Classement



Contenu populaire
Contenu avec la plus haute réputation dans 03/03/2019 Dans tous les contenus
-
Salut Cacaotor !! Tiens c'est étonnant, parce que j'ai ce problème depuis que j'utilise octoprint. J'ai exactement le même phénomène et cela se ressent aussi pendant l'impression, le déplacement est "saccadé", "ralenti" sur certaine partie. J'ai aussi tout essayé, et je suis tombé sur un post où une personne parle justement de saccade via octoprint. Du coup j'ai tenté via la carte sd, et la miracle, plus de saccade, et les arrondi sont... arrondi Je sais pas si cela peut t'aider mais en tout cas ce phénomène est présent uniquement via octoprint...1 point
-
Je l'avais acheté à Leroy Merlin. Après j'ai pas d'outil pour vérifier précisément qu'elle n'est pas bombé, mais en tout cas, vu que ce verre résiste à une cheminé, je doute qu'être chauffé puisse la déformer à la longue1 point
-
ben vala , tout est dit , bonne nuit sur ces belle paroles1 point
-
Saloww Le pire c'est que ça marche aussi. Mais pour pas que ce soit n'importe quoi, il faudra caler les rouleaux de toute façon. Donc soit un tube qui fait pile le diamètre des spoolers. Soit un système de cales/casiers empilable.1 point
-
Surtout pas !!!! Notre filtre faire 40 mm d'épaisseur, il contient 20 mm de filtre HEPA plissé ce qui augmente la surface de filtration et contient également 20mm de charbon grain. Le filtre HEPA à des chances de saturer avant le charbon actif et nous nous servons de sa saturation pour mesurer l'usure du filtre avec la carte v2 (contrôle avancé du boîtier de filtration). Nous voulons absolument traiter toutes les émanations toxiques, comme le recommande le CNRS en fin de chapitre "Comment gérer les risques liés au processus d’impression 3D FDM ?" http://www.prc.cnrs.fr/spip.php?rubrique128 Nous avons donc choisi de faire une filtre qui combine les deux. Naturellement c'est le filtre HEPA13 qui oppose le plus de résistance à l'air. Le filtre à charbon est moins contraignant en grain. Nous avons testé du charbon actif en poudre, c'est moins efficace, plus résistant à l'air. Sur les photos vu sur le post précédent. Il s'agissait d'une version Charbon Actif / HEPA. Ce n'était pas la meilleur combinaison, il vallait mieux mettre le HEPA avant le charbon actif.1 point
-
Alors oui. Mais je pensais aussi à maso x). Ce plaisir que l'on a en se faisant du mal, à hésiter, à persévérer Ou faire un print nickel avec un pauvre cube à 140mm/s, et la même chose tout pourrie pour une pièce arrondie pour ne citer aucun exemple. Bref. Je pense comme toi, le coup du rouleau, surtout que dans ma boite on met 8 spoolers, ça va pas le faire, sauf a rajouter des renforts partout et donc des trous.1 point
-
J'en étais à mes début avec la U20 et je voulais voir ce que ça donnait en prod et avec une épaisseur de couche en 0.3 pour le TUSH. Mais principalement : 1- C'est tellement plus simple de poser les rouleaux un par un, individuellement sur des roulements plutôt que d'enfiler tous les rouleaux sur un tube pour ensuite le mettre en place. Rapide calcul : 4 x 2.3kg = 9.2 kg tout de même ! 3- Si rouleau suspendu, il faut prévoir des supports bien solides sur les cotés et faire des trous en plus pour les fixer, et j'aime pas l'idée de fragiliser le plastique de la boite avec ces trous. Sans parler des fuites d'air potentielles... Bref, je n'ai vu que des avantages au TUSH (rallongé).1 point
-
Une des seules complications mais une question ici et c'est réglé, c'est qu'il faut mettre des valeurs de puissance moteur, des A moi je crois que j'avais mis 1.5 mais c'est simple ! AH autre chose !!!!!!!!!!! de génial !!!!!!!!! tu sors ta micro sd....... tu modifies ton FW avec notpad si tu veux, tu remets ta micro sd.....tu rallumes ta machine et hop !!! c'est fait pas besoin de téléverser pas besoin de connexion avec un PC, tu fais ta sd dans ton coin et tu reviens à ta machine tranquille ! Hervé1 point
-
Bonsoir à tous !! @Bosco2509 @Bosco2509 !!!! j'ai 66 ans j'ai des imprimantes depuis bon, 2017 ! je suis un nul en informatique je suis de la génération de manuel qui a touché " au clavier " y'a 15 ans !! Et bien j'ai acheté une MKS-Sbase celle avec les drivers intégrés, j'ai ouvert un post, @pascal_lb m'a pris par la main et...ça a été génial !! le FW comparé à Marlin est juste simple !! c'est une grande page et une seule que tu lis et modifie très simplement ! alors oui il fait mettre un ! pour inverser au lieu de mettre " true ou false " mais c'est simple ! et j'y suis arrivé du premier coup !! Voilà mon expérience !! mais faudrait savoir ce qui te fait griller tes cartes !! Hervé1 point
-
Si ton imprimante fait des éponges, sous extrusion il faut que tu songes! on est tous passés par là!ême ta couche d’accroche montre la sous extrusion!1 point
-
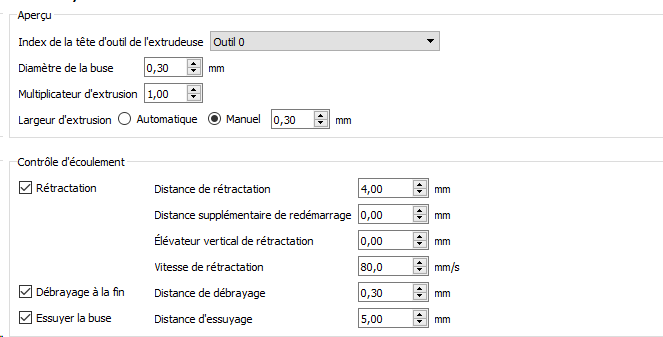
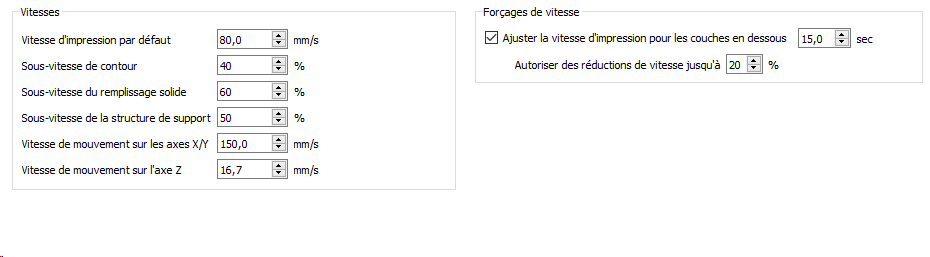
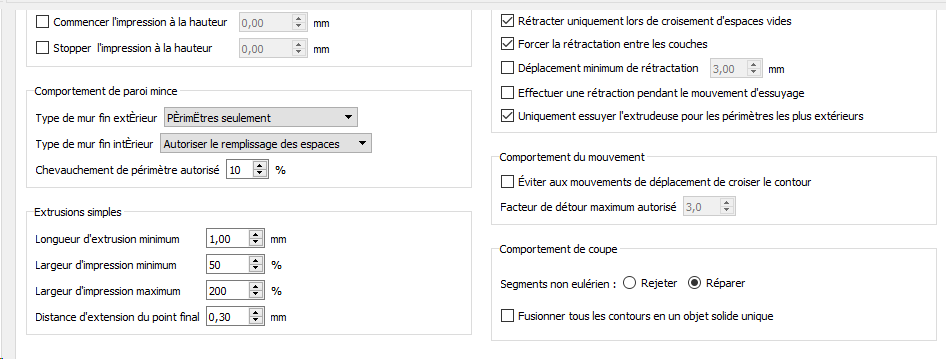
Il y a peut être un problème de parametrage avec ton slicer.1 point
-
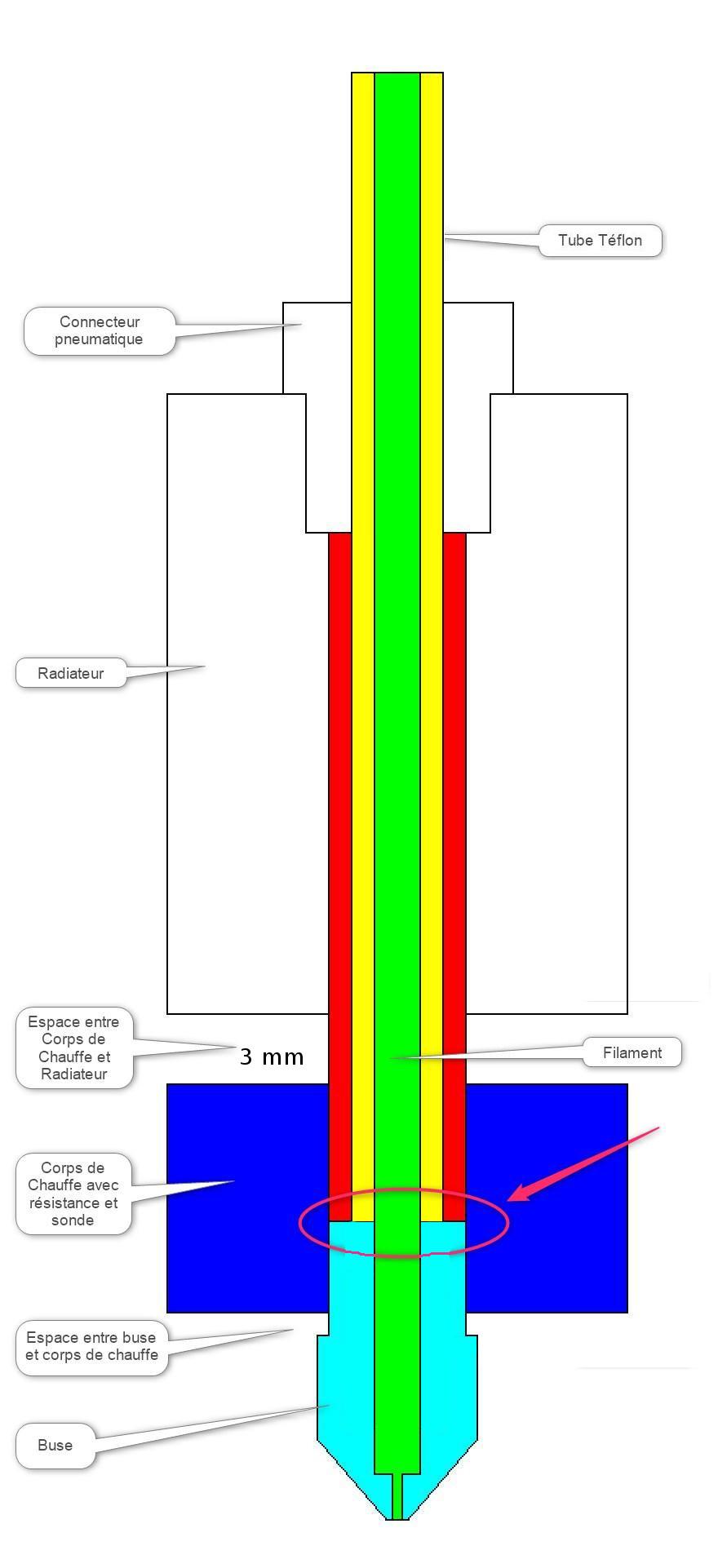
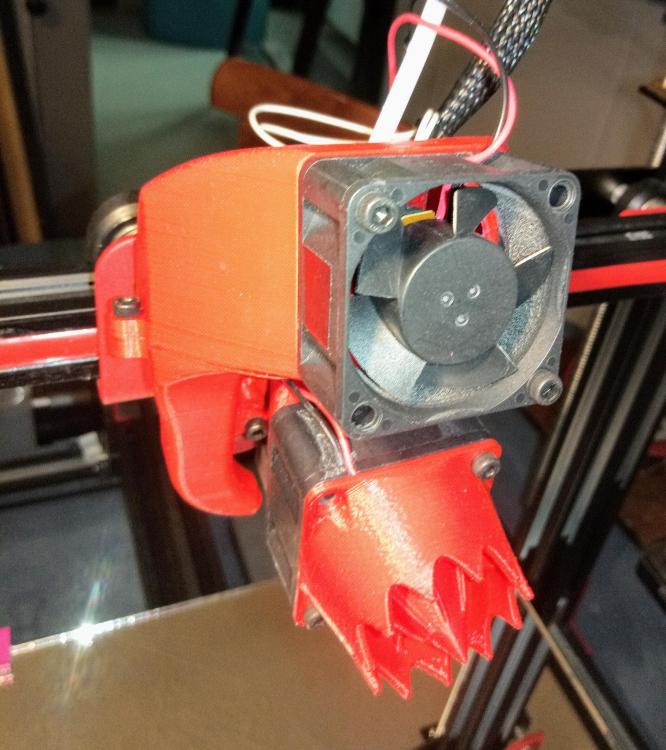
Je crains (et tu ne serais pas le premier à rencontrer ce soucis, on y est quasiment tous passés) que ta tête d'extrusion soit "bouchée". Sur les Creality, le tube téflon (PTFE) traverse le radiateur et va jusqu'à la buse. S'il n'est pas suffisamment enfoncé, un espace permet au filament ramolli de s'y introduire et provoque ce bouchage. Quelques explications en images : >>> ici <<< Et un schéma (qui n'est pas de moi mais de @rmlc460 Quand tu auras résolu ce problème, tu pourras éventuellement imprimer cette modification (ou une de ses variantes) pour éviter le retour de ce soucis.
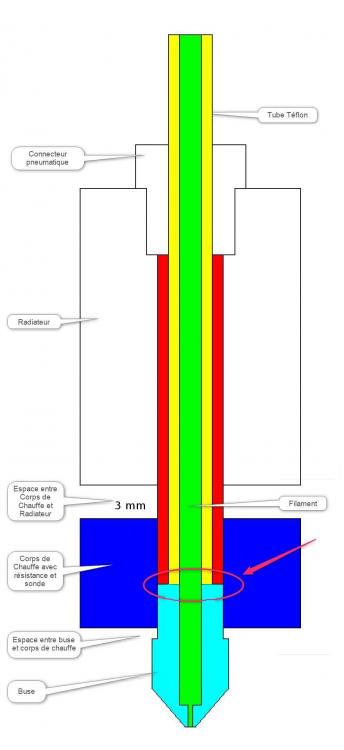 1 point
1 point -
Si tu prend une MKS SGEN, donc 32bit, tu ne pourras pas installer Marlin 1.X.X. Le firmware le plus courant pour ce genre de cartes est smoothieware mais une version de Marlin existe aussi pour les cartes 32bits: Marlin 2.0.X pour l'instant en alpha et à utiliser avec précaution (pas moi qui le dit, mais le site Marlin officiel). Le tuto est sur une MKS GEN, donc en 8bits et là oui Marlin 1.X.X s'impose. MKS Gen L, MKS Gen v1.4, MKS Base, etc. même combat, ce sont des cartes en 8bits. Lorsqu'il y a un S devant c'est du 32bits: MKS SGEN, MKS SBASE. Donc à ne pas confondre car les firmwares ne sont pas les mêmes.1 point
-
Bon, bon, j'ai rien dit !!!!! ( sourire !!) Hervé1 point
-
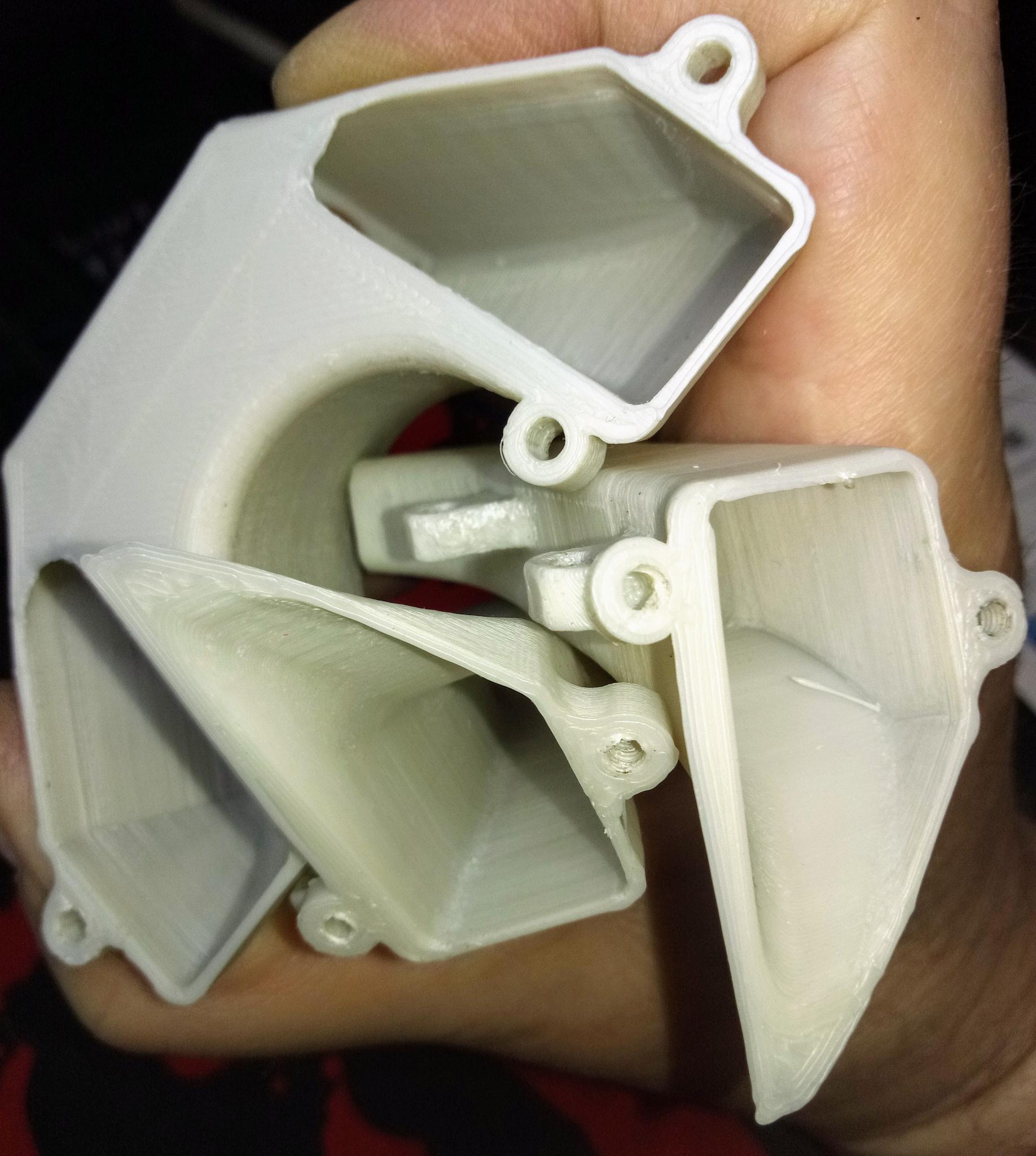
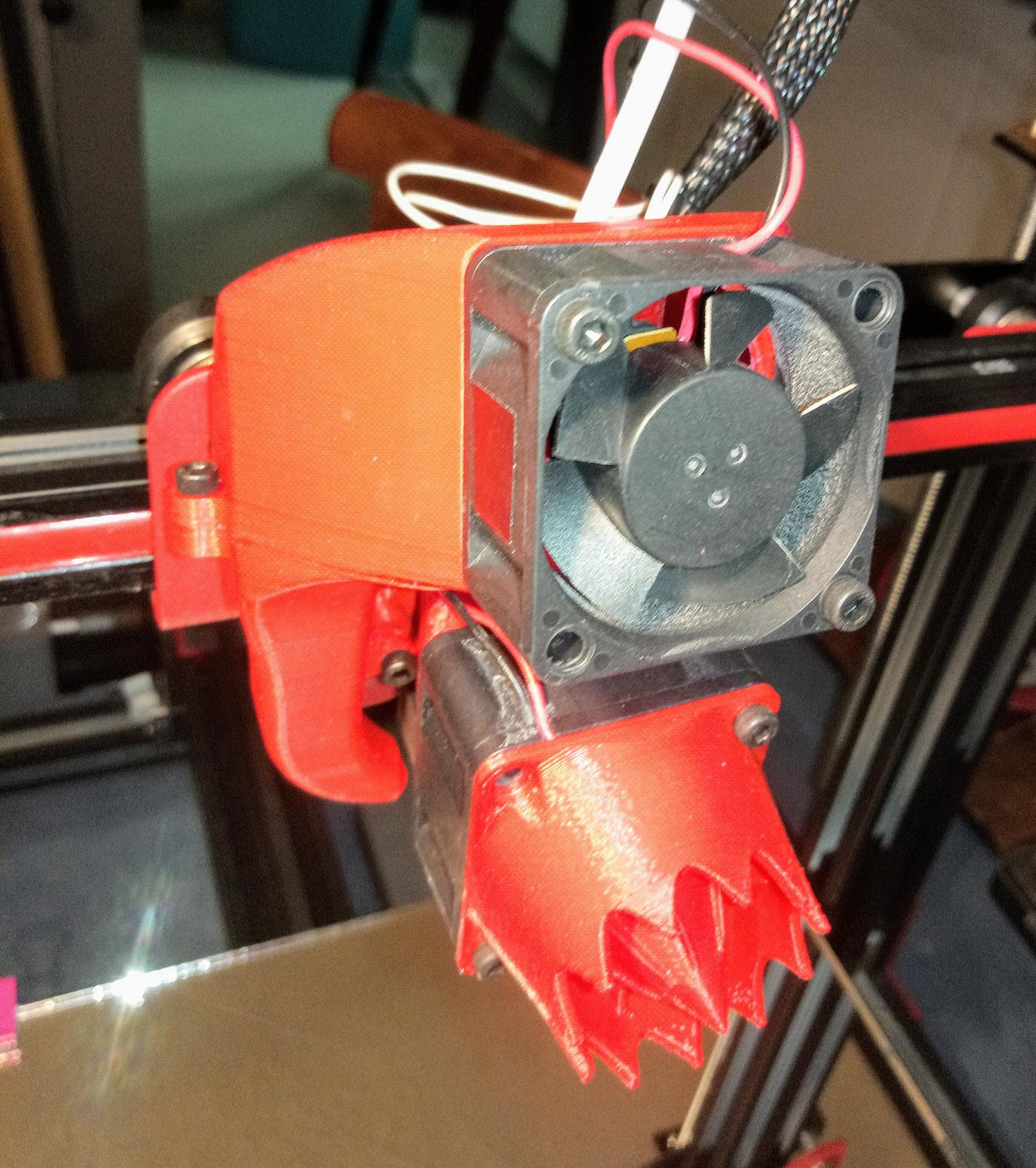
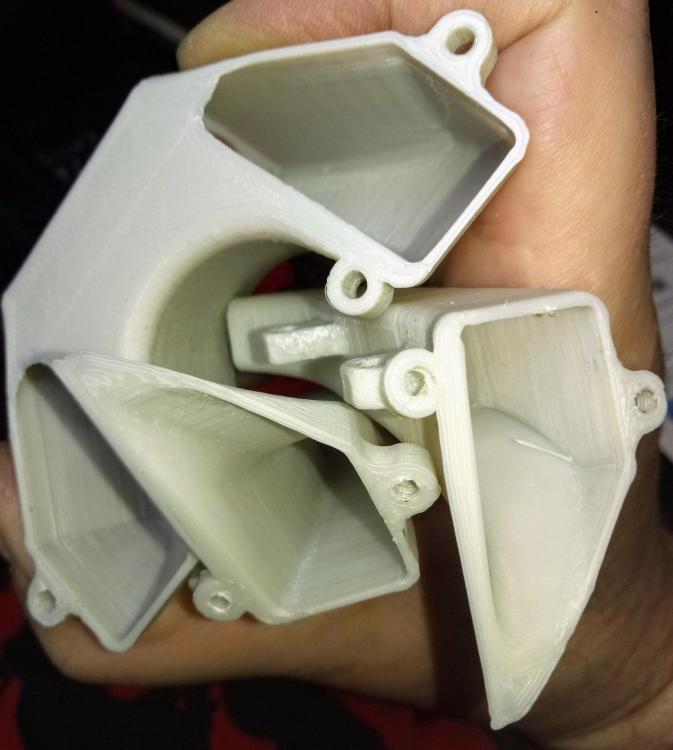
petit retour sur le fang MK8 après 300 km/h heures environ d'impressions fang en uDiamond utilisé 220 heures a 140mm/s pour imprimer du (PLA 3D870) et 40 heures a 150mm/s (uDiamond) et 40 heures a 80mm/s (ARIANEPLAST) sur la photo , le fang incriminé (1ere version) : non collé (j’étais persuadé de l'avoir collé, j'ai confondu avec le fang en 3D870) et pas de frein filet (pas livré ) j'ai du démonter le fang vu qu'il commençait "enfin" a se desserrer de partout et faire un état des lieux ! donc que du bonheur avec ce fang , refroidissement impeccable et température de la buse diminuée de 10-15° il ne me reste qu'a attendre le frein filet et c'est reparti avec celui la en attendant je passe sur la version "lowcost" en PLA 3D870 bon boulot @deamoncrack , il ne te reste plus qu'a dessiner la machine qui va avec EDIT : mise ne place presque terminée , un test sur celui la maintenant , il a 35 heures d'impression a 150mm/s deja (sans recuisson) et 37heures en 60-80 mm/s a suivre...
 1 point
1 point -
1 point
-
je le fais mais c'est @slayer-fr qui a trouvé l'idée1 point
-
Quelqu'un a déjà essayé le zimpure en caisson ? J'ai fais pas mal de recherches sur le sujet, et le zimpure est le seule dont l'efficacité est prouvée par des labo... Donc tant qu'à investir dans toutes sortes de filtres et de ventilateurs, autant que ça se fasse avec la garantie que ça filtre quelque chose... D'autant que mon caisson de cr-10 S4 fait près de 1m3, difficile d'assurer une bonne filtration / renouvellement avec des ventilateurs assez silencieux... Sans parler de l'étanchéité du bazard, le but étant qu'il soit démontable pour les opérations d'entretien. Édit : t'as vu @Bosco2509 on change tous d'avis un jour finalement ^^1 point
-
Sage décision !1 point
-
tu devrais changer le nom du fichier mks_config_EN.txt pour mks_config.txt pour le tft dans le fichier du controlleur # Serial communications configuration ( baud rate default to 9600 if undefined ) uart0.baud_rate 115200 # Baud rate for the default hardware serial port tu devrais mettre comme on ta dit plus haut pour le fichier tft #baud rate (9600:1; 57600:2; 115200:3; 250000:4) >cfg_baud_rate:31 point
-
Oui c'est la procédure que j'ai fait plusieurs fois pour comparé les valeurs. Je pense que le soucis vient de la ventilation qui est trop forte. J'avais cette même buse sur mon clone Mk2 avec un ventilateur bas de gamme 30x30 et la tête avait une température très régulière.. Je vais faire quelques recherche dans cette direction1 point
-
Bonjour @CacaoTor, Cette pièce s'appelle un presse-étoupe. On peut en trouver par exemple ici : https://www.ebay.fr/itm/M12-3mm-6-5mm-gris-presse-etoupe-IP68-etanche-Compression-connecteur-/3720362747691 point
-
1 point
-
non c'est pas bon, si ça ne te convient pas passe ton chemin1 point
-
Sur Thingiverse j'en ai trouvé des plus petit qui vont très bien. https://www.thingiverse.com/thing:2979733 Sinon j'ai toujours mon problème de débit avec le moteur E qui patine. j'ai vérifié dans le Setting la valeur de E et j'étais à 163. Normal ? J'ai ramené à 120 pour voir mais ça continu. Quelque'un peut me donner les bons paramètres sur sa machine.1 point
-
Hello @Philippe Chaumont Bah, pourquoi faire ? La Prusa originale n'est jamais qu'un clone amélioré de ton Anet A8 !0 points