Classement




Contenu populaire
Contenu avec la plus haute réputation dans 25/08/2022 Dans tous les contenus
-
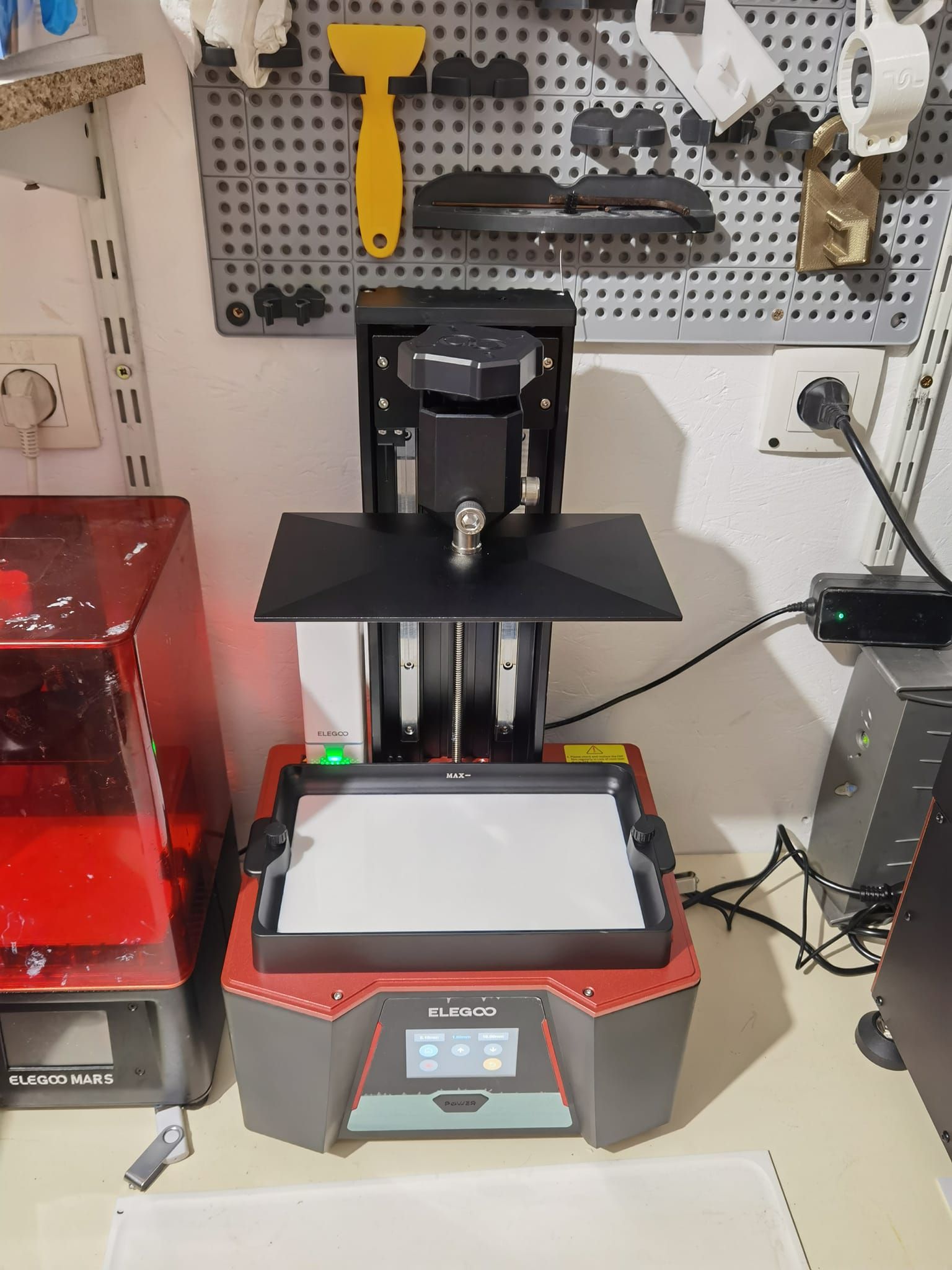
Ce matin, j'ai frôlé la catastrophe. En voulant mettre mon plateau sur le bras pour égoutter fraîchement imprimé pendant la nuit, la vis/poignée m'est resté dans les mains et le plateau s'est fracassé dans le bac. Heureusement, les pièces de test (pas les tours) ont amorti le choc et je m'en sors bien. Par contre, de la résine a éclaboussée un peu partout évidemment. Et là ... En nettoyant, mauvaise surprise. La peinture noire de la carcasse de la machine se barre avec l'alcool!!! Inadmissible...3 points
-
Je cherche des bonnes idées à imprimer pour facilité la culture de diverses légumes dans une serre. J'ai déjà fait une installation de bac pour une culture en hauteur (j'ai une terre de merde donc c'était pas possible de toute façon de cultiver en pleine terre) et j'y ai installée un système d'arrosage automatique soit par brumisateur, soit goutes à goutes. On va essayer d'y faire pousser de la salade, tomates, concombres, radis, melons, framberry, fraisiers, carottes et poivrons. Pour l'instant l'impression ne m'a servir que pour la serre, j'ai changer le système de fermeture des portes, j'ai modifiée la porte d'origine pour en mettre deux l'une sur l'autres pour avoir une avec filet pour aérer sans que les oiseaux ne rentrent et une pour la nuit avec bâche donc la fermeture d'origine ne convenait plus (et n'était pas pratique de toute façon) La le système d'origine avec une porte Ma modif J'ai aussi fait des supports sur mesure pour les raccords pour le système d'arrosage faut que je fixe le support au dessus de l'évier, je ne sais pas encore comment , la ficelle c'est provisoire. Si d'autres on se genre de hobbie et ont de l'expérience (nous on débutent donc on va surement faire pleins de conneries), des astuces à donner, des outils ou autres trucs à imprimer qui peux facilité la vie.








 2 points
2 points -
Il faut profiter de la vie, personne ne dit sur son lit de mort « si seulement j’avais passé plus de temps au travail » On peut aimer son travail bien sûr, mais aimer son travail c'est aussi savoir transmettre et passer le flambeau, pour que l'entreprise nous survive. J'ai vu des clients perdre un savoir faire car il n'y avait qu'un seul employé, très investit, qui savait faire une chose ou utiliser une machine spéciale, et faute d'avoir formé un remplaçant, lorsque que le salarié a disparu, le savoir s'est perdu avec lui. Inversement, j'ai eu la chance dans mon activité qu'un aîné me forme avant de partir en retraite, mon entreprise, mes collègues et moi lui sommes très reconnaissant. J'espère que je n'ai pas été trop déprimant2 points
-
Non, cela fait partie de l'entretien de la machine... et des vérifications à faire avant la mise en service. Ils auraient pu s'en assurer, mais je ne pense pas que ce soit nécessaire. Tu peux malgré tout le faire pour qu'ils le précisent dans la notice de montage ou que se soit vérifié avant expédition mais dis-toi que cela a pu se dé-serrer pendant le transport ou par dilatation.2 points
-
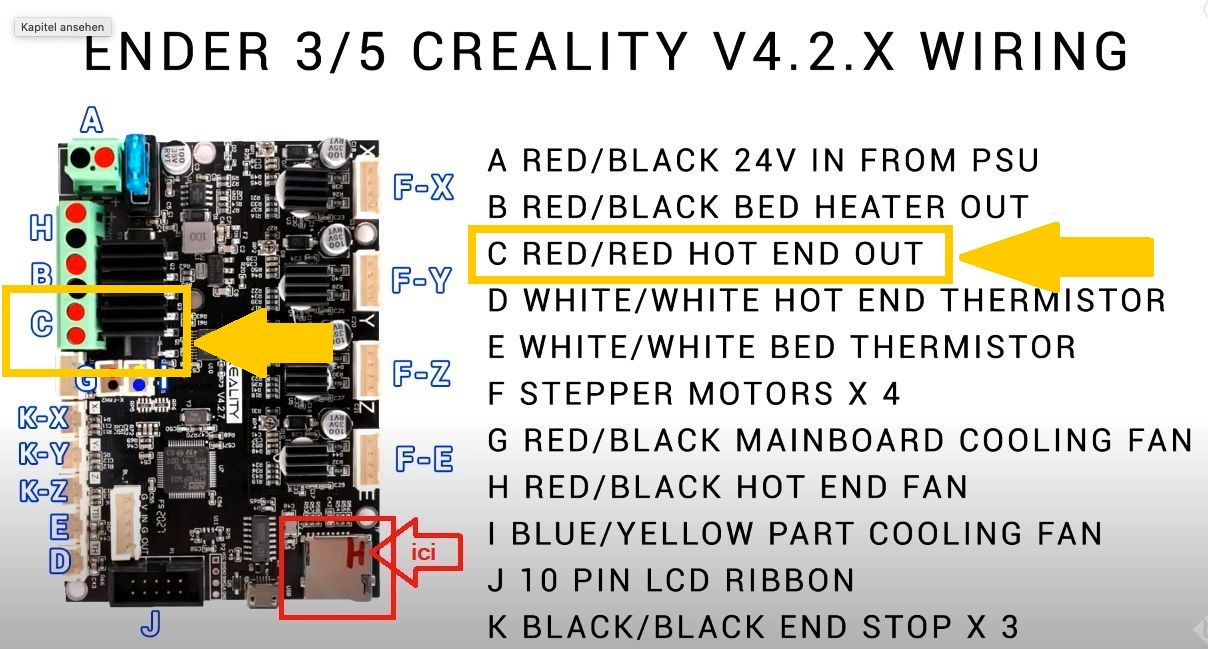
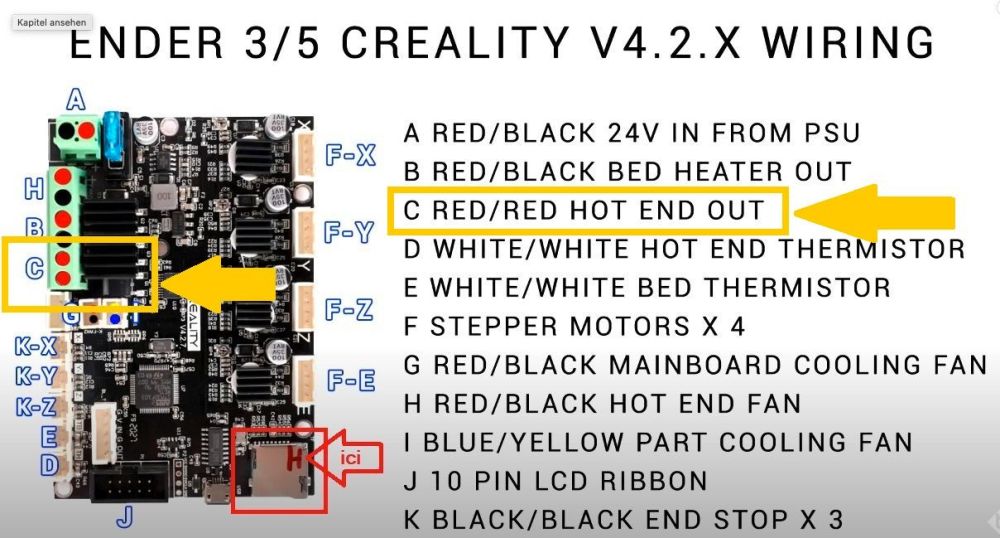
Salutation ! Il y a même un tuto spécifique pour les D12 Pour nettoyer là tu aura surement besoin de faire chauffer ( mais il faut couper l'alimentation pour éviter de faire un court circuit lors du nettoyage ) ou sinon utiliser un décapeur thermique / sèche cheveux. Fait bien attention au fils de la thermistance ils sont plutôt fragile et tu risque de les abîmer lors du nettoyage. Après oui c'est mieux de pouvoir surveiller son imprimante lors des impressions (surtout quand on commence pour éviter se genre de drames ) ... ou d'avoir mi en place de quoi surveiller a distance et pouvoir couper a distance l’alimentation ...2 points
-
Bonjour, C'est impressionnant mais rien de grave. En fait tu as juste une fuite entre le bloc de chauffe et le heatbreak. Le mieux est de suivre la Titi's procédure2 points
-
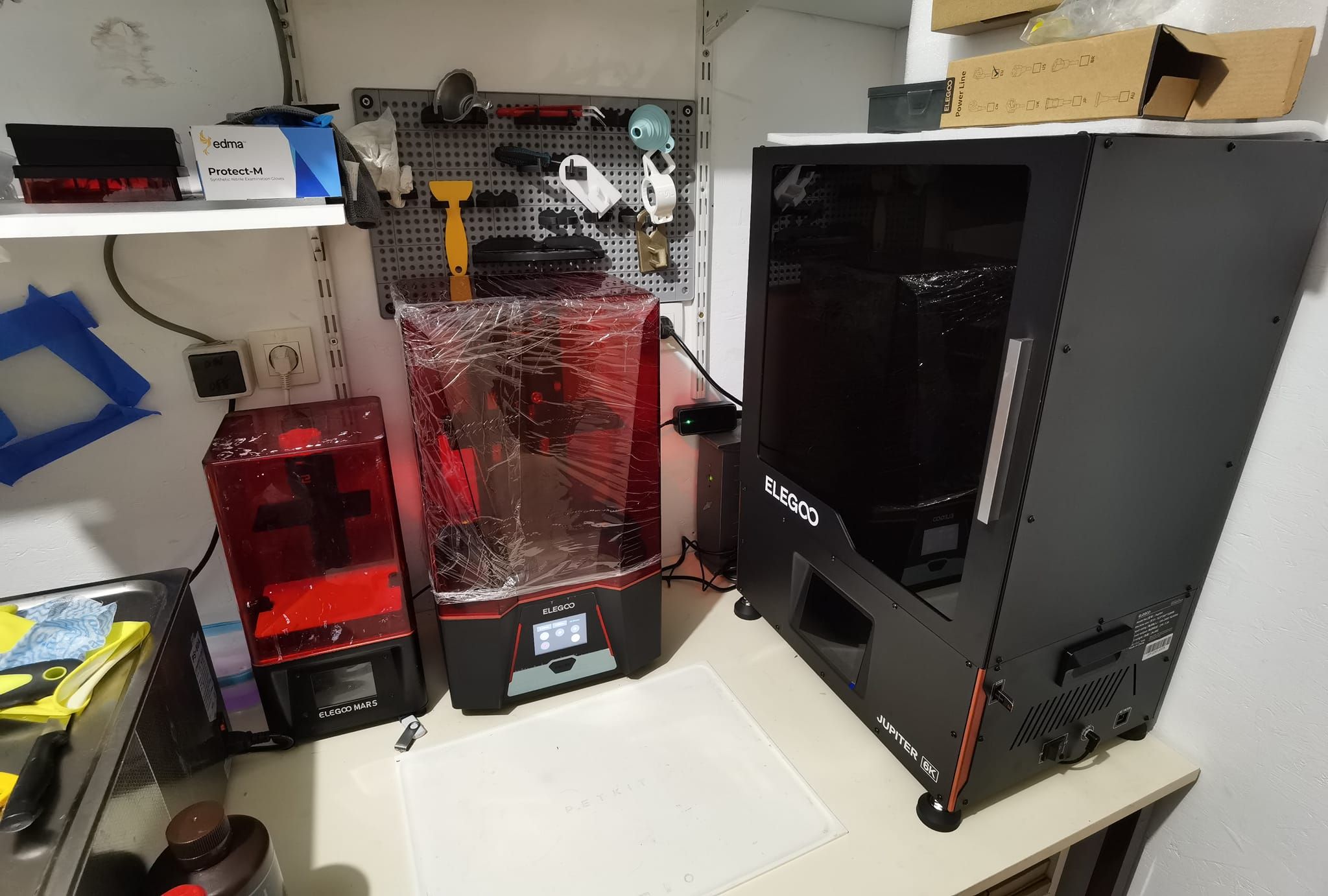
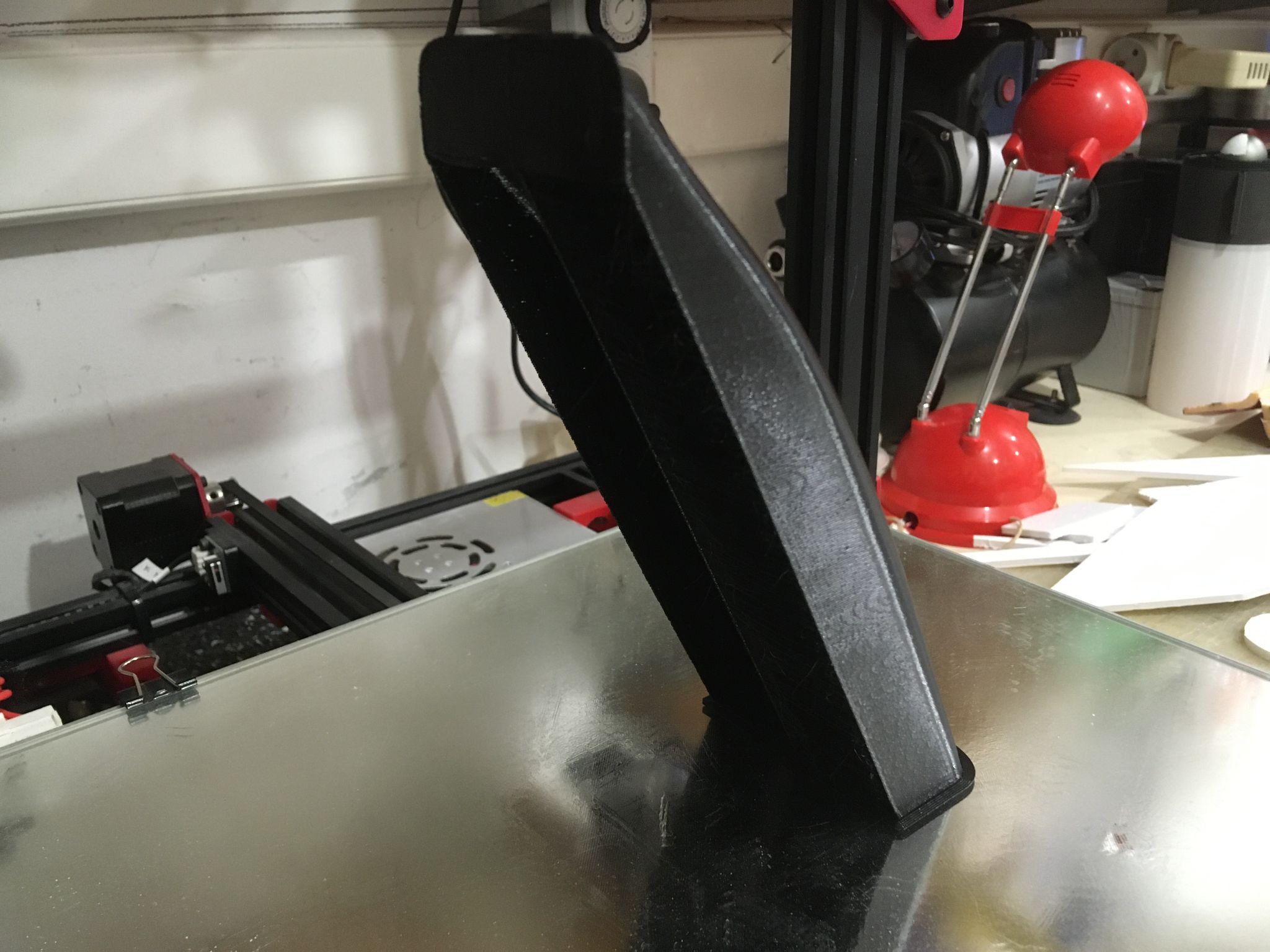
La voici enfin! La Saturn 2 rejoint la famille et complète le système solaire à coté de la Mars qui commence à prendre de l'age et la Jupiter qui n'est là que depuis peu également. Premier test en cours. Dans l'ensemble, plutôt satisfait! Ca semble de la bonne came même si on pourrait faire quelques critiques. Le Capot amovible, par exemple, de cette taille là, c'est juste ultra chiant surtout quand on n'a pas la place à le poser autour. L'axe Z semble très rigide mais, il repose sur la caisse qui elle, est mole et le tout bouge à vu d'oeil pendant l'impression... Un petit regret également qu'il n'y ait pas marqué "Saturn 2" dessus, c'est dommage. Sinon, tout le reste, ca roule. Elle est parfaitement silencieuse ce qui est fort agréable. Le résultat de l'impression attendra demain. En attendant, je vais m'imprimer en fdm un support pour faire égoutter le plateau.


 2 points
2 points -
Salutation ! Pour le lancement de la "SV05 Cubic Direct Drive 3D Printer" https://sovol3d.com/products/sv05-cubic-structure-direct-drive-3d-printer-220-220-300mm-auto-leveling , Sovol3d organise un "giveaway" Il faut partager sur son Facebook ( avec les hashTag #sovolsv05releasegiveaway #3dprinting ) et ou Twitter ( avec les hashTag #3dprinter #sovolsv05releasegiveaway ) et ou Instagram ( avec les hashTag #sovolsv05 #sovolsvv05releasegiveaway ) des captures d’écrans / images de la page https://sovol3d.com/products/sv05-cubic-structure-direct-drive-3d-printer-220-220-300mm-auto-leveling et les "uploader" sur le gleam ... Pour y participer https://sovol3d.com/pages/sovol-sv05-cubic-3d-printer-release-giveaway ( ou mais qui me donne plus +2 entrées https://wn.nr/ftXfyQ ) Détail du concours https://www.facebook.com/sovol3d/posts/pfbid02gW1fAwnJx5pqs5eP7zH9CMfQrT7zQKNvANNj6wb2rbEGCr2bj1YVPdYLZSd6N1PWl Bonne chance à tous les participants et bonne continuation.1 point
-
Dans ce cas tu peux augmenter1 point
-
Un grand merci à toi @tank3386. J'ai dû faire la manipulation plusieurs fois car à chaque fois, il y a un truc qui n'allait pas et mon bltouch clignotait en bleu. jusquà ce que je fixe l'aimant, répare la fissure, mette la tige, vérifie que tout coulisse bien et referme le capteur. J'ai contacté le service technique Artillery car mon bltouch est "recollé" et nécessite d'être changé (je ne sais pas combien de temps il va tenir mais je peux poursuivre mes impressions). Tout ce que je trouvais sur internet c'est des réponses du genre "mets à jour ton firmware" ou "n'utilise pas de clé USB". Tu nous as décrit ton problème avec photos à l'appui et ça m'a rendu service et je suis sûr que je ne suis pas le seul Bonnes impressions à tous et encore merci @tank33861 point
-
Parce que le ressort imprimé en PETG ne permet pas plus longtemps. Il aurait été possible de le coupler à un moteur mais bon. Et que contrairement à mon Oris Artix GT automatique elle ne se remonte pas toute seule .
 1 point
1 point -
A cela mais avec quelques pièces imprimées comme le nez, les tuyères(pas encore imprimées et la verrière bien sur
 1 point
1 point -
J'ai remarqué que ça se produit quand je démarre la machine avec le câble USB branché sur l'ordi. Je démarre toujours la SR seule et je branche le câble USB ensuite.1 point
-
Je te rassure, je me suis donné des limites d’âge. Pour l’injection plastique j’arrêterais à 68 ans et pour le bureau d’étude vers 72 ans si cela ne me passionne plu. Il faut être raisonnable.1 point
-
En toute logique européenne, ce devrait être celui qui n'a qu'une moitié de couverture (mauvais dormeur? mais les voix de la logique chinoise sont impénétrables . Du coup, tu peux le vérifier en testant la continuité avec un multimètre, entre la borne - et le drain repéré sur ce détail:

 1 point
1 point -
il est juste collé. Donc il faudrait chauffer le radiateur avec un fer à souder par exemple. Pour dessouder le mosfet, je te conseille de couper les 2 pattes avec une petite pince coupante précise (celle fournie avec l'imprimante) pour n'avoir qu'à dessouder la patte plus large de l'autre coté du composant. Il faudra bien sûr dessouder les restes des 2 pattes coupées.1 point
-
nickel, ça a super bien marché, merci Diiity
 1 point
1 point -
Salut, Bingo, nous avons un gagnant !1 point
-
Salut, C'est un bug identifié (voir ici). Tu l'as téléchargé où Pronterface? ici? sinon, tu as peut-être un soucis avec l'USB de l'ordi? question bateau désolé : as-tu essayé un autre port USB?1 point
-
J'adore la photo, j'ai un grand studio photo équipé avec six flashs Elinchrom et de nombreux modeleurs, mais malheureusement je ne trouve pas le temps de faire du portrait. Je me dis régulièrement "quand je serais en retraite, je me consacrerais à la photo et à la musique" sauf que le temps passe et je continue à bosser comme un débile.1 point
-
@willy2406: j'ai exactement la meme chose quand je fais avec .FCStd ou avec le nom normal,ou dois je voir la difference? C'est vrai par contre que comme ca ca marche en importation. Tu veux etre notifié pour monter en grade et gagner des points pour avoir une image?1 point
-
Suite à ta judicieuse remarque, j'ai envoyé un mail chez SnapMaker leur demandant de bien vouloir rallonger de 50mm le module de rotation afin qu'il soit plus en phase avec l'Artisan. On verra bien leur réponse.1 point
-
Okey ça marche, merci beaucoup !!1 point
-
C'est l'idée. Mais pas obligatoirement côté plateau. En fait, le plus possible au début d'une cavité qui risque de devenir une coupe se sussions ( pour transformer la "coupe" en "tube" et ainsi permettre d'éviter toute possibilité de sussions afin de réduire tout forces dus au déplace de l'impression dans la résine ...)...1 point
-
Bonjour, Le droit europeen ( retranscrit dans le droit national) ne s'applique pas aux pièces achetées en chine ( d'où probablement aussi une différence de prix) ( Le vendeur fait une projection des couts garantie, ( P'tit Weibull) et l'intègre dans le prix de vente en Europe. Dans mon cas le SAV Artillery a conclu : "Usure du port USB" ... voici le lien ou vous pouvez acheter la pièce de rechange. or mon imprimante n'a que 4 mois et le port micro SD n'a jamais ete utilisé !! Artillery conclu a l'usure pour ne pas devoir payer selon leur CGV.... regardez bien, même un écran s'use sur votre imprimante !!! et les pièces de rechange ne sont pas garanties C'est clairement se moquer de ses clients !! Extrait :il est stipulé dans l'article 10 : Tous les produits en ligne sur le site Artillery3Dexpert.Fr ne sont pas couverts par la garantie Artillery3Dexpert. La garantie prise en charge par Artillery3Dexpert ne s'applique que sur les produits signalés dans leur fiche produit. Une garantie de 1 an s'applique sur toutes les imprimantes 3D La garantie de 3 mois concerne certaines pièces d'usures telles que les ventilateurs, les écrans LCD, les LED UV... Les autres pièces d'usure (buses, surface d'impressions...), de rechange et les consommables ne sont pas sous garantie.1 point
-
Oups, terrible et bizarre, ne serait-ce pas une réaction de la résine sur la peinture ? J'ai nettoyé toute la machine avec de l'alcool ménager à 95% et pas d'altération de la carcasse (peinture). Ou alors une finition peu soignée de la machine. J’espère que vous allez trouver une solution avec Elegoo. A+1 point
-
Salutation ! Le fait que le défaut disparaît là où commencent des trous d'ouverture me laisse penser que tu as une coupe de sussions et donc il te faut placer un trou en plus (proche du plateau ) pour ouvrir / faire disparaître cette coupe de sussions pour éviter se genre de défaut ... Et éventuellement augmenter a 1 voir 2 secondes la "Durée repos après retrait" et ou diminuer le vitesse de retrait ( car si tu a un espace creux (zone de sussions ) , plus tu va vite plus cela créé des forces / mouvements sur la résine et l'impression ... ) Edit : UVTools a une fonction d'analyse qui permet normalement de détecter cela ...1 point
-
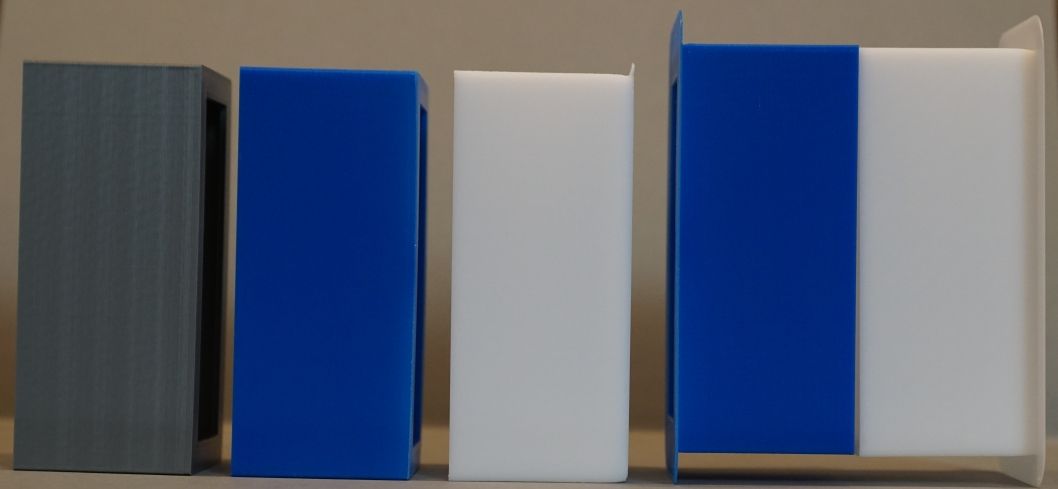
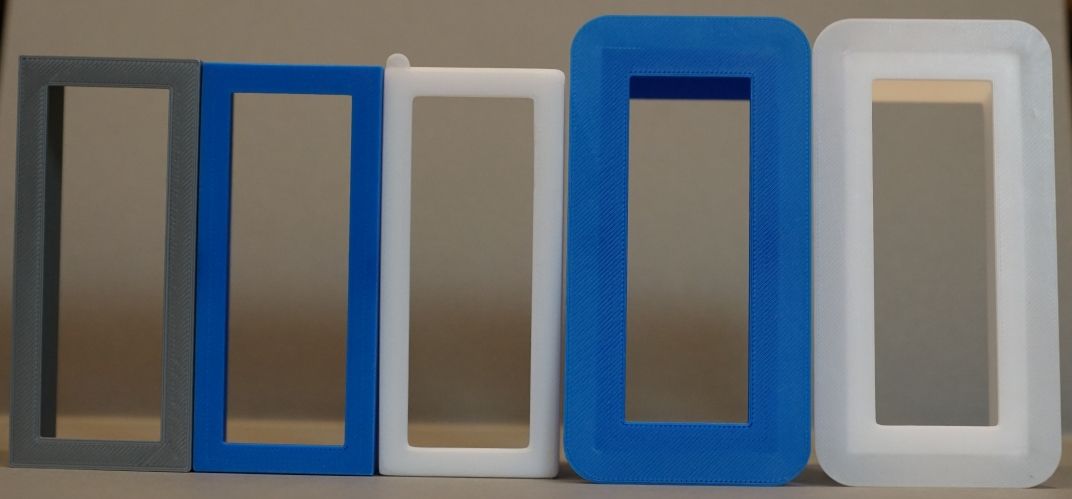
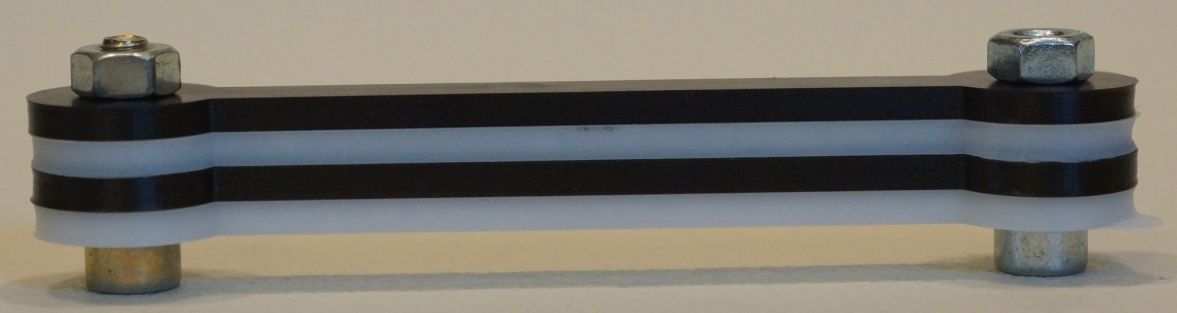
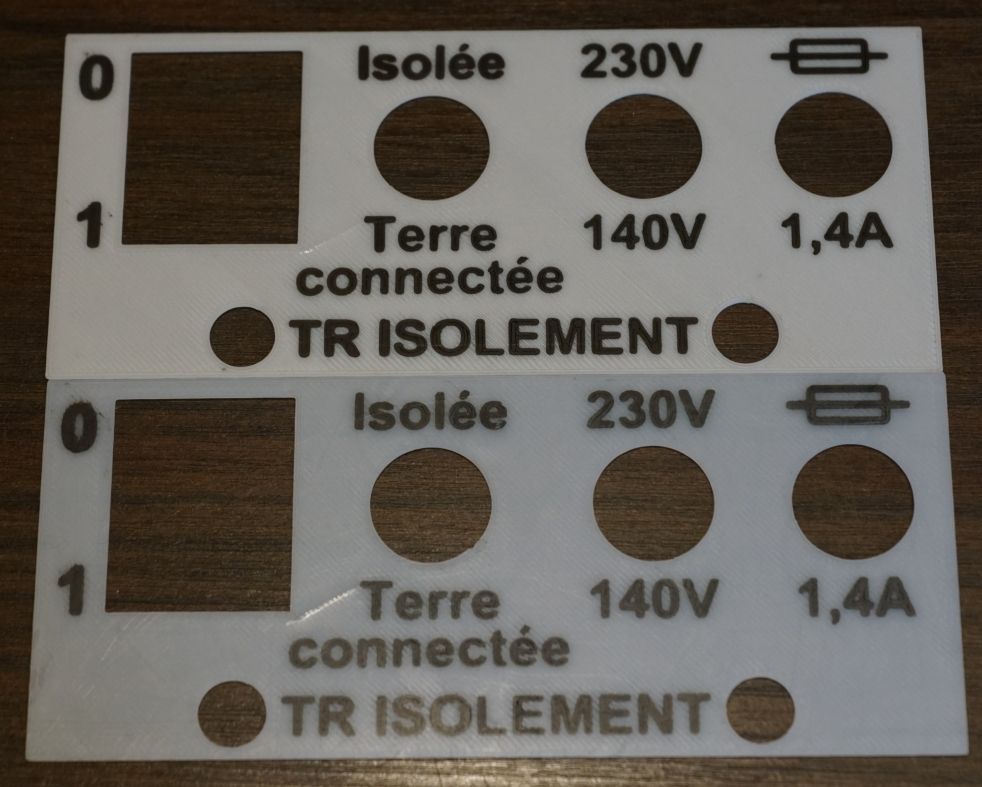
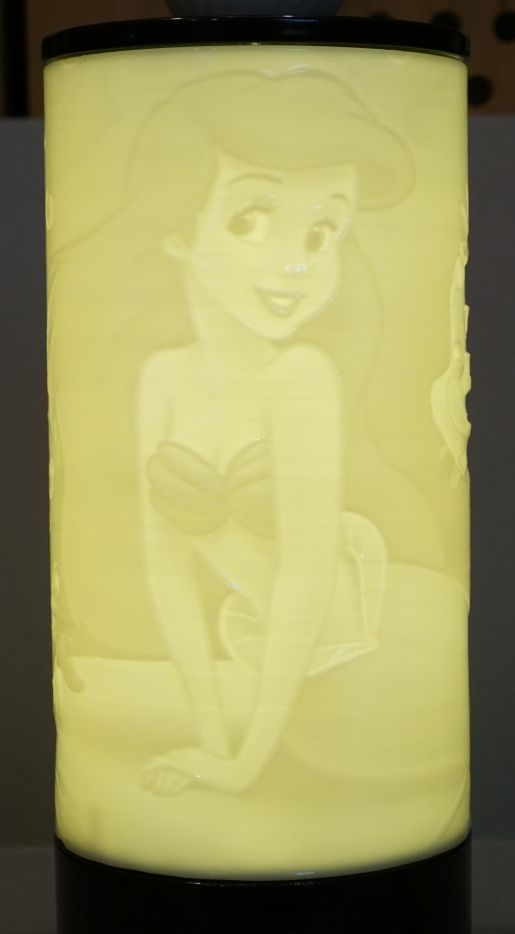
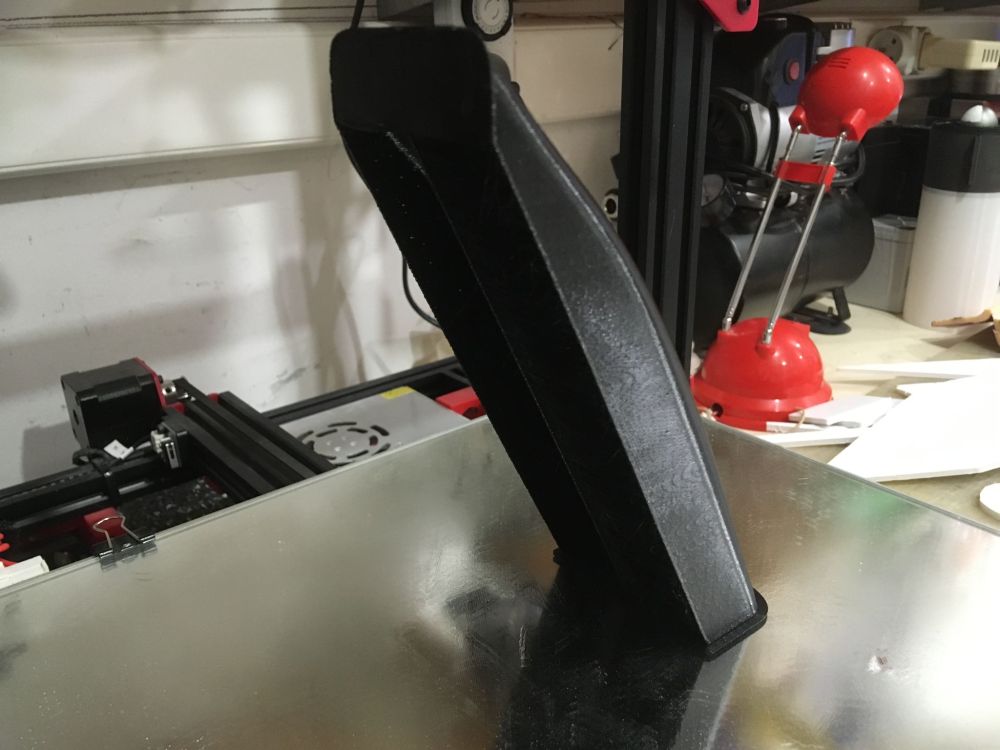
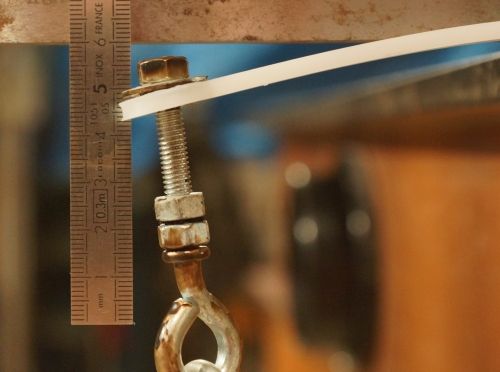
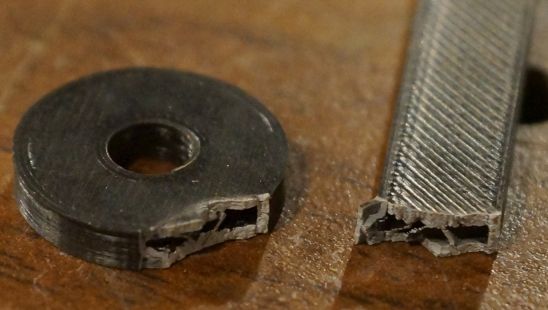
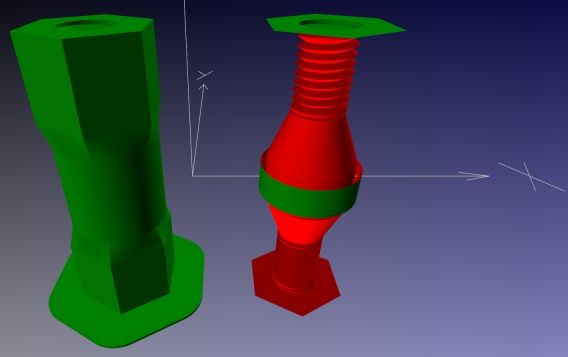
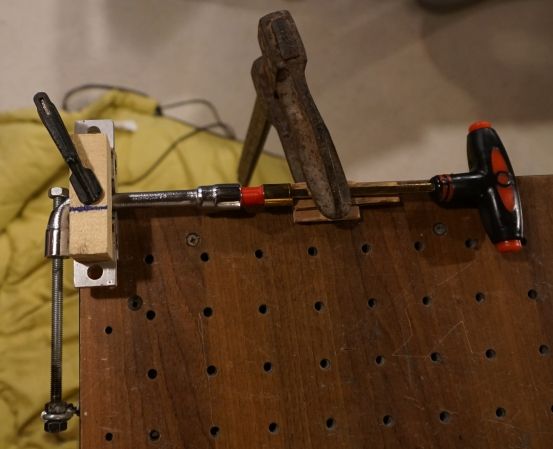
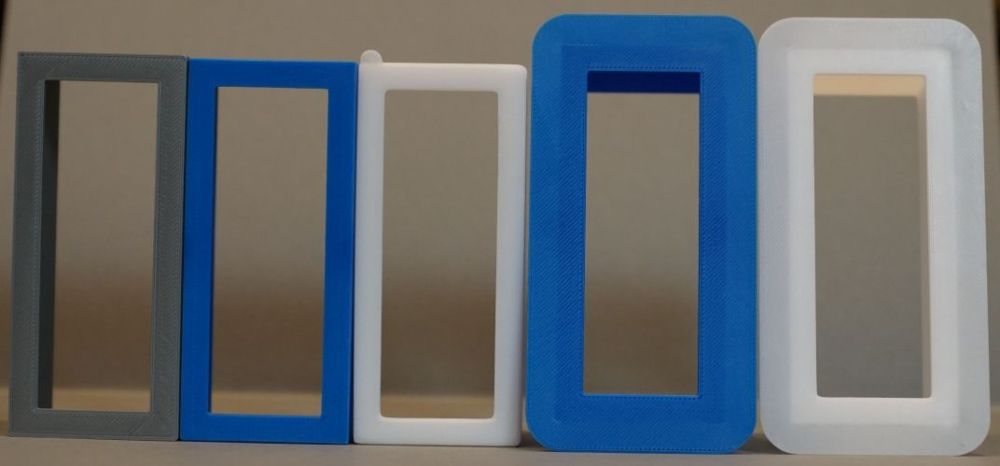
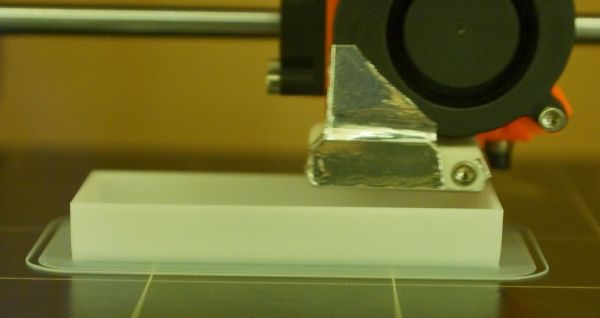
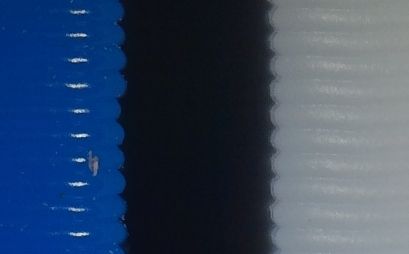
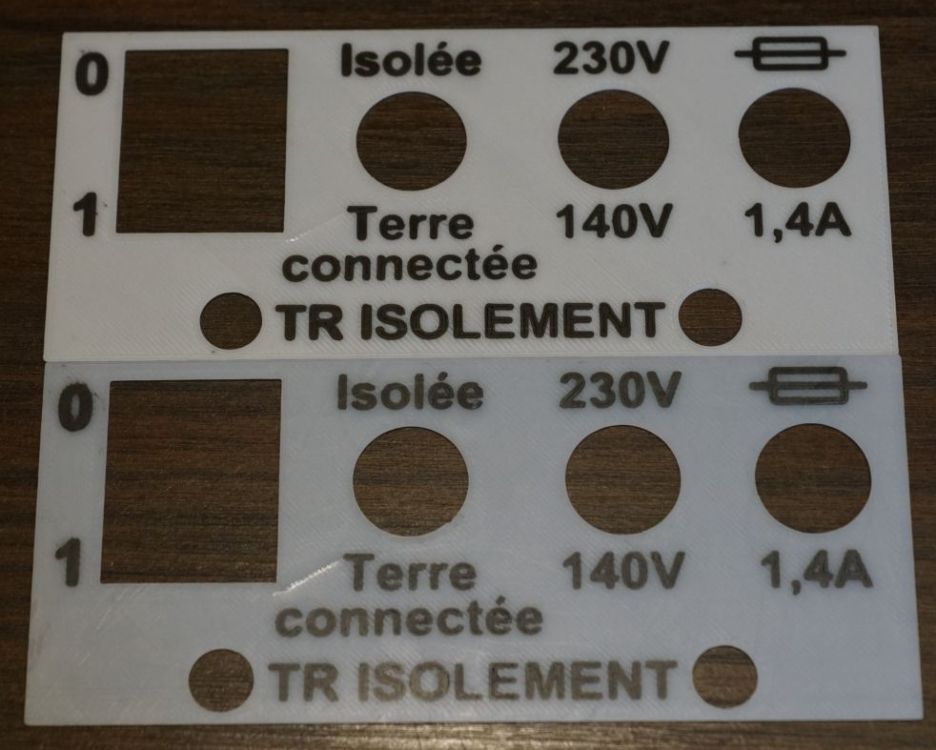
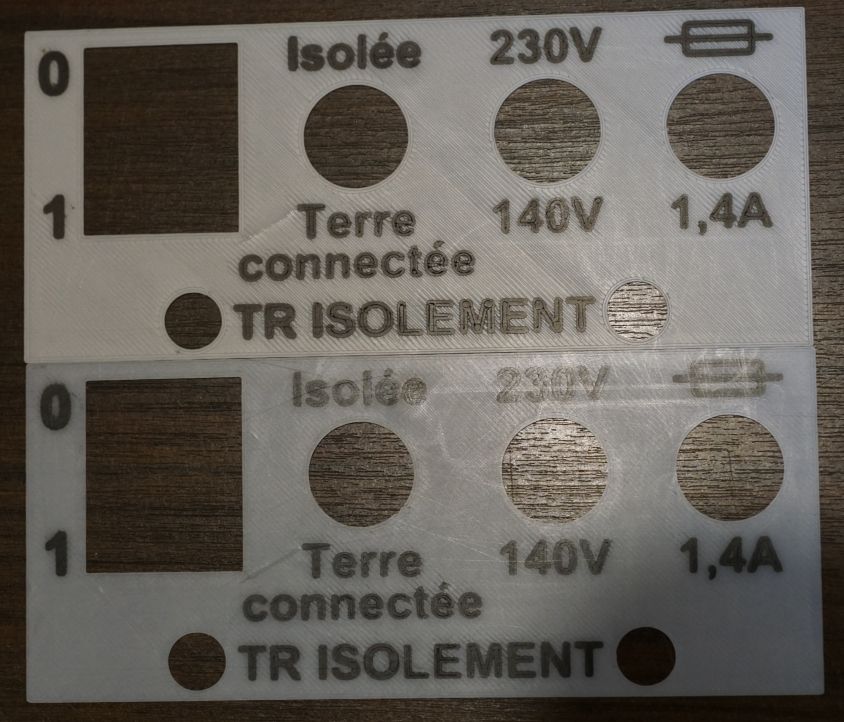
Bonjour, Je viens d’imprimer une série de pièces en HIPS, voici un comparatif avec d’autres pièces imprimées en ABS et parfois en PLA et en SLA Sommaire du test : 1. Introduction – Matériel et filaments utilisés 2. Test mécanique – Le poids 3. Test mécanique – Flexion 4. Test mécanique – Rupture à la traction dans le sens du fil 5. Test mécanique – Rupture à la traction sur l’axe Z 6. Test mécanique – Rupture à la torsion, axe de rotation Z 7. Conclusion des tests mécaniques 8. Géomètrie – Respect des dimensions du modèle 9. Géomètrie – Un brim est nécessaire 10. Géomètrie – Des déformations sur les pièces en HIPS 11. Esthétique – Etat de surface 12. Esthétique – Figurines et possibilité de smoothing 13. Esthétique – Impact de la hauteur de couche 14. Esthétique – Marquage indélébile bicolore avec un seul extrudeur 15. Esthétique – Lithophanie 16. Conclusion NB : je ne trouve pas comment rendre mon sommaire "fonctionnel" avec des liens comme on le ferais dans une page HTML 1. Introduction - Matériel et filaments utilisés L’imprimante utilisée est une Prusa I3 MK2s original placée dans un caisson isolant (la température se stabilise entre 40°C et 50°C) J’ai l’habitude d’imprimer en ABS et j’ai pu trouver les bons paramètres pour obtenir des pièces correctes ; en revanche, c’est la première fois que j’imprime en HIPS et j’ai laissé les paramètres par défaut proposés par Prusa Slicer pour le HIPS (hormis la température que j’ai adaptée selon le fournisseur des filaments). Aussi, les défauts qui existent sur certaines pièces réalisées en HIPS sont probablement dus en partie aux paramètres. Les filaments utilisés : - Le PLA gris de marque Prusa fourni avec la Prusa I3 MK2s - Les filaments ABS de chez Grossiste 3D, achetés en 2018, couleurs blanc crème, rouge, bleu et noir - Du filament HIPS blanc de chez FreeSculpt, acheté en 2018, jamais ouvert : - Du filament HIPS noir de chez SMARTFIL, acheté en 2022 : Remarques : - j’ai commencé les tests avant d’avoir reçu le HIPS noir. Donc certains tests ne sont faits qu’avec le blanc. - je ne publie pas les tests dans l’ordre ou je les ai faits, car j’ai organisé ce message avec un sommaire. Le gag : après avoir déballé la bobine de HIPS blanc, je m’aperçois que les flasques n’ont pas le même diamètre interne de chaque côté : Il faut improviser un axe adapté : La bobine repose d'un côté sur la pièce hexagonale, et de l'autre sur les rondelles moyennes prises en sandwich entre deux grandes rondelles. Le tube cuivre ne sert qu'à compenser la hauteur pour qu'une fois dans les encoches de mon support de bobine en bois, il soit de niveau. C'est un bricolage fait à l'arrach' le soir où il n'était donc pas possible de faire du bruit avec de l'outillage pour fabriquer un axe digne de ce nom Maintenant, les tests ! 2. Test mécanique – Le poids Mes pièces en HIPS (6.12g) sont un peu plus légères que celles en ABS (6.32g), ci-dessous pièces noires en ABS et blanches en HIPS : Ces pièces sont des éprouvettes qui serviront pour les tests en flexion et en rupture à la traction dans le sens du fil. 3. Test mécanique – Flexion Mes pièces en ABS (noir) résistent plus à la flexion que mes pièces en HIPS (blanc) : 4. Test mécanique – Rupture à la traction dans le sens du fil Le test se fait dans le sens de la longueur (plan XY), donc dans le sens des fibres (on ne teste donc pas ici la résistance de la fusion entre les couches). Mes éprouvettes ont une section trop importante il faut beaucoup de poids ! Mes pièces en ABS (noir) résistent plus à la traction que mes pièces en HIPS (blanc). Rupture de la pièce en ABS avec 71,4kg Rupture de la pièce en HIPS avec 42,6kg La rupture a le même aspect (ABS en noir, HIPS en blanc) : 5. Test mécanique – Rupture à la traction sur l’axe Z Il faut imprimer des éprouvettes adaptées ; j’ai choisi de faire un cylindre avec taraudage aux deux extrémités, la partie centrale est un cylindre creux : La partie rouge à droite, où j'ai retiré les triangles de la partie extérieure, permettent de voir l'intérieur de l'éprouvette ; la rupture se fera au centre Ces éprouvettes serviront pour deux tests : traction selon Z et torsion autour de Z. J’ai réalisés ces éprouvettes en deux version pour chaque matière : avec smoothing et sans smoothing. Le smoothing des éprouvettes en ABS a été fait à la vapeur d’acétone à froid Le smoothing des éprouvettes en HIPS a été fait par trempage 20 secondes dans du D-Limonène Après smoothing, les pièces ont été séchées 3 jours avant d’être testées. De gauche à droite sur la photo : - Deux pièces en ABS rouge - Deux pièces en ABS rouge smoothées à l’acétone - Deux pièces en HIPS blanc - Deux pièces en HIPS blanc smoothées au D-limonène - Deux pièces en HIPS noir - Deux pièces en HIPS noir smoothées au D-limonène Les marques que l’on peut voir sur les pièces en HIPS smoothées ont été laissées par le fil de fer qui a servit à les tenir pendant le séchage. Voilà le matériel de test : (comment ça, c’est bourrin ?) Les résultats : - ABS : 41 kg - ABS smoothé : 39,5 kg - HIPS blanc : 25 kg - HIPS blanc smoothé : 16,5kg - HIPS noir : 20 kg - HIPS noir smoothé : 13,5kg Vue des pièces après rupture : 6. Test mécanique – Rupture à la torsion, axe de rotation Z Il a fallu bricoler pour appliquer uniquement un effort de torsion aux pièces : Les résultats : - ABS : 4,2 - ABS smoothé : 4,2 - HIPS blanc : 2 - HIPS blanc smoothé : 1,6 - HIPS noir : 1,4 - HIPS noir smoothé : 1,2 Vue des pièces après rupture : 7. Conclusion des tests mécaniques Pour un poids quasi-identique, l’ABS est plus solide, et le smoothing à la vapeur d’acétone à froid n’a presque pas d’impact. Le HIPS est plus fragile, et le smoothing au D-limonène le fragilise. Ces tests ne valent pas de vrais tests en laboratoire, plus précis. Etant donné que j’ai plus d’expérience avec l’ABS qu’avec le HIPS, ces tests sont peut-être biaisés en faveur de l’ABS. 8. Géométrie – Respect des dimensions du modèle Contrairement au PLA , les pièces en HIPS, après impression, sont un peu plus petites. De ce point de vue, le HIPS se comporte comme l’ABS. Voici des mesures dimensionnelles au pied à coulisse : PLA : X 91.48 - Y 40.38 - Z 40 ABS : X 91.18 - Y 40.20 - Z 40 HIPS : X 91.12 - Y 40.20 - Z 40 Il est logique que la côte en Z soit respectée partout, car au fur et à mesure de l’impression la buse dépose toujours le filament à la bonne hauteur, ce qui compense les variations éventuelles de hauteur des couches précédentes. En Z, on a la rétraction uniquement liée à la différence de température entre l'enceinte et la température ambiante, qui est plus faible que la rétraction en X/Y liée à la différence de température entre la buse et la température ambiante. Ci-dessous, pièce en PLA en gris, en ABS en bleu, en HIPS en blanc, toutes imprimées avec 0.20mm par couche. 9. Géomètrie – Un brim est nécessaire Le HIPS adhère plus faiblement au bed en PEI que l’ABS. Le brim est nécessaire pour les pièces en ABS et en HIPS sinon elles se décollent lors de l’impression et se cintrent Il faut aussi bien nettoyer le bed si nécessaire (avec un peu d’eau et de liquide vaisselle, puis après rinçage à l’eau et séchage, un léger coup de chiffon à l’acétone) Les pièces en HIPS se décollent facilement après impression (pas besoin de « languette » pour faciliter le retrait) 10. Géomètrie – Des déformations sur les pièces en HIPS Grâce au brim et à mon caisson, j’arrive à imprimer en ABS sans déformation. Mais pas avec le HIPS ; il y a des déformations, et elles persistent après impression en partie basse (près du bed) : Pièce bleue en ABS, pièce blanche en HIPS, on voit la déformation sur la pièce en HIPS : Sur les brides (pièces noires en ABS, pièces blanches en HIPS) on constate cette déformation, le bord des pièces en HIPS est courbe au lieu d’être vertical : Egalement des déformations sur ce flacon en HIPS (le même flacon, en ABS, n’a pas de déformation) - les flacons ont été imprimés dans l'autre sens, c'est à dire que les faces supérieurs que l'on voit étaient, lors de l'impression, en contact avec le bed : C’est bizarre… le HIPS était censé s’imprimer plus facilement que l’ABS. J’ai probablement des soucis avec mes paramètres (mais le HIPS est censé s’imprimer justement comme l’ABS). Ou alors mes filaments HIPS ont été optimisés pour servir de support soluble et pas pour faire des pièces. 11. Esthétique – Etat de surface L’état de surface des pièces en HIPS parait plus lisse. Les pièces en HIPS sortent mates de l’impression, cela renforce encore l’aspect lisse. J’ai pu faire des photos avec un microscope Andonstar, très utile pour manipuler des composants électroniques de plus en plus petits. Ce microscope m’a permis de retrouver facilement la résolution d’impression d’une pièce : Alors, voici ce que ça donne en comparant les pièces ; sur les photos ci-dessous : ABS en bleu / HIPS en blanc – vue sur la hauteur : PLA en gris / HIPS en blanc – vue sur la hauteur : La pièce en HIPS est peu plus lisse, en quelque sorte les couches sont un peu mieux fusionnées. 12. Esthétique – Figurines et possibilité de smoothing J’ai imprimé des figurines. De gauche à droite, sur la photo : - Gris clair, impression SLA (Anycubic Photon S) - Gris, PLA Prusa - Blanc crème : ABS - Blanc crème : ABS acétone smoothing - Noir : HIPS - Noir : HIPS avec smoothing par trempage dans du D-limonène - Blanc froid : HIPS - Blanc froid (au milieu): HIPS avec tentative de smoothing à l’acétone, après des heures, et même par trempage, juste un léger brillant - Blanc froid : HIPS ave smoothing par trempage dans du D-limonène Le smoothing du HIPS (en tout cas des deux filaments que j’ai testé) ne fonctionne pas à l’acétone, même par trempage. D’après le site de Prusa le HIPS aurait dû au contraire réagir très rapidement à l’acétone : https://help.prusa3d.com/article/hips_167118 ; mais d’après ce forum, certains HIPS réagiraient avec l’acétone et d’autres pas : https://forum.lulzbot.com/t/hips-acetone-smoothing-spots/1823/7 Le smoothing par trempage dans du D-limonène du HIPS : ça fonctionne mais : - Il faut être rapide, trempage entre 10 et 30 secondes - C’est moins précis que le smoothing de l’ABS à l’acétone - On voit que la pièce en HIPS noir a des traces blanches après smoothing - De plus, pour mes éprouvettes, le smoothing du HIPS par trempage a bouffé les taraudages internes (car le D-limonène qui est « huileux » est resté accroché plus longtemps à l’intérieur, malgré un égouttage) - La pièce reste collante pendant une à deux heures, le séchage doit se faire hors poussières - ou alors profitez-en pour coller des paillettes sur une figurine - Après un ou deux jours de séchage, l’odeur résiduelle de citron est assez faible. Evidemment, la pièce imprimée en SLA est la plus précise. Ensuite, ma préférée, est celle en ABS après smoothing à l’acétone. Cependant, je trouve le rendu noir mat de la pièce en HIPS très intéressant. Ce noir mat est utile notamment pour faire des pièces pour la photo ou l’astronomie (pare-soleils, adaptateurs d’objectifs, …) Voici une photo plus détaillée avec les pièces « lisses », de gauche à droite : - Gris clair, impression SLA (Anycubic Photon S) - Blanc crème : ABS acétone smoothing - Blanc froid : HIPS ave smoothing par trempage dans du D-limonène - Noir : HIPS avec smoothing par trempage dans du D-limonène Voici une photo plus détaillée avec les pièces « brutes », de gauche à droite : - Gris, PLA Prusa (0.15mm par couche) - Rouge : ABS (0.20mm par couche) - Blanc froid : HIPS (0.20mm par couche) - Noir : HIPS (0.20mm par couche) Parlons des pièces « brutes », donc sans smoothing. Le HIPS est plus lisse. Ci-dessous : 0.10mm par couche, ABS en blanc chaud à gauche, HIPS en blanc froid à droite : Bref, la figurine rend mieux en HIPS, c’est plus lisse et les défauts sont moins prononcés. 13. Esthétique – Impact de la hauteur de couche J’ai remarqué que le rapport entre la hauteur de la couche et le diamètre de la buse a un impact sur les défauts des pièces. J’ai imprimé mes pièces avec une buse standard de 0.40mm ; la hauteur de couche doit être comprise entre 0,25 et 0,75 fois le diamètre de la buse, ce qui donne pour la buse de 0.40mm une hauteur de couche comprise entre 0.10mm et 0.30mm. La valeur « centrale » de 0.20mm donne moins de défauts pour les parties imprimées en porte-à-faux (ici, le cou du chien) ; ci-dessous, deux pièces en ABS, en rouge 0.20mm par couche et en blanc 0.10mm par couche, buse de 0.40mm pour les deux 14. Esthétique – Marquage indélébile bicolore avec un seul extrudeur C’est la fameuse technique utilisée pour faire des faces avant expliquée dans ce post : https://www.lesimprimantes3d.fr/forum/topic/35756-marquage-ind%C3%A9l%C3%A9bile-2-couleurs-sur-le-fond-dun-objet-avec-un-extrudeur/ ATTENTION : comme le HIPS se décolle facilement, surtout lorsque le bed se refroidit, il faut, après impression de la couche de texte noire, maintenir le bed chaud, le temps de changer le filament. Sur chaque photo : - en haut, en blanc crème ABS avec lettrage en ABS noir - en bas, en blanc froid, HIPS avec lettrage en HIPS noir ci-dessous autre angle, pour mettre en évidence les reflets : Dans les deux cas : - Texte imprimé en noir avec une seule couche de 0.15mm - Fond imprimé en blanc avec une première couche de 0.20mm, remplissage 100% (le texte imprimé avec une seule couche de 0.20mm donne de moins bons résultats) La pièce en HIPS est plus lisse (on voit moins les raccords entre boudins de filaments, et on le sent moins en passant un ongle sur la surface) La pièce en HIPS montre un reflet à la lumière comme la pièce en ABS (la face que l’on voit est celle en contact avec le bed de l’imprimante) Les deux pièces ont des bavures sur le texte en noir. Sur la pièce en HIPS, certaines lettres ont des petits manques ; du coup la pièce en HIPS est un peu moins bonne que la pièce en ABS. 15. Esthétique – Lithophanie Je pensais que le HIPS rendrait mieux pour les lithophanies. Ce n’est pas le cas, c’est dommage. A gauche, en ABS blanc crème, après léger ponçage interne suivit d’un smoothing, et à droite en HIPS blanc brut : Le HIPS est certainement handicapé par l’absence de post-traitement… mais la lithophanie est trop grosse pour que je lui fasse un smoothing par trempage dans le D-limonène. 16. Conclusion Voilà c’est terminé ! Je suis un peu déçu, j’ai lu sur d’autres sites et forums que le HIPS avait des avantages par rapport à l’ABS mais je ne les ai pas retrouvés, l’ABS me semble meilleur. Attention, cette conclusion est certainement biaisée par le fait que j’ai beaucoup plus d’expérience avec l’ABS qu’avec le HIPS. Peut-être que mes filaments HIPS ont été optimisés uniquement pour servir de support… mais ce n’est pas le cas du HIPS noir vendu pour faire « de vraies pièces » (le HIPS blanc que j’avais acheté en 2018 était lui présenté sur le site de vente comme matériaux pour supports solubles) Néanmoins, le noir mat du HIPS me sera utile pour imprimer des pièces accessoires pour la photo, ou plus généralement pour avoir des pièces noires mat « discrètes », par exemple, des supports pour exposer des objets dans une vitrine. Car avec l’ABS, je n’arrive pas à avoir du rendu mat ; en particulier, je cherche une méthode (hors peinture) pour, après acétone smoothing, rendre l’ABS mat ou satiné. Qu’en pensez-vous ? Si vous avez déjà imprimé du HIPS, quels paramètres utilisez-vous pour ne pas avoir de déformations comme moi ? A bientôt !
































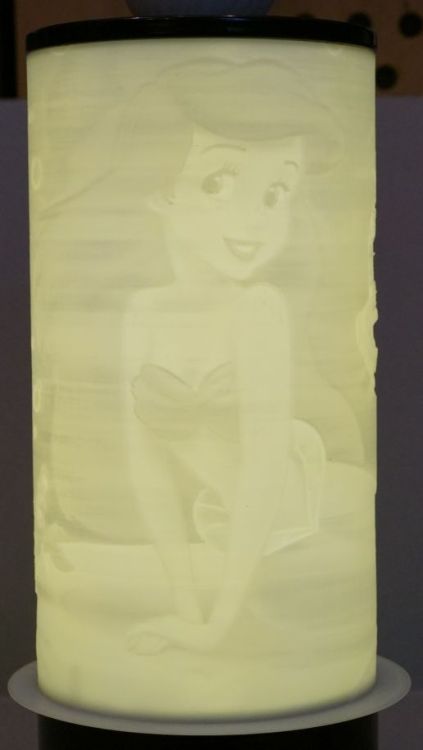


 1 point
1 point -
Alors je pensais la même chose ! Et en effet, j'avais lu sur un site en anglais, que le smoothing de l'ABS le rendait plus solide dans le sens de la fusion des couches mais un peu plus fragile dans le sens normal. Je pense avoir deux explications concernant mes tests sur l'ABS: - d'abord le smoothing ABS que j'ai réalisé est "modérée", c'est à dire que je l'ai arrêté avant que les pièces ne commence à fondre et à perdre en détail. Autrement dit, le smoothing de l'ABS s'est limité à la surface de la pièce. - ensuite, depuis que j'ai mon imprimante, je n'ai fait que des pièces en ABS (sauf au début ou j'ai testé l'imprimante avec le rouleau de PLA fourni avec). J'ai donc passé beaucoup de temps à customiser mon imprimante avec une enclosure, puis ajuster les paramètres d'impression, puis enfin mettre au point une chambre de smoothing "homogène" pour avoir les meilleurs résultats possibles en ABS. Je n'ai quasiment plus de défauts sur mes pièces imprimées en ABS, du coup le smoothing n'aurait, en quelque sorte, pas de défaut à rattraper. Pour le HIPS, le D-limonène est avant tout "conçu" pour dissoudre le HIPS. Le smoothing du HIPS avec le D-limonène est, en quelque sorte, possible sans être conçu pour. Du coup il semble logique que les pièces en HIPS lissées au D-limonène soient plus fragiles. De plus, le smoothing au D-limonène se fait par trempage rapide et le D-limonène est "huileux", ce qui implique qu'il a tendance à rester bloqué dans les parties creuses après égouttage. Conséquence : après égouttage, la pièce en HIPS se fait attaquer plus longtemps dans les parties creuses, ce qui la fragilise. La preuve : mes éprouvettes taraudées en HIPS ont perdu leur taraudage après lissage... j'ai du les tarauder mécaniquement avant de pouvoir les fixer. Oui, je trouve dommage d'avoir eu des déformations sur mes pièces en HIPS, alors que je n'en ai pas sur mes pièces en ABS. Je crois que @ixi ou @Titouvol ont plus l'habitude d'imprimer des pièces en HIPS et pourront me dire quels paramètres modifier. Peut-être que je doit imprimer sans l'enclosure ? Peut-être qu'avec les bons paramètres je pourrais avoir des lithophanies bien plus jolies, ou au moins des pièces en HIPS sans déformation. Je vais continuer à imprimer en ABS, sauf pour les pièces "photo" ou "support vitrine" pour lesquelles le noir mat du HIPS est très intéressant. Merci ! J'aurais aimé faire un sommaire "clicable" (il faudrait que je fasse les liens pointant vers l'intérieur de mon message, en gros des A HREF avec des balises dièse) Sinon, par rapport au sujet précédent où on avait déjà discuté du HIPS, il y a un oubli dans mon test : la fameuse question de la compatibilité alimentaire après lissage au D-limonène... mais je viens de penser à un truc : la compatibilité alimentaire pourrait aussi dépendre de la durée de contact avec la nourriture : - un récipient qui contient de la nourriture (ou des médicaments) de façon prolongée doit avoir une bonne compatibilité alimentaire - en revanche, un emporte pièce pour biscuit ou beignet ne va être en contact avec la pâte seulement une ou deux secondes; si la pièce est bien smoothée et bien propre, je pense qu'il n'y aurait pas de risque à ce qu'elle soit en ABS A bientôt1 point
-
From the album: Voron01
Imprimante 3D VORON 0.1 black-red - Dragon hotend ST - MGN9 rail for X axis · Kirigami bed mod - Umbilical PCB mod - Heluflon wire harness - RaspberryPi Zero2W - Filament SOVB3D ABS Rouge - Modern spiral planter : https://www.printables.com/fr/model/225251-modern-spiral-planter1 point -
Le bon terme c'est "direct" et c'est de son propre chef .1 point
-
En fait c'est marrant beaucoup de gens confondent les deux villes, alors que Briançon a dix fois moins d'habitants que Besançon. Cela agace particulièrement les gens de la mairie de Besançon il y a aussi la blague t'enlèves la cédille ça fait une ville de con1 point
-
Un peu comme toi, j'ai renoncé au traditionnel établi contre un mur, mais pour les mêmes raisons. L'idée étant de pouvoir utiliser le panneau arrière sur ses deux faces et de n'être pas bloqué sur la surface du plan de travail en profondeur (panneau arrière rehaussé de 200 mm). Je n'ai accroché que les outils courants et le reste est dans une grosse desserte Facom sur roulettes. Le Et à l'arrière du panneau la suite.






 1 point
1 point -
Rien aux murs chez moi, de toute façon, j'en ai aucun de disponible à portée d'établi (qui est central et mobile), c'est soit trop loin, ou soit il y a de la plomberie, de l'électricité, des étagères, ou encore une gaine d'aération... Donc tout est rangé sous l'établi pour le gros outillage et dans des "servantes", comprendre des tiroirs de cuisine Ikea, pour les petits outils. Assez pratique avec les diviseurs que l'on peut agencer comme on le souhaite. Bon, tout ça était déjà en place avant l'arrivée de ma première imprimante 3D. Je ferais certainement différemment aujourd'hui. L'impression 3D dans l'atelier me sert beaucoup plus pour les outils eux-mêmes. Entre les gabarits, pieds coulissants pour les réglets, "trouveurs de centre", cales à poncer, angle d'affutage, les butées en tout genre, supports personnalisés pour les machines (tourets, perceuse d'établi, défonceuse, affleureuse...), caches de protection des batteries d'électroportatif, les réparations de serre-joint et les petites modifications ici et là. Côté rangements, c'est plutôt dans des boites que ça se passe, comme des godets pour la visserie, les wago, les chevilles etc... ou encore bien organiser tous les petits consommables de dremel etc... Les godets ça marche aussi pour les casiers à tiroirs, bien plus pratique que les diviseurs d'origine. Mais j'avoue que ça fait un moment que je peste sur mes emplacements "clés plates" et "clés à oeil", où je passe parfois trop de temps pour trouver la petite clé de 5.5 noyée dans la masse. Faut que je remédie à ça, mais sans que ça me prenne un mètre carré d'espace de rangement.1 point
-
Oula, si je rangeais tout comme ça il faudrait que je triple la taille de mon atelier ^^ Perso, c'est plus en tas dans des caisses/boites séparer quittent à chercher un peu dans le détail.1 point
-
On ne va tout de même pas financer nos concurrents, aussi bons et sympathiques soient-ils Le code promo fonctionne mais sur ce site: https://www.filament-abs.fr1 point
-
Je trouve que tous les accessoires que tu as fait sont sympas et bien conçus. Concernant le vapotage, lorsque j'ai arrêté de fumer (il y a 33 ans) cela n'existait pas encore, mais je pense que ça m'aurait certainement aidé, car passer de 2 paquets plus quelques cigares quotidiennement à zéro du jour au lendemain, cela énerve sérieusement (déjà que j'étais excité quand je fumais).1 point
-
Tiens j'ai modélisé un adaptateur pour le MagnetMK10 sur la D12, si tu veux tester @landaisd Adaptateur MagnetMK10_Wanaho_D12.STL1 point