Chercher dans la communauté
Résultats des étiquettes.
15 résultats trouvés
-

BuildTak n'adhère pas (PLA)
Surfeee a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, j'aimerais avoir un peu d'aide puisque je viens d'installer un BuildTak magnétique mais le PLA n'adhère pas du tout. (le plastique ne se dépose pas, il suit la buse) Ma pièce est a 23°C et j'ai essayer d'imprimer avec la buse a 215°C et le plateau a 40°C puis a 50°C et a 60°C. J'ai refait ça avec la buse a 190°C 200°C et a 210°C mais rien. J'ai nettoyer avec de l'alcool a brûler a 90% et a 70% mais rien et j'ai aussi essayer avec de la laque extrêmement collant du supermarché. Merci pour l'aide -
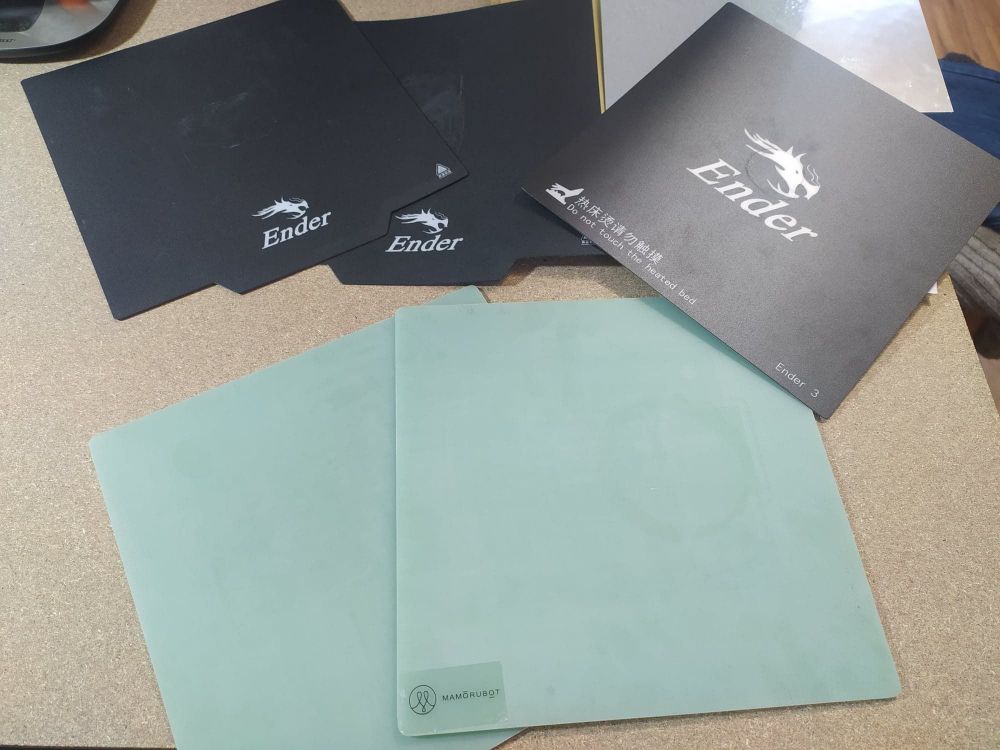
Bonjour à tous ! Je débarrasse encore du matosse pour les machines et cette fois c'est les plateaux ! 2x Plateau Mamurobot très très peu servis... 2x Builtak Ender 3 Pro avec 1 base aimanté à collé 1x Builtak Ender 3 ( à fixer avec pince ) Prix du lot 25€ ou me contacter pour de la vente séparé
-
Bonjour, Je souhaiter avoir des conseil par apport a ce filament https://www.amazon.fr/dp/B00WTYYXQW/ref=cm_sw_r_other_apa_i_lSUSEbD0NR9QE Je voulait savoir quel sont les meilleurs température que vous avez utilisé Sur la boite y a marquer que il NY a pas besoin de plateau chauffant qu'avait vous fais vous ? Autre question une buse en acier pourrais elle aider le filament souple a mieux fonctionner ou il vaut mieux rester sur la buse classique en laiton ? Et pour le type de plateau buildtak ou en verre Et la dernière questions la vitesse que vous avez utilisé Je précise que jai une ender 3 merci d'avance Cordialement
-

Adhérence étrange sur un buildtak (filament qui colle à la buse)
skichrome a posté un sujet dans TEVO 3D / TevoUP
Bonjour à tous, Je n'ai que rarement de problèmes avec ma tornado, mais depuis quelques temps je n'arrive plus à avoir une première couche qui colle parfaitement au bed. Dans les lignes droites le filament colle bien mais dès que j'ai un virage ou des contours de perçages le filament colle => se décolle => colle à la buse et là c'est la catastrophe. Petite vidéo sur youtube pour appuyer mes dires : cliquez ici Je précise que ce problème a commencé sans modifications du firmware Marlin (1.1.9 adapté par moi-même, des journées d'impressions sans soucis), j'ai essayé de remplacer la buse mais c'est pareil voire pire avec la nouvelle. Je nettoie mon buildtak à l'alcool à 95° qu'on trouve en magasin de bricolage. Des idées ? Merci d'avance ! -
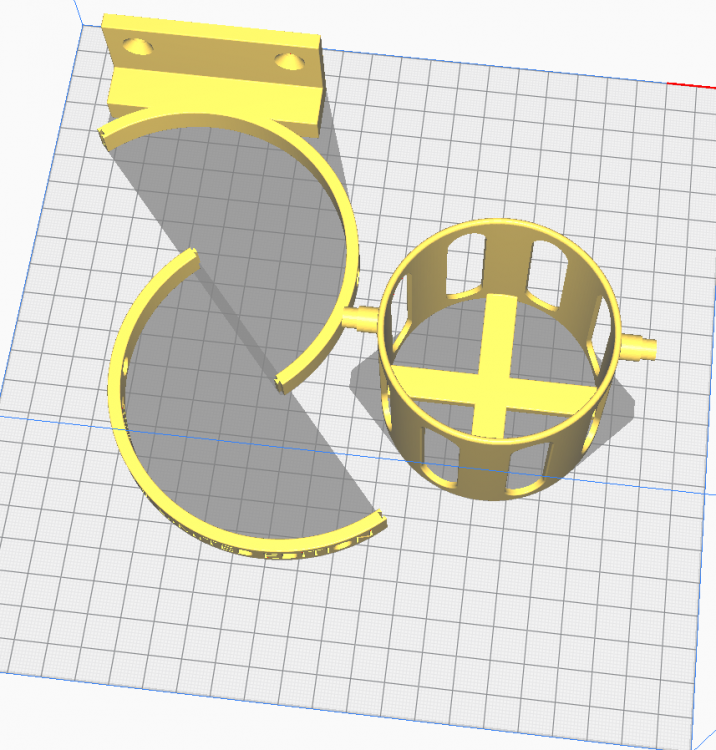
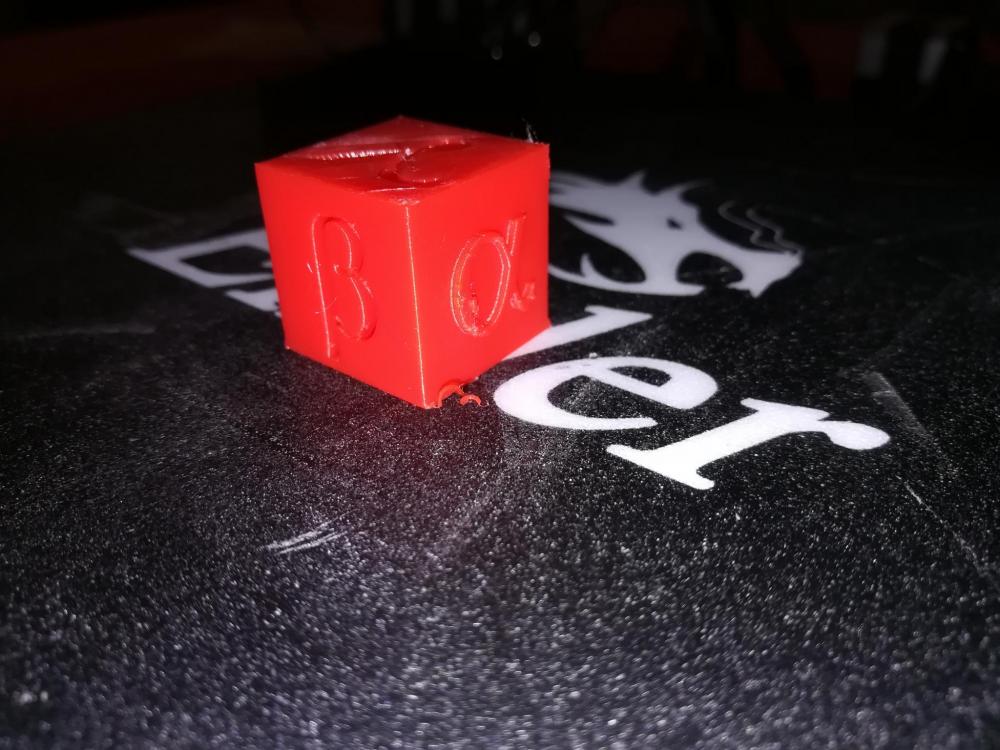
Bonjours, je viens d'acheter ma premiere imprimante 3D une Creality Ender 3. Lors des impression des petits fichiers de base inclue sur la SD, tout ce passe super bien. J'ai voulu alors m'attaqué a quelque chose de plus grand et avec peu de surface au sol. J'ai donc modéliser un porte gobelet pour un amis. Mais voila que ça coince le fil ne colle pas d'un coté du buildtak et de l'autre on le voit a peine. J'ai passer la journée entière d'hier a essayer de calibrer le plateau. J'ai remarqué qu'il était légèrement creuser mais en le chauffant assez fort et avec quelque grosse rondelle d'appuie au centre et en le contraignant avec les vis aux 4 extrémité, j'ai réussi à le redresser. Ce n'est pas parfait, mais c'est déjà beaucoup mieux. Mais toujours impossible de faire adhéré mon fils sur le coté droit du tak. J'ai réduit la vitesse d'avance de la buse car j'avais l'impression qu'elle allais trop vite, jouer avec les température etc et j'ai rien eu de probant. J'ai donc recommencer ma calibration de plateau. J'ai réussi à avoir un réglage correct grâce à un fichier Gcode qui est très pratique, plus rapide et évite de déplacer soi même le plateau etc. ( https://www.thingiverse.com/thing:3463935/comments pour ceux que sa intéresse voila le lien). J'ai maintenant la buse qui gratte parfaitement la cale au 4 extrémité et au centre comme il faut. Au début, le centre était toujours trop haut. Par contre je remarque que le BuildTak ne colle pas du tout à la plaque chauffante. et je pense que c'est ce qui fait que d'un coté je suis trop pres et de l'autre trop loin. J'ai bien mis les petites pincette au 4 coin, mais sur les côté il est toujours bombé. on remarque bien le jours entre le bed et le Tak et si j'appuie a peine avec le doigt il se remet bien à plat. J'ai essayer de mettre de la colle en spray sur le dos du Tak mais avec la chaleur ça ne tien pas mieux. Avec quoi vous faites tenir le Tak ? car là je sèches ... J'aimerais aussi pouvoir viré les pincettes, car lors de passage au bord du plateau, j'ai déjà eu la buse qui m'embarque la pince et la c'est la cata ... Hier j'ai imprimé un cube de calibration pour voire si le soucis ne viendrais pas de CURA, mais il c'est très bien imprimé pour un débutant comme moi qui n'a encore rien optimisé. J'hésite a faire une commande pour une ultrabase ou une plaque polycarbonate, j'ai peur de la qualité au final, ça vaut le coup ? ou il vaut mieux que j'essaie déjà de faire marcher le set-up actuel ? Merci d'avance pour votre aide, car je commence a deséspéré a imprimer de grande pieces.
-
Bonjour, Aujourd’hui j’ouvre ce topic car je désespère de trouver la solution à mes problèmes (qui sont liées entre eux je pense).Je vais vous expliquer depuis le début de mon projet au cas où une de mes actions est pues causé un problème. J’avais pour projet de monter 2 étagères grâce aux pièces Jonction P Origin et Jonction P+T. https://www.thingiverse.com/thing:2443677 J’imprime les 24 pièces pour ma première étagère aucun souci, je commence la 2 éme vagues d’impression. Après 1 ou 2 impressions la bobine de PLA est vide je change la bobine et relance mes impressions. D’un coup les pièces commencent à se décrocher du plateau, je décide de changer mon BuildTak par précaution. Une fois le BuildTak remplacé je lance une calibration de planéité et de hauteur. Je me dis c’est bon je suis parti pour la finir cette étagère Après avoir imprimé quelques pièces commence un enchainement de problèmes : 1) L’impression continue, mais aucun fil ne sort de la buse (elle imprime donc dans le vide) je vérifie ma chaîne d’extrusion aucun soucis. 2 Je relance une impression puis arrive ce tout nouveau problème les couches de PLA commencent à ne plus « accrochées entre elles » et il y a même un décalage de couche comme si l’imprimante se décalé de quelques millimètre d’un coup. Je vérifie mes températures d’extrusion et du plateau durant les impressions visiblement pas de soucis. Le refroidissement s’active bien … Je décide de re-calibré la planéité et la hauteur. 3) Je relance même problème. Là je décide de repartir de Zéro. Je réinstalle le soft de l’imprimante, vérifie tous mes chariots (pas de point dur…) petit coup de WD40 sur chaque tige, calibration, tension des courroies et même changé mon fichier d'impression. 4) Noël approchant à ce moment j’imprime un casque Batman pour un cadeau, pas de soucis l’impression se termine correctement. https://www.thingiverse.com/thing:1326207 5) Je retourne à mon étagère, toujours le même souci qu’à l’étape 2. Par contre, je me rends compte que lors de l’impression du BED à certain endroit du plateau la buse fait des pâtés. Re-calibration sur plusieurs hauteurs …, remplacement de la bobine par celle de l’impression du Batman (PLA Prenuim noir 1.75) on ne sait jamais :D. Rien ni fait. Voilà donc 2 mois environ que je ne peux plus imprimer. Les couches semblent quand même trop écrasées et les petites ondulations sur la partie basse du BED m’inquiète un peu. J’espère que mon explication est claire , je suis preneur de vos expériences, conseil voir même une solution à ce problème. Si jamais vous voulez plus d’information n’hésitez pas. Quelques Infos : Plateau 60°C et buse 200°C Vitesse j’ai essayé 40mm/s et 60 mm/s. Le BED s’imprime à 18 mm/s de mémoire Couche en 0.2 mm J’ai essayé le BED en Raft et Brim Filament PLA Prenuim Bleu emotion tech 1.75mm MicroDelta Rework 2017 avec plateau chauffant ainsi que l’écran. Impression depuis la carte SD dans le port de l’écran. Slicer Repetier Host. MERCI D'AVANCE PS : J’ai vu un topic semblable, mais sur des pièces jamais imprimées … J’ai donc décidé d’éviter de « polluer » ce topic la mais je regarde quand-mêmes les diverses réponses sur celui-ci. https://www.lesimprimantes3d.fr/forum/topic/19094-impression-longue-qui-ch-ne-vas-pas-jusqu’au-bout/


-
Bonjour, Je suis un nouvel utilisateur de I3 Mega et je vais vous faire part de mon expérience sur cette imprimante Anycubic I3 Mega. Je précise bien : ma petite expérience de quelques mois en impressions 3D. En aucun cas, je n'ai la science infuse. Mais je me suis concentré sur la facilité d'utilisation et le minimum de nettoyage à faire. J'ai débuté sur une Kossel de marque Renren 3D. N'ayant jamais pu la régler correctement (manque d'expérience), je suis repassé sur quelque chose de plus logique pour moi : des vrais axes X, Y et Z. Je me suis beaucoup basé sur l'expérience et les posts des membres de ce forum. Il y a plein d'informations très utiles. Je passe les étapes de déballage et montage déjà très bien décrites dans d'autres posts très détaillés. Par contre, au démarrage je me suis retrouvé avec une imprimante qui ne s'allume pas. Après démontage de la plaque de protection en dessous, des connecteurs sur la carte Trigorilla s'étaient défaits. Le transport a dû être sportif depuis la Chine ... J'en ai profité pour retourner cette plaque de protection qui bouchait l'arrivée d'air du ventilateur de la carte Trigorilla (une belle erreur de conception). Ventilateurs : Le premier constat que je fais avec cette imprimante est le bruit des ventilateurs. Etant adepte du moindre bruit (mes PCs sont tous équipés de Noctua), j'ai donc remplacé facilement ceux qui refroidissent le corps de la hotend et la carte mère. - Hotend : Noctua NF-A4x10 FLX (le câble adaptateur est fournit dans le kit donc pas besoin de faire de soudure) - Carte-mère : Noctua NF-A9x14 Reste le ventilateur radial qui refroidit le bout de la tête la pièce. Son bruit est parfaitement insupportable. J'ai réussi à trouver des références chez AliExpress mais je n'ai pas encore eu le temps de les tester. Les dimensions de ce ventilateur radial sont 45x45x10 en 12v si on veut le remplacer à l'identique sans faire de modifications. - BFB04512HHA - AB4512HX-GD7 Si d'autres personnes se sont penchées sur ce problème, je suis preneur de conseils. Dévidoir : Le dévidoir fournit avec l'imprimante a le mérite d'exister mais il a ses limites vite atteintes. J'ai reçu plusieurs type de rouleaux de filaments dont plusieurs en PETG de 2,3 kgs ... et cela ne rentre pas. De plus le mouvement de rotation de la bobine n'est pas fluide du fait du petit diamètre de l'axe fournit. Cela créé des tensions sur l'extrudeur. Je me suis basé sur les post du forum et j'ai imprimé le "dévidoir universel" : - Dévidoir : TUSH - The Ultimate Spool Holder - Roulement : 608ZZ double métal Shields Deep Groove Roulements à billes 8 x 22 x 7 mm Il est bien mais si on déplace la bobine, il y a un risque que tout se casse la figure (c'est du vécu ... et en pleine édition). J'ai donc créé un support pour ce support (le flemme de recréer un dévidoir complet) qui le rend stable et déplaçable. - Support : Support pour TUSH Pour le capteur de fin de fil, je ne l'utilise pas car il a tendance à grincer (ma phobie du bruit parasite ...). PS : Vu que je ne les utiliserai plus, je peux vous donner le dévidoir original Anycubic ou celui-ci Support Dévidoir Bobine que j'avais acheté pour les grosses bobines de plus de 2 kgs. Plateau chauffant et revêtement : Après avoir testé plusieurs éditions sur le Buildtak d'origine Anycubic, j'ai fait une erreur et un constat. L'erreur a ne pas faire : Il ne faut jamais essayer de décoller un objet quand le plateau est encore chaud (même un peu). Cela a créé une cloque sous le Buildtak (l'endroit il s'est décollé) et je n'ai jamais pu réimprimer normalement dessus. Le constat est la qualité du support qui se dégrade au fur et à mesure des impressions. Ce matériau se nettoie assez difficilement dans le sens où il y a toujours des résidus. En changeant de couleur de filament, je me suis retrouvé avec des reste d'autres couleurs sur la face collée au support. Ce n'est pas embêtant, c'est juste peu esthétique. Je suis donc passé par une recherche de solutions de remplacement : Qu'est-ce qui pourrait remplacer avantageusement ce type de revêtement ? Voilà le résultat de mes tests (tous en plateau chauffant) : - Revêtement d'origine Anycubic : BuildTak Mega I3 Accroche bien, mais difficile de décrocher la pièce sans abîmer le revêtement surtout si la surface de contact est large. Le décollage de ce revêtement est une vraie galère. Il faut chauffer le plateau et ensuite utiliser une spatule, en faisant attention de ne pas rayer la plaque d'aluminium du plateau chauffant. Ensuite, il faut nettoyer la colle restante. - Revêtement Builtak 203x203mm (blanc ou noir) : Buildtak BT08X08-3PK 8" x 8" Identique à celui de Anycubic, moins cher, SAUF qu'il n'existe pas en 220, seulement en 203x203mm. Décollage assez facile et ne laisse pas de traces de colle sur le plateau chauffant. - Revêtement BQ Fixpad 220x220mm (noir) : BQ Fixpad Bien mieux que le Buildtak (surface plus plane) mais accroche trop forte. J'ai abîmé toutes mes pièces imprimées en les décollant avec une spatule ou une lame de cutter. Doit être sympa pour l'accroche de l'ABS ou du PETG. - Plaque flexible amovible Fleks3D 203x203mm : Fleks3D 203x203 Soit-disant le support idéal. C'est une plaque souple amovible sur laquelle on imprime. Une fois refroidie, il suffit de la tordre un peu pour décoller la pièce. En enlevant les pièces, des parties basses de la pièce sont toujours restés accrochées. Autre effet de bord, après la 1ère utilisation, la plaque n'est jamais revenue totalement plane. Les impressions devenaient impossibles. De mon avis : à éviter (en plus c'est cher). - Plaque flexible PRINTinZ : PRINTinZ plates Je viens juste de la recevoir des US (je n'ai pas trouvé de revendeur en Europe). Je ne l'ai pas testé car je suis passé entre temps sur une plaque de verre. La qualité me parait meilleure que celle de Fleks3D. La plaque est un peu plus épaisse. Elle est multicouches et a une sorte de Buildtak. Je l’essaierai quand j'aurai un instant. - Plaque de verre + DimaFix : DimaFix Pen J'ai trouvé ma solution idéale : une plaque de verre : 220 mm x 220 mm x 3 mm avec des petites pinces de type Lot de Pinces (je n'ai pas retrouvé la référence exacte) . Vous me direz : Oui, tu es bien gentil, mais cela ne tiens pas sur du verre et vive le warping. Et je réponds : Oui mais j'utilise du DimaFix. Il existe d'autres produits de ce type mais celui-là a la particularité de ne coller qu'en étant chauffé. Cela impose un plateau chauffant (50°c pour du PLA et 85°c pour du PTEG d'après mes essais sur de grandes pièces faisant du warping). Une fois déposé comme avec un stick de colle UHU et le plateau chauffé, il est impossible de décoller la pièce. Par contre, une fois refroidit, cela s'enlève en la prenant simplement entre les doigts. Un coup de chiffon avec un peu d'eau ou d'alcool sur le verre et c'est reparti. J'ai choisi le bâton-stick au lieu de la bouteille spray car cela m'évite d'en mettre à côté quand je pulvérise sur le plateau (les lendemains de fêtes, parfois, on vise mal ). Cerise sur le gâteau : la surface imprimée est parfaitement lisse. Il existe d'autres produits équivalent, mais celui-ci fonctionnant bien, je vais maintenant me concentrer sur mes projets d'impression 3D. Double Endstop Z : Cela me plait bien. Mais je n'ai pas encore eu le courage de redémonter l'imprimante. Je verrai cela quand je vais jouer avec les Steppers. Pour l'instant, cela ne me gêne pas, car avec l'impression sur plateau de verre + Dimafix, je ne soumets aucun effort au plateau chauffant. Mes axes Z ne se dérèglent pas. Les matériaux d'impression : Ben là aussi, j'ai commandé plusieurs matériaux de différentes marques. Tous fonctionnent bien sauf une marque que j'évite désormais. Par facilité, j'avais commandé sur Amazon la marque ICE. Erreur. J'ai eu plein de soucis d'impression. Désormais, je passe par Filament-ABS qui a de très bon produits (français en plus). Pour ceux qu'ils n'ont pas, je prends de l'Optimus ou du PrimaSelect là où j'en trouve. J'ai commencé avec du PLA et désormais j'utilise beaucoup du PETG car j'ai besoin de pièces qui résistent aux contraintes, à la chaleur et à l'humidité. Mon coup de coeur va sur du PETG+Carbone qui est juste extraordinaire : léger, solide et facile à imprimer (mais uniquement en noir). Prochaine étape : Le passage en TMC2100 pour avoir enfin le silence total (un jour ... je l'aurai !). Voilà. Au plaisir d'échanger avec vous.
-
Bonjour,depuis quelque temps je n'arrive plus a réaliser la moindre structure avec mon imprimante discoeasy200 car le filament se décolle des la première couche. Au début c’était l'extrudeur qui claquer,puis le filament qui est rester bloquer dans la gaine et maintenant ca....J'ai essayer de recalibrer l'imprimante mais ca ne change rien. Vous avez une idée d'où peut provenir le problème ? Merci d'avance
-
Bonjour à tous! Voila ça fait un peu plus d'un mois maintenant que j'ai ma discoeasy200, et j'ai quelques questions à la communauté... J'utilise un buildtak, de la laque vivelle dop rouge, du filament Chromatik bleu, noir, orange et blanc. Cura pour dagoma V2, le dernier firmware tout ça tout ça. J'ai plusieurs zone d'ombres qui me chafouinent : - Premier point : mon buildtak n'adhère pas ?! Ce n'est pas fait pour normalement... ? C'est pipo ? Bref, avec la laque plus de problème, mais je me pose quand même la question - Mon extrudeur claque souvent si je laisse le flow par défaut. Je suis obligé de mettre 85% pour le chromatik, et les pièces sont parfaites. Serait-il trop nerveux ?! J'ai remarqué que plus je monte en température plus je peux mettre le flow vers 100%. A 225° par exemple (en 0,2mm) je peux mettre du 95%... Mais n'est-ce pas trop chaud à force? - J'ai remarqué que les températures d'impression étaient aléatoire : des jours 225 des jours les réglages par défaut (215 à 0,2mm) sont corrects. Pourtant ma piece est toujours chauffée à 21. Ça le fait aussi chez vous ? Ou alors je n'ai pas fait attention mais ça dépend peut être de la couleur (je viens d'y penser). - Mon ZOffset : soit il est trop haut, soit il est trop bas. Quand il me satisfait à peu près (-1,44), la buse racle la première couche quand elle se déplace sur les zones déjà imprimées. Bon rien de méchant, mais est-ce normal ? (plus de soucis sur les couches d'après). Voila voila sinon c'est vraiment un chouette jouet cette petite discoeasy, mais c'est vrai qu'elle nous fait nous poser beaucoup de questions (on devrait la laisser tranquille ? :P) A+
-
Bonjour a tous, Ma Discoeasy 200 est enfin fonctionnelle et comme me le conseil le site de DAGOMA j'ai voulut pour ma 1er pièce imprimé le support de bobine, j'utilise donc la petite bobine de fil blanc fournie avec ma machine et le plateau recouvert de bluetape pour imprimer la 1ere partie(base), jusque la aucuns soucis. Mais au moment d'imprimer la seconde partie comme je n'ai pas assez de fil blanc je monte ma bobine de PLA Chromatik (vert) acheter chez DAGOMA et le lance la seconde partie (top) et la au bout de 20 minutes d'impression la pièce se décolle toute seul du plateau, je relance donc l'impression en cochant "amélioration de la surface d'adhesion"dans Cura by dagoma et la pareil! je décide donc après avoir chercher un peut sur internet de poser le Buildtak que j'avais acheter en même temps que l'imprimante (je comptait le poser seulement une fois que mon bluetap aurait été foutu, mais bon on fait pas toujours ce que l'on veut :)) et je relance l'impression et la pas de changement, la pièce ce décolle toujours malgré le Builtak ! J'ai fait quelques recherches et apparemment mettre de la colle en bâton sur le plateau augmenterait l’adhésion de la pièce, vous en pensez quoi ? cela ne risque pas d’abîmer mon Buildtak ? Si vous avez d'autres solutions je suis preneur! sources: http://www.wiki.filimprimante3d.fr/ladhesion-un-probleme-les-solutions/
-
Bonjour a tous! Je suis nouveau dans le monde de l'imprimante 3D et du coup sur ce forum aussi! Je me permet de mettre ce poste car je n'ai pas trouvé ma réponse sur ceux existant J'ai fini de monter ma discovery 200 et tout a l'air de bien fonctionner! Mais j'ai installé directement le buildtak dessus, peut être j'aurais pas du! car dès que je lance l'impression du médaillon dagoma, il chauffe, puis s'initialise et me fait a chaque fois 4 trou. Je pense qu'il se calibre avec le palpeur en allant jusqu'au plateau métallique... du coup j'ai des trous... J'ai éteint a chaque fois la machine avant l'impression de peur de faire une machine a gravure au lieu d'une impression. J'ai essayé dans cura by dagoma 2.0 de mettre un offset élevé, de 2 par exemple mais ca ne change rien... Comme c'est la version 2.0, je ne sais pas trop si on peut modifier le xml encore, car la valeur de l'offset est réglable dans le logiciel maintenant. Je vous remercie d'avance pour votre aide et j'espere passer avec vous l'étape difficile du calibrage
-
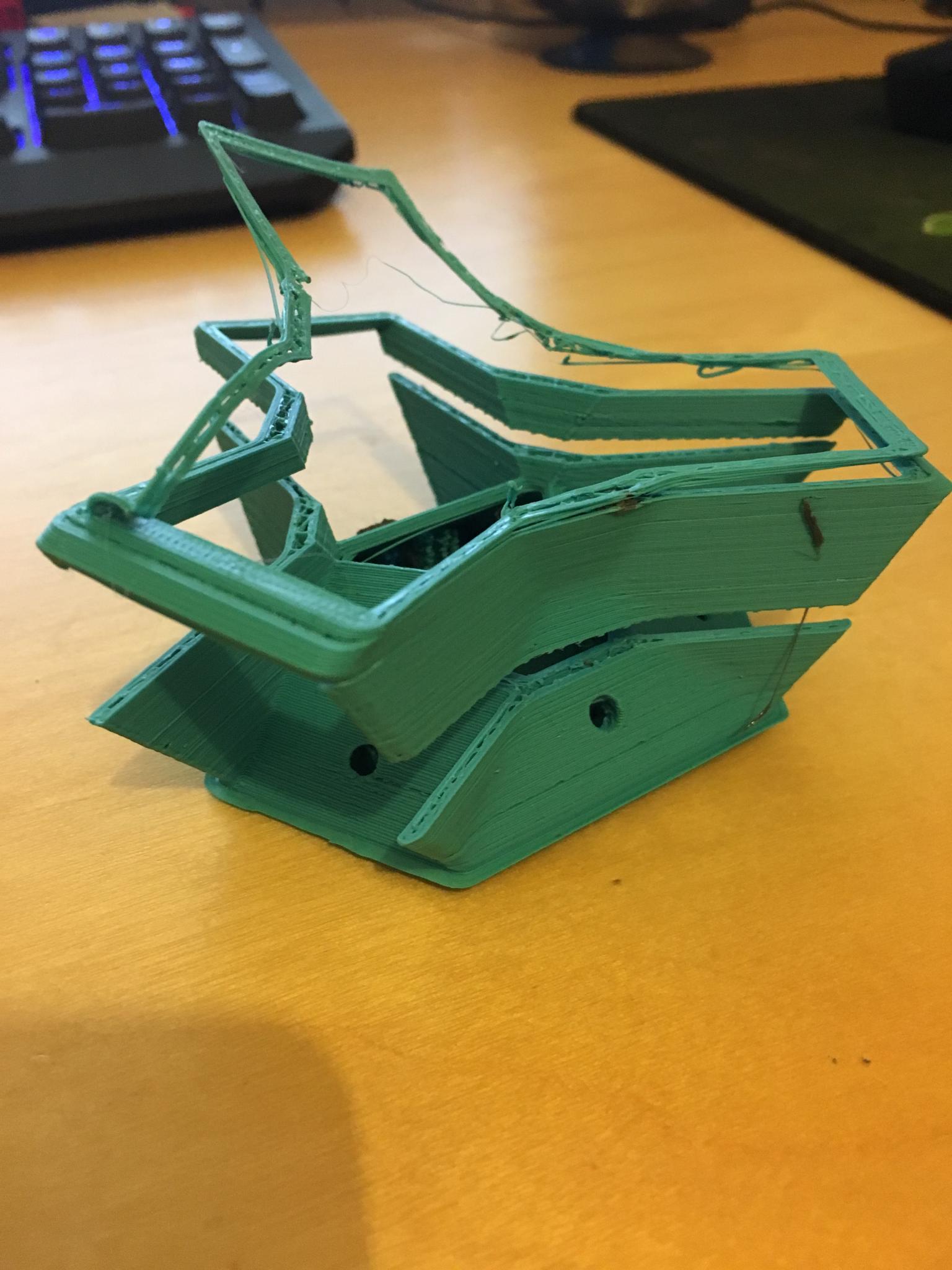
Bonjour à tous ! J'suis un newbie, j'ai terminé hier soir de monter ma discovery 200, et je commence à imprimer mes premières pièces. J'ai rencontré quelques soucis que j'ai pu régler, mais l'un d'entre eux persiste : mon lit d'impression est de travers, il est plus haut dans le coin avant-gauche. Ce minuscule décalage a eu pour effet de flinguer complètement mon buildtak (déjà bien entamé étant donné que je n'avais pas enlevé le scotch bleu avant de l'installer). Du coup je voulais savoir ce que je pouvais faire pour remédier à ça, de la manière la plus simple (si je peux éviter de tout démonter ^^) vu que ça me pose quelques soucis pour les pièces avec une large surface de contact avec le lit. Je met en pièce jointe quelques images du résultat avec la plaque de protection que j'ai voulu imprimer, et qui est ridiculement fine dans le coin bas-gauche sur l'image. Voilà, merci d'avance pour votre aide. Cordialement, Guanty
- 12 réponses
-
- 1
-

-
- discovery200
- plateau
- (et 2 en plus)
-
Bonjour à tous, J'ai lu quelques posts concernant la pose d'un BT, mais jamais sur comment le décoller, car évidement le mien a souffert, faut dire qu'il est jeune et sans expérience! D'ailleurs, du coup, j'en ai acheté 3 pour 30€ sur Amazon grâce à l'excellent lien renseigné par @azerpoiuyt sur ce forum. Merci à lui. Bref, reste le problème de la dépose de l'ancien, si possible sans démontage du plateau. J'avais bien pensé à la meuleuse, mais bon, je me suis dit que les étincelles sur la Melzi, ça n'allait pas le faire... Alors j'ai pensé au décapeur thermique. Léger, bien sur! Mais ceux qui ont déjà fait, comment ils s'y sont pris???
-
Hello, Voici quelques jours que je joue avec mon imprimante et déjà quelques pièces d'imprimées, mais bordel, je galère GRAVE, pour décoller mes pièces du Buildtak, je me bousille les doigts à chaque fois avec le plateau en essayant comme un malade de les décoller avec une spatule. Alors voilà, je voulais savoir si c'était normal ou si c'est un problème de réglages ou autre ? Merci !
-
Bonsoir à tous, J'ai commandé il y a quelques jours un kit Discovery200 à monter soi même, un Build tak et un Palpeur inductif. Dans l'attente de cette future merveilleuse soirée où je rentrerai du boulot avec ma femme qui me dira " chéri, y a un gros colis pour toi !!!", je me renseigne sur le montage et les réglages et je me pose cette question : Une fois la Discovery200 montée, par où commencer : - tests directement avec le build tak et le Palpeur ? - tests avec le build tak mais sans le Palpeur avec réglages manuels avant installation du Palpeur ? - tests sans Build tak, sans Palpeur avec uniquement scotch 3M et une fois OK ajout du Build tak puis ajout Palpeur ? Bref, est ce que je dois y aller par étape pour ne pas cumuler les sources de problème ou bien direct avec la solution finale ? Qu'en pensez vous ? Merci pour vos retours !