Classement




Contenu populaire
Contenu avec la plus haute réputation dans 14/12/2021 Dans tous les contenus
-
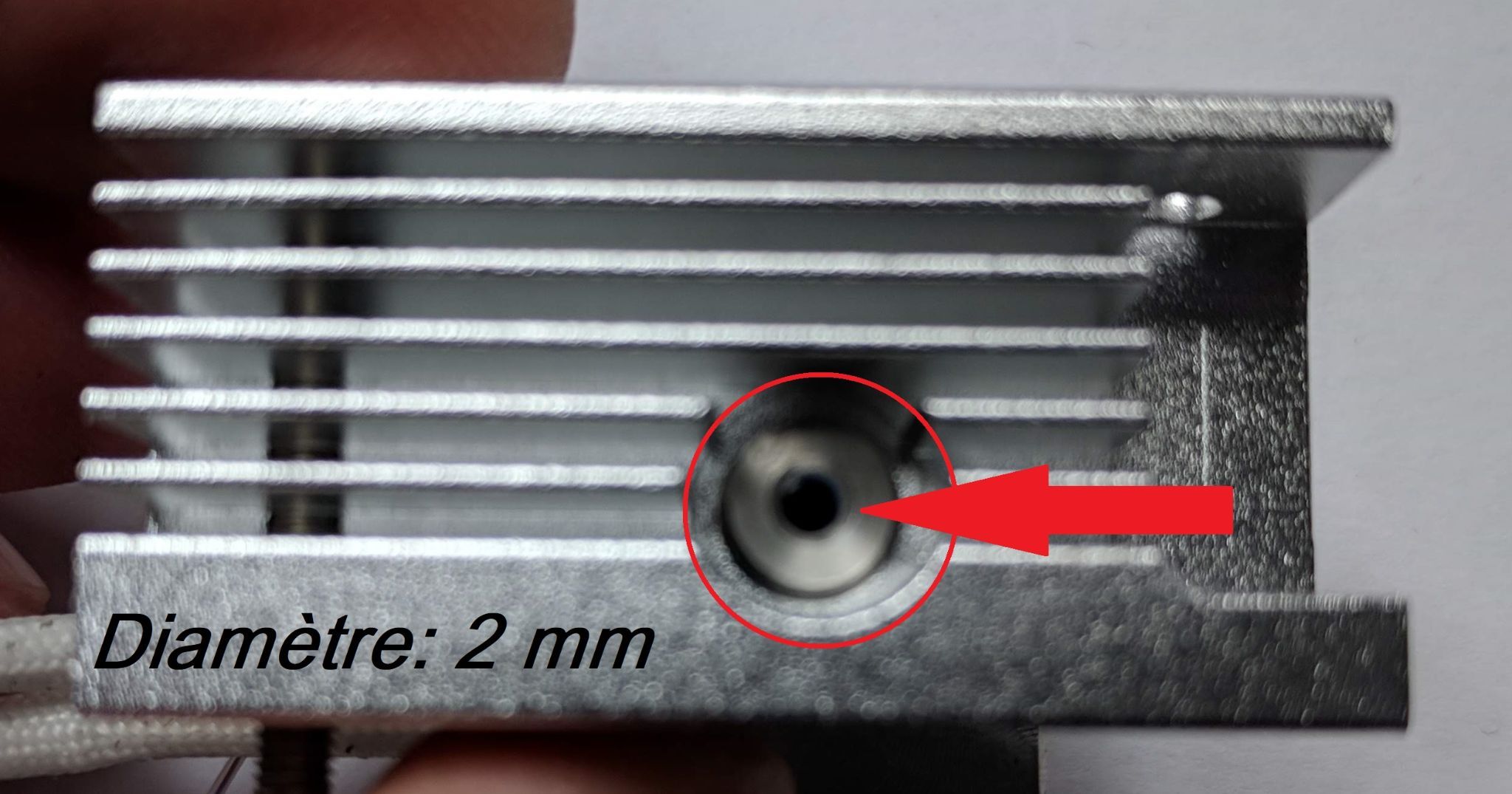
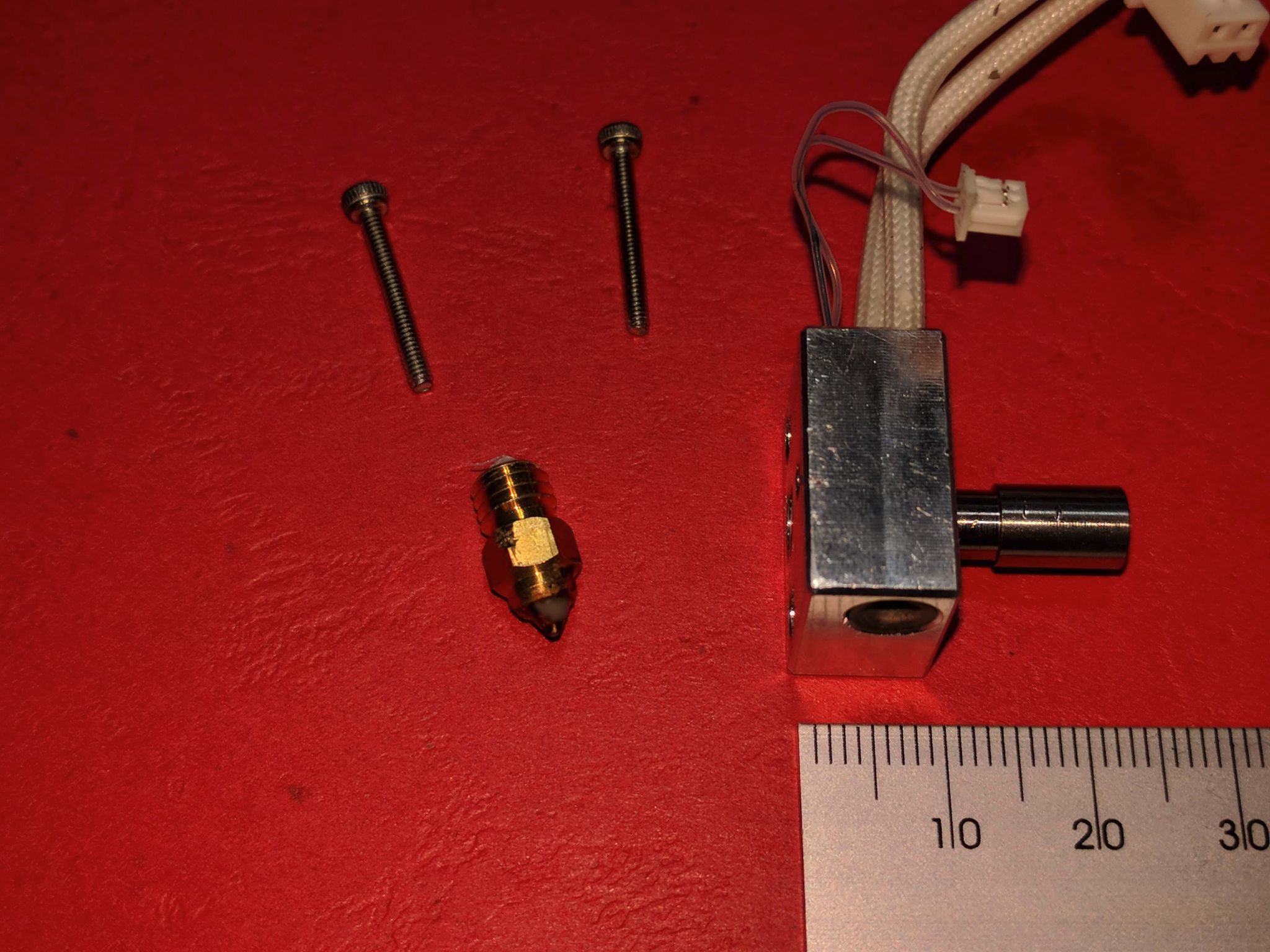
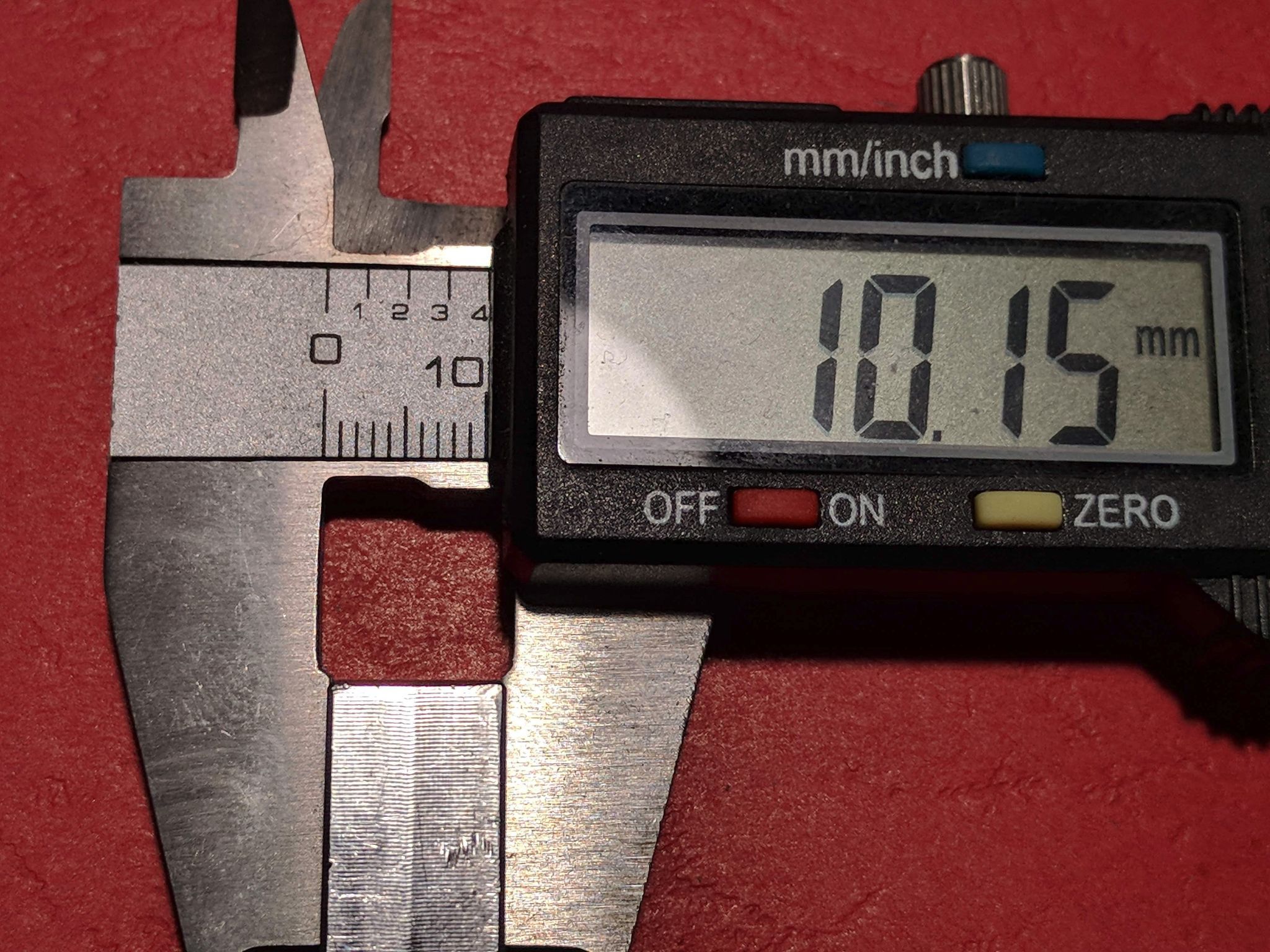
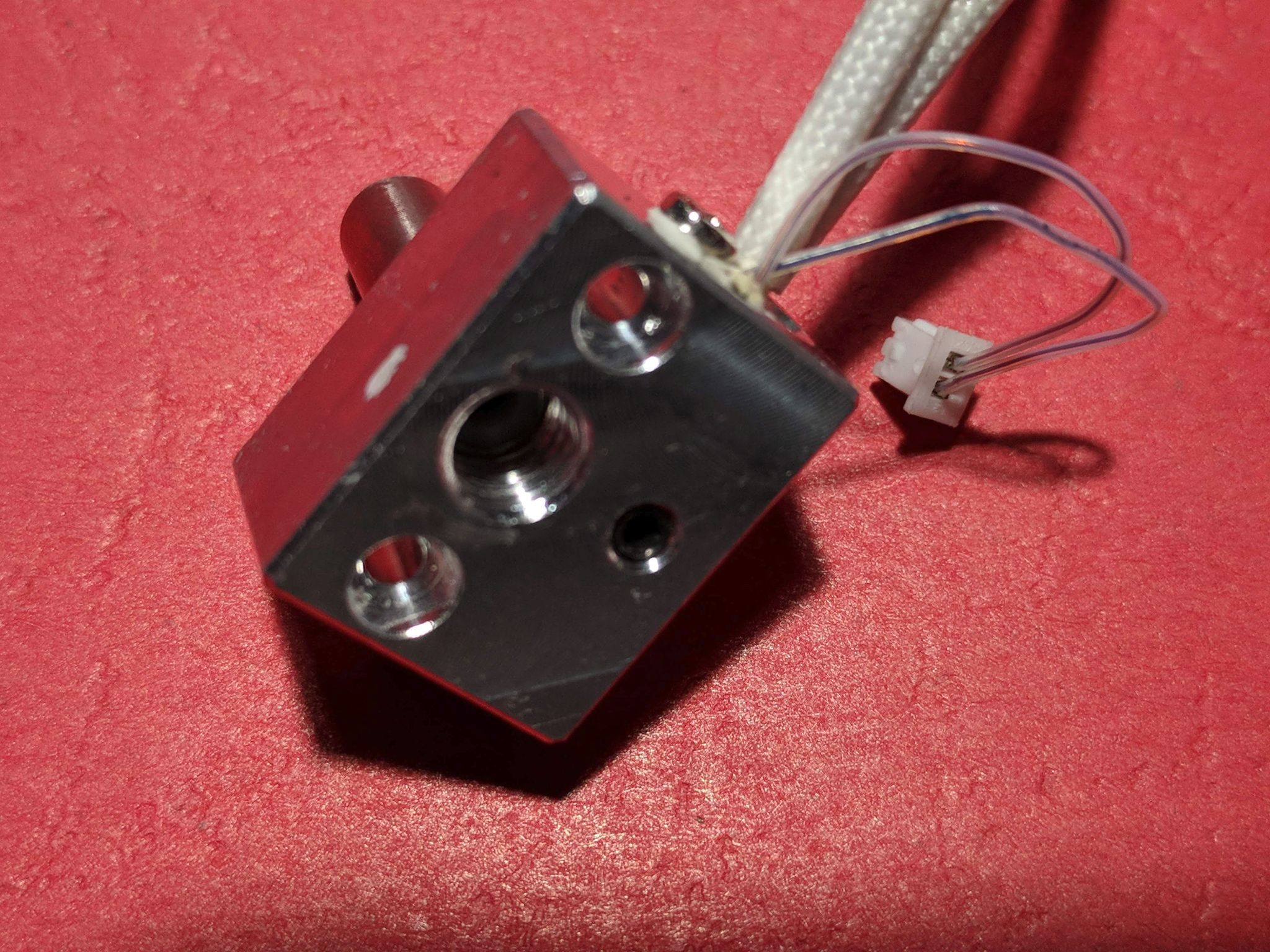
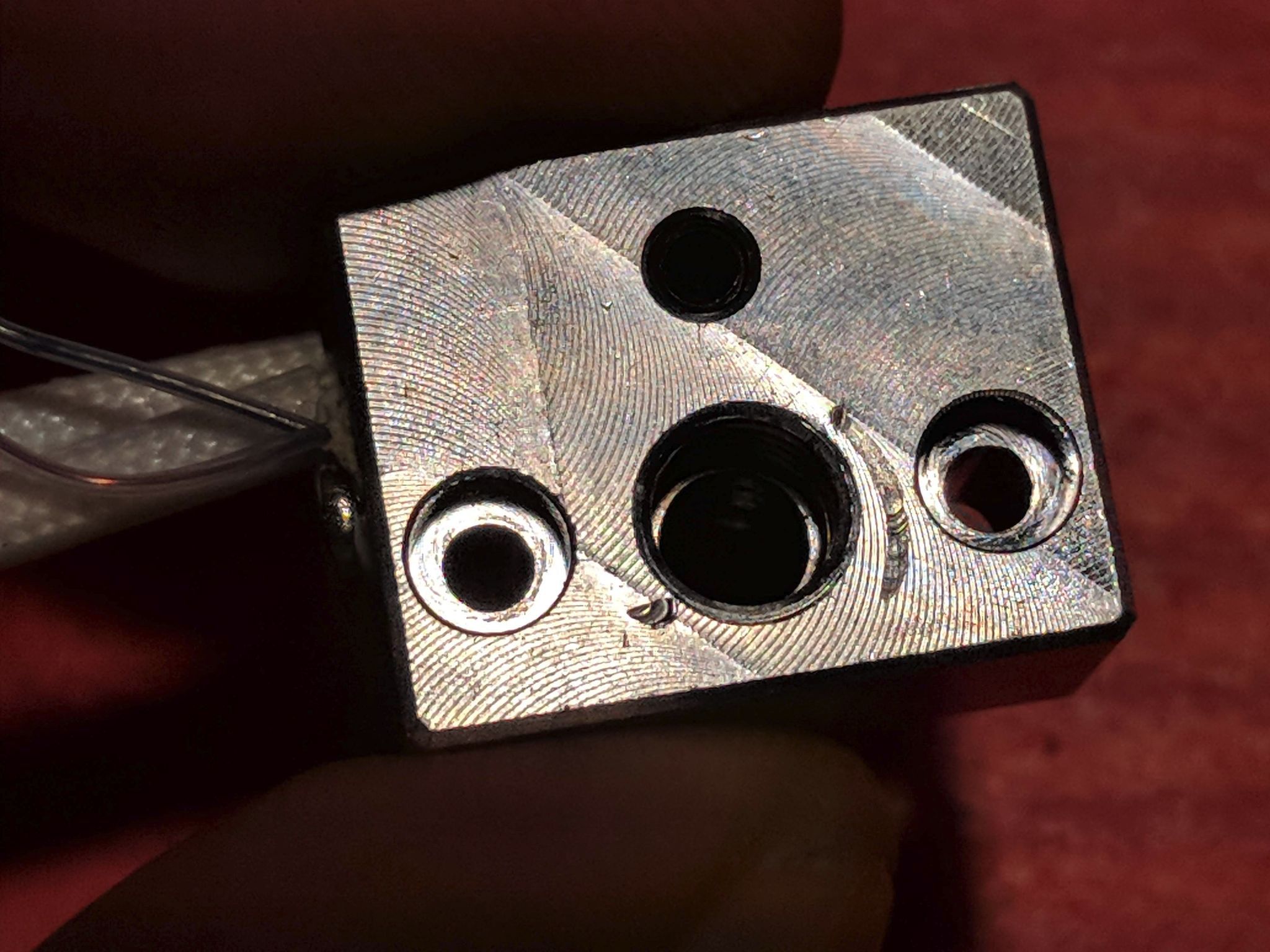
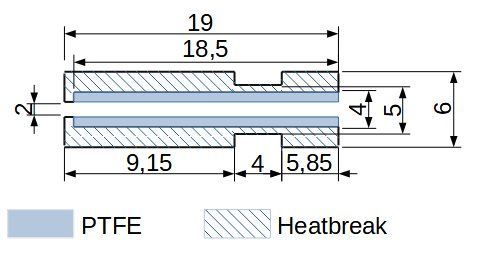
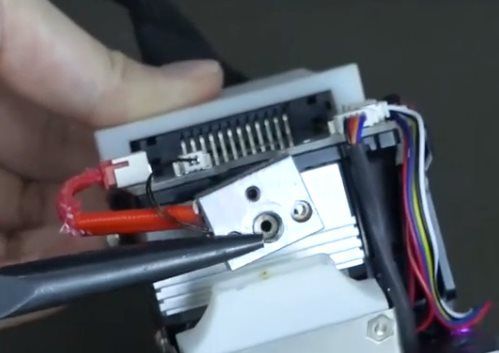
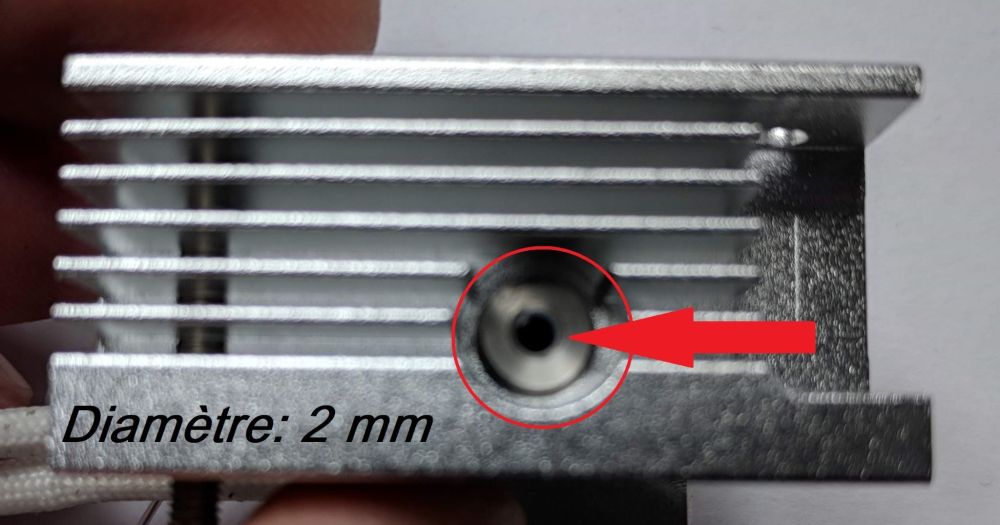
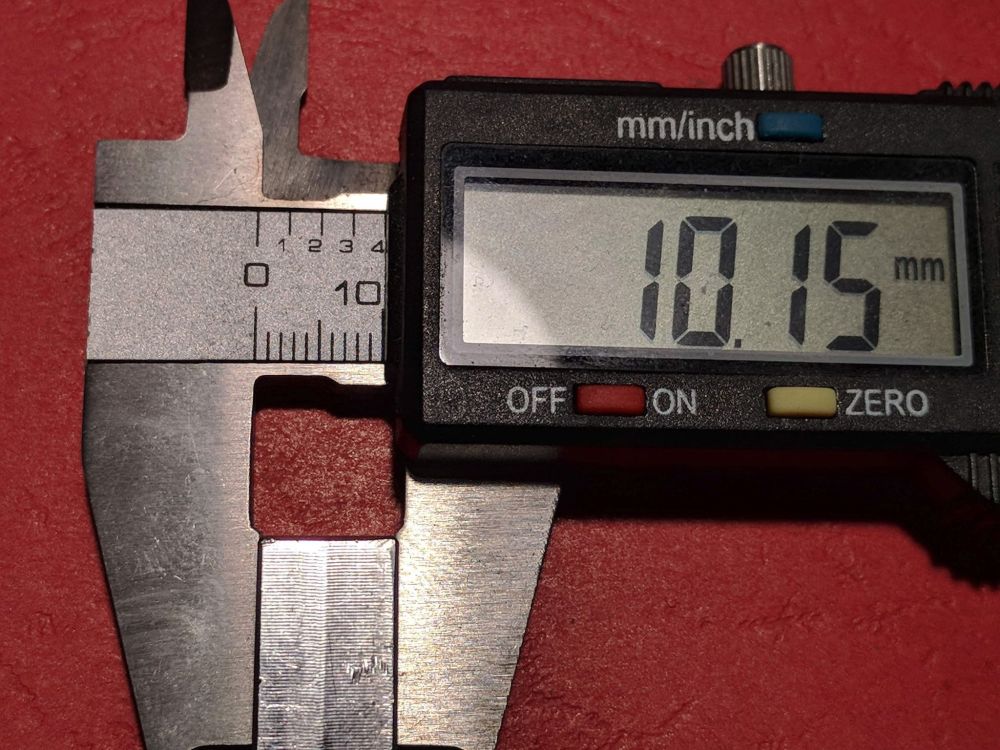
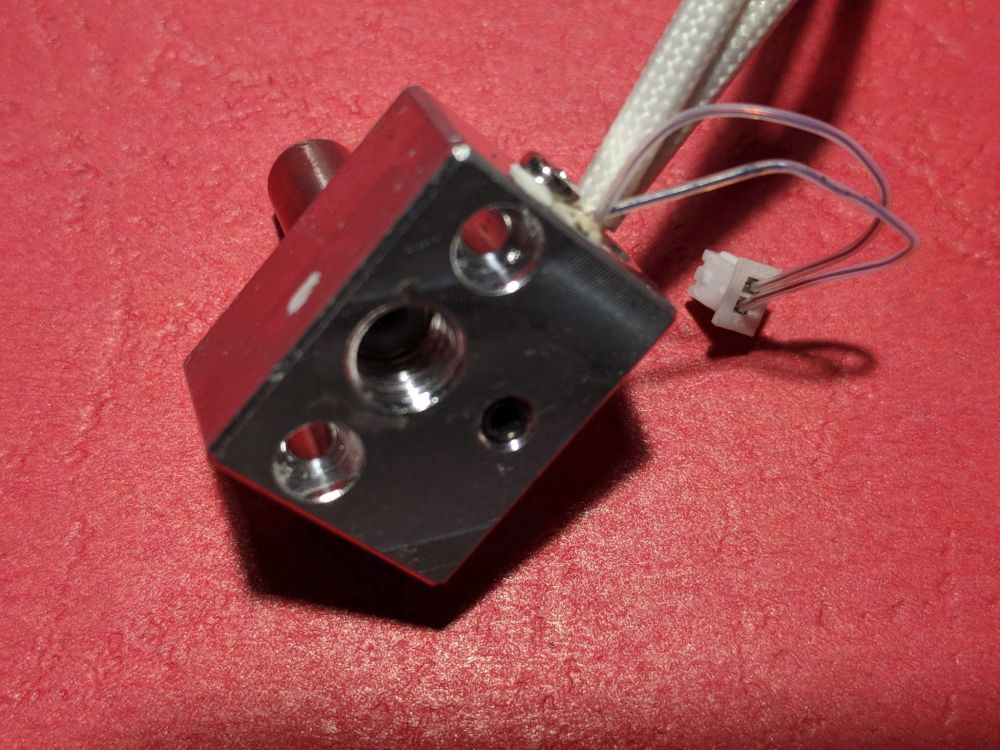
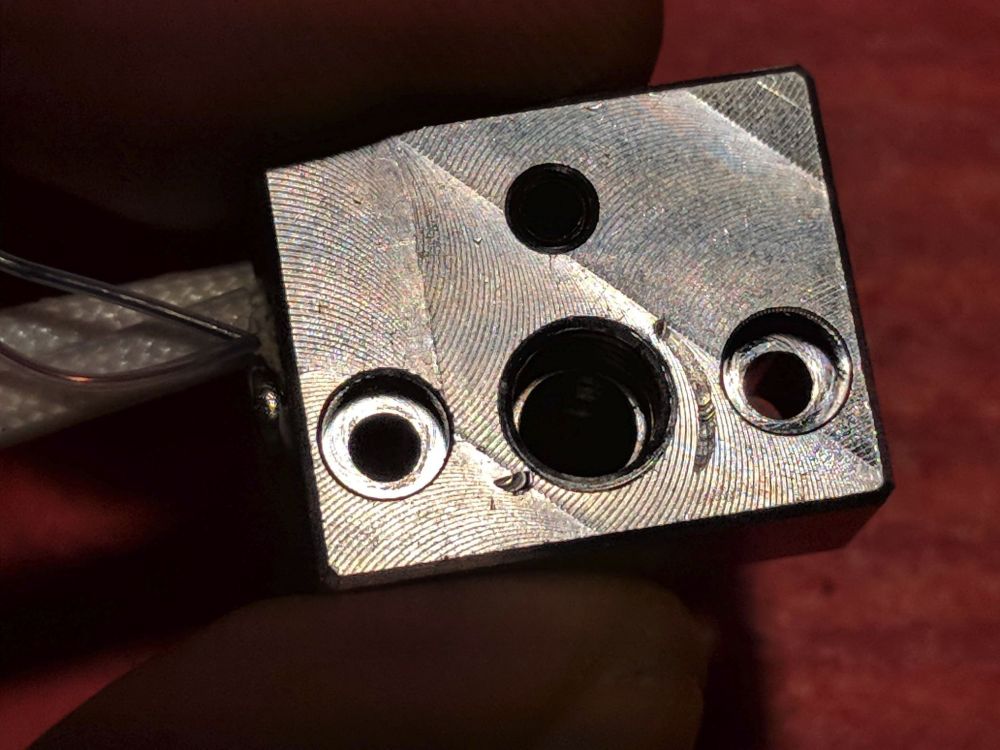
L'embargo sur ce nouveau modèle étant échu, je relaterai mes pérégrinations et complèterai dans ce sujet le test de la Ender-3 S1. Entre la réception de ce modèle et la parution de l'article sur le blog, j'ai disposé en gros d'une semaine et demie pour faire le maximum (tests, rédaction du sujet, prises de photos, vidéos, retouches, …) ce qui m'a obligé à sortir de ma procrastination Pour commencer, je reviens sur quelques réglages / calibrations que j'avais réalisés au plus vite. La nouvelle tête est la nouveauté majeure de ce modèle. Creality a vraiment fait œuvre d'«innovation» par rapport à ses têtes précédentes. C'est la même tête qui équipe leur nouveau modèle de CR10 Smart et la Sermoon V1 (V1 Pro). Dans la vidéo de présentation de leurs derniers modèles , Creality dévoile la raison du S dans le «S1», c'est l'initiale du nom donné à leur tête : «Sprite» (marrant, ça me fait penser à une boisson ou aux animations dans un vieux jeu vidéo). D'après leurs dires, le 1 correspondrait à la première version de cette «Sprite» Avant de me lancer dans l'impression de filament ASA, une question posée par @hyotim'a interpelé : pourquoi Creality, si le heatbreak était de type full-metal, recommande comme distance de rétraction 3,5mm à la vitesse de 60mm/s. Cette valeur (3.5mm) semble plutôt haute (la vitesse également d'autant plus que le firmware est paramétré avec une vitesse maximale de 50mm/s d'après le résultat du Gcode M503 (M203 X500.00 Y500.00 Z10.00 E50.00) Pour le test, je m'étais basé sur une photo montrant l'entrée du heatbreak avec un diamètre de passage du filament de 2mm: J'en avais conclu que heatbreak était un «full-metal», malheureusement je m'étais fourvoyé . Creality depuis la parution de mon test a mis en ligne sur sa chaine Youtube dédiée aux dépannages (SAV) trois nouvelles «playlists»: Ender-3 S1, Sermoon V1 (V1 pro) et CR10 Smart Pro. Ces trois modèles utilisent la nouvelle tête «Sprite» (avec des supports de montage différents). Après visionnement des vidéos dédiées au montage / démontage du corps de chauffe et du heatbreak, je dois clarifier les choses. Bien que d'apparences semblables, Creality à au moins deux heatbreak différents: deux de type «bore» (avec PTFE interne: un «classique» et un genre «Capricorn») et un «full-metal». Seul celui monté sur la future CR10 Smart Pro est full-metal donc permettant des températures d'extrusion supérieures à 245/250°C. Le heatbreak de la Ender-3 S1 possédant un PTFE interne ne me permettra pas d'imprimer mon ASA ApolloX de Formfutura Vue d'ensemble de la partie chauffante de la tête: Le heatbreak de la Ender-3 S1 (PTFE «classique) : Le heatbreak de la sermonnV1 (PTFE Capricorn) : Le heatbreak de la CR10 Smart Pro (pas de PTFE => «full-metal») : Pour ceux qui me pratiquent depuis le temps que je suis sur ce forum, vous vous doutez que je vais vérifier les caractéristiques de mon heatbreak et vous relater mes trouvailles. Le démontage en lui-même n'est pas très difficile en procédant par étapes: Démonter la tête de son support sur l'axe X, mettre en chauffe pour retirer le filament ET dévisser la buse, couper la chauffe de la tête, enlever la chaussette silicone du corps de chauffe, retirer (dévisser) les deux vis (M2,5) qui maintiennent le corps sur le radiateur, dévisser la vis M3 maintenant le haut du heatbreak sur le radiateur, enlever (délicatement) les prises de l'élément chauffant et de la thermistance de la platine PCB (la prise de l'élément chauffant est standard tandis que celle de la sonde est de type micro (il vaut mieux ne pas avoir de gros doigts ) Reste le plus difficile: dévisser le heatbreak du corps de chauffe. Visiblement il a été monté en usine avec du frein filet ou de la colle Même en utilisant le souffleur d'air chaud de ma station de soudure, impossible de la dévisser. Je suis obligé d'utiliser un pince universelle en tentant en «même temps» de protéger la surface externe (c'est pas gagné). Quelques photos après démontage : Mon heatbreak contient effectivement un petit morceau de PTFE Le seul «avantage» de ce nouveau matériel est que si ce morceau de PTFE est coupé à la bonne dimension, il ne peut normalement pas se déplacer librement puisque contraint en haut mais au-delà de 240/245°C, il se dégradera. Ses dimensions (19mm) sont également hors-norme: aucun matériel en vente à l'heure actuelle n'est disponible . A partir de mes mesures, j'ai réalisé un schéma en coupe (le filetage M6 n'est pas représenté) : Le corps de chauffe est également de dimensions «non conventionnelles» (20x16x10), là encore les sources d'approvisionnement renvoient à l'heure actuelle à un 404 Comparaison entre les corps de chauffe (CR10/Ender3 (20x20x10), Ender-3 S1 (20x16x10), E3D (23x16x12)) : Avant de remonter le heatbreak et la tête sur l'imprimante, j'imprime sur la CR10-V2, un gabarit de coupe PTFE adapté (18,5mm) et en profite pour remplacer le PTFE par un morceau de Capricorn : Conclusion: je trouve dommage que Creality avec leur nouvelle tête «Sprite» bien qu'ayant innové avec leur extrudeur «direct-drive» se soit crû obligé d'utiliser des matériels «non conventionnels» en taille (corps de chauffe, heatbreak).

















 2 points
2 points -
Salut, L'eau oxygénée concentrée ça se trouve encore, j'en utilise pour ma piscine : https://www.jp-mat.fr/traitement-piscine/3709-peroxyde-d-hydrogene-35-20-litres.html Ils vendent ça comme traitement "oxygène actif" en 5l chez tous les distributeurs de produits de traitement pour piscine (mais c'est plus cher ) PS : Ce lien n'est pas destiné à @Savate , j'imagine même pas les bêtises qu'on peut envisager avec 20l2 points
-
je crois qu' il a pas tilter que c'était toi l instigateur2 points
-
Et voilà poignée terminée et montée sur la porte Me reste à ajuster la porte et installer le système de fermeture. Ensuite quelques retouches de peinture et ce sera terminé pour celui là J'ai une commode et une vielle table qui attendent dans l'atelier @+ JC
 2 points
2 points -
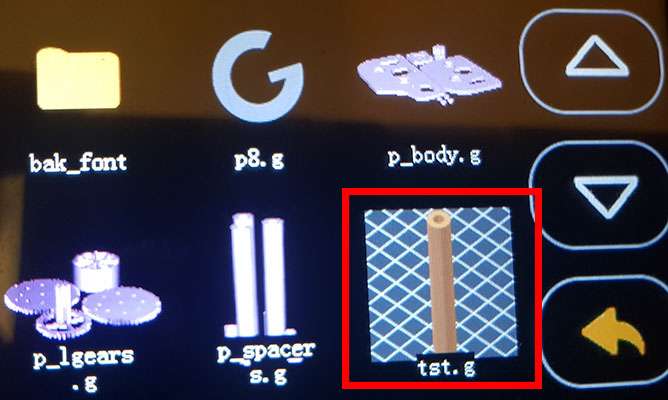
Bonjour, Disposant depuis bientôt 1 an d'une Wanhao D12, je ne regrette pas ce choix pour ma 1ère imprimante 3D. Celle-ci étant dans une pièce à part, le transfert par wifi est fort pratique, ça évite bien des allers-retours avec la micro SD ou de s'équiper d'un Octroprint. J'ai fait mes débuts sous Cura, pas mal pour commencer mais j'ai rapidement préféré PrusaSlicer. Le hic c'est qu'il n'existe toujours pas de module/addon MKS WIFI comme sous Cura. Marqué "en cours de dev" sur le site de Wanhao mais tout comme leur site, c'est mort, aucune nouveauté depuis des mois xD Du coups je passais d'un slicer à l'autre faute de mieux, Prusa pour slicer, Cura pour envoyer, pas très pratique... Mais j'ai découvert depuis peu l'existence d'un outil permettant l'envoi par wifi et directement sous PrusaSlicer (idem SuperSlicer puisqu'il s'agit d'un fork de PS). Il s'agit de MKS-WIFI PS uploader disponible ici : https://github.com/ArtificalSUN/MKS-WIFI_PS_uploader C'est de l'Open-Source (Python) donc le programme est "safe". Je me suis dit que ça pourrait intéresser d'autres personnes, donc si c'est le cas, poursuivez la lecture sinon stop La procédure est assez simple : paramétrer l'imprimante en Wifi en notant l'adresse IP qui lui est définie (192.168.1.10 par exemple) télécharger la version compilée (.exe) si vous n'avez pas Python d'installé dans PrusaSlicer > Réglage d'impression > Option de sortie, rajouter la ligne de commande suivante : "chemin\MKS_WIFI_PS_upload.exe" "192.168.1.10" "ask"; à la place de "chemin", mettre l'emplacement où vous avez téléchargé l'outil ("D:\Downloads\MKS_WIFI_PS_upload" par exemple) une fois que vous aurez cliqué sur le bouton "Exporter le G-code", l'outil se lancera automatiquement, fera le transfert du fichier vers l'imprimante et vous demandera s'il faut l'imprimer ou pas (sinon à la place de "ask", on peut mettre "always" ou "never" comme précisé dans la documentation. Par contre l'outil de base ne fait que ça. Pour la génération des aperçus comme sous Cura j'ai modifié ce script pour y rajouter cette fonctionnalité. Pour se faire il faut déjà activer la génération des vignettes dans PrusaSlicer : réglage de l'imprimante > (mode expert) > Vignette G-code : indiquer ces valeurs -> 100x100, 200x200 enregistrer les modif (icone à coté du nom de l'imprimante en haut) Le script actuel n'est pas encore compilé pour être un exécutable car j'ai soumis cette version à l'auteur. S'il est d'accord alors la version "exe" sera probablement actualisée avec cette fonctionnalité et téléchargement directement sur la page officielle. Sinon le code est dispo ici : https://www.dropbox.com/s/4sccxxoa4i98nsp/MKS_WIFI_PS_upload.pyw?dl=0 En attendant il faut avoir Python et connaitre un peu ce langage (soit installé, soit une version portable peu suffire) avec les dépendances suivante installées : requests (pip install requests) regex (pip install regex) PIL (pip install Image) La ligne de commande dans PusaSlicer diffère légèrement : "chemin_de_python\python.exe" "chemin\MKS_WIFI_PS_upload.exe" "192.168.1.10" "ask"; Et ça marche plutôt bien, par contre le fond n'est pas totalement noir au niveau des aperçus : A+
 1 point
1 point -
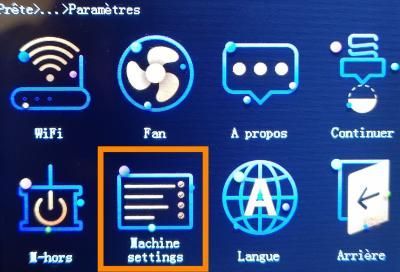
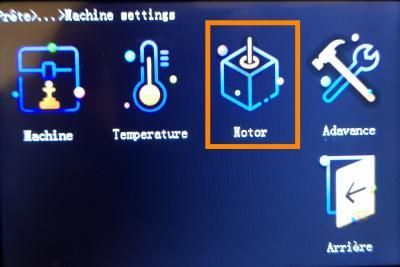
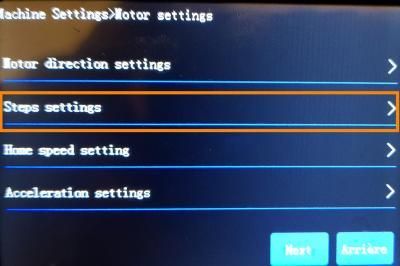
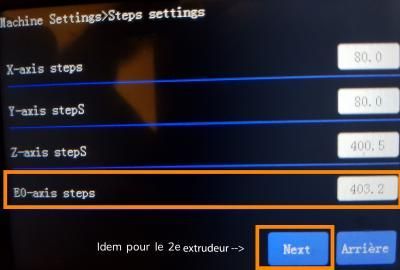
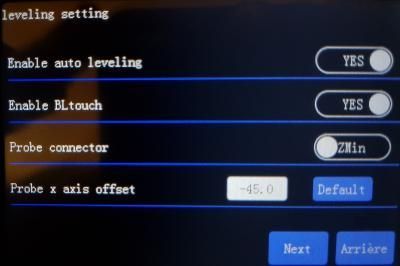
En farfouillant dans le firmware, manifestement un menu "machine settings" est désactivé par défaut. Il s'agit de la ligne suivante : MACHINE_PARAMETER 0 Mettez 1 à la place de 0 dans le fichier robin_nano35_cfg.txt puis flasher le firmware pour voir ce menu apparaître : Ce nouveau menu n'est pas anodin, bien au contraire même car il permet l'accès à tous les réglages de la machine y compris certains non supportés pour l'imprimante. Donc à utiliser avec prudence. Par contre ça peut aider pour affiner certains réglages sans avoir à passer par un flash ou pronterface. Exemple pour les E-STEP il faut procéder de la sorte : cliquer sur "next" pour avoir le paramètre du 2e extrudeur (si vous l'avez) Autre exemple, pour les réglages du BLTouch/Autoleveling Cerise sur le gâteau, on peut également envoyer de gcode directement et de voir le retour sur l'écran de l'imprimante, plus besoin de pronterface ☺ J'imagine que ce menu est désactivé par défaut pour éviter des mauvaises manipulations, mais au pire, il suffit de flasher son firmware pour revenir sur des valeurs correctes. Personnellement je préfère avoir toutes les fonctions accessibles.
 1 point
1 point -
Je plaide coupable pour la trahison 264,48 euros sur cdiscount je devrais la recevoir entre le 21 et le 23 décembre (je croise les doigts et les orteils) Maintenant il faut que je commande du pla tu as pas un site sympa et fiable a me proposer ?? Merci d avance1 point
-
C'est normal, @Yellow T-pot a vu juste si tu as changé ton extrudeur sans en faire son réglage il ne faut pas chercher plus loin... Il te faut faire le réglage des step via le test des 120mm et ensuite tu y rentres ta valeur après calcul soit via pronterface soit par gcode.1 point
-
ok, si dual gear type CR10 S pro les molettes sont plus petites, tu as bien modifié tes pas/mm ? De mémoire ça doir être dans les 140 pas/mm à la place de 93 pas/mm pour l'extrudeur d'origine1 point
-
Salut @Jeff78s Regatde de ce côté là avec pronterface en n'oubliant pas le M500 pour sauvegarder, pas besoin de recompiler quoique ce soit. https://www.ender3.fr/reglage-du-pid-buse-et-plateau/ Pour les PID du plateau il n’est pas actif de base dans le firmware Tenlog, et même decommenté je ne trouve pas que le fonctionnement soit top.1 point
-
@PPAC, @fran6p, Salut les gars, merci pour vos conseils, mais, malgré quand on est un "vieux" gamin comme moi on en a aussi l'impatience, alors j'ai testé le FW dont je parlais, et là, miracle, les fonctions "filament change" d'Octoprint et le script du même nom introduit dans Cura sont maintenant actives. C'est super... Merci PPAC pour l'utilisation de l'envoi de M600 dans le terminal d'Octoprint, j'ai testé ça fonctionne, A l'occase, j'irai voir le mriscoc, pour l'instant je vais chercher à régler mon "nouveau" problème, la non adhérence de la première couche de la deuxième couleur sur la dernière couche de la première couleur, encore 300 à 400 posts et tutos à visiter en perspective. A plus...1 point
-
si tu ne flash que le TFT tu n'as pas a besoin de faire de reset Eeprom. C'est pas impossible que ce soit un Bug généré par le firmware TFT BTT il crée bien des Pause M1 occasionnellement, après rien est sur mais c'est possible j'ai déjà vue une personne avoir le même soucis il y a 2 mois sur une X1 (je crois qu'il avait aussi le firmware TFT BTT). C'est fait Fran6P je la fait 7 fois sur 10 celle la1 point
-
Bonjour, Regarde du coté des gcodes suivants : M301, M303 et M304 Finalement, on dit gcode mais il y a plus de Mcode1 point
-
bonjour il faut dévisser le plateau avant de faire le réglage ci dessous une vidéo sur la saturne avec a 5 mn 37 le réglage du plateau1 point
-
Salutation a tu bien desserrer les deux vis qui bloque le plateau ? car le endstop qui devrait biper ne semble pas se déclencher ... donc tu ne dois pas avoir le jeu du fait des deux écrous / vis non dé serré. (j'ai normalement calé la vidéo au moment crucial ) Pour la tige fileté, il me semble que tu va devoir vérifier si le coupleur ne peut pas être repositionner car si il se trouve mal fixé (la tige se trouve mal centré dedans) alors cela pourrais expliquer les mouvements et il me semble qu'il faut corriger cela pour avoir une bonne qualité d'impression. Tu aura peut être des pistes avec (même si là pour une imprimante FDM, il y a des points commun des choses a vérifier)1 point
-
@PPAC Pour informations: le firmware «jyers» est plutôt prévu pour les Ender3 V2 mais fonctionne peut-être sur les Ender3 (pro ou pas si la carte mère est une 4.2.X). Pour les Ender3 V2, le firmware qui a de plus en plus la «côte» est celui de «mriscoc» (qu'il nomme Ender3V2 professional ). Pour le reste, sans vouloir «mettre les mains dans le cambouis» et donc faire son propre firmware, c'est un peu jouer à la roulette russe que d'installer un firmware au petit bonheur la chance :
 1 point
1 point -
Et vas y doucement dans les changements de paramètres : si tu en modifies 15 à la fois, tu ne sauras pas d'où vient le souci.1 point
-
Ce paramètre est à la fin du fichier. Le voici, c'est pour la D12 230 avec support BLTouch : #===================Advanced Settings======================================= >cfg_insert_det_module 0 #Assemble power outage module (2:mks ups;1:mks 220det;0:mks pwc) >cfg_have_ups_device 0 # UPS(1:yes;0:no) >cfg_print_over_auto_close 0 # auto-off when print finishes(1:yes£»0:no) >PRINT_FINISHED_COUNT 180 #After the shutdown delay time (unit: second) >cfg_filament_det0_trigger_level 0 #the level signal of outage detection E0 module (1:high level;0:low level) >cfg_filament_det1_trigger_level 0 #the level signal of outage detection E1 module (1:high level;0:low level) >cfg_filament_load_length 500 #the lenght to extrude filament (mm),Max:2000mm >cfg_filament_load_speed 800 #the speed to extrude filament(mm/min) >cfg_filament_load_limit_temperature 200 #It is the minimum temperature to extrude filament . >cfg_filament_unload_length 500 #It is the minimum temperature to extrude filament . >cfg_filament_unload_speed 800 #the speed to retract filament(mm/min) >cfg_filament_unload_limit_temperature 200 #It is the minimum temperature to retract filament . #=========================== Bed Leveling ============================= #Leveling mode settings >cfg_leveling_mode 1 #1:auto-leveling; 0:manual leveling #=========================== Manual Leveling ================================== >cfg_point_number 5 #the point number of manual leveling(3,4,5 point available) #the 5 point location of manual leveling >cfg_point1:28,28 >cfg_point2:200,28 >cfg_point3:200,200 >cfg_point4:28,205 >cfg_point5:115,115 #========================== Auto Leveling =================================== >cfg_auto_leveling_cmd:G28;G29; #the setting of auto-leveling command button #=================== Language settings ========================================== >cfg_language_adjust_type 1 #multi-language(enable:1, disable:0) >cfg_language_type 6 #languages setting,this configuration is valid when "cfg_multiple_language" is disabled. #(simplified Chinese:1; traditional Chinese:2; English:3; Russian:4; Spanish:5;French:6;Italian:7). #==================Display Effect(refer to MKS TFT datasheet)================================= #user-defined function1 >setmenu_func1_display 1 #1:display this button£¬0:no #each command must be separated by semicolon ";" >setmenu_func1:M84; >moreitem_pic_cnt 0 #the number of "more" button #edit command for 1~7 "More" button #each command must be separated by semicolon ";" #each icon command must be less than 200 bytes >moreitem_button1_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button2_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button3_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button4_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button5_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button6_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button7_cmd:G28 X0;G28 Y0;G28 Z0; #the number of "more" button to dispaly on printing interface >morefunc_cnt 0 #button1~button6 function >morefunc1_cmd:G28; >morefunc2_cmd:G28; >morefunc3_cmd:G28; >morefunc4_cmd:G28; >morefunc5_cmd:G28; >morefunc6_cmd:G28; >morefunc7_cmd:G28; #------------------------------------------------------------- ######## Display Customization ########## >cfg_background_color 0x1A1A1A #the color of screen background >cfg_title_color 0xFFFFFF #the color of title text >cfg_btn_bkcolor 0x1A1A1A #Universal button background color >cfg_btn_textcolor 0xFFFFFF #Universal button text color >cfg_back_btn_bkcolor 0xff5449 #Button of Return background color >cfg_back_btn_textcolor 0xFFFFFF #Button of Return text color >cfg_dialog_btn_bkcolor 0xff5449 #Dialog button background color >cfg_dialog_btn_textcolor 0xFFFFFF #Dialog button text color >cfg_btn_text_offset 15 #position of button font offset bottom(unit:pixel) >cfg_screen_display_mode 2 #the style of display on the screen home(0:classic,1:simple,2:retro) >cfg_screen_overturn_180 0x00 #The screen flips 180¡ã (0x00: no flip, 0xEE: flip) #============================= Basic Settings ========================= >MACHINETPYE 0 # 0:Cartesian; 1:DELTA ; 2:COREXY >HAS_TEMP_BED 1 # whether enable the heated bed (disable: 0, enable: 1) >EXTRUDERS 2 #This defines the number of extruders #enable z2. #====2 in 1 out setting=== >SINGLE_NOZZLE 1 #(0:disable;1:enable) >Z2_STEPPER_DRIVERS 0 #1:enable z_dual; 0:disable >Z2_ENDSTOPS 0 #Enable Z-axis double limit; 0:disable; 1:enable; >Z2_USE_ENDSTOP 0 #Z axis second limit interface; 0:useless; 1:Z_MAX; 2:Z_MIN # Travel limits after homing (units are in mm) >X_MIN_POS 0 >Y_MIN_POS 0 >Z_MIN_POS 0 >X_MAX_POS 230 >Y_MAX_POS 230 >Z_MAX_POS 250 # position of hotend for filament change and pause print >FILAMENT_CHANGE_X_POS 5 # X position of hotend for filament change and pause print >FILAMENT_CHANGE_Y_POS 5 # Y position of hotend for filament change and pause print >FILAMENT_CHANGE_Z_ADD 5 # Z addition of hotend (lift) for filament change and pause print #Offset of the second extruders. >HOTEND_OFFSET_X -0 #(in mm) offset of the second hotend on the X axis ,Offsets for the first hotend must be 0.0. >HOTEND_OFFSET_Y -0 #(in mm) offset of the second hotend on the Y axis ,Offsets for the first hotend must be 0.0. #============================== Stepper Motor Settings ============================ #Invert the stepper direction. >INVERT_X_DIR 0 >INVERT_Y_DIR 1 >INVERT_Z_DIR 1 >INVERT_E0_DIR 1 >INVERT_E1_DIR 1 #Movement setting >DEFAULT_X_STEPS_PER_UNIT 80 #Default Axis-X Steps Per Unit (steps/mm) >DEFAULT_Y_STEPS_PER_UNIT 80 #Default Axis-Y Steps Per Unit (steps/mm) >DEFAULT_Z_STEPS_PER_UNIT 400.5 #Default Axis-Z Steps Per Unit (steps/mm) >DEFAULT_E0_STEPS_PER_UNIT 403.17 #Default Axis-E Steps Per Unit (steps/mm) >DEFAULT_E1_STEPS_PER_UNIT 403.17 #Default Axis-E Steps Per Unit (steps/mm) >DEFAULT_X_MAX_FEEDRATE 200 #Default Axis-X Max Feed Rate (mm/s) >DEFAULT_Y_MAX_FEEDRATE 200 #Default Axis-Y Max Feed Rate (mm/s) >DEFAULT_Z_MAX_FEEDRATE 4 #Default Axis-Z Max Feed Rate (mm/s) >DEFAULT_E0_MAX_FEEDRATE 50 #Default Axis-E Max Feed Rate (mm/s) >DEFAULT_E1_MAX_FEEDRATE 50 #Default Axis-E Max Feed Rate (mm/s) >DEFAULT_X_MAX_ACCELERATION 500 #Default Axis-X Max Acceleration (change/s) change = mm/s >DEFAULT_Y_MAX_ACCELERATION 500 #Default Axis-Y Max Acceleration (change/s) change = mm/s >DEFAULT_Z_MAX_ACCELERATION 100 #Default Axis-Z Max Acceleration (change/s) change = mm/s >DEFAULT_E0_MAX_ACCELERATION 1000 #Default Axis-E Max Acceleration (change/s) change = mm/s >DEFAULT_E1_MAX_ACCELERATION 1000 #Default Axis-E Max Acceleration (change/s) change = mm/s >DEFAULT_ACCELERATION 500 #X, Y, Z and E acceleration for printing moves >DEFAULT_RETRACT_ACCELERATION 500 #X, Y, Z and E acceleration for retracts >DEFAULT_TRAVEL_ACCELERATION 500 #X, Y, Z acceleration for travel (non printing) moves >DEFAULT_MINIMUMFEEDRATE 0.0 #minimum feedrate >DEFAULT_MINSEGMENTTIME 20000 #minimum time in microseconds that a movement needs to take if the buffer is emptied. >DEFAULT_MINTRAVELFEEDRATE 0.0 # >DEFAULT_XJERK 8.0 #Default Axis-X Jerk (mm/s) >DEFAULT_YJERK 8.0 #Default Axis-Y Jerk (mm/s) >DEFAULT_ZJERK 0.4 #Default Axis-Z Jerk (mm/s) >DEFAULT_EJERK 5.0 #Default Axis-E Jerk (mm/s) #For Inverting Stepper Enable Pins (0:Low,1:High) >X_ENABLE_ON 0 >Y_ENABLE_ON 0 >Z_ENABLE_ON 0 >E_ENABLE_ON 0 >PULSE_DELAY 5 #Pulse hold time (unit: machine cycle) #============================= Thermal Settings ============================ >TEMP_SENSOR_0 1 #1: 100k thermistor£»-3 : thermocouple with MAX31855 >EXTRUDE_MINTEMP 180 >HEATER_0_MINTEMP 5 >HEATER_0_MAXTEMP 260 >HEATER_1_MINTEMP 5 >HEATER_1_MAXTEMP 260 >BED_MAXTEMP 110 >BED_MINTEMP 5 #======================== Thermal Runaway Protection ======================= >THERMAL_PROTECTION_PERIOD 70 #Seconds;When the machine frequently appears Err7, the current value can be appropriately increased. >THERMAL_PROTECTION_HYSTERESIS 5 #Degrees Celsius >WATCH_TEMP_PERIOD 70 #Seconds;When the machine frequently appears Err5, the current value can be appropriately increased. >WATCH_TEMP_INCREASE 2 #Degrees Celsius >THERMAL_PROTECTION_BED_PERIOD 70 #Seconds;When the machine frequently appears Err7, the current value can be appropriately increased. >THERMAL_PROTECTION_BED_HYSTERESIS 5 #Degrees Celsius >WATCH_BED_TEMP_PERIOD 70 #Seconds;When the machine frequently appears Err6, the current value can be appropriately increased. >WATCH_BED_TEMP_INCREASE 2 #Degrees Celsius # Type of heat manager for extruder. >PIDTEMPE 1 # 1:PID ; 0:bang-bang >DEFAULT_Kp 17.54 # --default >DEFAULT_Ki 0.73 # --default >DEFAULT_Kd 105.35 # --default #Type of heat manager for this heatedBed. >PIDTEMPBED 0 # 1:PID ; 0:bang-bang >DEFAULT_bedKp 10.00 # --default >DEFAULT_bedKi 0.023 # --default >DEFAULT_bedKd 305.4 # --default #============================== Endstop Settings =========================== >MIN_SOFTWARE_ENDSTOPS 1 # 0:axes can move below MIN_POS; 1:axes won't move below MIN_POS. >MAX_SOFTWARE_ENDSTOPS 1 # 0:axes can move below MAX_POS; 1:axes won't move below MIN_POS. # Mechanical endstop with COM to ground and NC to Signal uses "false" here (most common setup). >X_MIN_ENDSTOP_INVERTING 1 # set to true to invert the logic of the endstop. >Y_MIN_ENDSTOP_INVERTING 1 # set to true to invert the logic of the endstop. >Z_MIN_ENDSTOP_INVERTING 1 # set to true to invert the logic of the endstop. >X_MAX_ENDSTOP_INVERTING 1 # set to true to invert the logic of the endstop. >Y_MAX_ENDSTOP_INVERTING 1 # set to true to invert the logic of the endstop. >Z_MAX_ENDSTOP_INVERTING 1 # set to true to invert the logic of the endstop. >Z_MIN_PROBE_ENDSTOP_INVERTING 1 # set to true to invert the logic of the Z_PROBE endstop. # Specify here all the endstop connectors that are connected to any endstop or probe. >USE_XMIN_PLUG 1 # 1:used; 0:noused >USE_YMIN_PLUG 1 # 1:used; 0:noused >USE_ZMIN_PLUG 1 # 1:used; 0:noused >USE_XMAX_PLUG 0 # 1:used; 0:noused >USE_YMAX_PLUG 0 # 1:used; 0:noused >USE_ZMAX_PLUG 0 # 1:used; 0:noused #============================== Home Settings ============================== >X_HOME_DIR -1 # Direction of endstops when homing; 1=MAX, -1=MIN :[-1,1] >Y_HOME_DIR -1 # Direction of endstops when homing; 1=MAX, -1=MIN :[-1,1] >Z_HOME_DIR -1 # Direction of endstops when homing; 1=MAX, -1=MIN :[-1,1] >HOMING_FEEDRATE_XY 2400 # Homing X Y speeds (mm/m) >HOMING_FEEDRATE_Z 600 # Homing Z speeds (mm/m) >HOME_Y_BEFORE_X 0 # When G28 is called,0: X home before Y; 1: Y home before X #============================= Z Probe Options ============================= #BLTOUCH 1 # 0:disable BLTOUCH; 1:enable BLTOUCH #Select for a probe connected to Z-Min or Z-Max. >Z_MIN_PROBE_PIN_MODE 1 # 0 : NULL; 1: ZMIN; 2: ZMAX >Z_PROBE_OFFSET_FROM_EXTRUDER 0 # Z offset: -below +above [the nozzle] >X_PROBE_OFFSET_FROM_EXTRUDER -45 # X offset: -left +right [of the nozzle] >Y_PROBE_OFFSET_FROM_EXTRUDER -5 # Y offset: -front +behind [the nozzle] >XY_PROBE_SPEED 4000 # X and Y axis travel speed (mm/m) between probes >Z_PROBE_SPEED_FAST 600 # Speed for the first approach when double-probing (with PROBE_DOUBLE_TOUCH) >Z_PROBE_SPEED_SLOW 300 # Speed for the "accurate" probe of each point >Z_SAFE_HOMING 1 # 0:Disable£¬1£ºEnable #=============================== Bed Leveling ============================== >BED_LEVELING_METHOD 3 # 0:NULL_BED_LEVELING; 3:AUTO_BED_LEVELING_BILINEAR; 5:MESH_BED_LEVELING >GRID_MAX_POINTS_X 5 # the number of grid points per dimension. <= 15 >GRID_MAX_POINTS_Y 5 # the number of grid points per dimension. <= 15 >Z_CLEARANCE_DEPLOY_PROBE 10 # Z Clearance for Deploy/Stow > 0 >Z_CLEARANCE_BETWEEN_PROBES 5 # Z Clearance between probe points > 0 # Set the boundaries for probing (where the probe can reach). >LEFT_PROBE_BED_POSITION 20 >RIGHT_PROBE_BED_POSITION 185 >FRONT_PROBE_BED_POSITION 15 >BACK_PROBE_BED_POSITION 210 >MESH_INSET 20 # Mesh inset margin on print area for MESH_BED_LEVELING #============================= Z_PROBE settings ============================= >BLTOUCH 1 # 0:Disable BLTOUCH; 1:Enable BLTOUCH #============================== Delta Settings ============================= >DELTA_SEGMENTS_PER_SECOND 40 #--default >DELTA_DIAGONAL_ROD 346.75 #Center-to-center distance of the holes in the diagonal push rods. >DELTA_SMOOTH_ROD_OFFSET 211.5 #Horizontal offset from middle of printer to smooth rod center. >DELTA_EFFECTOR_OFFSET 28 #Horizontal offset of the universal joints on the end effector. >DELTA_CARRIAGE_OFFSET 14.5 #Horizontal offset of the universal joints on the carriages. >DELTA_RADIUS 169 #Horizontal distance bridged by diagonal push rods when effector is centered. >DELTA_HEIGHT 302 #height from z=0.00 to home position >DELTA_PRINTABLE_RADIUS 125 #Print surface diameter/2 minus unreachable space (avoid collisions with vertical towers). >DELTA_CALIBRATION_RADIUS 100 #set the radius for the calibration probe points - max 0.8 * DELTA_PRINTABLE_RADIUS #============================== Wifi Settings ============================= >CFG_WIFI_MODE 0 #wifi mode(0:sta;1:ap) >CFG_WIFI_AP_NAME SSID #wifi name >CFG_WIFI_KEY_CODE PASSWORD #wifi password >CFG_CLOUD_ENABLE 0 #cloud service enable(0:disable; 1:enable) >CFG_WIFI_CLOUD_HOST www.baizhongyun.cn #cloud server url >CFG_CLOUD_PORT 10086 #cloud server port >WIFI_LIST_SCAN 1 #Whether to use wifi list scan (1: use, 0: forbidden) #Do not display wifi button 0: Display WiFi button 1: Do not display >DISABLE_WIFI 0 #About information >about_type:Wanahao Robin_nano35 >about_version:V2.0.3.5_BL_D12/230 >about_company: >about_email: #Suspend/resume extrusion configuration (unit: mm) >PAUSE_UNLOAD_LEN -3 >RESUME_LOAD_LEN 3 #Suspend/resume extrusion increase percentage, when 0, the item does not work (unit: %) >RESUME_SPEED 80 #Wake mode configuration >cfg_Standby_mode 0 #Whether to enable the wake-up function (0: off, 1: on) >cfg_Standby_gap_time 600 #Set to enter sleep time (unit: second) >MACHINE_PARAMETER 1 #Online parameter(0: disable, 1: enable) #end.1 point
-
Si ça sort en zigzag, je pencherais quand même pour une buse partiellement bouchée. Retente un démontage complet pour votre si il ne reste vraiment rien. Au passage, check la procédure de notre ami ici présent.1 point
-
As tu nettoyer et dégraisser au vinaigre banc ou à l'alcool isopropilique le plateau puis as tu refais un réglage plateau ? Si le filament est ouvert depuis plusieurs jours il peut avoir pris l'humidité. Il faut le mettre au four entre 30 et 40 degrés pendant 3h pour chasser l'humidité.1 point
-
Première impression sur le PEI, un peu plus chiant à régler car j'avais mes habitudes avec l'ultrabase, la à l'oeil c'est moins évident et la texture n'aide pas mais ça va très bien quant même. J'ai utilisée un pla de merde, acheté il y a au moins 6 ans en petit sachet pour le stylot 3D, aucune idée de la marque mais ça accroche sans aucun souci donc très contente surtout que normalement j'adore les ultrabase mais il est vrai que le PEI magnétique est beaucoup plus pratique. J'ai mis une calle pour ne pas bouger le endstop, j'ai récupérer un des morceaux de la base aimantée, j'y ai collée un morceau de plastique de la même épaisseur que le PEI comme ça j'ai juste à placer la calle qui tiens seule grâce à la base aimanté et pour un retour à l'ultrabase, j'ai juste à mettre la calle de côté (c'est mon côté feignante pour ne pas à régler le endstop à chaque fois...).1 point
-
Bizarre, moi il me fait toute la purge dans l'emplacement de parkage et seulement après il va sur la pièce. Et sur la J-gmaker Artist-D, les zones de purges sont directement sous les parkages, avec une brosse laiton pour enlever le surplus de matière.1 point
-
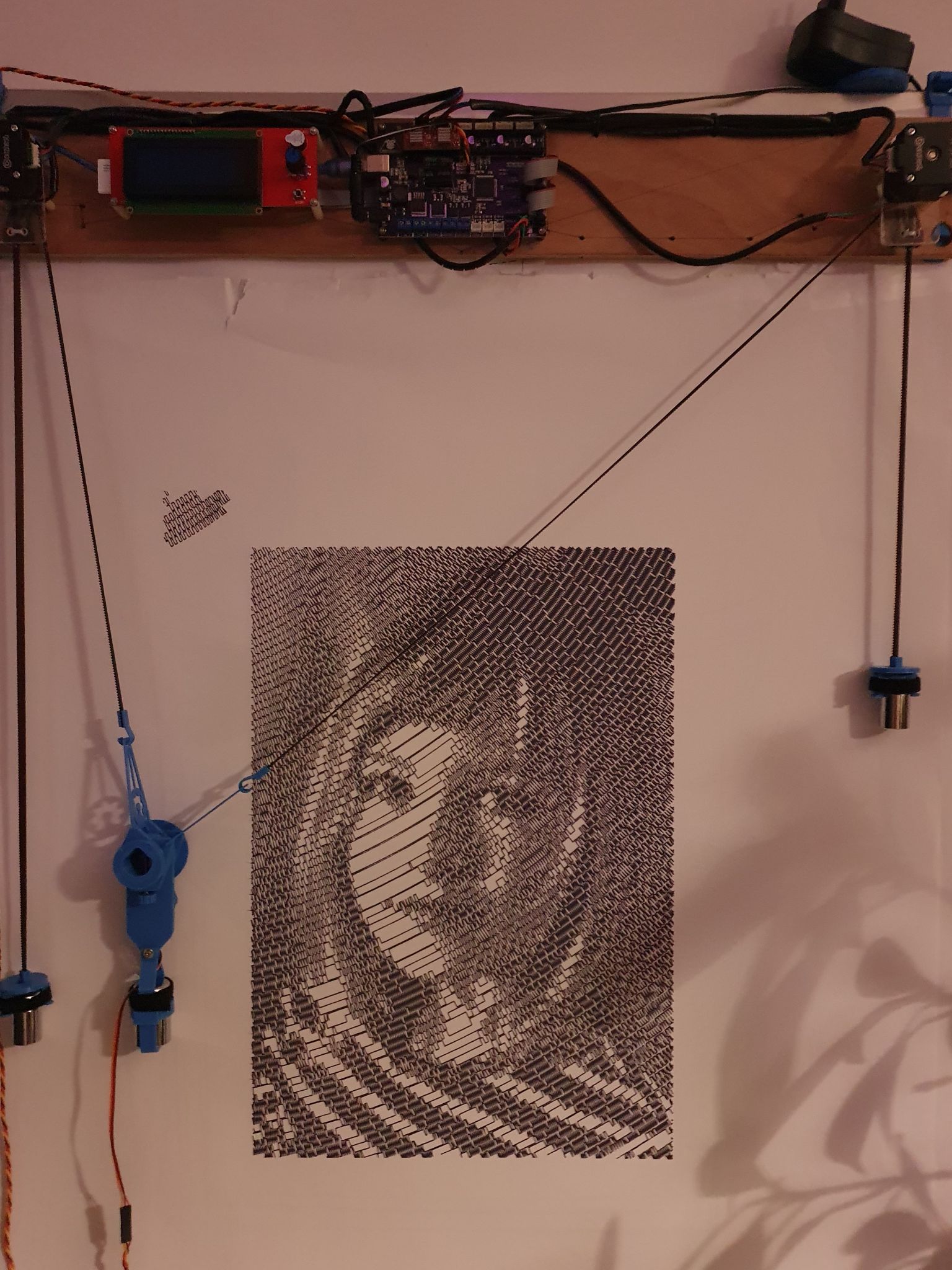
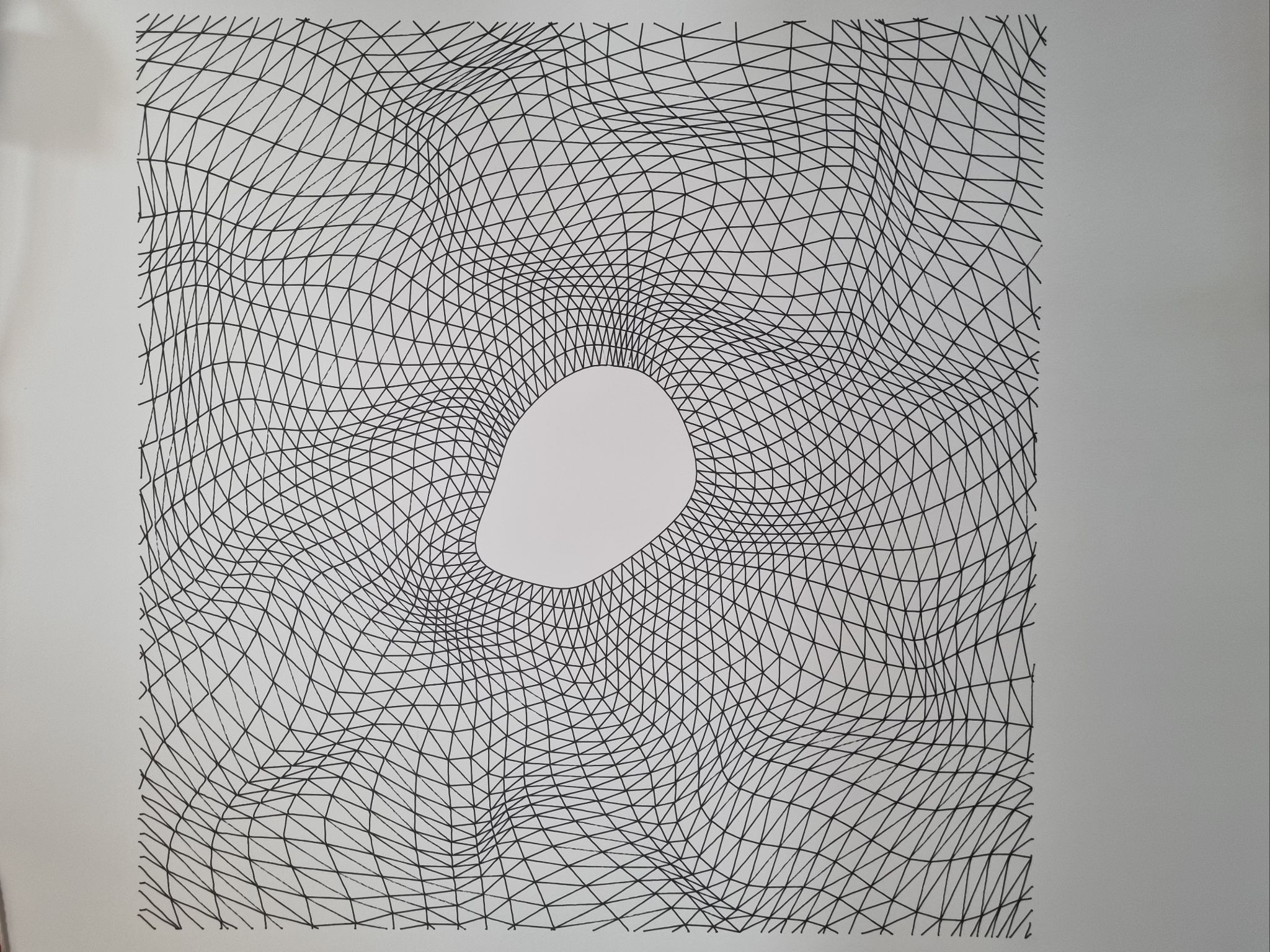
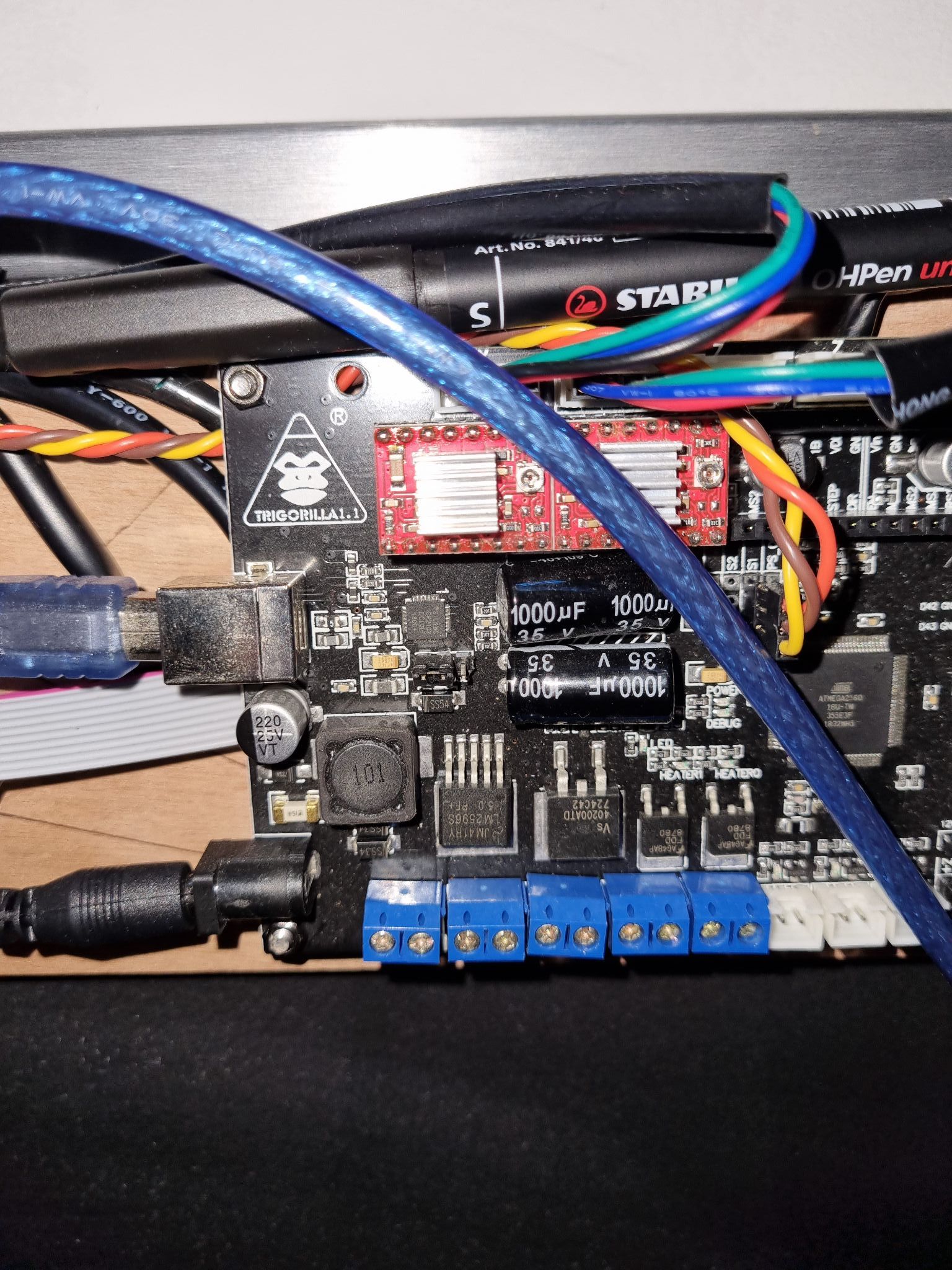
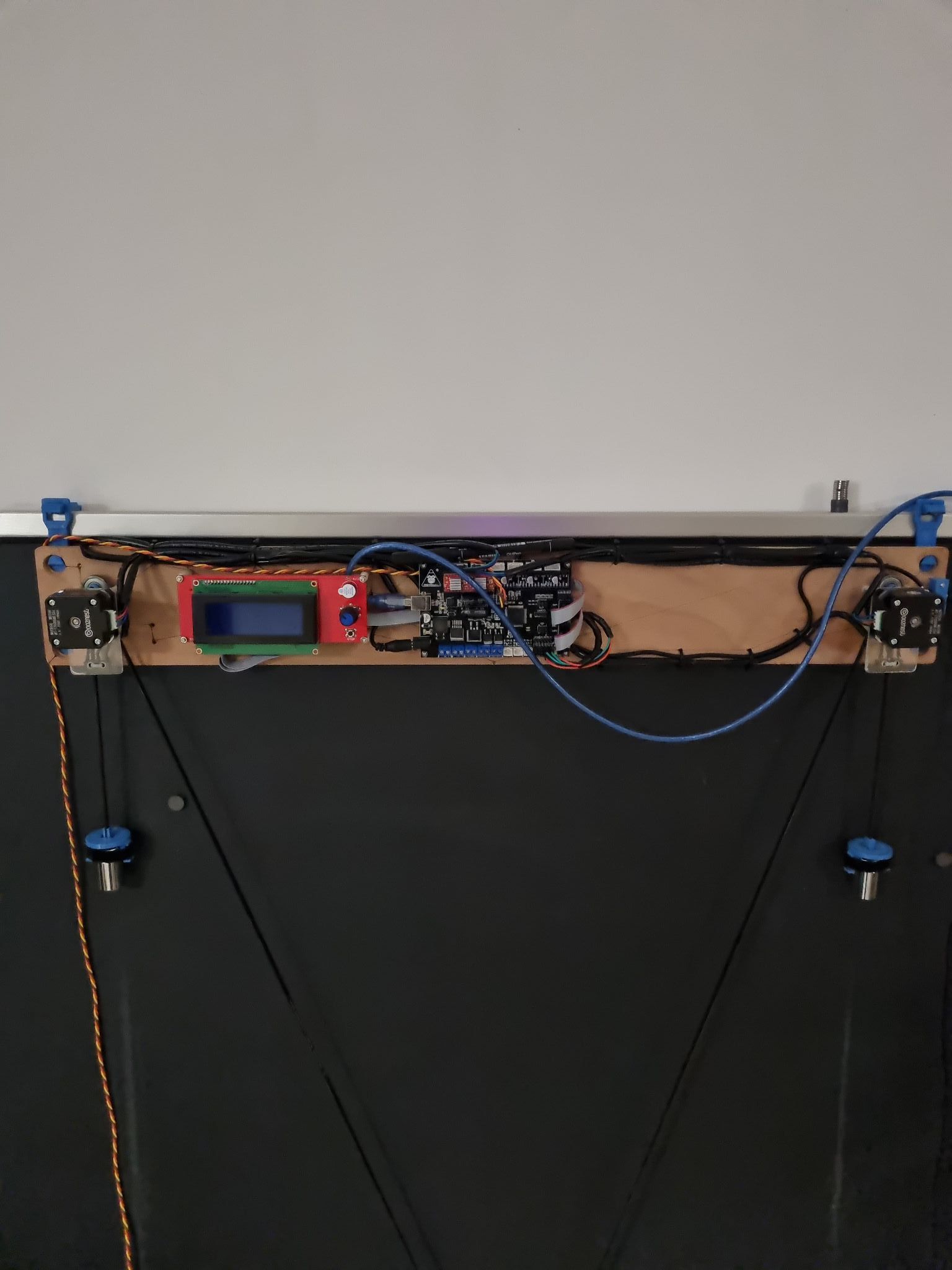
Salut à tous, je m'en été fabriqué un en début d'année: https://www.youtube.com/watch?v=9I_Ck3ea7P8 J'avais recyclé une carte mère venant d'un Anycubic Kossel Linear +. Le soucis été l'instabilité du logiciel sous Windows. Mais j'avais obtenus quelques dessins sympas, seulement en usb, je n'avais pas reussi à lancer la machine via SD Depuis quelques jours j'essaye de reconfigurer le firmware pour le passer sur la dernière version de Marlin.

 1 point
1 point -
Bonsoir à tous voila j'ai enfin eu le temps de Publié mon Github MrMagounet, vous y trouverez : Le Tuto en PDF, pour Flasher la carte mère Ruby. Le firmware Marlin Compilé. les firmware TFT BTT Patch 7 et Officiel MKS préconfiguré pour fonctionné en 250000 bauds. Ainsi que mes sources pour le Marlin de la X2. -------------------------------------------------------------------------------------- @ethan70on peux pas voir la vidéo car le forum n'arrive pas a les stocker il faut les héberger ailleurs et nous mettre un lien.1 point
-
En général je mets en chauffe et j'ouvre Cura. le temps de trancher et c'est à température. mais il faut préciser : D'une part, j'ai un plateau en 220V donc la chauffe est très rapide, même pour monter au dessus de 100°C D'autre part j'ai une ultrabase : donc quand le thermistor de la tornado à atteint la température de consigne, l'ultrabase en est encore loin.... il faut donc lui laisser quelques minutes pour qu'elle arrive à température1 point
-
Je ne préchauffe pas non plus. SAUF quand je sais que je vais faire une impression avec une matière demandant un plateau à 90 voire 110°C, comme c'est assez long, dans ces cas là j'anticipe et je démarre la chauffe du plateau pendant que je prépare le gcode. Mais c'est purement pour une économie de temps, d'ailleurs la plupart du temps le plateau n'a pas fini de chauffer quand je lance l'impression. D'ailleurs j'évite même de laisser mes machines en chauffe, ayant pour la plupart des capteurs inductifs, je sais combien ces sondes sont sensibles à la température.1 point
-
Aucun préchauffage non plus je lance le print et elle se débrouille toute seule.1 point
-
Comme @Yo'. La seule exception est la CR10 dont l'alimentation est en 12V où là je mets en chauffe le plateau une bonne dizaine de minutes avant de lancer une impression. Pour les autres imprimantes, leurs surfaces même si le lit n'est pas à parfaite température ont une très bonne accroche (PEI, verre genre Ultrabase): la condition étant un bon réglage de la distance buse/plateau et pas de traces de graisse (nettoyage régulier mais pas systématique).1 point
-
Elle sert également à la préparation des canards et oies pour les fêtes de fin d'année ? OK,
 1 point
1 point -
Salutation ! En fait là j'ai du mal a y voir un décalage de couches : https://www.simplify3d.com/support/print-quality-troubleshooting/layer-shifting/ Pour moi c'est plus un défaut d'extrusion ou de blob ! non ? https://www.simplify3d.com/support/print-quality-troubleshooting/blobs-and-zits/ Peut être un tube PTFE mal fixé et qui bouge (bien vérifier que tu a mis les clips (/ collerette de fixation) ou alors tu utilise la carte SD d'origine de mauvaise qualité ? Cela ne fera pas de mal de vérifier les pistes donné par @Patrick76 ! mais j'ai envie de proposer la lecture du sujet suivant, car je suis plus sur l'idée d'un problème d'extrusion mais je peux aussi me tromper !1 point
-
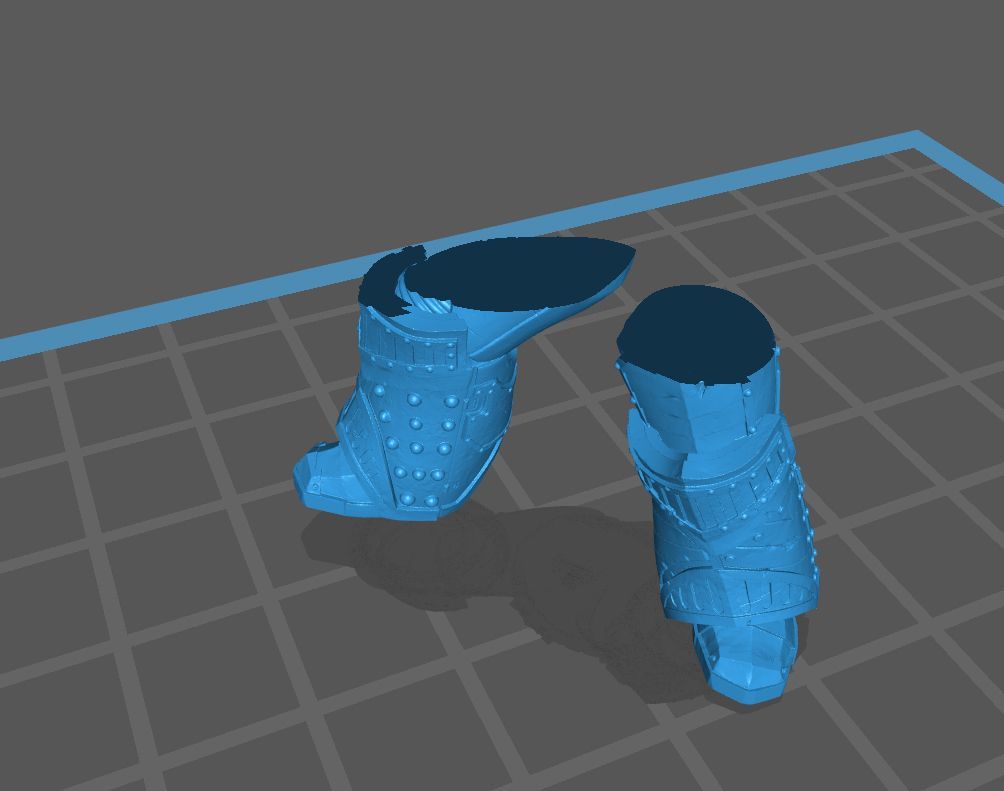
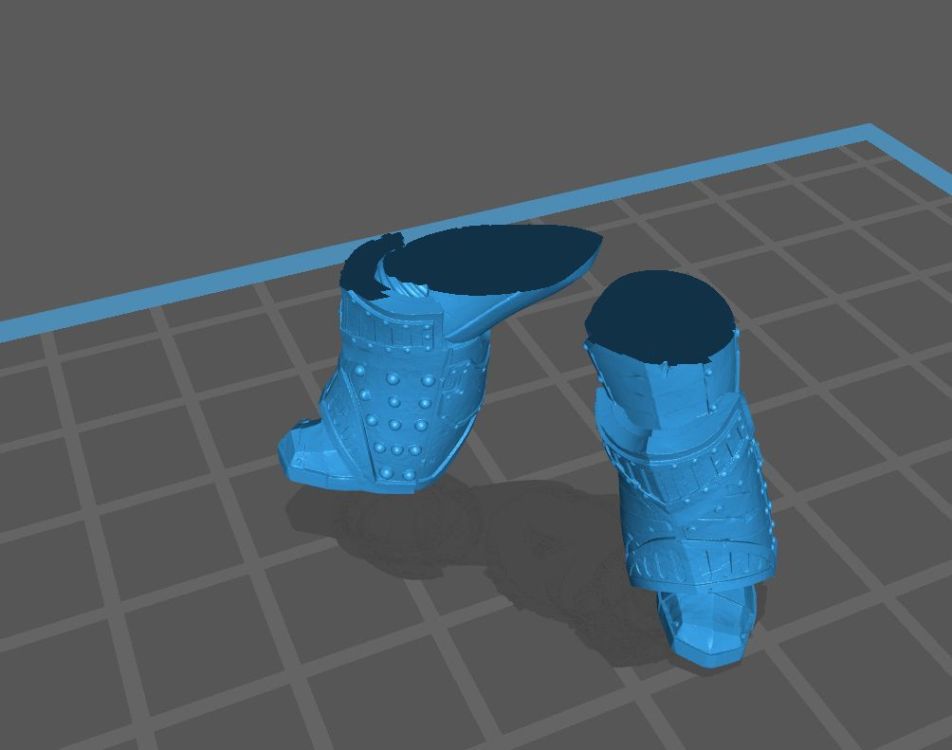
bonjour cela est faisable avec une succession d'opérations booléennes j'ai essayé avec les "legs" dans zbrush ( mais je pense que cela est possible dans un autre logiciel tel que blender) tout d'abord il faut réparer les fichiers :celui des "legs" avait plein de trous ,je l'ai fait avec netfabb dans zbrush j'ai importé le stl réparé et avec une opération booléenne (ajout) j'ai bouché le trou du pied ensuite c'est la que ça se complique .... j'ai mis un cube englobant les jambes et j'ai fait l'oération= cube moins les jambes ensuite j' ai utilisé la fonction polygroupe puis la fonction séparer >séparer groupe je me suis retrouver avec plusieurs subtools dont les legs avec les normales inversées j'ai exporté ce subtool (en le redimensionnant ) en stl dans chitubox je l'ai importé et inversé les normales j'ai ensuite enregistré le fichier en stl .......et voila bon je sais c'est un peu compliqué et peut être un peu trop capillotracté . et il doit y avoir plus simple .... mais c'était juste pour le challenge ça m'a bien amusé de faire ça .
 1 point
1 point -
Bonjour, j'ai aussi eu ce soucis, et chez moi, c'était un fichier corrompu sur la carte SD (robin_nano35_cfg.txt pour être précis). J'ai changé de carte SD pour une de marque.1 point
-
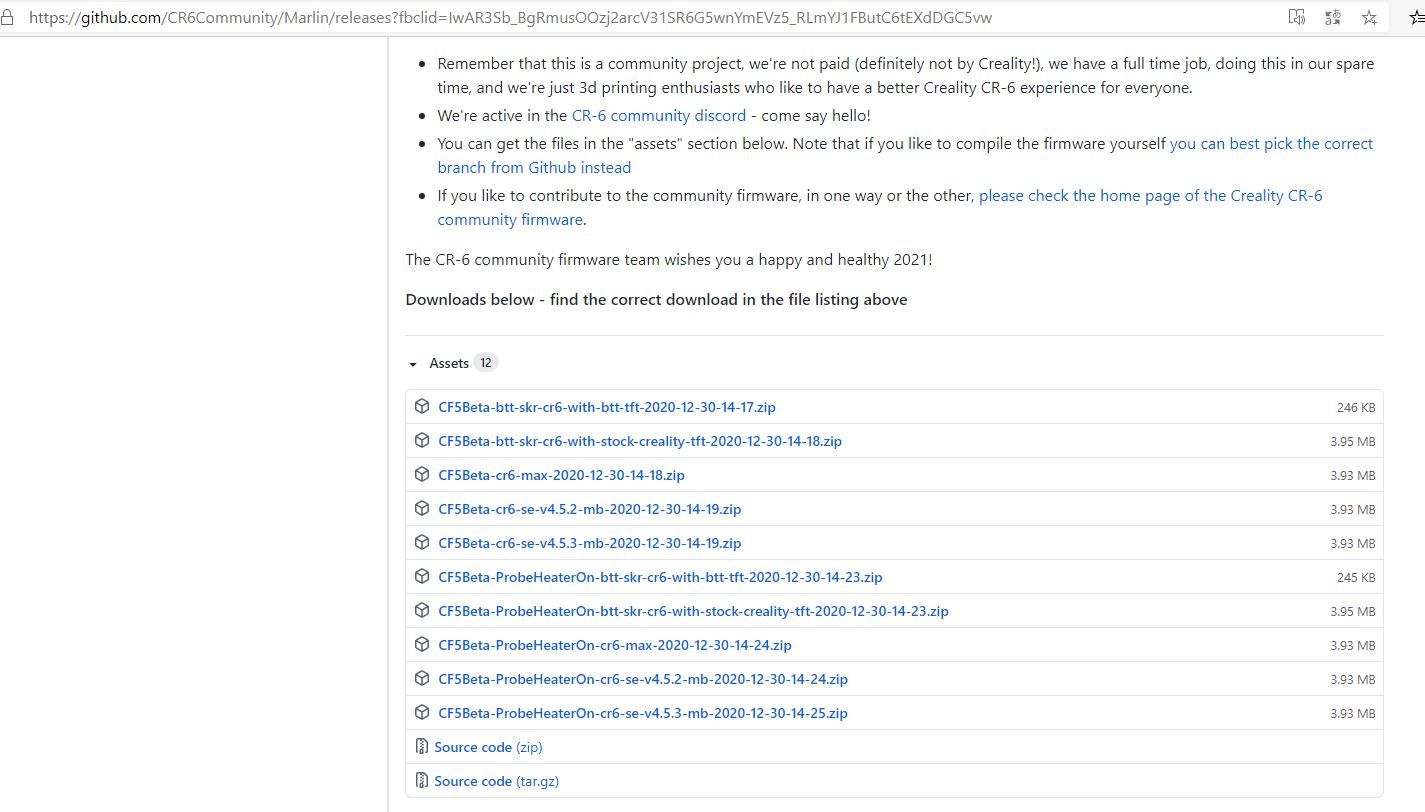
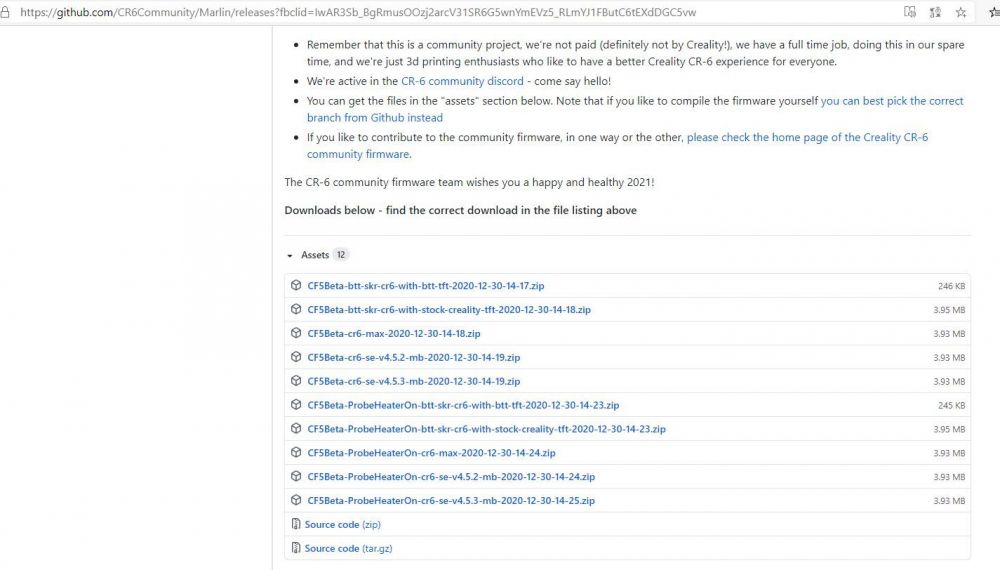
@jmatLes fichiers se trouvent là : Releases · CR6Community/Marlin · GitHub et aller dans assets. Pour flasher la carte mère Il faut mettre le firmware à la racine (seul) d'une carte Sd inférieure ou égale à 8Go préalablement formatée en Fat 32 avec taille d'unité d'allocation à 4096 octets. Tu mets la carte dans l'imprimante et tu démarre l'imprimante. Dés que l'écran est affiché avec le menu le flash est fini. Ensuite il faut enlever la carte Sd. Ensuite pour flasher l'écran, il faut une micro sd inférieure ou égale à 8Go préalablement formatée en Fat 32 avec taille d'unité d'allocation à 4096 octets. Et mettre à la racine le dossier dwin_set. ensuite faire la même procédure que la vidéo :
 1 point
1 point