Classement




Contenu populaire
Contenu avec la plus haute réputation dans 20/02/2024 Dans tous les contenus
-
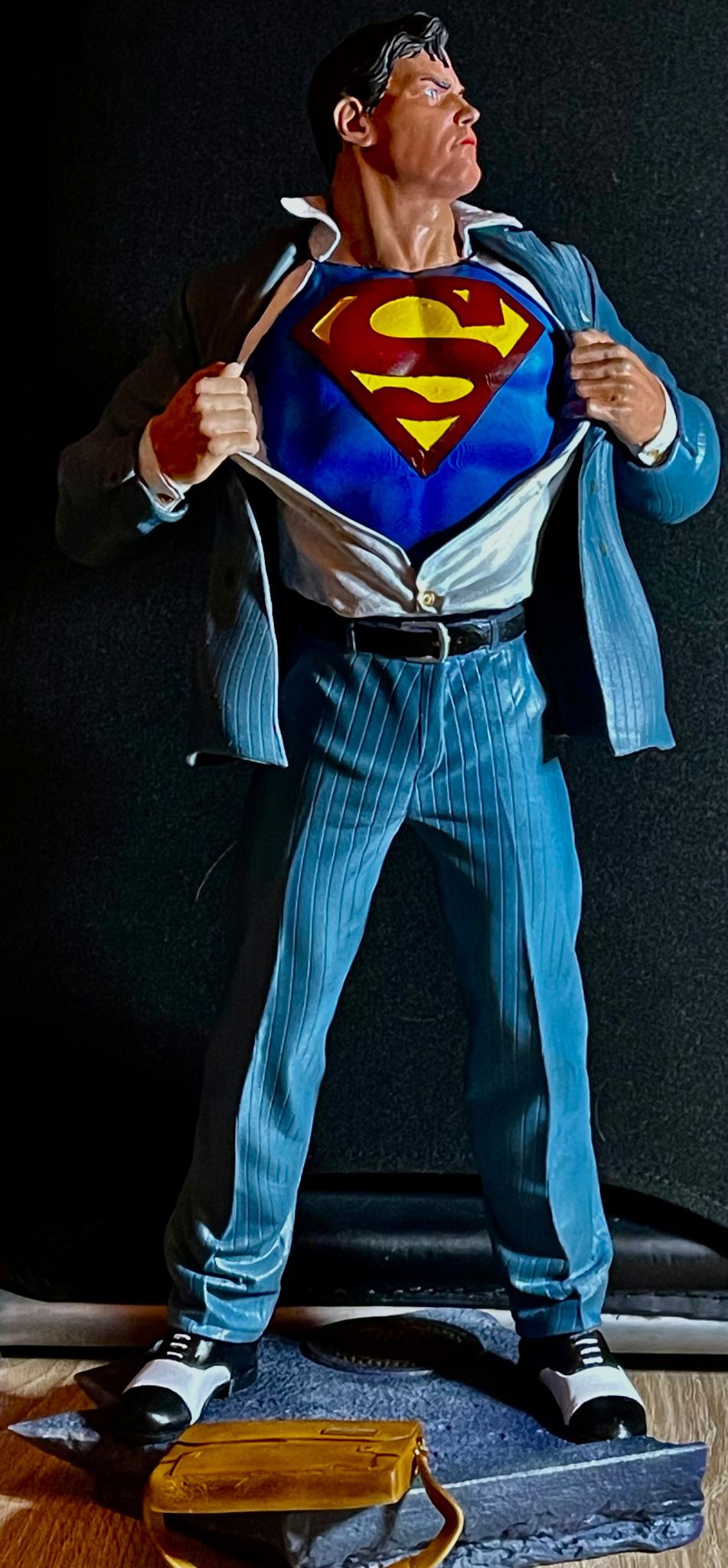
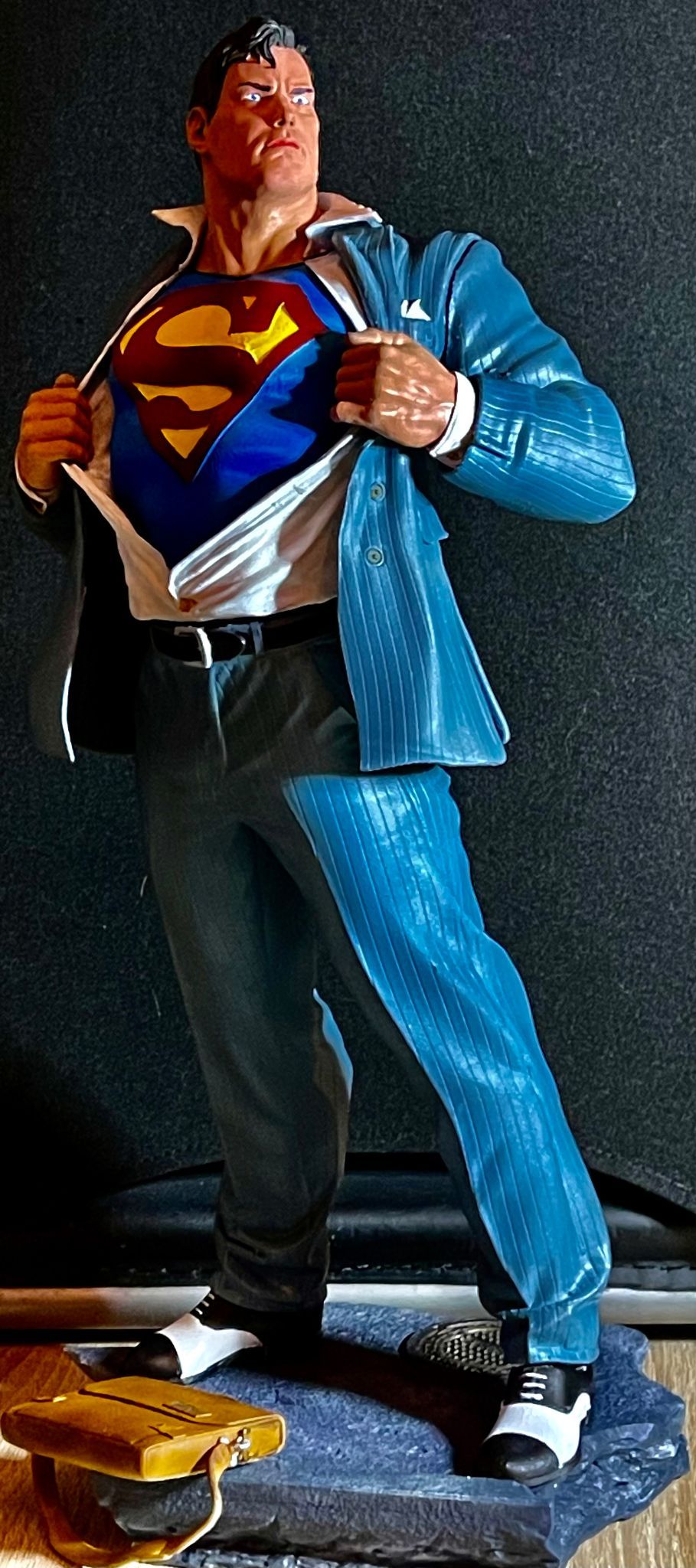
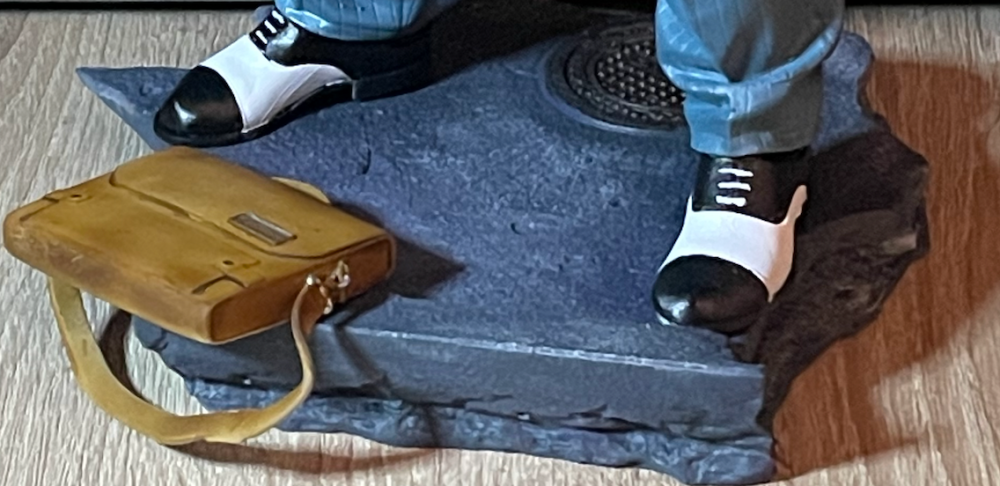
Un Superman version Clark Kent, le socle comme d'habitude a été fait sous la P1S en maxi qualité à 0,08mm, je n'ai eu a faire zéro post traitement en terme de ponçage c'est sortie tel que je le souhaité avec du détail Quand au reste on est sur de la résine Edit: j’oubliai cette figurine socle inclus dépasse une bouteille d'eau 2 Litres elle est assez grande


 3 points
3 points -
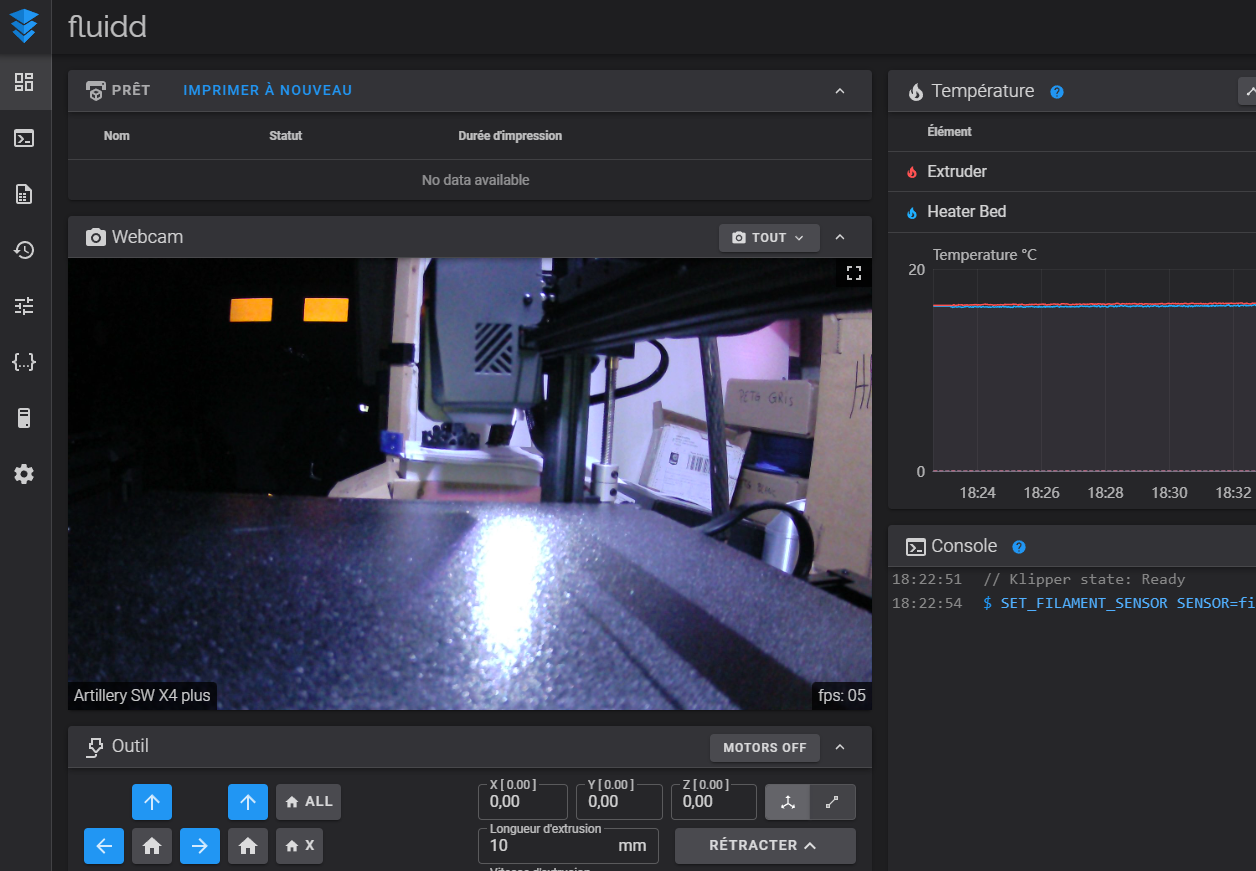
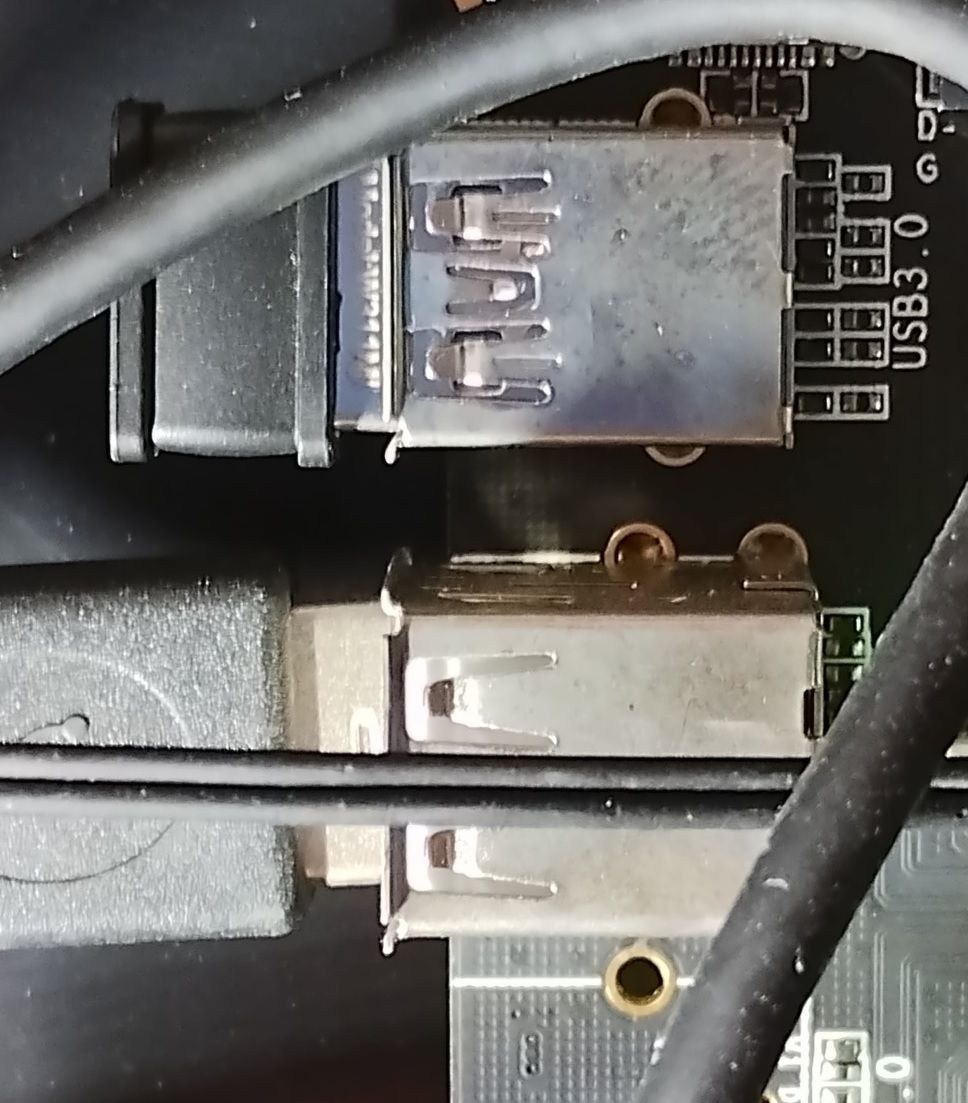
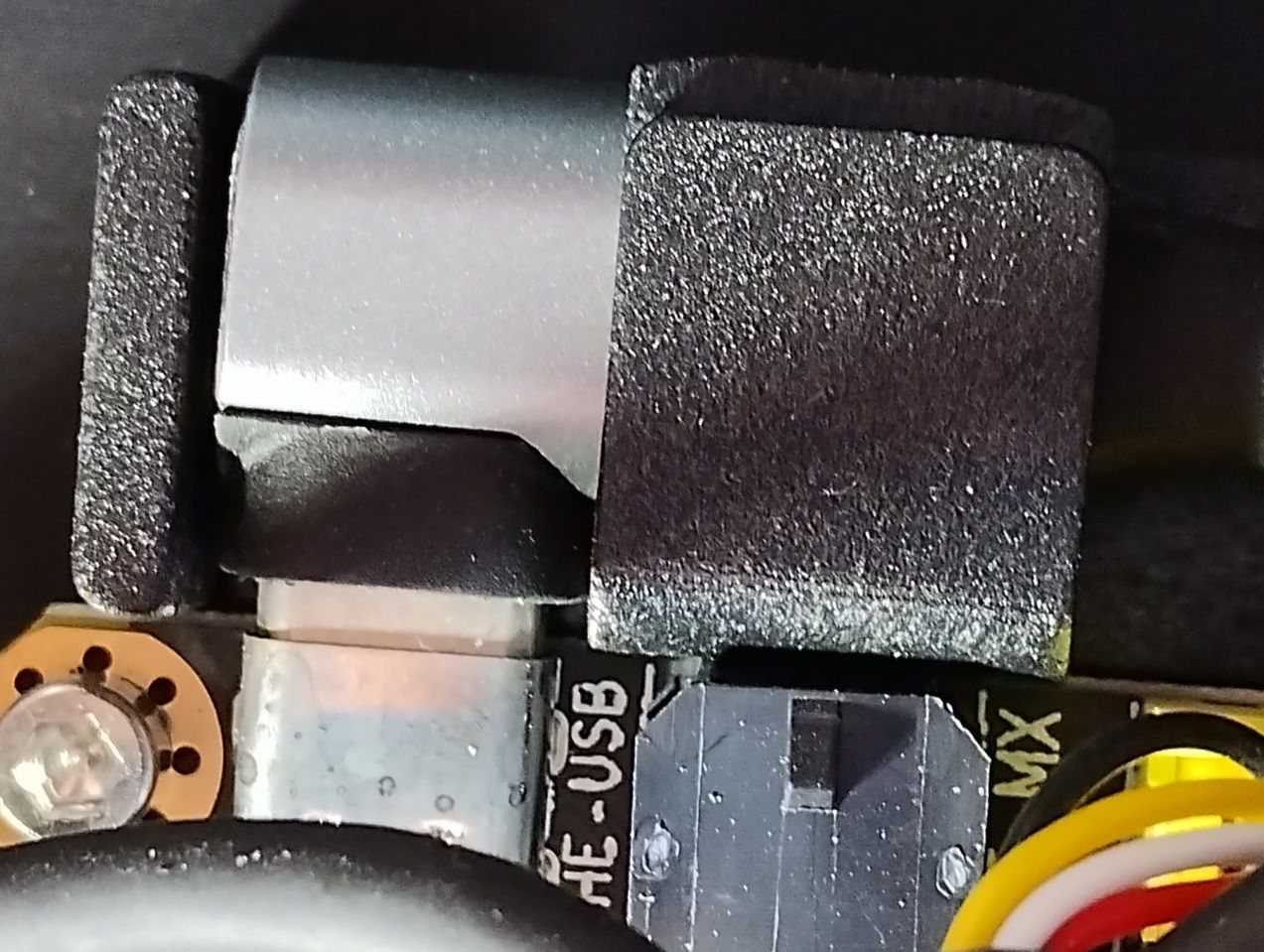
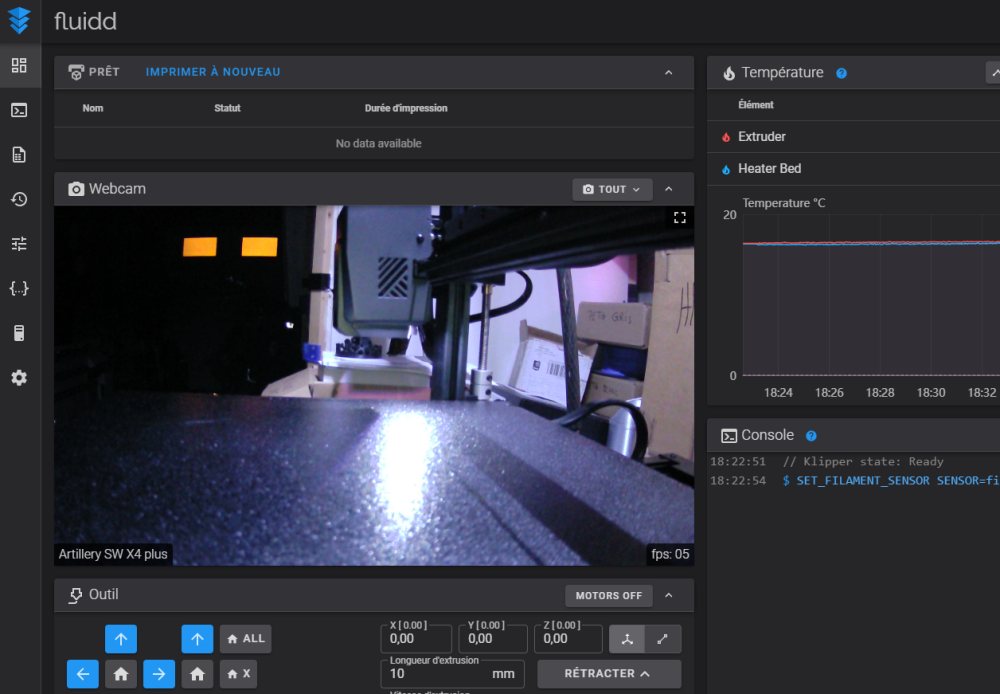
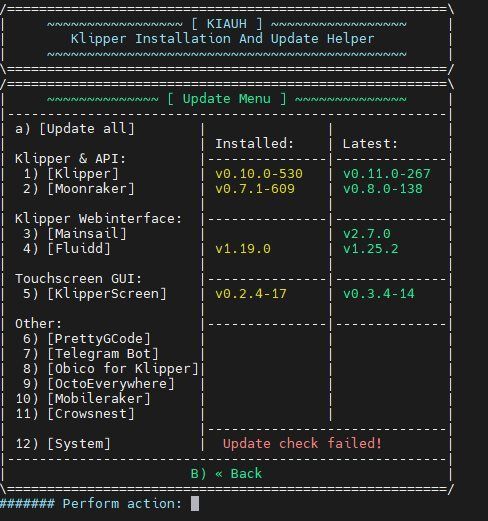
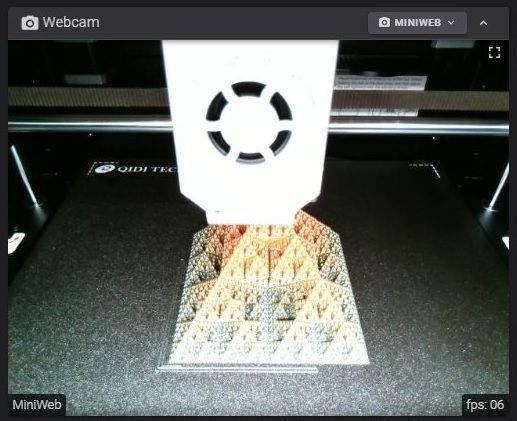
Bonjour à tous, Après de multiple péripéties j'ai enfin réussi à faire reconnaitre ma webcam sur cette imprimante. il n'est disponible que sur Mainsail et j'ai dû mettre à jour moonraker pour pouvoir l'ajouter et donc mis à jour de tous les chemins d'accès du fait de la nouvelle arborescence. je vous mets en pièce jointe mon fichier de config de crowsnest si vous voulez tester en état en changeant juste l'id de la webcam. Concernant les Maj pour Moonraker il n'y a pas trop de soucis a part le fait de devoir mettre à jour l'arborescence Concernant Klipper il y a un décalage de version de MCU qui empêche de le faire fonctionner. J'ai généré un nouveau bin pour mettre à jour le MCU mais je n'ai pas la procédure pour tenter cette maj et je n'ai pas non plus de backup en cas de problème donc je cherche et vous tiendrais informé si j'avance là dessus. Enfin n'essayez pas crowsnest.txtde mettre à jour le système sinon l'imprimante de redémarre pas.2 points
-
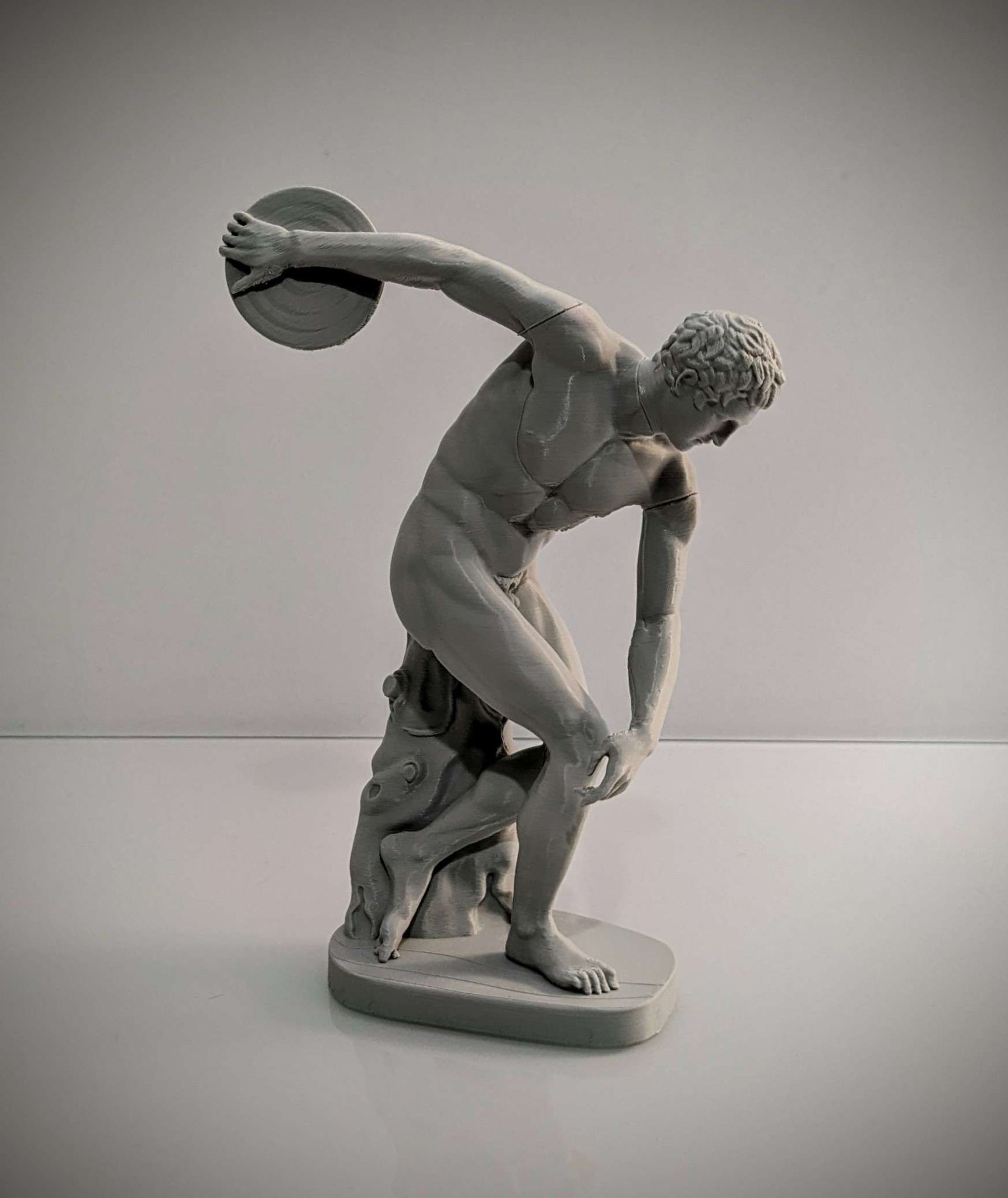
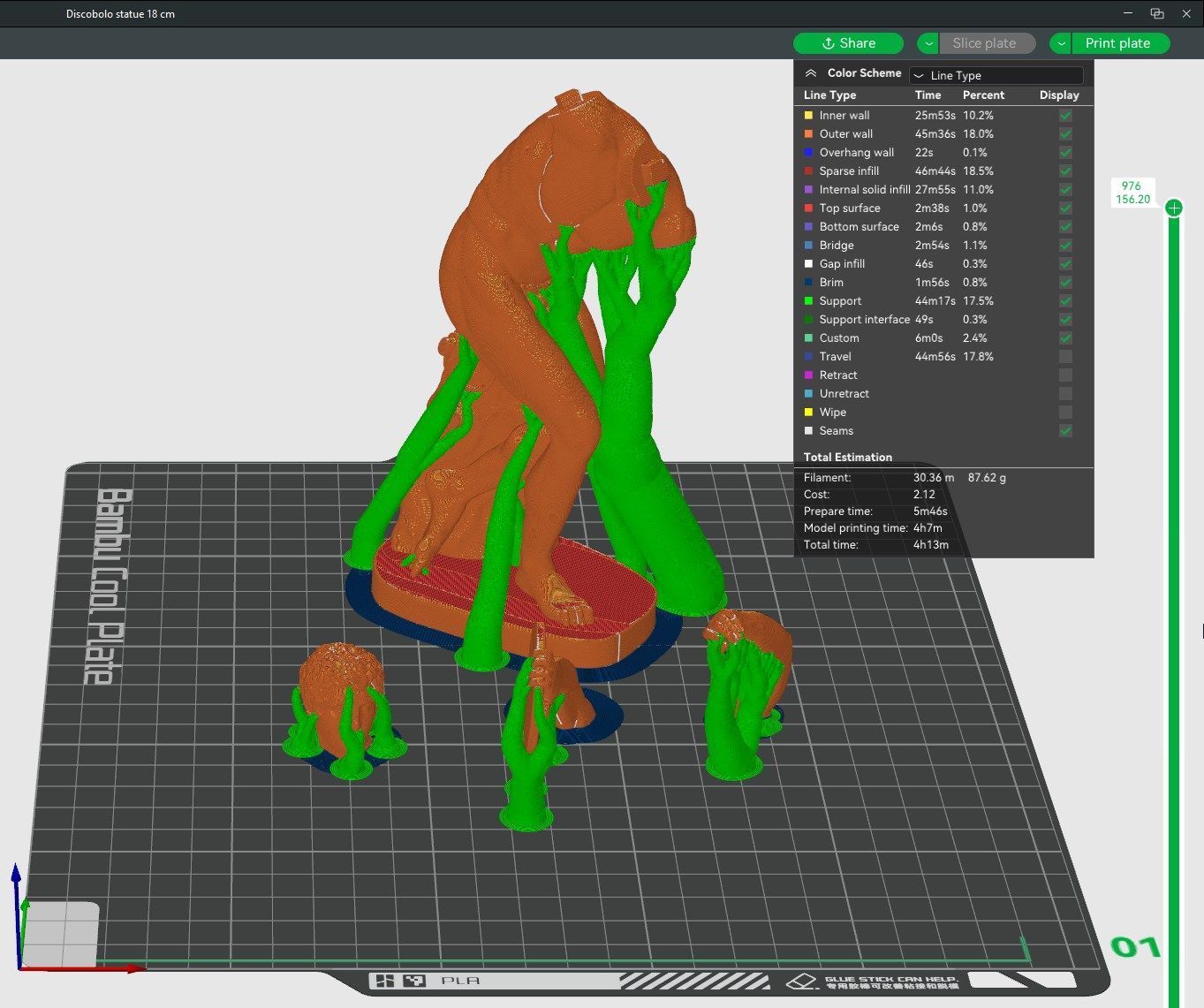
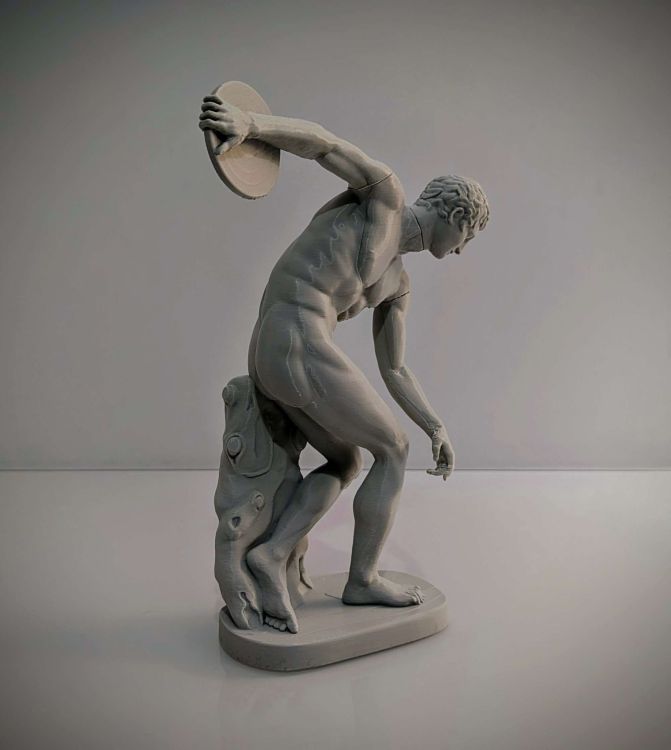
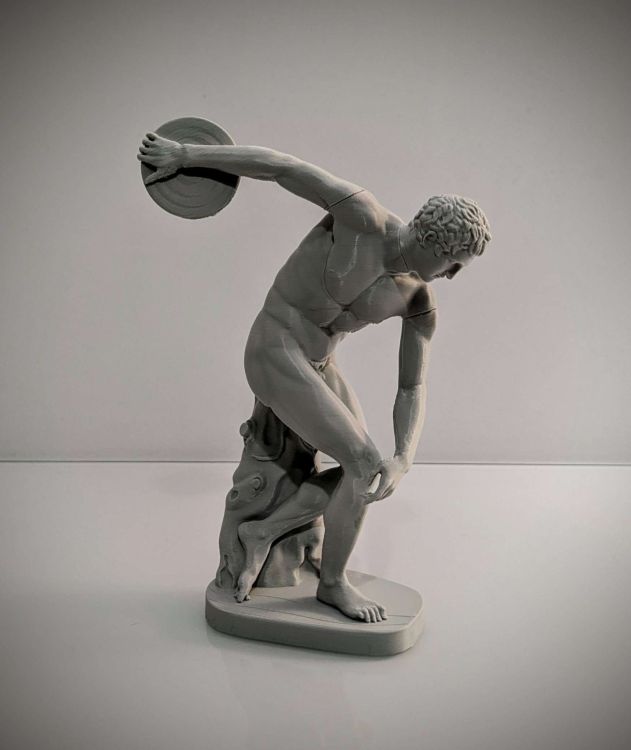
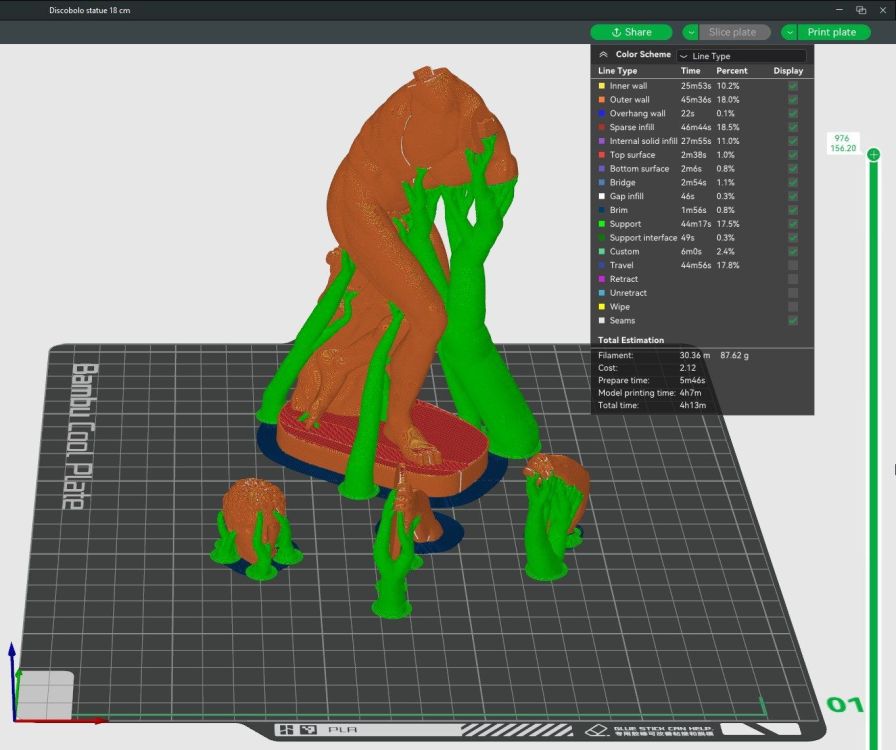
Sublime Discobole en ePla Formfutura gris clair (la photo est sombre en vrai c'est beaucoup plus sympa et proche de la réalité niveau rendu) : C'est du 160 microns d'épaisseur de couche, la statue fait 18cm et les petits détails sont fous. J'ai fait Open in Bambu Studio, Slice & Print c'est tout
 2 points
2 points -
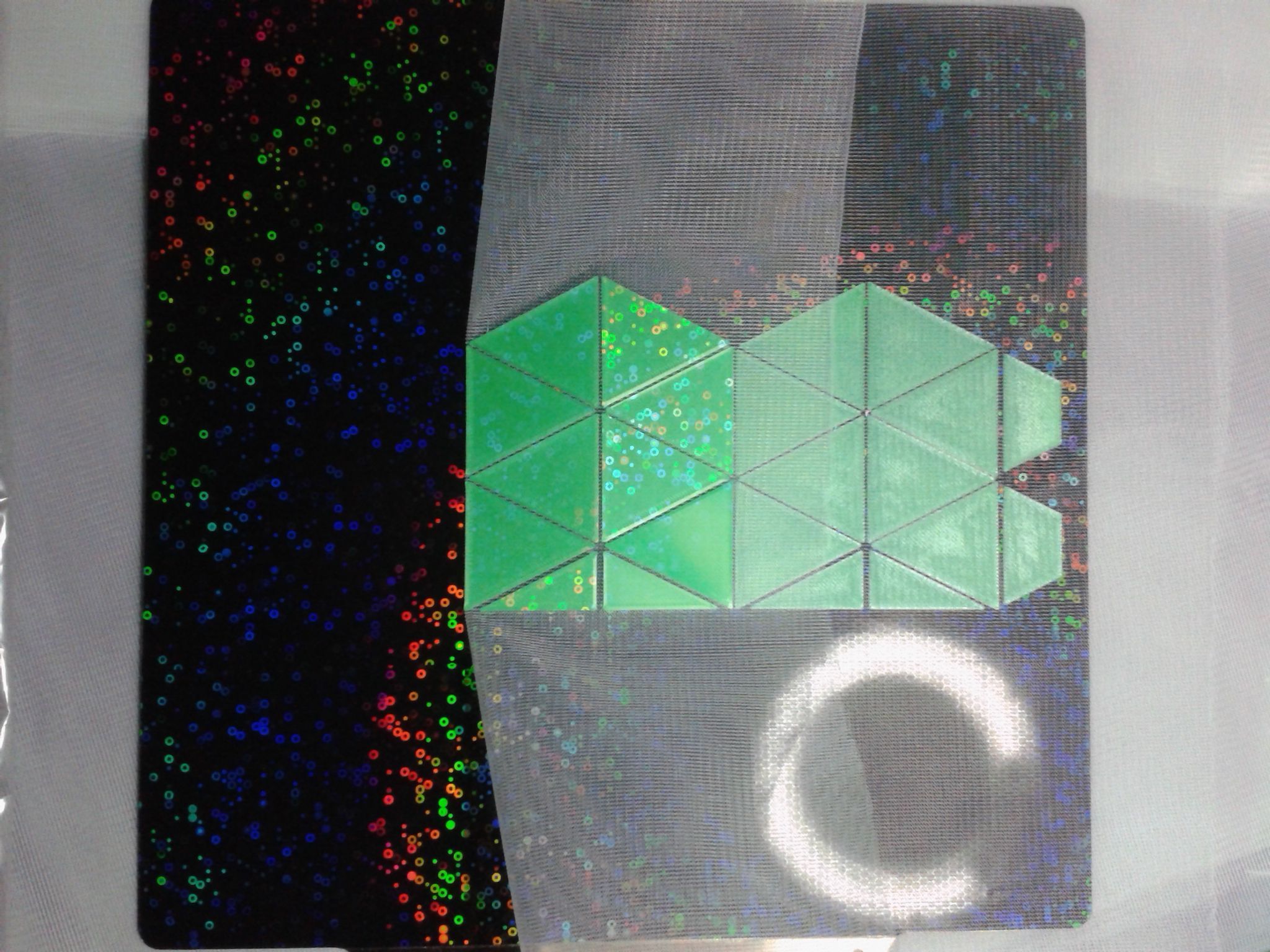
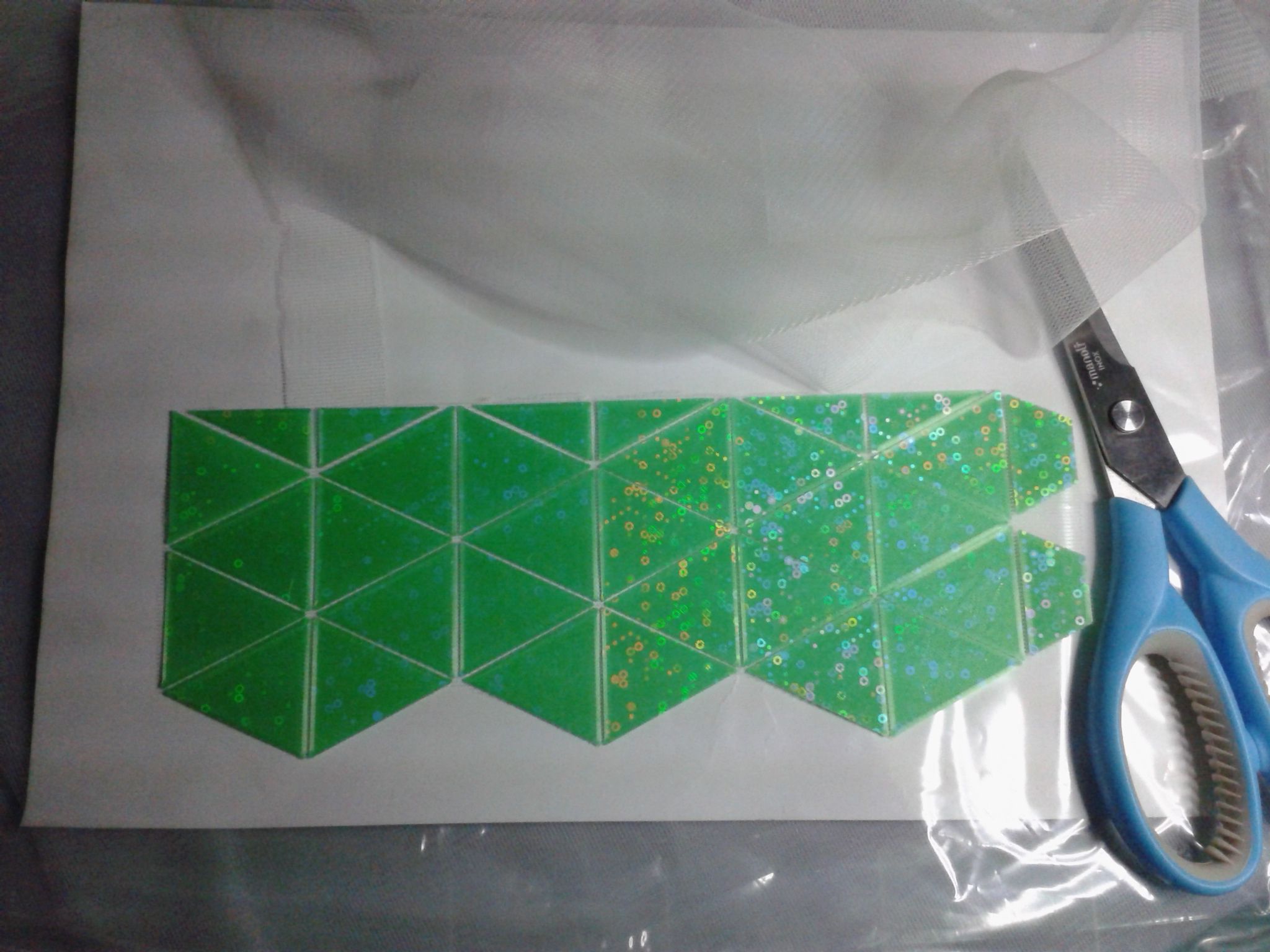
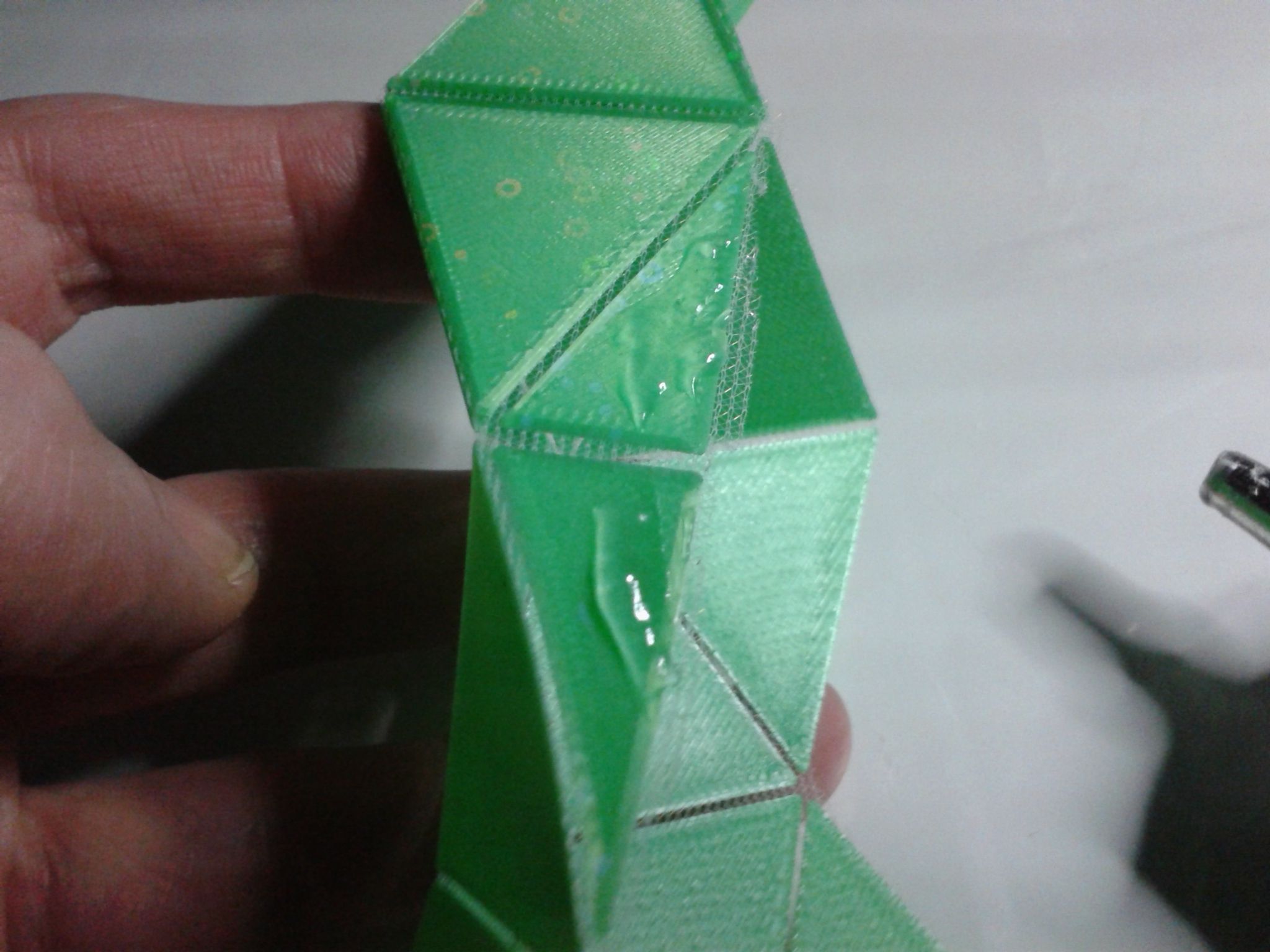
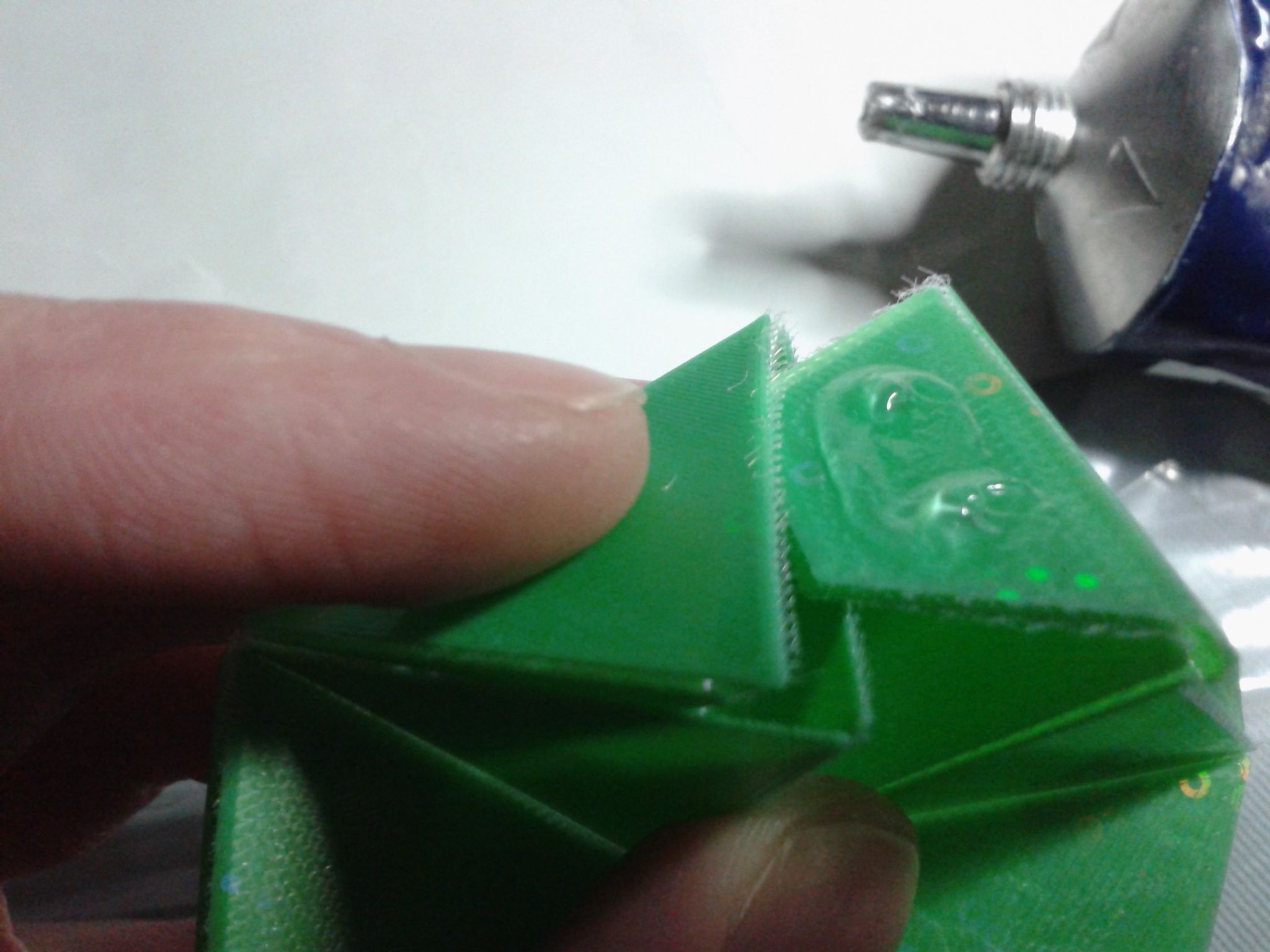
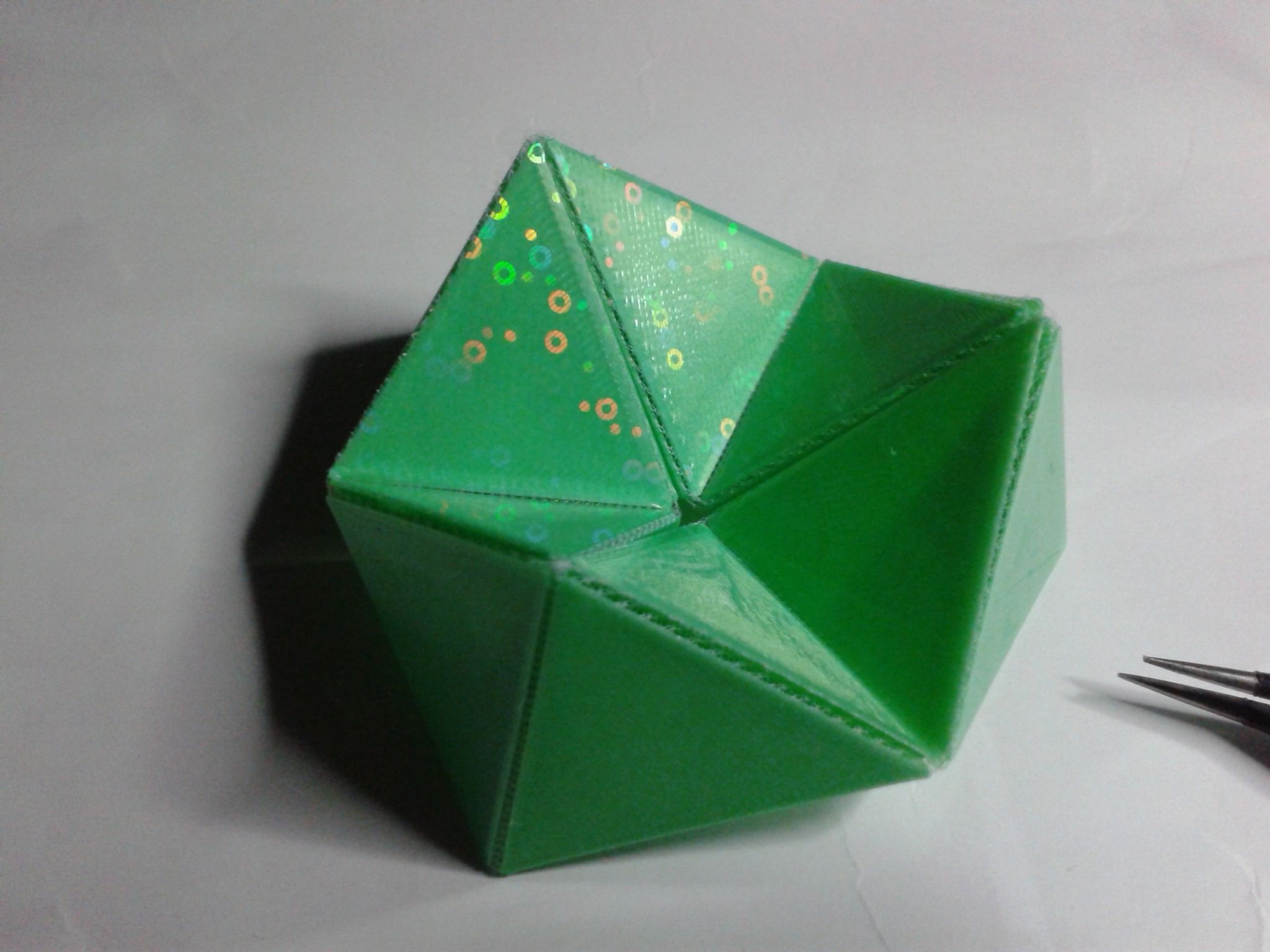
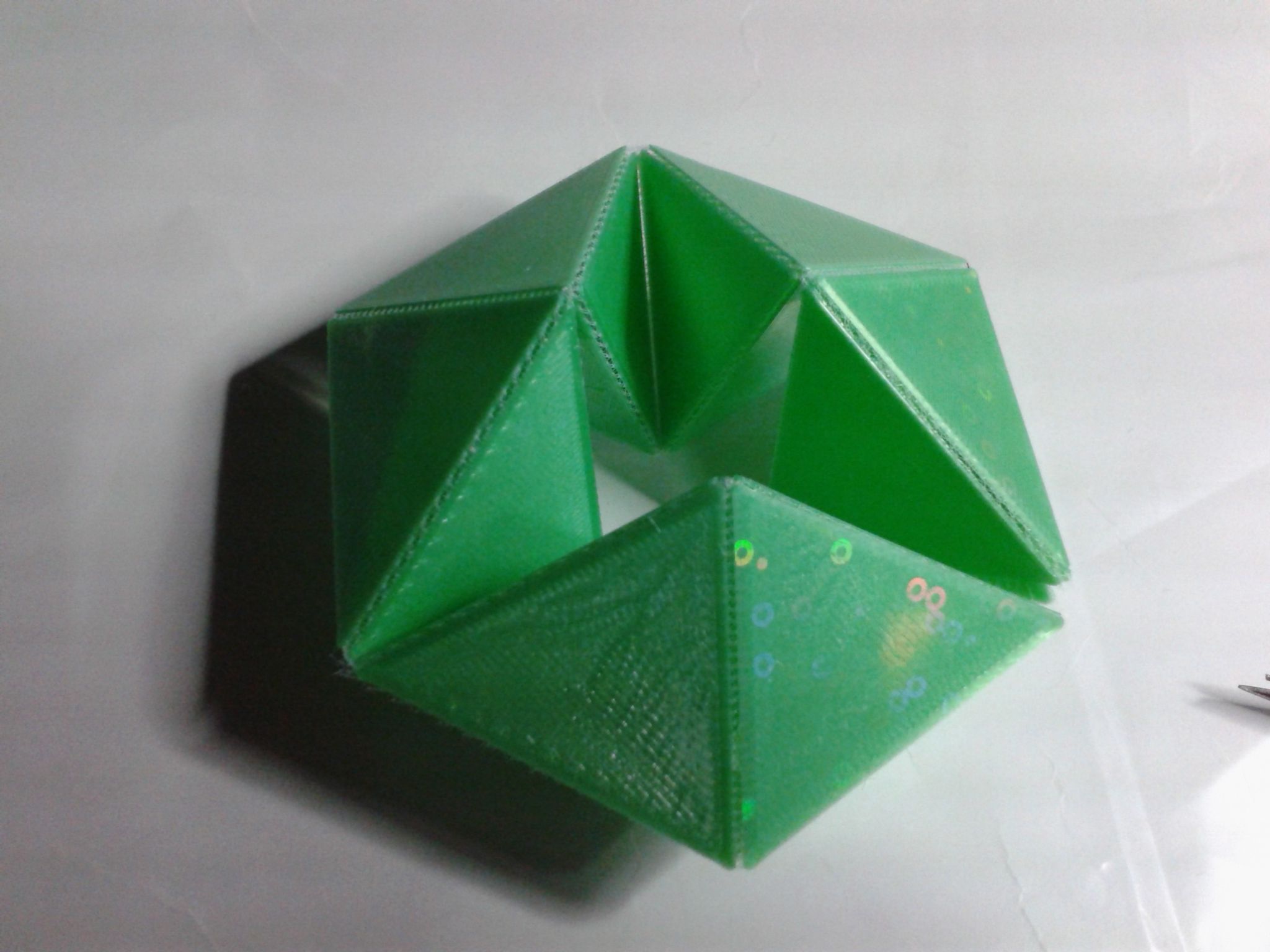
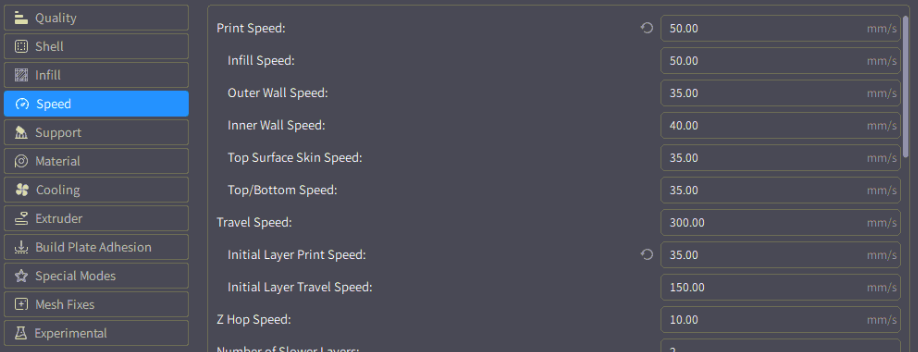
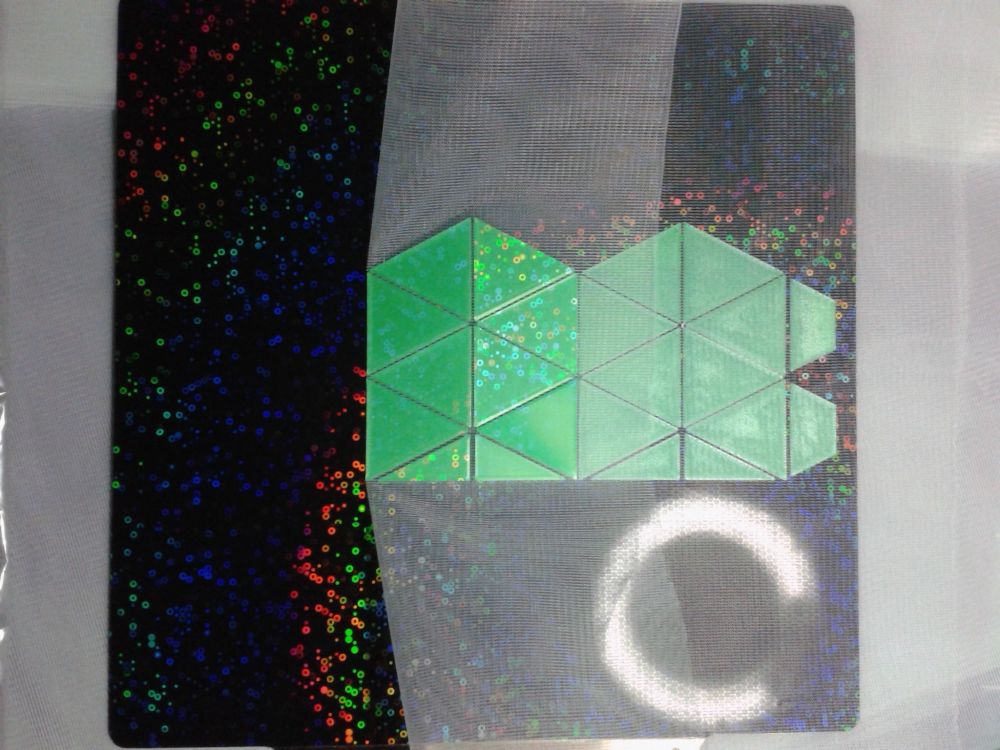
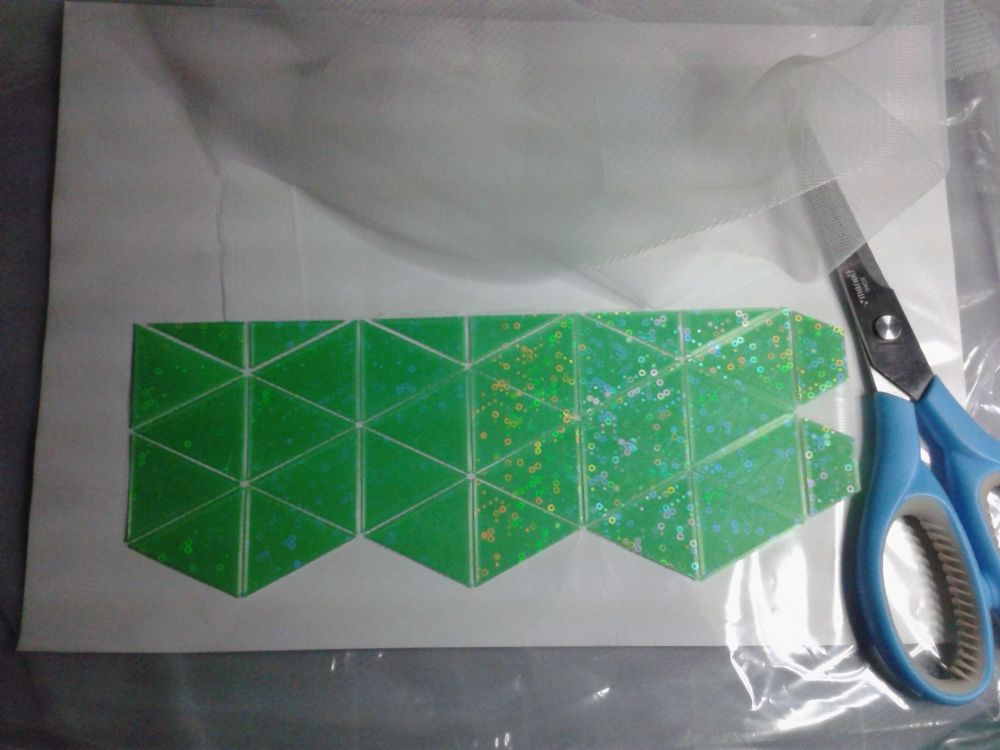
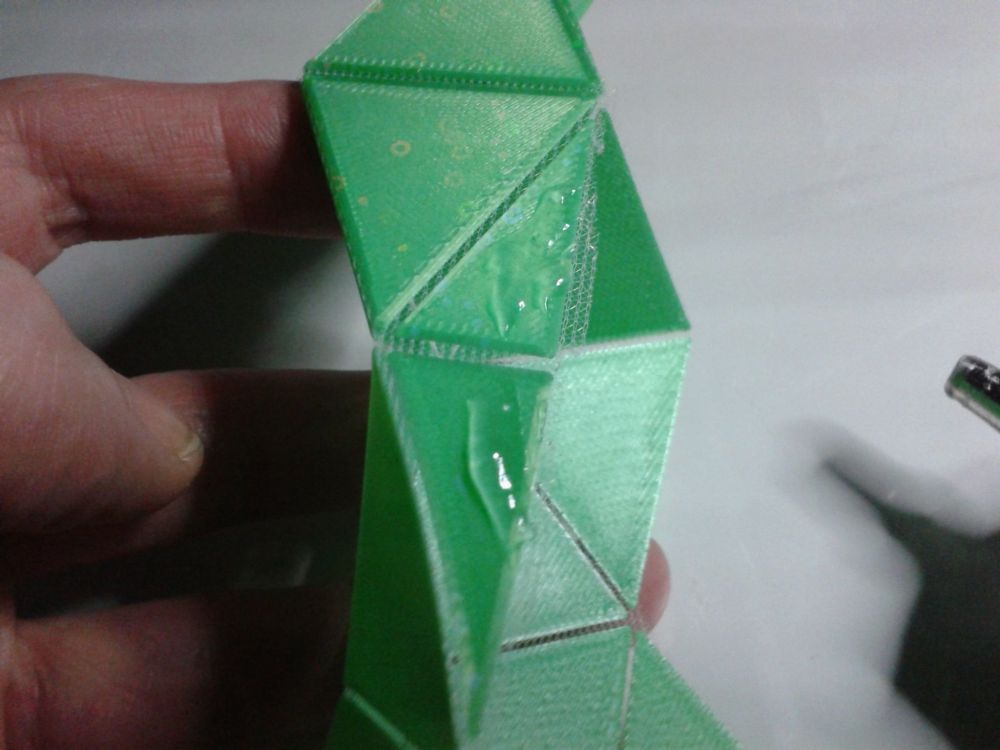
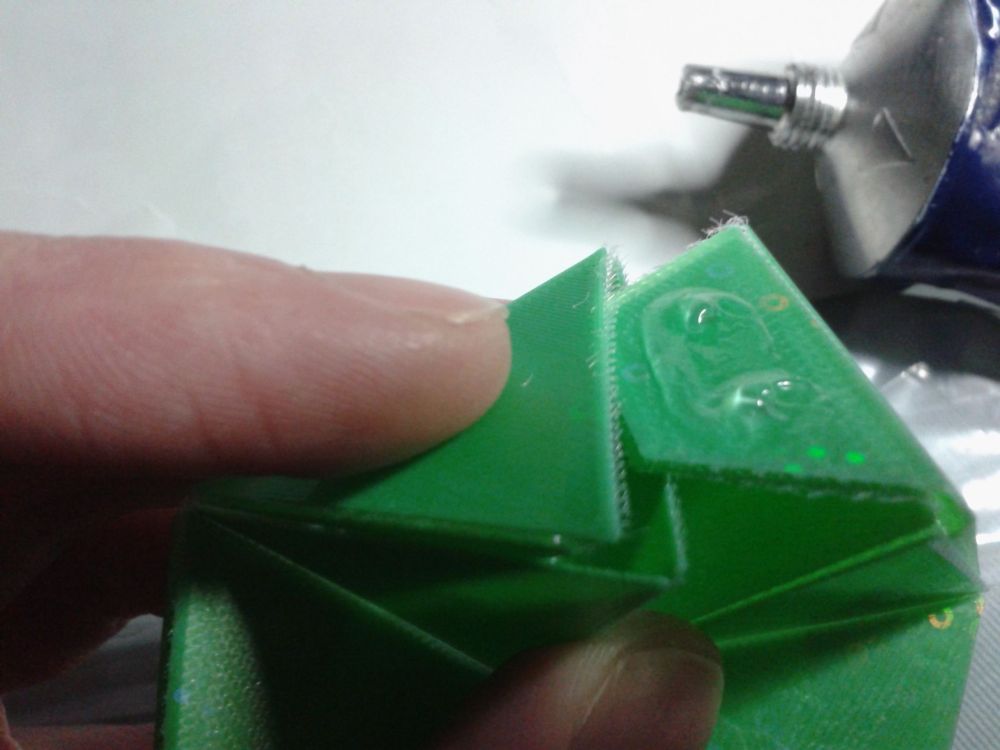
J'ai donc testé, avec un morceau de voile, anti-insectes. Après avoir fait avec OpenSCAD un modèle 3D d'un Kaleidocycle ( https://fr.wikipedia.org/wiki/Kaléidocycle, plus complet en anglais https://en.wikipedia.org/wiki/Kaleidocycle ) mais avec les facettes non reliées. Je vous mets le .stl que j'ai tranché. Essai_Kaleidocycle_da=34_o=0.4_lh=0.2.stl Pris le temps sous "Creality Print" de modifier pour le profil de mon "Ender-3 V3 KE buse de 0.4 mm", le g-code de démarrage, pour faire la ligne de purge sur une zone où ne sera pas l'impression. le g-code de fin, pour ajouter un levage Z, afin d'éviter une collision en fin d'impression quand le plateau d'impression sera présenté, car j'aurais des pinces et aimants qui auront été placées, après la fin de la couche initiale, pour maintenir le morceau de tissus/filet en place. utiliser des vitesses d'impression de l’ordre de 35 mm/s pour la couche initiale puis 50 mm/s pour le reste, histoire d'avoir plus de chances de réussite et favoriser une meilleure adhérence sur le plateau "PEY Circle". Tranché avec ce profil modifié ( hauteur de couche 0.2 mm ) Avoir, ajouter, manuellement avec un éditeur de texte NotePad++, une ligne "PAUSE" ( car firmware Klipper et qui fait un levage et park automatique. Sinon sur un firmware Marlin, j'aurais mis un M0, avec avant un levage, et après un abaissement, adaptée pour avoir suffisamment d’espace pour placer le morceau de tissus lors de la pause M0) juste avant la ligne ";LAYER:1" au fichier d'impression obtenu. Lancé l'impression sur un plateau "PEY Circle". (J’aurais probablement dû refaire un leveling avant, car j'avais un coté du plateau légèrement en sur-extrusion, mais c'est passé) Attendu la PAUSE, pour placer et fixer le morceau de tissu/filet avec deux morceaux d'aimants de porte de réfrigérateur et des pinces, et continuer l'impression. En fin d’impression, attendu que le plateau revienne a température ambiante pour faciliter le décollage du plateau sans risquer de déformer les morceaux, découpé le surplus de toile, plié et collé. Il me faut encore attendre que la colle sèche pour jouer avec et valider, mais je semble avoir obtenu un jolie Kaleidocycle fonctionnel Youpi !



 2 points
2 points -
J'ai contacté Jean Marc d'ArianePlast pour avoir des précisions concernant les filaments hautes vitesses Voici ma question suivi de sa réponse : Je voudrai avoir ton avis sur les filaments hautes vitesses, penses tu que c'est une arnaque commercial ou une réalité ? Pour t'apporter quelques précisions concernant les filaments haute vitesse c'est simplement un grade de PLA plus fluide qui est utilisé. Comme il est plus fluide le moteur va arriver à pousser le fil à une température d'affichage " normale d'utilisation " aux alentours des 200°c. Pour t'expliquer un peu plus dans les détails plus un pla a des chaines de molécules longues / plus il est résistant mécaniquement / plus il est compliqué a fabriqué / plus il est cher / et plus il faut le chauffer. Un test simple pour le voir tu prend un fil HI speed et tu descend la température de ta buse a 160°C , tu constatera que tu arrive toujours a le pousser et il s'écoulera. Un pla Arianeplast ( grade ingeo 4043D) tu n'arriveras pas à le faire fondre a 160°C. Si tu essayes de fabriquer du pla dans ta cuisine comme on peut le voir dans certaines vidéos sur YouTube tu va arriver à faire un PLA qui va durcir mais à peine tu vas le chauffer qu'il sera à nouveau liquide. ( ça c'est un pla de faible qualité) Par contre si tu fabrique un PLA dans un laboratoire ou en industrie avec tout le matériel nécessaire tu vas arriver à faire un pla avec des chaines de molécules beaucoup plus longues (ce qui caractérise en général un polymère de qualité et résistant) Et là tu va avoir un plastique qu'il va falloir chauffer plus pour le ramener à nouveau à l'état visqueux (visqueux, mais pas liquide) Moins le pla est de bonne qualité plus tu peut l'imprimer vite a une température " de base 200°c" Ce qu'il faut toujours garder en tête c'est le temps de séjour du fil dans la tête d'impression. C'est pour cela que toutes les imprimantes ont des bloc de chauffe et des buses plus longue. Par exemple j'ai réalisé des pièces avec notre PETg à haute vitesse. température standard noté sur la bobine 245°C A cette vitesse tu pourras constater qu'a une vitesse de 300mms la dépose ne se fait plus correctement. Le remplissage va devenir merdique car la couche chaude ne va pas se souder à la couche précédente. Tu pourras aussi observer que ta pièce va devenir plus mat. ( c'est que tu ne fais pas bien fondre ton polymère) Il suffit juste d'augmenter la température a 265°C pour constater que le remplissage va à nouveau bien se déposer (le temps de monter de quelques couches) et ta pièce va redevenir brillante. (comme elle l'est en temps normal aux vitesses que l'on avait l'habitude d'utiliser sur les générations de machines précédentes) C'est exactement pareil avec n'importe quel polymère. PLA/ABS/Nylon ect Tu peux utiliser des fil " normaux " à très haute vitesse, il suffit de ne pas avoir peur de sortir des tranches de températures défini sur la bobine. (Ils auront même tendance à garder une meilleure forme et à mieux garder les côtes de ta pièce en refroidissant) Les fabricants de fil ont défini des bases de température sur les machines qui étaient commercialisé jusqu'à présent. PLA 200/230°c Le fait que les machines ont évoluées, fait que les indications de température ne sont pas bonnes pour des vitesses rapides (10x plus rapide qu'avant) Je pense que les fabricants chinois ont favorisé des grades de PLA plus fluide pour ne pas devoir surdimensionner le moteur de l'extruder à cause de l'inertie pendant les mouvements pour pouvoir imprimer vite. Et pour se faciliter leur travail au niveau des sondes de températures et des cartouches de chauffes Et les utilisateurs particuliers ne font pas de test de résistance mécanique en laboratoire surtout pour faire de la figurine, donc un PLA plus fluide et moins résistant mécaniquement pour de l'industrie sera perçu comme plus qualitatif pour un particulier parce qu'il est " HI speed". J'imprime les pièces PLA qu'on produits sur K1 et K1 max a une température de 245°C alors que sur une CR10 je les utilisais a 225°c. (buse 0.4mm) J'imprime les pièces PETG a 265°c sur k1 et K1max alors que sur CR10 je travaillais a 245°C (buse de 0.4mm) Plus je mets une buse grosse, plus je diminue la température. En espérant que cela puisse aider des utilisateurs. Bien sûr tu peux publier ma réponse1 point
-
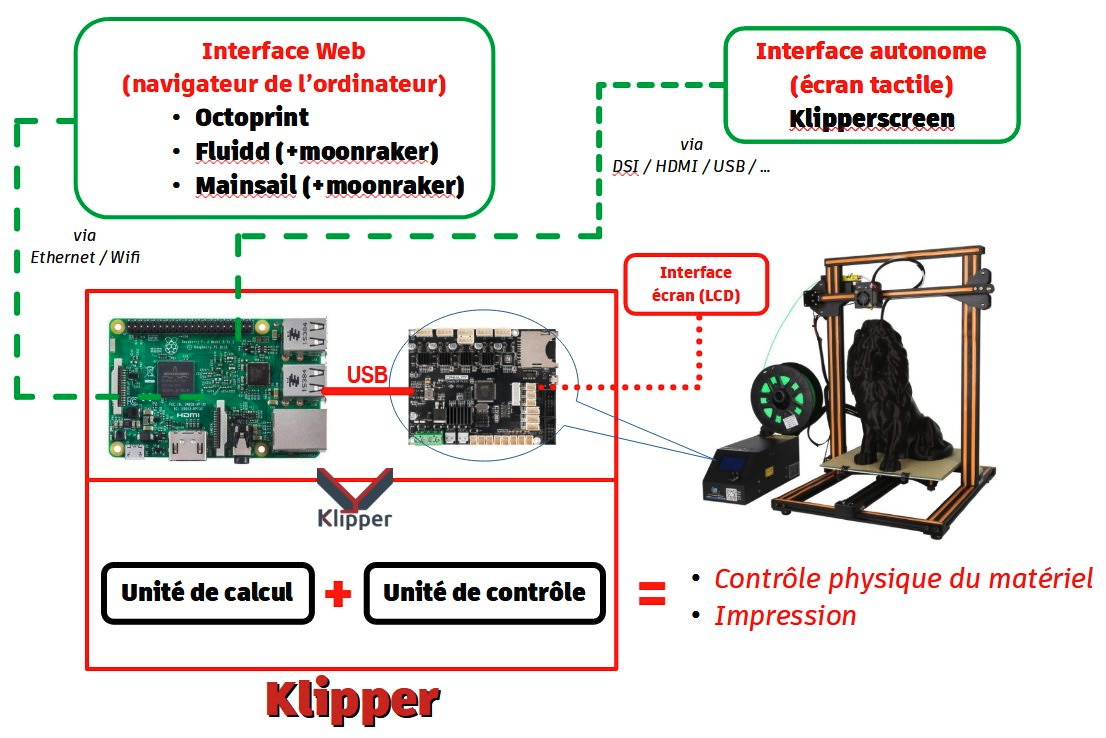
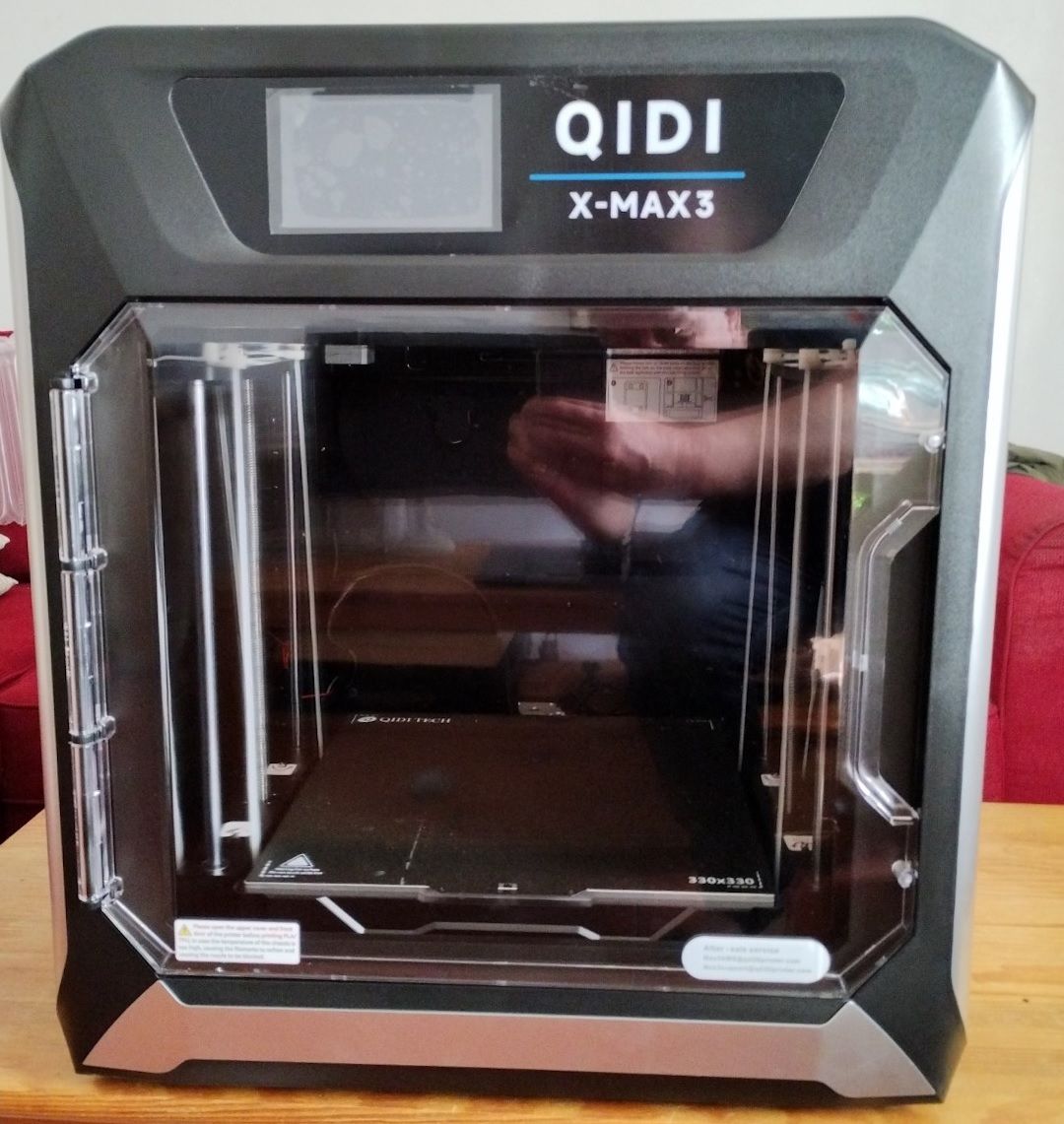
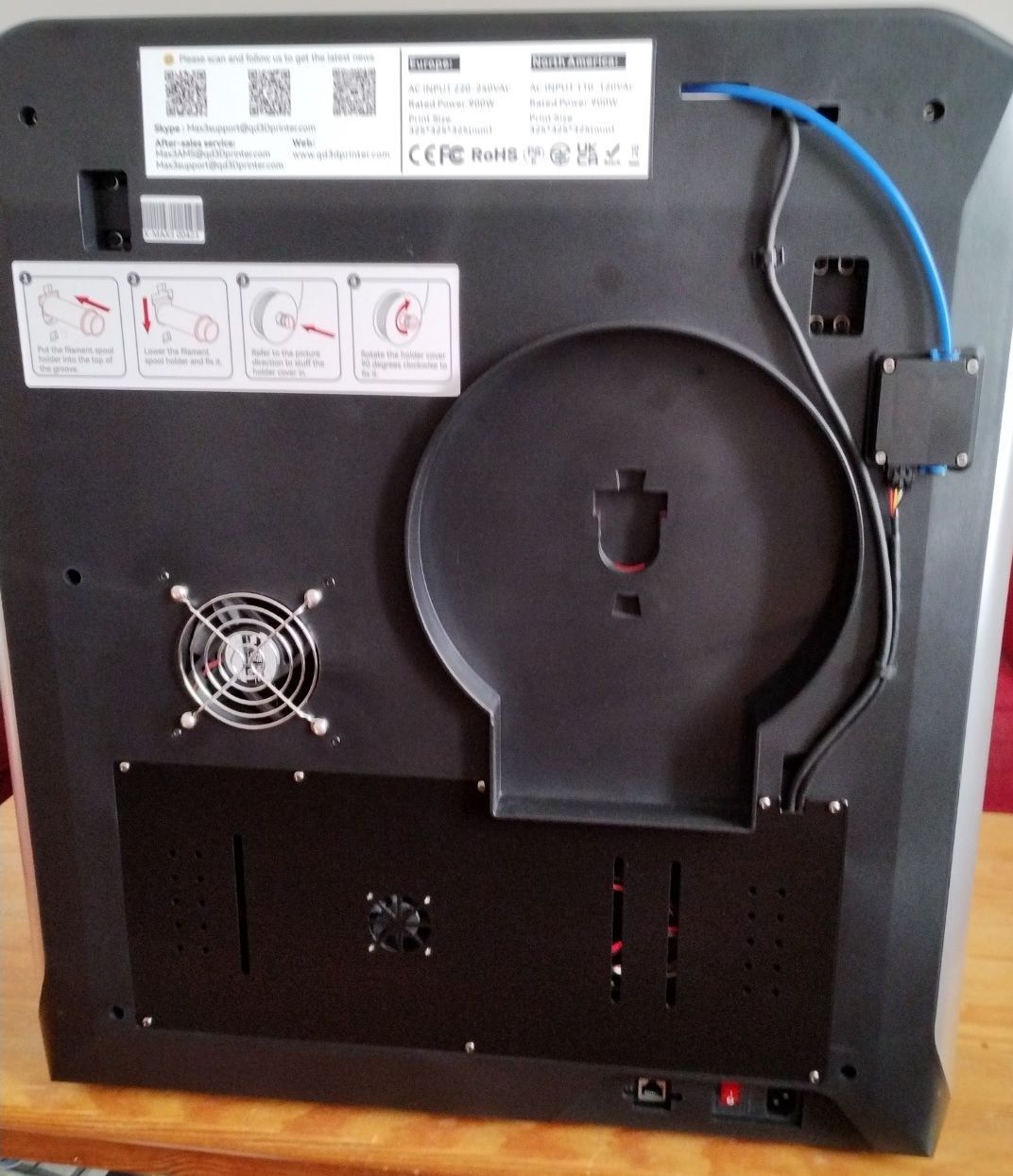
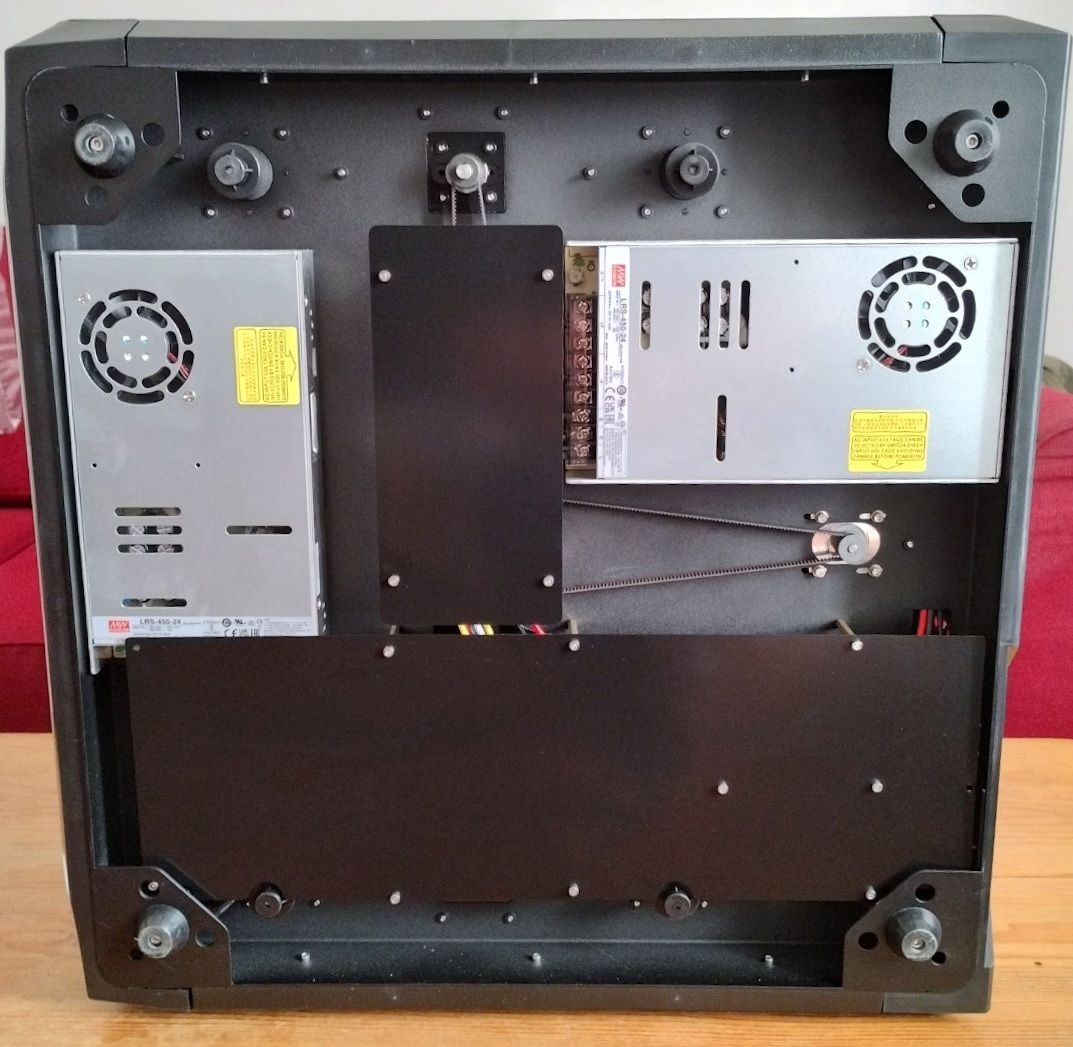
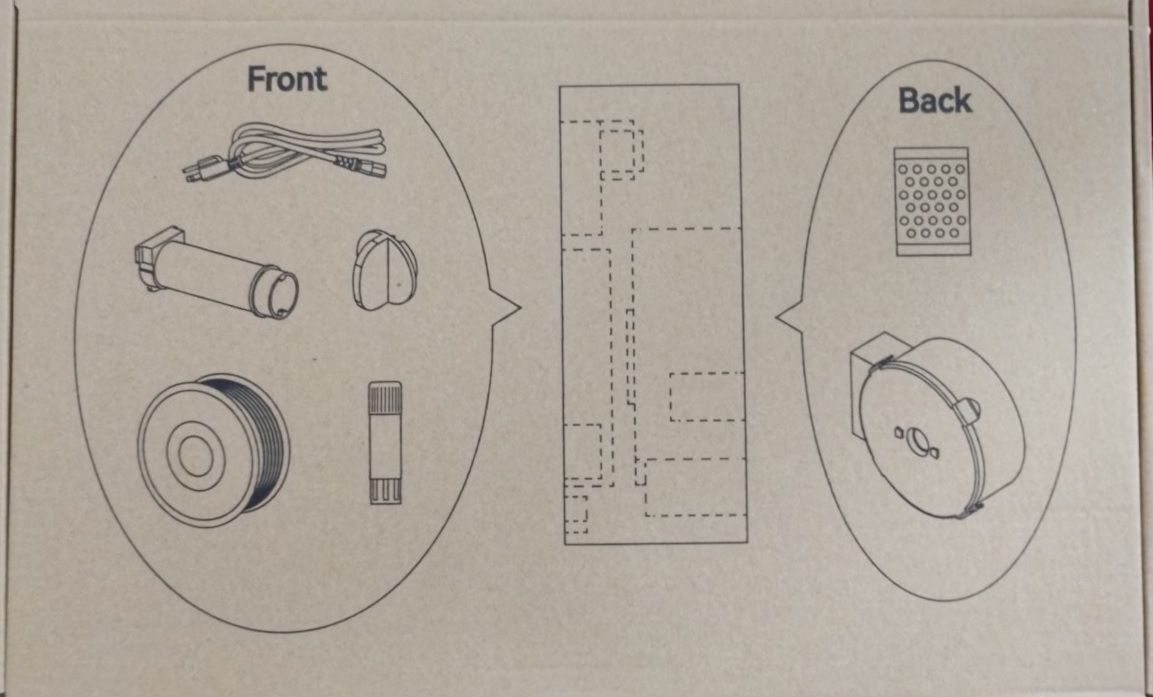
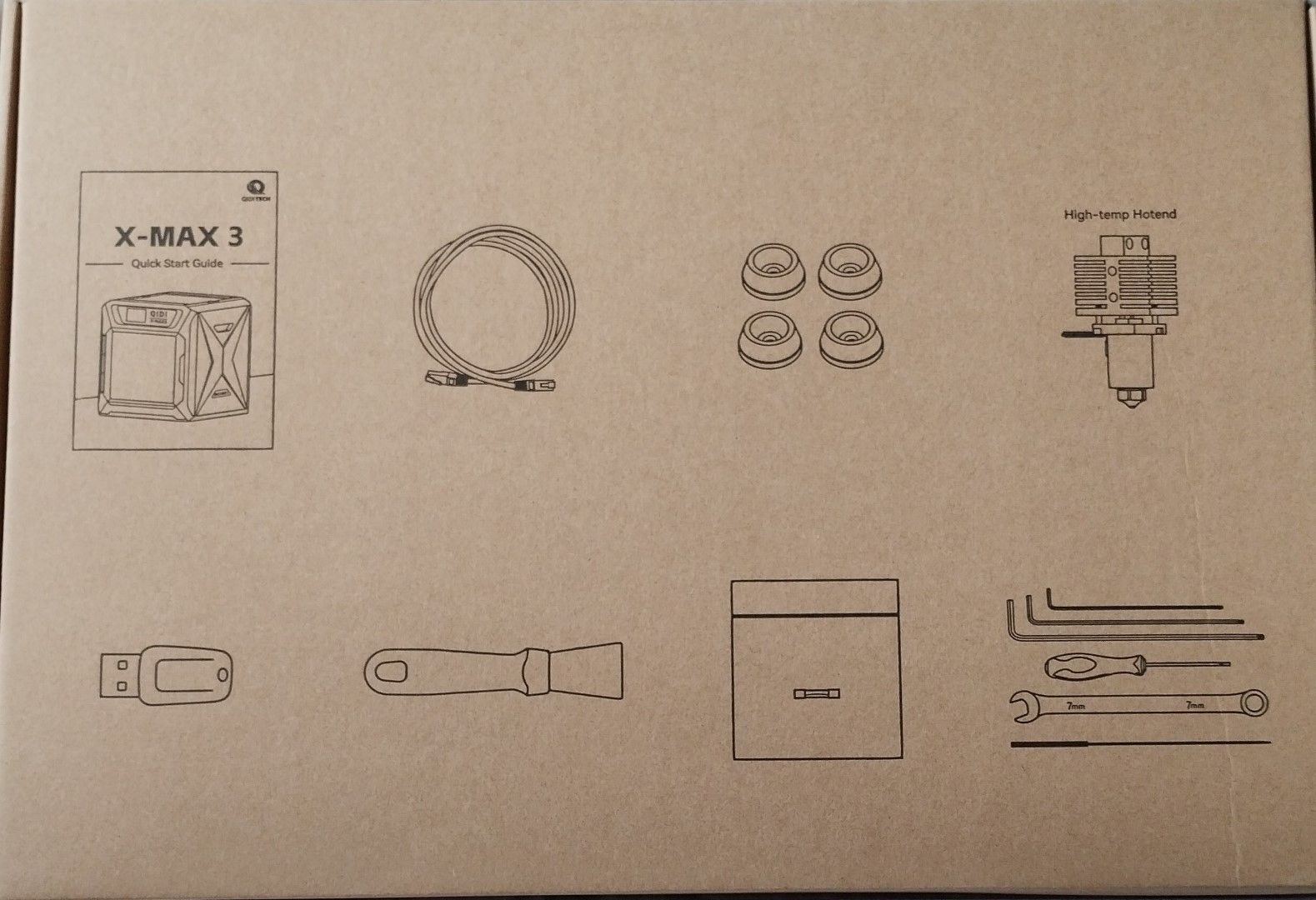
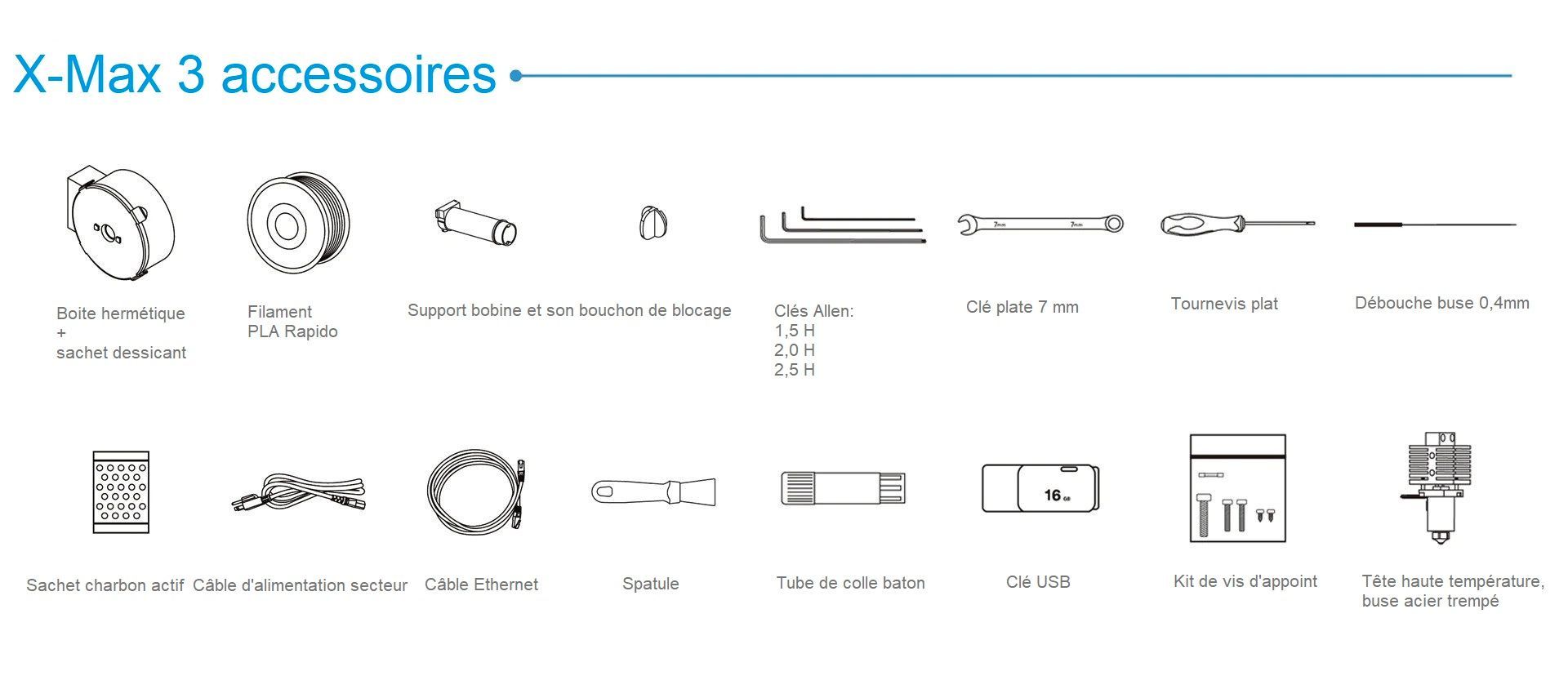
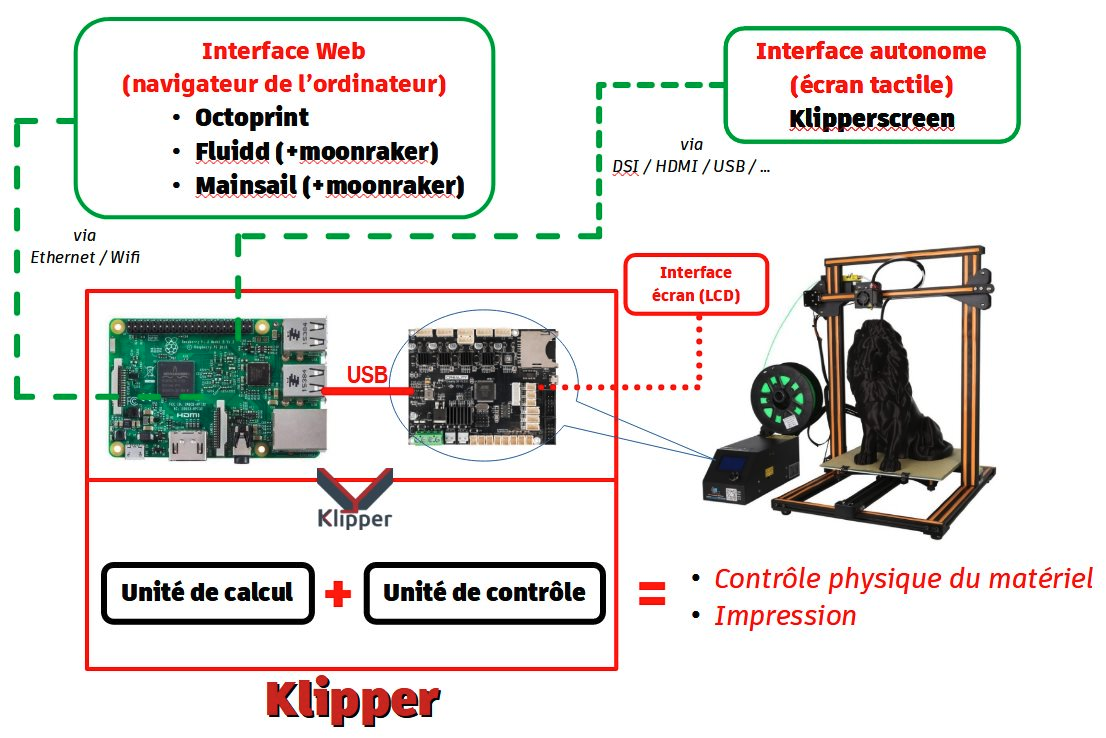
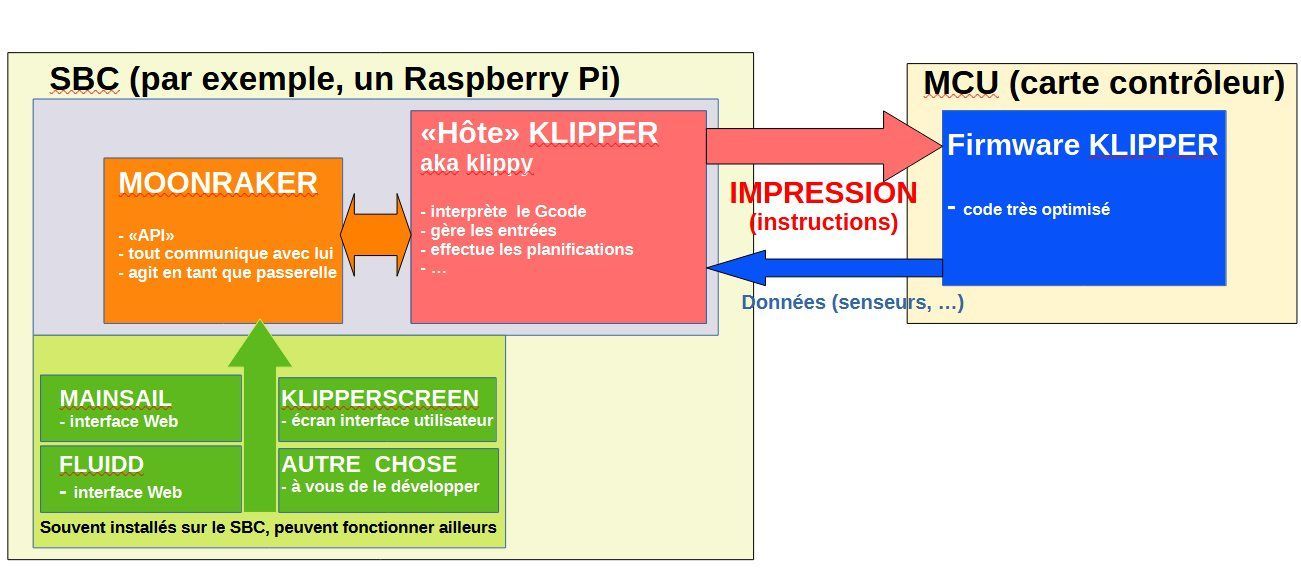
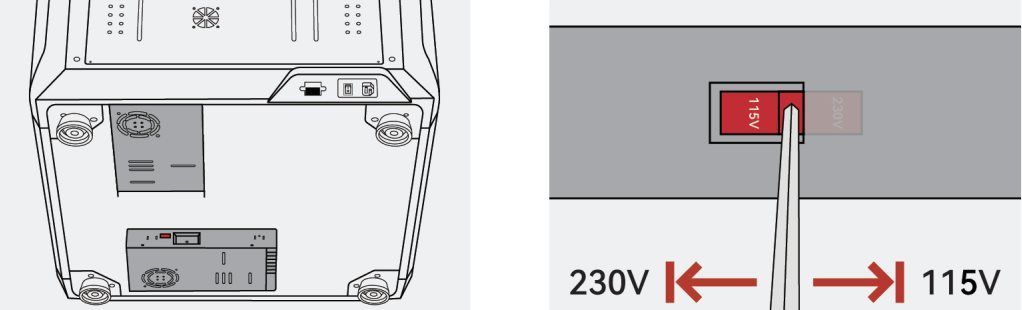
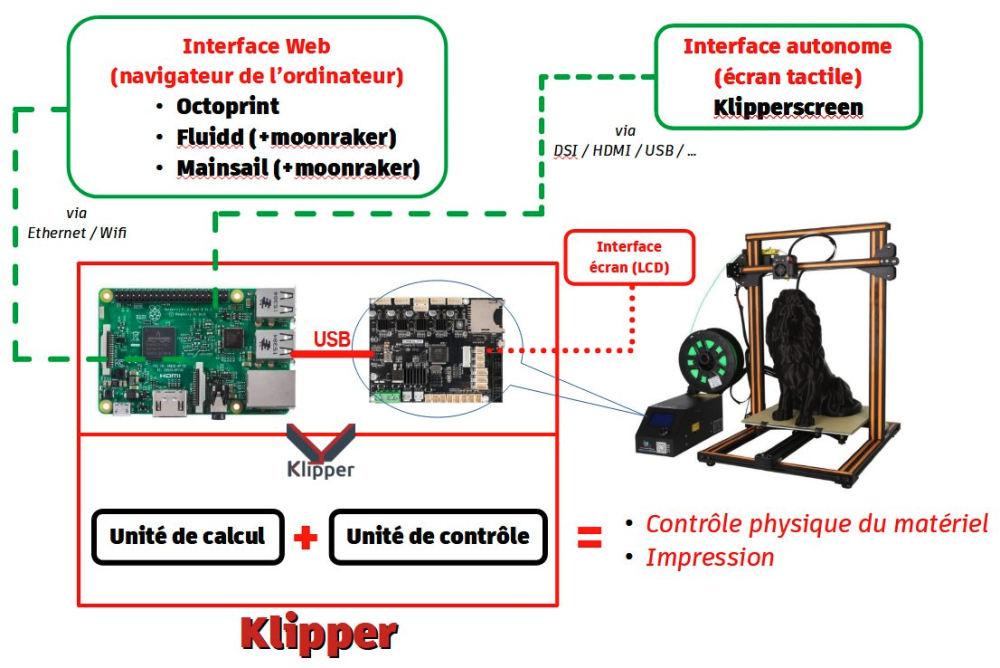
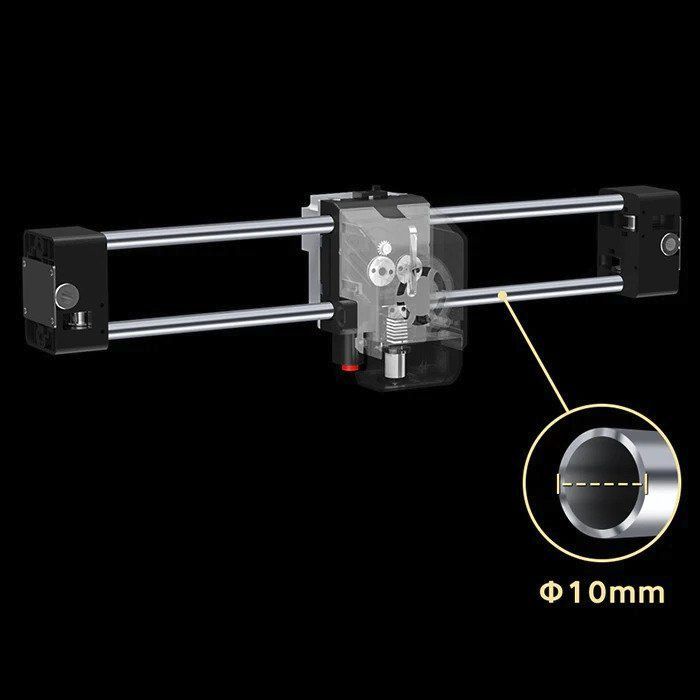
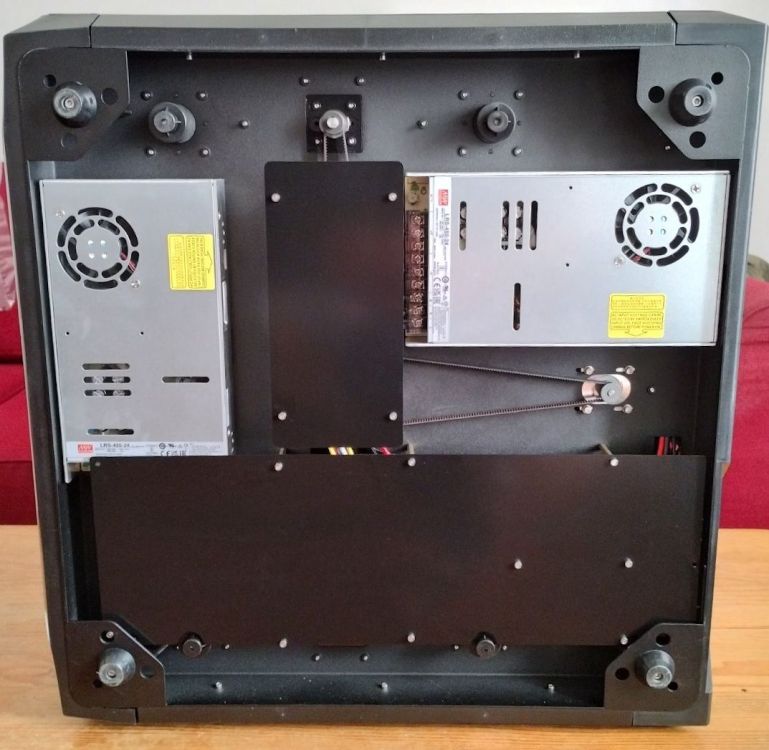
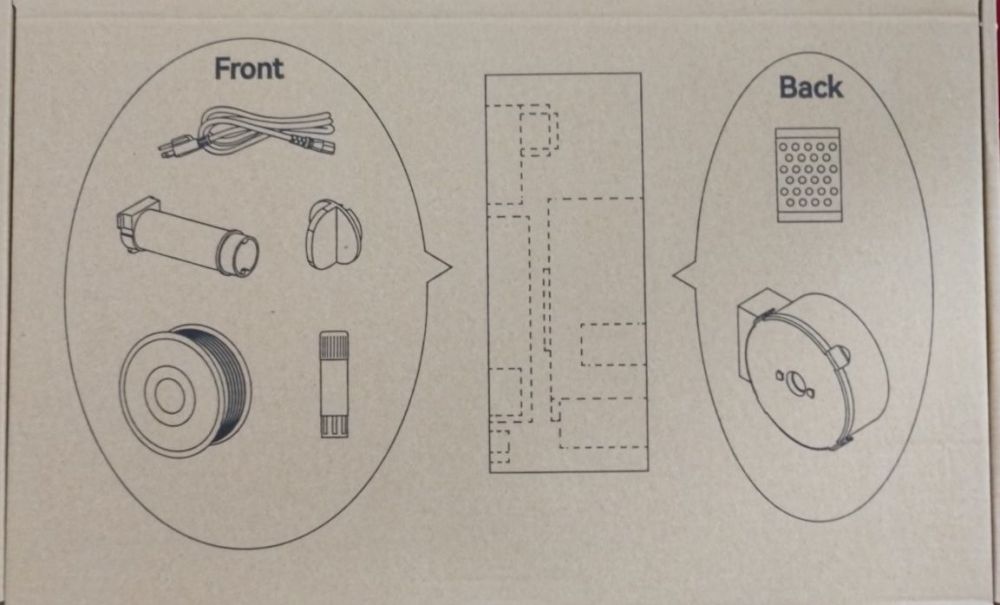
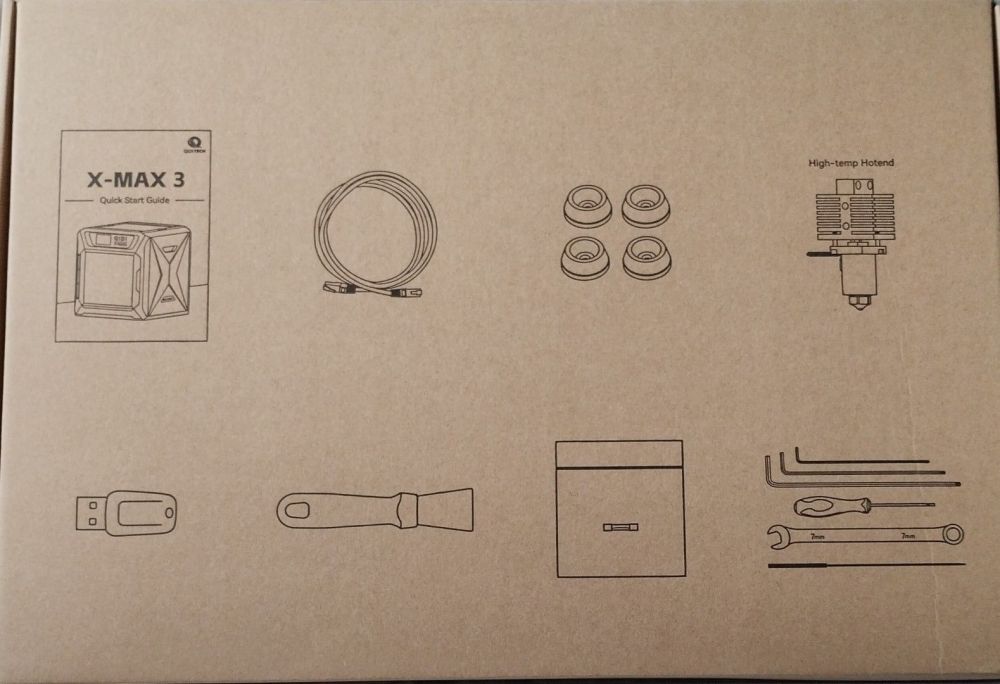
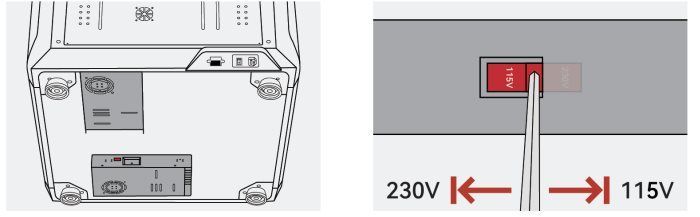
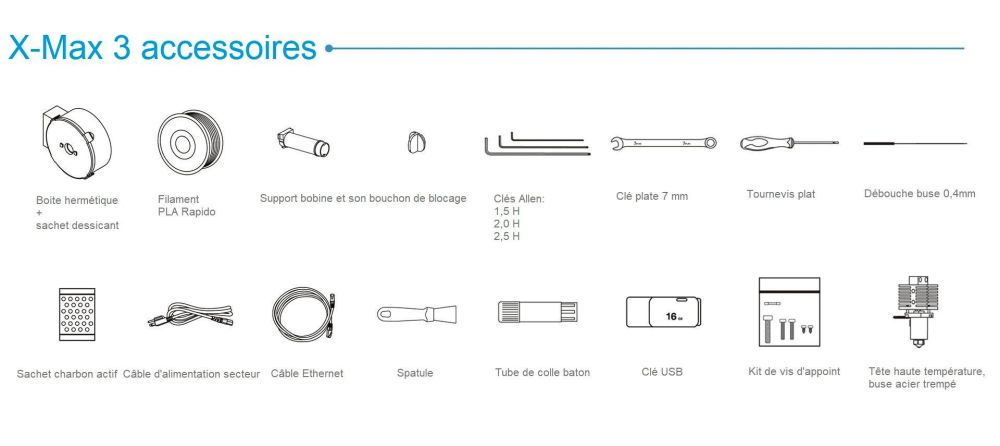
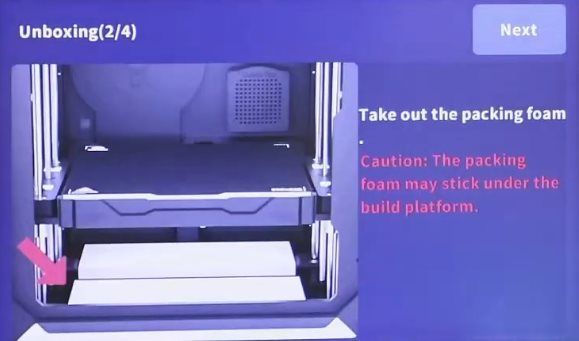
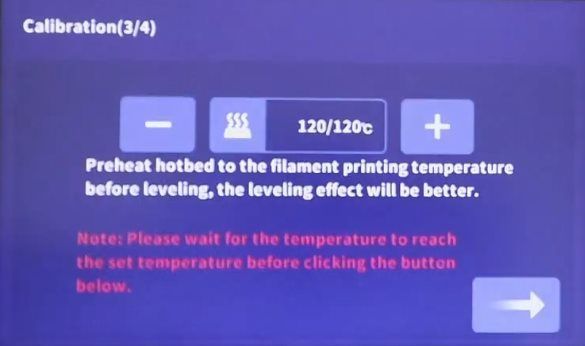
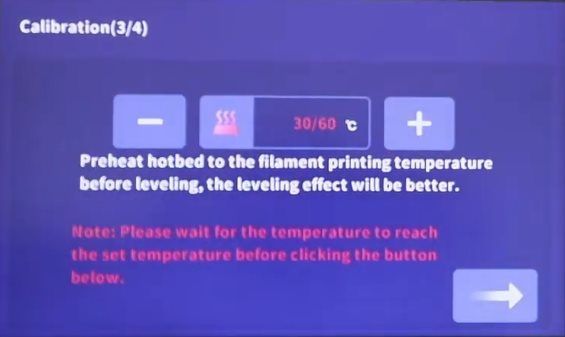
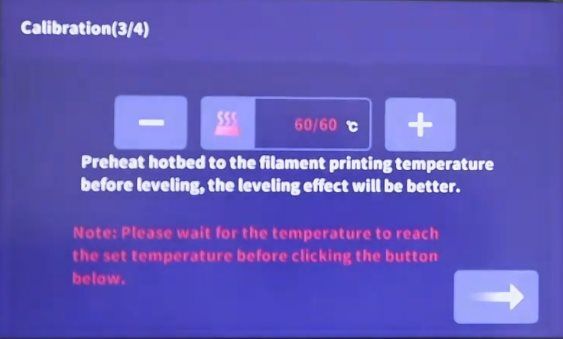
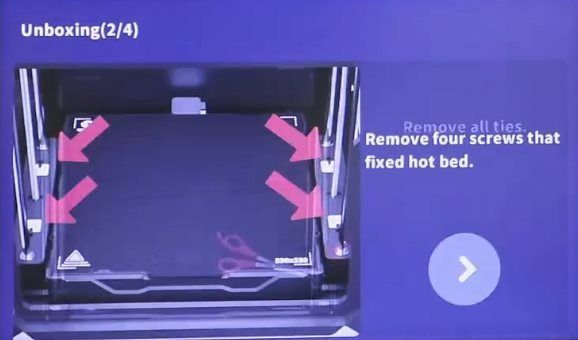
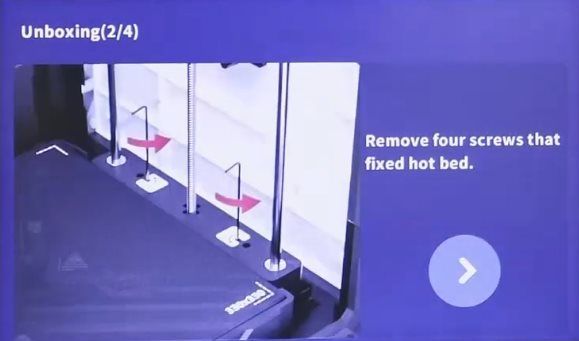
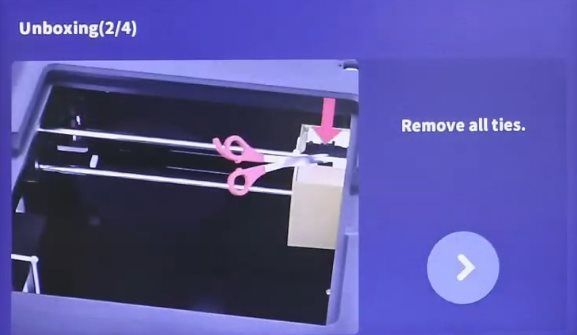
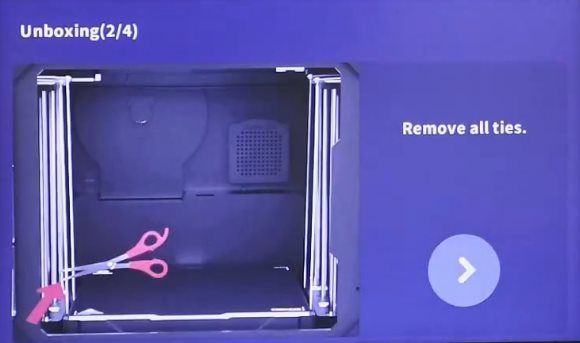
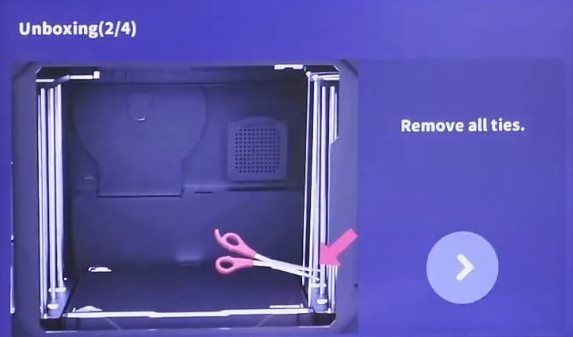
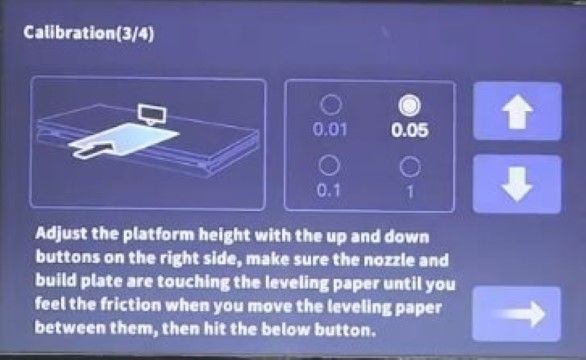
Le contenu du gros colis du «koikesse» ayant été découvert, je relaterai dans ce sujet ma découverte de cette imprimante avant de publier le test final sur le blog du site. En échauffement, un petit rappel: le colis pèse 38 kilogrammes, l'imprimante elle-même n'en pesant plus que 30 kg . Le livreur, après m'avoir demandé de l'aide pour sortir ce colis de son estafette, une fois celui-ci déposé à l'entrée de mon couloir, il s'est empressé de remonter dans sa camionnette sans demander son reste . Tant bien que mal, j'ai réussi à déplacer le carton ailleurs que dans l'entrée : mon dos s'en souvient encore. La marque Qidi, moins connue que d'autres constructeurs asiatiques. n'est pas récente dans le monde de l’impression 3D puisqu’elle a commencé ses activités en 2014. Elle développe ses propres outils matériels et logiciels avec par exemple un trancheur (slicer) maison basé sur Prusaslicer pour ses modèles récents. C’est également une société possédant un support technique spécialisé via un Wiki et également via une chaine Youtube. Le modèle, X-Max 3 est présenté ici. C'est une imprimante «rapide» à l'instar des modèles d'autres constructeurs : vitesse maximale de 600mm/s, accélérations de 20000 mm/s^2. Spécifications Qidi X-Max 3 Nom du modèle X-Max 3 Technologie FDM(Fused Deposition Modeling / Modelage par dépôt de matière fondue) Volume de construction (L×P×H) 325*325*315mm Dimensions (L×P×H) 553*553*601mm Poids net (kg) 30,2 Structure CoreXY Axe Z Axe Z double (un moteur , synchronisation via courroie) Axe X Axe optique creux linéaire en acier de haute dureté Firmware Klipper Vitesse maximale de la tête 600 mm/s Accélération de l'impression 20000mm/s² Débit maximal de l'extrudeur 35 mm³/s Précision d'impression ± 0,1 mm Température de la buse ≤350℃ Diamètre du filament 1.75mm Mise à niveau du lit Mise à niveau automatique 8×8 ( 9x9 après mise à jour système) Rapport de transmission extrudeuse 9,5:1 Corps de chauffe Noyau chauffant en céramique Extrudeur entraînement direct à haut débit Matériau de la buse alliage de cuivre pour les matériaux courants, acier trempé pour les matériaux abrasifs Diamètre de la buse 0,4 mm (0,2, 0,6, 0,8 mm en option) Température du lit chauffant ≤120℃ Plaque d'impression Plaque HF magnétique flexible double face Ventilateur de refroidissement du filament tête + auxiliaire Enceinte Contrôle de la température de la chambre ⩽65°C + chauffage indépendant Ventilateur de circulation de la chambre avec filtre à air à charbon actif Écran 5.0 pouces 800*480, tactile Boite d'impression Boîte de séchage + dessiccant Connexions 2.4G Wi-Fi / USB / Ethernet Détection du filament ✔ Compensation de la résonance ✔ Avance à la pression ✔ Tension secteur 100-240VAC, 50/60Hz Puissance nominale 900W (deux alimentations de 450 W) Processeur principal Microcontrôleur Cortex-A53, 64-bit, 1.5Ghz, 8Go-EMMC, 1Go DDR3 STM32F402 pour la carte principale et STM32G0B1 pour celui de la tête Trancheurs QIDI Slicer et autres logiciels tiers (Ultimaker Cura, PrusaSlicer, OrcaSlicer, etc.) Système d'exploitation Windows, MacOS, Linux Filaments recommandés PAHT-CF, PET-CF, PA12-CF Filaments compatibles PLA, ABS, ASA, PETG, TPU, PC, UltraPA, Nylon, etc. La QIDI X-MAX 3 est fabriquée à partir d'un cadre en tôle d'acier renforcée pour la structure, entièrement fermée avec des panneaux latéraux en plastique. Le volume d'impression de l'imprimante de 325x325x315 mm, plutôt généreux, devrait convenir à la plupart de ceux cherchant une imprimante 3D rapide, de grand format et fermée. De plus elle offre des capacités de chauffage de la chambre d'impression (⩽ 65°C). Ce qui permet de garder une température interne favorisant l'impression de filaments «techniques» ( ABS, ABS-GF, ASA, Nylon, PAHT-CF, PET-CF, …). Comme un bon nombre d'imprimantes rapides actuellement, Klipper est le firmware faisant fonctionner celle-ci. Pour rappel, Klipper se compose de deux éléments: le firmware installé sur la carte contrôleur, gérant uniquement les éléments matériels (unité de contrôle) «klippy» installé sur un SBC (Small Board Computer) chargé lui de l'impression (unité de calcul) Pour plus de détails sur Klipper je vous renvoie à ce sujet du forum. Déballage Le Wiki de Qiditech permet d'accéder à une vidéo de déballage ainsi qu'un document texte accompagné de photos. A l'intérieur du carton, se trouvent deux manuels papier un plus complet en anglais de 14 pages, le second plus succinct en six langues (Anglais, Chinois, Italien, Français, Espagnol et Allemand), quatre pages par langue. A noter que ce second manuel multilingue correspond probablement à une première version de la X-max 3, version modifiée depuis car faisant référence à des axes en carbone pour le support de l'axe X, remplacés par des axes optiques creux en acier de haute dureté : Quelques photos prises lors de ce déballage (j'ai horreur du terme anglais 'unboxing" ). Ce premier carton, une fois retiré ainsi que les cales polystyrène et coins de protections en carton permet d'apercevoir l'imprimante emballée dans du plastique. Pour assurer une protection accrue, une bande de plastique à bulles entoure la Qidi X-max 3. Une fois sortie du carton (non sans mal à cause de son poids), il va falloir retirer tous ces emballages plastiques. Le capot supérieur laisse entrevoir un autre carton à l'intérieur engoncé à nouveau dans des protections polystyrène. Une fois ces dernières retirées, l'intérieur est presque vide Quelques vues des différents côtés (gauche, arrière, droite) Ainsi que le dessous et une vue interne Les deux colis contiennent pour l'un les accessoires: jeu de clé Allen (1,5 / 2 / 2,5) clé plate de 7 mm tournevis plat quatre pieds caoutchouc à clipser sur ceux existants quelques vis en dépannage un tube de colle une feuille plastifiée pour le réglage du décalage en Z une tête complète (buse en acier trempé) pour les filaments imprimés à haute température (⩽ 350 °C) une clé USB contenant des modèles déjà tranchés à imprimer, le manuel PDF et le trancheur QidiSlicer (Windows, Mac, Linux) pour l'autre colis : le support de bobine une boite hermétique pour maintenir le filament à humidité «maitrisée» une bobine de filament PLA «rapido» (500 g), de couleur noir ainsi que deux emballages plastique scellés (un contenant un sachet de dessicant, l'autre un sachet de charbon actif) le cordon d'alimentation secteur L'imprimante désormais déballée doit maintenant trouver sa place dans mon bureau. Pour cela, elle va devoir gravir les dix-sept marches de l'escalier pour passer du rez-de-chaussée au premier étage. Ai-je déjà dit que c'est une machine imposante, tant par sa taille (≃ 60x60x60 cm) que son poids (30,2 kg) ? Marche après marche, finalement elle a trouvé une place sur un des bureaux. Insertion du câble secteur, après avoir évidemment vérifié que les deux alimentations au-dessous de l'imprimante soient bien réglées pour une tension secteur de 230 V (normalement ce réglage a été réalisé en usine en fonction du pays de livraison mais ça ne coûte rien de le vérifier) : Au premier allumage, le logo apparait sur l'écran signalant que le système démarre. Après un temps d'attente d'un peu moins de deux minutes, temps nécessaire au système d'exploitation Armbian pour booter, un assistant de configuration apparait à l'écran pour prendre en main l'utilisateur en lui indiquant les étapes à suivre. N'ayant pas pensé à capturer les écrans / animations de cet assistant de configuration, les copies écrans ci-dessous sont extraites de la vidéo de déballage réalisée par Qidi Tech. Choix de la langue d'affichage, instructions pour enlever les fixations (zip-ties), les vis de maintien du plateau, puis les mousses sous le plateau : Mettre en chauffe le plateau afin de procéder au réglage de la distance buse / plateau à l'aide de la feuille plastifiée fournie (épaisseur de 0,25mm). Régler le «pincement» de la feuille à l'aide des boutons de réglages de l'écran : Une fois ce réglage réalisé (Zoffset), l'imprimante procède à la topographie du plateau, maillage de 8 x 8. Quelques poignées de minutes avant de procéder à la compensation de résonances (input shaping). C'est relativement long, d»autant plus que l'écran est figé durant ces plus de dix minutes… Toutefois, le vrombissement émis par les mini déplacements de la tête pour réaliser cette recherche de compensation permet de savoir qu'il se passe quelque chose La dernière étape de préparation consiste à charger une bobine de filament L'imprimante est prête à imprimer Voilà pour cette première partie. La prochaine étape s'attachera à regarder les éléments composant cette imprimante. A suivre…






















 1 point
1 point -
Creality fabrique aussi des graveurs laser, dont ce nouveau Falcon2 Pro avec son caisson fermé, un Air Assist et son puissant laser de 40W https://www.lesimprimantes3d.fr/creality-falcon2-pro-graveur-laser-20240220/1 point
-
Ca y est , la X4 PLUS est en précommande sur le site officiel de Artillery (d'ailleurs ils offrent 5kg de PLA pour toute commande de la PLUS) Elle est dans mon panier, j'attends juste le feu vert de MrMagounet via sur futur test pour finaliser la commande.1 point
-
Effectivement, comme @Wassingue, pour ma part j'ai effectué une photo de la tête et fourni le numéro de ma X-Plus3. J'ai eu sous 8 jours, la nouvelle tête mais les frais de douane ont été de 2 Euros, je pense qu'étant dans l’extrême Sud Est de la France, le Soleil est plus cher1 point
-
Comme je n'ai pas d'autoradio dans la voiture, je vais en faire un nomade dans le même principe que le jerricane mais avec un bidon d'huile. Début de la modélisation des pièces supports pour fixer les différents éléments à l'intérieur, j'ai pas tout donc je suis bloqué pour l'instant. De l'extérieur cela devrait donner ça Modélisation du support des HP (récup d'une TV hs) Le tout sera alimenté par une batterie externe qui viendra entre les HP, il y aura une ouverture au cul du bidon pour pouvoir tout rentrer et la fermeture servira de support à la batterie mais il me faut avoir le modèle pour avoir les dimensions....

 1 point
1 point -
Un AMS chauffant compatible TPU je ne demande pas mieux1 point
-
Ouf, j'ai installé un petit coin dans mon appartement et j'ai une mezzanine juste au dessus Il est possible que je déporte l'intégralité des prises (USB / RJ45) soit en façade soit sur le dessus :° Donc à fabriquer un support pour plus d'accessibilité Pour info, lors de 'Print' relativement important j'ai toujours ce phénomène 'l'extrudeur ne fonctionne plus" chauffe !!! Lisa du S.A.V a expédiée un autre extrudeur, via GLS, afin de voir si l'anomalie disparait. Je vous ferai suivre les infos dès changement Ils ont vraiment un S.A.V au TOP
 1 point
1 point -
Bonjour. J'ai une question bête, est-ce que je suis au bon endroit? J'envisage d'acheter une imprimante 3d dans les 2 mois à venir, et je pense acheter un modèle bambulab et si j'ai bien suivi, les principales différences entre la X1 carbon et la P1S sont les panneaux de l'"enclosure" en alu pour la X1, en plastique sur la P1S la buse/tête d'impression en acier trempé pour la X1/en acier sur la P1 l'écran (grand écran couleur tactile sur la X1, écran plus simple monochrome sur la P1) une meilleure caméra sur la X1C (résolution et framerate) lidar sur la X1C processeur plus puissant sur la X1C Si j'ai bien tout compris, en simplifiant un peu: Que les panneaux soient en alu, en plastique ou en or massif, on s'en fout un peu. On peut remplacer la buse et la tête pour imprimer des matériaux plus techniques sur la P1S pour quelques dizaines d'euros. L'écran est assez facultatif parce qu'on peut à peu près tout faire depuis un pc ou un smartphone La caméra restera moins bonne sur la P1S, moi personnellement je m'en fous un peu. J'avais mis une webcam 1080p qui traînait sur un octopi sur ma précédente imprimante, ça m'a toujours sorti un truc affreux parce que je n'ai pas réussi à la gérer mieux que ça. les retours sur le lidar sont plutôt mitigés, ce n'est pas imparable mais la technologie semble jeune le processeur plus modeste de la P1S ne semble pas poser de problème pour l'impression, mais ça serait lui qui empêcherait de gérer une meilleure caméra d'après ce que j'ai pu lire sur internet, et si la X1C a un processeur plus puissant, c'est principalement pour le lidar et les possibilités d'utiliser le lidar. Alors maintenant que j'ai bien repris toutes les banalités que j'ai trouvées sur internet (j'espère que je n'ai pas trop dit d'âneries) voilà ma question bête, en rapport avec les deux derniers points, le lidar et le processeur/l'IA: TLDR: Est-ce qu'on peut s'attendre à des avancées sur la gestion de l'IA et du lidar sur les X1/X1C à l'avenir? Est-ce qu'il y a des choses annoncées/prévues de ce côté là? Merci edit: @silvertriple me l'a fait remarquer, le lit de la X1C peut chauffer plus que celui de la P1.1 point
-
Désolé j'oublie parfois que quand on débute certaines choses ne sont pas connue en effet l'ADXL345 est un type d'accéléromètre tu as raison de le préciser. C'est actuellement le plus utilisé sous klipper mais il existe d'autre modèle j'ai indiqué la marché a suivre avec l'ADXL345 de ce type car utilisé un autre accélérometre ou un ADXL345 usb obligera a fait des modification de les configuration klipper et c'est a mon sens pas essentiel . Bonne nouvelle l'ami @Philippe Lagane a fait des recherches et suite a des échanges avec lui ce week end a trouver la solution ( merci a philippe j'ai pas eu le temps de mon côté de m'y mettre ) pour le fonctionnement de la webcam sur les X4 Pro et X4 Plus bien entendu dans mon cas j'ai fait la modification sur la X4 plus et cela fonctionne très bien comme on peux le voir ici. Je vais mettre sa vidéo explicative et les quelques observations que je vous conseils en premier page dans quelques instant. Merci aussi a @zadnezz qui a chercher a installé Mainsail et trouver une solution à l'install de la webcam aussi de sont côté et qui du coup en a profiter pour faire un image du système Armbian/Klipper complet de la X4 Pro avec une subtilité Mainsail aussi installé et disponible, je vais aussi ajouter en premier page le liens de téléchargement depuis mon drive, par contre attention restauré la mémoire EMMC demande un adaptateur pour branché le module EMMC à l'ordinateur et je vous invite utilisé cette image quand cas de nécessité, nous ne pouvons être tenue responsable de tous mauvais usage de votre part. Je mettrais tous cela disponible ce soir, encore merci a eux.
 1 point
1 point -
C'est cool tu vas pouvoir acheter des actions de Creality1 point
-
C'est l'acétone, l'ABS et les UV. On utilise le moins possible l'ABS en modélisme. Une coque de bateau ou un fuselage d'avion en ABS ne dure pas longtemps et n'aime pas du tout les chocs. Si on a besoin d'un résistance thermique supérieure au PLA alors l'ASA est idéal.1 point
-
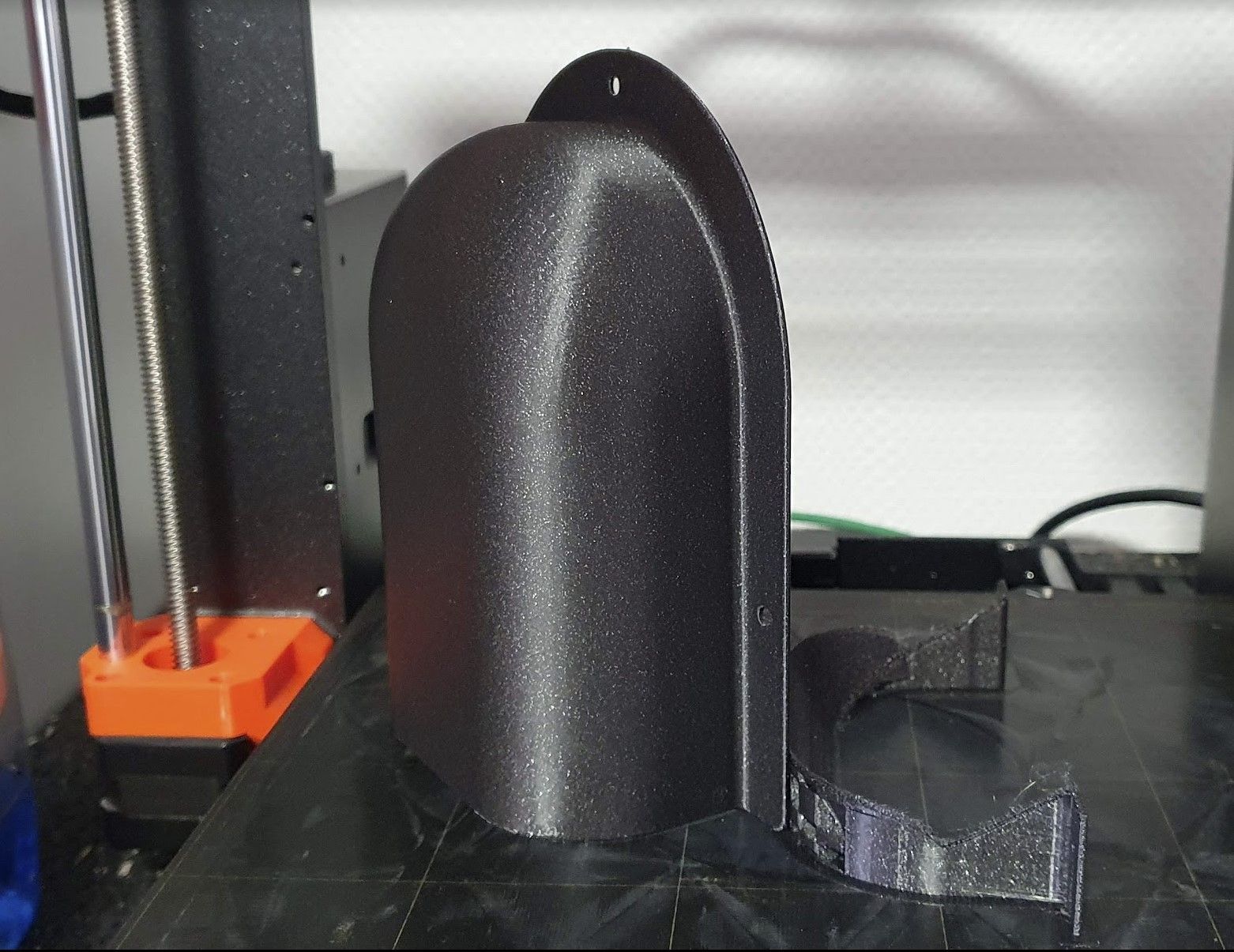
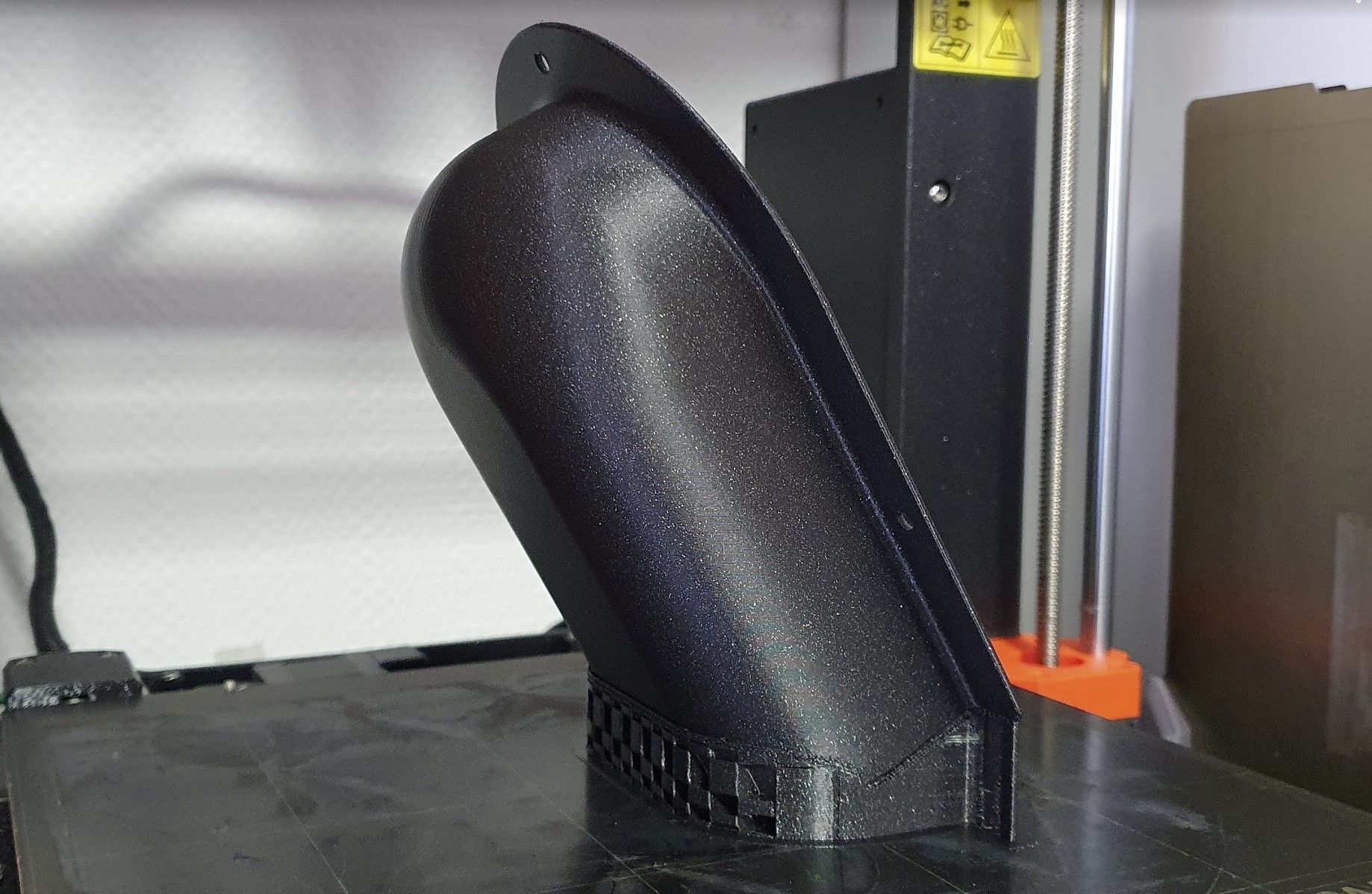
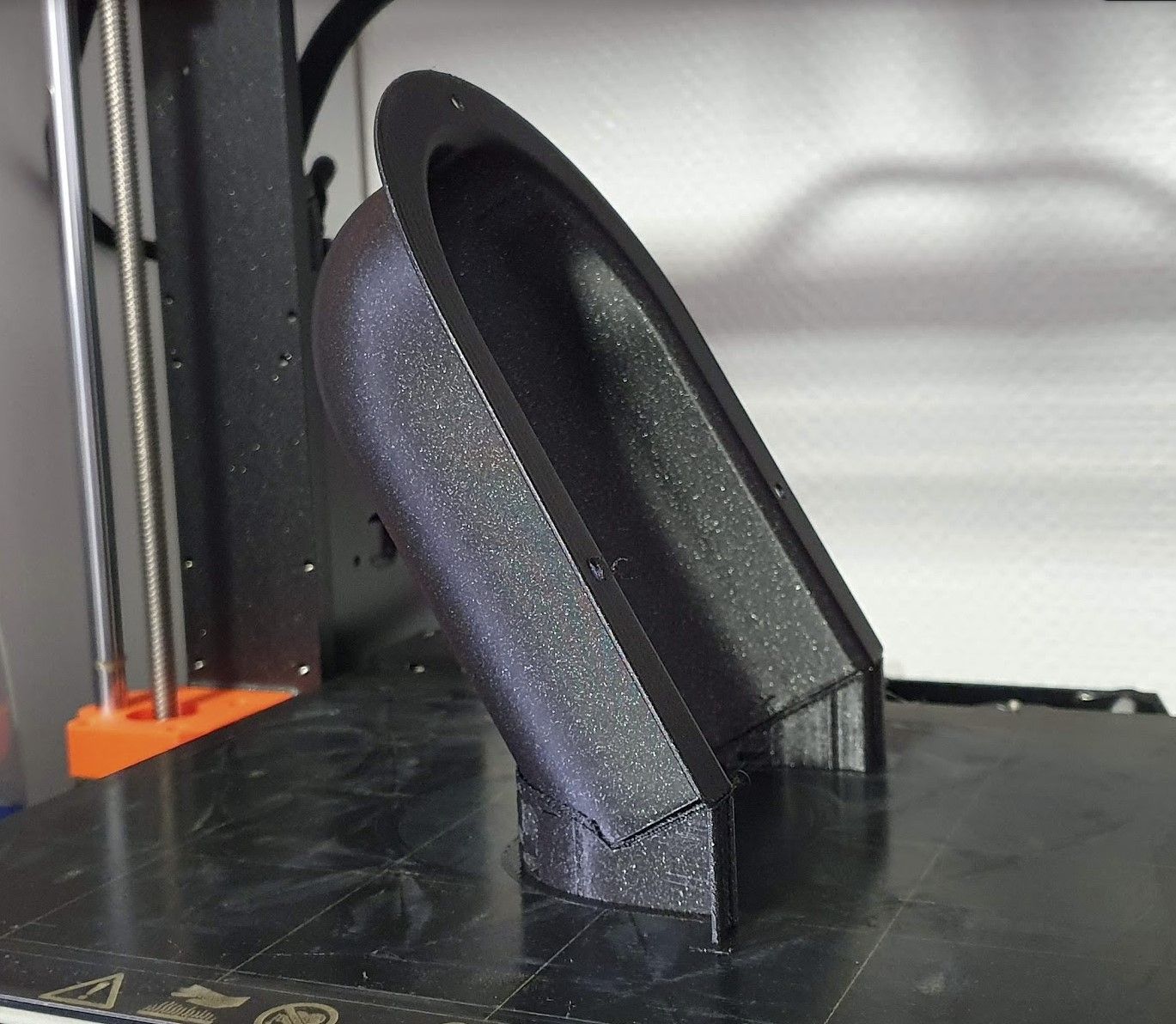
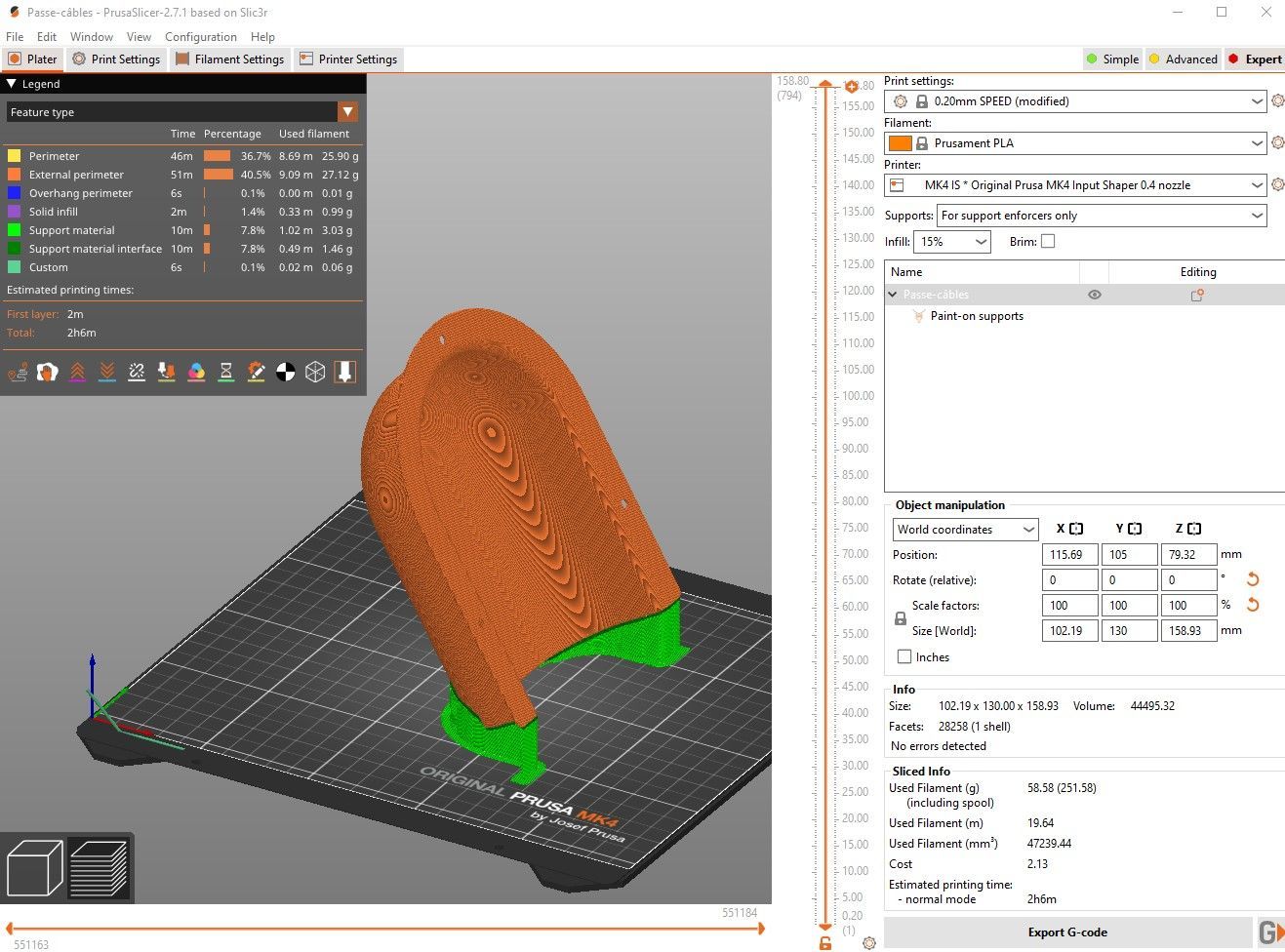
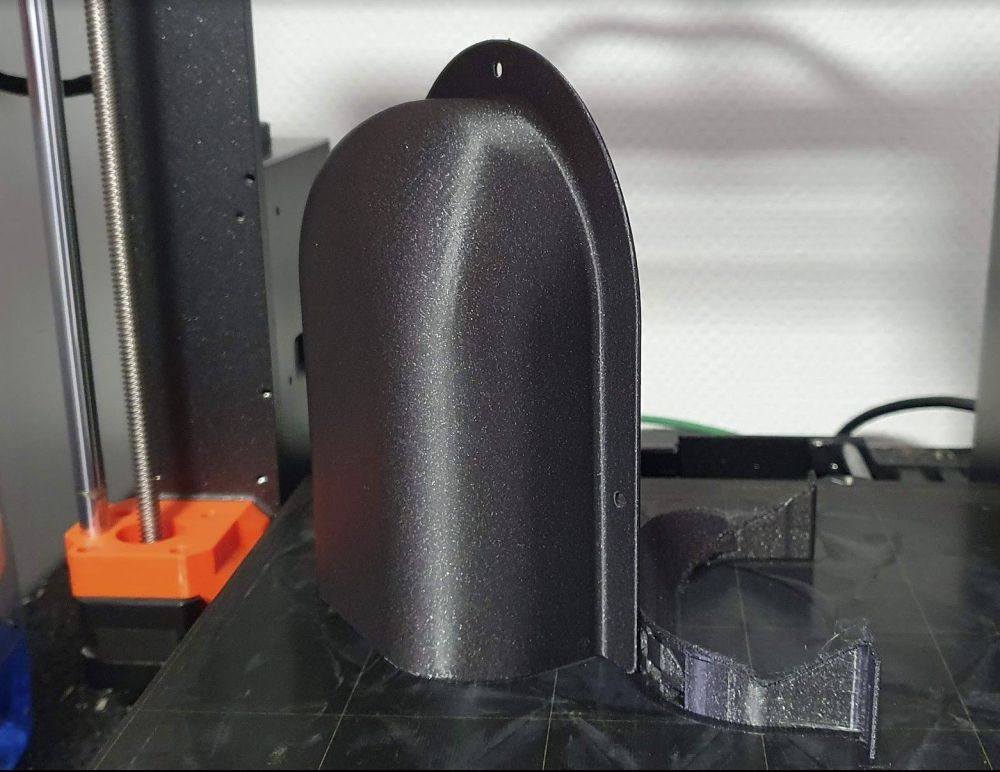
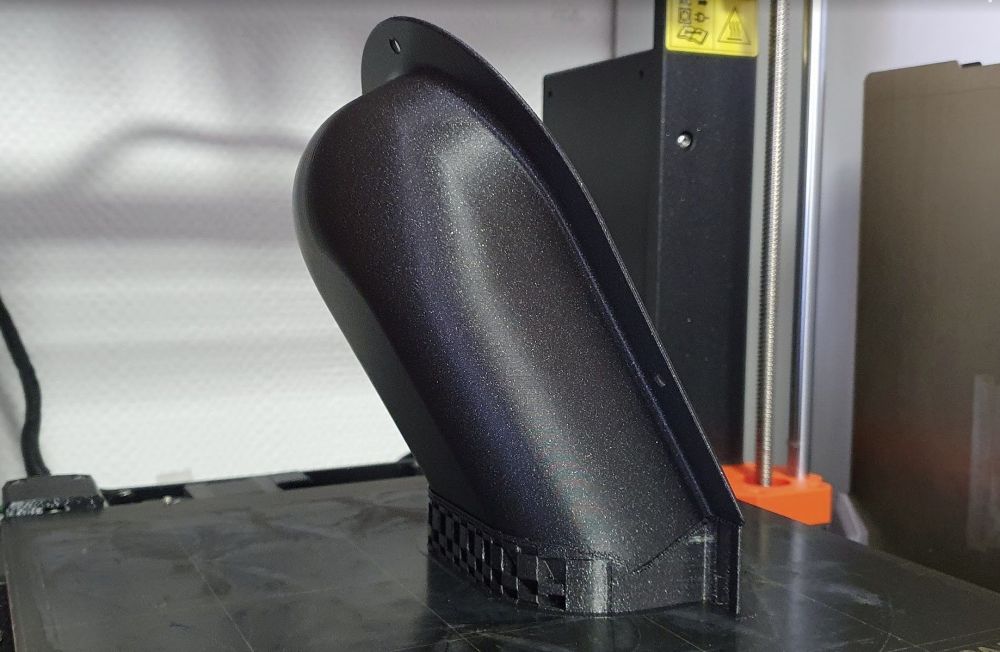
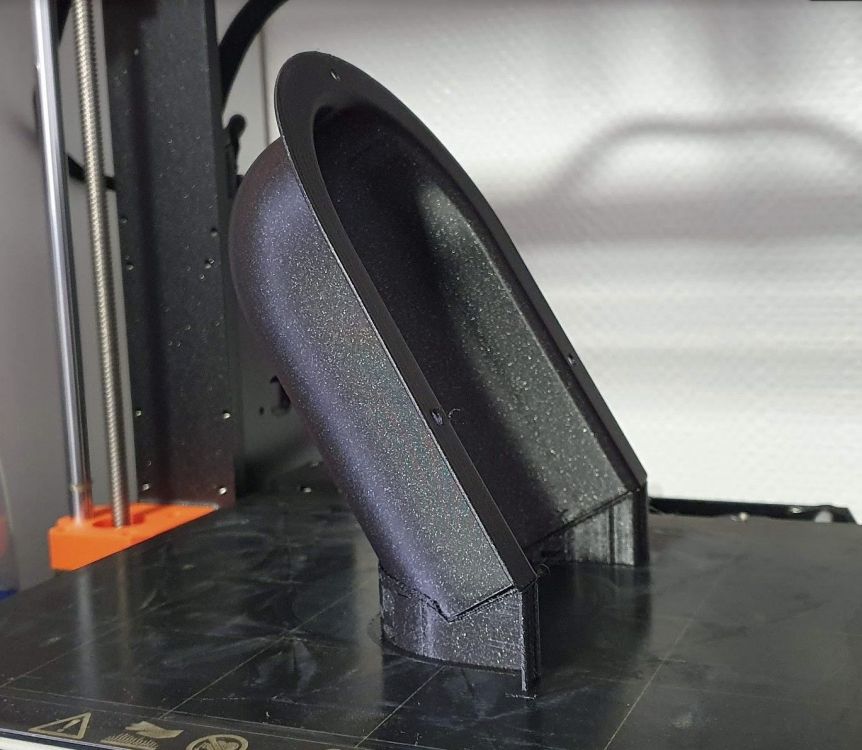
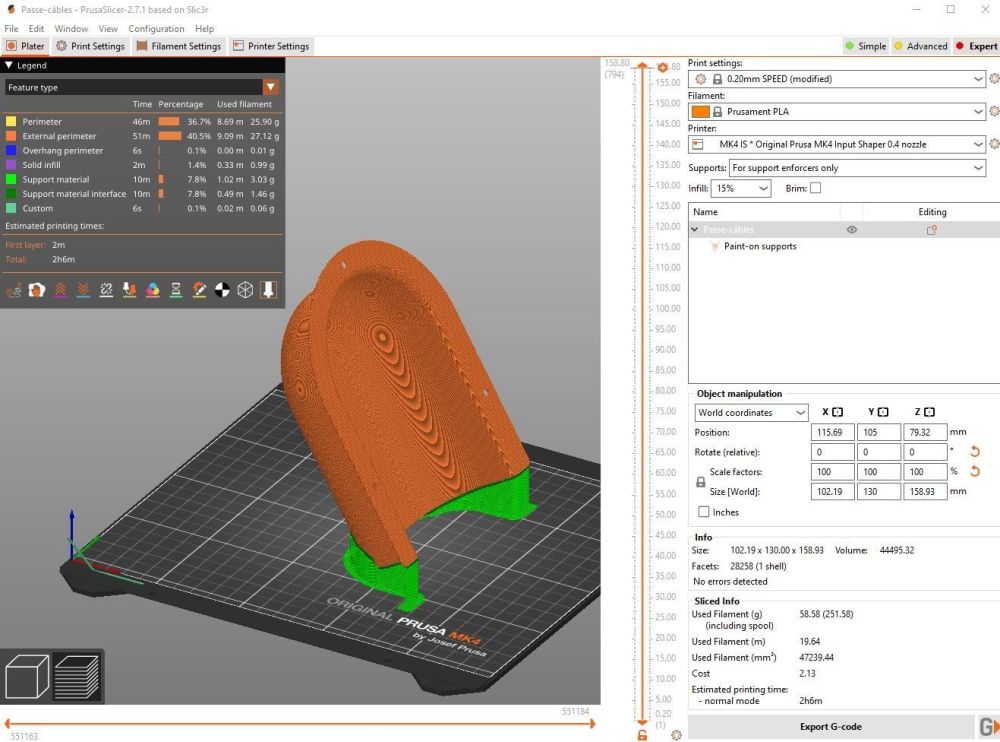
Bonjour, Pour illustrer mon message précédent, j'ai eu une impression à faire dont l'orientation m'embêtait pour avoir une finition parfaite de l'arrondi et sans aucune marche d'escalier. Je l'ai donc mise à 30° : La même à plat avec du support demandait 1h de plus et presque le double en filament. Voici ce que ça donne en vrai : Et ça ne laisse pas de traces, le support n'est là que pour stabiliser la pièce : A+
 1 point
1 point -
J'ai fait le même constat sur quelques petites pièces en ABS lissé à l'acétone. Quelques-unes survivent correctement, d'autres présentent des fissures avec le temps. Est-ce que c'est l'acétone ou l'ABS, je ne saurais dire car dans les ABS que j'ai utilisé, y'en a un qui était blanc. Était puisque maintenant, il est jaune et cassant, même sans être passé par l'acétone. Je n'ai pas testé beaucoup de marques, mais j'ai trouvé que tous les ABS que j'ai pu avoir (le moins cher possible) vieillissent mal. A cause de ces déconvenues, ça fait longtemps que je ne me sers plus d'ABS du tout, à l'exception de protos que je fais avec de la récup de fond de bobines du boulot.1 point
-
Merci pour tes précisions @MrMagounet je pense que c'est a ajouter sur ton tuto relatif a la calibration avec l'Adxl345, qui se trouve être un accéléromètre. Non, je sort ma science, je ne savait pas ce que c'était : il y a deux jours1 point
-
Carrément, ne serait-ce que pour accéder à la tête...1 point
-
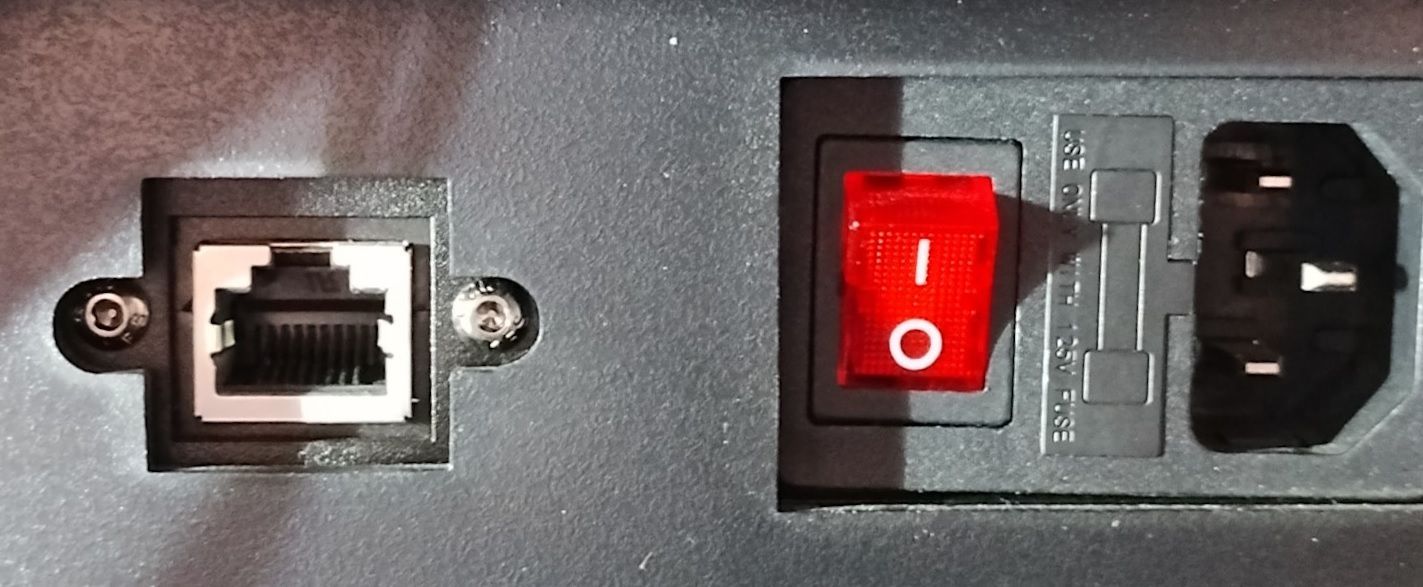
Il n'y a pas d'emplacement prévu pour recevoir une pile sur la carte de l'imprimante. C'est la raison pour laquelle comme avec de nombreux SBC (RPi par exemple) la date et l'heure sont synchronisées via des serveurs de temps (NTP). Sans connexion réseau, heures et dates vont très rapidement dériver. Le mieux, si tu as un accès câblé (Ethernet) est de brancher le câble RJ45 sur la prise Ethernet à l'arrière de l'imprimante.1 point
-
Il suffisait de placer l'origine au centre et tout fonctionne correctement maintenant merci !!1 point
-
@PPAC C'est génial d'imprimer sur un morceau de toile ou de tissu (il me semble que ça avait déjà été expérimenté avec des tshirts) Cela pousse un peu plus loin la notion de fabrication additive Certes cela revient à coller des pièces imprimées en 3D sur un objet, mais c'est possiblement plus solide et plus propre. Je tenterais bien l'impression sur du bois, pour du marquage en relief décoratif. Mais il faudra utiliser un filament pouvant s'imprimer sur un bed froid ou tiède. L'impression sur de la toile ou du tissu a l'avantage de permettre d'obtenir assez facilement un objet articulé.1 point
-
@gerardm J'y ai pensé mais là je me mets en pause le temps de décharger mes accus.1 point
-
Ohhhh ... une Ender 3 tu dis ? Ne serait ce pas notre éternel levier d'extrudeur sécable ? Démonte ton extrudeur et plus spécifiquement son levier et regarde si il ne serait pas fendu ... C'est la maladie des ender 3 depuis qu'elle existe (merci Creality) Parfois la fente n'est quasi pas visible au repos, mais si tu tires/pousses un peu le levier pour y appliquer une légère contrainte, tu devrais voir qu'il est fendu. En tout cas ton problème y ressemble beaucoup1 point
-
Salut @bmatbmat, Je sais pas où tu as passé ta commande mais j'espère que tu en as commandé plusieurs! Recherche quand même la raison pour laquelle le fusible a grillé, sinon ça risque de se reproduire ....1 point
-
S'allonge-t-il quand c'est le cas ?1 point
-
Salut Je viens de te l'envoyer par MP. Et oui pour le moment je n'arrive pas à faire fonctionner la webcam. Pour vérifier que ça ne soit pas matériel j'ai monté un klipper sur raspberry Pi et la webcam est bien reconnu de suite donc j'essaye de voir d'où cela peut venir.1 point
-
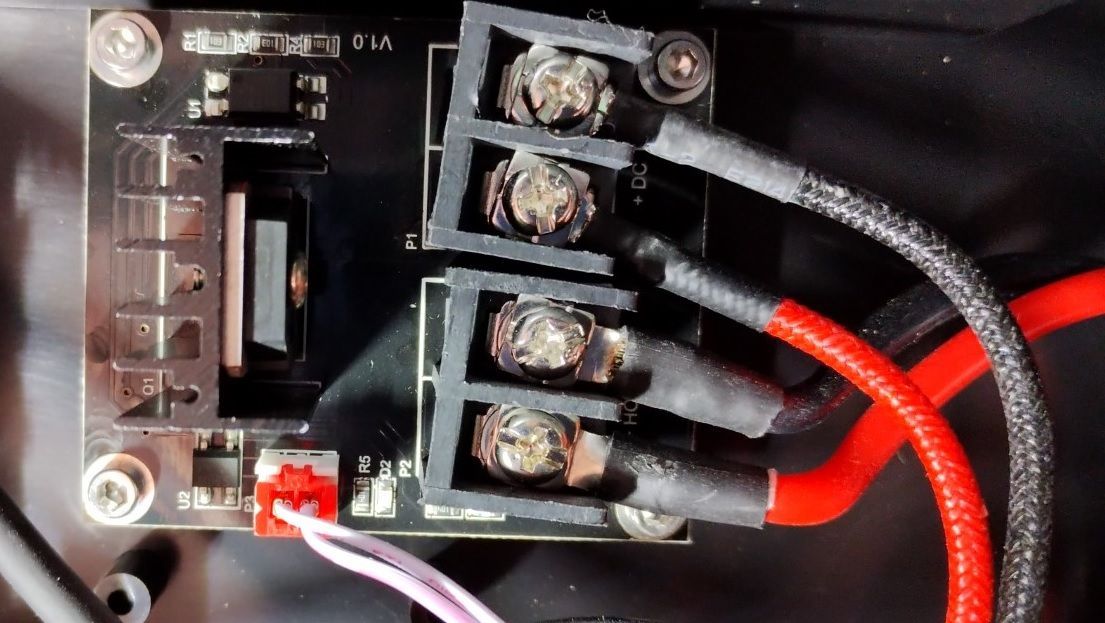
Bonjour, je confirme ce qu’a écrit PPac concernant l’alimentation. J’ai eu ce problème mais la machine était sous garantie. Tenlog me l’a remplacée (l’alim.) gratuitement. Les symptômes étaient les suivants: à la mise sous tension la machine bootait, écran allumé, dès que je commandais la mise en chauffe du bed: l’alim. disjonctait et l’imprimante rebootait. Après avoir démonté l’alim. j’ai pu voir que se sont les condensateurs de filtrage qui sont mal choisis quant à la valeur de tension de fonctionnement. Par précaution j’en ai acheté une autre sur Aliexpress.1 point
-
Es-tu sur que c'est l'imprimante qui possède une charge électrique et que ce n'est pas toi (vêtement en fibre synthétique)?1 point
-
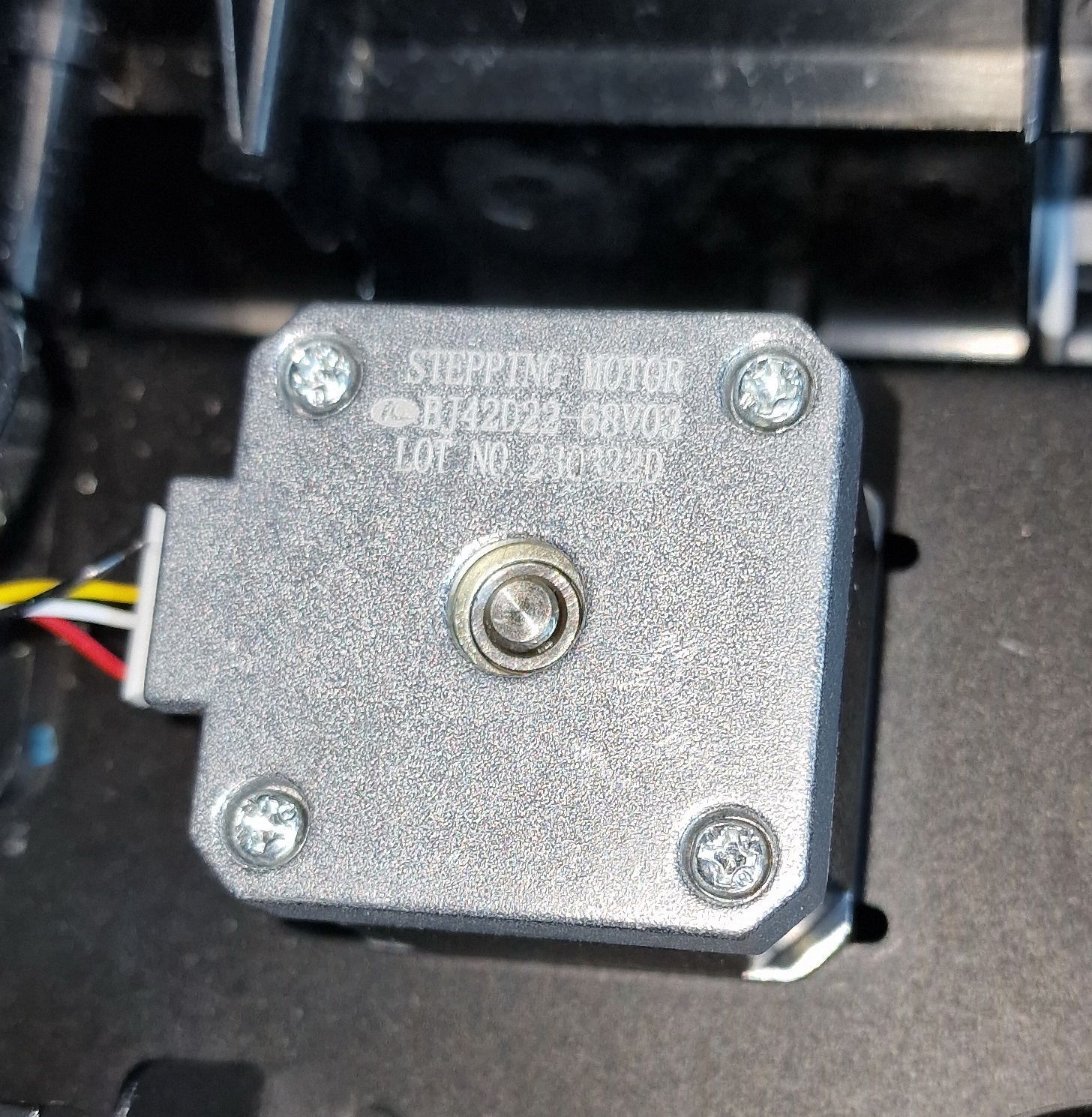
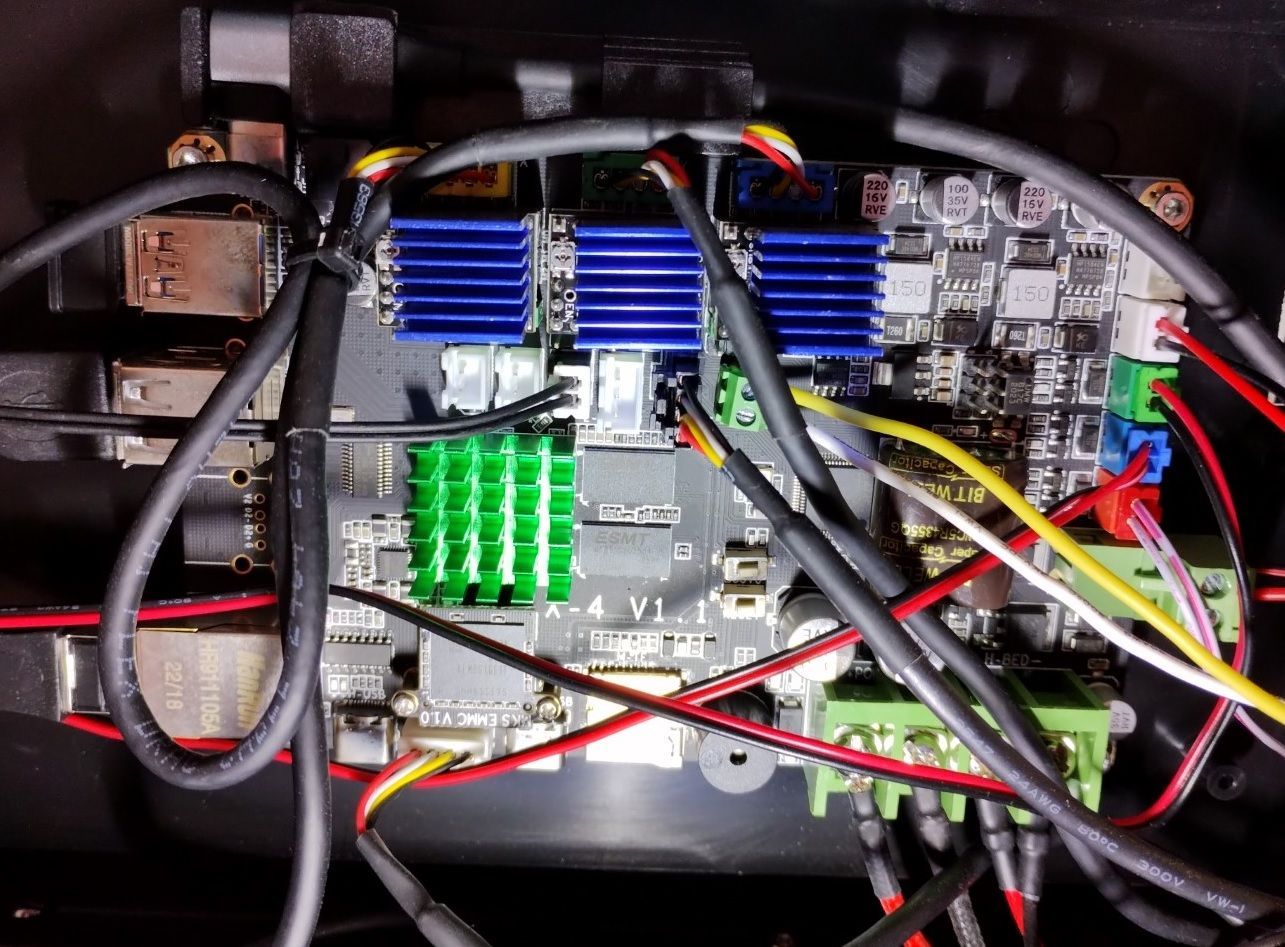
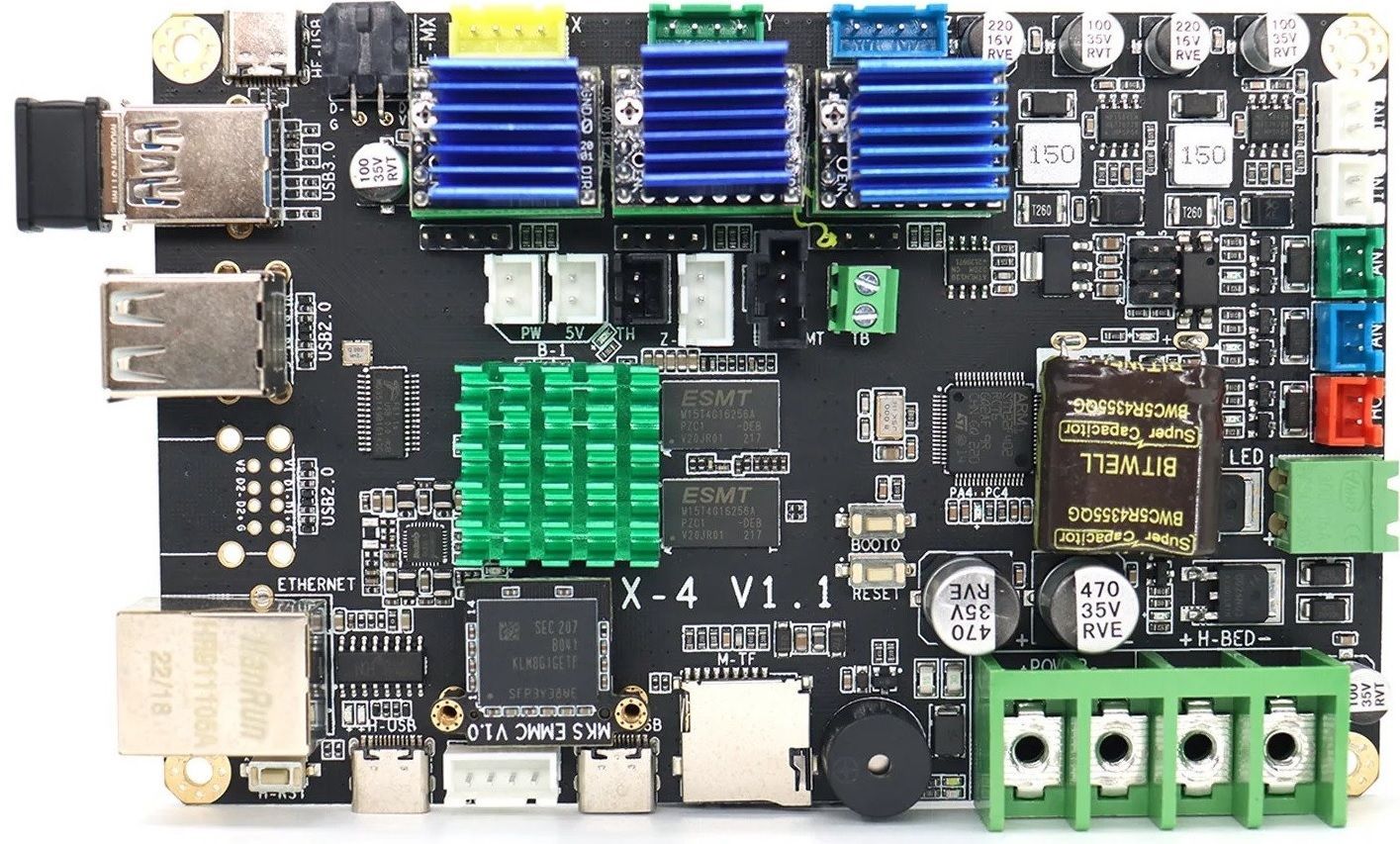
Sur ma XPlus3, commande de Décembre, deux moteurs sont identiques et le troisième (celui du bas) valeur différente

 1 point
1 point -
Salutation ! Les vis du plateau sont a resserrer ? ( mais pas trop car cela peut alors lors de la dilatation du plateau quand il est a température le contraindre et le déformer ) Le CR-Touch pourrait avoir un petit jeu ? si tu le titille semble t'il bien faire corps avec la tête d'impression ? J'ai actuellement sur ma KE, moi aussi un petit défaut de leveling. ( Un coté un poil trop écrasé sur le plateau et donc en légère sur-extrusion sur la couche initiale ) ... mais je n'ai pas pris le temps de creuser, je te tiendrais au courant si je trouve la raison pour voir si jamais c'est la même chose chez toi ou non.1 point
-
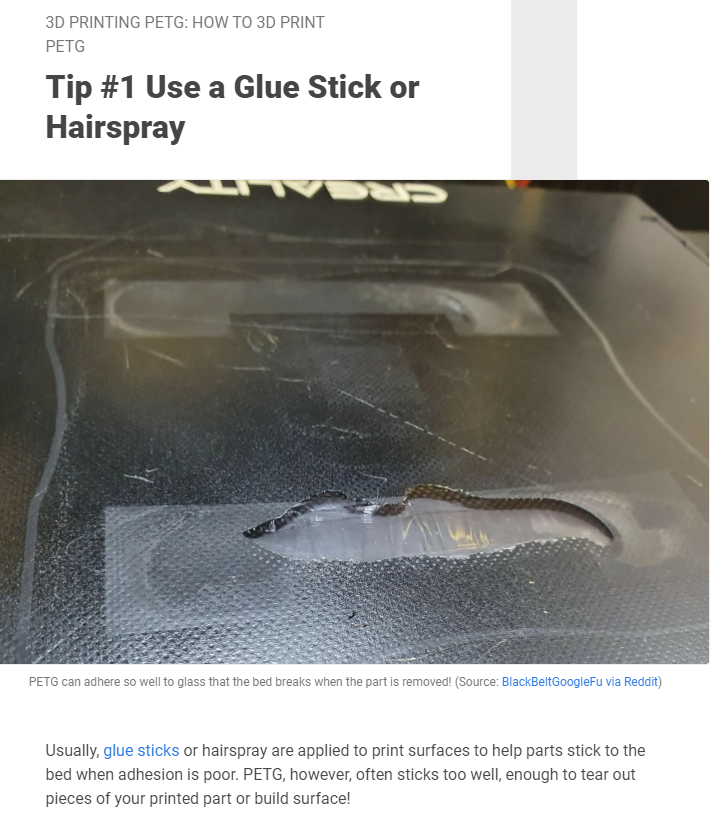
Bonsoir, Le PETG sur une plaque de verre ( ou miroir) est réputé pour cela. Il me semble que sur ta machine la plaque de verre a un traitement, mais ce n'est pas toujours suffisant. Autrement pour le PETG et les plaques en verre il est conseillé de mettre sur le plateau de la colle avant impression, pas pour coller mais pour faire une interface qui permet le décollage après refroidissement. Si tu prends une plaque en PEI pour le PETG côté texturé, avec le côté lisse ou plaque PEI lisse tu peux arracher des morceaux du revêtement. Cela aurait pu être pire.
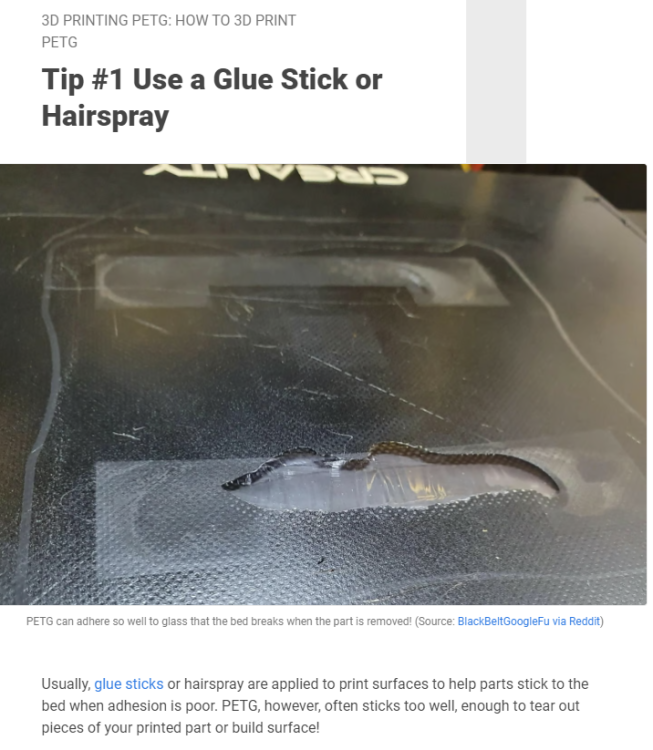 1 point
1 point -
Zut, je dois arrêter d'écrire "faux-nez-tic-ment". Merci.1 point
-
Donc en deux ans, tu n'as pas trouvé de solutions à ton problème, tu n'as pas investi dans plusieurs petites bécanes type Bambu A1 afin de faire de vraies séries économiques ?1 point
-
ou encore voir dans le glossaire1 point
-
C'est très gentil pour ceux qui m'ont pas la compréhension facile de l'anglais . Sinon pour ceux qui souhaiterait effectué la calibration de la résonnance sur leur SideWinder X4 que ce soit la Pro ou la plus qui arrive en précommande ou encore la futur 4 Max, j'ai écrit un tuto qui explique comment câbler un ADXL345 basic sur la carte mère. J'ai ajouter dans les postes de présentation de la X4 pro le lien de téléchargement de mon tuto, et je vais le mettre ici aussi. Tuto câblage ADXL345.1 point
-
Je viens de la monter aujourd'hui et je je la calibre la , j'ai tourné les rush pour le test de la X4 Pro, donc me reste la relecture et le montage de la video de la X4 Pro et après on passe a la X4 Plus . il indique des correctif sur la gestion des vignettes mais en réalité je ne remarque rien de nouveau1 point
-
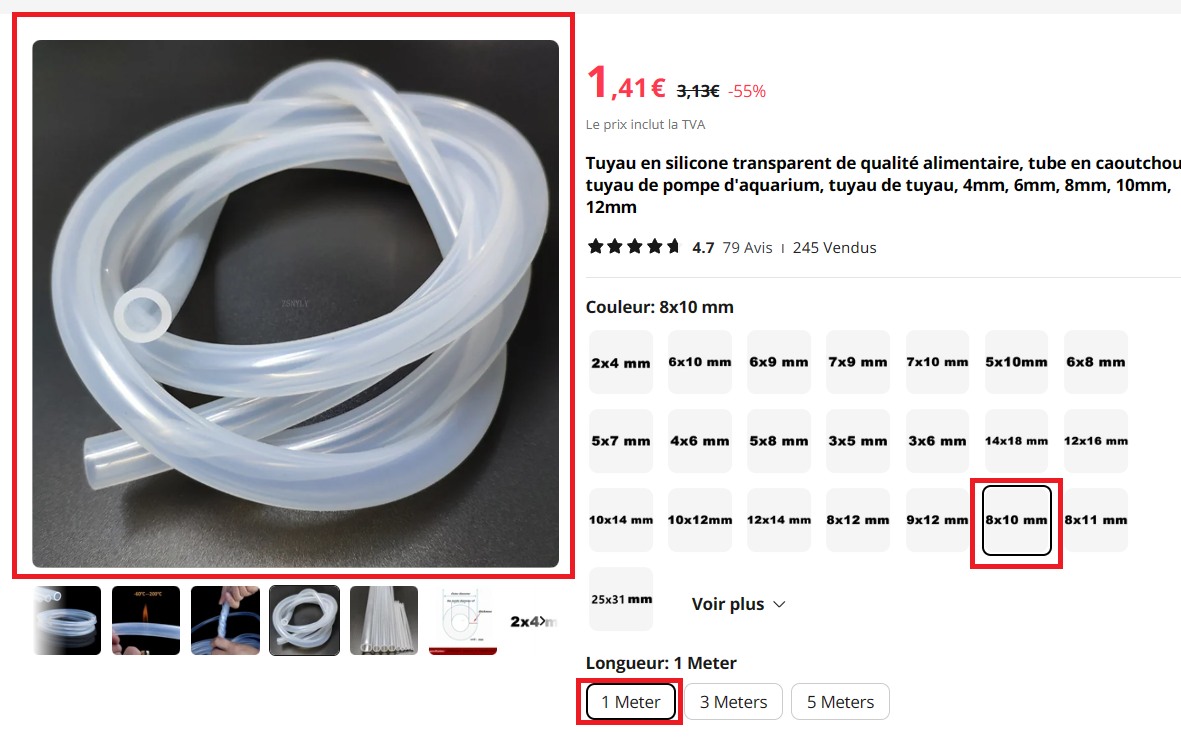
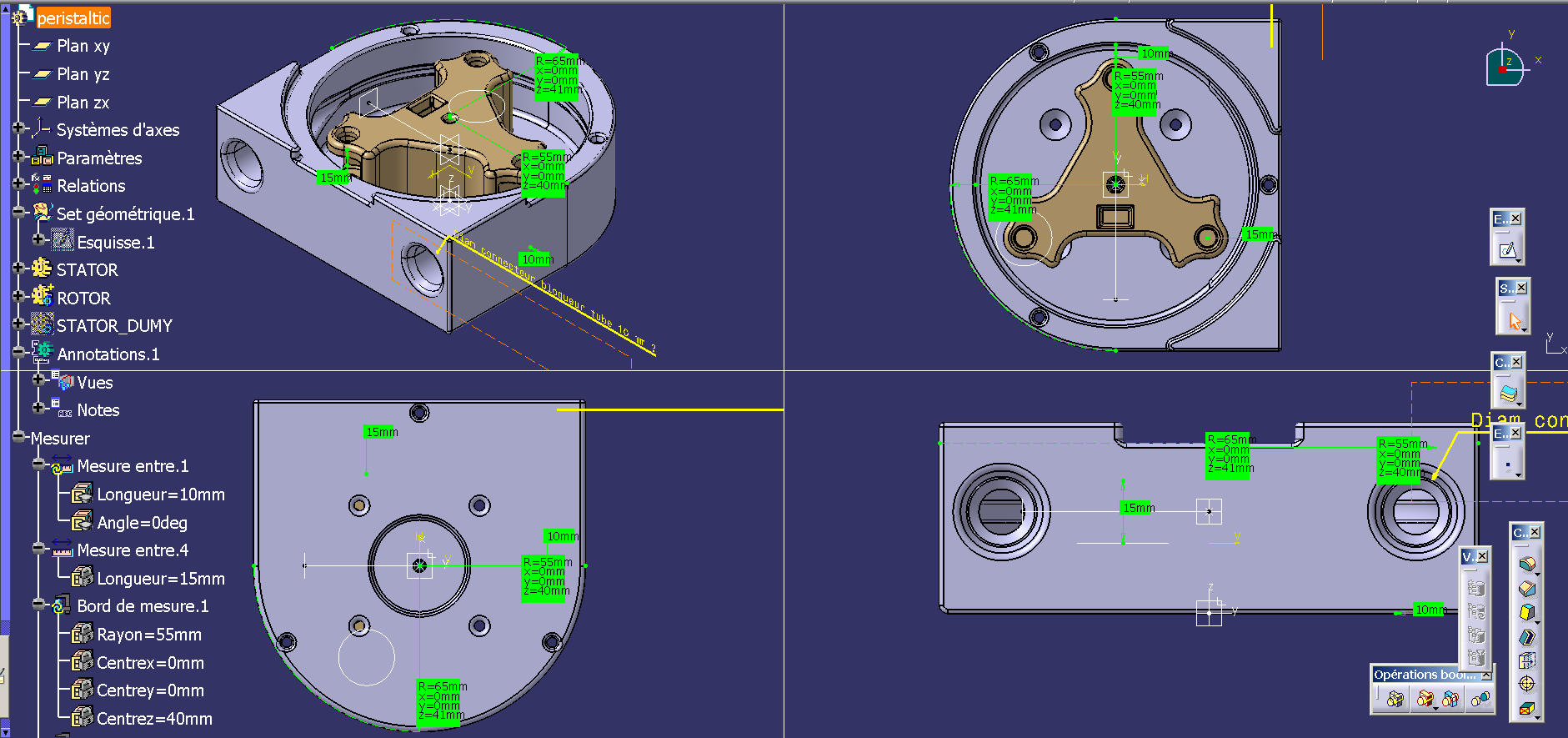
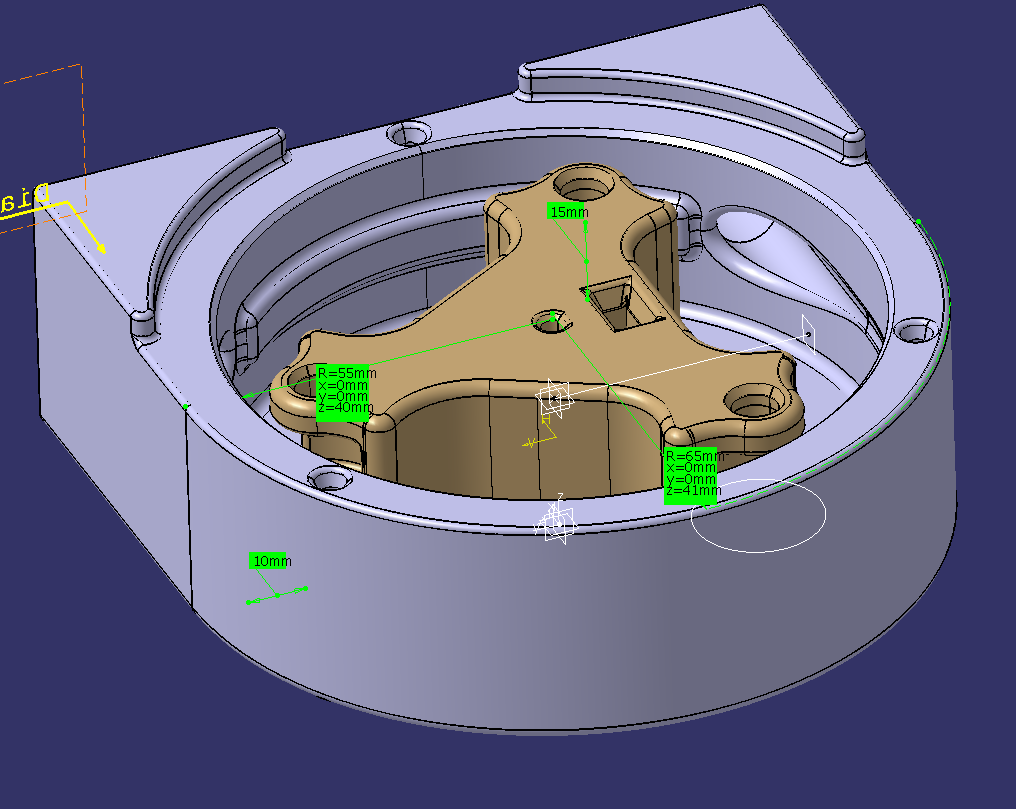
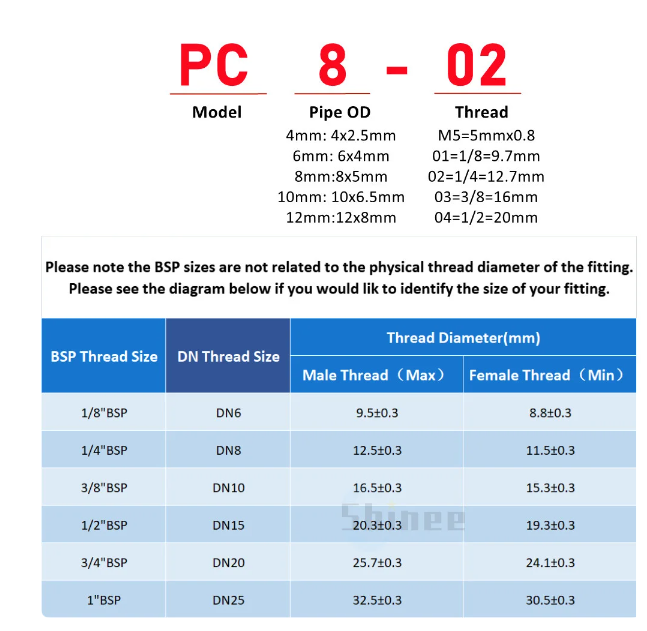
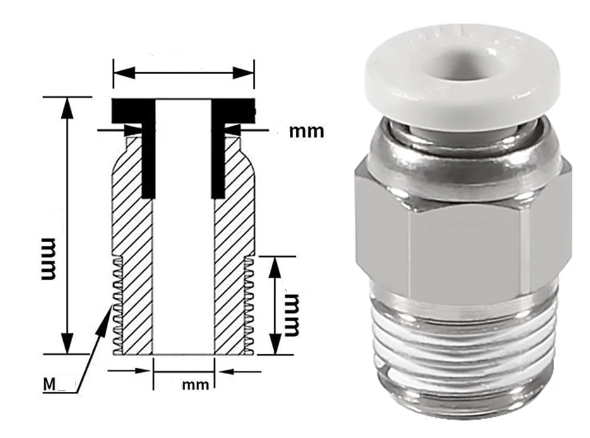
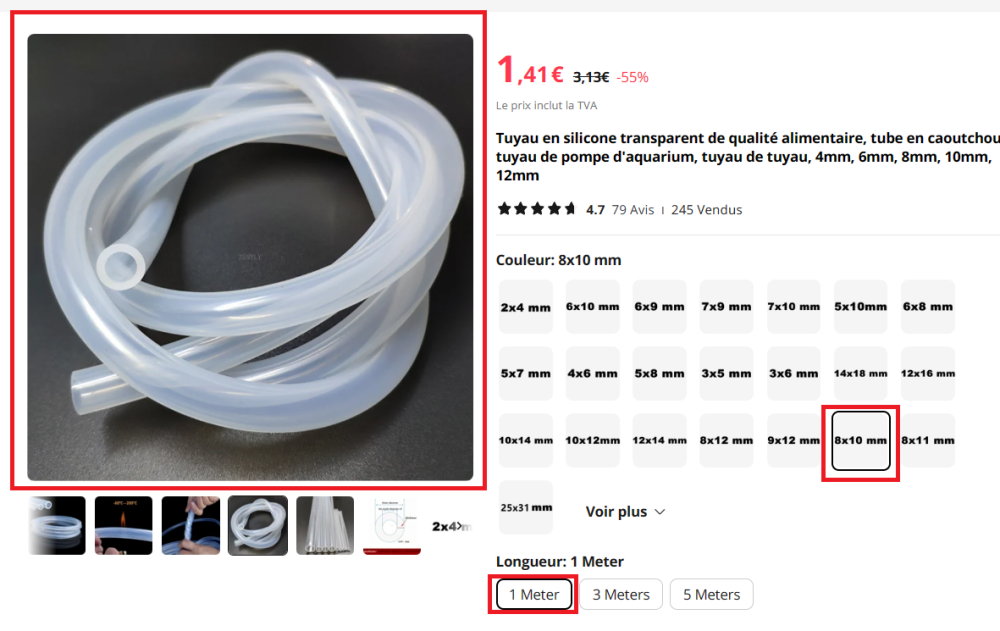
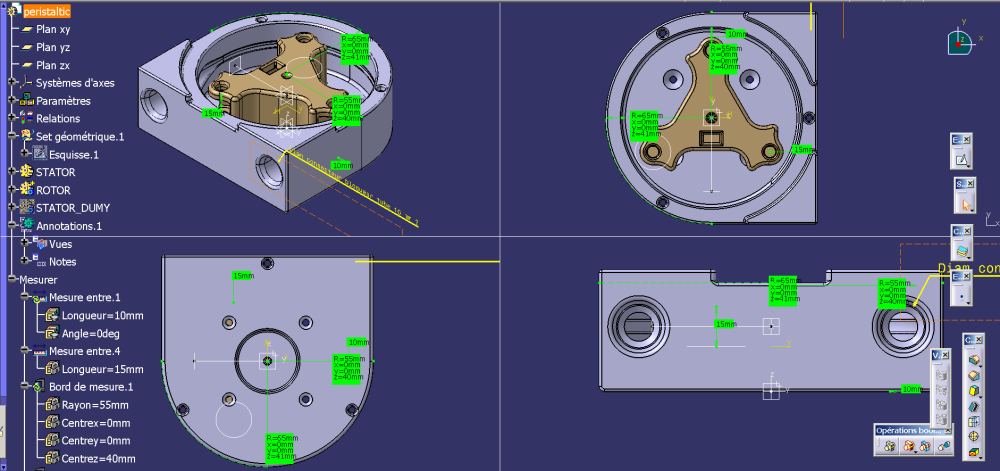
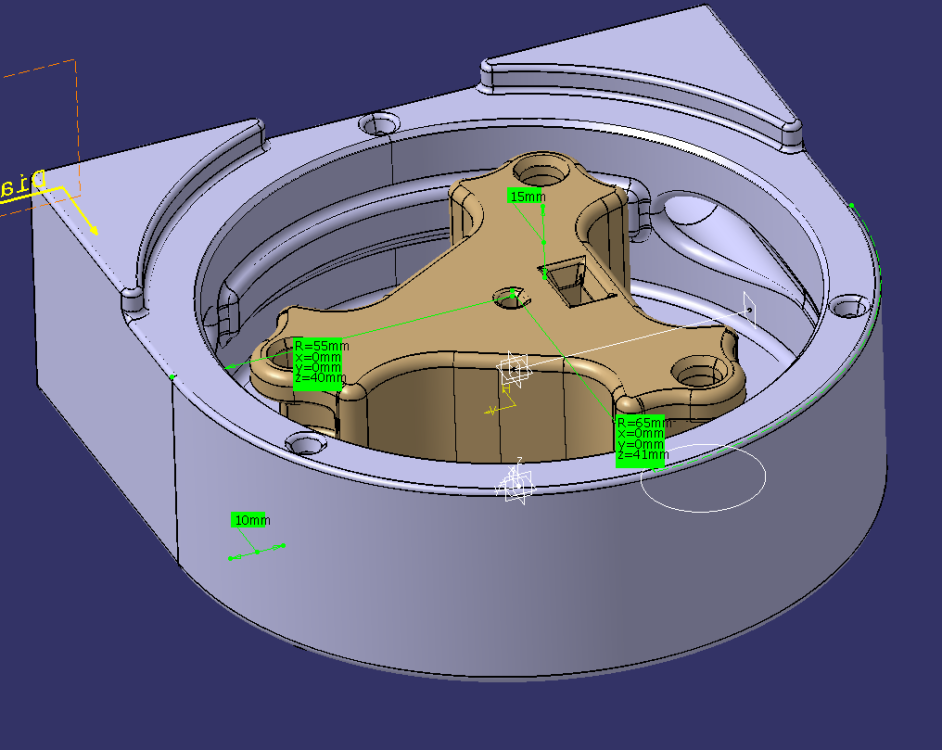
Bonjour à tous et meilleur vœux 2024, j'ai commencé à dessiner un prototype / POC de pompe péristaltique monoétage qui deviendra peut être une multi-étage à terme permettant des débits variables selon l’étage. L'idée est d'avoir un tube différent pour chaque étage et /ou jouer sur le diamètre primitif de chaque étage pour faire des variantes. Le but est de tester et faire ainsi varier en continu débit et volume pour piloter précisément un poussoir maintenu sur ces deux faces en pression / contre-pression donc avec un minimum de jeux sur un axe en sélectionnant le plateau le tout avec un moteur pas à pas bref une sorte de boite hydraulique à étage variable qui pilote un mini vérin. Il faut bien comprendre le moteur pourra tourner dans les deux pour déplacer avant ou en arrière le piston en prise directe il n'y aura pas d'invertion par valves/ tiroirs. C'est la 1er fois que je fabrique une pompe de ce type le but initial est d'évaluer les possibilité de la bestiole avec un étage puis deux si c'est concluant . Les STL seront dispo plus tard sur mon github ou une plateforme de DL 3D. Les fichiers sources ne seront pas publiées car format Catia V5 RXX bref mon soft de CAO DAO habituel ancien .... Je publierai des captures écrans, photos et pdf de visualisation 3D direct. J'ai fait une V0 il y a quelque temps pour évaluer la faisabilité de la bestiole et je suis parti sur : Dimensions : Un diamètre primitif utile de 100mm épaisseur 50mm ( 1 étage) pour pouvoir travailler sans "galérer" pour la manipulation et sourcer facilement des pièces tel que roulements, tubes ...) sur Ali and co (n'importe qui pourra la reproduire si cela l'intéresse) Tube : Diamètre étage N°1 Dout 10mm et Din 8mm (à confirmer à réception car avec Ali... ). Je vais tester 2 types de tubes un en silicone l'autre en tube dit flexible pression bref des tubes facile à trouver et remplacer pas cher. Connecteurs de tube : Je vais essayer de bloquer le tube en utilisant 2 connecteurs tubes pression à bague classiques avec un tube traversant les connecteurs et un montage en opposition des bagues ainsi le tube ne devrai pas bouger et peut être facilement remplacé pour maintenance. Si cela fonctionne cela sera plus facile qu'un collage ou un pincement toujours problématique avec un tube silicone. J'avais un doute sur le modèle de connecteur à acheter et peur que le PC10-03 soit équipé d'une écrou interne 6 pans qui aurait bloqué le coulissement du tube du coup j'ai commandé deux tailles différentes car vu les délais annoncées de livraison mars ... j'ai pas envie de devoir recommander et attendre pour un connecteur ! Roulements : Le rotor utilise 6 roulements 608RS ABEC-11 608 8X22X7mm ceux des Roller, skate ... normalement les pompes utilisent des roulements en verre pour que l'état de surface use le moins possible la surface du tube en contact mais c'est roulement verre sont cherd pour un POC on verra plus tard si cela fonctionne avec des roulements standards sinon il y aura l'option de 3 bagues en ertalon / ptfe à faible coefficient autour des roulements. Moteur pas à pas NEMA ?? : Pas encore défini le couple nécessaire pour entrainer j'attends le 1er assemblage rotor stator tubes pour évaluer l'effort nécessaire pour un liquide type eau puis huile végétale (cela demande plus d'effort). L'huile hydraulique n'est pas sans danger et c'est couteux donc pas utile pour un poc l'huile de tournesol fera l'affaire vu le prix du litre. Le fichier est visualisable en 3d via Acrobat Reader V10 peristaltic.pdf A suivre a réception du matos ... SUDSUD




 1 point
1 point -
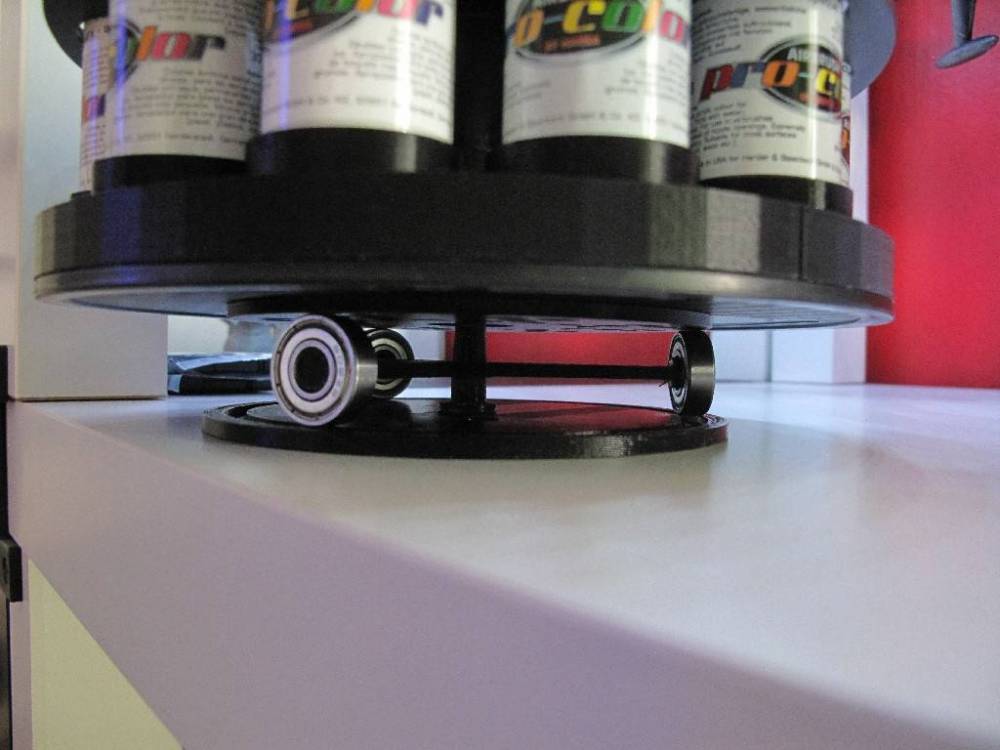
J'ouvre ce poste pour regrouper les aides et les outils qu'on peut imprimer et qui nous font gagner du temps dans l'une de nos autre passion (pour certains) le modélisme sous toutes ses formes. Je commence par un rangement fait maison sur tinkercad avec des bobines vides pour mes peintures 30ml diamètre 32mm pour les peintures, bobine de chez grossiste3d diamètre 200mm trou centrale 54mm Deuxième étage en cour d'impression le tout est sur plateau tournant (trouvée sur thingiverse modifiée pour s'adapter à une bobine mais pas top dés le départ dans sa conception) Pour mon airbrush j'ai trouvée des "poignées" adaptable j'ai pas encore eu l'occasion de les essayer j'ai aussi trouvée pleins de matrice pour faire toutes sorte de revêtements (pierre, brique, fissure, carrelage...) pour des dioramas, les empreintes ne sont pas assez profonde mais ça donne une bonne base pour travailler. j'ai aussi un truc pour faire de la tôle ondulé, c'est top et ça fonctionne très bien avec des canettes acier dés que je retrouve les liens pour tous se que j'ai trouvée tout fait, je les poste et pour le recyclage des bobines en rangement, je peux mettre les stl sur thingiverse si ça intéresse du monde. J'ai encore un système qui s'adapte sur un gros pot de nutella pour le nettoyage de l'airbrush à imprimer et pleins d'autres rouleaux pour faire des revêtements. Si vous avez des bons plans à imprimer n'hésiter pas à poster.






 1 point
1 point -
Je cherche des bonnes idées à imprimer pour facilité la culture de diverses légumes dans une serre. J'ai déjà fait une installation de bac pour une culture en hauteur (j'ai une terre de merde donc c'était pas possible de toute façon de cultiver en pleine terre) et j'y ai installée un système d'arrosage automatique soit par brumisateur, soit goutes à goutes. On va essayer d'y faire pousser de la salade, tomates, concombres, radis, melons, framberry, fraisiers, carottes et poivrons. Pour l'instant l'impression ne m'a servir que pour la serre, j'ai changer le système de fermeture des portes, j'ai modifiée la porte d'origine pour en mettre deux l'une sur l'autres pour avoir une avec filet pour aérer sans que les oiseaux ne rentrent et une pour la nuit avec bâche donc la fermeture d'origine ne convenait plus (et n'était pas pratique de toute façon) La le système d'origine avec une porte Ma modif J'ai aussi fait des supports sur mesure pour les raccords pour le système d'arrosage faut que je fixe le support au dessus de l'évier, je ne sais pas encore comment , la ficelle c'est provisoire. Si d'autres on se genre de hobbie et ont de l'expérience (nous on débutent donc on va surement faire pleins de conneries), des astuces à donner, des outils ou autres trucs à imprimer qui peux facilité la vie.








 1 point
1 point -
Tu peux partir de la configuration pour une CR10V3 (la section [stepper_z] n'utilise pas de BLT mais le détecteur «classique» de fin de course). Il faudra par contre modifier la section [extruder] car la V3 utilise un Titan, inversion du sens de rotation du moteur et un pas différent (rotation_distance) de l'extrudeur de la V2.1 point
-
Moi qui déteste le jardinage et qui n'ai franchement pas la main verte, ça me donnerait presque envie d'essayer. Presque. En tout cas c'est toujours aussi beau de voir la nature se développer, avec ou sans notre aide.1 point
-
Je déterre (en plus ça va bien avec le sujet ) ce poste, j'avais oubliée de mettre des photos des cultures donc voila pour l'année 2023 : On avaient mis beaucoup trop de pied de tomate, cette année on en mettra moins et de l'autre côté, pareil pour les carottes, pour le melon on l'a planter trop tard, c'était un essai avec des graines d'un melon qu'on a mangé, on pensait pas que ça donnerait... Les 2 premières photos c'est en début de saison à la fin on pouvait plus rentré du côté des tomates, elles bloquaient le passage pourtant taillées plusieurs fois mais rien à faire ça pousse (et dire que j'aime pas les tomates...) Cette année on essais le paprika, melon (mais commencée à la bonne période cette fois), moins de tomate, plus de cornichon, moins de carotte et toujours de la salade et radis avec des fleurs (oeillets d'inde nain) entre les légumes pour attirer les polinisateurs et les oeillets protège les tomates de certaines maladie.... J'avais aussi plantée des pommes de terre (plus consommable car germées) et des butternut dans le fumier qu'un agriculteur nous avait donnée, je pensais pas que cela donnerais quelque chose car normalement le fumier c'est trop fort et je les ai planter trop tard comme le melon mais on a eu quelques patates et pas mal de butternut sans m'en occuper. Donc cette année je vais aussi faire un petit carré en extérieur avec butternut et haricot nain, les haricots on trop chaud dans la serre et ne pousse pas. On a fait venir de la terre qu'on va mélanger avec le fumier de l'année dernière, faut juste que je trouve ou le mettre car les butternuts c'est vite envahissant.... Pour les impressions, il a fallu que je réimprime les fixations pour le loquet de porte, en pla ça n'a pas tenu, j'ai refais en petg



 1 point
1 point -
Même si la plupart de nos imprimantes, une fois la structure correctement montée et ses réglages indispensables effectués, sont capables d’imprimer, quelques étapes sont toutefois nécessaires avant de lancer les premières impressions. Les étapes ci-dessous ne sont pas forcément à réaliser dans l’ordre présenté ni en totalité même si cela reste préférable. MENU DU JOUR Calibrer l’extrudeur Calibrer le diamètre du filament Calibrer le multiplicateur d’extrusion (débit) Calibrer le pas des axes XYZ Affiner le PID de la tête Niveler son plateau Étape 1 : Calibration de l’extrudeur (à réaliser en cas de remplacement / de modification du matériel) Important : cette procédure s’applique à un extrudeur type Bowden (extrudeur déporté avec un + ou – long tube de PTFE allant de l’extrudeur jusqu’à la tête) pas pour un extrudeur «direct-drive». Déconnecter le tube PTFE de l’extrudeur, dévisser le raccord pneumatique. Couper le filament au ras de la sortie de l’extrudeur avec l’outil qui convient (pince coupante, cutter, etc.). Important : pour que le moteur de l’extrudeur fonctionne, il faut obligatoirement que la buse soit en chauffe à au moins 170° : c’est une sécurité du firmware pour empêcher de faire passer du filament solide de 1,75mm par le trou de la buse dont le diamètre est habituellement de 0.4mm (y en a qu’ont essayé, y z’ont eu un problème ). En utilisant l’interface permettant de contrôler l’imprimante (Octoprint, Pronterface, Repetier, l’écran de contrôle…) extruder 100mm (10cm) de filament. G1 E100 F120 (extruder 100 mm de filament à la vitesse de 120 mm/min (2 mm/s)). Couper le filament au ras de l’extrudeur et répéter cette procédure à nouveau deux fois. Mesurer les trois morceaux de filament. Effectuer la moyenne (ajouter les trois mesures et diviser par 3). Récupérer la valeur actuelle des pas (steps) de l’extrudeur en utilisant M503 si vous ne la connaissez pas déjà. Cela devrait retourner une ligne M92 X xxx.xx Y xxx.xx Z xxx.xx E xxx.xx Formule : (Valeur actuelle des pas)× 100 mm / (longueur moyenne mesurée) = nouvelle valeur des pas Si le firmware permet d’enregistrer les données dans l’EEPROM, M92 EXXX.XX suivi de M500 Sinon ajouter au gcode de démarrage la ligne: M92 EXXX.XX (XYZ calibration à l’étape 5) Exemple : moyenne des trois morceaux=98,5 mm. Ancien pas=95 pas/révolution. Nouveau pas = 95 x 100 / 98,5 = 96,45 (arrondi) On utilisera donc un M92 E96.45 Répéter autant de fois que nécessaire jusqu’à être pleinement satisfait. Important : si le nouveau pas calculé varie de +- 10 % par apport à celui originel, il y a un problème qu’il faudra résoudre (moteur, pilote moteur, câble, roue dentée mal fixée, …). Note : en procédant ainsi, on règle matériellement le pas de l’extrudeur. Quel que soit le filament, un tour du moteur de l’extrudeur fournira toujours la même quantité de filament. Il faudra par contre régler le débit propre à chaque filament (étapes 2 et 3). Étape 2 : Calibrer le diamètre du filament (à faire à chaque changement de filament) A l’aide d’un pied à coulisse, mesurer le diamètre du filament à plusieurs endroits en tournant le pied à coulisse autour du filament (au cas où le filament ne soit pas rond mais ovale). Effectuer une moyenne des différentes mesures, au moins trois (3), saisir cette valeur dans le trancheur (slicer) à l’endroit utilisé pour paramétrer le diamètre du filament. Pour Cura cela dépend de la version utilisée. Depuis la version 4.2, c’est dans la section des matériaux qu’il faut procéder à cette modification. On peut aussi ajouter un plugin via le Marché en ligne : « printer settings » qui permet d’apporter de nombreuses modifications au matériel. Étape 3 : Calibrer le multiplicateur d’extrusion (débit / flow) (à réaliser à chaque changement de filament) Imprimer un cube (20mmx20mm n’importe quel cube de test fonctionne) En mode vase (une seule paroi, pas de remplissage, pas de plancher ni plafond). Dans Cura option « Spiraliser le contour extérieur », section [Mode spéciaux] Régler le débit de l’extrusion à 100% Régler la largeur d’extrusion à la même valeur que celle déclarée pour la buse (100%). Mesurer les parois à l’aide d’un pied à coulisse en plusieurs endroits (au moins 5-6) et faire la moyenne de ces mesures. Modifier le débit en appliquant une règle de trois : Nouveau débit = ancien débit x (largeur d’extrusion / moyenne des mesures) Répéter autant de fois que nécessaire jusqu’à être pleinement satisfait. EDIT et précisions: En effectuant la mesure de l'épaisseur d'une paroi (mode vase) on n'obtient pas la valeur déclarée dans «Largeur de ligne» (ci-dessus 0,4mm) mais plutôt 0,44 / 0,45 mm. Ce n'est pas le signe d'une sur-extrusion mais c'est dû à la manière dont les trancheurs modélisent le cordon déposé par le filament (voir ici pour une explication légèrement technique). Donc la formule à appliquer pour une buse de 0,4mm devrait plutôt être : Nouveau débit = ancien débit x ( 0,44 / moyenne des mesures) Étape 4 : Calibrer le pas des axes XYZ (à refaire si des modifications matérielles ont eu lieu) Imprimer un cube de test à 20% de remplissage afin de calibrer l’imprimante. Mesurer les dimensions XYZ du cube et si incorrectes : Récupérer les valeurs de pas actuelles via M503, ceci retourne une ligne : M92 Xxxx.xx Yyyy.yy Zzzz.zz Eeee.ee Calculer la valeur correcte du nombre de pas par mm via la formule suivante : Nouveaux pas = Pas actuels x distance attendue / distance mesurée Ajouter ces nouvelles valeurs au gcode de démarrage à la suite de la ligne M92 utilisée lors de l’étape 1 permettant de découvrir le nombre de pas par révolution de l’extrudeur M92 Xxxx.xx Yyyy.yy Zzzz.zz Eeee.ee (E a été calculé à l’étape 1) NB : les dimensions seront exactes pour des pièces de la taille du cube et uniquement pour cette taille Pour une calibration plus pointue, il est préférable de faire le test de la croix de calibration. Le site du BearCNC (ses tutos sur l’utilisation de Fusion360 sont une bonne source pour progresser, d’autres tutoriels évidemment existent et sont eux aussi utilisables) explique très bien comment et pourquoi réaliser cette calibration (lien direct vers Thingiverse pour ceux qui préfèrent la langue anglaise) Étape 5 : Affiner le PID de la tête de chauffe (devrait être réalisé à la température prévue pour l’impression) M503 pour récupérer les valeurs actuelles du PID, chercher cette ligne dans les données affichées M301 Pxx.xx Iyy.yy Dzz.zz Démarrer le calibrage / étalonnage du PID via la commande : M303 E0 S200 C3 Explications de la commande: M303= commande gcode du Pid E= Extrudeur S= Température cible C= Cycles L’étalonnage se déroule sur plusieurs cycles (par défaut 5 si le paramètre C est omis). Au final les nouvelles valeurs de PID valables pour la température cible demandée sont affichées (Kp (P), Ki (I) et Kd (D)). Exemple de valeurs retournées : Kp 40.63 Ki 5.98 Kd 69.06 Entrer ces valeurs dans le gcode de démarrage via la commande M301 : M301 P40.63 I5.98 D69.06 Note : au cas on l’on change de type de filament (PLA, PETG, ABS, ASA, Nylon, …) qui nécessite une température d’extrusion différente (plus élevée par exemple), il faudrait procéder à un nouvel étalonnage du PID. Étape 6 : Nivelage du lit manuellement (à vérifier de temps en temps / quand la première couche n’accroche plus) Préalable : mettre en chauffe et la buse et le plateau afin de s’assurer que les conditions de réglage correspondent à celles utilisées lors de l’impression (le plateau en chauffant se dilate légèrement comme tous les métaux). Utiliser une cale de calibrage, par exemple : 0,2 dans mon cas. Tout autre cale peut évidemment être utilisée, pourquoi pas une de 1 cm ou de 5 cm voire une feuille de papier (l’épaisseur de celle-ci dépend de son grammage, on risque de modifier celle-ci si on la presse trop fort ; une feuille de 80g/m2 mesure pratiquement 0,1 mm d’épaisseur). Exemple de jeu de cales d’épaisseur : Régler chaque coin du plateau pour que la cale passe entre la buse et le plateau en étant légèrement « pincée » (elle peut encore glisser avec un léger frottement sous la buse). Refaire ce passage aux quatre coins plusieurs fois jusqu’à ce que le glissement de la feuille soit identique pour chaque point de réglage. Le nivellement du plateau est maintenant réalisé. Cependant telle quelle, la buse n’est pas au point de référence 0 de l’axe Z (elle est à la hauteur de la cale utilisée)! Il faut maintenant indiquer au matériel que l’on se trouve 0,2mm (hauteur de la cale) au-dessus du lit sinon, il présumera qu’il est au point zéro (0) et montera le Z de la valeur entrée dans le trancheur pour l’épaisseur de la première couche ; la buse se trouvera alors à « hauteur cale + épaisseur première couche » (ex : cale de 0,2mm, 1ère couche de 0,2mm, hauteur de la buse par rapport au plateau de 0,4mm). Pour réaliser cette correction, ajouter au G-code de démarrage ; corrections des pas (effectuées aux étapes 1 et 4) M92 X79.6 Y79.6 Z399.0 E110.75 G28 ;Home ; ajustement du PID (effectué à l’étape 5) M301 P30.42 I2.67 D86.73 G1 Z5.0 F3000 ; monte le Z de 5mm G92 Z5.2 E0 ; Indique au matériel que l’on est à 5.2, initialise extrudeur G1 F200 E3 ; extruder un peu de filament G92 E0 ; RAZ de l’extrudeur Note : monter le Z à 5 mm (G1 Z5.0 à 50 mm/s); après ce déplacement, indiquer au matériel que la buse se trouve réellement à 5.2 mm du plateau (G92 Z5.2) pour compenser l’épaisseur de la jauge de mesure (0,2mm) utilisée. Quand l’impression commencera, la buse sera réellement à la hauteur de première couche demandée lors du tranchage. Pour rappel, le filament déposé pendant la première couche devrait approcher l’image du milieu : Bonnes impressions et que l’épice le filament coule à flot comme aurait pu le dire Muad’Dib (Dune, Frank Herbert) Pour ceux qui voudraient garder trace de ce sujet, bonus cadeau : calibrer_imprimante_v2.pdf EDIT Octobre 2020 : Pour compléter et pour ceux comprenant la langue anglaise, le site de l'australien TeachingTech permet de réaliser bon nombre des réglages de nos imprimantes via une série de tests minimisant le nombre d'essais /erreurs EDIT Février 2021 : Précision quant au calcul du débit












 1 point
1 point -
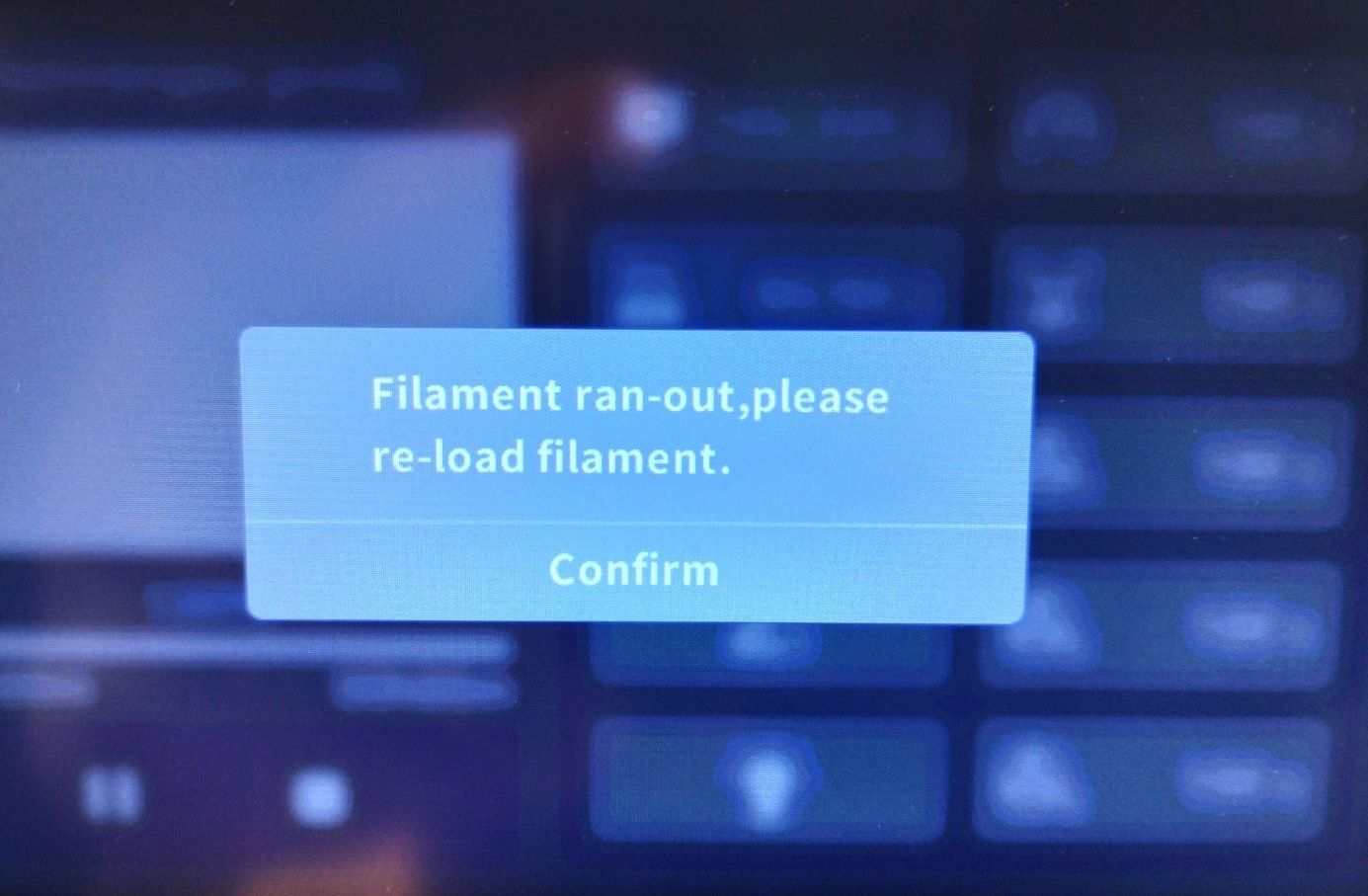
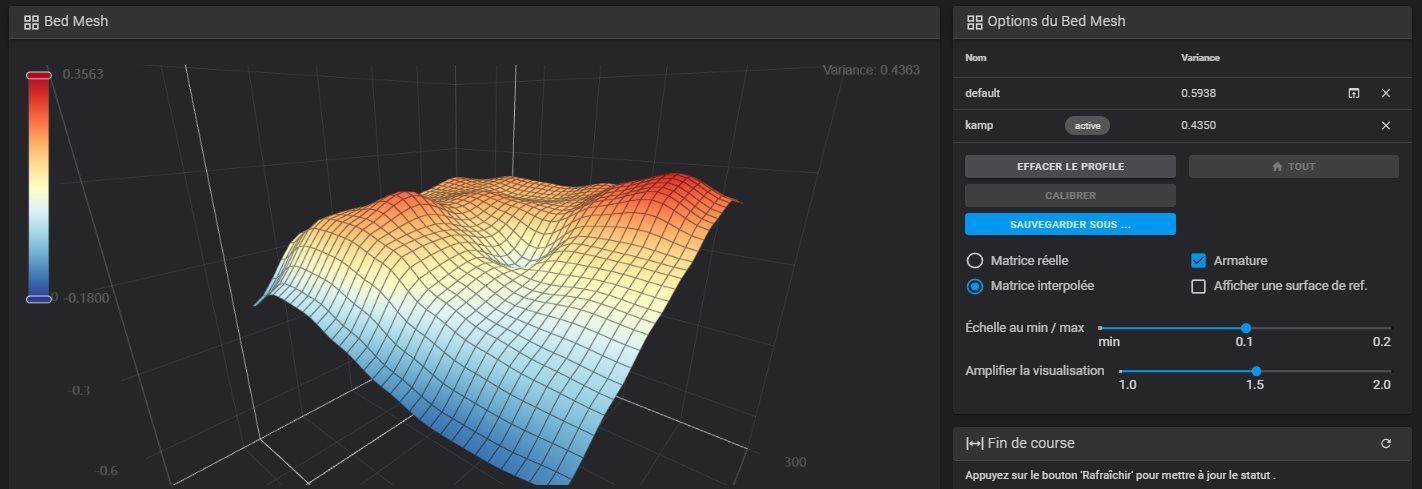
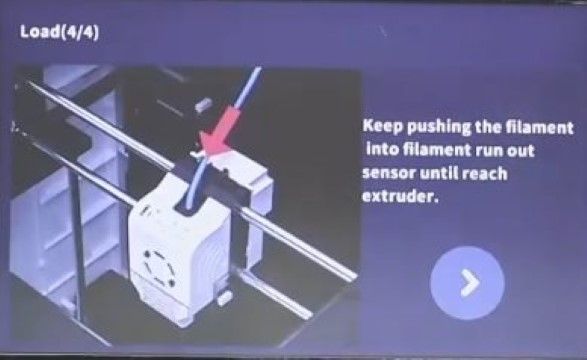
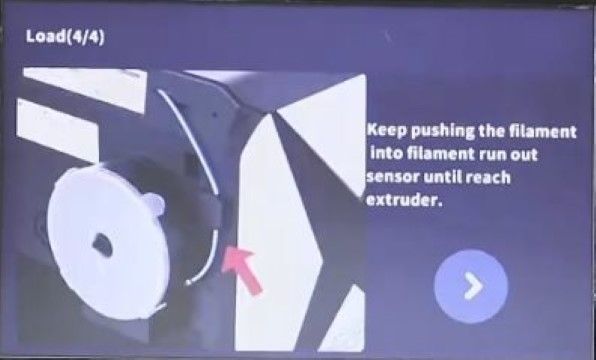
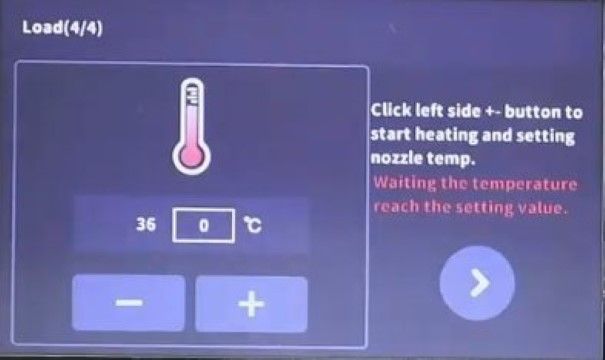
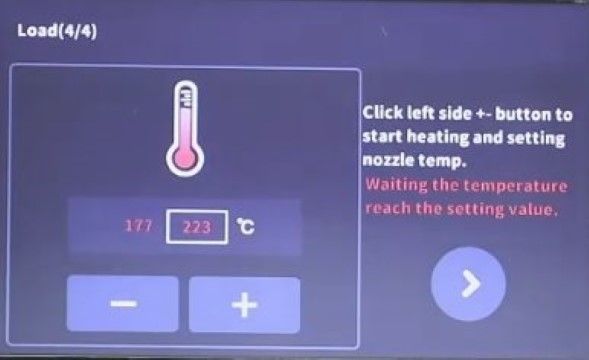
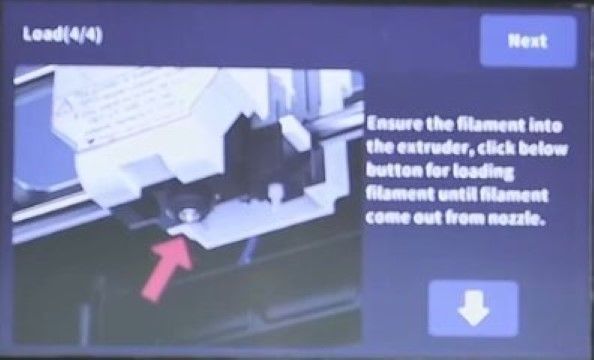
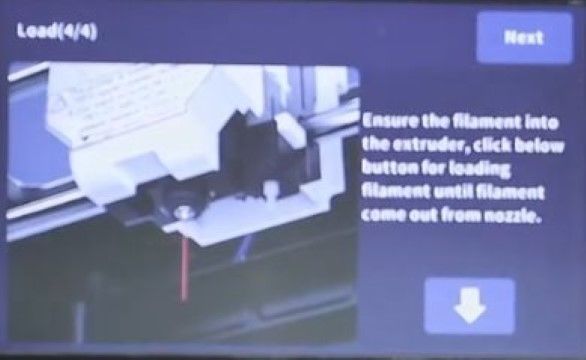
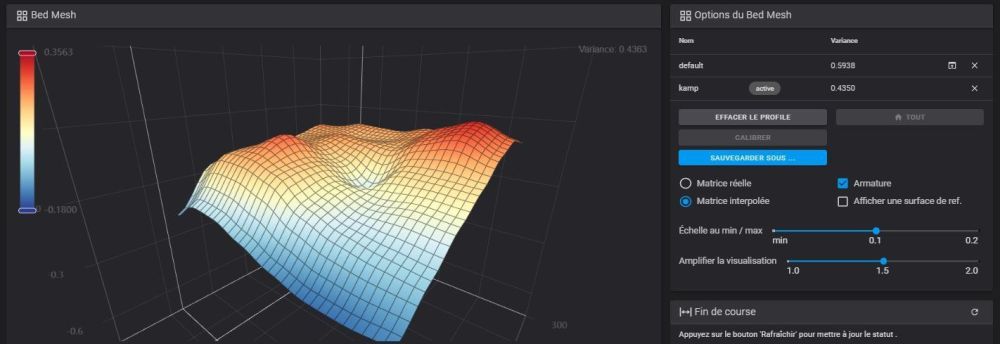
Le fichier de configuration : printer.cfg Qiditech fournit dans ce fichier à la fois: la configuration matérielle de tous les composants gérés par le firmware Klipper flashé sur les deux cartes contrôleurs un ensemble de macros Ayant plutôt l'habitude de séparer «serviettes et torchons» ma première modification a été de scinder et réorganiser ce gros fichiers en deux parties: printer.cfg (configuration matérielle uniquement) macros.cfg (les macros QIDI utilisées via une directive [include macros.cfg] au début du fichier ci-dessus Analyse de la configuration matérielle MCU La X-Max 3 gère trois (3) «mcu» (micro controler unit) : le principal est celui correspondant au microcontrôleur STM32F402 via une liaison série USB [mcu] # The hardware use USART1 PA10/PA9 connect to RK3328 serial: /dev/ttyS0 restart_method: command le second est celui de la carte fille situé sur la tête, microcontrôleur STM là encore en liaison série USB [mcu MKS_THR] serial:/dev/serial/by-id/usb-Klipper_rp2040_65054E953D866458-if00 le troisième correspond au contrôleur de la carte (le Rockship RK3328) à l'identique d'un Raspberry Pi [mcu rpi] serial: /tmp/klipper_host_mcu [printer] La section de configuration (printer) correspondant à la cinématique de l'imprimante, ses accélérations et vitesses maximales [printer] kinematics: corexy max_velocity: 600 max_accel: 20000 max_accel_to_decel: 10000 max_z_velocity: 20 max_z_accel: 500 square_corner_velocity: 8 Pilotes moteurs On trouve évidemment les déclarations de paramètres des moteurs pilotant les axes (stepper …). Les axes X et Y utilisent la mise à l'origine sans capteur permise grâce aux pilotes TMC 2209. Exemple pour le pilote de l'axe X : [stepper_x] … endstop_pin: tmc2209_stepper_x:virtual_endstop … [tmc2209 stepper_x] … driver_SGTHRS: 85 … L'utilisation de ce mode nécessite la modification du processus de mise à l'origine via la directive [homing_override] (réduction du courant envoyé aux pilotes le temps de cette mise à l'origine) : Gestion des mises en chauffe et surveillance des températures Lit chauffant [heater_bed] heater_pin: PC8 sensor_type: NTC 100K MGB18-104F39050L32 sensor_pin: PA0 max_power: 1.0 control: pid pid_kp: 71.039 pid_ki: 2.223 pid_kd: 567.421 min_temp: -50 max_temp: 125 et la vérification de ce capteur [verify_heater heater_bed] max_error: 200 check_gain_time: 60 hysteresis: 5 heating_gain: 1 Extrudeur [extruder] step_pin: MKS_THR:gpio5 dir_pin: MKS_THR:gpio4 enable_pin: !MKS_THR:gpio10 rotation_distance: 53.5 gear_ratio: 1628:170 microsteps: 16 full_steps_per_rotation: 200 nozzle_diameter: 0.400 filament_diameter: 1.75 min_temp: 0 max_temp: 360 min_extrude_temp: 170 smooth_time: 0.000001 heater_pin: MKS_THR:gpio0 sensor_type: MAX6675 sensor_pin: MKS_THR:gpio17 spi_software_sclk_pin: MKS_THR:gpio18 spi_software_mosi_pin: MKS_THR:gpio19 spi_software_miso_pin: MKS_THR:gpio16 max_power: 1.0 control: pid pid_Kp: 14.734 pid_Ki: 6.549 pid_Kd: 8.288 pressure_advance: 0.032 pressure_advance_smooth_time: 0.03 max_extrude_cross_section: 10 instantaneous_corner_velocity: 10.000 max_extrude_only_distance: 100.0 max_extrude_only_velocity: 5000 max_extrude_only_accel: 2000 step_pulse_duration: 0.000002 et la vérification de ce capteur [verify_heater extruder] max_error: 120 check_gain_time: 20 hysteresis: 5 heating_gain: 1 Chambre (enceinte / caisson) [heater_generic chamber] heater_pin: PB10 max_power: 1.0 sensor_type: NTC 100K MGB18-104F39050L32 sensor_pin: PA1 control: watermark max_delta: 1.0 min_temp: -100 max_temp: 70 déclenchement du ventilateur associé à ce capteur [temperature_fan chamber] pin: PC9 max_power: 1 hardware_pwm: false off_below:.1 sensor_type: NTC 100K MGB18-104F39050L32 sensor_pin: PA1 control: pid pid_kp: 60 pid_ki: 1 pid_kd: 900 pid_deriv_time: 120 min_temp: 0 max_temp: 90 target_temp: 50.0 max_speed: 1 min_speed: 0.0 gcode_id: chamber et la vérification de ce capteur [verify_heater chamber] max_error: 300 check_gain_time: 480 hysteresis: 5 heating_gain: 1 Ventilateur de refroidissement du radiateur de la tête [heater_fan hotend_fan] pin: MKS_THR:gpio1 max_power: 1.0 kick_start_time: 0.5 heater: extruder heater_temp: 50.0 fan_speed: 1.0 off_below: 0 surveillance des températures hôte et MCU [temperature_sensor RPI] sensor_type: rpi_temperature sensor_type: temperature_host min_temp: 10 max_temp: 85 [temperature_sensor mcu_temp] sensor_type: temperature_mcu Ventilateurs Les ventilateurs sont gérés via des directives [output_pin] et seront donc actionnés via des macros Gcode en utilisant la commande «SET_PIN PIN=broche_a_actionner VALUE=valeur» Refroidissement du filament (buse) => fan0 [output_pin fan0] pin: MKS_THR:gpio2 pwm: True cycle_time: 0.0100 hardware_pwm: false value: 0 scale: 255 shutdown_value: 0.0 Refroidissement du filament (auxilaire) soufflant sur le plateau => fan2 [output_pin fan2] pin: PA8 pwm: True cycle_time: 0.0100 hardware_pwm: false value: 0.00 scale: 255 shutdown_value: 0.0 Extraction air interne à travers filtre à charbon actif => fan3 [output_pin fan3] pin: PC9 pwm: True cycle_time: 0.0100 hardware_pwm: false value: 0.0 scale: 255 shutdown_value: 0.0 Détecteur de fin de filament Activé par défaut, permet de mettre en pause l'impression quand il n'y a plus de filament, voir ce lien [filament_switch_sensor fila] pause_on_runout: True runout_gcode: PAUSE SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 event_delay: 3.0 pause_delay: 0.5 switch_pin: !PC1 Un message s'affiche sur l'écran, l'écran suivant après remplacement du filament permet de purger le nouveau puis de reprendre l'impression (testé à deux reprises, en tout cas chez moi, il fonctionne parfaitement). Le processus de retrait de l'ancien filament s'effectue en trois étapes via l'appel à une macro Gcode M603: extrusion lente d'une petite quantité de filament pause retrait «rapide» de la quantité nécessaire à sortir le filament des roues dentées d'entrainement [gcode_macro M603] description: filament unload gcode: G92 E0 G0 E15 F400 G4 P1000 G92 E0 G1 E-80 F800 A noter que l'extrudeur ne possède pas de levier permettant la libération / l'insertion du filament, Il faut procéder via des manipulations sur l'écran. Le mieux est d'extraire le PTFE guidant le filament vers la tête au niveau de celle-ci (pas très pratique ni facile quand on a des gros doigts ou qu'on imprime avec le caisson totalement fermé). La chaine Youtube Qiditech propose cette vidéo pour le processus de changement de filament Nivelage du lit d'impression Le capteur Bltouch est à la fois: le dispositif permettant de détecter la mise à l'origine de l'axe Z (remplace l'interrupteur de fin de course) une sonde permettant de réaliser la topographie (maillage / mesh) via le palpage du plateau suivant une matrice de points 9x9 (8x8 avec le firmware originel) [bed_mesh] speed: 150 horizontal_move_z: 10 mesh_min: 30,15 mesh_max: 310,310 probe_count: 9,9 algorithm: bicubic bicubic_tension: 0.2 mesh_pps: 4, 4 [bltouch] sensor_pin: ^MKS_THR:gpio21 control_pin: MKS_THR:gpio11 stow_on_each_sample: False x_offset: 28 y_offset: 4.4 z_offset: 0.0 speed: 10 #5 samples: 2 samples_result: average sample_retract_dist: 3.0 samples_tolerance: 0.08 samples_tolerance_retries: 3 Une fois le réglage du Zoffset puis de la topographie du plateau faits via l'écran tactile, le maillage palpé est enregistré dans le fichier printer.cfg tout à la fin : #*# <---------------------- SAVE_CONFIG ----------------------> #*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated. #*# … #*# #*# [bed_mesh default] #*# version = 1 #*# points = #*# -0.426250, -0.312500, -0.252500, -0.201250, -0.303750, -0.256250, -0.220000, -0.217500, -0.323750 #*# -0.207500, -0.126250, -0.111250, -0.066250, -0.113750, -0.090000, -0.100000, -0.107500, -0.147500 #*# 0.000000, 0.008750, 0.057500, 0.058750, 0.036250, 0.041250, 0.030000, -0.001250, -0.020000 #*# 0.071250, 0.086250, 0.126250, 0.153750, 0.127500, 0.122500, 0.108750, 0.072500, 0.038750 #*# 0.022500, 0.127500, 0.192500, 0.198750, 0.086250, 0.162500, 0.150000, 0.138750, 0.020000 #*# 0.173750, 0.190000, 0.190000, 0.213750, 0.213750, 0.183750, 0.206250, 0.143750, 0.125000 #*# 0.165000, 0.200000, 0.210000, 0.256250, 0.210000, 0.175000, 0.178750, 0.123750, 0.145000 #*# 0.150000, 0.175000, 0.226250, 0.216250, 0.180000, 0.192500, 0.172500, 0.160000, 0.100000 #*# 0.025000, 0.136250, 0.187500, 0.198750, 0.091250, 0.187500, 0.170000, 0.180000, 0.026250 #*# tension = 0.2 #*# min_x = 30.0 #*# algo = bicubic #*# y_count = 9 #*# mesh_y_pps = 4 #*# min_y = 15.0 #*# x_count = 9 #*# max_y = 309.96 #*# mesh_x_pps = 4 #*# max_x = 310.0 Dans l'interface Web Fluidd, on peut visualiser ce maillage : Malgré la représentation ci-dessus, une fois le Zoffset correctement réglé, je n'ai rencontré aucun problème avec les pièces imprimées (pas de gauchissement, pas de décollement, …). A noter que Qiditech gère le «z_offset» via l'écran d’étalonnage puis sauvegarde la valeur trouvée non pas à la fin du fichier «printer.cfg» mais stocke cette valeur dans le fichier de configuration de l'écran (config.mksini). Inconvénient de cette méthode: on ne peut plus utiliser les outils habituels de Klipper (probe_calibrate, …) et surtout il faut laisser le z_offset à 0 dans la section [bltouch]. Compensation de résonance La puce ADXL345 est située sur la carte fille au niveau de la tête. Avec une imprimante CoreXY, comme la X-Max 3, la calibration se trouve facilitée. Avec mes autres imprimantes non CoreXY (des «bed slinger», le plateau se déplace sur l'axe Y), il faut ou deux ADXL345 (un par axe) ou déplacer le matériel de la tête au plateau. [adxl345] cs_pin: MKS_THR:gpio13 spi_software_sclk_pin: MKS_THR:gpio14 spi_software_mosi_pin: MKS_THR:gpio15 spi_software_miso_pin: MKS_THR:gpio12 axes_map: -x, z, -y [resonance_tester] accel_chip: adxl345 probe_points: 160, 160, 10 Une fois le processus de tests des fréquences de vibrations réalisé, le résultat (type de compensation et fréquence pour chaque axe ) est enregistré à la fin du printer.cfg dans la section réservée : #*# <---------------------- SAVE_CONFIG ----------------------> #*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated. #*# #*# [input_shaper] #*# shaper_type_x = ei #*# shaper_freq_x = 53.8 #*# shaper_type_y = zv #*# shaper_freq_y = 45.2 J'ai ajouté l'extension «G-Code Shell Command» (un script Python) de KIAUH (Kiauh est installé dans le répertoire de l'utilisateur «mks»), puis créé les scripts shell et les macros Gcode nécessaires pour produire les graphiques : # Process csv files issued from "input_shaping" to obtain png files # [gcode_macro PROCESS_SHAPER_DATA] description: process csv file to png gcode: RUN_SHELL_COMMAND CMD=adxl_x RUN_SHELL_COMMAND CMD=adxl_y [gcode_shell_command adxl_x] command: sh /home/mks/klipper_config/shell_commands/adxl_x.sh timeout: 300. verbose: True [gcode_shell_command adxl_y] command: sh /home/mks/klipper_config/shell_commands/adxl_y.sh timeout: 300. verbose: True # Pour faire une sauvegarde "régulière" via Github # https://github.com/th33xitus/kiauh/wiki/How-to-autocommit-config-changes-to-github%3F # [gcode_shell_command backup_cfg] command: sh /home/mks/klipper_config/shell_commands/autocommit.sh timeout: 30. verbose: True [gcode_macro BACKUP_CFG] gcode: RUN_SHELL_COMMAND CMD=backup_cfg Ce fichier shell_command.cfg est inclus au début du fichier printer.cfg via une directive [include shell_command.cfg]. Un répertoire nommé «shell_commands» est créé dans ~/klipper_config dans lequel je stocke les scripts shell. Exemple pour l'axe X (remplacer x par y pour obtenir le script de l'axe Y) : #!/bin/sh # # Create PNG from csv file issued after INPUT_SHAPING, X axis # # Paths # Qiditech use the old configuration ~/klipper_config # DATE=$(date +"%Y%m%d") SCRIPTS="/home/mks/klipper/scripts/calibrate_shaper.py" CSV_FILE="/tmp/calibration_data_x_*.csv" PNG_FILE="/home/mks/klipper_config/shaper_calibrate_x_$DATE.png" $SCRIPTS $CSV_FILE -o $PNG_FILE L'appel de la macro «PROCESS_SHAPER_DATA» dans la console Fluidd permet d'obtenir les graphiques suivants. Étant enregistrés dans ~/klipper_config, ils sont facilement téléchargeables sur un matériel informatique (clic droit sur le fichier, téléchargé) Reste de la configuration Emplacement du stockage de la carte SD virtuelle : [virtual_sdcard] path: ~/gcode_files Quelques paramètres utiles ( exclusion d'objet, gestion des courbes, délai d'inactivité ) : [exclude_object] [gcode_arcs] resolution: 0.1 # 1.0 [idle_timeout] timeout: 5400 # en secondes Voilà pour l'essentiel du fichier «printer.cfg» Les macros Pour les macros fournies par Qiditech, je ne détaille pas plus que cela et livre seulement le contenu Les seules modifications que j'ai apportées sont principalement cosmétiques (remplacement des «=» par «:», suppression / ajout d'espaces pour les indentations, suppression de lignes vides, …). Remarques à propos de ces macros: Fulidd et Mainsail utilisent désormais tous deux un fichier de configuration (client.cfg) qui propose : des macros PAUSE, RESUME, CANCEL_PRINT plus abouties et facilement configurables via l'ajout au début du fichier printer.cfg d'une macro Gcode _CLIENT_VARIABLE, quelques directives Klipper ( virtual_sdcard, pause_resume, display_status, respond ) Il n'y a pas les macros START_PRINT / END_PRINT habituelles, permettant d'être intégrées dans les sections dévolues au Gcode de début / fin des trancheurs. Cependant Qiditech utilise le système KAMP (Klipper Adaptive Meshing & Purging) pour réduire le temps de palpage en fonction de la taille du fichier imprimé Pas de macro M600 (facile à ajouter) La macro M106 gère les trois ventilateurs (refroidissement filament, refroidissement auxiliaire, extraction air) Plusieurs macros xx29 (1029, 4029, 8029) probablement utilisées en association avec l'écran le M141 gère le chauffage de la chambre … C'est tout pour ajourd'hui. Le test final approche (ou pas).

 1 point
1 point -
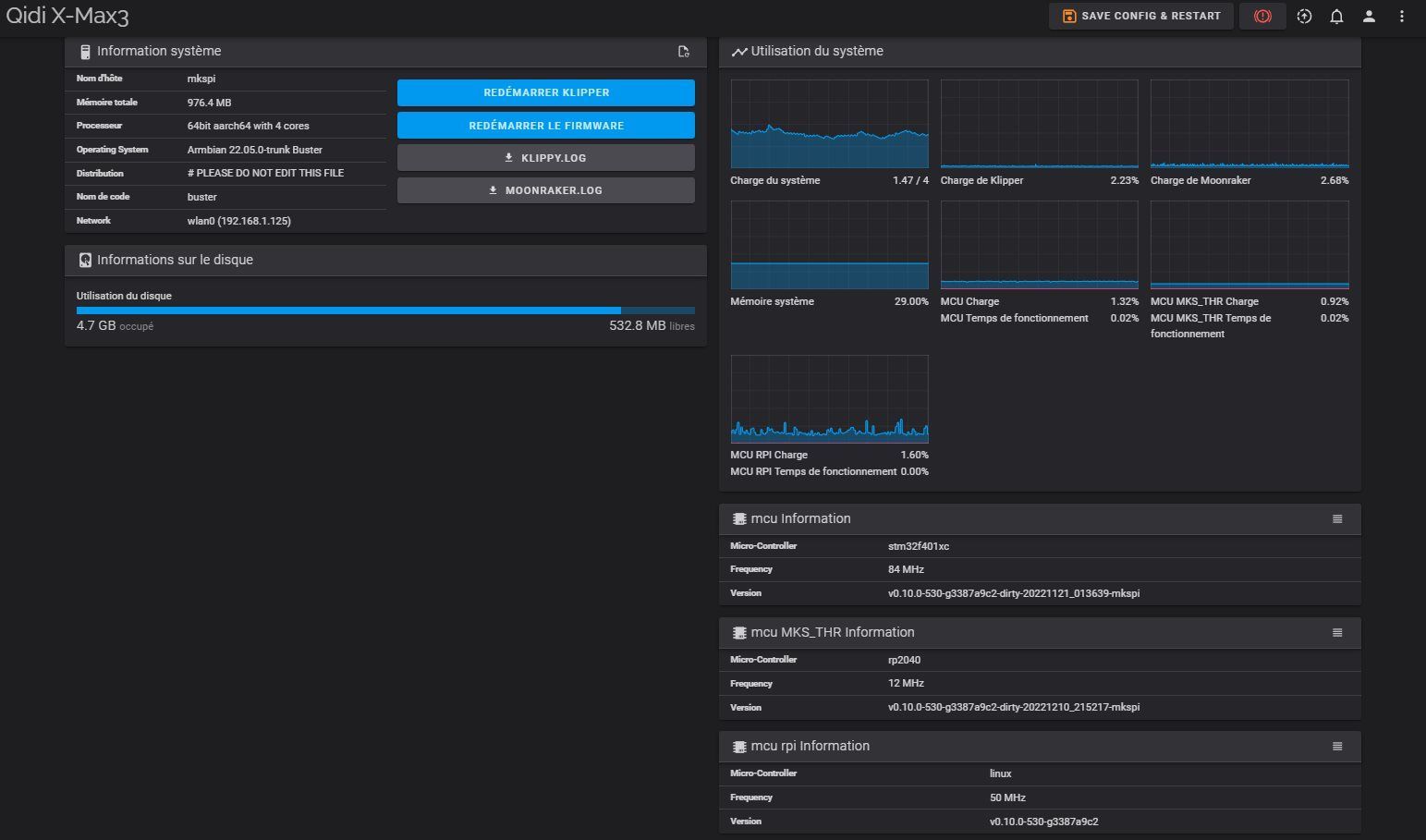
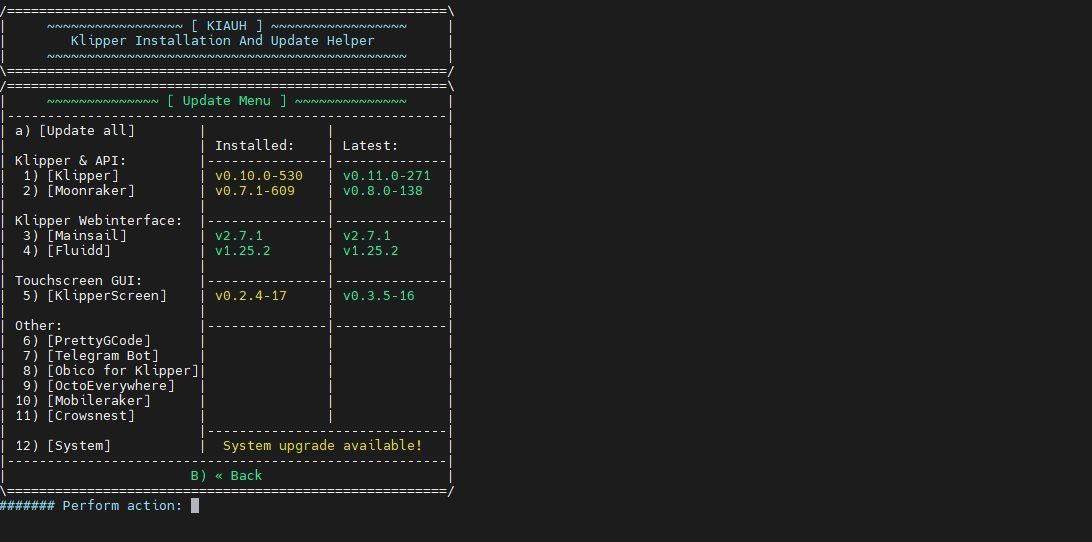
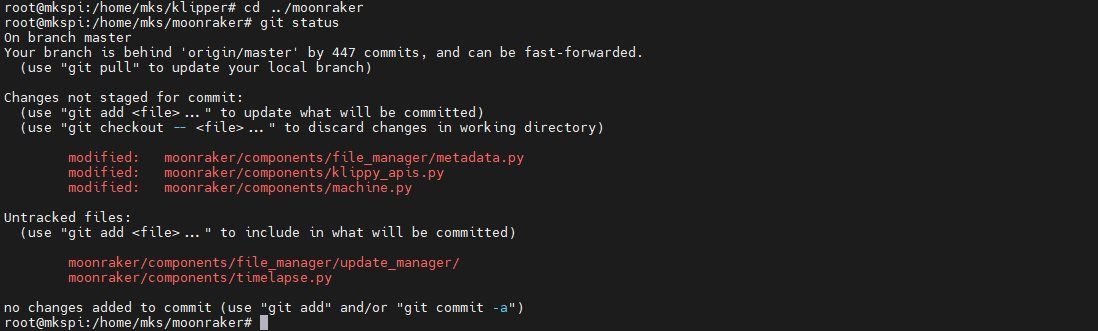
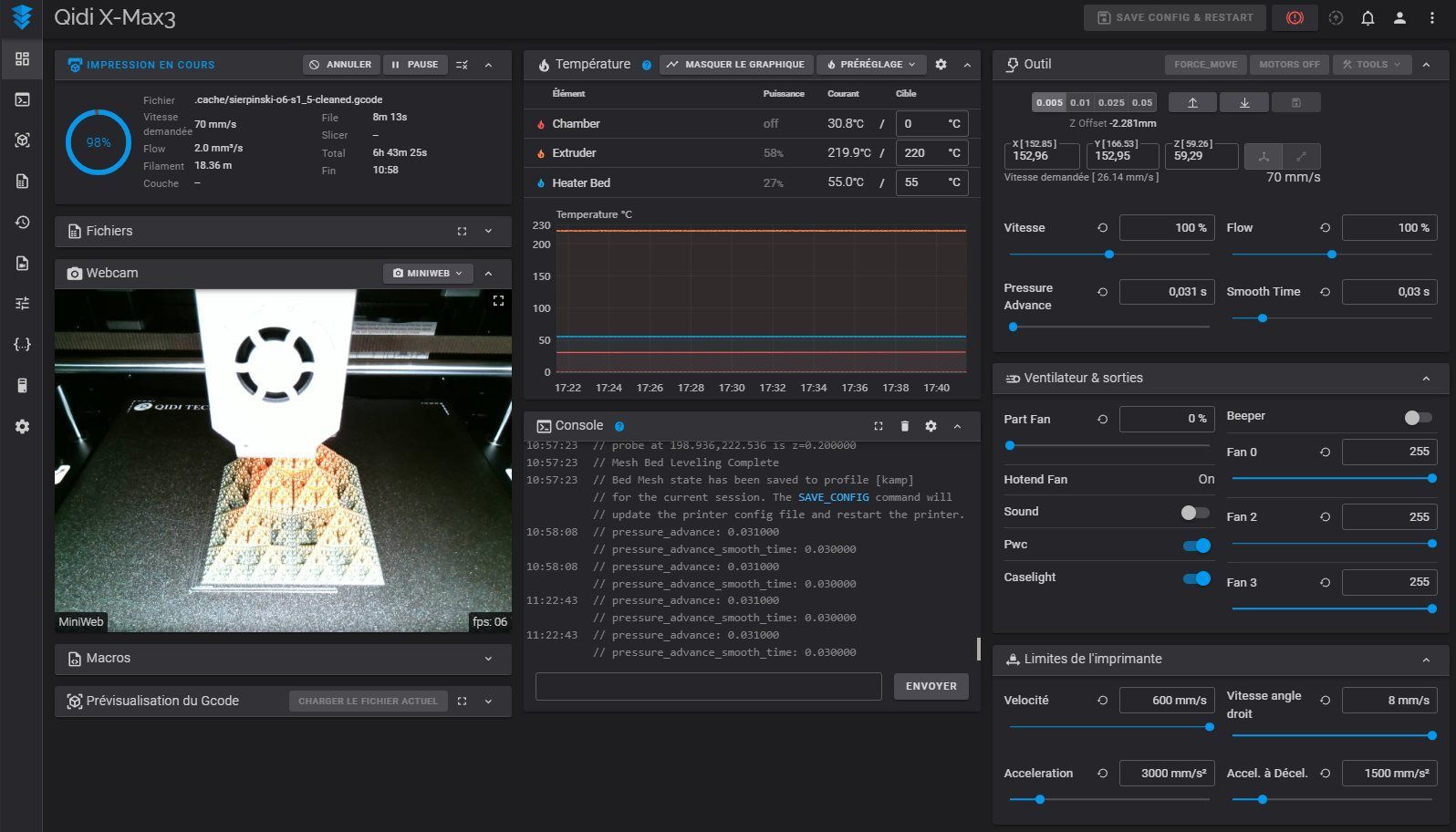
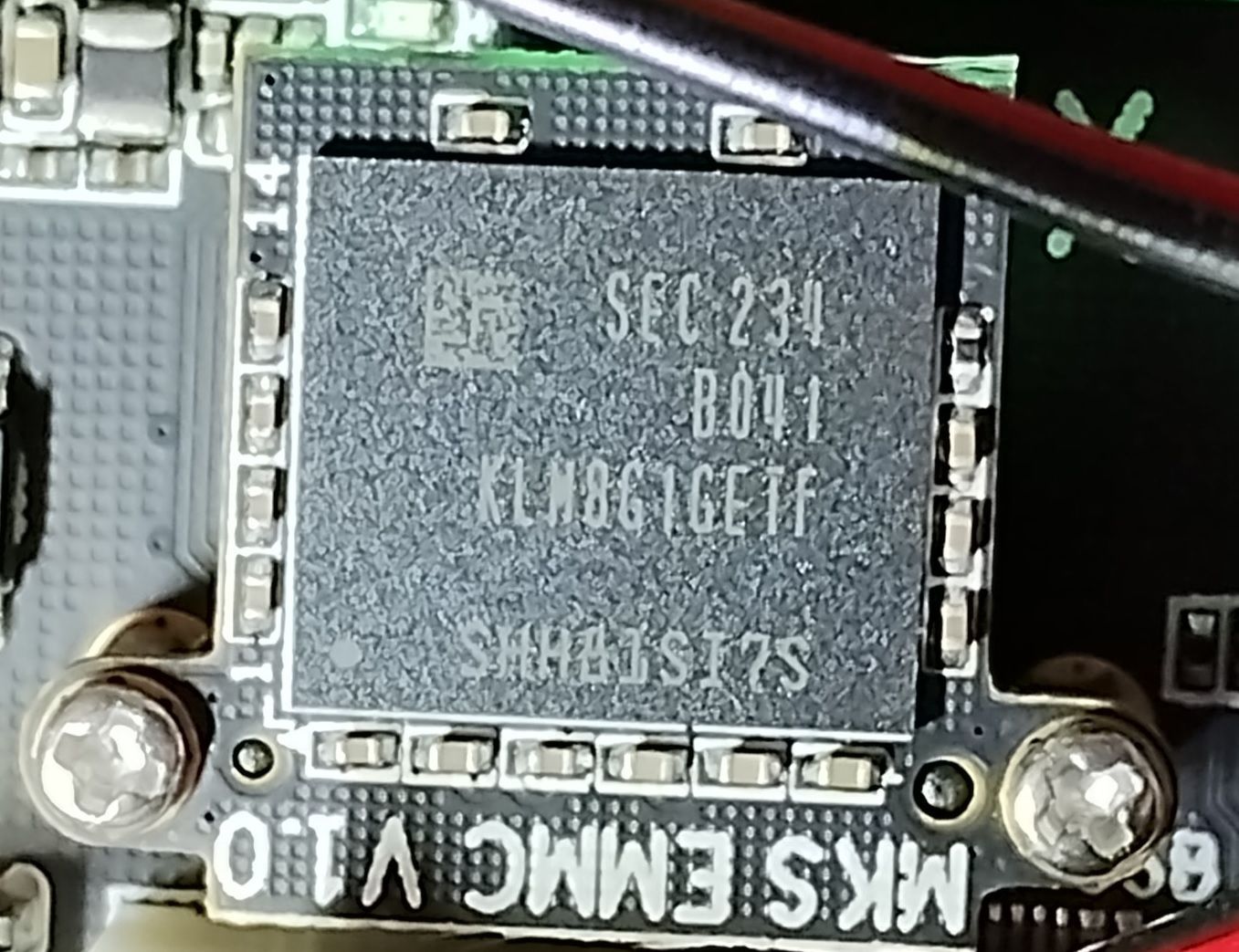
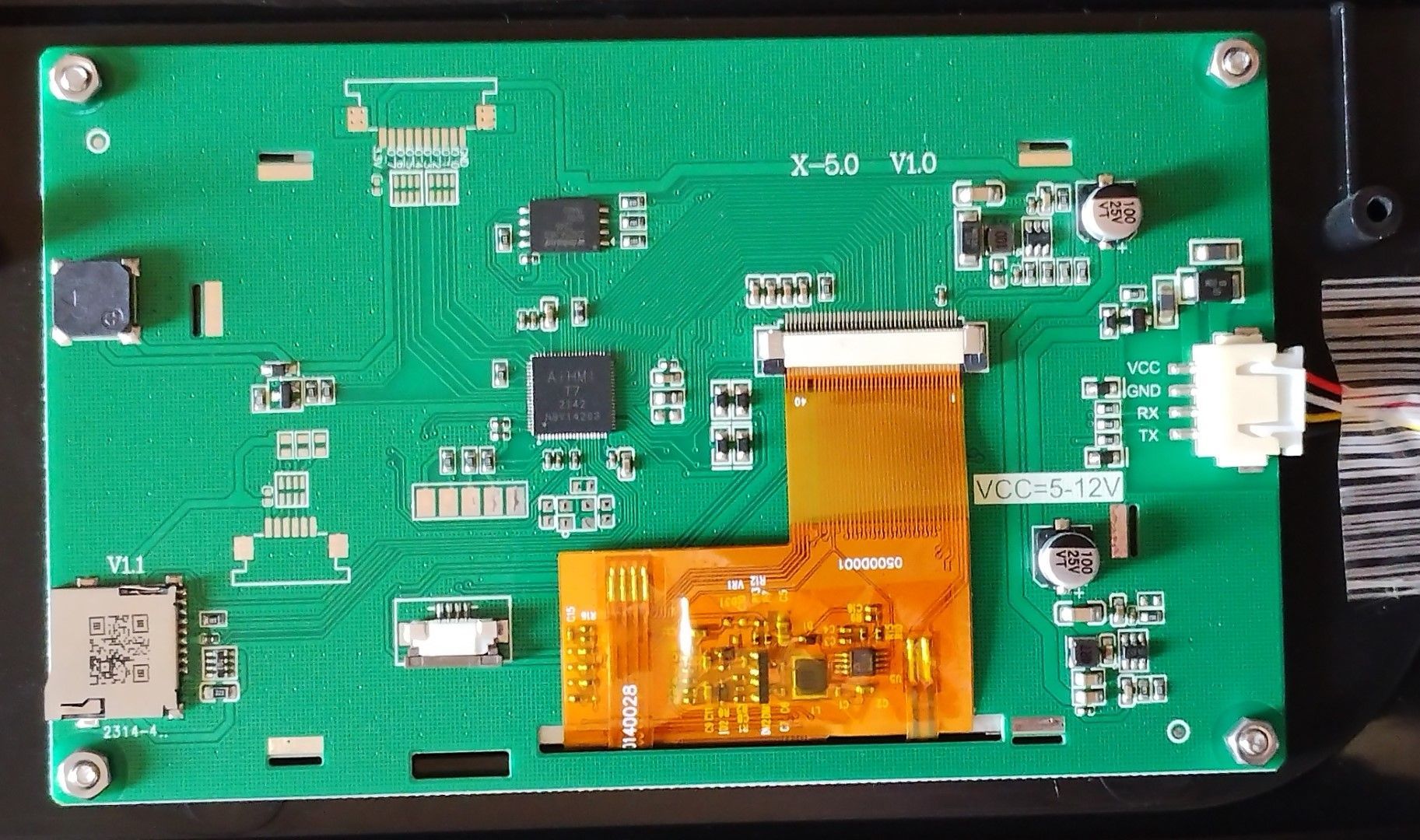
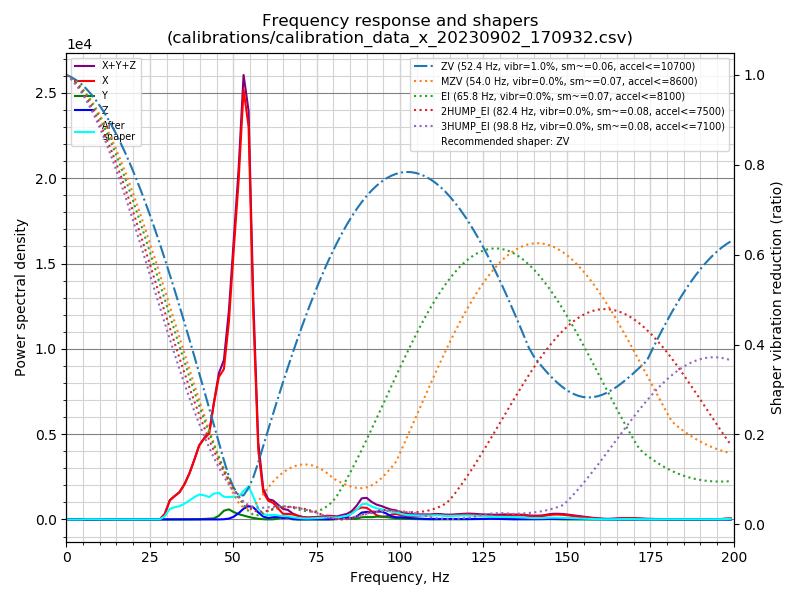
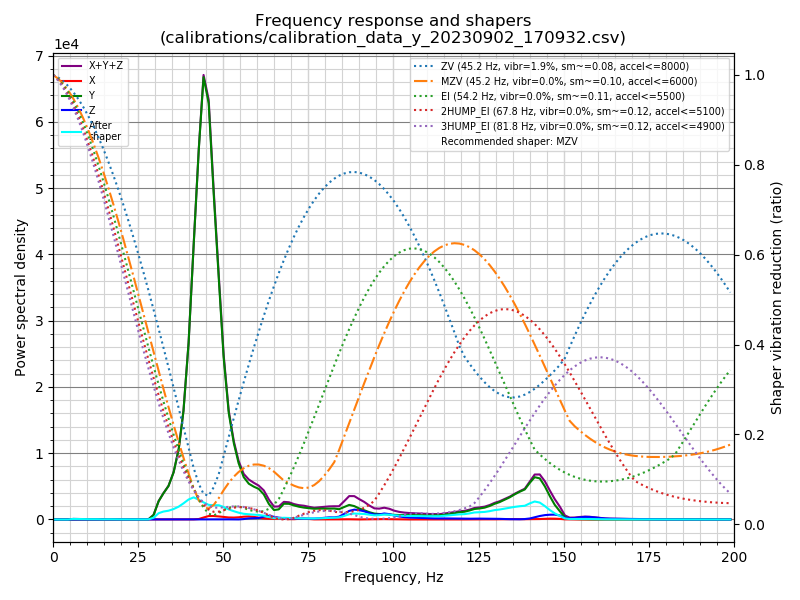
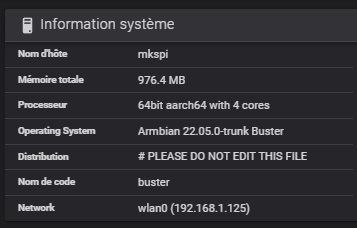
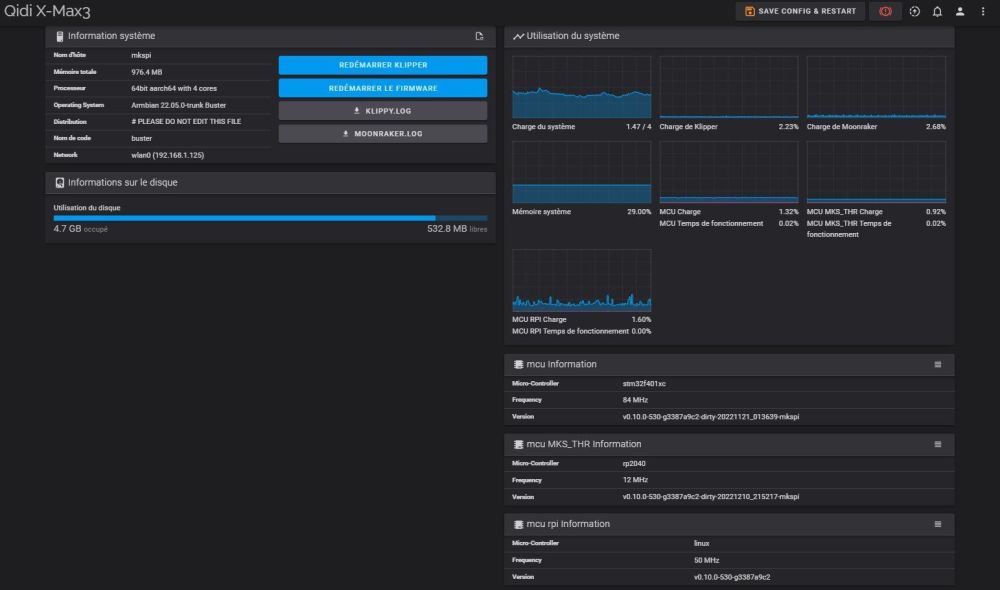
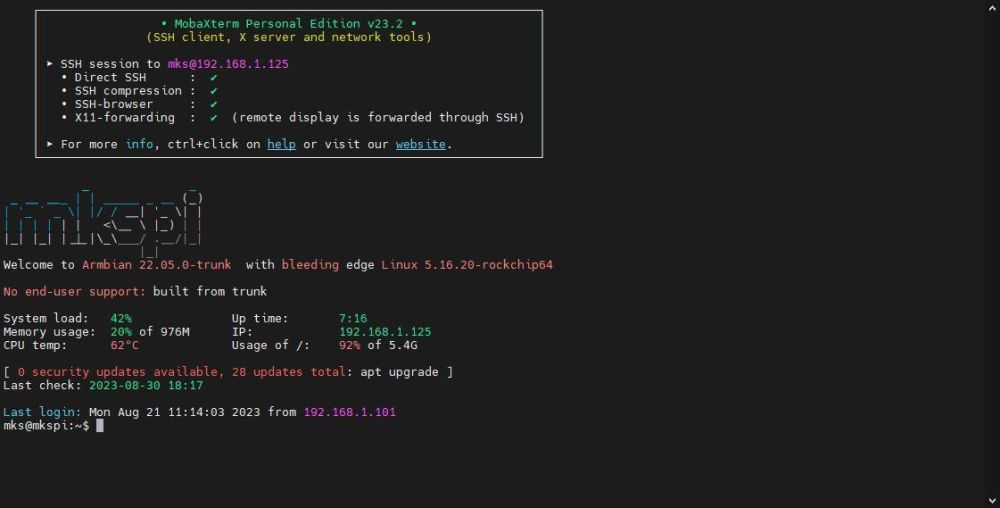
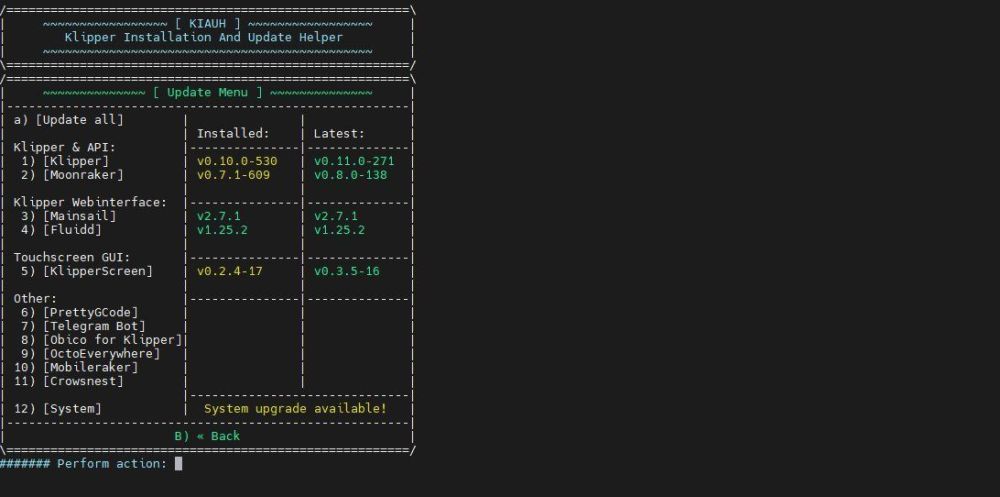
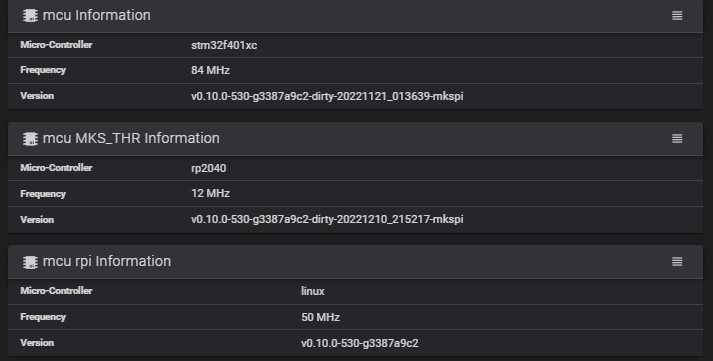
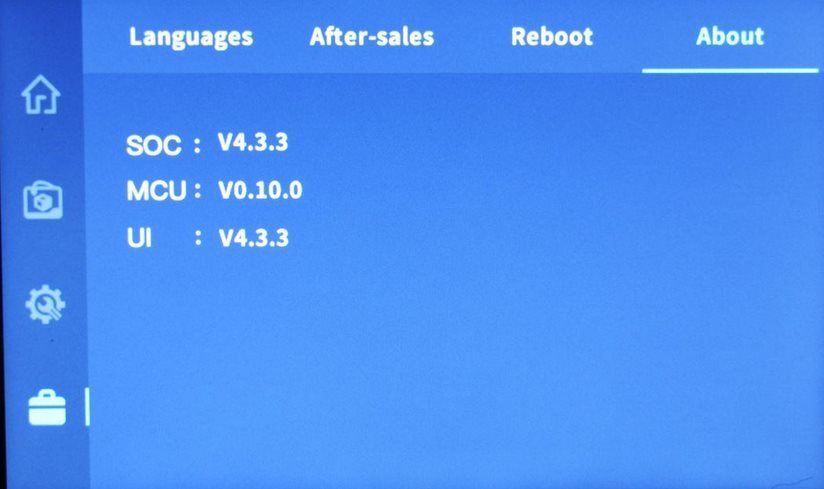
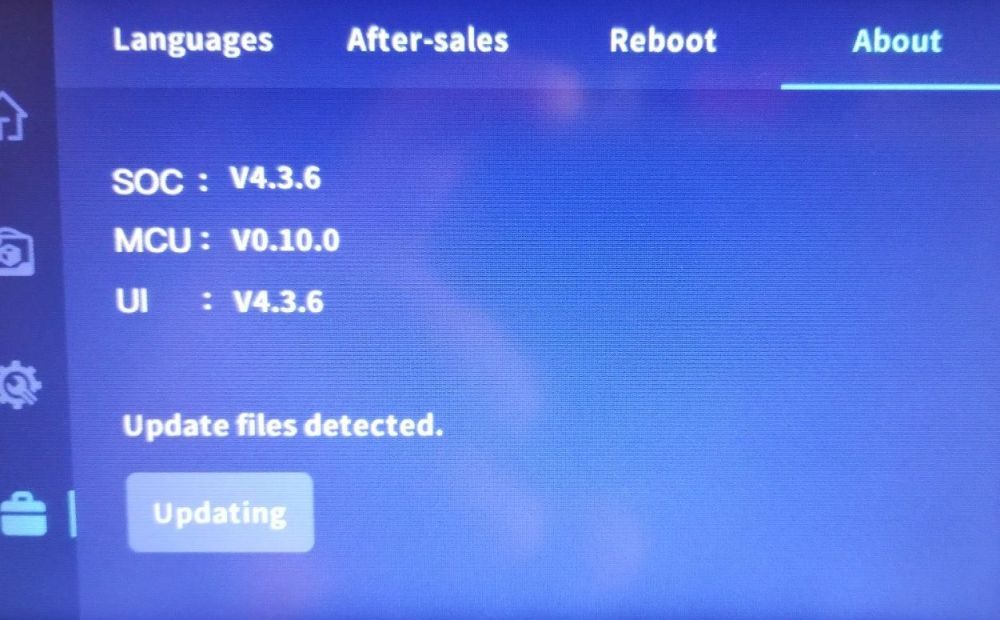
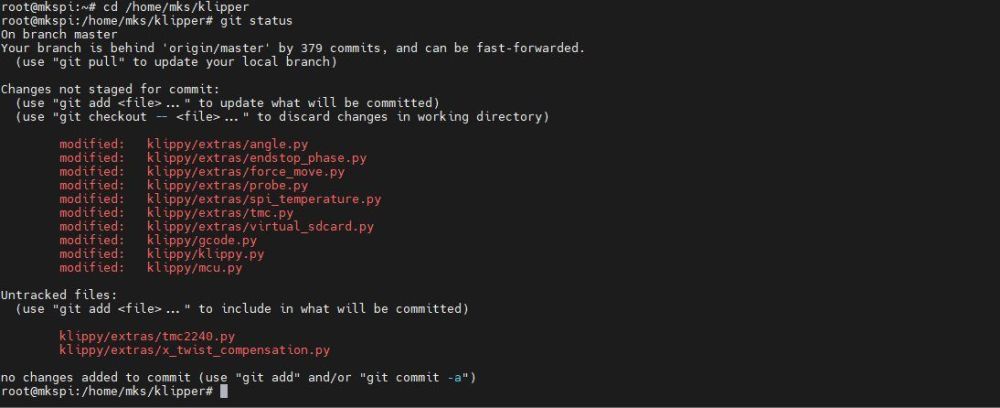
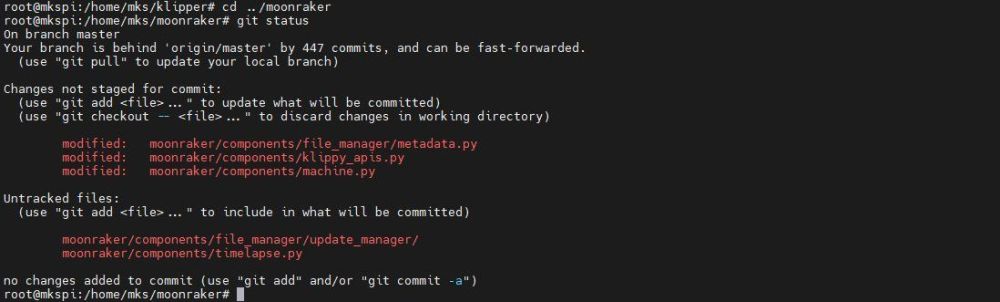
TLDR; Sujet plutôt technique qui n'intéressera que les férus d'informatique (Linux toussa…). Nous aborderons dans ce sujet la partie logicielle, à savoir : le système d'exploitation (Armbian), l'écosystème Klipper (Klipper, Moonraker, Fluidd) et le trancheur QidiSlicer (basé sur Prusaslicer, lui-même basé sur Slic3r, …). Armbian La carte Qiditech est un ordinateur monocarte (SBC en anglais, Small Board Computer) dont le contrôleur Rockchip RK3328, fonctionne avec un système d'exploitation dérivé de la distribution Debian pour les architectures ARM: Armbian. Qiditech utilise l'image système fournie par Makerbase pour son matériel MKS PI, ce que semble nous indiquer la section «Information système» de l'interface Web Fluidd (accès via le port «inhabituel» de 10088 ) : Dommage que cette version soit ancienne (buster), deux versions majeures sont apparues depuis (bullseye et bookworm il y a quelques mois déjà). Le Github de Makerbase du MKSPI précise quels utilisateurs (avec leur mot de passe ) existent (root et mks) : Ni une, ni deux, je tente une connexion ssh vers cette carte (PuTTY, Mobaxterm, le ssh natif de Windows ou encore WSL… il n'y a que le choix). ssh mks@192.168.1.125 et voilà le résultat (connexion via MobaXterm) : Cool Même si Qiditech ne donne pas ces informations, on a donc un accès complet au système. On va donc pouvoir aller regarder de plus près ce qui existe sans avoir à «bidouiller» pour accéder au système d'exploitation (d'autres constructeurs feraient bien de s'en inspirer). Le «home» de l'utilisateur mks ainsi que celui de l'utilisateur «root» (celui qui a tous les droits sur un système Unix) permet de prendre connaissance ce qui a été installé : Chose intéressante, KIAUH est installé mais comme préconisé par Qiditech, je ne vais pas, pour le moment, l'utiliser pour faire des mises à jour. A son premier lancement `./kiauh/kiauh.sh`, j'ai droit à une demande de mise à jour de lui-même : Une fois KIAUH mis à jour, je vérifie simplement quelles sont les versions de Klipper, Moonraker et consorts. Comme je le redoutais, ce sont d'anciennes versions qui si elles devaient être mises à jour nécessiteraient de reflasher le firmware Klipper sur les cartes et de sérieuses modifications ayant été introduites dans Moonraker en fin d'année passée (novembre / décembre 2022) demanderaient là aussi un peu de travail pour rendre le tout compatible (chemins d'accès, base de données, etc.) : Avant d'aller plus loin avec l'écosystème Klipper, revenons au système d'exploitation proposé par Qiditech (Armbian buster). Mise à jour du système En remarque préalable, aucune notification de la part du système ne nous signale quand / s'il y a une mise à jour disponible . C'est à l'utilisateur d'aller consulter soit le Github de la X-Max3 ou cette page du site Qiditech. Mince, une mise à jour «toute» fraiche est proposée (début septembre), une version v4.3.8. Ce sera la seconde depuis réception de cette imprimante. D'origine, la version système était en v4.3.3 passée après une première mise à jour en v4.3.6 : Je vais profiter de cette nouvelle mise à jour (v4.3.8) pour reprendre les étapes : récupérer l'archive via le lien plus haut, décompresser celle-ci, copier le dossier QD_Update avec son contenu (contient trois fichiers: printer.cfg, QD_Max_SOC et QD_Max3_UI5.0) à la racine d'une clé USB formatée FAT32, sectorisation de 4Ko, sans nommer cette clé (Qiditech fournit une jolie clé USB de 16Go) après avoir éjecté cette clé du PC, l'insérer dans la prise USB en haut à l'arrière droit de la X-Max 3, via l'écran tactile, accéder à la page d'informations système, puis cliquer sur le bouton Updating Au bout d'un moment (très rapide en fait), cette page s'affiche Éteindre l'imprimante et bien attendre au moins 30 secondes (le super condensateur de la carte contrôleur doit se décharger) avant de rallumer. L'écran quasi «blanc» est très peu lisible mais on arrive à distinguer que quelque chose se passe (le pourcentage croit régulièrement mais lentement ainsi que le nombre d'octets transférés. La communication se fait à 115200 bauds, Il y a une vingtaine de méga octets à transférer (probablement le firmware de l'écran (QD_MAX3_UI5.0) flashé en mode série)… Et c'est très très très long (entre une demi-heure et pas loin de quarante minutes lors de ma première mise à jour) Il vaut mieux que durant cette mise à jour, il n'y ait pas de coupure de courant Finalement après avoir patienté (un bon thermos de café), le système redémarre, la page «à propos» affiche la nouvelle version (4.3.8) ainsi que deux boutons supplémentaires (Restaurer les réglages «usine» et Activer/Désactiver la mise en veille de l'écran) Pour des mises à jour, j'ai déjà connu mieux et surtout plus rapide. Un point que Qiditech devrait améliorer à mon avis . Autres remarques: Cette mise à jour remplace purement et simplement le fichier «printer.cfg» donc si des modifications y avaient été faites, elles seront perdues sauf si une sauvegarde a été réalisée, Après cette mise à jour du système, il faut refaire deux étapes d'étalonnage (à cause du point précédent , les paramètres des résultats des calibrations en fin du ficher sont effacés (la section SAVE_CONFIG DO NOT EDIT)) : Zoffset et topographie du plateau («bed mesh»), Compensation de résonances (Input shaping) L'historique des impressions est remis à zéro et ce point là est vraiment «pénible» Survol du système, de Klipper et Moonraker L'accès ssh permet d'obtenir plus d'informations sur les versions installées même si la page d'informations système de Fluidd donne déjà des indications pour Klipper, version ancienne 0.10 Comme on l'a vu précédemment, la page des mises à jours de KIAUH affiche les versions installées et celles en cours des dépôts Github. Aucun des composants n'est récent: Klipper: v0.10.0-530, actuellement 0.11.0-267 Moonraker: v0.7.1-600, actuellement 0.8.0-138 Fluidd: v1.19.0, actuellement 1.25.2 Klipperscreen: v0.2.4-14 actuellement 0.3.4-14 Le système Armbian lui non plus n'est pas «up to date». Un «git status» dans chacun des dossiers (Klipper, Moonraker et Klipperscreen) apporte les informations indiquant quels fichiers ont été modifiés par rapport aux versions officielles De plus dans dossier QD_Update ayant servi à la mise à jour, le fichier QD_MAX_SOC (mise à jour partielle de l'OS) est une archive qui contient elle-même une archive data.tar. Son contenu permet de connaitre quels fichiers sont ajoutés et/ou remplacés dans le système Armbian Contenu de l'archive data.tar /home/mks /home/mks/klipper/klippy /home/mks/klipper/klippy/extras /home/mks/moonraker/moonraker/components /home/mks/moonraker/moonraker/components/file_manager /home/mks/moonraker/moonraker/components/file_manager/update_manager /home/mks/klipper_config /root En conclusion de ce survol rapide, Qiditech utilise des briques logicielles «Open source» mais à partir de versions datées. Qiditech a modifié un peu Klipper et Moonraker pour prendre en compte leur écran 5" associé à son serveur X (xindi). C'est la raison pour laquelle, ce constructeur recommande de ne pas faire de mise à jour mais d'utiliser plutôt ses propres mises à jour, voir cette page. C'est certainement, à l'heure actuelle, l'imprimante respectant le plus la philosophie Open source et ses licences (GPL principalement). Ultérieurement, je me pencherai plus sur la faisabilité de mettre à jour Klipper et consort dans leurs versions «vanilla». Cela nécessitera certainement de reflasher Klipper pour la carte contrôleur et la carte fille de l'extrudeur, rien qui ne me semble insurmontable mais l'objet du test de la Qidi X-Max 3 n'est pas là (j'ai encore quelque filaments à tester ). Les seules modifications / mises à jour que je me suis permis de réaliser sont : via KIAUH, mise à jour de Fluidd et instalation de l'interface Web Mainsail Les deux interfaces Web fonctionnent (Fluidd via le port 10088, Mainsail via le port 80). Mainsail signale juste qu'il serait bien de mettre à jour les versions de Klipper et moonraker pour profiter de toutes ses fonctionnalités ce n'est peut-être que sur mon imprimante mais les dates et heures n'étaient pas actualisées. Après analyse, il apparait que deux daemons de synchronisation de l'heure sont activés et visiblement entrent en conflit et se mettent en échec (chronyd et systemd-timesyncd) : Etant plus familier de chronyd que du systemd, volià les étapes que j'ai utilisées: Désactivation de systemd-timesyncd systemctl status systemd-timesyncd systemctl stop systemd-timesyncd systemctl disable --now systemd-timesyncd.service systemctl status systemd-timesyncd Modifications du fichier de configuration (serveur de temps): cat /etc/chrony/chrony.conf sudo nano /etc/chrony/chrony.conf sudo systemctl restart chronyd systemctl status chronyd chronyc sources date chronyc tracking Maintenant les dates et heures correspondent La plupart de mes matériels (imprimantes 3D, Lasers, …) sont équipés de caméras permettant de surveiller mais aussi de prendre des clichés, des vidéos. D'origine, Qiditech n'a pas de caméra. Qu'à cele ne tienne et à l'impossible nul n'est tenu. J'avais en stock une Webcam qu ne demandait qu'à être utilisée et installée. C'est chose faite (Fluidd) : Le trancheur QIDITECH, QIDISlicer Pour ses imprimantes «série 3», Qiditech ne base plus son trancheur (slicer) sur une version de Cura mais utilise comme base Prusaslicer, lui-même basé sur Slic3r, … Dans le respect de la licence, Qiditech ouvre son dépôt Github accessible ici (dernière version v1.0.5 de fin août 2023), le trancheur est aussi téléchargeable via cette page (un manuel succinct mais suffisant est également de la partie) Les profils de ses imprimantes récentes ainsi que ceux des filaments sont évidemment intégrés. Pour ceux préférant / utilisant un autre trancheur, Qiditech fournit également des profils (pour le moment Prusaslicer, Simplify3d, (Cura à venir)) ou signale que Orcaslicer peut être utilisé (pas utilisé car pas fan du tout d'une inscription obligatoire pour pouvoir utiliser ce logiciel). Dans l'ensemble, c'est le trancheur que j'ai utilisé pour tous les tests d'impression. Basé sur Prusaslicer, seules quelques modifications cosmétiques ont été apportés. Il y a juste deux onglets ajoutés: L'onglet (Device) permet dans un premier temps de paramétrer la connexion réseau vers la X-Max 3 (un didacticiel animé prend en main l'utilisateur), une fois paramétrée, la sélection de cet onglet affiche l'interface Web directement dans le trancheur L'onget (Guides) donne accès à des didacticiels animés à propos de quelques manipulations de ce trancheur: Même si l'accès à Fluidd peut se faire via Qidislicer, je préfère y accéder via mon navigateur (Firefox ou Vivaldi), je peux y régler la taille et le nombre de colonnes de ce qui est affiché (CTRL + / CRTL -) : La version de Qidislicer que j'avais installée était la version 1.0.4. Dernièrement, j'ai vu surgir cette fenêtre Mise à jour effectuée sans soucis. Voilà c'est terminé pour cette fois, en espérant n'avoir été ni trop long ni trop court (contrepéterie inside ) Pour les tests d'impression, vous pouvez aller consulter le test complet : https://www.lesimprimantes3d.fr/test-qidi-x-max-3-20231010/







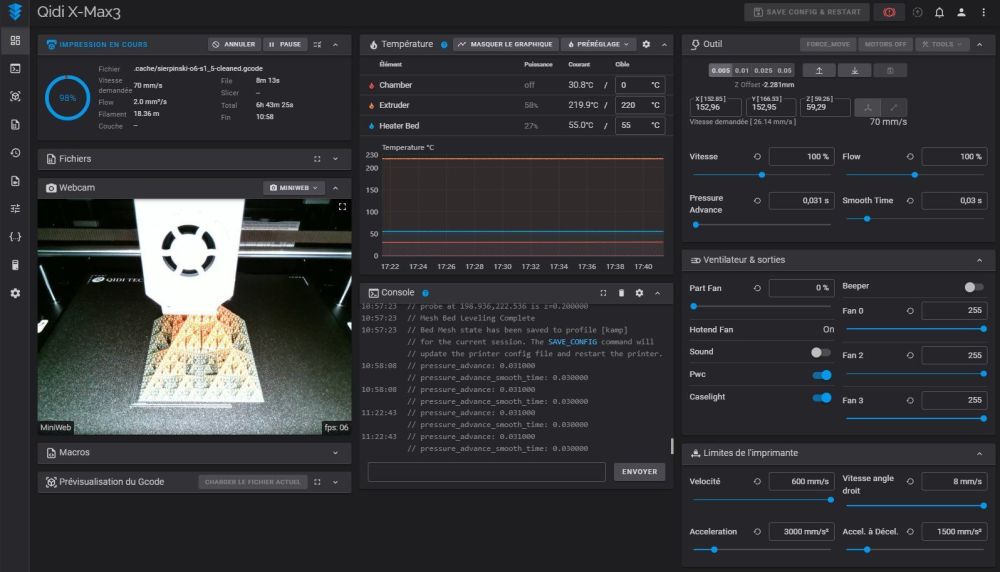
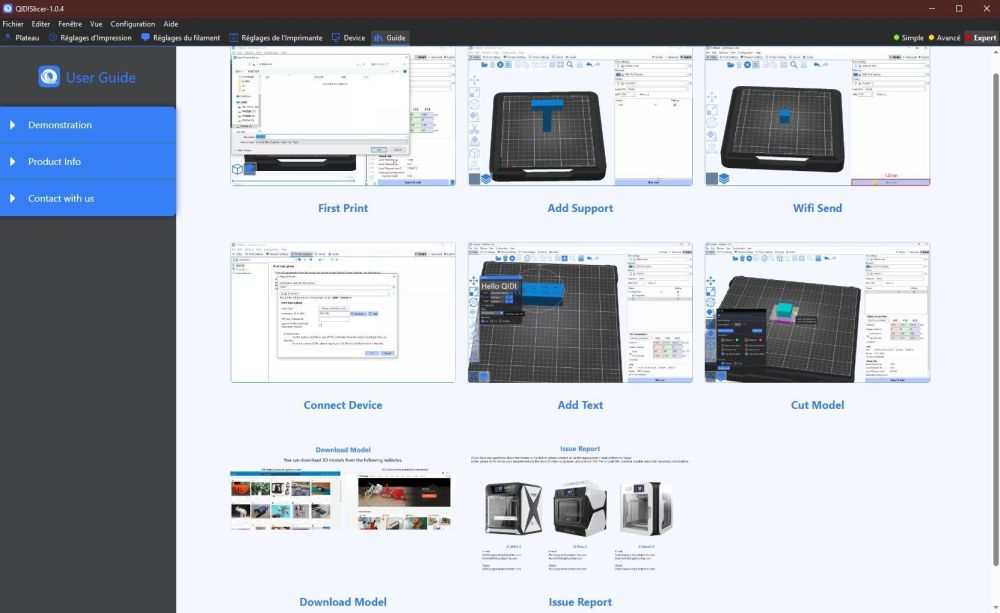

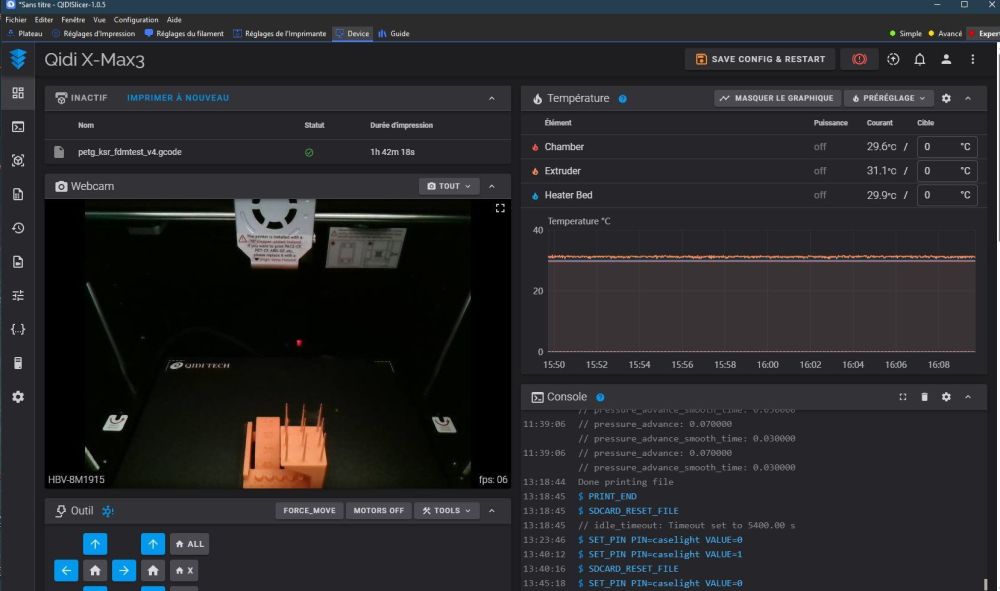
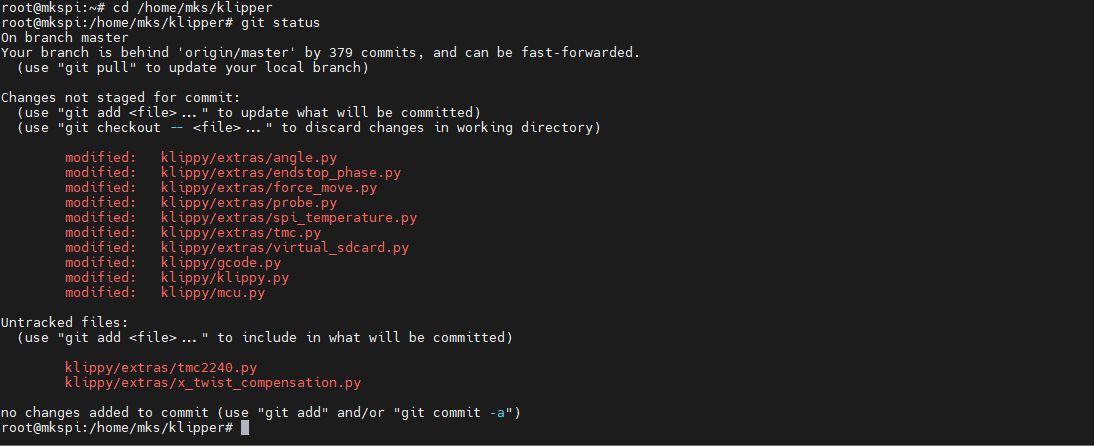
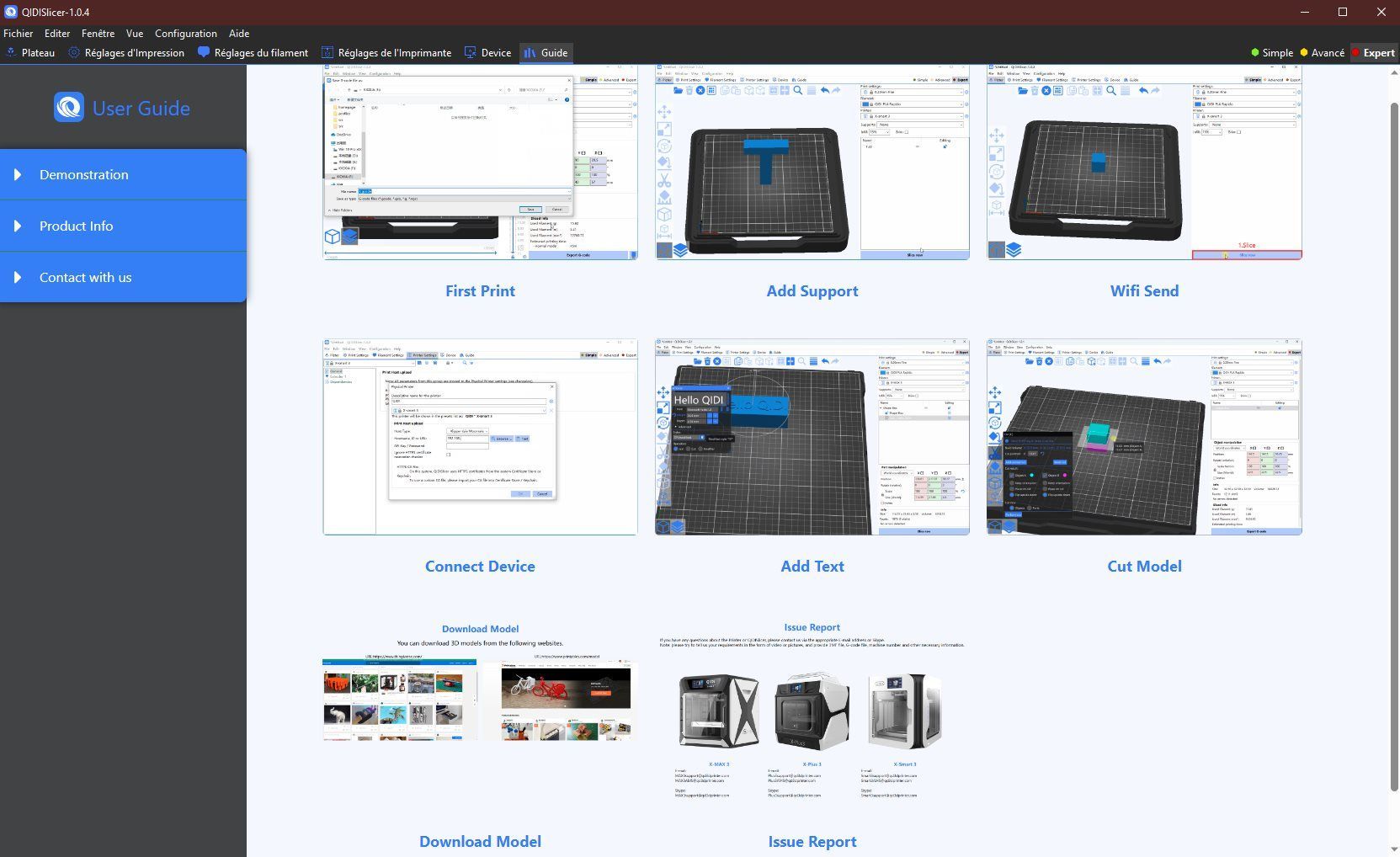
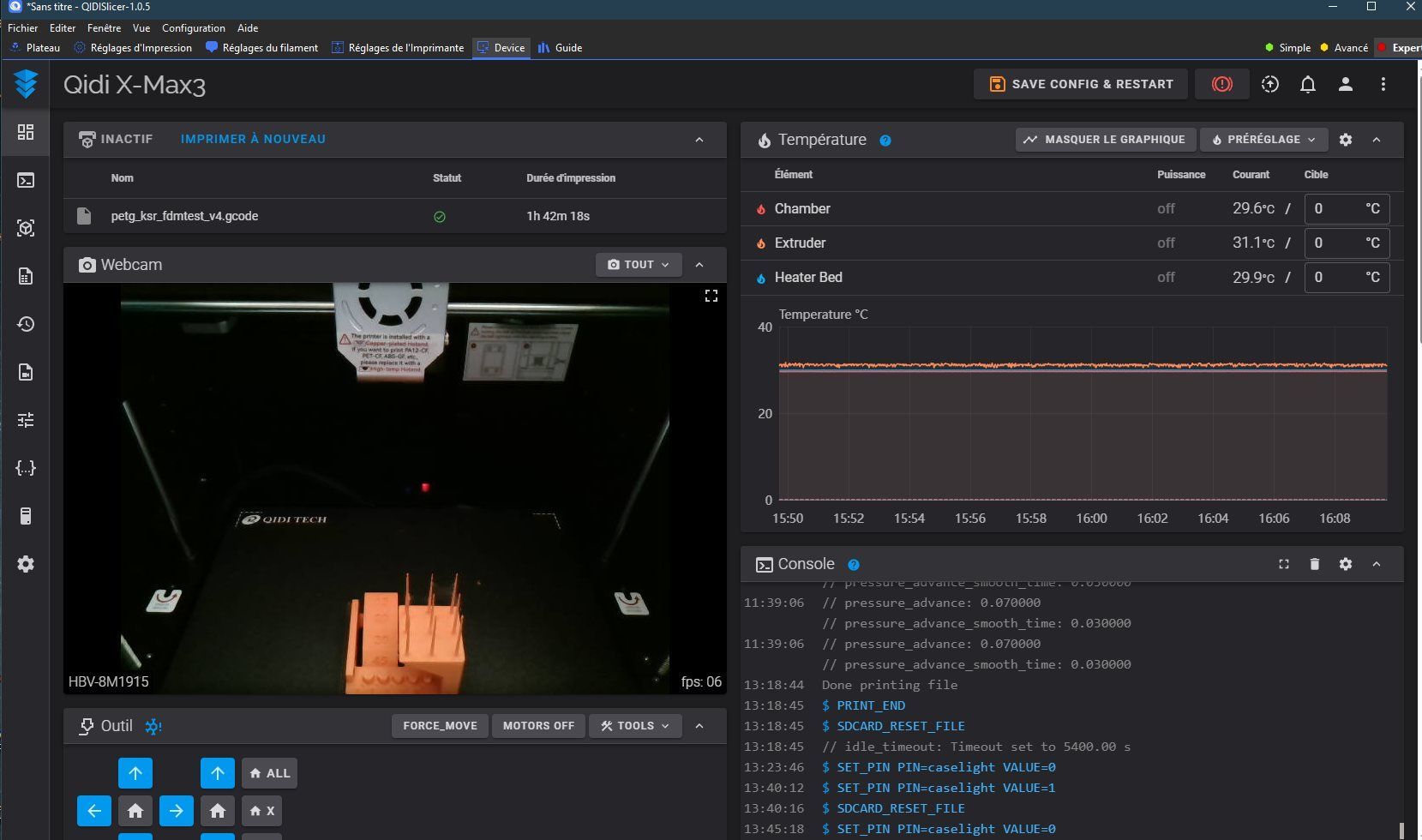
 1 point
1 point -
On continue l'examen des entrailles par l'alimentation électrique et l'électronique Alimentation électrique Pour pouvoir alimenter tous les éléments électriques de cette imprimante, Qiditech a choisi de mettre deux alimentations Meanwell de 450W chacune plutôt qu'une «grosse» alimentation. En effet, outre les éléments habituels: lit chauffant de 6 mm d'épaisseur alimenté en 24V, tête capable de monter à 350°C, six ventilateurs (plus deux, un chacun à l'intérieur de chaque alimentation), bandeau de LEDs en 24V, carte contrôleur, carte fille sur la tête, Mosfet pour le lit, il faut également fournir les 300W nécessaires au chauffage de l'enceinte. Il faudrait au moins avec une seule alimentation, une de 750W. En mettant deux alimentations moins puissantes, chacune ne sera donc pas utilisée à pleine puissance, ce qui pour la longévité ne pourra qu'être bénéfique. En plus deux alimentations ajoutent plus de poids ce qui accroit la stabilité structurelle. Les deux alimentations sont placées à la base de la structure, base accessible aisément si besoin après avoir basculé les plus de 30 kilogrammes de la X-Max 3 sur un côté. Deux étiquettes jaunes rappellent de vérifier le bon positionnement du sélecteur de tension. Le manuel papier le rappelle également. La connexion au secteur se fait à l'arrière de l'imprimante via un cordon secteur classique, l'interrupteur d'alimentation est muni d'un voyant. Au cas où, le fusible dans le tiroir rétractable peut être remplacé. Il est possible de connecter la X-Max 3 à un réseau via la prise Ethernet, en plus de la connexion Wifi. Électronique L'accès à l'électronique s'effectue sur la partie arrière de la X-Max 3. Une fine plaque en acier doit être dévissée avant de pouvoir aller observer la carte contrôleur ( 8 vis en tout ). Sur cette plaque d'acier est vissé un ventilateur (4010, 5000rpm) refroidissant: les pilotes moteurs, le processeur de la carte (Rockchip RK3328) lui même déjà refroidi par un radiateur, le microcontrôleur ( STM32F402RCT6 ) gérant les éléments matériels via le firmware Klipper. Carte «mère» La sérigraphie sur la carte indique « X-4 v1.1 », pas d'autres indications y compris sur le site du constructeur, hormis son prix «astronomique» . Par contre la lecture du fichier «printer.cfg» permet de savoir qu'elle est une dérivée allégée de la carte Makerbase SKIPR (dont le prix est bien plus raisonnable ). Qiditech, comme d'autres constructeurs a sans doute demandé à Makerbase de lui fabriquer sa propre carte en fonction des caractéristiques de son matériel. Cette carte «tout-en-un» assure le fonctionnement à la fois de Klipper (klippy) et la gestion matérielle qu'habituellement on retrouve en deux parties séparées (voir ce sujet pour plus d'explications si besoin) : une unité de calcul plus une unité de contrôle <=> Vue de la carte avec ses connexions (à droite, carte seule, photo du site Qiditech) Qiditech fournit le schéma des connexions sur cette carte (en anglais), j'en ai fait une traduction : Caché sous le radiateur vert, se trouve le processeur (Rockchip RK3328, Quad-core Cortex-A53, 1,5Ghz) avec à sa droite deux puces de RAM DDR3 de 512 Ko (1 Go en tout) Le «MCU» (micro controler unit) est assuré par un microcontrôleur STM, un STM32F402RCT6, un Dual core Cortex M4 de 256Ko de mémoire flash d'après la codification («C») (Makerbase avec sa carte SKIPR utilise un STM32F407) : Trois emplacements accueillent les pilotes moteurs TMC2209 bien refroidis par de gros radiateurs, un par axe X, Y et Z. Ces pilotes sont amovibles et pourront donc être remplacés si nécessaire. Le pilote de l'extrudeur se trouve sur la carte fille au niveau de la tête d'impression : En plus de la connexion réseau Ethernet, cette carte est munie d'une clé USB procurant le Wifi (2,4Ghz). Clé connectée sur le port USB 3.0. Deux autres prises USB 2.0 sont disponibles, l'une étant occupée par le report de la prise USB sur le haut arrière de la X-Max 3. Une autre prise USB C est utilisée pour la liaison vers la carte fille de la tête. Pour accueillir le système d'exploitation (Armbian), une mémoire EMMC est utilisée en lieu et place d'une traditionnelle carte SD moins fiable dans la durée et surtout moins rapide. Dommage qu'elle ne fasse que 8 Go; une fois l'OS installé, il ne reste qu'un peu plus de 512 Mo disponibles pour stocker les fichiers Gcode, voire si une caméra était utilisée, des timelapses (l'OS étant un Linux, il est toujours possible de bidouiller (j'adore ça) pour déporter ou ajouter du stockage ). Autre caractéristique de cette carte: l'ajout d'un super condensateur. Cela permet de palier aux micro-coupures de courant. Testé hors impression, après extinction de l'imprimante la tension est encore disponible pendant une vingtaine de secondes. Bien en tenir compte car une extinction puis allumage immédiat ne relancera pas la machine. Mon conseil: attendre un petit moment après extinction et rallumage de la X-Max3 A noter que le lit chauffant n'est pas alimenté directement par la carte contrôleur mais par un Mosfet externe, sans doute dans un soucis de décharger l'intensité passant par la carte Carte fille extrudeur Pour limiter le câblage vers la tête d'impression, au lieu d'un habituel faisceau de câbles de dix-sept (17) fils (moteur:4, bltouch:5: deux ventilateurs:4, cartouche de chauffe:2, thermistance:2). un seul câble USB-C est utilisé pour relier la carte mère et la carte fille. Cette liaison ne se fait pas via un bus CAN mais via une liaison série «classique» en mode USB. Le câble USB est guidé dans une chaine de câbles, le PTFE (reverse bowden) n'est pas lui contraint par cette chaine. Lors du remplacement de la tête par celle HF (buse acier trempé), il faudra ouvrir le boitier arrière de la tête pour déconnecter ventilateur, cartouche et thermocouple pour pouvoir brancher / débrancher les prises JST-XH Écran 5 pouces Pour pouvoir photographier le PCB de l'écran, il m'a fallu démonter les deux capots plastiques de chaque côté pour accéder au démontage de la façade avant. Une vue des «dégâts» : La sérigraphie «X 5.0 v1.0» ne m'éclaire pas beaucoup. Par contre la puce AIHMI T7 me fait pencher vers le fabricant chinois TJC dont le modèle X5 propose des caractéristiques assez semblables à celles de l'écran Qiditech. La liaison entre la carte contrôleur et l'écran se fait via une liaison série ( TX, RX plus alimentation et masse ). C'est un écran tactile résistif de 800 x 480, lumineux et acceptant un angle de vue plutôt correct. Bien que de type résistif, la dalle tactile réagit bien, même avec mes gros doigts. La prochaine étape consistera à un survol logiciel (Klipper, Moonraker, Fluidd) ainsi que du système d'exploitation (Armbian). D'ici là, bonne lecture


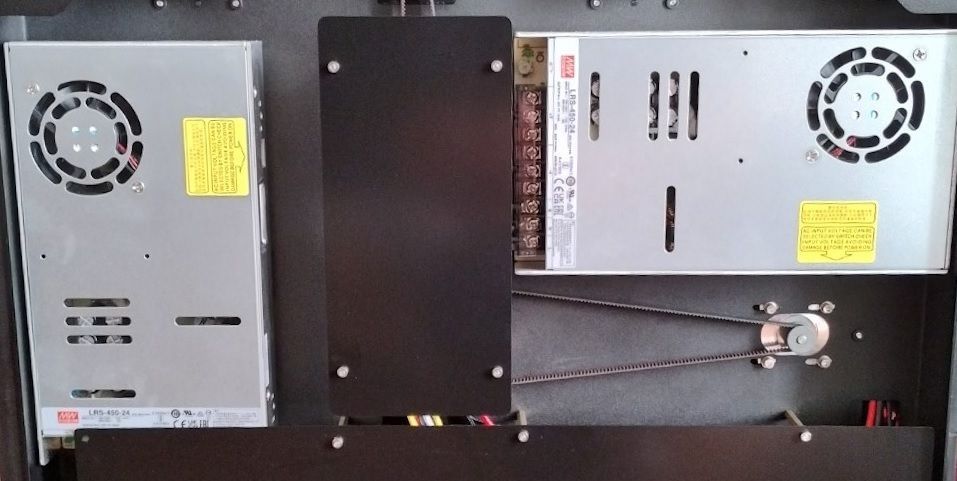


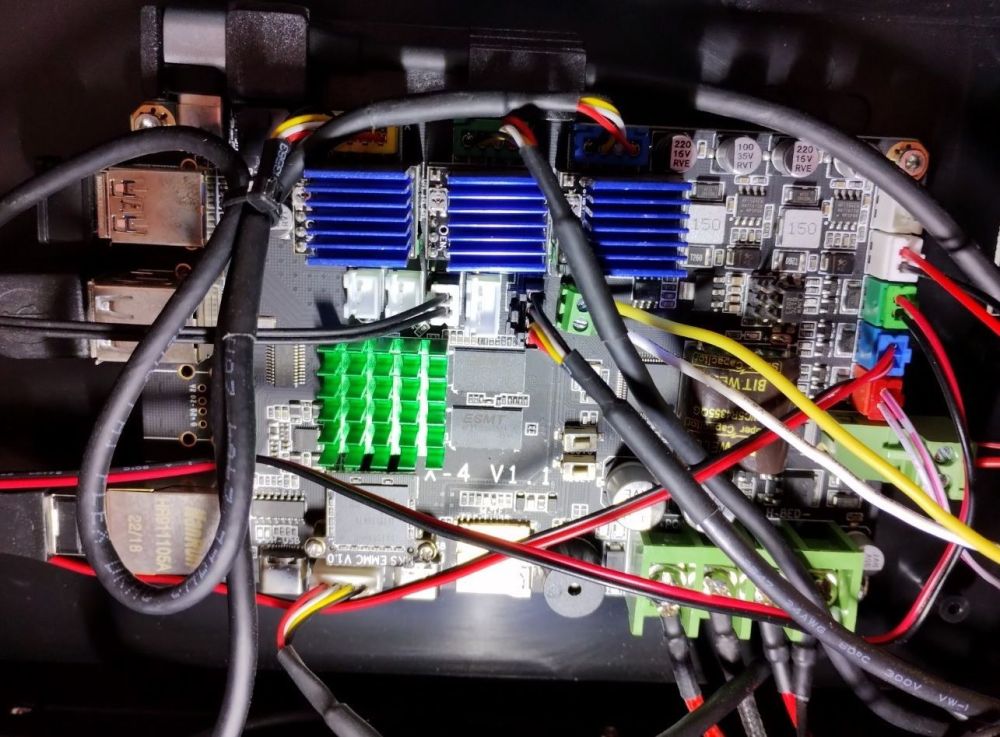
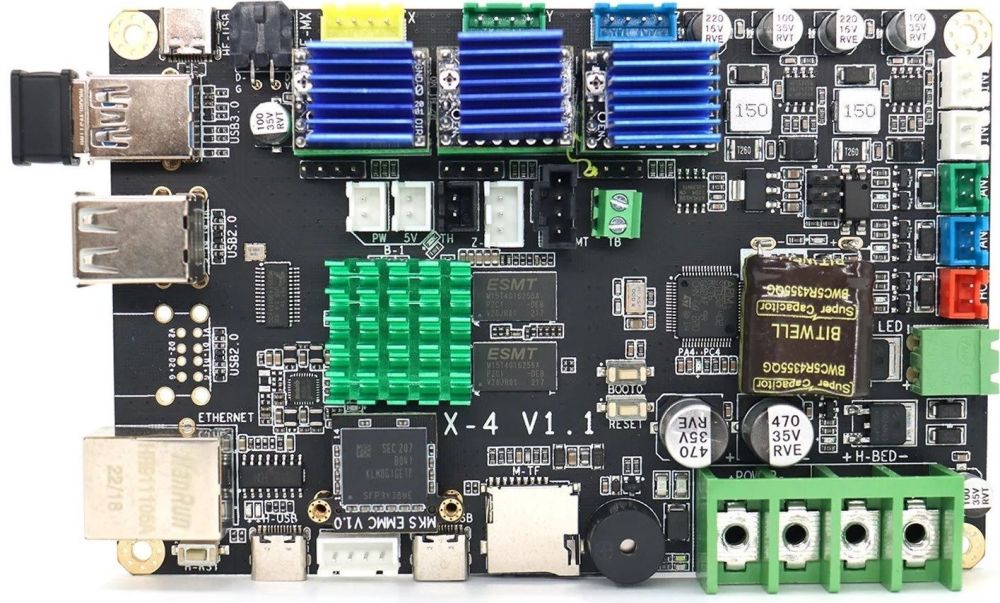
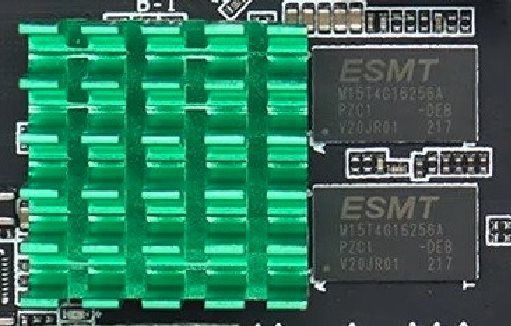
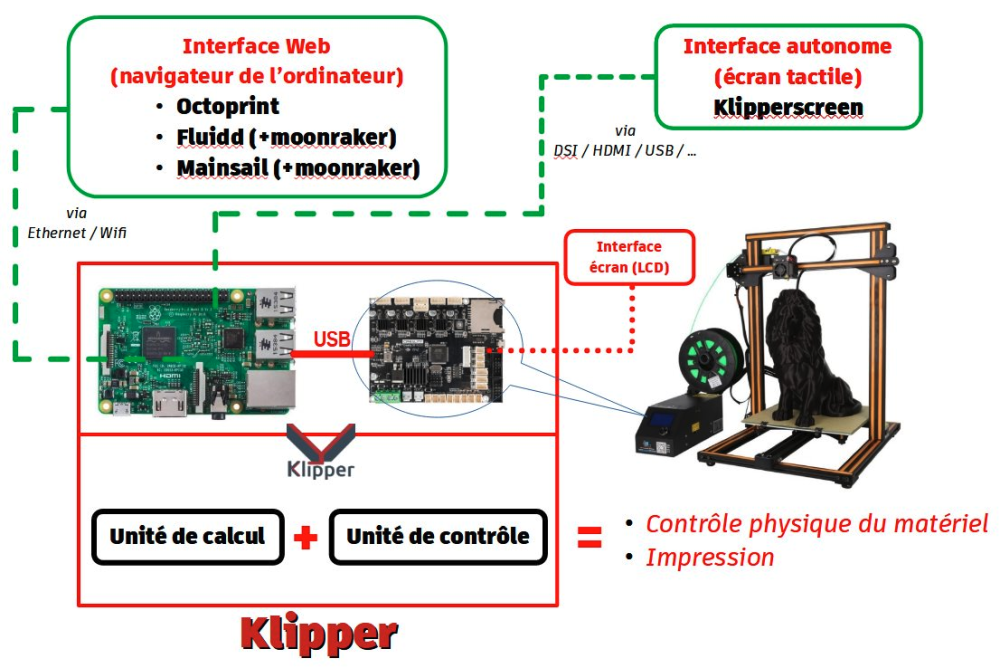
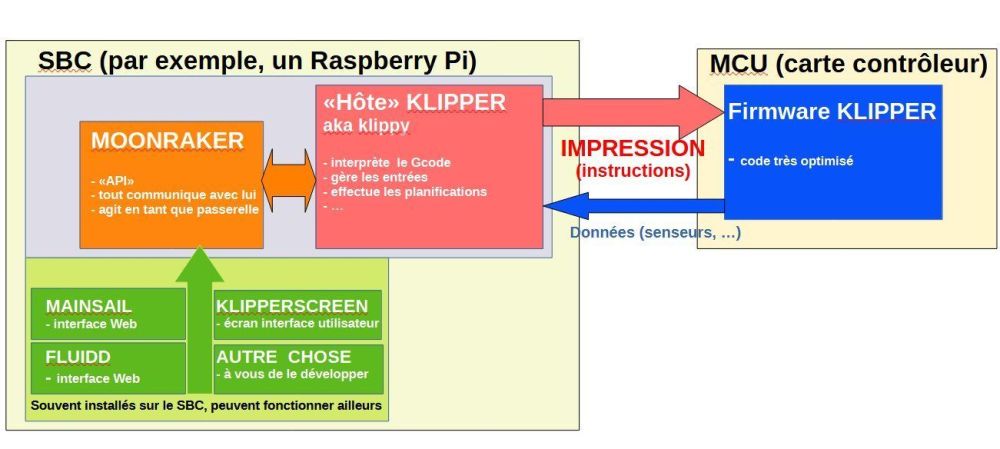
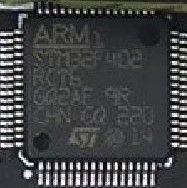
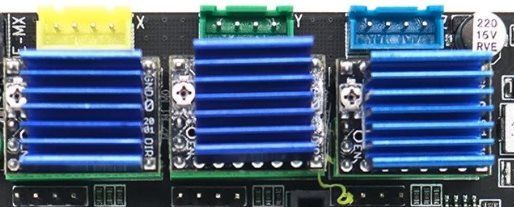
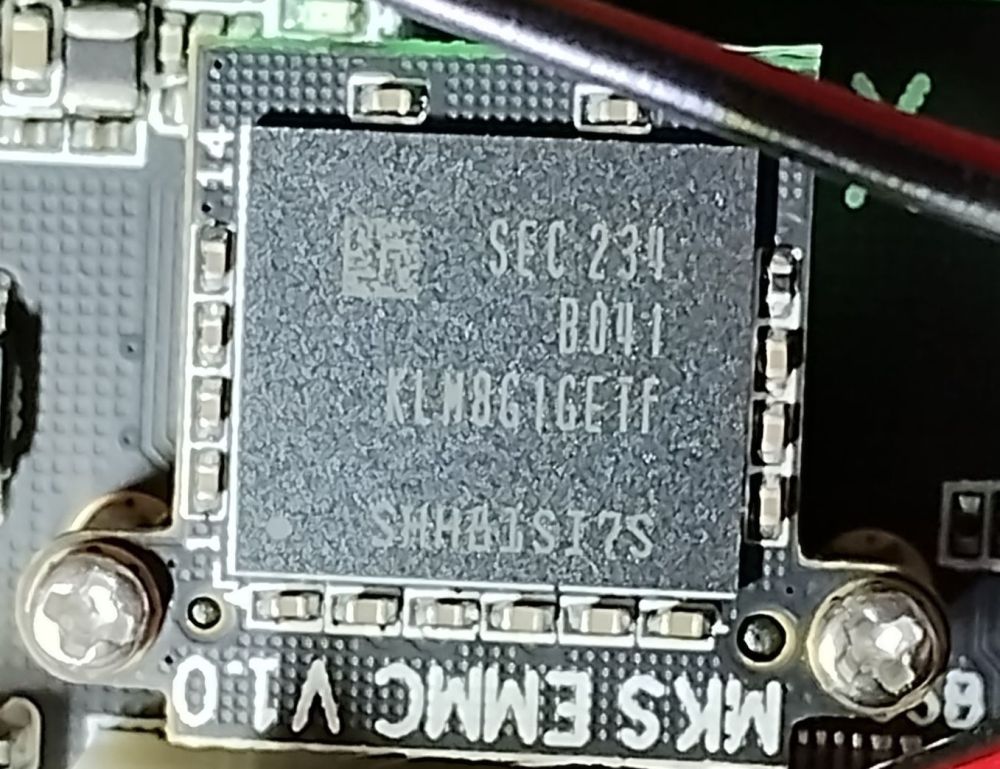

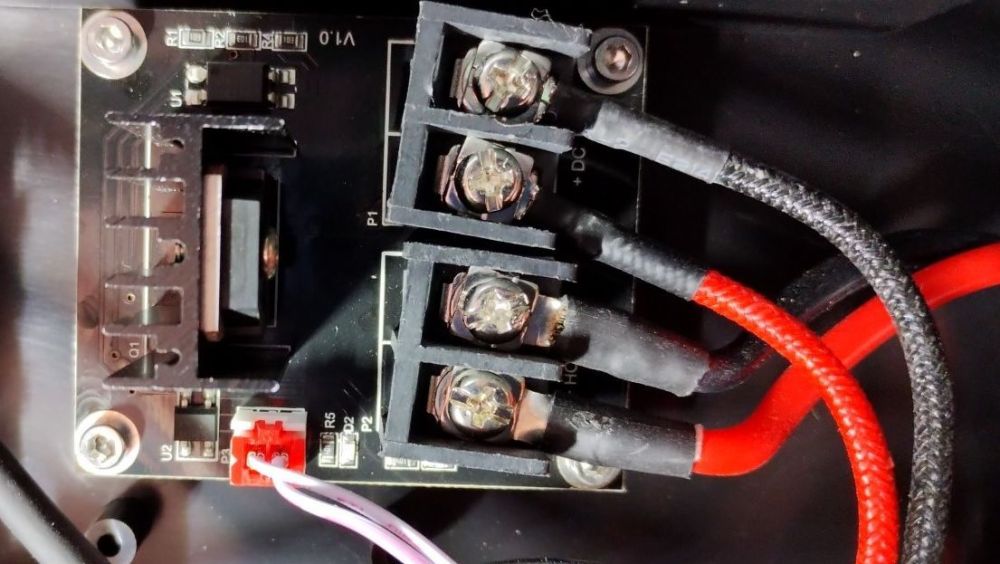
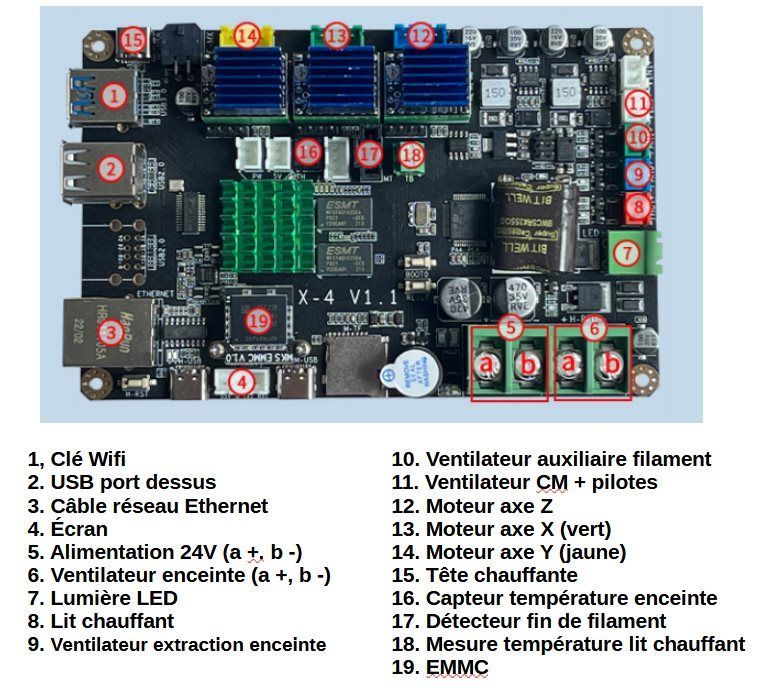
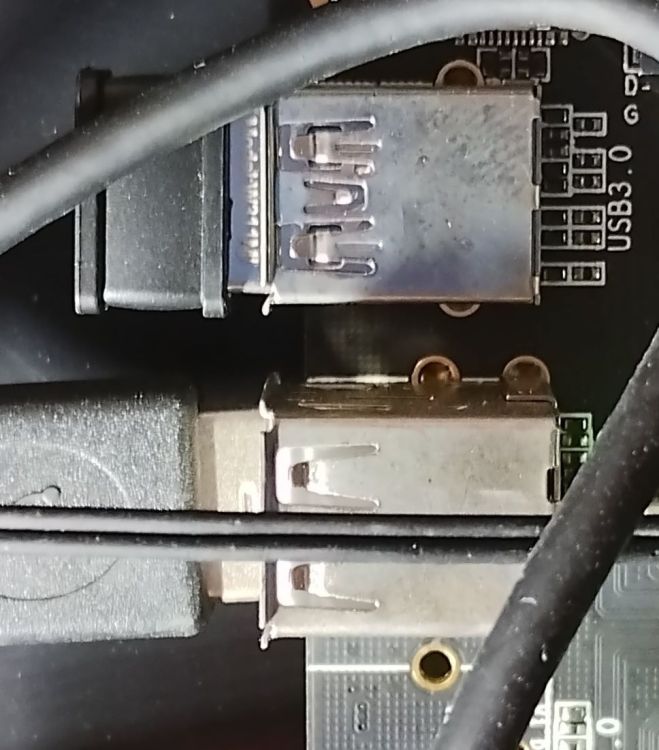

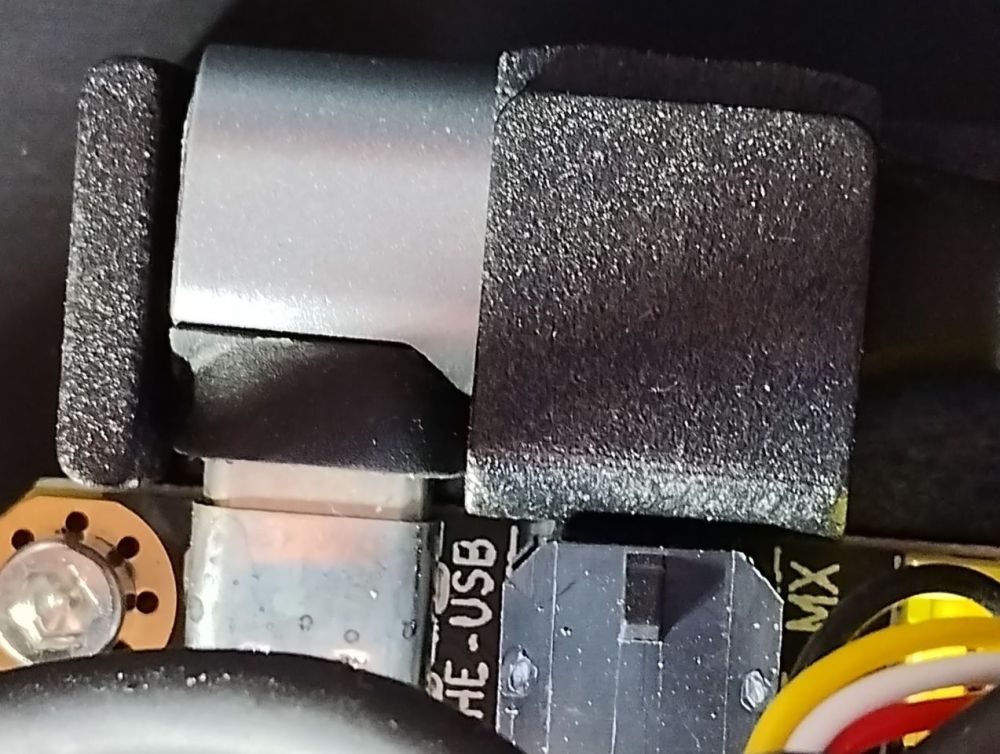
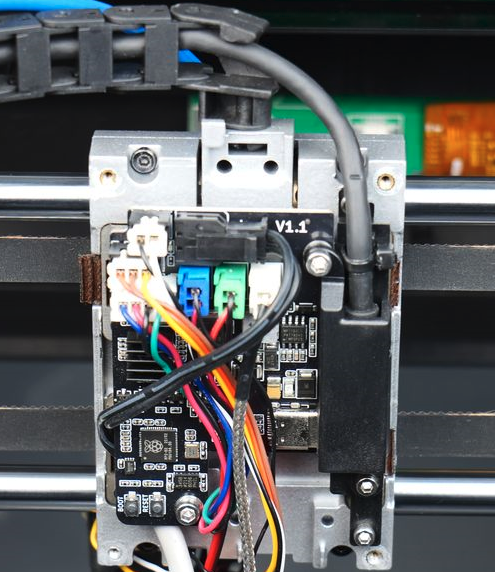
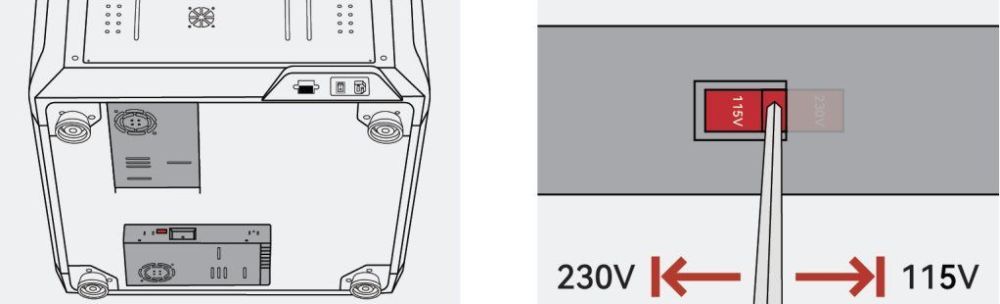
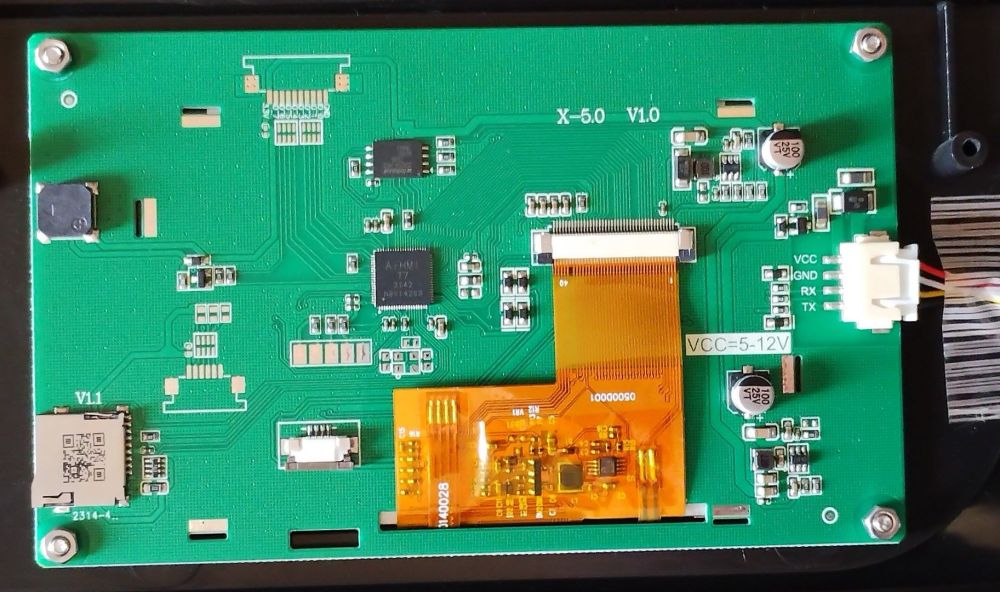

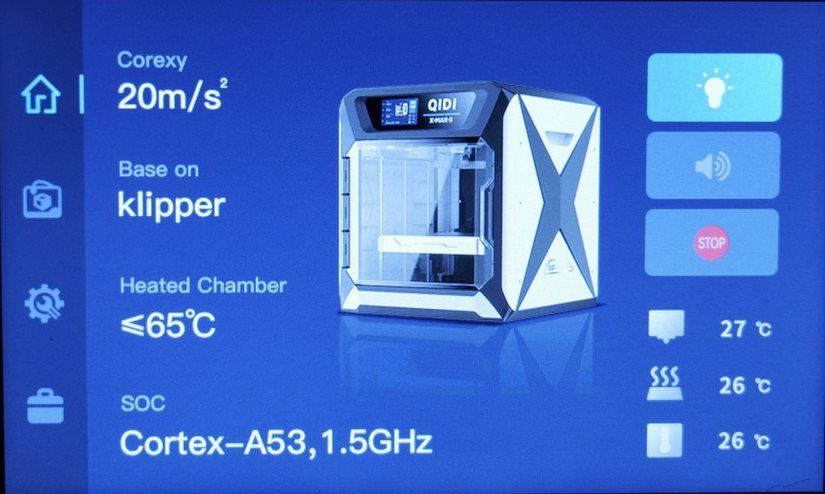

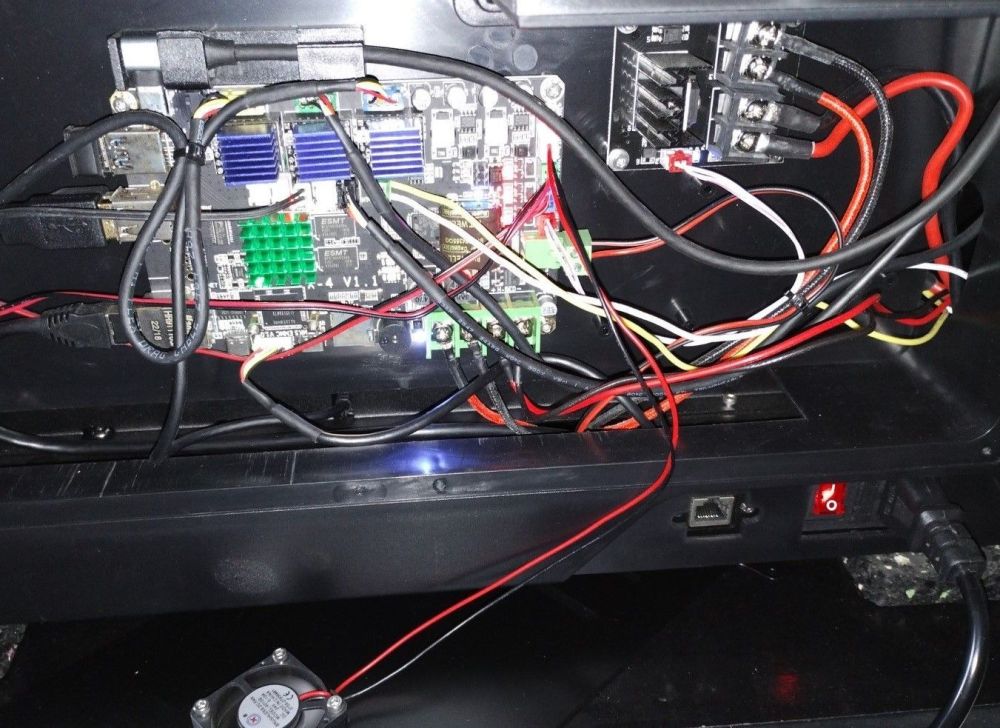 1 point
1 point -
Bin en faite quant je dit terre de merde, c'est qu'il n'y a pas de terre, je suis sur de la roche, tout juste 10cm de terre calcaire après c'est des pierres, des pierres, des grosses pierres et des très grosses pierres. On a galérés pour planter nos arbres fruitiers (qui mettent environ 5/6 ans pour faire leur racines avant de pousser correctement), j'y suis aller au burineur électrique pour creuser.... quant il a fallu faire une tranchée pour amener la fibre dans la maison on a fait venir une pelleteuse et pour faire cette petite tranchée, il a du enlever des "cailloux" de la tailles de notre twingo....1 point
-
salut @Ironblue super ces idées pour le recyclage des bobines pour le pliage des canettes pas mal aussi et question décors en modélisme maquette sympas les empreintes pourquoi ne pas les mettre ici ???1 point