Classement



Contenu populaire
Contenu avec la plus haute réputation dans 20/04/2021 Dans tous les contenus
-
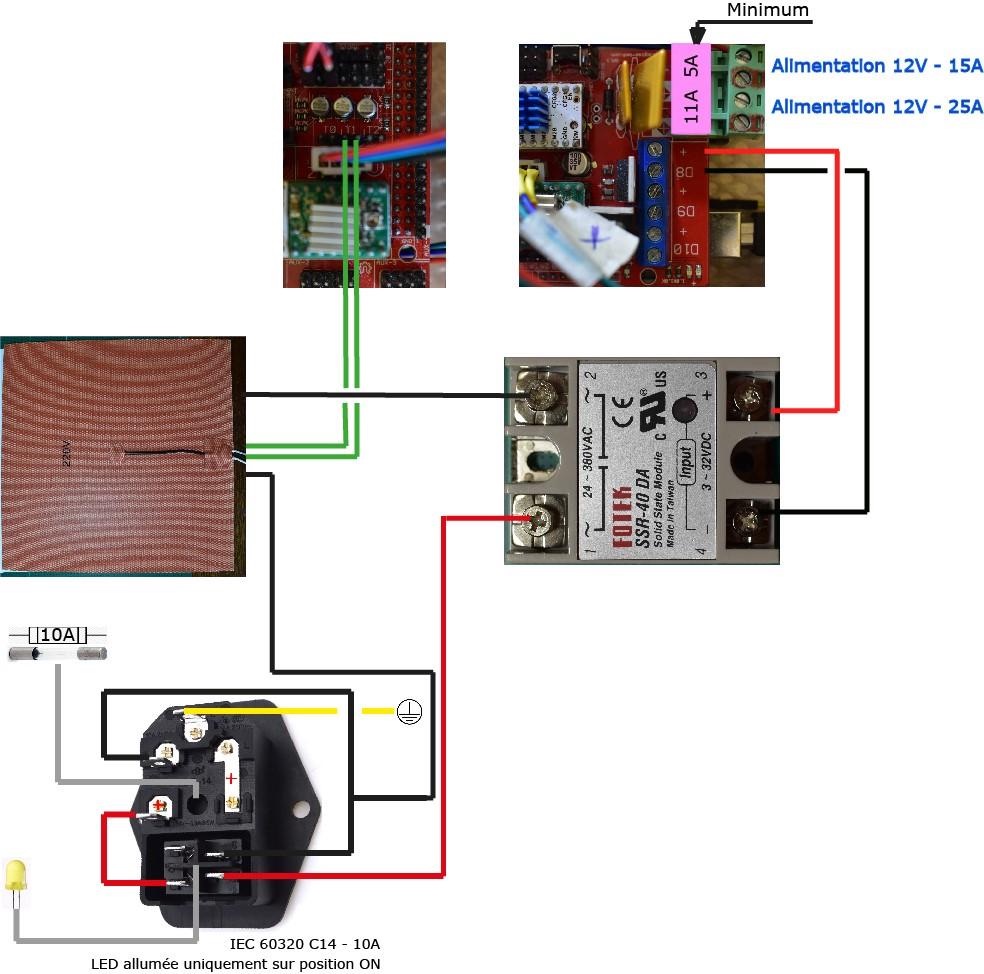
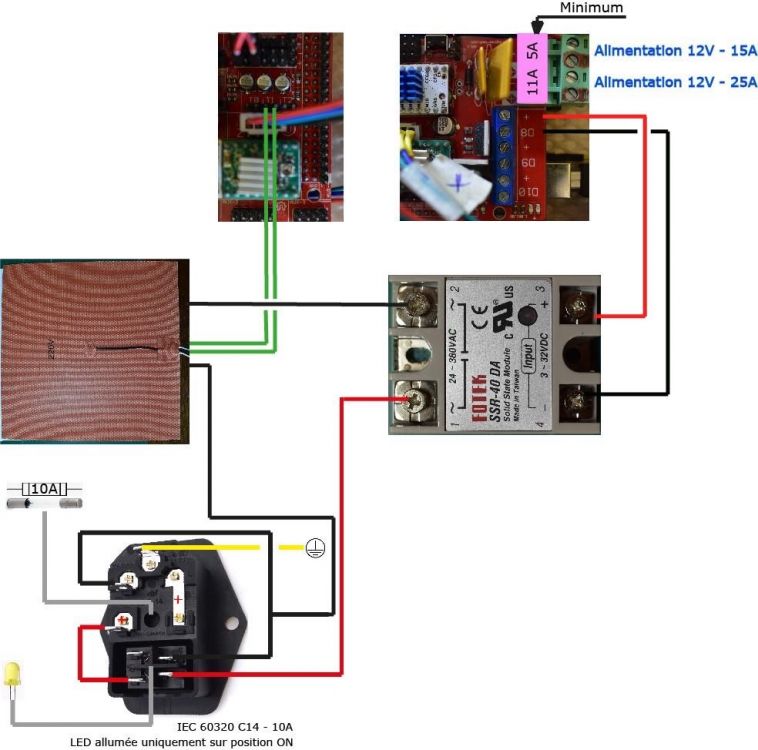
Alors... tu n as pas besoin d une prise séparée pour le bed... C'est un cablage interne à l imprimante... tu récupère le 220v à l entrée de ton alim 24v par ex... Et donc oui le ssr ( solide state relay ) est indispensable pour contrôler ton bed en 220v Le ssr est en fait un relai sans partie mécanique qui est donc plus résistant et plus rapide... Cela revient au même fonctionnement qu un mosfet... mais qui lui ne fonctionne qu avec du courant continu ( contrairement au 220v qui est alternatif)... Mais pour un fonctionnement graduel comme un mosfet en 220v... la il faut un module "triac" Mais aucun intérêt dans notre cas car le signal issus de la carte mère est toujour "haché" donc ON/OFF... et rien entre les 2...3 points
-
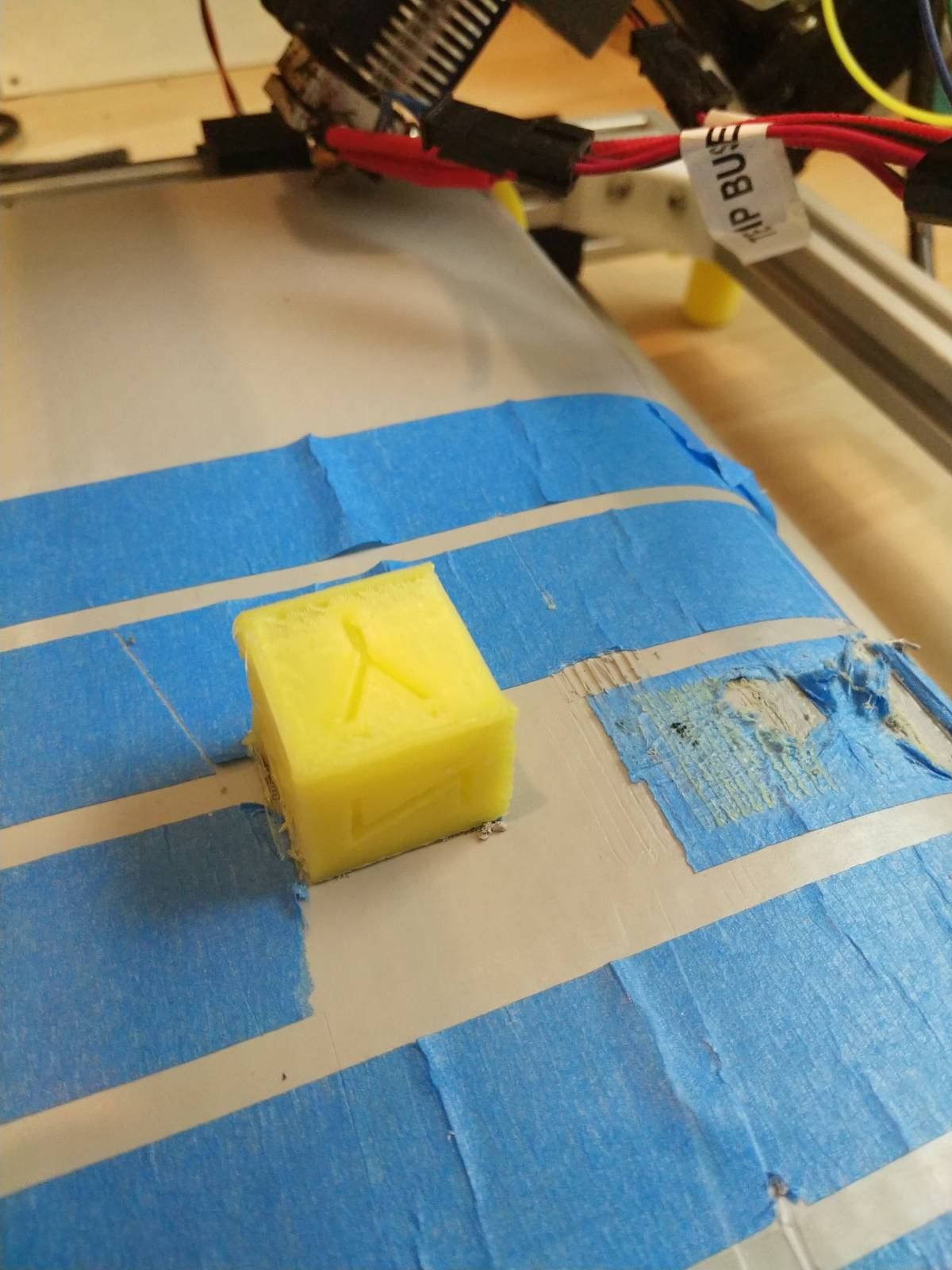
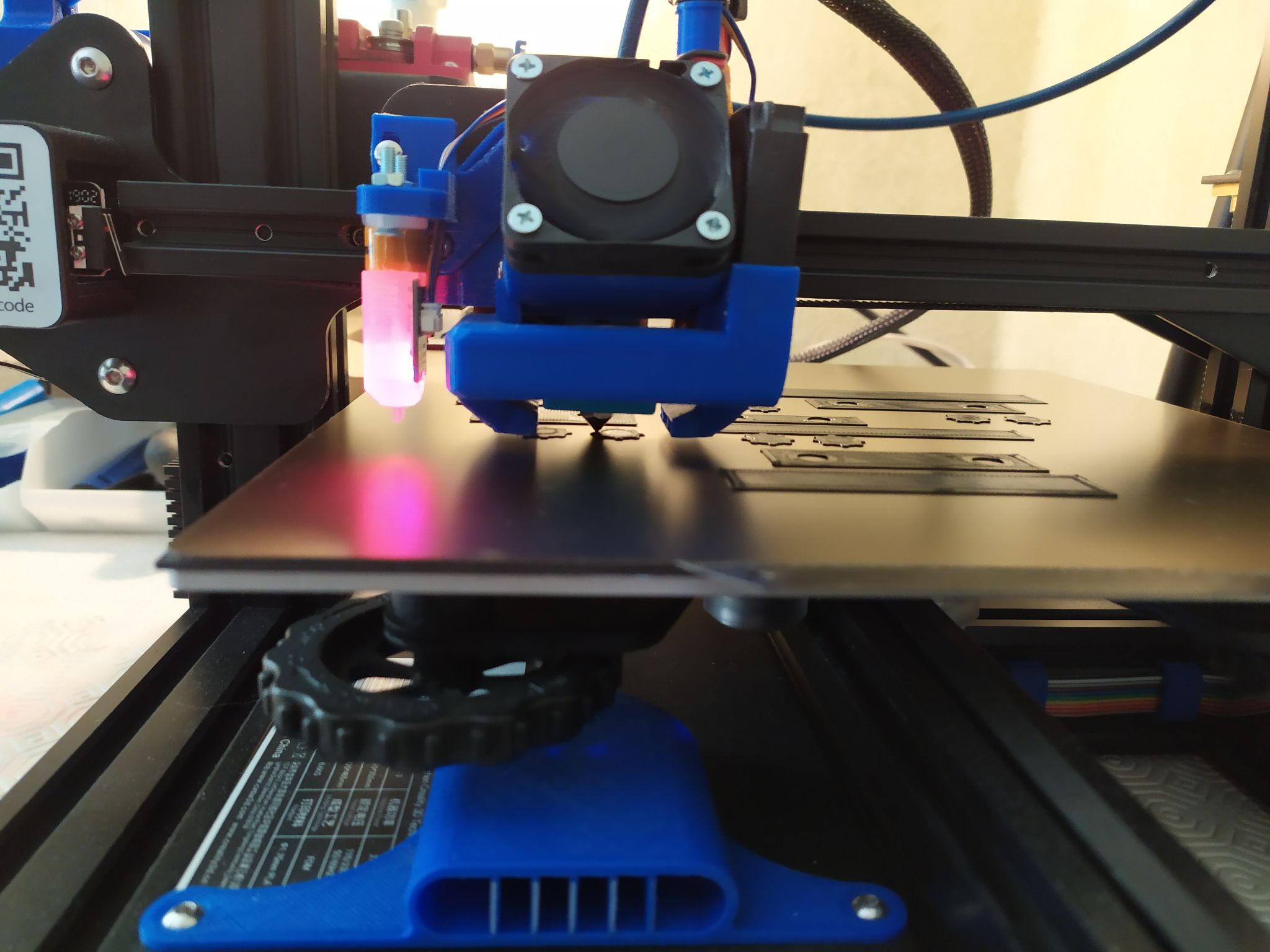
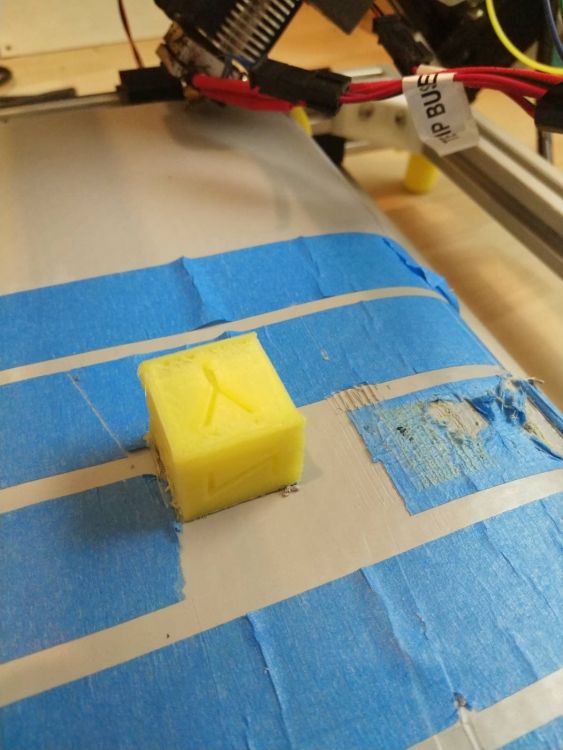
Bon on est pas encore au rendu Wahou et ce n'est pas un mais j'ai pu sortir un cube presque correct....en 3h30... Le soucis sur le précédent mi-cube était dû à une mauvaise définition du diamètre du fil (en 2.85 au lieu de 1.75 ) Le bed ramasse pas mal avec les tests.
 2 points
2 points -
Un «disjoncteur» thermique pour le lit chauffant serait un plus sécuritaire car la majorité des SSR quand ils claquent restent souvent en mode conducteur (le courant passe, passe, passe…): la régulation ne peut plus alors se faire2 points
-
Les «points» et «virgule» du clavier ont été retrouvés (voir la réponse de @remiboradans l'autre sujet ) mais pas la touche «ENTRÉE». Ça donne donc un pavé indigeste qui ne donne aucunement l'envie de le lire.2 points
-
Oh, un célibataire.2 points
-
Sur mon bureau, ils sont toujours à portée de main (3, 4 et 5mm)

 2 points
2 points -
Salutation ! Pour moi MOSFET ou SSR (relais) dans le principe "en gros" cela permet de délivrer du courant en fonction d'une entré de commande pas a la même tension donc globalement le même truc si on cherche a juste faire du on / off. Si, par contre tu cherche a moduler le courant de sortie là seul le MOSFET le permet (enfin de se que j'en ai compris) Tu pourra, alimenter t'on lit chauffant depuis l'entrée 220 V de ton alimentation (attention a bien gérer cela. Eventuellement utiliser des équivalent de domino électrique plutôt que de mettre plusieurs fils dans un même bornier ...)2 points
-
Ba pas vraiment ... Tu peux éventuellement modifier la température, le débit et la vitesse d'impression (ex : M220 S100 ;Reset Feedrate ... M221 S100 ;Reset Flowrate ...), Mais changer la hauteur de couche ou le taux de remplissage cela ne me semble pas possible en cours d'impression. Car les commande g-code sont plutôt simple avec des X, Y et Z définie et là tu chercherais a modifier un gros ensemble d'une suite de ses commandes qui on était calculé lors du tranchage par le trancheur ... ex : si couche 20 tu fait un z+=0.1 alors il faut recalculer les Z de tout le reste ... sauf si tu a fait un tranchage en relatif ... Mais là encore si tu imprime depuis une SD tu n'y arrivera pas ... il faut être en impression depuis une appli. qui accepte de passer des commandes entre les commande prés calculé et en cours d’exécutions ... ou bien utiliser les post traitement ... En fait pour bien comprendre, ouvre un fichier .gcode avec un éditeur de texte et imagine se que cela implique de modifier "en live" un paramétré de tranchage ... le nombre de truc a recalculer, a adapter ...2 points
-
Tout est dis... Surtout... mais alors surtout... ne mets pas de fusible plus gros sur ton alim...! Grosse erreur... plus gros fusible ne veut pas dire plus de puissance ... le fusible sert juste à ne pas dépasser la puissance maxi que peut supporter ton alim... Si tu met plus gros... tu n as plus de sécurité... c est comme si il n y avais pas de fusible et tu t expose a au mieux une alim qui grille... et au pire un départ de feu !... Non pas besoin de seconde alim...puisque ton bed est en 220v... Et très mauvaise idée de transformer le 24v en 220v avec un onduleur... Dejas ton alim ne le supportera pas ... et aussi c est totalement aberrant de prendre du 220v qui est transformé en 24v par ton alim pour en refaire du 220v... Pour cela il te faut un module mosfet 220v qui sera commandé par ta carte...2 points
-
Moi je dis que comme il a donné sa solution il a gagné et il doit présenter son autre schimlblick2 points
-
Hello all, J'ai farfouillé... et j'ai pas trouvé (ici) de discussion regroupant un panel de sites permettant de se fournir en fichiers à imprimer "directs" (pour les moins créatifs ou doués ou débutants ou ... .... d'entre nous). Donc voici un petit récapitulatif qui ne demande qu'a être enrichi Un modo (sympa ) pourrait faire remonter de nouvelles URL de sites en première page de ce sujet. On pourrait même imaginer des appréciations ...? Il y en a des gratuits et/ou des rémunérés (très cher certains) ... des artistiques... des plus techniques ...plus ludiques ... pour tout les gouts quoi Il est à noter que certains fournisseurs de matériel (même industriel) fournissent,..des fois des STL (ou autres types de fichiers convertissables) et ils ne sont pas pas souvent "visibles" pour le commun des "imprimeurs". aller ... je me lance (beaucoup sont déjà très connus) http://www.thingiverse.com https://www.youmagine.com https://cults3d.com https://3dagogo.com http://www.123dapp.com http://www.myminifactory.com http://www.3dsystems.com https://digitalstore.makerbot.com https://www.cgtrader.com (des trucs très cher) http://www.yeggi.com http://www.stlfinder.com http://www.references3d.com/ http://www.3dupndown.com/ (on peu gagner un peu de sou) http://tf3dm.com/3d-models/all/1/obj http://www.oyonale.com/ http://www.top3dmodels.com/ http://www.turbosquid.com (plein de formats natifs) La poste https://www.threeding.com/ http://www.instructables.com des trucs déjantés des fois La NASA pour les passionné(e)s d'espace ContentCentral Pièces mécaniques, composants, accessoires techniques... ( fichiers formats natifs et stl ) Google Objet 3D http://happy3d.fr/fr propose des pièces appareils ménagers ... entre autres (article sur le blog) OpenStructures GrabCad Pleins d'objets techniques et technologiques ....au format STL et autres formats CAD TinkerCad Une application en ligne permettant de créer ses propres pièces sans trop de difficulté et qui est accompagné d'une bibliothèque d'objets communautaire Libre 3D un site en cours de démarrage ... Traceparts énormément de pièces techniques de bases sur plein de thèmes printablescenery.com Plein de décors ...jeux de plateau...scènes de diorama ... (payants mais bon ..) [edit 08/10/16] Et on continu avec de nouveaux référencements....merci à @Nimbus2815 https://sketchfab.com/ https://www.cgtrader.com/ https://pinshape.com/ http://us.gallery.xyzprinting.com/ https://3dprinter.dremel.com/3d-printing-models https://www.yobi3d.com/#!/ http://www.stlfinder.com/ https://fr.3dexport.com/ http://library.zortrax.com/ https://store.newmatter.com//#!/designs https://www.rinkak.com/ http://www.3dshook.com/ https://www.threeding.com/ http://repables.com/ http://zheng3.com/forge/index.php?id=-4 https://www.redpah.com/ https://www.trinpy.com/ http://cloud.polar3d.com/ https://3dwarehouse.sketchup.com/index.html http://www.stlhive.com/ http://3dprint.nih.gov/ https://all3dp.com/best-sites-free-stl-files-3d-printing/#nih [edit 10/10/16] Merci à @GillesB et @yoda3d pour ces nouveaux apports http://www.3dchf.com/ site de fichiers natifs en sous 3D Max https://moon-station.mechamoon.com/ site en devenir, de notre ami Yoda [edit /26/10/16] merci @Tanguy ...dédicace modéliste https://3dlabprint.com/ des modèles réduits et des pièces d'avions (tout aussi réduites) imprimables (payant mais très raisonnable pour les passionnés) [edit 03/11/16] merci à moi même www.additiverse.com/fichiers-3d/ [edit 06/02/2017] Pour les fans de Pokemon ...une trouvaille de @los_renegados.... la totale ou pas loin http://roestudios.co.uk/project/3d-pokemon-models/ les fichiers OBJ sont facilement "transformabs"le en STL (dans 3Builder par exemple) A vous ..... Ps : Si vous avez des commentaires, je les ajouterais
















.png.03cfa10c5b7f4f65f5dce2185e1813f0.png)







.jpg.ef379ed49d18fe58accdc7a1f91562a5.jpg)







.jpg.d78430b1fbc5e37e81f237eb856fce17.jpg)






















 1 point
1 point -
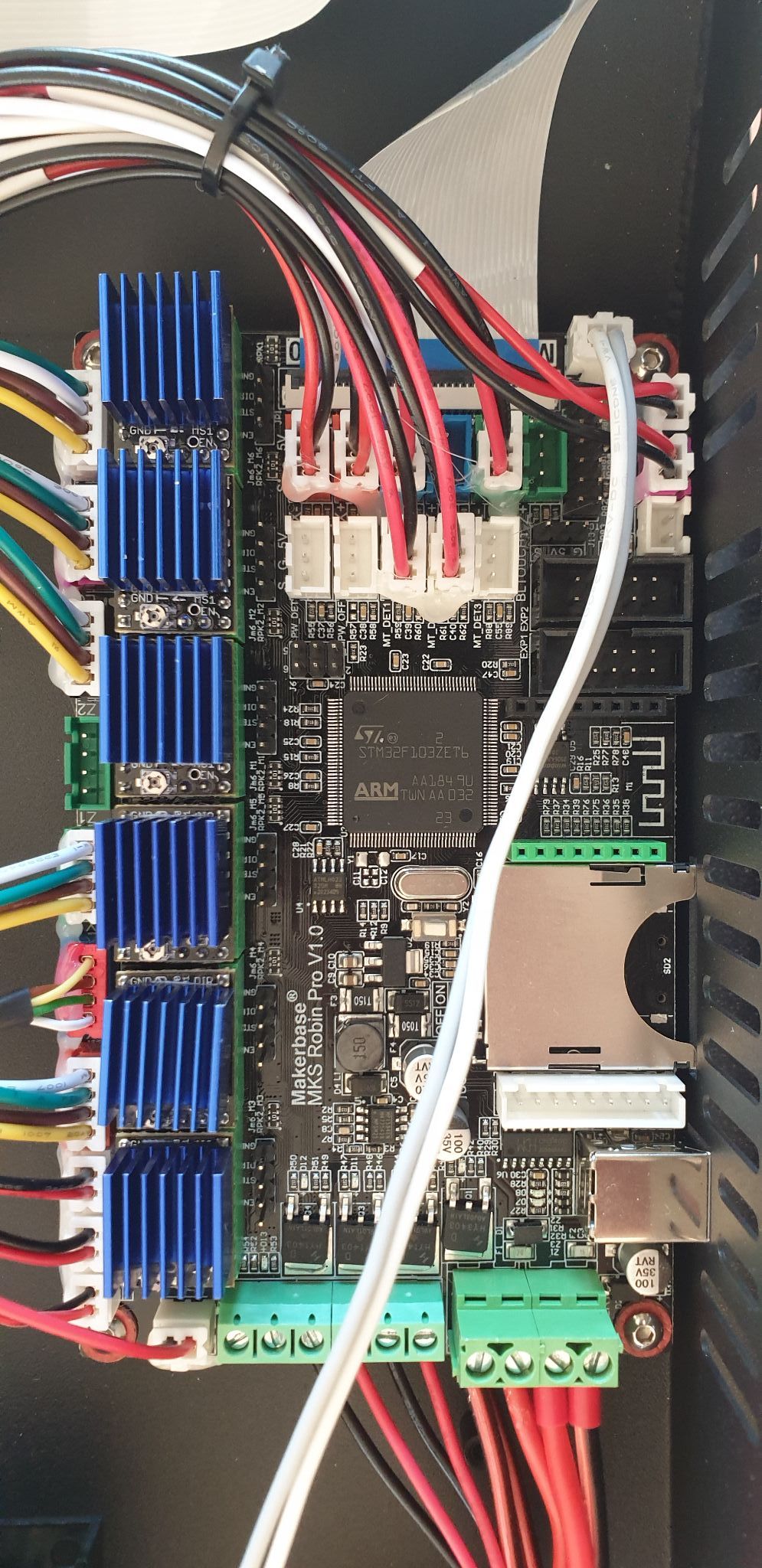
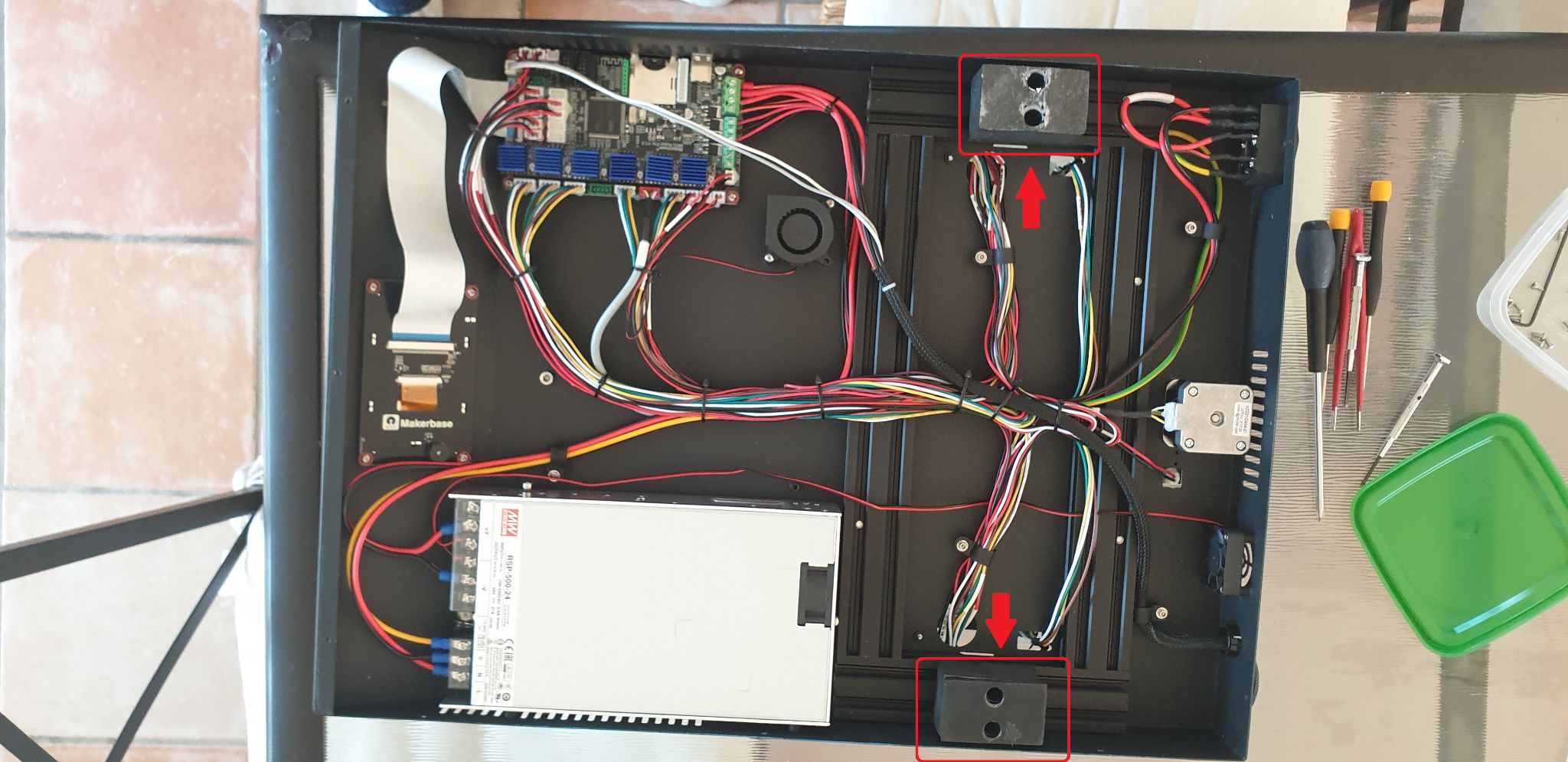
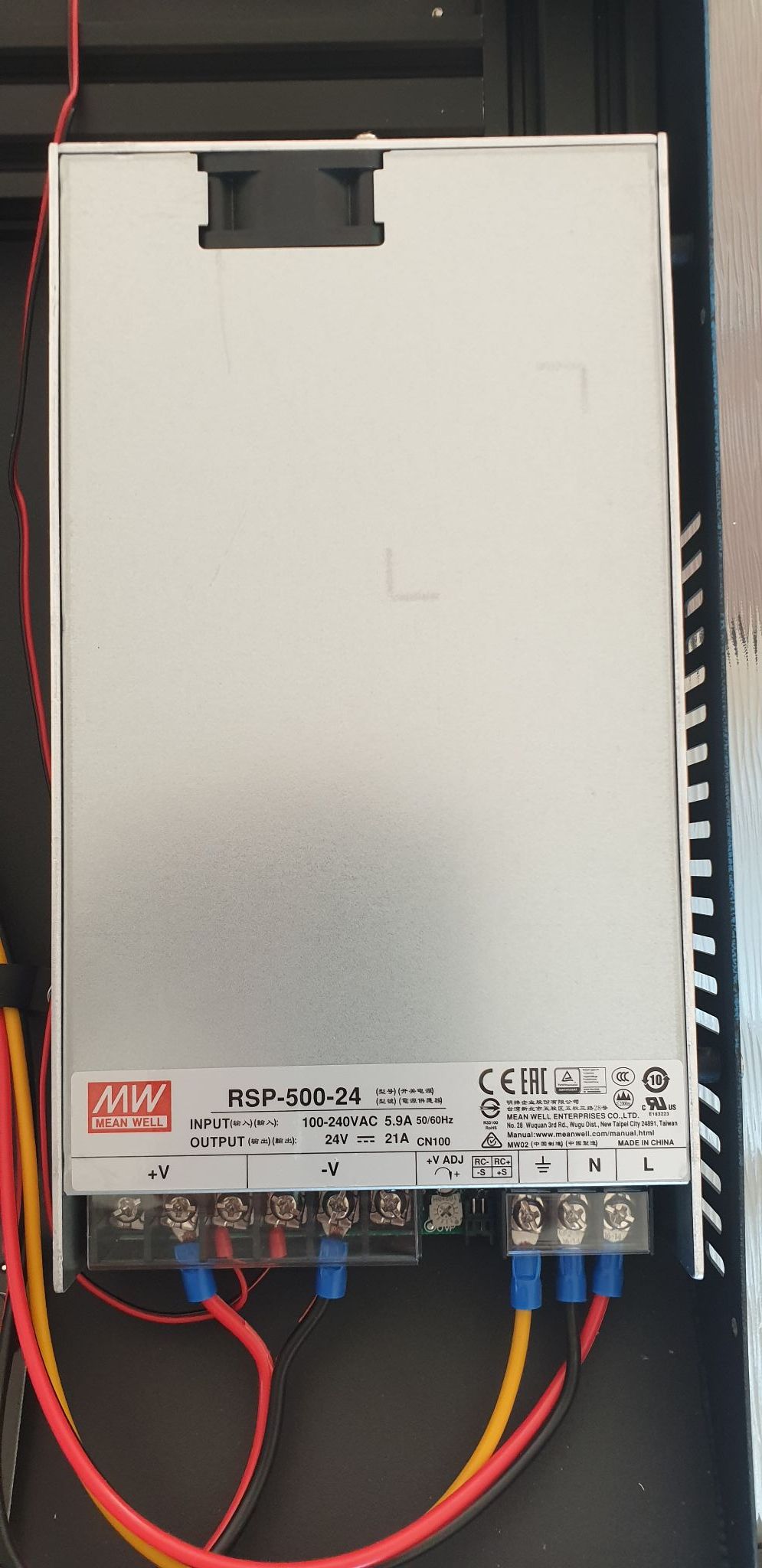
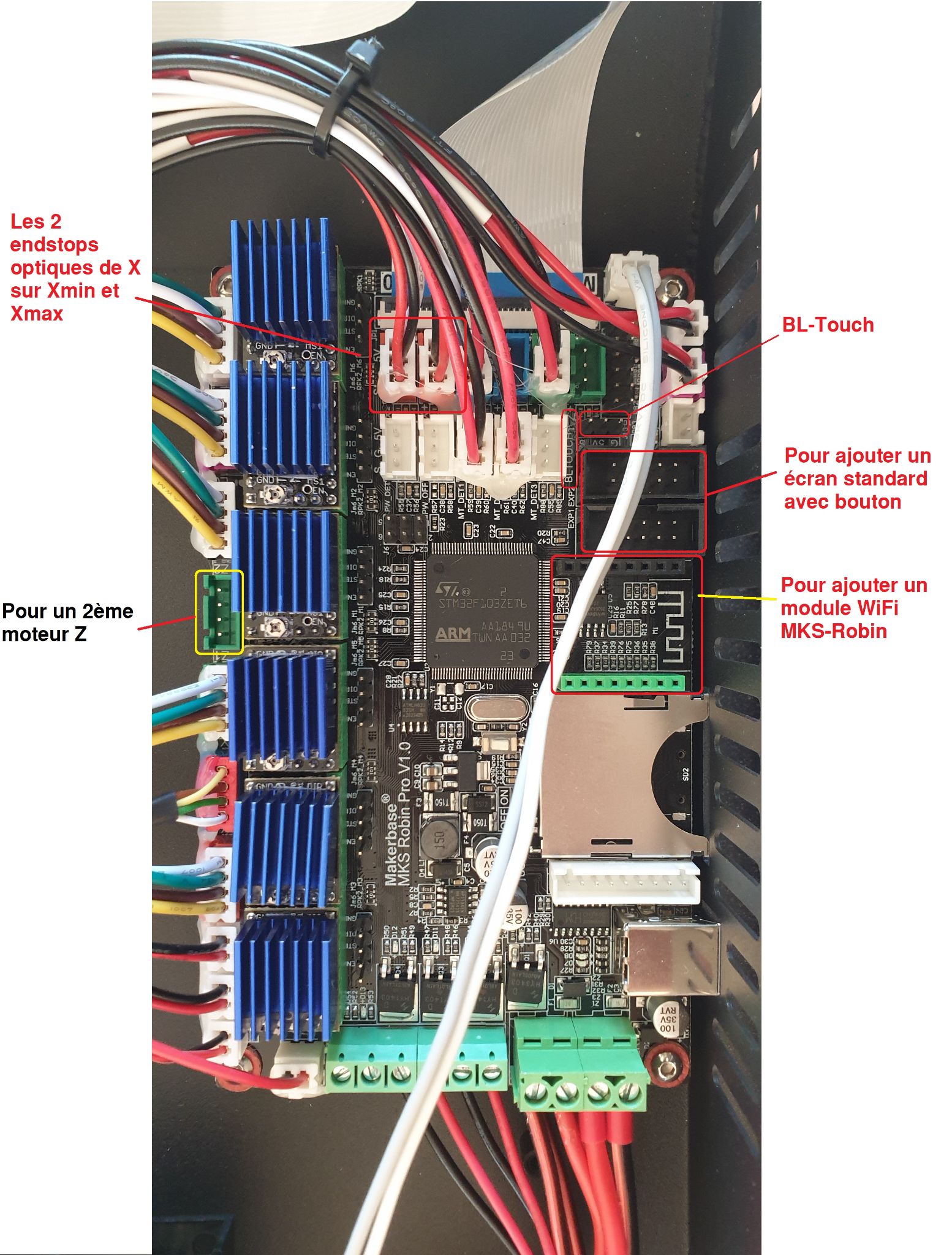
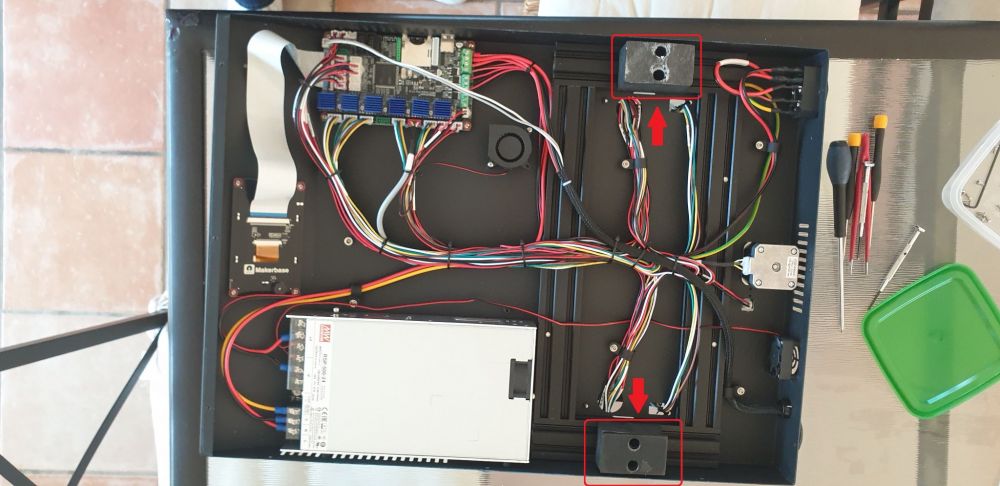
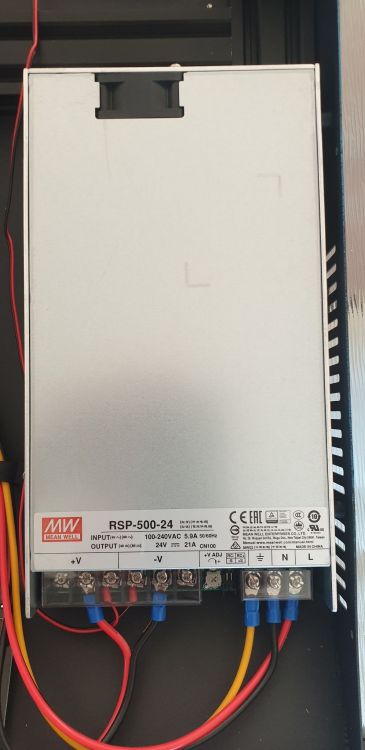
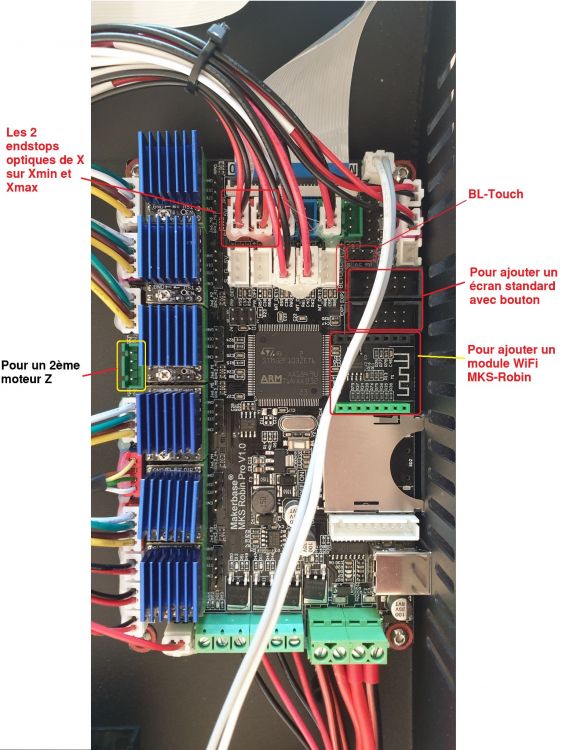
En parallèle de mon sujet concernant ma CR10 et mon Ender5 , j'ouvre celui-ci pour partager mes découvertes modifs et autres concernant cette nouvelle imprimante qui a bien failli rester dans son carton. En effet, après de longs mois d'attente incertains (c'est le jeu, ma pôve Lucette, avec Kickstarter), j'ai entrepris l'évolution IDEX de ma vieille CR10. Evolution ayant pour objectif de partager mes têtes d'impression entre "Ender5-coreXY-dual-extrusion" et "CR10 IDEX", facilité par le verrouillage magnétique des têtes. Cette opérations m'a obligé à modifier quelques détails sur mes têtes. Mon nouvel axe Double-X étant prêt à être monté, j'ai lancé les impressions et modifications des têtes existantes sans mettre en arrêt ma Ender5 ! Et pendant ce temps... devinez qui pointe le bout de son plateau ? L'artist-D tant attendu !! Bin, il était "moins une" !! La CR10 IDEX mis en attente, j'ai entrepris la mise en service de l'Artist-D. "Chérie, on monte ??" NON!! Avant, on pourrait l'ouvrir et découvrir la bête... Extérieurement, on connait. Pour atteindre l'intérieur, il faut dévisser toutes les vis de périphérie et la vis de l'interrupteur proche du couvercle inférieur. Ensuite, il faut chauffer délicatement les deux zones (cf flèches rouges ci-dessous) autour des trous pour les vis de fixation du portique avec un pistolet à air chaud en soulevant et exerçant une tension sur le couvercle. Dès que la bonne température sera atteinte la mousse se décollera d'elle-même et le couvercle pourra être retiré. Et on découvre l'intérieur : L'alimentation est bien une Meanwell RSP-500-24: La carte Robin Pro avec ces "supposés" TMC2209 (Les radiateurs sont super bien collés!), car pas vérifié.

 1 point
1 point -
au début avec l';ender3 et l'armoire de grand mère qui me dérangeais plus que tout (4m de longueur sur 3m de hauteur et 90cm de profondeur on l'aperçois près du cockpit) Puis l'Artillery arriva Puis la ld002r que j'ai utilisé qu'une seule fois, faute d'odeur inssuportable, donc elle est retourner dans sont carton J'avais une partie Oldschool sur la gauche de mon bureau/derrière moi et beaucoup de bordel (et encore la j'avais ranger ) puis j'ai commander mes enceintes ... car mes ex klipsch me manquais vendus a cause de mon ex il y a une dizaine d'année on repasse vers la new generation, la generation oldschool passera a l'arriere cote droit, coté cockpit (pas encore de photo) le 50 pouce de mon cockpit fait tache a coter de ces enceintes... remplacer aussi vite par un 65" puis arriva le 49" de mon cockpit et j'avais plus de place, j'ai donc démonté l'armoire et pu mettre mon cockpit différemmentn (oui j'ai deux PS5 et une Xsx) mais preferant le 49 oouces a mon 32 pouces l'ecran a pris vite place sur mon bureau... mais j'ai du re amenager un peu et pour ne pas devoir en acheter un deuxiemme pour le cockpit (1500€ quand je l'avais acheter) j'ai pris un support pour l'ecran comme ca je peu l'utiliser en mode cockpit ou desktop et des fois on s'amuse comme on peu... la je compte mettre une planche de travaille pour ma partie 3D/electronique/petite mecanique donc me reste a refaire la partie oldschool et je suis bon le covid n'a pas été un soucis pour moi1 point
-
Si je peux être utile1 point
-
Salutation ! Dit quand tu a le bug de chargement de l’écran, la carte SD elle serai pas dans le lecteur et elle serai pas d'origine ? Il semble que les carte SD fournis avec les Ender ( donc de chez CREALITY) soit de mauvaise qualité et sources de "freeze" d'impression ... alors pourquoi pas de l’écran au démarrage car il y cherche une mise a jour de firmware ... Essai avec une autre carte SD, de marque type sandisk, kingston ou autre mais de qualité qui soit inférieur a 32Go (limite de taille pour formater en fat32) bien formaté en "fat32" avec des taille d'unités/block de "4096" Edit : Il existe aussi des commandes g-code pour sélectionner et lancer l'impression de fichier sur la carte SD mais je n'ai jamais joué avec : M21 - Init SD card https://marlinfw.org/docs/gcode/M021.html M20 - List SD Card https://marlinfw.org/docs/gcode/M020.html M23 - Select SD file https://marlinfw.org/docs/gcode/M023.html M24 - Start or Resume SD print https://marlinfw.org/docs/gcode/M024.html Donc si tu installe Pronterface https://www.pronterface.com/ ou Repetier Host https://www.repetier.com/download-now/ qui ont une console de log des commandes g-code (pas comme Cura) tu pourras depuis le PC lancer une impression de la carte SD ... a tester ... mais attention de ne pas fermer puis de ré-ouvrir la connexion USB car cela "reset" la machine a l'ouverture de la connexion USB ... Aussi il existe la commande g-code M600 https://marlinfw.org/docs/gcode/M600.html (doit être activé dans le firmware) pour changer de filament. Sinon tu peux t'inspirer d'un g-code de démarrage pour chauffer, extruder un peus puis extruder une valeur négative pour enlever le filament ... (non non je ne te "stalke" pas @Krl tu fait juste "remonter" dans les dernière activités du forum, des sujets que je n'avais pas vu passer )1 point
-
Salut, si tu peux passer par l'ordinateur, tu peux passer par octoprint, et essayer cette commande: M502 reverts to the default "factory settings" https://marlinfw.org/docs/gcode/M502.html Sinon il faut trouver un moyen de vider (physiquement) la mémoire de ta carte CREALITY 3D v2.4,... j'ai cherché un peu mais j'ai pas trouvé...1 point
-
Salutation ! Il est trop fort se @Krl ! Pour moi, il donne la solution sans la donner ! Comme sur un smart phone tu a besoins d'un bouton ! non ? Rajouter un switch sur le port GPIO du Rpi ... si lui il n'est pas en veille il peut surement avec la bonne commande associé aux événement du switch sortir le OctoDash de veille ... https://raspberrypihq.com/use-a-push-button-with-raspberry-pi-gpio/ Ou alors il faut te connecter au RPi en ssh ou a OctoPrint et trouver la bonne commande / plugin pour sortir le OctoDash de veille ... A moins qu'il n'y ai un techno "alexa" et qu'il suffit de lui parler ou un capteur de mouvement et/ou d'inclinaison et qu'il faille le secouer ? (là je pense pas mais si jamais ... peut être a tester ?) Ou si il utilise un capteur magnétique (j'ai une tablette qui sort de veille quand on soulève son cache ...) J’espère que tu trouvera la solution et que tu la partagera ! Bonne continuation !1 point
-
Salutation ! Je n'ai pas de D12, alors mes pistes en sont peut être des fausses ... Un jeu dans les fixations du tube PTFE du bowden ? (car moins vite et long tu rétracte moins il y a de problème ?) Je ne pense pas que tu ai un arbre moteur non biseauté sans "pan" ("D shaft" vs "round shaft") pour l'extrudeur, mais si oui, la roue d'entrainement du filament a peut être des visses sans tête de serrage sur cette arbre moteur qui glissent ... donc a resserrer ? la/les température d'impressions ? Bobines de PLA neuves ou qui ont pris l'humidité ?1 point
-
La calibration de l'extrudeur faut la faire 2/3 fois pour être sur. Le réglage buse/bed doit bien entendu être le plus parfait possible. L'axe X bien parallèle à la base de l'imprimante. Pas de points durs ni de jeu sur les galets. Pour le Z, tige filetée, coupleur bien en place si je demande de monter de 1, 10 ou 100mm ça doit être parfait . Des ressorts bien compressés mais pas trop. Courroies bien tendues. Et j'en oublies certainement Après certaines modifs matérielles aident... Un choix de température, rétraction et vitesses adaptés au filament.1 point
-
Salut, j'aurais aussi pensé à la rétractation au changement de couche, mais j'image que tu as tester sans activé la rétractation? ou pas? Sinon ça peut être ta buse qui est abimé? mais c'est très rare.... Sinon ça peut venir d'un problème de température de buse trop basse, mais tu devrais entendre des claquements moteurs, sauf si ton ressort d'extrusion est faiblard. Si je vois autre chose je reviendrais... Sinon j'ai banni cura sauf cas extrême ou j'ai besoin de paramétrage Tordu... Et je suis passez à Simplify3D. Et j'ai éviter beaucoup de mini bug du certainement au trop grand nombre de paramètre de cura qui deviennent ingérables... et incompréhensible...1 point
-
Salutation ! la fraîche d'y a moins de 5h la v4.9.0 ou la v4.8.0 ? ou autre chose genre une beta ou une alpha ? cf : https://github.com/Ultimaker/Cura/releases Tu imprime donc de l'ABS ou du PLA ou du PETG ? (au vu des température 220°C avec 100°C pour le plateau et de la vitesse ? ABS en température base ?) ? (mais tu garde le PLA comme matériaux ?) si ABS alors pourquoi la ventilation ? Si PLA pourquoi un plateau a 100°C Et tu a bien une buse de 0.4mm ? tu a vérifié le diamètre du filament dans la config de l'imprimante ? Sinon la hauteur de la couche initial et le débit de la couche initial ? Et tu veux dire quoi par problème d'adhérence ? la couche initial ne tien pas ou tu a du warping ? Peut être qu'une bordure pourrais aider si tu a du warping ... Mais là y a bcp trop de suppositions ! Donne plus d'info STP ! Merci !1 point
-
Ah ba je comprends, mais l'impression 3D c'est pas une imprimante laser ^^, il va te falloir un peu de perseverence si tu veux te faire plaisir @Downn666 "l'important c'est le chemin et non le but" La satisfaction d'avoir résolu un problème d'impression est très gratifiant ^^1 point
-
Oui pour l'instant j'ai pris uniquement du PLA.1 point
-
Hello moriss, Merci à toi. N'hésite pas à critiquer, donner ton avis ou tes lumières.1 point
-
Salut ami des makers fou [emoji6] Content de suivre tes exploits ici. Ça donne même envie mais je dois d'abord travailler à faire de jolie chose avec ma u20. A+ Envoyé de mon VOG-L29 en utilisant Tapatalk1 point
-
Le premier oui... mais évite Conrad car les frais de port chez eux sont carrément indécents !... Il y en a pour 10x plus chère que le composant... Le second c est juste un disjoncteur... il ne prends pas la température du bed... Regarde plutôt ici € 3,20 | Protecteur thermique de moteur 17am, 10 pièces, température de 60 à 160 degrés Celsius, Thermostat normalement fermé, interrupteur thermique Klixon https://a.aliexpress.com/_mKBAdrH A prendre un peu au-dessus de la température maxi du bed et à coler en dessous1 point
-
Salut, Alors t'en est où? Pour info le fait que tu es fait quelques impressions qui ont marché ne veut pas dire que tes réglages étaient bon. Il est possible que l’électrostatique est été favorable à tes premières impressions, par exemple, puis ton Bed a perdu ces caractéristiques statiques et tu te retrouves maintenant au point de départ des reglages de la 1ere couche. Ayant un Ender 3 et travaillant à 95% avec du PLA ( de plusieurs marques ), je te conseil 20mm/s de vitesse , à 210° Buse, 45° Bed, Hauteur de couche 0.2mm, pour la première couche. Sinon J'ai mis du verre (durée de vie ÉTERNEL) comme revêtement, Ya pas mieux! (tu peux le rayé un peu en diagonal avec du papier de verre 600 si tu veux) Un coup de Laque (une seul passe sur la zone d'impression) quand le plateau est chaud et Bingo. Nettoyage à l'éponge+eau chaude quand la surface du verre devient granuleux et re-Laque à la prochaine impression ) Bed trop chaud ou buse trop chaude produisent un décollement instantané du PLA, lors de la première couche.1 point
-
Oui je n'ai desserrer que la noix bon et j'ai changer l'extrudeur car j'en avait commander un avec un système qui ne me plaisait pas mais j'ai garder la roue dentée je ne pense pas que sa jouer dans mon problème Merci j'irai voir sa1 point
-
Si tu imprime que tu PLA pas de soucis après si tu imprime du PETG a 240°c sur beaucoup de machine le PTFE souffre rapidement, mais si tu passe a capricorne pas de soucis. Moi j'ai un bi-metal je reviendrais pas en arrière mais j'imprime pas mal de PETG.1 point
-
Je viens de le tester: Tout simplement magnifique... Ceci dit, pour ma conf (CM 4.2.7 et UBL 10x10 + BLT), j'ai fait un mix entre la dernière version de Jyers (v1.3.1) et celle de Christophe (v1.4.0b). Comme disent les jeunes à l'heure actuelle: "ça déchire grave !" Je salue encore le travail qu'ils ont effectué, Chapeau bas, respects !1 point
-
Un gadget de ce genre est bien pratique1 point
-
Sur 102 touches, il n'en manque plus qu'une c'est déjà pas mal non ?1 point
-
Hello ! Alors je n'ai vu personne en parler dans les commentaires ci-dessus mais un détail important : ton réglage plateau, tu le fait bien A CHAUD rassures-nous ? Car si tu fait ton réglage à froid, lorsque ton plateau va chauffer, ça va se dilater et ta buse ne sera plus à hauteur...1 point
-
Oups j'ai fait du copier coller sans mettre les sources ... mes excuses !1 point
-
@PPACbien vu la rétro-ingénierie On n'y pense pas toujours, il faut juste espérer que le fabricant de l'imprimante a correctement fait son job.1 point
-
Ça, on a bien compris qu'il y a un problème mais si tu ne décris pas exactement ce qu'il se passe, on ne pourra pas t'aider. Le mieux serait peut-être de faire une petite vidéo ? Est-ce que la prise d'origine en Z se passe bien? as-tu renseigné les décalages X,Y et Z du BLTouch par rapport à la buse? (voir les instructions précédemment citées) PS: ce serait bien que tu retrouves (et utilises du coup) les touches "Point" et "Entrée" de ton clavier, ce serait plus facile pour te lire.1 point
-
J'ai juste changé l'affichage par défaut, on peut toujours trier par notes1 point
-
Le mieux serais que tu re imprime ton triangle de suspension et voir si il est cassant comme ta fusée de roue... Si c est le cas... ce n est pas un pb de conception de pièce mais bien de filament... Peut-être qu il a trop pris l humidité malgré ton dehydrateur...1 point
-
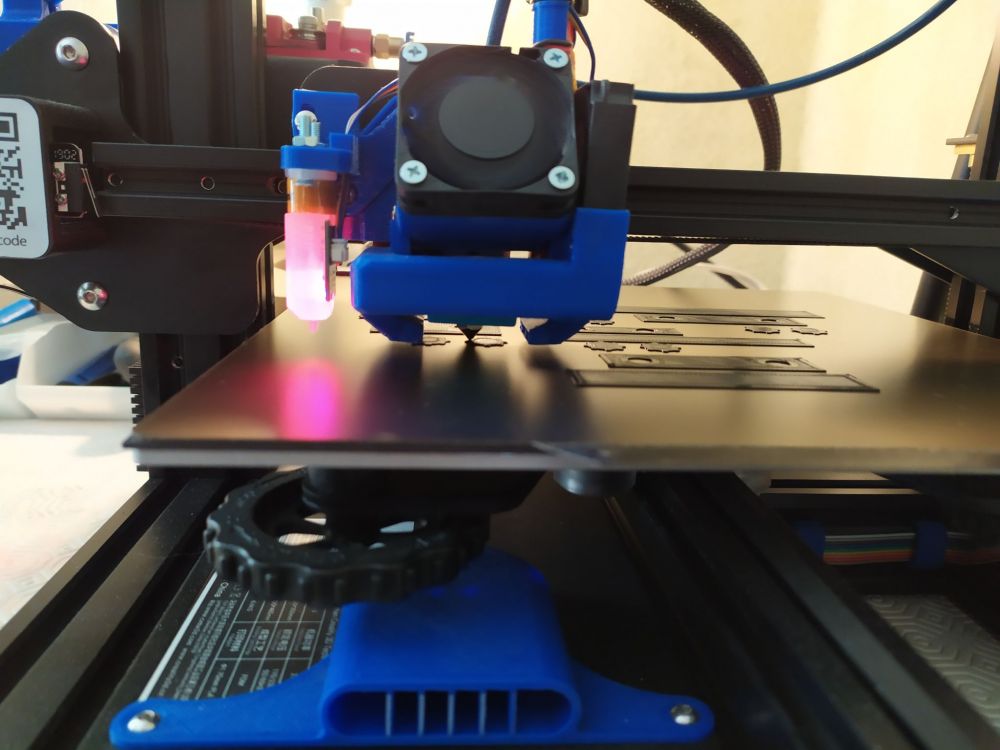
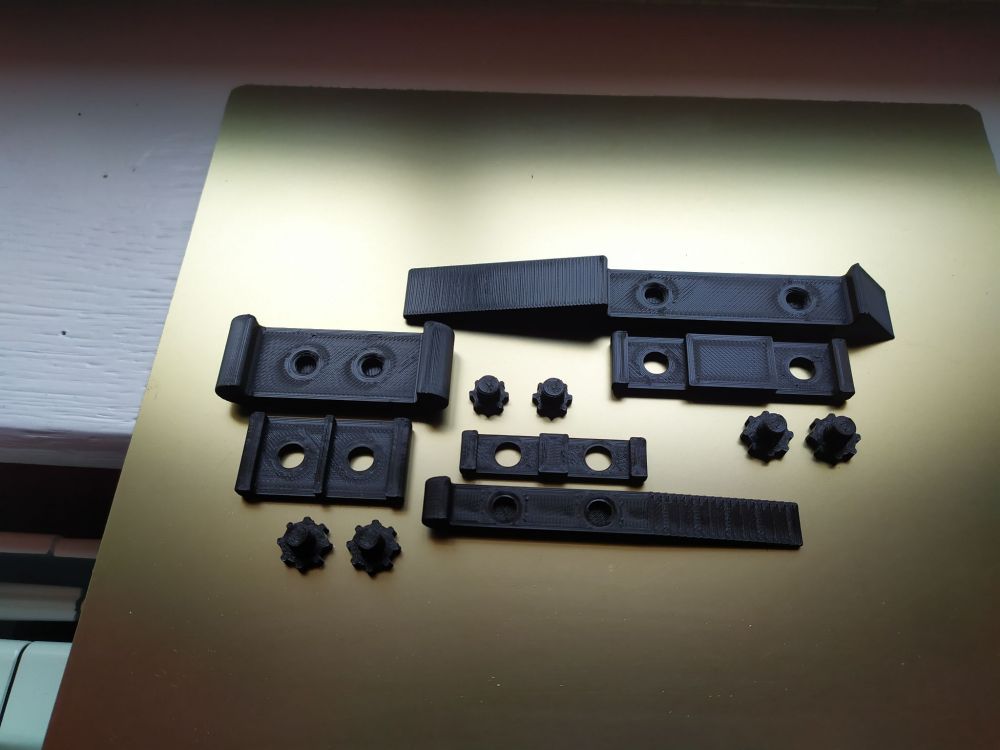
Pas grand chose aujourd'hui, j'ai reçu les tiges un peu plus longues pour le support du lit d'impression, j'ai pu les mettre en place et inverser le sens des guides pour les mettre de façon plus logique. Avant : Maintenant : J'ai du réaligner les trois fixations car il y a un petit jeu sur le montage du guide, une modification qui devait prendre 5 minutes s'est transformé en une galère d'une heure... mais c'est bon maintenant, c'est a nouveau parfaitement aligné et je ne devrais plus avoir besoin d'y toucher. Vue globale du lit : La suite quand je recevrai les prochaines pièces...1 point
-
Regarde que la fonction E in mm3 ne soit pas activé sur l'écran de l'imprimante (je ne sais plus si ta machine a cette fonction) et que le E soit bien en mm Refaire un nettoyage et réglage plateau . Il faut savoir que le verre n'est pas rigide et que si il est posé sur un bed déformé il suit la déformation. Un reglet posé sur la tranche et posé sur le plateau permet avec une lampe de poche de verifier la planéité Si il y a un revêtement d'accroche collé sur le plateau il peut aussi se décoller et former des bulles d'air entre le plateau et le revêtement Voilà quelques pistes1 point
-
Bonjour le problème à été régler, le bed frottait quelques chose et maintenant sa marche, merci1 point
-
Salut, Non, c'est un message qui apparait systématiquement et qui correspond à cette instruction (voir étape de ce sujet ) : Donc, il suffit de sélectionner "reset". Je te conseille de relier ta machine à un ordinateur et d'utiliser les commandes Gcode que j'ai indiquées dans mon tuto. En recommençant depuis le début (M502 = reset usine), tu devrais y arriver. Quel est le problème exactement? Est-ce que le test avec la commande M43 S est concluant? il faut bien faire attention au câble du BLTouch, il faut parfois inverser des fils. Il est donc impératif de vérifier l'ordre des fils à chaque extrémité et non la couleur (voir cette photo) PS: n'hésite pas à ajouter le nom de ton imprimante dans ton Profil. Il apparaitra à gauche de tes messages. Ce sera plus simple, on aura pas à chercher l'info trop loin.1 point
-
Ahaha oui comme ceci! merci pour les leçons, place à l’exercice maintenant
 1 point
1 point -
Effectivement j'ai tout faux sur ce coup là ...1 point
-
Faire et refaire la Titi's procédure à mon avis tu passes a côté de quelque chose. Tentes un test des 120mm de l'extrudeur pour voir combien il débite.1 point
-
Sur le forum si on prends 10sec pour les lire les rubriques, il y'en a 1 nommée "bien choisir son imprimante". Regardes par là-bas peut-être...1 point
-
Salut @francis.dhooge, Le sujet a été traité ici. Tu as le choix entre 2 branchements de BLtouch. Après flashage, tu n'as plus qu'à appliquer ces instructions. Pour info, que ce soit une ender 3 pro ou pas, le firmware est rigoureusement identique.1 point
-
Ca me parait compliqué de créer et mettre en page une telle banque de données. C'est plus simple de faire ce genre de topic pour chaque machine non : ?1 point
-
voila voila https://www.3dprima.com/parts/spare-parts/generic-universal/primacreator-5-pack-v-wheels-with-bearing-for-creality-cr-ender-series/a-244571 point
-
A partir du moment ou tu commences a changer certaines valeurs, il est souvent préférable de chercher la cause ailleurs . Perso je suis a 100% sur le flow et quand je demande 0.4 j'ai 0.4 (ok parfois suivant le filament je vais me trouver entre 0.39 et 0.41 mais c'est rare). Dernièrement 15j sans que j'allume l'imprimante et là j'ai besoin de me print un truc vite fait avec un système d'écrou, j'allume et je lance direct sans me poser de question et voilà le résultat tout s'emboite parfaitement (pas de bordure même sur mes écrous qui font moins de 1 cm). Donc je milite pour dire qu'il faut d'abord penser aux réglages en dur avant de toucher aux paramètres du slicer ^^.
 1 point
1 point