Classement



Contenu populaire
Contenu avec la plus haute réputation dans 03/04/2021 Dans tous les contenus
-
C'est exactement ça ! Merci à vous deux en tout cas ! Je découvre la communauté et c'est un plaisir. Donc en position Home, soit 0 0 0, tu me confirmes que la buse reste malgré tout un peu sous le bed. Je ne sais pas pourquoi j'imaginais que la buse était un peu à côté du BED. Merci et bonne soirée à vous deux.3 points
-
Fichier corrumpu ?! Tu imprimes via une carte sd ?3 points
-
Voici TOUT en détails https://view.genial.ly/5fc9273a523e3f0ce621098e/interactive-image-minixtruder-fr @ bientot2 points
-
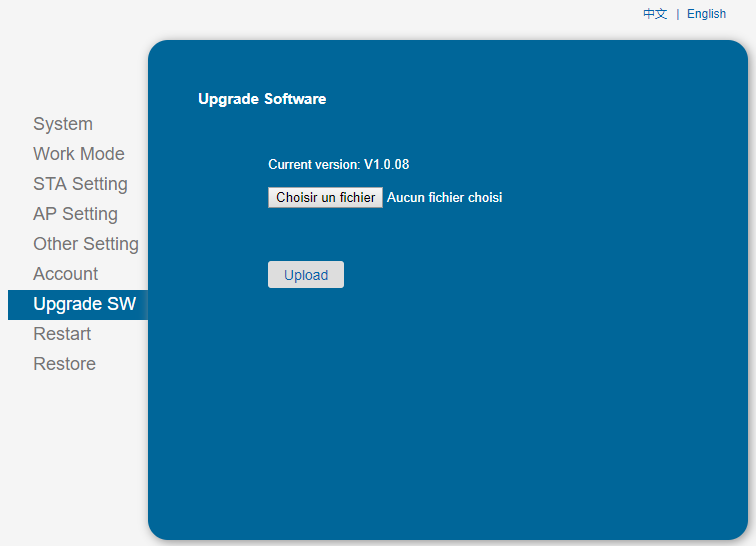
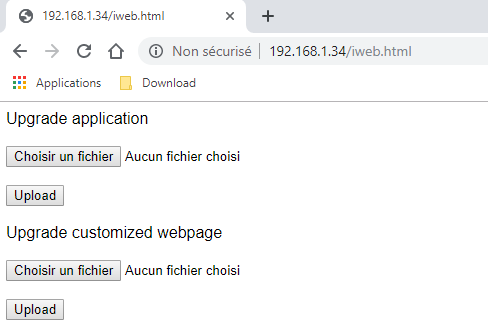
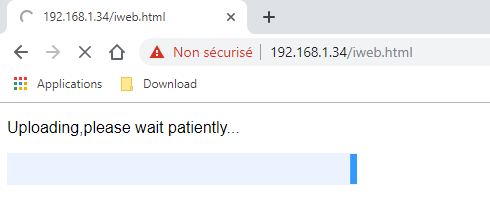
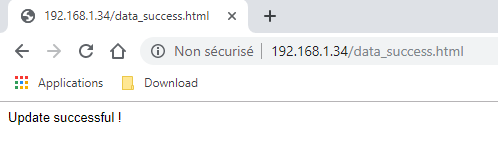
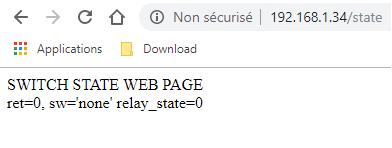
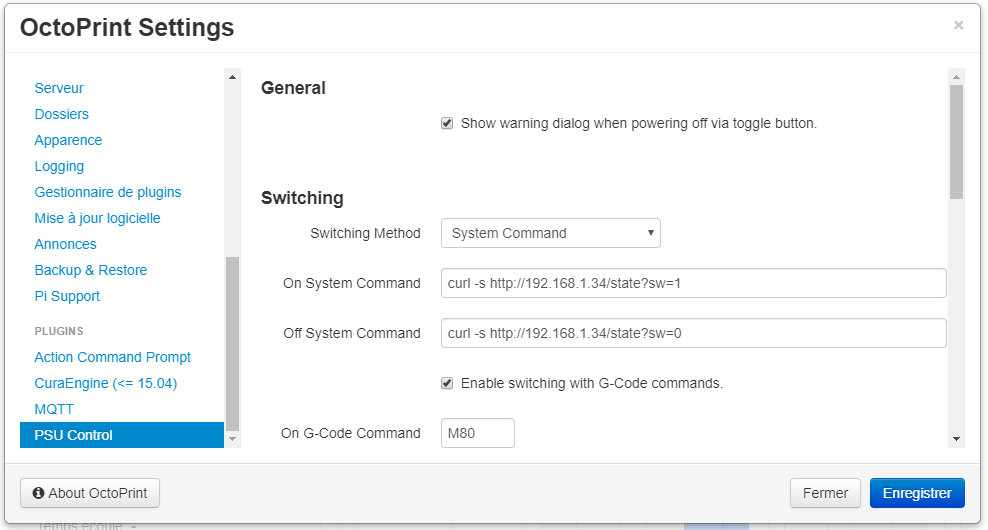
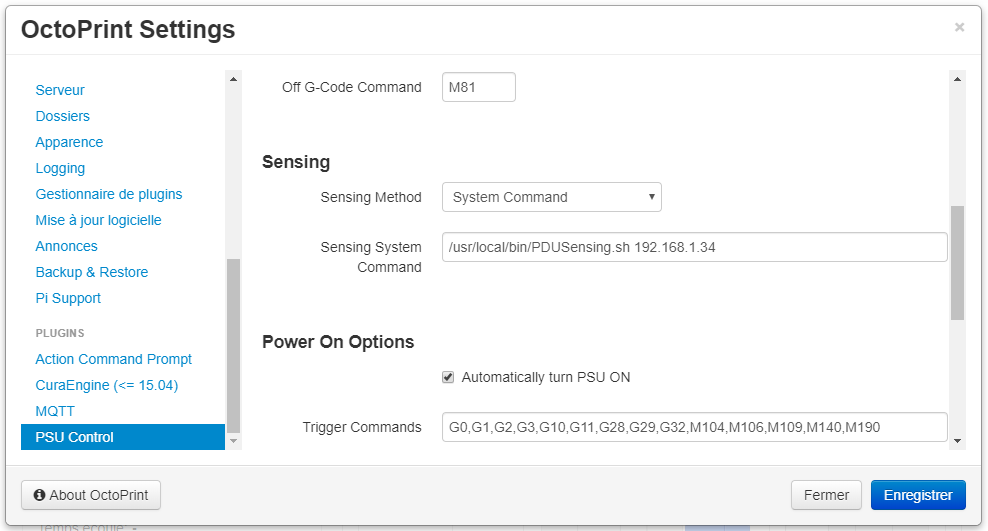
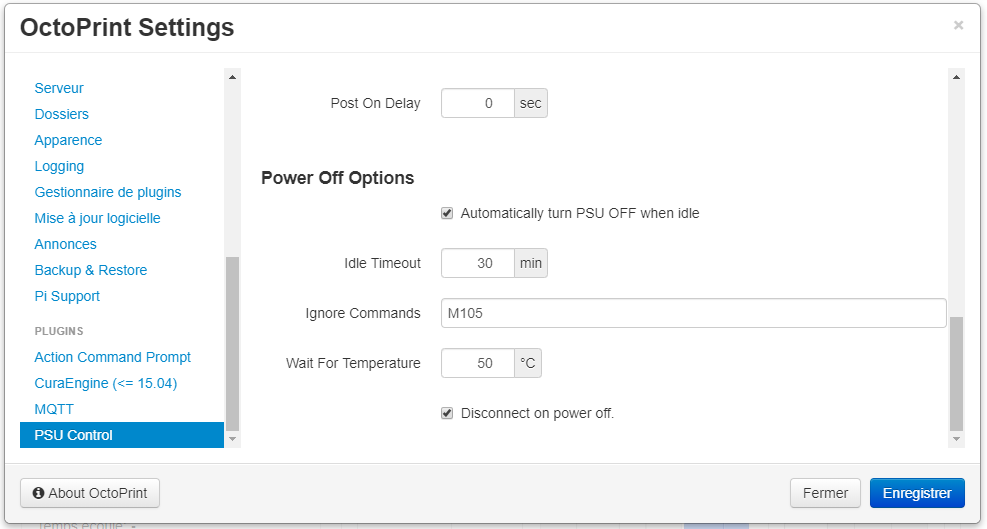
Salut à tous, Je tiens à vous partager un petit tutoriel sur l'utilisation d'une prise prise électrique connectée (en WIFI) de la marque Chacon pour allumer et éteindre une Imprimante 3D via OctoPrint. Ce produit est trouvable très facilement dans une grande enseigne de bricolage (Avec un Triangle Vert ) pour une vingtaine d'euros (19,90 Euros). (ou sur des sites de e-commerce). Voici les principales caractéristiques techniques: Puissance : 16 A, 230 VAC, 50 Hz, maximum 3 500 Watts Usage : intérieur uniquement, fonctionne entre 0°C et + 40°C, jusqu’à 80 % d’humidité Wi-Fi : 2.4 Ghz 802.11/b/g/n Fonctionne avec l’application mobile Chacon Home sous Android ou IOS et nécessite un routeur Wi-Fi Le problème majeur de cette prise, surtout pour mon utilisation (allumer et éteindre l'imprimante 3D depuis Octoprint), est qu'elle n'est pilotable que depuis un smartphone avec l'application Chacon Home. 1) Appairer la prise connectée avec votre routeur WIFI. Rien de bien compliqué, il suffit de suivre la notice fournie avec la prise et le tour est joué. Après il faut récupérer l'adresse IP de la prise connectée sur votre réseau local. (exemple dans mon cas : 192.168.1.34) 2) Accéder à la page web de configuration de la prise Si vous entrez l'adresse IP locale dans un navigateur internet, vous allez tomber, tout d'abord sur une page d'authentification. Il y a deux possibilités pour l'identifiant et le mot de passe, soit admin/admin pour les anciens firmwares, sinon admin/Lumlink@100. N'oubliez pas de modifier immédiatement ce mot de passe si vous ne voulez pas voir votre prise se transformer en botnet pour une quelconque attaque DDOS et autres propagations de malware. Une fois authentifié, vous avez accès à plusieurs menus (je ne rentre pas dans les détails). Celui qui va nous intéresser est le menu "Upgrade SW". Sans authentification, il est également possible d’accéder à une page d'upgrade du firmware à cette adresse : http://<IP_DE_LA_PRISE>/iweb.html 3) Uploader un firmware alternatif permettant de piloter sa prise via des commandes HTTP. Un mec a développé un firmware alternatif pour ce type de prise (vendue sous plusieurs marques). Ses sources sont disponibles à cette adresse : https://github.com/ljalves/hfeasy. Le fichier .bin est disponible à cette adresse : download here et il se nomme HFEASY0v4_PLUG_UPGRADE.bin pour la dernière version en date. Une fois le fichier choisi, cliquez sur "Upload". Si tout c'est bien passé, vous devriez avoir ceci. Maintenant de nouvelles fonctionnalités sont apparues et notamment celle de piloter votre prise via une url : Pour allumer la prise, entrer l'url : http://<IP_DE_LA_PRISE>/state?sw=1 Pour éteindre la prise, entrer l'url : http://<IP_DE_LA_PRISE>/state?sw=0 Pour connaitre l'état de la prise, entrer l'url : http://<IP_DE_LA_PRISE>/state Ces 3 commandes vont être utilisées pour OctoPrint. 4) Contrôler la prise connectée depuis OctoPrint J'utilise le plugin PSU Control permettant, entre autre, d'envoyer des commandes systèmes Linux. J'utilise la commande système curl pour commander la prise connectée Chacon et un script bash pour connaitre l'état du relais. La ligne "Switching Method" doit être configurée avec le paramètre : System Command Pour allumer la prise, la commande système est la suivante : curl -s http://<IP_DE_LA_PRISE>/state?sw=1 Pour éteindre la prise, la commande système est la suivante : curl -s http://<IP_DE_LA_PRISE>/state?sw=0 Pour connaître l"état de la prise, j'ai développé un petit script bash permettant de récupérer l'état du relais et d'attribuer la variable de sortie du script en fonction de l'état. Le script s'appelle PDUSensing.sh et je l'ai placé dans /usr/local/bin/ (Attention aux droits du fichier : exécution, lecture pour l'utilisateur système exécutant Octoprint). #!/bin/bash addr=$1 state=$(curl -s http://$addr/state) if echo $state |grep 'relay_state=0'; then exit 1 else exit 0 fi La ligne "Sensing Method" doit être configurée avec le paramètre : System Command La commande "Sensing System Command" pour connaître l'état est la suivante : /usr/local/bin/PDUSensing.sh <IP_DE_LA_PRISE> Vous n'avez plus qu'à sauvegarder la configuration et voila le tour est joué !! Dans la barre d'état d'Octoprint, vous devriez avoir le petit éclair permettant d'allumer et éteindre l'imprimante (ou l'utiliser à l'aide des commandes M80 et M81 dans le gcode).


 1 point
1 point -
Bonsoir, Merci de ta réponse mais malheureusement tout cela est du chinois pour moi. Pour le peu de connaissances que j'ai je pense aussi que le fil bleu venant du laser doit se brancher sur le pin PWM sur la carte d'origine. J'ai commandé une nouvelle carte d'origine car celle que j'ai est défectueuse et j’essaierai le branchement sur PWM car c'est le seul qui me semble logique. Je pense qu'il n'y a aucune possibilité de connexion sur la carte améliorée. J'ai essayé de brancher l'alimentation du laser connecté tel que sur la première photo avec seulement le fil bleu non raccordé et il s'allume bien et semble puissant. Cela me conforte dans ce qui précède. Je n'ai pas les capacités techniques pour répondre à toutes tes hypothèses et je me base uniquement sur la logique. J'ai cherché vainement sur internet des informations et j'ai interrogé Banggood qui m'a fourni le laser mais sans réponse. Merci pour ta gentillesse et je te tiendrai au courant dès que j'aurai reçu la carte (au moins un mois ça vient de Chine) Cordialement dddus1 point
-
Salutation ! Ha alors là bonne question ! Pour imprimer un model 3d (un fichier .stl) il faut utiliser un trancheur/slicer pour générer un fichier de commande g-code (un fichier .gcode) adapté a t'on imprimante. Or, là, sur tablette, je ne sais pas se qu'il existe comme solution pour faire cela ! Il existe Octopi pour les Raspberry Pi mais là aussi il te faudra un PC au début pour configurer le RPi ! J’espère qu'une personne plus avisé saura donner un nom de soft pour tablette car après une rapide recherche google, il n'y a rien qui me semble convenir : https://www.google.com/search?q=apple+store+slicer+3d+printing Edit : a ba si astroprint-for-3d-printing semble une solution mais je n'ai jamais testé ... P.S. : Pour avoir plus de réponses tu devrais changer le titre de cette question en qq chose du genre "Quel slicer sur une tablette apple ?" ou "comment trancher un stl depuis un iPad"1 point
-
Salutation ! comme dit Titi78 ! Le bon nettoyage/réglage du lit d'impression ! (cela ne prend pas trop de temps et ne fait pas de mal ) Mais, tu cumul peut être aussi une bobine de PLA qui a pris l'humidité ... le filament ai t'il cassent ? entend tu des crépitement lors de l'impression/extrusion ? (passage au four 2 a 3h a 40°C ou tester avec une bobine neuve ...) Il y a aussi la température d'impression, il ne faut pas allez trop haut pour ton filament ! (tu imprime a combien ? pour quelle température préconisé ? ) Edit : Comme @Idealnight est un spécialiste des Ender je me permet de renvoyer a certaine de ses réponses dans d'autre sujets : Pour l'adhérence un PEI sera peut être une solution : Au sujet d'une histoire de parallélisme mais je ne sais pas si tu parle de celui là ...:1 point
-
le secret est dans le nettoyage du plateau et son réglage. la moindre trace de doigt suffit pour que cela ne tienne pas. il faut le nettoyer a l'eau chaude + liquide vaisselle. bien rincer et sécher. le mettre en place sur la machine et le nettoyer a l'alcool isopropilique ou vinaigre blanc puis faire le réglage plateau.1 point
-
Bon j'ai résisté toute la journée, mais comme personne ne réagit... https://www.thingiverse.com/thing:925556 Si j'ai (encore) gagné, cette fois je pourrai en proposer un, qui sera très rapide également.1 point
-
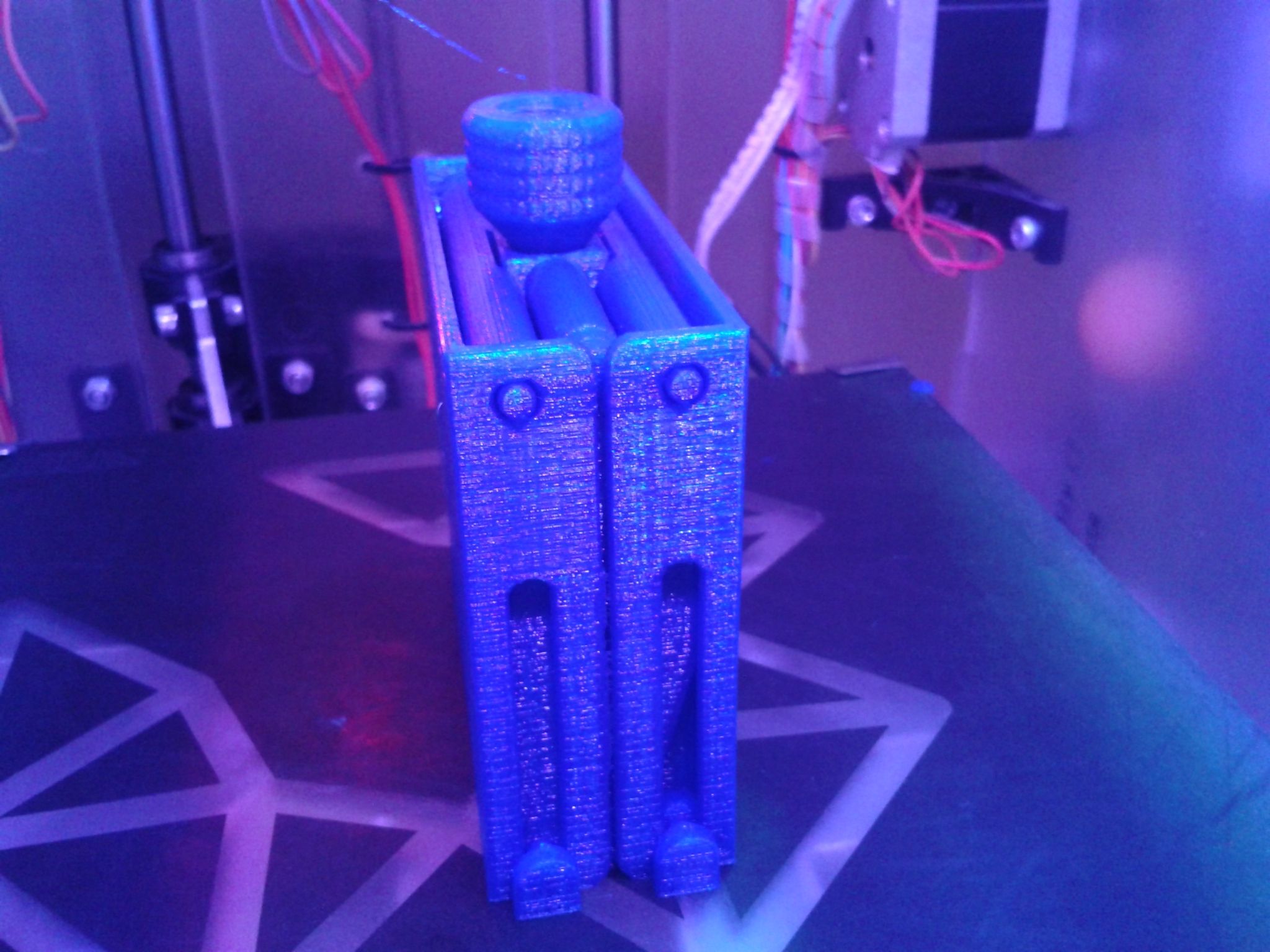
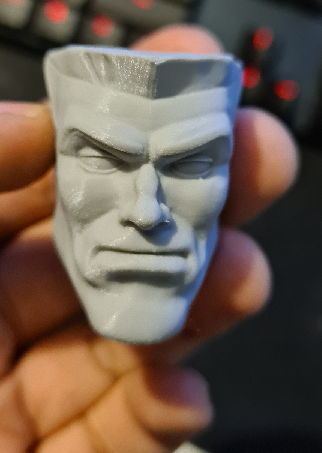
8h32 de print 1114 couches de 0.04mm 4,5cm de haut environ Dorénavant je ferais toutes les parties "détaillées" de mes figurines ( visages, mains,etc... ) avec ce type de réglage1 point
-
J'avais lu qu'en "théorie", la couche minimale qu'on pouvait obtenir sur une imprimante FDM était de 0.04mm ( vu qu'un "pas" du coupleur correspond à cette valeur ), j'ai voulu tester et sincèrement, tout s'est très bien déroulé et la qualité est vraiment incroyable ! On se rapproche d'une qualité SLA..... La lumière ne mets clairement pas en valeur le résultat mais bordel c'est HYPER propre.... Ender3 V2 Vitesse 60mm/s Hauteur couche : 0.04mm T°C Buse 205°C / T°C plateau : 60°C Filament Eryone Gris
 1 point
1 point -
Tu me diras si tu as trouvé une solution et j'en ferai autant Dommage que les fils soient trop courts pour les monter plus haut!1 point
-
A mon avis on a mal compri tout les deux sa question! Il se demande juste est-ce que la tête sort dur bed à gauche ou reste légèrement sur le bed. Du coup oui elle est à gauche du bed mais toujours au dessus de celui-ci1 point
-
Perdu pour perdu, je défais le profil coupable, je colle un peu de pate REPAR EXPRESS genre Pattex bi composants à malaxer, sous la section défectueuse, je remets en place le profil en le calant bien perpendiculairement sur 2 plans et j'attends les 10 mn préconisées (plus le temps de boire une bière). Puis je remonte tout1 point
-
Bonjour, lors du home, la tête va chercher les trois switch fin de course pour identifier X=Y=Z=0. Donc tu dois voir la tete aller dans les trois sens X Y et Z. Du coup la tête doit se trouver: - X=0, la tête est à gauche - Y=0, la tête est vers l'avant du plateau "Le plateau recule" - Z=0, la tête est en bas. Sauf si tu as un BLtouch dans ce cas, par défaut la tête va d'abord chercher le X=0, puis le Y=0, puis pour le Z=0 la tête vas au centre du plateau.1 point
-
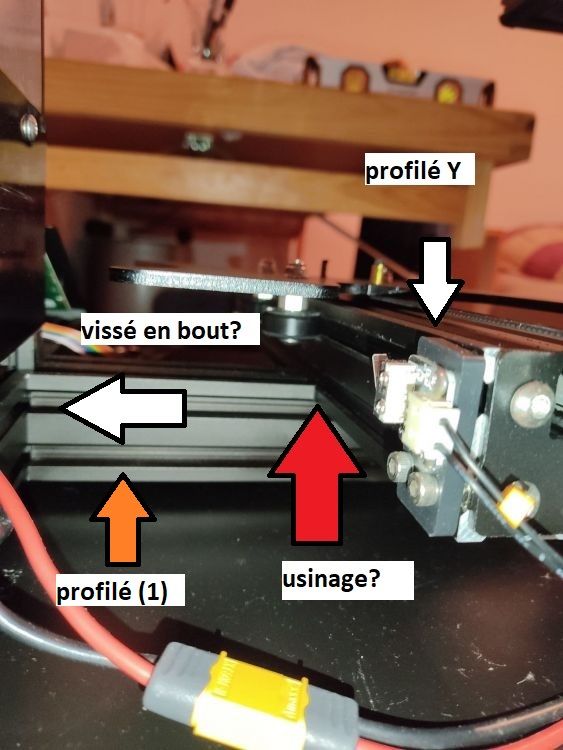
Salut, Je pense que tu peux résoudre le problème en dévissant les vis d'extrémité du profilé (1) sur lequel est fixé le profilé Y. Quand c'est fait, tu orientes ce dernier profilé pour être perpendiculaire au portique et tu resserres les vis (voir ce sujet pour plus de détails)
 1 point
1 point -
Arf ! mes excuses ! j'ai zappé la réponse ... bon je vais allez me cacher alors ! Edit : je vais utiliser la technique Trump : "Fake news !!!" (Et balancer l'équivalent d'un gros nuage de fumé pour garder la face ! ) Mais alors il n'y a pas de Schmilblick en cours ? Edit 2 : Bon finalement j'en lance un nouveau (comme je suis le dernier a avoir lamentablement tenté de répondre alors qu'il y avais déjà la réponse) mais forcement un plutôt simple pour ceux qui on déjà arpenté les modèles "print in place" :
 1 point
1 point -
La mienne est également commandée ;). Oui la construction semble rationnelle et bien pensée plus qu'à attendre la livraison ! A noter qu'il est possible de commander directement chez eux, j'ai effectué un règlement paypal (en direct donc) avec mon contact Flsun. Pas le meilleur reviewer, mais c'est une des rares pour le moment :1 point
-
Attention, j'avais décoché le paramètre "bordure uniquement sur l'extérieur" pour augmenter l'adhérence. A toi de voir. PS: n'oublie pas les supports1 point
-
Tu as contacté ton revendeur ou le fabriquant ? Si tu as contacté le revendeur, a ta place je tenterais ma chance avec le fabriquant. Même si il refuse de te la fournir gratuitement, tu lui précise que tu veux acheter la pièce. Sinon demande à un autre revendeur que tu as besoin de cette pièce et que tu as acheté l'imprimante d'occasion, donc que tu ne sais pas d'où elle vient (souvent ils n'aiment pas s'occuper du sav des autres). Ça ne passera pas forcément en sav, mais vu le prix que tu as payé l'imprimante, tu peux te permettre d'acheter la pièce !1 point
-
Oui, c'est vrai que je ne me facilite pas la tâche !1 point
-
J'ai cracké et je l'ai commandé. Achetée ici à 320€ (grâce à un code promo trouvé sur Dealabs, expiré maintenant malheureusement): https://fr.aliexpress.com/item/1005002371328040.html Les vidéos ont fini de me convaincre, surtout le montage, qui est bien pensé je trouve. Livraison prévue au 28 mai, hâte de la recevoir!1 point
-
Salut, J'ai terminé une partie de l'enceinte, il me reste à déplacer l'alimentation.
 1 point
1 point -
Non et ce pour une évidente raison1 point
-
Alimentation de 12V => cartouche 12V Alimentation de 24V => cartouche 24V1 point
-
Tu as probablement un "accessoire" qui pose problème. Est-ce que tu peux faire un essai en débranchant tout sauf l'écran et l'alimentation 24V. Tu devrais avoir un message d'erreur à propos de la température mais si ton écran n'est pas HS, ça te permettra d'avancer dans l'analyse. Si l'écran reste allumé, tu rebranches les éléments 1 par 1 en finissant par la cartouche et la thermistance, puisque c'est probablement sur ces 2 éléments que le problème se situe.1 point
-
Salut @Mandelli, Tu as bien branché tous les câbles ? Tu dois avoir 2 petits capteurs dans le coin ou la tête s'arrête, soit ils ne sont pas branchés, soit ils ne sont pas bien placés et ne font pas contact quand la tête arrive dans sa position de parking. Tu dois pouvoir vérifier ça en bougeant la tête avec la main si ce sont des microswitchs ça doit écraser la petite lame (et faire click, mais pas toujours) Si ce sont des capteurs optiques (une espèce de u en plastique, il faut qu'une lame qui est sur la tête passe entre les deux branches du U (pour couper le signal infrarouge)1 point
-
Je ne sais pas si ça va résoudre ton problème mais pour le miens je pense avoir trouvé si ça peut aider quelqu'un. Dans la 4.8 il y a la rétractation qui est activée par défaut, ça vient de là, après réglage de cette rétractation les choses s'arrangent et il y a aussi une option permettant de compenser la perte de suintage mais il faut faire des teste pour connaître la bonne quantité à ajouter. Sinon plus simplement retirer la rétractation!1 point
-
Après avoir changé mon moteur Z, changé de slicer, modifié le refroidissement, enlevé les rallonges, j'ai enfin réussi à imprimer ma pièce en... réinstallant la carte mère melzi d'origine. Il apparait donc que c'est ma BTT skr mini qui a un soucis. C'est agaçant quand on sait qu'elle n'a même pas un an et surtout je m'étais habitué au SILENCE des drivers.1 point
-
Oui, j’utilise la carte SD d’origine de l’imprimante. Je n’avais pas pensé à cette possibilité. Je vais essayer de réenregistrer le fichier voire de changer de carte si nécessaire.1 point
-
5 euros ça doit être en Europe parce qu’il y a un contrôle qualité …1 point
-
Tu parles de la thermistance ou de la cartouche de chauffe? La thermistance n'est pas liée à la tension d'alimentation générale (24V) mais à une tension générée par le microcontrôleur (pour la SKR 1.4 turbo), c'est à dire 3.3V maxi. La cartouche de chauffe par contre est liée à cette valeur. Pour savoir si c'est une 12V ou 24V (il vaudrait mieux), il suffit de mesurer sa résistance. Comme la puissance est en général de 40W (50W parfois), tu peux en déduire sa tension d'utilisation avec la formule P = U²/R.1 point
-
![20210402_221344[2].jpg](https://www.lesimprimantes3d.fr/forum/uploads/monthly_2021_04/small.2070916708_20210402_2213442.jpg.727d94bcb7d4889d6d1a8d05fd142946.jpg)
From the album: Impressions de vap38
1 point -
Épaisseur parroie trop faible je pense1 point
-
Bonjour, Le montage de la carrosserie est finie çà commence à ressembler à une COX. J'attends depuis 3 semaines la livraison pour les roulements, les pneus, le moteur pour finir l'assemblage mécanique. J'ai pris plaisir à coller quelques stickers nous verrons bien pour la suite... Les portes s'ouvrent et le verrouillage avec la serrure de la portière fonctionne, le coffre est aussi accessible.
 1 point
1 point -
Allez un petit avant gout de l'avancement de mon enceinte...
 1 point
1 point -
Je pense que tu as inversé l'alimentation sur la carte-mère (le + est à gauche, la masse à droite) « Bah maintenant- elle va marcher beaucoup moins bien- forcément️ ».mp41 point
-
Bonjour à tous, Possesseur d'une D12/230 depuis une grosse semaine, je vous apporte quelques retours d'expérience avec le WiFi. D'abord, le contexte : J'ai chez moi une box Orange dont j'ai désactivé le wifi car j'ai installé un routeur au milieu de la maison qui me sert de point d'accès central. Mon mot de passe est une phrase avec des espaces et qui fait plus de 17 caractères. L'imprimante est installée dans une pièce annexe, mais proche de la pièce centrale, avec juste un (gros) mur entre les deux. Petit résumé des premières galères : Lors des premiers démarrages de l'imprimante, j'avais beau aller dans le menu wifi, je ne voyais aucun réseau J'ai essayé de mettre à jour le firmware -> pas mieux Je suis tombé sur ce fil de discussion et j'ai essayé de rentrer les infos dans le fichier .txt sur la sdcard -> pas mieux J'ai essayé plein de trucs dans mon routeur (changer le canal du wifi, désactiver le Wifi6, forcer une fréquence 5Ghz / 2,4Ghz) -> toujours rien J'étais à 2 doigts de laisser tomber le wifi (et quand-même ouvrir un ticket au support de wanhao), quand j'ai eu une dernière idée de test : J'ai réactivé le wifi de ma box Orange (située à un autre endroit de la maison)... Et là bingo, je vois le SSID sur l'écran de la wanhao Sauf que, bien-sûr, mon mot de passe faisant plus de 17 caractères, je n'ai jamais réussi à connecter l'imprimante Donc nouvelle feinte, je modifie le mot de passe du wifi de la box le temps de connecter l'imprimante (je rappelle que ce wifi n'est plus utilisé dans la maison) Je réussi ensuite à connecter l'imprimante car le mot de passe peut être entré sur l'écran et validé. Et là je me dis : Maintenant que l'imprimante a une IP, je vais essayer de voir s'il n'y a pas une interface web pour paramétrer... (re)Bingo !!! Dans l'interface web, on peut entrer un SSID et un mot de passe de la longueur qu'on veut (avec espaces et 17+ caractères). J'arrive donc à connecter mon imprimante sur le Wifi principal et je désactive donc celui de la box. ça aurait pu s'arrêter là... mais non, trop simple !!! L'imprimante se connectait et se déconnectait tout le temps. Le module wifi est clairement pourri en terme de puissance de réception du signal. Conclusion, j'ai fini par mettre dans la même pièce que l'imprimante un point d'accès Netgear qui trainait dans un de mes tiroirs et j'ai connecté juste l'imprimante dessus. Là c'est stable et l'imprimante se connecte au Wifi sans problème à chaque démarrage. La fin ?... non évidemment Paske forcément j'ai trop galéré pour faire fonctionner CURA en wifi ! Je détaille ça dans mon prochain post, là je fais une "pause clavier". Alors CURA, j'ai bien galéré aussi, mais je vais faire plus court (je vous passe le détail des tests et des galères de déconnexion, ou de fichier qui ne partait jamais). Bref, après avoir eu du mal, je me suis rendu compte par hasard que j'avais 2 plugins wifi activés en même temps ! J'avais suivi les tutos qui disaient de mettre le plugin MKS à partir du market place. Et en fait dans ma version de CURA il y avait déjà un plugin wifi actif. En désactivant le natif (il a des bugs d'affichage que je n'ai pas avec celui du marketplace), je n'ai plus de problème de connexion avec mon imprimante. Enfin, si j'ai de temps en temps le bouton d'envoi qui ne réagit plus, ou des petits bugs comme ça, mais je pense plutôt que c'est des bugs du logiciel et pas de la connexion. Ah oui, je n'ai pas précisé, mais je suis sur Mac, donc ce sera peut-être différent avec les versions Windows... J'espère que ces retours d'expérience pourront aider d'autres utilisateurs.1 point
-
@Bestor Thank you, all work!1 point
-
With Marlin 2? You have to reflash the motherboard after the screen. I had this problem and the reflash solved it1 point
-
Il serait préférable de le faire (60-65°) car il est rare que la température de consigne corresponde à celle de la surface du verre / miroir. La vitesse de la première couche doit être faible (=< 20/25mm/s) afin de «garantir» une bonne accroche.1 point
-
Faut faire des essais, je ne connais ton matériau, ton matériel, tes habitudes d'accroche, etc. Je suis passé au miroir, ventilateur plus performant et fang demoncrack --> j'ai du refaire tous mes réglages.1 point
-
Bonjour, je progresse j'ai assemblé la partie avant avec la coque arrière; le train avant est opérationnel avec sa suspension. la direction fonctionne avec un servo moteur de 20Kg. Le train avant est réglable en hauteur pour s'adapter au profil du terrain. technique le modèle est au point car le train avant comporte un carrossage et un angle de chasse comme un vrai véhicule. j'attends des fournitures moteur, roulements pour finir l'arrière. a+
 1 point
1 point -
Superbe évolution ! Actuellement je monte aussi une Ender 3 Pro avec le Kit BLV1 point
-
Bonjour à toutes et à tous, Une fois pour toutes, voici la bonne méthode pour renseigner les valeurs Steps_per_unit (nombre de pas moteur par mm parcourus) de votre firmware (logiciel d'interprétation de votre imprimante 3D). Cette méthode est applicable à toute CNC. INTRO : Peut-être vous a-t-on conseillé ou lirez-vous que la calibration des Steps_per_mm se fait à partir d'une valeur X que l'on affinera par la suite en mesurant une pièce de calibration, généralement un cube, puis en modifiant par une règle de trois ladite valeur. Vade retro satanas ! C'est le pire conseil que vous pourrez rencontrer. Il n'y a pas de valeur passe-partout à affiner. D'abord la valeur X ne sort pas d'un chapeau mais est bien d'un calcul à partir de certains composants mécaniques et électroniques. En clair, il y a mille raisons pour lesquelles cette valeur ne soit peut-être pas adaptée à votre machine. Ensuite, lesdits composants n'étant pas élastiques, la valeur calculée ne s'affine pas ! Jouer sur cette valeur calculée : 1/ est inutile ; 2/ déplace l'erreur ailleurs, notamment sur les perçages de vos futures pièces ; 3/ le supposé "ajustement" ne serait correct que pour le cube de calibration et non pour les pièces plus grandes ou plus petites. Évidemment, vous trouverez des membres d'influence aguerris qui prétendront qu'ils font ainsi depuis toujours et que ça se passe à merveille chez eux. Résistez à la tentation, car cela indique seulement qu'ils se satisfont du résultat pour leur usage (quand on fait uniquement des figurines par exemple, la précision n'a pas de vraie importance). Surtout si vous êtes débutant, n'ayant ni leur talent, ni leur aplomb, restez-en à la méthode ci-dessous qui marche forcément à tous les coups. Pour vous faciliter la tâche, il y a un glossaire à la fin 1 :: Pour une transmission directe à courroie : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / (pas_courroie * nombre_de_dents_de_la_poulie) exemple : (200 pas moteur * 16 micropas) / (courroie 2mm * poulie 16 dents) = 100 steps_per_mm 2 :: Pour une transmission directe à vis : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / pas_du_filetage exemple : (400 pas moteur * 32 micropas) / (pas de filetage 8mm) = 1600 steps_per_mm 3 :: Pour un extrudeur à entrainement direct (direct drive) : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / (diamètre_effectif_galet * pi) exemple : (200 pas moteur * 16 micropas) / (diamètre galet 12mm * 3.14159) = 85 steps_per_mm 3 :: Pour un extrudeur à réduction (geared) : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) * (Nb_dents_plateau / nb_dents_pignon) / (diamètre_effectif_galet * pi) exemple : (400 pas moteur * 32 micropas) * (48 dents plateau /16 dents pignon) / (diamètre galet 8mm * 3.14159) = 1528 steps_per_mm /!\ Pourquoi ajuster les steps_per_mm extrudeur uniquement ? Si les composants ne sont pas élastiques, pourquoi la valeur steps_per_mm extrudeur doit-elle être ajustée ? La réponse est simple. Si le diamètre effectif du galet d'entrainement peut être mesuré à l'aide d'un pied à coulisse, les dents du galet pénètrent dans le filament pour l'entrainer. Cela modifie le diamètre effectif du galet de deux fois la valeur de la pénétration des dents dans le filament, or ceci n'est pas mesurable. De plus, selon le type de filament ou la pression qui sera exercée dessus pour le forcer dans le galet, cette mesure peut varier. Voila pourquoi on passe par une étape d'ajustement. Il est important de comprendre que ceci ne s'applique qu'aux extrudeurs, bien entendu. Voici la méthode de calibration d'un extrudeur : On fait une marque sur le filament à 150mm de l'entrée de l'extrudeur On demande une extrusion de 100mm On mesure ce qui reste, et on fait une règle de 3 sur les Steps Per Unit de l'extrudeur pour connaitre la valeur approchante. ex. #define DEFAULT_AXIS_STEPS_PER_UNIT {3200/40,3200/40,3200/1.25,12800/22.9041} ... la valeur à changer est en rouge On modifie la valeur existante par la valeur calculée on recommence à l'étape 1 jusqu'à ce que 100mm demandé = 100mm extrudé. 4 :: GLOSSAIRE : Buse d'extrusion (ou Hotend) : composant dans lequel le filament est fondu Extrudeur (ou plutôt Feeder) : mécanisme qui sert à alimenter la buse d'extrusion en filament. Extrusion : action de fondre du filament Galet (ou Hobbed bolt) : roue dentée/crantée servant à entrainer le filament. Poulie : roue servant à entrainer et/ou guider une courroie. Driver : composant électronique servant à commander un moteur pas à pas. Micropas : procédé électronique organisé par le Driver pour décomposer les pas moteurs. Il en résulte un mouvement plus fluide. Moteur pas à pas : moteur électrique dont le mouvement rotatif est décomposé en pas. Selon l'angle de décomposition, la rotation sera décomposée en un certain nombre de pas. Nombre de dents : s'identifie sur une poulie ou un engrenage. Sert de base au calcul du rapport de transmission. Nombre de pas moteur : Selon l'angle de décomposition, ce nombre varie. Pour un moteur à 1.8° (le plus commun) : 360°/1.8°=200 pas moteur par révolution. 0.9°: 360°/0.9°=400 pas moteur par révolution. Pas de la vis ou pas du filetage (ou Screw Pitch) : distance d'un filet à l'autre sur une vis. Il correspond au déplacement effectué par l'écrou à chaque révolution de la vis. Pas de la courroie (ou Belt Pitch) : distance entre deux dents d'un système de courroie. Par exemple une courroie GT2 2mm a un pas de... 2m. Une T2.5 a un pas de 2.5mm. Attention de bien prendre en compte la valeur du pas, car sur une courroie GT2 de 6mm, les 6mm correspondent à la largeur de cette courroie, non à son pas. Il existe des courroies GT2 au pas de 3mm, mais communément les imprimantes 3D utilisent des courroies GT2 au pas de 2mm, ce qui est amplement suffisant. Un doute ? Mesurez ! Pi (ou π) = 3.141592653589793238462643383279502884197169399375105820974944592307816406286208998628034825342117067982148086513282306647093844 etc. Pignon : dans un système de démultiplication mécanique, le pignon est fixé sur l'axe du moteur, il est généralement plus petit, et entraine le plateau. Plus le pignon est petit par rapport au plateau, plus la démultiplication mécanique est grande. Plateau : dans un système de démultiplication mécanique, le plateau est fixé sur l'axe de transmission, il est généralement le plus grand et est entrainé par le pignon. Réduction (ou geared) : démultiplication mécanique, augmente la précision et le couple et simultanément diminue la vitesse. Règle de trois (ou produit en croix) : Méthode de calcul permettant d'ajuster proportionnellement une valeur. Steps_per_mm (ou Steps_per_unit) : nombre de pas moteur par mm parcourus le long d'un axe, le paramètre à changer se trouve dans le fichier configuration de votre firmware. sur Marlin : #define DEFAULT_AXIS_STEPS_PER_UNIT {AXIS_STEPS_PER_UNIT_X, AXIS_STEPS_PER_UNIT_Y, AXIS_STEPS_PER_UNIT_Z, AXIS_STEPS_PER_UNIT_E} sur Repetier (une ligne par axe) : #define XAXIS_STEPS_PER_MM (valeur) etc. sur Smoothieware : ;Steps per unit: M92 X80.00000 Y80.00000 Z1259.84253 et ;E Steps per mm: M92 E367.0000 Transmission directe (direct drive) : se dit d'un système d'entrainement lorsque celui-ci est monté directement sur l'axe du moteur. Vis : composant mécanique de transmission servant à déplacer un ensemble le long d'un axe. Il existe des vis métriques, trapézoïdales ou à bille. Voila, qu'on se le dise ! ++JM1 point
-
Bonjour à tous, Le problème est solutionné. Je suis parti des sources de la version 1.0.16 (seule version disponible sur le GITHUB de TENLOG) Dans le fichier "Marlin_Main.cpp" à la ligne 2689 vous avez ceci : int Y_step_per_unit = axis_steps_per_unit[Y_AXIS]; cela sert à sauvgarder la valeur actuelle des steps par mm de l'axe Y dans une variable puis ce que pendant la phase de "home" cet axe est temporairement assigné à la gestion indépendante du second moteur de l'axe Z. Seulement problème cette variable est de type integer et les steps par mm peuvent être décimaux. Donc si pour avoir un déplacement parfait j'avais mis 80.24 pas par mm pour l'axe Y tant que je ne fais pas de "home" aucun soucis seulement voilà si je fais "home" sela va faire entrer mon 80.24 dans ma variable integer (ce qui va ramener celle-ci à 80) et donc je reviens à un mauvais étalonnage de mon axe Y ... Pour corriger le problème, il suffit de remplacer cette ligne par celle-ci : float Y_step_per_unit = axis_steps_per_unit[Y_AXIS]; Cela n'est pas grand chose mais cela peut vraiment poser problème ! Bons prints !1 point
-
Dans Cura, utiliser l'option "pause at eight", qui est sensée insérer un M600 dans le GCODE. Le M600 ne fonctionne pas, donc ouvrir le gcode avec un éditeur de texte, rechercher le mot "pause at eight", regarder deux trois lignes en dessous, remplacer le M0 (pause inactive) par M25 (pause) et M2600 (changement de filament). Le reste se fait par l'écran et le changement de bobine manuellement.1 point
-
Bonjour, Merci pour cet excellent tuto. Malheureusement je suis dans le même cas, les firmwares semblent ne pas passer sur les prises chacon on-off récentes. Preneur si solution. Bonne journée.1 point
-
Bonjour Je viens d'acheter une prise de cette référence. Une fois connecté, j'arrive directement sur le message d'erreur ERROR:404 Not Found c'est bizarre. Pourriez vous me dire quelle est votre page d'accueil ( url exact après l'ip ) ? J'ai tenté d'upload des firmware different mais cela ne fonctionne pas non plus1 point
-
Bonjour, Merci pour ce tuto trés intéréssant. J'ai bien accès à l'interface web du module, par contre je n'ai pas de menu sur la page :( Auriez vous différentes url à me communiquer ? Celle qui fonctionne pour l'instant : /status.html /iweb.html1 point