Classement




Contenu populaire
Contenu avec la plus haute réputation dans 07/03/2023 Dans tous les contenus
-
La machine n'est pas sous garantie ? Il n'existe a priori que deux solutions simples à ce problème : - L'écran est "juste" mal branché (peu probable mais on sait jamais) - L'écran est mort/défectueux et doit être remplacé. Le bon côté des choses c'est que tu as trouvé pourquoi cela ne marchait pas comme il fallait !3 points
-
Quelques commentaires généraux : - La m3 plus est une grande imprimante. Il est donc nécéssaire que le plateau se soulève pas mal pour être sûr a 100% que même le milieu est bien décollé. Un plateau qui ne se décolle pas a 100% peut finir par donner un print qui fini par rester sur le FEP - En général quand ça "colle" trop sur le FEP, c'est qu'on sur-expose. Il faut réduire. 11 sec ça me parait vraiment monstrueux, même si je ne connais pas la résine en question. Le cas échéant peut-être faire des couches plus mince pour avoir a mon exposer pour les résines très opaques comme ça. Eventuellement envisager de faire ses premières print sur une résine facile, quitte à passer, une fois qu'on a un peu d'expérience, sur des résines un peu moins commode si besoin. - Il faut faire attention quand on fait des pièces fermées et creuse au fait que cela va former une ventouse au moment de l'impression. Ca peut facilement "casser" le print en deux, avec une partie qui reste sur le FEP, l'autre sur la plaque. Que ça démarre directement sur la plaque n'y change rien. Et oui vous pouvez sans problème démarrer tous les prints qui s'y prêtent directement sur la plaque.2 points
-
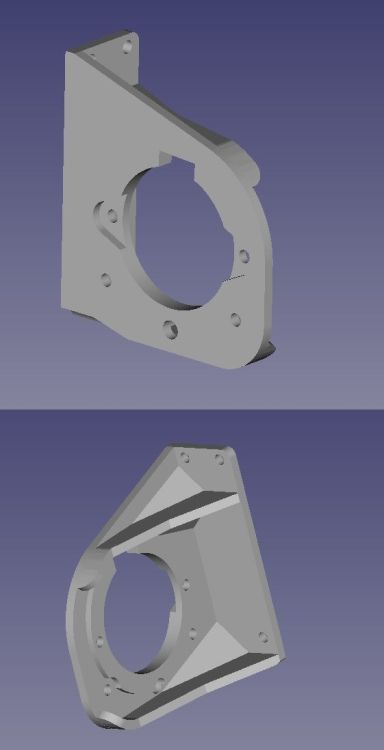
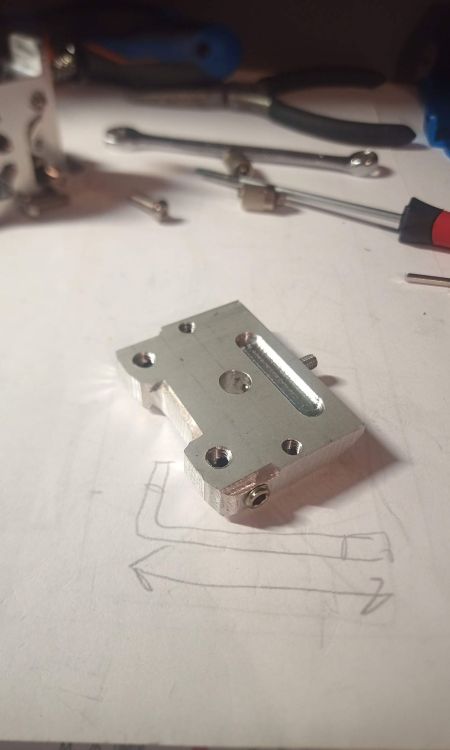
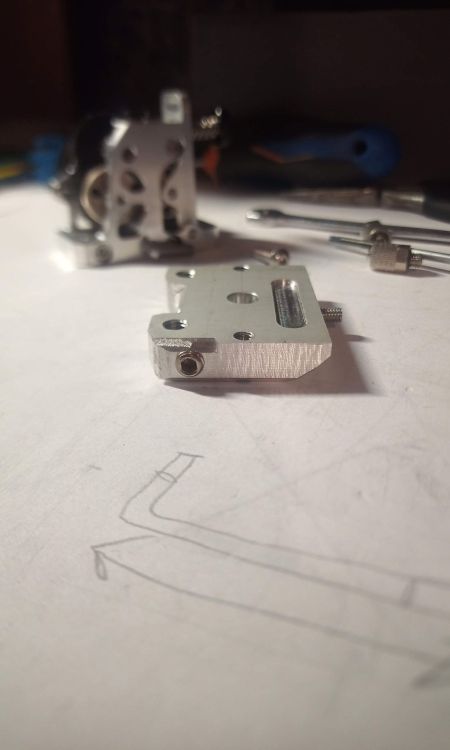
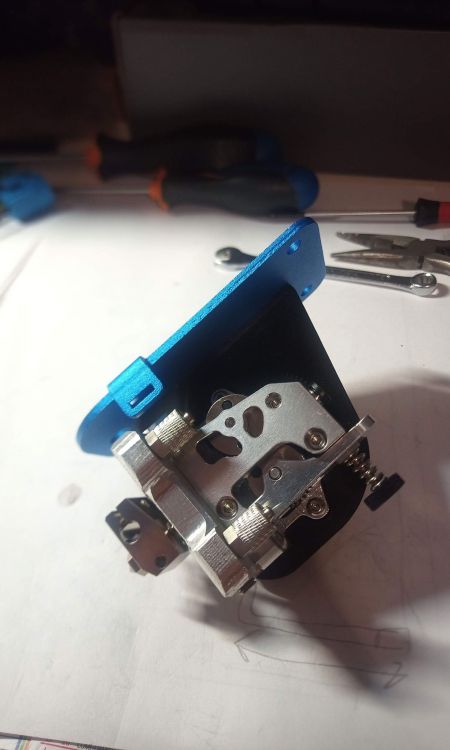
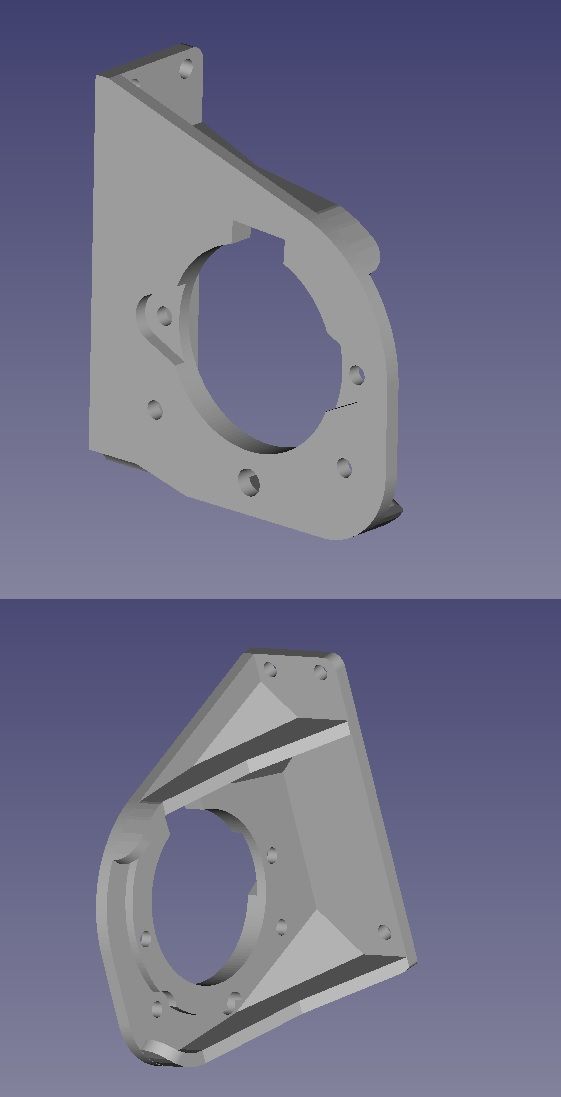
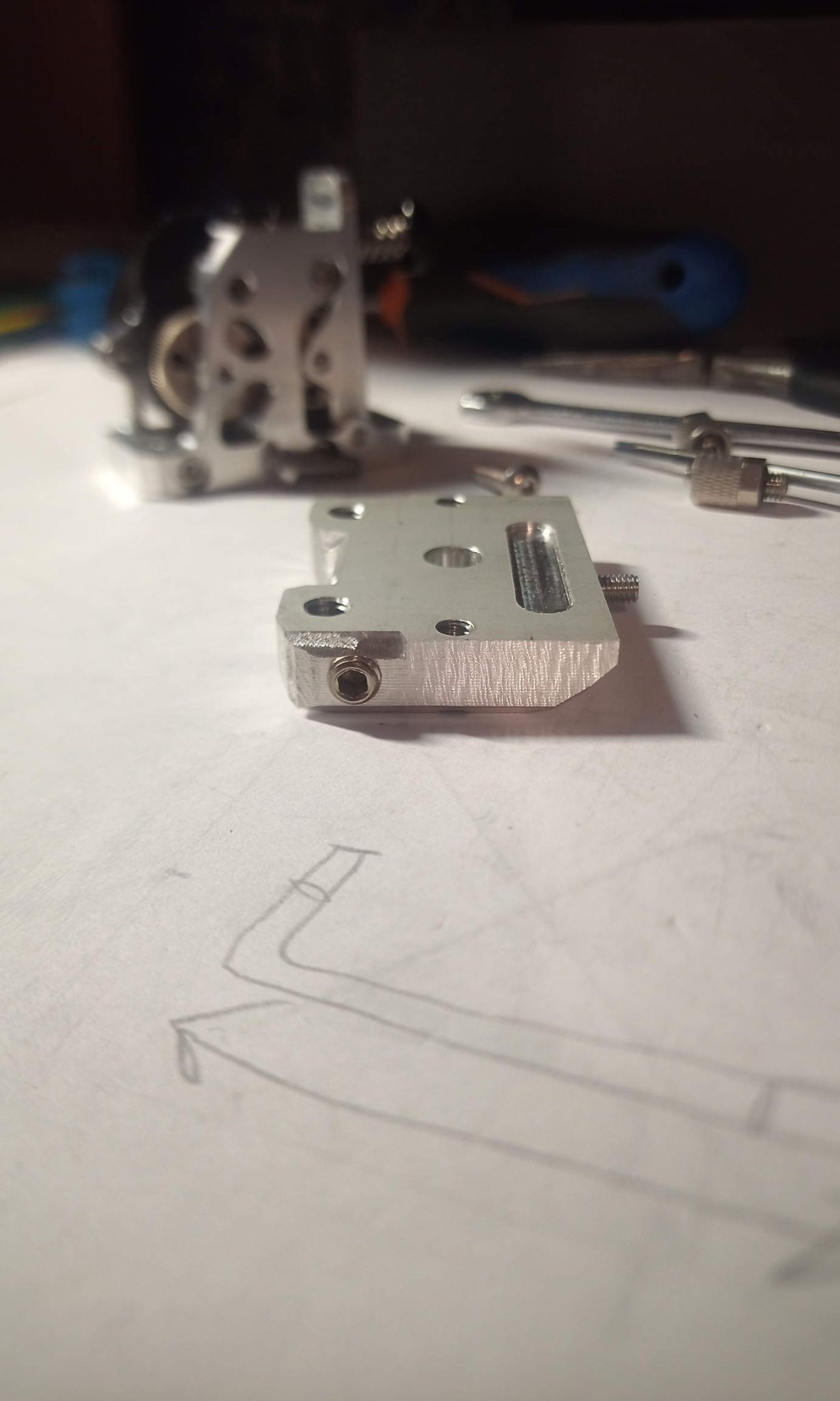
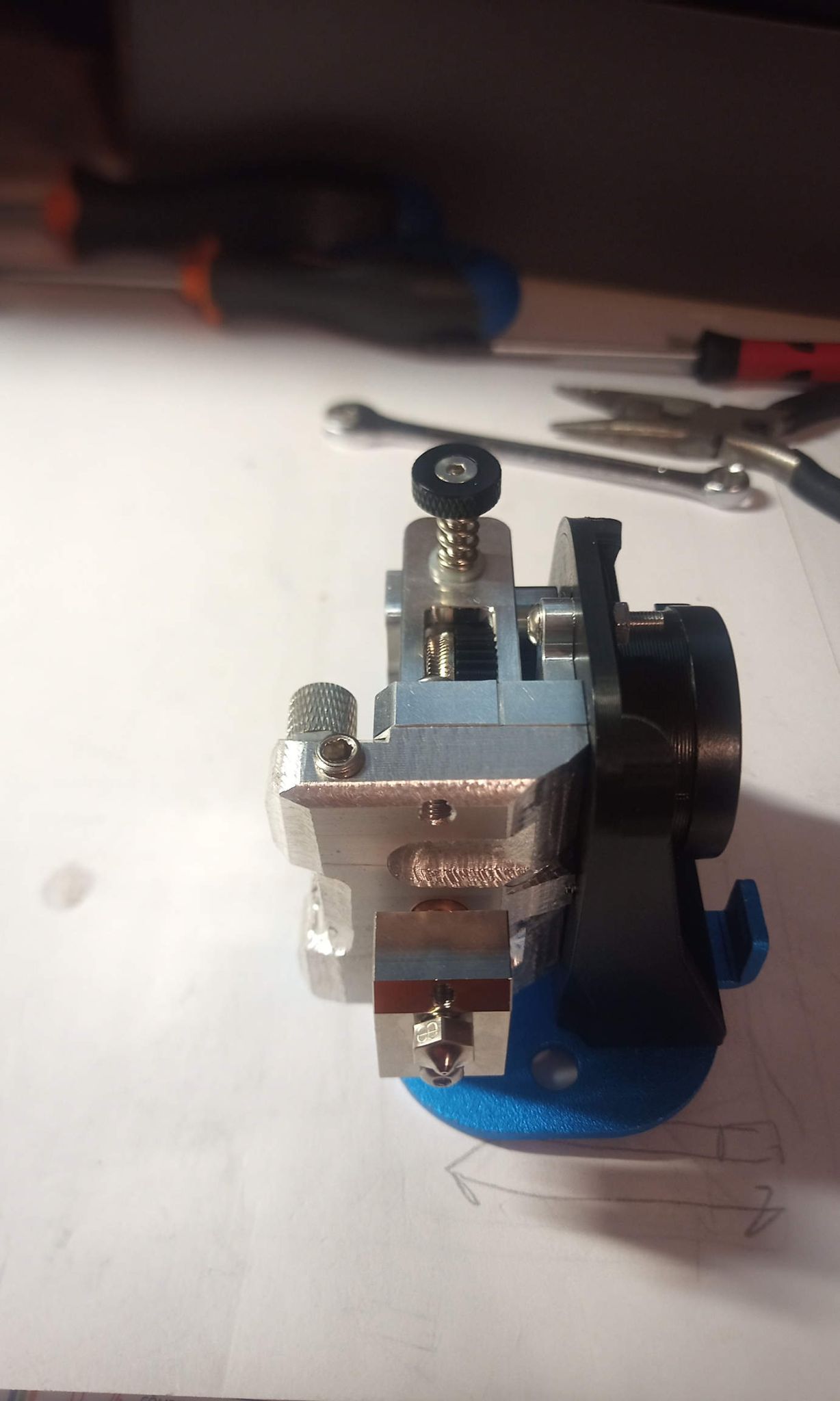
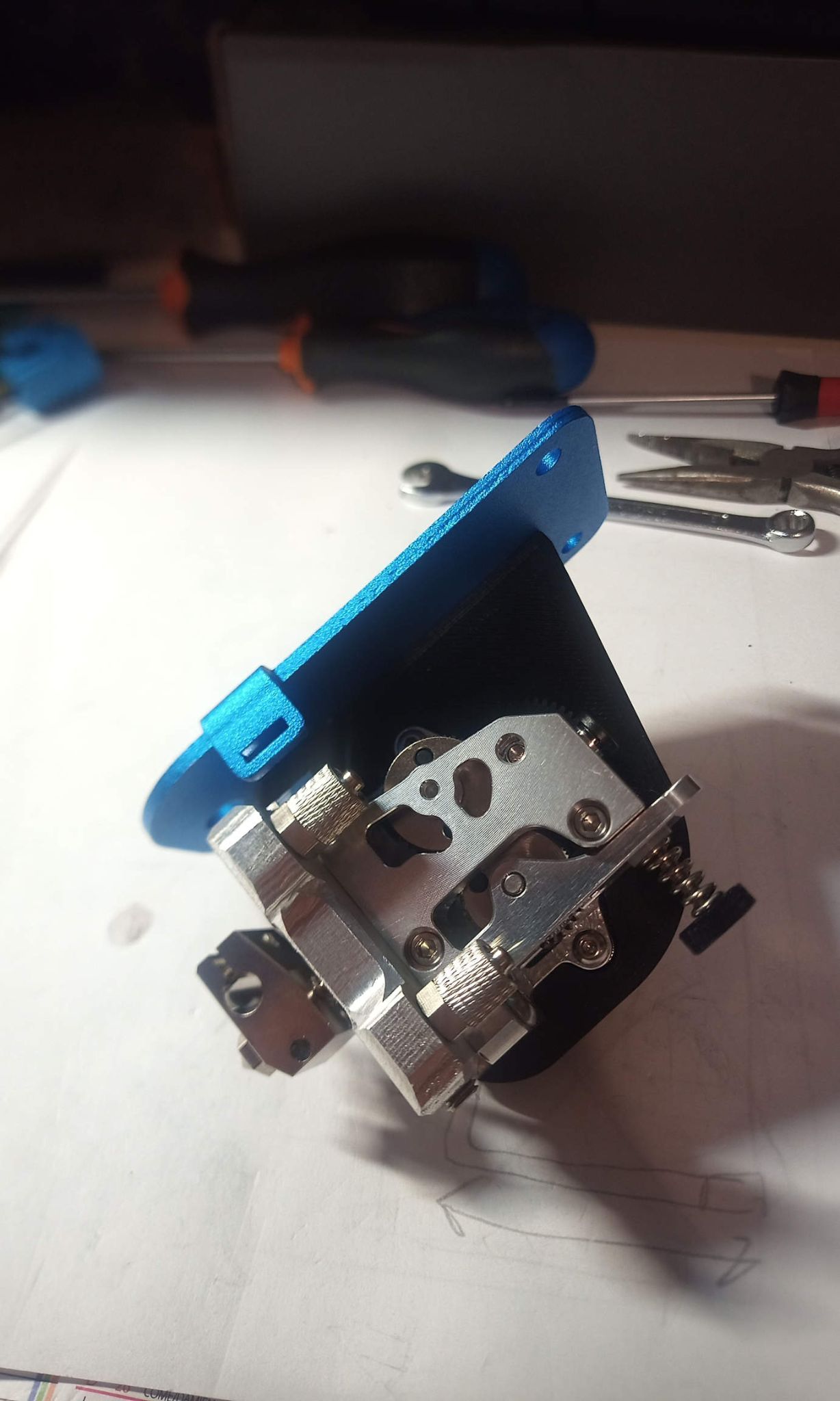
Encore un peu d'avancement. J'ai fraisé ma pièce en alu et j'ai pus l’alléger de 22gr en plus de le rendre plus esthétique. Je precise que je n'ai pas fais ca sur une fraiseuse (que je n'ai pas...) mais sur une simple perceuse a colonne sur laquelle j'ai monté un plateau coulissant 2 axes manuel, d’où l’imprécision relative de l'usinage. J'ai modélisé en premier jet le support d'extrudeur après quelques prise de cotes, puis je l'ai imprimé en PLA pour verifier l'assemblage. Ce support sera modifié pour accueillir le circuit imprimé avec les connecteurs de nappes ect (que j'ai commandé en double pour garder mon imprimante fonctionnelle le temps de l'adaptation), les 2 ventilos 4010 12000tr/min ainsi que le bl touch. La version finale sera imprimé en ASA ou ABS.




 2 points
2 points -
On part du principe que tu as fait tout ce qu'il fallait de base : - Filtrer la résine qui a eu un fail - Vérifier que l'écran fonctionne correctement. Tu veux bien nous partager la référence de ta résine, tes paramètres d'impression complets (pas que le temps d'exposition, la totale) et la tronche de la pièce que tu veux imprimer ? Je veux bien également une photo de ta build plate une fois nettoyée et propre, ainsi qu'une estimation de si ton FEP est fatigué / rayé ou s'il est relativement récent.2 points
-
Bonjour à tous, Je me permet un petit topic pour faire un petit retour d'expérience. A l'automne dernier j'arrivais ici en envisageant d'acheter ma première imprimante 3D, sans rien n'y connaitre sur rien, et des membre m'ont aiguillés et participés à mon cheminement et ma formation initiale. Aujourd'hui je reviens avec un peu de "bouteille". J'ai réalisé sur la période entre 700 et 800 pièces en impression 3D (inutile de dire que l'imprimante a fonctionné H24 pendant pas mal de semaines ), pour un total d'environs 12-13 kg de résine, et je peux venir faire un retour d'un utilisateur un peu plus avertis. Déjà au niveau du choix de l'imprimante, on m'avait conseillé Anycubic et elegoo comme premier achat. J'avais opté pour anycubic car ils avaient une promo a ce moment là et que j'avais entendu (bruits de couloir...) que leur SAV était -vraiment- bien. J'ai eu l'occasion de poncer ma Anycubic, et également l'occasion de travailler un peu sur Elegoo Mars 2 pro et Phrozen sonic mini 8k. Je trouve que Anycubic a le meilleur ratio performance/réussite. Phrozen est capable de faire un chouilla mieux en qualité brute mais est moins commode et a tendance a avoir plus de raté, en plus d'être vraiment plus cher. Elegoo est correct mais sans plus, en plus d'être légèrement plus cher qu'Anycubic à l'achat (pour les Mars 3, je pense que Mars 2 pro en promo est un bon achat le cas échéant). Avant de faire ce topic j'ai posé la question à un professionnel qui m'a pas mal accompagné pendant ces mois, pour éviter le biais de confirmation. Lui possède 6 imprimantes de 5 fabriquants et Anycubic est sa marque préférée, je ne peux donc que valider le conseil qui m'a été donné à l'époque et encourager les gens à leur tour à se tourner vers cette marque. J'ai également eu à avoir affaire avec le SAV anycubic (probablement par ma faute en plus) a cause d'un écran abimé. Le SAV ne m'a posé aucune question. Contacté un dimanche soir j'avais le nouveau écran dans la semaine accompagné de tous les accessoires pour bien le monter. De ce que j'ai entendu le SAV des autres marques n'est pas forcément aussi performant. Au niveau de la résine j'ai pu tester plusieurs marques (Elegoo, Anycubic, Phrozen, Siraya et loctite) et là dessus aucun débat : siraya explose absolument tout le monde. Mais vraiment. De beaucoup. Y'a pas photo. Si vous guettez les promo (il y a souvent 3 pour le prix de 2) ça vous fait 25 eur le kilo de résine c'est ultra rentable car on ne rate quasi plus rien et tout sort bien mieux, en plus d'avoir des objets mécaniquement largement plus performant. Et ne surtout pas hésiter à faire des mélanges pour avoir les propriétés désirées ! Et ne faites surtout pas l'économie du wash&cure si vous hésitez. Limite prenez une imprimante moins chère si besoin mais vous avez besoin de ce truc pour ne pas que ce soit un enfer ! J'espère que ce message pourra éventuellement aider ceux qui hésitent à s'y mettre !1 point
-
Oui en effet, j'avais un avis mitigé sur les extrudeur a double engrenage du a divers avis sur la toile, j'ai réussi tout de même a sortir 3 beau petit print avec, mais la tanpis ça sera pour ma ZoneStar, je vais voir comment ça ce regle de manière précise avant. Et oui tu avais bien raison le PTFE tombe bien jusqu'en bas, j'ai eu un doute au début vue que ça sortait plus rien, mais en démontant le hotend cette après-midi ça ma confirmé ce que tu me disais plus haut. Merci a toi en tous cas1 point
-
@Moucklee Tu sais au moins que ça vient de l'extrudeur si ton PTFE est bien enfoncé dans le corps de chauffe, tu n'à aucun risque de fuite, bon print à toi1 point
-
Combo X1C/AMS en cours de transfert entre Allemagne et France. En attendant, j'ai quelques éléments qui sont arrivés ce matin (commandés 3 ou 4 jours après l'imprimante, et expédiés quasi immédiatement) : plaque PEI, hot end complètes 0.4mm et 0.6mm, glue sticks, et du filament (avec spooler)... J'ai hâte que ça arrive... Commencé à regarder Bambu Studio pour m'occuper. Colorer des stl semble super facile, mais ce qui m'impressionne le plus c'est qu'en termes de temps d'impression, les 4 jantes sur le plateau prenaient 32 heures à imprimer en mono filament, alors que là avec les changement de couleurs et les supports, ça devrait prendre nettement moins de temps... Bon après, les couleurs pour du prototypage, cela ne me sera pas forcément utile, mais cela me donne des idées1 point
-
Hello merci, super. J’ai passé commande aujourd’hui.. A+1 point
-
bonjour étant adepte des solutions alternatives je vous propose ceci: https://fr.aliexpress.com/item/4001200659297.html?spm=a2g0o.order_list.order_list_main.17.759b5e5blWrc3G&gatewayAdapt=glo2fra très efficace pour le nettoyage des prints ,quelques secondes suffisent . vous posez un bac rempli de ce que vous voulez dessus( ipa , éthanol , eau ) vous allumez vous réglez la puissance et le tour est joué ! beaucoup plus efficace que les bacs à ultrason en plus il est peu encombrant vous l'aurez compris , je suis complètement satisfait de mon investissement (67 euros )1 point
-
Quel intérêt de te braquer contre Chat GPT, sachant que cela va continuer, s'amplifier et s'améliorer. Petite histoire: il y a plus de trente ans, je discutais avec notre prestataire informatique de l'arrivée de Windows et il me disait: "Ah, c'est un truc pour jouer, ça ne remplacera jamais nos langages pro". On connait le résultat.1 point
-
ça avance doucement, voici le dernier firmware pour gd32 : https://github.com/ciotto/BIGTREETECH-TouchScreenFirmware/tree/MKS-GD-TFT28-release/mkstft28evo vous pourrez voir que le touchscreen fonctionne, manque plus que les usarts pour la comm avec la carte mère... Toujours possible de tester et de reflasher le firmware d'origine. S'il y a des personnes qui s'y connaissent en programmation Cortex M4/STM32/GD32 ... n'hésitez pas à contribuer. https://github.com/bigtreetech/BIGTREETECH-TouchScreenFirmware/issues/23911 point
-
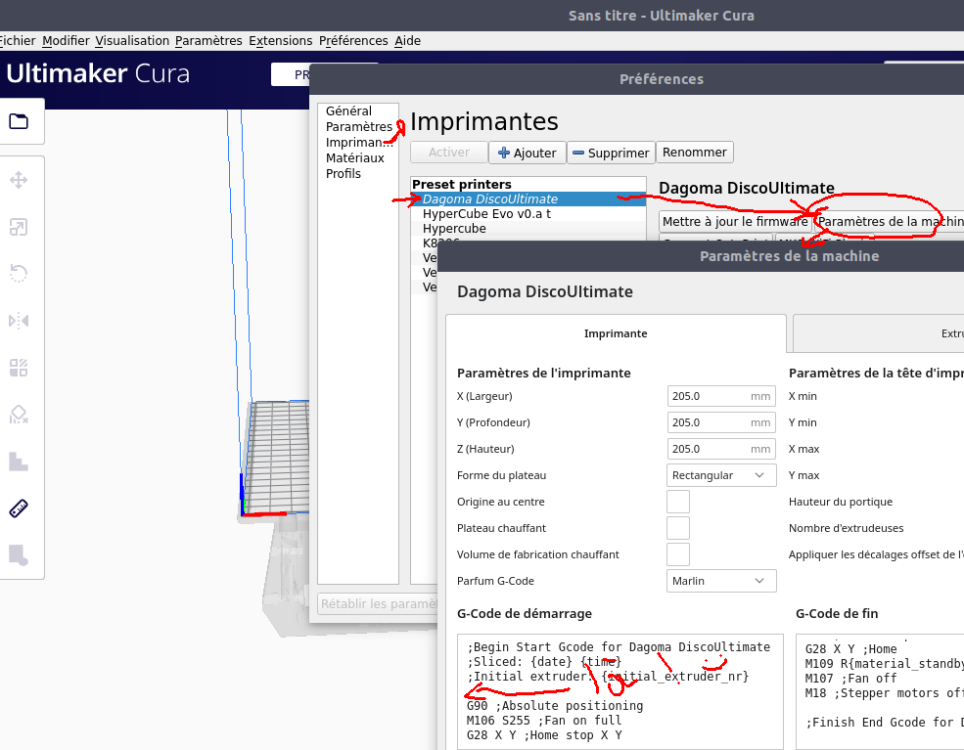
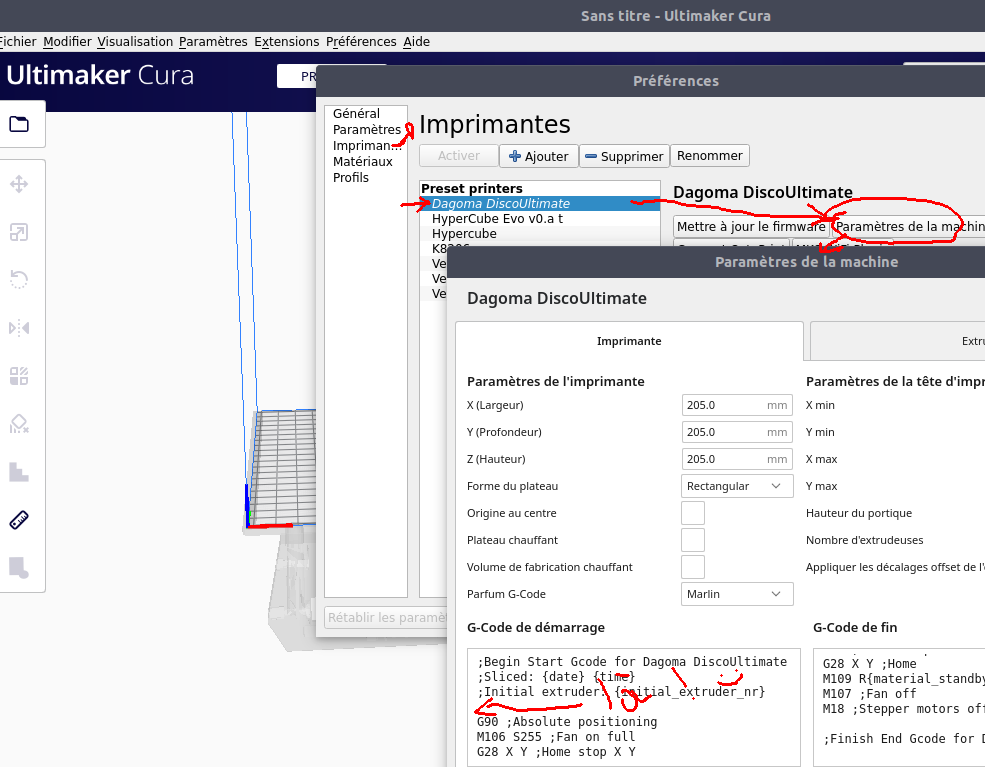
pas exactement mais c'est pas loin. Par "g-code de démarrage", je parle de celui dans les paramètres du profil de l'imprimante sous Ultimaker Cura ( il est interprété et mis au début du fichier .gcode quand tu tranche un fichier 3D sous Ultimaker Cura.) Dans le préférence de Ultimaker Cura, sur les Imprimantes, sélectionner (voir activer) la tienne, puis cliquer "Paramètres de la machine" et là tu devrais voir un écran avec une zone texte nommé "G-Code de démarrage" ( bien remarquer que sur une ligne ce qui suit un caractère point virgule ";" est un commentaire et normalement il n'y a qu'une unique commande g-code par ligne ... )
 1 point
1 point -
Poses toi la question, au bout de combien de modifications vas tu te rendre compte qu'une machine creality aurait été moins chère.1 point
-
Ho un "Vibrateur de plâtre dentaire" je découvre. Merci. J'aime l'idée et je me dit que je vais tenter au dessus de ma machine a laver le linge en mode essorage 1000tr/min
 1 point
1 point -
Bonjour @Ber59 Tu trouveras les infos ici1 point
-
Première remarque: Il y a des lois :Garantie Commerciale ou contractuelle Garantie Légale de conformité et si ton imprimante ne fonctionne pas (et qu'évidemment elle n'a pas été "bidouillée") tu dois pouvoir la retourner sans frais (il est possible que tu doives avancer les frais de retour mais ils doivent t'être remboursés ensuite); Seconde remarque: Si tu prends l'initiative de remplacer toi même la carte mère et l'écran, tu courres le risque d'avoir fait un mauvais diagnostic et d'être par exemple obligé de remplacer autre chose (bloc d'alimentation par exemple) et accessoirement de perdre la garantie. Donc, prends ton courage à deux mains, tente de trouver une solution avec le SAV et le cas échéant adresse une lettre recommandée acec AR si tu n'obtiens pas satisfaction.1 point
-
Si tu débute en impression résine, alors prend le temps de lire cette doc fait par l'utilisateur Discord "J3D Tech" ( il y a une version traduite approximativement en Fr ) https://docs.google.com/document/d/1Z8fkzOxEgI9sOTwDKI6CeblpnuP4V8ayYVwZrYGmo44/edit1 point
-
En effet, ça y ressemble, c'est Pressure Advance sous Klipper, tu peux le désactiver avec "SET_PRESSURE_ADVANCE ADVANCE=0" mais faut pas que ton start gCode le remette. Sinon dans printer.cfg "pressure_advance: 0" le temps d'un print pour voir T'es en profil Cura par défaut ?1 point
-
@Minou Le P'tit Pot voici je propose de nous produire une vidéo afin de déterminer si les les deux détection optique L et R ne seraient pas décalées. 1 Avec la vidéo avec un plan large qui intègre E1 ET E2 afin de détecter si il existe un déhanchement mécanique prononcé. (en exemple c'est à dire si E1 en premier se cale ensuite E2 avec un écart visuel) Il est possible de le vérifier en statique si les deux détecteurs optiques sont au même niveau avec des cales d'épaisseur de mécano. Il ne faut chercher la petite bête les deux détecteurs doivent être au même niveau c'est tout ! 2 Ensuite faire couper une vitre de 4 mm qui doit régler le problème de creux ou de bosse du BED En conclusion il faut juste que E2 soit de niveau sur un seul point à droite et devant le BED c'est tout. 3 Avez-vous vérifier si les roues des chariots gauche et droite ne soient pas bridées (impossible à faire tourner à la main) nota la roue interne doit légèrement patiner à la rotation manuelle dans la glissière. (réglage avec des excentriques) 4 le fonctionnement des roues ne doivent pas être bridées mais juste au contact pour éviter des points dur et permettre que l'ensemble mécanique de lma montée de l'axe X monte et descende sans contrainte. rappel : pour un extrudeur d'origine non BMG le réglage en hauteur de E2 se fait en vissant ou dévissant le gros écrou de 19mm qui est accessible avec une clé dans la fente bien entendu il faut libérer la vis de contrainte M3 Remarque pour un Extrudeur de type BMG il existe une couronne en plastique rouge à l'arrière de E2 qui permet de régler E pour tout problème insurmontable il y a la solution !!! C'est quoi cette bidouille avec une cale de 0.55mm ? avec mon expérience c'est souvent de fois l'utilisateur qui engendre plus de défauts par manque d'analyse du problème rencontré Bon courage ! je recommande de regarder Vidéo pour régler les extrudeurs E1 et E21 point
-
Edit > Cela ne fonctionne pas pour Z ! Donc je "barre" ce sui suit. Pour moi il y a plus rapide/pratique ( Compiler un firmware c'est possiblement compliqué pour un débutant ) mais ma solution est moins "propre" et "sécuritaire" que de refaire un firmware ayant les bonne limites. Il suffit, d'ajouter une nouvel ligne avec une commande M211: Software Endstops au début du g-code de démarrage sous le trancheur M211 S0 ; Disable Software endstop ( pour que le firmware accepte de passer outre les limites définie dans le firmware. Mais alors attention si l'on dépasse les limites / butées physique lors d'une impression, cela risque de physiquement forcer et d’abîmer le matériel)1 point
-
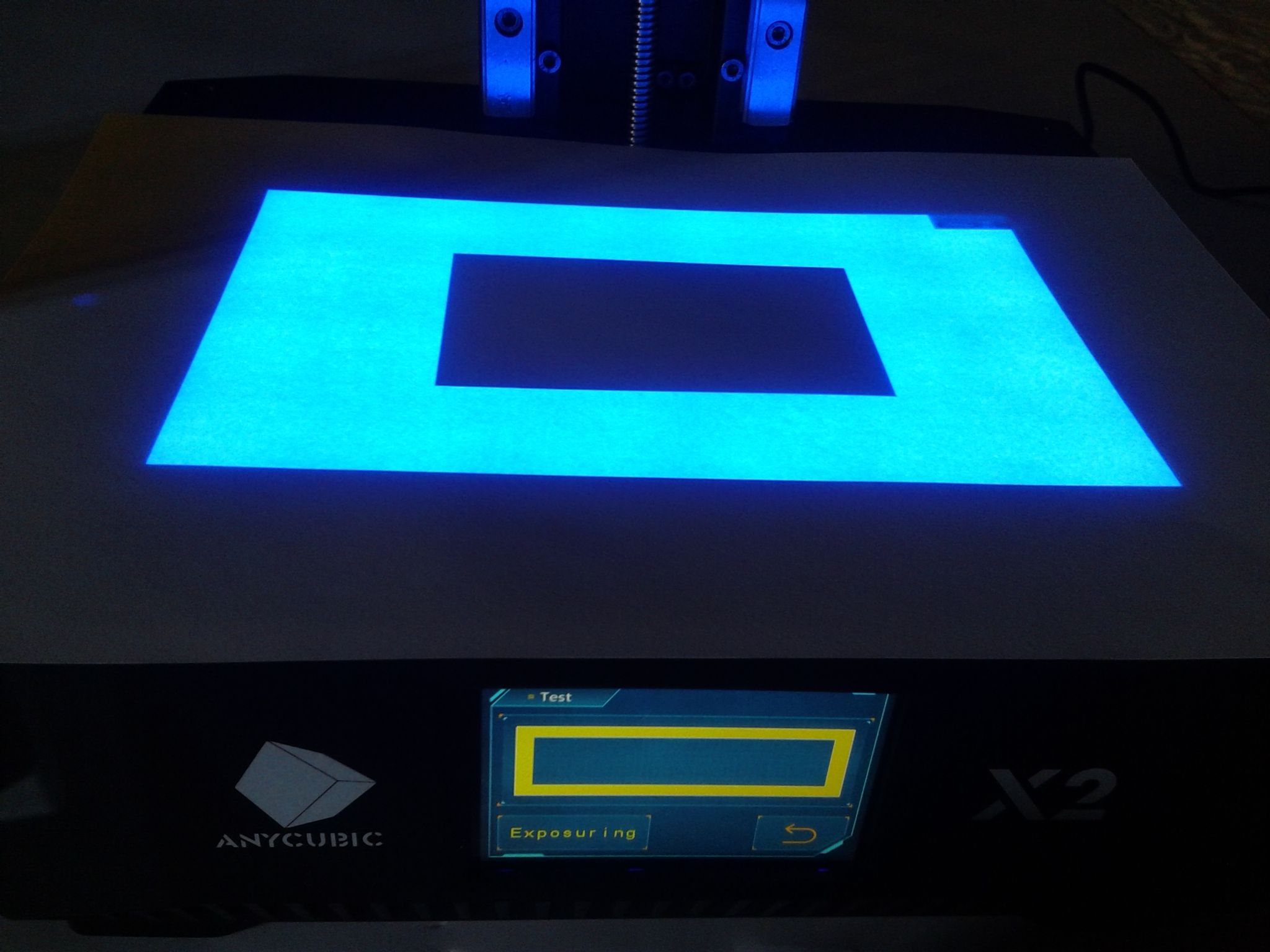
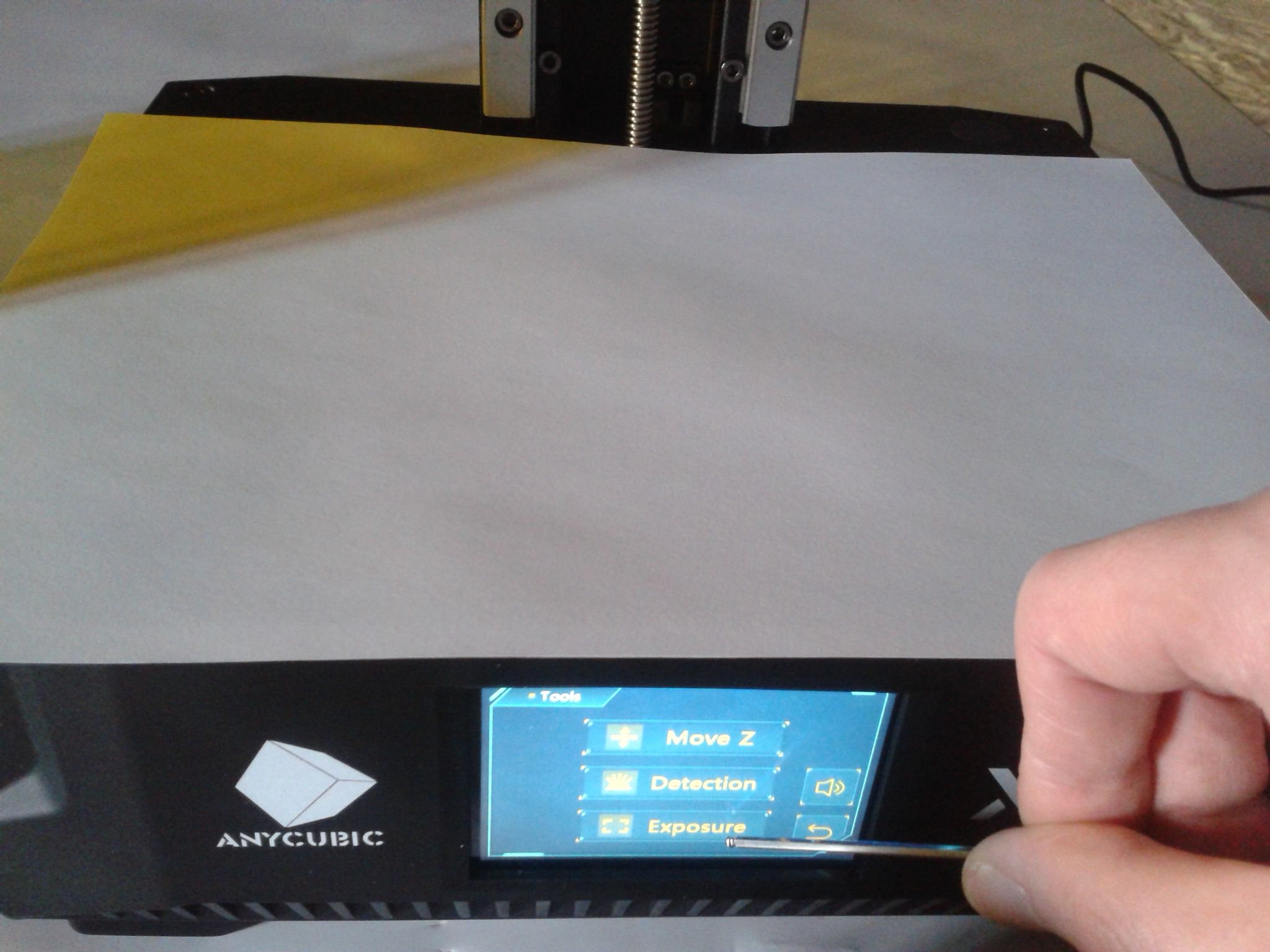
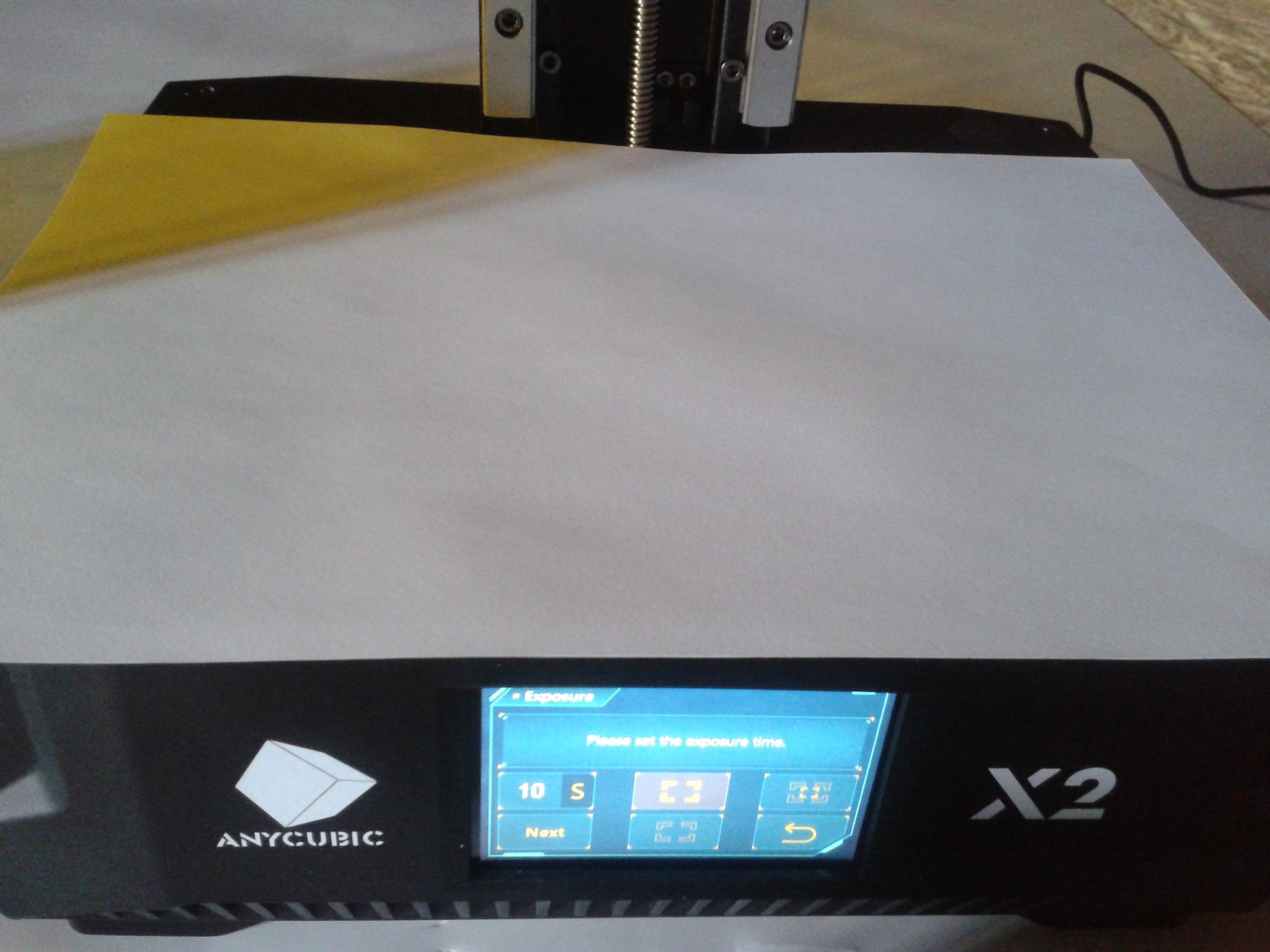
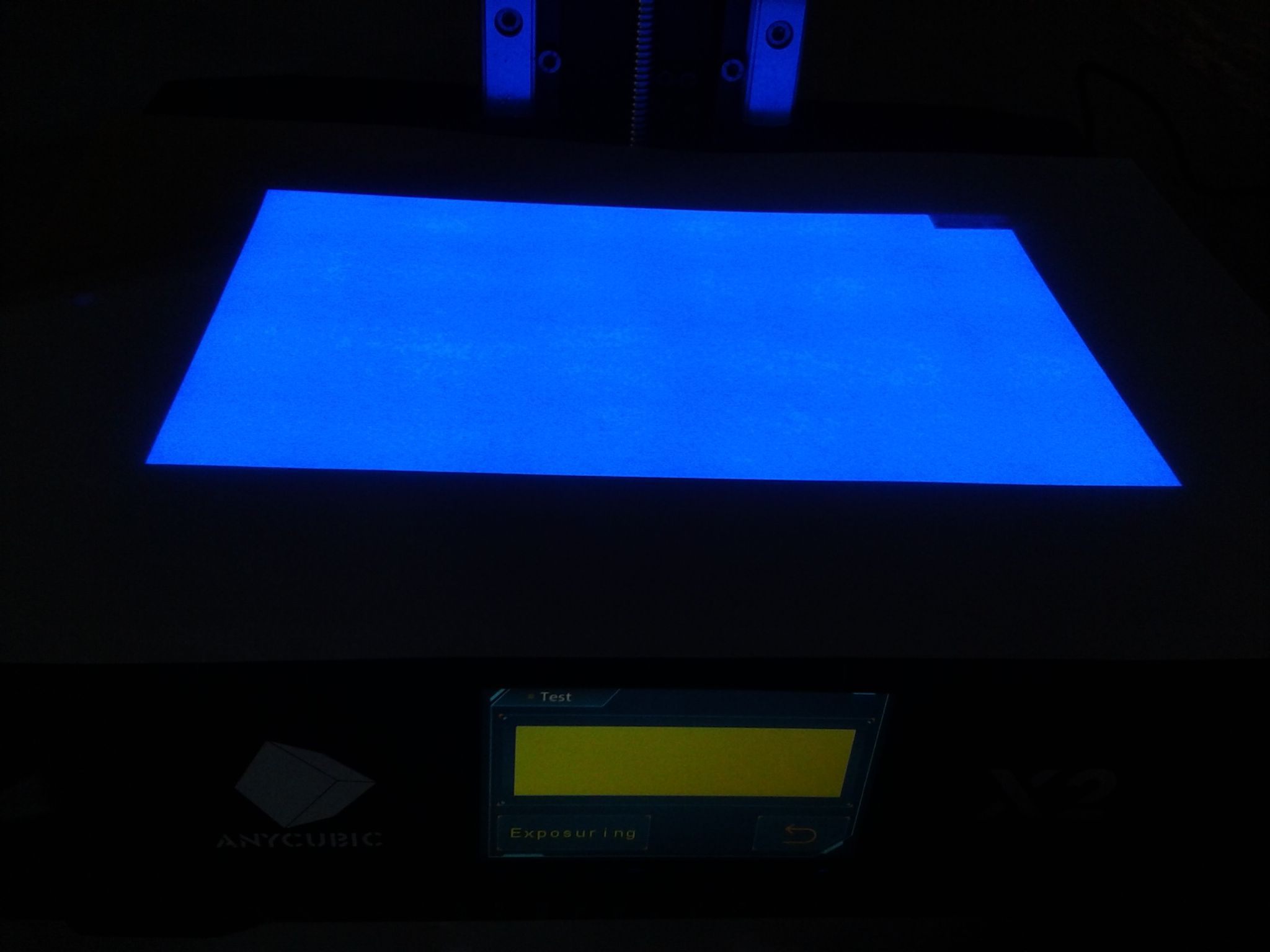
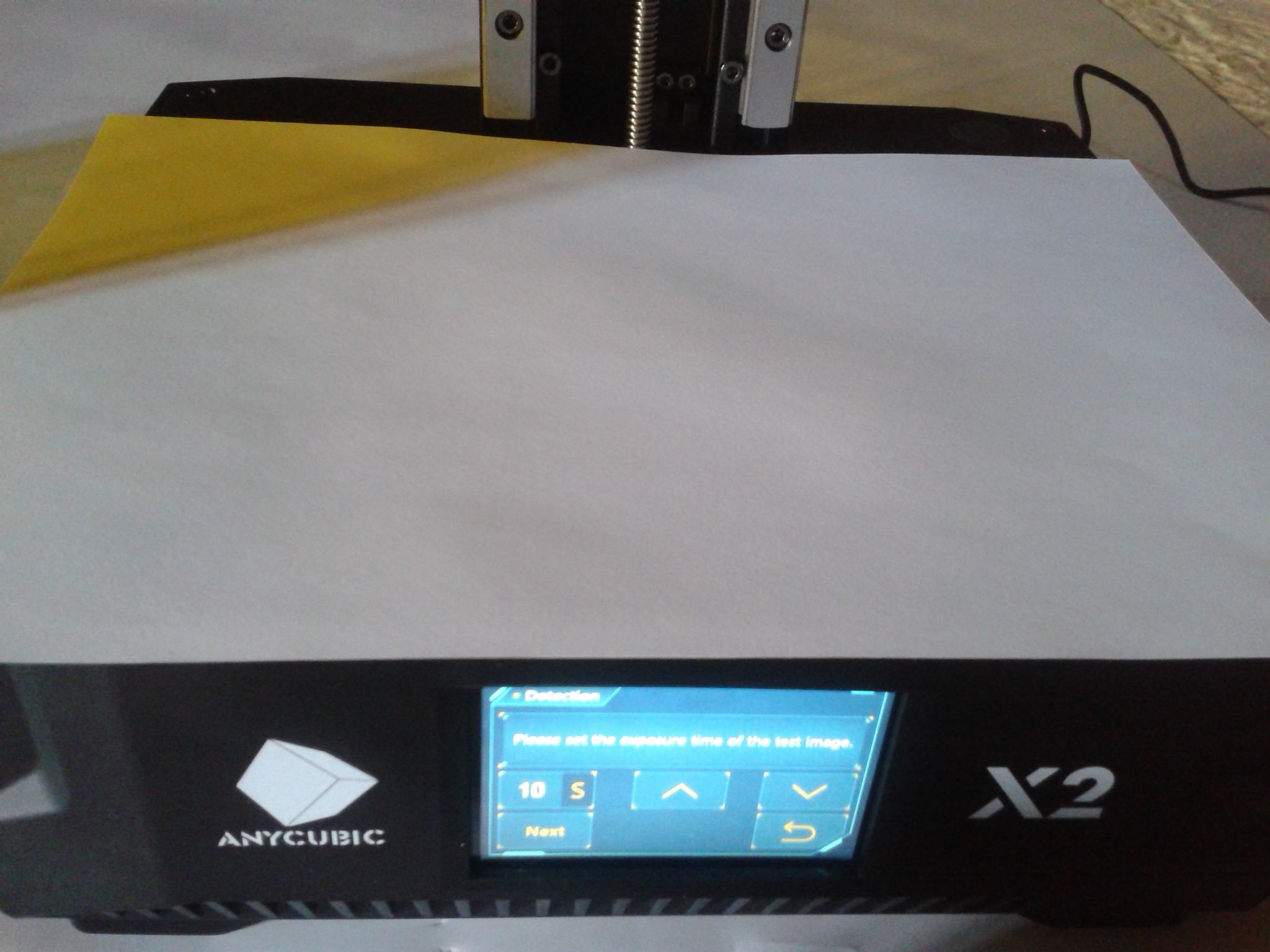
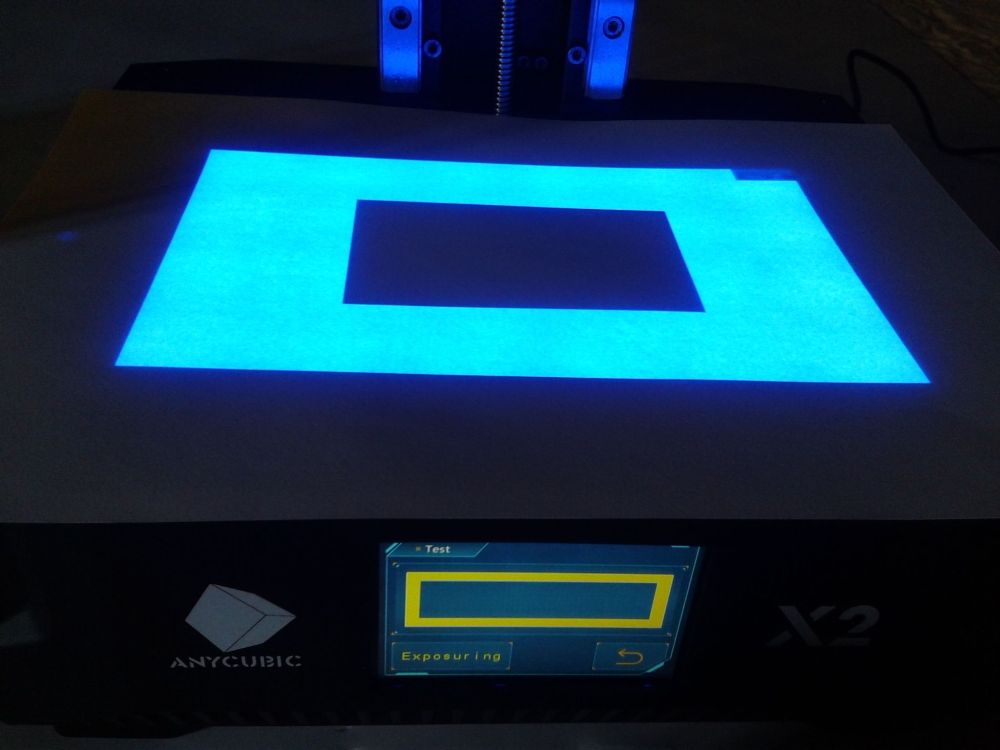
Salutation. Pour moi, définitivement, l’écran de masquage a un problème, le logo devrait être bien plus net. Vérifie en placent une feuille 4A lors du test d'affichage du logo, pour bien voir sans prendre plein d'UV dans les yeux. Exemple de résultat sur une Anycubic Photon Mono X2 ->
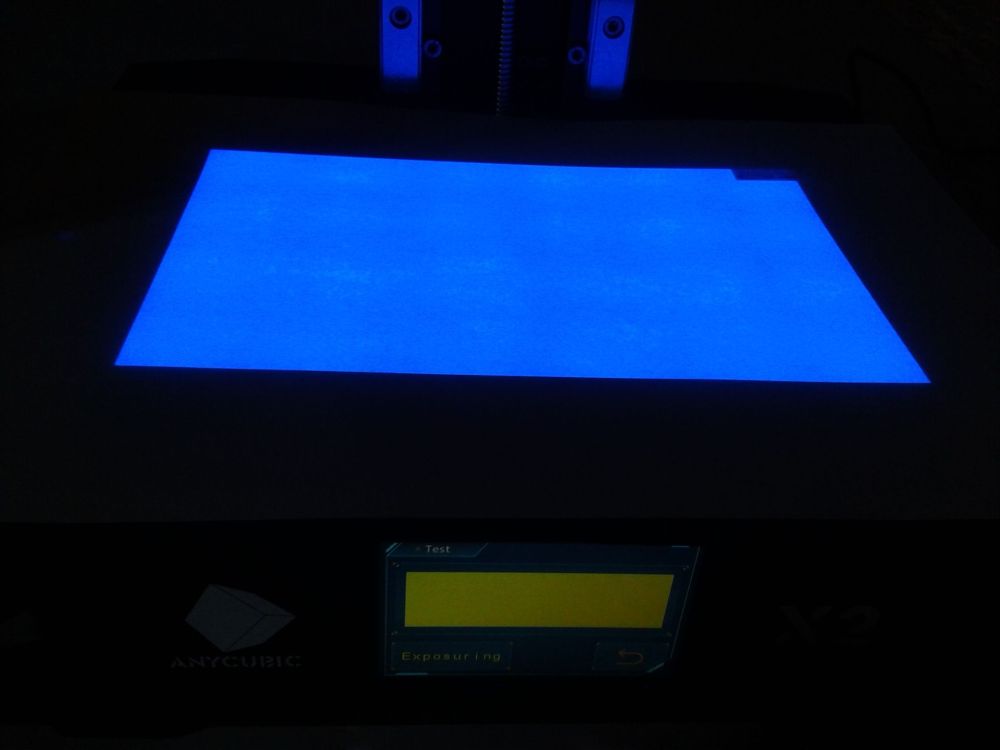
 1 point
1 point -
Wowww... Commandé la Voron 2.4 R2 le 1er Mars, livrée aujourd'hui le 6 mars a 14h00 C'est pas si loin finalement la Chine !!! Ne reste plus qu'a attendre mes pieces pour débuter le montage !!!1 point
-
Salut, Chose importante, le réglage de la hauteur de la buse E2, se fait sur un seul point et c'est tout, perso je le fait sur le point avant droite du plateau et cela fonctionne sans problème. a+ Charles1 point
-
En fait, je voyais les firmwares dans cette section, tout simplement parce que ca fait partrie intégrante de l'imprimante... Une imprimante est composé d'une structure, d'électronique et de firmware pour que ca fonctionne... Mais, elle peut bien etre ailleurs... je ne ferai pas le "bacon" pour autant !!!1 point
-
Hello1 point
-
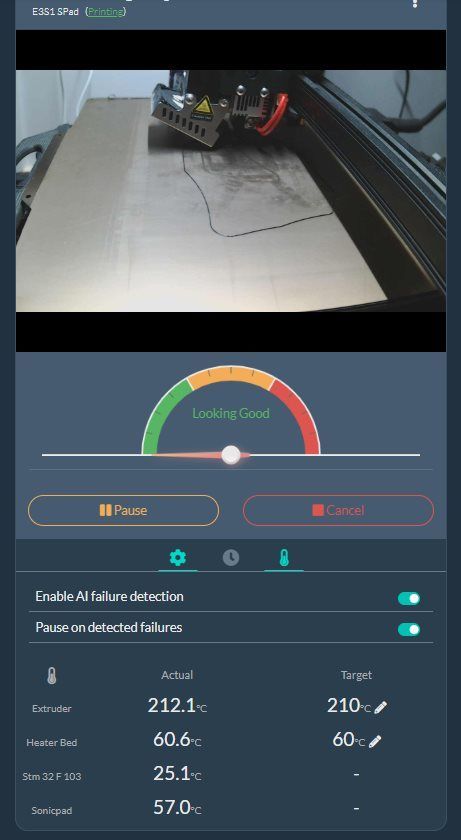
Valable uniquement pour les cartes 32 bits à base de μcontrôleurs: ATSAM, ATSAMD, et STM32 => https://www.klipper3d.org/fr/Config_Reference.html#capteur-de-temperature-integre-au-microcontroleur Chez moi avec : #================== Temperatures host + μcontroler ================= [temperature_sensor SonicPad] sensor_type: temperature_host min_temp: 10 max_temp: 75 [temperature_sensor STM32F103] sensor_type: temperature_mcu min_temp: 10 max_temp: 75 Ça affiche ceci : <EDIT> La même vue des températures, cette fois-ci affichée via «Obico» (ex Spaghetti Detective) installé sur mon SonicPad
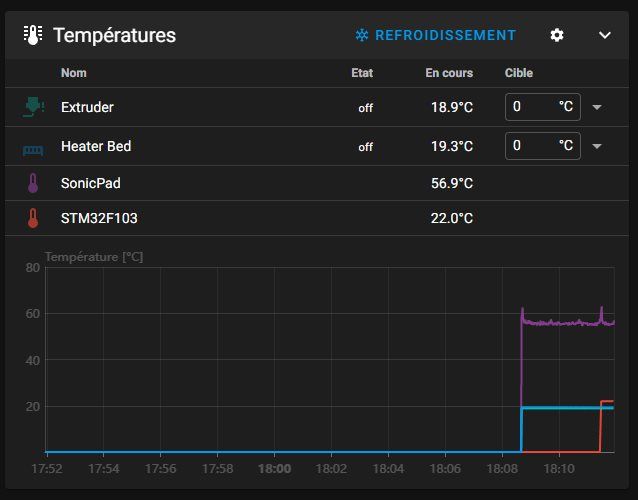
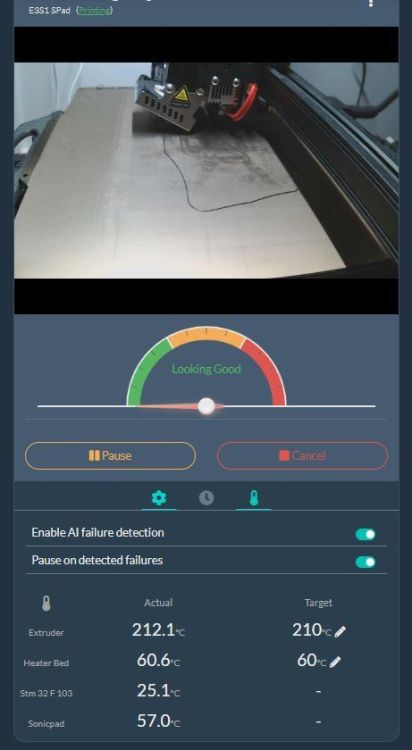 1 point
1 point -
Je vérifierais les points suivants : - que ce soit bien une buse de 0.4 - si c'est des buses à bas prix, qu'elle soit bien usinée (trou régulier) - que l'extrudeur ne claque pas quand tu imprimes (ce qui indiquerait qu'il essaie bien de pousser la bonne quantité de matière mais qu'il n'y arrive pas)1 point
-
Hello, La tige Z doit être libre, par design. Cela pour éviter un hyper-statisme entre les guidages lisse Z et les tiges trap Z. Si ces deux "axes" ne sont pas parfaitement parallèles, ça va forcer ou bloquer. Laisser libre un des deux côtés de la tige trap permet de la mettre comme sur une rotule. En pratique, il suffit de bien aligner la tige lisse et trap en plaçant le chariot au plus bas. On voit directement à l'oeil si c'est aligné au sommet ou pas, et en jouant sur le jeu des fixations moteur on arrive à ajuster facilement. Avec le jeu dans les écrous trap et la flexibilité des matériaux, on est pas au millimètre près. Laisser libre le sommet accentue cette liberté de mouvement. Evidemment, si les axes sont bien alignés, avec ou sans guidage au sommet, ça sera kif kif. Ce qui compte, c'est que le guidage lisse lui, ait le moins de jeu et de contrainte possible. Ca c'est en réfléchissant sur les jeux possibles en XY de l'axe Z. Maintenant si on se pose la question du jeu possible en Z de l'axe Z, la gravité fera que le jeu de l'écrou n'a aucun effet (le fameux backlash), mais quid des coupleurs ressort, qui font rebondir tout le chariot à chaque changement de couche ou Z-hop ? Mine de rien, le poids de l'ensemble du chariot (axe X, moteur X, hotend) repose sur les écrous Z, mais surtout sur les coupleurs Z, puis les roulements des moteurs Z. A méditer.1 point
-
Salut Voici sur la mienne. Ca fonctionne parfaitement. J'ai également changé les coupleurs mais pas les tiges filetées. Ca fonctionnait avant sans ... Personnellement ça me parait mieux "avec" : Pour une question sur les tiges filetées voici un verbe qui me parait entrer parfaitement dans le champ lexical
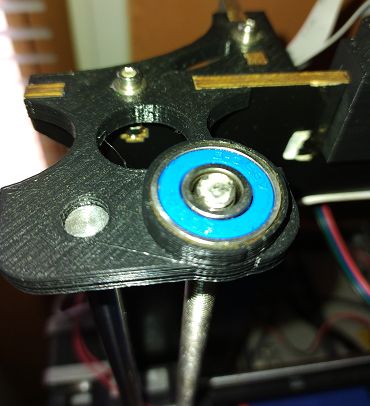 1 point
1 point -
bonjour , juste un petit truc qui me chiffonne sur le temps d'exposition des couches normales : 11 s cela me parait beaucoup trop . on est plus aux alentours de 2 s. si tu utilise chitobox il faut vérifier dans les paramètres des supports la hauteur de levage : cela détermine la distance entre le fep et ta pièce ( la longueur minimale des supports) autre chose a respecter : éviter les parois parallèles au fep pour ma part je n'utilise jamais de raft ( je n'ai eu que des mauvaises expérience avec )
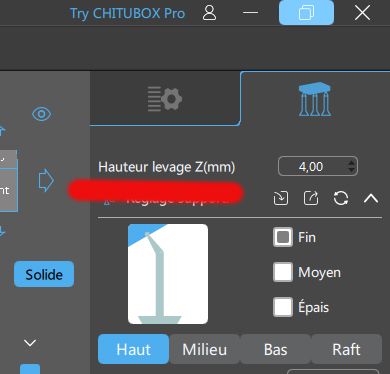 1 point
1 point -
Sur le site officiel : siraya.tech Ils expédient depuis l'allemagne avec DHL (les frais de port sont de 5 eur jusqu'a 30 kg de mémoire), ça arrive en 4 jours env. Bien surveiller : il y a très souvent des promos "3 pour le prix de 2" sur les références de base (la fast par exemple). Si tu as des questions sur la résine n'hésite pas j'ai poncé la gamme. Et si tu ne trouves pas ton bonheur chez siraya mais que tu veux quand même améliorer les propriétés de ta résine ne pas hésiter à faire des mélanges ! Parfois ça fait des merveilles !1 point
-
Explique nous clairement quelle zone est utiliser sur le plateau que l'on comprenne bien. Il peux y avoir une explication comme la souligné @fvuichard si la carte mère a un firmware Marlin de Genius pro seulement une surface a 220x220 sera utilisable au lieu des 300x300, mais dans ce cas la zone commencera en sont point 0 a s'avoir l'angle avant gauche du plateau quand on est face a l'imprimante. il nous faut plus de détail pour bien comprendre ce qu'il faudra effectué1 point
-
Ça sent la X2 flashée avec le FW Genius!1 point
-
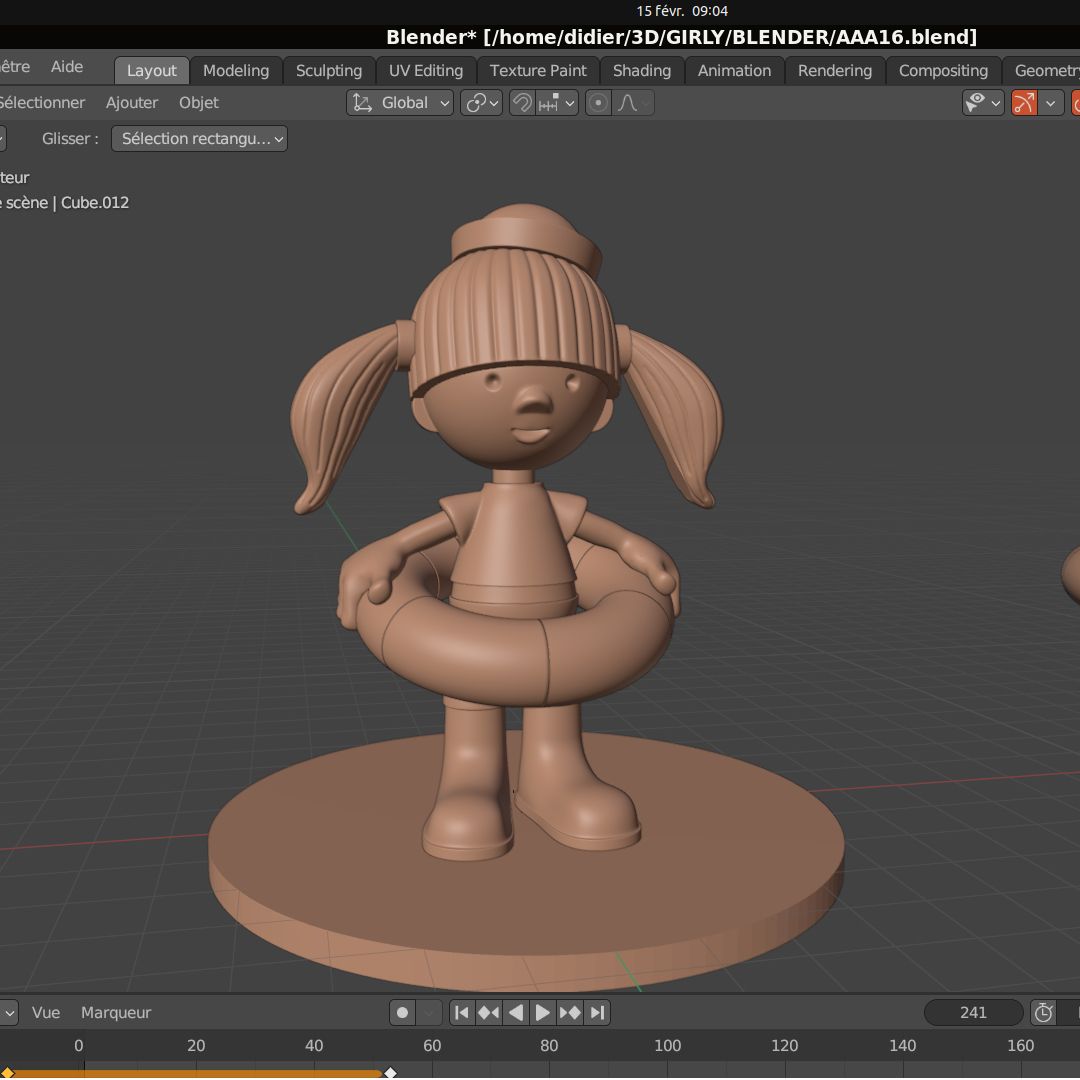
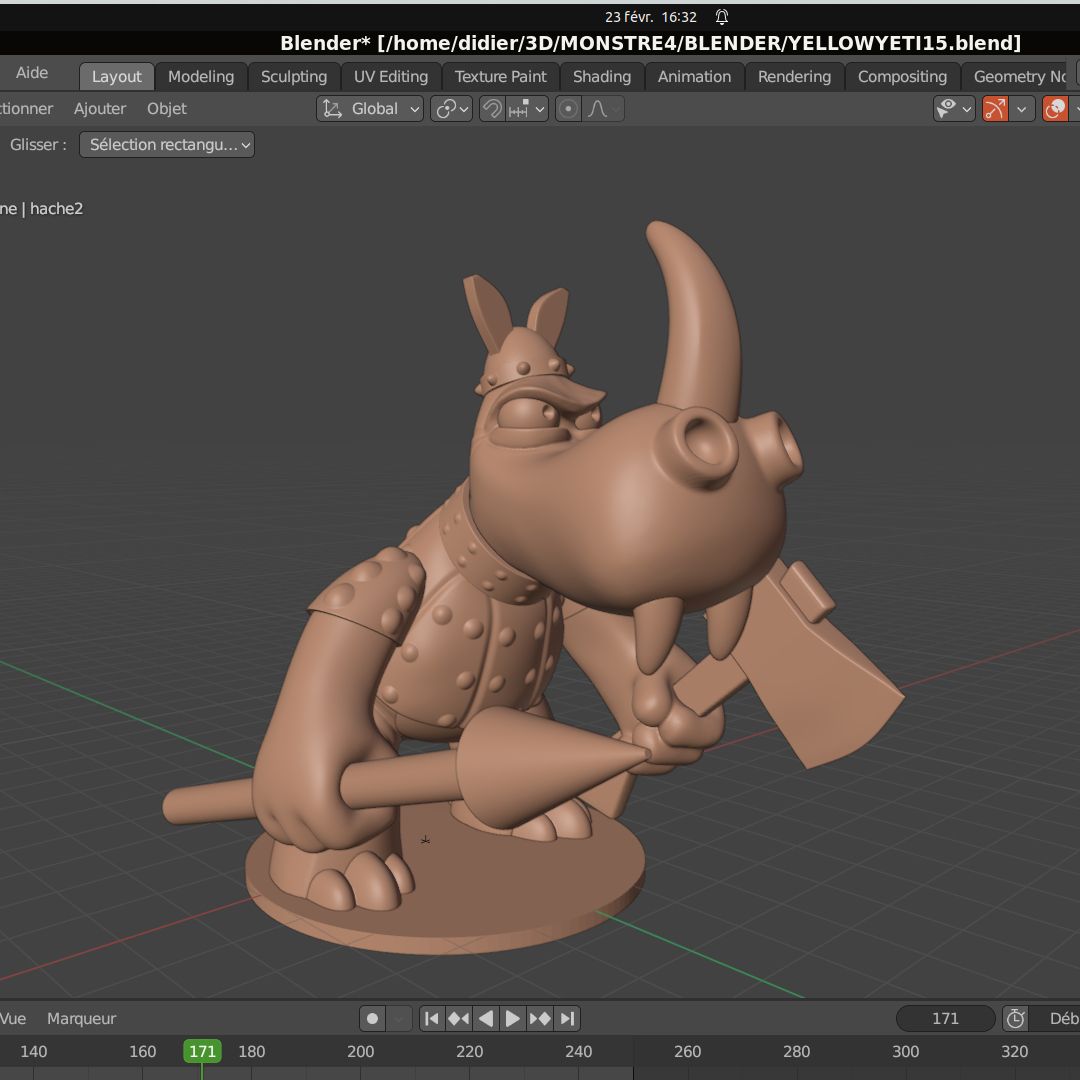
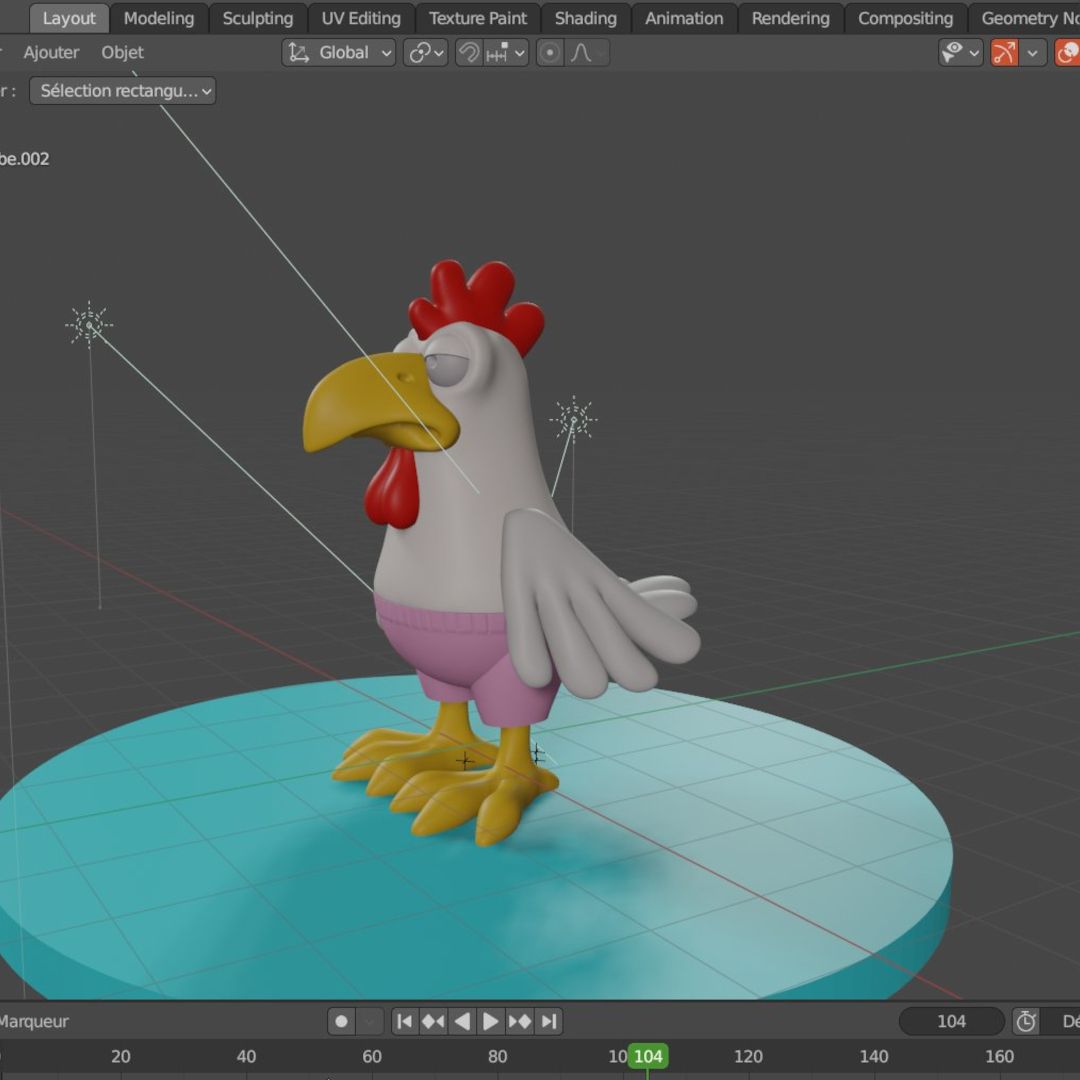
Bonjours à tous, Mes dernières créations... Vamos a la playa...Hauteur 16 cm. El Rino...Hauteur 16 cm. Poules en slip, hauteur 12 cm.

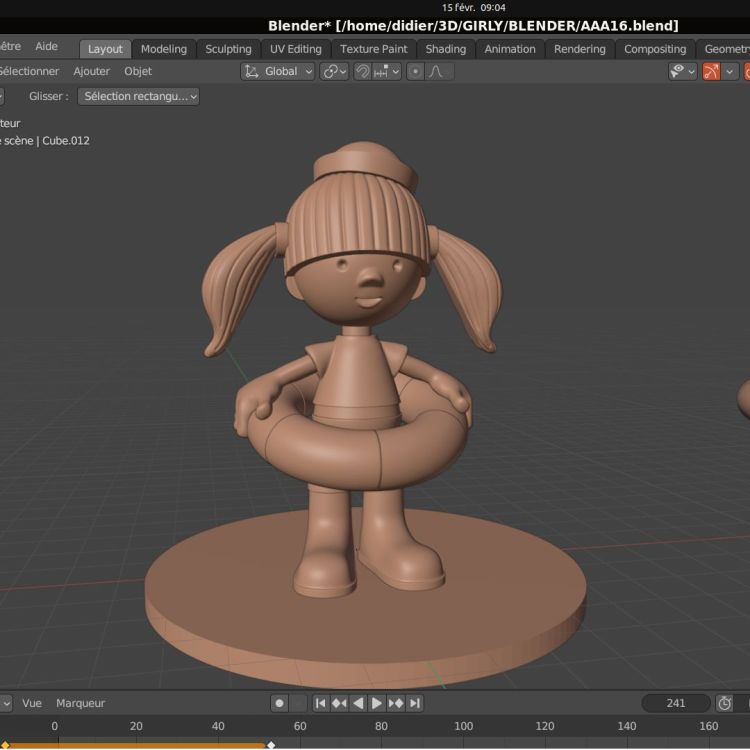

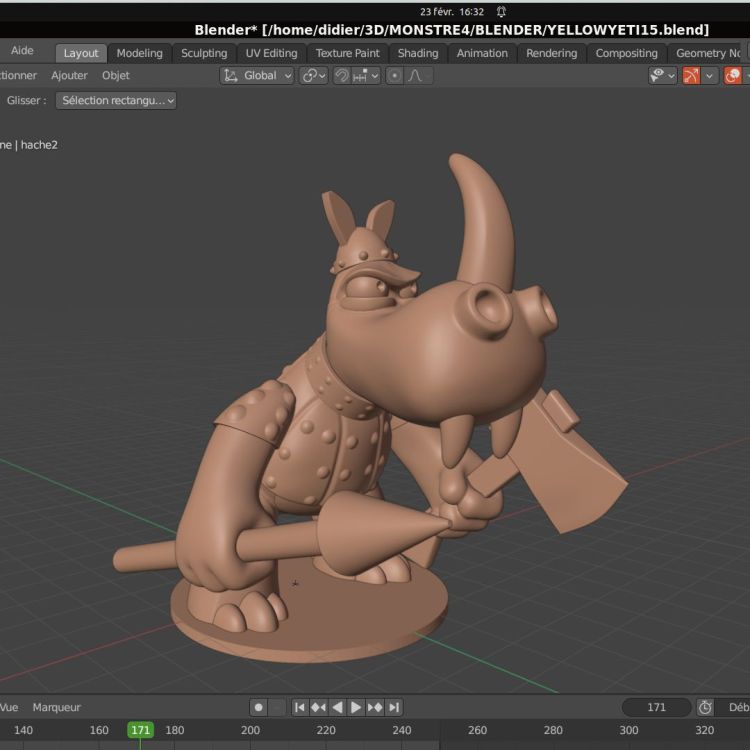



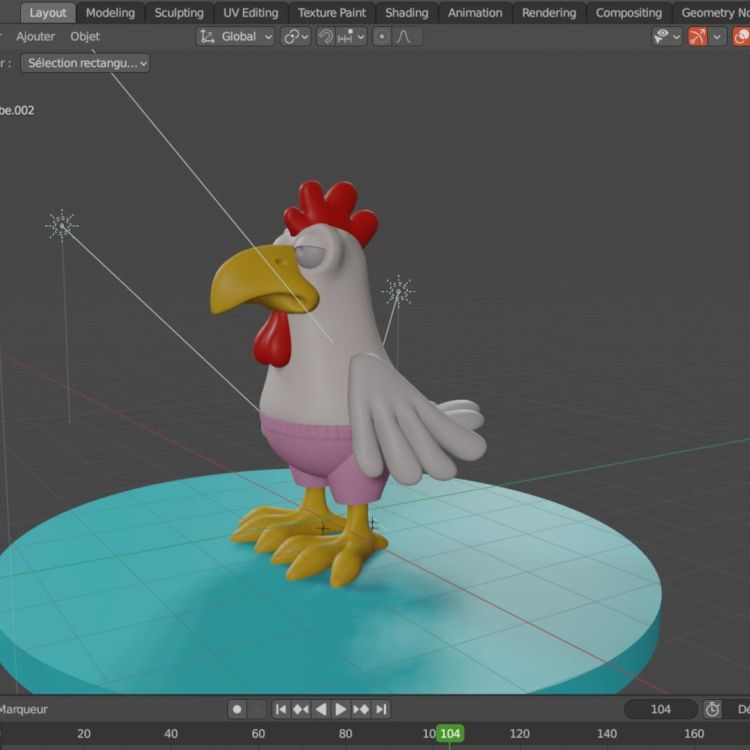


 1 point
1 point -
Salut, C'est juste le bl touch ? si tu essaies d'imprimer un objet dans la zone marqué d'une croix il se passe quoi ? Ca imprime ou non ? Et puis questions habituelles: Depuis quand ? modif récentes (matérielles logicielles) ? Un peu d'historique ça aide à aider §
 1 point
1 point -
@Lakouste C'est le Firmware d'origine ?1 point
-
Il me semble que le plateau de la M3 rentre. Je vérifierai, et je mesurerai plus en détail. A priori, la Wash and Cure Plus est taillée pour plus gros en termes d'imprimante... Merci pour le lien pour l'IPA, je vais voir. Je suis en maison individuelle, et j'ai une annexe, cela ne devrait pas poser de problème pour stocker en limitant les risques... C'était l'idée, à priori, même si je compte mettre la X1C sur plaque de béton sur plaque de mousse anti-vibrations... Au pire, la SLA finira dans le caisson de stockage sur une tablette mobile (c'est l'autre solution envisagée): je prévois large en terme de hauteur dans la partie haute du caisson, en particulier pour cela...1 point
-
ha mais ça c'est la solution facile !1 point
-
Salut, Fais une photo ou une courte vidéo. J'ai la même configuration que toi et je ne vois pas où est la difficulté. Tu as vérifié bien sûr que la bobine de filament tournait librement et qu'il n'y avait pas de noeuds dans ton filament ? Quand tu pousses le filament à la main, il sort facilement ? Regarde au niveau de la buse et du heat break si tu n'as pas une impureté qui viendrait ralentir le flux de PLA ...1 point
-
oui j'ai corrigé le code BTT. faut que je flash un Marlin custom peut-être ? Le touchscreen fonctionne sur le TFT GD32F3051 point
-
Les deux ! C'est tellement pratique ! Pour le rinçage ce que beaucoup de personne font c'est de prendre un 2eme bac de lavage, ainsi vous pouvez laver dans le premier puis dans le second avec la machine. Le fait que l'alcool soi remué améliore vraiment la qualité du rinçage par rapport à une rinçage manuel. Perso je n'ai qu'un seul bac avec la machine et j'ai un petit tupperware avec de l'alcool pour faire un 2eme bain pour certaines pièces difficile a avoir bien propre. Mais 90% du temps je ne fais qu'un seul bain qui est suffisant.1 point
-
Au final j'ai trouvé depuis pas mal de temps, j'ai nettoyé ça à l'acétone après une bonne nuit dedans, puis j'ai fait chauffer à 240°C et elle était propre. Du coup c'était à cause de mon tube de PFTE, pas assez enfoncé, du coup le PLA s'accumulait dans la tête et remontait jusqu'à bloquer1 point











.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)