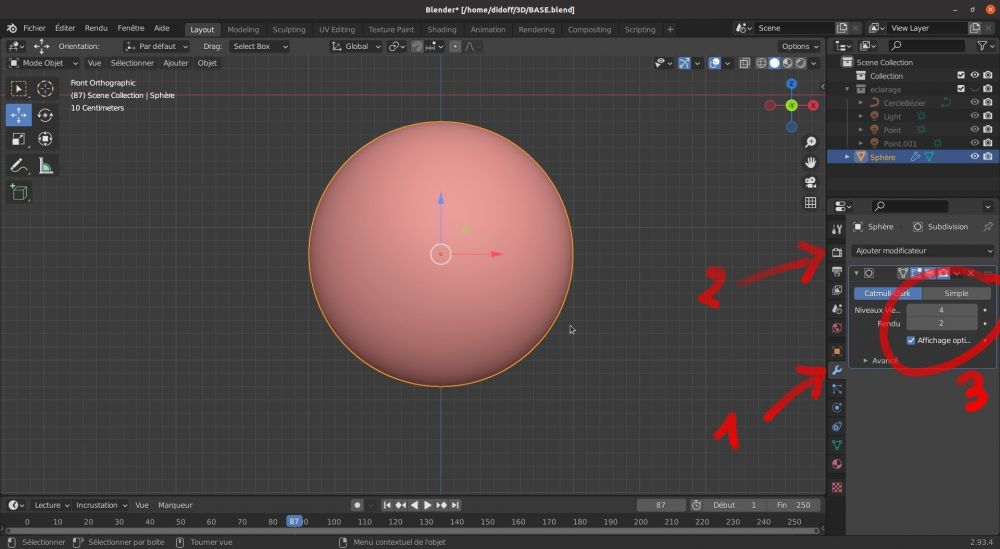
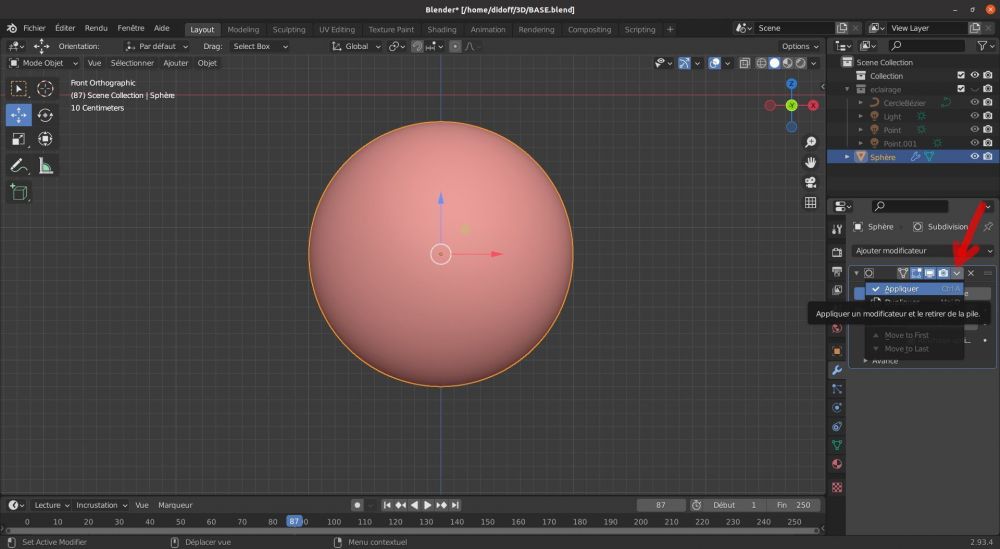
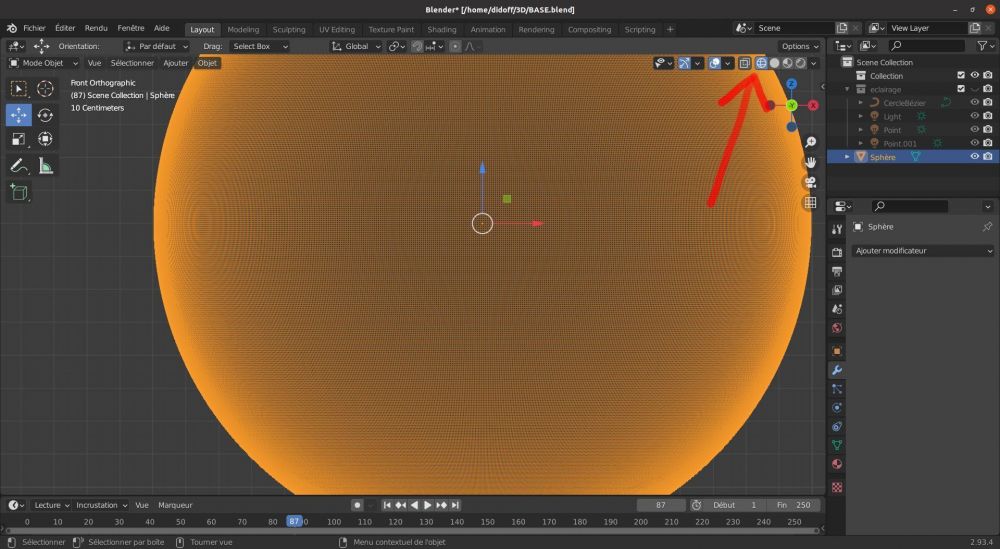
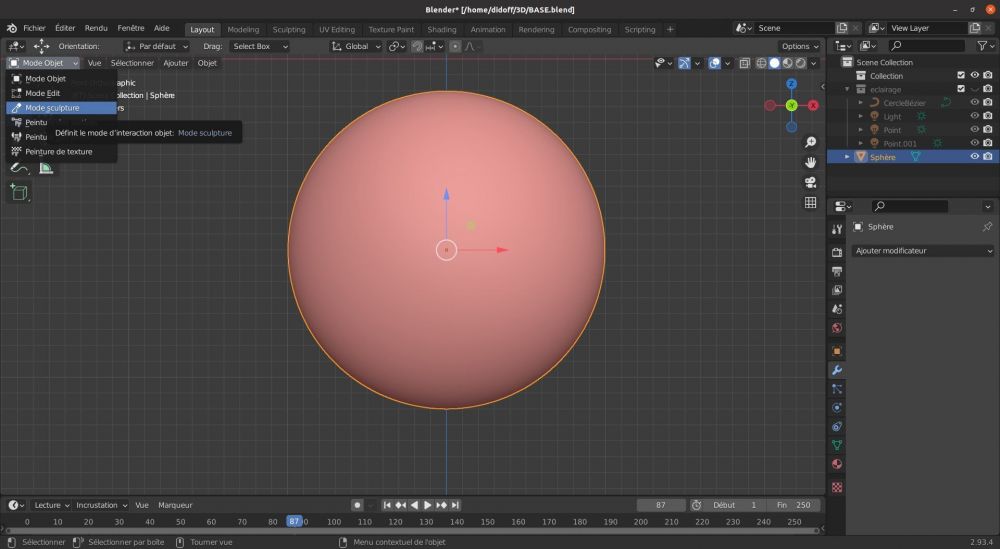
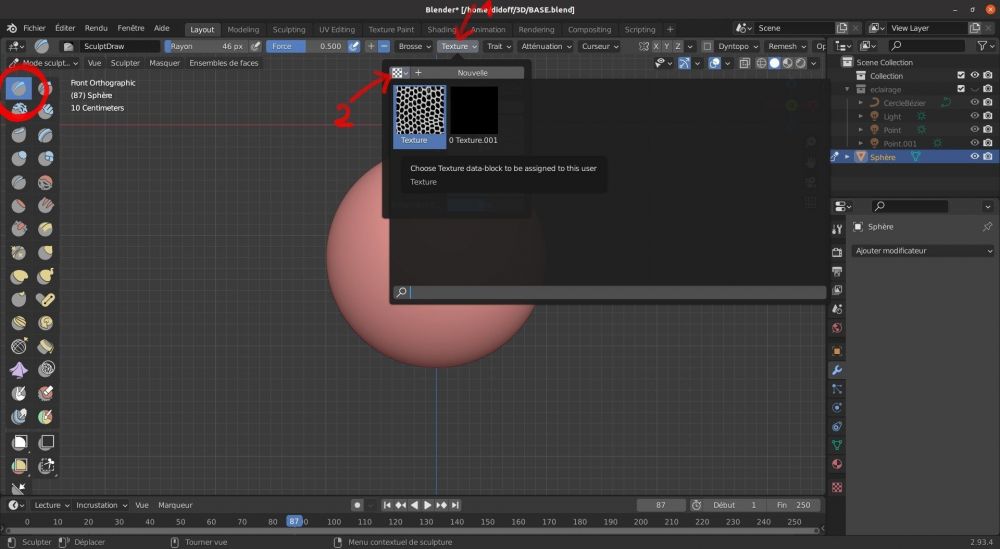
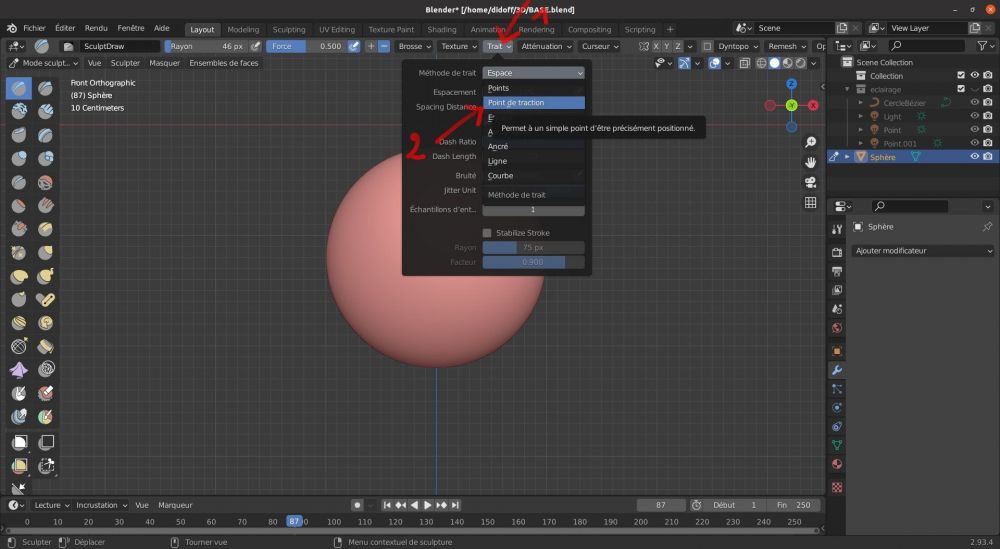
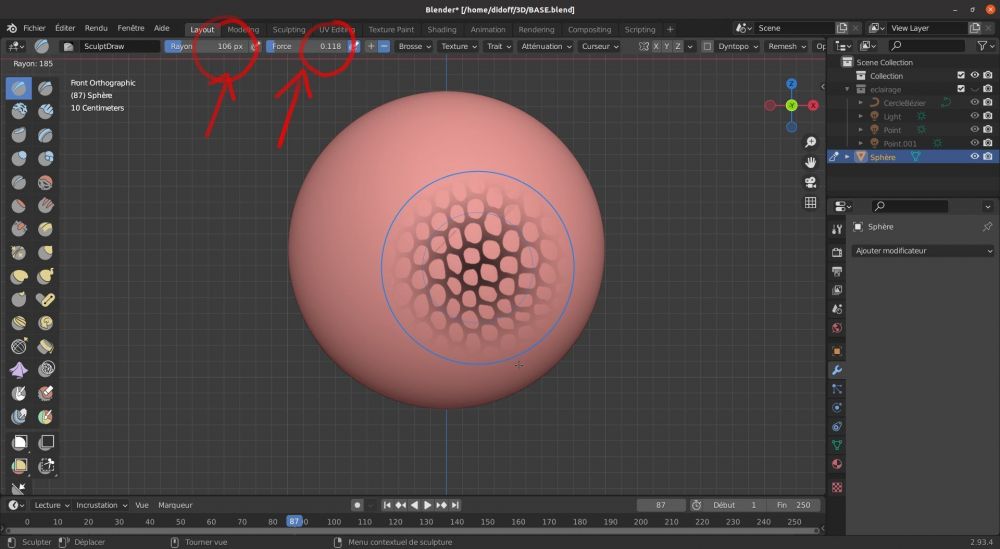
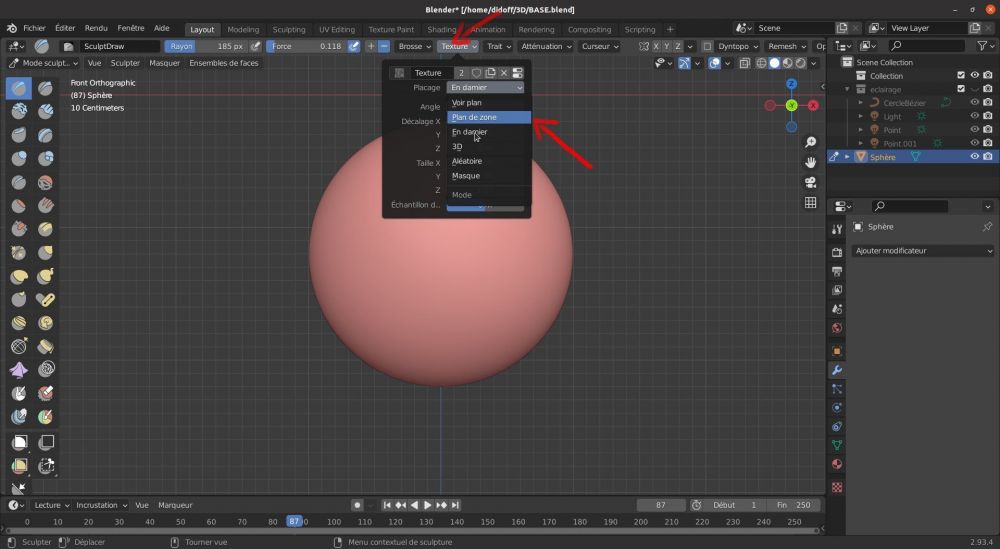
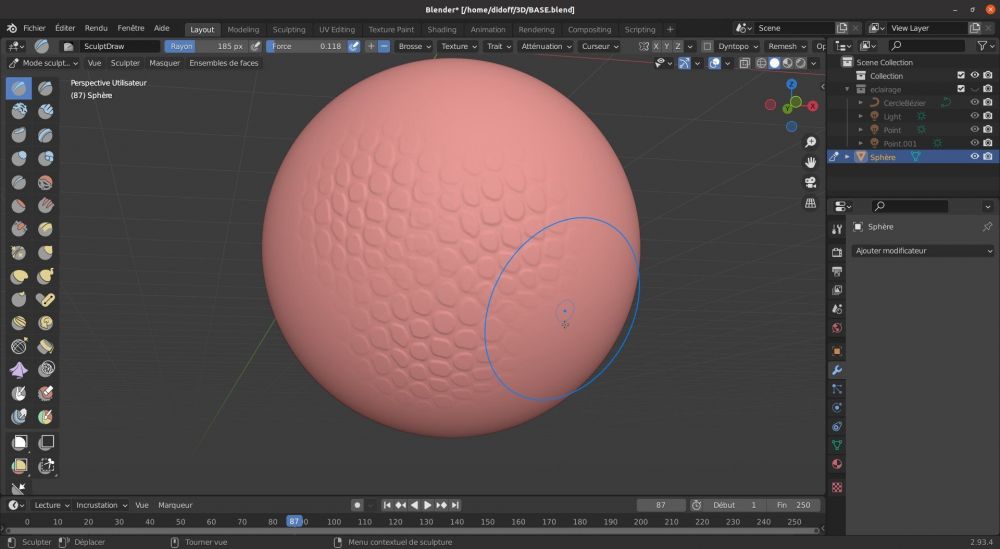
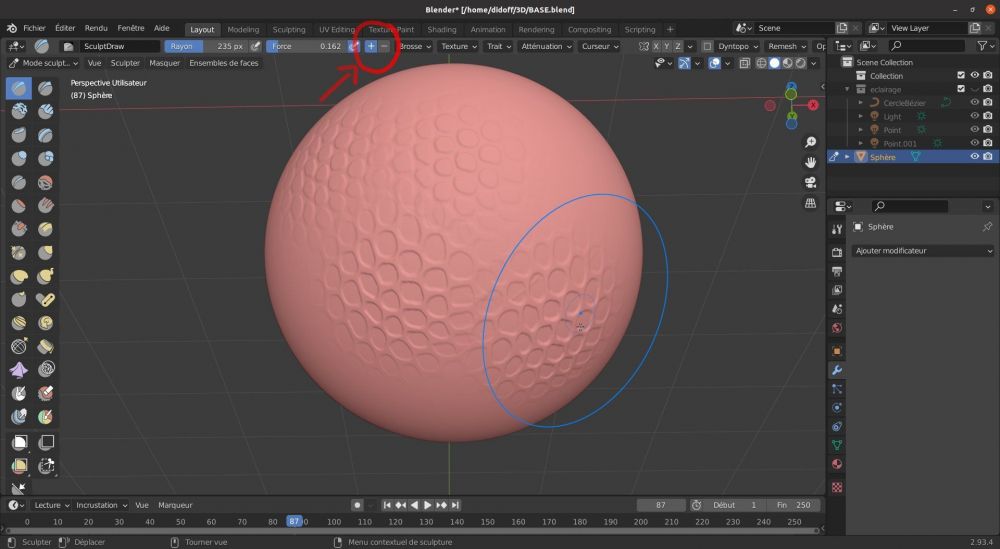
Bonjour, Je vous propose ici quelques petits tutos sur l'utilisation de Blender, principalement en mode SCULPT, mais pas que... Pour commence je vais vous montrer comment sculpter en mode texture. Tout d'abord il vous faut une image de ce type (en noir et blanc)... Après avoir ouvert Blender (ma version est en français comme vous pouvez le constater) nous allons créer une sphère UV pour la démonstration, mais cette technique s'applique bien entendu sur d'autres surfaces. On augmente le nombre de segments et anneaux... Clic droit pour passer en ombrage lissé. On clique maintenant sur texture et on ouvre le fichier ou est enregistrée l'image que je vous ai montré au début... Si tout se passe bien elle apparaît alors là On sélectionne la sphère, on clique sur la clé pour ajouter le modificateur subdivision de surface et on règle le niveau de subdivision sur 4. On applique le modificateur Si l'on passe en mode fil de fer on voit que la subdivision est importante, c'est nécessaire pour un bon rendu... On passe ensuite en mode Sculpture... On vérifie que l'on est bien sur l'outil dessin et on clique sur texture puis sur le petit damier pour sélectionner notre image... On sélectionne le placage "plan de zone" ou "voir plan"... On clique ensuite sur Trait et on sélectionne point de traction. Il faut ensuite régler la force du trait, choisissez une valeur pas trop élever pour avoir un bon rendu. Le rayon se règle à coté ou avec la touche F en déplaçant la souris pour agrandir ou diminuer, clic droit pour valider. Voilà vous pouvez maintenant dessiner de la texture en relief à partir d'une simple image. Le trait en mode "point de traction" permet de choisir ou l'on dessine en maintenant la touche gauche de la souris appuyée. Il est bien entendu possible d'inverser le trait (+/-) Voici un exemple de réalisation avec cette technique.. crakos.mp4

 1 point
1 point -
Carrément oui, RAS en PLA. Un peu moins bien en PETG et plus que moyen en TPU Mais c'est une très bonne machine1 point
-
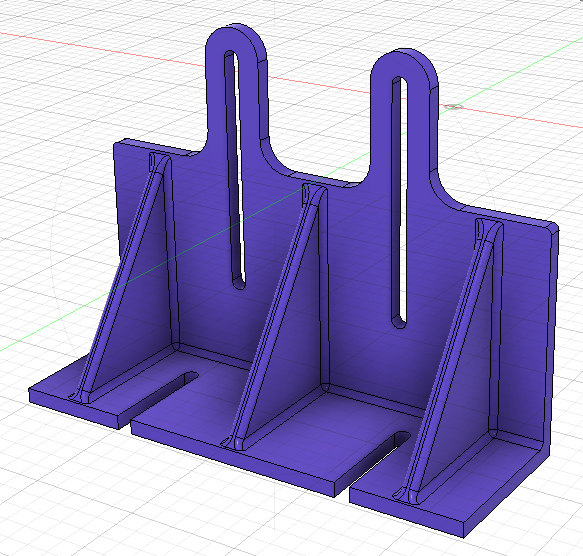
Salut, Toujours aussi intéressantes tes réalisations. Pour ce genre de pièce, vu les dimensions, j'aurais travaillé en assemblage vis noyées et écrous avec 5 pièces imprimées à plat. Mais je pense qu'une impression monobloc fera le job.1 point
-
C'est une petite histoire: j'en ai acheté une, pour le plaisir de monter un gros truc LEGO, et je l'ai offerte à mon fiston, avec drapeau à l'envers, et le sigle USA idem. Du coup, il a voulu monté la sienne, comme il l'a voulu, et me la donné. Maintenant avec l'acronyme SAU, y'a de quoi imaginer ce qu'on veut. Le support recevra son éclairage interne bientôt, je reçois le kit LED demain. Le temps de tout fixer sur une jolie plaque, planquer le module d'alim, et je serai bon pour en faire un autre pour le gamin.1 point
-
En tant que dev, j'aime pas les tournevis Mais bon, on fera avec @fran6p Ca m'a l'air bien plus complet... Rien que la vérification du leveling est top! Bon, au moins ça c'est rassurant: Par contre, mon chat c'est toujours pas ça Résumé de la dernière soirée : -> Flasher le firmware c'est bien, et c'est pas compliqué. -> La première couche est nickel, l'extrusion semble bonne Le moteur de l'extudeur et la roue crantées sont identique au MK8 trouvé sur les Ender 2/3. -> Ca accroche mieux si je réduis la vitesse, mais ça merde toujours si je fais des "aller retour", visiblement le plastique accroche à la buse Comment je peux m'assurer que la buse est pas "sale" et qu'elle aurait une adhérence suppérieure au bed? -> Si je déplace le modèle, ça tiens mieux, même si c'est toujours pas ce que j'avais au départ J'ai démoli mon bed, bon alors amazon et... B*RD*L CA COUTE 35 BALLES CTE M****. -> Du coup, je suppose que je ne peux pas le réparer. -> Quand je prendrais un remplacement, il y a quoi comme précaution d'usages? Pas le coté vert de l'éponge, pas retirer à chaud et? -> Ajout de laque, c'est mieux. Comme dirait un pote "Va y pleure tu vas faire quoi sa....Pardon" -> Le chat est sorti, il ya a eu un décalement de couche pour la queue mais il est entier et pas de couche sous extrudée. Je peux faire quoi pour encore augmenter l'adhérence de la première couche sur le long terme avant d'avoir remplacé le bed? Enfin, vu que mes envies de meurtre sont passé et que j'ai le miaou en main, merci à @fran6p @MrMagounet @Savate @Yellow T-pot @Idealnight @spritiman @Gasast


 1 point
1 point -
Et voilà avec les supers renforts Je vais faire les dernières vérifs et faire travailler ensuite ma MINI @+ JC
 1 point
1 point -
à chaud tu peux arracher la surface de l'ultrabase à froid, ça se décolle tout seul. entre les deux il faut y aller doucement1 point
-
Ma préférence Franchement, je ne vois pas en quoi avoir des notifications pour tout est primordial. Quand un utilisateur m'appelle via mon pseudo, cite un de mes messages ou fait un lien à partir d'un de mes sujets, la cloche en haut à droite de la fenêtre me le signale. J'ai encore une mémoire suffisamment performante pour me souvenir des sujets où je suis intervenu. J'ai un onglet ouvert en permanence sur [Quoi de neuf ?] que je rafraichis de temps en temps, ça me suffit amplement. Réduire le délai de 24h à 6 heures ne fera que remettre à nouveaux des posts multiples1 point
-
Il faut que tu m'aides à résoudre un mystère : Comment est-ce que tu as pu imprimer 3h avec un BLtouch HS ?1 point
-
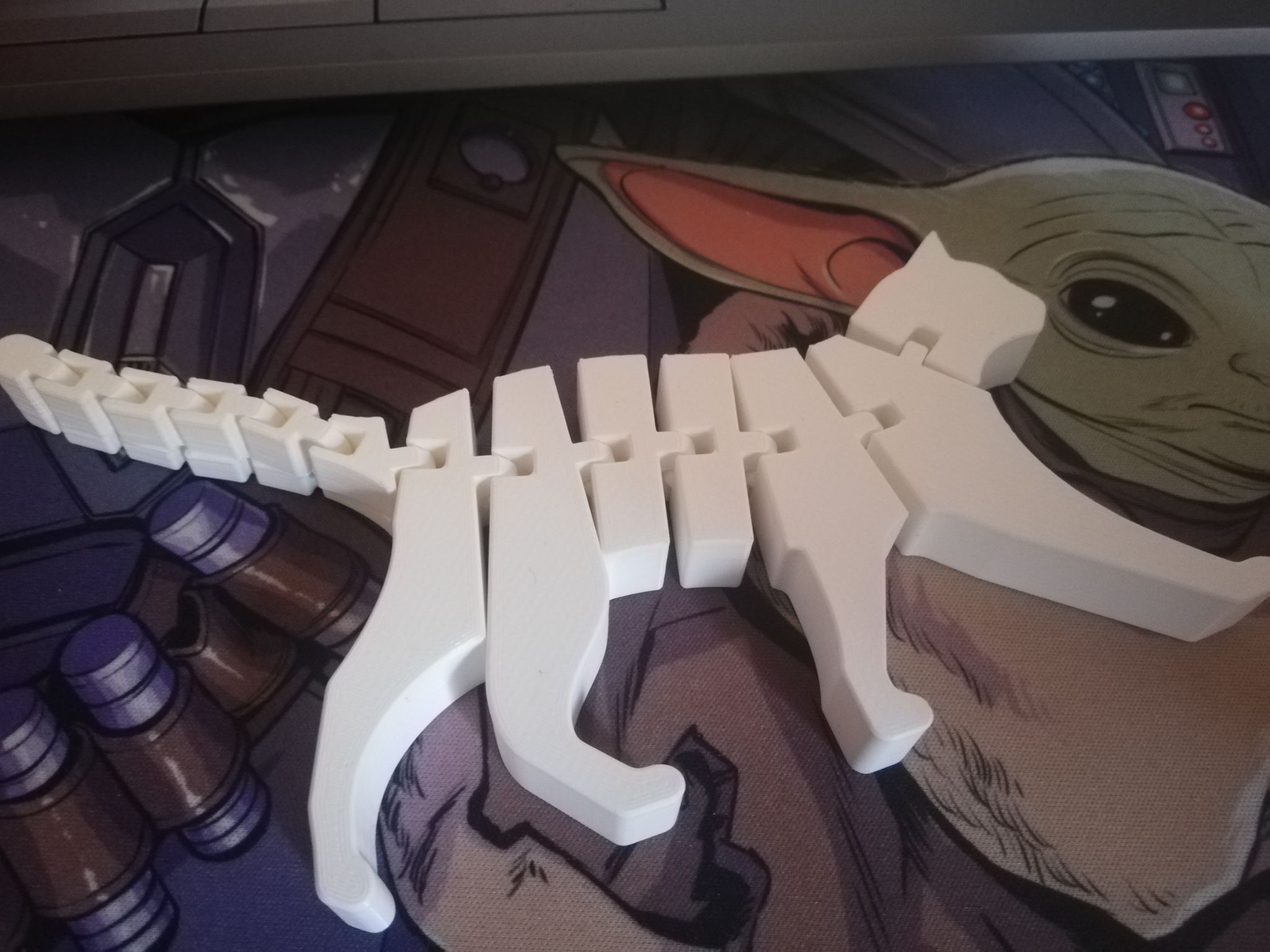
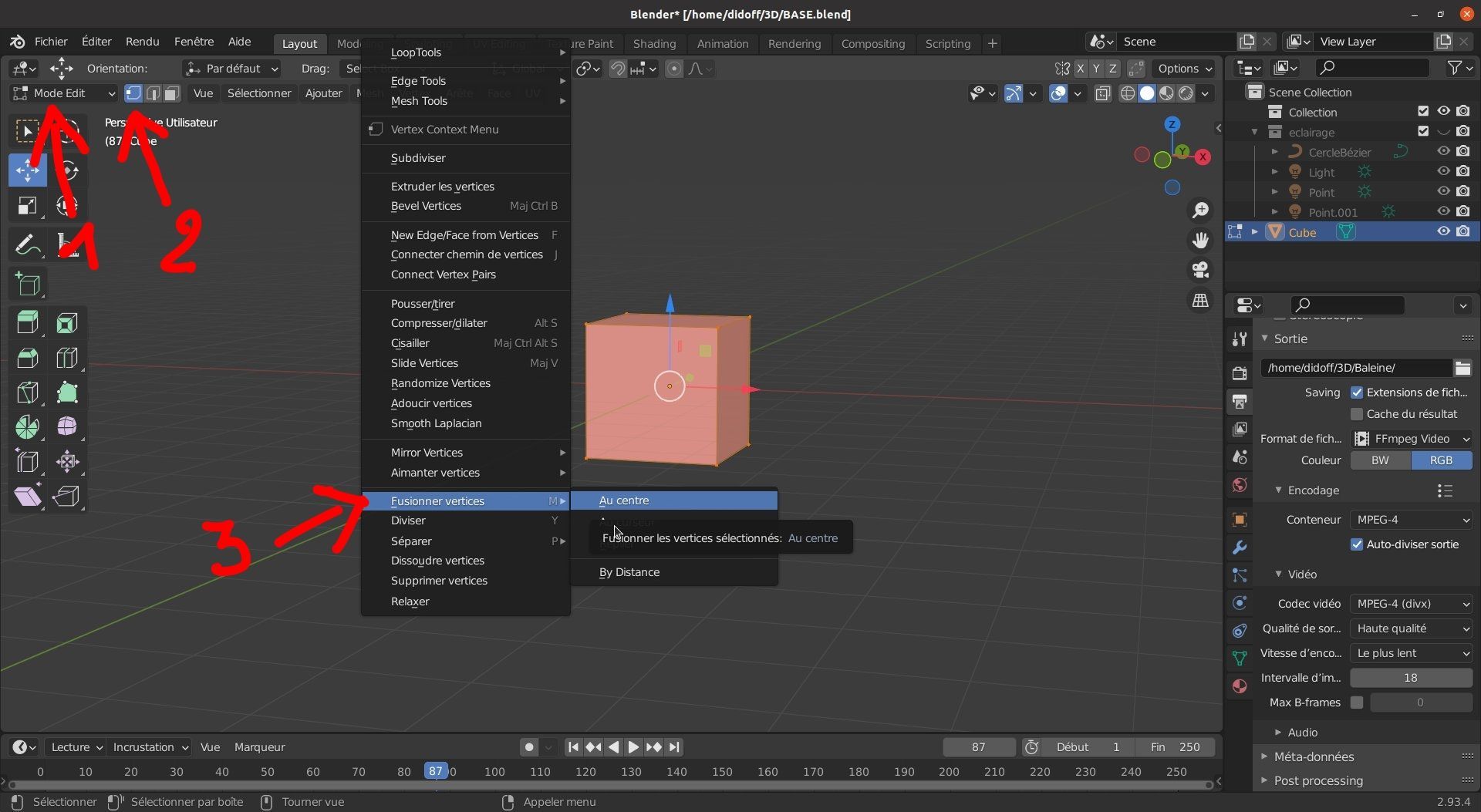
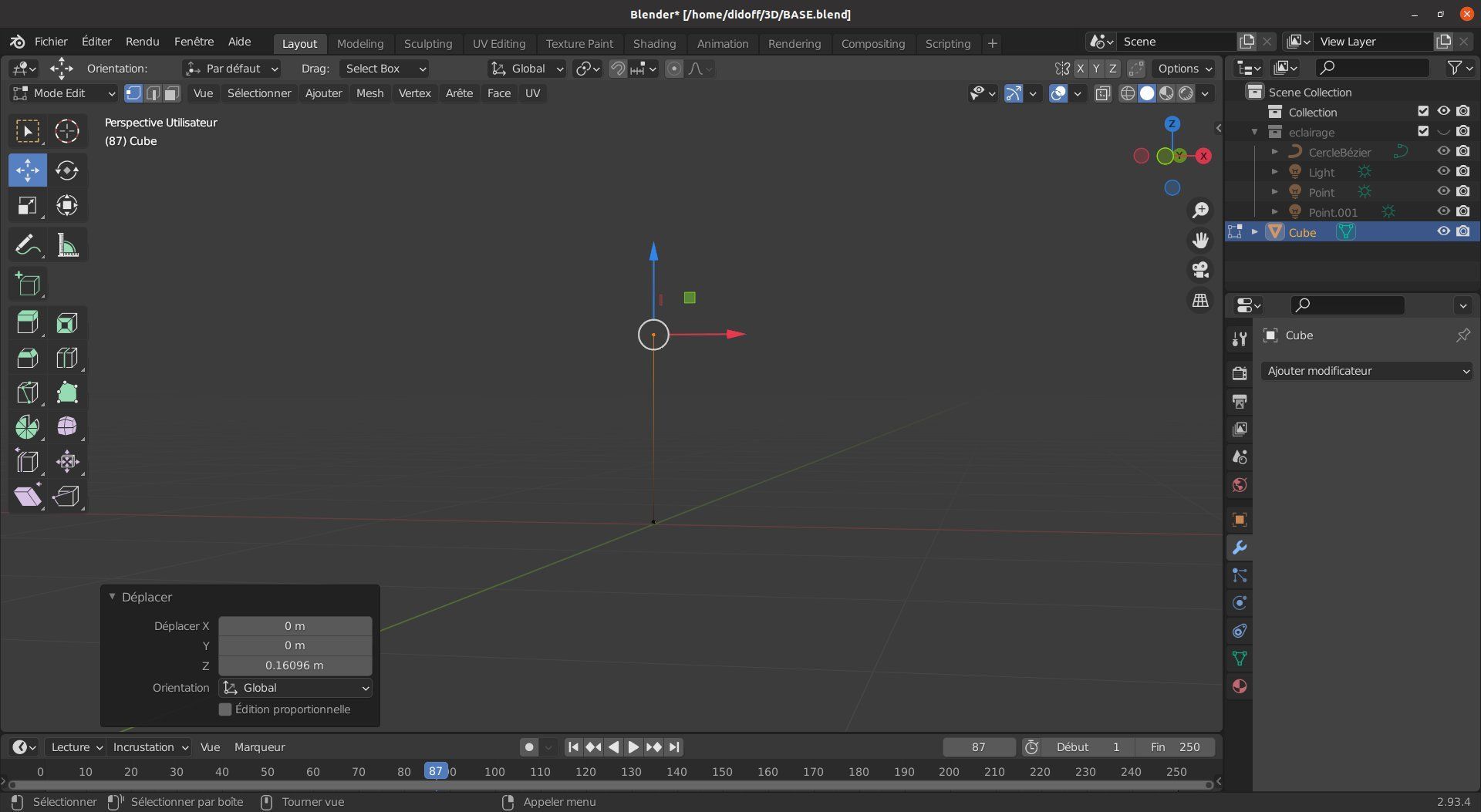
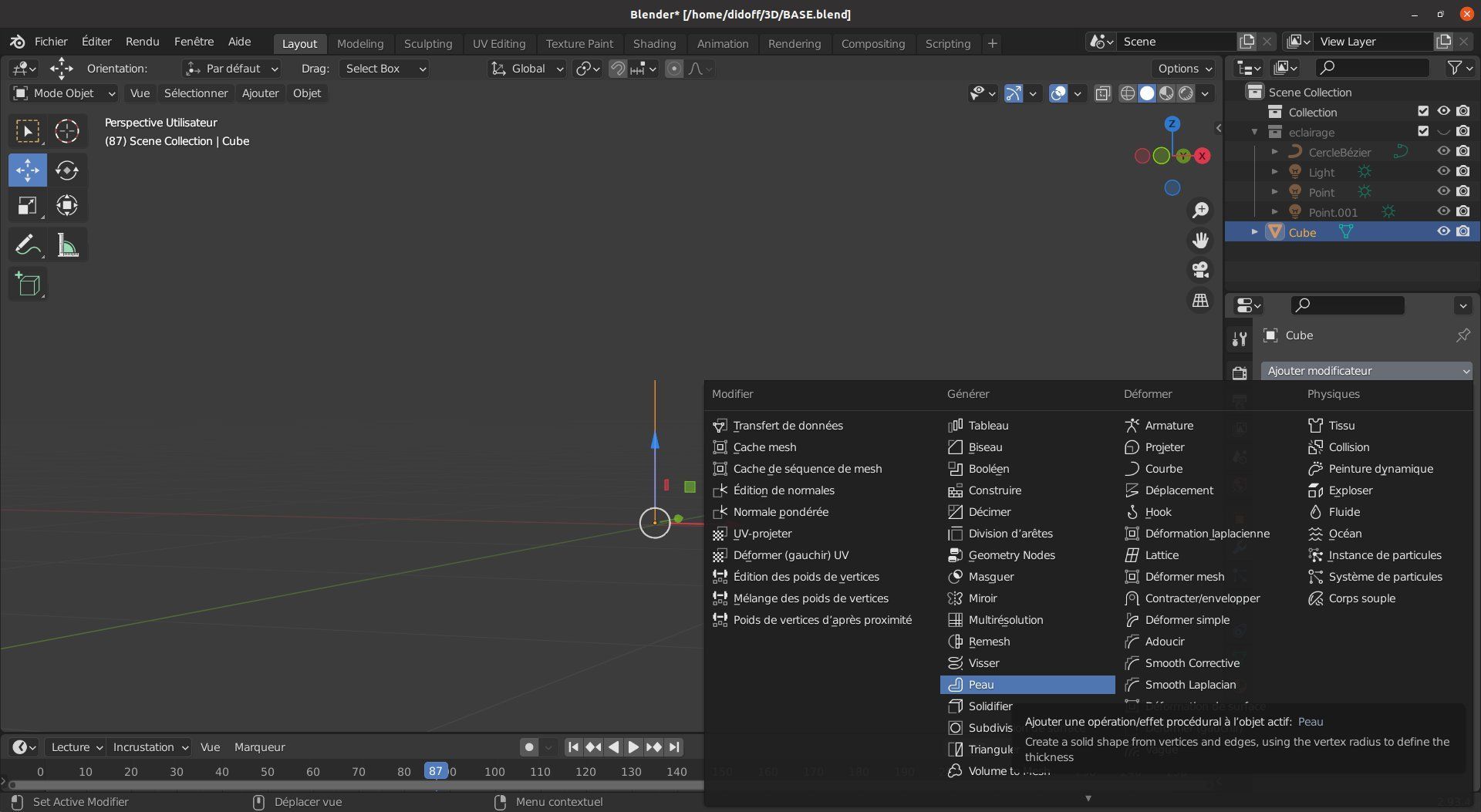
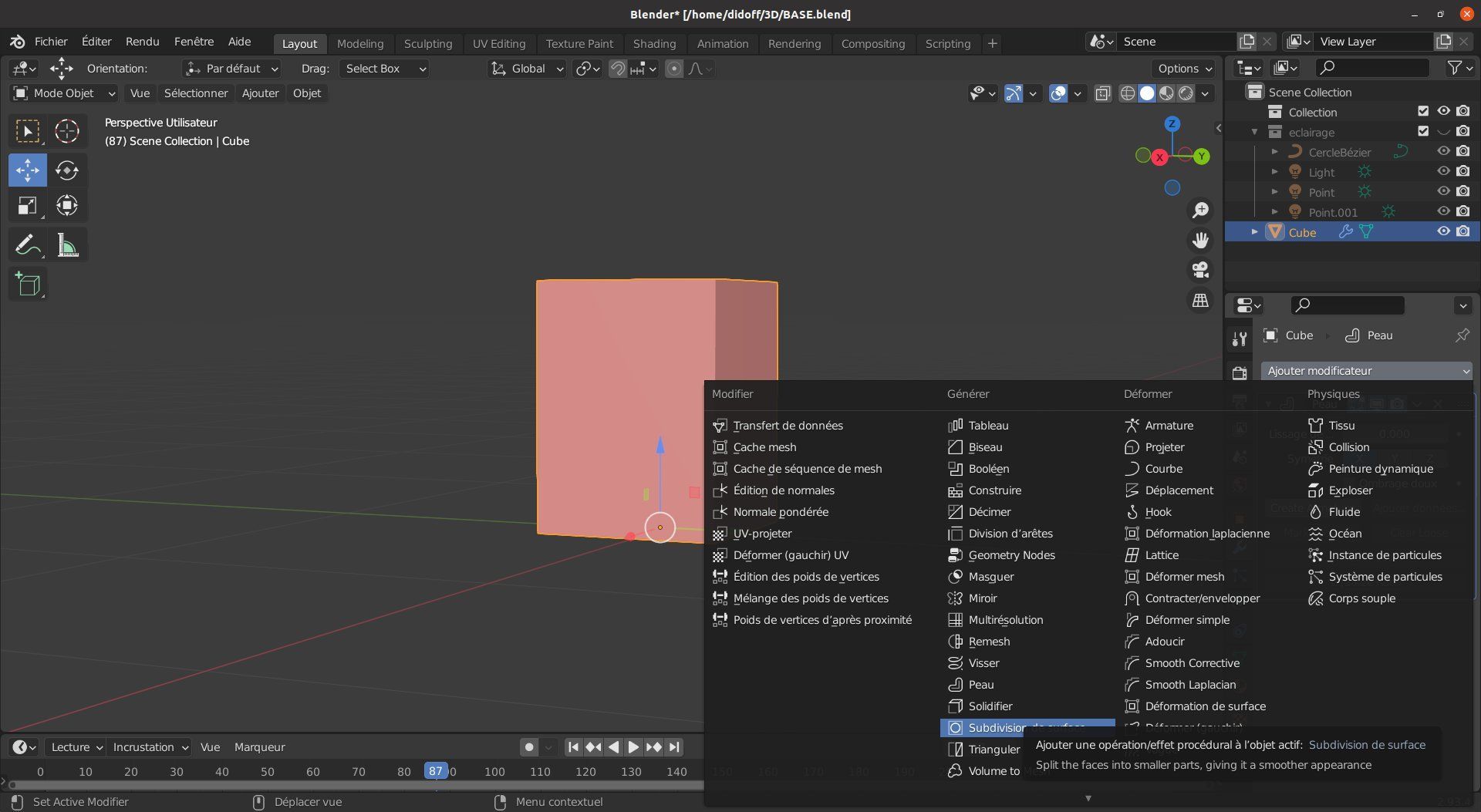
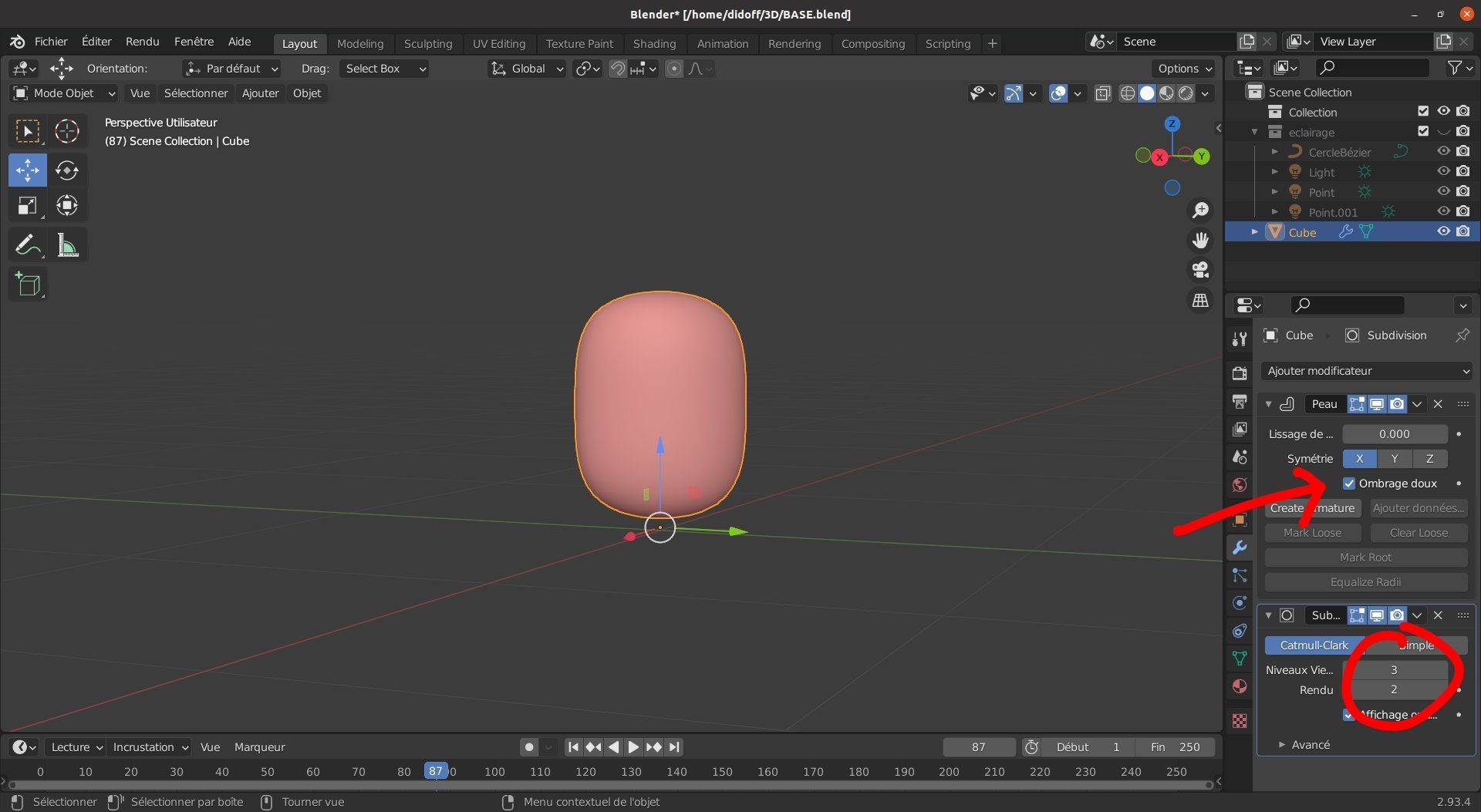
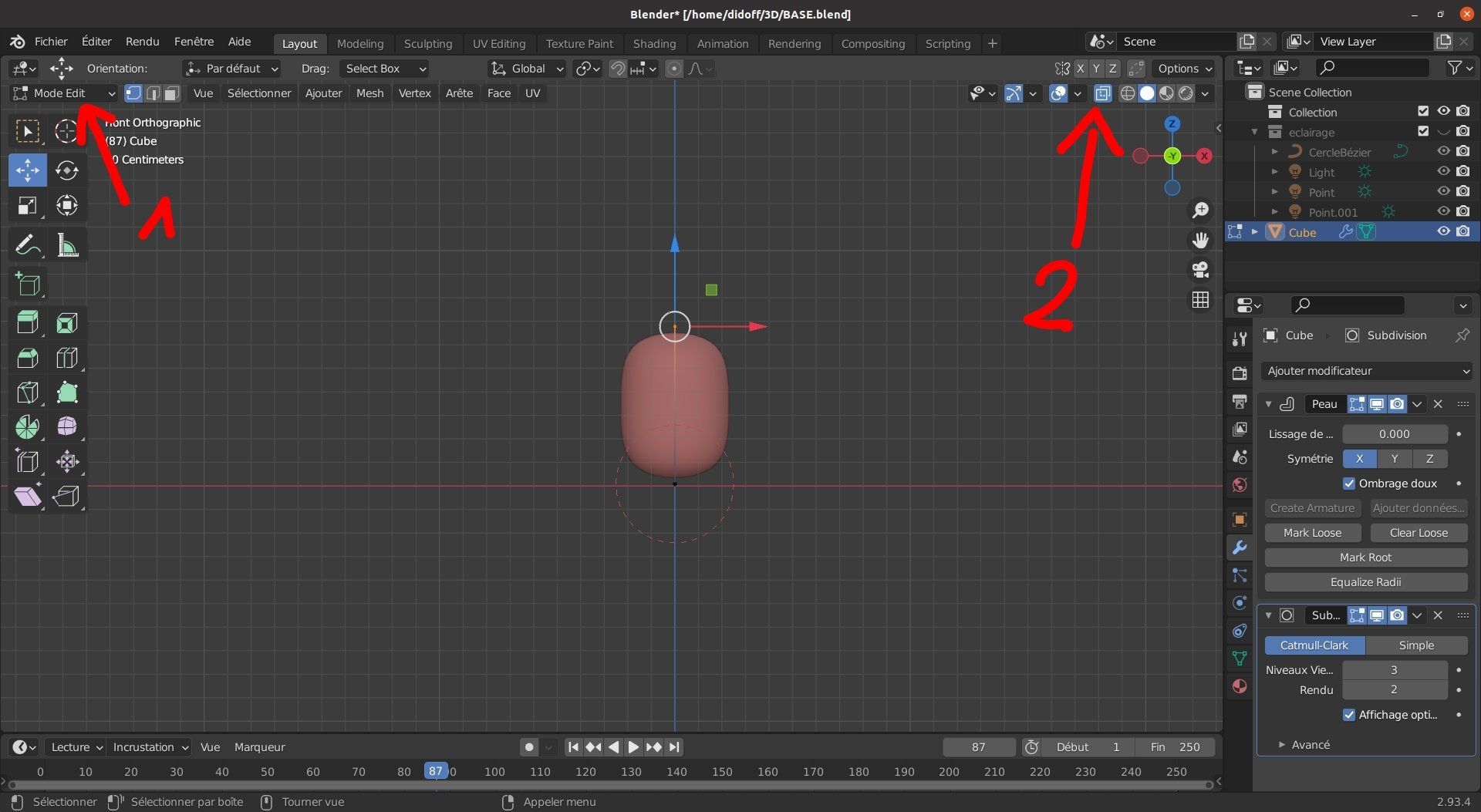
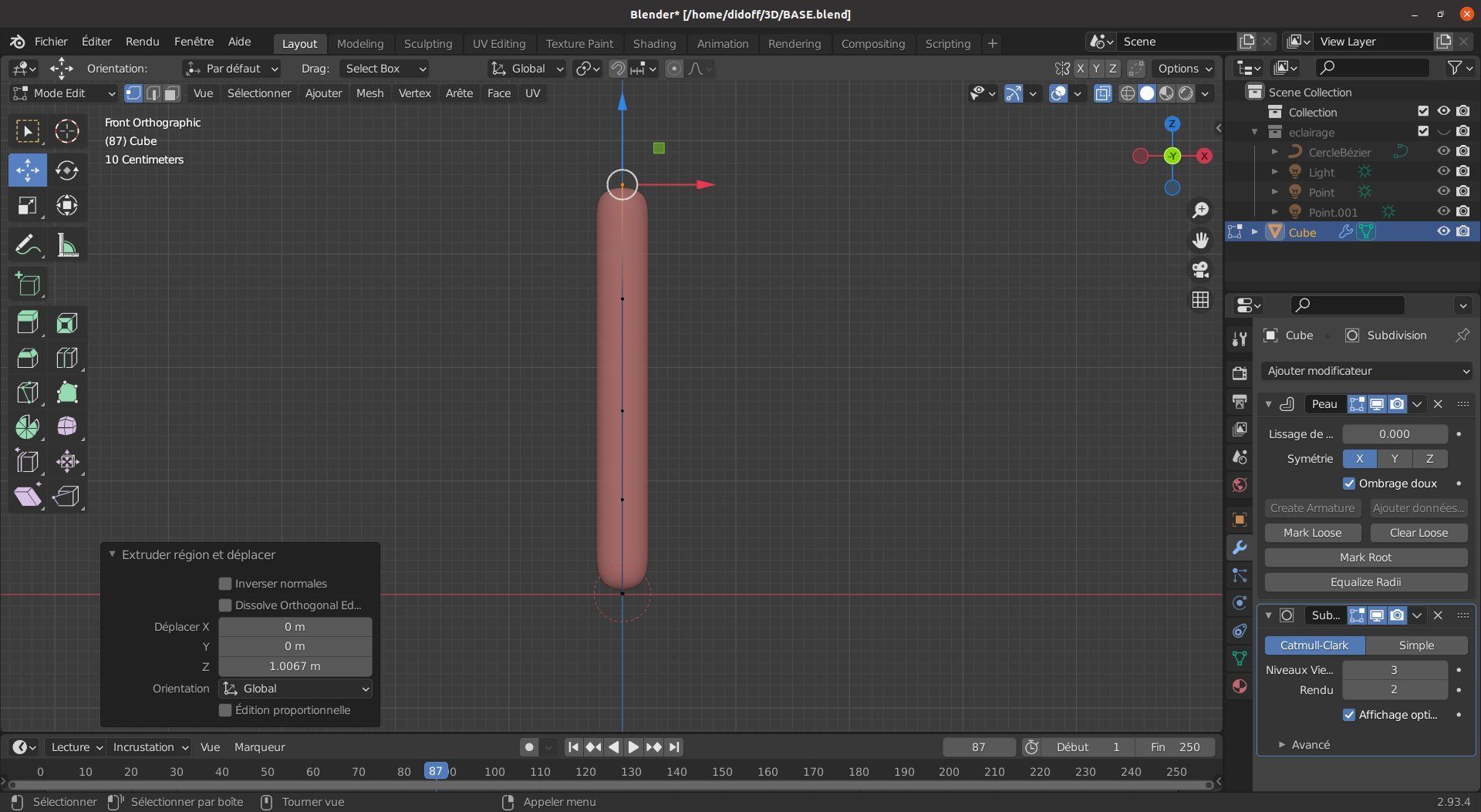
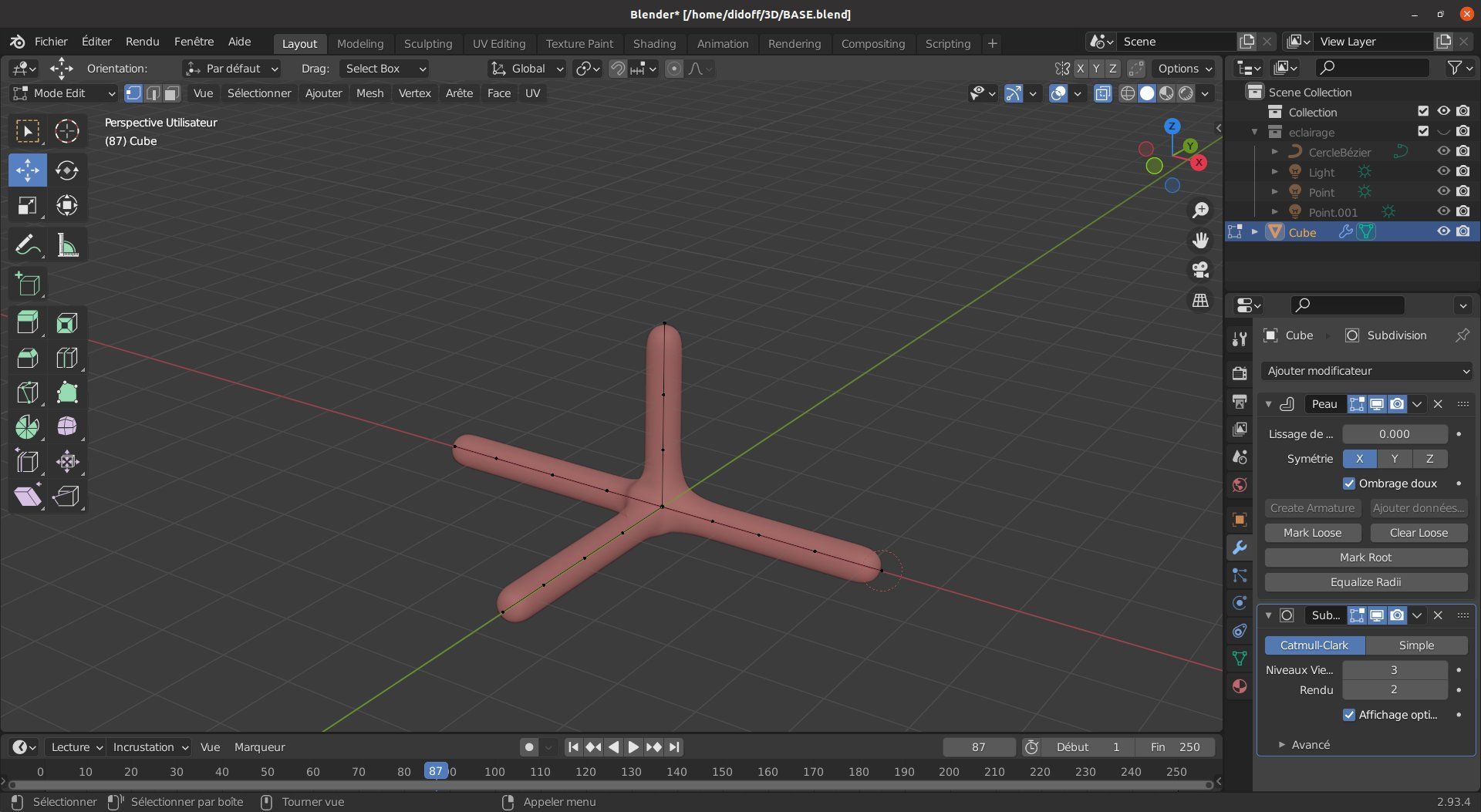
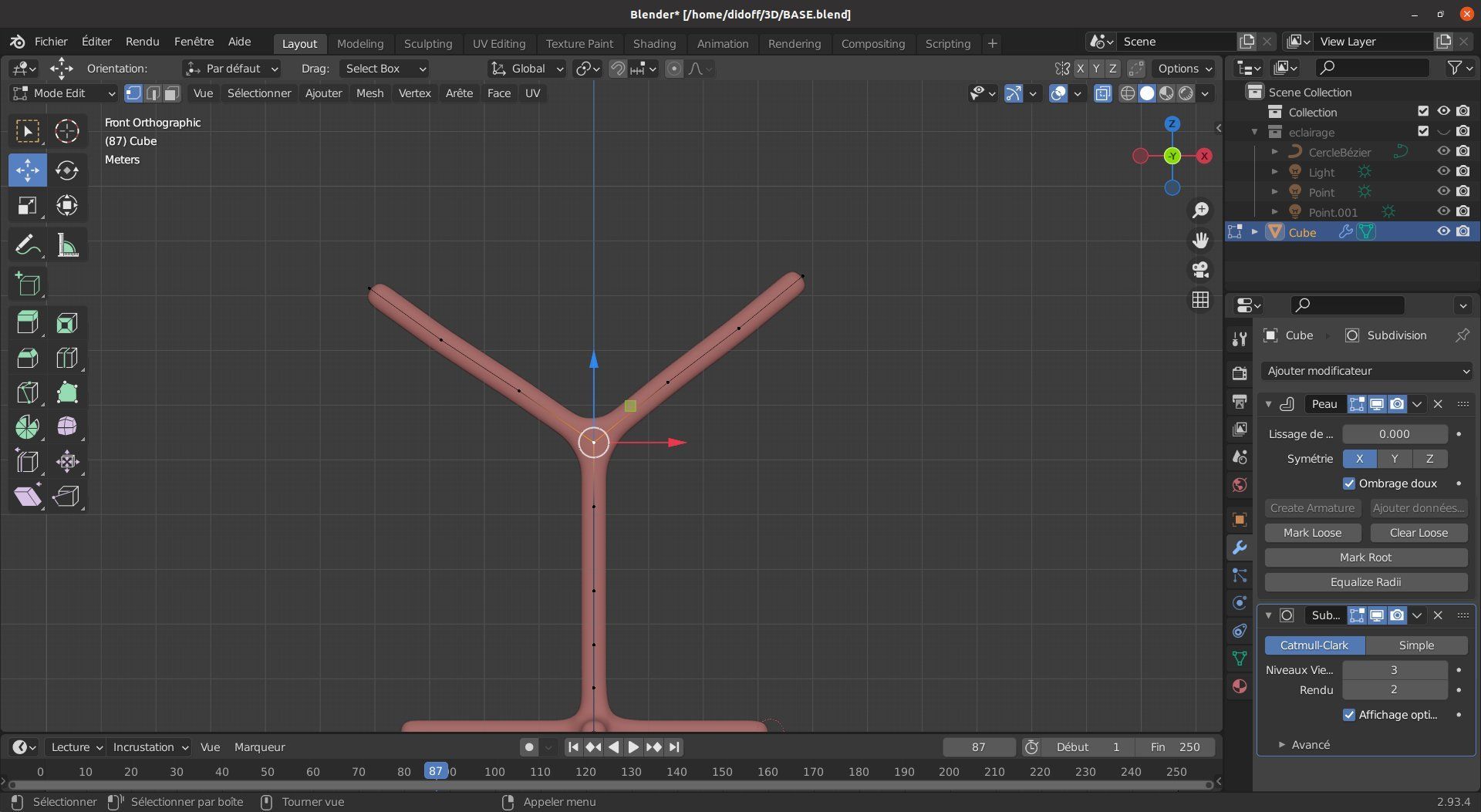
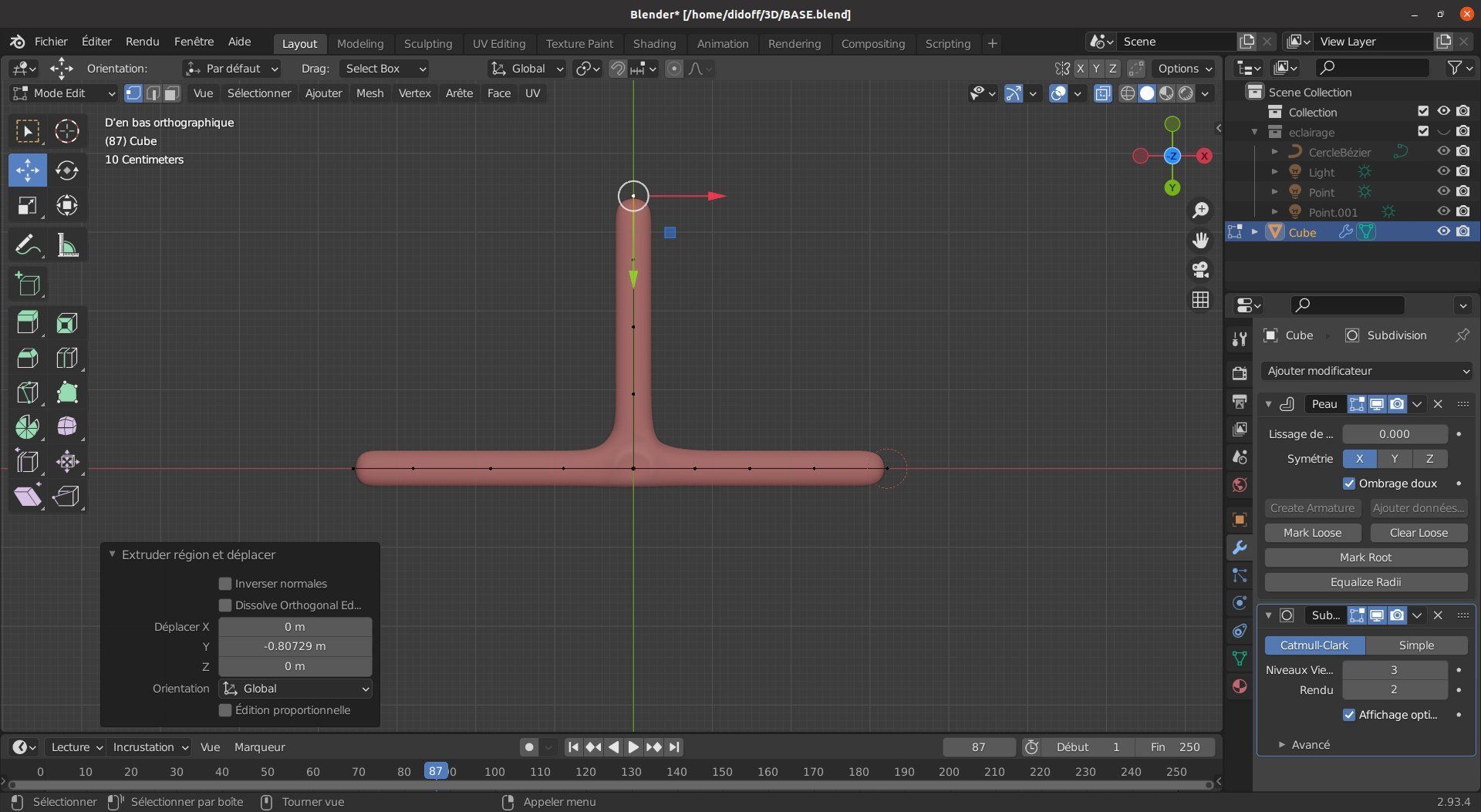
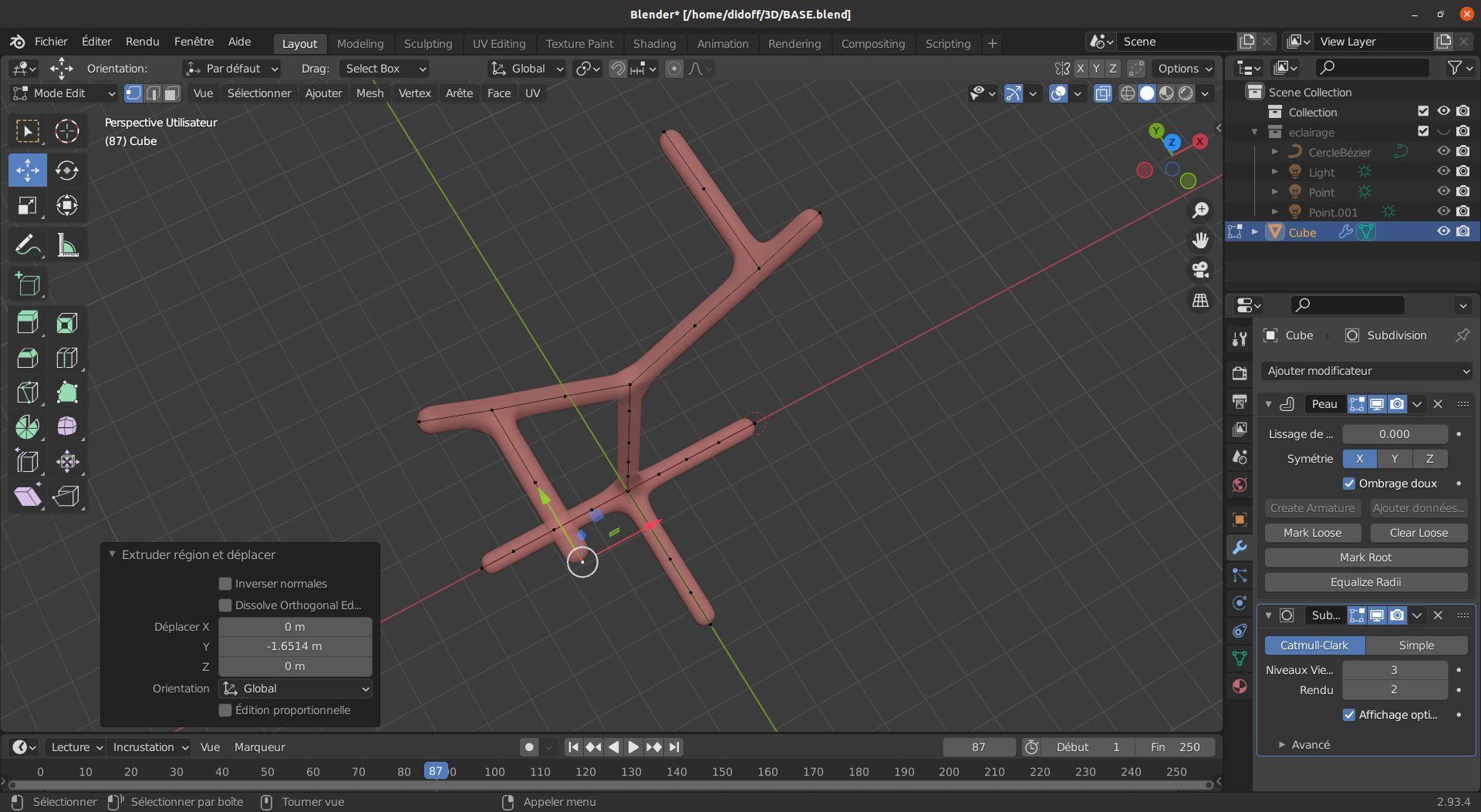
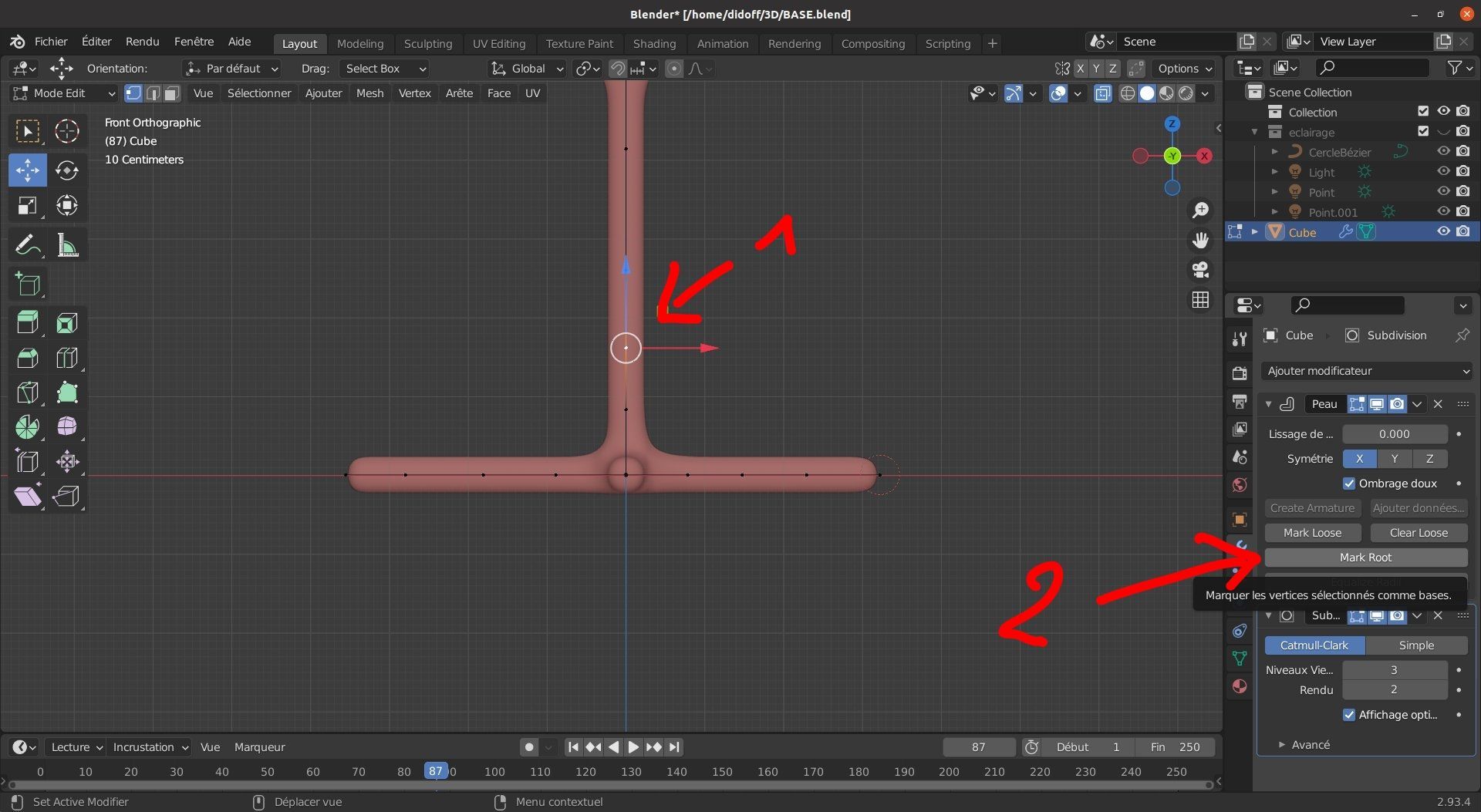
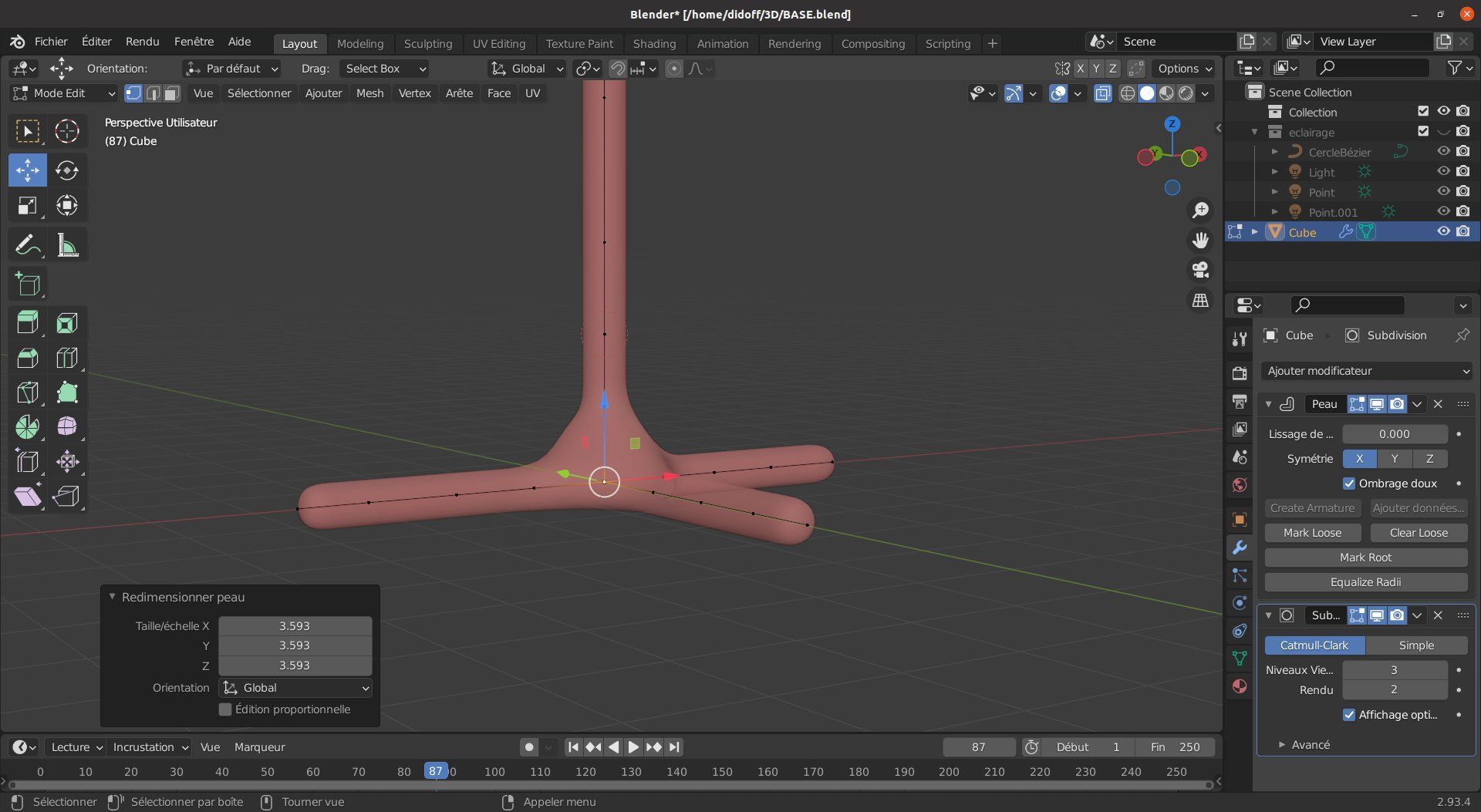
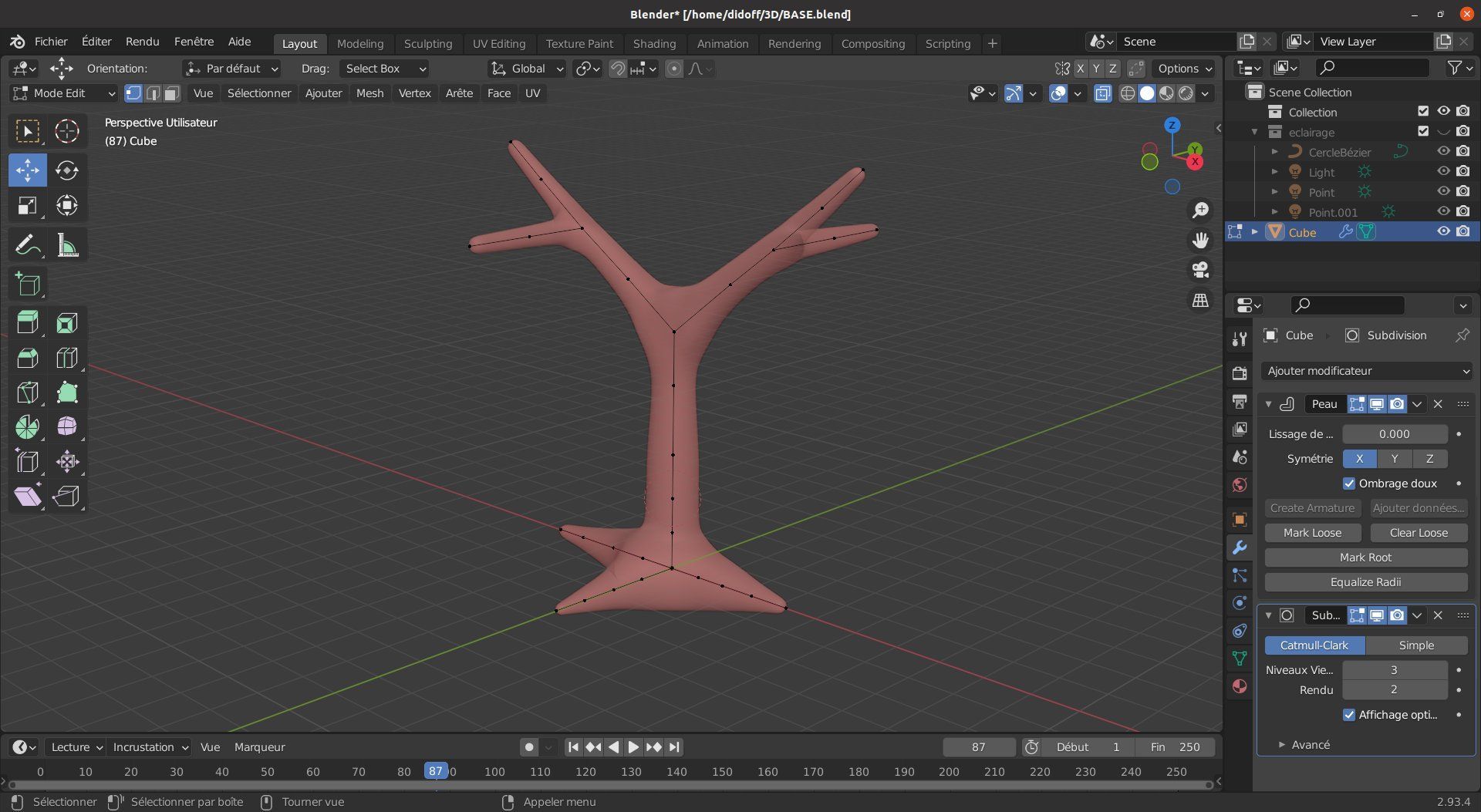
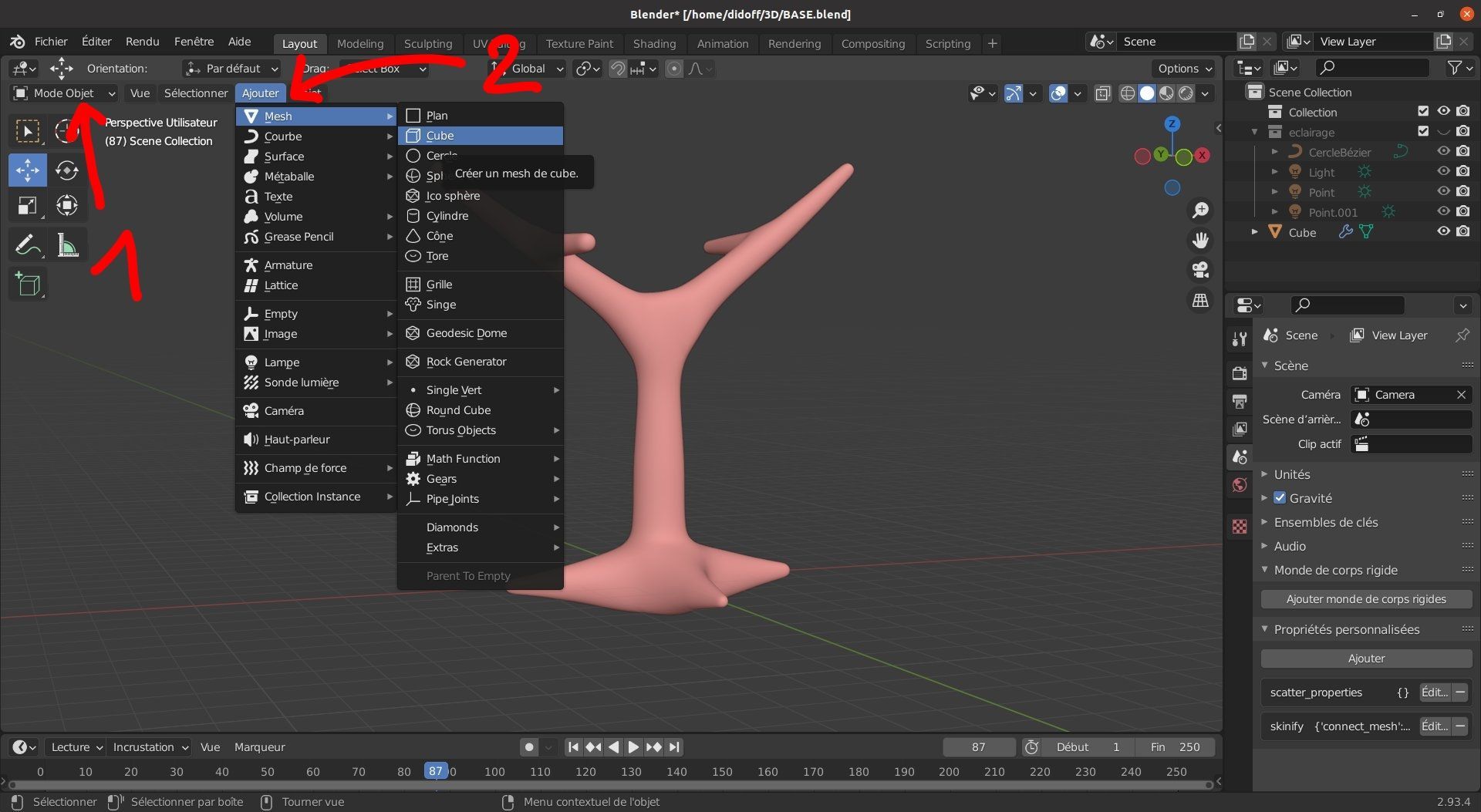
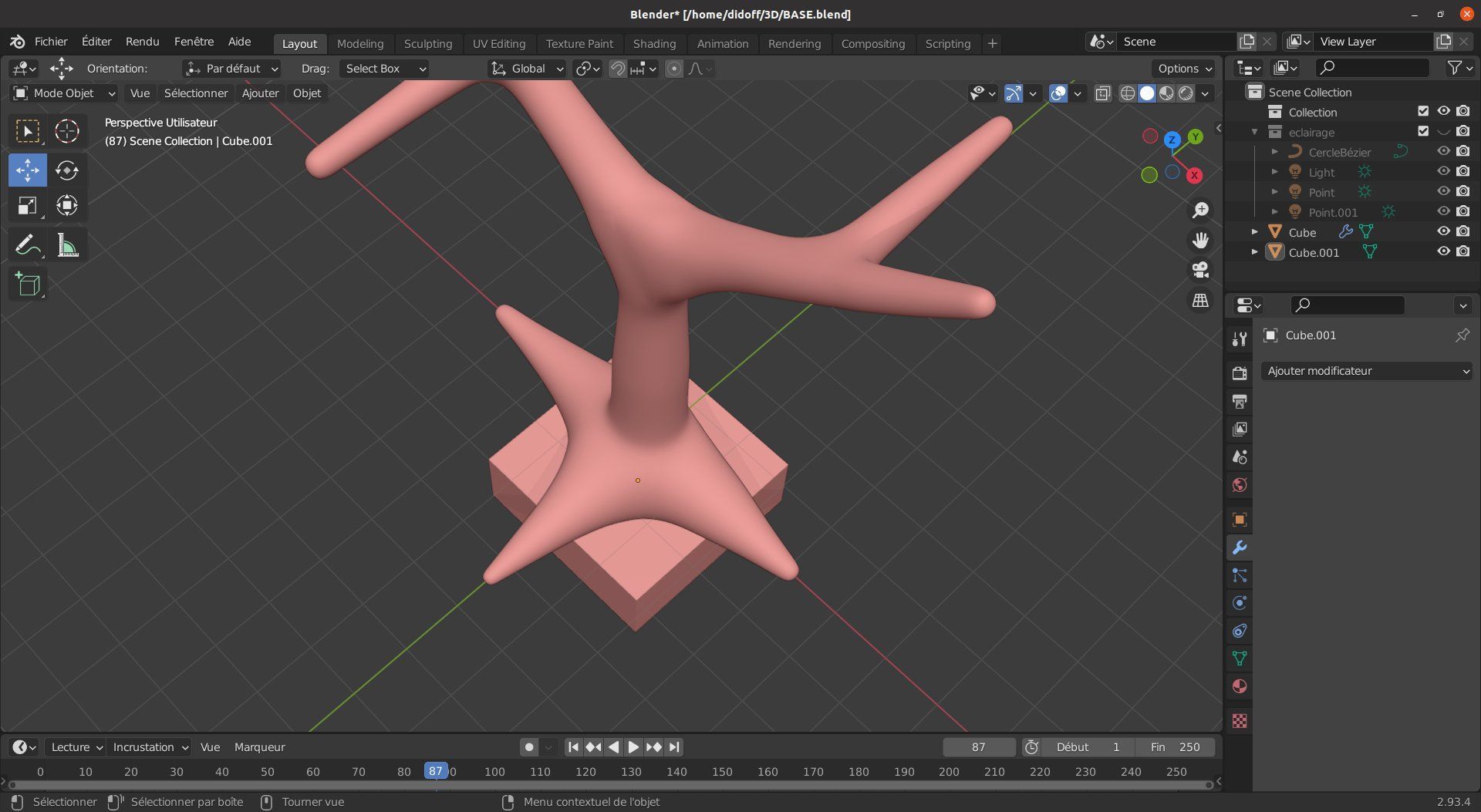
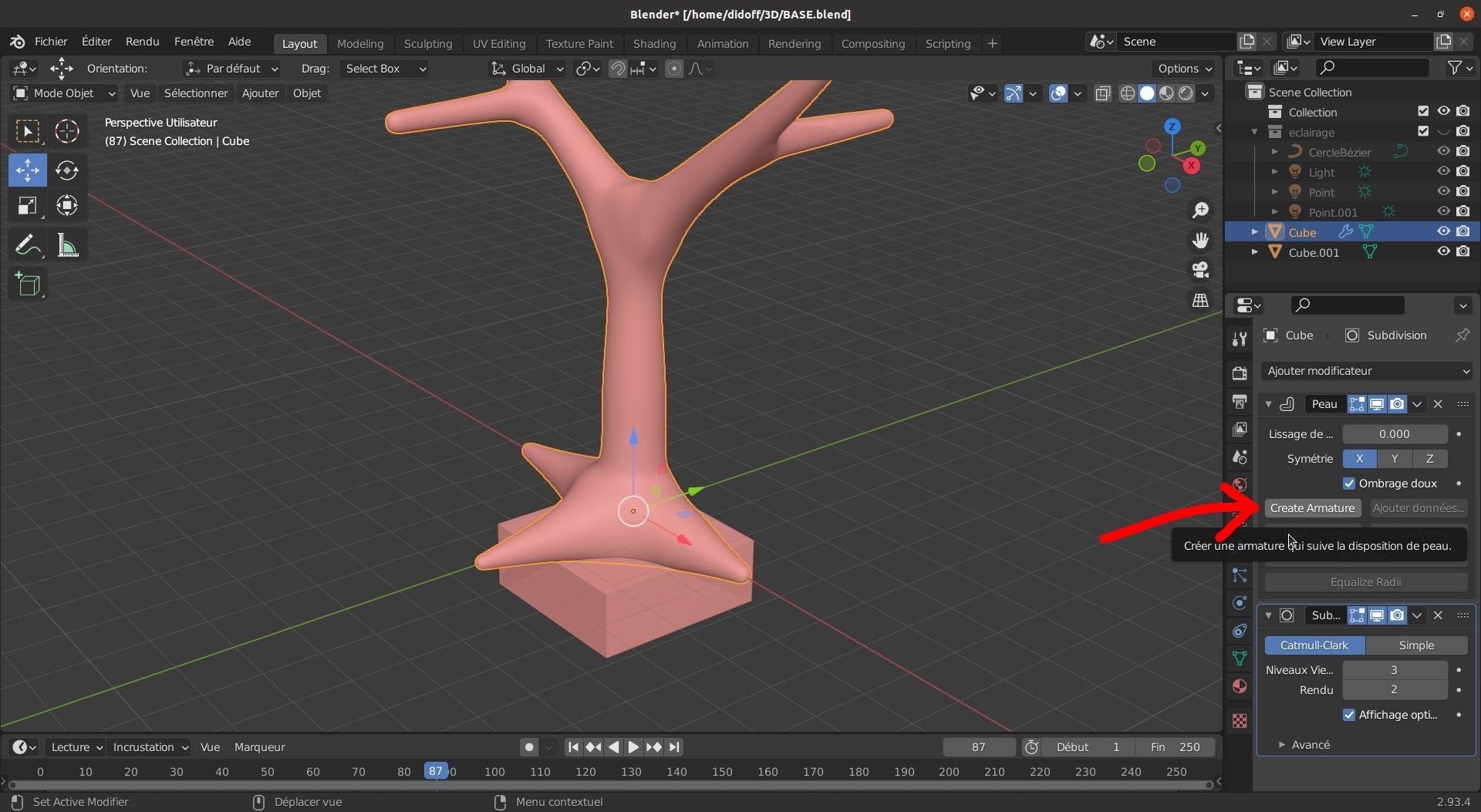
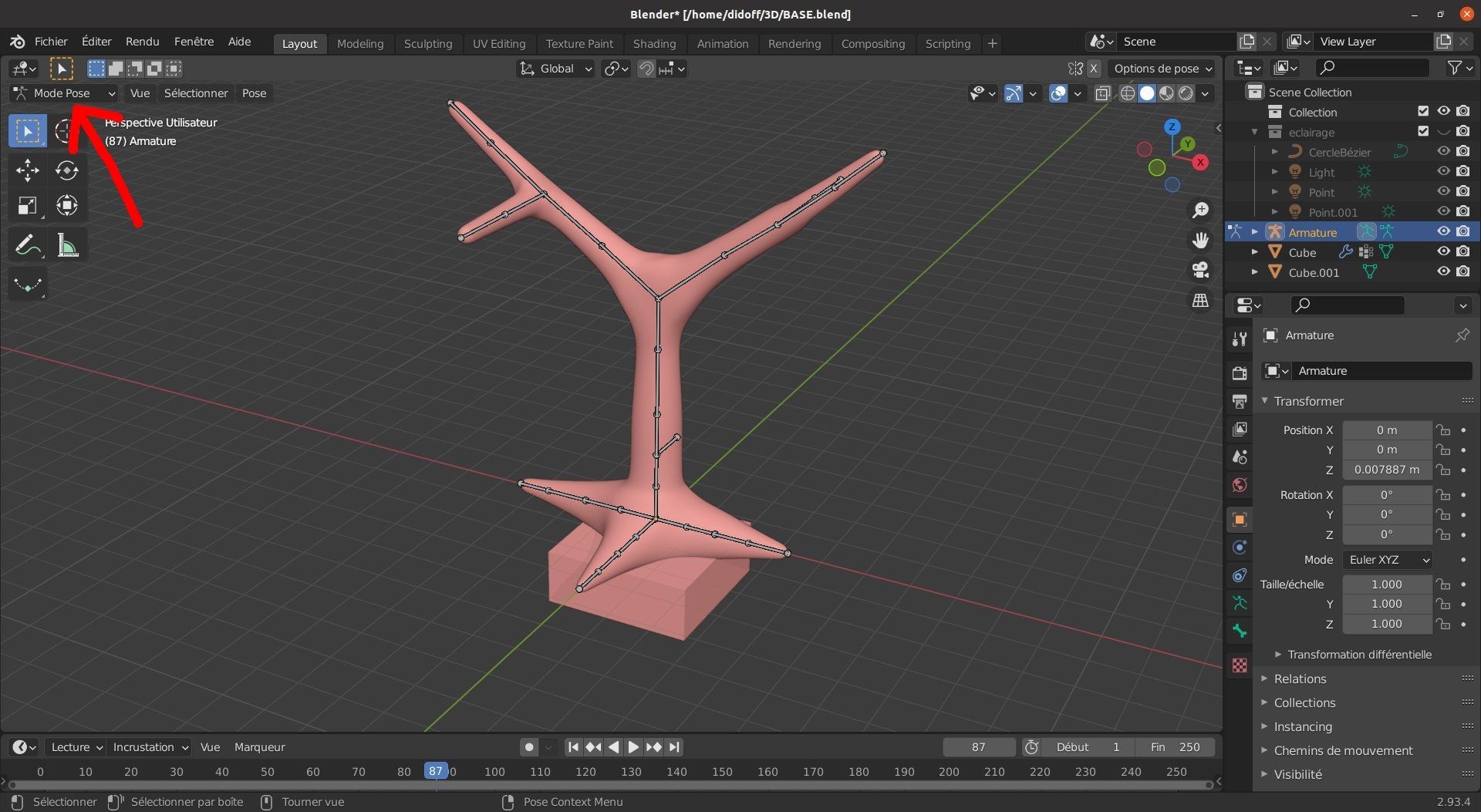
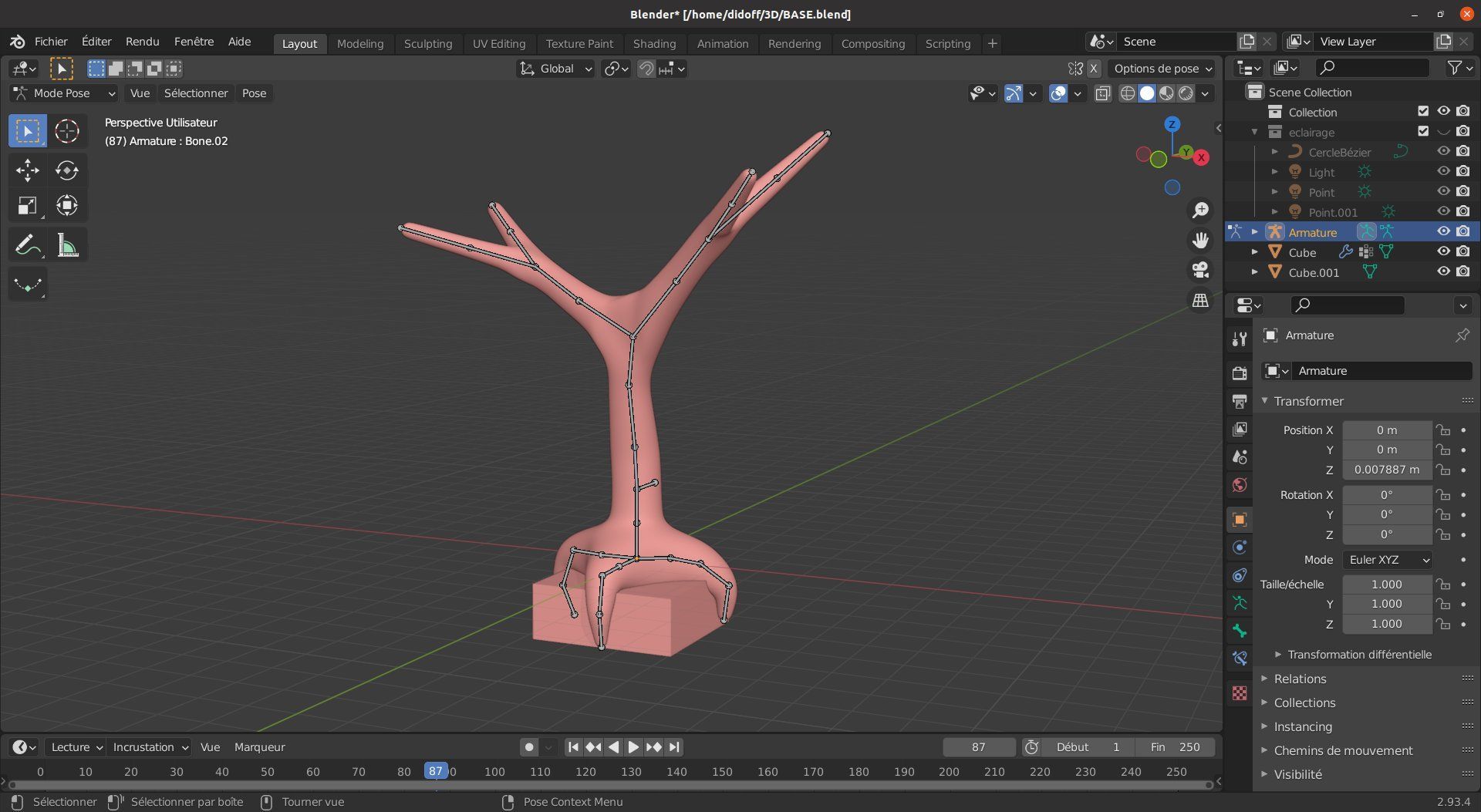
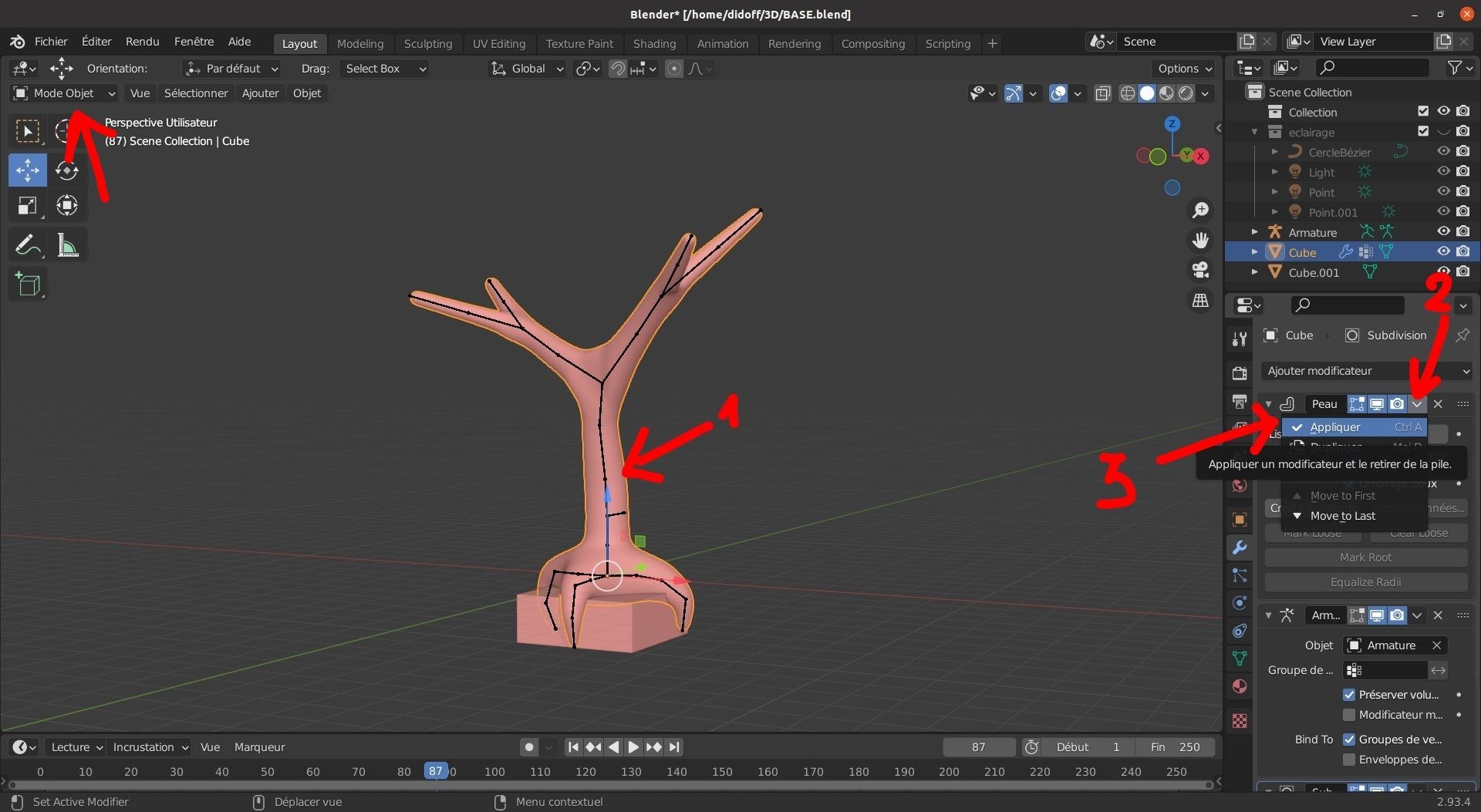
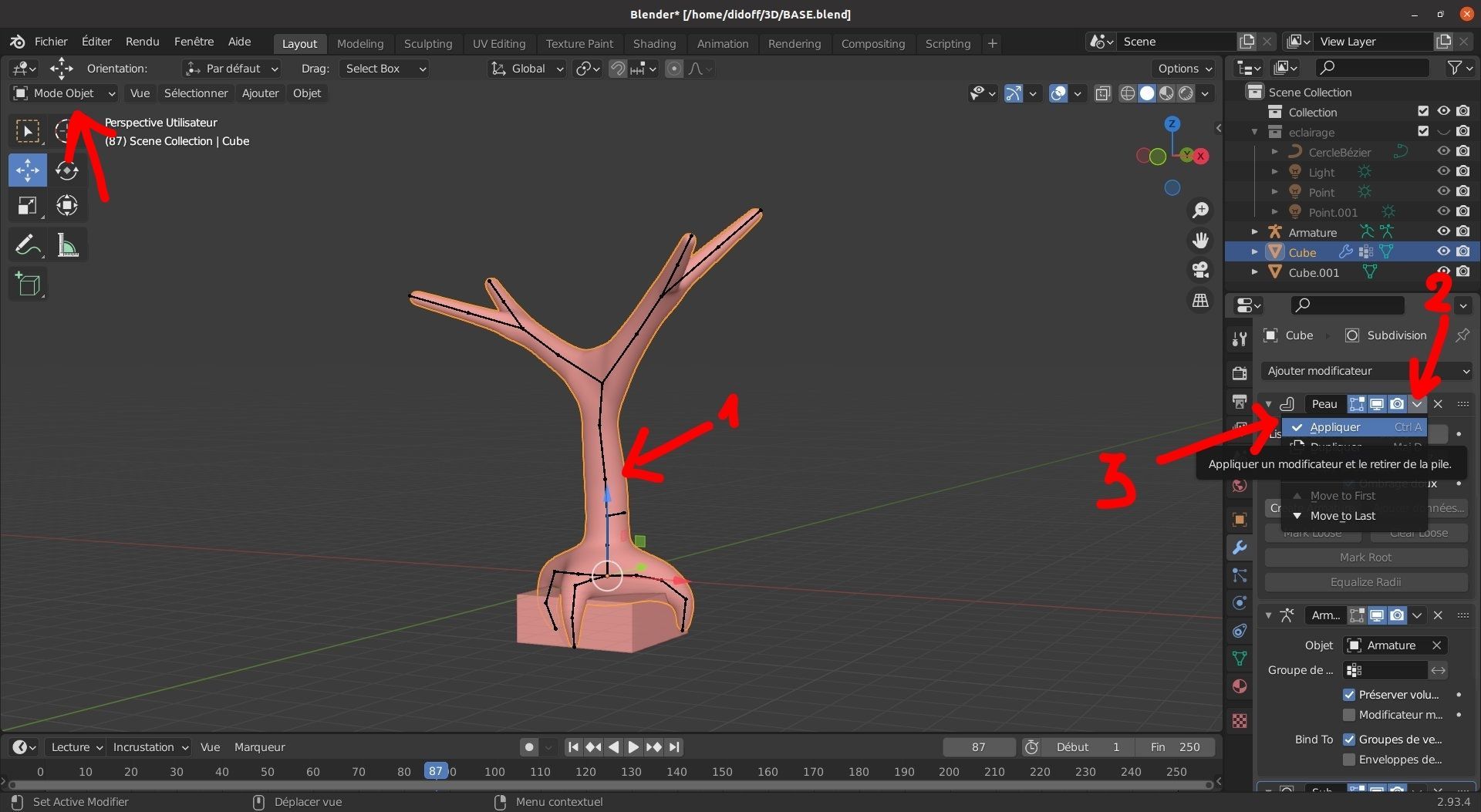
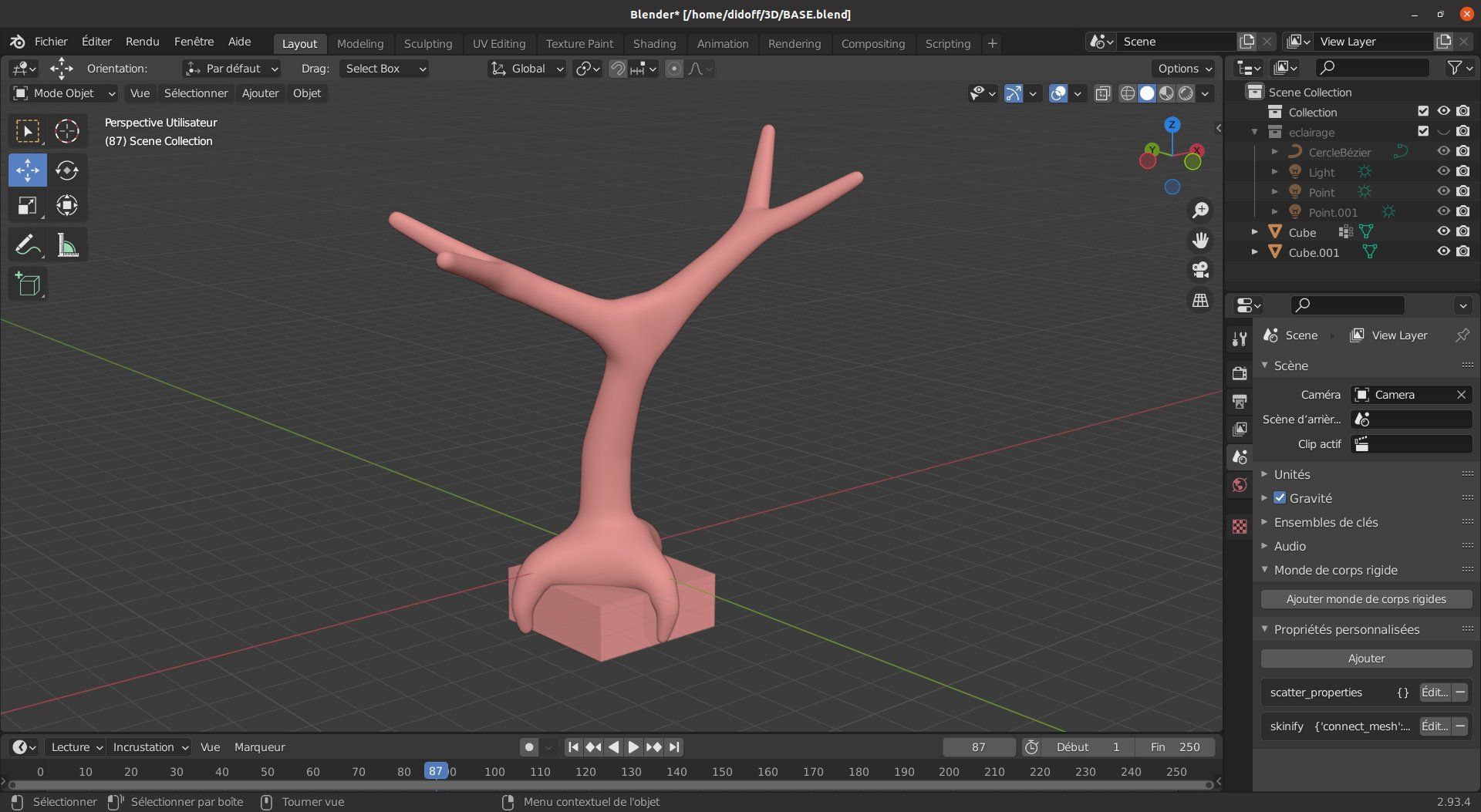
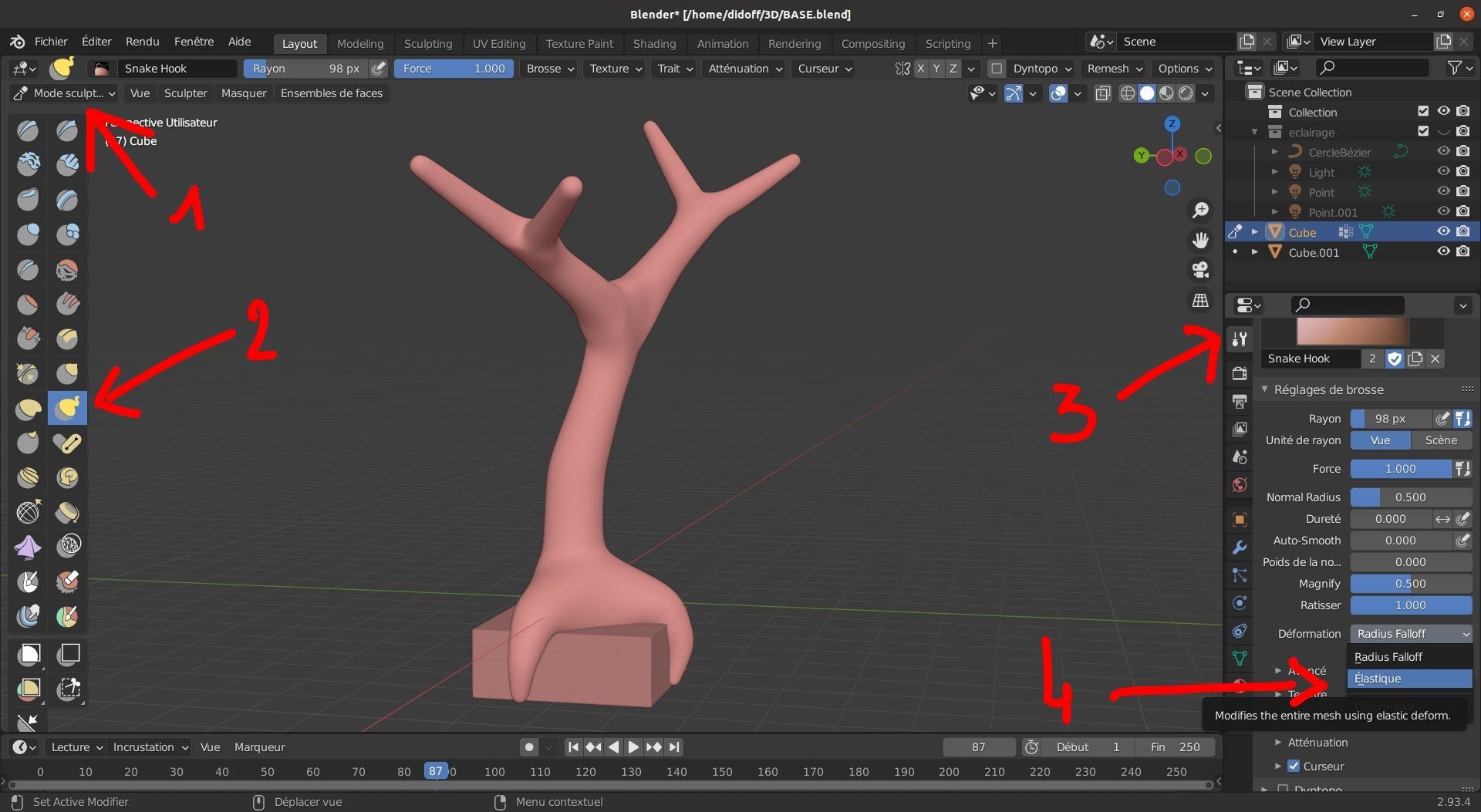
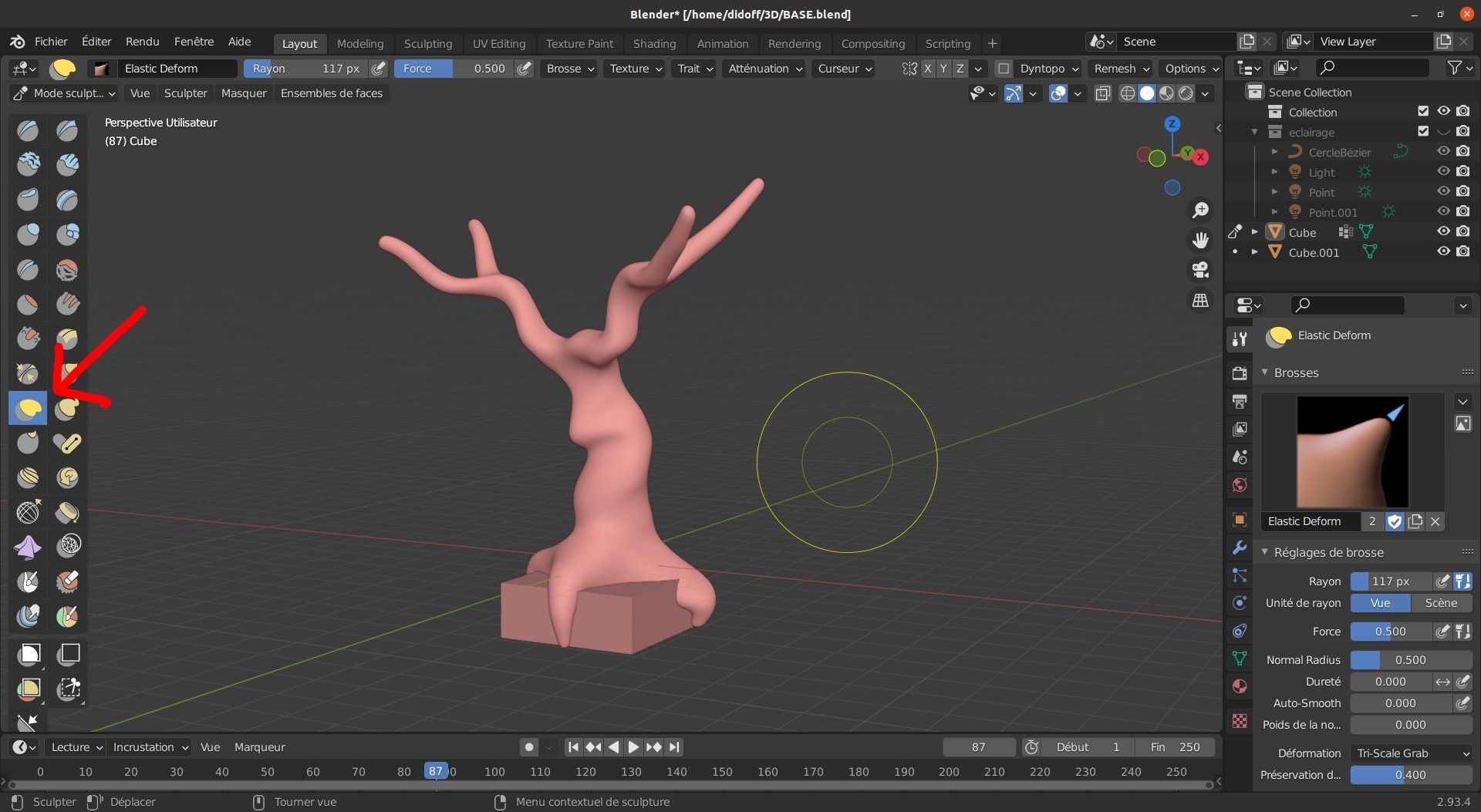
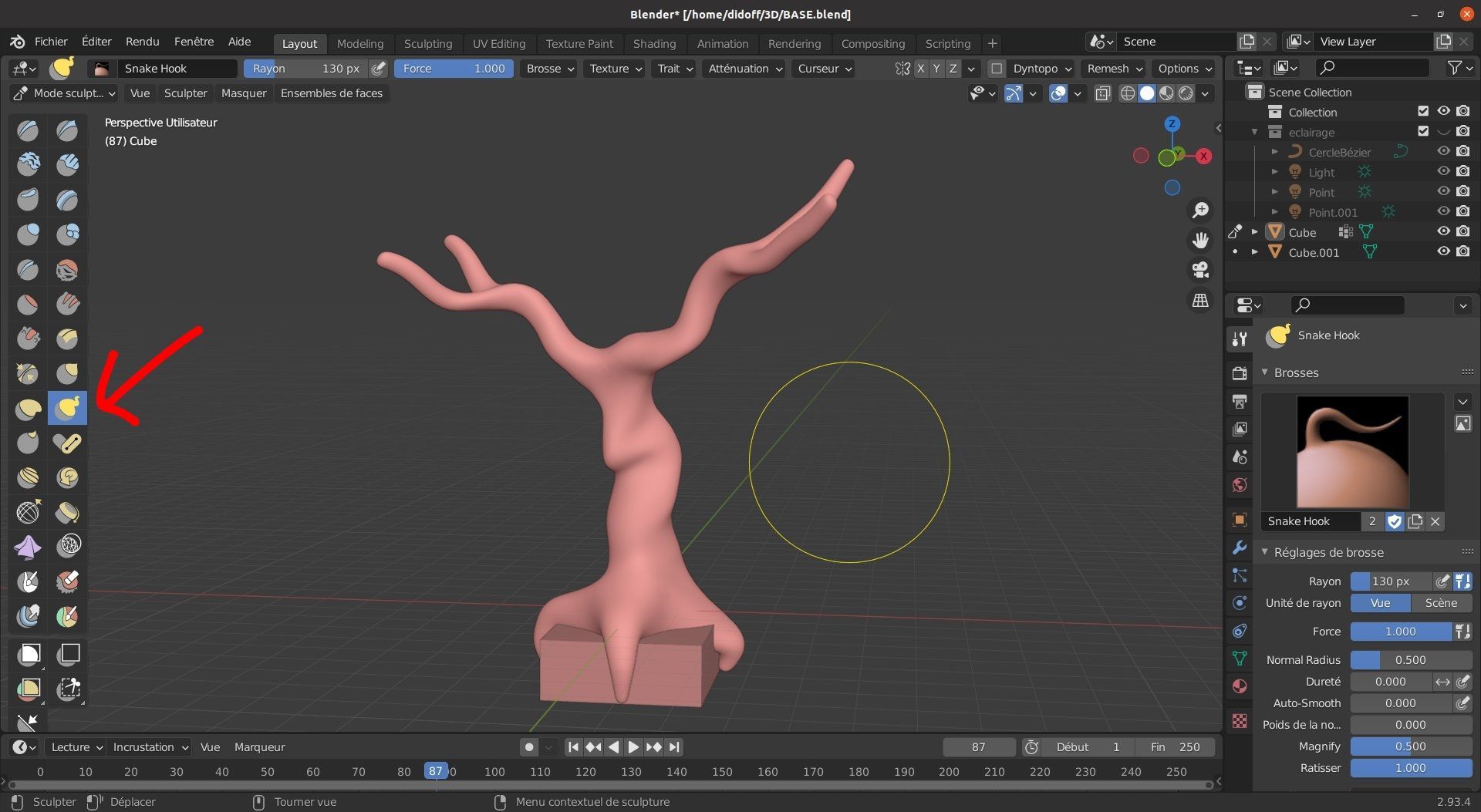
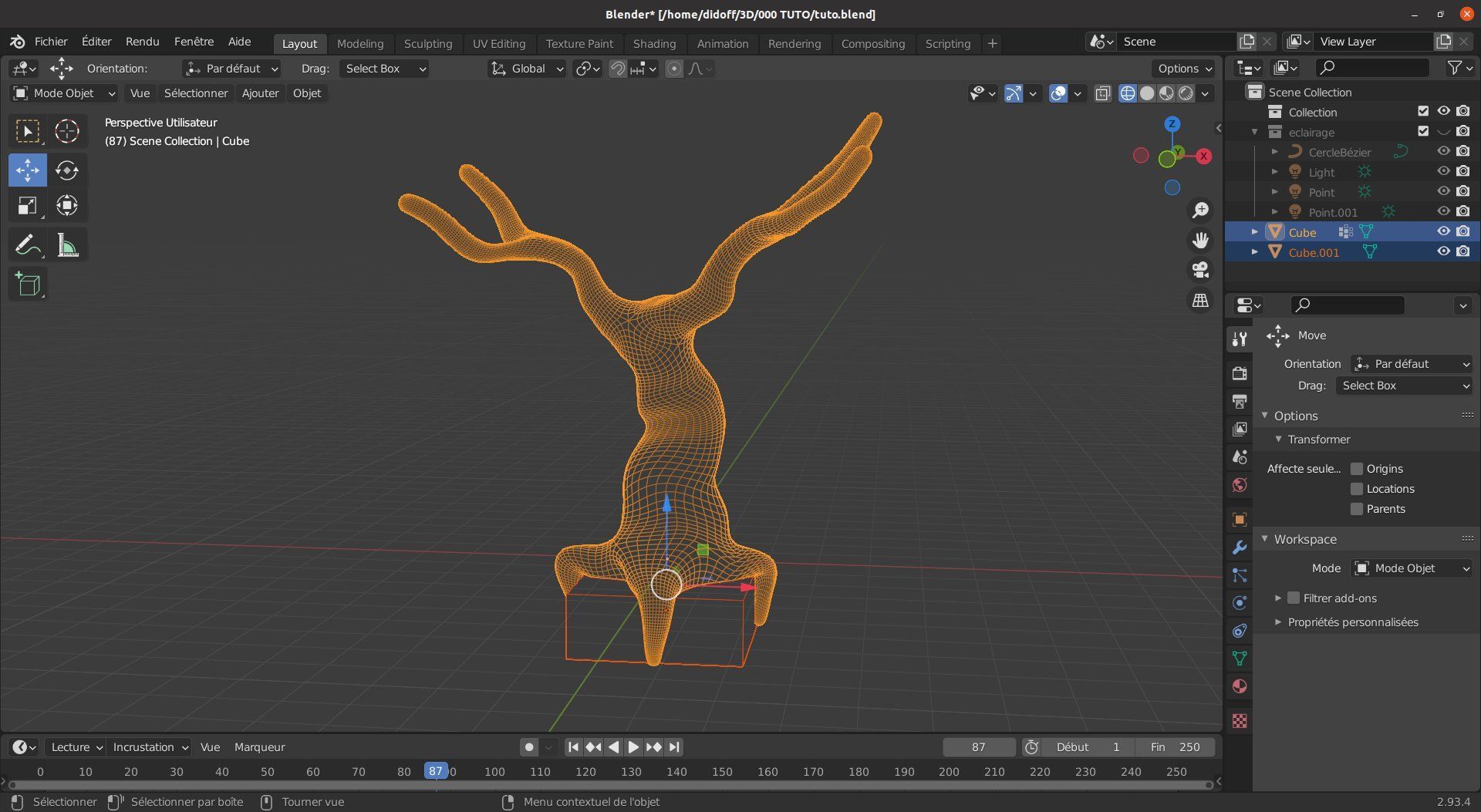
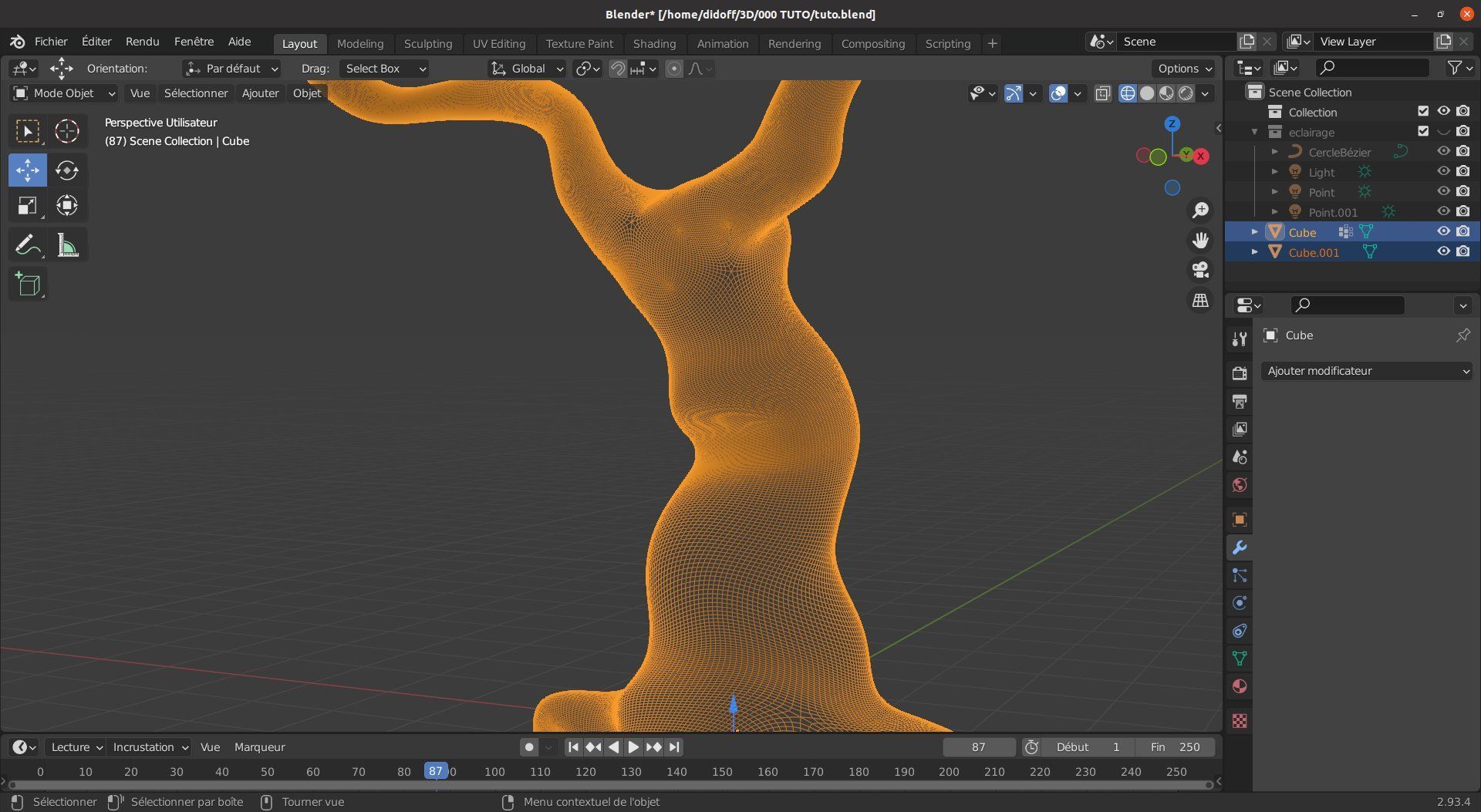
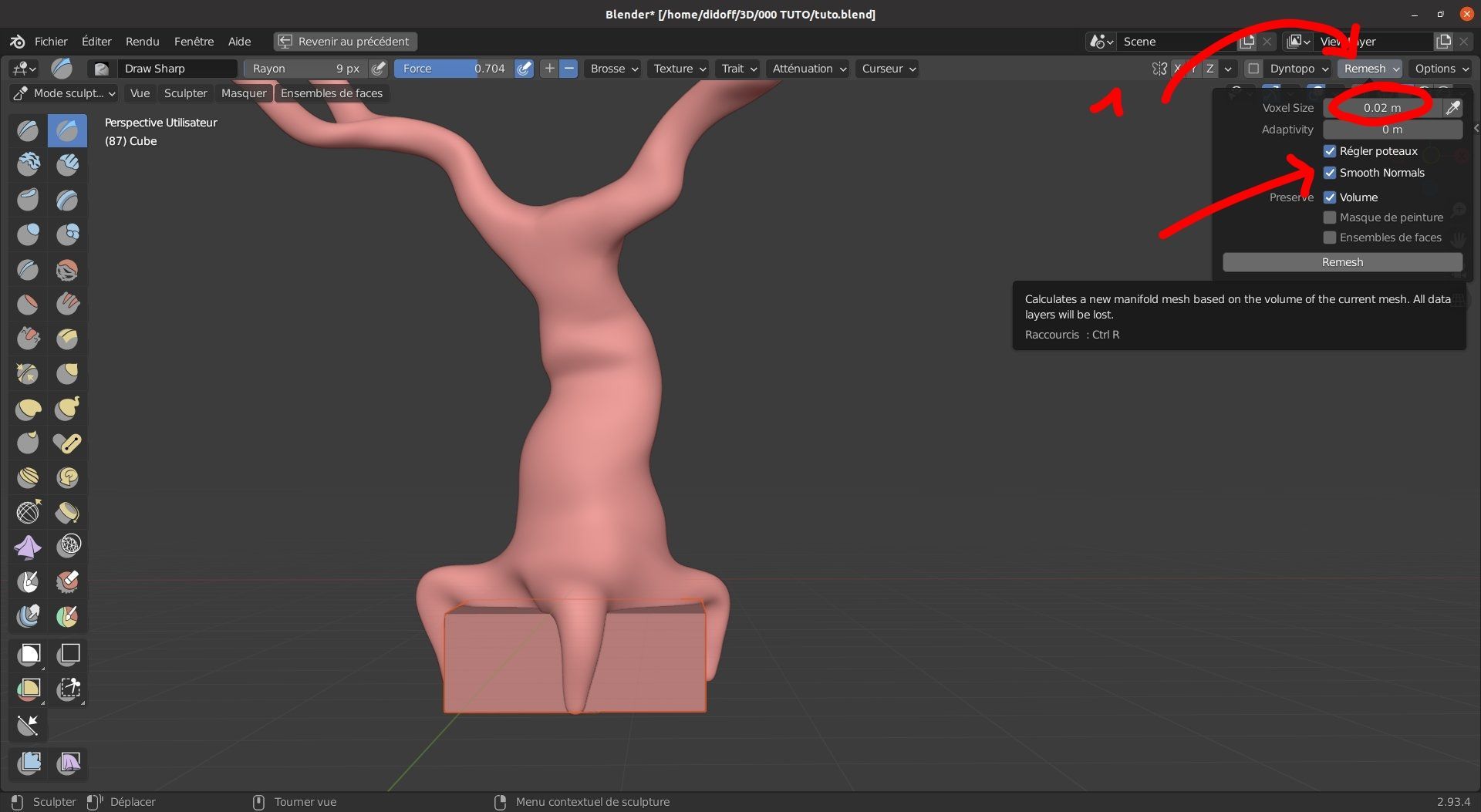
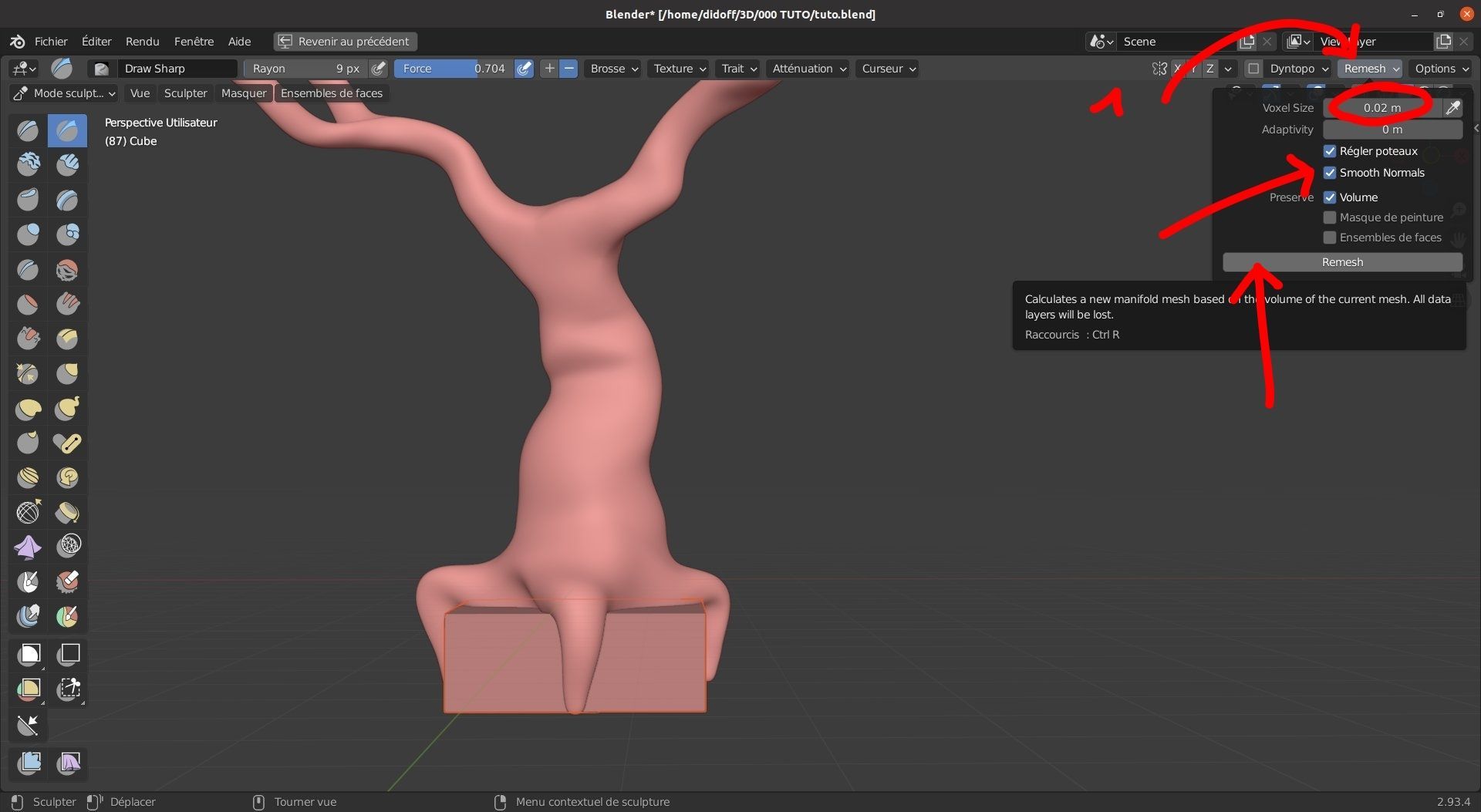
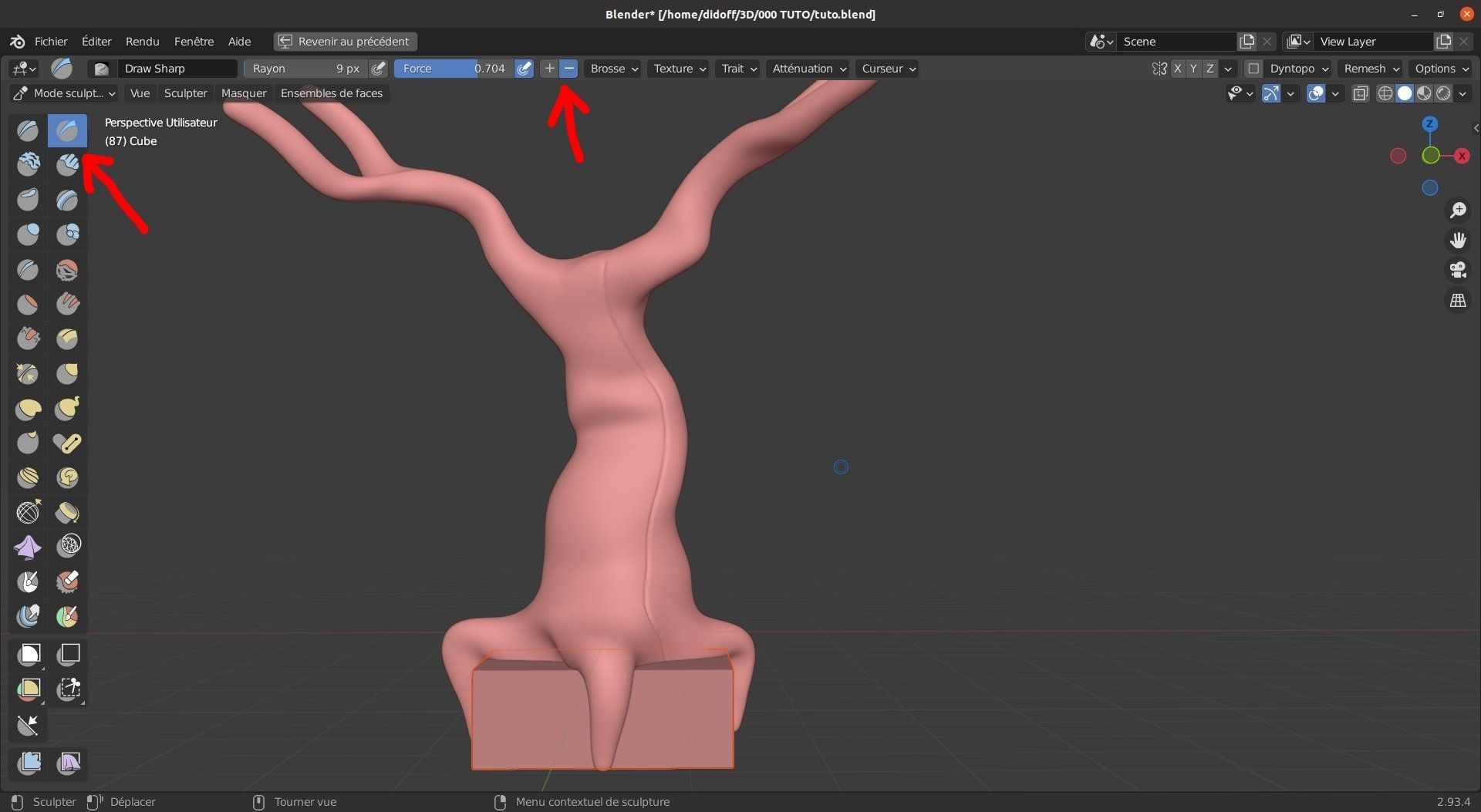
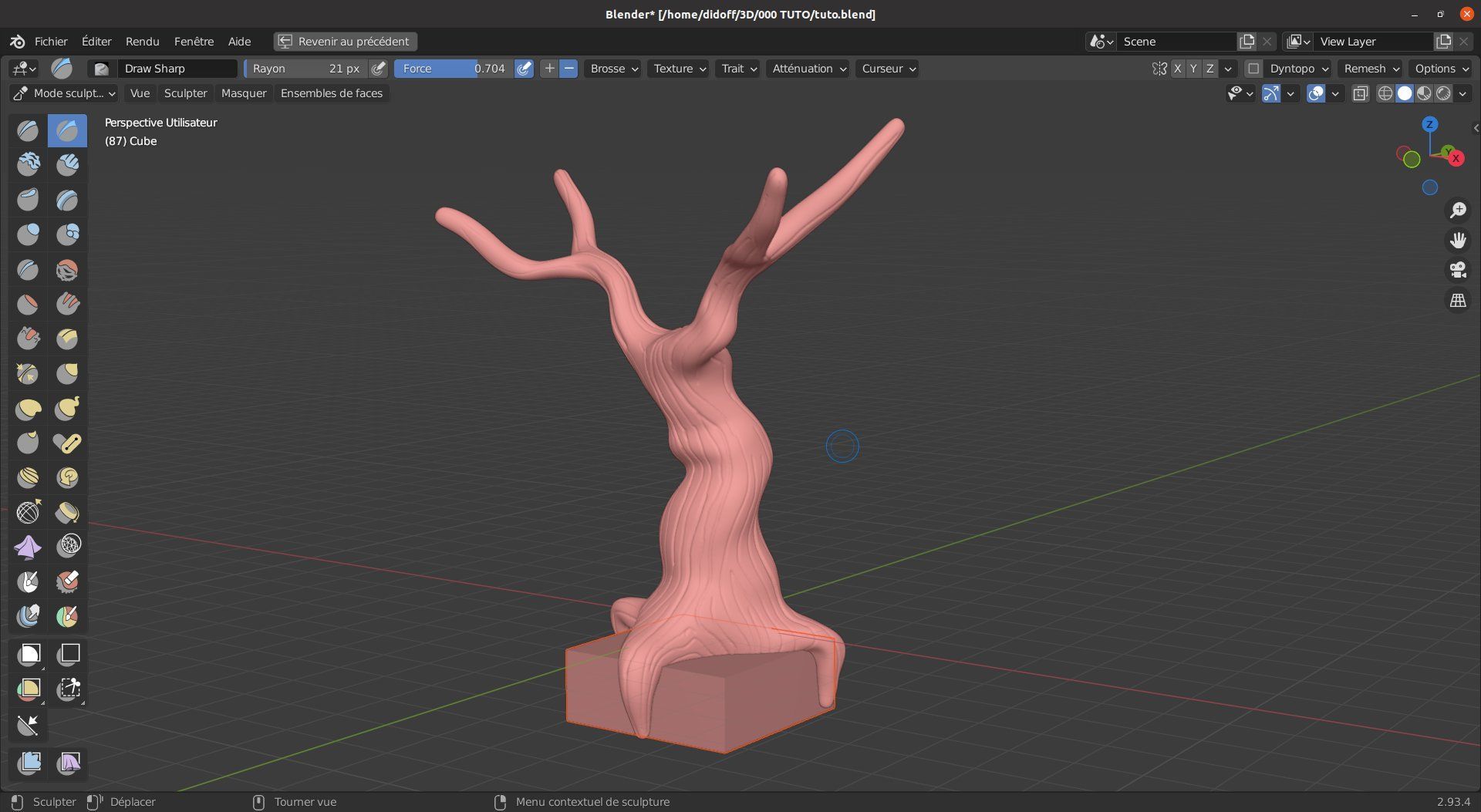
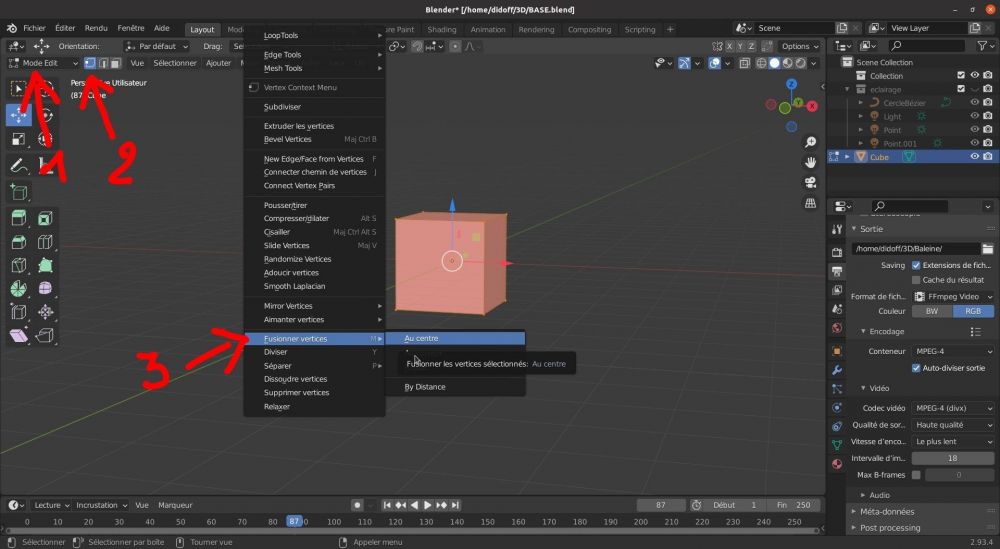
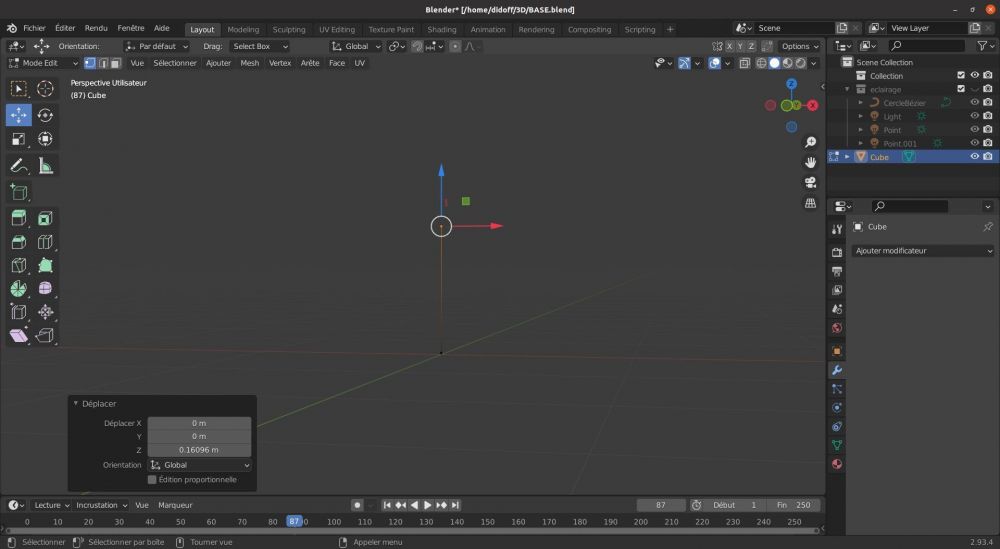
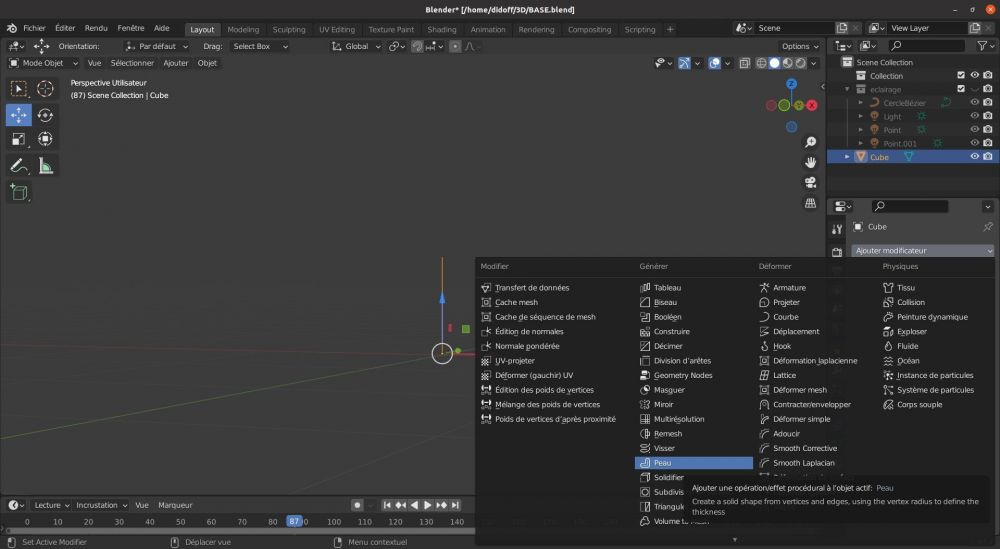
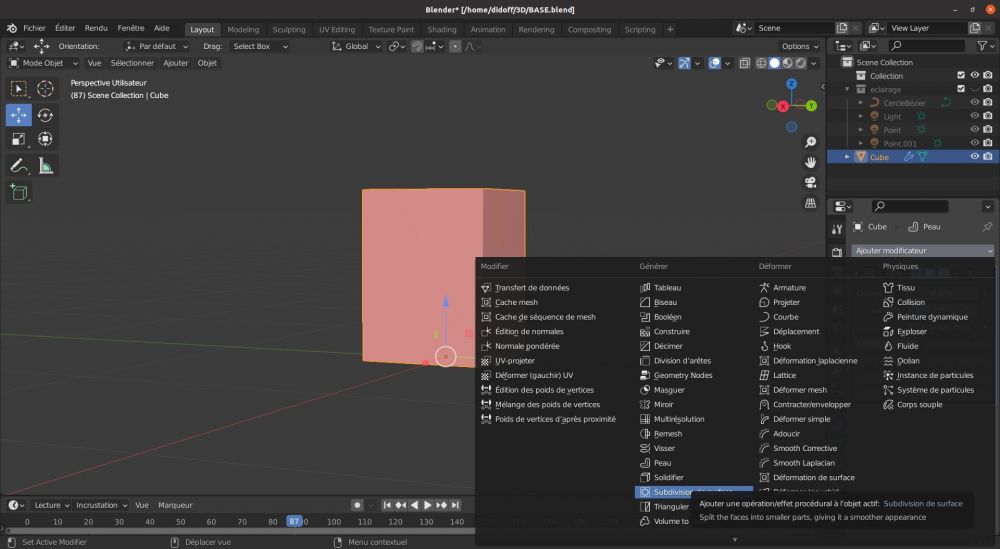
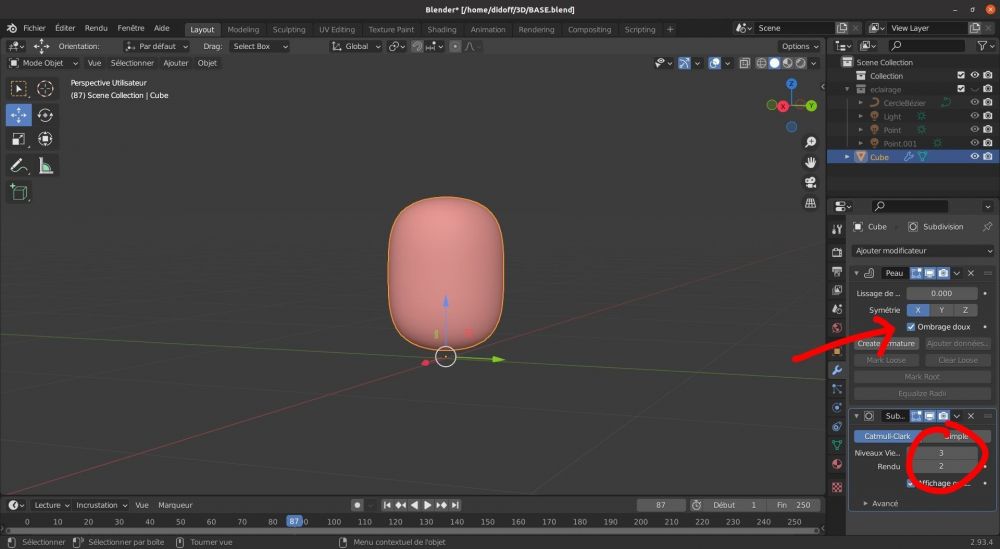
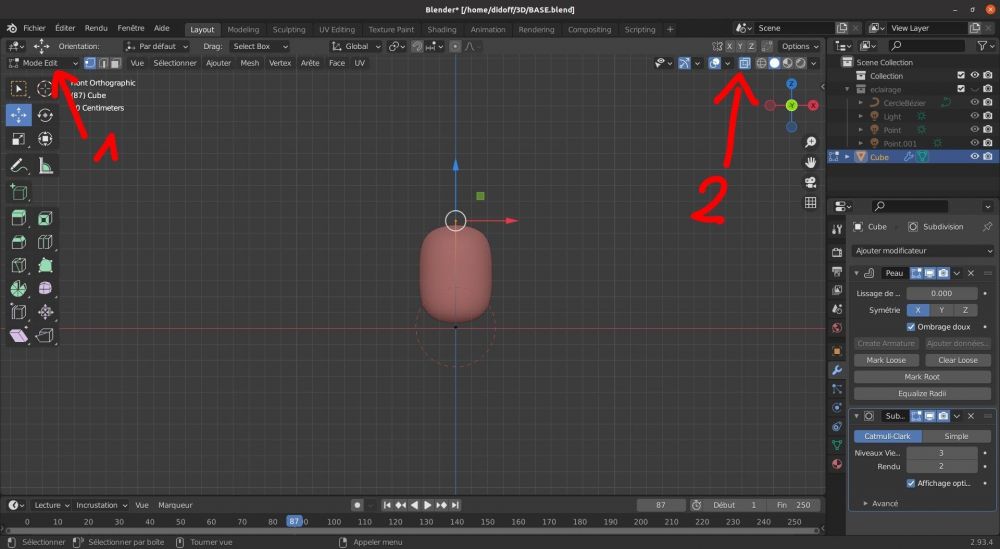
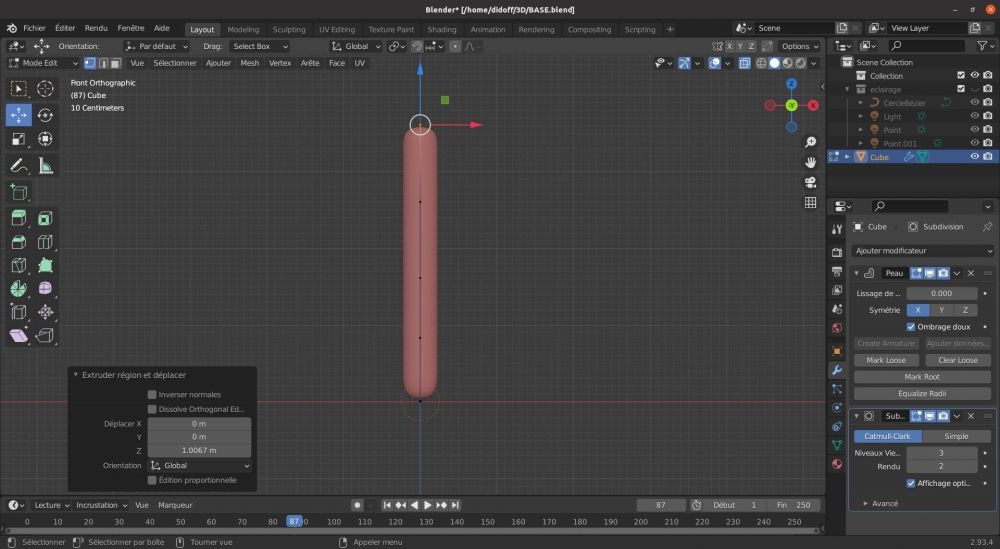
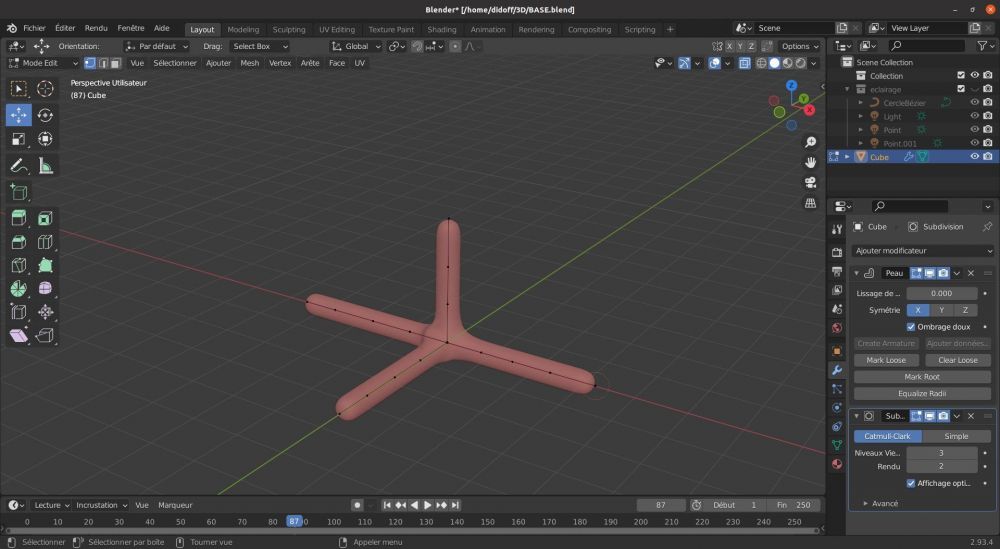
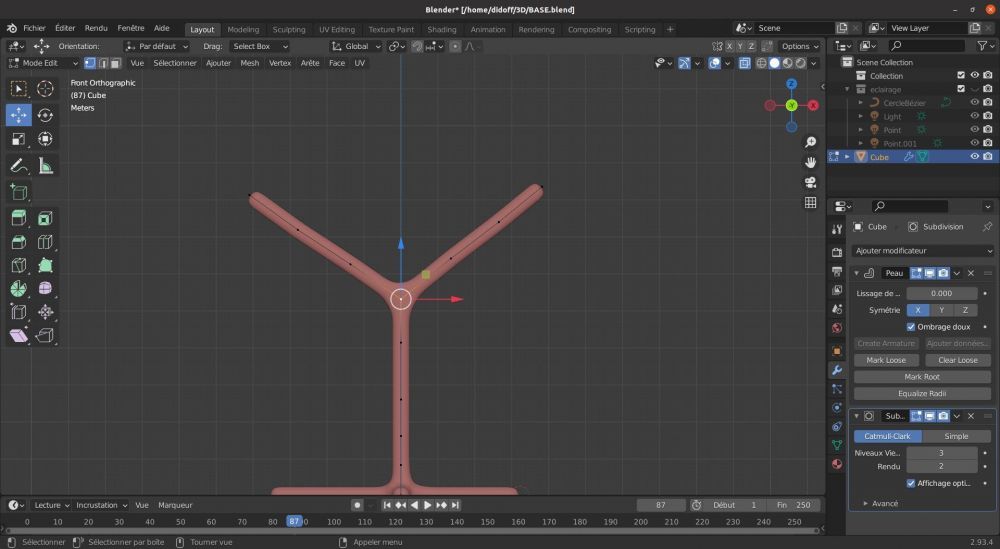
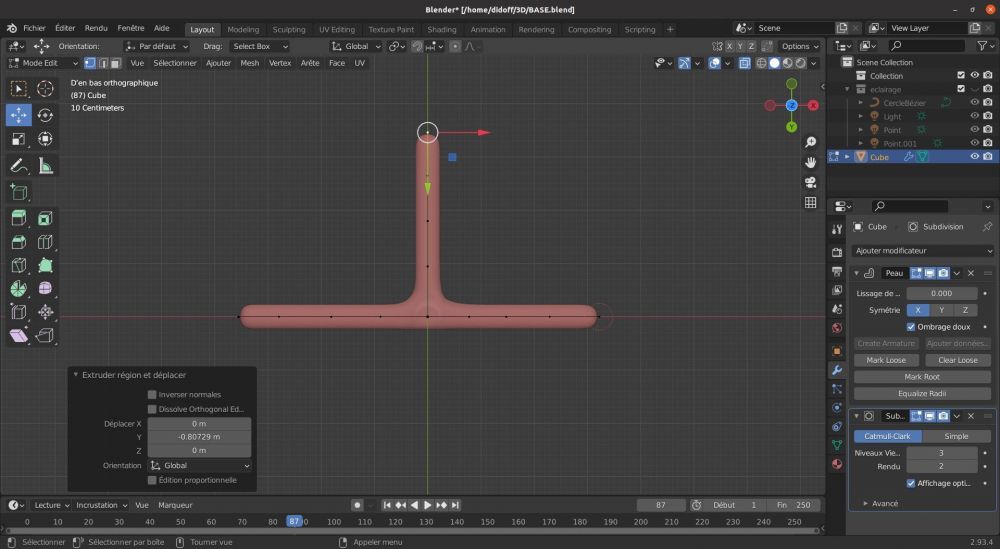
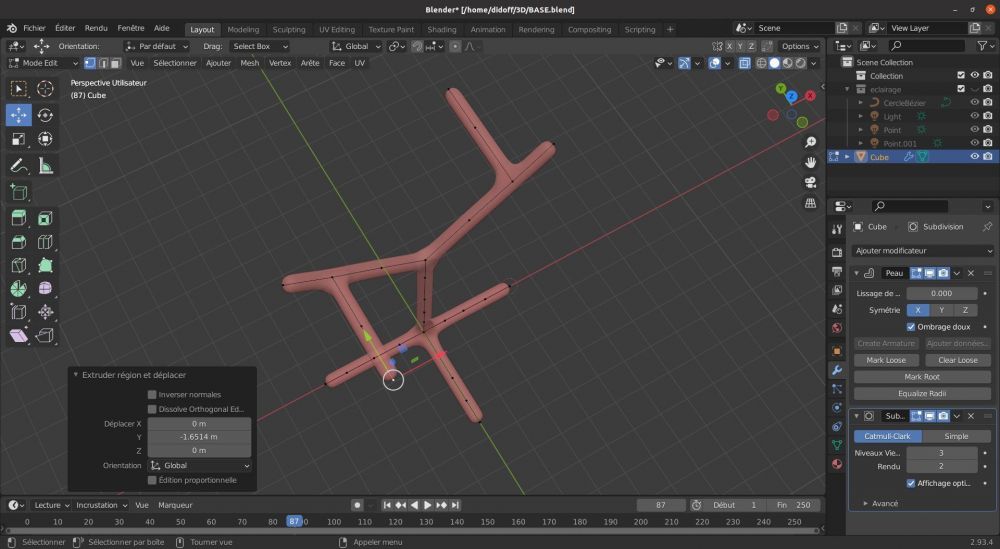
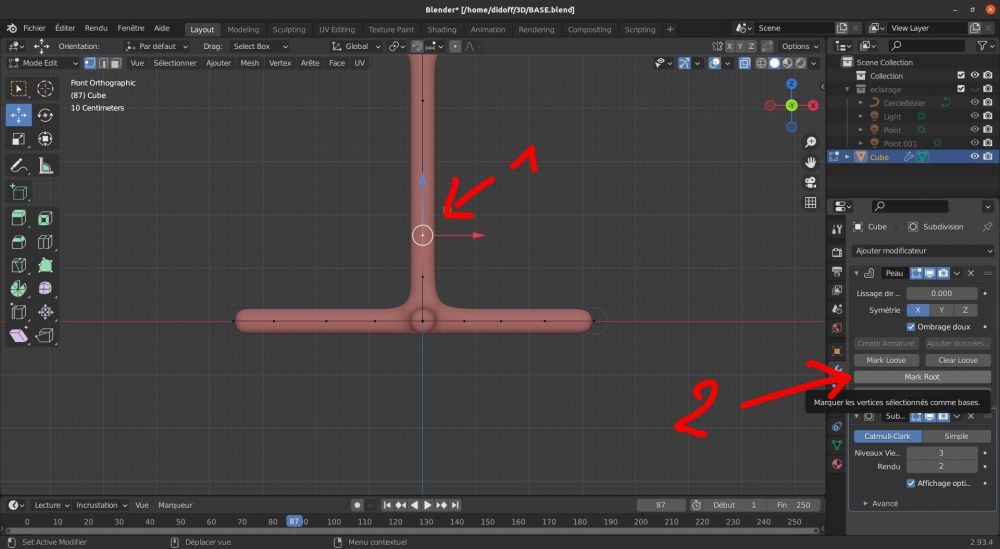
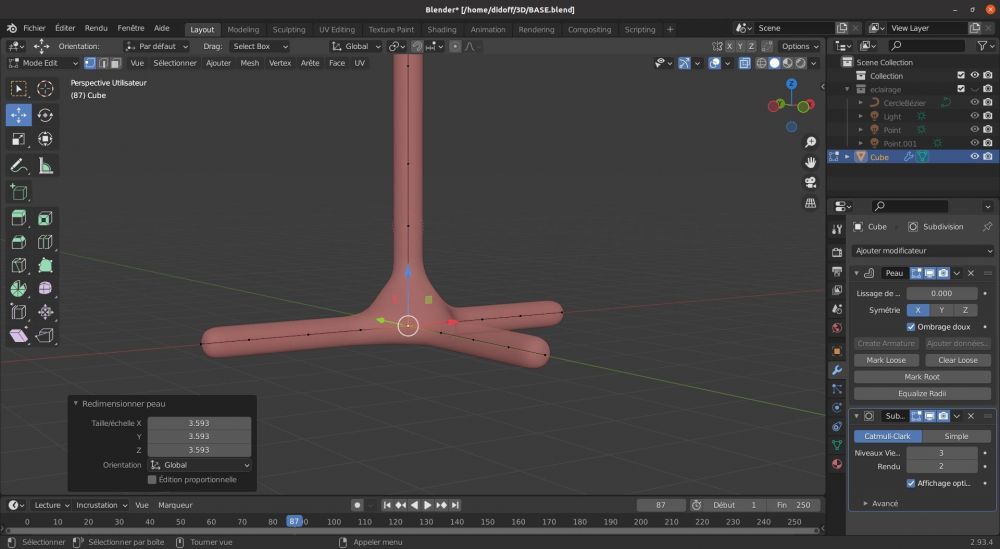
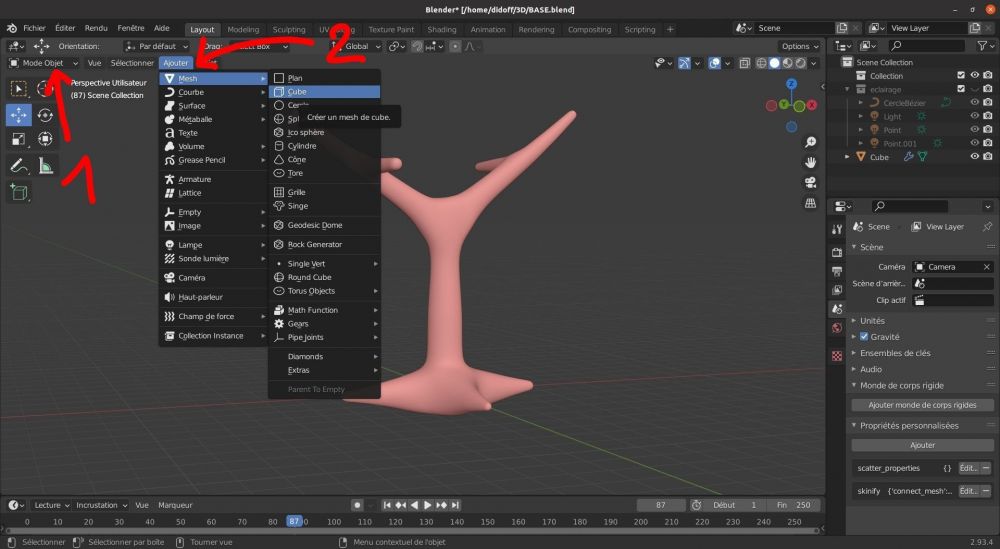
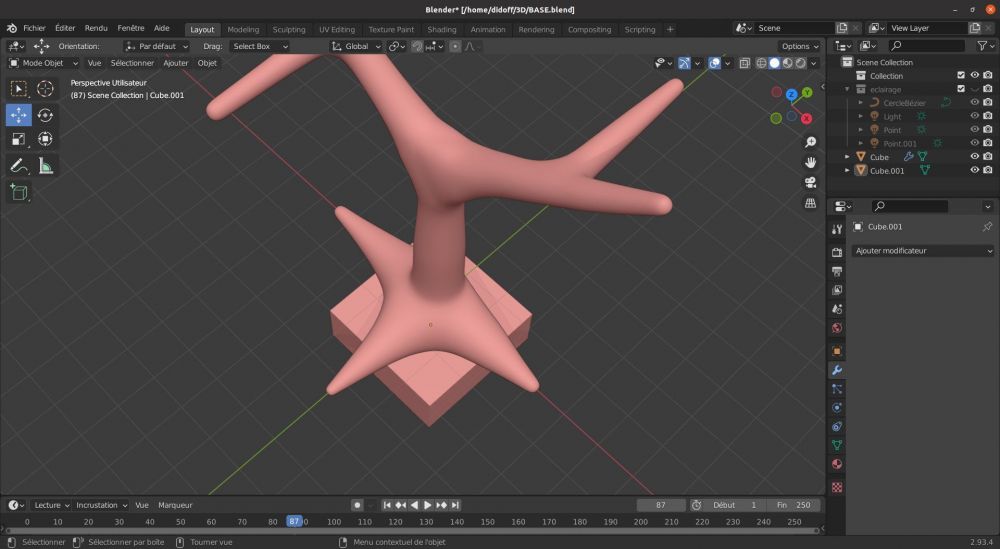
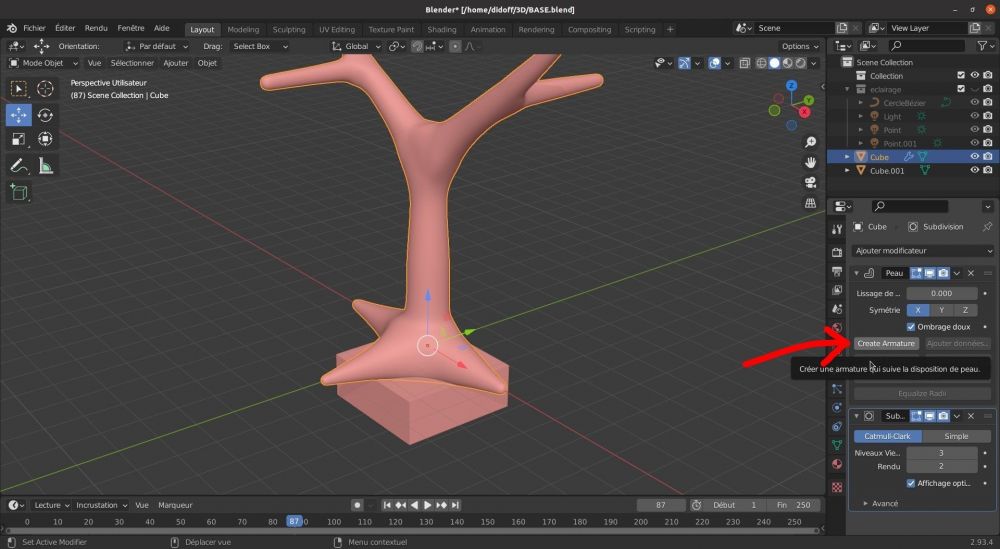
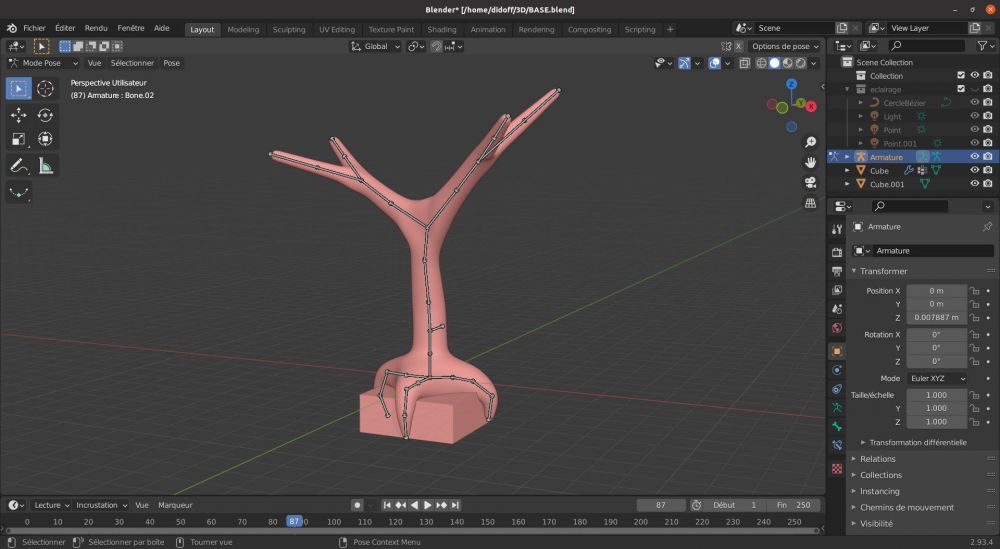
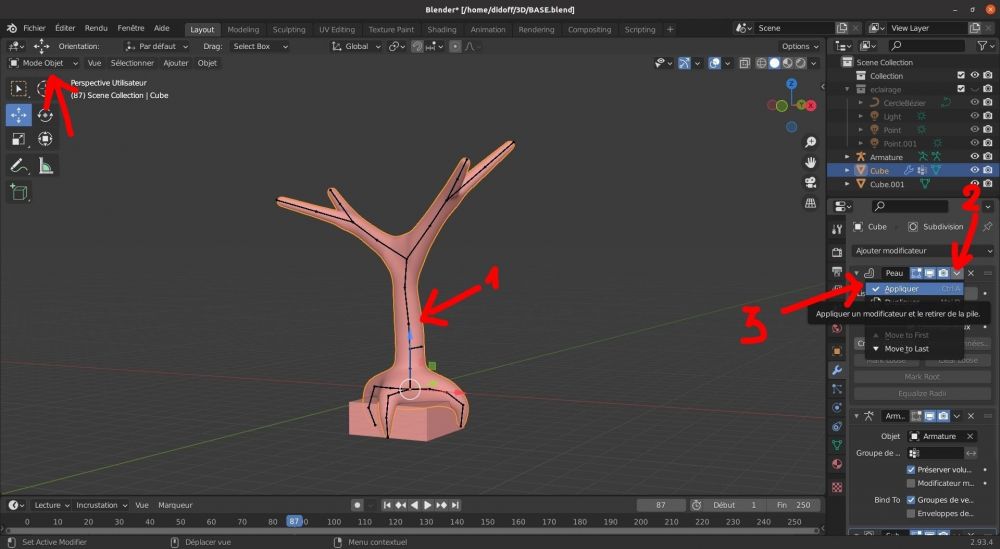
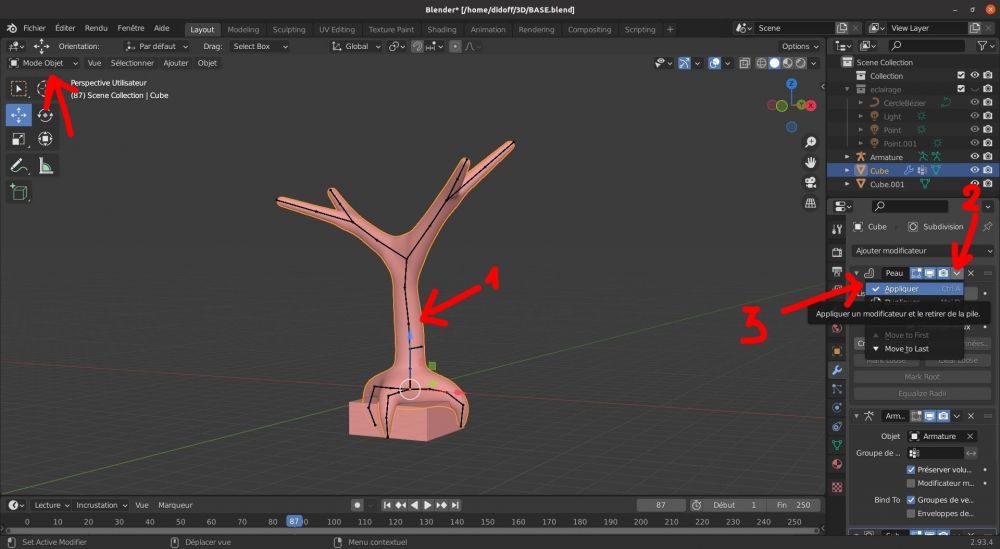
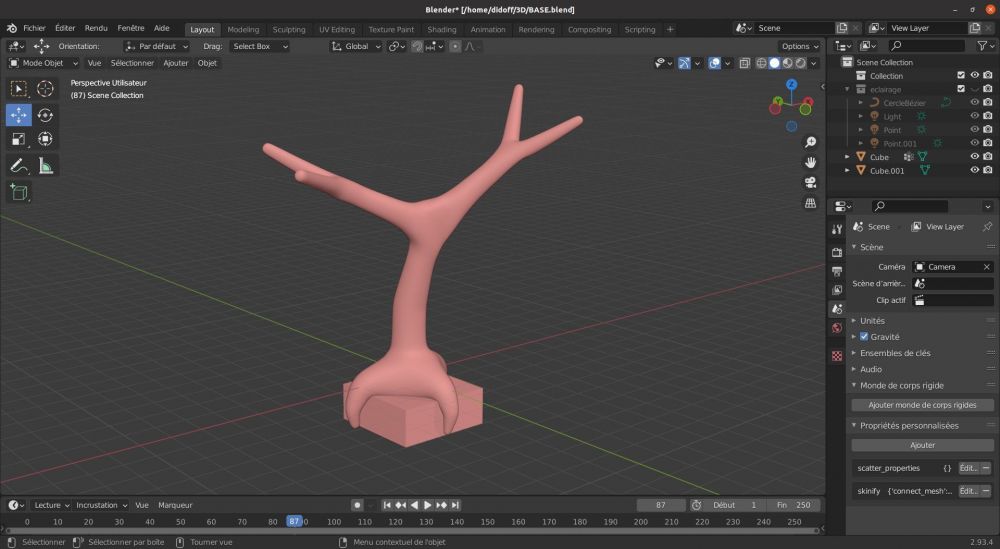
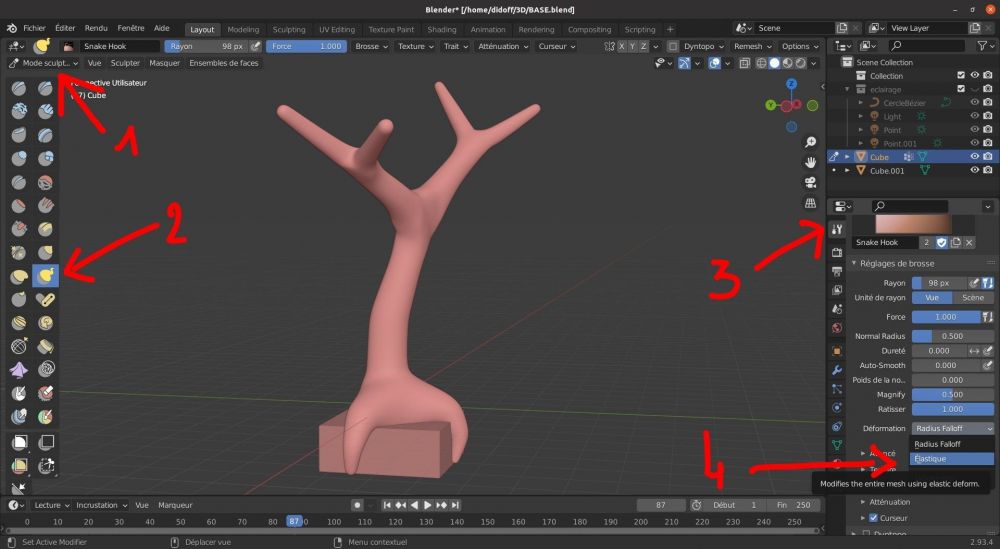
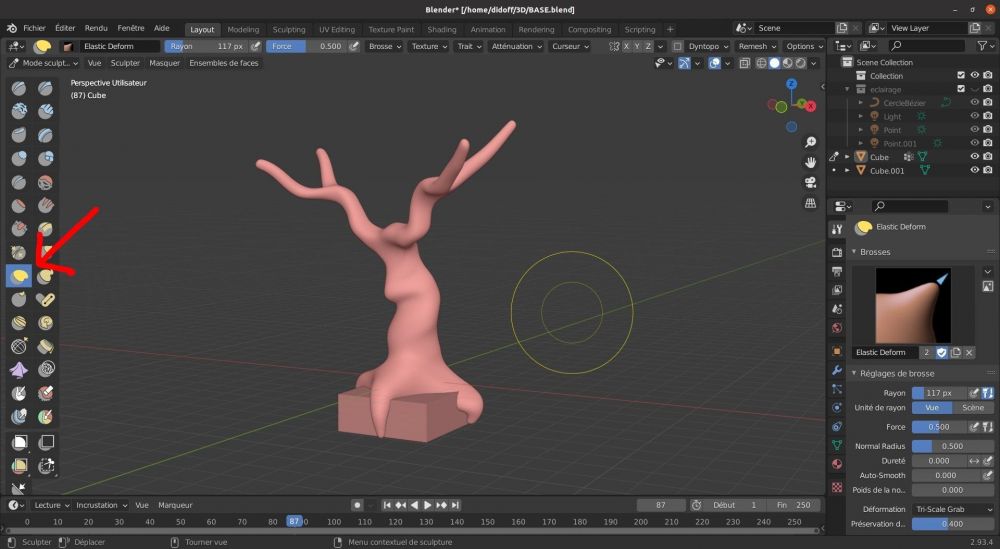
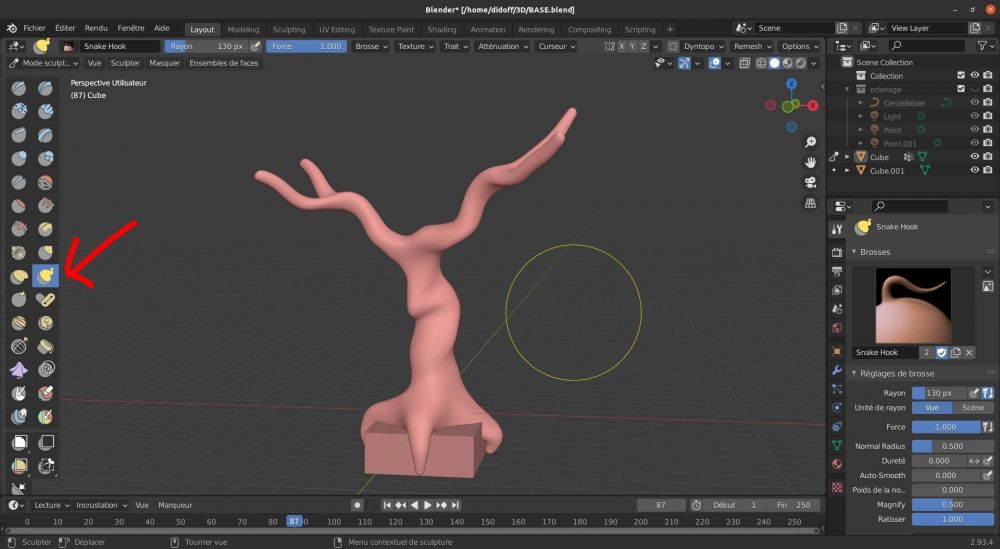
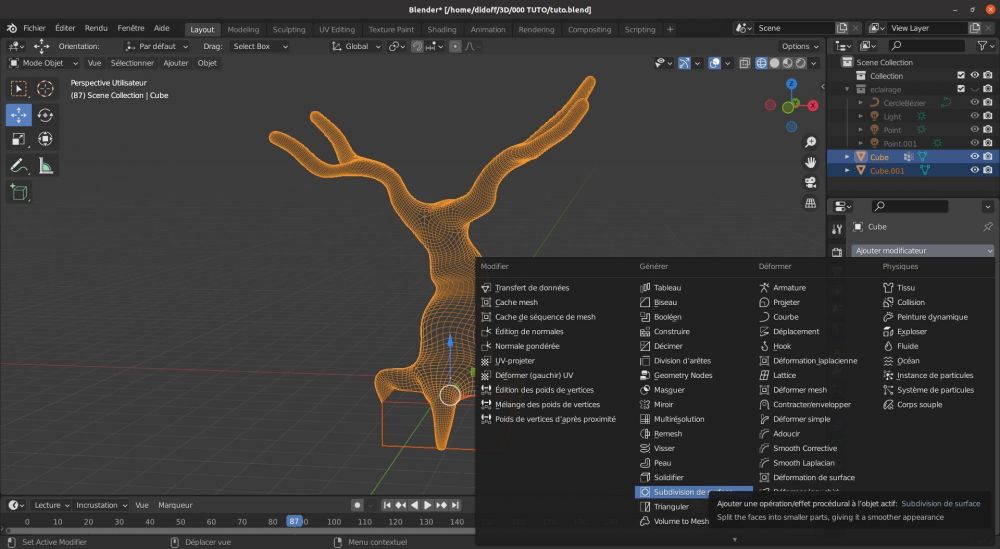
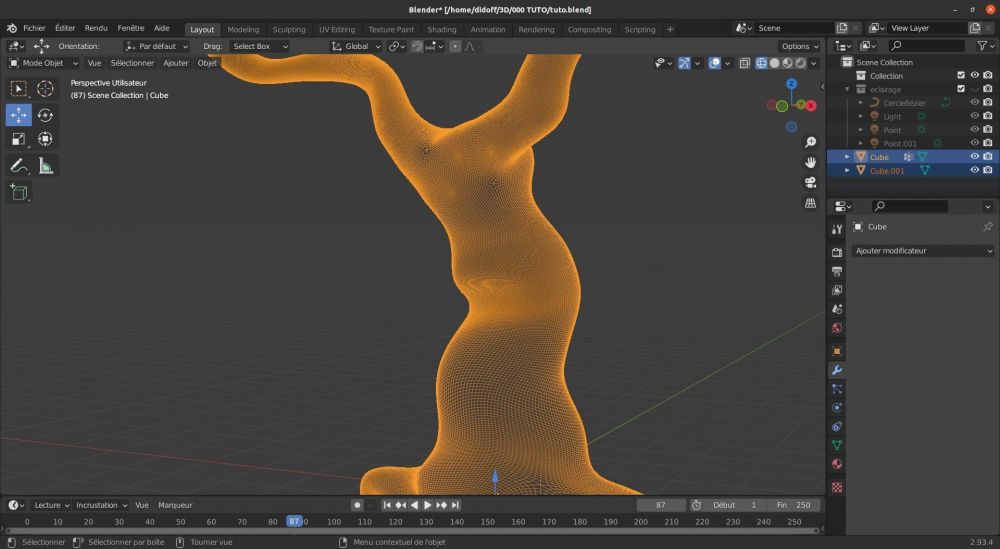
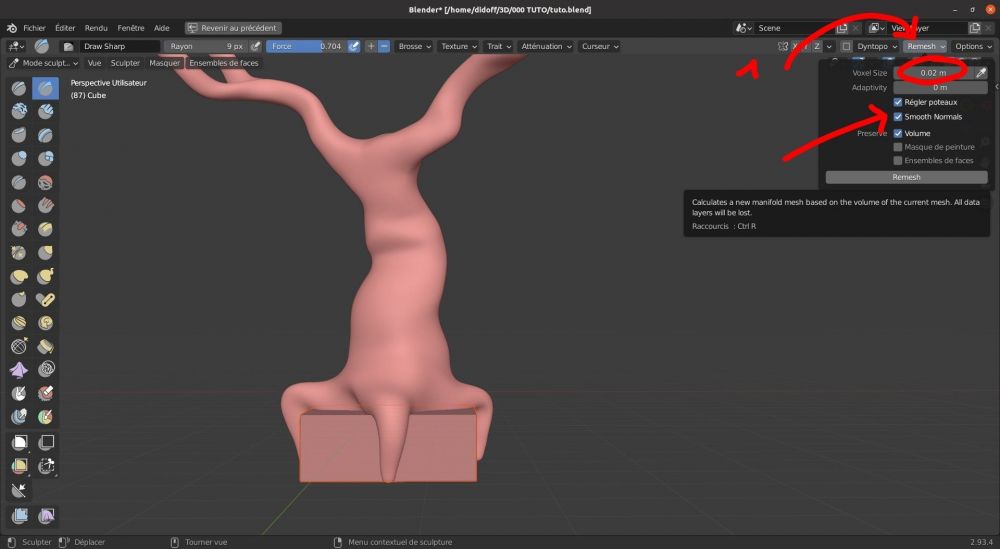
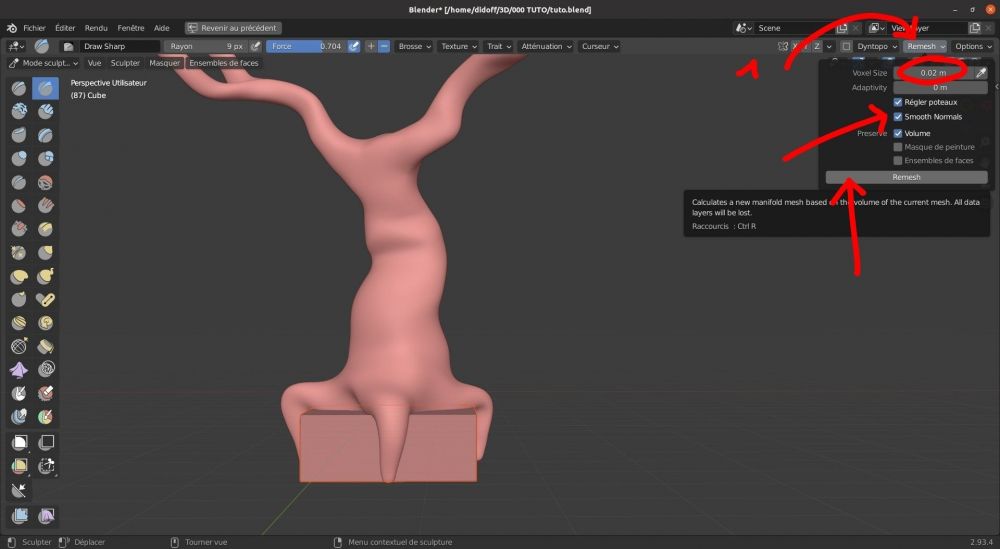
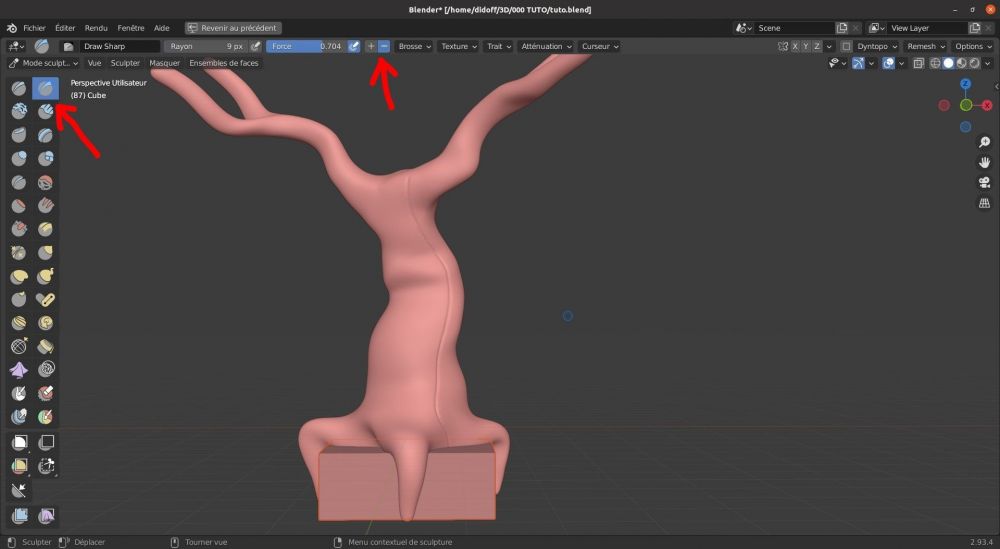
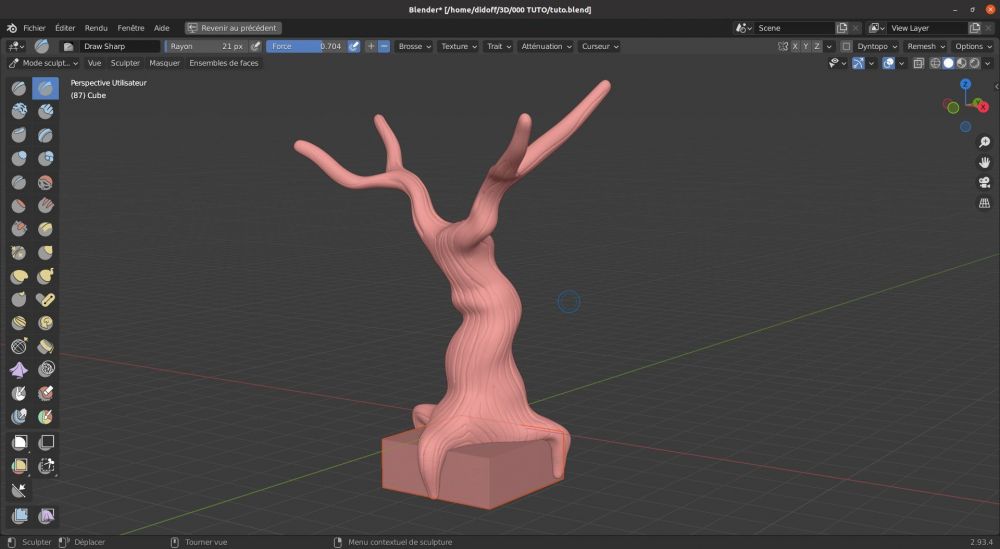
Bonjour, Aujourd'hui je vous propose de réaliser cet arbre, que j'aurais pu mieux modeler, mais il est juste là pour la démonstration... Pour cette réalisation nous allons combiner plusieurs techniques. Nous allons utiliser le modificateur "peau" (skin), nous allons voir comment fonctionne les armatures, et enfin la dernière partie se fera en mode sculpture... anim.mp4 C'est parti !!! Nous allons commencer avec le cube présent à l'ouverture de Blender, passer en mode Edit, sélectionner Vertex puis clic droit avec la souris pour fusionner tout les vertices au centre. Il ne reste donc plus qu'un point, nous allons faire une extrusion sur l'axe Z (touches E et Z et déplacement de la souris), on obtient ceci. Nous repassons en mode objet, on clique sur la clef (dans la colonne de droite) pour ajouter un modificateur, on sélectionne PEAU (SKIN)... Ensuite on ajoute un second modificateur, subdivision de surface... On coche ombrage doux dans le modificateur peau et on passe le niveau de subdivision à 3 dans l'autre modificateur. On retourne en mode Edit et on active le rayon X... On va commencer par créer le tronc de notre arbre, pour cela on sélectionne le point du haut et l'on fait plusieurs extrusion sur l'axe Z (touche E et Z et déplacement de la souris). Maintenant on va faire les racines, on sélectionne le point du bas, et on fait la même chose mais cette fois sur l'axe X, vers la droite puis la gauche (touche Z et X ) et déplacement de la souris, on fait la même chose sur l'axe Y (touche Z et Y...) mais dans une seule direction. Nous allons maintenant faire les branches suivant le même principe, le mieux est de se mettre de face (touche 1) et de réaliser plusieurs extrusions vers la droite puis la gauche (touche Z uniquement et déplacement avec la souris). Après avoir réalisé les deux branches principales, faisons des ramifications...Passer en vue de dessus (touche 7) et répéter l'opération précédente pour obtenir quelque chose comme ça... On repasse ensuite ne vue de face, on sélectionne le point indiqué sur l'image et Mark Root pour sélectionner ce point comme base, cela va servir quand on passera à l'armature. On va maintenant donner un peu de volume à notre arbre, pour cela on sélectionne des points un à un on fait CTRL et A simultanément et on déplace la souris pour agrandir ou diminuer le volume de l'arbre au niveau du point... Pour obtenir quelque chose comme ça... On repasse en mode Objet pour ajouter un socle (cube)... On met ensuite le cube à l'échelle souhaitée (touche S, puis MAJ et Z simultanément et déplacement de la souris) pour réduire ou agrandir sur l'es axe X et Y. On peut aussi le déplacer (touche G puis X, Y ou Z pour l'axe directionnel) Ensuite on sélectionne à nouveaux l'arbre et on ajout une armature. On passe ensuite en mode POSE et l'armature est bien là... ON va maintenant mettre l'arbre en forme en tordant les racines les branche et même le tronc si l'on veut. En tournant autour de l'arbre (souris molette enfoncée) on sélectionne les segments (os) que l'on veux bouger puis avec la touche R on pratique des rotations (suivi de X, Y ou Z pour indique l'axe de rotation si nécessaire). Quand on trouve le résultat satisfaisant on retourne en mode objet, et on applique tout les modificateurs en partant de celui qui est en haut de la pile... Puis on sélectionne l'armature et on la supprime (touche X) elle n'est plus utile. On va maintenant finaliser notre arbre on mode sculpture, utiliser tout d'abord l'outil crochet en mode élastique... Cela va permettre de tordre notre arbre si on veux lui donner une forme biscornu, il faut jouer sur la force et le rayon d'action (touche F)... Puis on peut utiliser l'outil déformation élastique et déplacer, en tenant compte encore là de la force et du rayon... Faites des essais, le premier fait plus dans le détail... Une fois l'arbre finalisé on repasse en mode objet et si l'on active la vue en fil de fer on voit bien que le maillage n'est pas très fin... On ajoute le modificateur subdivision de surface... Niveau de subdivision 2 et application... On repasse en mode sculpture, on passe en mode plein écran (touche Ctrl et ESPACE) pour pouvoir mieux travailler, on accède au REMESH, on règle le voxel sur 0.02, on coche Smooth Normals et on applique... On va maintenant dessiner l'écorce... On tourne autour de l'arbre en le sculptant en jouant sur la force et le rayon...(une tablette graphique est plus adaptée pour cette étape)... Et voilà c'est fini !!!



 1 point
1 point -
Pas au courant pour FLSun, c'est un "célèbre" fabricant d'extrudeur ^^1 point
-
En générale le Linear advance pour je l'active sur mes firmware mais je le met a 0 ce qui le rend inactif au départ mais permet au utilisateur de definir par la suite la Valeur K pour configurer le Linear advance comme il faut. Pour configurer le Linear Advance il te faut imprimer un modèle test essayé plusieurs fois avec des serie de valeur différente pour savoir quels valeur K convient le mieux j'utilise un print de test de Teaching tech perso. Après via Repethier host ou pronterface j'effectue un M900 K(X) puis un M500. (remplacer (X) par la valeur K souhaité par exemple 0.5)1 point
-
j'ai travailler a coté à braine-l'alleud , en faite le lion de waterloo n'est pas sur la commune de waterloo, mais bien sur braine-l'alleud . Voila c'est ma cliente qui me la dis , elle était pas loin du lion !!!!! . Je n'ai pas pratiquement pas été en vacance , avec les enfants ( 6 ) c'est un peu compliqué. Mais eux on été en vacance. Là, maintenant , j'ai encore 2 ados (18 /20 ans ) au études , l'une en math ( kot a louvain ) , et l'autre ici ( pt appart coté maison ) et cherche pour être pompier , il a fini ses etudes et cherche ...1 point
-
@Motard Geek Il faudrait aussi une notification (comme avant quand il y avais un nouveau message mais là pour la fusion), Car là on ne vois pas les mise a jours d'une fusion / d'un multipost (d'un autre) si on ne recharge pas la page. Donc on se retrouve a répondre (si la fusion se fait entre temps et que l'on ne recharge pas la page (le temps de rédiger la réponse)) au message initial sans savoir qu'il a était complété par une fusion ... (c'est pas des plus pratique ... de recharger la page pour vérifier qu'il n'y a pas de mise a jours du message au-quelle on répond ) Ex : là @Jonathan06 a cité un tuto d'assemblage de la tête car il n'avais pas vu les résultat de la fusion :1 point
-
Si tu as la place, autant agrandir tes nervures afin qu'elles aillent aux maxi de l'équerre.1 point
-
Salut, Superbe idée que tu as eu. Je ne suis pas un expert, mais je pense que ta pièce sera assez rigide. Au pire, faudra jouer entre un temps d'impression correcte, l'utilisation de la matière et les parois/remplissage. En PLA ce sera parfait je pense.1 point
-
@NOX Bonjour, Ton cube il n'aurait pas été mal orienté lors du tranchage ? La superposition des couches ne correspond pas à ce qu'on devrait avoir1 point
-
Si tu dois la prendre chez Studiolab, prendre éventuellement le bed en 220V c'est pas du luxe, les temps de chauffe sont du coup très court, et TMC 2208 ou 2209 (il me semble que c'est par défaut en 2208 maintenant).1 point
-
Bonjour, Bienvenu parmi nous Une petite recherche tu aurais pu trouver ce sujet qui traite exactement de ton problème, en plus c'est un sujet epinglé tout en haut donc même sans faire de recherche on le voit assez facilement Pour faire simple c'est un prolème assez commun à une très grande majorité d'imprimante 3D. tiens voici le lien en question:1 point
-
Bah c'est bien dommage car je n'en ai pas . Va peut-être falloir investir ...1 point
-
Salut @Jerome62, Si tu peux mettre une photo ce sera plus simple à voir .1 point
-
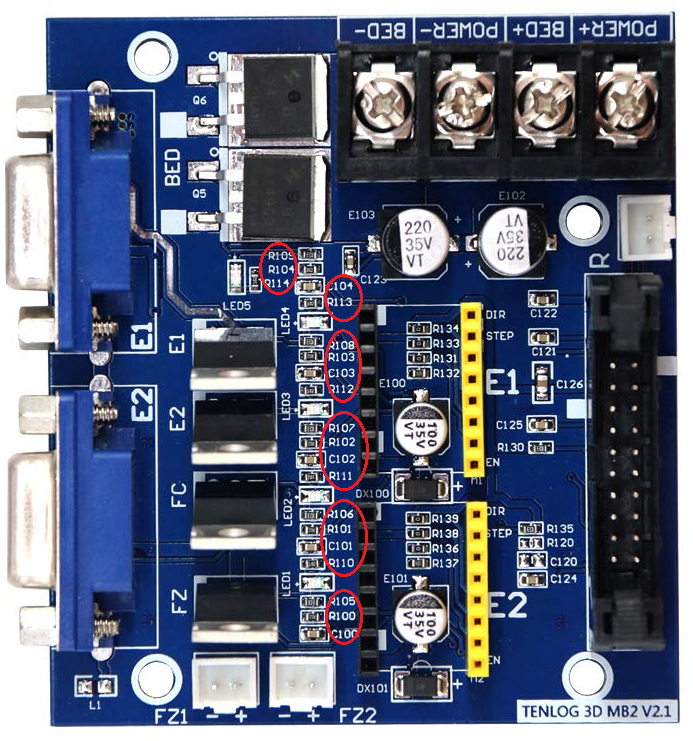
@icare moi aussi, j'ai une carte HS, je me suis décidé à la réparer, au début les soudures CMS me faisait peur, mais finalement je vais y arriver. 9a me fera une carte de remplacement. Fz : R105 = 8.2 Ohms // R100 = 3 kOhms // C100 = 3kOhms // R110 = 10 kOhms Fc : R106 = 10 kOhms // R101 = 3 kOhms // C101 = 13kOhms // R111 = 10 kOhms E2 : R107 = 10 kOhms // R102 = 3 kOhms // C102 = 13kOhms // R112 = 10 kOhms E1 : R108 = 10 kOhms // R103 = 3 kOhms // C103 = 13kOhms // R113 = 10 kOhms Voilà celles que je voudrais avoir en stock. Comment définis-tu leur valeur visuellement, c'est possible ? Comme sur des résistances normales avec le code couleur des traits ?
 1 point
1 point -
Il faut bien aller chercher les prints et changer le filament, mais ouais1 point
-
Tu es sur de ton réglage buse/bed car vu la transparence on dirait que tu es trop proche ?1 point
-
Salut, Je confirme que sur la S5 le moteur du Y est plus gros (60mm) ainsi que la courroie (9mm au lieu de 6mm). Pour l'intensite, au risque de me faire huer, je le fais au doigt mouille. Moteur pas trop chaud et pas de perte de pas et ca me va, elle tourne comme ca depuis 4 ans. TMC2209 Pour X : 700 Pour Y: 800 Cdt SoM1 point
-
Salut, Si tu fais le support dans ta matiere habituelle (PLA, PETG...) et que tu ne fais QUE la surface de contact entre le support la piece en PVA tu en utilises tres peu au final. Donc meme une petite bobine peu durer. Une image qui resume bien le truc. Cdt SoM
 1 point
1 point -
Désolé je t'avais zappé en effet pourtant c'est pas faute d'avoir parler de ta Tenlog sur le sujet de la ventilation justement1 point
-
Chose que tu trouve dans plusieurs Firmware le Lenear advance, M600 et autres fonctions (sur le mien et le Digant tu as tout cela aussi). Pour le pied d'éléphant dans ton slicer tu as pas configurer une largeur de ligne plus importante pour la première couche ?1 point
-
@MrMagouneta pingé juste la godasse alors je ne donnerai pas mon avis ! Bon blague à part, la Tenlog est une très bonne imprimante qui fonctionne très bien d'origine. Grand bed, double extrusion, assez bonne communauté, un revendeur français à savoir studiolab39 (à taper sur google). Peux être amélioré tout comme les autres imprimantes, honnêtement pas de point noir, à part le ventilateur de l'alimentation assez bruyant mais ça se change.1 point
-
Comment tu peux faire un Home en début d'impression si le BLTouch ne marche pas ?1 point
-
En fait ce n'est pas la tuyère mais ça symbolise la fumée au décollage, non ? Et accessoirement servir de support ...1 point
-
installer klipper1 point
-
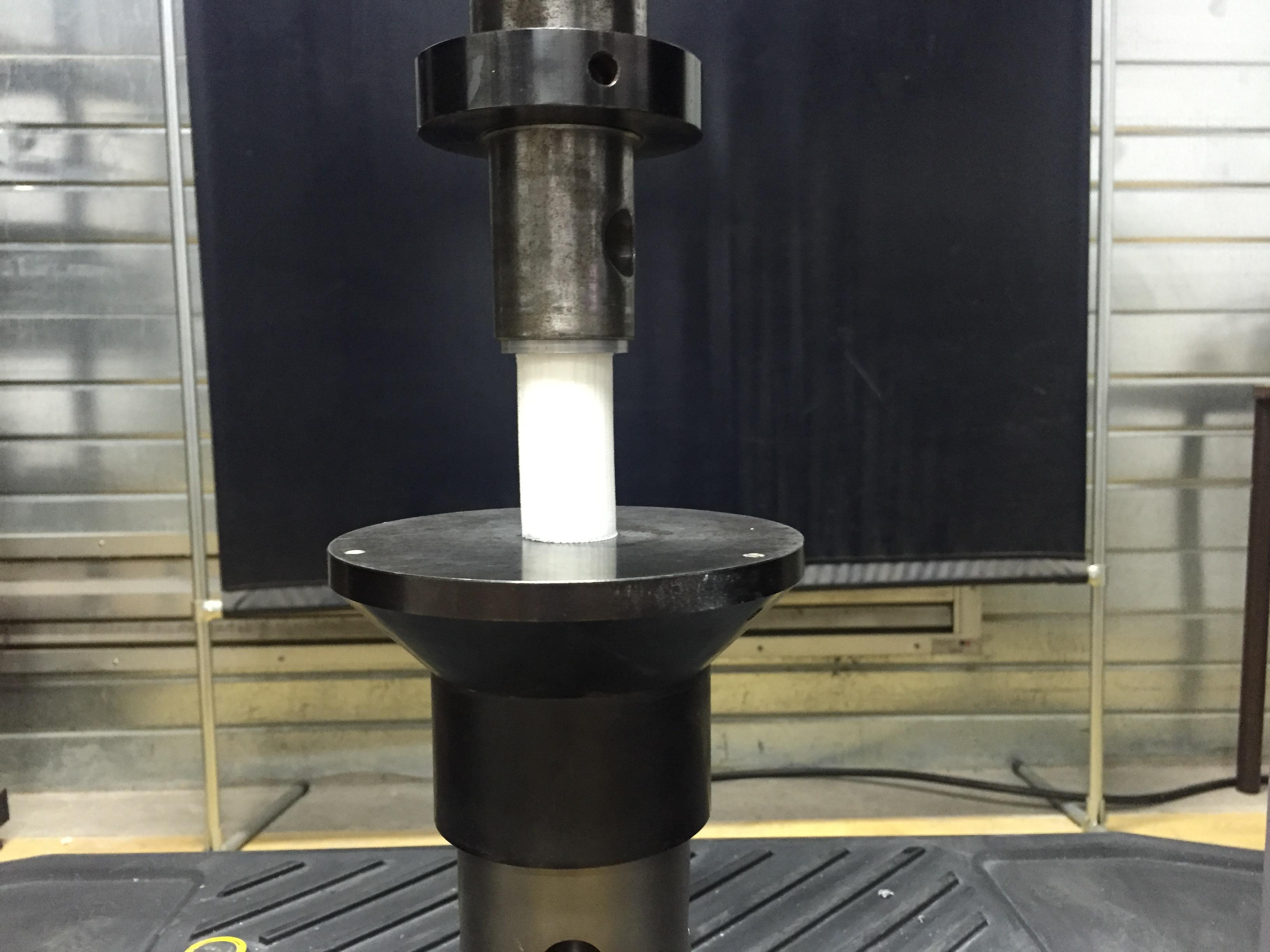
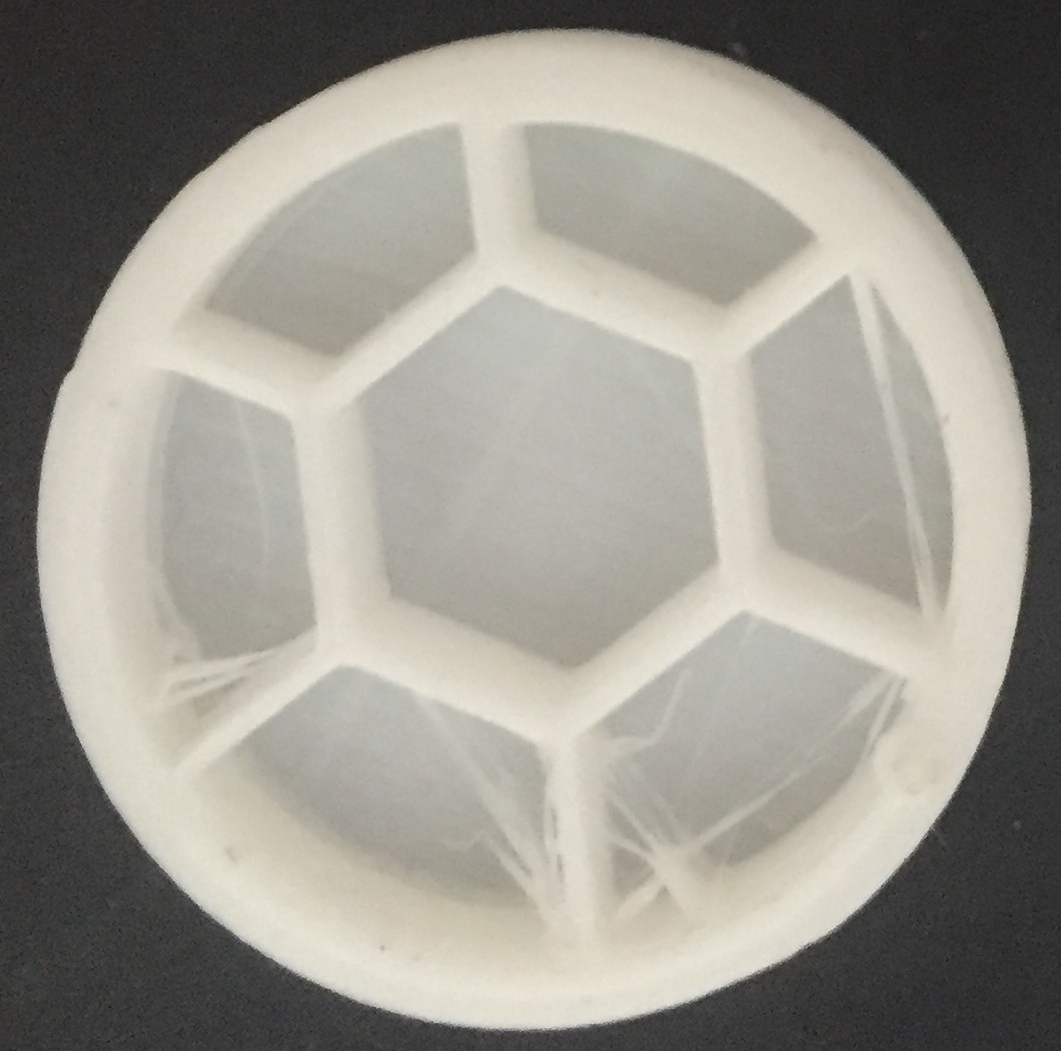
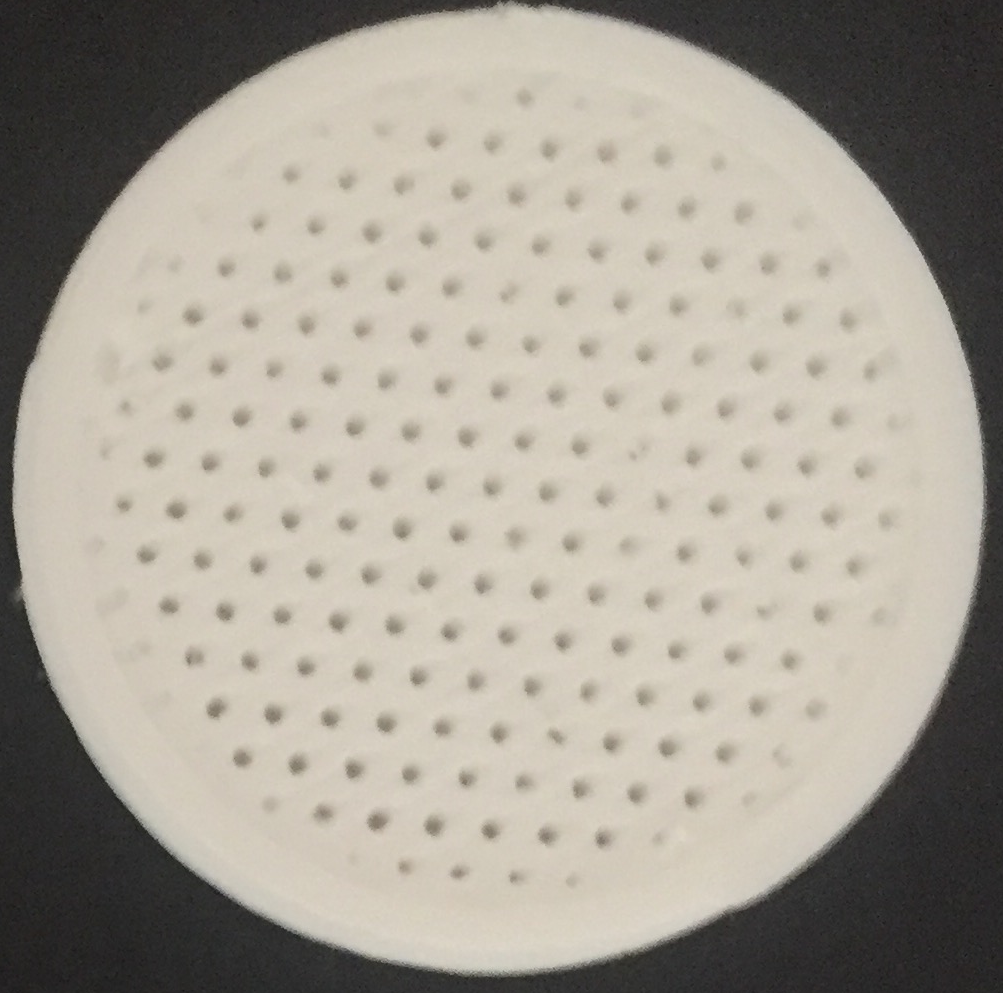
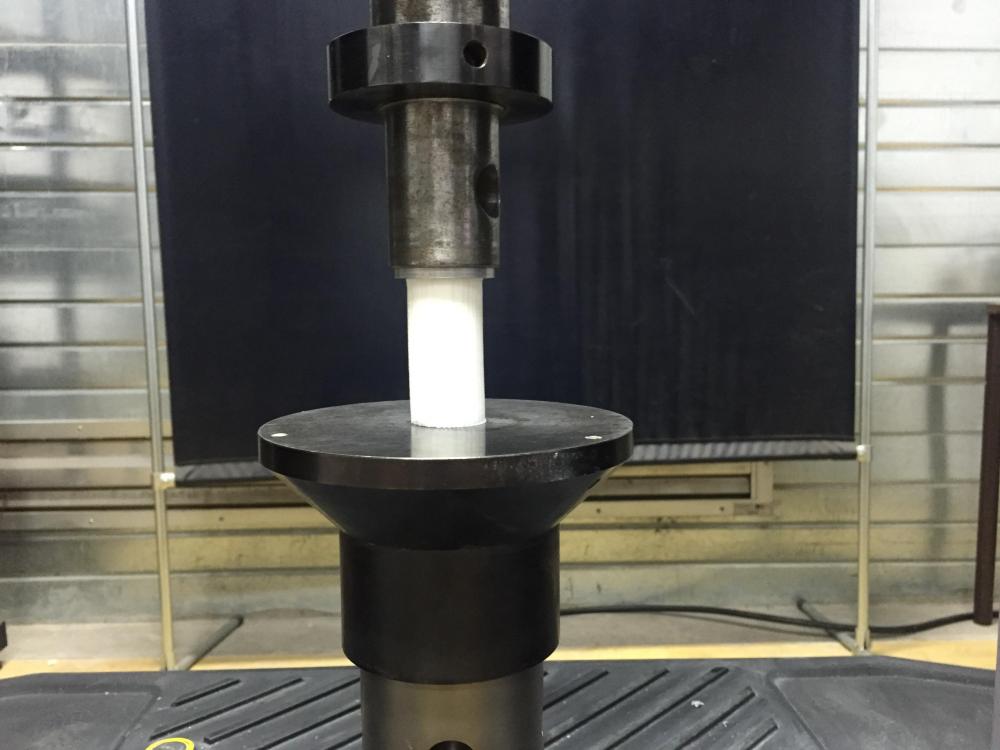
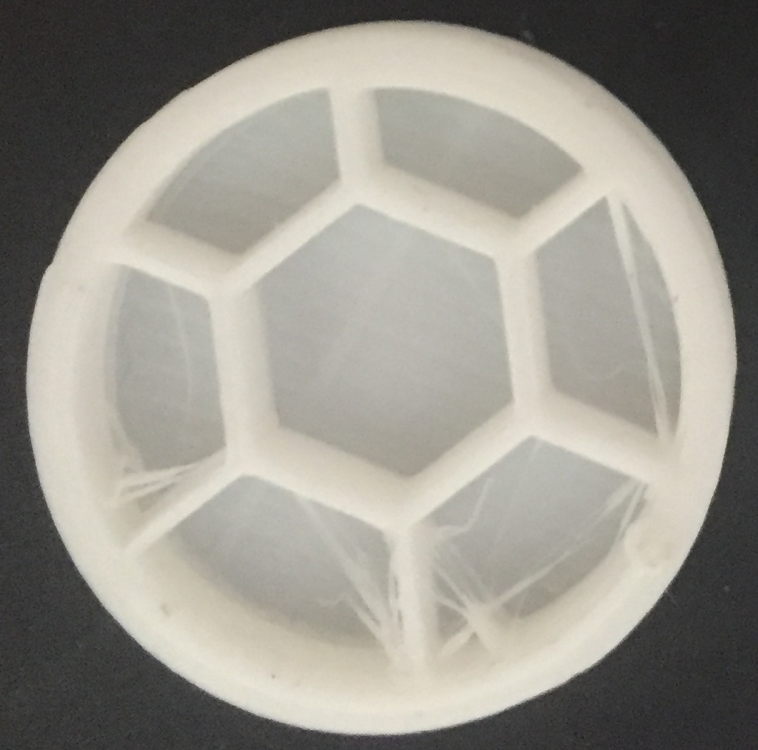
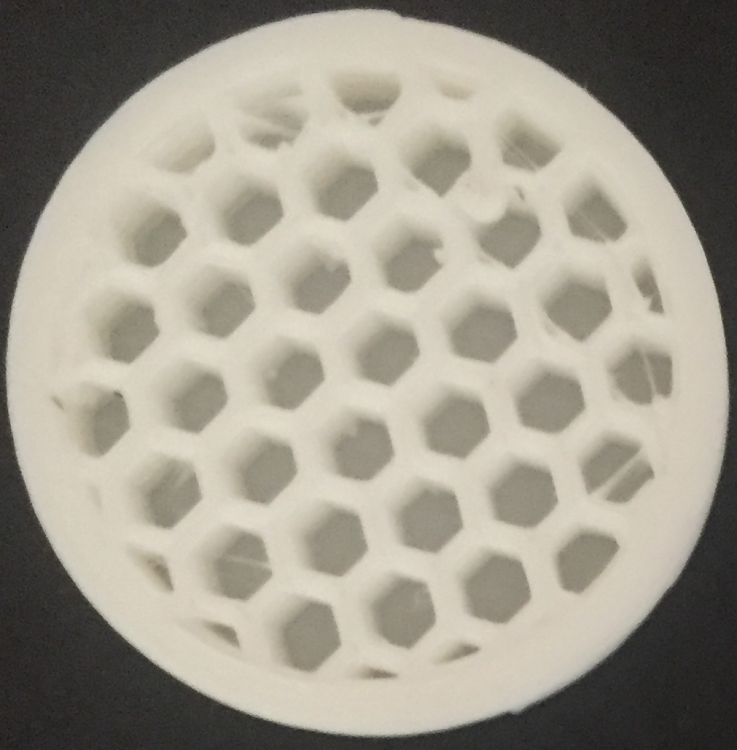
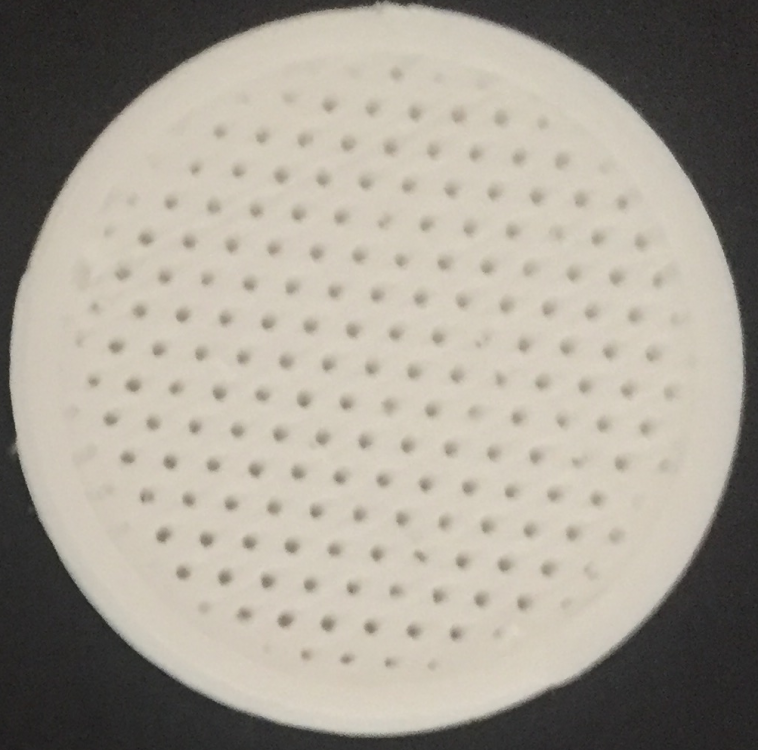
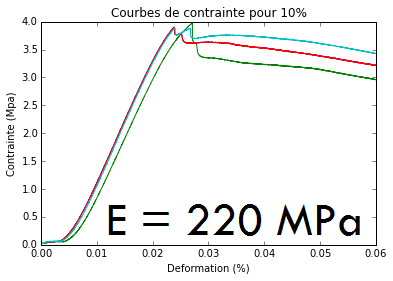
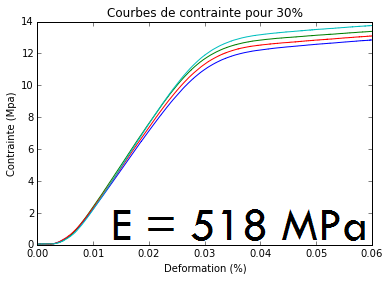
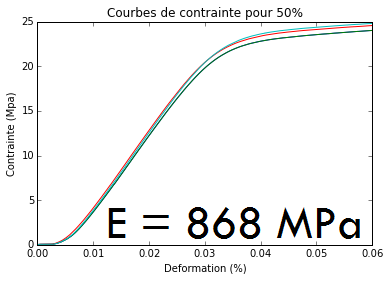
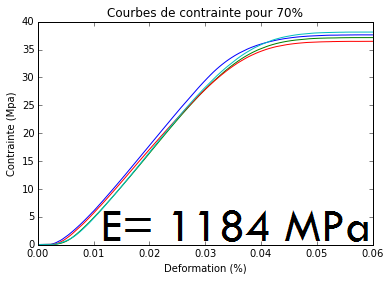
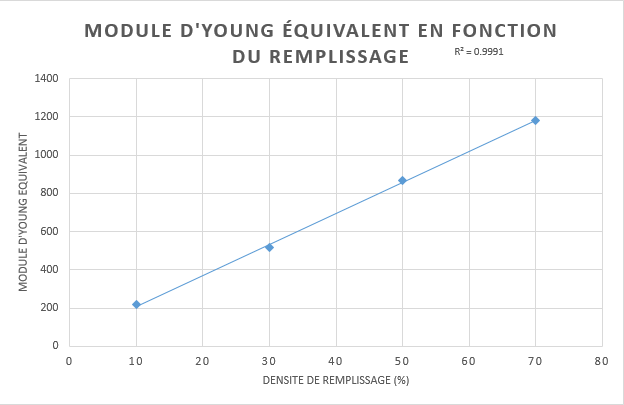
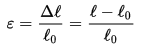
Bonjour, dans le cadre de mes études j'ai décider de réaliser des compression d'éprouvettes de PLA imprimées en 3D pour savoir s'il y avait un taux de remplissage privilégié. J'ai voulue vous partager mes résultats, le sujet est un peu long mais j'espère qui vous intéressera . Pour réaliser cette expérience je suis allé dans un laboratoire de recherche sur les matériaux : Le but était de déterminer s'il y avait un taux de remplissage limite au-delà duquel il n'était pas rentable de remplir plus les pièces imprimées. Pour ça, comme j'avais pas forcément énormément de temps sur la machine, j'ai testé 4 taux de remplissage différent à partir d'une géométrie hexagonale : 10% / 30% / 50% / 70% (coupe transversale) Comme on peut le voir sur les coupes, l'échantillon a 10% n'a pas beaucoup de contact avec la surface latérale (périphérie) et cela se traduit qualitativement par une rupture non linéaire de cette surface latérale assez rapidement et une perte total des propriétées mécanique après rupture. Tandis que pour les autres taux de remplissage (30% , 50% et 70%) , la surface latérale reste intact même après rupture et donc toutes la matière interne se condense / se tasse à l'interieur de l'éprouvette, subissant une déformation uniquement selon la hauteur. Le diamètre de l'éprouvette reste inchangé. ==> on a une conservation des propriétées mécanique même après rupture. Cela se confirme par les courbes ci-dessous, avec le module d'Young (E) déterminé par un calcul de pente lors de la première phase de contrainte, la phase d'élasticité. courbes de contrainte (1courbe = 1 éhantillon) Que nous disent les courbes ? cela confirme nos observations qualitative. En effet, les courbes pour 30,50 et 70% on exactement la même allure, seul leur pente et donc leur module d'Young diffère. On remarque pour ces courbes que, après rupture de la courbe (donc de nos échantillons), on conserve une pente croissante qui confirme également une conservation des propriétées mécaniques après rupture, puisque cela montre que l'échantillon montre encore une résistance face à la machine. Les observations pour 10% sont également confirmé par ces courbes puisque l'ont voit que les courbes font un peu chacune leur vie après une chute nette de contrainte ce qui montre la perte des propriétées mécaniques. Les courbes nous révèle en plus l'aspect aléatoire de la rupture pour les échantillons à 10% puisque l'on peut voir le point de rupture se fait jamais au même point de déformation alors que pour les autre taux de remplissage, les courbes sont très similaire. Pour l'anecdote, le technicien du laboratoire m'a confirmé n'avoir jamais vu des courbes aussi rapproché pour différent échantillons. On a donc une régularité des propriétées mécanique à partir de 30%, alors que pour 10%, la résistance est incertaine, et on aime pas vraiment ça ! Que révèle alors le module d'Young noté E sur les courbes ? En physique, le module d'Young est déterminer par une relation de proportionalité, appelé loi de Hooke : où : est la contrainte, exprimé en MegaPascal (MPa) , c'est à dire la force appliqué à l'échantillon par rapport à sa surface. (rapport Force / Surface) est la déformation, exprimé en %, rapport de la différence de hauteur engendré par l'expérience sur la hauteur initiale () est le module d'Young, exprimé en MegaPascal (MPa) est une grandeur caractéristique des matériaux / échantillon testé. Comme le module d'Young n'est pas forcément très parlant à tout le monde, je vais vous donner un équivalent du poids nécessaire qu'il aurait fallu pour arriver à une rupture : 10% : 290 kg 30% : 940 kg 50% : 1670 kg 70% : 2600 kg Si je vous donnais l'équivalent en twingo, votre première remarque serait : Merde, c'est que du plastique ! Vous vous souvenez du but de l'expérience ? On voulait déterminer s'il y avait un taux de remplissage au-delà duquel il était pas rentable de remplir plus, il faut donc tracer là courbe qui exprime le module d'Young en fonction du taux de remplissage, à partir des 4 valeur que l'on à ici et essayer de voir si on peut remarquer si la courbe admet une rupture de pente notable. Et bien il se trouve que l'on obtient une courbe parfaitement linéaire, on peut supposer que l'on obtiendra éventuellement une rupture de pente au delà de 70% mais bon, 70% c'est déjà beaucoup. Donc quelles sont les conclusion de tout ça ? Au final, 10% est à proscrire ( si la pièce est soumise à une contrainte de compression plus ou moins importante, au quotidien pour des pièces quelconque, 10% peut amplement suffir) puisque on arrive à une rupture qui détruit totalement la pièce. On peut alors recommander 30% pour avoir des propriétées mécaniques régulière et qui peut encaisser une déformation sans forcément détruire le système. En revanche, sauf nécessité mécanique, il n'est pas nécessaire d'aller au delà, vous connaisez tous les contraintes en terme de temps d'impression et de coût en matière que cela engendre de monter à 50 ou 70% Cependant, il aurait été intéressant de réaliser de nouveau test entre 10% et 30% pour voir jusqu'où on pouvait descendre pour obtenir des résultats similaire. J'ai fait une machine pour des essaie de compression pour d'autres expériences lié à ces travaux, j'essaierais de le faire si j'ai du temps à perdre cet été . Voilà, j'espère que cela aura été intéressant, encore une fois je précise que les résultats obtenue sont par rapport à des pièces qui serait soumise à des contraintes, je ne dis pas qu'il faut bannir le remplissage à 10% pour tout type d'impression.




 1 point
1 point -
Bonsoir à tous, alors avant de commencer, voilà ma config : Ender 3 Carte 4.2.2 (d'origine) J'ai rajouté un capteur de filament (hotends), j'ai donc mis à jour marlin, et suis sur 2.0.7 (celui de hotends) Mon capteur marche nickel, mais le seul hic, et il est de taille : Je fais mes manip, remplacement de bobines etc, je purge comme demandé jusqu'à nozzle heat : la température qui monte jusqu'à celle attendue (220/220), ou à peu de chose prés elle oscille entre 218 et 221 on va dire. Et j'ai attendu pendant des heures (pour ne pas mettre mon print à la poubelle), mais rien n'y fait, l'erreur est là, et l'imprimante ne redémarre plus. Du coup, impression à la poubelle. Est-ce qu'une ou des bonnes âmes savent d'où vient ce problème, et comment y remedier. D'avance merci à tous.0 points
-
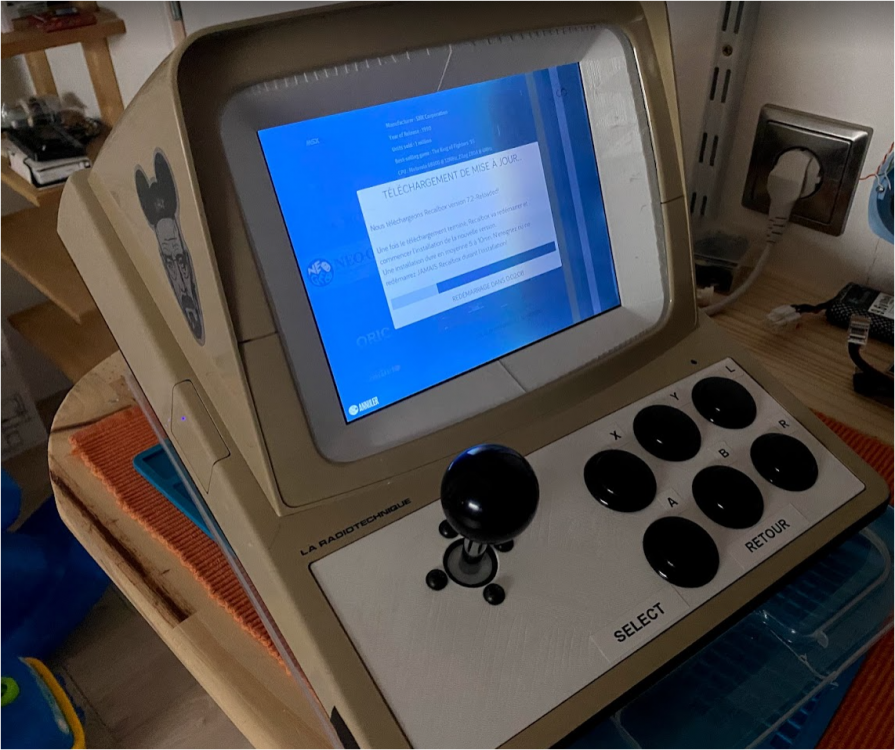
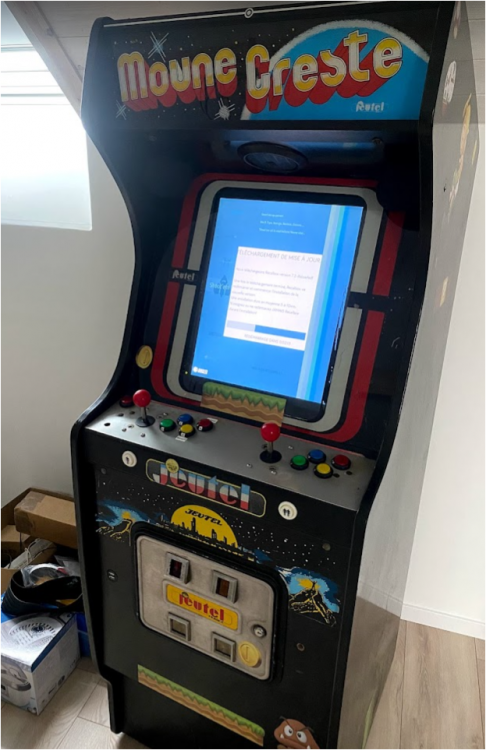
Massacrer un minitel pour en faire une borne d'arcade, il faut le faire !0 points
-
une des pièce plastique de l'extrudeur c'est malheureusement classique.0 points