Classement




Contenu populaire
Contenu avec la plus haute réputation dans 18/03/2021 Dans tous les contenus
-
ou Je n'ai pas été prolixe en détails2 points
-
Bonjour et Bienvenue @gio vraiment pour un premier post tu frises le top Ni bonjour, ni au revoir, ni m...e 4.8 ne te conviens pas, reste sous 4.5 (tu sait qu'il y a des versions intermédiaires ? elles fonctionnent ?) Comme tu ne donnes aucun exemple, aucune config, rien c'est un post qui ne sert à rien. Les programmeurs de la 4.5 sont tous partis et ce sont de nouveaux qui ont fait la 4.8 ? (puisque apparemment ils étaient biens ceux de la 4.5 ...) "La critique est aisée, mais l'art est difficile"2 points
-
Bonjour à tous, Désolé pour le délai et finir ce tuto... Un petit stage à l’hôpital me tiens loin de mes obligations en ce moment... Mais pas d'inquiétude, encore une semaine et j'attaque une quinzaine de convalescence qui sera particulièrement bien adaptée pour finir ce tuto A bientôt donc2 points
-
Bonjour, j'ai a nouveau un décalage Y. Je fais de nouvelles investigations, je vous tiendrai au courant.1 point
-
Pour le multimêtre c'était une petite touche d'humour, sinon je pense qu'il faut que j'arrive a inversé les comandes de l'imprimante pour les informations passe dans le cable réserver normalement au 2eme extrudeur. Je vous remercie poir tout vos conseils et ce petit probleme m'a permis d'en apprendre beaucoup sur le fonctionnement de l'imprimante. J'espère que la prochaine fois que je viens sur cette page se sera pour vous montrer ma premiere imprssion.1 point
-
Il y a beaucoup de paramètres utilisés pour générer le gcode, issus du profile de l'imprimante dans ton slicer. Donc chaque différence risque de créer un souci : Plateau légèrement différent, origine calculée différemment, extrudeurs différents, etc ... Par contre si ce que tu veux, c'est la petite séquence avant l'impression, tu peux juste la récupérer pour la mettre dans le profile de ta seconde imprimante. Cherches dans le profile de l'imprimante dans ton slicer, tu devrais avoir quelque chose comme "GCode de démarrage"1 point
-
Je ne sais pas si les gens qui t'ont renseigné ont testé avant de publier, mais le plugin "pause at eight" est buggué. La même question a été posée dans un autre post (voir lien qui suit). J'y ai donné une solution fonctionnelle et qui fonctionne très bien. Par contre, je suis attentif à tes essais et retours, on ne sait jamais si le problème du bug est résolu ou si jamais on s'y est mal pris à l'époque (ça ne fait pas six mois non plus). Normalement une petite recherche avec lk4 pro et couleurs t'aurait aidé... Bon travail.1 point
-
@espritbiz Bonjour, J'ai déplacé ton annonce dans la section dédiée du forum . J'ai également supprimé ton mail, si un utilisateur veut te contacter, il y a le MP. Ça t'évitera d’être spammé. Des photos généralement sont un plus.1 point
-
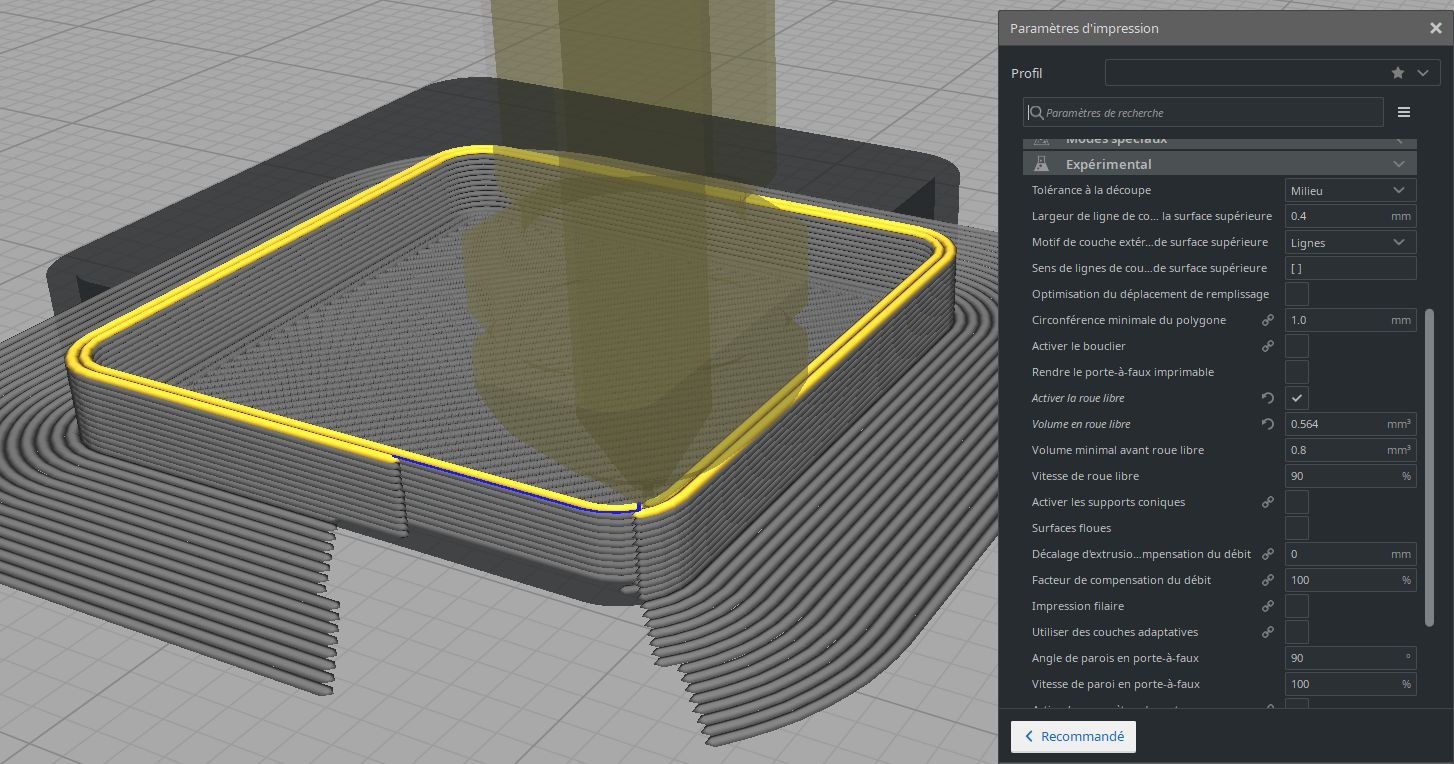
Salut, Eh ben moi, j'ai fromage et dessert . Désolé, nous n'avons pas les mêmes valeurs!!! Plus sérieusement, je viens de faire le test et la roue libre est bien exécutée avec le linear advance activé. Par contre, le résultat n'est pas perceptible sur la pièce (même dimension et visuel) et c'est normal: on voit (et entend, merci les drivers bruyants! ) nettement l'extrudeur arrêter de tourner sur les ~7mm mais comme la pression dans la buse est encore présente, il est quasiment impossible de voir une différence d'impression. Pour voir l'absence de filament comme sur la simulation, il faudrait qu'il y ait une rétractation au début de la "roue libre". Pour compléter, je suis sous Marlin 2.0.7.2. Le test a été fait sur ce cube de 20mm de coté
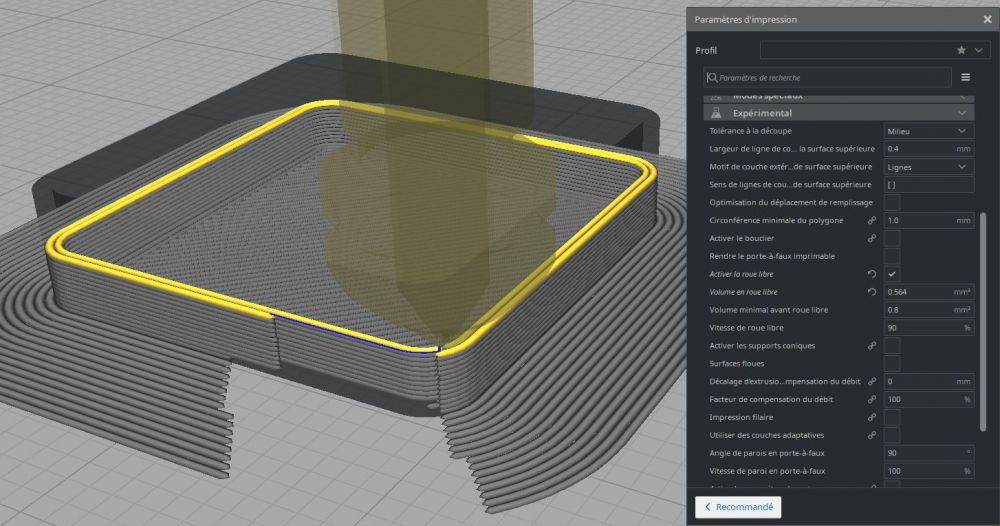 1 point
1 point -
@TroisSix Quand PPAC parle de cartouche chauffante il te parle ici de la résistance de chauffe de 60w fixé sur le bloc de chauffe. Pour les personnes ayant ce soucis j'en ai vue encore un début de semaine avec le soucis sur le Group FB "SIDEWINDER X1 and Co. FRANCE" et une personne lui expliquant qu'il avait aussi des écart similaire et qu'il était préférable de faire un Pid manuellement hors interface TFT que dans sont cas cela allait bien mieux depuis. Après je te remonte juste ce que j'ai lu et je ne sais pas de dit si l'info est fiable a 100% ne pouvant le vérifié pour le moment. Après je n'ai jamais été sur le FB du Groupe pour le Molise et donc il est bien possible que tu sois le premier a avoir averti David de ce soucis. Pour les valeur de sonde j'ai DL le molise pour voir son fichier de config je t'ai mis la section si dessous : En Orange la valeur 1 est celle par défaut Artillery / en rouge la 5 est celle a utilisé avec une sonde 104GT-2 TriangleLab / en Bleu La valeur 13 (désolé j'avais dit une erreur c'est 13 pas 15 )ce que j'utilise dans mon cas mais j'ai une sonde Triangle 3950B. Pour ce qui est du Firmware bien c'est pas impossible a l'avenir car je vais tester Repetier Server et derrière Octoprint (sur un PI 3b+, car Repetier est assez sympa mais me manquerait la gestion de prise connecté type Tp-link que support Octoprint). Il est donc pas impossible si j'accroche a Octoprint de faire une variante a mon firmware 2.0.x maison avec prise en compte du déport écran et capteur de fin de filament.1 point
-
Il n y a pas de quoi, mais permet moi de te corriger, il n y a pas de valeur positif et négatif, toutes les coordonnées X, Y et Z sont positives et varient seulement de 0, qui correspond à là ou il y a le switch fin de course, jusqu'à la valeur max imprimable. Dans ton cas X varie de 0...300, Y pareil et Z varie de 0 à la hauteur maxi d'impression que je n'ai pas en tête, et je répète il ny a pas de valeur négative1 point
-
Ben donc tu n'as pas de problème, c'est normal. Tu n'as aucun axe d'inversé. Quand tu démarre une impression, l'imprimante va chercher X=0, puis Y=0, puis Z=0. X=0, la tête est à gauche Y=0, la tête est à l'avant du plateau Z=0, la tête descend à raz du plateau. Si tu veux en fin d'impression, avancer ou reculer ou laisser la ou il est, c'est au niveau du End-Gcode que ca se passe1 point
-
Ce n'est pas Wanahao qui va te régler ton problème. Jene sais pas pourquoi je pense que tu n'as pas de problème et c'est toi qui te les crée Sur pronterface il n y a pas de bouton pour faire avancer ou reculer le plateau, de mémoire il y a "+Y" et "-Y" Si tu arrive à imprimer c'est que tu n'as pas de problème, si tu avais l'axe Y d'inversé tu n'aurais pas pu imprimer! En plus qui t'a dit que le plateau doit avancer ou reculer à la fin de l'impression? Ce n'est pas le firmware qui decide si le plateau doit avancer ou reculer a la fin de l'impression mais ce que tu as mis ou ce qu'il y a déjà dans le Slicer Cura au niveau du "EndGcode". On peut faire faire au plateau ce que je veux en fin d'impression! Question et repond de manière clair s'il te plait: Quand tu fais Y+ via pronterface le plateau fait quoi? choisi parmi ces deux réponses possible et rien d'autres s'il te plait: 1- le plateau se rapproche de toi quand tu es devant la machine 2- le plateau s'eloigne de toi et va vers l'arrière de la machine.1 point
-
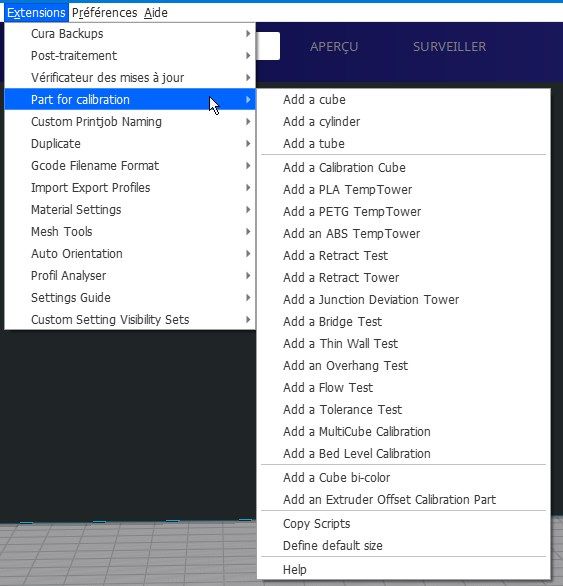
Une bonne partie est utilisée Certains greffons sont vraiment pratiques «Mesh tools», «Settings guide», «Parts for calibration», … D'autre permettent une communication entre logiciels de CAO (OpenSCAD, FreeCAD, …) et Cura. Certains comme «Printer Settings» me permet d'activer la rétraction firmware (Klipper) au lieu de la rétraction logicielle par défaut D'autres sont là juste par ce que comme avec mes Octoprint, j'aime tester et préfère l'abondance à la pénurie
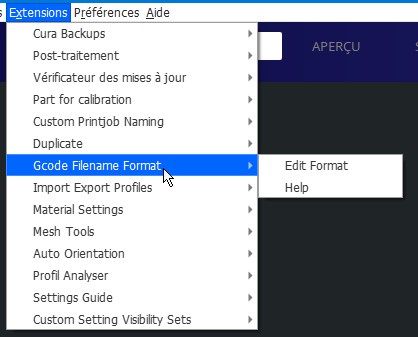
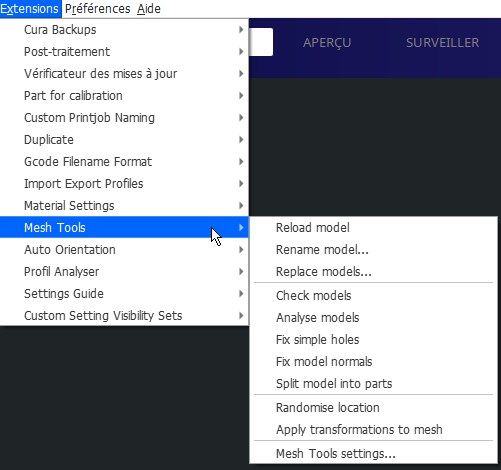
 1 point
1 point -
Et encor eplus le forum moultes sujets en parlent, un peu de recherche est un minimum quand même1 point
-
Voici le gcode d'origine fourni par wanaho: G21 ;metric values G90 M107 G28 X0 Y0 G28 Z0 G1 Z15.0 F300 G28 X0 Y0 T0 G92 E0 G1 F700 E-80 T1 G92 E0 G1 F200 E100 T1 G92 E0 G1 F700 E-80 T0 G92 E0 G1 F200 E120 G92 E0 G1 F M117 Voici mon Gcode à moi: ; Start GCode personnalisé WanhaoD12 M104 S{material_print_temperature_layer_0} ; Régler la température de l'extrudeuse M140 S{material_bed_temperature_layer_0} ; Régler la température du lit chauffant M190 S{material_bed_temperature_layer_0} ; Attendez la température du lit chauffant M109 S{material_print_temperature_layer_0} ; Attendez la température de l'extrudeuse M300 ; Bip G28 ; Home sur tous les axes G92 E0 ; Réinitialiser l'extrudeuse M117 Purge extruder ; message G1 X0.0 Y0.0 Z20.0 F3000 ; Déplacer légèrement l'axe Z vers le haut pour éviter de rayer le lit chauffant G1 E20 F100 ; Extruder lentement 20mm sur place G92 E0 ; Réinitialiser l'extrudeuse G1 X0.1 Y20.0 Z2.0 F3000 ; Déplacer légèrement l'axe Z vers le haut pour éviter de rayer le lit chauffant G1 X0.1 Y20.0 Z0.4 F1000.0 ; Déplacer vers la position de départ G1 X0.1 Y200.0 Z0.15 F1500.0 E5 ; Tracez la première ligne G1 X1.1 Y200.0 Z0.15 F5000.0 ; Déplacez-vous un peu sur le côté G1 X1.1 Y20 Z0.15 F1500.0 E10 ; Tracez la deuxième ligne G92 E0 ; Réinitialiser l'extrudeuse G1 Z2.0 X4 Y20.0 F3000 ; Déplacer légèrement l'axe Z vers le haut pour éviter de rayer le lit chauffant M117 Bonne impression ;) ; Fin du Start GCode personnalisé J'y supprimé tout ce qui est bltouch, car je suppose que tu ne l'as pas non? Je precise que c'est le start gcode pour la mono extrusion. [EDIT] Pour la dual comme je n'en fait pas souvent, je n'ai rien modifié du profil d'origine Wanhao1 point
-
Salut @TroisSix cela faisait un moment . Alors une chose assez drôle est que j'ai lu des commentaire de 4 personnes sur FB qui avais le même soucis tous étais passer sur le Molise dernière version et avait eu ce soucis. Après avoir approfondie ce qu'ils indiquaient, il en résultait que je PID AutoTune à l'écran était responsable de leur soucis au final leur soucis c'est résolue en lancer le PID manuellement, n'ayant pas de soucis de mon côté pour le moment difficile de dire si cela est réellement la cause, mais a voir. Si c'est bien le cas le soucis viendrais donc de la gestion des PID depuis l'écran. Ce qui m'inquiète dans ton cas est le fait que tu mesure des écarts a froid sans mettre en chauffe l'imprimante et la c'est pas logique, pas d'alimentation tu as juste les sonde qui mesure la temp. Ce que t'indique @PPAC a du sens, mais cela ne peux venir d'une alimentation ayant des faiblesses car le Bed est alimenté en AC 220v direct donc ont ne devrait avoir de soucis que côté buse dans ce cas. Après question Bête (David Touton a fait un travail très pousser sur sont firmware permettant la prise en compte des CM SKR et SGENL, moi j'ai fait un firmware optimiser pour mon matériel uniquement), quels valeur de sonde as tu définit dans Marlin D'origine Artillery la Défini a 1 (reconnue comme une Epcos, même si cela n'est pas tout a fait le cas). (Moi sur mon Marlin je suis sur une valeur 15, sonde car j'ai une 3950B d'ailleurs ma sonde d'origine sur la Genius etait plus proche du 3950 que d'une epcos mais bon)1 point
-
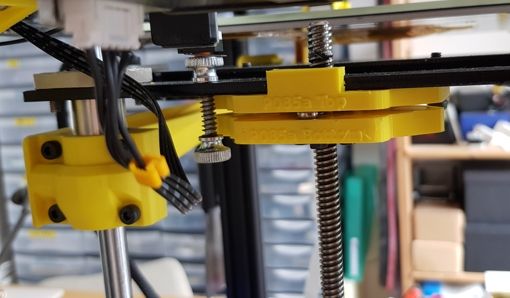
J'ai fait une version pour Ender 5 Pro, ça marche... Maintenant, savoir s'il y a un progrès, c'est difficile. La Ender 5 était déjà bien avant. En tout cas, c'est pas pire. J'ai préféré ne mettre que 3 billes pour des raisons de coplanéité.



 1 point
1 point -
Je te remercie de m'avoir remercié1 point
-
Salut, Si quand tu dis "mettre le Bed à niveau manuellement", tu veux dire envoyer G29, alors oui, tu enregistres systématiquement avec un M500 (ou un menu de l'écran, il doit probablement exister). Le principe, c'est que M420 S1 (ou M420 S) applique le dernier nivellement. Si tu ne l'enregistres pas, lorsque tu redémarreras ton imprimante, ce sera le dernier nivellement enregistré qui sera pris en compte, donc pas le dernier palpage si tu ne l'as pas enregistré.1 point
-
Au fait ca n'a rien avoir avec le LinearAdvance Tu n'as peut etre pas vu que j'ai édité mon dernier message. Merci quand même1 point
-
Même nous on ne peut pas , on les masque pour qu'ils ne soient plus visibles. J'ai regroupé les multiples posts mais il va falloir être plus attentif donc juste un carton jaune, next time red card1 point
-
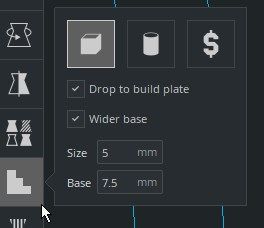
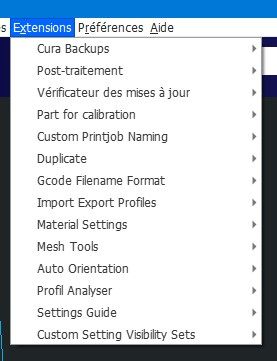
Cela dépend des greffons. Certains sont accessibles via le menu «Extensions», d'autres via la barre d'outils à gauche (supports manuels et d'autres) :
 1 point
1 point -
Bonjour @Minicaro, Pour l'abs le mieux c'est de la fermer ( l'imprimante hein ) Très sensible à la température (et aux variations de température) il faut mieux enfermer l'imprimante dans un caisson (pour que la température reste dans les 40-45 à l'intérieur et protéger la zone d'impression des courants d'air) Pour le plateau tu peux monter à 100 pour de l'abs et descendre la buse à 240° (histoire de ne pas flinguer le ptfe qui a une température limite de 260° ... avant de fondre)1 point
-
«Le mauvais ouvrier a toujours de mauvais outils» Proverbe français1 point
-
Je ne vois pas le problème, tu retrouves bien les pins de la version V3 ? Ils ont seulement changé de connecteurs. J'aurais préféré cette carte bien plus simple à câbler. Regarde le dos de ta carte . Si LCD et SD sont même endroit du connecteur. Tu n'auras plus doute. Le câblage est le même. Il n'y a qu'une seule chose ou il ne faut pas te tromper au moment du câblage. Ne pas inverser le 5V et le GND, ou mettre le +5V ailleurs que sur la pin 1. Vérifie avec un multimètre que le +5V est sur le pin 1 que la masse et bien sur le pin 2. Si tu te trompes de câblage sur les autres pins, c'est pas grave tu pourras toujours corriger. Mais te casse pas la tête avec ça. Branche l'écran uniquement en RS232. Le Mode touch suffit largement, pas besoin du mode Marlin.
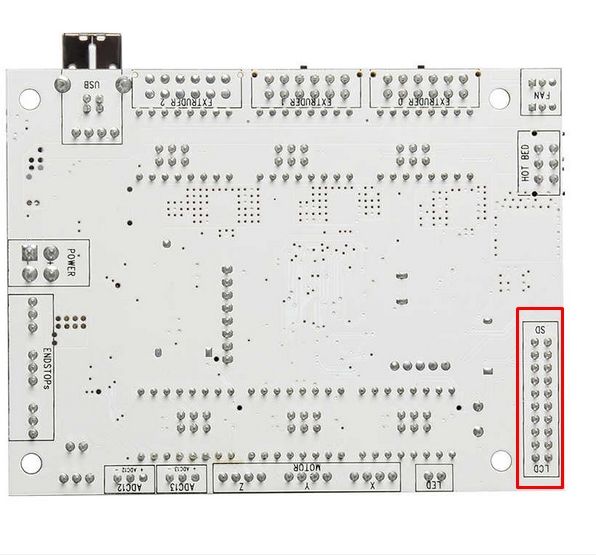 1 point
1 point -
Bonjour, Pour le nettoyage perso j'enlève juste le plateau que je trempe dans l'eau chaude et que je nettoie au MIR avec une éponge spécifique. J'essuie le tout ensuite avec un chiffon microfibre que je n'utilise QUE pour l'imprimante ( ça évite de parasiter le nettoyage avec d'autres produits ayant pu se retrouver sur le chiffon ). Je replace ensuite le plateau que je laisse chauffer à 60° pendant 10mn pour être sur qu'il n'y ai plus aucune trace d'humidité. Ca fait des mois que l'imprime sur mes Ender 3 V2, Cr10 V2,etc... et les plateaux sont comme neufs ! PS : après plusieurs marques de filament utilisées ( Geetech, Sunlu, iMakeasy, Eryone,etc... ) je reste maintenant sur du Eryone Gris, le rapport/qualité prix est top et le meilleur sur tout ce que j'ai pu tester sachant que tout ce que j'imprime part en post-traitement et peinture ensuite, c'est bien assez !1 point
-
Bonjour @Warlau! Google ne t'a pas données quelque idées ? OpenSCAD pour des pièces techniques ... FreeCAD, sketchup, voir aussi les outils de modélisation 3D comme Blender ... en gros ceux qui peuvent exporter en format .stl Bonne journée !1 point
-
Il y a " quelques quelques quelques " temps je mettais posé la question;: A quoi ça sert de palper le plateau où la pièce n'est pas en contact? Si on palpe juste l'endroit contact pièce plateau on augmente radicalement la précision au détriment du temps (facilement 30 s ou une minute de plus). Ma solution : j'ai créé un petit logiciel qui fait le taff.1 point
-
Edit : après changement du BLTouch je n'ai plu de problème avec pronterface, il s'agissait bien de ceci1 point
-
Bonjour, Comme promis j'ai un peu travaillé pendant cette journée d’anniversaire ! J'ai imprimé quelques pièces mécaniques pour la suspension et la motorisation. a+
 1 point
1 point -
Bonjour, M92 EXXX.XX suivi de M500 ne reflash pas le firmware, ca sauvegarde juste ces valeur dans la mémoire non volatile. C'est ce que je te conseil de faire. En tout cas tu peux toujours remettre la valeur d'origine si tu n'es pas content du résultat. 410 au lieu de 381 ca me semble normal, rien de choquant.1 point
-
Merciiiii, téléchargement en cours1 point
-
Bon courage à toi, j'espère que tu nous donneras de tes nouvelles quand tu sortiras. Puis nous pourrons suivre la suite de ton intéressant tuto, lorsque tu seras tranquillement installé à la maison en train de te remettre de ce séjour jamais agréable. A bientôt1 point
-
Attention a tous ses types de filaments, le bois est abrasif donc vaut mieux mettre une buse acier, TPU compliqué en bowden, PETG température plus haute que le PLA etc... A chaque filament il y'a une spécificité d'impression donc attention et une procédure a respecter avant tout changement de filament surtout quand les températures sont différentes il faut s'assurer de vider le heatbreak du type de filament précédent à sa température d'impression avant de mettre le nouveau avec une autre température.1 point
-
Y'a une petite armée de mecs sur Facebook qui la décrient à longueur de temps mais dans l'ensemble c'est pas moins fiable qu'une autre machine selon moi1 point
-
Salutation @FRANDSEN Utilise tu la commande M600 (changement de filament ) ? Tu peut utiliser le script "Filament Change" des "Post-traitement" des "Extensions" sous Cura. Mais il faudra peut-etre modifier le firmware de ta machine pour d'activer la commande M600. (voir ) @Savate ma pris de vitesse Bonne continuation !1 point
-
Pas besoin de parler pour se comprendre ! Bonjour à tous, j’ai une obsidian depuis décembre. Je voulais une imprimante plus moderne que ma Geeetech A10. J’ai moi aussi rencontré tous les bugs décrits dans ce topic depuis le début. Chute de la température de la buse sans raison et fausse coupure de courant, ces deux bugs n’arrivent que sur un print qui suit un « Stop print ». Solution : éteindre l’imprimante après un « Stop print ». Décalage de l’axe Y, d’abord je pensai au mauvais refroidissement de la carte mère donc j’ai adapté des déflecteurs pour canalisé l’air chaud de l’alim vers la droite et l’air frais de la carte mère depuis la gauche, malheureusement nouveau décalage. Donc j’ai contrôlé le mouvement du plateau qui se trouvé effectivement plutôt dur. Je l’ai réglé en enlevant la courroie pour bien appréhender la limite entre 0 jeu et bonne fluidité et depuis plus de décalage. « Je croise les doigts ». Pour l’adhérence plateau j’ai simplement passé un papier abrasif, pas de problème. C’est une imprimante que j’apprécie bien. J’ai customisé la tète pour avoir une vue sur la buse et pour ce « bruit », mis un Noctua 40x20. Voila pour ma petite contribution !!1 point
-
Salut papy bienvenue ici ! Tu verras ici il y a plein de bout en train tu ne devrais pas être trop dépaysé...(oui je sais...elle était facile celle là ^^)1 point