Classement



.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)
Contenu populaire
Contenu avec la plus haute réputation dans 20/09/2019 dans Messages
-
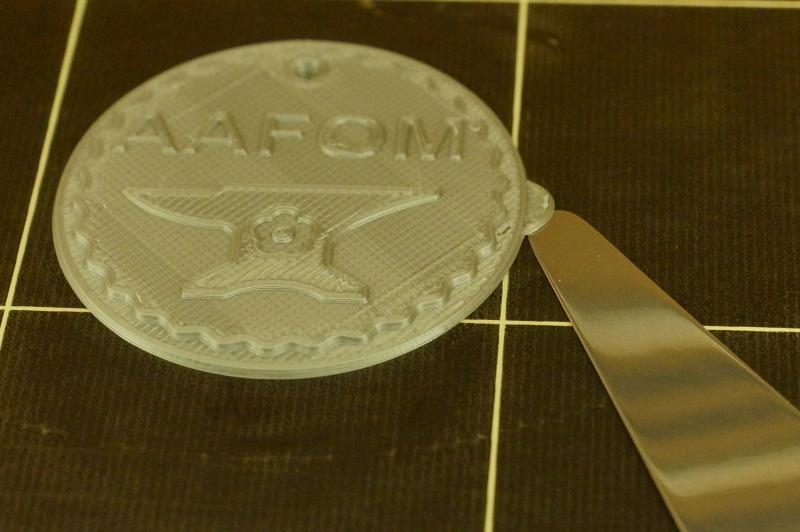
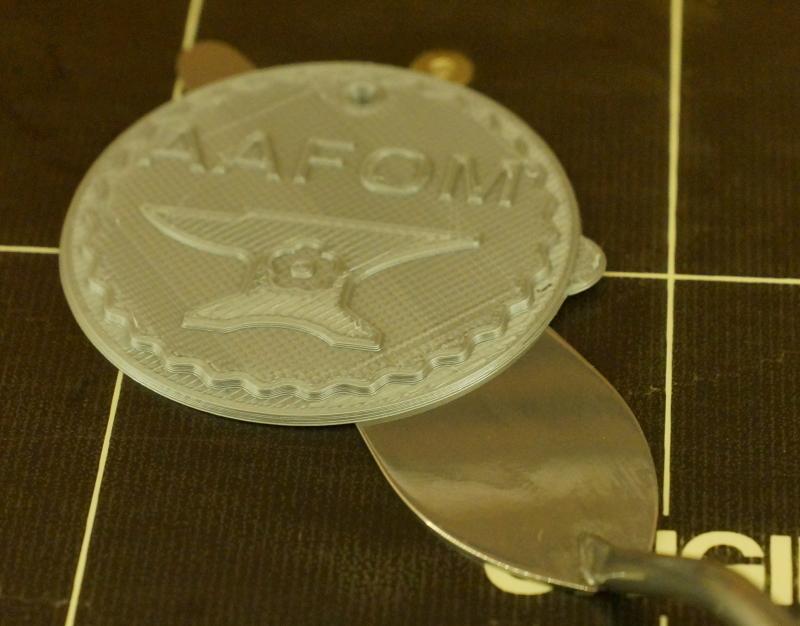
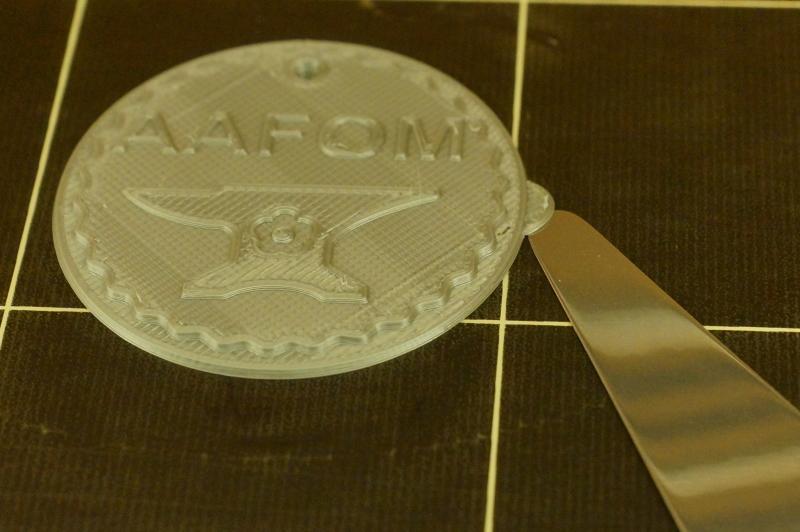
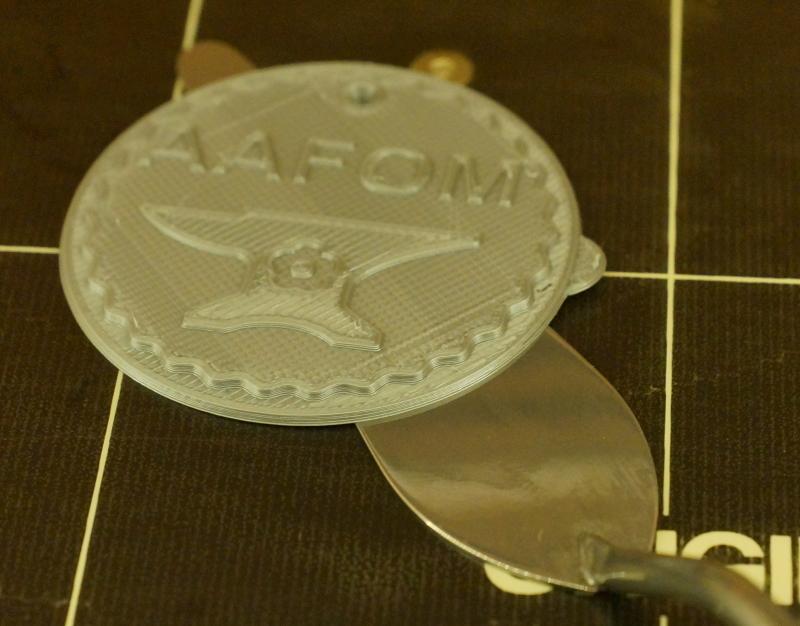
Bonjour à tous, Voici une petite astuce qui peut être utile. Quand on imprime des pièces en 3D, il est parfois difficile de les retirer du lit par exemple une pièce qui adhère fortement et qui n’a pas une forme facilitant son retrait. Il suffit d’ajouter à la pièce une « languette » de deux couches d’épaisseurs. On peut le faire de deux façons : - Via le logiciel qui sert à créer vos fichiers STL - Via votre slicer en ajoutant une « rondelle » à votre pièce, elles seront imprimées ensemble comme une seule pièce Voici ce que ça donne en images : La languette est visible sur la droite, elle mesure 0,35 mm de hauteur (deux couches lorsqu’on imprime à 0,15mm, sachant que la 1ière couche est de 0,20mm) En pratique, la languette est assez souple pour y glisser une spatule dessous sans forcer ; la languette est assez solide pour ne pas se détacher de la pièce et permettre sont décollement sans effort en faisant glisser la spatule : A bientôt

 2 points
2 points -
Salut! Le Magnet_MK10 de hotends.fr2 points
-
Je t'aurai bien aidé mais j'ai plus envie maintenant Ne rien connaitre n'est pas un pb. Par contre ne pas chercher, attendre que les autres fasses le boulot à sa place et chouiner quand ça vient pas ...2 points
-
Bonjour tout le monde !Voici mon projet de turret Nerf bluetooth . Je l'ai commencé il y a deja quelques temps et je n'ai pas trop documenté mes avancées jusqu'à maintenant .Je ne pensse pas que le concept sois trop difficile a saisir .On a un chargeur de 8 fléchettes dont les mouvements sont controllés par 2 servos montés sur un trépied .A la base du chargeur on trouve 2 rouleaux entrainés par des moteurs type 130 . Quand la tourelle recoit l'ordre de tirer un servo pousse une des fléchettes dans les rouleaux ce qui la propulse .Le tout est controllé à distance en bluetooth . J'ai créé une appli Android à l'aide du MIT app inventor et aussi un petit logiciel en python pour pouvoir controller la tourelle depuis un PC .Apres avoir imprimé un premier prototype, j'ai du rectifier quelques petits problemes : Voila la 3D final : Le prototype (j'ai enfin réussi a touver un peu de temps pour améliorer mes parametres d'impressions pour que la version finale n'est pas ces especes de traces qu'on voit sur les parties plates ici ) : Dans cette video je montre la modé 3D et explique un peu le fonctionnement : Le prototype en action, encore quelques améliorations a faire au niveau du cablage mais l'appli fonctionne correctement : Ce matin j'ai pu imprimer les versions finales des deux trépieds (une pour servo type MG90S et l'autre pour MG996R) : Tout s'est assemblé sans avoir besoin de limer ou couper quoi que ce soit !!! \o/! Maintenant il n'y a plus qu'a imprimer les 2 versions de parties supérieur et ca sera fini pour l'impression .1 point
-
Bonjour à tous, Depuis peu je m'essaie à la peinture et procède à pas mal de test. Du coup je me suis dis ''pourquoi ne pas partager tes expériences!''. Je préviens tout de suite, c'est du low cost, mais genre poussé à l’extrême. Mais avant tout on va parler de la BÊTE! Tout est imprimé via une Ender3 Pro offerte par ma compagne à noël dernier. Elle est complètement d'origine concernant les pièces pour le moment hormis le plateau, j'ai investi dans un Build Talk suite à la mort du bed magnétique. J'imprime la plupart du temps en 0.15 voir grand max 0.2. Filament Eryone que j'achète par pack de deux et qui me reviens à 16€/bobine. Le tout posé sur deux tables Lack et piloter via Octoprint. On va commencer par détailler le matos utilisé pour travailler les impressions. - Papier à poncer de différent grains de 80 à 400 2€ - Vernis pour bois de chez Action 4€ - Apprêt en tube de chez Action 2€ - Un ensemble de tube de peinture acrylique 1€50 - Pinceaux 1€ - Vernis en bombe Action 2€ Les prix sont approximatif selon mes souvenirs. Pour le moment je procède comme tel: Ponçage comme un bœuf après retrait des supports, deux couches de vernis au pinceau, deux couches d'apprêt, deux couches de peinture, deux couche de vernis en bombe. Je ponce entre chaque étape bien sure. Voila le résultat des premiers test avec un Ryu et un Mr.Larbin Liens Thingi Ryu = https://www.thingiverse.com/thing:3314093 Larbin = https://www.thingiverse.com/thing:2006850 Je trouve le rendu final un peu trop ''brillant'', je pense que j'ai la main un peu trop lourd sur le vernis que je passe pourtant en fine couche... The next Ouane, un Chacha du jeu vidéo Dofus. Qui sera peint aux couleurs de ma petite femelle écaille de tortue. Pauvre petite chose, petit souci lors de l'impression avec les dents, résultat vraiment dégueulasse. Du coup petit opération, on retire les dents affreuse et on ponce! J'ai ensuite travailler le STL avec MishMixer pour ne récupérer que la dent que j'ai ensuite allongé. Un impression de 5 minutes et deux points de colle plus tard, notre terreur retrouve son sourire ravageur! En simultané, un Rick d'une vingtaine de centimètre sera effectué, ainsi que la préparation d'un boîtier de Pi pour un test de d'hydro Dipping! Ensuite je fini enfin mon Lego Deadpool. Après on passera à l'epoxy! Mais c'est pas encore le moment. Bye1 point
-
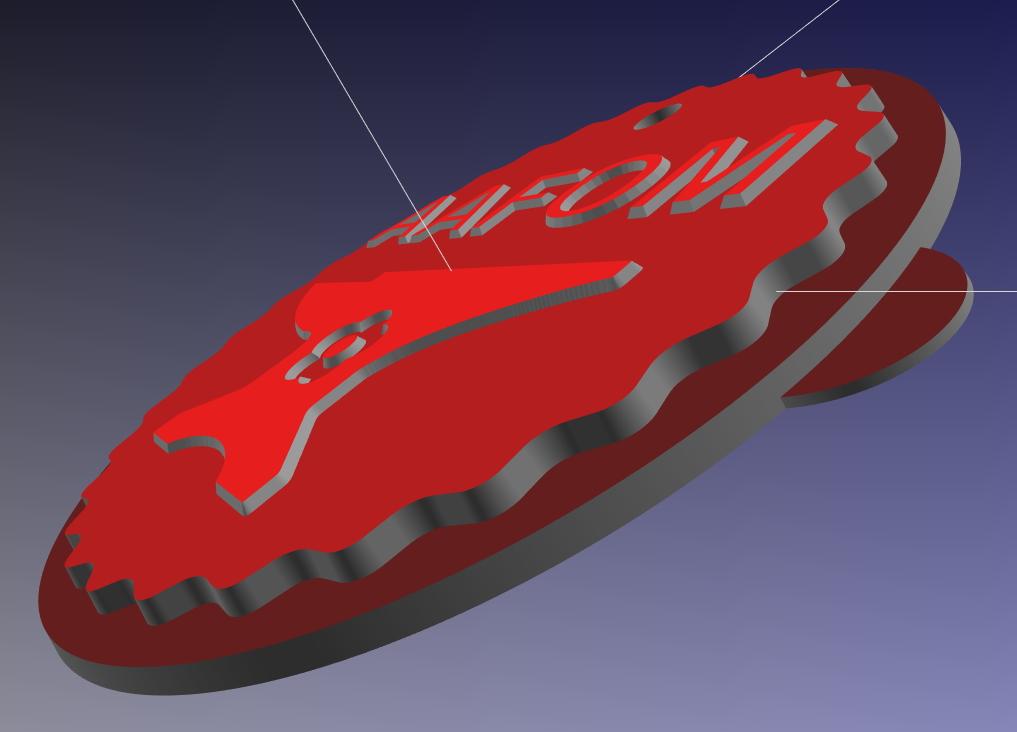
Bonjour à tous, Après mise à jour du firmware de ma Prusa Original MK2S j’ai refait toute la procédure de calibration. Le réglage du First Layer Z est fastidieux, même avec du PLA. La pièce que je souhaite imprimer possède un motif sur la face inférieure. Un compromis est nécessaire entre : - Avoir une première couche serrée et bien adhérente - Obtenir le respect du motif sur la face intérieure Voici la pièce en 3D sur ordinateur : Voici le résultat de différentes impressions, la valeur de First Layer Z est écrite sur chaque pièce au marqueur : Comment avoir à la fois une première couche bien serrée et un motif respecté ? La solution est d’en tenir compte au niveau du design de la pièce, en réalisant un « offset » de la premier couche (concrètement : élargir les partir creuses sachant que l’impression va les rétrécir) Je suis convaincu que c’est une fonctionnalité qui pourrait - et même qui devrait - être intégrée aux logiciels slicer. Voilà ce que ça donne : Je vais refaire des tests d'impression pour voir ce que cela donne en pratique... Reste à savoir, par rapport aux photos, quelle est la meilleure valeur de Live Z - qu'en pensez-vous ? A bientôt Cordialement








 1 point
1 point -
Bonne remarque... Généralement le mécanicien raisonne en mm, le menuisier ou le charpentier en cm, le physicien en m, l'astronome en UA, en AL ou en parsec et le britannique est incohérent. Je me situe chez les mécaniciens. Et thanks God I'm not british. Je ne compte effectivement pas réaliser ma charpente sur une Ender 3, du moins pas dans l'immédiat Quant à l'utiliser pour faire des réalisations de génie civil ou des structures, intergalactiques, je vais attendre une baisse de prix du PLA Je vais donc opter pour les mm dans un premier temps1 point
-
Vérifies bien ton extrudeur, car c'est un peu de la m.. leur extrudeur, je pense qu'il patine (voir mon autre post plus haut)... dès lors le filament n'est plus entraîné > sous-extrusion > manque de matière ... Je pense le changer par un Bondtech (clone Trianglelab)1 point
-
Excellent ! C'est vraiment aussi costaud qu'un pneufit ? Encore un petit essai avec un sujet un peu difficile car sans remplissage ni support https://www.thingiverse.com/thing:3505006 Cette fois,c'est du filament Carbonfill de Formfutura dont j'aime beaucoup la texture et l'effet visuel dus à l'orientation des fibres. Info : Il y a quelques mois,j'avais utilisé ce filament avec la buse Micro Swiss fournie avec la tête ( pas la A2 mais la plaquée), une superbe daube qui ne resiste pas à plus de 350 g de filament. Ici, la buse est une PrimaCreator 0.4 mm en acier trempé , on contrôlera son état dans 10 ans ! Micro Suisse hotend + buse acier 0.4 mm T 260°, bed 65° + Printastck couche 0.2 mm ventilo 75% vitesse 45mm/s retraction 6 mm, sinon gros pâtés assurés !



 1 point
1 point -
Pour ma part sur les pièces peintes, pas de vernis mais du lait de cire dilué à l'eau, cela donne un aspect plus ou moins satiné suivnat la dilution et le nombre de couches. J'utilisai déjà cette technique quand je faisai des statuettes en platre ou résine...1 point
-
Salut ! A éviter absolument ceux-ci : https://www.amazon.fr/SIENOC-téflon-Connecteur-rapide-pneumatique/dp/B07VN4B9QY/ref=sr_1_20?__mk_fr_FR=ÅMÅŽÕÑ&crid=1K1AV7076KOID&keywords=pc4-m10&qid=1568998574&s=gateway&sprefix=pc4%2Caps%2C171&sr=8-20 Particularité : Ils ont des têtes bleu (ou existe également en noir). Défaut : Pour serrer il sert... voir trop... jusqu'à en couper le tube PTFE. Et une fois inséré le tube PTFE dedans, il devient impossible de le retirer, sans utiliser une pince coupante. Si on les installe sur un extrudeur ou une tête d'impression, à force des mouvements de la tête, le tube PTFE fini par se couper. Ceux que je recommande sont ceux-ci : https://www.amazon.fr/pc4-m10-connecteur-pneumatique-connecteur-ender-3-Bowden-Imprimante/dp/B07KC4FBW7/ref=sr_1_24?__mk_fr_FR=ÅMÅŽÕÑ&keywords=pc4-m10&qid=1568999567&s=gateway&sr=8-24 Ou... en moins chère : https://fr.aliexpress.com/item/32955423292.html?spm=2114.13010708.0.0.3a996c376X9QVv https://fr.aliexpress.com/item/32955693682.html?spm=a2g0o.productlist.0.0.6a547686YHW2wn&algo_pvid=a5bfbb86-f07a-4599-b0eb-8f41242c1629&algo_expid=a5bfbb86-f07a-4599-b0eb-8f41242c1629-3&btsid=353cd68b-f7fe-4b43-b71a-3ef91d32232a&ws_ab_test=searchweb0_0,searchweb201602_6,searchweb201603_52 Particularité : Ils ont tête Grise/Blanche Ils tiennent bien le tube en position, sans âbimer ou couper ce dernier. Et il est facile de retirer le tube en cas de besoin en maintenant appuyer la tête. C'est ceux que j'ai installé sur ma Geeetech A10 (et que j'utilisais sur ma CR-10), et que j'ai également installé sur ma Delta.1 point
-
Chers amis, Il n'y a PAS de detection automatique. Si l'ecran est un V12, qui est 99% des cas, c'est la config par defaut. Si l'ecran est un V11, alors, il faut en effet changer la directive de compilation, -DSTM32F1xx -DU20 -DTS_V12 par -DSTM32F1xx -DU20 -DTS_V11 ... C'est un #define en fait qui est passe au travers d'une directive. Si on doit le faire, mais que l'on oublie, l'effet est tout simple : Les boutons sont bien affiches en bas, mais les zones actives du TS sont en haut, car l'axe des Y est inverse. A ce jour, nous n'avons JAMAIS eu d'autres controleurs d'ecran que les ILI9341. Par consequent, pas de modif a prevoir. Le code sait supporter des 9328 et S77xx, mais cela n'a jamais ete teste, car jamais trouve ce controleur sur des ecrans. Et voila...1 point
-
je te conseille pas le deuxième écran, c'est aussi un écran anet, encore plus chiant à adapter que celui d'origine.1 point
-
Pour le vernis en bombe, tu devrais trouver du "satiné" ou du "mat", ça devrait moins flasher après. Avec mon passé de figuriniste, à ta place , je zapperai une de tes 2 premières étapes, à moins d'avoir une surface ou les couches se voient de trop, tu vas perdre du temps et des détails pour rien. Une seule couche de vernis au pinceau ou une seule couche d'apprêt devrait suffire pour cacher les lignes d'extrusion. Très bon travail tout de même, et au plaisir de voir tes futures créations.1 point
-
Sinon, en bricolant / adaptant, peut-être que le magnet-fit de hotends.fr pourrait fonctionner ?1 point
-
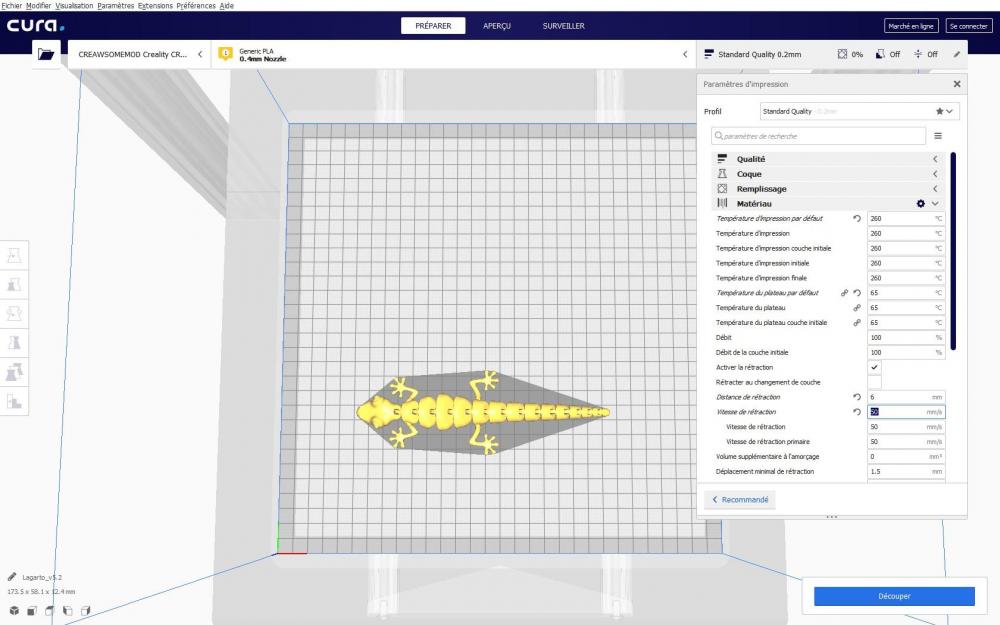
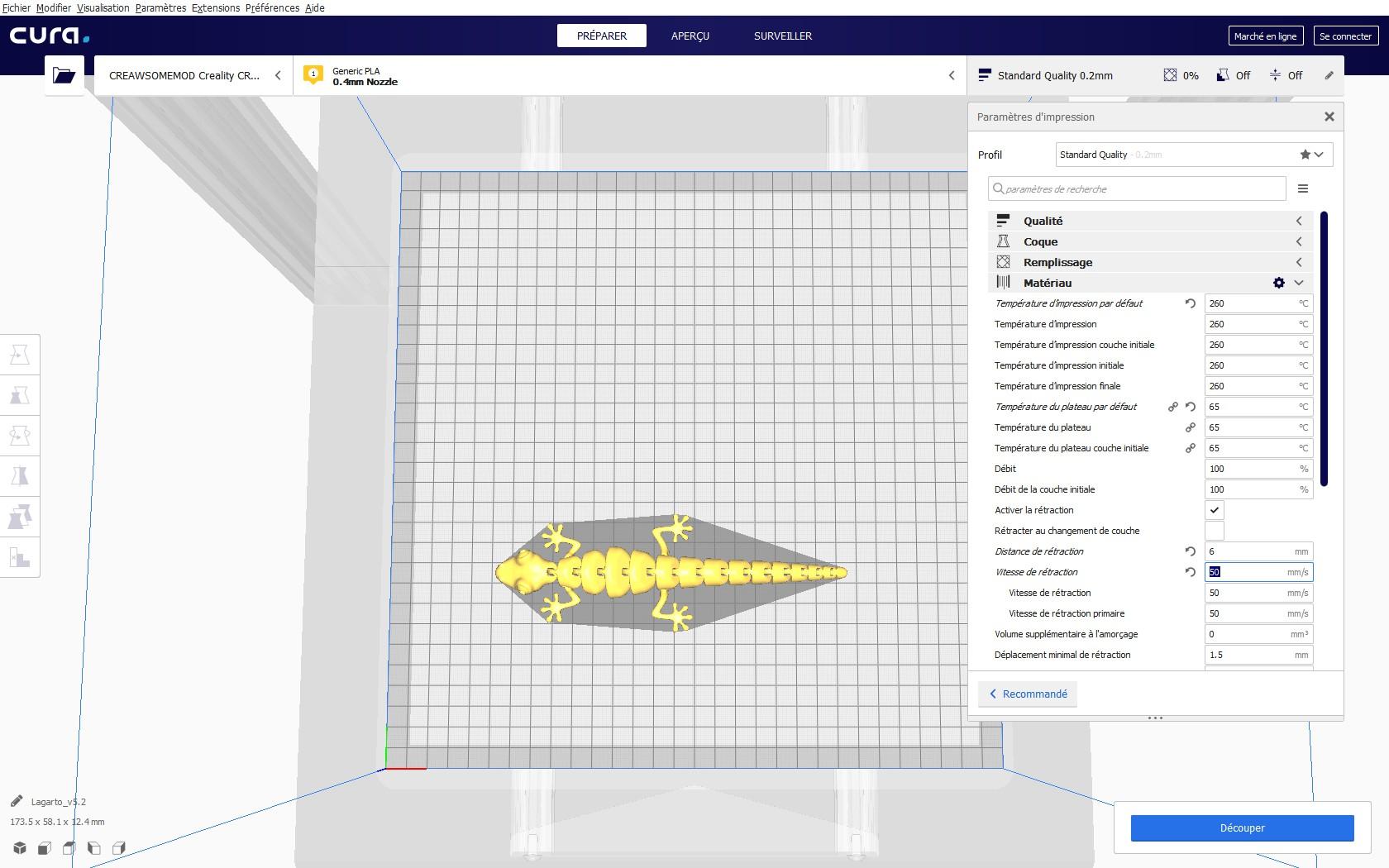
Celles encadrées en rouge Plutôt que les supprimer, tu peux simplement ajouter en début de chacune de ces lignes un point-virgule (;), elles ne seront plus interprétées par le trancheur
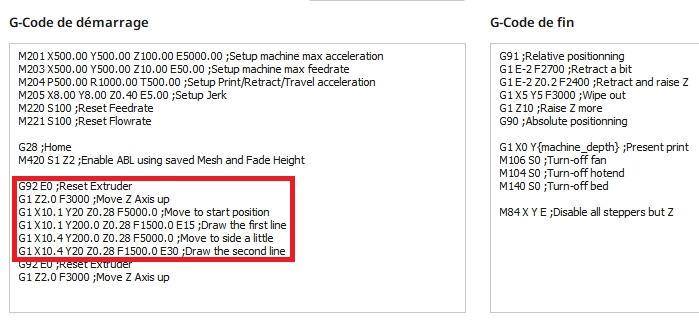 1 point
1 point -
Tout simplement parce que si c'était aussi simple, tu dois évidemment te douter qu'on éviterait de se compliquer la tâche . Si tu as quelque chose / une méthode à nous proposer, n'hésite surtout pas à nous la faire partager, c'est le principe du forum.1 point
-
Tant que tu en as des souvenirs, même mauvais, c'est que tu es vivant. Pour ceux qui ne connaissent pas, le problème avec ce produit ce n'est pas l'acide mais le fluor. les vapeurs, tout comme une éclaboussure de la taille de la paume de la main, sont mortelles. le fluor fixe le calcium, le rendant indisponible pour les fonctions métaboliques, et on décède au bout de quelques jours d'insuffisance cardiaque et rénale.... Pascal1 point
-
Sympas tout ça ! J'adore ton bras caméra, du mastoc ! pas près de se briser1 point
-
les buses c'est bien pratique pour l'impression 3D ! Ok je sors......1 point
-
Bonjour @Jeanfy , Oui tu peux installer Marlin sans avoir de sonde, dans platformio.ini => ligne 21 => default_envs = alfawise_U30 (normalement c'est déjà comme ça) tu n'as qu'à compiler. Pour l'ecran je ne sais pas pour ta version, mais entre les v1.1 et v1.2, avec les derniers fichiers sur le repo tu n'as plus besoin de modifier, l'ecran est détécté automatiquement. Tu n'as qu'a essayer, au pire tu pourras revenir sur le firmware d'origine.1 point
-
là on chipote pour 2 centièmes tout dépend dans simplify3d des valeurs de la largeur d'extrusion et de l'extrusion multiplieur1 point
-
@passipire Tu peux partager le STL que l'on teste sous différents Slicers ?1 point
-
+1 Et en plus avec le verre, la pièce se décolle toute seule une fois le plateau froid mais sympas l'astuce pour ceux qui imprime sur des plateaux à revêtement.1 point
-
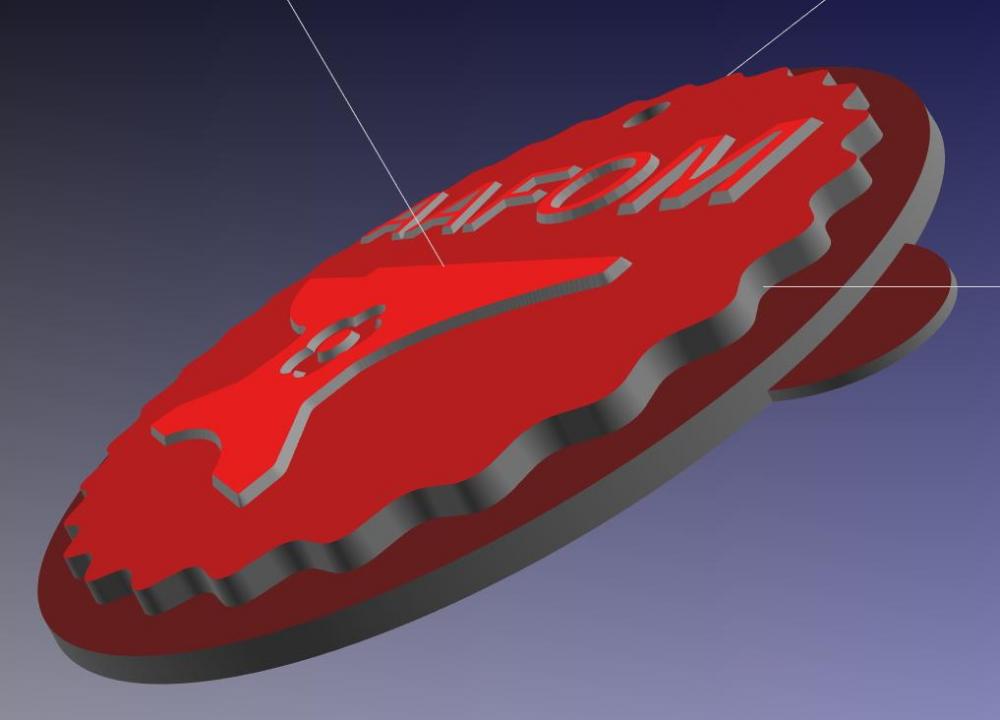
Bonjour, La pièce en question est une médaille avec des gravures sur les deux faces En effet une solution est de la faire en deux fois et de coller ensuite les deux parties Cordialement1 point
-
Je vous dois une réponse car je suis sur des forum modélisme et évidemment la réactivité est plus rapide car nous sommes moins nombreux donc plus fidèle à la consultation des messages. Je m’excuse si j'ai écris des propos blessants, ne n'est pas dans ma nature car j'aime partager. Autre remarque il faut être indulgent car je suis en période d'apprentissage et j'ai déjà passé des heures à comprendre et à me documenter sur internet. Encore mes excuse c'est promis je serai plus à l'écoute et patient à l'avenir. Je suis toujours disponible et bien veillant. cordialement1 point
-
Bin ouais j'ai foutu ça chez Saint Guiveurse là >>>> et je vais vivre un fil de discussion ici >>> (je comprends que ça doit être un peu fastidieux à suivre mais tu l'auras voulu) J'ai fait le choix de moteurs et de tiges filetées un peu mastocs, bah c'est un choix hein. Depuis, y'a des trucs que j'aurais faits différemment, mais pas tant que ça Mon grand regret est de ne pas avoir fait ça avant de partir en roue libre, j'avais tout pour le faire en "dur"1 point
-
penses à changer l'écran aussi, celui fourni avec l'anet ne fonctionne tel quel qu'avec une carte anet, c'est une galère pour l'adapter à une autre carte.1 point
-
Bonjour à tous @LLE A part sur des machines industrielles de haute volée, il est très difficile d'obtenir par réglage le parallélisme parfait entre le plan XY de la table et le plan parcouru par l'extrémité de l'outil qui est nécessaire à de la gravure fine. Tu l'as très bien dit, la gravure n'a pas une profondeur uniforme Dans un premier temps, tu dois commencer par essayer d'approcher ce parallélisme en desserrant ta traverse et en calant comme tu peux, mais c'est pas gagné. Ensuite, tu montes une fausse table en MDF, avec des vis noyées aux 4 coins, et tu la surfaces partout avec une fraise la plus large possible. C'est ça le "martyr" ! Tu verras, après ça sera parfait1 point
-
Salut, Il ne devrait pas y avoir de problème si tu ne mets pas une couche de 1mm. Par contre ces pièces sont peintes en peinture poudre et ensuite cuites. Ca apporte une très bonne résistance, ta peinture (pistolet ou bombe) sera beaucoup moins résistante. Pas de souci à priori mais il faudra faire attention si tu bricoles dessus à ne pas abîmer la peinture grise. Cdt LC1 point
-
Salut, Au moment d'enlever la languette tu n'abimes pas la pièce? Ca me semble un peu fastidieux et utilisant une plaque de verre pour imprimer je peux y aller franchement avec la spatule. Cdt LC1 point
-
tu peux prendre la carte que tu veux, à toi de choisir, MAIS, la carte Anet (quelle que soit la variante) est la seule qui peux s'installer directement (à condition de bien prendre une carte pour anet a8 (attention pas celles pour l'a8-M (carte différente) ou l'A8+ (pas le même écran)), pour toutes les autres il faudra prévoir au minimum la création d'un Marlin adapté puis sa programmation et une modification du câblage (anet n'utilise pas les connecteurs standards). PS, si tu choisis une carte 24V tu devras changer l'alimentation, le plateau, et la cartouche chauffante de l'extrudeur, ainsi que les deux ventilos.1 point
-
Merci à tous de vos réponses J'attends les drivers TMC 2208 et je vous ferai un retour. Question faut-il modifier quelque chose sur la connectique des moteurs.? Je suis un débutant dans cette discipline et j'apprends beaucoup. Mon domaine c'est le modélisme vapeur la construction de machines à vapeur... je suis disponible pour réaliser des pièces en micro mécanique si vous avez des besoins. Nota j'ai résolu mon problème de téléversement avec le câble USB la configuration n'était pas correcte sur mon Laptop. Désormais le téléversement fonctionne avec Arduino... A+1 point
-
C'est fait . J'ai ajouté à ton titre que c'était "résolu". Un simple utilisateur ne peut pas le faire, en demandant "gentiment" à un modérateur il le fait (ou pas). Si tu avais besoin d'apporter des compléments, tu me contactes via le mail du forum (MP) pour que je l'ouvre à nouveau.1 point
-
Principalement deux choses: - un meilleur support du plateau (axe Y) avec un profilé 4040: le guidage se fait sur une largeur de 40mm alors que sur la E3 simple il est sur du 20 mm - une alimentation électrique reconnue (Meanwell) alors que la E3 c'est une alimentation chinoise basique La plaque magnétique peut aussi être un "bonus": facile pour détacher une pièce imprimée (mais ça doit être considéré comme un consommable à durée de vie limitée ). La différence de prix entre les deux est faible (le prix d'une bobine de filament de qualité). C'est toi qui vois. Sur Amazon, on trouve aussi la boutique officielle du fabricant (avantage de ma zone : possibilité de payer en plusieurs fois), par contre elle n'est pas à 150 eugros.1 point
-
Hello, j'ai pas encore peint sur mes impressions ,mais j'ai un lourd passé de figuriniste, après tout dépendra de la peinture utilisé, mais du vernis en bombe pour maquette/figurine devrait faire l'affaire si tu utilise des peintures acryliques ou a l'eau. Et à ma connaissance le vernis pour figurine est un peu plus souple et résistant (à cause des contraintes de manipulations) après séchage et risque moins de s’écailler que le vernis à maquette.1 point
-
Alors économise... J'en ai vu tellement des gars doubler la mise de départ à force de bricoler des machines bancales... Mais bon c'est bien connu, il faut être riche pour acheter du pas cher. C'est vrai que ça passe mieux pour le porte-monnaie de dépenser quelques euros par-ci, par-là plutôt que tout d'un coup. Pour acheter d'occas, ça dépend toujours du contexte, de la réputation du vendeur, de l'expérience de l'acheteur, etc... J'ai moi-même récemment acquis ma 6ème machine, une occasion via ce forum, une Prusa i3 MK3 (évidemment), chose que je n'aurais jamais fait lors de l'achat de ma toute première (Dagoma DE200). A l'époque, je voulais un modèle connu, un SAV Français, et pouvoir l'acheter en boutique. Bon, c'était une bonne bécane pour débuter, mais j'ai vite compris que j'allais passer mes soirées à surveiller des premières couches. Au moins j'ai su pourquoi elle était connue sur ce forum, Dagoma ayant la plus grosse section. Donc moins d'un an après, ma femme m'a offert ma première MK2, et depuis c'est elle qui est heureuse car je sors des vraies pièces utiles pour la maison au lieu de pièces pour l'imprimante. Et surtout quand elle m'appelle, elle n'entend plus "j'arrive dans 5min, je dois relancer l'impression qui s'est décollée" (impression lancée 20min auparavant, et tout ce temps passé à surveiller). Bon je m'éparpille.1 point
-
Toutes les bécanes chinoises sont des clones, reclonées, surclonées avec des composants clonés, à toi de choisir le bon clone.1 point
-
Salut ! Conseil d'ami : Oubli l'idée d'acheté sur Cdiscount, avec des revendeurs qui t'enverront balader au premier soucis. Opte pour un achat sûre et de confiance... comme Amazon ! On trouve des Ender 3 et des CR-10S, sur Amazon... vendu par Creality (la boutique officielle) mais expédié par Amazon (livraison en 48-72h). Tu auras la satisfaction de pouvoir renvoyer la machine en cas de gros pépin au déballage. Et sinon... plus sérieusement... au vu de ton budget... et que si une Ender 3 ou un CR-10S t'intéresse... je t'invite à regarder la concurrence... comme la Anycubic Chiron (que tu trouveras moins chère sur les stores chinois sur Aliexpress), et les imprimantes de chez Geeetech (A10 - A10M - A20M - A30)... et sûrement d'autres que j'oublie de cités... L'achat qui peut rester le plus "sûre" est d'acheter sur la boutique du fabricant.1 point
-
Chose promise chose due : 2h de ponçage C'est pas pour me vanter, mais pour un gamin de 15 ans qui n'a jamais fait ça, je trouve que je me suis pas mal débrouillé Pour l'anecdote, l'idée de construire une guitare mais venue dans un rêve, et quand je me suis réveillé j'étais triste de ne pas avoir de guitare et je donc je me suis lancé PS: 1.937 Kg !

 1 point
1 point -
La majorité des ABL sert surtout à compenser les déformations / différences de planéité de nos plateaux (rarement totalement plans). Changer le plateau par une plaque d'aluminium dont la surface aura été rectifiée, lui coller au-dessous une plaque de chauffe type Kenovo pour permettre la mise en température de ce plateau rectifié. Pour le nivellement, l'effectuer non par 4 points mais par 3 pour le réglage. Le premier sert à placer le plateau à la bonne distance de la buse en bas/gauche (point de référence), le second en haut/gauche à assurer le parallélisme de l'axe Y, le dernier milieu plateau/droit assure le parallélisme de l'axe X. Avec un système à quatre points de réglage, c'est bien plus compliqué (mais plus facile pour les constructeurs / fabricants) d'assurer un bon nivellement (mais ça reste faisable).1 point
-
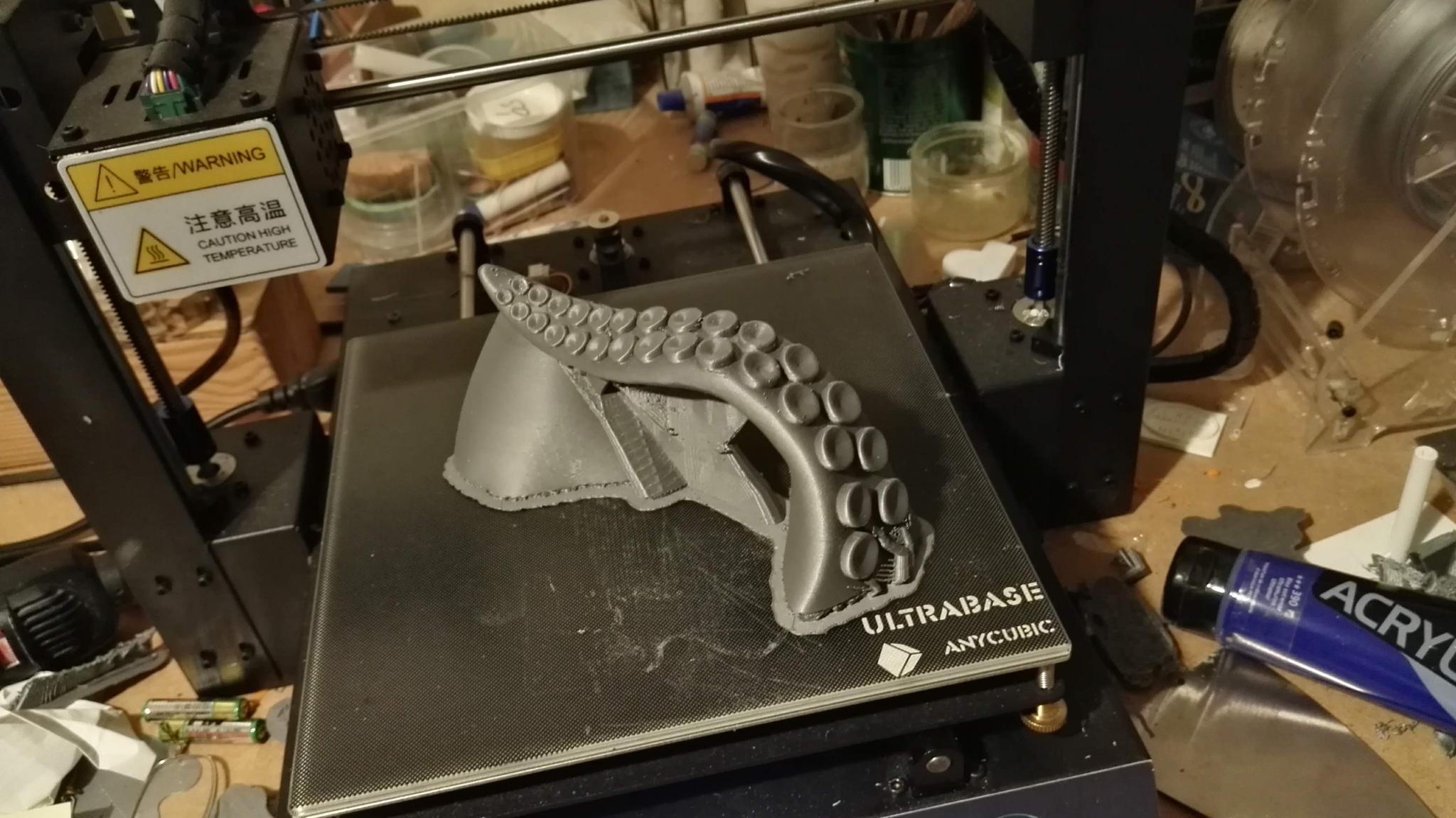
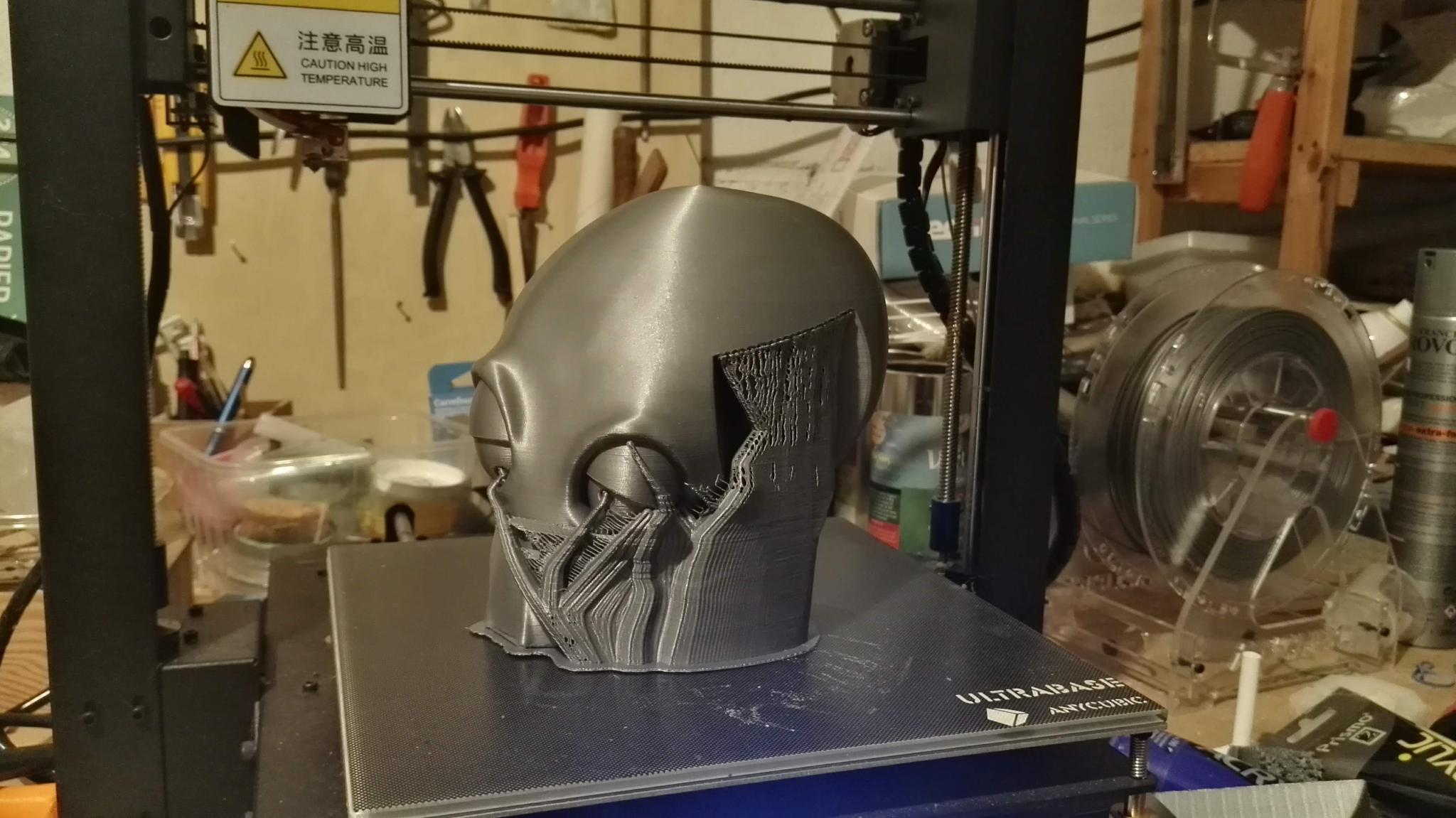
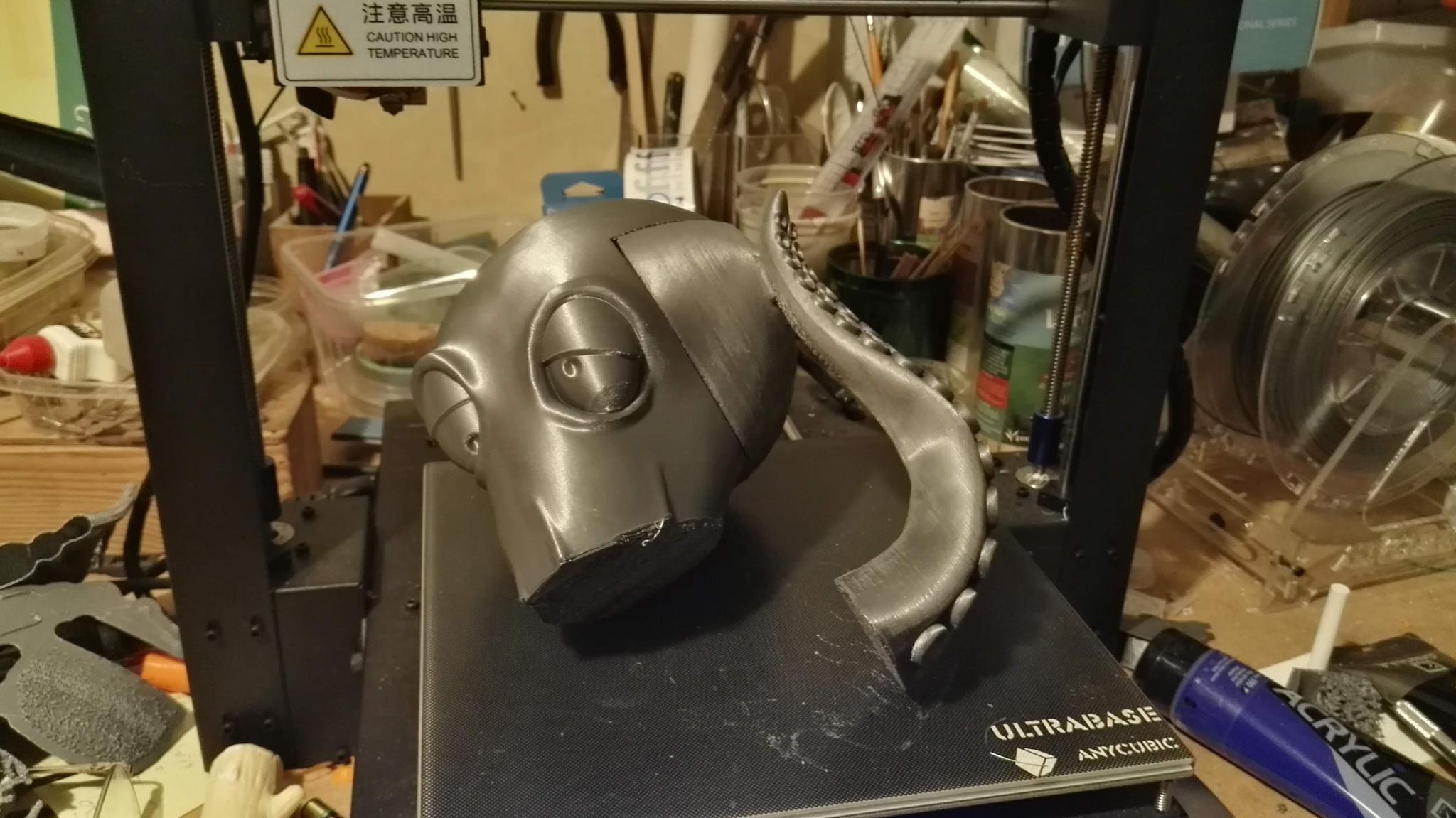
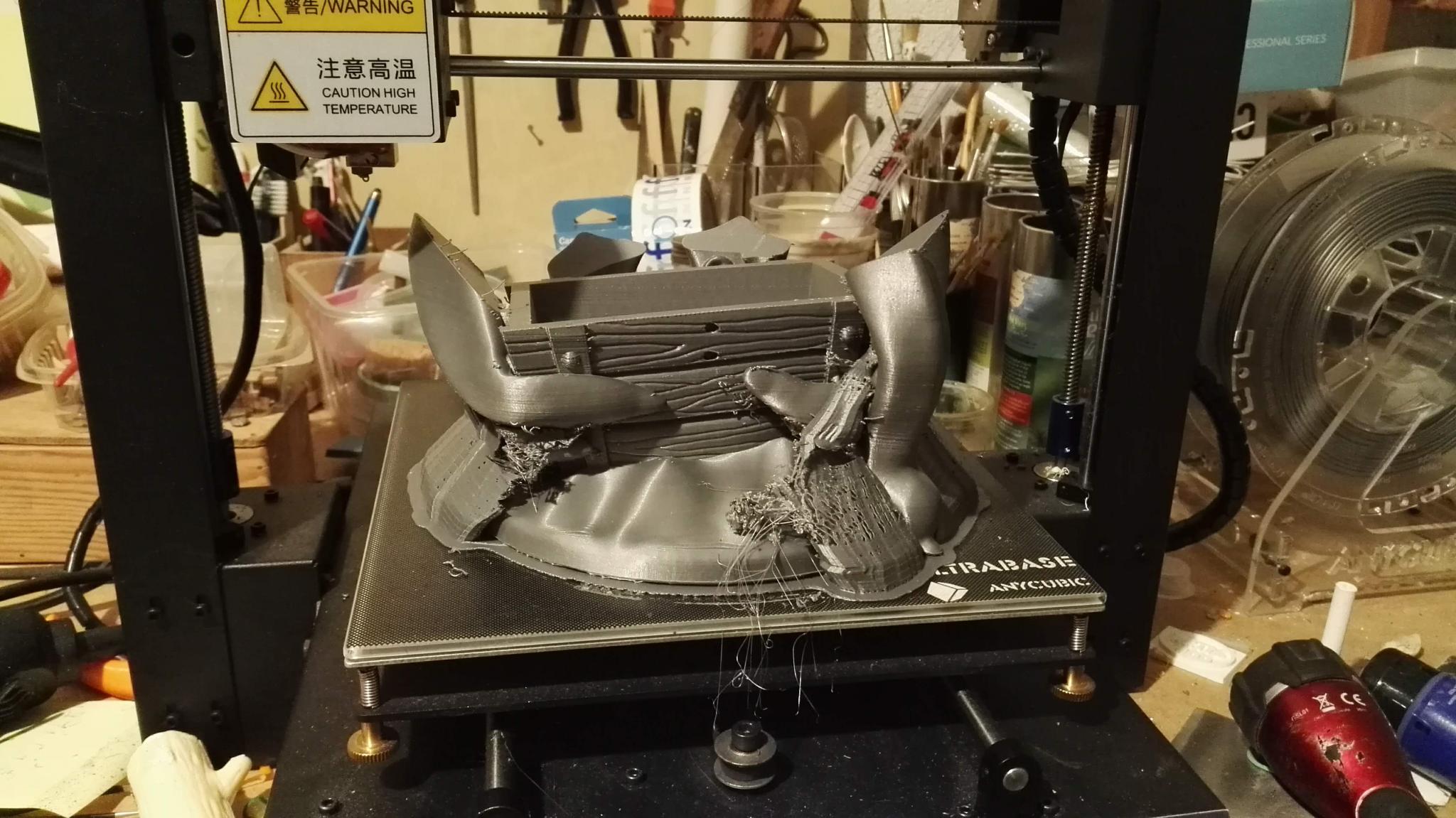
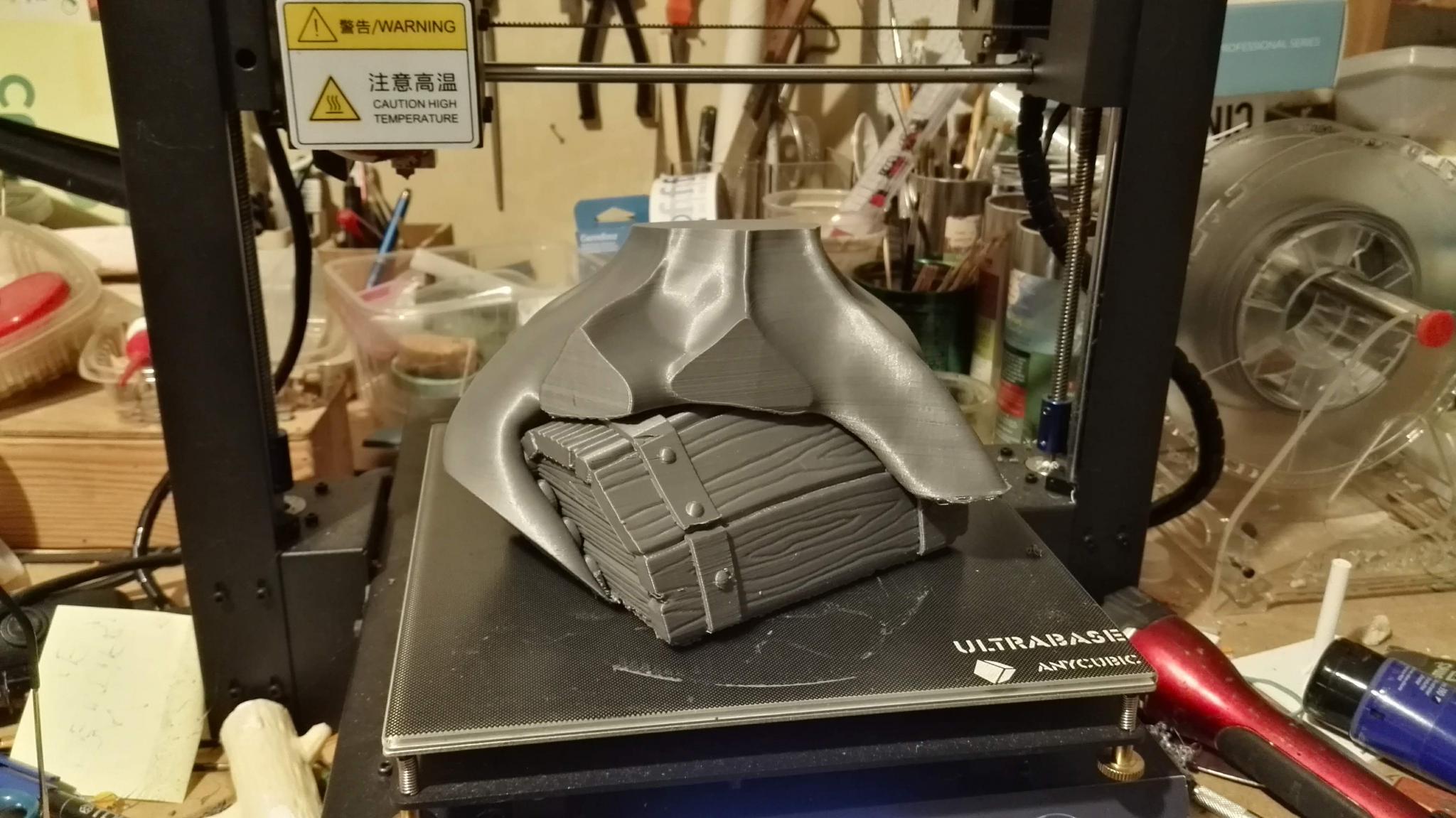
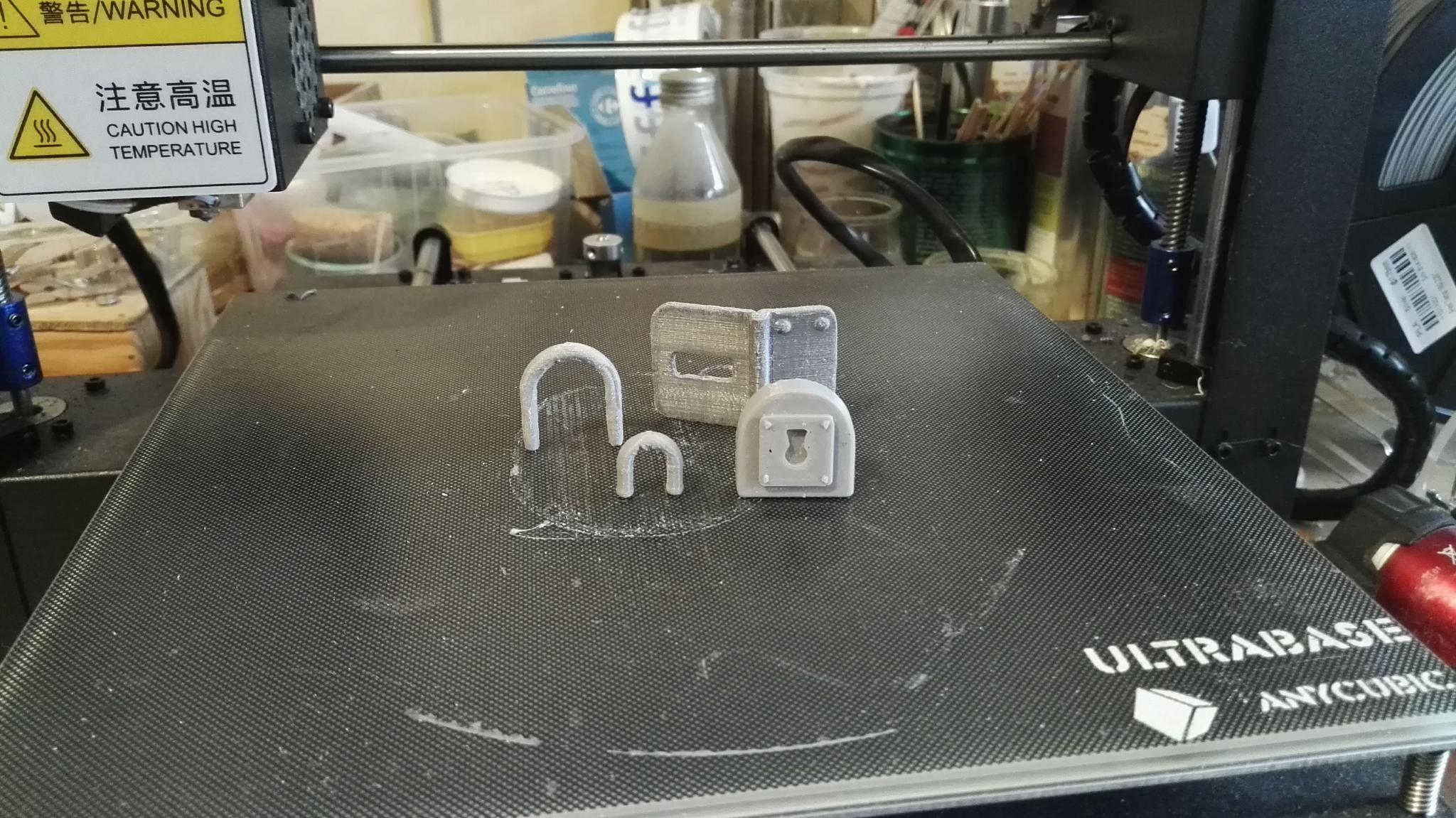
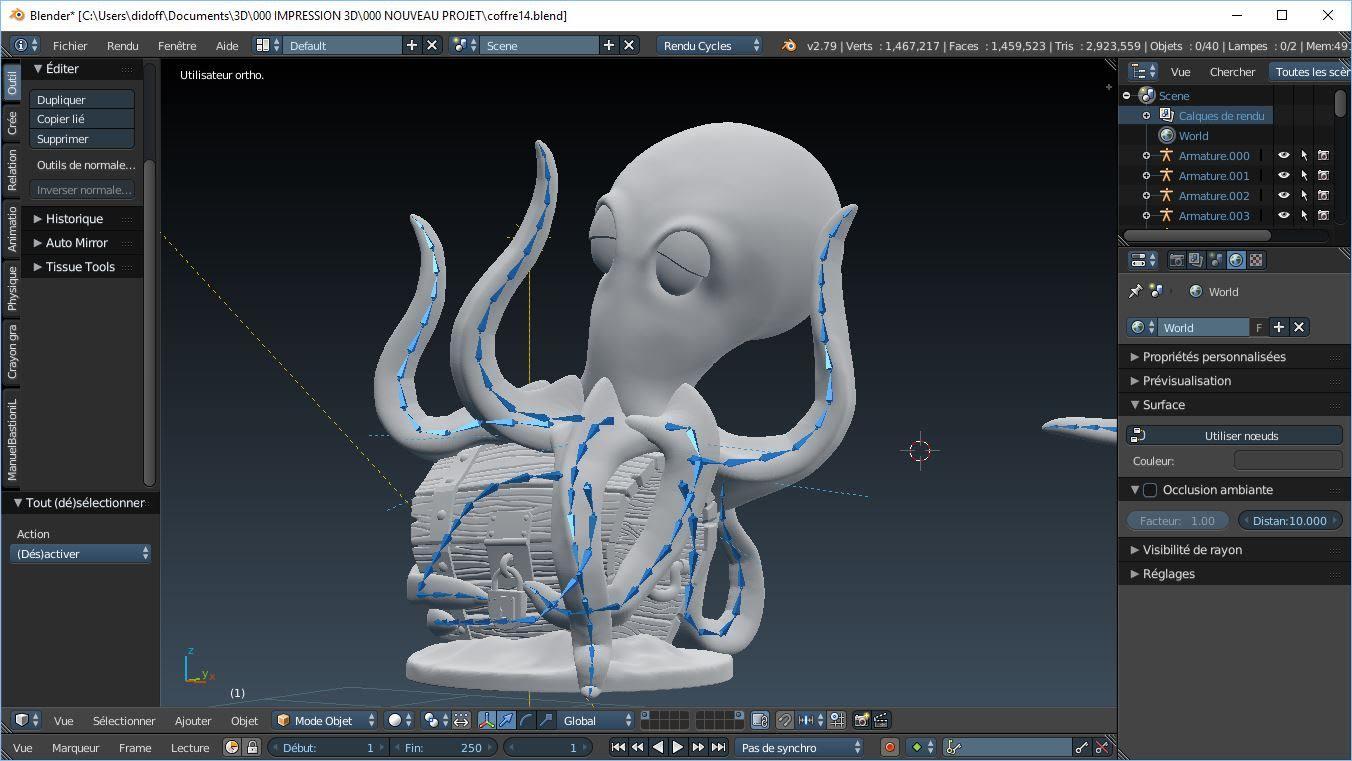
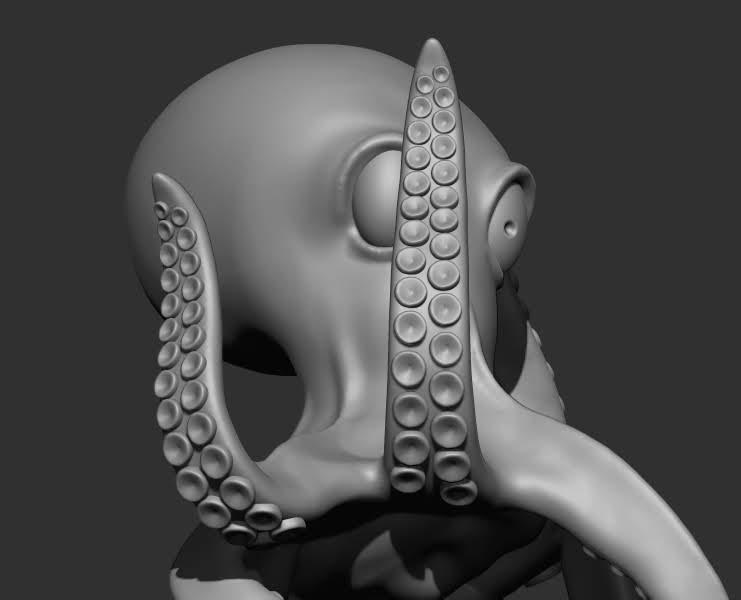
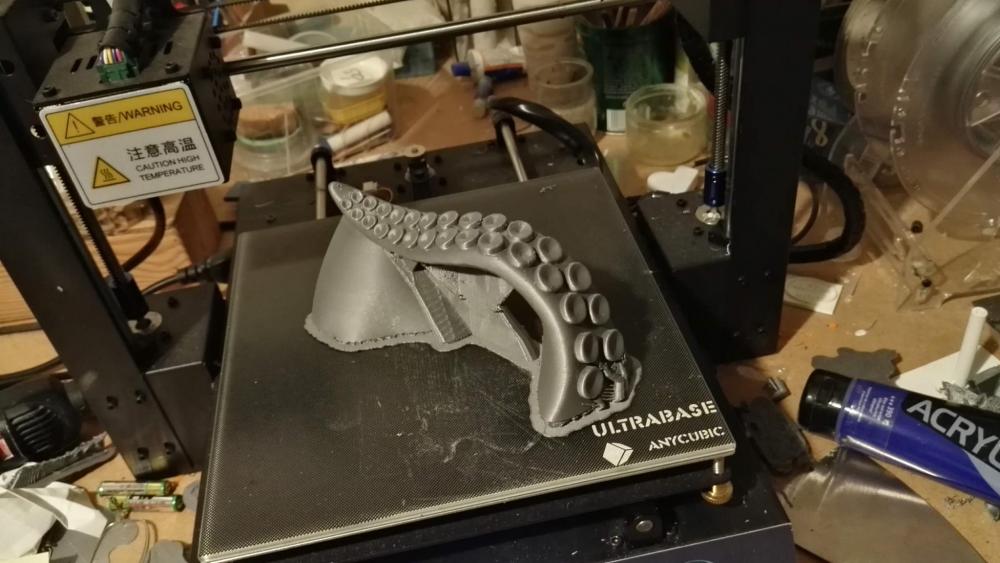
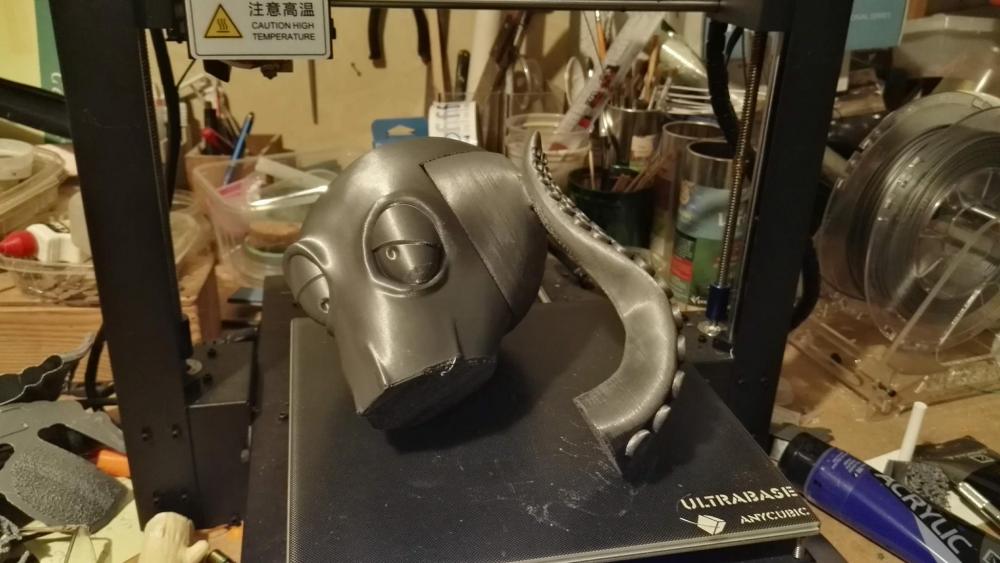
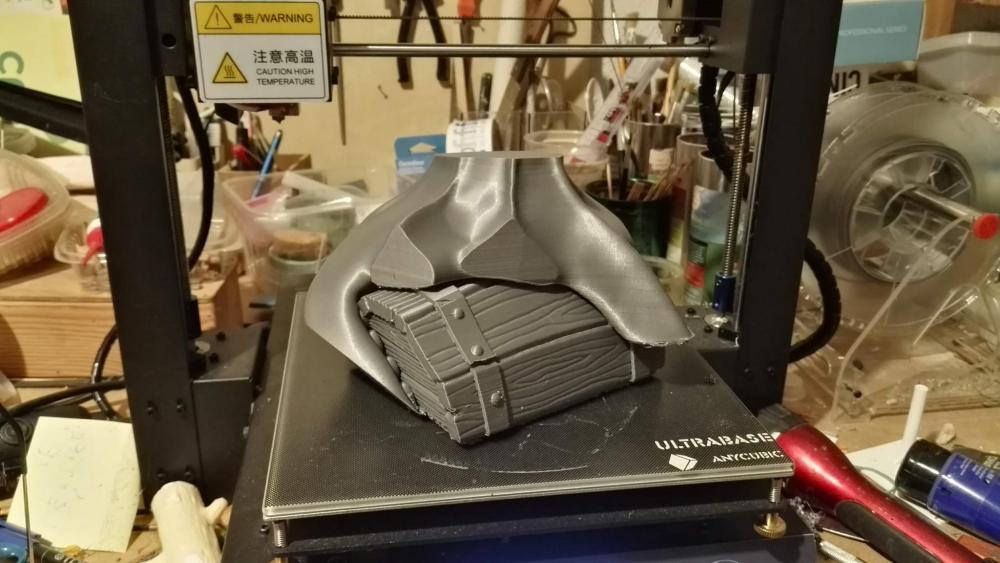
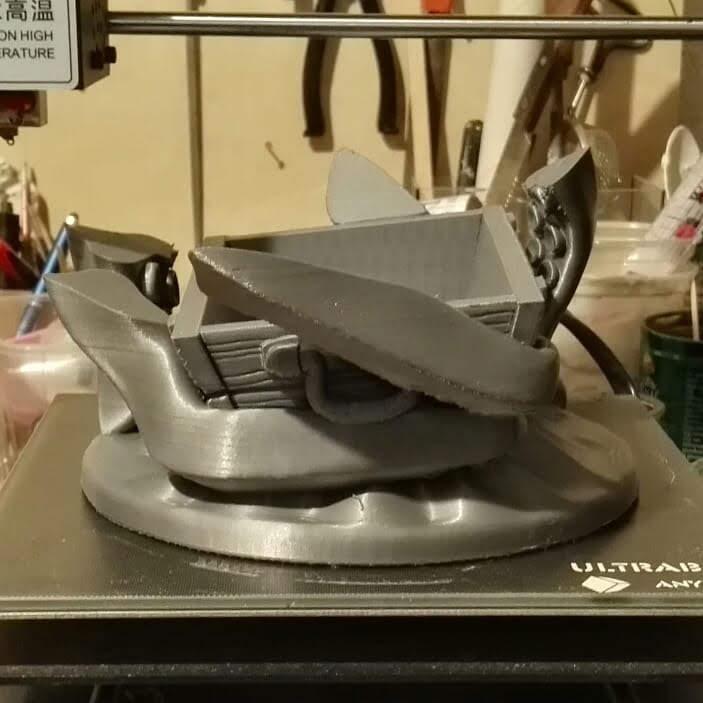
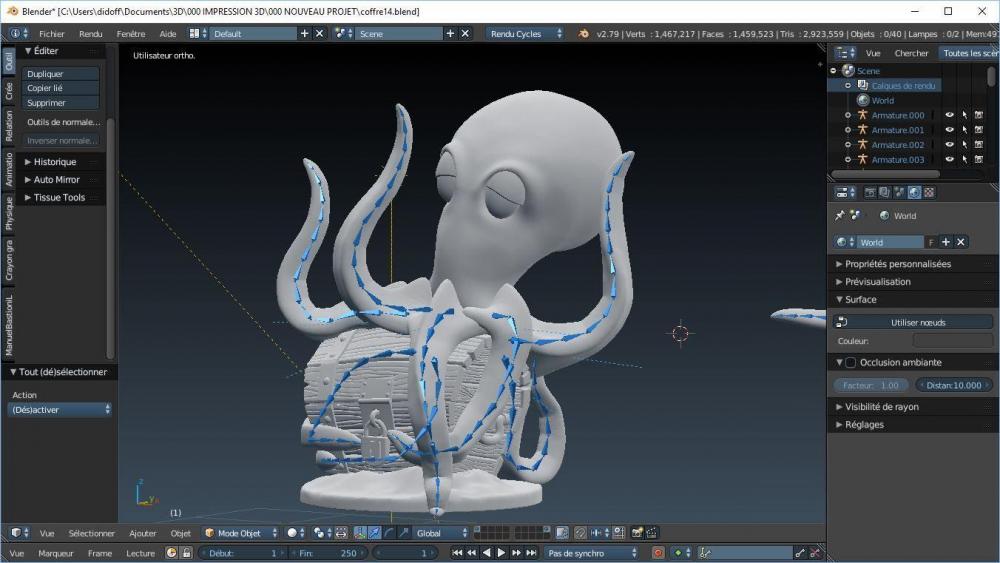
Bonjour à tous, Ma nouvelle impression est encore une pieuvre, bien plus grosse et plus complexe à réaliser et imprimer... Le coffre a été fait avec Blender, la pieuvre avec Zbrushcore et Blender... 150 ventouses plus tard tout était prêt pour l'impression. Comme je l'ai déjà dit, la pièce est grosse et assez complexe j'ai donc opté pour une impression en pièces détachées. Environ 12 heures d'impression pour ces deux tentacules. Celle-ci, avec un morceau de la tête a mis 14 heures pour être terminée. 49 heures d'impression pour la tête. Le socle avec le coffre et tout un tas de bouts de tentacules terminés en 58 heures... Le gros morceau, le couvercle du coffre et le corps de la bête, 62 heures d'impression... Et pour finir le cadenas et le système de fermeture. Je suis maintenant en train d'assembler tout les morceaux.









 1 point
1 point -
Pour pratiquer les chinois au jour le jour (et j'vous l'dit, c'est po une sinécure... ;-) ), çà ressemble beaucoup a ce qui m’énerve le plus ici : de l’ignorance innocente. En clair, je ne pense pas que Creality n' "a pas voulu" fournir les sources, juste qu'ils n'ont pas vu l’intérêt de le faire, par méconnaissance (voire même totale ignorance) du concept de licence GPL... du coup, une fois que quelqu'un leur a expliqué (en mandarin), ils ont compris et mis le code en ligne (par une tierce personne comme dit plus haut... je suppose que personne leur a dit qu'il fallait que ce soit eux qui le fasse). Un autre exemple, personnel : Nous achetons souvent pour le labo des machines linux. Les devis arrivent tous avec la mention "windows 10 installé et configuré". Du coup, un jour j'ai demandé a notre assistante de demander un devis sans le coût de la licence Windows. Elle m'a répondu avec la plus grande honnêteté du monde "c'est le même prix, Windows est gratuit". Et quand j'ai commencé a lui parler du prix d'une licence, que c’était illégal, elle a rigolé et m'a dit "C'est comme çà en Europe ? En Chine, Windows est gratuit." (évidemment, les Windows installés sont tous piratés, mais tout le monde est habitué a avoir un message demandant de s'enregistrer qui apparaît régulièrement) Bref, la notion même de licence est quasiment inconnue en Chine, et s'ils ne voient pas l’intérêt de s’intéresser a quelque chose (revenus supplémentaires, image de marque, etc), çà leur passe juste a milles lieux au dessus de la tete1 point
-
Bonjour, Ça c'est une excellente nouvelle. Cela dit, certains se sont déjà penchés sur le code fourni et s'inquiètent des possibilités d'usure prématurée de la carte SD: apparemment, les développeurs font un usage immodéré d'écritures sur la carte SD pour maintenir l'accès aux dernières positions de la tête afin de reprendre l'impression après coupure (brève la coupure évidemment sinon d'autres problèmes surgiront...). En gros c'est ce que j'ai compris, donc un bon vieil onduleur pour palier à de brèves coupures de courant (relativement rares par chez nous) me semble bien plus efficace. D'autre part utilisateur d'Octoprint je ne suis pas sûr que ça fonctionne avec (à vérifier évidemment). Sinon, quand une communauté se fédère, c'est toujours une bonne chose et encore merci à Naomi pour son investissement.1 point
-
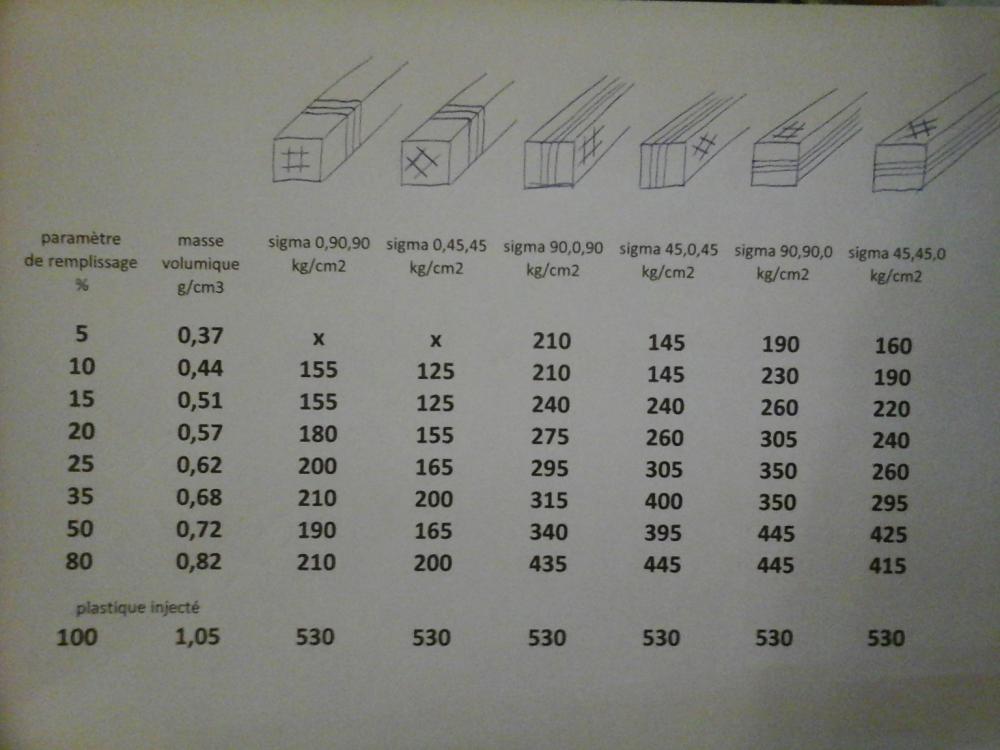
ci dessous un tableau récapitulatif de mes résultats (abs de chez filament-abs.fr). la variable était ici le taux de remplissage, de 5 à 80 %. la masse volumique ne varie pas de façon linéaire avec le taux de remplissage, en effet, la masse volumique varie de 35 à 80 % de celle du plastique injecté. j'ai dessiné à la main l'éprouvette en perspective pour montrer la direction des couches successives ainsi que l'orientation du remplissage interne. le tableau de valeurs est brut, sans traitement, sans élimination des valeurs surprenantes, qui sont peut être dues à des facteurs ou circonstances de production qui m'ont échappées... les éprouvettes ont été produites 6 par 6, en ligne. je laisse chacun examiner ce tableau et en tirer ses propres conclusions. pour ma part, je remarque que les 2 premières colonnes, qui correspondent aux éprouvettes produites debout sont clairement moins performantes que les éprouvettes produites couchées, environ 2 fois moins performantes. également, les 4 séries d'éprouvettes imprimées à plat ont grossièrement le même ordre de grandeur de résistance à la rupture pour les différentes masses volumiques, qui est lui même à peu près proportionnel à la performance théorique de l'abs injecté, au coefficient du rapport des masses volumiques près. on aurait presque envie de refaire une série de 6 éprouvettes avec une masse volumique de 0,9 pour compléter le tableau, je ne sais pas si je le ferai... je pense que je vais plutôt faire une série d'éprouvettes en faisant varier la température d'impression de 200 à 260 degrés, de 10 en 10...
 1 point
1 point
























.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)