Classement



Contenu populaire
Contenu avec la plus haute réputation dans 31/08/2021 Dans tous les contenus
-
ça marche merci logiquement j'ai enfin une imprimante fonctionnel j'ai fait quelques essais, pour le moment j'ai de gros problème d’adhérence sur le plateau mais je pense qu'il s'agit simplement de trouvé les bon réglages ^^ @Yellow T-pot @methylene67@fran6p @gerardm @RFN_31 @Tekila63@PPAC je vous doit un énorme merci !!!! je ne suis pas inscrit depuis longtemps sur le fofo mais je trouve qu'il y a une super communauté a la quelle je compte bien continué de participé j'aurais sûrement d'autre question a vous posé afin de dompté la bête mais je vais faire divers essais pour bien la prendre en mains4 points
-
C'est donc pour ça qu'il y a des barrières obligatoires autour des piscines maintenant ! ok, ok je sors ->2 points
-
Petites rectifications par rapport à ces affirmations: L'ABS n'est pas plus compliqué que d'autres matières lorsqu'on possède une imprimante fermée. C'est le plus facile et beau en post-traitement, on peut le lisser à l'acétone et c'est celui qui se peint le mieux. Il est nettement plus léger que les autres filaments donc comme on les achète au kilo, tu vois l’intérêt (20% de filament en plus dans un kilo). Il est moins toxique qu'une ballade dans Paris aux heures de pointe de circulation.2 points
-
Si un gros : le poids C'est clair, Il ne faut pas commencer par l'ABS sous peine de dégoutage à vie de l'impression 3D mais après ça s'imprime très bien La FLSun QQS Pro est très bien aussi et à moitié prix par rapport à la SR, la SR doit avoir un avantage pour les pièces hautes, elle est plus rigide. En version fermée (et avec quelques modifications) elle est royale pour l'ABS (la TwoTree Sapphire Pro aussi) Mais dans tous les cas ces imprimantes, peu chères demandent quelques améliorations pour pouvoir imprimer de l'ABS (même pour imprimer du PLA, il faut aussi quelques modifications, mais cela permet de s'entrainer à l'impression ) Sinon @MrMagounet a déjà tout dit.2 points
-
Salut @Fabien40. Pour essayer de t'aider dans ta réflexion, je vais te donne quelques informations. Si tu souhaite imprimer de la Résine il te faudra un imprimante résine en FDM on imprime que du filament, donc je te suggère de mettre cela de côte pour le moment cela sera une seconde imprimante si besoin après. L'impression de PLA tout imprimante le gère, pour ce qui est du prix même les imprimantes a 150-200€ imprime parfaitement le PLA sans soucis a 400€ les imprimante sont pas toujours de meilleur qualité mais ont plus d'option, donc dit toi pas que ce modèle sera 50 ou 100€ plus chers donc meilleur non cela fonctionne pas comme cela. Par contre presque toutes les imprimantes a 400€ demander des améliorations optimisation pour être top. Rentrons dans le vif du sujet : - La Flex TPU surtout en descendant dans ls plus flexible ou TPE encore pire demanderont de préférence un modèle avec extrudeur en Direct Drive évite les modèles bowden comme les Ender 3 ou 5 ou prévois de modifié la tête ou la changer par un modèle type extrudeur Hermera ou Matrix par exemple. - Pour l'impression ABS ou d'objet dédier a l'extérieur, alors si tu imprime des objet dédier a l'extérieur et au contrainte soleil et climat l'ABS est pas le meilleur choix il te faudra imprimer du ASA bien mieux pour cette usage. Attention l'ABS et le ASA demande un environnement contrôler sans courant d'air donc imprimante a fermer ou a mettre dans un caisson, de plus ces filaments s'imprime a 230-250°C donc il faut de préférence prévoir si besoin a remplacer les heatbreak bore par un modèle bi metal (si deja equipé en full metal sa passe tranquille) Les exemples d'options que tu as : (attention il y a d'autre produit je te donne une orientation) - Imprimantes de Type Core XY comme une TwooTrees Sapphir pro ou plus (la plus est plus grande 300x300) dont il existe des kit plexi pour la fermer ou a fermer par tes soins (ce sont pas de mauvaise machine mais qui demanderont de mettre les mains dedans pour qu'elle soit bien configurer). Tu as les Ender 5 Pro ou Plus (la plus est plus grand ici aussi) mais ce sont des fausse core XY ici, fermable par tes soins assez facilement. Elles présentes toutes le soucis d'être en Bowden et pas optimum pour du Flex ici faudra soit modifier la tête soit mieux remplacer par du Direct Drive de qualité comme explique. - Imprimante Delta comme la Flsun SR, il y a peux de choix en Delta imprimante très rapide qui peux être facilement fermable Bed rond de 260mm ce qui fait que l'impression d'une boite carré par exemple sera limité a 200x200 environ, et comme les Core XY si dessus bowden et demandera de remplacer la Tête, sachant qu'elle est déjà a 400€ mini la SR côté bugdet sa monte vite. - Imprimantes Cartésienne, tu en as un Paquet Chez Artillery, TwooTrees, Creality, Sovol, etc.... Si ton but premier est d'imprimer du ASA ABS et Flex, te faut du Direct Drive de base, Artillery en fait les X1/X2 ou Genius/pro, Creality CR10 V3, Sovol SV01 et SV03 par exemple. ici je te dirais qu'il faudra faire ou acheter un caisson, donc la creality cr10 v3 a un avantage ici l'électronique est dans un boitier Séparer et donc pourra être placer facilement hors du caisson, la Sovol SV01 ou 03 sont sur une même base que la CR10 V3 mais avec l'électronique dans un boitier sous l'imprimante mais il existe des mode sur Thingiverse ou autre pour déporter l'électronique. Pour Les Artillery déport l'electronique est possible mais demandera plus de travail et modification. L'un des meilleur choix d'origine est donc la CR10 V3 ici.2 points
-
[mode private joke on] Ça y est, tu recommences...et si jamais c'est un cousin de freddy6750, on est pas dans la m**** ! j'appelle de suite @Maeke pour bavarder un peu ou on attend ? [mode private joke off]2 points
-
Bonsoir, Après de nombreuses heures de prints sur la tenlog, je partage avec vous mon petit wall-e. Il s'agit du projet de Chilibasket 3D Printed WALL·E | chillibasket avec quelques mods et une peinture maison Il me restera à le motoriser ! Bonne soirée Jeff



 1 point
1 point -
Il est pas mal pour le refroidissement du hotend par rapport pour ce type d'imprimante (21dBA). Perso j'aurais mis un EB40101S2-000U-999 qui a plus de débit pour la même pression statique (27dBA) Les datasheets disponibles sur le net provenant des fabricants sont plus que rudimentaires, pas de courbes pression/débit. Pas sérieux - à éviter1 point
-
Salut, Alors je connais les Sunon, mais, en fait le but de mes vidéos, c'est pourquoi les Fysetc tournent au ralenti ? Dis dont tu t'es bien amusé à comparer les ventilateurs, c'est poussé !1 point
-
Bonsoir @acesyde Pour le petit bout qui doit te rester, cela ne vaut pas le coup, sauf si tu veux tester 4 heures de four à 45°C et à 45degré d'angles (cf post @PierreG du Quebec) Membres 360 Lieu : Québec Imprimantes: Ender 3 Pro CR-10S Pro V2 Posté(e) Aout 17 PFFFFFFF.... A d'autres.... Ca tient très bien tu sauras !!!!1 point
-
en même temps tu peut remonté longtemps je ne l'ai pas précisé j'ai plusieurs plateaux: - 2 ziflex qui commence a fatigué ... - un autre plateau du même type mais bleu je ne connais pas la marque ( sûrement no-name ) il ressemble a "ca" - le plateau en verre d'origine @PPAC pour le nettoyage j'utilise de l'alcool a 70 ( j'ai plus d'alcool isoprop ) je n'ai pas essayé le vinaigre ^^ pour le coup j'ai déjà fait tout les réglages/nettoyage qui sont conseillé dans les tutos (sauf le multiplicateur de l'extrudeur forcement ... je pense que je vais surtout devoir reprendre mon profil cura je vais continué mes essais je vous tien au jus Merci : j'y ait pensé j'avoue ...1 point
-
Bravo à toi, tu as été plus que tenace, problème méca, problème soft...il y en a beaucoup qui l'aurait balancée par la fenêtre depuis longtemps !1 point
-
cool ! et aussi du bon nettoyage la couche initial et aussi1 point
-
Je suis d'accord avec toi. Juste pour compléter tes dires, il existe un filament type PLA très simple a utilise en post traitement le PVB que l'on peux vitrifier avec de l'alcool isopropylique Exemple de rendu si dessous. Mais cela reste une sorte de PLA donc rien a voir avec les propriétés mécanique de l'ABS.
 1 point
1 point -
On peut même n'installer sur le RPI qu'une mini distribution au départ. Ensuite on installe le programme «git» (sudo apt install git) On récupère «kiauh» via git. Il se chargera d'installer tout ce qu'on lui demande (y compris Octoprint si besoin). De temps en temps on le relance (./kiauh.sh) pour mettre à jour tout ce qui a été installé (y compris lui-même). Franchement depuis que je l'ai découvert, c'est la méthode que j'utilise pour mes installations sur RPi.1 point
-
Avec cette méthode manuelle (qui fonctionne très bien) c'est l'humain qui fait le travail du BLT. Le gros avantage c'est que la buse peut aller partout sur le plateau contrairement au Bltouch (ou CRTouch, touchMi,…) qui eux ne le peuvent à cause de leur emplacement de montage (offsets X, Y). Seuls les systèmes à base de piezo, de jauge de contrainte ( Creality CR6 (et d'autres modèles) ou Anycubic Vyper) ou manuellement peuvent palper toute la surface du plateau d'impression.1 point
-
cela remplace le bltouch et fait un réglage manuel. je viens de faire une petite vidéo. j'espère qu'elle t'aidera j'ai des petites différence sur les 9 points de palpations . pas de laque pas de scotch, ni autre artifice un simple nettoyage produit vaisselle. Encore un Grand MERCI à @fran6p1 point
-
L'ABS est difficile à imprimer, toxique, et n'offre pas vraiment des qualités supérieurs à d'autres plastiques comme le PETG par exemple. À moins d'un besoin très particulier, je déconseille. Si tu veux pouvoir aller jusqu'à 300x300 mm pour les dimensions, il va te falloir regarder du coté de la l'Artillery Sidewinder X1 (ou X2 si tu peux patienter un peu) ou la Creality CR10S. Si tu peux te contenter d'un plateau de 220 ou 250, alors tu auras plus de choix (Ender 3 V2, Biqu B1, Artillery Genius, Anycubic Vyper, CR-6SE, etc...) La Sidewinder a un direct drive (l'extrudeur est sur la tête) donc elle peut imprimer plus facilement les filaments flexibles. La Creality a un tube Bowden (l'extrudeur est sur le chassis) et donc c'est l'inverse. On n'imprime pas le PTFE (=Teflon), c'est un matériau que les imprimantes utilisent pour les tubes d'alimentation en filament.1 point
-
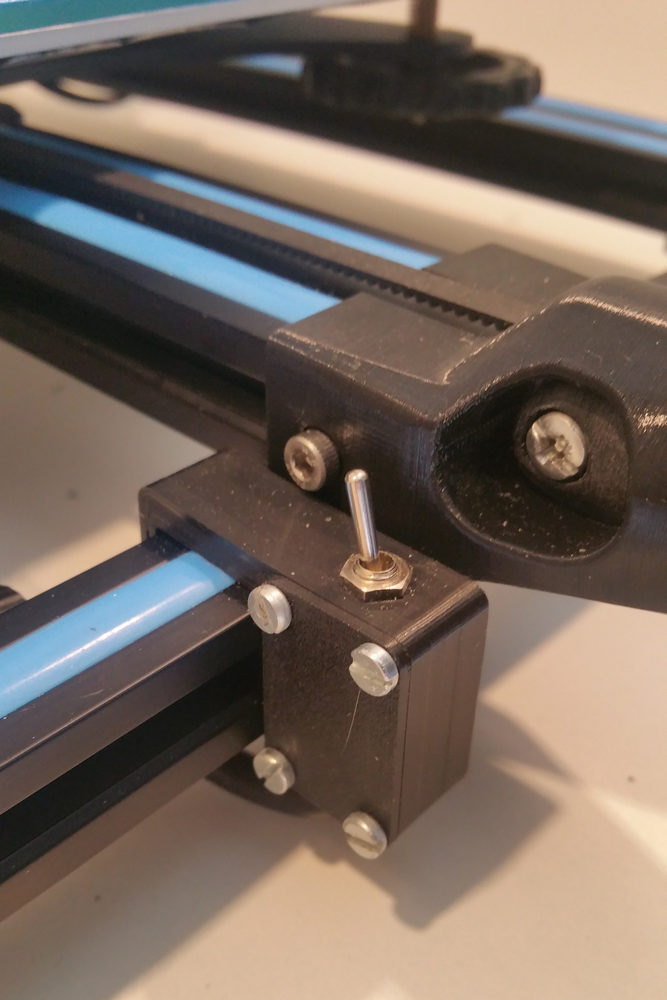
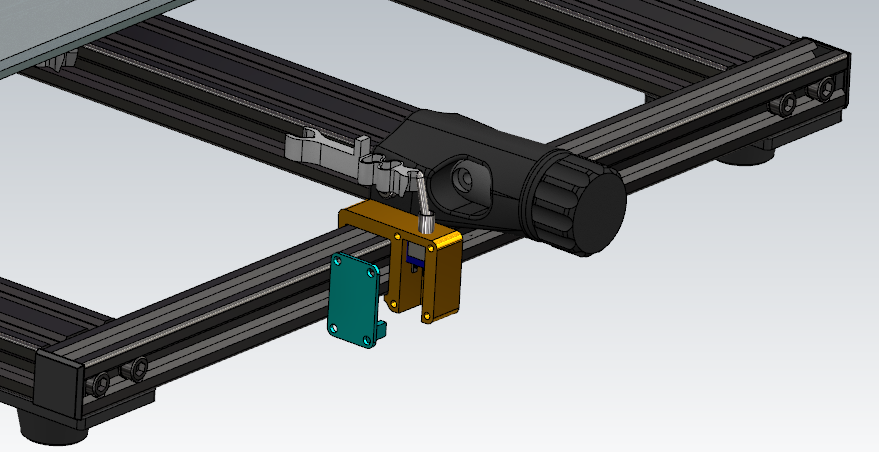
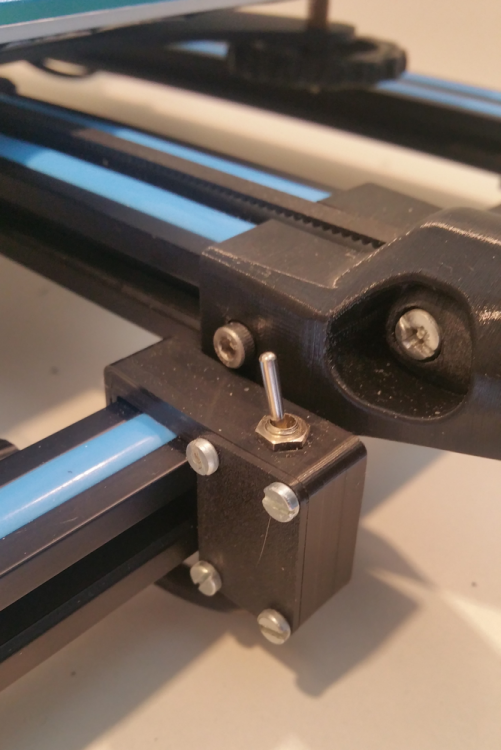
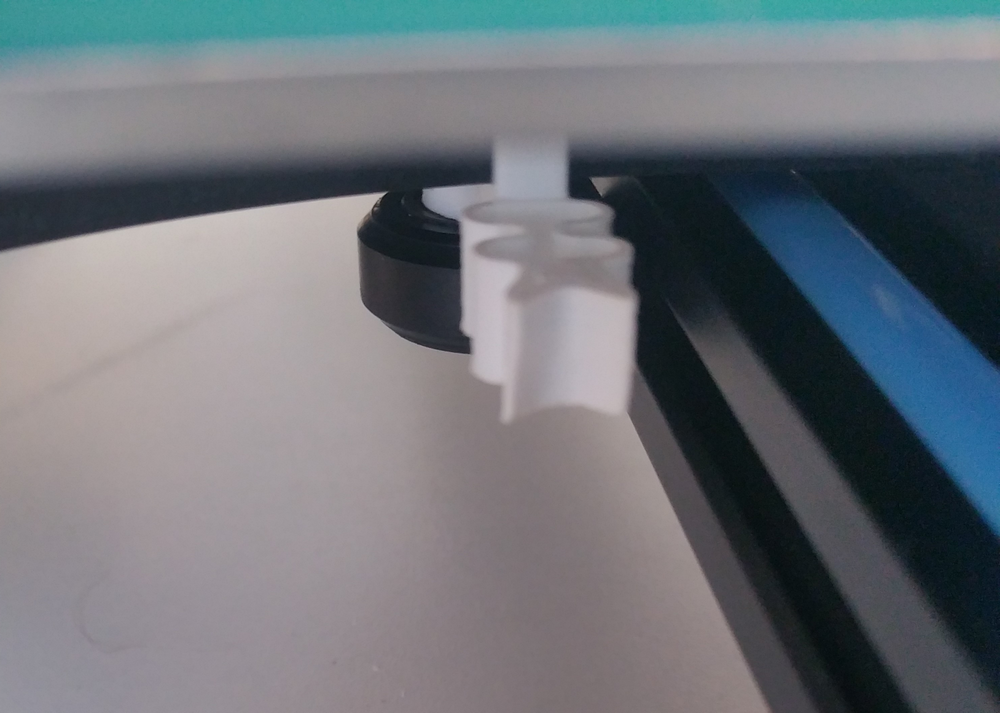
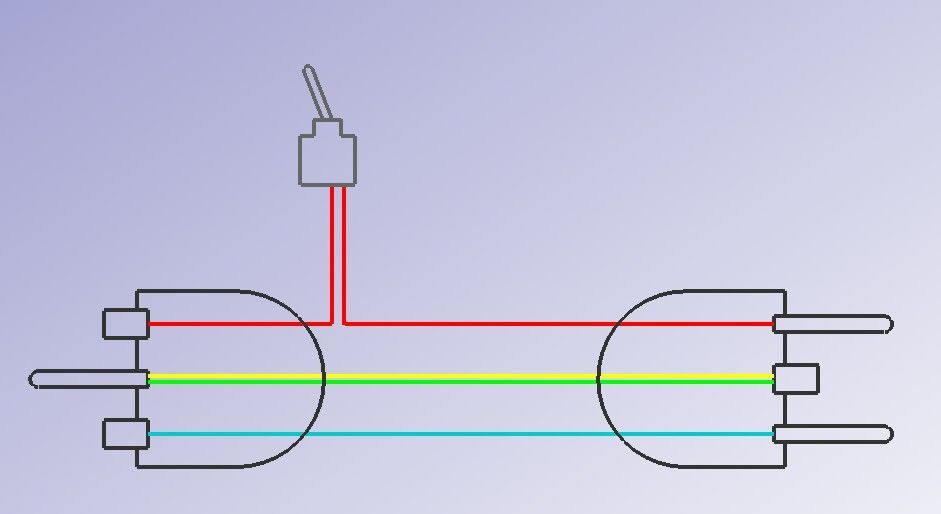
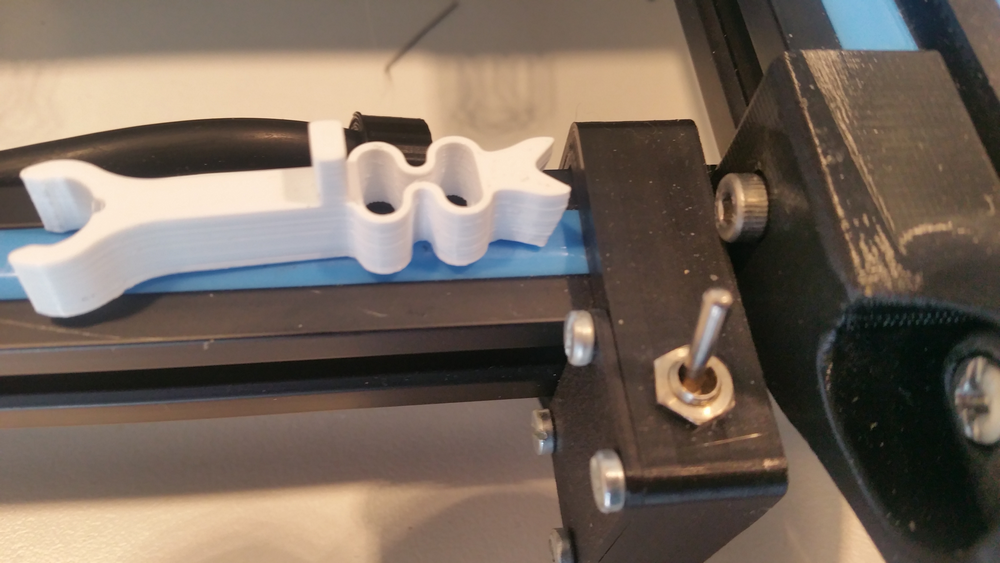
Comme demandé par @papagalak voici mon arrêt automatique : il est composé d'un support pour un interrupteur a bascule et d'un doigt qui est clipsé sur une entretoise de roulette du Y qui vient poussé le levier auto off stl.zip le zip contient les stl Pour le câblage j'ai utilisé un petit interrupteur à bascule qui traînait dans un tiroir , une prise 220 femelle et une mâle avec terre pour brancher le câble de imprimante puis se brancher dans la prise 220. ;ici cest pour la gestion de l'arret automatique G0 Y290. F7000 ;position avant switch M117 Arret chauffe ;message M106 S255 ; ventilo on pour accelerer le refroidissement M190 S35 ;temperature lit 35 deg M109 S35 ;temperature tete 35 deg M104 S0 ;arret chauffe extruder M140 S0 ;arret chauffe plateau M107 ;arret ventilo buse M117 mise en Off ;message G0 Y299. F400 ;Position pour Off M84 ;steppers off
 1 point
1 point -
Je viens de vérifier je n'ai pas exactement le même modèle, mais très approchante et pour la même fonction. Elles ont un diamètre de 60mm avec un pas d'hélice d'environ 50mm. Ces hélices ont deux fonctions: - Aspirer l'eau chargée d’impuretés que les deux brosses viennent de décoller. - Plaquer le robot contre les parois verticales pour nettoyer les cotés du bassin. Pour la petite histoire, lors de la mise au point des robots, nous avions trop d'aspiration et le robot arrivait à sortir du bassin et partait dans la pelouse, heureusement qu'il y avait le câble d'alimentation pour limiter son escapade.
 1 point
1 point -
Problème règlé, j'ai changé les 2 fils du ventilateurs jusqu'à la carte mère. Merci à vous1 point
-
C'est en ce moment même et ça se passe ici : https://li3d.fr/ESUN-A3D
 1 point
1 point -
Il te faut également savoir exactement sur quels pins de la carte mère sont branchés chaque capteur/moteur/etc. Tu dois pouvoir récupérer ces infos dans le configuration.h de Marlin. La procédure, c'est de partir d'un fichier existant de l'imprimante la plus similaire (taille, carte mère, etc) et de passer chaque paramètre en revue pour l'adapter à ta machine.1 point
-
On "n'installe" pas des "plans 3D". La clé ou carte SD sert juste à transférer des fichiers gcode entre le PC et l'imprimante. Celle qui vient avec la machine ne sert en général pas à grand chose d'autre et tu peux utiliser n'importe quelle clé USB ou carte SD (formatée en FAT32 de préférence). Du coup, ta question n'est vraiment pas claire et je ne vois pas le rapport entre ta carte SD, Cura, et la modélisation 3D.1 point
-
Bonjour @acesyde C'est le fil blanc livré avec la machine ? je ne l'ai jamais utilisé, environ 70 grammes sans bobine sans aucun paramètres de températures, j'avais anticipé en prenant 4 bobines de 250 g. Il a peut-être mal vieilli pendant le mois d'attente (humidité,...) tu verras si tu réessaies . Tu as mis une buse en acier (alimentaire ?) ou pour la résistance à l'abrasion ?, Il se dit en raison de la plus faible conductivité thermique de l'acier qu'il faut monter la température de la buse par rapport au laiton. Si c'est pour l'abrasion et la durée de vie , j'ai pris une buse laiton nickelée de chez Hotends, mais je ne l'ai pas encore essayée, l'actuelle tient et je n'ai pas encore essayer des filaments abrasifs. https://www.hotends.fr/fr/accessoires/52-buse-nitro-020-mm.html1 point
-
C’était sur eBay usa je ne trouve plus le lien je lui ai acheté comme ami sur paypal super sympa le gars et surtout ça fonctionne1 point
-
Bien joué ! Donc suite au prochaine épisode, pour savoir si le filament blanc était ou non la source du problème ... que de suspenses Bonnes impressions et bonne continuation !1 point
-
Bon motard Geek , Je vous fait un petit retour des FLSUN SUPER RACER très bonne imprimante sur 3 jours après cela gros problème avec extruder qui patine, je pense que l'imprimante débite tellement que l'extrudeur n'arrive pas a suivre il s'use rapidement, je viens de commander un extruder orignal de la marque Bondtech car les dents et corps de l'extrudeur sont de meilleurs qualités. Je vais aussi regarder les réglages des profils de la version de cura 4.11 mais je n'arrive pas a avoir les profils original de flsun ils ne répondent pas à mes messages si vous avez des liens je suis preneur. Je pense qu'il faut réduire la taille de la gaine après l'extrudeur cela facilitera le job de celui-ci : Je vous ferais des retours quand je recevrai le matos ;)1 point
-
@PPAC merci pour les informations, comme je suis régulièrement ce forum j'avais changé l'extrudeur en plastique par un en aluminium dés le début Je viens de changer de bobine par une autre et j'ai reset l'imprimante, update tous les settings et refait un p'tit cube qui à l'air correct Je vais retenter le fil blanc dans la semaine on verra bien
 1 point
1 point -
Avec une gaine en silicone serait plus juste il y en a avec gaine en ptfe aussi, c'est un peu plus cher, mais ça résiste encore mieux (ça glisse bien dans les gaines ou chemins de câbles)1 point
-
J'ai bricolé un truc du genre sur la cr10 avec un arrêt par le y.
 1 point
1 point -
Salutation ! Si tu a l'extrudeur en plastique peut être le bras de celui ci : Sinon, vérifier que tu n'a pas un mode mm3 activé dans les menus de l’écran de l'imprimante. Et enfin si toujours pas cela pour faire le tour Ou, bien souvent la jonction Tube PTFE / Buse dans le heatbreak engendre des problèmes Tiens nous au jus et bonne continuation !1 point
-
La définition d'une hélice est : Courbe engendrée par une droite oblique s'enroulant sur un cylindre. Donc ce n'est pas un simple plan que l'on oriente avec un certain angle et que l'on retravaille, mais une surface hélicoïdale qu'il faut dessiner. L'angle d'écoulement sur l'hélice (l'hélicoïde) sert à accélérer l'écoulement de l'eau et donc d'avoir un rendement maximal. Le lien proposé est une hélice qui doit s'approcher de la version recherchée (une autre marque de robot de nettoyage avec des dimensions similaire). L'hélice en tant que forme est modélisée. Rien n'empêche de garder l'hélice, de modifier au besoin ses dimensions et d'y recomposer l'âme si elle diffère, ce qui n'est pas trop compliqué. Oh, grand jamais cette idée ne m'est venue à l'esprit, il faut m'en excuser si untel la pris de travers. En fait je suis un grand fainéant et par ce fait je cherche un objet similaire à mes besoins et le modifie ensuite, ce n'est pas la peine de refaire ce qu'un autre a déjà fait. Pour cette hélice après recherche je me suis rendu compte le le prix de départ est au alentour de 15€ à l'achat, donc dans ma réflexion comme le temps c'est de l'argent pour faire quelque chose de rentable ma modélisation doit prendre moins d'une heure (je devrais demander une augmentation), apprendre à réaliser un dessin de cette hélice en conservant l'ensemble des angles qui la compose me prendrait bien plus d'une heure. par contre,la modification d'une pièce similaire ne devrait pas prendre beaucoup de temps.1 point
-
Ah d'accord il avait programmé le TMC2209 de l'axe X en sensorless pour qu'il détecte la fin de course. En effet je n'y avais pas pensé. Et bien Bravo ! PS : laisse bien DEFAULT_EJERK à 5.0 pour tes premiers tests1 point
-
Le forum se base sur les métadonnées des photos1 point
-
De toute façon, sur Cult ou Thingiverse, la plupart du temps, on télécharge qu'un fichier STL et je me demande si ce n'est pas pire d'essayer de modifier un tel fichier que de partir de zéro !1 point
-
Salut @Yellow T-pot Même pas il n'y a rien. La bobine repose juste dans une rainure au niveau des pieds. Il y a juste un épaulement qui empèche la bobine de sortir de son logement @+ JC
 1 point
1 point -
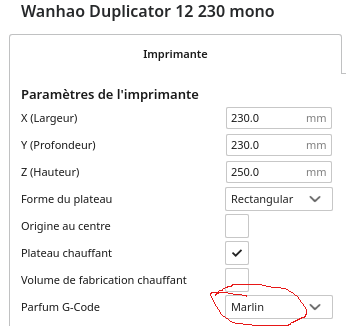
Salutation ! Alors là c'est spécial comme truc ... car avec en gros les même paramètres pour la ventilation, là où j'ai un "M106 ..." toi tu a un "M126 T0" mais d'où vient ce "M126 T0" et c'est quoi ... M126: Baricuda 1 Open chez moi : ;LAYER:1 M106 S255 ;TYPE:WALL-INNER chez toi ;LAYER:1 M126 T0 ;TYPE:WALL-INNER Et d’après l’entête de ton fichier .gcode tu n'a pas de post traitements ... donc je bug ... Elle viens d'où ta version de Ultimaker Cura ? du github https://github.com/Ultimaker/Cura/releases ou d'un "Store" ? Ou alors c'est le bazars dans les fichiers de conf de cette imprimante ou profil d'impression ou des matériaux ? (renommer t'on répertoire local (user/.../roaming/cura/4.10/ enfin l'équivalent sous t'on OS du ~/.local/share/cura/4.10 sous linux ) de paramètre de Cura et refaire une config pour tester ? Edit : si voila c'est surement cela le problème : ;FLAVOR:Makerbot chez moi ;FLAVOR:Marlin Tu a quoi comme "Parfum G-Code" dans le profil de l'imprimante ? Edit 2 : c'est même certain ! j’arrive a reproduire le "M126 T0" au lieu du "M106 S255" si je met en parfum "Makerbot" et tout redeviens normale si je remet "Marlin" Et tout s'explique avec https://reprap.org/wiki/G-code/fr#M126:_Open_Valve
 1 point
1 point -
Salut Je viens de tester avec une bobine presque vide et une pleine (1kg) et faut avouer que ça fonctionne très bien. La bobine tourne sans forcer et sans à-coup. Le filament reste bien tendu et se déroule sans risque de s’emmêler La seule difficulté rencontrée a été le remplacement du tube PTFE au niveau de l'entrée de l'extrudeur. Très difficile à insérer jusque qu'au bout (2.5cm comme préconisé par Prusa). Même en démontant partiellement l'extrudeur et en desserrant les vis de maintien du tube PTFE le tube n'est rentré que de 2cm... A voir à l'usage... https://help.prusa3d.com/fr/guide/3-assemblage-de-laxe-x-de-lextrudeur_199519#201229 @+ JC1 point
-
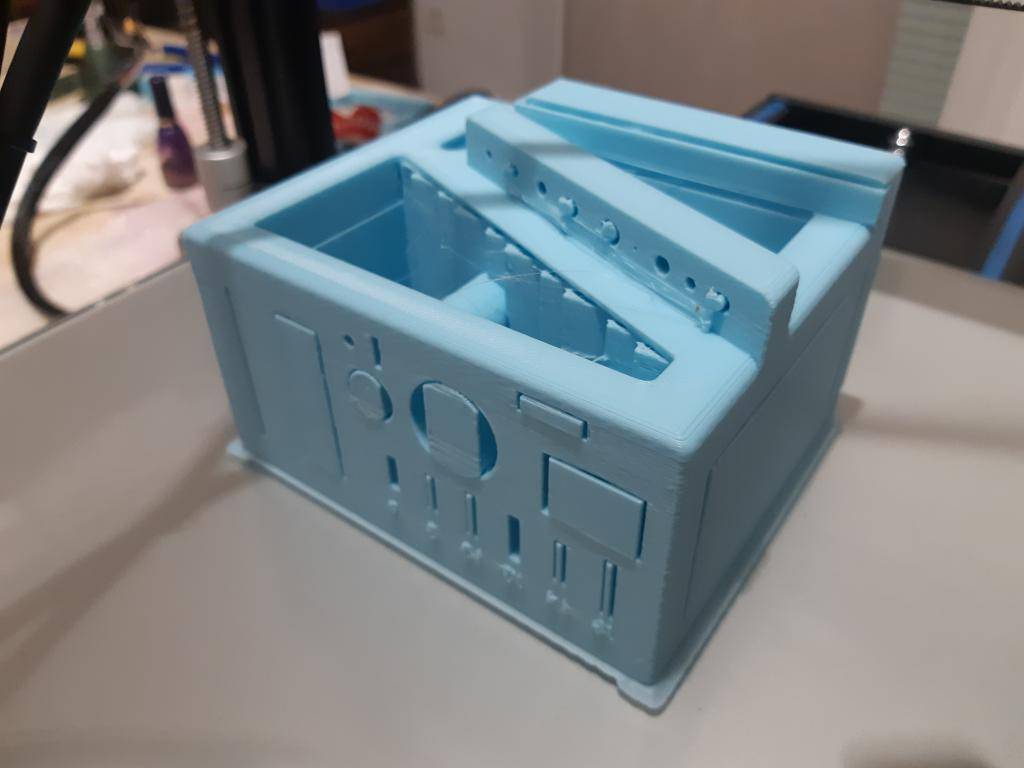
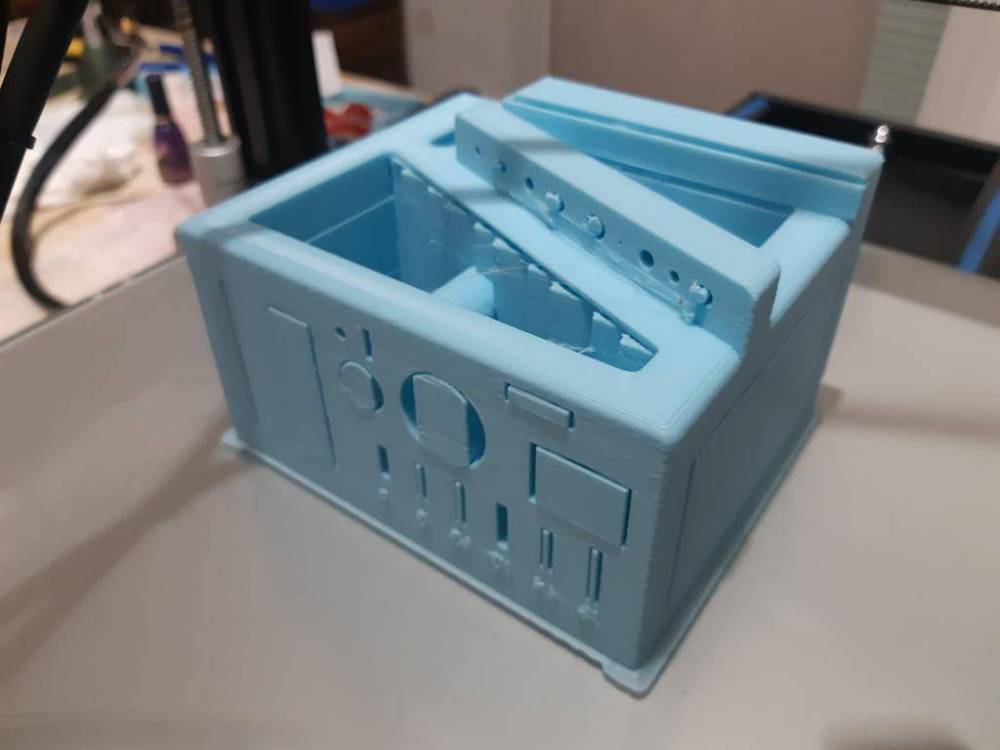
Petites améliorations du caisson :1 point
-
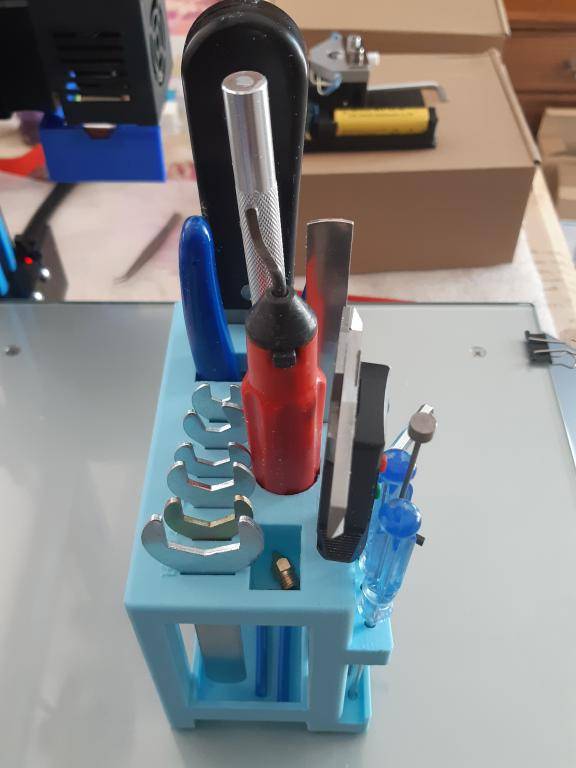
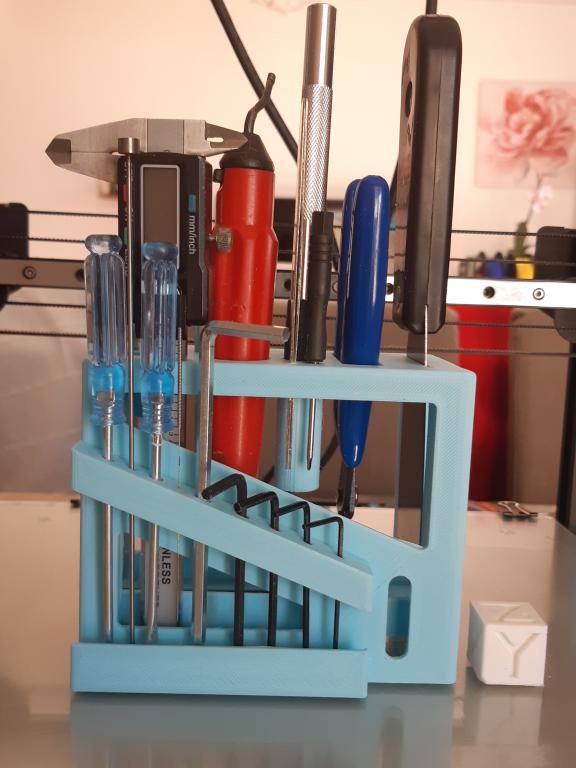
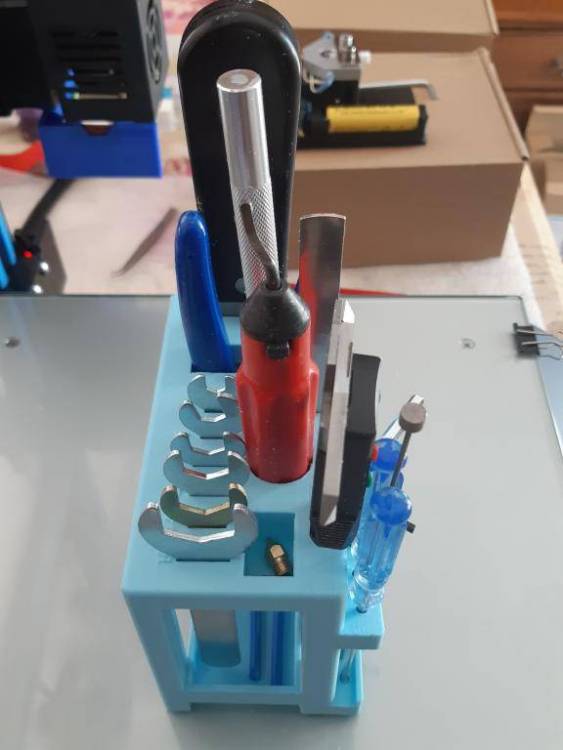
Bonjour, Voici mon test pour l'imprimante TENLOG TLD3 PRO La durée d'impression est d'environ 15 heures pour un support d’outils intégrant tous les outils fournis par TENLOG. Résultat très bonne qualité du support réalisé avec un PLA bleu ciel layer 0.3. Satisfait et surpris de constater aucun fil d'ange ou des micros bavure de filaments. Les faces sont bien droites sans changement de niveau. Bon j'ai passé un peu de temps à enlever facilement les supports. J'ai réalisé l'impression avec une seule tête par de sécurité pour une impression dans la nuit sans surveillance (il faut être prudent pour une première!). J'ai dessiné le support à outil avec Solid pas de soucis pour ceux qui veulent le document STL. Merci de me suivre dans ce test qui continue. a+

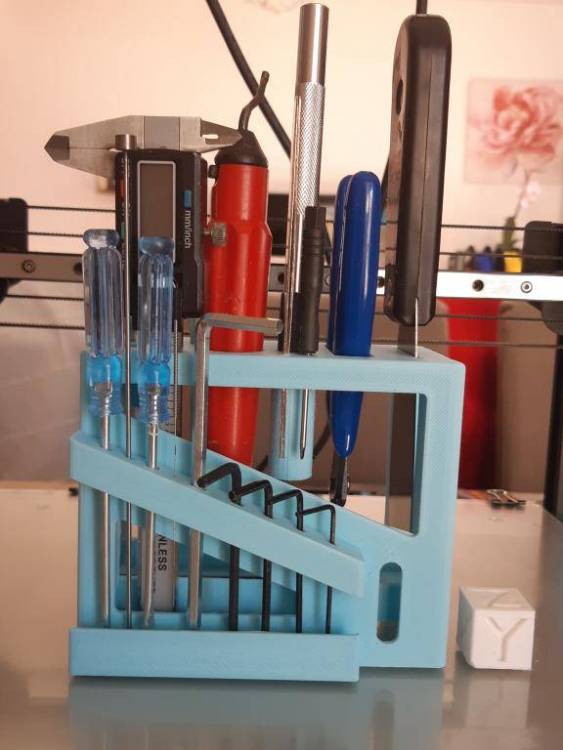 1 point
1 point