Classement



Contenu populaire
Contenu avec la plus haute réputation dans 05/11/2021 Dans tous les contenus
-
Bonsoir @ixi @hcl28 @icare Voici un assemblage de poulies imprimées avec du filament AF80 Nylon chargé avec du Kevlar, conseillé par @ixi . j'ai enfin des poulies moteur qui tiennent en résistance mécanique et surtout en température. C'est un filament très résistant et idéal pour des pièces sollicitées mécaniquement. 54 Mpa en traction /mm Pourquoi ce filament AF80 les différents filaments utilisés ne tenaient pas en température. j'ai utilisé plusieurs filaments de l'ABS, PETG et du PLA 3D870 après 15 à 20 minutes à plein régime les pièces commencent à ramollir et à fondre ! La vitesse de rotation est élevée environ 1800t/mn avec une poulie de Ø15mm la courroie MXL entraine la mécanique. Après des essais c'est la poulie en AF80 qui à tenue c'est la solution idéale. L'impression est technique il faut un extrudeur en Full métal pour assurer un bon fonctionnement sans colmatage du tube PTFE. Le radeau est une sécurité pour l'adhérence. Encore merci à ixi j'ai réalisé des Run avec ma COX qui est très rapide. A+
 2 points
2 points -
Remontage, contrôle du serrage et c'est mieux. Il y a toujours ce petit cran mais nettement moins prononcé. J'ai chauffé la buse et feinté le détecteur de fin de filament et ça extrude. Il n'y aura plus qu'à régler le bed et tester un print pour confirmer tout ça. Merci pour vos conseils, je pense que je vais quand même prévoir des roues d'avance au cas où.2 points
-
oui en général les cadres treillis sont plus solides et moins lourds (quoi on ne parlait pas de voitures ?) ok je sors ->2 points
-
*HS ON* Je ne suis pourtant pas si vieux (37 ans), mais cela m'est tout simplement impossible (personnellement comme professionnellement) de produire un message de cet acabit ... Je suis obligé en général : de me relire plusieurs fois pour vérifier le sens de mes phrases de corriger mes fautes d'orthographes (celles que je vois) et surtout structurer mes messages Mais bon, quand je vois professionnellement parlant les mails que je reçois, je me dis qu'en 2021 je me sens de plus en plus seul et surtout je dois être l'un des rares trou du cul à juger que le respect lors d'une correspondance de quelque type que ce soit c'est à minima de se relire ... Et attention, on a le droit de faire des fautes d'orthographes, tout le monde ne s'appelle pas Bernard Pivot, mais faire un effort ça ne mange quand même pas de pain ... Il faut dire que les gens lisant de moins en moins de livres (pauvres libraires, une espèce en voie de disparition), forcément les gens ne savent plus comment orthographier les mots qu'ils pensent et écrivent. Bref voilà un coup de gueule d'un pauvre vieux jeune con. *HS OFF*2 points
-
Bonjour, @icare @ixi @methylene67 @Zep57 J'ai en fin reçu toutes mes fournitures pour terminer le montage. Comme d'habitude les essais se sont réalisés parfaitement bien sans aucun problème. Le couple est super puissant et les trajectoires en courbes sont plus rapides grâce au différentiel qui fait bien sont travail. Je vais devoir utiliser de l'AF80 comme filament pour modifier la poulie d'entrainement du moteur car çà chauffe pas mal après 15 minutes de fonctionnement. Le PLA à tendance à fondre un peu sous l'effet du frottement. Il me faut prendre le temps d'imprimer une nouvelle poulie en AF80.


 2 points
2 points -
Yes la TLD3 elle sait tout faire; pour des impressions techniques j'utilise un extrudeur en Full métal avec un bloc de chauffe en cuivre et buse revêtement en dur. Le heatbreak est en cuivre et titane pour dissiper les calories. Je peux atteindre des températures < à 300° sans problème avec un BED alimenté en 220V pour chauffer à 110° maxi..1 point
-
Bonsoir @grim_lokason, Oui c'est normal, ce n'est pas du lubrifiant mais de gras pour protéger le métal de la rouille. Il faut tout nettoyer avec un dégraissant ( ménagé, isopropylique, acétone...) et lubrifier avec une graisse type Superlube PTFE ou autre. Après application, bien enlever le surplus car c'est un piège à poussière. Après cela, que du bonheur, plus d'excentriques à régler, quasi plus de frottements inutiles, ça glisse tout seul comme par magie.1 point
-
Dernière impression encore chaude tout juste sortie des UV Avec son copain



 1 point
1 point -
Non, je sèche1 point
-
Et bien alors là... . Peut-être que t'as une installation un peu particulière, faite avec kiauh? @fran6p, une idée?1 point
-
il faut percer (très) lentement, tu peux aussi mettre de l'eau pour refroidir.1 point
-
Salutation ! Délicat il y a tellement de pistes ... Problème de tranchage (vérifier avec PrusaSlicer Gcode Viewer) Imprime tu depuis une carte SD ( bien éjecté ? en changer ? ...) Peut être un défaut de refroidissement de la carte mère ou des drivers Cela extrude toujours ou c'est la buse qui se bouche ? Tu fait beaucoup de Z Hop (relever en Z lors d'une rétraction) ou aucun ? Un faisceau de câble abîmé qui selon sa position créer des courts circuit aléatoire ? ou un connecteur qui a un petit jeu ... Sinon oui la carte mère mais pas forcement .... ... Aussi c'est mieux de donner suite (même si cela date) avant de demander de l'aide a nouveau ...1 point
-
Sinon une bonne scie plongeante avec une lame un disque de qualité avec le nombre de dents adéquats c'est encore mieux !1 point
-
Merci pour la mise en valeur Ca rend vraiment bien sur ta config, bravo ! Effectivement, ça réduit l'encombrement à hauteur du ressort de maintient , c'est aussi pour cela que j'ai arrondi les conduits au cas ou ça frotte un peu D'autre part, il faut une hauteur minimal pour pour passer de la taille de sortie du 5015 à la taille des events dans la platine alu sans trop perturber le flux d'air1 point
-
@methylene67 Si ça peut t'aider : https://github.com/fran6p/Marlin/tree/E3V1-CM427-TouchMi1 point
-
Bonjour, je confirme que c'est la configuration d'origine. Par ailleurs, je viens de recevoir les pièces détachées pour remettre en état la X1 suite au problème de déplacement sur l'axe X. Comme elle a les tripes ouverte, le vais les ajuster. Cordialement. Aldo Alors je viens de les régler ils étaient tous à 093 Volts. Pour X (17HS4401S-24) conseillé 1.36 Volts moi j'ai mis 1.2 Volts Pour Z (17HS4401S-24) conseillé 1.36 Volts moi j'ai mis 1.2 Volts (comme pour X Pour Y (D42HSC6411-22B) pas de données moi j'ai mis 1.0 Volts Pour E (D42HSA5401-23B) conseillé 0.64 V moi j'ai mis 0.61 Volts Cordialement. Aldo1 point
-
Salut @apprentiLAB_Suzanne, Liste non exhaustive : Visserie : Vis-express.fr - Visserie et Boulonnerie - Vente aux Professionnels et Particuliers Bricovis | Le spécialiste de la vente en ligne de vis et de fixations Profilées et autres : https://www.systeal.com/fr/1 point
-
@PPAC pro non mais les dizaines d'années a le pratiquer moulte fois tous les ans me permette de savoir ce qui est bien ou pas et facile ou pas a mettre en oeuvre. Toutes les pâtes thermiques ne se valent pas comme l'a dit @Savate. La Mx-4/5 est efficace ou voir la noctua légèrement en dessous et facile a mettre en oeuvre (il y'a mieux bien entendu mais pour la majorité de mes clients ça suffit), un autre genre chez grizzly, la kryonaut qui est efficace pour sûr mais délicate, agressive pour les composants et difficile a mettre en oeuvre. De la graisse non pour la performance/efficacité. Si tu prends les pro gamer, les pro watercooling, les pro a environnement particulier ce qu'ils attendent c'est de l'efficacité au refroidissement afin d'éviter des surchauffes et des mises en sécurité des ordinateurs. Tu peux t'amuser a tester les différentes pâtes thermiques et voir les variations de températures lorsque carte graphique et/ou processeur tournent à leurs plus hauts et tu sauras surpris de voir des différences de 10 voir 15° (là aussi la différence peut se faire par une mauvaise application comme un gros pâté au centre en espérant que ça s'écrasera partout proportionnellement). HS -> Off ^^ Et cela reste un avis totalement personnel1 point
-
Pas aussi bien, mais sur un chip que ne chauffe pas trop, ça permet de faire contact entre le chip et le radiateur en bouchant les trous (en général c'est de la graisse au silicone) c'est ce qui est utilisé par un paquet de constructeurs en raison du faible coût ... Une vraie pate thermique est (normalement) beaucoup plus efficace (mais beaucoup plus chère aussi) Juste pour rire (je n'essayerai pas)1 point
-
La Mx-4 est un bon produit, il est important de choisir une bonne pâte thermique pour la durée. Et je confirme il y'a 2 systèmes d'attaches en plastiques donc ça fonctionnera . Nettoies bien au sopalin (radiateur + CPU), je ne sais plus si y' a un ustensile ou carte plastique de livré avec la pâte sinon tu prends une vielle carte pour l'étaler. Il faut mettre une fine couche partout pas trop sinon tu auras l'effet inverse souhaité . Mais peut-être sais-tu déjà tout ça, je le dis par simple défaut professionnel ^^1 point
-
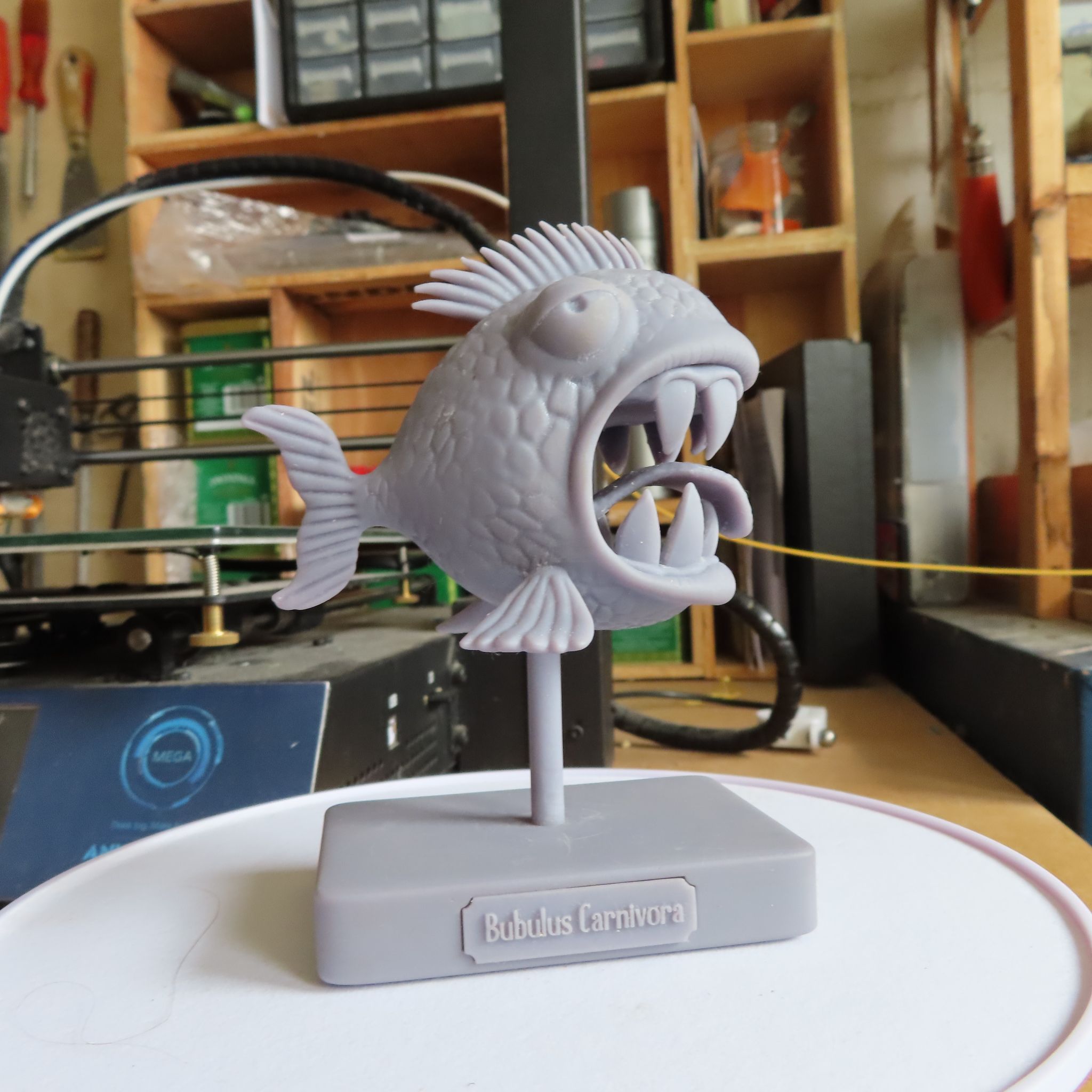
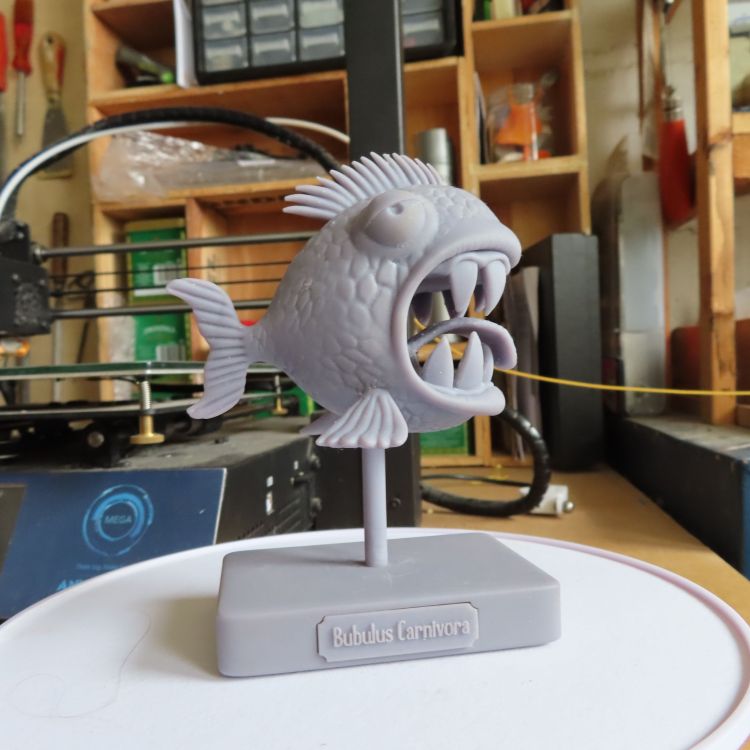
Bonjour à tous, Voici ma dernière création, réalisée comme d'habitude avec Blender... L'impression en résine (en quatre parties le poisson, le socle, la tige et la plaque). Hauteur 13 cm pour une longueur de 9 cm...




 1 point
1 point -
Excellent, je vais tester ça de suite. Je vais scanner ou essayer de prendre des photos très précises de ce que j'ai obtenu. Avec le gabarie de test du logiciel et la surface dispo sur l'elegoo, j'ai passé la marge sur les cotés de 10 à 9 Sinon il n'imprime que 2 motifs. En passant à 9mm, on imprime 4 motifs et l'impression dure environ 10mn. Alors, voila ce que ça donne. Test avec la : Washable ceramic grey 500g elegoo Tjrs pareille, on clique sur l'image et on accepte le certificat SSL si nécessaire. l'image s'affiche en full résolution. 2.5 semble le meilleur résultat que je puisse obtenir. Et pour ce que je veux en faire (imprimer vraiment très précisément) bein... ça le fait pas. Du coup j'ai mis le tout en vente sur ebay. A noter que j'ai aussi mis les fichiers que j'ai généré. https://sasfepu78.ddns.net/Temp/ElegooFHD/1 point
-
Comme je l'ai dit, j'y connais rien en SLA, mais même si c'était le STL, je ne pense pas que les supports seraient dans le même état de pixellisation sortis du slicer.1 point
-
Chez ae c'est presque bon (et dispo en république tchèque) BIGTREETECH – carte mère 3D 32 bits SKR MINI E3 V2, TMC2209, pièces d'imprimante pour Ender 3/5 Pro, mise à niveau BTT SKR V1.4 Turbo SKR 2 | AliExpress1 point
-
Je refais souvent les pates thermique sur les processeurs de tout type de produit électronique car avec le temps elles sèchent et ne font plus le boulot. Tu devrais en profiter si tu l'as déjà fait et que cela ne te fait pas peur pour la refaire car là tu l'as fondu donc le radiateur devrait se retirer facilement. Cela t'évitera des surchauffes .1 point
-
YESSSSSSSSSSS Bon une petite frayeur quant même quant rien ne se passait en appuyant sur la télécommande bien que le voyant veille ne clignotait plus....mais la deuxième télécommande à résolue le problème. Je n'ai pas démonté la carte, j'ai chauffer le processeur (avec son radiateur en place) avec le décapeur (température entre 200° et 300°) pendant 5min, j'ai laissée refroidir et remit en route...reste à voir combien de temps ça va tenir.... Je vais pouvoir retrouver l'ambilight dans la chambre et une tv avec une bonne taille.
 1 point
1 point -
Bonjour, petit Yoda en cours de peinture, Lifesize 66 cm imprimé sur une 5+ en cinq parties ++
 1 point
1 point -
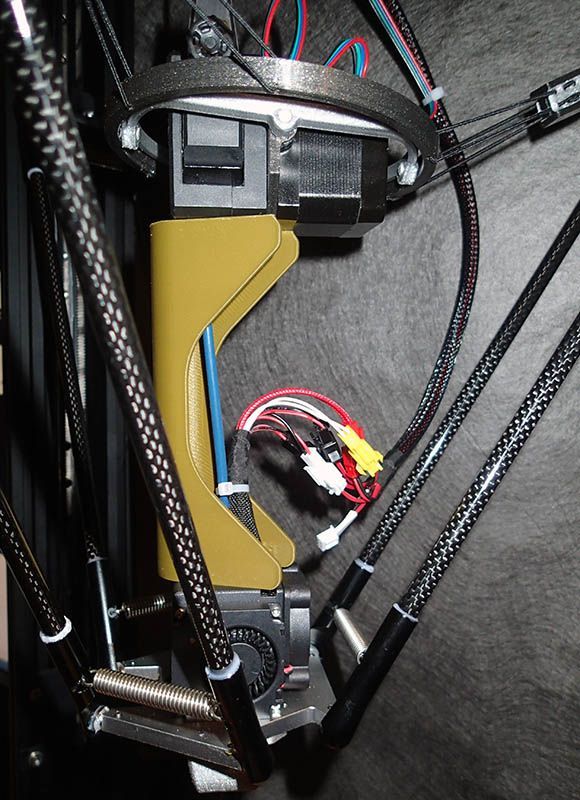
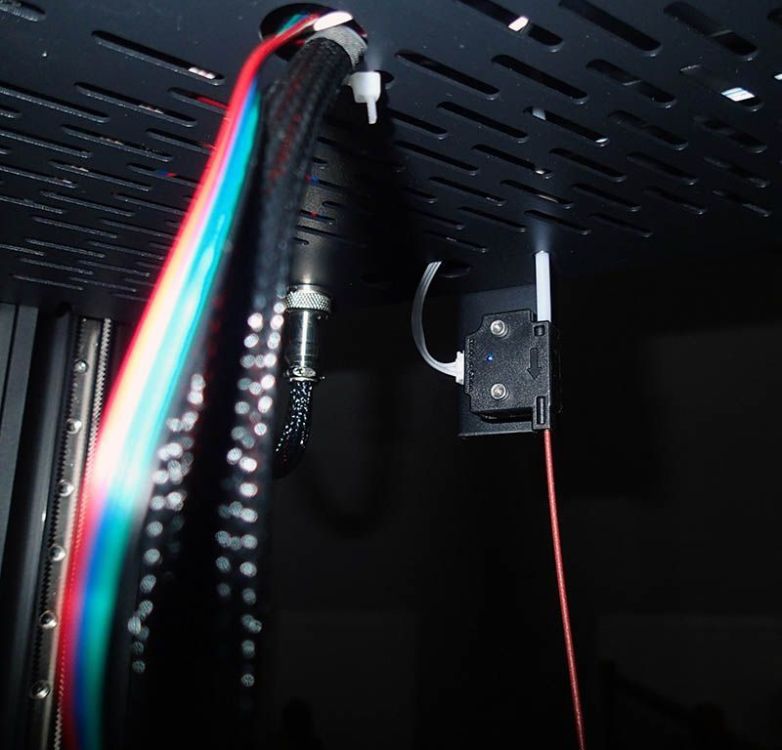
Pas encore tout à fait officiel : https://www.bondtech.se/2021/10/27/ultra-compact-bondtech-large-gears-extruder/ Les gars de chez Bondtech m'ont modélisé une pièce qui remplace celle qui "lock" cet housing (qui a pour avantage d'être plus léger que celui d'origine tout en refroidissant mieux le heatsink), c'est juste ultra simple à installer Niveau câblage il est fourni avec des câbles assez longs pour aller jusqu'à la carte mère. J'ai hésité entre souder et les faire passer dans la gaine tressée mais au final je les ai attachés à cette dernière avec des rizlans J'avais prévu une rallonge à la base pour me plugger sur le connecteur d'origine et repartir au Direct Drive mais de par sa taille ce dernier n'a pas de prise, les fils sortent directement du moteur. Niveau Marlin c'est tout aussi simple : M603 L80.0000 U80.0000; distance d'insertion/retrait du filament M92 E562; eStep donnée constructeur que j'ai dû légèrement augmenter M906 T0 E680; courant pour le NEMA14 en mA conseillé entre 600 et 700 par le constructeur, au delà ça chauffe M500; sauvegarde des nouveaux paramètres Pour info les supports pour ventilos 5015 que j'ai installés et les fan ducts ont été modélisés par Stephane SJ AKA Nissenko sur Thingiverse. Du coup tout va parfaitement ensemble1 point
-
il faut l'excuser c'était après une grosfet ok je sors ->1 point
-
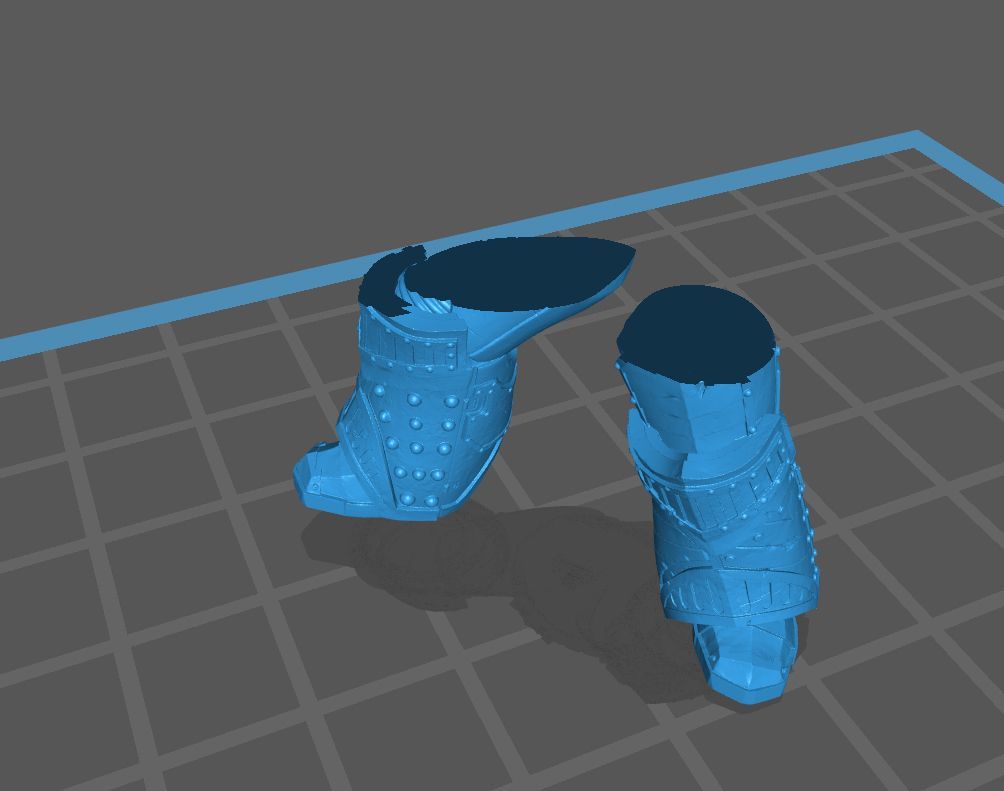
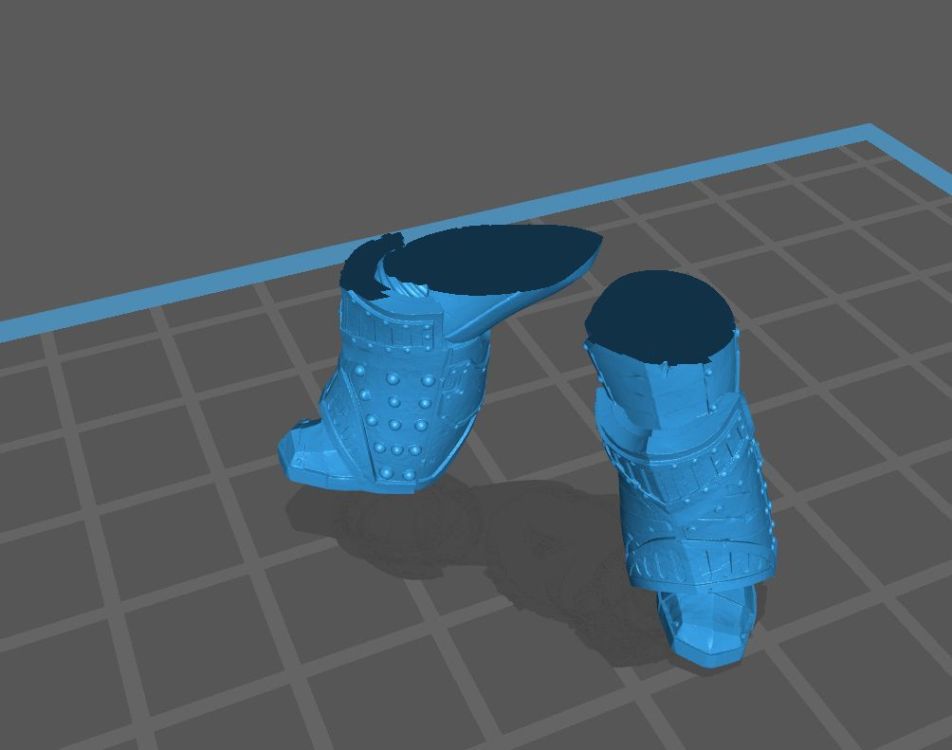
bonjour cela est faisable avec une succession d'opérations booléennes j'ai essayé avec les "legs" dans zbrush ( mais je pense que cela est possible dans un autre logiciel tel que blender) tout d'abord il faut réparer les fichiers :celui des "legs" avait plein de trous ,je l'ai fait avec netfabb dans zbrush j'ai importé le stl réparé et avec une opération booléenne (ajout) j'ai bouché le trou du pied ensuite c'est la que ça se complique .... j'ai mis un cube englobant les jambes et j'ai fait l'oération= cube moins les jambes ensuite j' ai utilisé la fonction polygroupe puis la fonction séparer >séparer groupe je me suis retrouver avec plusieurs subtools dont les legs avec les normales inversées j'ai exporté ce subtool (en le redimensionnant ) en stl dans chitubox je l'ai importé et inversé les normales j'ai ensuite enregistré le fichier en stl .......et voila bon je sais c'est un peu compliqué et peut être un peu trop capillotracté . et il doit y avoir plus simple .... mais c'était juste pour le challenge ça m'a bien amusé de faire ça .
 1 point
1 point -
Salut, Ben j'ai hate de voir l'evolution du projet1 point
-

From the album: TENLOG TLD3PRO
1 point -
Tu dois également avoir un clavier qui se bouche, tant il est difficile de lire ton message.1 point
-
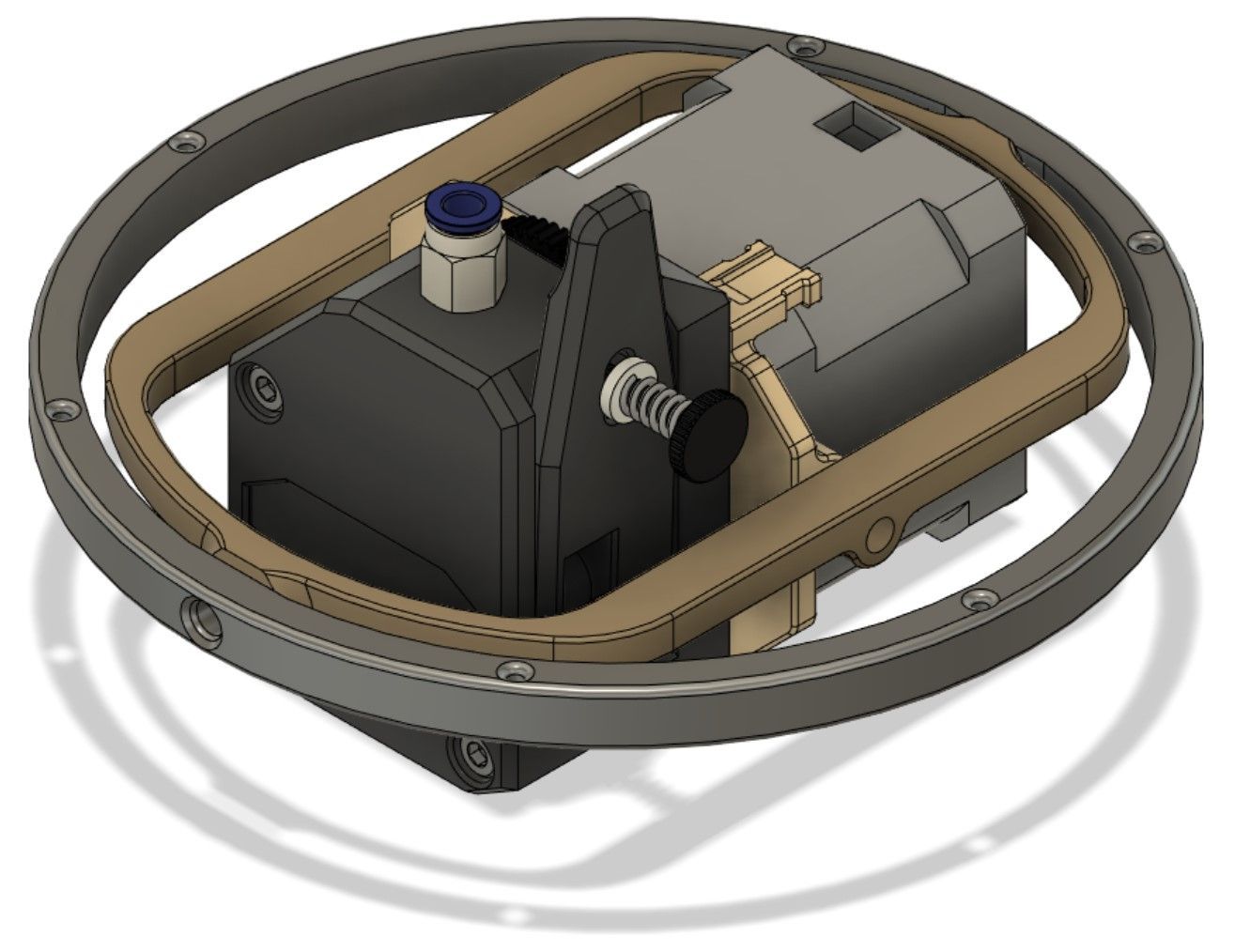
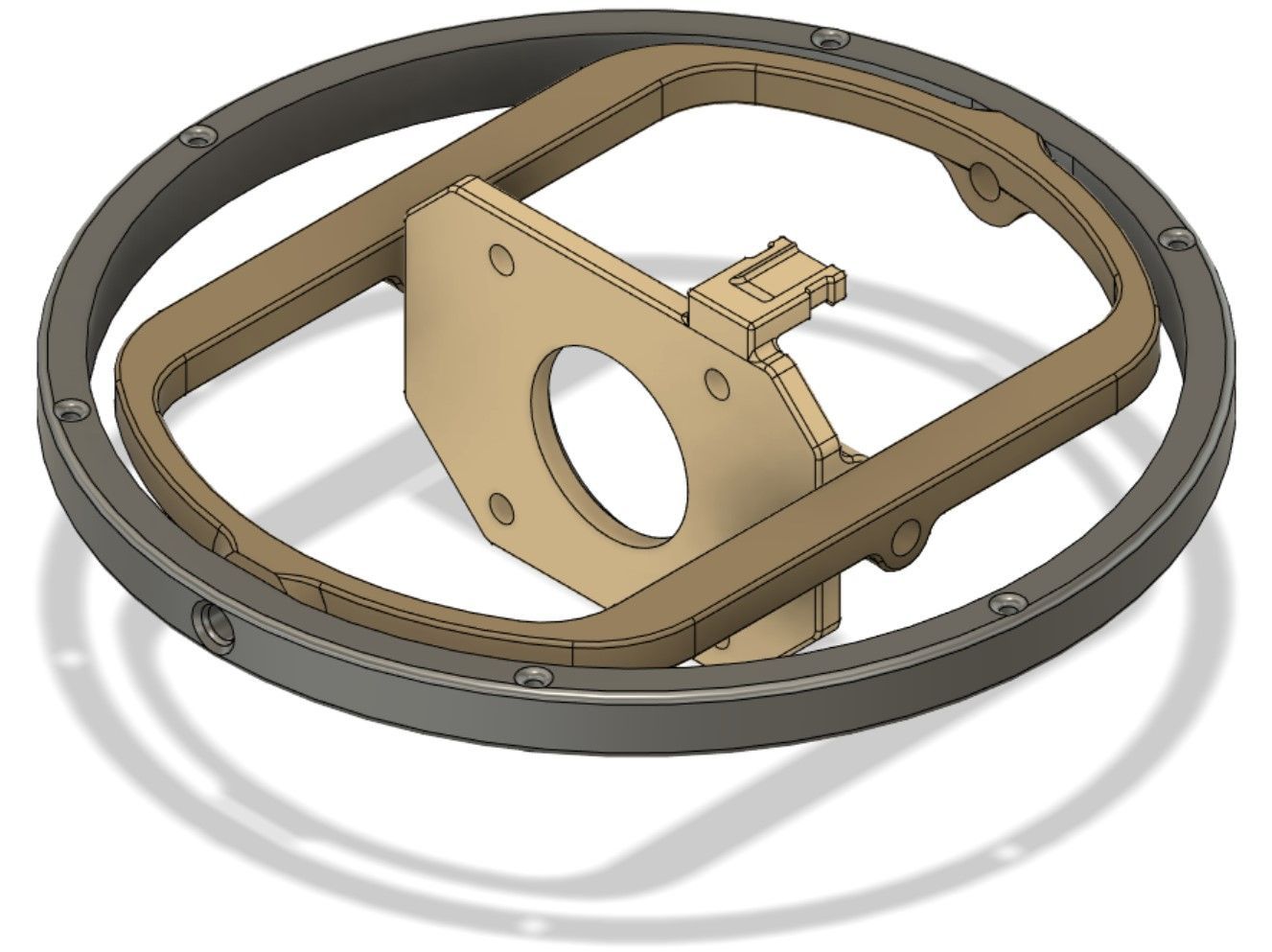
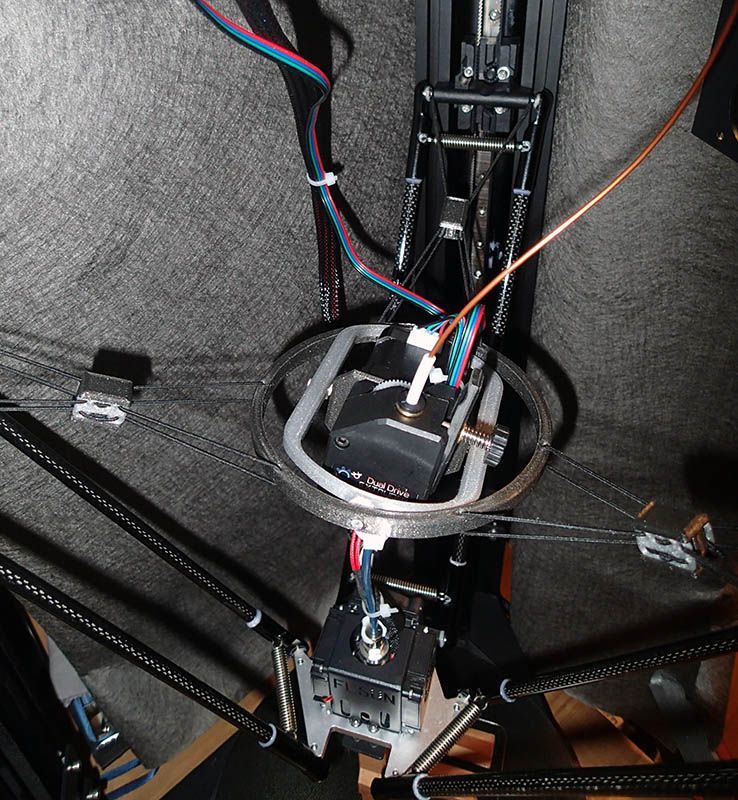
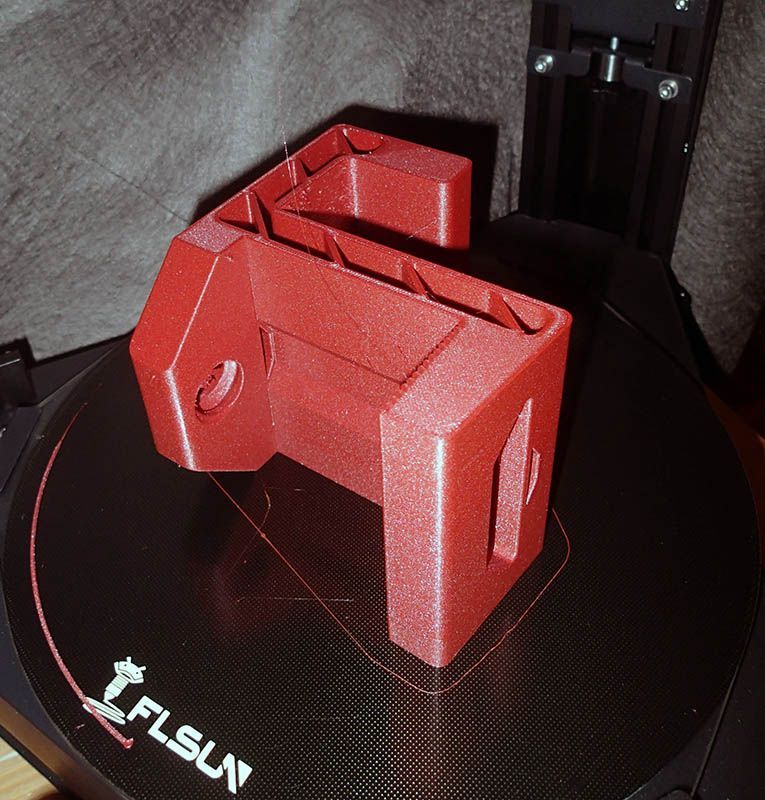
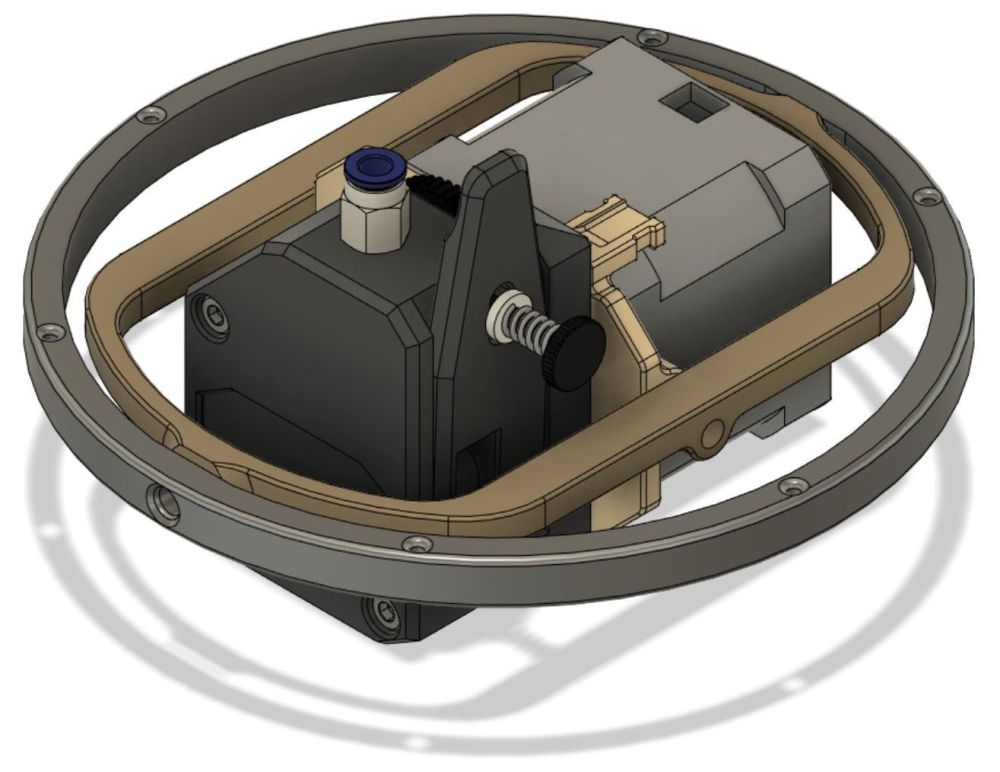
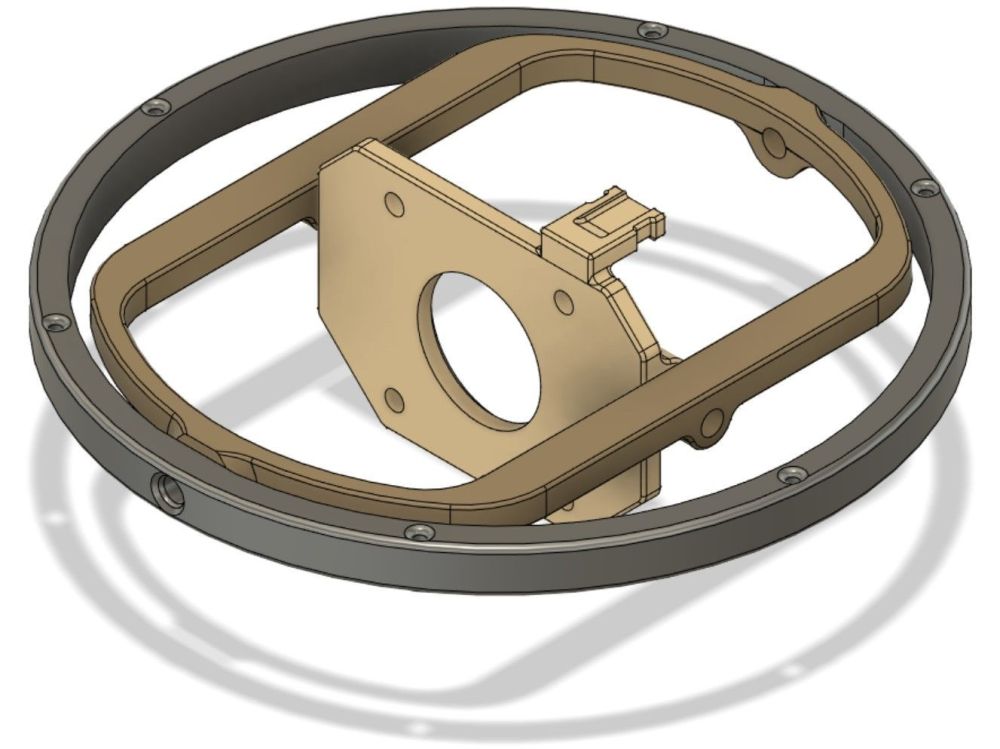
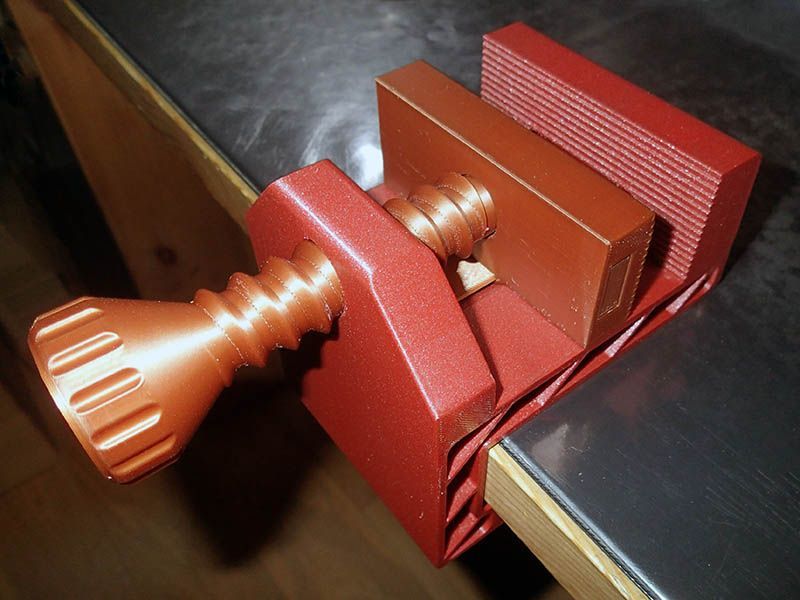
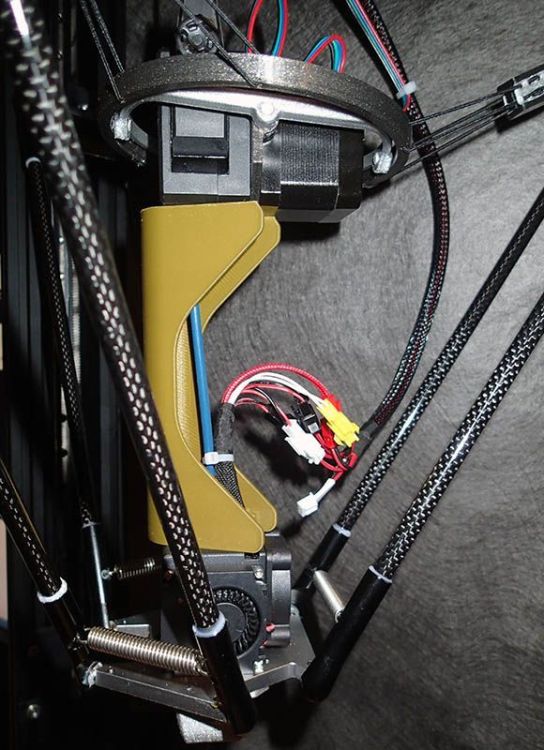
Je suis passé au firmware Guilouz (déjà présenté sur le forum) pour éviter les incessantes écritures sur l’EPROM de la carte mère. Donc pas de reprise après coupure de courant… 2ième proto du Flystrudeur : Le pourtour est devenu circulaire pour ne pas générer d’à-coup en cas de contact avec la gaine électrique. La platine NEMA intègre une patte pour fixer par rilsan le câble moteur extrudeur. Les attaches des élastiques ne sont pas à négliger : cela doit être réglable facilement et limiter autant que possible les contacts avec la gaine électrique, j’ai créé une pièce pour mettre les élastiques en «X», cela diminue leur espace occupé et donc les contacts avec la gaine, cf photo. Les tests se passent assez bien, c’est finalement pendant le bed levelling que je dois surveiller le plus car on balaye alors toute la surface du bed… peut être que je fixerais les élastiques sur l’anneau exter du flystrudeur de manière moins espacée pour réduire encore les contacts avec la gaine mais c’est très correct déjà. Une première impression de 5h (pièces couleur cuivre) puis une autre de 10h (pièce rouge) montre que le flystrudeur semble fiable, vitesse max d’impression à 120mm/s et déplacements à 150mm/s. L’étau est dispo ici : https://www.prusaprinters.org/prints/206-table-clamp L’ancien support extrudeur a été coupé car il faisait parfois obstacle avec le filament ! Limitations constatées : · Remplissage largeur 0,48mm limité à 120mm/s sinon ça fait de la dentelle (à une température de 220°, ce n’est pas bon, à 225°, c’est presque bien. Le débit volumétrique limite semble donc être d’environ 10 à 11mm3/s, ce qui n’est pas énorme… Voir pour info : https://www.youtube.com/watch?v=0xRtypDjNvI · Blob à l’extérieur des pièces qui sont à éliminer (ils s’ôtent facilement mais ne devraient pas être créés…) · Du stringing apparait encore à certains endroits malgré le fait d’avoir augmenté la rétraction à 1.5mm Défauts de blob à l’extérieur de la pièce… Donc content du flystrudeur à ce stade et le profil PrusaSlicer est encore à améliorer. Pour augmenter davantage les vitesses, il semble qu’il va falloir augmenter le débit possible en extrusion… Création d’un petit support pour soulager le tube bowden quand la SR est au repos :
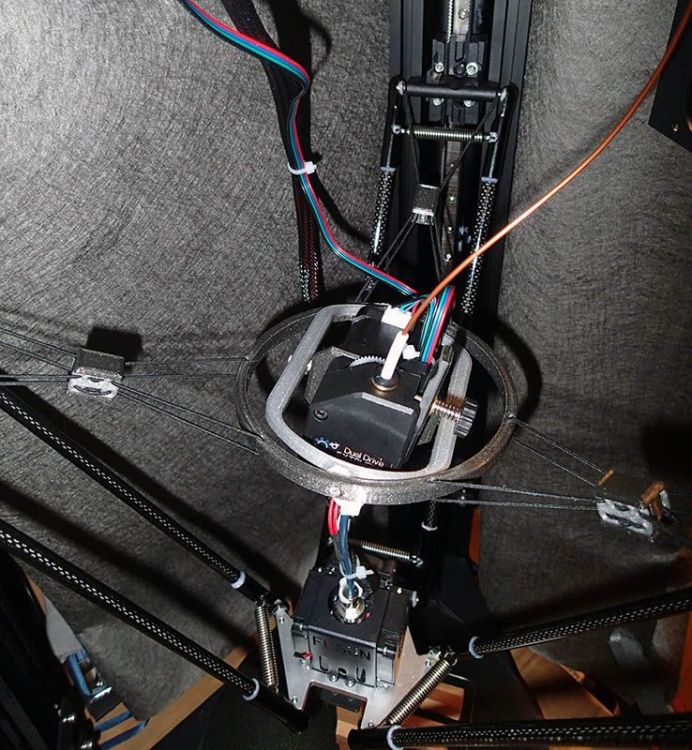

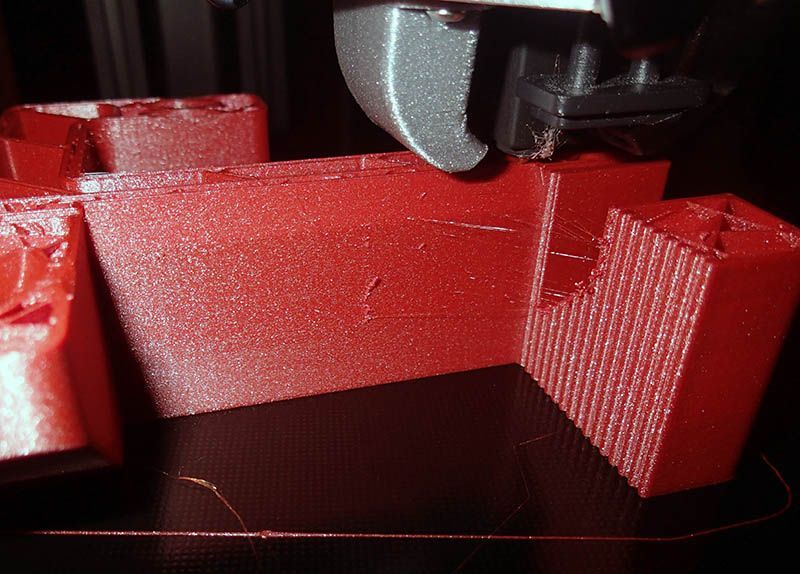

 1 point
1 point -
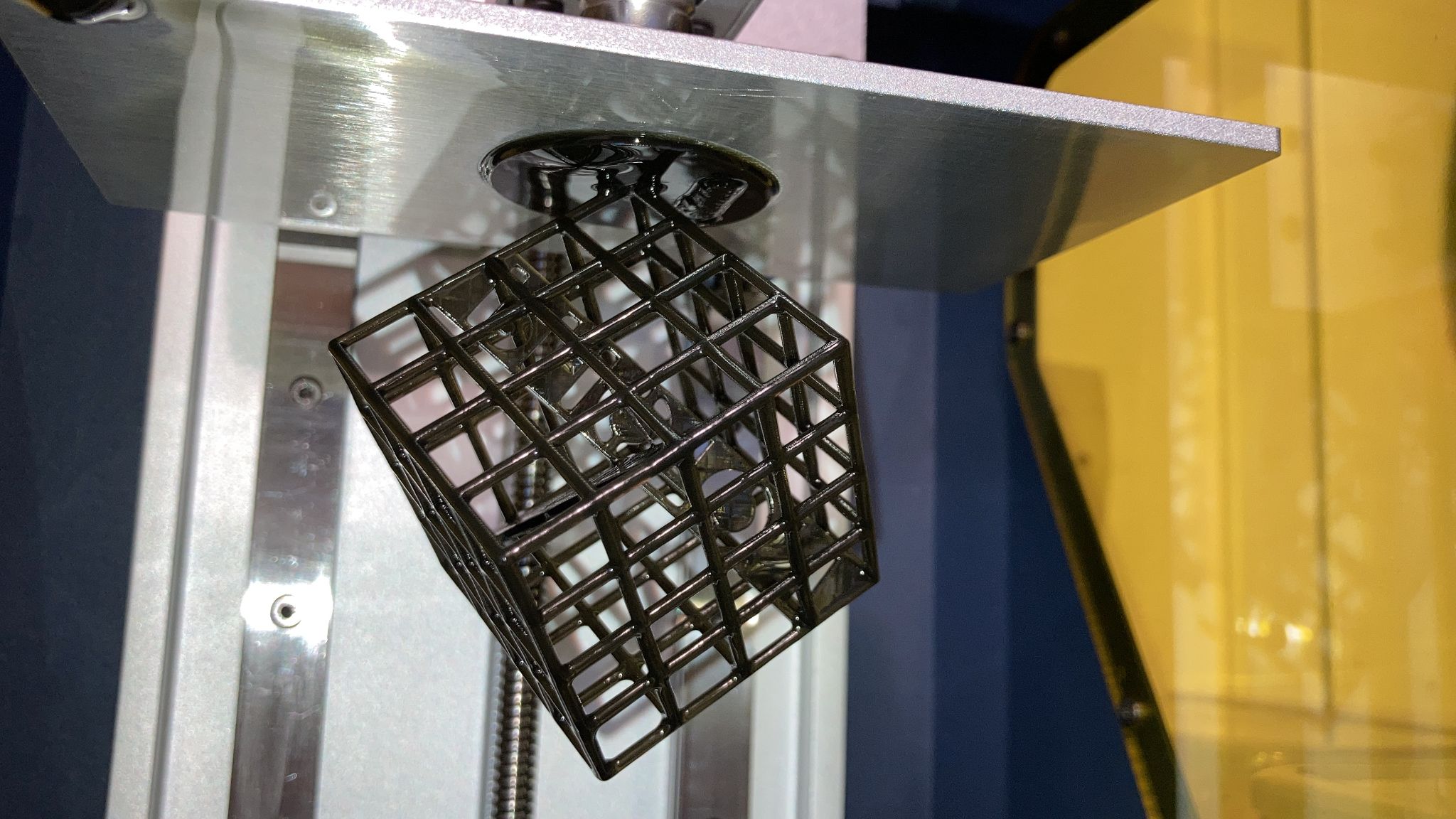
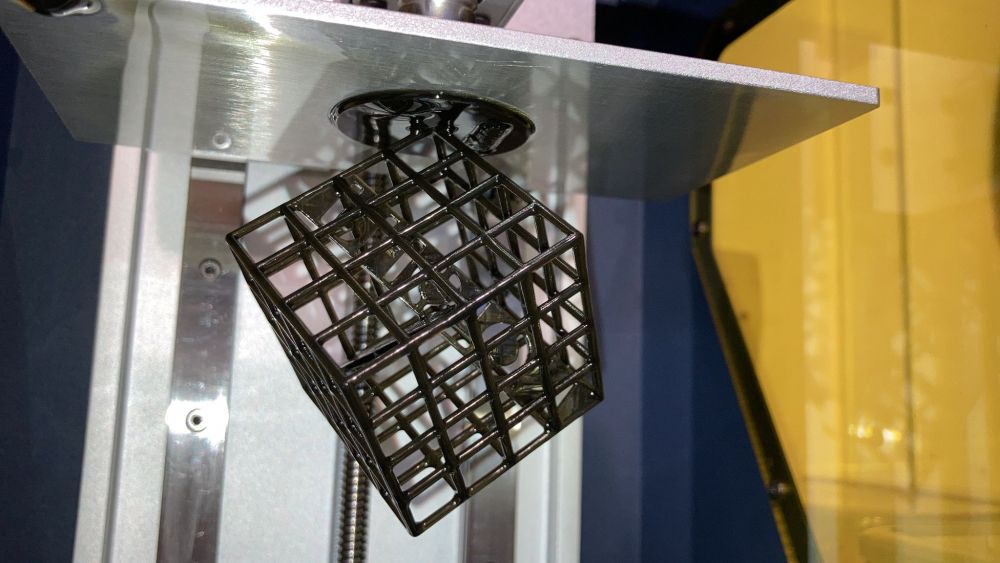
Problème Réglé !!! Premier test , j'étais un peu échaudé donc je lance le test du cube Anycubic PHOTON avec les réglages suivants : Bottom layer 6 Exposure off(S) 3 Bottom Exposure (S) 60,0 Normale Exposure (S) 6 le cube s'imprime très bien, se décolle avec la spatule en plastique sans soucis,se nettoye en insistant un peu avec un pinceau, le cube est solide Second test ,je l'ai imprimé ensuite avec les paramètres par défaut : Bottom layer 6 Exposure off(S) 0,5 Bottom Exposure (S) 45,0 Normale Exposure (S) 1,5 le cube s'imprime très bien, se décolle avec la spatule en plastique sans soucis, se nettoye tres bien, le cube est moins solide ( un des trois pieds c'est cassé entre les mains de mes enfants ... ) A gauche le second test (plus fragile a priori ) et à droite , le premier test Vous l'aurez compris l'imprimante après une mise a jour, fonctionne parfaitement et très vite !! ( je ne suis pas pressé mais moins longtemps la machine fonctionne et moins elle s"use donc plus elle dure dans le temps : en gros tout BENEF !! ) Je la recommande vivement !!! Le SAV a assuré dans mon cas et m'a fournis un nouveau de mise a jpur que je n'ai pas testé encore ( impression d'un BOBA FETT de 13CM de haut , donc machine indisponible pour 7h Bottom layer 6, Exposure off(S) 0,5, Bottom Exposure (S) 50,0, Normale Exposure (S) 3 ) A SUIVRE .....

 1 point
1 point