Classement




Contenu populaire
Contenu avec la plus haute réputation dans 28/05/2019 Dans tous les contenus
-
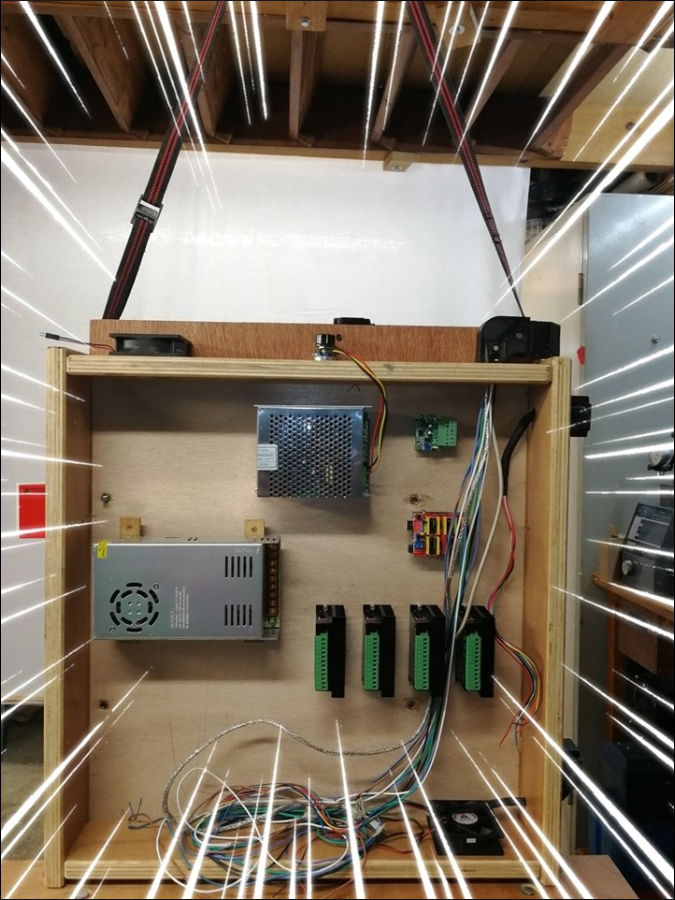
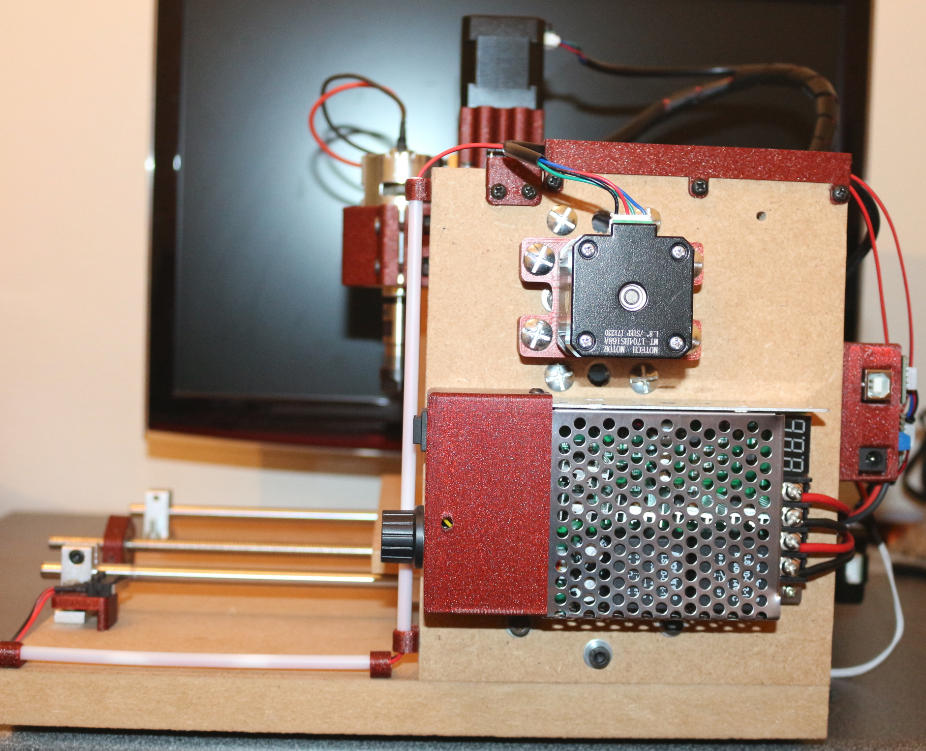
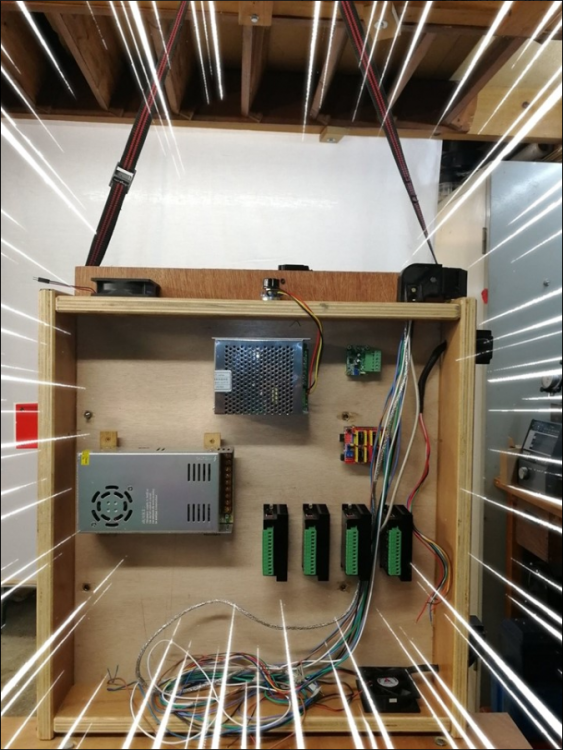
Après s'être perdus deux fois en route, mes drivers sont enfin arrivés.... Machine pendue au plafond, câblage "in progress".....
 2 points
2 points -
Sans parler des filaments modernes, pour comparer l'ABS et le PLA que tu utilises, j'ai du mal à croire que tu n'ai jamais observé les différences entre ces deux matières en les utilisant régulièrement. Outre le fait que l'ABS tienne la chaleur, il est aussi plus souple que le PLA. Un PLA est très rigide, mais va casser net contrairement à l'ABS qui va blanchir sous la contrainte. Cette propriété mécanique est très importante dans les assemblages clipsés. De plus, un PLA sous contrainte va avoir tendance à "mémoriser" sa forme alors que l'ABS retrouvera sa forme d'origine au retrait de la contrainte (dans la limite du coef d'élasticité). Donc tout ce qui est assemblage "pincé" ou serré, le PLA ne tient pas dans le temps. Si tu fais un serre-joint en PLA et que tu le laisse serré fort sur une table au point de le déformer légèrement, en revenant une semaine après, il ne sera plus serré du tout et gardera sa forme tordu. Côté esthétique, l'ABS a un rendu plus doux au toucher, mais la finition est souvent moins bonne. Il est aussi plus léger de part sa densité plus faible que le PLA. Et évidemment le dernier facteur, le prix, l'ABS reste le moins cher. Si tu veux tester une autre matière qui fait le bon compromis, il y a le PETG, solide, souple, bonne tenue en température, finition régulière et très brillante, mais plus cher.2 points
-
Topic Officiel du portage Marlin 2-x pour Alfawise U20, U20+ et U30 AVERTISSEMENT : Ce Topic est dédié aux aspects techniques du portage de Marlin sur les AlfaWise, développement, bugs spécifiques. Il ne s'agit en aucun cas d'un topic ou tuto sur comment flasher Marlin ou Marlin et sa configuration générale. >> Pour tout ce qui est optimisation, ajouts de périphériques et configurations diverses c'est ici << >> Pour le tuto comment flasher Marlin sur les Alfawise, c'est ici << Developpement in progress : Des problèmes de décalages sur l'axe Y (sauts de pas) ont été rencontrés sur un grand nombre d'utilisateurs Marlin. Des investigations intensives sont en cours. M500 (sauvegarde de paramètres dans l'EEPROM/Carte SD) : En cours SD card reader ==> OK (13/04/2019) Touch Screen ==> OK (13/04/2019) Retour arrière vers firmware d'origine ==> OK. Procédure à écrire. Tuto à update USB port ==> OK ! (14/04/2019) USB port Full speed ==> OK ! (250K) (14/04/2019) BL-Touch ==> Config et schéma OK. Attente et tests prévu le 25/04/2019 Flash via carte SD ==> OK ! (20/04/2019) (v7, update du 29/04/2019). =================================================================================================================================================================== ##### Remerciements ##### Aux tauliers du forum et du site, A @Hobi et @Epsylon3 @jmz52 pour leur remarquable travail de Recherche & Développement, A tous les bêta-testeurs @Crzay, @Oniric, @Sylvain37, @wipeout85800, @BarthDVS, @beber75 désolé si j'en oublie... Cliquez sur le petit bouton merci, ça fera du bien à tous les participants ! ########################################### >> ======================================================================================================================= Archive/Genèse du projet 1 : Archive/Genèse du projet 2:
 1 point
1 point -
Bonjour toutes/tous, La dernière version de Cura vient de sortir: 4.1.0. Comme à chaque fois, elle apporte son lot de nouveautés (ainsi que des corrections). A télécharger >>> ici <<< Le readme : >>> là <<<1 point
-
bonjour, c'est étrange que ta vitre ne soit pas plane... j'ai fait découper plusieurs vitres de 310 x 310 épaisseur 4 (le 3 c'est trop fin) au merlincastobrico du coin . J'imprime directement dessus sans rien, sans laque , sans l'avoir poncée, juste bien réglée avec les molettes et nettoyée au vinaigre blanc bed chaud. Première couche en 0.2 a 10 mm/s. Comme cela la surface de la pièce contre la vitre est toute lisse et brillante. J'ai une autre vitre sur laquelle j'ai collé le revêtement en plastique bleu cctree (qui adhère très bien). Les miroirs sont en général plus plan que les vitres (sinon l'image se déforme). toujours en 4 mm. Laisser totalement refroidir la pièce avant de vouloir la décoller car sinon le revêtement s'abime. C'est pour ça que j'ai plusieurs vitres avec et sans revêtement. Cela permet de lancer une autre impression pendant que la première refroidie. le truc a vérifier c'est que support de la vitre en alu ne soit pas non plus voilé. Si c'est le cas, démonter le plateau avant de le redresser en y allant doucement avec des cales en bois et en faisant attention au bed chauffant. Dans tous les cas : mettre une surface ultrabase ou autre sur une vitre qui n'est pas plane ne règlera pas le problème.1 point
-
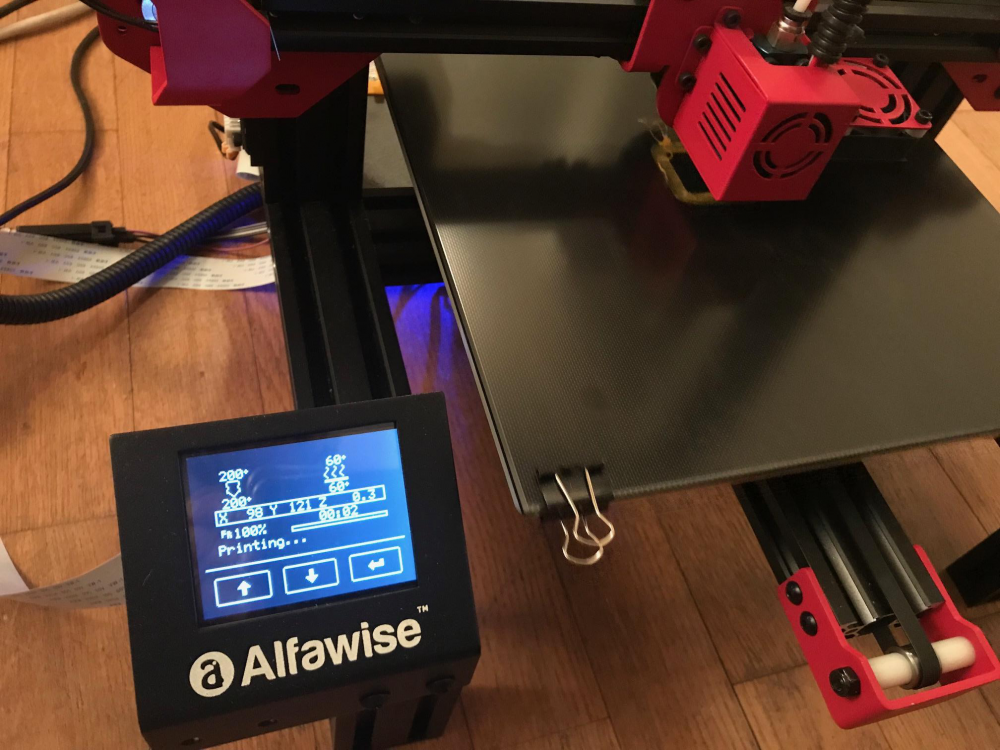
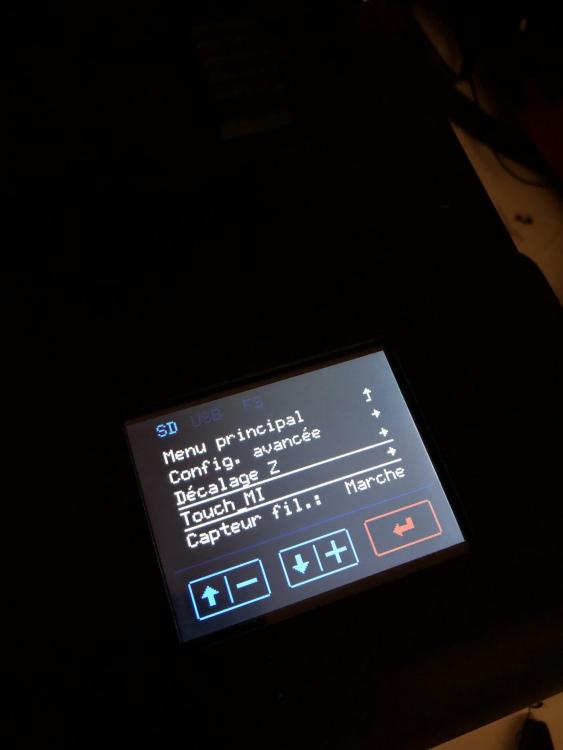
A.R.T.E : Affichage Restreint Très Efficace Pour ma part, j'ai réussi à compiler (avec votre aide) et ce soir, j'ai flashé mon U20 sans aucune difficulté. Les essais que j'avais fait ces jours derniers avec la version du 19/04 m'ont donné des impressions plus haute en qualité que sous Alfawise pour des petites prints. Plus grands j'ai eu le décalage , puisque Marlin ancien. La machine fait un bruit plus agréable, la vitesse est supérieure bien que j'ai pas encore modifié les paramètres. Grosso modo, les prints en PLA ont la finition de ceux que je faisais avec l'ABS. J'ai fait un essai avec l'ABS sous Marlin, le résultat est vraiment bluffant. Me reste à réduire le warping en faisant un caisson pour la machine, mais c'est une autre histoire. Je suis donc vraiment content d'être passé sous Marlin 2 , grâce à la somme de travail que vous avez fait. Je suis aussi content de ne plus avoir à lire les 50 posts en rentrant du boulot. C'était passionnant, mais un peu chronophage. Je suivais cela (super addict en fait) comme certain(e)s regardent les séries à 2 balles. Reste le Touch mi à installer ...1 point
-
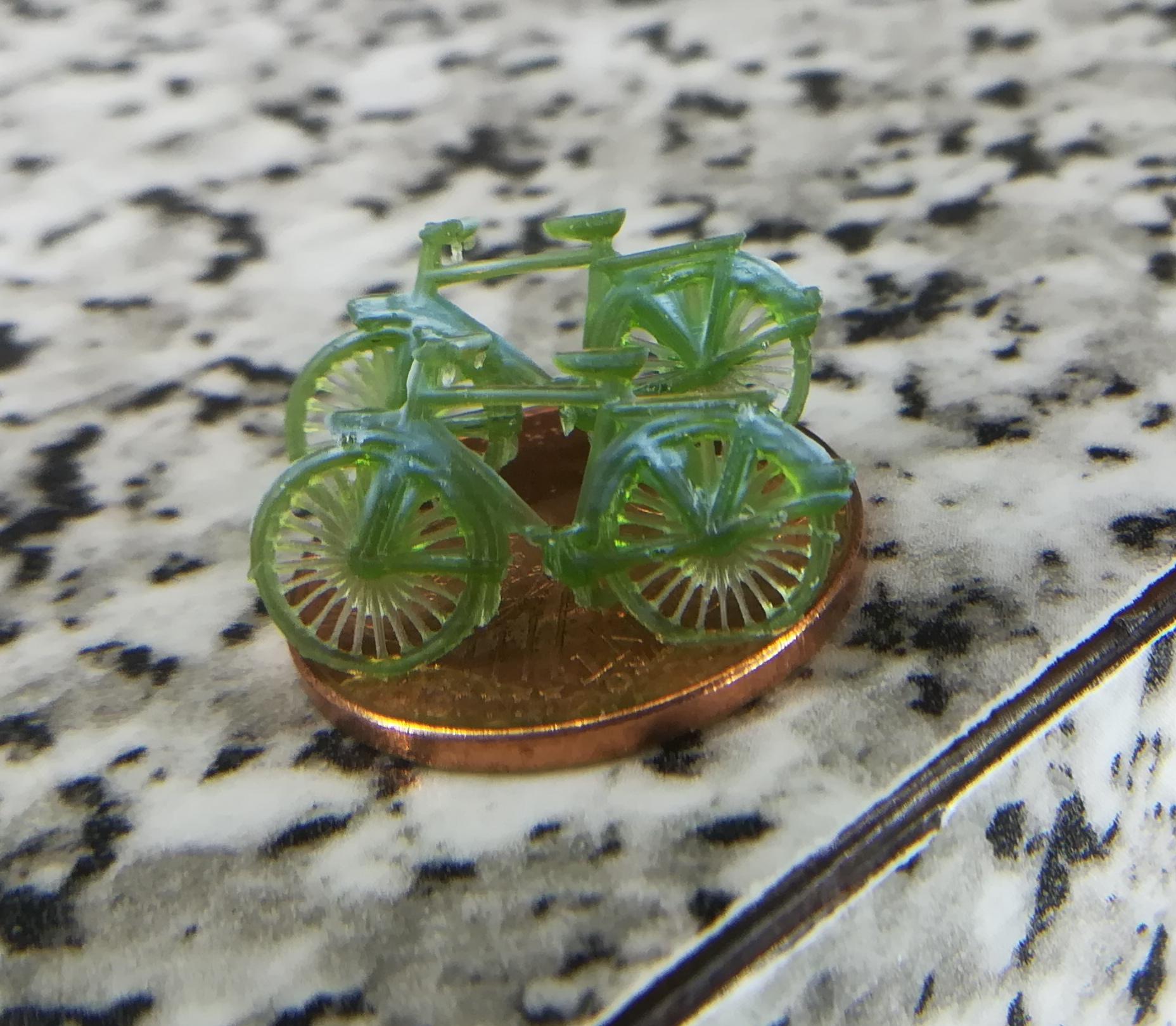
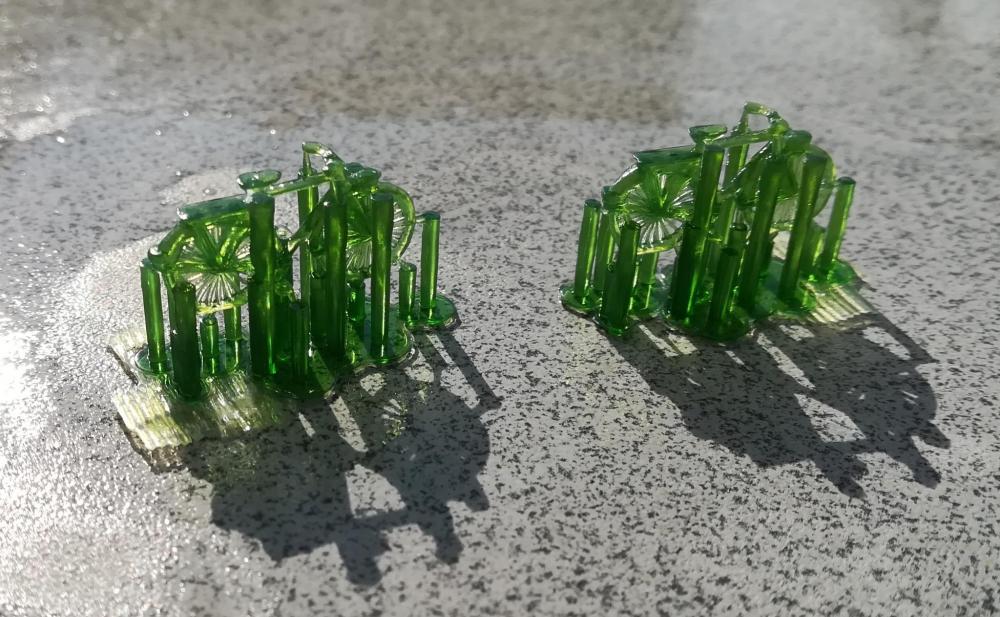
c'est petit et il y en a un qui a une roue crevée1 point
-
Eh bien la plus grosse différence, c'est le prix mon gars ! Sinon pour qui a les thunes, bien sûr c'est mieux. Mais c'est pas la même échelle de valeur stu veux, c'est un peu comme comparer une Clio avec une A3....1 point
-
Bonsoir Hervé, Yes je pense que c'est ce qu'il me manquait (desserrer la buse). C'est rentré en force mais c'est rentré encore de quelques mm. J'ai relancé un print et ça fait 30 min que sa se passe bien (225°C, flow 100% et 25mm/s) EDIT : L'impression est toujours en cours 3h après. Problème résolut. C'était bien le PTFE qui était mal enfoncé. Je pensai avoir exclu cette option vu qu'il était extrêmement difficile à enfoncer. Je contrôlerai le diamètre extérieur du tube pour voir si ce n'est pas lié à un problème de tolérances.
 1 point
1 point -
Meuh non Jean-Claude ! Tiens un article intéressant sur les vis trapézoïdales concernant le pas et le pas hélicoïdal (traduction de pitch et lead ?) Mais c'est surtout pour la suite sur le wobble et l'utilité des coupleurs souples qui ne manque pas d'intérêt. http://wiip.fr/node/8519 Cordialement1 point
-
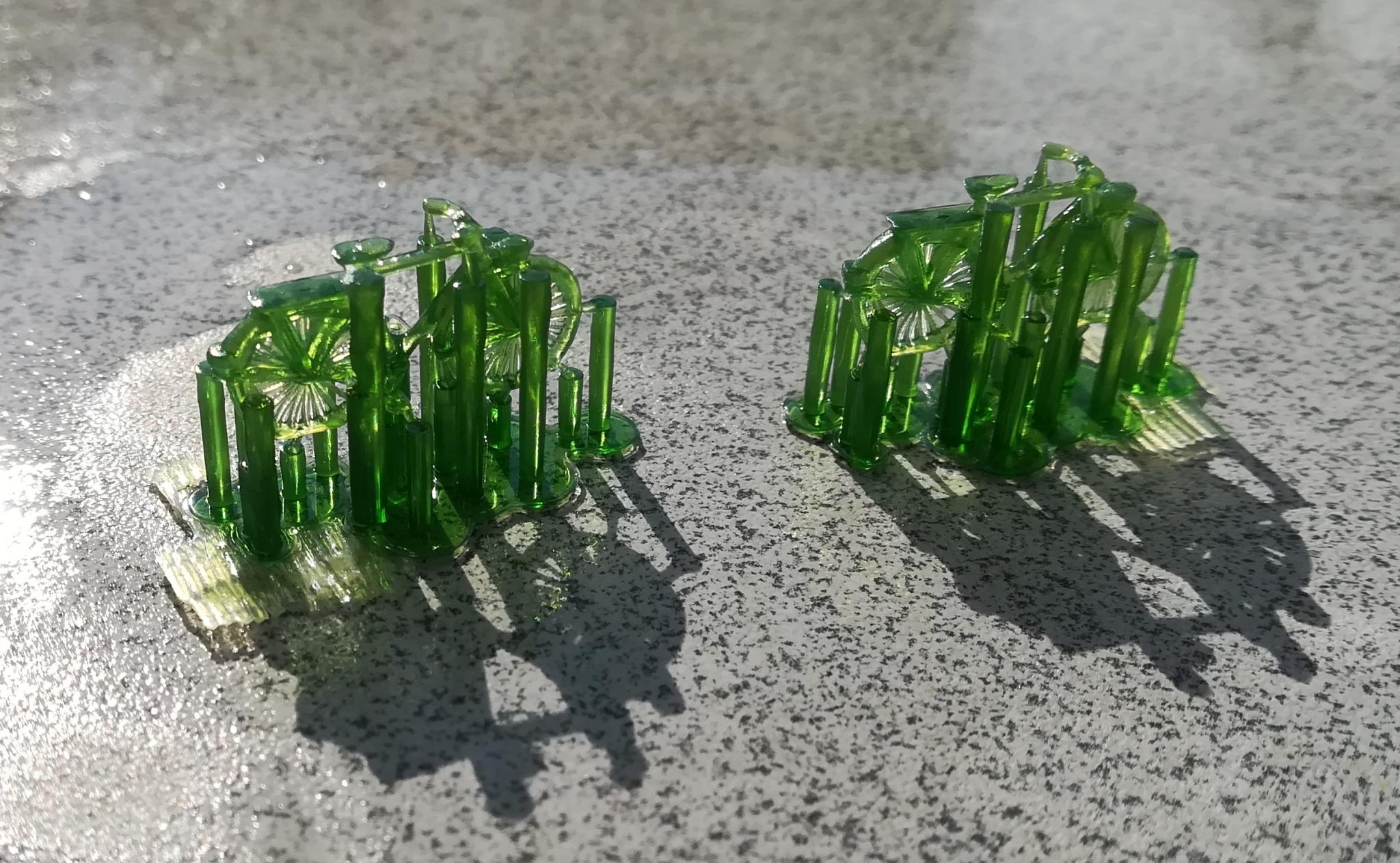
Ma toute première réalisation, le vélo 2 x 1,2 cm Ils sèchent au soleil pour que la résine durcisse. I
 1 point
1 point -
@Denys06, personnellement, après ponçage, j'envoi de l'air chaud à l'aide d'un mini pistolet à air chaud sur les zones blanches pour que celles-ci disparaissent et que le PLA redevienne brillant. Attention, à faire doucement et pas trop prêt.1 point
-
1 point
-
Ouiiiiiiiiiiiiiiiiiii, bien sûr. Mais ce n'est pas le débat : en l'occurrence, c'était juste pour montrer que ça se fait, et comment ça se fait. Tu serais pas un peu pine-ailleurs, toi ?????1 point
-
Moi aussi je lai cmd hier le touchme. Jai trop hate1 point
-
ça fait vraiment bricolage, une transmission mot PàP à réduction par courroie crantée pas protégée des copeaux, la pointe de touche inclinée à 20° sur la peinture du mors mobile peint d'un étau ouvert, sans parler des coupling type flexible shaft que je connais très bien qui tolèrent une certaine souplesse angulaire sous le couple !!!!! et il cherche à tutoyer les 1/1001 point
-
@biostrike Je te rejoins tout à fait. Pour du PLA, c'est mieux d'avoir un PTFE. Une tout métal de mauvaise qualité bouchera tout le temps. Cependant, une hotend "lite" avec un PTFE sera moins cher car les tolérances d'usinage sont moins contraignantes. D'une pierre deux coups : moins cher et plus facile à utiliser avec du PLA. Ici on parle de faire exclusivement de la pièce mécanique, et donc les propriétés du PLA seront très vite un facteur limitant. Pour passer sur d'autres matières, le PTFE n'est pas adapté.1 point
-
Ce n'est pas une histoire de bas coût ! C'est simplement un choix en fonction du type d'usage. Le problème des hot-end "tout métal", c'est qu'elles ont tendance à ce boucher facilement lorsqu'on extrude des filaments "basse température" et après c'est un vrai bazar à nettoyer. Afin de faciliter les utilisateurs qui impriment principalement ce type de filament, l'insert en PTFE est ce qui ce fait de mieux.1 point
-
@Pascal03 Pour ce problème dans l'infill, tu peux passer sur un type honeycomb ou gyroid. Ce pattern ne se croise pas une une même couche. @hackban120 As-tu essayé avec du PLA ? Rien qu'en buse de 0.4mm avec des couches de 0.3mm le résultat n'est pas terrible avec l'ABS alors qu'en PLA ou PETG les parois sont très régulières...1 point
-
Non, c'est normal! Ca n'a jamais ete dans Longer3D, mais toujours dans alfawise_ux0... petite erreur dans le tuto.1 point
-
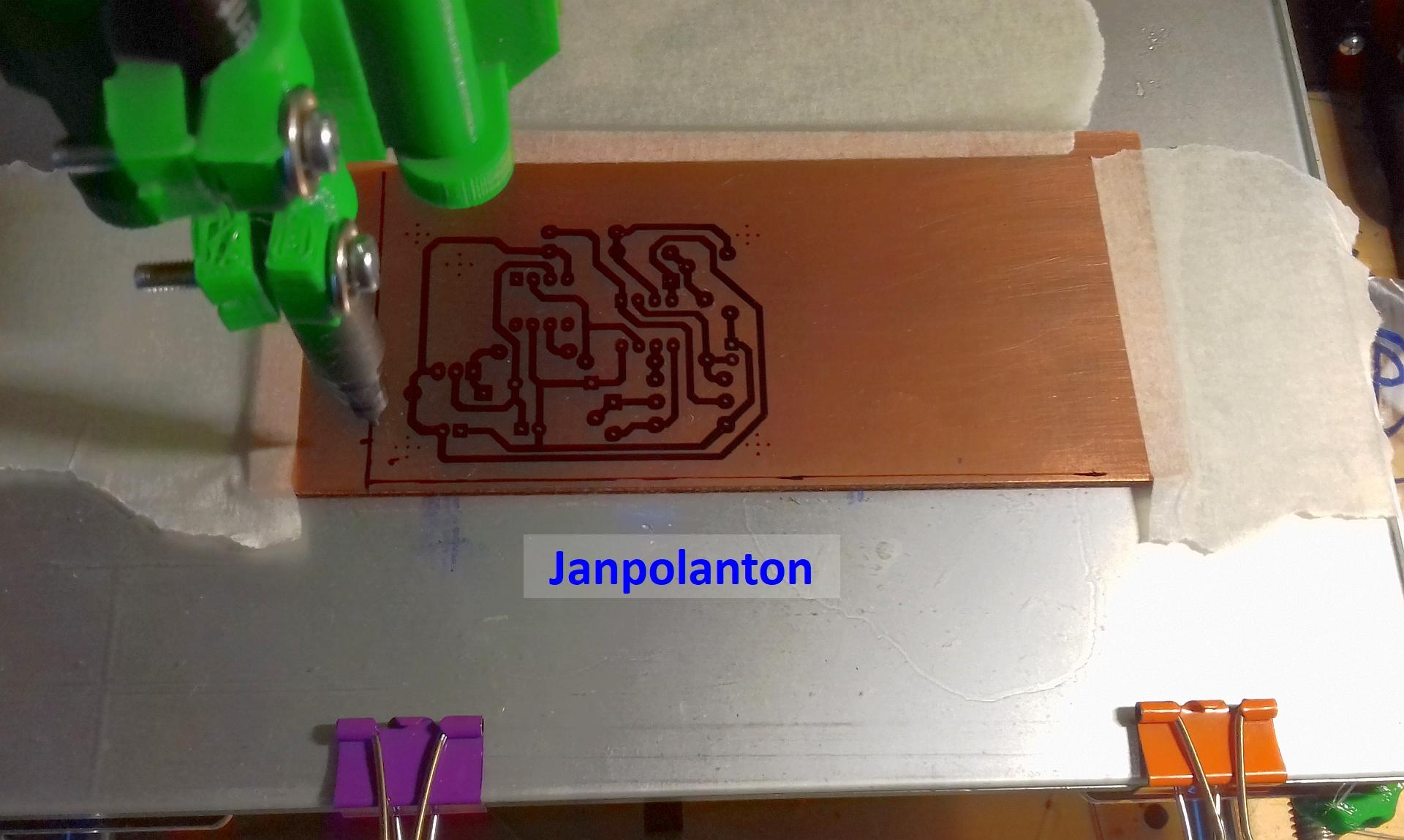
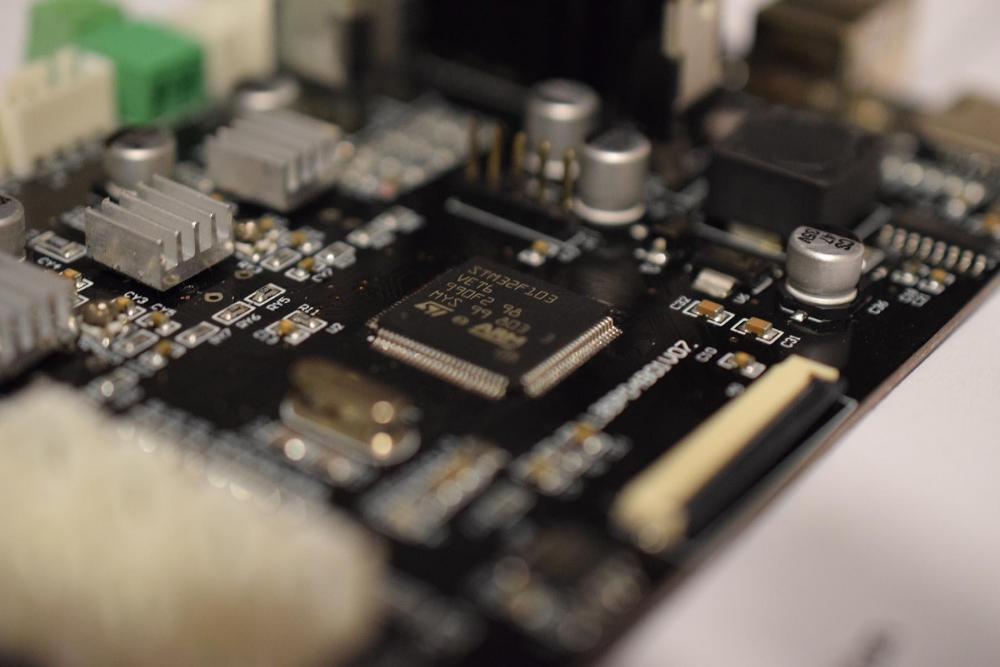
J'ai refait le PCB afin qu'il soit facilement traçable au feutre permanent avec nos imprimantes 3D (Voir ce topic) Les fichiers en PDF à l'échelle et les Gcodes correspondants imprimables ci-dessous: Le feutre qui va bien : Staedler Permanent Lumicor taille S cuivre.gcode Cuivre.pdf Fan autospeed schéma.pdf Serigraphie.gcode serigraphie.pdf Résultat d'une impression du Gcode côté cuivre
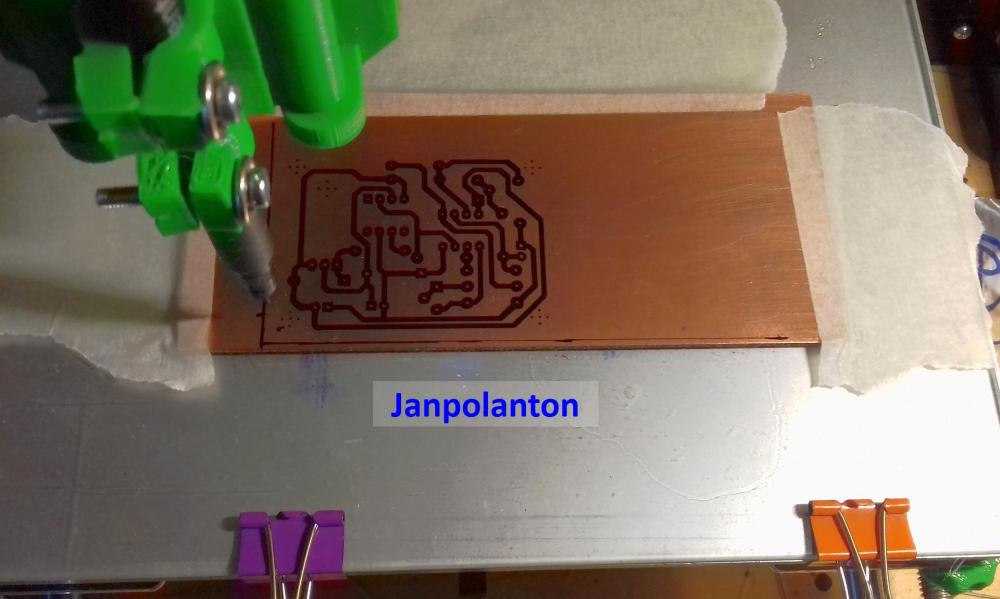 1 point
1 point -
Le problème pour vous qui jouez sur des machines industrielle, c'est de voir vos exigences à la baisse. Il faut bien comprendre qu'on a des machines à moins de 1000e, c'est des jouets, on apprend on bidouille, on est content, mais on sera jamais des usineurs. Nos machines auront toujours plein de défauts mécaniques. Pour le jeu, je comprend pas qu'il n'y ai pas une prise en compte au minimum du jeu à l'inversion. Ça me paraît quand même pas trop compliqué d'un point t de vue logicielle. Je ne cache pas dans la soupe et je prend en compte vos remarques, le prochain usinage, je testerai tout ça.1 point
-
Salut, Si tu te sers du typon que j'ai diffusé (lien sur la page 11) tu ne peux pas utiliser un LT1013 à la place d'un LT1006 (le brochage est différent) sauf à modifier le schéma ainsi que le typon. Tu peux aussi remplacer le LT1006 par un CA3140 compatible broche à broche1 point
-
Mais pas du tout. Cette commande (M503) te donne l' état des valeurs enregistrées dans l'EEPROM. Pour régler l'extrudeur, il faut agir les setps de l'extrudeur. Pour ça, rien de plus simple. Tu va sur l’écran de l'imprimante dans le menu "Prépare" puis déplacer un axe . X Y Z ou E. Et là , tu mesures exactement ce que va extruder le moteur. Pour ça.... Tu va mesurer 110mm de filament juste a l'entrée de l''extrudeur et faire une marque avec un feutre fin. En suite tu demandes a l''imprimante d'extruder 100mm. Puis tu mesure ce qu'il reste a l'endroit de ta mesure par rapport a ton repaire. Si l'extrudeur est bien réglé , il doit te rester 10mm. Supposons qu'au lieu d'avoir 10mm tu as 15mm. Ton extrudeur est en sous extrusion et tu dois régler les steps/mm. Pour ça tu va le menu "Mouvement" puis "Pas/mm" Là on calibre les pas/mm pour l'extrudeur (E) avec la formule suivant.. On a fait une marque a 110mm et on trouvé qu'il restait 15mm 110 - 15 = 95mm . Ce qui veut dire que l'imprimante n'a extrudé que 95mm = sous extrusion Valeur d'origine de l'extrudeur de la A10 est de 93mm . On fait une règle de 3 (93 x 100 ) / 95 = la nouvelle valeur de l'extrudeur = 97.894... qu'on arrondi a 97,90 J'ai pris ces valeurs parce que ce sont ceux que j'ai utilisé pour régler mon imprimante . D’où la valeur de 97.90 qu'on voit sur la dernière capture d’écran. Je suis pas certain d'avoir été bien clair dans mes explications..
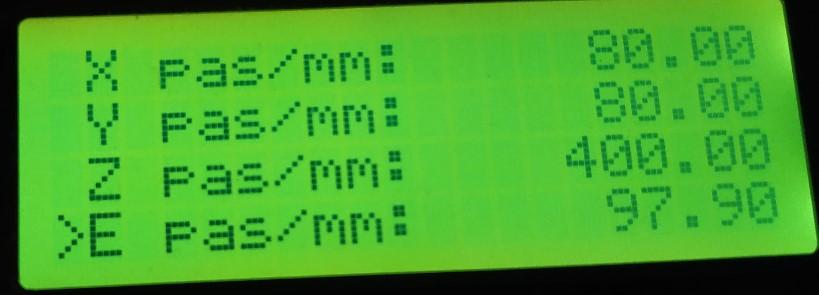 1 point
1 point -
la peinture souffre sur les endroit de frottement, je vais améliorer ça avec des join U blanc mais sinon c'est terminé pour la partie caisson
 1 point
1 point -
Trop bien ! Je vais suivre avec impatience. J'ai bien envie de changer la CM de ma U20 et je me tâte entre la SGEN ou la SKR. Tu peux donner ta liste d'achat aussi ? Merci en tout cas.1 point
-
Quelques prints supplementaires en Silk Gold

 1 point
1 point -
Normalement , en affichant les extensions , tu peux les modifier . Si elles ne sont pas affichées , il est probable que le fichier soit renommé en ' dagoma0.g.gcode ' , mais l'extension étant invisible /inaccessible , elle apparait sous la forme ' dagoma0.g ' , mais l'extension masquée sera toujours ' .gcode '1 point
-
@stefone Le BLtouch est toujours connecté? Éventuellement si tu as une alimentation 5V (chargeur de téléphone), essaie de lui fournir son alimentation (+5V et masse (ground)) via cette alimentation et pas par la carte mère. Comme tu as changé l'alimentation générale, je ne pense pas que ce soit elle qui pose problème. Honnêtement, je ne sais plus quoi te proposer pour t'aider: j'ai atteint mon niveau d'incompétence (et donc suivant le principe de Peter, je devrais être promu ).1 point
-
Moi ce qui me fait tiquer c'est la taille du tire-bouchonnage et sa forme. On voit que le filament a eu beaucoup d'espace pour obtenir cette forme... Du coup perso je vérifierais que mon PTFE est bien enfoncé à fond dans le heatbreak pour commencer. A savoir que moi j'ai réussi à imprimer du Tpu avec une U20 d'origine à 30mm/s sans soucis particuliers donc y a pas de raison que ça fonctionne pas sur ton U30...1 point
-
Un exorciste un marabout peut être Y a t il eu des modifications du marlin d'origine de la cr10-s5 ? Si oui est ce que le soft d'origine à été réinstaller ? Question idiote mais je la pose quand même : les 2 vis de fixation du hot end sont bien serrées ? Pas de jeu sur le chariot x ? Pas de buse desserée ?1 point
-
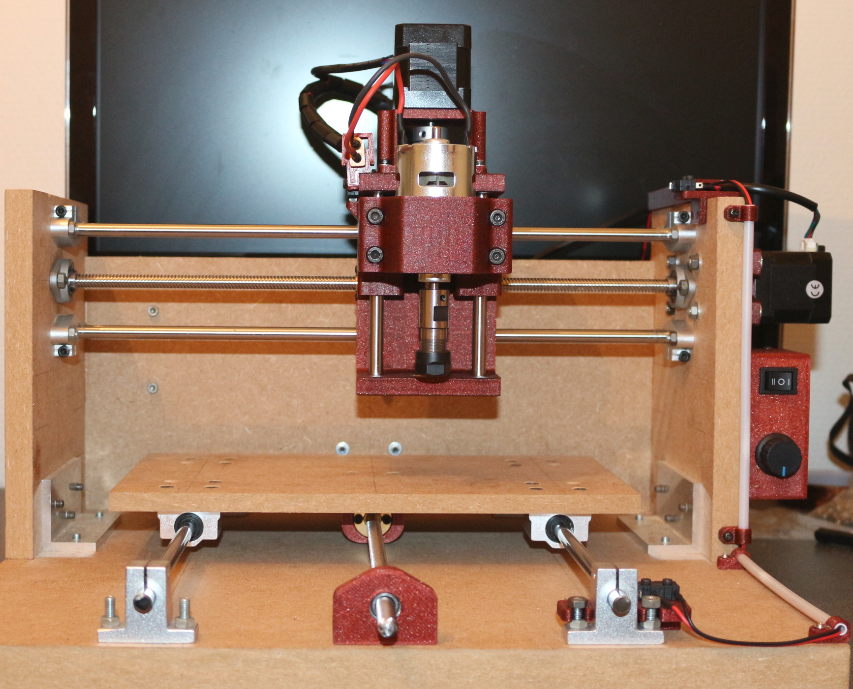
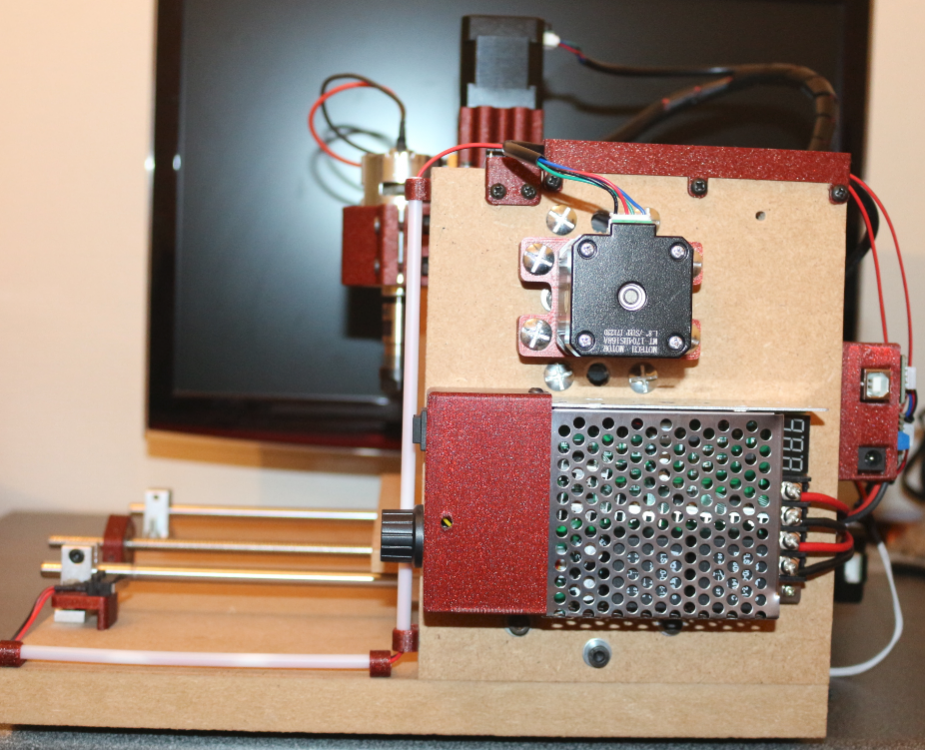
J'avance doucement, j'espère arriver à mes fins!!!!
 1 point
1 point -
ca coute entre 10 et 20€ un peu partout yep... a savoir que le Y "travaille" un peu plus que le X... mais moins que le E (ce qui n'est pas évident a expliquer/comprendre) mais X et Y n'ont pas besoin d'un moteur super puissant.. c'est surtout sur la tenue sur la durée que ca va jouer... les nemas 17 40mm standard devraient fonctionner... pour ces 2 la... perso je mettrais le X d'origine sur le Y et remplacerait le X... celui qui fait le moins d'effort.. car les alfawise sont plutot 1.5/1.7A comme les 48mm attention, ton lien c'est un 34mm pas 40mm, ils sont souvent utilisés sur les extrudeurs placés directement sur la tete et 42.. c'est la largeur1 point
-
c'est pas du tout un leveling ce systeme; c'est un simple endstop Z réglable. Tu as déja ce systeme sur ta machine que tu peux régler en live, c'est le Babystepping.1 point
-
Hello tous ! @Locouarn : ton conseil a été entendu ... Je recommence à peine à avancer sur ce projet, ayant eu d'autres choses à gérer ces derniers temps. Il me reste encore un peu de finitions à faire sur le câblage ainsi que la mise en sécurité de l'alimentation secteur + un arrêt d'urgence.
 1 point
1 point -
Nouvelle version de la Tête EasyTouch : Deux corrections au programme ! 1 : Certains d'entre vous avaient des difficultés à rentrer le ventilateur arrière. J'ai élargie l'orifice. 2 : Le fil du ventilateur arrière avait tendance à sortir du passe câble. J'ai approfondi la rainure de celui-ci. TeteEasyTouch_V1.1.Build.35.zip Notice de montage _ Tête Easy'Touch.pdf Modifications nécessaire dans le fichier "configuration.h" de marlin pour ceux qui n'ont jamais installés cette tête : Ligne 696 : #define X_PROBE_OFFSET_FROM_EXTRUDER 0 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER 23 // Y offset: -front +behind [the nozzle] #define Z_PROBE_OFFSET_FROM_EXTRUDER -0.50 // Z offset: -below +above [the nozzle] Dans Bed leveling, ligne 926 : / Set the boundaries for probing (where the probe can reach). #define LEFT_PROBE_BED_POSITION 10 #define RIGHT_PROBE_BED_POSITION 190 #define FRONT_PROBE_BED_POSITION 23 #define BACK_PROBE_BED_POSITION 2001 point