Classement



Contenu populaire
Contenu avec la plus haute réputation dans 17/11/2021 Dans tous les contenus
-
Alors voila, ça fait un moment que je me sert de la D12/300 je vous partage donc ici mes expériences et customisations. La D12 sortie de carton imprime plutôt pas mal mais c'est lent, 1h30 pour sortir un benshi propre en 0.32. Comme je ne suis pas fan de la gestion d'origine de l'écran et que j'ai un octopi pour la piloter, j'ai donc suivit cet excellent tuto (et l'aide d'un pote pour certains détails) pour créer un marlin stock pour la D12 (je suis actuellement en 2.0.9.2) : https://www.lesimprimantes3d.fr/forum/topic/40717-tuto-firmware-personnalisé-wanhao-d12-comment-compiler-son-firmware/ Ayant de coté des tubes pseudo capricorne (reste d'un lot à pas cher que j'avais acheté pour des raccords pour la ender 3 à l'origine), j'en ai profité pour les monter. J'ai aussi optimisé le cooling avec cette petite pièce de Jonathan06 A ce stade voila ce que j'ai remarqué -Le firmware marlin donne bien plus de possibilités que celui d'origine et on peux utiliser le M600 et une interface d'écran plus simple a mon gout (même si on perd le wifi). -Les tubes ptfe plus contraints que celui d'origine (trop large) apportent un vrai plus pour la retractation du filament, moins (presque pas en fait) de stringing et possibilité d'imprimer du flexible (TPU jusqu'en E85, en dessous ça se gâte). -La pièce de Jonathan06 pour descendre le cooling plus bas m'a permis d'imprimer plus vite clairement, j'ai gagné 14 minutes sur le benshi. Au final avec les réglages adaptés, le marlin, les capricornes, et le cooling custom je sort un benshi nickel en buse 0.4mm avec hauteur de couche de 0.32 en 57 minutes: J'ai aussi utilisé pas mal l'impression en 2 couleurs, mais au final, a part pour des changement de couleurs en hauteur, imprimer des modèles bicolore est bien trop long, il vaux mieux imprimer les pièces en 2 couleurs séparées et assembler ensuite. Quelques exemples en 2 couleurs en une passe sur la d12: Comme j'utilise une ender3 direct drive avec buse en 0.3mm pour mes pièces de précisions, j'ai décidé de dédier ma D12/300 a l'impression de pièces grand format, bricolage, prototypes ... tout ce qui doit être solide et s'imprimer vite ^^. J'ai testé de rester en buse 0.4 et accélérer au maximum ou de monter une buse plus grosse. Au final après plusieurs semaines de tests j'ai finis par me fixer sur une buse de 1.0mm. Avec une buse de cette taille, il est possible d'imprimer en 0.24mm pour un résultat plutôt précis, et jusqu’à 0.68mm pour des impressions rapide (au delà la chauffe a du mal a suivre et il faut pas mal ralentir), en général j'imprime en 0.52mm c'est un bon compromis précision/vitesse. Même si les vitesse sont globalement réduites, les largeurs et hauteurs gagnées permettent de bien gagner en vitesse d'impression. Bonus constaté lors de mes tests, un même modèle imprimé en 1.0mm/0.52mm est bien plus solide que le même modèle en 0.4/0.32mm, je n'ai pas l'explication technique, mais c'est constat qui ne rate jamais. Au final avec la D12/300 j'ai pu sortir de façon fiable un benshi en 29 minutes, mais dès que je passait en dessous c'était la cata ^^'. Un exemple en 27 minutes : J'ai donc testé pas mal (encore) et je me suis rendu compte que le pla n'était pas assez chauffé (à 210°C) pour augmenter la vitesse, seulement je ne pouvais pas augmenter la température, sinon le benshi s’effondrait sur lui même. Donc le point limitant était le refroidissement du filament. Je n'ai pas trouvé grand chose pour la D12, les 2 seuls systèmes trouvé étant ceux de Jonathan06 et de chacha007 (ici : https://www.lesimprimantes3d.fr/forum/topic/41578-fanduct-custom-pour-la-wanhao-d12/) J'ai donc testé celui de chacha007, mais il n'est pas aussi consistant que celui de Jonathan06 (à mon gout), certains élément rendent mieux avec (la cheminé du benshi) mais d'autres moins bien (la cabine du benshi). Donc, je me suis lancé pour trouver un système qui me va bien, basé sur le ventilateur 5015 vu que j'en avais un depuis le test du modèle de chacha007. J'ai du faire une dizaine de prototypes pour arriver a un système simple a imprimer, à monter/régler et efficace, mais j'ai réussis (la modalisation n'est pas très design mais ça marche ^^). Vous pouvez le trouver ici : https://www.thingiverse.com/thing:5139336 Il se fixe sur la tête d'origine de la D12 avec les pas de vis existants. Le principe est simple, enlever le carénage plastique de la tête de la d12 et utiliser 2 vis M3 pour fixer mon système ^^. Il peux se régler en largeur facilement car au lieu de faire des trous j'ai mis des glissières. J'ai fais un design qui tombe assez bas par défaut, comme ça il est facile d'adapter la hauteur du flux d'air avec les petites cales faciles a imprimer (et je fournit le modèles des cales avec). Démo du flux d'air : http://yatoshicom.free.fr/d12/coolingpersod12.mp4 Je l'ai imprimé en petg et il n'a pas bougé depuis que je l'utilise. Et bien sur, c'était le but, le refroidissement est bien plus performant, je peu imprimer le pla esun à 230°C (contre 210°C avant), je sort maintenant un benshi propre en 21 minutes : Bien sur ce n'est pas parfait à 100%, mais c'est bien plus propre que celui en 27 minutes avec le refroidissement d'avant, et sur mes modèles classique imprimés avec, le résultat est parfait pour les protos, et bricolos. Donc si je gagne en moyenne 33% de vitesse grâce a ce système de refroidissement, je me suis dit, autant le partager, ça servira toujours ^^ Un exemple imprimé en pla (1 partie pour la manette et une partie pour servir de socle) en 1.0mm/0.52mm en 5h (pour échelle l'écran est un 17", c'est des manettes arcade plutôt grosses): Voila c'est finit, j'espère que ça pourra vous servir.2 points
-
On y croive !!!2 points
-
Un nouveau «koikesse» Un indice, demain
 2 points
2 points -
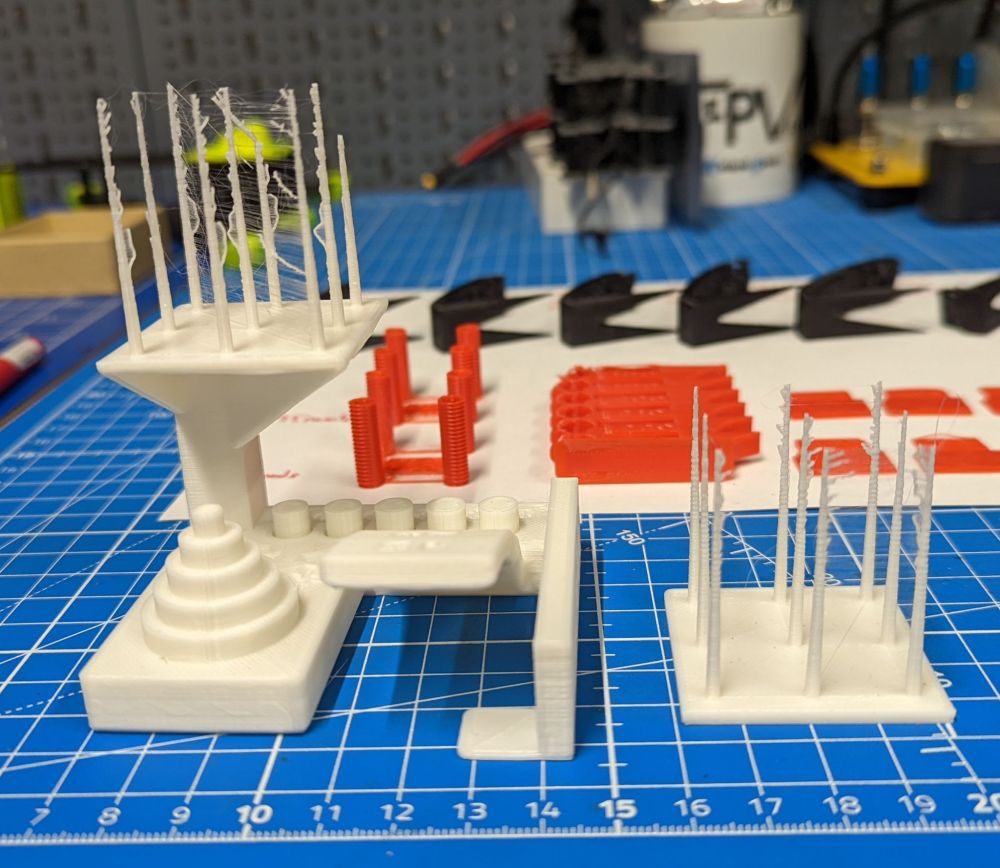
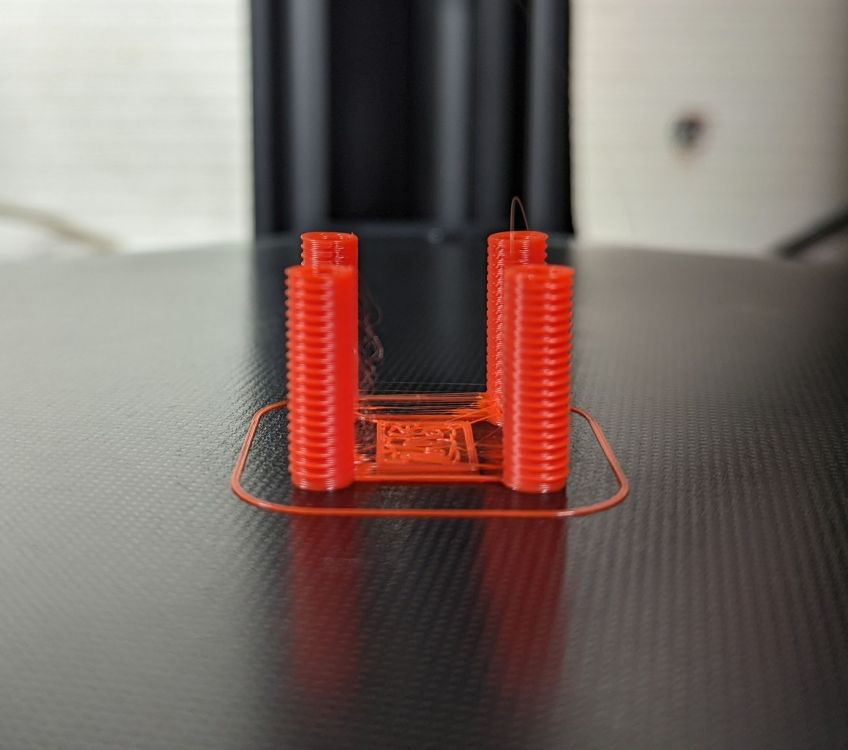
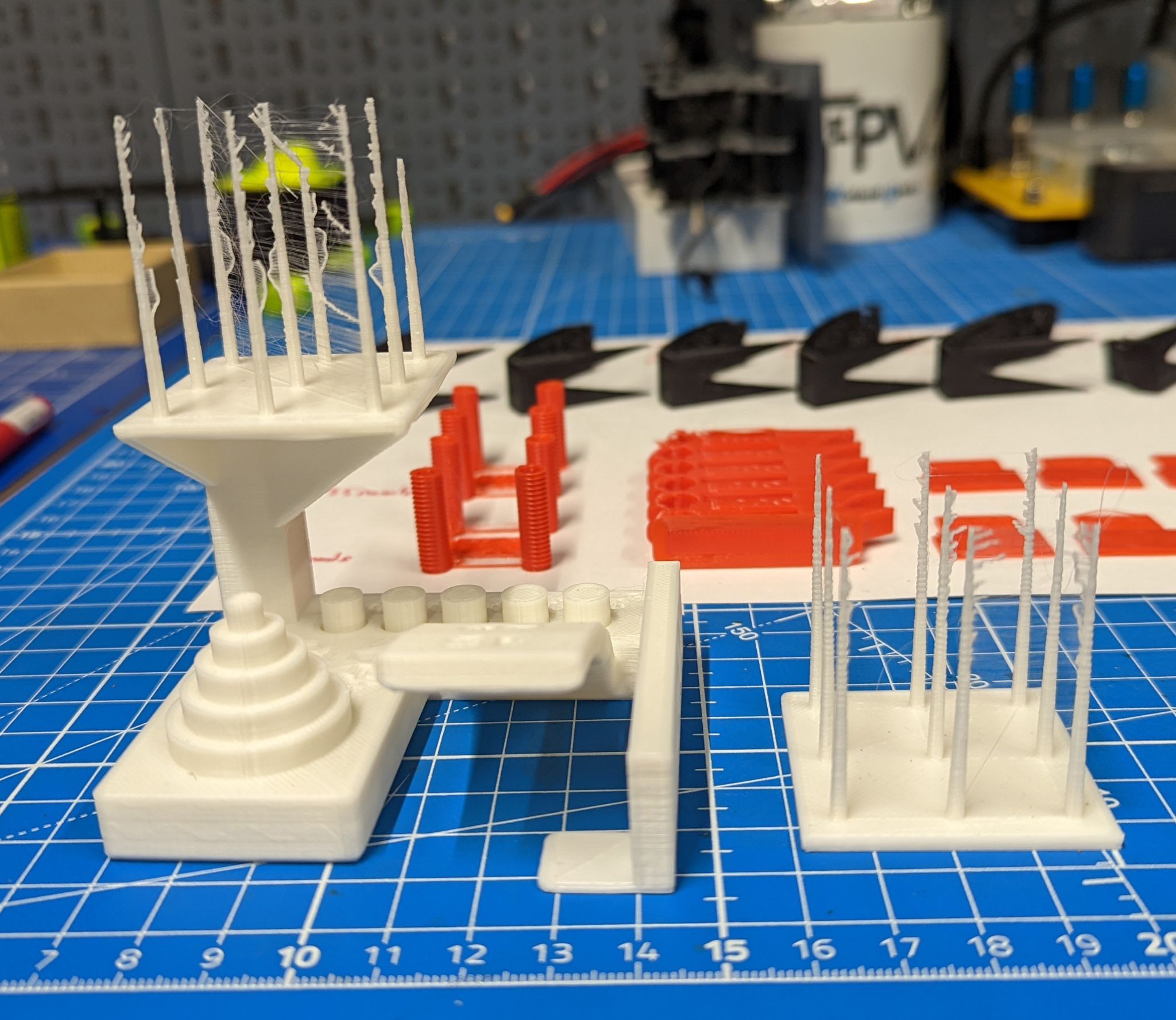
En blanc à gauche le test de rétractation en bowden avec le profil FLSUN 0,2mm SPEED par défaut qui rétracte 6,5mm à 60mm/s (pour une vitesse d'impression de 160mm/s infill, 140mm/s murs intérieurs et 75mm/s murs extérieurs) et à droite en poussant la rétraction à 8mm pour 90mm/s ! Alors même si y'a du mieux, c'est pas parfait (surtout qu'on voit pas bien mais y'a pas mal de stringing fin) et ça fait quand même beaucoup de rétraction... Après passage en Direct Drive j'ai suivi la procédure de calibration de SuperSlicer documentée par @Yo' avec 20 itération de 0,1 mm de rétraction à 35mm/s : Après la 4ème strie plus aucun cheveux d'ange ! J'ai donc mis 0,48mm de rétraction (20% de marge) à 35mm/s car le même test à 45mm/s donne le même résultat ! Après avoir réalisé tous les tests, j'ai rien à signaler. Cet extrudeur fonctionne très bien et j'arrive enfin à sortir du TPU, j'ai même poussé la vitesse jusqu'à 80mm/s (on doit même pouvoir faire plus)
 2 points
2 points -
Le seule soucis que j'ai vue a ce jour etait sur une Genius pro avec le 3Dtouch Artillery donc mais équipé d'un Bed Alu ABS-3D Magnétique a la place du plateau en verre. Il y a 3 Aimants plus puissant que les autres et plus gros coller sous le Bed Alu, en retirant ce 3 aimant et laissant que les plus petit plus aucun soucis. Si tu utilise une feuille Pei et une base magnétique a colle sur ton bed en verre cela ne doit pas poser de soucis, . Pour le PETG l'élément absolument nécessaire comme la dit @Savate c'est de remplacer le Heatbreak par un modèle bi-metal de qualité. Imprime juste 3heure du PETG et a 235°c ton PTFE sera mort.2 points
-
Tous les vendredis Elegoo annonce les "Ventes flash" qu'ils proposent sur Amazon pour la semaine suivante sur différents produits et pour différents pays. Tu peux les retrouver ici : https://www.elegoo.com/blogs/weekly-deals Il y a aussi le black friday qui arrive d'ici une semaine, peut-être qu'il y aura des meilleures offres la semaine prochaine.2 points
-
De rien. Jette un œil sur le site de FLSUN, dans la rubrique support/FAQ, il y a pas mal d'infos utiles. Bon montage et amuse-toi bien, c'est vraiment une bonne machine.2 points
-
Salut, si celui dont tu parles c'est pour relier l'extrudeur à la hotend, il faut mettre celui qui mesure 65cm environ. Édit : je viens de vérifier, 565mm... Au temps pour moi lol2 points
-
Ca m'arrive aussi de temps en temps... Par contre, @electroremy, le rechargement de la page par F5 ne perd pas le contenu de ce qu'on a tapé. (Mais je fais également toujours un Ctrl-A + Ctrl-C au cas où).2 points
-
Voici une photo avec le coude acheté (une fortune !) sur Amazon. Comme on peut le voir, la seule chose qui dépasse du plateau, c'est le câble d'alimentation du plateau.

 2 points
2 points -
Et pas que les voitures2 points
-
En tout cas c'est écrit en chinois et il y'a un poc dans le carton1 point
-
Pour info tu peux lancer 2 fois le programme cura avec des profils différents. Le dernier cura fermé gardera le profil en question au nouveau lancement.1 point
-
Alors là j'ai besoin de comprendre: 3 ans en possession de l'imprimante sans pouvoir imprimer ? Marlin 1.1.9 ou quelque chose comme ça ? Mais l'informatique et l'impression 3D ce n'est pas de l'a peu près ... Va falloir reprendre les bases 1 à 1, nous dire exactement comment tu fais les choses, des photos, ce que tu maitrises/comprends etc...1 point
-
A h ce point la c'est extrême d'imprimante car je peux pas flasher . Je vous tiens au courant je ferais un topic dédié sur la section Artillery, cela intéressera d'autres personnes je suppose.1 point
-
Moi moi moi1 point
-
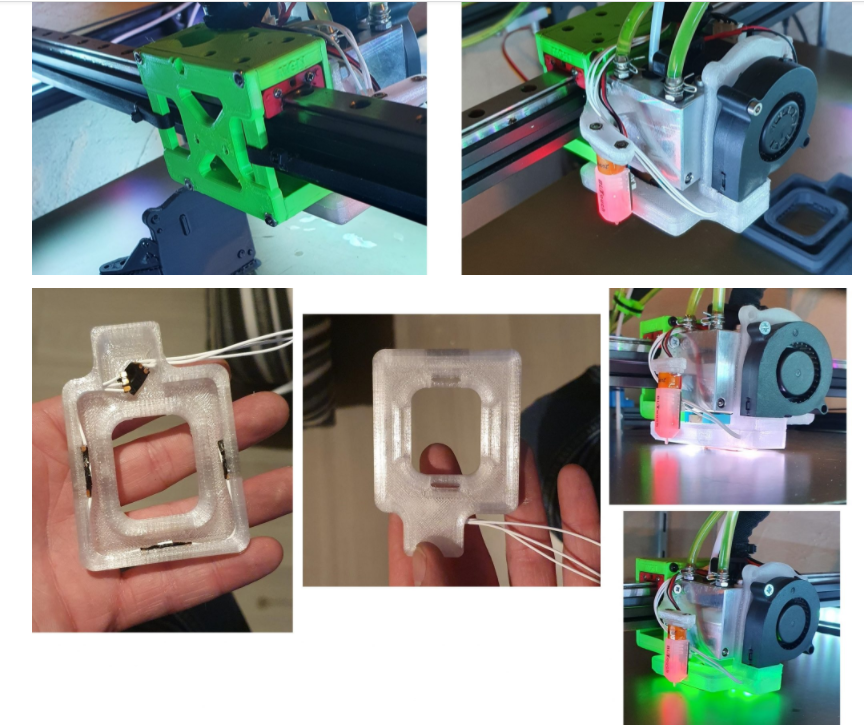
Tiens marrant le M42 est utilisé sur le Firmware tft MKs normalement, mais intéréssant le M150 Le seul moyen que je vois serais de concevoir un fan duct ferais le tour de la buse et intégrer des led RGB mise en parallèle a l'intérieur de ce fan duct imprimer avec du PETG translucide. Comme ce système sur ender 5 Pro. Après une solution moins noble mais bien plus simple tu crée une réglette que tu place en applique sur le portique et tu utilise un Ruban Led 24v RGV ou Blanc avec contrôleur wifi par exemple si tu te repique sur le 24V de l'alim de l'imprimante cela s'allumera des que tu allume l'imprimante.
 1 point
1 point -
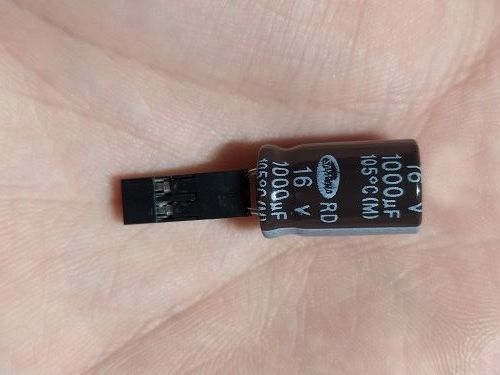
Résolu: C'était bien un problème de condensateurs et de filtrage. J'ai appliqué cette solution (à 5:11) Merci à un certain MM, qui est toujours de très bons conseils même sur les sujets qu'il ne connaît pas beaucoup. Vu que le temps presse, j'ai acheté quelques condos 1000uf 16v dans une boutique en ville. Par contre, je ne sais pas si c'est des "low esr" ou pas. Montage sur des connecteurs Dupont: Les résultats sont flagrants même à température ambiante: Et voilà à 250°C: Merci à tous pour vos réponses et vos suggestions. Vous assurez

 1 point
1 point -
Mort peut être pas, mais gravement brûlé probablement1 point
-
Perso j'ai un PEI de la marque Hictop que j'avais pris chez amazon pour l'avoir rapidement et l'auto-leveling fonctionne sur la X2. J'en suis satisfait et j'imprimais du PETG avec la tête d'extrusion d'origine et ça passait bien. (j'imprimais à 230°C) Je pense qu'il faut éviter de faire des prints qui dure 2jours^^ car dans ce cas il faudra passer sur changement de heatbreak minimum. Edit : Attention quand même au PTFE1 point
-
Utilise pas le profil sur Artillery 3D expert il est sans vouloir être méchant pas terrible. si je regarde sur ta photo le benchy en bas a droites il est assez visible que la première couche est pas assez écraser il n'y pas de liaison entre les éléments de bordure et les traits de la 1er couche du benchy. En cour de print tu peux ajuster le Z-offset via le baby stepping si besoin.1 point
-
J'ai commencé a regardé déjà, il semble qu'il y ai un moyen moins pire, qui évitera une programmation via le port isp, en forçant l'imprimante a démarrer en mode DFU. J'ai donc que très bon espoir qu'une procédure assez simple soit utilisable pour le coup, j'ai pas eu beaucoup de temps entre les modifications de la CR10s Pro qui m'occupe beaucoup et tout ce que j'ai a gérer a côté, mais je vais vais essayé de la faire pour fin de Week End si je peux1 point
-
il reste encore le 26/111 point
-
Plutôt M503 (si un maillage a déjà été effectué et sauvegardé en EEPROM). Le G29 va réaliser le maillage du plateau en effectuant ses points de mesures.1 point
-
Mono X et wash and cure plus reçu au boulot. J'ai pris de la résine monocure rapid clear, l'impression test est ressortie très très molle, beaucoup plus qu'avec la résine anycubic clear, va falloir que je trouve les bons paramètres avec cette résine. Comme c'est au boulot et que j'ai pas envie de me prendre la tête avec le CCHS, j'ai pris du ResinAway pour le nettoyage des prints plutôt que de l'iso (hautement inflammable), alors le truc ça pue c'est une infection, l'iso ça sens fort mais ça pue pas, la ça sens fort et ça pue.... c'est visqueux et ça sèche pas, faut rincer le plateau à l'iso (bin c'était bien la peine de prendre autre chose...) car sinon il y a une pellicule grasse qui reste dessus, le print je l'ai séché à la soufflette mais même après les uv le résinaway n'est toujours pas sec et ça pue toujours (la j'ai foutu le test dans la cabine de peinture car sinon ça empeste tout le bureau), j'ai regardée une vidéo d'un test du resinaway et apparemment faut rincer le print sous l'eau après le nettoyage pour virer le produit.... essai au prochain test mais ça fait une manip en plus et bien sur faut pas faire ça dans le lavabo donc encore un bac et des déchets en plus.... Si d'autres on des retours et une bonne méthode pour l'utiliser, partagez les infos, en tout cas une chose est sur chez moi je reste à l'iso....1 point
-
Gang, vous me décevez... Vous ne venez pas visiter "Ma cabane au Canada" ????1 point
-
Salut, Félicitations Jeff c'est mérité super boulot.1 point
-
Bien souvent chez Amazon, il y a des promos en début de semaine de pleine lune. Oui, c'est un peu loufoque comme réponse. Plus sérieusement cette fois, c'est le premier lundi de chaque mois à condition que ce soit une semaine impaire.1 point
-
Quel honneur !!1 point
-
Merci beaucoup pour ce retour clair et précis1 point
-
Salutation ! Alors là c'est au petit bonheur la chance ... Mais prend le temps de bien explorer les autre site de ventes Ex : avec https://nozzler.fr/elegoo-mars-2-mono/?codeid=11725 il semble y avoir un code promo pour payer 166,78 € sur aliexpress mais là encore fait bien attention si les frais de port n'explosent pas ...1 point
-
Pas d'erreur c'est exactement ça (mais bien évolué quand même le serveur d'impression ) je ne suis pas sûr d'arriver à le supporter1 point
-
Tu n'es pas obligé d'installer le bl touch à la réception de la bestiole (c'est même plutôt déconseillé) elle marche très bien sans Quand tu commenceras à maîtriser la bestiole, le rajout du bl touch est plutôt simple une pièce à imprimer, un câble en nappe, et deux petits flash (cm et écran)1 point
-
Le 3dtouch a installer sur une X1 tu as la vidéo explicative du Gueroloco sur la X1 pour que tu sache quoi faire pour la parti matériel. Pour ce qui est du firmware marlin qui va bien avec le BLT, fait moi signé j'ai développer les marlin qui vont bien sur Genius et X1, avec des features en plus bien pratique pas dispo sur la X2, le Level corner pour réglage des coin du bed avec le BLT (sur le tft et plein d'autre chose), et sur le Marlin Mesure BLTouch sur 49 points, Nozzle park assist, advanced pause feature avec le M600 (changement de couleur supporter), linear advance etc... Oui tu as raison la Kywoo Tycoon Max est pas mauvaise elle a du potentiel comme imprimante, la haute de 230 est un peu trop limite je trouve par contre et le Menu TFT dont on a pas les sources et donc pas possibilité d'ajouter des fonction. Mais elle est pas mal.1 point
-
Bonsoir, je viens de voir ton post Il y a quelques temps j'étais dans le même cas que toi, et après plusieurs discussions, je me suis lancé dans l'achat d'une Tycoon Max Kywoo, une 30 X 320, par contre hauteur 23, mais en direct drive, fonctionne plutôt pas mal ( tous les jours pour ma part ), auto level au cas ou, ils viennent de développer une cartouche en température plus élevée ( à 300 °C) et une idex en 30 X 30 X 30 est en cours de commercialisation en France. Un Sav Français assez réactif, et meme le constructeur chinois est à l'écoute de ses utilisateurs.1 point
-
La seule vraie nouveauté, c'est le passage de câble du lit chauffant, le reste c'est un ArtilleryTouch qui n'a pas l'air formidable (20 € chez TL + Impression du support) et des bloqueurs de câbles (2 impressions d'entrainement - 3 € max) Il reste (largement) de quoi mettre un levier d'extrudeur en métal et un heatbreak bimetal. Et en plus elle a un montant supérieur en plastique moche (oui je ne l'aime pas celui là ) Donc non, je ne pense pas que les nouveautés de la X2 vaillent les 80 €1 point
-
@PPAC as raison tu peux pas dire a combien tu peux imprimer, moi j'imprimer a 120 ou 150mm/s sur ma Genius (qui reste une petit X1), mais elle est modifier et optimiser de partout. le choix du filament des réglages slicer, les optimisations Firmware tu as beaucoup de chose qui compte. Mais si l'on parle du X1 Stock oui @Savate à raison 80mm/s sa passe bien au dessus tu as intérêt de bien gérer la bête.1 point
-
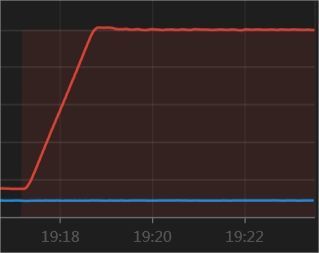
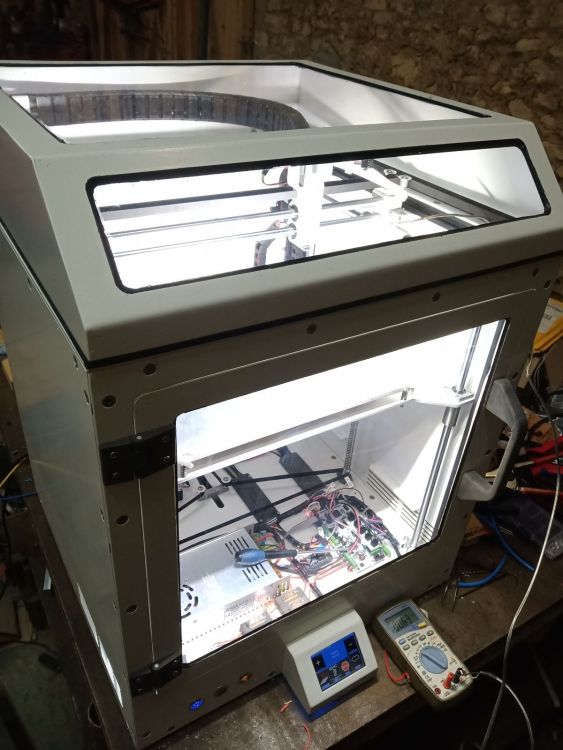
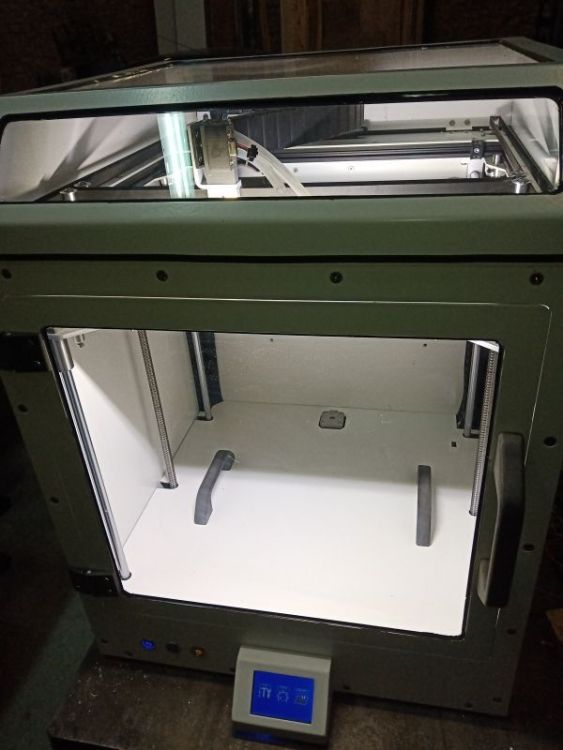
Salut, ça fait longtemps que j'ai pas donné de nouvelles. L'imprimante est presque terminée. Ceux qui sont abonnés à ma chaîne youtube ou à usinages.com ont déjà eu quelques news. Tout le carénage avec les vitres est terminé. Le plateau fait maintenant 1600W et un essai de chauffe de l'enceinte a été fait. C'est monté facilement à 63°C au niveau de la buse en l'espace d'un quart d'heure Pas refait de test depuis, maintenant je me concentre sur la tête de la machine. Quelques photos :

 1 point
1 point -
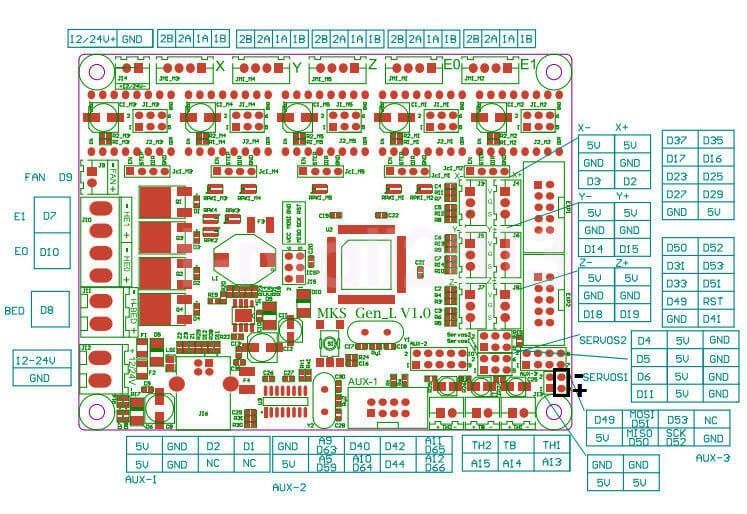
Le schéma de la MKS Gen-L v1.0 est disponible ici1 point
-
Bonjour à tous, je viens de mettre le premier pas dans le monde de l'impression en PLA. Aprés des débuts difficiles, je vous présente mes premières impressions Je fais de la 3d (3dsmax/zbrush) depuis + 20 ans, je me suis mis au modelage en pâte à modeler, enfin en argile polymère, c'est plus classe, il y a quelques mois, et j'ai finalement passé le pas d'avoir une imprimante 3d pour pouvoir imprimer des pièces trop compliquées à faire à la main. Imprimante BIQU B1, filament Esun PLA+ gris. Mon but n'est pas d'avoir une impression parfaite, je vais la poncer, peindre, reboucher les défauts au mastic... mais plutôt de Mon 1er test, un banjo pour un de mes personnage, les 1ères couches n'ont pas adhérer au bed et ont cornées, j'ai du faire une pause, et impoviser avec un morceau de carton pour rattraper la différence de niveau et pouvoir continuer l'impression. Ensuite j'ai fait deux impressions de buste de personnages qui trainent sur mes DD depuis trop longtemps, dans l'ensemble je trouve ça bien mais je vois des défauts similaires sur les deux: il y a une ligne de couche bien visible à +/- 1 cm en partant du bas, de même qu'il y a une sur épaisseur dans l'axe Z visible dans le dos, je ne sais pas si cela correspond au point de départ de chaque couche? Le + grand à été impimé avec support en deux parties (tête, et reste du corps) , le + petit en une seule pièce sans support d'où quelques défaut sous le menton et le chapeau Je ponce au papier de verre, le Dremel est trop violent, je compte peindre avec de la peinture à maquette enamel ou acrylique. Merci pour vos conseils
 1 point
1 point -
Bonjour tout le monde Nouveau projet qui me permet d'expérimenter plein de choses de manière concrète, de tester la machine dans ses capacités et limites Il s'agit d'un personnage en pied avec accessoires inspiré d'un comic book de l'univers de Batman que j'ai modifié pour en faire un bassiste Entre le fichier 3d qui a servi à faire l'illu et celui pour l'impression j'ai du tout simplifier, boucher les trous , enlever les parois internes..... Imprimé en pla+ sur BiquB1 à 0.12 pour la plupart des pièces en testant pour les supports les inclinaison pour éviter les strates, une 1ère couche de peinture acrylique à l'aéro Je dois refaire la basse en séparant la tête du manche sinon je peux pas enfiler la main et faire un socle.... A partir de ce projet j'ai qq questions techniques que je vais poster ailleurs pour ne pas tout mélanger Bon bah, à vous de parler


 1 point
1 point -
Ca y est... Le poussoir est enfin terminé Je n'ai pas fait la plaque pour la défonceuse qui va du coté droit sur le poussoir d'origine car je n'en ai pas besoin pour le moment Si vous voulez plus d'info ou d'autres photos n'hésitez pas Et si un @Modérateurs Projets et impressions 3D pouvait me redonner l'accès en édition à mon premier post je pourrai y rajouter les fichiers stl et Fusion360 si certains veulent s'en inspirer... Ce sera plus facile à retrouver si je le fais évoluer @+ JC
 1 point
1 point -
Finalement j'ai modélisé moi même, merci encore à vous
.jpg.a000a404c0ee6159a430da3498edfd94.jpg)
.JPG.6032e1e787e4b1c642303de77ab82a4a.JPG) 1 point
1 point -
Je vais regarder ce tuto sur la 1ere couche et faire des tests, merci Pour le défaut d'impression, sur la photo déjà postée, en zoomant on voit bien les couches d'impression en biais sur les faces internes des montants latéraux et des pieds Comme j'avais plusieurs pièces détachées je les ai disposées sur le bed pour avoir le moins possible d'espace et l'orientation à peut être joué, désolé pour cet affichage de Cura absolument dégueulasse pour les colles ,à tester.... pour le centre de gravité pas OK ..je fais de l'artistique pas du prototypage industriel la preuve

 1 point
1 point -
Salut la print team, pas mal d'essais et erreurs dernièrement qui m'ont permis de mieux comprendre le fonctionnement de mon imprimante et les prérequis de modélisation avant de lancer la bête Je vous présente mes deux dernières impressions peintes : un gramophone et une trompette qui vont me servir pour une illustration Pour le polissage j'ai testé le dremel avec le disque abrasif 511 (le violet) c'est pas trop agressif sur une impression peu épaisse + acétone Peinture Revell enamel et acrylique
 1 point
1 point -
Salut les petits chimistes!, merci pour vos recettes j'essayerai l'acétone un jour bah ouais, ça m'a vite gavé c'est trop chiant à faire. J 'ai même donné un coup de mastic en spray motip il me semble mais la tête fait 3 cm de haut j'avais peur de boucher tous les détails du visage et de casser les bords du chapeau en ponçant. Mon but n'étant pas d'avoir une impression parfaitement lisse mais de masquer un peu les strates à certains endroits L'autre perso étant fini je vous montre le résultat après la même recette, ponçage (léger), mastic, peinture. Le print fait 12 cm de haut Sur le gros plan des mains la photo montre tous les défauts mais en taille réelle c'est pas aussi choquant.

 1 point
1 point -
Le mieux est d'abord de tenter avec la dernière version stable de Marlin (2.0.5.3 actuellement) et si des problèmes sont rencontrés vérifier sur le github si le(les) problème(s) est (sont) connu(s) et alors tenter le bugfixes2 (qui est mis à jour quasi quotidiennement mais avec le risque d'ajouter de nouveaux bugs / fonctionnalités).1 point
-
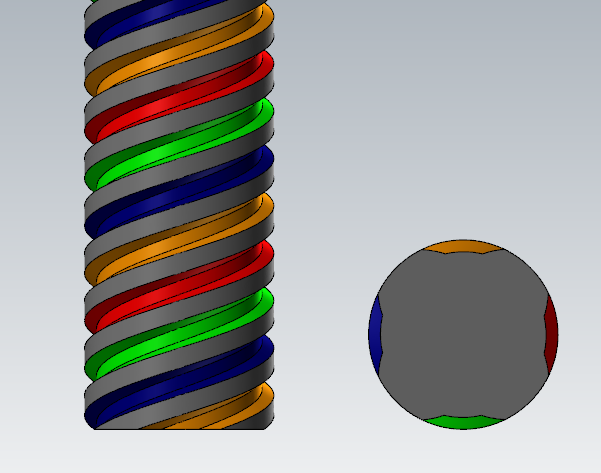
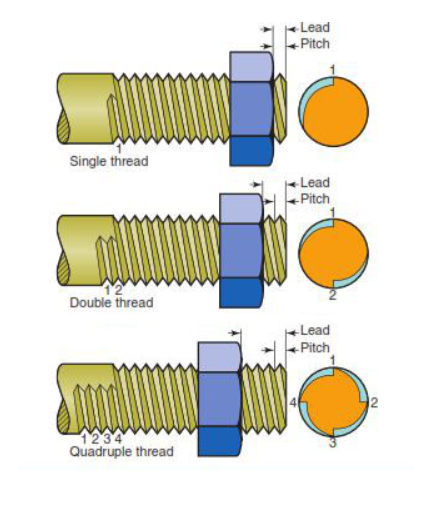
Bonjour, Une vis multi-filet est une vis dont les départs de filets sont décalés angulairement de 360° / nombre de filets. Donc pour une Vis à 4 filets qui en 1 tour fait 8 mm de déplacement on a : un départ angulaire tous les 90° (360° / 4 = 90 °) si sur 1 tour il y a 8 mm c est que le pas d'un filet est de 8 mm comme il y a 4 filets le pas entre 2 filets est de 8 / 4 soit 2 mm Voici la représentation d'une vis de diamètre 8 à 4 filets avec un pas (lead) de 8 mm et donc un pas (pitch) de 2 mm entre chaque filet. Grace aux couleurs que j'ai mis pour chaque filet, vous pouvez mieux comprendre le principe avec cette vue de face et en bout de la vis diamètre 8 de 4 filets au pas de 8 mm pour chacun soit 2 mm entre chaque
 1 point
1 point -
Je t'en voudrai d'autant moins que ce sont des images que moi-même j'ai volées sans aucun escrupule.... Et caisse que la "normalité" pour une tige filetée, hein ????1 point
-
@2cv001 Je confirme et maintiens: un tour complet de la tige filetée (360°) fait monter mon axe X de 8 mm . @Jean-Claude Garnier l'a très bien expliqué dans un post que j'ai la flemme de retrouver mais j'avais récupéré ses zolis zimages (je ne pense pas qu'il m'en voudra si je les réutilise) : La subtilité (si tant est qu'il y en ait une) provient des termes zanglais : pitch / lead (souvent traduit par «plomb» sur les sites en langue autre que le français, Google n'est pas toujours ton ami ).
 1 point
1 point

















.thumb.png.af6ec5ffd7e474e476739233ce79399e.png)