Classement




Contenu populaire
Contenu avec la plus haute réputation dans 24/04/2023 Dans tous les contenus
-
From the album: Mes impressions 3D
3 points -
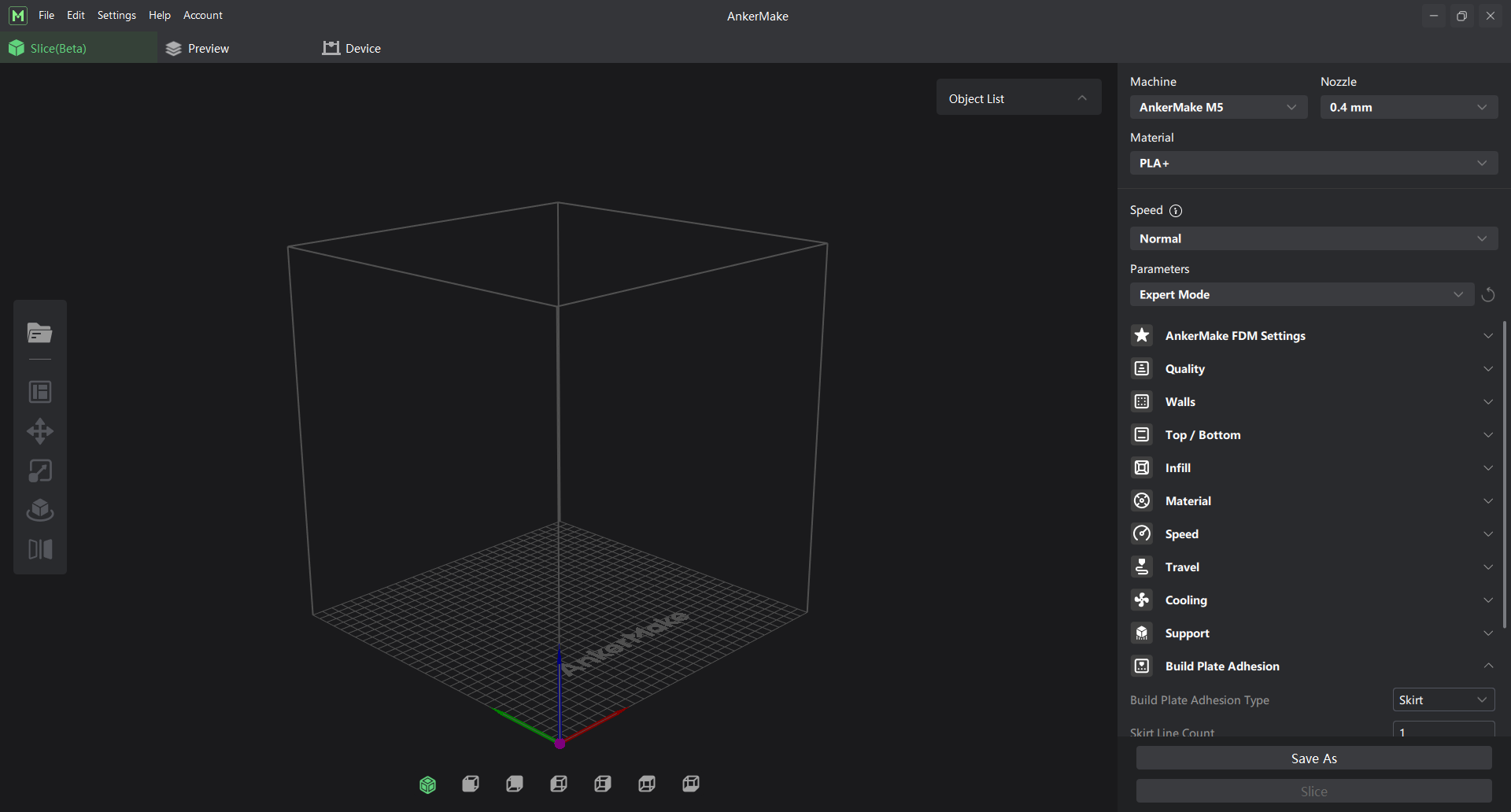
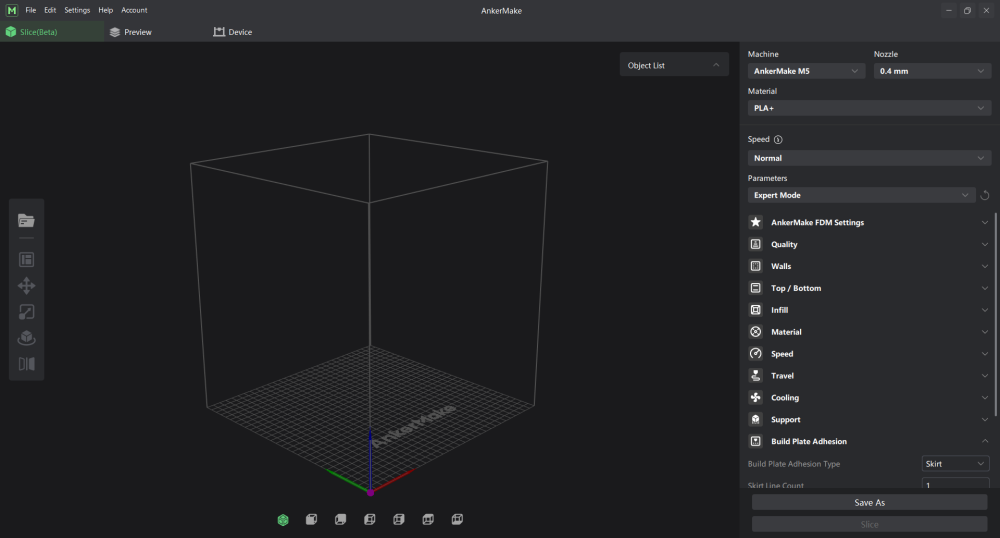
Ça fait 3 mois ! Et en 3 mois quoi de neuf ? Et bien pas grand chose. Dans une update publié sur Kickstarter, ils annoncent qu'ils ont augmenté la vitesse maximale d'impression de la machine pour atteindre une vitesse d'impression de 500 mm/s et une accélération maximale de 5000 mm/s². Ils annoncent aussi qu'ils ne sont qu'à 1/10ème du potentiel de la machine, qui pourrait aller jusqu'à 25000 mm/s². Cependant ils écrivent qu'à 5000 mm/s², la machine vibre beaucoup ce qui diminue la qualité, donc il va falloir qu'ils bossent pour atteindre les 25000 mm/s² promis. Je me suis également baladé un peu sur le site pour voir les accessoires et filaments qu'ils vendent. Déjà première chose, pour le peu de produits qu'ils vendent, ils aiment bien les grosses quantités. Les buses sont vendues par 10 et les chaussettes de protection sont vendues par 5. Et pareil pour les bobines de filament (du PLA+ en noir, blanc, bleu, blanc et rouge), c'est 2 bobines minimum à 58€ les deux, ça fait cher si on veut tester. Aucun autre accessoire n'est disponible à l'achat, donc c'est un peu léger je trouve, il ne faut pas tomber en panne (même si ce n'est théoriquement pas du matériel propriétaire). Pour le fameux Color Engine, pas de nouvelles à part une update Kickstarter du 24 mars réservée aux contributeurs (donc je n'en connais pas le détail). Toujours est-il que ceux qui l'ont acheté pendant le Kickstarter attendent toujours, je n'ai vu personne parler d'expéditions ou de livraisons. J'ai aussi regardé leur slicer, qui est basé sur Cura et clairement ça se voit, c'est Cura en mode sombre par défaut avec un onglet permettant de gérer l'imprimante (j'imagine comme l'onglet Device sur Bambu Studio). Mention spéciale pour la AI View dans l'onglet de visualisation du GCode qui est parfaitement incontrôlable. Leur slicer est encore en bêta pour le moment (téléchargeable ici) et le dépôt GitHub se trouve ici, par contre on sent bien qu'ils s'en foutent pas mal de leur dépôt et qu'ils le font parce qu'ils sont obligés, les patchnotes de chaque release sont écrits comme une liste de course, il n'y a aucun suivi des modifications, etc. Bref, rendez-vous dans 3 mois (le 24 juillet)... ou pas !
 2 points
2 points -
Mon dieu @divers quitte la secte ! Sinon, on ne sait pas encore ce qu'elle valent, mais il y a les clones de Bambu qui vont arriver pour bien moins cher et surface d'impression plus grande (K1 Max creality par exemple). Perso par principe je prendrai la Bambu Lab également si j'avais 1800 € à mettre dans une imprimante aujourd'hui.2 points
-
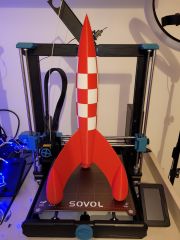
La fusée de tintin terminée ! Pour l'instant je n'ai aucun regret sur l'achat de cette machine. Pour le prix je trouve qu'elle fait de l'excellent travail. ++2 points
-
Comment tu fais pour les déjection de la chose?1 point
-
J'ai bien ce souvenir mais de mémoire c'est de l'eau chargée en savon pour justement ne pas être cassante lors du formage. C a commencé à 3m00 Par contre, merci à toi de m'avoir rappeler ce souvenir d'un artisanat exceptionnel..1 point
-
Un détail intéressant, si vous regardez bien, le gars a ajouter des plaques blanches verticales pour compenser de déport du nez de marche que la chenille n'aurait jamais réussie à franchir. Je viens de regardé la vidéo (lorsque j'ai écrit ce qui est au dessus, je n'avais vu que la photo) il explique clairement ce problème de première marche.
 1 point
1 point -
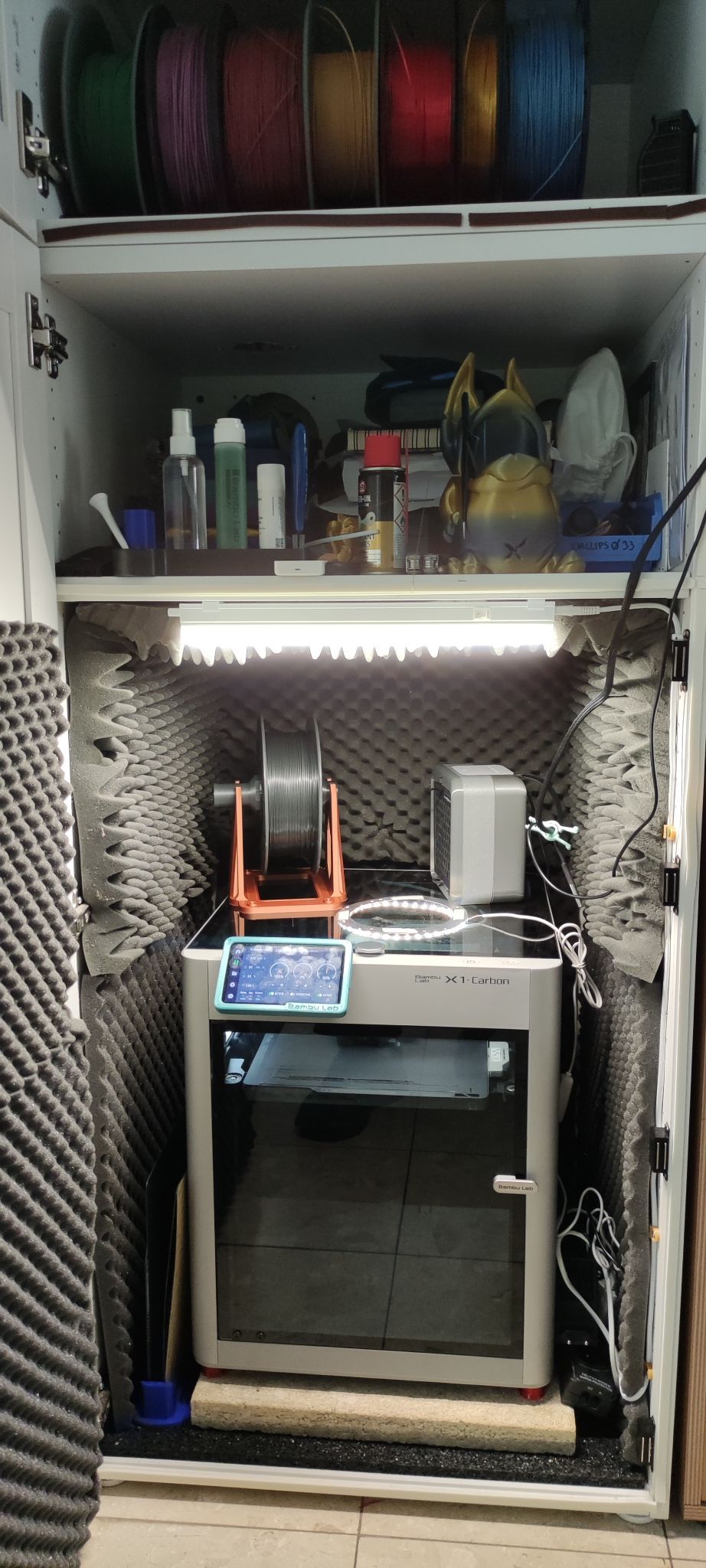
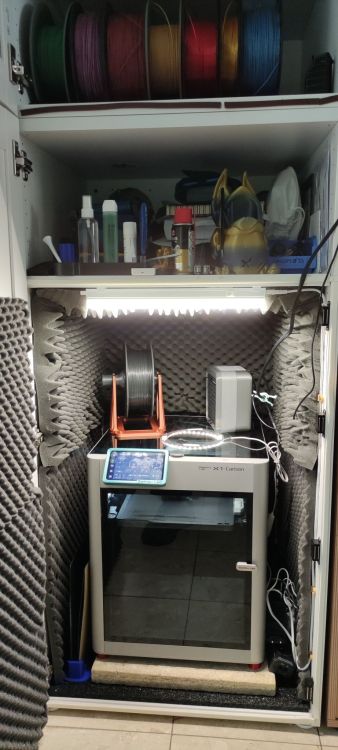
A mon tour de montrer mon aménagement. Base de meuble ikea, insonorisation et dalle en caoutchouc. Socle en pierre reconstitué.
 1 point
1 point -
Autant pour des déplacements rectilignes avec tes chenilles je vois comment ça pourrait fonctionner, autant pour un déplacement dans l'angle de l'escalier, je ne visualise pas ou comme pour les voitures avec un différentiel ? Un monte escalier pour charge lourde (piano, …) utilise un système de chenilles également :1 point
-
@divers Je n'ai jamais eu le problème mais j'aurais tendance à dire que c'est peut-être lié à la taille du fichier qui est trop importante, est-ce que tu lui as déjà envoyé des fichiers aussi gros ? Tu peux aussi essayer de stocker ton fichier .3mf sur une carte SD, et essayer de le lancer depuis la carte SD pour voir si tu as le même problème. @Motard Geek
 1 point
1 point -
Une très grande partie des utilisateurs des machines Creality en sont satisfaits à ma connaissance. Il y a cependant des cas de défauts de fabrication (comme sur tout produit, y compris nos automobiles...) et il faut y ajouter les transporteurs pas très consciencieux. Cela dit le SAV n'est pas aussi absent que tu le dis : parcours ce forum et tu t'en rendra compte. Bonne continuation pour ton montage mais si des rails sont non conformes, contact le SAV DQP.1 point
-
merci je vais regarder cela pour le VPN je compté en utilisé un dans tout les cas et je crois que sur la freebox il gère wireGuard1 point
-
Il y a toujours un risque d'autorisé l'accès depuis l'extérieur a sont klipper; il est préférable de s'assurer de certaines chose que les login d'admin par defaut ne soit pas connu Etc Etc Tu as la possibilité si tu as un ip public fixe de redirigé le port de communication utilisé vers ton ip internet utiliser pour Klipper cela ce fait côté box, mais cela laisse des risque en terme de sécurité, il faudrait alors install un VPN. Il n'y a pas de plug-in sous klipper pour permettre une connexion externe sécurisé comme on en vois via Octoprint. L'autre solution serait d'utiliser Tailscale, je crois de Jstech a réalise un vidéo a ce sujet. La documentation de Mainsail indique qu'il est préférable en tout point d'établir un tunnel VPN. Le SonicPad est une solution avec double interface Fluid & Mainsail faudrait voir cela de plus prêt. regarde la doc mainsail1 point
-
Sur ma session, il est désactivé par défaut et c'est très bien comme cela. Avec l'informatique que n'a pas connu Albert, ce proverbe n'est malheureusement plus valable.1 point
-
Bonjour, j'avais a l’époque ou j'avais une PSEUDO DISCOEASY tenté la même , ton problème viens je pense que le capteur inductif de base de la DU est alimenté en 5V avec la carte de base et que la tension de fonctionnement du capteur inductif (6-36V) donc le 5V ne suffit pas il faut une carte d’interfaçage entre les 2 tu alimente la carte en 12V(puissance du capteur) et 5V (logique de la carte) car le 12V cramer ta BOard direct Il en parle ICI N'ayant plus ma dagoma je ne peux pas t'aider plus bonne continuation1 point
-
Salutation ! En théorie probablement ... Mais, pour moi, je dirais que en pratique cela va demander de haute compétence en électronique et en informatique ... ( Si tu n'a jamais joué avec des carte Arduino ni bidouiller un système d'exploitation et/ou fait de la programmation et/ou des bases solide en électronique ... c'est pas gagné.) Donc, pour moi, le plus simple c'est de partir d'une carte prévue pour. ( plus compacte, moins de superflus donc moins de truc qui peuvent poser de problèmes, ... et probablement moins coûteuses) Mais si tu trouve un moyen simple d'utiliser une carte de PC comme carte mère d'imprimante 3D, alors n'hésite pas a nous montrer comment et a détailler les éventuelles complications rencontré. Bonne continuation1 point
-
Bonjour, @Axel Si tu as regardé mes tests d'impression à 150mm/s avec les Slicer Cura, Ideamaker, Prusa. Tu as sans doute constaté la différence de qualité de chaque impression ! Pour ce qui est de la qualité d'impression, elle réside dans la capacité de bien connaitre son slicer et de bien piloter tous les réglages en fonction des qualités de filaments utilisées et de la géométrie de la pièce Pour ma part mon choix se confirme pour Ideamaker c'est une interface professionnelle car c'est Raise qui est fabricant des imprimantes Pro. Pour les roulements polymère c'est un événement intéressant mais hélas j'ai fait le test voici mes remarques. les +++ Le montage est facile pas de soucis le bruit de fonctionnement est atténué c'est parfait. les --- les moteurs chauffent; le glissement demande plus de puissance surtout pour l'axe du moteur X qui est un 40x32 un 42x40 serait le bien venu. La vitesse linéaire est réduite avec de léger défauts d'alignement des couches sur le plan vertical. L'axe X souffre s'un manque de couple pour les roulements linéaire en polymère. 0.20n/m c'est pas assez le moteur dépasse la température de 80° mais je pense qu'en changeant le moteur X çà doit le faire. Conclusion : les déplacements sont plus véloces avec les roulements linéaires à billes. La qualité d'impression est très bonne pas de soucis; ce qui est important c'est le leveling et l'entretien du BED. Il faut tenir compte du jerk et de la linéaire advance pour bien maitriser à des vitesses supérieur à 150mm/s. je n'ai pas constaté de différence pour la résistance mécanique sur des pièces imprimées à grande vitesse. Ce qu'il faut éviter c'est le délaminage ou la sous extrusion, en imprimant dans une enclosure pour les filaments techniques çà résoud les problèmes. Ma remarque dans mon cas ce qui est important c'est la tolérance dimensionnelle pour des assemblages mécaniques. Pour cela il faut imprimer des martyres pour bien calibrer les paramètres dimensionnels qui sont multiples. L'usage de la SV06 PLUS Cette imprimante est un bon deal pour réaliser des grandes pièces à des vitesses d'impressions rapides Pour avoir utilisé la ENDER S1 PRO la SOVOL SV06 plus la surclasse en terme de productivité à qualité égale. Les réglages de l'écran sont multiples et accessibles pour bien paramétrer les performances de cette machine. je dirai cette imprimante est destinée aux débutants car facile d'emploi avec une accessibilité des paramètres optimisés pour un utilisateur confirmé. Sans regret j'ai vendu ma ENDER S1 PRO ne correspondant pas à mes besoins. A+1 point
-
Bonsoir, Réponse un peu tardive mais j’espère qu'elle aidera. J'utilise énormément de la Water Washable de chez ELEGOO depuis un certains temps avec ma SATURN2 Ce phénomène "pièce collante" s'estompe après un bon séchage (voir 24h après) Comme l'a bien expliqué @PPAC, je nettoie mes pièces avec une brosse à dent souple puis un séchage supplémentaire (air comprimé) Le passage aux UV sera effectué une fois la pièce bien séché. Seul inconvénient, la pièce perd de sa brillance mais reste lisse. A+
 1 point
1 point -
Merci beaucoup ! Je vais tester dès demain En effet, via facebook et leur adresse de contact , mais à ce jour aucune réponse.1 point
-
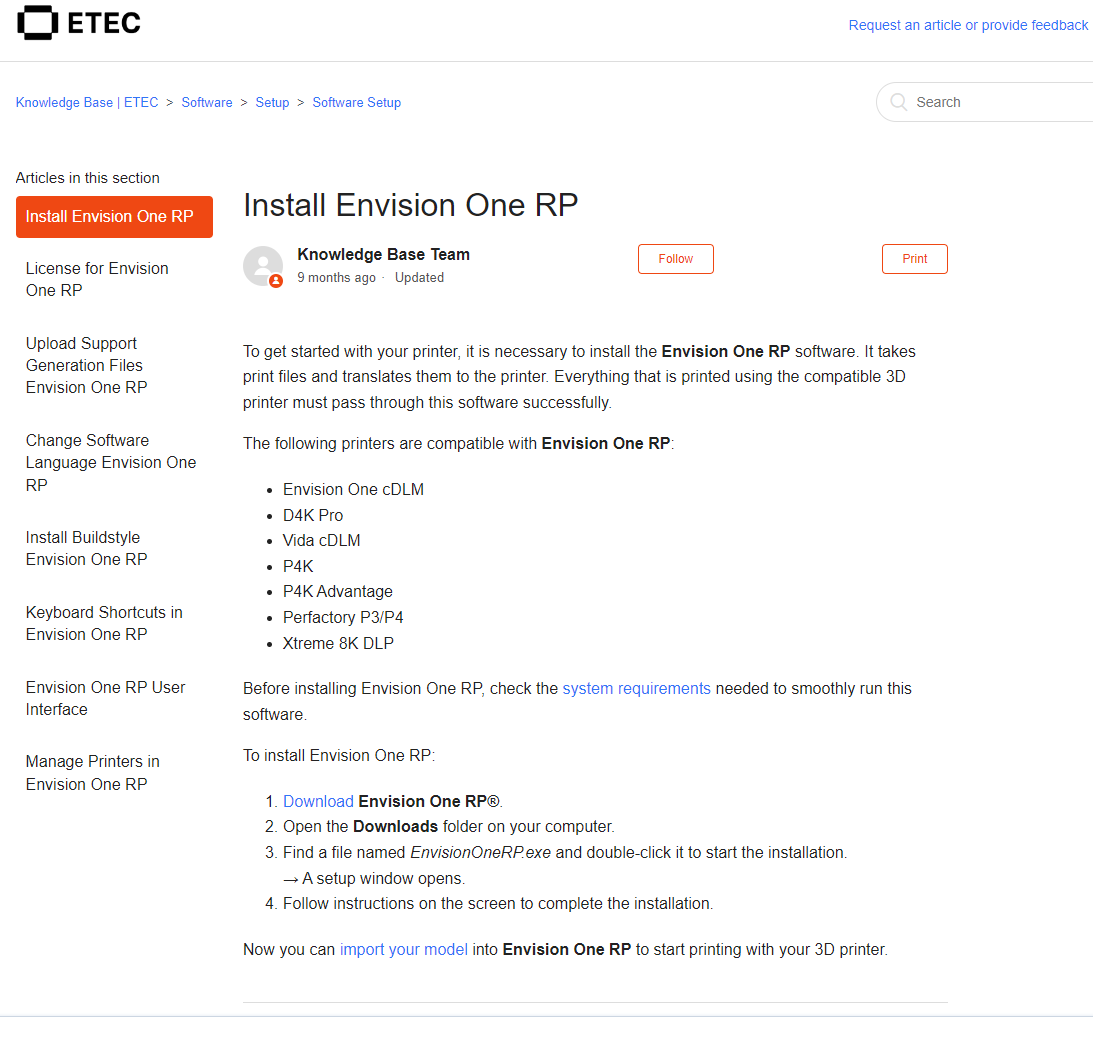
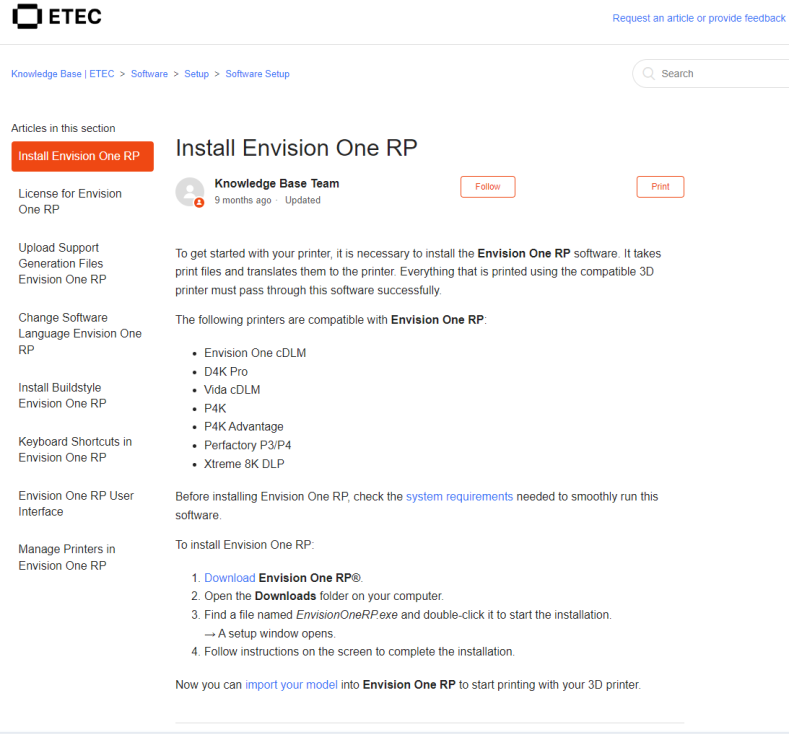
tu trouveras le logiciel pour la perfactory à cette adresse : https://knowledge.envisiontec.com/hc/en-us/articles/4413837415575
 1 point
1 point -
Des gants de boxe imprimés en 3D, ça doit faire mal https://www.lesimprimantes3d.fr/semaine-impression-3d-380-20230423/1 point
-
Avec de l'alcool ménager pour ma part1 point
-
Salut, A mon avis, le plus adapté est la 3ème méthode de cette vidéo où tu as besoin de connaitre le diamètre extérieur/intérieur (pour définir le profil du filet) et du pas du filetage du pot à confiture.1 point
-
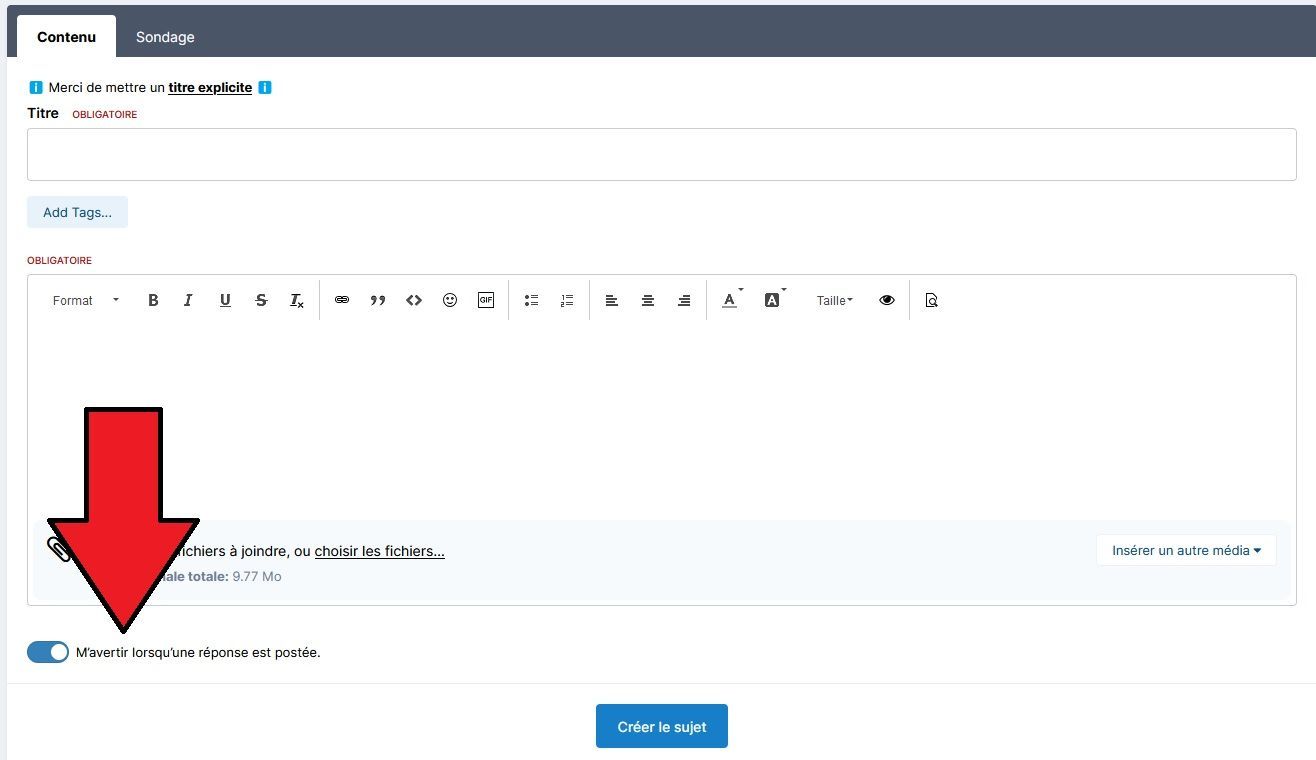
Salut, A vue de Zieu , ta vis trapézoïdale à double filets a un pas global de 4mm et non 8mm. Tes pas/mm pour l'axe Z sont donc de 800 (comme sur la Ender5 plus) et non 400 Euhhhhh, c'est quoi ce calcul??? l'épaisseur du plateau n'a absolument rien à voir avec le calcul des pas/mm de l'axe Z. Pour calibrer les axes grossièrement, tu peux suivre les étapes 4 et 6 de ce tuto. Pour un réglage plus fin, tu as la croix et la tour de calibration Question qui n'a rien à voir: lorsque tu as créé ce sujet, as-tu "désactivé" le bouton glissant "M’avertir lorsqu’une réponse est postée" situé sous le message que tu as rempli lors de la création? PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)
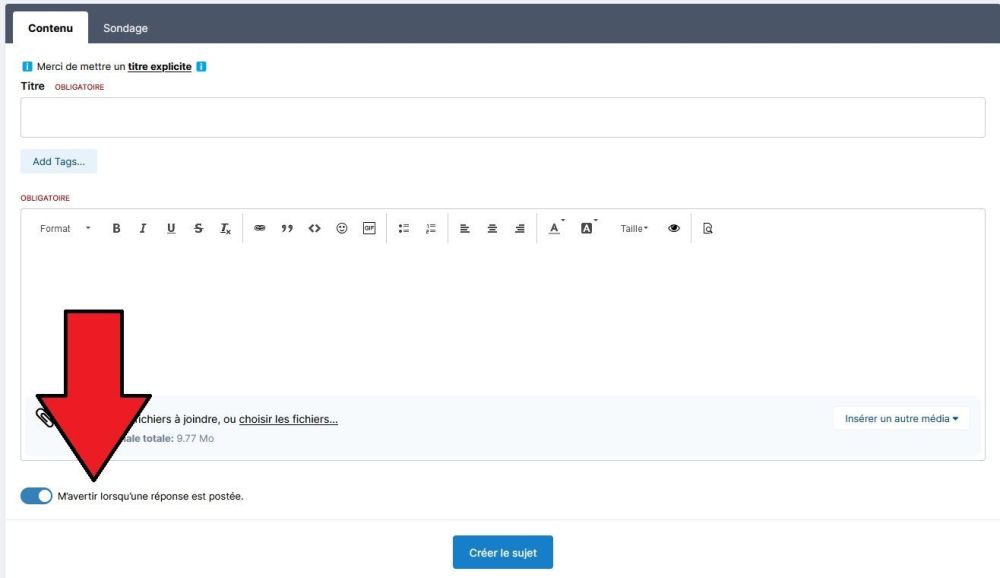 1 point
1 point -
Bonjour @vap38, @dan40 Effectivement, je demande à voir, car sans améliorations mécaniques, je ne vois pas comment cela est possible.1 point
-
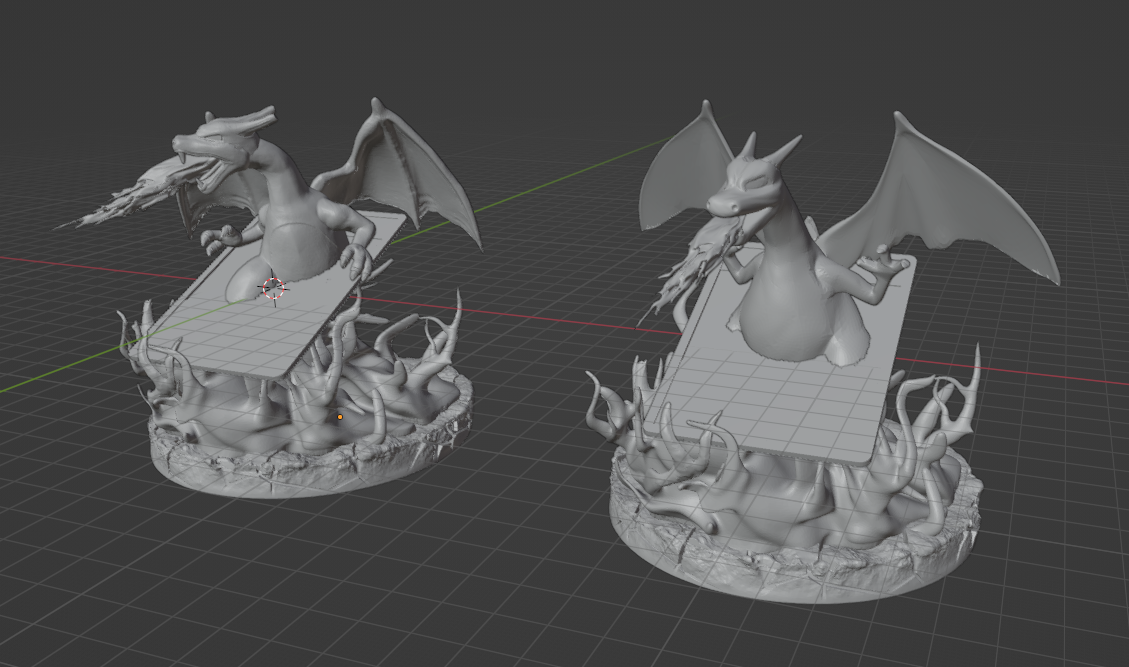
nouveau projet, cadeau pour mon neveu qui collectionne les carte pokemon (je lui en ai piquée 2 qu'il avait en double chutttt) Impression faite, faut faire la peinture et mettre les led à l'intérieur car les flammes vont s'allumer.
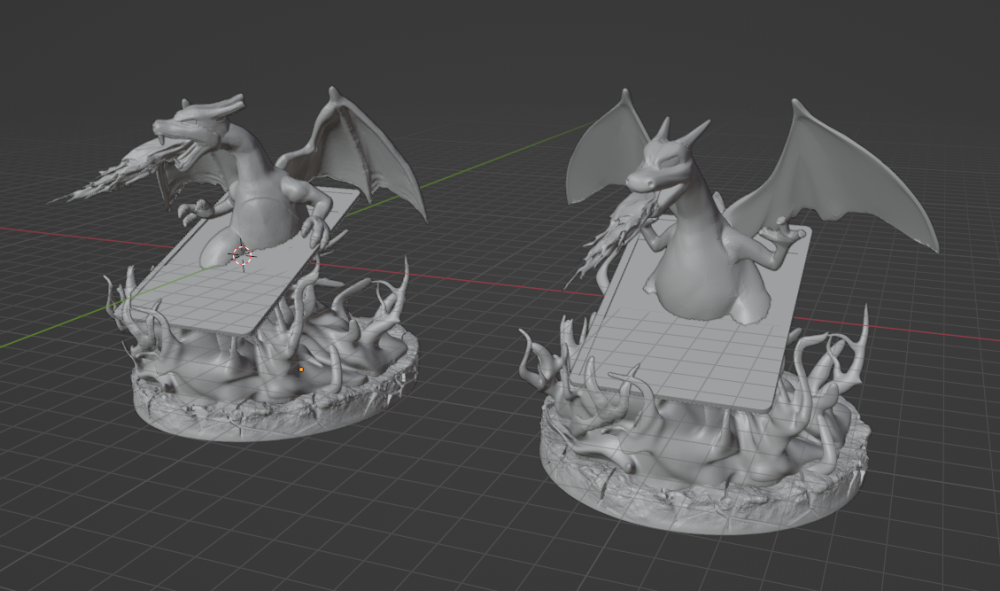
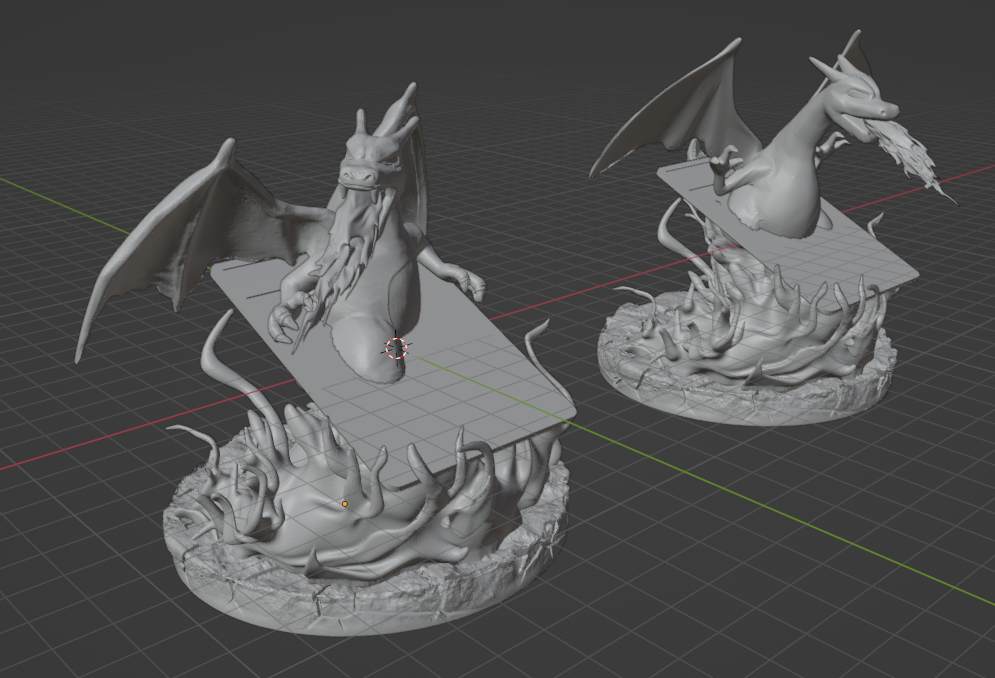

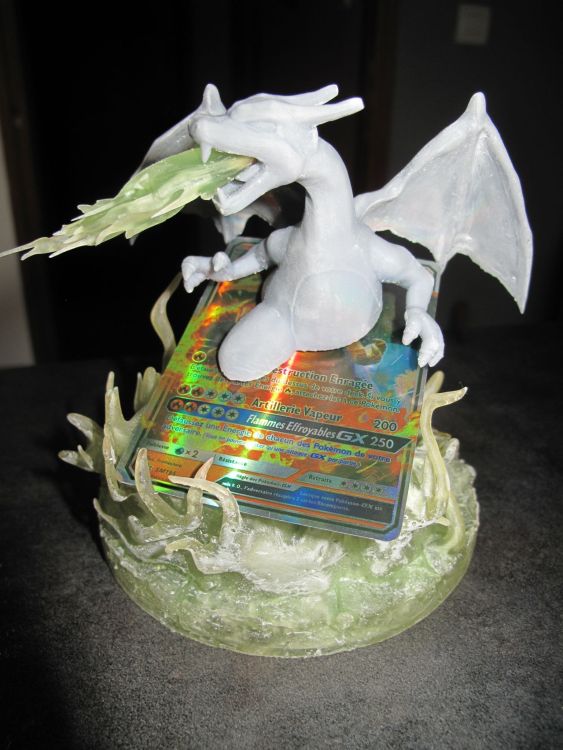
 1 point
1 point -
Bonjour à tous, mes dernières créations... Hi-Han hauteur 23 cm... Celui là a une grosse tête, il a fallu augmenter la densité de remplissage du corps pour qu'il ne pique pas du nez... Quelque chose d'un peu différent...mais toujours modélisé avec Blender.






 1 point
1 point -
Bonjour c'est très bien de chercher par toi même c'est comme ca qu'on apprends et qu'on se passionne pour l'impression 3D mais si vraiment tu ne trouve dis le moi cdlt1 point
-
Bonjour je te conseille donc de brancher ton entrée 12 v du module sur une entrée 12 v de ta carte électronique entrée endstop du module sur une entrée 5 v de ta carte électronique puis tu réaffecte le pin.h de firmwaire le module évite justement le bricolage avec les résistances cordialement1 point
-
2 options: ce lancer dans la modélisation (choix d'un logiciel et quelques mois de galère avant de pouvoir s'amuser) ou faire un appel d'offre (perso pour 5€ je te le fais ton objet, il manque juste l'épaisseur du globe) Bonne retraite l'ami0 points