Classement



Contenu populaire
Contenu avec la plus haute réputation dans 28/01/2021 Dans tous les contenus
-
On s'en fout, la question n'est pas là.... Elle est plutôt de ce côté : C'est bien réciproque : moi on me parle comme ça je sors l'artillerie lourde. Non mais sans blague pour qui on se prend ? Pour rappel on est ici sur un foirium de LOISIRS où règne une bienveillance maîtrisée, pas sur Facebook, faut pas mélanger les serviettes et les serpillères.3 points
-
Ca n'arrive que tellement rarement, que je tiens à souligner que tout le monde est d'accord.3 points
-
Au pire dis nous dans quelle poubelle la trouver ! Ok je sors --->3 points
-
Est-ce indispensable d'avoir une U50 pour t'aider ? Si tu veut de l'aide... cela t'aidera si tu nous décris un peu les problèmes... Hein ? Désolé... moi pas comprendre... Quelles roulettes ? Quelle table ? Déplacement "de la" buse (pas d'excentriques) ? Et... c'est quoi le problème précisément... OK ! Là je comprend ! Mais c'est un peu court comme description... Tu imprime via SD ? Tu imprime avec quel trancheur ? Le trancheur est correctement paramétrés pour ta U50 ? Euh... ouais... là t'est dure... j'ai de la peine pour ton imprimante. Il y a un vieux dictons : Aide le ciel et le ciel t'aidera. Et cela signifie dans ton cas : Donne nous plus d'infos et on pourra t'aider plus facilement. Sur ce forum, on est des bénévoles... travaillant gratuitement... faisant parfois le boulot des SAV... cela sans être rémunéré... mais cela ne signifie pas que nous sommes des esclaves à la disposition du premier venu. Perso, je demande juste une chose : être courtois.2 points
-
Marlin 2.0.x guide pour CR10-V2, carte mère originelle (v2.5.2) ATTENTION: Post très long (mais j'espère complet ), TLDR : en fin de post. les fichiers utilisés pour compiler Modifications réalisées à partir d’un Marlin originel 2.0.9.3 pour une Creality CR10-V2 avec sa carte mère d’origine (Atmega2560, v2.5.2). Utilisation de ce guide avec un autre version de Marlin à vos risques et périls. En modifiant quelques directives (environnement de compilation, carte mère utilisée, pilotes moteurs, …), il est possible d'adapter ce «firmware» pour qu'il fonctionne avec une autre carte que la Creality v2.5.2 Modifications effectuées après lecture approfondie de la «Bible du Marlin» Chapitres Débuter Fichiers modifiés PID autotune BLTOUCH Mesurer NOZZLE_TO_PROBE_OFFSET Unified Bed Leveling (UBL) Mesh Bed Leveling (ABL du «pauvre» mais tout de même bien pratique) Effectuer le nivelage du lit Détection de fin de filament et remplacement du filament Linear Advance Junction Deviation Test «Tout en un» de la rétraction Compiler le firmware Flasher le firmware Mettre à jour / reflasher le firmware Changelog Débuter Installer VSCode and Git (Installation guide) Ouvrir le dossier Marlin comme dans la vidéo d’installation ou Cloner Marlin via PlatformIO (Cliquer sur l’icone «Alien», puis cliquer sur "Cloner Projet Git», coller l’adresse "https://github.com/MarlinFirmware/Marlin/", presser Entrée, sauvegarder, finalement cliquer ouvrir quand le téléchargement est terminé) Ou vous pouvez cloner mon dépôt en fin de post Vous pouvez choisir la version de Marlin en bas à gauche de la fenêtre, par défaut la version la plus récente sera activée Modifier votre Marlin en vous basant sur ce guide Vous pouvez utiliser les fichiers de configuration des exemples de votre carte pour une édition plus facile / rapide. La CR10V2 n’étant pas actuellement recensée parmi les modèles de Creality, vous pouvez utiliser ceux d’une CR10S (ou ceux tout à la fin). EDIT: @thinkyhead a inclus les fichiers de configuration dans la dernière version stable de Marlin (2.0.6 attention, c'est prévu pour la branche bugfixes ). Fichiers modifiés Modifications des fichiers platformio.ini, configuration.h et configuration_adv.h . A - Activer | C - Changer | A&C - Activer et Changer | D - Désactiver ( Activer/Désactiver en enlevant / ajoutant les «//» en début de ligne ) platformio.ini C default_envs = mega2560 Configuration.h A #define SHOW_CUSTOM_BOOTSCREEN A #define CUSTOM_STATUS_SCREEN_IMAGE Vous devrez copier les fichiers _Bootscreen.h / _Statusscreen.h de Marlin\config\examples\Creality\CR10S\ dans le dossier Marlin\Marlin mais en ce cas, la fenêtre de statut indiquera «CR10S 300» alors qu’on souhaiterai «CR10 V2» (utiliser ceux en fin de post). Les fichiers «examples» du dossier config « peuvent être récupérés à partir de Marlin GitHub. ou vous pouvez utiliser ceux fournis dans le fichier compressé en fin de post (je les ai modifié afin que soit affiché «CR10 V2). C #define SERIAL_PORT 0 C #define BAUDRATE 115200 250000 ATMega2560 baudrate par défaut C #define MOTHERBOARD BOARD_RAMPS_CREALITY A&C #define CUSTOM_MACHINE_NAME "CR10-V2" ou le nom que vous voulez (ex: MA CR10 à MOI qu'elle me plait vraiment beaucoup ) C #define DEFAULT_NOMINAL_FILAMENT_DIA 1.75 C #define TEMP_SENSOR_BED 1 C #define HEATER_0__MAXTEMP 255 C #define BED_MAXTEMP 120 A #define PID_EDIT_MENU A #define PID_AUTOTUNE_MENU C les valeurs de P.I.D. pour la tête : #define DEFAULT_Kp 19.47 #define DEFAULT_Ki 1.59 #define DEFAULT_Kd 59.40 A #define PIDTEMPBED Vous n’êtes pas obligé d’activer PIDTEMPBED, si vous êtes satisfait de votre lit chauffant. Mais en calibrant celui-ci, il montera en températures plus rapidement et maintiendra celles-ci plus finement N’oubliez pas de réaliser un autotune du PID du lit après l’avoir activé dans le firmware sinon la protection contre l’emballement thermique pourrait se déclencher lors de la mise en route. Allez consulter le guide dans la section PID autotune, plus bas dans ce post C les valeurs de P.I.D. pour le lit : #define DEFAULT_Kp 690.34 #define DEFAULT_Ki 111.47 #define DEFAULT_Kd 1068.83 C #define EXTRUDE_MAXLENGTH 435 Mesurez la longueur à partir de la roue crantée de l’extrudeur jusqu’à la buse comme longueur de tube PTFE C #define Z_MIN_ENDSTOP_INVERTING true false C #define Z_MAX_ENDSTOP_INVERTING true false C #define Z_MIN_PROBE_ENDSTOP_INVERTING true false Le BLTouch v3/3.1 peut fonctionner soit avec true soit false, mais une erreur est signalée à la compilation si réglé à true A&C #define X_DRIVER_TYPE TMC2208_STANDALONE A&C #define Y_DRIVER_TYPE TMC2208_STANDALONE A&C #define Z_DRIVER_TYPE TMC2208_STANDALONE A&C #define E0_DRIVER_TYPE TMC2208_STANDALONE C #define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 93 } si vous avez monté en lieu et place de l’extrudeur d’origine un autre modèle, remplacez 93 par le nombre de pas de celui-ci (BMG / Titan 415, BMG sans réducteur (CR10S Pro) 140, …) pour une CR10-V3 avec un Titan comme extrudeur; le pas de l'extrudeur est de 415. ATTENTION: dans le dépôt Github fourni plus bas, mon extrudeur étant un pseudo BMG (celui des CR10S Pro), le pas est de 140, mon extrudeur est un BMG à réduction (3:1), le pas est de 415 (monté en «extrudeur volant»), pensez à le modifier si vous avez l'extrudeur métallique d'origine (pas initial de 93 qu'il est préférable d'affiner en effectuant un réglage de celui-ci). C #define DEFAULT_MAX_FEEDRATE { 750, 750, 15, 75 } C #define DEFAULT_MAX_ACCELERATION { 2000, 2000, 100, 5000 } C #define DEFAULT_ACCELERATION 800 C #define DEFAULT_RETRACT_ACCELERATION 1000 C #define DEFAULT_TRAVEL_ACCELERATION 800 A #define CLASSIC_JERK Utiliser «Classic Jerk» au lieu de Junction Deviation, car JD ne fonctionne pas correctement actuellement et peut parfois engendrer de mauvais résultats particulièrement lors d’impression de courbes (https://github.com/MarlinFirmware/Marlin/issues/17146) A&C #define TRAVEL_EXTRA_XYJERK 5.0 A #define S_CURVE_ACCELERATION C #define INVERT_X_DIR false C #define INVERT_Y_DIR false C #define INVERT_Z_DIR true C #define INVERT_E0_DIR false Si vous avez une CR10-V3 avec son direct-drive, le moteur possédant un réducteur (3:1), le sens de rotation de celui-ci est inversé. la ligne au-dessus devra donc être à «true» C #define X_BED_SIZE 310 C #define Y_BED_SIZE 310 C #define Z_MAX_POS 400 A #define LCD_BED_LEVELING C #define HOMING_FEEDRATE_Z (6*60) (directive d'anciennes versions de Marlin, maintenant les vitesses de mise à l'origine sont regroupées en une seule directive : #define HOMING_FEEDRATE_MM_M { (50*60), (50*60), (4*60) } ) Augmentez si vous trouvez que c’est trop lent mais ne dépassez pas 10*60 pour l'axe Z. A #define EEPROM_SETTINGS A #define NOZZLE_PARK_FEATURE C #define NOZZLE_PARK_POINT { (X_MIN_POS + 5), (Y_MAX_POS - 5), 10 } A #define PRINTCOUNTER D #define LCD_LANGUAGE fr pour passer l’interface de l’écran en français si vous préférez A #define SDSUPPORT A #define INDIVIDUAL_AXIS_HOMING_MENU A #define REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER Configuration_adv.h A #define QUICK_HOME A #define BLTOUCH_SET_5V_MODE C #define SLOWDOWN_DIVISOR 2 A #define LCD_INFO_MENU A #define STATUS_MESSAGE_SCROLLING A #define SCROLL_LONG_FILENAMES D #define LIN_ADVANCE L’activation du Linear Advance sur les cartes Creality «silencieuses» mènent à l’arrêt de l’extrusion, il ne faut donc pas activer cette option. C #define LIN_ADVANCE_K 0.00 Le guide pour calibrer la valeur K se trouve plus bas dans la section Linear Advance. C #define EMERGENCY_PARSER C #define ADVANCED_OK A #define CANCEL_OBJECTS PID autotune Rien ne vous oblige à activer PIDTEMPBED, si vous êtes satisfait de votre lit chauffant. Mais en calibrant celui-ci, il montera en températures plus rapidement et maintiendra celles-ci plus finement. Connectez l’imprimante au PC (USB, Octoprint, etc.) Utilisez n’importe quel logiciel capable d’envoyer des commandes gcode à l’imprimante (Octoprint, Pronterface, Repetier, etc.) Connectez l’imprimante via le logiciel si la connexion n’est pas automatique (COM ??, 115200 250000) En envoyant un M301/M304 à l’imprimante vous récupérez les valeurs actuelles du PID de la HOTEND / LIT CHAUFFANT, prenez note de celles-ci Pour débuter un autotune, il faut envoyer un M303 C<nb cycles> A<index> S<température> U à l’imprimante. Pour la hotend j’utilise M303 C10 E0 S220 U (Hotend: E0) Activez la ventilation de refroidissement du filament pour l’autotuning du PID de la hotend C5 est normalement suffisant, mais C10 n’augmente pas le temps énormément, S<température> devrait être 5-à 10° plus haut que la température le plus souvent utilisée Pour le lit chauffant j’utilise M303 C8 E-1 S65 U (Lit chauffant: E-1) C5 est normalement suffisant, mais C8 n’augmente pas le temps énormément, S<température> devrait être la température la plus souvent utilisée. Si après le M303 ... vous obtenez "PID Autotune failed! Temperature too high", envoyez un M304 P0.00 I0.00 D0.00 à l’imprimante, puis refaites l’autotune du PID. Attendez que les opérations soient terminées (quand c’est fait, le cycle de chauffe s’arrête et la température baisse) Prenez note des nouvelles valeurs du P. I.D. affichées Envoyez un M500 pour sauvegarder ces valeurs dans l’EEPROM Pour vérifier que ces valeurs ont bien été sauvées, envoyez un M301 / M304 pour afficher les valeurs actuelles Si les valeurs actuelles de PID ne correspondent pas aux nouvelles, alors vous devez les fixer manuellement: Hotend: Envoi d’un M301 P<valeur> I<valeur> D<valeur> à l’imprimante Lit chauffant: Envoi d’un M304 P<valeur> I<valeur> D<valeur> à l’imprimante Envoi d’un M500 pour sauvegarder ces valeurs dans l’EEPROM Dans Configuration.h mettre à jour les valeurs de PID pour une prochaine mise à jour du firmware (DEFAULT_Kp, ...Ki, ...Kd, DEFAULT_bedKp, ...bedKi, ...bedKd) The 3D Print General PID Autotuning BLTOUCH Configuration.h A #define Z_STOP_PIN 19 (renommé en Z_MIN_PROBE_PIN ) Le BLTouch est «précâblé» sur le Z_MAX_PIN, le endstop originel lui est connecté sur le Z_MIN_ENDSTOP_PIN A #define BLTOUCH C #define NOZZLE_TO_PROBE_OFFSET { 47, 0, 0 } Éditez ces valeurs en fonction de votre matériel et de sa position par rapport à la buse, aide dans la section Mesurer NOZZLE_TO_PROBE_OFFSET C #define MIN_PROBE_EDGE 10 ( renommé en PROBING_MARGIN ) Si vous avez des clips pour maintenir la surface d’impression (verre, miroir, …), augmenter à la taille des clips +5 C #define XY_PROBE_SPEED 6000 9000 ( renommé en XY_PROBE_FEEDRATE ) Avec 6000 le 9000 BLTouch fonctionne de manière plus fiable (9000 mm/min = 150 mm/s) A #define MULTIPLE_PROBING 2 permet d’améliorer le résultat en effectuant plusieurs palpages A #define Z_MIN_PROBE_REPEATABILITY_TEST A #define AUTO_BED_LEVELING_BILINEAR ou utiliser AUTO_BED_LEVELING_UBL / MESH_BED_LEVELING, liens vers des guides plus loin dans ce post A #define RESTORE_LEVELING_AFTER_G28 A #define Z_SAFE_HOMING Configuration_adv.h A #define BABYSTEPPING C #define BABYSTEP_MULTIPLICATOR_Z 4 1 monte l’axe Z de 1 microstep (0.0025), 4 montera l’axe Z de 0.01 A #define DOUBLECLICK_FOR_Z_BABYSTEPPING Double-clic avec l’écran de Statut pour éditer le Z Babystepping pendant une impression A #define BABYSTEP_ZPROBE_OFFSET A #define BABYSTEP_ZPROBE_GFX_OVERLAY Mesurer les valeurs à saisir pour NOZZLE_TO_PROBE_OFFSET Mesurer approximativement les écarts / distances entre la pin de la sonde et la buse dans les directions X et Y La pointe de la sonde devrait être 2.3-4.3mm plus haut que la buse (quand la sonde est rentrée) Modifier les valeurs NOZZLE_TO_PROBE_OFFSET en fonction de vos mesures Compiler - flasher - redémarrer ... Effectuer le Homing (G28) Prenez note des coordonnées X et Y (réalisable via le menu «Move Axis» de l’écran) Déplacez l’axe Z vers le bas jusqu’à ce que la buse touche ou pratiquement touche le lit Marquez le point où la buse touche le lit (assurez-vous que ce marquage ne se déplacera pas sur le lit (utiliser du scotch de marquage par exemple)) Déplacez les axes X et Y via le menu de l’imprimante jusqu’à ce que la pointe de la sonde soit sur la marque Prenez note des coordonnées X et Y Soustrayez les coordonnées X/Y originelles des coordonnées X/Y de la position de la pointe du BLTouch pour obtenir le NOZZLE_TO_PROBE_OFFSET. Exemple pour la CR10V2: après le homing, la buse est en (150,150); en déplaçant le pointeur de la buse à l'emplacement marqué sur le plateau, la position affichée à l'écran devrait être (103,150); donc 150-103=47 pour le X et 150-150=0 pour le Y Unified Bed Leveling (UBL) Marlin UBL guide Chris Riley UBL video guide Mesh Bed Leveling (ABL du «pauvre» mais tout de même bien pratique) Configuration.h Ce type de nivelage n'est à utiliser que si vous n'avez pas installé d'ABL automatique. Donc, à n'activer que si #define BLTOUCH (ou un autre ABL) ne l'est pas déjà sinon Marlin vous signalera une erreur. A #define PROBE_MANUALLY C #define NOZZLE_TO_PROBE_OFFSET { 0, 0, 0 } A #define MESH_BED_LEVELING A #define RESTORE_LEVELING_AFTER_G28 C #define GRID_MAX_POINTS_X 5 (Ou modifiez selon vos préférences) A #define LCD_BED_LEVELING En complément (remarque de @Darkneo (merci à toi )) il faut désactiver certaines directives qui autrement conduisent à une erreur de compilation : D #define Z_MIN_PROBE_REPEATABILITY_TEST et D #define BABYSTEP_ZPROBE_OFFSET (configuration_adv.h) Effectuer le nivelage manuel du lit (Mesh Bed Leveling) Chauffez votre lit à la température d’impression habituelle (ex : 60°C). Assurez-vous qu'il n'y a pas de plastique sur la buse, ce qui modifierait la distance de la buse par rapport au lit Sélectionner: Prepare - Bed Leveling - Level Bed Attendre que le Homing XYZ soit terminé Lorsque le bouton "Cliquer pour commencer" apparaît, appuyez sur le bouton du contrôleur pour vous rendre au premier point Utilisez la molette de commande pour régler Z afin qu'un morceau de papier puisse passer sous la buse en frottant Appuyez sur le bouton du contrôleur pour enregistrer la valeur Z et passer au point suivant Répétez les étapes 4 et 5 jusqu'à ce que vous ayez terminé. Sélectionnez : Configuration - Enregistrer les paramètres pour sauvegarder le maillage dans l'EEPROM Sélectionnez : Mouvement - Hauteur de fondu : Régler sur 10 Sélectionnez : Motion - Stocker les paramètres Faites un test d'impression et, pendant l'impression, vous pouvez modifier la distance entre la buse et le lit en mouvement via les molettes de réglage du plateau Ne surtout pas toucher aux mollettes sinon le maillage ne sera plus correct Utiliser plutôt le réglage des babysteps via «double clic» sur le bouton de l'écran Sélectionnez : Configuration - Stocker les paramètres Plus d’infos : Marlin Bed Leveling (Manual) Teaching Tech Manual Mesh Bed Levelling Crosslink Ender 3 Mesh Bed Leveling Détection de fin de filament et changement de filament Configuration.h A #define FILAMENT_RUNOUT_SENSOR A&C #define FILAMENT_RUNOUT_DISTANCE_MM 5 C #define EXTRUDE_MAXLENGTH 435 Longueur de la roue crantée de l’extrudeur à la buse A #define NOZZLE_PARK_FEATURE C #define NOZZLE_PARK_Z_FEEDRATE 3 Configuration_adv.h C #define ADVANCED_PAUSE_FEATURE C #define PAUSE_PARK_RETRACT_LENGTH 6 Modifiez par votre distance de rétraction C #define PAUSE_PARK_RETRACT_FEEDRATE 30 Modifiez par votre distance de rétraction C #define FILAMENT_CHANGE_UNLOAD_FEEDRATE 40 C #define FILAMENT_CHANGE_UNLOAD_LENGTH 435 Longueur de l'engrenage de l'extrudeuse à la buse OU régler sur 0 pour l'extraction manuelle du filament A #define FILAMENT_CHANGE_FAST_LOAD_FEEDRATE 30 A #define FILAMENT_CHANGE_FAST_LOAD_ACCEL 15 C #define FILAMENT_CHANGE_FAST_LOAD_LENGTH 435 Longueur de l'engrenage de l'extrudeuse à la buse OU régler sur 0 pour l'insertion manuelle du filament A #define ADVANCED_PAUSE_PURGE_LENGTH 20 A #define ADVANCED_PAUSE_FANS_PAUSE A #define FILAMENT_UNLOAD_PURGE_RETRACT 4 C #define FILAMENT_CHANGE_ALERT_BEEPS 2 3 peut être trop / énervant, si oui, diminuez à votre convenance A #define PARK_HEAD_ON_PAUSE A #define HOME_BEFORE_FILAMENT_CHANGE A #define FILAMENT_LOAD_UNLOAD_GCODES Ajoute le gcode (M701/M702) et Charger/décharger dans le menu de préparation de l'écran LCD. A #define HOST_ACTION_COMMANDS A #define HOST_PROMPT_SUPPORT Plus d’infos : Voir la partie M600 - Filament Change Chris Riley Marlin Filament Change M600 Filament Runout Sensor Linear Advance Linear Advance K-factor Calibration Teaching Tech Linear advance video guide Chris Riley Linear advance video guide Junction Deviation Computing Junction Deviation for Marlin Firmware Test «Tout-en-un» de la rétraction KARL JOHNSON How to Easily Calibrate Retraction in 3D Printers Compilation du firmware J’utilise VSCode avec l’extension PlatformIO ainsi que Git GUI. Le sujet ci-dessous décrit l'installation des logiciels nécessaires à la préparation / compilation d'un firmware Marlin : Pour les anglicistes, Chris Riley VSCode installation guide for Marlin 2.0. Le fichier du microprogramme issu de la compilation qui sera installé se trouve dans «../Marlin/Marlin/.pio/build/mega2560/firmware.hex» Flashage du firmware Plusieurs méthodes sont possibles : Octoprint avec le plugin idoine (Firmware Updater), des programmes (Xloader, ProgISP, Avrdudess, Avrdude (ligne de commande pour les purs et durs)…), via le trancheur (Cura, Prusaslicer,…). directement via VSC en cliquant sur l’icone à droite de celle utilisée pour lancer la compilation. La condition pour que ça fonctionne étant que l’imprimante soit reliée à un matériel informatique via USB pour la liaison et le transfert et qu'elle soit reconnue (son pilote est correct). On utilise le fichier firmware.hex pour flasher. Éviter toute coupure de courant durant ce flashage, attendre que le transfert soit terminé (le processus prend quelques minutes). Normalement à l’issue de celui-ci, la carte doit redémarrer. Mettre à jour / reflasher un firmware Il est inutile de refaire tous les changements à chaque fois que vous voulez mettre à jour une nouvelle version de Marlin, vous devez simplement copier vos fichiers de configuration modifiés dans le nouveau marlin et les comparer dans VSC Source Control (Ctrl+Shift+G), et copier tout ce qui est nouveau ou modifié dans vos fichiers. Tous les changements ne seront pas appliqués sur une mise à jour du microprogramme, pour cela vous devrez réinitialiser vos paramètres d'imprimante : en allant dans le menu de l'imprimante - Configuration - Restaurer les valeurs par défaut, ou en envoyant un M502 à l'imprimante suivi d'un M500 Cela réinitialisera vos paramètres en fonction des valeurs par défaut du microprogramme. Cette réinitialisation est à faire après chaque installation du firmware afin d’éviter toute déconvenue. <EDIT> Depuis la version stable 2.0.9.3, une nouvelle directive «EEPROM_INIT_NOW» permet de réaliser automatiquement la réinitialisation de l'EEPROM après flashage d'un nouveau firmware : Quelques explications sur les commandes M500 à M503 : Changelog 20200414 : version initiale 20200510: corrections, compléments, version «problématique» pour certains désactivation totale du LINEAR_ADVANCE qui ne l'était pas vraiment réactivation du CLASSIC_JERK ajout détecteur fin de filament, directives concernant INVERTING, PULLUP, PIN complément information sur la connexion du BLTouch (Z_MAX_PIN 19) ajout dans la section Flashage, programme AVRDUDESS, possibilité de flasher via VSC si ordinateur relié via USB à la carte (détection automatique du port). 20200619 : corrections, modifications cosmétique : mise en évidence de certains points précisions diverses la vitesse de connexion à passée de 115200 à 250000, précision sur la désactivation du «linear advance» modification du BLOCK_BUFFER_SIZE, BUFSIZE et TX_BUFFER_SIZE dans le fichier configuration_adv.h (des valeurs trop élevées amènent à un dépassement de la capacité de stockage de la RAM pouvant conduire à un écran «bleu» suite au flashage), mise à jour des fichiers de configurations suppression du fichier binaire (chacun devra compiler son propre firmware) 20200801: version de Marlin, dernière en date (2.0.6) suppression du fichier compressé du Marlin lien vers mon dépôt Github (pour les plus curieux, j'ai d'autres branches de Marlin pour d'autres imprimantes / cartes mères) suppression du fichier binaire (je préfère que les utilisateurs progressent en effectuant la compilation eux-mêmes) ajout explications M500 / M503 202020815: corrections mineures (orthographe principalement) complément / rectification concernant les fichiers exemples de configuration fournis par Marlin (la CR10-V2 fait désormais partie des imprimantes à partir de la version stable 2.0.6) 20200918: corrections mineures (orthographe principalement) passées inaperçues passage de mon extrudeur à un BMG à réduction (3:1) dont le pas est de 415 20201012: version de Marlin, dernière stable : 2.0.7.1 20201026: version de Marlin, dernière stable : 2.0.7.2 complément sur le Mesh Bed Levelling (ABL du «pauvre») 20210111: complément pour ceux possédant une CR10-V3 20210815: version de Marlin, dernière stable : 2.0.9.1 20210822: Complément afin d'indiquer les directives de compilation qui ont changé de nom depuis la mise en ligne de ce tutoriel basé à l'origine sur un Marlin 2.0.3 : HOMING_FEEDRATE_Z, Z_STOP_PIN, MIN_PROBE_EDGE, XY_PROBE_SPEED sont dénommées autrement (merci à @Pyroadu signalement ) 20210927: Ajout d'un lien vers un tutoriel de ce forum sur l'installation de son environnement de travail afin de faire son propre firmware 20220103: version de Marlin, dernière stable : 2.0.9.3 ajout d'une nouvelle directive permettant de réinitialiser l'EEPROM automatiquement lors du premier lancement du firmware après flashage Les fichiers ayant servi à la compilation : à récupérer sur mon dépôt Github .1 point
-
Le STL nécessite des supports non ?1 point
-
si tu dis pas ce que tu imprimes (pla, petg, autres ...), et comment (température buse/lit, ventilation, rétraction, etc), ça sera compliquer de te conseiller quoi que ce soit1 point
-
Ton décalage en Z lors de la rétraction est vraiment faible1 point
-
Ok ok je prend note :), j'vais finir par m'acheter un jeu de calle pour ne pas péter une douille avec le papier xD J'ai toujours un coté qui touche plus que l'autre, une vrai galère le calibrage plateau parfois ça a été plus rapide sur la cr10, mais je vais le régler au mieux et lui collé un bltouch. En paralelle, j'ai configuré un Rpi 3b pour faire de l'octroprint mais j'attend d'abord de régler les problèmes d'impression. Et avant de faire des counasses klipper c'est si bien que ça ? Je m'éloigne plus du sujet la, des que j'ai les retours des test et recalibrage plateau ( et test de l'extrusion voir si elle est toujours bonne avec la tech des 120 mm ) Je reviens vers vous1 point
-
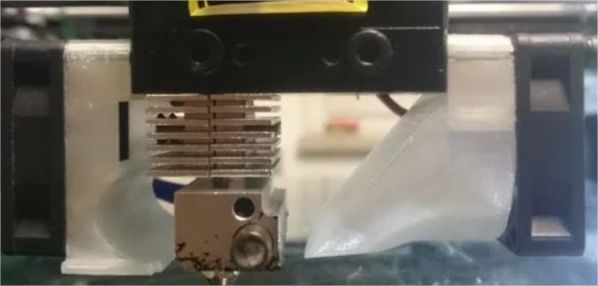
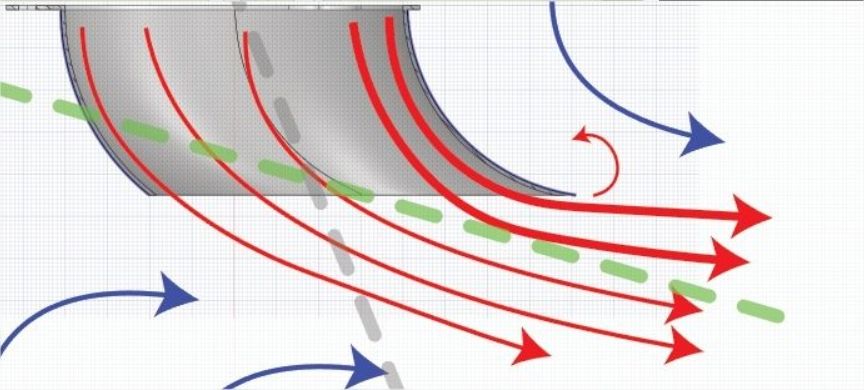
Piste à creuser: Les ducts à effet Coanda, comme on peut retrouver sur certaines RAISE3D: Sur cette photo, on peut voir un duct classique à droite, qui guide l'air de façon bête et méchante. A gauche, un duct à effet Coanda. L'effet Coanda décrit la tendance d'un flux d'air rapide à suivre une surface convexe. C'est utilisé pour des chasseurs de guerre, alors pourquoi pas sur nos machines. Après tout, on est des artilleurs. C'est cet effet aérodynamique que j'ai utilisé pour mon duct de redirection de l'air chaud sur mon projet de caisson: En rouge: haute vitesse, basse pression. En bleu: faible vitesse, haute pression Chez moi, ça marche du tonnerre. Malgré la petite taille du duct et son inclinaison générale très faible (de l'ordre de 30° par rapport à la direction initiale du flux) on obtient une redirection de l'air quasi à 70°. Dans le cas des ducts, où il s'agit de rediriger un flux dans un espace très réduit et avec le moins de perte de charge possible, ça peut être très intéressant. Si on envisage un support de ventilo incliné, on peut théoriquement rediriger la quasi totalité du flux à l'horizontal, tout en gardant une pièce très petite et peu encombrante, et garantir une perte de charge très faible. Le gain de poids sera très minime face au poids de la tête d'impression (d'ailleurs, combien pèse-t-elle? J'ai pas trouvé l'info) surtout si on considère que la limite de vitesse max de la machine est uniquement définie par l'inertie du plateau, très grand et lourd. Et évidemment, par le couple du moteur qui l'entraîne. Pourquoi pas tester quelques prototypes. L'idéal étant bien sûr d'avoir un ventilo de chaque côté de la tête d'impression. Je ne sais pas si c'est possible en termes d'alimentation par la nappe. On a qu'à dire que ce sera mon prochain projet. Mais entre le changement de la carte et le caisson, ce sera pas avant Mai...
 1 point
1 point -
Ah purée un translucide je peux me fourvoyer alors mdr. Mais il faut savoir car souvent on pense que warping ou mauvaise adhérence il faut rapprocher la buse du bed mais l'inverse est tout a fait vrai aussi. Donc fais des tests, à l'époque je m'étais mis une pièce que j'ai fait plusieurs fois pour parfaire mon réglage via z-offset et j'avais du le remonter de 2 crans pour une parfaite adhésion alors que je pensais être bon mais suivant les pièces on a des surprises surtout quand il y'a des contraintes fortes lors du refroidissement du filament. Dans ma signature tu peux voir l'extrudeur alu que j'ai choisi sur ma ender 3 identique a celui en plastique.1 point
-
Moi je suis un grand curieux et passionné , j'ai éssayé pas mal de truc loool Actuellement j'ai une tête titan aqua sur la machine ( terrible d'ailleur, mais ne sert a rien a part pour se la raconter ), j'ai essayé l'extrudeur titan e3d qui va super bien aussi. Mais le meilleur rapport qualité/prix est le creality alu qui fait super bien le job1 point
-
Ce n'est pas l'équivalent en alu, celui que tu as pris de mémoire les steps sont différents donc possible que se soit totalement différent. Ah oui le PEI est un délice de travail ^^. J'insiste sur le réglage buse/bed a 2 endroits ton filament en 1 couche parait casi translucide signe d'une buse trop proche et d'un manque de matière. Mais déjà règle ton extrudeur1 point
-
Bon aller je vais me coucher ! Merci ! [Edit] Bon ben voilà exactement le même problème qu'avec le firmware de Creality, malgré le Z-offset réglé la buse reste au dessus de bed entre 2 et 3 mm lors de la commande G1 Z0 F60. Ca me saoule, il va falloir que je trouves pourquoi .... et c'est sûr que cela vient du firmware car celui de Wilson fonctionne mais comme il file pas les sources ca va être beaucoup plus compliqué à trouver.1 point
-
Autant pour moi je croyais que tu avais l'extrudeur d'origine en plastique, cette panne est récurrente avec cet extrudeur. En tout cas une chose est sure , si tu n'a jamais la même longueur de filament extrudé ton extrudeur patine (peu être que la roue crantée est mal positionnée ou serrée, ou le ressort pas assez comprimé) Pour info moi aussi j'ai déjà eue cet extrudeur a double entrainement , il est resté sur la machine environ 4 heures avant de partir a la benne, c'est de la vraie daube1 point
-
Alors ça c'est typique du levier de l'extrudeur cassé.1 point
-
Pour l'extrudeur tu peux le test des 120mm pour savoir si il extrude correctement la valeur demandée. Pour régler ton plateau, il faut le faire a chaud d'impression buse/bed, faire les 4 coins puis le centre et on refait jusqu'à trouver le meilleur compromis des 5 (la feuille ou ticket de caisse encore mieux doit frotter mais se mouvoir correctement). Peux tu mettre a jour ton profil avec l'imprimante que tu possèdes stp1 point
-
Alors pour l'extrusion c'est a prendre avec des pincettes.... c'est peu être pas ça du tout . Mais en voyant les photos je ne vois pas de soucis de décollement. Les causes de la sous extrusion sont multiples , La plus fréquente reste le tube Ptfe déformé ou le bouchon dans la tète d'impression. Sinon il peut y avoir un problème d'entrainement de l'extrudeur,rapport vitesse/température inadéquat ,calibrage de l'extrudeur ,valeur du multiplicateur d'extrusion dans le slicer Pour savoir si ton extrusion est ok , il faut faire le test du cube . Un cube dont les parois équivalent a 2 fois le diamètre de ta buse,sans couches supérieures (mode vase sur S3D je ne connais pas le nom de se mode sur les autres slicers) , puis mesurer les parois qui doivent mesurer 2 fois le Ø de ta buse1 point
-
Il y'a les paramètres visibles et ceux moins ou pas visibles donc quoi qu'il arrive tu auras toujours des différences d'un slicer à un autre Mais comme le dit @fran6p testes et reviens nous dire quoi1 point
-
Essaie et reviens nous dire quoi.1 point
-
@biostrike, merci pour l’accueil, en fais je regarde les posts liés a Tenlog depuis quelques temps et je me suis dit naturellement que prendre (de l'info) sans en donner n'était pas vraiment équitable.j'ai donc fait le pas et je me suis inscrit afin de partager aussi et donner :). Cordialement, Jean-Louis.1 point
-
Hello Palouf, essai sur un cube de test, passé à 30 mm de coté et en mode vase. Essai un peu à la hussarde, en faisant varier la vitesse d'impression de 10 mm/s en bas à 100 mm/s en haut en direct pendant l'impression. Comme d'hab les photos mettent en évidence les défauts mais le résultat est très propre. Pour moi, essai concluant, je reste avec les courroies vrillées à 180°
 1 point
1 point -
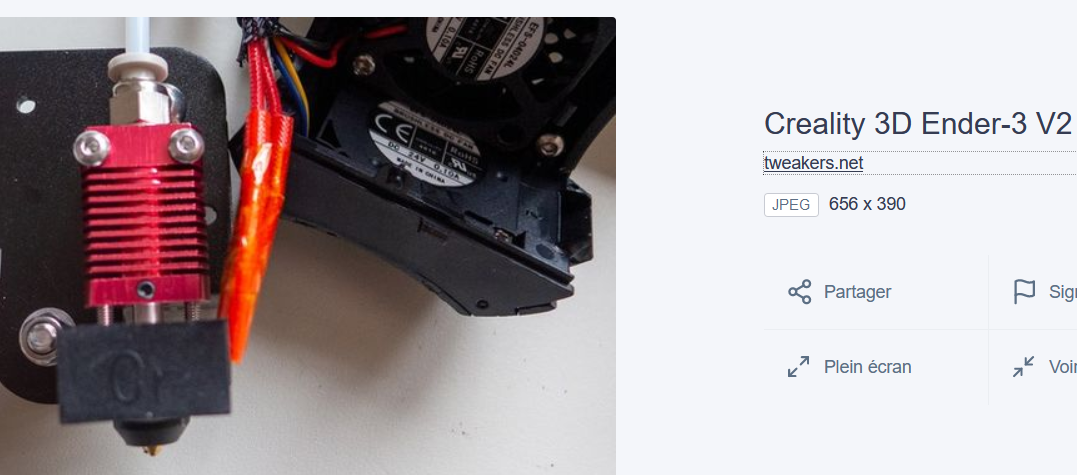
salut moi perso j'ai pas recu de buse de rechange avec la mienne mais aucune idée pour te répondre j'ai pas encore réfléchi a ce problème la1 point
-
Ça ressemble à un ensemble d'extrusion classique Ender-3 donc buses MK8 standard. De toute façon, il suffit de faire la recherche pour Ender-3 V2...Google (Quant) est mon ami.
 1 point
1 point -
ou Meshmixer STL
 1 point
1 point -
autant pour moi ! grossière erreur ! merci de m'avoir remis dans le bon chemin1 point
-
Bonjour @papygeek92140 oui il est possible d'imprimer du PETG c'est mon filament préféré, j'utilise toujours du filament de Arianeplast c'est pour moi le plus performant ! J'ai utilisé comme couleurs Noir, Blanc, Argent, aluminium ils sont tous performants. Température 220 -230 selon la nature de la pièce BED 65-70° réduire la ventilation à 30-40% vitesse 40à 50 mm/s selon la dimension de la pièce. rétraction 2.5mm vitesse 35-40 mm/s Adhérence 3DLAC de préférence ou une laque forte pour les cheveux; bien dégraisser la surface du bed (alcool à bruler) Qualité du PETG produit alimentaire, très bonne résistance mécanique, moins résilient que le PLA, bonne tenue des vis pour un assemblage, résistance extérieure aux intempéries satisfaisante. Il faut un peu l'habitude pour régler le Slicer pour évider des fils d'ange; c'est le seul inconvénient quand la température, vitesse d'impression et rétraction ne sont pas en corrélation ! Il faut une bonne pratique et les essais sont très satisfaisant au filing... J'ai utilisé à 80% le PETG pour le chassis et éléments mécaniques pour mon 4X4 LANDY Land Rover LANDY 4x4 a+1 point
-
Dans ce cas il faut ajouter ton texte à la texture, voir peut-être des tutos avec Blender, Zbrush.1 point
-
Dessouder le bipper derrière l'écran ou https://www.thingiverse.com/thing:29432181 point
-
Bonjour, un Stl ne contient que des triangles, et la "normale" au profil. Si c'est destiné a être imprimé , il faut bien qu'il y ait une épaisseur , eu relief , ou en creux...sinon , ça ne ressortira jamais. A+1 point
-
Bonjour, Non , j'ai très bien compris que ce sont des glissières , et que ça roule ou ça glisse , je pense la même chose. ensuite ,je ne prend aucun air... j'ai toujours précisé qu'il me "semblait que" , et j'en ai fait la remarque ; c'est le but du forum. si ça te gène , ne répond pas ...c'est tout... pour ma part , le sujet est clos...1 point
-
N'hésites si ça dérape trop, mais je pense que tu as compris que la vente n'est pas la priorité de ma vie1 point
-
Bonjour les amis, juste pour partager mes paramètres. je viens de faire mon premier print ABS sur la D12. Franchement, agréablement surpris. Je précise mes paramètres: 1- pas de caisson 2- 235°C et 90° 3- Ventilation à 0 4- baton de colle UTH stic sur le bed 5- Filament Grossiste3D noir Pieza_A_positive_Jo_ABS_20210127183443_Trim.mp4
 1 point
1 point -
Il me semble que les derniers modèles de CR10S Pro sont équipées de Mosfet externe en lieu et place des SSR DC / DC, modèles qui nécessitent normalement de gros dissipateurs contrairement aux SSR AC / DC (bon groupe de rock dont peu de membres originels sont encore vivants).1 point
-
Bonjour, merci pour la publication ! La Land Rover est opérationnelle elle fonctionne très bien puissante et agile dans toutes les situations de tout terrain. J'attends la fourniture des vitres plastique transparent de 0.4mm pour terminer le montage des portes, custode et le pare brise. J'ai également imprimé un second véhicule pour mon fils. Prochain projet réalisation d'une JEEP Willys de 1941 du débarquement de l'armée Américaine en Normandie. cordialement Francis1 point
-
Pareil, plateau HS au centre à cause de l'utilisation d'IPA, l'imprimante date de fin décembre. Au départ je croyais que c'etait uniquement du au décollage d'une pièce en cours d'impression, pièce qui collée à la buse a frotté le plateau mais en fait l'IPA détruit la surface (trace marron aussi si on frotte trop). J'ai recommandé un plateau neuf chez artillery 3D expert (l'imprimante vient de chez eux) et le nouveau est différent de l'ancien, il fait plus sableux en surface. En lisant ce forum j'aurais du essayer une prise en charge chez artillery directement.1 point
-
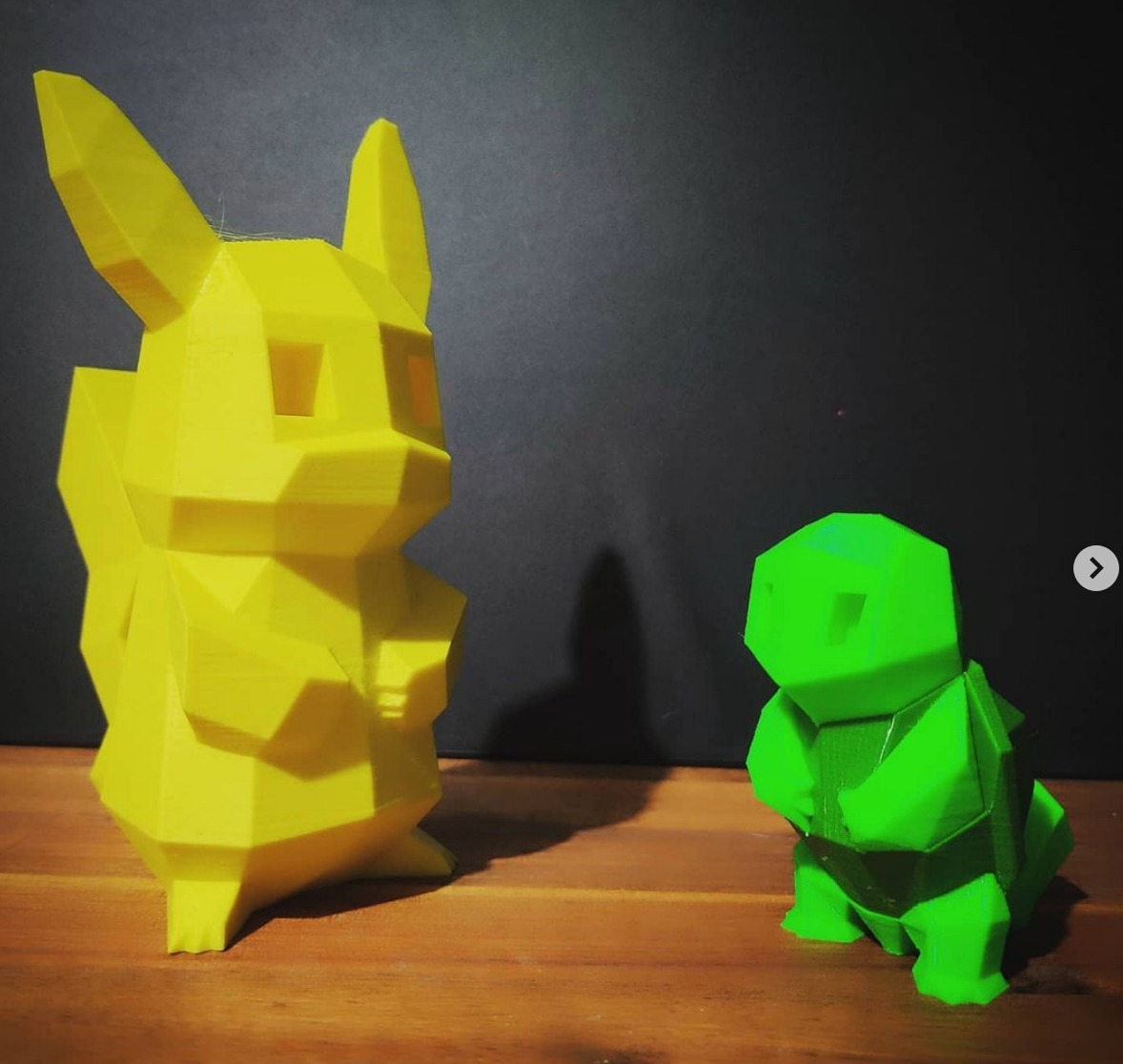
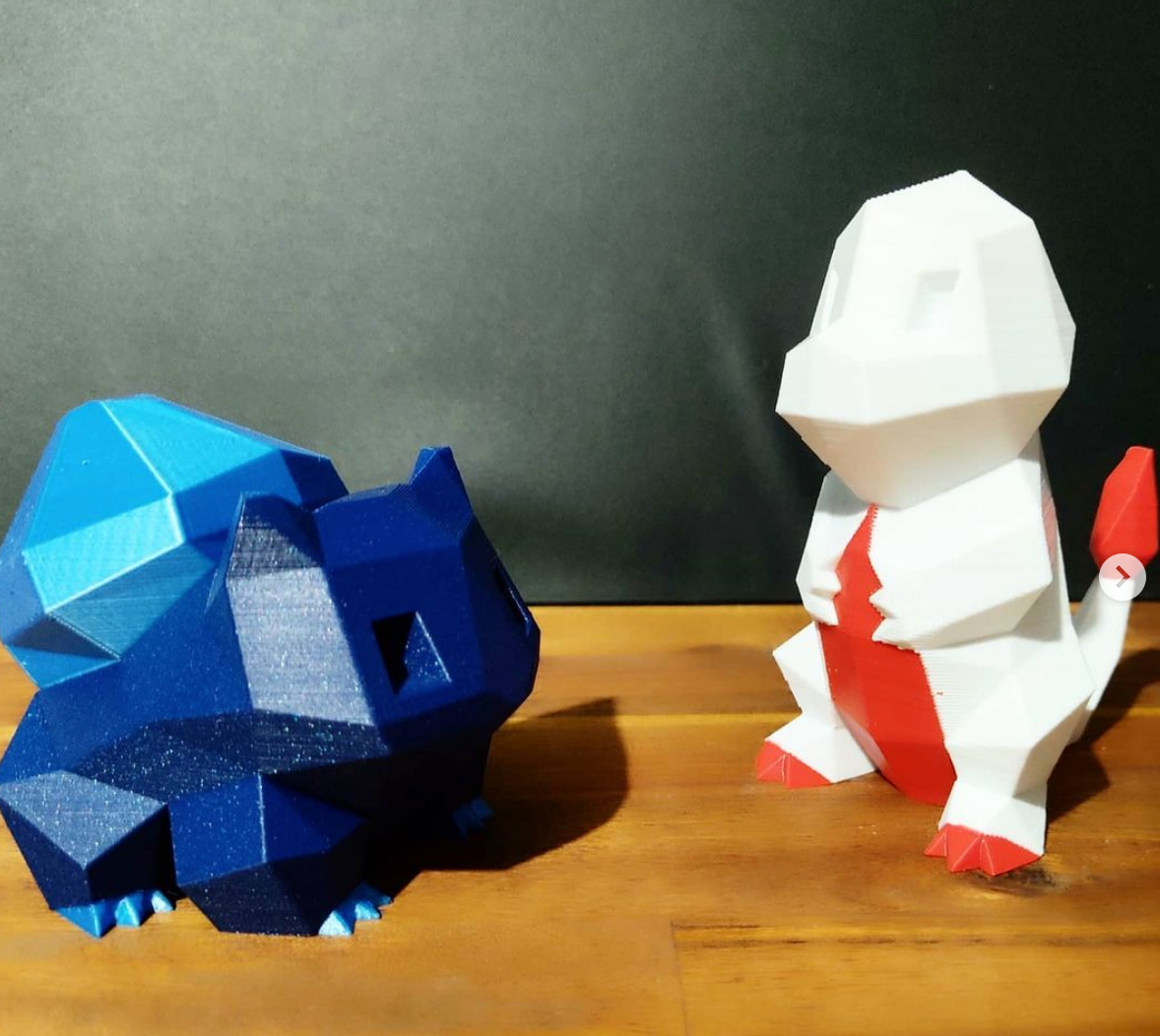
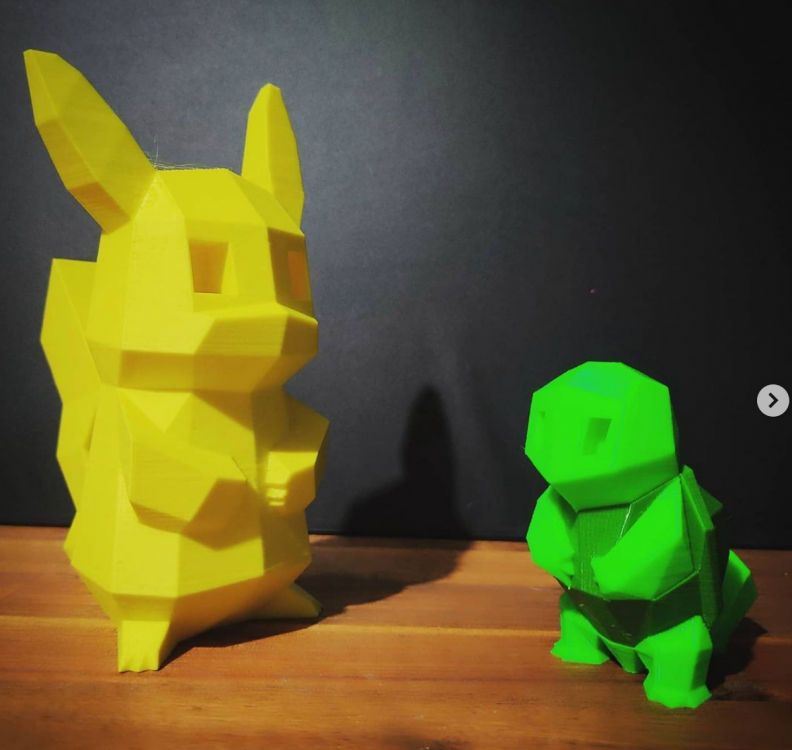
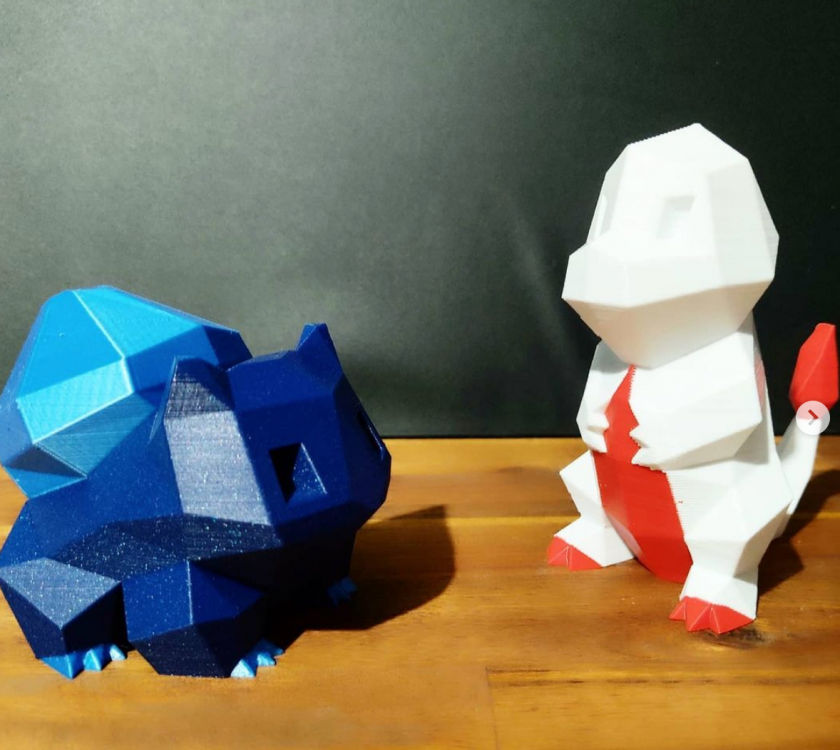
J'ai pas l'intention de les vendre ou même de les donner sauf à mon neveu mais en même temps c'est des pièces pas plus petites que celle des legos... Après si cela fonctionne, les stl seront dispo et la chacun est responsable de se qu'il imprime et donne à ces gamins, on peut pas être derrière chaque personne qui va télécharger le truc mais si cela vous rassurer sur thingiverse je mettrais un petit message de mise en garde : ATTENTION CES JOUETS NE COVIENNENT PAS AUX GAMINS MAL ELEVES QUI METTENT TOUT A LA BOUCHE ET AU PARENTS TROP CON POUR NE PAS LES SURVEILLER. SI PAR MALHEUR UN DE VOS ENFANTS VENAIENT A S'ETOUFFER AVEC UNE DE CES PIECES CELA S'APPELLE LA SELECTION NATUREL ET JE NE SERAIS EN AUCUN CAS TENUE RESPONSABLE. Quelques photos des premiers essais. J'ai un peu trop de longueur sur les axes des roues mais sinon tout le reste est pas mal, je peux continue avec les accessoires (petits qui peuvent être avalés....)


 1 point
1 point -
Le moteur de l'extrudeur ne peut être actionné que si la buse est à au moins 170 - 180°. C'est une sécurité pour éviter de faire passer du filament solide de 1,75mm par un orifice de 0,4 mm (y'en a qu'ont essayé, ils ont eu un problème ).1 point
-
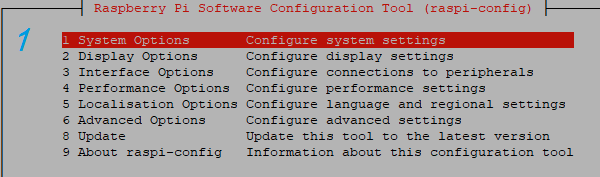
bon ben voila @je-13 à sa réponse ... qu'est ce qu'on ferait pas sans nos spécialistes heu... nos amateurs éclairés ... Bon ben je changerai cela dans le tuto... (ancienne et nouvelle version de raspi-config)1 point
-
@thsrp Amateur éclairé (avec des bougies) plutôt que «spécialiste» / expert : Sinon pour en revenir à «raspi-config» :
 1 point
1 point -
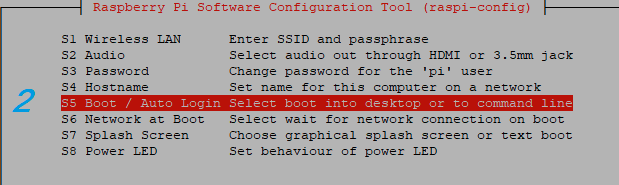
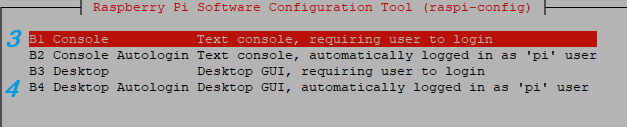
Ben oui mais si raspberry ou octoprint change le "raspi-config" et bouleverse toutes les lignes ça va pas être simple et pourtant le tuto date de mi novembre donc pas tres vieux..... Donc dans le pas si vieux "raspi-config" la ligne 3 c'etait boot option une fois dans boot option la ligne B1 c'etait Desktop CLI et une fois dans destop la ligne B2 c'etait console auto login . Donc il ne reste plus que de trouver "console auto login" dans le nouveau raspi-config ...Un spécialiste tel que @fran6p devrait pouvoir te renseigner ...car ces idiots au lieu de rajouter de nouvelles lignes dans leur upgrade ils ont tout melangé ... Pour info voilà le "raspi-config" tel qu'il etait en novembre et comme je n'ai pas le nouveau difficile de trouver ou cela se passe ...
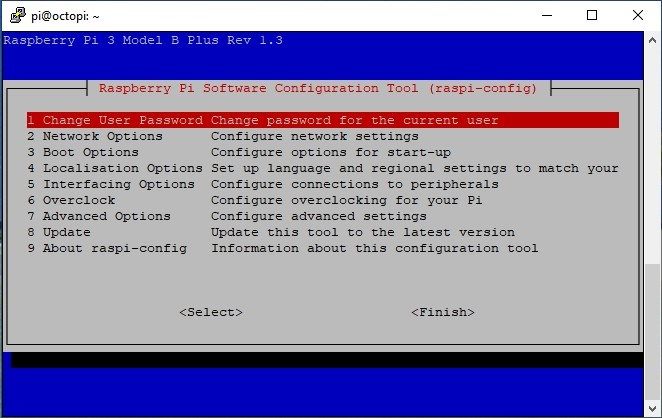 1 point
1 point -
Mes derniers bicolor
 1 point
1 point -
salut, Si tu raisonnes avec la physique newtonienne de base et la représentation orbitale des atomes, ce qui devrait te choquer c'est que les matériaux puissent bloquer la lumière. En effet la matière est principalement constituée de vide. En utilisant la physique quantique, qui dis que les électrons ne sont pas des points dans l'espace mais sont une fonction d'onde représentant une probabilité (en vulgarisant un poil) ca change un peu la donne. Mais c'est tellement anti intuitif ...1 point
-
Pour l'instant, je suis encore débutant en FreeCad et le reste aussi d'ailleurs. Avant de faire un tuto, je mets ici les fichiers vis et écrous FreeCad à disposition. N’hésitez surtout pas à faire vos remarques histoire de l'améliorer. Pour que l'objet s'adapte à vos besoins, il suffit d'aller dans le tableur associé (double clic sur son nom 'spreadsheet..'.dans l'arbre, onglet modèle) et d'y modifier les paramètres que vous voulez (en particulier longueur de vis, longueur de filet, pas....) Pour l'incorporer dans votre propre objet, vous ouvrez un FreeCad avec votre objet puis, à partir de cette instance de FreeCad vous ouvrez également le fichier écrou ou vis et vous n'avez plus qu'à faire des copier coller. (copier sur le cut.. en haut de l'arbre). rondelllesParamV1.FCStd visParamV5.FCStd EcrousParamV7.FCStd1 point
-
Comme quoi, je dis pas toujours des co***ries (même si ça m'arrive de le faire ). Content d'avoir pu aider (ce qui est la raison d'être principale de ce forum) .1 point
-
Bonjour, Tout ce que vous avez toujours voulu savoir sur le gcode sans jamais oser le demander ou encore le Gcode selon Saint Marlin (le chanteur ).1 point
-
Hello noir: GND jaune: +12V vert: tachymètre bleu: PWM Les deux derniers sont optionnels.1 point