Classement




Contenu populaire
Contenu avec la plus haute réputation dans 12/02/2022 Dans tous les contenus
-
J'adore. Celle-là j'aurais pu la faire et je vais de ce pas l'exporter dans mon fablab Cobois >> Ça va leur plaire à mes potes boiseux4 points
-
Certains Youtubeurs, en plus de leurs vidéos publient sur leur blog la version textuelle (exemple avec Stephan «CNC Kitchen») Il existe plusieurs modèles d'apprentissage: textuel, visuel, sonore, kinesthésique. Dans l'idéal, il faudrait offrir à chacun le choix de sa méthode préférée pour progresser mais la mode actuelle est plutôt orientée vers celles qui demandent le moins d'effort (vidéos) et «monétisables» . Je suis de la vieille école et préfère de loin un bon texte agrémenté de dessins / schémas: pas besoin de mettre en pause, on peut le lire, relire et quand on l'a imprimé, l'annoter, le surligner, le raturer… bref le faire sien3 points
-
Wikitionnaire : nom (F), machine à bois permettant de gauchir une pièce trop droite. @RFN_31 puisque tu ne veux pas de la circulaire, sauteuse, e tutti quanti, je propose une combinée à bois...3 points
-
Bonjour, Un truc intéressant à tester, publié sur le blog de Prusa : https://blog.prusaprinters.org/how-to-print-on-t-shirts_55588/ A bientôt2 points
-
2 points
-
Je constate que je n'était pas le seul à abuser de l'eau ferrugineuse à midi ...2 points
-
Étrange cette fixette sur la marque Tronxy... Le plus étonnant, ce sont les arguments utilisés: optimiser la ventilation de la tête (comme pratiquement pour toutes les marques, on ne compte plus les améliorations dispo sur Thingiverse...) changer le capteur ABL, (oui et encore à voir et pas plus que celui de l'Artillery X2 qui semble poser problème comme tu le cites) l'électronique propriétaire (Il ne me semble pas que Chitu appartienne à Tronxy alors que la Rubis de la X2 est bien une carte spécifique à Artillery avec un flashage plus que difficile...il y a quelqu'un qui heureusement a fait un tuto ) Pour l'alignement des courroies GT2 (pour la version normale on peut améliorer si on est un chipoteur comme moi mais si on achète la version Pro avec ses équivalents de rails linéaires, les alignements sont parfaits, il n'y a rien à faire). Je ne suis pas un défenseur de telle ou telle marque d'imprimante 3d mais un peu d'objectivité ne peut que faire du bien.2 points
-
Pas un support, pas un guide mais pour le reste, ce n'est pas mal... Oui... On se rapproche avec ces deux réponses... Et qui est Tom Pouce ? ... un nain connu !2 points
-
Coucou Captain66, J'ai moi aussi été confrontée à ce problème de pause pour mettre en place des écroux noyés. J'ai dans un premier temps vérifié que mon imprimante acceptait le gCode de pause (M0). Et je ne me suis pas trop prise la tête, j'ai édité le gCode à la couche juste avant celle qui recouvre mes écroux, j'y ai placé tout ce dont tu parles : le BEEEEEEEp ;o), la remontée Z et l'écartement Y. Il faut faire en sorte que le redémarrage après pause se fasse sur un périmètre intérieur ou au mieux sur un remplissage ainsi l'aspect extérieur de ta pièce ne sera pas impacté par une coulure ou un "blop" ;o) J'ai donc tout fait à la main, pas de pleuguine ;o) rien du tout et ça marche tout bien. Faut juste maîtriser un chouïa le gCode. A ta portée, je n'en doute pas . Bises. PS : exemple de gCode "Pause" à intercaler dans ton gCode d'impression. ;-- Start Pause -- G1 X0 Y200 Z100 F9000 M300 S1000 P3000 M0 ;-- End Pause --2 points
-
C'est une version custom de la dégauchisseuse : avec tables déréglées ! Il y a régulièrement des gens qui achètent des dégauchisseuses avant de les transformer en dédroitisseuses ...2 points
-
Pas dans un flipper, rien à voir avec un jeu Pas non plus pour un rabot ni une dégauchisseuse... je ne sais pas pour la détroitisseuse mais ce n'est pas fait pour ce drôle d'outil qui m'est inconnu ... ça a un rapport avec un outil lié au bois (mais indirectement) Je dois être aussi clair que @hyoti2 points
-
Pour un rabot à bois, degauchisseuse ou dedroitisseuse un truc dans ce genre2 points
-
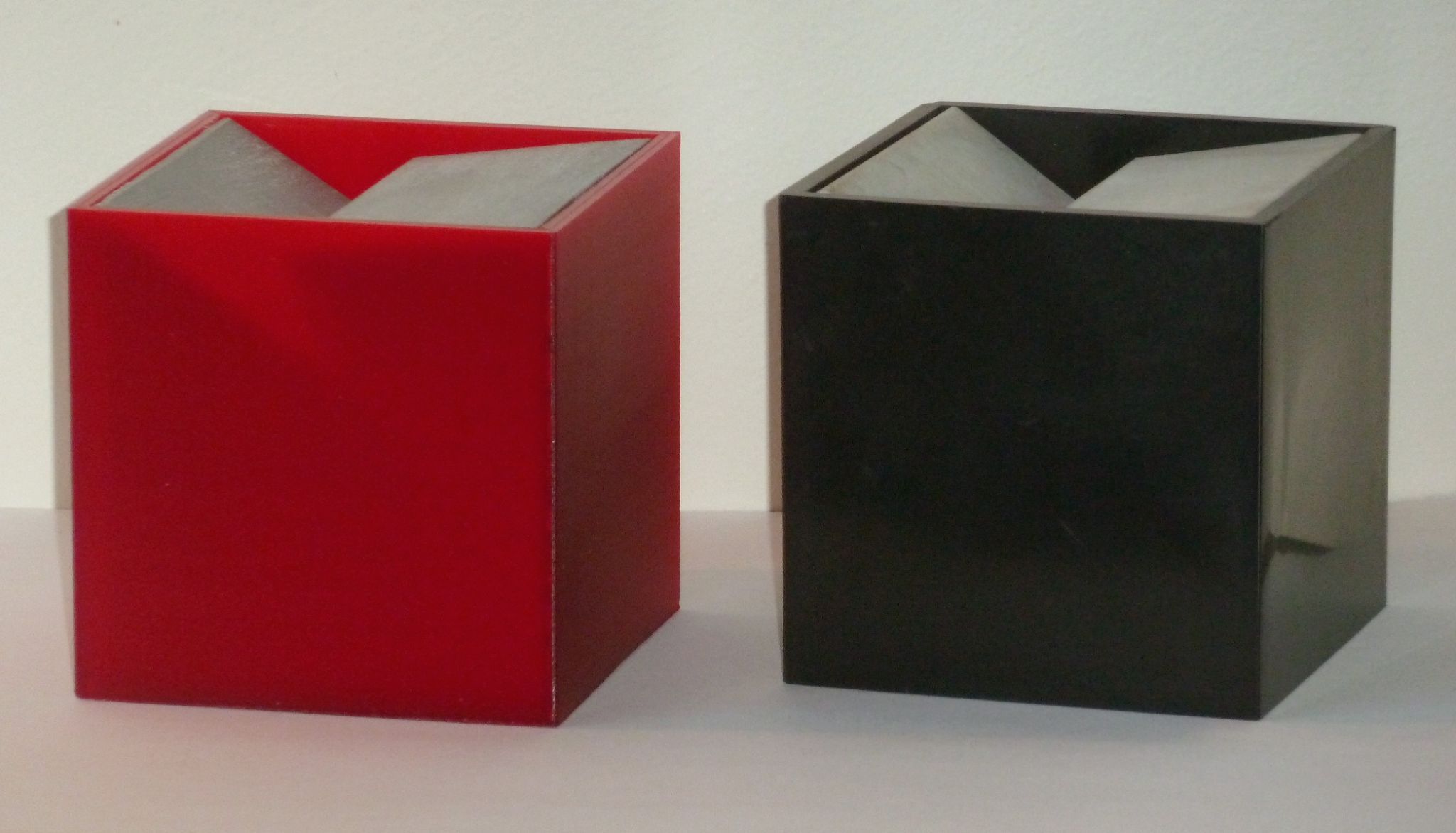
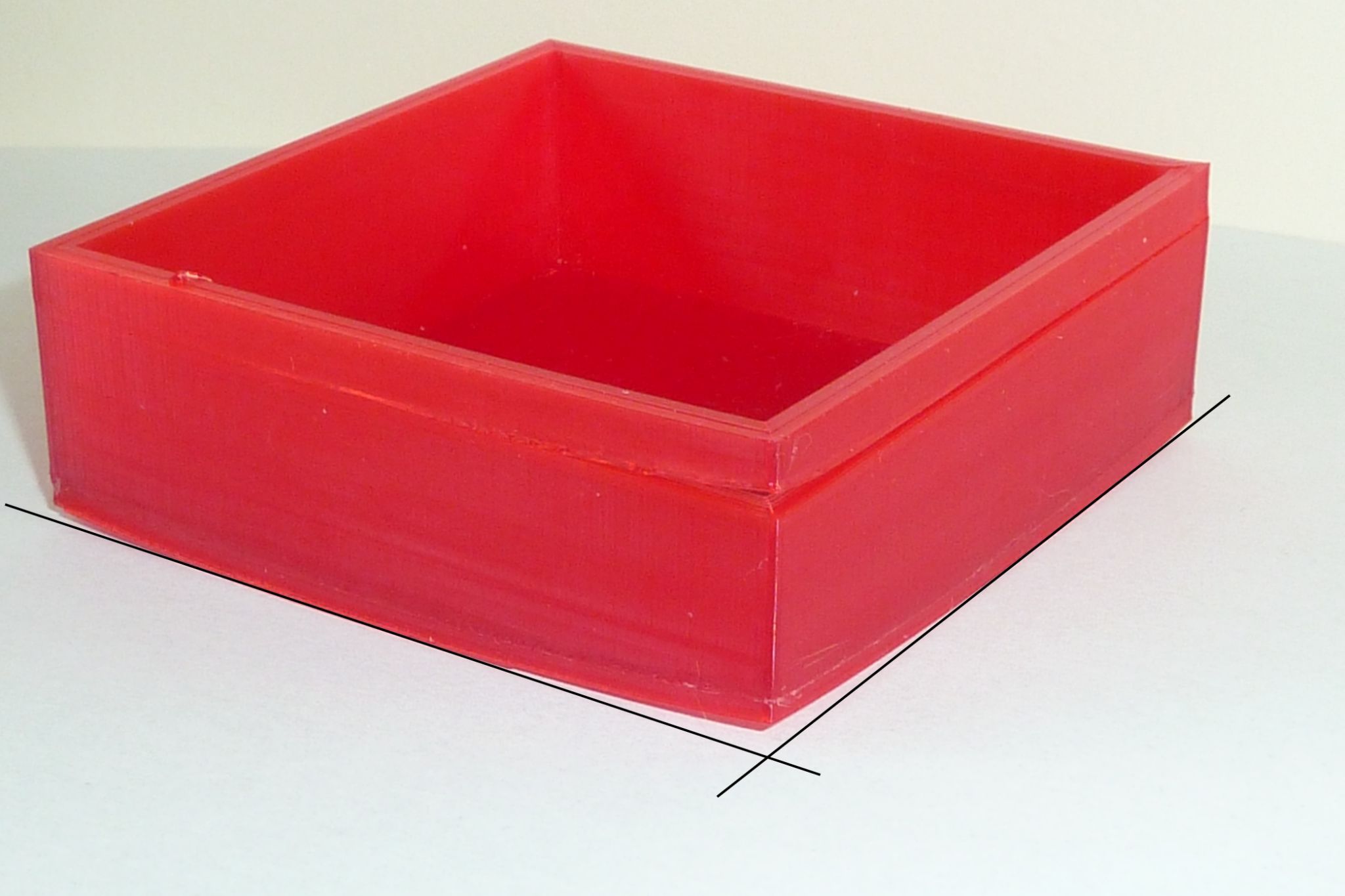
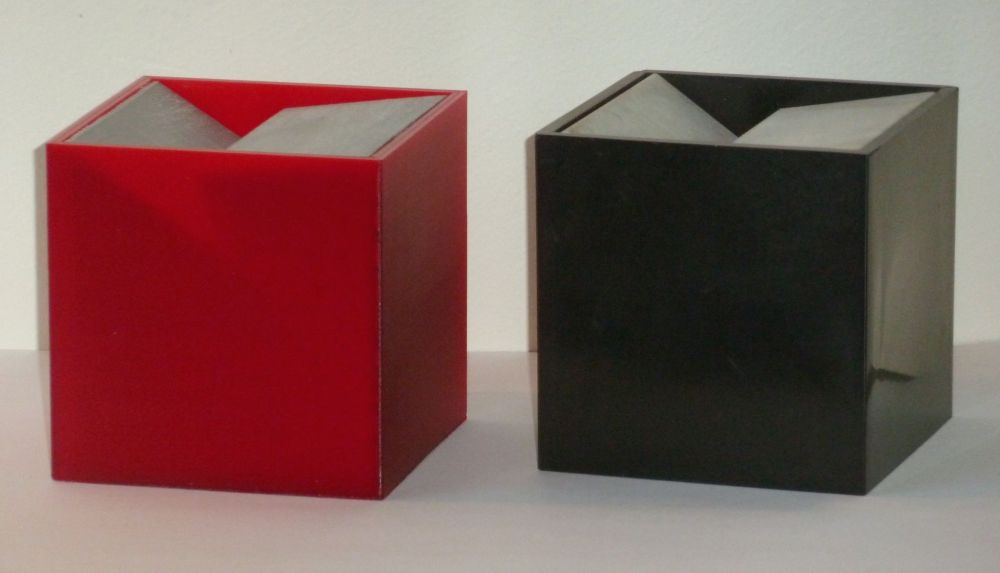
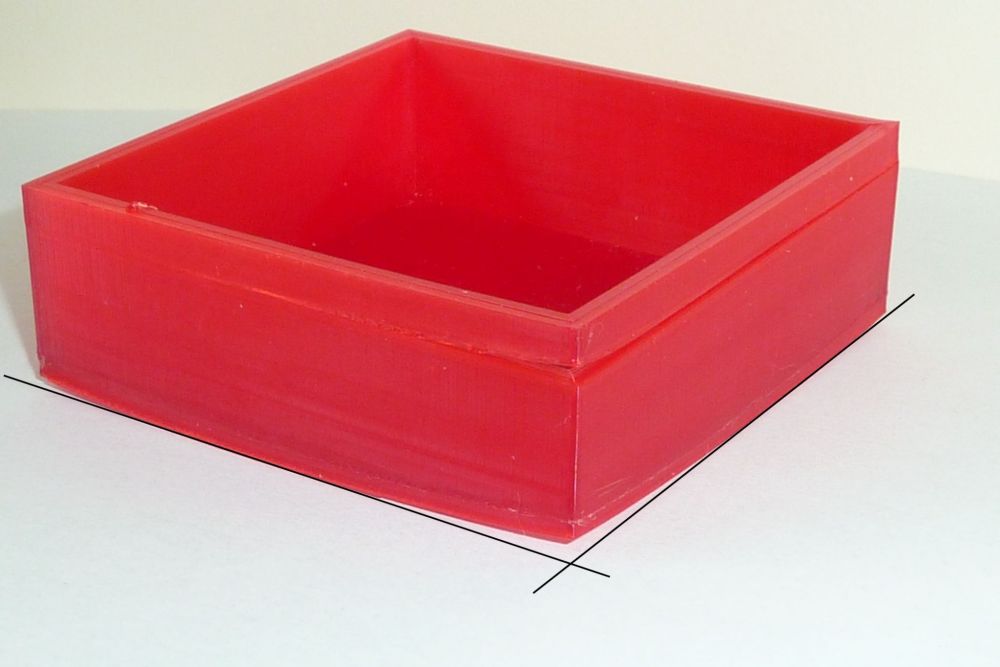
Bonjour le monde, En complément du (morceau de) fil Voici le résultat : A gauche, mon reboot en PETG, à droite l'original (l'insert est en PLA+ que j'ai poncé pour obtenir un look "aluminium brossé") Pour le PETG j'ai fini par utiliser une t° de buse à 240°C et plateau à 80 (plateau que j'ai retourné du côté lisse), car j'ai eu pal mal de difficultés au départ, après de petits essais (avec de petits objets ), j'ai revu mon ambition à la hausse et j'ai commis ça : Pour la base, je me doutais un peu de ce qu'il fallait régler (t°, 70 plateau, 230 buse au départ)... mais pour le warping en hauteur (après 25% déjà imprimés, 1 face n'a pas été touchée), QUID ? J'ai augmenté les t° et réduit la ventilation de 70 à 50% progressive à partir de 20mm de haut. Et j'ai eu mon cube Mais je ne suis pas absolument convaincu que j'ai fait ce qu'il fallait pour ce warping à retardement. Qu'en pensez-vous ? J'ai oublié de préciser le filament : https://www.3djake.be/fr-BE/3djake/petg-rouge-transparent-1?sai=3379
 1 point
1 point -
Bonjour, Après quelques essais de lithophanie en FDM (en ABS avec Prusa I3 MK2s), j'ai voulu tester en SLA (avec une Anycubic Photon S et la résine standard grise Anycubic) En effet, je m'étais aperçu que les pièces en résine étaient translucide en faible épaisseur. Le résultat est sympa, mais j'ai fait une erreur en ne tenant pas compte de l'effet ventouse. La lithophanie précédemment faire en ABS (avec acétone smoothing) : La même, en plus petit, en résine : Les détails sont beaucoup plus fins et plus précis, et le rendu des niveaux de gris (contraste) meilleur ! On constate que l'effet ventouse a fait se déformer la pièce en cours d'impression pour laisser passer la résine puis l'air : => pour imprimer correctement cette pièce, j'aurais dû prévoir des encoches à la base, pour laisser circuler la résine puis l'air. Je suis impressionné par la largeur de l'ouverture, et je me demande quelle devra être la surface totale des encoches. Mine de rien, j'ai eu de la chance que la pièce se déforme, sinon, à la fin de l'impression, tout le volume de résine liquide emprisonné dans la pièce se serait déversé d'un coup lors de la remontée et ça aurait fait un sacré carnage dans l'imprimante et sur mon plan de travail... A bientôt



 1 point
1 point -
Je ne dis pas que l'imprimante est bouse a benner je dis juste attention pour un débutant c'est pas l'idéale. Je parle de ce que j'ai vue sur la Tronxy en version 400x400 et rail lineaire : - Sur celle que j'ai vue acheter par la personne en question en Décembre Dernier l'alignement des Poulies était pas bon mais alors pas bon du tout, après cela c'est corrigé sans soucis en imprimant des pièces qui ont permit de repositionner les Poulies et après pas de soucis tous était parfait. - Cela reste un Carte Propriétaire pour moi car environnement fermer bootloader fermer, mais en effet c'est abus de langage, après la Artillery Ruby je suis pas forcement un grand fan non plus, mais en soit que ce soit pour la tronxy ou la Artillery ce n'est pas rédhibitoire pour 80% des acheteur potentielle. - Alors pour le capteur de nivellement je suis 100% d'accord celui de Artillery leur super 3Dtouch est bien pire que le capteur capacitif de Tronxy tu as raison, c'est pas mon capteur préférer mais il reste bien meilleur que le 3DT Artillery. - Pour la ventilation tu as raison pour toute imprimantes c'est modifiable et imprimable Ma réponse était plus une recommandation pour quelqu'un qui commence l'impression 3D d'être prudent, après il y a pire aussi comme machine mais aussi des machine plus simple a appréhender pour débuter.1 point
-
Un outil pour affuter les tondeuses pour chiens ( les chiens à bois bien sûr) ?1 point
-
ça va devenir de plus en plus dur pour trouver quelqu'un qui sait décrypter un dessin technique avec des hachures.1 point
-
Je rentre à la maison et vais imprimer une tour de température, je vous tiens informé Du coup c’est à 205 où le résultat est le meilleur, je reçois demain ma livraison de PLA et vais relancer une nouvelle tour1 point
-
Ha, donc, Perrault, Grimm, Andersen &co n'ont plus de secrets pour toi ... ça aide pour le schmilblick... Je connais une histoire avec un rouet (en bois)... Je sors...1 point
-
pour positionner la lime à ongle du grand ogre des bois, qui poursuit le petit poucet ...(le gamin de petite taille) pour affûtage1 point
-
Un truc-machin pour bloquer le ciseau à bois sur un bazar-bitoniau afin de l'attaquer à la meuleuse d'angle pour lui rectifier le fil1 point
-
Depuis la X2, je crois que le cube test imprime plus bas a présent 210 ou un truc du genre. Mais oui j'imprime le PETG a 230°c perso surtout que ma tête est full Cuivre ce qui demande a mettre une température cible un poil plus basse.1 point
-
Des ptis nains quoi... (oui, je sais : plaie au nazem) Cela allait arriver ça...1 point
-
Avec des hommes de petite taille.1 point
-
Wrapping Souvent utilisé à tord pour désigner le Warping. Le wrapping, littéralement traduit par 'emballage', est l'action de déposer un film de protection sur la carrosserie d'un véhicule. Source de l'image Dans sa forme courte, un wrap désigne de la nourriture enroulée dans une pâte. Source de l'image Retour au sommaire du glossaire

 1 point
1 point -
yes ce ne sont pas des hiwin mais comparer a celle d 'origine c'est du bonheur 62€ x3 :( ce message est pour moi ?1 point
-
Canada, Finlande,... Non Non plus... Non mais il y a de l'idée... Pour info, je viens de l'utiliser pour préparer mon activité de cette après-midi...1 point
-
Un porte sécateur pour couper les branches des arbres ?1 point
-
Non, le schmilblick va sur un outil qui ne travaille pas le bois mais électrique. Mais pour faire quelque chose qui permet de travailler sur du bois... Dit autrement, s'il n'y avait pas de bois, le schmilblick ne sert à rien... quoi que, dans certains pays, ce n'est pas le bois qui est travaillé... Je sais, c'est clair comme de l'ébène !1 point
-
Ventilateur d'extrusion, tu parles de celui qui souffle en permanence sur la tête ? (Et non sur la pièce). Attention de ne l'arrêter que quand la tête est froide, sinon tu risques des soucis de bouchage. La chaleur remonterait trop haut dans la tête et ferait fondre le filament alors qu'il doit rester solide à cet endroit.1 point
-
Bonjour, Je pense à un truc qui serait pas mal... Imprimer une figurine creuse, mais dont l'épaisseur serait variable, de façon à pouvoir faire ressortir le relief et/ou faire apparaître des motifs avec un éclairage intérieur Qu'en pensez-vous ? Evidemment il y a des contraintes, il faudrait que la figurine soit plus du type "nain de jardin" ou "chien buddy" que "poupée barbie" A bientôt1 point
-
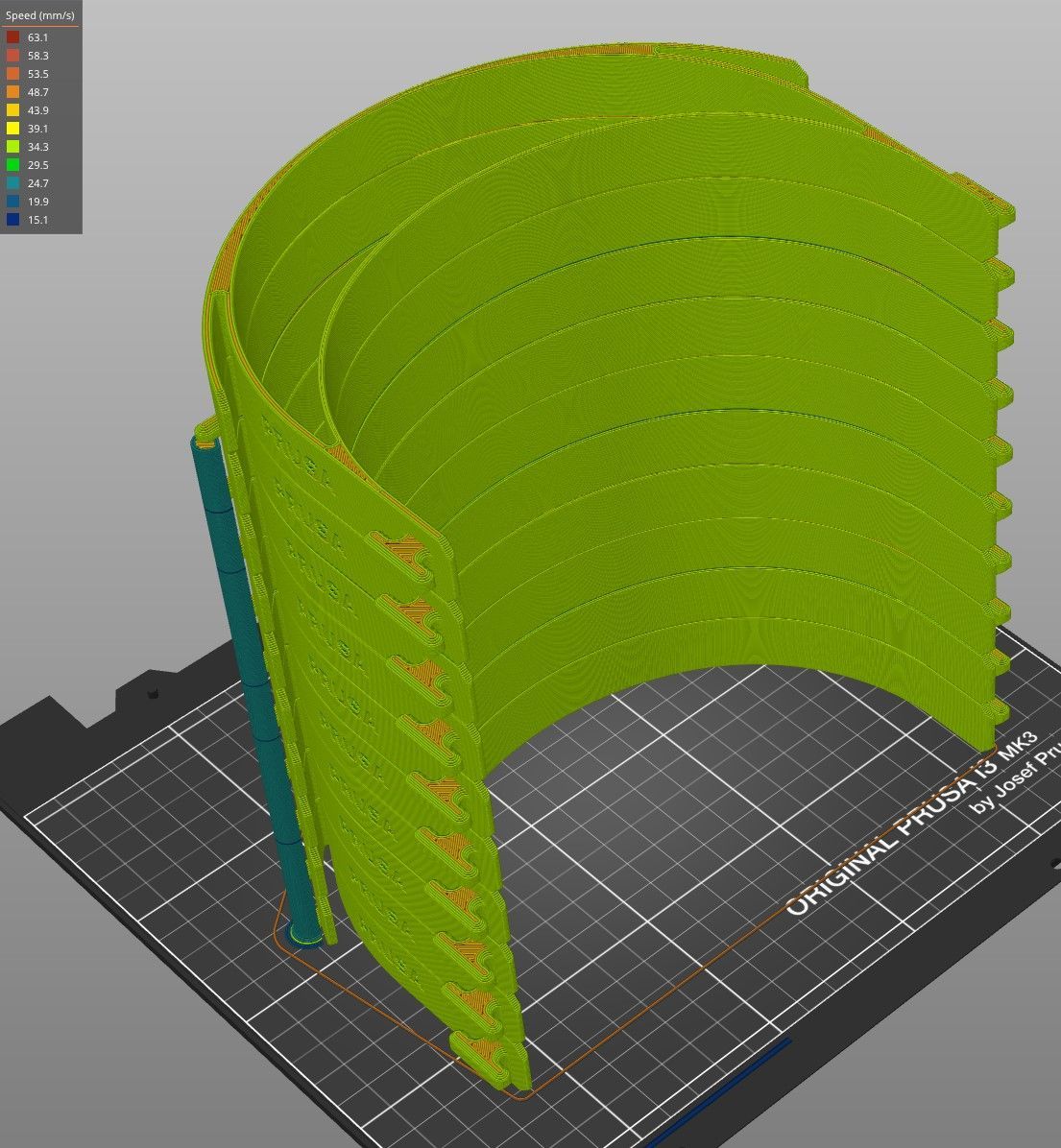
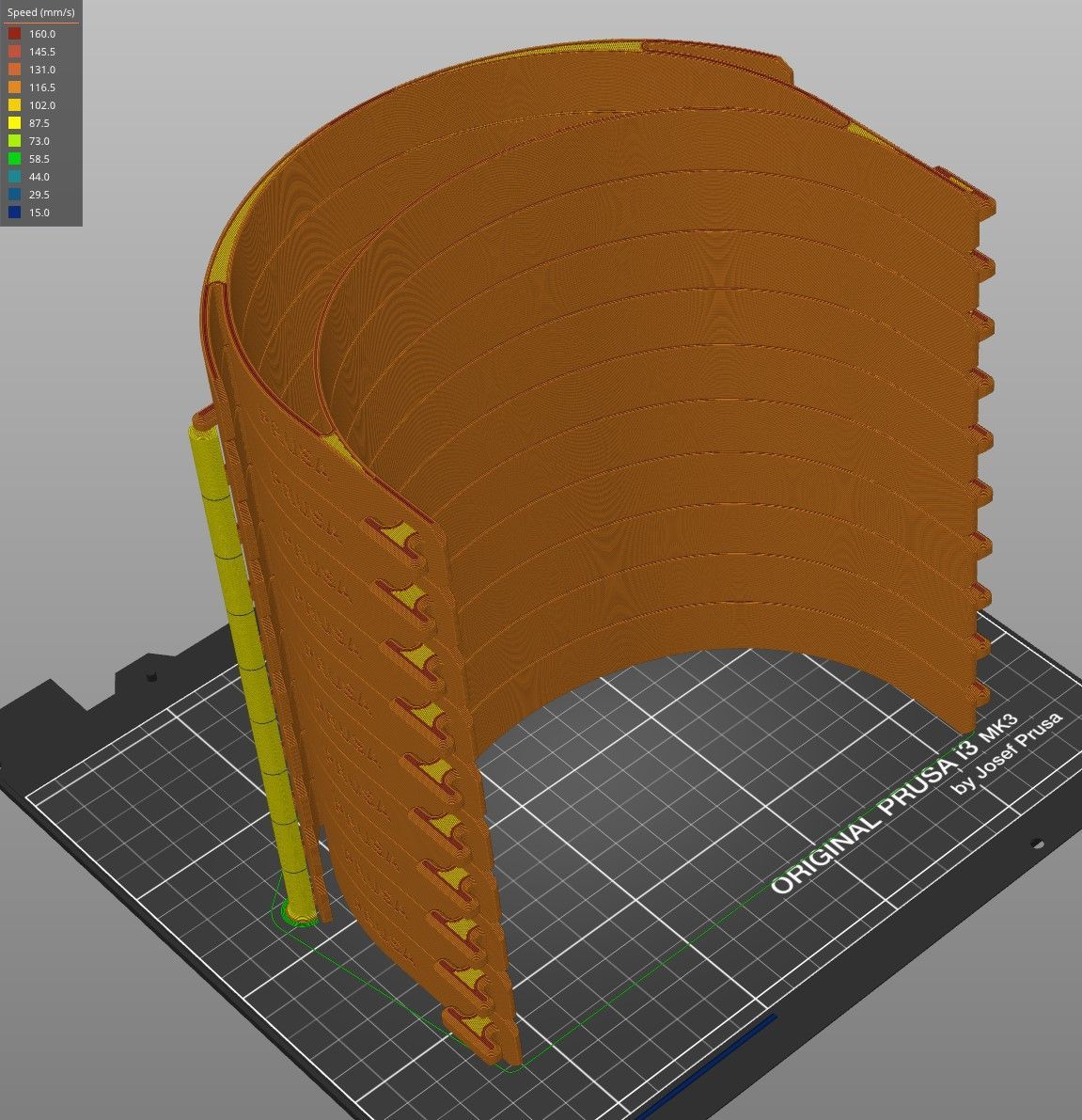
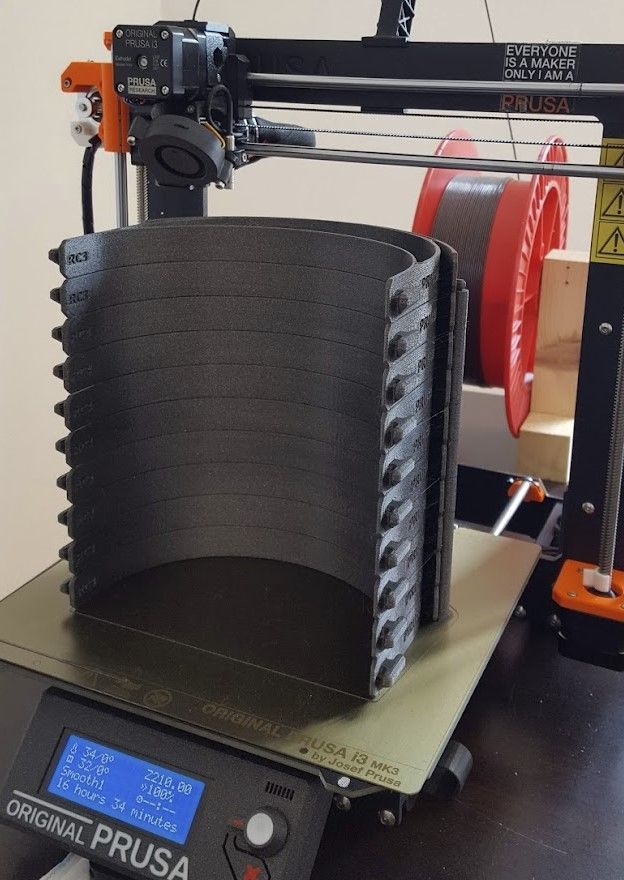
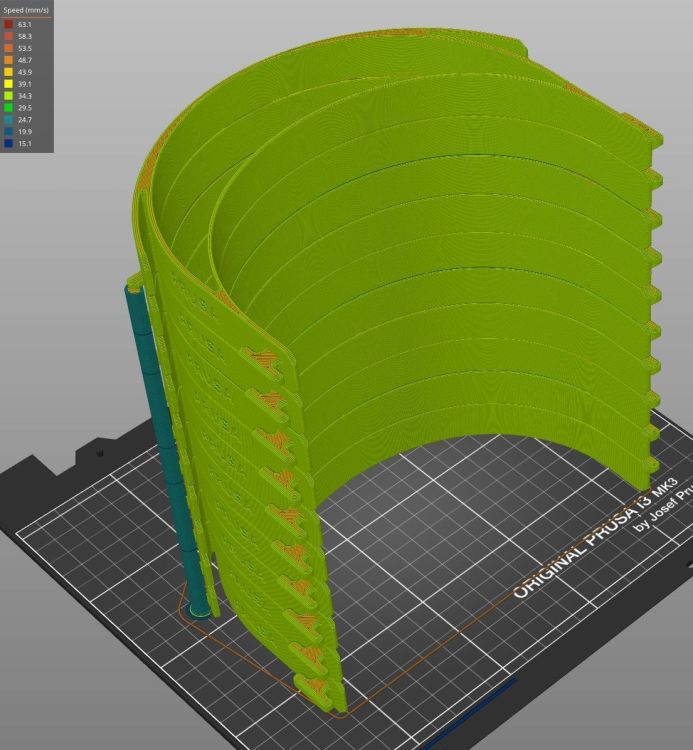
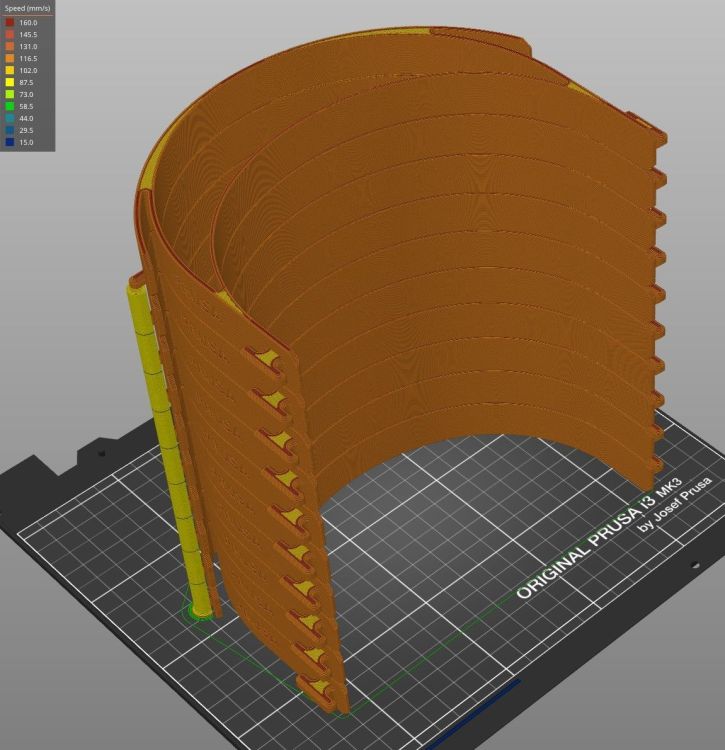
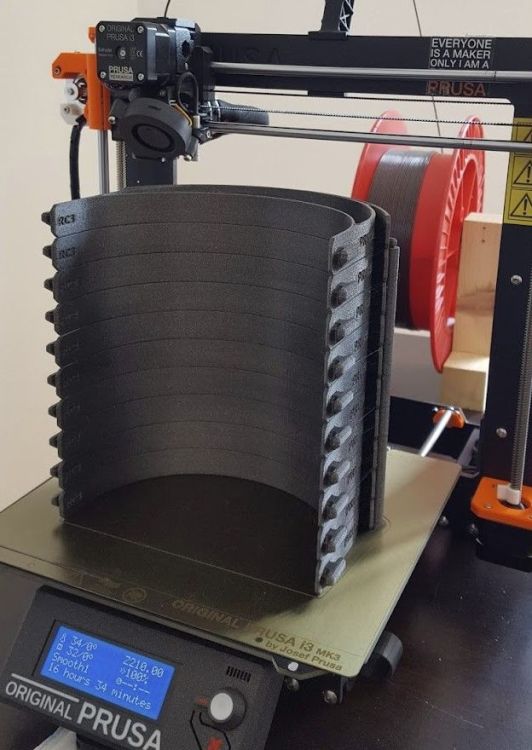
Lors de la période visière, tout le monde cherchait à imprimer le plus vite possible. Ce qui était important, et qui est toujours valable à mon avis, ce n'est pas la vitesse maximum atteignable par les axes, mais le temps d'impression minimum pour une pièce donnée. Ce n'est pas la même chose. Comme je l'ai dit plus haut, il y a tellement de conditions qui font que la Vmax ne veut rien dire en pratique. Si on continue l'analogie avec la voiture, on vend toujours des gros SUV qui peuvent dépasser les 250km/h. Une condition pour atteindre cette vitesse c'est d'avoir la route adaptée, mais en France c'est inatteignable, ou ça ne dure pas longtemps. A côté on vend des voitures électrique limitées à 160km/h, mais qui atteignent le 0-100km/h en 5sec, beaucoup plus fun au péage . Bref, si je peux donner un exemple concret, j'ai quelques images. Une pile de visière, comme j'en ai imprimé des dizaines. J'en ai tellement imprimé que j'ai du descendre mon offset de plusieurs dixièmes au fil du temps, dû à l'usure de la buse. Cette pile sortait en ~16h, et si on regarde les vitesses, le max n'était que de 160mm/s, et pas partout. Alors que les déplacements à vide sont de 200mm/s... Concernant la qualité, forcément cela a un impact, on voit du ringing. Les cheveux d'anges sont dues à la température élevée et au filament recyclé. La limite que j'atteignais était bien celle du débit maximum de filament que pouvait encaisser ma hotend. Impossible d'aller plus vite sans avoir de sous-extrusion. Tout ce qu'il m'a été possible de faire ensuite, c'est de passer sur une buse de 0.6mm et de travailler avec des couches plus épaisses. Je n'ai pas réduit le temps d'impression de beaucoup (essentiellement économisé sur les déplacements à vide), mais j'ai drastiquement réduit la vitesse max à 65mm/s. Pratiquement le même temps d'impression, mais la machine qui souffre moins.

 1 point
1 point -
Je confirme ton trait est ce qu'on appelle une purge et il est totalement translucide donc signe d'une buse trop proche du bed. Alors il faut revoir le réglage buse/bed et on le fait toujours a chaud d'impression avec un ticket de CB dans l'idéal et on retire le filament pour pas que ça suinte avec une buse propre sinon le réglage sera faussé.1 point
-
Outil tranchant électrique ou (É)manuel.1 point
-
salut, la buse touche le plateau je pense ,pour ta question 1 donc règle la hauteur et le parallélisme du plateau par rapport a ta buse. sa réglera peut être aussi ton 2eme probleme1 point
-
Le soucis du poussin peut être lié a un temperature trop importante et dans ce cas mauvaise gestion des overhang.1 point
-
A c'est du PETG moi je suis a 30% maxi de ventilation sur le PETG, parfois 20%. Le PETG est sensible au warping quand tu ventil.1 point
-
C'est dans un flipper ? (pas le dauphin hein! je veux dire le jeu ...) ? Est-ce que c'est associé avec un ressort ? (je pense toujours à rien ..c'est pour faire avancer le chilim ... comme vous dites là ...)1 point
-
alors dans ma quête de silence (enfin plutôt celui de mon épouse...) j'ai mis un 4020 noctua avec un réducteur de tension 24v - 12v. le 4020 a plus de débit d'air et est plus silencieux. Et effectivement on n'entend plus rien. Ça passe, c'est juste, mais ça passe. par contre chez moi le ventilateur est devant je ne sais pas si ça passe en étant derrière. Et 2 ventilateurs 5015 réglé en générale à 60% voir plus selon les pièces que j'imprime. Très silencieux ainsi. De plus le vendeur des 5015 est sérieux, l'un des deux a commencé à faire beaucoup de bruit au bout de 2 jours, après contact avec le vendeur, celui-ci m'en a envoyé 2 autres sans problème. Si ça peut aider à résoudre des problèmes de couples lié à la SR...1 point
-
A l'heure où l'on parle de sobriété énergétique, publier une vidéo, la laisser sur des serveurs et la consulter est énergivore. La présentateur a tendance à s’écouter parler et surtout chercher de l'audience. La plupart du temps, quelques schémas ou photos et un fichier texte auraient suffit. Je me souviens, en particulier, d'une vidéo dans une des chaines citées dans le premier message et sur laquelle j'ai fait de nombreuses pauses pour noter dans BlocNote les valeurs à mettre dans configuration.h avant de compiler le firmware Marlin de mon imprimante. C'est là que je me suis dit que ce simple fichier texte était suffisant. Évidement, il y a des vidéos utiles et surement indispensables mais pas toutes.1 point
-
Personnellement, je ne suis pas un fan des vidéos Youtube.... Les vidéos sont rarement datée.... Donc on a de la misère à vérifier si la vidéo est d'actualité ou préhistorique (ce qui arrive tres vite dans le domaine 3D) Et les vidéos qui ne sont pas d'actualités, ne sont jamais mise à jour, et meme jamais retirée.... Au moins avec un forum comme celui-ci, tu sais tres bien à quoi t'en tenir, et c'est facile de mettre l'infos à jour !!1 point
-
A partir du passage de la jambe j'ai serré les jambes1 point
-
Une petite surprise sympa ce soir quand je suis allé sur le site prusaprinters => mon jeu dans leur vidéo d'impressions de la semaine . https://youtu.be/MSR-FhjPgpM1 point
-
je tape l'incruste, comme je l'avais dit voila mon schmilblick imprimé à l'emploi. je sors....
 1 point
1 point -
@Patrick76 Puisque tu dit avoir été modérateur sur d'autre fora, je suppose que tu as dû avoir affaire à des personnes de ton genre Pour moi, la demande de compléter ton profil avec ton imprimante, sert principalement quand un utilisateur lis tes propos => ça lui permet de connaitre la pertinence de ceux-ci Donc, si tu souhaites faire appel aux administrateurs de ce forum ( @Motard Geeket @Julienau cas où tu ne le saurais pas), libre à toi, on dirait le comportement de mes anciens élèves, «maître, Machin, il a pas été gentil avec moi…»… infantile et étonnant de ta part dont le grand âge (le 76 de ton pseudo) devrait t'avoir permis d'acquérir de la sagesse. Autant tu peux être pertinent dans l'aide que tu apportes, autant je n'arrive pas à comprendre ta volonté d'avoir le dernier mot sans jamais apporter de liens / articles étayant tes arguments. Concernant mes connaissances des firmwares, je sais que je ne sais pas tout mais pour avoir étudié le code permettant de tracer des arcs, je continue d'affirmer que sans changement de celui de ton Anet A8, il n'est pas possible que celle-ci en produise avec où sans l'option «Arc Welder». Mais je ferai amende honorable si / quand tu me prouvera par A + B que tu y arrives. Juste une dernière chose, en tant que modérateur, la discussion étant désormais devenue stérile et l'utilisateur initiateur du sujet ayant obtenu sa réponse, je clos ce sujet.1 point
-
Je vous laisse trouver j'ai fait le plus dur.1 point
-
Vu comment le fil a fortement dévié depuis la demande initiale, je verrouille.1 point
-
Merci à vous pour l'aide lors de la mise au point, je suis halluciné par le monde de personne qui cherche cette pièce même à travers l'europe Grâce à ce travail, des dizaines de cafetière Magimix sont réssucitées. Si jamais vous entendez parlé d'une autre pièce qui est dans le même situation, je suis prêt à mettre à votre disposition mes compétences Claude1 point
-
Non les réponses aux questions ne sont pas visibles: tu les lis où toi ??? Donc chacun doit poser la même question pour avoir un MP ??? Je comprends pas trop cette logique mais ça ne donne pas envie.1 point
-
Bonsoir @maccoa Si tu veux le tester, c'est par ici: https://github.com/Jyers/Marlin/releases/tag/v1.3.0 Comme @fran6p te l'a signalé plus haut, c'est du Marlin. Attention, bien choisir la version correspondante à ta configuration, pour les firmwares pré-compilés. Si tu as déjà compilé tes firmwares, prends les sources à la fin et adaptes à ta sauce. Un peu de lecture de ce PDF rédigé par l’un des auteurs peut être utile. Bons prints ! FIRMWARES ENDER 3 V2-v123d-rev1.pdf1 point