Classement




Contenu populaire
Contenu avec la plus haute réputation dans 12/08/2021 Dans tous les contenus
-
Salut Ca y est... ma bidouille de BV séquentielle fonctionne : Ce qui donne à la conduite :3 points
-
Ho fada comme on dis dans le midi ...... ce soir je vais mourir moins bête je te remercie beaucoup c'etait sous mon nez ma couillonade2 points
-
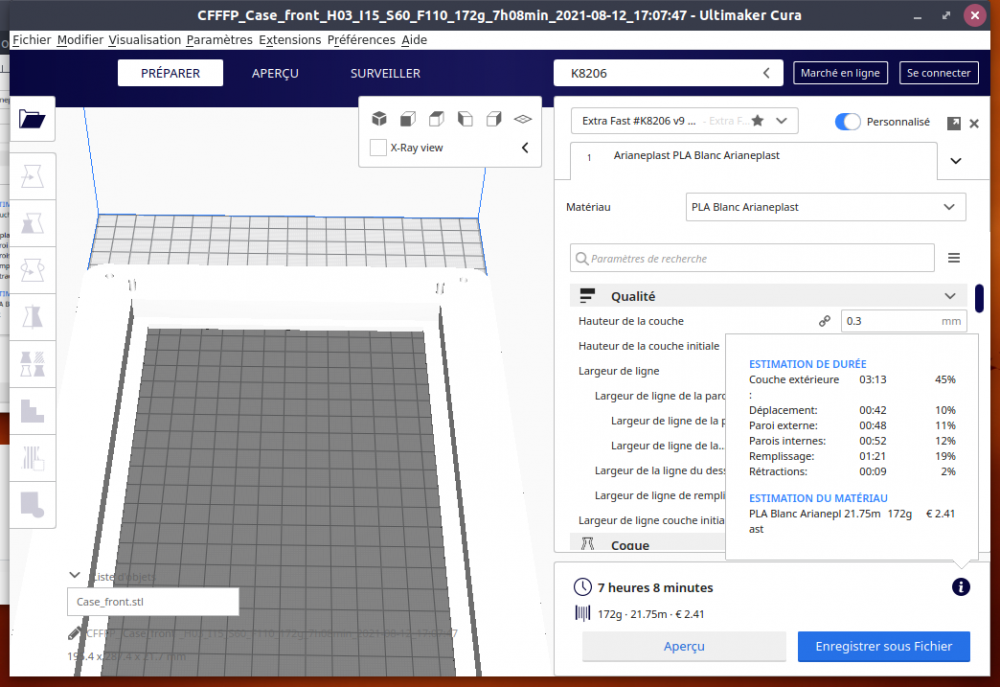
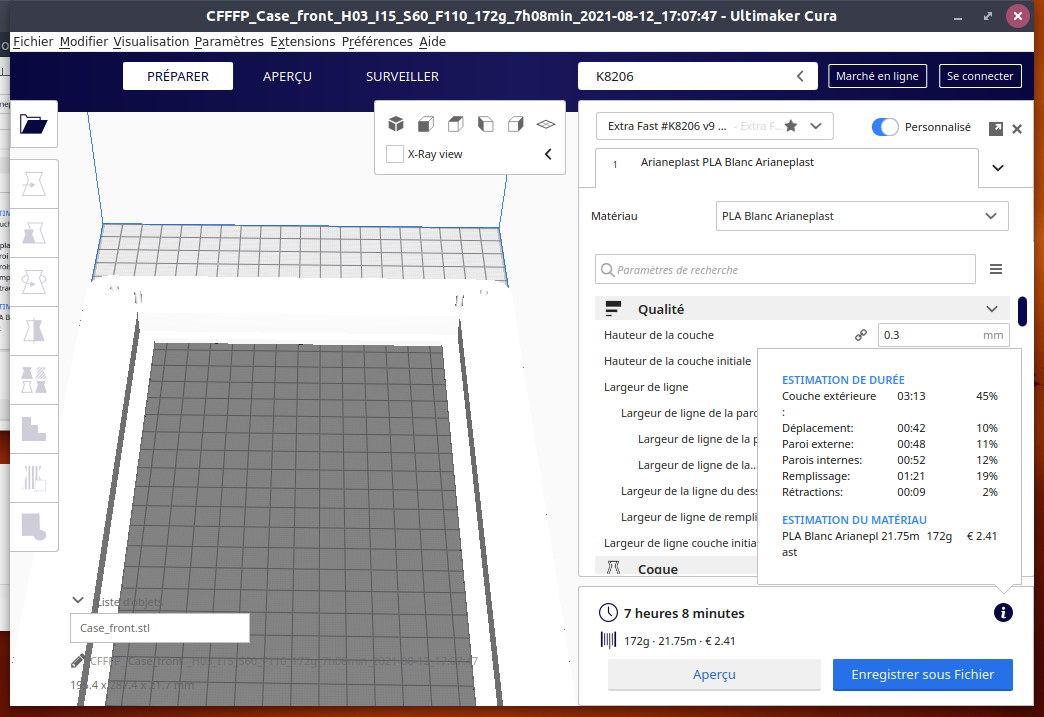
Salutation ! Tu doit imprimer avec une hauteur de couche de 0.1mm pour obtenir 21h si tu augment la hauteur de couche tu devrais gagner en temps. Avec une buse de 0.5mm si je met une hauteur de couche de 0.3mm cela ne prend plus que 7h... Après oui il y a pleins d'ajustements a faire pour gagner en vitesse d’impression mais via l'interface de repetier host qui utilise cura engime comme trancheur là c'est pas gagné que l'on te trouve les bon noms de paramètres ... Je te proposerais d'installer (éventuellement juste pour faire des essais de paramètres de découpage) Ultimaker Cura https://github.com/Ultimaker/Cura/releases (qui embarque un cura engine tu aura peut être une version différente mais en gros tu aura des pistes et pour moi, plus de facilité a tester et avoir des stats) et aussi de profiter du greffon "Settings guides" via le marché en ligne pour avoir des information sur les paramètres. En gros tu va devoir jouer sur l'épaisseur de la coque, nombre de couches du dessus et du dessous, l'ensemble des vitesses (impression de la coques extérieurs, de remplissage, déplacements, ...) et utiliser une hauteur de couche la plus grande possible avec ton imprimante / buse pour gagner en temps et comme tu la déjà testé avec le taux de remplissage. Edit : Aussi, si tu augmente la vitesse d'impression, donc du débit, il faudra aussi augmenter la température d'impression pour faciliter l'extrusion plus soutenue ... Et enfin sur les imprimantes, via l’écran, bien souvent, il y a un taux ou pourcentage de vitesse normalement a 100% que tu peux augmenter par l’écran ou via la commande M220: Set Feedrate Percentage
 2 points
2 points -
Tu ne mets pas une combinaison pressurisée par sécurité ?2 points
-
A savoir que le forum reste un accès gratuit même s'il y a un peu (et je dirais même assez discret, et en corrélation avec l'impression 3D, partenaire du forum je présume) de pub (et aucune merdique qui te pop au milieu de l'écran).2 points
-
Avec l'ultrabase pas besoin de laque, le pla ne se décolle pas si ton plateau est bien réglé, je n'utilise pas de bordure et j'ai aucun souci (sauf avec le filament sunlu). Une tour de température est une bonne idée, essai aussi d'autre marque si tu en a car peut être qu'elle n'aime pas celui que tu utilise comme moi avec le sunlu.2 points
-
Oui, si on utilise de l'argile, il faudra la cuire. (environ 1000°C minimum). En fait la question de l'extrusion est essentielle. Dans le kit présenté, il faudra mettre une argile assez molle, mais ce n'est pas l'idéal. J'ai mis au point une extrudeur (nema34, réducteur 1.40, Ø100mm, 40 cm de long, 6 tonnes de poussée). On peut y mettre de l'atgile directement sortie des pains du commerce. Pour l'imprimante, j'ai une Ender 5 Pro. En bidouillant simplment le gCode à partir de Simplify3D, je mets le lit chauffant à zéro, pas de fil, (j'ai enlevé la tête d'impression). Il ne me reste plus qu'à mettre la buse de sortie de mon extrudeur à la place : c'est pour bientôt ! Sur ce principe, on peut mettre une tête laser, un pinceau, etc… (axe Z à zéro dans ce cas…) A bientôt2 points
-
comment nettoies-tu ton bed ? ET attention avec 10mm de distance de rétraction tu risques d'avoir des problèmes2 points
-
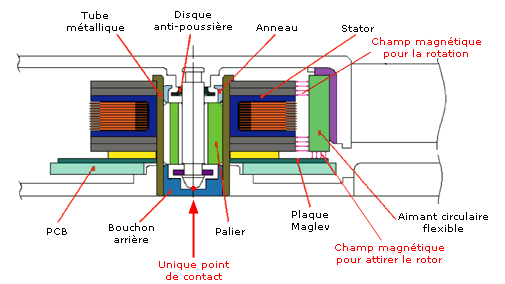
Salut à tous, Qui n'a jamais eu sont ventilateur d'imprimante qui grince et vibre les premières secondes/minutes après l'allumage ? Sur les ventilateurs des imprimantes, très souvent bas de gamme, il s'agit du palier "auto lubrifié" qui est sec, l'axe accroche dedans et le ventilateur grince/couine/vibre, le palier s'use encore plus et amplifie le problème. (En vert au centre, le palier) J'ai testé de lubrifier le palier, cela refonctionne, mais pas très longtemps, du coup je me suis demandé si il n' avait pas une autre solution. Acheter des ventilateurs avec roulements et non palier, solution la plus simple, mais ils sont plus chères, et surtout, ceux que j'ai déjà finiront à la poubelle.... Sans parler que certains sont difficiles à trouver avec roulement. Je me suis donc dis qu'il y avait bien un moyen de mettre un roulement à la place du palier, ce qui est finalement simple. Dans les ventilateurs radiaux que j'ai démonté, 50x15 et 40x20, les paliers font 2x5x5mm, en cherchant sur le net, on trouve facilement des roulements de 2x5x2.5mm, il suffirait donc d'en mettre deux pour obtenir la même taille. Après 3 semaines d'attente, j'ai donc reçu les fameux roulements : Pour démonter le palier, il faut d’abord retirer le petit autocollant au dos, qui donne accès au petit clips qui tiens l'axe du ventilateur : Faire levier avec un couteau pour le sortir, soyez gentil avec, il est fragile. Vous pourrez alors retirer la partie axe + hélice du ventilo, mettez ça de coté et garder le corps du ventilateur. Pour sortir le palier, il faut trouver une tige qui soit un peut plus petite que le trou ou est logé le palier, mais pas non plus trop petite, pour pas qu'elle ne passe dans le trou du palier. Taper doucement sur la tige, et le palier sortira, vous obtiendrez ça : Pour le remontage, il suffit de faire l'inverse avec les roulements, normalement ils tiennent bien en force, si ils ne tienne pas (j'ai eu le cas sur 1 ventilo sur 6), un petit morceau de scotch dans le trou et l'affaire et réglé. Il faut remettre les roulements à la même position que la palier, trop enfoncé le ventilateur va frotter, pas assé il ne fonctionnera pas bien. Ensuite remettre l'ensemble axe + hélice, le clips, une petite goutte d'huile sur le roulement et c'est terminé . Après environ 100 heures d'utilisation, pas le moindre soucis, j'ai remarqué que : Le ventilateur est plus libre, tourne plus vite, et démarre plus tôt (15% au lieu de 30). Mais aussi les roulements font un peut de bruit, donc le ventilateur est forcément un peut plus bruyant. Voila, dites moi ce que vous en pensez, et je m'excuse auprès de la modération pour les fautes .





 2 points
2 points -
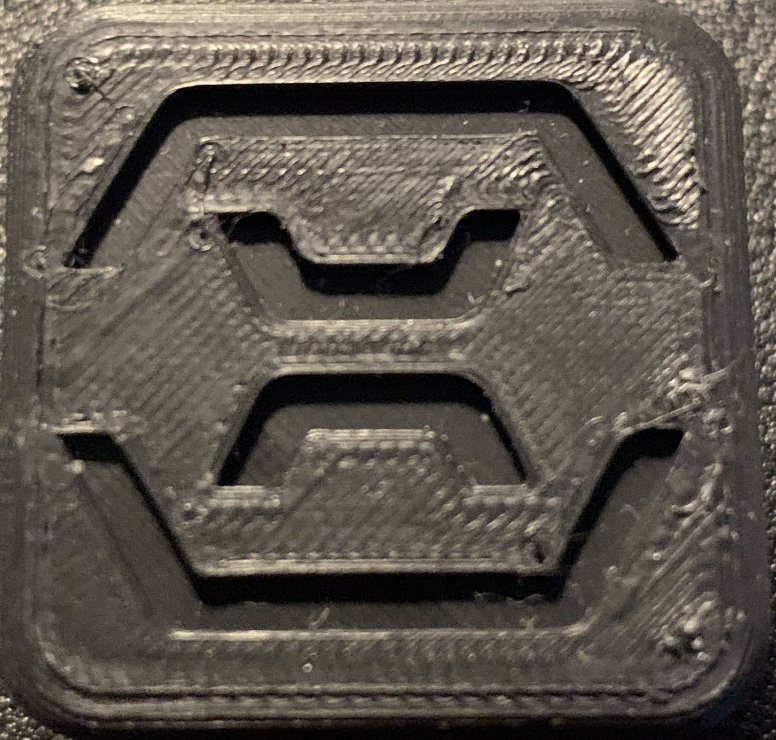
Sur Thingiverse tu as pas mal de STL de cube XYZ dispo fait un test car le Gcode d'origine est prévue a une vitesse très elever et un temperature 230°c qui est bien trop elever pour le PLA en générale qui parfois creer des soucis de qualité de print. Fait un test via un cube pris sur Thingiverse pour etre fixer. Si comme sur ce premier print il y a des trace de buse qui racle de la matière comme ici, il sera en effet nécessaire de vérifier les step par millimètre de l'extrudeur puis le débit comme te l'a indique @PPAC. Je vais finir par plus rien avoir a dire avec PPAC qui est de plus en plus efficace dans ces analyse1 point
-
Je suis retourné voir 10 pages en arrière donc le gagnant c'est plutôt @Titouvol.1 point
-
Pour moi cela ressemble a de la sur-extrusion. Tu a surement a ajuster ton débit et le diminuer de disons 5%.Regarde le tuto suivent pour le calibrage du débit (il me semble que pour calibrer l'extrudeur c'est pas évident avec les artillery car le firmware de base n'a pas EEPROM_SETTINGS donc M500: Save Settings d'activé mais cela reste possible ... avec un M92: Set Axis Steps-per-unit mis dans le g-code de démarrage de ton trancheur ou en téléversant un firmware où EEPROM_SETTINGS se trouve activé.
 1 point
1 point -
ça fonctionne merci de ton aide qui m'a été précieuse1 point
-
Le filament se refroidit avec un bulbe empêchant sa redescente dans la buse : cela fait comme une buse bouchée.1 point
-
Une question idiotissime... Se pourrait-il que l'alim ait été réglée d'origine sur 110V au lieu de 230, n'ait pas fumé contre toute attente, et se soit mise bêtement à produire du 48V ??? Je sais pas, hein, moi dans la lectricité j'y connais que dalle.... C'est pour faire avancer le chimilitruc @Tircown @Kachidoki vous qui savez.....1 point
-
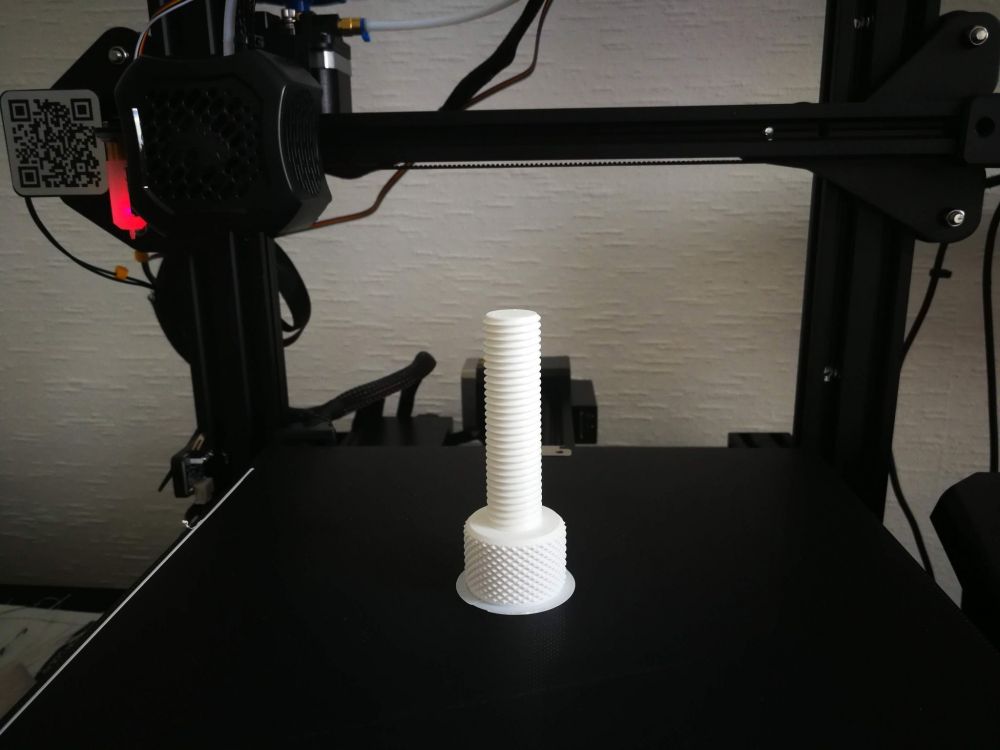
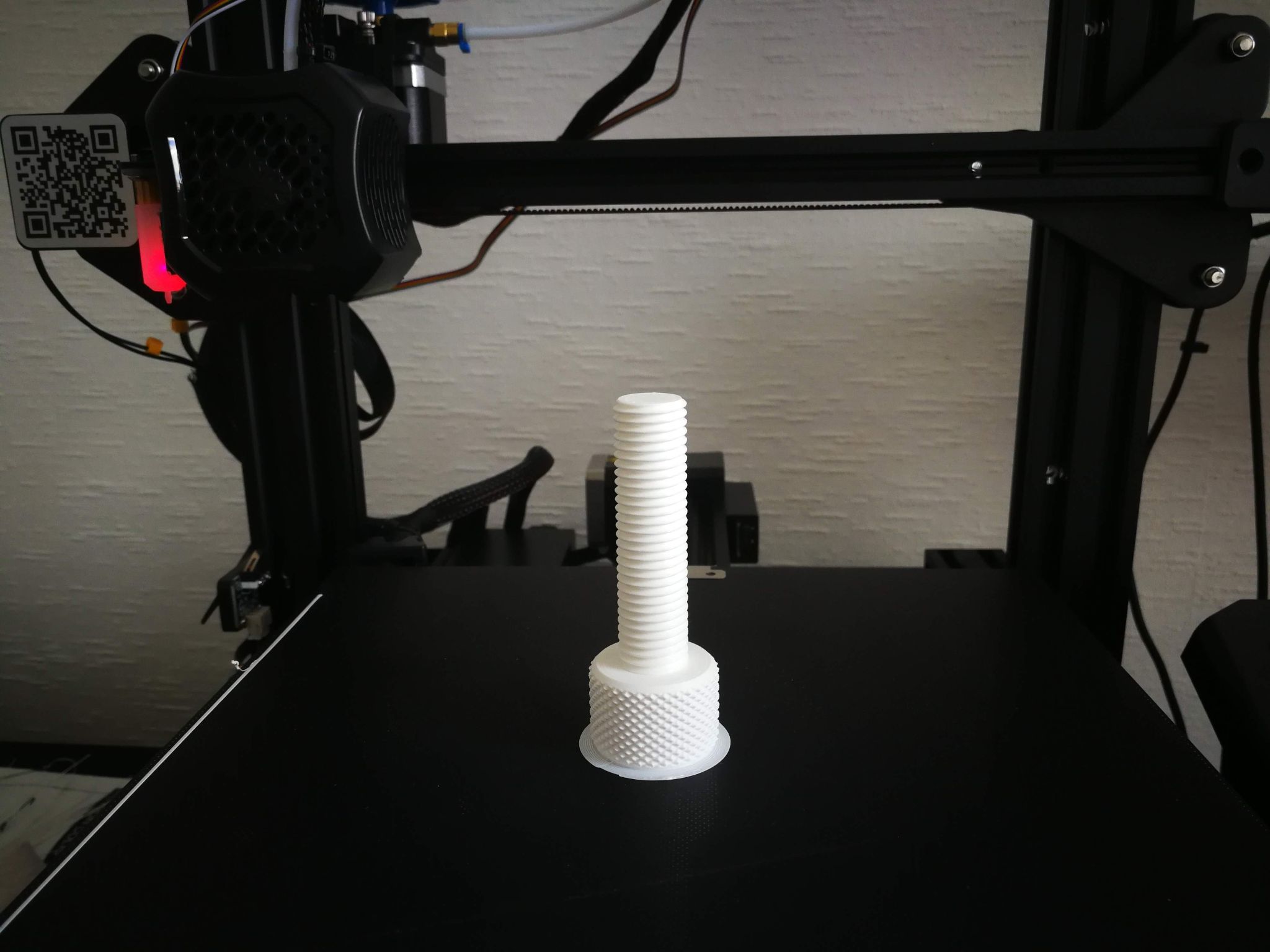
Yep, merci pour le tuto @fran6p ! Je comprends la théorie, après j'ai juste des tonnes de nouvelles à choses à apprendre et qui sont interdépendantes une sacré plaie le réglage du plateau quand on débute ! J'ai fait des tests d'impression qui se sont très bien passés à partir du moment où je mets un brim, mais il est du coup très difficile à retirer (parce qu'il adhère bien, le salaud ! ). Cf PJ avec un petit modèle d'essai, ça m'a permis de valider sur une durée longue (la vis a pris 2h30). En revanche, dès que la première couche est moins collée au brim, ça ne va plus j'ai encore des paramètres à tester, probablement après mes vacances pour maintenant Léo
 1 point
1 point -
Il semble que tu confond radius donc rayon avec diamètre ! non ?1 point
-
Bonjour, Bizarre. J'utilise FC pour toutes mes pièces imprimées en 3D. Comment faits la création du STL ? Passes-tu par l'atelier Mesh ? Je veux bien regarder ton fichier FC si tu me le transmet Transmet également le STL pour voir ses dimensions1 point
-
@Duncan4031 Le matériau le plus transparent est le 3Diakon de Mitsubishi. Tu peux également tester le polycarbonate mais ce n'est pas aussi transparent.1 point
-
@perrito tu peux aussi utiliser de la térébenthine. C'est moins rapide mais cela fonctionne très bien, c'est pas cher et beaucoup moins dangereux que le D-Limonène.1 point
-
J'espère ne pas trop polluer le fil mais @diomedea parle de résine castable sans en citer une. Nous commercialisons celle de chez Sakata. Elle est considérée excellente mais nous avons peu de retours pour le moment (le produit est nouveau), alors @diomedea si le coeur t'en dit et si tu veux tester le produit et faire un retour public, tu peux me contacter.1 point
-
Non, il faut les imprimer en ABS, 1) les côtes ont été définies pour de l'ABS et ne seront plus respectées en PLA 2) le PLA va ramollir et la structure ne va pas aimer ... Ce n'est pas pareil En gros Marlin : tout changement (ou presque) = recompilation et le traitement se fait sur la carte de l'imprimante Klipper : Les cartes sont utilisées comme des périphériques d'e/s, c'est la raspberry qui se charge des calculs ... et il a beaucoup plus de puissance Tu peux reconfigurer klipper en editant son fichier de config = pas de recompilation C'est plutôt simple et bien documenté (par contre tu vas avoir de la lecture entre les infos voron et les infos klipper ) Par l'octopus je ne sais pas (mais tu peux la configurer de A à Z si tu as le brochage de la carte, mais c'est un peu fastidieux) Il me semple que la spider (fystec) est disponible (il y a plein de doc là : Software Configuration - (vorondesign.com) )1 point
-
Effectivement j'ai tiqué aussi sur les 46 volts, les Anet A8 sont conçues pour fonctionner en 12V. Déjà je trouve étrange que l'alim puisse envoyer du 46V, elle n'est pas supposée en être capable, mais il est clair qu'aucune carte prévue pour du 12V ne survivra à du 46V. Traduction: l'origine du problème n'a JAMAIS été la carte ici, mais, bien au contraire, sa source d'alimentation. Conclusion; soit alim défectueuse soit alim remplacée par un modèle non compatible. PS AUCUNE carte du marché ne supporte 46V; quelque soit la marque elle sont toutes soit en 12V soit en 24V. Quand au mosfet ils ne sont nullement obligatoires, mais fortement conseillés; ils permettent d'éviter de crâmer les mosfets intégrés sur la carte et qui sont insuffisants et mal refroidis. Les mosfets externes prendront la claque de la demande de courant à la place des mosfets internes. A savoir: mosfet internes -> soudés sur la carte et quasi impossible à changer si tu n'est pas un pro de la soudure. Mosfets externes-> petites carte qui valent moins de 10€ pour deux, qui sont très faciles à remplacer et qui ne t'obligeront pas à changer la cm si ils grillent.1 point
-
Grand fan de Robert Charlebois, j'ai retenu quelques unes de ses expressions1 point
-
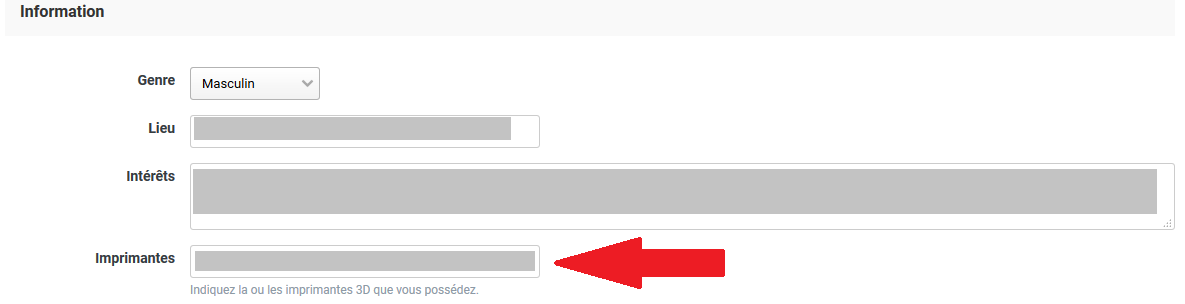
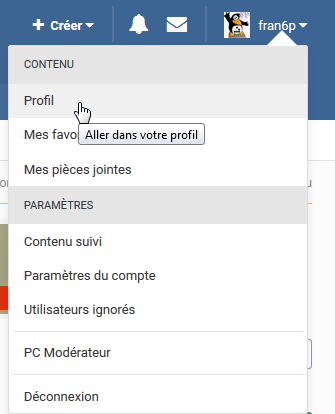
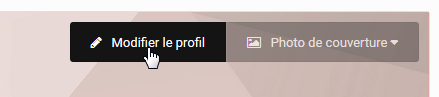
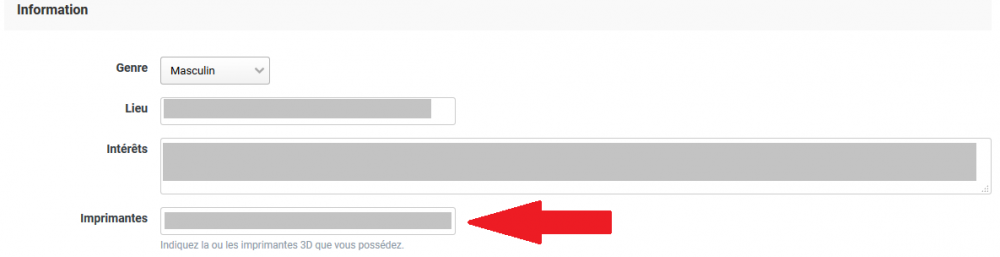
Le plus simple est tout de même de compléter son profil car bien que présent depuis le début, tu n'es pas le seul post que je suive et où j'intervienne Pour ajouter le modèle de ton imprimante dans ton profil: En haut à droite de la page, tu accèdes à ton profil en cliquant sur ton pseudo: Tu choisis la ligne "profil", puis l'option "Modifier le profil": Tu effectues toutes les modifications que tu veux mais surtout la ligne "Imprimantes" que tu complètes: Et tu n'oublies pas de valider en cliquant sur "Enregistrer":

 1 point
1 point -
De rien, c'est le principe du forum: aider quand / si on le peut. Tu peux également mais ça n'a rien d'obligatoire, remercier un contributeur, en cliquant sur le cœur au bas de son post (pas sur l'image ci-dessous ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Signification des souriants (smileys) quand on clique sur le cœur en bas à droite du post :
 1 point
1 point -
@David590 Avais-tu installé auparavant le logiciel Python ? C'est peut-être le problème des «alias» (solution 1 de ton lien) : Idem le logiciel «git» est-il installé ? Il sera utilisé par Platformio pour récupérer les bibliothèques servant lors de la compilation. Le chemin d'installation de Platformio (à la racine du disque dur) dénote effectivement d'un «soucis», sauf si c'est toi qui l'a créé manuellement (solution 2). Normalement il est plutôt installé dans le dossier de l'utilisateur. La solution 3, tu l'as tentée ? Sinon, j'ai créé une branche sur mon dépôt Github pour CR10 modèle S5, carte BTT SKR E3 turbo (pilotes déclarés et paramétrés en UART) : https://github.com/fran6p/Marlin/tree/CR10-S5-SKR-E3Turbo Voilà les différences par rapport aux fichiers de configurations de base de Marlin : conf-h-diff.htm et conf_adv-h-diff.htm1 point
-
J'ai franchement ni le temps ni le courage de ne serait-ce que penser à une éventuelle migration, tant qu'il n'y a pas de gros écueil tout du moins Et si ce problème en question se généralise, je préfère regarder ce qui se fait du côté des providers de mailing1 point
-
@PPAC : je ne pense pas que ce soit envoyé par ordre alphabétique, c'est envoyé plutôt par ordre des notifications selon les interactions des utilisateurs... @Motard Geek : En effet, si t'as un quota d'envois ca pourrait expliquer mon souci, il me semble t'avoir déjà fait remarquer que ton hébergeur actuel n'est peut-être pas adapté au volume de visiteurs & utilisateurs que vous avez ici... Un forum ca en tartine des notifications par mail... Enfin bon, au moins le problème ne vient ni de moi ni du forum... Merci pour le retour en tout cas !1 point
-
T'embêtes pas Pour le coup je ne sais pas dans quel ordre c'est traité1 point
-
Salutation ! Peut être que tu n'avais pas activé le suivie par envoie de mail pour les sujet que tu créé ? Il y a aussi le coup du délais d'acheminement d'un mail ... comme les sms c'est pas forcement instantané ... Sinon, de temps en temps, j'ai l'impression que je perd certaine inscriptions de suivie de sujet. (mais je ne sais pas vraiment si c'est le cas ou c'est que je ne n'était pas inscrit pour être notifié ou si il y a une limite au nombre de sujet suivie ... car j'en ai beaucoup. 55 pages de suivie avec 25 entrés par pages donc de l'ordre de 1375 ), Oups ... les quota d'envois ! mes excuses ! car je dois en bouffer un bon morceaux. (je vais tenter de revoir ma méthode de suivie pour laisser du quota ) si les email sont triés par ordre alphabétique pour l'envoie si tu a un zorro...@....com c'est dans les dernier ... moi dans le p...@....com j'ai il me semble aucun problème ...1 point
-
Un stéthoscope connecté, un #vélo de route, un vase transparent et même une maison pour #Mars imprimés en 3D ! https://www.lesimprimantes3d.fr/semaine-impression-3d-292-20210812/1 point
-
Hello! Oui, Klipper permet de le faire en live via un set étendu de commandes https://mmone.github.io/klipper/G-Codes.html#extended-g-code-commands Envoyé de mon IN2023 en utilisant Tapatalk1 point
-
Salut, Un des premiers TPU que j'ai utilisé... Eryone (trans blue) C'est un bleu translucide brillant
 1 point
1 point -
Merci pour ce partage de vidéo, très instructif effectivement Donc il faut que je pense plus à l'ajout de support intelligemment et aussi à une rotation selon le type d'objet !1 point
-
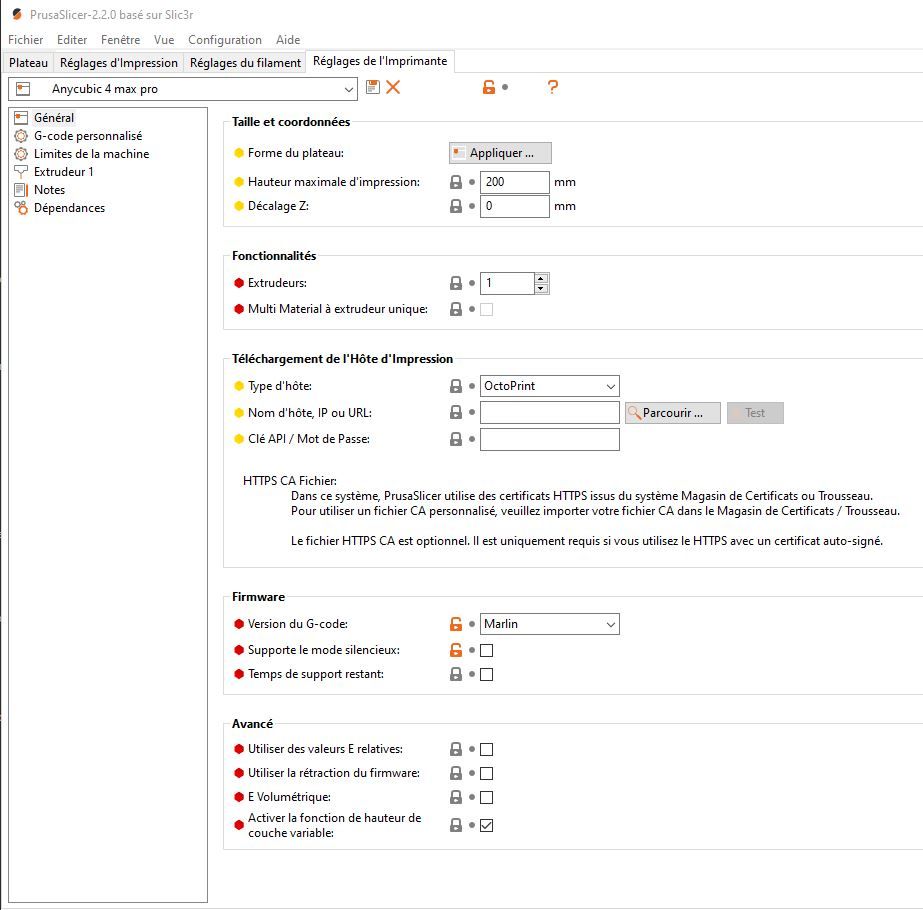
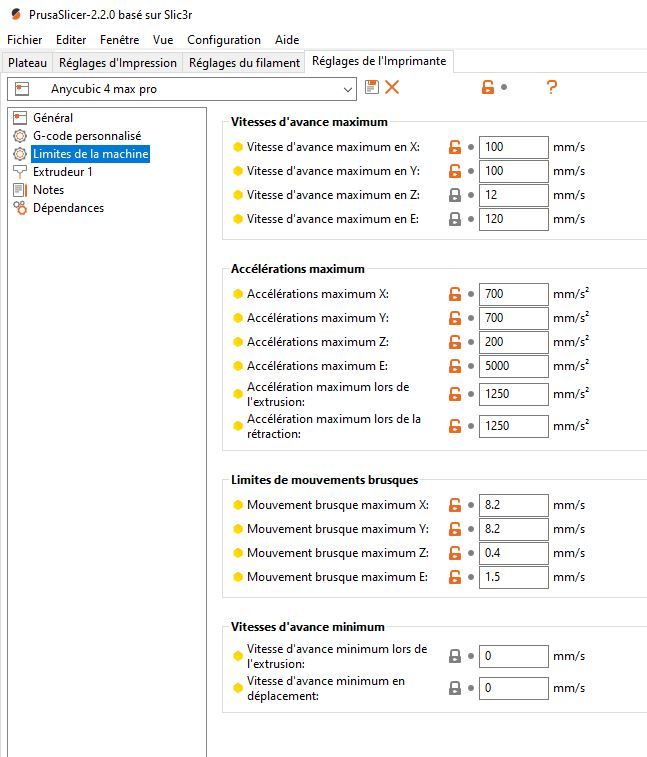
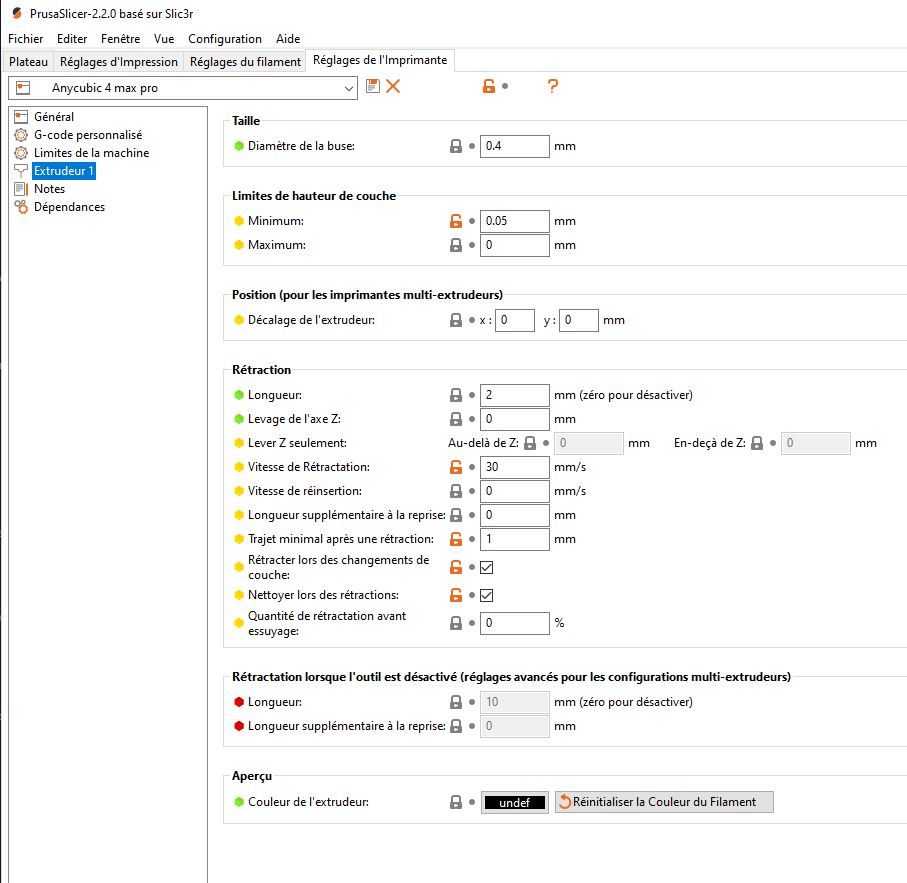
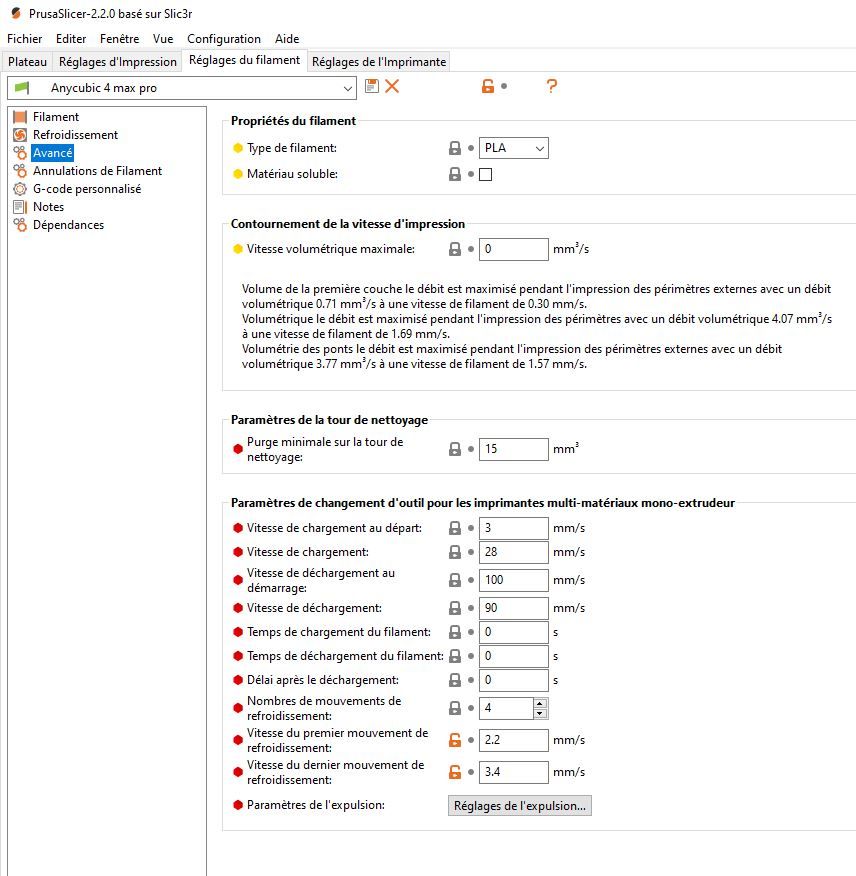
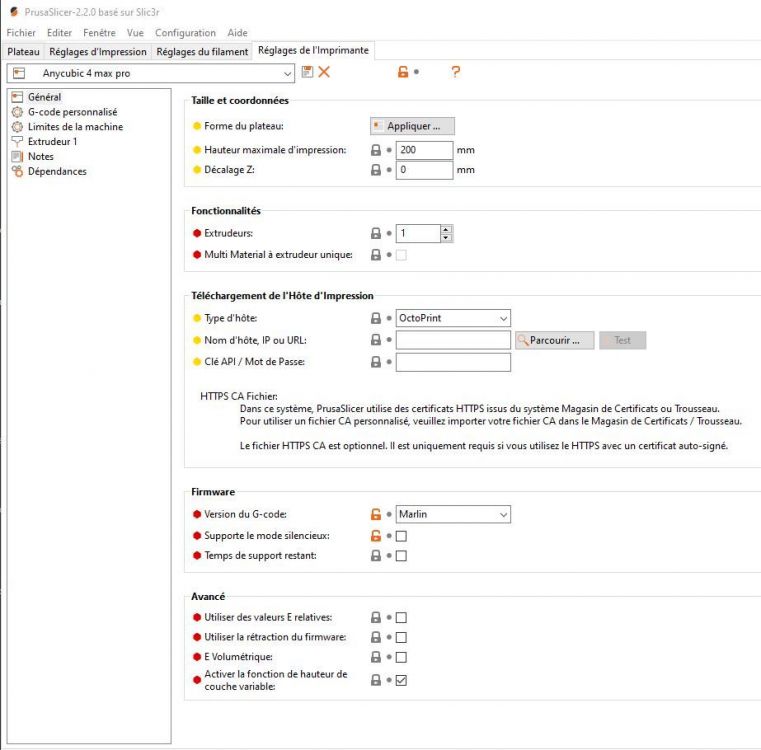
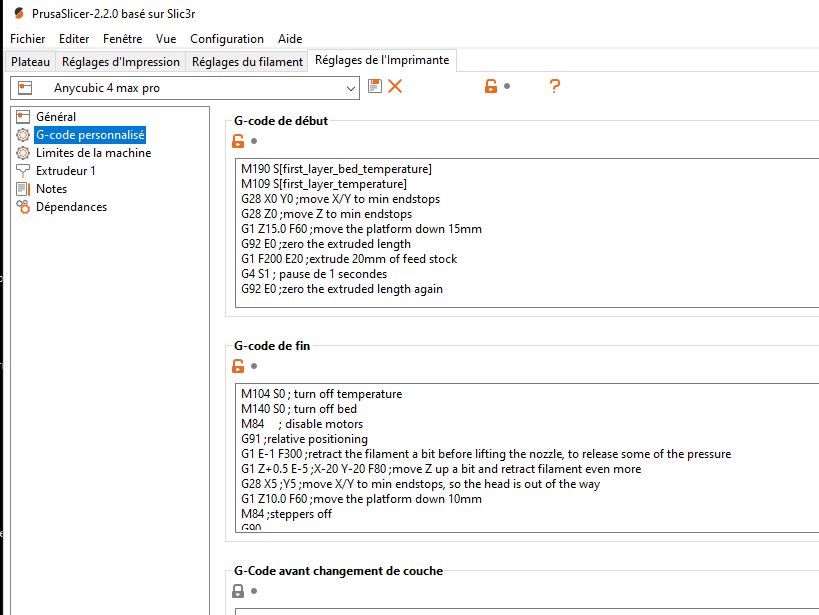
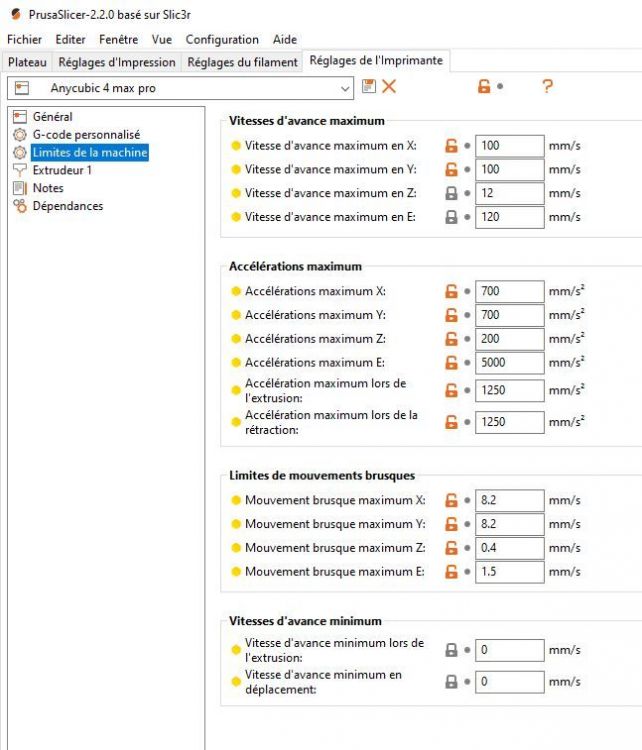
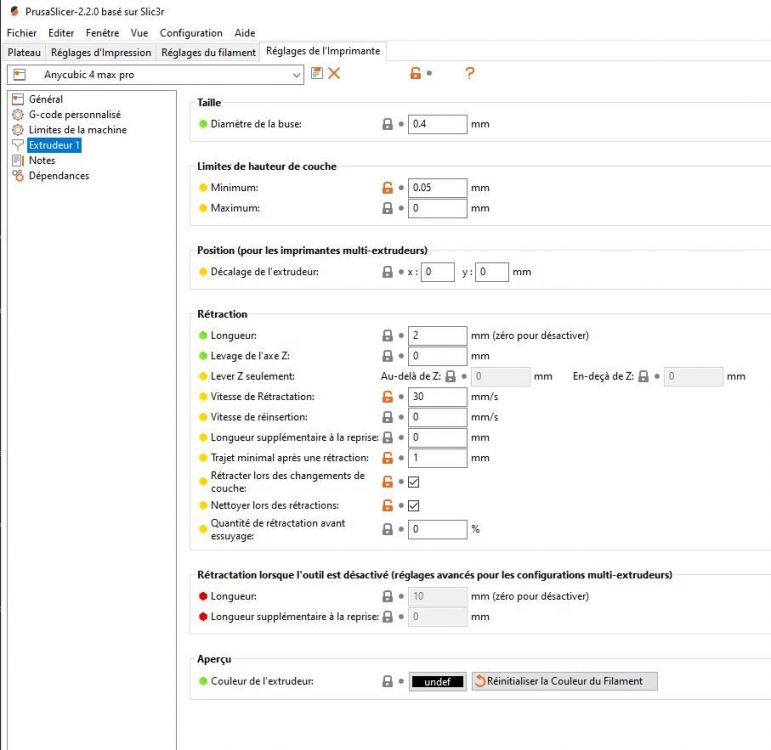
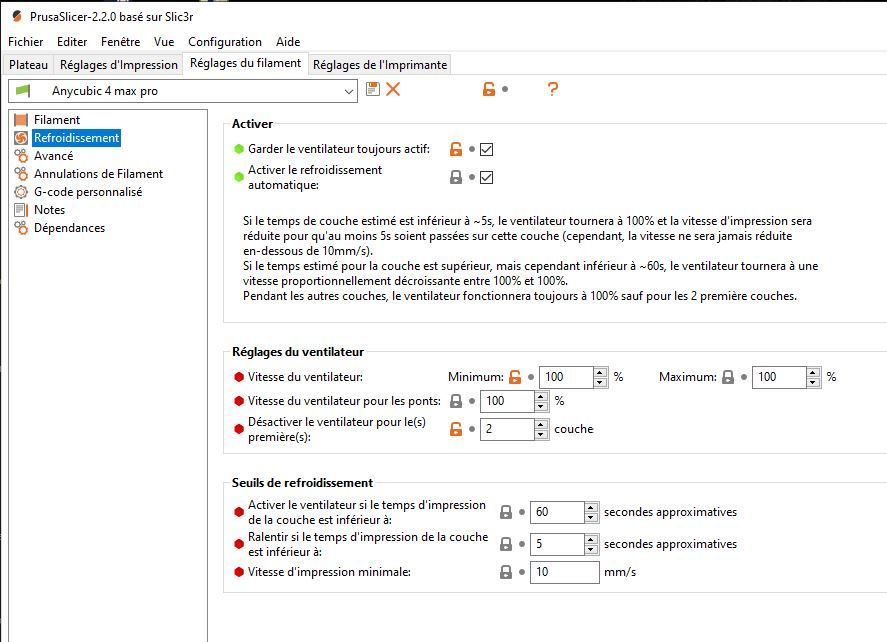
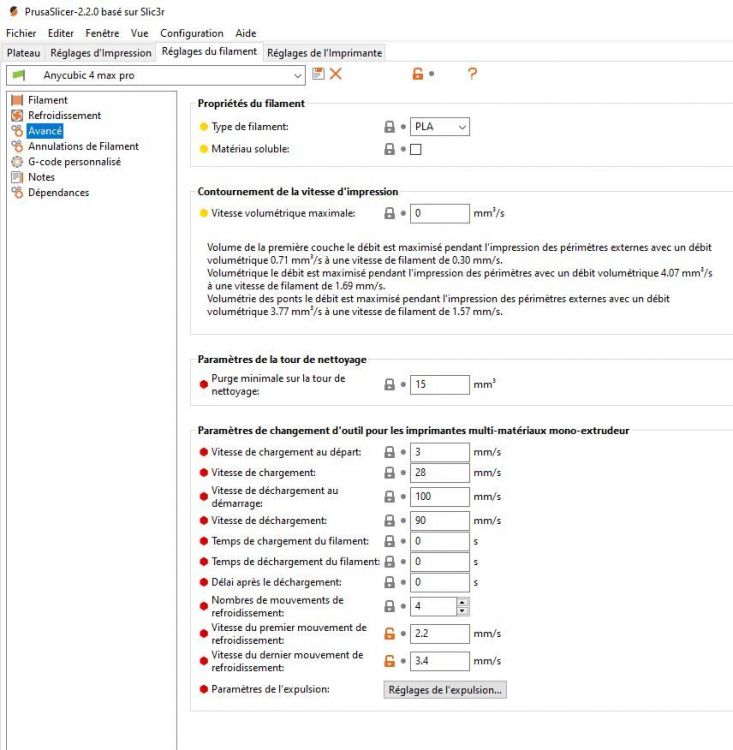
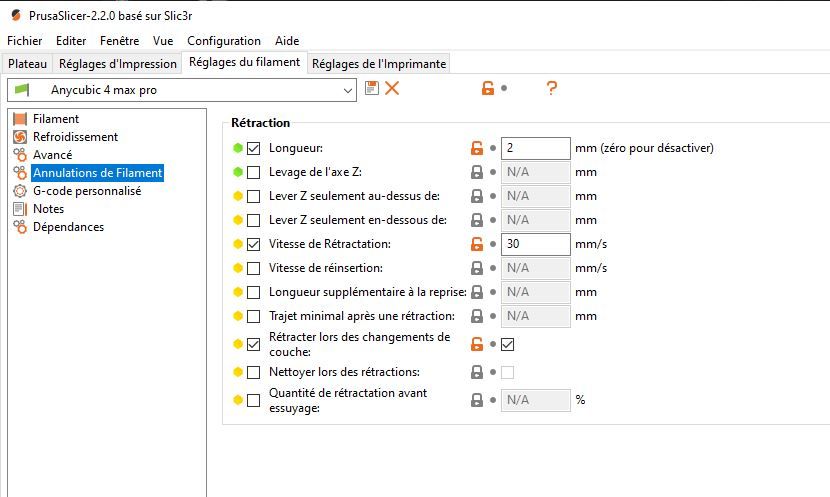
Ceci sont mes paramètres et G-code début et fin pour une 4 Max pro V1 (ça doit être les même pour la V2) On commence par l'onglet "Réglages de l'imprimante" Général G-code personnalisé G-code début G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M190 S[first_layer_bed_temperature] M109 S[first_layer_temperature] G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F60 ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E20 ;extrude 20mm of feed stock G4 S1 ; pause de 1 secondes G92 E0 ;zero the extruded length again G-code de fin M104 S0 ; turn off temperature M140 S0 ; turn off bed M84 ; disable motors G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 ;X-20 Y-20 F80 ;move Z up a bit and retract filament even more G28 X5 ;Y5 ;move X/Y to min endstops, so the head is out of the way G1 Z10.0 F60 ;move the platform down 10mm M84 ;steppers off G90 Limite de la machine Extrudeur 1 Onglet "Réglages du filament" Refroidissement Avancé Annulations de Filament Le reste c'est les réglages d'impression donc ça dépend du filament et du print Pour le G-code de début, je ne fait pas de trait de purge par contre, je purge dans le vide 20mm et je n'utilise pas la brosse (je l'ai virée car perso je trouve qu'elle sert à rien et c'est chiant à nettoyer) Pour celui de fin je fais un home X et Y et je descend en Z de 10mm pour facilité l'accès à la pièce) C'est paramétrable à votre goût bien sur. J'ai peut être oublier des paramètres... dites le si c'est la cas.
 1 point
1 point -
Salut Non, comme déjà dit ...: Suivant les accessoires du personnage ou de sa posture (debout au garde-à-vous ou bien ramassé prêt à bondir), le résultat peut être très différent. Il faudrait prendre cette mesure sur une même partie du personnage, par exemple la tête ou un pied ou autre, mais là, c'est pas simple à faire. Reste le pifomètre ...... partant du principe que tous les gens ne sont pas de la même taille IRL. Et puis faut voir c'est pour quoi faire, par exemple dans un diorama (réseau train électrique pour moi) par exemple pour des vaches ou chevaux, mettre les grands devant et les petits derrière peut créer une perceptive. Bref !!! pas simple tout ça. A+1 point
-
déjà essayé : non, ca ne fonctionne vraiment pas top. C'est de la poudre aux yeux, t'as l'impression d'avoir un scan sympa parcequ'il plaque une texture de la photo de ton objet dessus, mais lorsque tu regardes l'objet en lui-même c'est très très loin de l'original, malheureusement... en effet, c'est assez mauvais, sauf pour des scans "esthétiques", ca ne peut pas servir pour de l'impression 3D... t'as des adresses / infos ?1 point
-
@PPAC Je suis tjs partant pour un bon debat contradictoire...a coups de poings dans la g.... Je rigole evidemment, bien qu'ayant fait des annees d'arts martiaux je n'ai jamais eu a me battre. D'ailleurs j'ai remarque que les plus calmes sont souvent les plus dangereux, les plus "show off" sont la plupart du temps des branques et ca ne sert a rien de risquer des ennuis pour ca. Donc au final "peace and love", "le surhomme nietzschéen" ou encore les "accords tolteques" powaaa! Tu as raison ca peut etre lie au BLtouch. Pour sur l'imprimante detecte etre deja en contact du bed ou du endstop et donc remonte, l'etat ne changeant pas elle s'arrete la. ps: Je retiens ton idee pour l'image de profile. Cdt SoM1 point
-
bonsoir, pour le coup (sauf erreur de ma part) un 2.5mm² Souple peut monté jusqu’à plus d'1Kw en 24v .... ca laisse un peut de marge mais qui peut le plus peut le moins par contre il faut toujours cossé les câbles souples !! on ne met pas un souple dans un bornier sans cosse normalement ca ressemble a ca : https://www.se.com/fr/fr/faqs/FA361514/ après je pense que sur du 24v un coup d’étain peut suffire1 point
-
Attention a une autre chose tu a la liste des commande Gcode supporter par marlin et reprap mais cela depend surtout que ce qui est actif ou non dans le firmware de l'imprimante, si le MBL ou ABL n'est pas actif dans marlin par exemple pas de G29 possible, pareil si la fonction M500 n'est pas active pas de sauvegarde possible dans l'Eeprom, pareil pour le M600 qui permet la pause automatique programmer pour le changement de couleur, et j'en passer je pourrais te donner 3 pages d'exemples.1 point
-
J'utilise prusaslicer car il me donne de meilleurs prints que cura, j'avais fait un poste avec tout les paramètres pour prusa. Le ventilos d'origine est suffisant, c'est le fan duct qu'il faut changer, j'ai celui la et il va pas mal. https://www.thingiverse.com/thing:3772311 Le pla faut l'imprimer portes ouverte et sans le couvercle, pour certains je descend à 180° mais 90% du temps je suis à 190° avec du Grossiste3D (quelque soit le couleur avec cette marque). La c'est clair que la 4 max pro devrait te donner de bien meilleurs print, en tout cas la mienne de fait pas tous ses défauts.1 point
-
Essaie en ajoutant une bordure de 5/10mm (brim) autour de la pièce. En refroidissant tous les plastiques se rétractent (plus ou moins) et créent ce gauchissement.1 point
-
Slaut @Orphee, le logiciel gratuit Meshmixer permet de récupérer du format .obj et il y a une fonction qui permet de mettre une épaisseur sur une peau.1 point
-
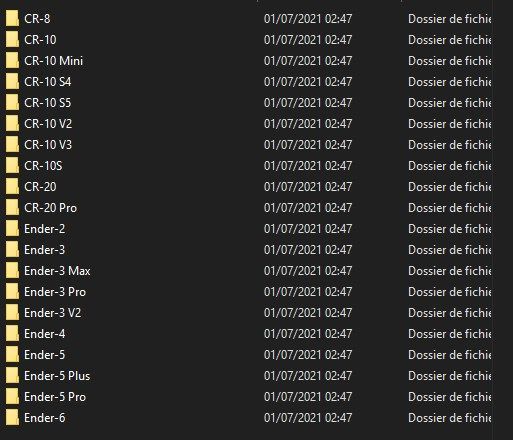
Oui Le mieux est d'utiliser le Marlin «officiel», version stable (pas bugfixes ), à ce jour la version 2.0.9.1 Récupérer le fichier compressé des exemples de configurations pour cette version. Le décompresser pour pouvoir y accéder. Les imprimantes Creality sont nombreuses : Ton imprimante, la CR10, modèle S5 (500 x 500 x 500) y figure. Copier les quatre fichiers ci-dessus dans le répertoire du dossier Marlin pour remplacer les deux par défaut du Marlin 2.0.9.1 (configuration.h et configuration_adv.h) et ajouter les deux autres (_{Boot|Status}screen.h) pour que l'écran affiche ton modèle d'imprimante. Par contre la carte déclarée dans le fichier configuration.h correspond au modèle d'origine, il faudra donc le modifier. Il faudra également modifier la section concernant les pilote moteurs (des TMC en lieu et place des Allegro A4988). Comme ce sont des TMC, il faut également inverser leur «logique» (passer de false à true ou l'inverse). Je peux te «mâcher» le travail en créant une branche de ce firmware sur mon dépôt Github si ça t'intéresse. Pour compiler ce firmware, il te faudra installer Visual Studio Code (ou VScodium si tu es plutôt libriste) et ensuite ajouter des extensions à VSC: Platformio IDE et Auto Build Marlin.
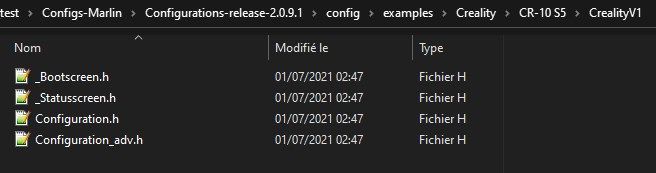 1 point
1 point -
Ça me semble correct et pour la carte et pour l'écran. La carte n'a qu'un seul connecteur pour écran LCD, il faudra donc le déclarer comme ci-dessus et le brancher sur l'emplacement CR10-Display de l'écran TFT. Pour la partie TFT, il faudra également brancher le câble de liaison entre la carte et l'emplacement sur le TFT. Cet écran est «bi-mode», il possède son propre firmware qu'il est possible de mettre à jour (processus identique au flashage de la CM mais en utilisant cette fois son emplacement pour carte SD. Pour la partie compilation du Marlin2, si tu as besoin d'aide, n'hésite pas. Le github de Bigtreetech contient les informations de tous leurs matériels: https://github.com/bigtreetech1 point
-
Probablement pas Si tu as une bonne vue ET pas trop maladroit en soudure, il est toujours possible de souder un pilote sur l'emplacement vide de ta carte actuelle Le double emplacement de ta carte pour connecter deux prises pour les moteurs de l'axe Z est en fait une connexion parallèle. On peut trouver des câbles ou un petit module électronique permettant de connecter deux moteurs sur une seule prise. Une carte comme la Bigtreetech SKR E3 Turbo pourrait éventuellement te convenir avec en plus «cerise sur le sundae» le passage à un micro contrôleur 32 bits et bien plus de mémoire que ta carte 8 bits à base de Atmega2560.1 point
-
J'ai une autre solution que celle de RFN_31, ( a toi de tester celle qui te va le mieux et la mienne ne fonctionnera pas sur tout les genre de model 3D) Elle se base sur le plug-in/greffon "Mesh Tools" de Ultimaker Cura via le Marché en ligne (il te faudra créer un compte Ultimaker ...). Qui une fois installé, permet via un clic droit sur le model, -> "Mesh Tools", -> "Split model into parts" de le décomposer (quand il le permet). Ce qui donne après réorganisation des objets sur le plateau : Puis au besoin on sélectionne et efface les objets que l'on ne veux pas imprimer. ( Et enregistrer le projet pour ne garder que les élèments restant dans un nouveau fichier par exemple un fichier projet .3mf)
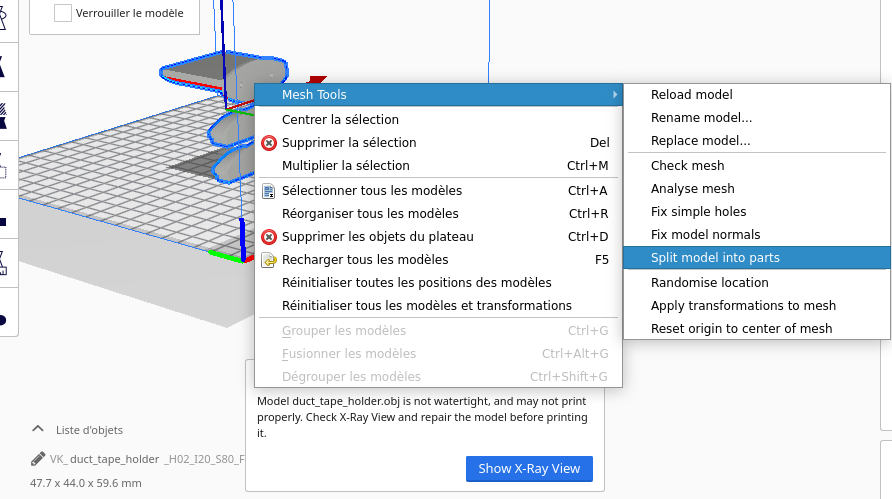
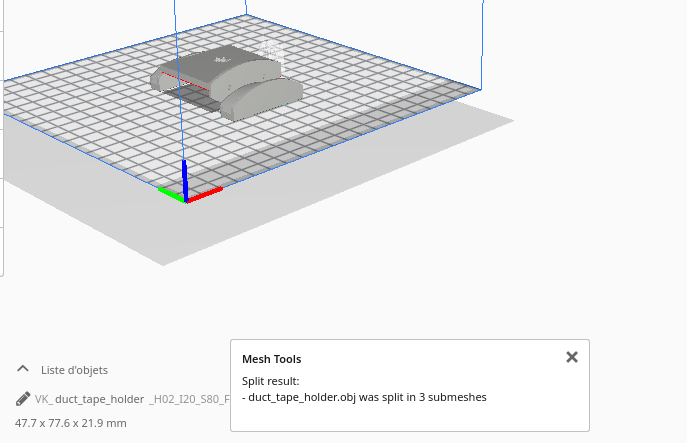 1 point
1 point -
Peinture fini faut attendre 12h que le vernis sèche (en espérant cette fois ne pas avoir de réaction non voulu qui oblige à encore recommencé....)




 1 point
1 point -
Bonjour, Voici quelques videos que je viens de pulblier Cordialement Thomas https://www.youtube.com/user/tgroppi




 1 point
1 point


















.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)