Classement

Contenu populaire
Contenu avec la plus haute réputation dans 20/11/2021 Dans tous les contenus
-
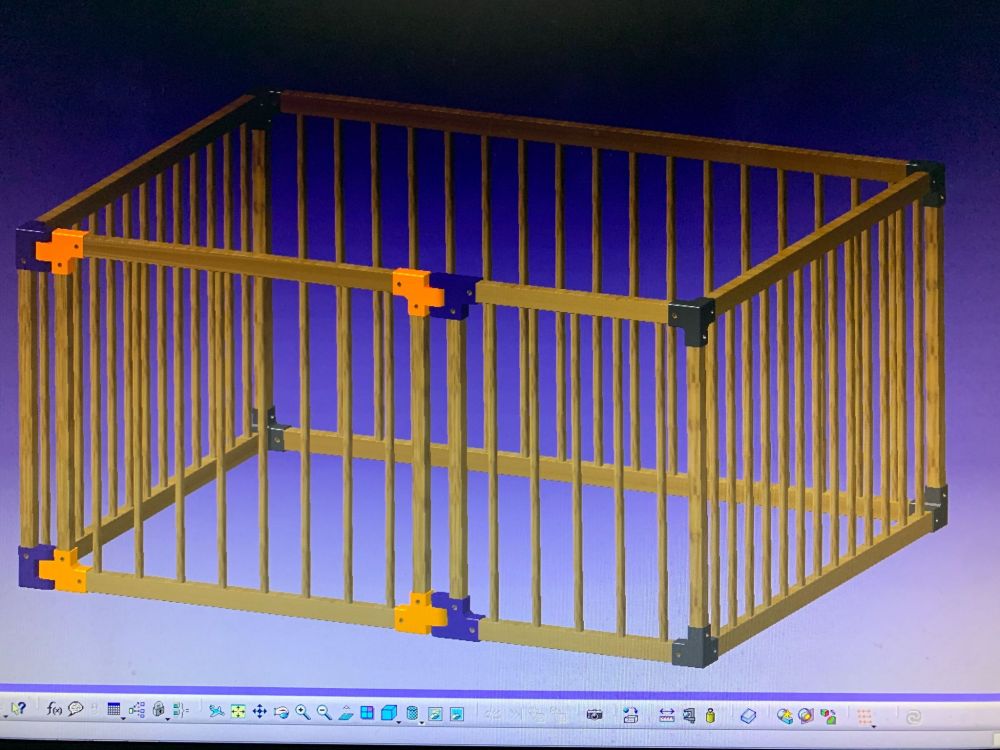
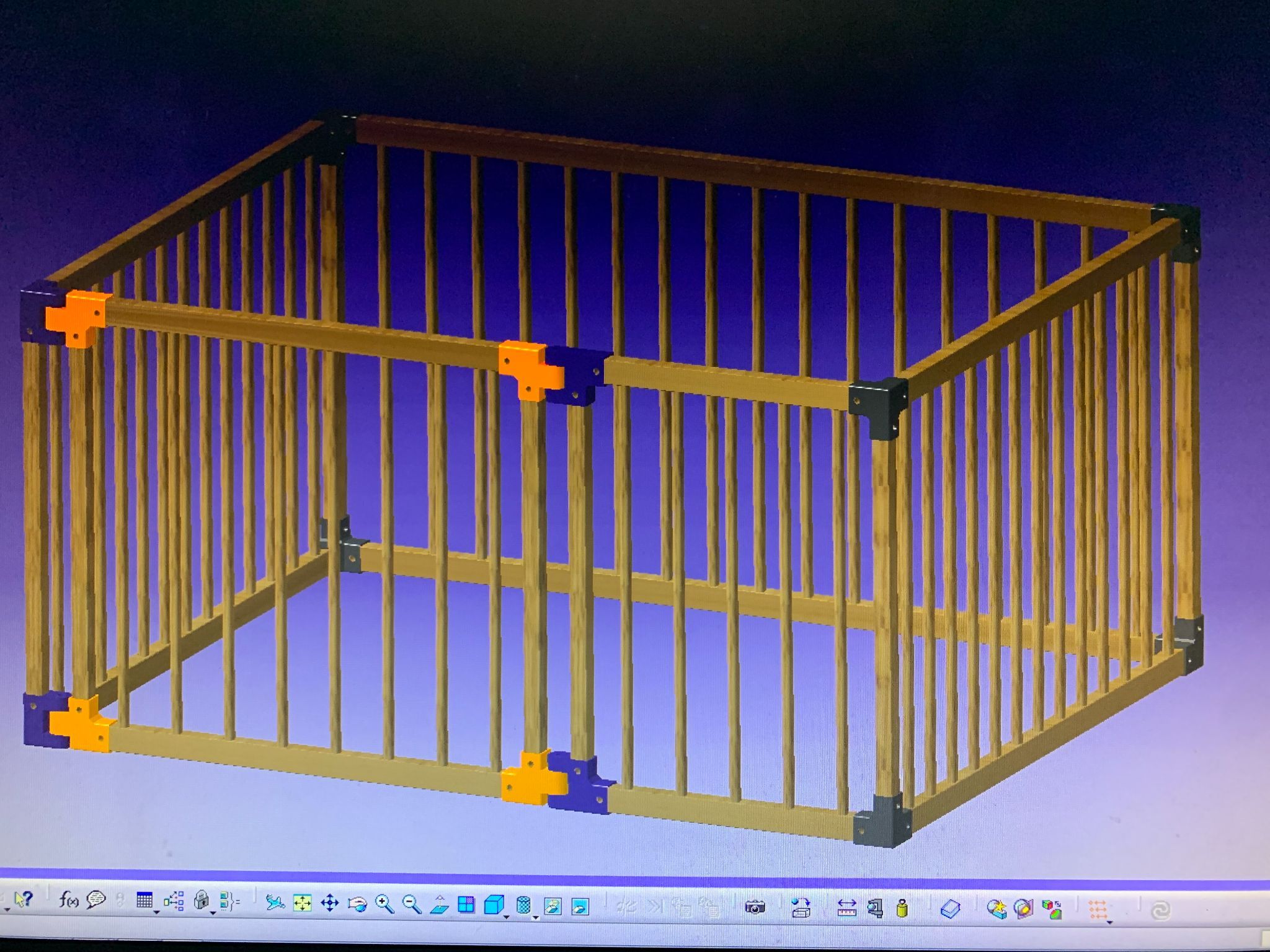
Bon, je voulais réaliser un truc démontable facilement et solide (pour les futurs bébés de nos frères et sœurs), donc plutôt que de réaliser des assemblages de menuiseries (mi-bois ou queue d’aronde), je me suis dit que j'allais faire les coins en impression 3D. Nous avions le parc qui n'était plus fonctionnel (et pas à la bonne dimension) de notre première fille, et l'idée était de le recycler (barreaux uniquement) et d'en réaliser un nouveau aux dimensions de son tapis de jeu (plus grand d'environ 50 cm dans chaque direction sauf la hauteur). Le projet modélisé : L'ancien parc démonté (il en a fallu des coups de marteau : Les barreaux sont en bois de hêtre, vernis on dirait, ils seront poncés, afin de pouvoir les traiter de la même manière que les 14 nouveaux barreaux de 600 mm (à prévoir car parc plus grand ø 16 mm). Récupération dans du madrier de sapin (ou pin) brut (j'avais du chêne et du douglas en stock, mais bon ...) pour la réalisation des poteaux et poutres/filantes (Lg l = 1000 mm, L = 1300 mm, porte 700 mm + 400 mm contre-battant). Ma Kity 636 étant démontée entièrement pour révision, ce sera dégauchissage/rabotage à la défonceuse + finition à la varlope / rabot Stanley fer 5. Résultat après de longues heures de travail (très longues) dans le froid de notre sous-sol, et d'impression (Important pour éviter de petites déformations ultérieures : j'ai stocké le bois dans la maison pendant plusieurs semainse pour le mettre à l'hydrométrie de la maison) : Traitement uniquement avec un mélange huile de lin + brou de noix à l'éponge, 2 couches (pour éviter le côté jaune du sapin/pin, j'aime bien ce rendu très joli), tout est prêt pour le montage (après avoir recoupée toutes les vis trop longue ...). Les barreaux ont aussi été traité au même mélange, la différence de couleur vient de la différence d'essence : Résultat final en photo, et notre petite qu'on peut laisser sans s'inquiéter quand on a des trucs à faire dans la maison ! Reste plus qu'à gérer l’électrisation du parc pour empêcher la bête de forcer les barrières !






 4 points
4 points -
Bonjour à tous, On parle du site lesimprimantes3D.fr dans un article du 01NET du 17/11/2021.
 3 points
3 points -
Une roue sur un distributeur de bouteille pour doser 4 verre de 51 sans les glaçons à moins que la roue entraîne aussi la machine à glaçon.3 points
-
Le souci était inverse ... A jeun à cette heure, c'était la l'erreur ! Je tacherais de ne plus recommencer, c'est promis !!!3 points
-
Je suis pas du genre a quémander, j'estime plus que si mon travail est apprécié libre a eu ou n'importe qui de me le faire savoir . Je suis peut être un peu d'une autre époque avec ma façon de penser malgré mon âge.2 points
-
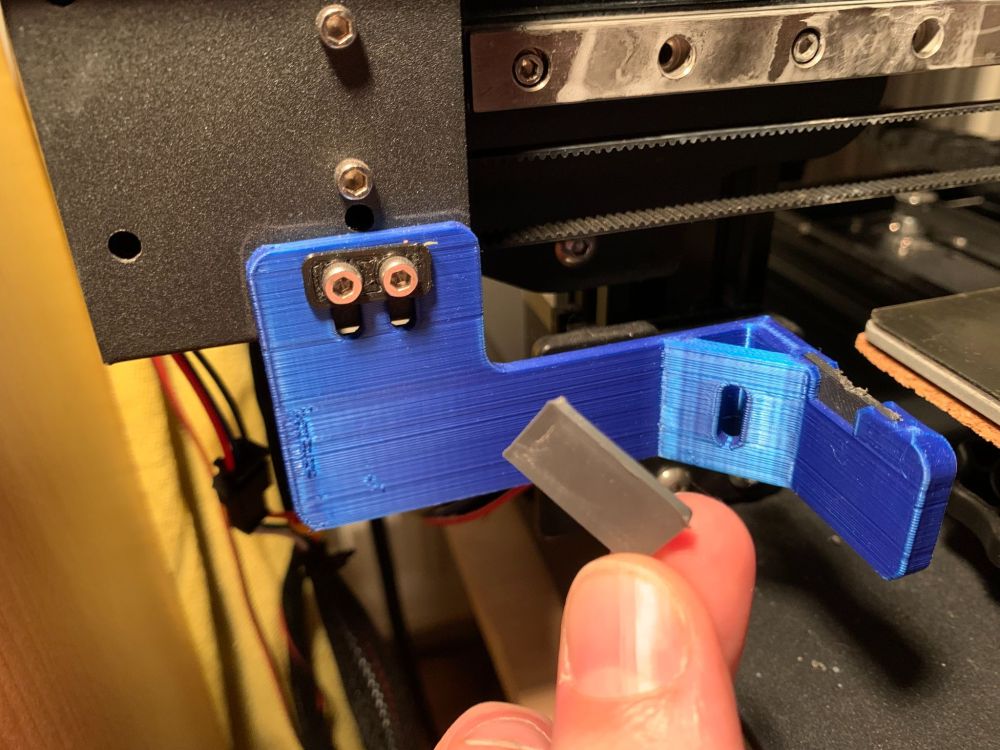
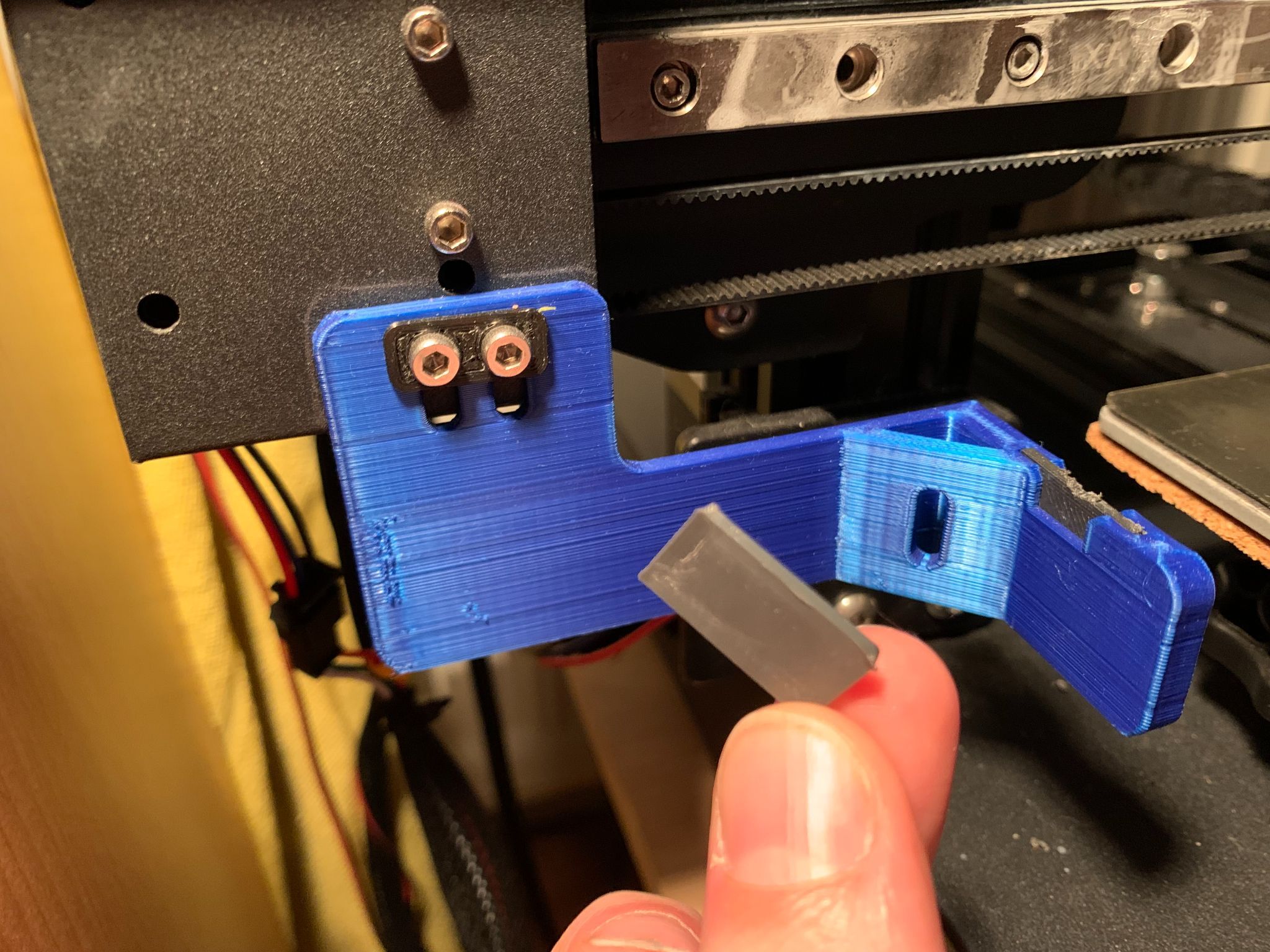
Ou sinon à imprimer en TPU, cela marche nickel c'est ce que j'utilise : Racleur silicone.stl A utiliser avec les racleurs de buses de @vap38 qui sont très bien (attention fichier à réparer sur le trancheur), et à trancher en mode miroir pour E2 : cleaner fdr.STL Et petite amélioration que j'ai vu chez Francis et que j'ai modélisé (pièce en noir qui protège la pièce bleu du serrage des vis) : Protege racleur.stl
 2 points
2 points -
Surtout ne choisis pas des versions bugfix pour ton firmware uniquement les versions stables Contrôles la version de ta carte mère et la lettre inscrite sur le lecteur SD, ces 2 éléments sont essentiels pour faire le bon choix du firmware2 points
-
oui mais pas que : si l'on accompagne Modération ça marche aussi puisque l'on peut boire avec Modération je sors ->2 points
-
Sujet mis à jour L'imprimante a pris sa place définitive en virant ma Geeetech.
 2 points
2 points -
@Pascal3D merci de mettre à jour ton profil afin de pouvoir identifier tes équipements; c'est plus facile pour répondre. Voici ma recommandation je propose de ne pas utiliser la brosse en laiton pour essuyer la buse, un fil de laiton en se cassant peut provoquer un CC sur les fils de la cartouche quand celle-ci est sous tension . Le meilleur essuyeur des buses se sont les lamelles en silicone souples. a+2 points
-
@Titouvol la soirée est déjà bien entamée et la lecture n'est plus nette ^^ ?2 points
-
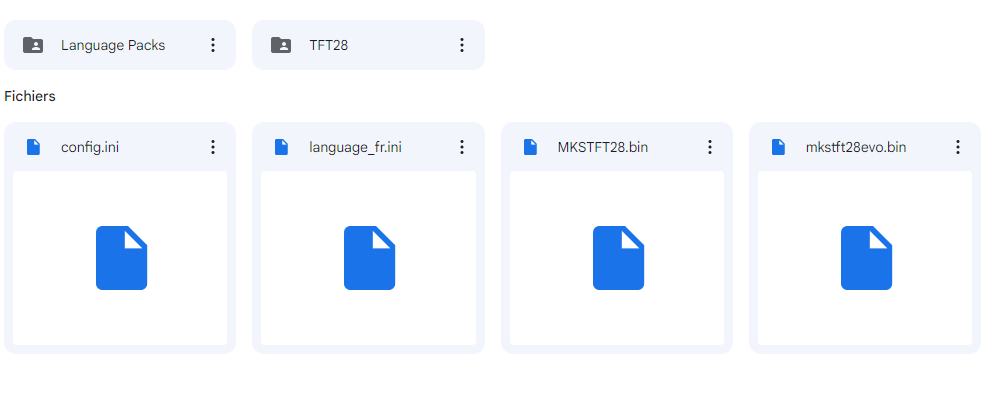
Bonjour à tous, Un certain nombres de personnes m'a exprimé la déception de ne pas pouvoir utiliser la Fonction M600, ou d'autres fonctions avancées de marlin sur les SW X2 et Genius Pro équipé de la Carte Mère 32bits Artillery Ruby. Pour pouvoir activé de nouvelle fonction sur les nouvelle imprimante 32bits Artillery, il sera nécessaire d'effectuer un Flash d'un nouveau Firmware Marlin avec les fonctions souhaité activé sur la carte Ruby. J'ai réaliser un petit Tutoriel au format PDF expliquant en détail comment réussir à Flasher votre imprimante 3D Artillery équipé de la Carte Mère Ruby. ------------------------------------------------------------------------- !! Danger !! Merci de lire ceci avant d'effectué un la manipulation et hésite pas a poser des questions si besoin. Déjà je tiens à rappeler qu'il y a toujours un risque potentiel de bloquer votre carte mère, si un coupure de courant ou une erreur de manipulation est effectué. Je ne peux être tenu responsable de tous dommage occasionné, même généralement il y a rarement des soucis. Rappel : cet procédure pdf explique le flash du Firmware Marlin pour la carte Mère, il est nécessaire par la suite de Flasher un firmware TFT donc le fichier de configuration est configuré sur la vitesse 250000bauds comme ceux que j'ai mis a disposition. Le Flash du TFT ce fait par un carte micro SD dans le lecteur Micro SD de l'écran exclusivement. Ne pas utiliser le Logiciel STM32 pour Flash le Firmware TFT sur votre carte mère. ------------------------------------------------------------------------- Pour infos, les premières séries de X2 et Genius pro nécessiteront plus de manipulations, il sera nécessaire d'ouvrir le boitier de l'imprimante et de placer un câble Dupont Femelle/Femelle, pour les séries sortie plus tard il sera possible de Flasher votre imprimante sans avoir a ouvrir cette dernière. Tous est expliquer dans le Tuto PDF joint a ce Topic. Il sera nécessaire d'utilise un soft de chez STM (programmateur), et un soft de contrôle pour imprimante 3D comme Repetier Host ou Pronterface par exemple. Je vous laisse prendre connaissance du tutoriel, je vais voir pour vous concevoir un Firmware custom à partir du Marlin source d'Artillery pour vous réaliser un Firmware, plus évolué avec gestion de fonction comme le M600, Arc Welder, et autres optimisations que je peux trouver utile. (J'ajouterais le Firmware Custom pour la X2 des que possible dans ce topic). Comment Flasher une Carte Artillery Ruby.pdf Attention SMT32CubeProg version 2.16 ou ultérieur pose soucis merci d'utilisé uniquement les version 2.15 et antérieur. ------------------------------------------------------------------------ MàJ : 09/03/2023 Firmware Artillery X2 Marlin Custom 2.1.2 (input Shapping) + TFT BTT pour écran avec MCU STM32 & GD32 Mise à jour assez importante, grâce au travail d'un italien Ciotto et d'un membre du forum @gagipro nous avons enfin un firmware TFT BTT compatible pour les TFT de X2 utilisant un MCU GD32F305. A présent toutes les X2 quelques soit la vers de l'écran TFT seront compatible avec un seul firmware Marlin custom et firmware TFT BTT. Cela simplifiera la vie de tout le monde , alors hésité pas a remercié @gagipro pour ce travail. Voici la liste de rappels des optimisations et ajouts au Firmware Marlin 2.1.2 par rapport à celui D'origine Artillery. Passage à Marlin 2.1.2 (Après mise à jour le mode DFU devrait pouvoir être activé sans ouvrir l'imprimante, si vous aviez une X2 qui le nécessitait) Support de la fonction M593 Input Shapping des axe X et Y, cette fonction permet de calibrer la résonnance et supprimer les effet de ghosting sur les impressions, procédure dispo ici. Passage du baudrate pour le Flash en mode DFU en 250000 au lieu de 115200 (pour conservé une certaine logique, entre le mode non DFU et DFU). Ajustements des valeurs sur la sécurité et la prévention d'incidents thermiques. Ajustements des Feedrates (X / Y / Z / E) de la X2. Ajustements des accélérations (principalement l'accélération de rétraction qui était excessive). Remplacement des fonctions "Junction Deviation" & "S-Curve" par le "Classic Jerk" (les Jonction Déviation et S-Curve sont encore capricieuse sous Marlin pour le moment). Ajustement Feedrate du Z-Prob pour une plus grande efficacité du relevé de mesure du 3DTouch (Probing Fans Off). Activation de la fonction M48 (Test de répétabilité du capteur de nivellement automatique). Activation de la fonction "Restore Leveling After G28" (dès que un G28 est effectué les valeurs du dernier relevé sous automatiquement rechargé), plus besoin de G29 ou M420 S1 après le G28 dans le start Gcode . Activation de la fonction G26 Mesh Validation. ABL Relevé de Mesure en 49 points au lieux de 25 points (c'est qu'un avis perso mais cela apporte plus de précision sur le relevé et donc sur la première couche). Activation du "Nozzle Park Feature" et "Advanced Pause Feature" (support M600 et parcage automatique de la tête en pause). Activation de la fonction "Adaptative Step Smoothing" (Augmentation de la résolution des mouvements multi axe, surtout a certaine fréquence de fonctionnement des moteurs). Prise en compte du BabyStepping tout le temps et pas uniquement en cours de mouvement. Activation du "Linear Advance" avec valeur "K à 0" (ce qui vous permet de le laisser inactif a 0 ou d'effectué un test de calibration Linear Advance et d'ajuster sa valeur), le Linear Advance permet de garder un flux de matière constant sortant de la buse lors des accélérations et décélérations. Vidéo explication du Linear Advance & Outils de génération du Gcode de calibration pour Linear Advance. Ajustement de la fonction "ARC Welder" avec une résolution bien plus importante (vidéo de Tom's basement sur le sujet Arc Welder). Activation de la fonction M486 pour les utilisateur de PrusaSlicer & SuperSlicer (object cancelation) N.B : N'ayant pas les spécificités techniques complète du 3DTouch Artillery ici je n'ai pas activé le Mode 5v pour BLTouch (car si ce n'est pas un clone de BLTouch V3 ou supérieur le Capteur va cramer et la carte peut aussi en souffrir), ni le HS Mode pour BLTouch (je ne sais si ce capteur support le mode High Speed). Firmware Marlin 2.1.2 Input Shapping pour Artillery X2. Pour ceux qui en aurait besoin les sources sont ici. La procédure de Flash est disponible en PDF attention toute fois le logiciel STM32 a quelque peu changer dans sa présentation. Firmware Marlin 2.1.2 Input Shapping pour GeniusPro. Firmware TFT pour Artillery X2 avec MCU STM32F107. Version compatible pour écran avec MCU STM32F107 est préconfigurer pour la X2 avec tout ce qu'il faut par rapport à mon firmware Marlin. Placer tout le contenue dossier et fichier sur la racine d'une carte µSD pour flasher votre TFT tel que vous pouvez le voir sur la photo ci dessous. Pour les TFT en GD32F305 avec bootloader 3.0.4 utiliser ce firmware TFT fournit par GAGIPRO TFT_fix304byG@gipr0.zip, télécharger le fichier Zip et decompresser tout sont contenue a la racine d'un carte µSD formater en FAT32 allocation 4096o. Pour les TFT en GD32F305 avec bootloader 3.0.5 Utilisé le firmware de tft de Ciotto sur son github, Ceci pour éviter d'avoir le soucis de l'écran figer sur Bootloader 3.0.5 si aucun carte µSD est dans le lecteur au démarrage de l'imprimante. Récupérer l'ensemble des fichiers et dossiers à placer sur une carte µSD formater en FAT32 Allocation 4096o. P.S : Pour vous facilités les choses je vous préconise avec les firmware TFT de Gagipro et Ciotto de remplacer le fichier config.ini par mon fichier il est configurer au mieux pour aller avec mon firmware Marlin config.ini Su base du firmware TFT modifié par Ciotto et Gagipro je vous met une version pour bootloader 3.0.5 pre configurer qui vous facilitera l'installation 3.0.5-mkstft28evo.zip A quoi ressemble le firmware TFT. N.B : La version Marlin 2.1.2 pour la Genius Pro sera disponible bientôt ici. Il peu y avoir encore quelques petit bug sur les TFT avec MCU GD32F305 si c'est le cas faite le nous savoir et notifier @gagipro. Ancienne Version de firmware : ------------------------------------------------------------------------------------- Archive : 04/02/2022. Firmware Marlin 2.0.9.3 pour X2 Stock. -------------------------------------------------------------------------- Archive : 06/02/2022. Firmware Marlin 2.0.9.3 Pour Genius Pro Stock. -------------------------------------------------------------------------- Archive : 28/02/2022 Firmware Marlin Pour X2 et Genius Pro équipé de Drivers TMC2208 Firmware Marlin 2.0.9.3 pour X2 avec Drivers TMC 2208 Pour l'utilisation de TMC2208 ou 2209 il est nécessaire d'ajouter des cavaliers pour configurer le MS1 et MS2 Les informations utiles sont ici. ------------------------------------------------------------------------------------ MàJ : 28/06/2022 version pour X2 avec TFT MKS équipé de MCU GD32F305 Firmware marlin 20.9.1 pour X2 avec TFT GD32F305 Firmare marlin 2.0.9.1 pour Genius Pro avec TFT GD32F305 Si vous souhaitez me soutenir pour mon implication, les tutoriels, Firmware et aide, voici un lien Paypal.me : https://www.paypal.com/paypalme/MrMagounet

 1 point
1 point -
Alors voila, ça fait un moment que je me sert de la D12/300 je vous partage donc ici mes expériences et customisations. La D12 sortie de carton imprime plutôt pas mal mais c'est lent, 1h30 pour sortir un benshi propre en 0.32. Comme je ne suis pas fan de la gestion d'origine de l'écran et que j'ai un octopi pour la piloter, j'ai donc suivit cet excellent tuto (et l'aide d'un pote pour certains détails) pour créer un marlin stock pour la D12 (je suis actuellement en 2.0.9.2) : https://www.lesimprimantes3d.fr/forum/topic/40717-tuto-firmware-personnalisé-wanhao-d12-comment-compiler-son-firmware/ Ayant de coté des tubes pseudo capricorne (reste d'un lot à pas cher que j'avais acheté pour des raccords pour la ender 3 à l'origine), j'en ai profité pour les monter. J'ai aussi optimisé le cooling avec cette petite pièce de Jonathan06 A ce stade voila ce que j'ai remarqué -Le firmware marlin donne bien plus de possibilités que celui d'origine et on peux utiliser le M600 et une interface d'écran plus simple a mon gout (même si on perd le wifi). -Les tubes ptfe plus contraints que celui d'origine (trop large) apportent un vrai plus pour la retractation du filament, moins (presque pas en fait) de stringing et possibilité d'imprimer du flexible (TPU jusqu'en E85, en dessous ça se gâte). -La pièce de Jonathan06 pour descendre le cooling plus bas m'a permis d'imprimer plus vite clairement, j'ai gagné 14 minutes sur le benshi. Au final avec les réglages adaptés, le marlin, les capricornes, et le cooling custom je sort un benshi nickel en buse 0.4mm avec hauteur de couche de 0.32 en 57 minutes: J'ai aussi utilisé pas mal l'impression en 2 couleurs, mais au final, a part pour des changement de couleurs en hauteur, imprimer des modèles bicolore est bien trop long, il vaux mieux imprimer les pièces en 2 couleurs séparées et assembler ensuite. Quelques exemples en 2 couleurs en une passe sur la d12: Comme j'utilise une ender3 direct drive avec buse en 0.3mm pour mes pièces de précisions, j'ai décidé de dédier ma D12/300 a l'impression de pièces grand format, bricolage, prototypes ... tout ce qui doit être solide et s'imprimer vite ^^. J'ai testé de rester en buse 0.4 et accélérer au maximum ou de monter une buse plus grosse. Au final après plusieurs semaines de tests j'ai finis par me fixer sur une buse de 1.0mm. Avec une buse de cette taille, il est possible d'imprimer en 0.24mm pour un résultat plutôt précis, et jusqu’à 0.68mm pour des impressions rapide (au delà la chauffe a du mal a suivre et il faut pas mal ralentir), en général j'imprime en 0.52mm c'est un bon compromis précision/vitesse. Même si les vitesse sont globalement réduites, les largeurs et hauteurs gagnées permettent de bien gagner en vitesse d'impression. Bonus constaté lors de mes tests, un même modèle imprimé en 1.0mm/0.52mm est bien plus solide que le même modèle en 0.4/0.32mm, je n'ai pas l'explication technique, mais c'est constat qui ne rate jamais. Au final avec la D12/300 j'ai pu sortir de façon fiable un benshi en 29 minutes, mais dès que je passait en dessous c'était la cata ^^'. Un exemple en 27 minutes : J'ai donc testé pas mal (encore) et je me suis rendu compte que le pla n'était pas assez chauffé (à 210°C) pour augmenter la vitesse, seulement je ne pouvais pas augmenter la température, sinon le benshi s’effondrait sur lui même. Donc le point limitant était le refroidissement du filament. Je n'ai pas trouvé grand chose pour la D12, les 2 seuls systèmes trouvé étant ceux de Jonathan06 et de chacha007 (ici : https://www.lesimprimantes3d.fr/forum/topic/41578-fanduct-custom-pour-la-wanhao-d12/) J'ai donc testé celui de chacha007, mais il n'est pas aussi consistant que celui de Jonathan06 (à mon gout), certains élément rendent mieux avec (la cheminé du benshi) mais d'autres moins bien (la cabine du benshi). Donc, je me suis lancé pour trouver un système qui me va bien, basé sur le ventilateur 5015 vu que j'en avais un depuis le test du modèle de chacha007. J'ai du faire une dizaine de prototypes pour arriver a un système simple a imprimer, à monter/régler et efficace, mais j'ai réussis (la modalisation n'est pas très design mais ça marche ^^). Vous pouvez le trouver ici : https://www.thingiverse.com/thing:5139336 Il se fixe sur la tête d'origine de la D12 avec les pas de vis existants. Le principe est simple, enlever le carénage plastique de la tête de la d12 et utiliser 2 vis M3 pour fixer mon système ^^. Il peux se régler en largeur facilement car au lieu de faire des trous j'ai mis des glissières. J'ai fais un design qui tombe assez bas par défaut, comme ça il est facile d'adapter la hauteur du flux d'air avec les petites cales faciles a imprimer (et je fournit le modèles des cales avec). Démo du flux d'air : http://yatoshicom.free.fr/d12/coolingpersod12.mp4 Je l'ai imprimé en petg et il n'a pas bougé depuis que je l'utilise. Et bien sur, c'était le but, le refroidissement est bien plus performant, je peu imprimer le pla esun à 230°C (contre 210°C avant), je sort maintenant un benshi propre en 21 minutes : Bien sur ce n'est pas parfait à 100%, mais c'est bien plus propre que celui en 27 minutes avec le refroidissement d'avant, et sur mes modèles classique imprimés avec, le résultat est parfait pour les protos, et bricolos. Donc si je gagne en moyenne 33% de vitesse grâce a ce système de refroidissement, je me suis dit, autant le partager, ça servira toujours ^^ Un exemple imprimé en pla (1 partie pour la manette et une partie pour servir de socle) en 1.0mm/0.52mm en 5h (pour échelle l'écran est un 17", c'est des manettes arcade plutôt grosses): Voila c'est finit, j'espère que ça pourra vous servir.1 point
-
Salut, On va faire appel au support officiel Artillery @MrMagounet . Blague à part, il s’y connaît très bien niveau firmware, que ce soit molise, wagster, ou sa version perso. Par ailleurs il connaît bien la X1 comme la Genius. As-tu jeté un œil sur docarti.fr : https://docarti.fr/firmwares/ Pour le plateau si tu dois faire une upgrade je te conseillerais plutôt un PEI magnétique de chez energetic 3D. Pour les tampons silicones n’hésites pas ça vaut le coup .1 point
-
Sur toutes les marques d'imprimantes même des modèle a 700€, tu trouvera des soucis similaire. Chez Creality tous les acquéreurs de Cr10smart on fait les frais l'élément pas parfaitement ajuster d'usine ou de Firmware Beta qui rendais l'impression quasiment impossible, cela a duré plus d'un mois avant d'arriver a des chose stable (je sais de quoi je parle j'ai aidé la communauté FR). TwoTrees tu as un soucis pas de réponse SAV le plus souvent firmware loin d'être ajuster comme il faut. Chez JG Maker y a eu un paquet de soucis au départ des ArtistD et les autres comme les Magic sont loin d'être exempt de défaut en tout genre. Je comprend ton ressentie à 100%, mais si tu veux pas avoir a gérer de problème et mettre les mains dans l'imprimante, vaut mieux partir sur du Prusa tout monter c'est le plus sur mais 900€ l'imprimante taille de ta ender3. Le plus souvent tout ce passe bien pour les imprimantes, mais il y a toujours des éléments qu'il faut contrôlé comme l'ensemble du serrage des vis, des excentriques, des courroies, du serrage de la buse et cela quelques soit la machine même pour des machines a 2 fois le prix de la X2. Les X2 X1 Genius et Genius pro sont pas parfaite comme aucune imprimante a moins de 1000€ que j'ai vue, mais l'a communauté est la et le SAV chinois est a l'écoute et agit en générale ce qui est mieux que d'autres fabricants. Quoiqu'il en soit ton soucis de bouton d'alimentation sur ta machine est un éléments qui doit être gérer avec sérieux par le SAV, déjà explique leur ton soucis et vois la réponse qu'ils t'apporteront. (J'espère que tu auras un retour de leur par satisfaisant).1 point
-
C'est un anglicisme venant du verbe "to cure" qui peut se traduire, dans le cadre de l'impression 3D SLA, par ce qu'a écrit @PPAC1 point
-
Après avoir vu tes résultats avec la mono X, j'étais bien tenté ... et forcement ... Oui ! Enfin ... j'ai craqué sur le Kickstarter de la Elegoo Jupiter ... mais il faut croiser les doigts et être très patient (janv. 2022 normalement )... D'où le "pas encore" dans mon intro Va falloir ...1 point
-
@methylene67, Très beau travail pour la sécurité de la petite et pour la planète en recyclant de l'existant. Par contre pour l'ajout de la clôture électrique, je ne suis pas fan1 point
-
Ah oui effectivement, c'est une petite boite, je pensais qu'ils étaient plus nombreux les ingé chez Artillery...au moins deux quoi !1 point
-
oui mon firmware est adapté a mes besoin et ma machine . mais c'était plus pour dire même avec un core XY ou Delta sous klipper capable d'aller a 300mm/s j'imprimerais pas une première couche a 100mm/s pour autant1 point
-
Il me semblait que c'était déjà le cas ^^.1 point
-
A force de lire et de répondre dans la section SLA, il va craquer et en prendre une....1 point
-
Même pas ma femme me dit parfois que je suis un peu bête j'aide beaucoup de mon et demande jamais rien en retour, et que si j'avais eu 1€ a chaque fois que j'aide une personne j'aurais plus besoin de travaillé .1 point
-
Bien joué @MrMagounet, tu vas en dépanner plus d'un, c'est sponsorisé par Artillery ce tutoriel ?1 point
-
L’introduction préférée de @PPAC . Tu l’as automatisé avec une macro j’espère .1 point
-
Voila @PPAC a très bien résumer. le TFT c'est le type d'écran qu'utilise ton imprimante, ici c'est le même que les X1 et Genius équipé d'un processeur 32bit. Dites toi pour faire simple que le tft de ton imprimante est similaire a un ordinateur miniature (comme le serait un Pi avec octopi) qui communique avec ton imprimante. Un LCD par contre (exemple sur ender 3) n'a pas sont propre système et ce contente d'affiche les Menu Marlin définit dans ta carte mère.1 point
-
Ils sont rester sur un firmware très similaire a celui de la Genius en dehors des fonction ABL pour le BLTouch et des fonctions parallèle nécessaire comme le M500, il y a pas grand chose de plus.1 point
-
par ici https://forums.creality3dofficial.com/download/ender-series/ender-3-v2/1 point
-
Pas sûr, je crois que @Yo' aime tellement sa X2, qu'il en est venu à la personnifier, du coup il lui parle et il échange avec !1 point
-
Tu voulais sûrement plutôt dire «même avis sur cette imprimante» Quand tu auras corrigé, tu pourras masquer ce post1 point
-
Nettoyage +1 mais également réduire encore un peu la distance buse / plateau, le filament ne me semble pas suffisamment écrasé (il a l'air encore rond ). 80°C pour le plateau avec du PLA, c'est trop chaud (si effectivement le plateau est réellement à cette température). Quelle est la vitesse d'impression de la première couche ? 20 mm/s max, c'est généralement bien. L'alcool à 70° de pharmacie contient généralement des adjuvants (acétone, eau, …), il est préférable d'utiliser ou de l'alcool isopropylique (99°) ou du vinaigre blanc (si on apprécie son odeur) ou huile de coude + eau chaude + MIR (ou savon de Marseille), puis rinçage et séchage ou encore de l'alcool à brûler. A éviter, l'alcool ménager surtout s'il sent bon.1 point
-
C'est un problème de rétraction de la résine. Comme le suggère PPAC, essaye de "curer" la pièce avant de l'enlever de ses supports. Le problème sera que les supports laisseront probablement encore plus de traces.1 point
-
Très belle réalisation @methylene67 ! Je trouve que l'impression 3D prend tout son sens quand on la combine avec une autre discipline. Elle devient alors un outil très pratique ! Bravo !1 point
-
j ai fait comme tu as dit , vu que je peut pas modifier par un reset d usine si ça fonctionne c’est impeccable merci a tous ceux qui m'ont aider autre soucis , depuis que j ai modifier le gcode de démarrage la buse ne touche plus le plateau retour sur mon problème de steps , hier j ai copier les code sur cura et il ma sorti une impression bizarre . le filament couler sur le plateau environ a 3 cm de hauteur.j ai recommencer ce matin et la tout fonctionne. j ai regarder après l impression les steps ont garder les paramètre que je vouler , bon après quand je l éteint ça revient d origine. mais ça fonctionne bien . merci a toi ppac pour le code de démarrage et tous les autre qui mon aider
 1 point
1 point -
L'avantage du microfit c'est qu'il a des ergots de verrouillage non dispos sur les dupont de base et les jst il supporte aussi un peu plus d'intensité que les dupont et jst (bon pour la thermistance, ce n'est pas bien grave ...). tout pareil1 point
-
Salut, La seule déformation que j'ai eu a été lorsque je n'ai pas essuyé l'impression après le wash. J'imprime en résine lavable à l'eau puis je les nettoie après impression avec de l'eau du robinet et je les mets au soleil pour les faire polymériser. Le problème a été qu'un jour de l'eau s'est accumulée sur la partie basse de la pièce, ce qui a dilué la résine et à contribuer à faire changer la forme. Maintenant, je les souffle à l'air pour les sécher et éviter ce genre de problème.1 point
-
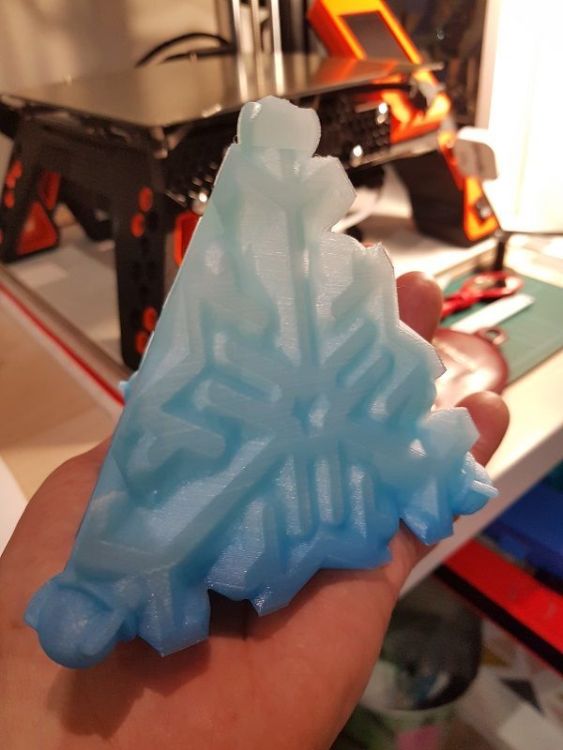
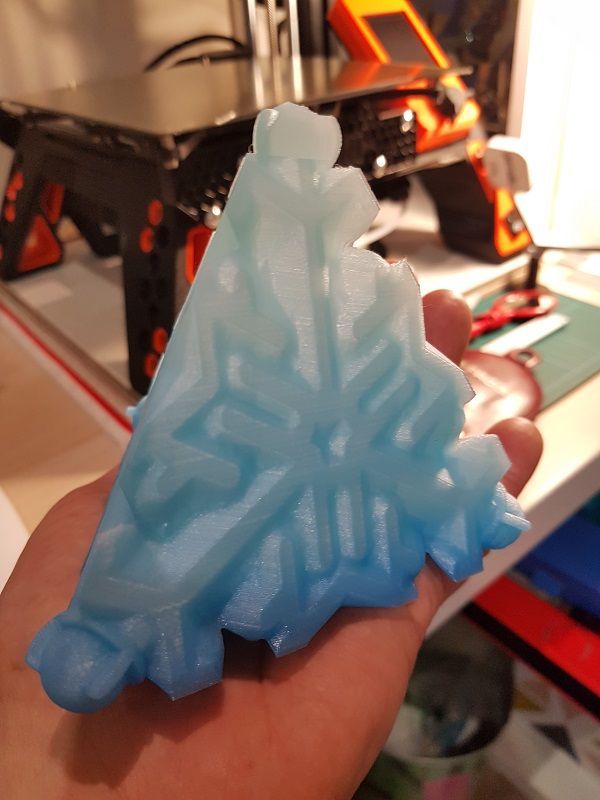
Salut Bon Joseph n'était pas là. Il était à Formnext Frankfort pour présenter sa nouvelle XL... Mais j'ai quand même eu mon flocon et vu la ferme d'imprimantes (X)XL Pas mal de voir toutes ces imprimantes fonctionner en même temps et de voir le plateau de déchargement récupérer les flocons imprimer et les vider dans le bac de sortie En plus on peut programmer son impression à partir d'un ecran tactile mais le tech sur place m'a dit qu'ils ont déjà des demandes pour plus de 6 mois (la durée de l'expo) Voilà quelques photos du pavillon et du stand Prusa @+ JC


 1 point
1 point -
Salut @Spider, Un Bonjour / Salut aurait été le bienvenu. Concernant la récupération de l'imprimante Expédition possible ? si oui, a quel prix ? Remise en main propre possible ? si oui, dans quel coin ?1 point
-
Hello, Voici l'ébauche améliorée avec les conseils et informations ci dessus. Pour rappel, l'objectif est de proposer quelques bonnes pratiques afin de mettre le pied à l'étrier. L'imprimeur débutant va et doit faire des erreurs pour apprendre. Les parties en rouge sont des annotations qui ne sont pas destinées à rester. Les partie en jaune concernent des mot ou expression dont je ne trouve pas mieux ainsi que le modification à apporter. Les parties en vert sont les parties modifiées. Le filament traité sera du PLA Titre du sujet : Le livre blanc de l'impression 3D par dépôt de filament fondu Premier post sommaire 1) Imprimer sans se blesser ni casser son imprimante <-- règles de sécurité, principes de base nécessaire pour imprimer ne serait ce qu'une mocheté. 2) Se donner les moyens de faire de belles impressions <-- quelques notions pour tendre vers des impressions de qualité. 3) Pour aller plus loin <-- liste de liens vers des sujets permettant d'approfondir ses connaissances. Second post : Imprimer sans se blesser ni péter son imprimante L'utilisation d'une imprimante 3D par dépôt de filament implique des risques de brûlures et de blessure par pincement. Changer l'ordre des points ? Ne touchez jamais la partie chaude de la buse durant le fonctionnement de l'imprimante. (photo tête d'impression) (1) La température est de l'ordre de 200°C. Ne mettez pas vos mains sur le plateau durant le fonctionnement de l'imprimante. (photo plateau)(2) La température est de l'ordre de 60°C. Ne mettez jamais vos mains dans le volume d'impressions. (3) Des pièces se déplacent rapidement et les moteurs qui les actionnent sont suffisamment puissant pour causer une blessure. Avant toutes choses, l’imprimante doit être posée bien à plat sur un meuble stable. (3.5) Réglez les jeux de fonctionnement de votre imprimante avant de vous en servir (liens vers les tutos) (4) Cette opération prends 2 minutes. Reportez vous au mode d'emploi de l'imprimante ou aux tutos. Vérifiez manuellement que tous les mouvements se font librement sur toute la longueur des axes sans aucun point dur. Pour lubrifier vos axes, utilisez de la graisse blanche au lithium ou un lubrifiant similaire qui n’agglomérera pas les poussières et autres saletés. Réglez le parallélisme entre le plateau et les axes X et Y. (5) Cette opération prends 2 également minutes. Reportez vous au mode d'emploi de l'imprimante ou aux tutos. Réglez la distance ente la buse et le plateau est un impératif. (6) Trop d'écart empêchera les impressions d’adhérer au plateau. Un écart négatif abîmera votre plateau car la buse s'incrustera dedans. Le réglage se fait avec l'ensemble (buse et plateau) propre et à température d'impression (environ 200 et 60°C) avec un papier standard d'imprimante 2D (60 à 80 gr/m carrés). Le plateau doit être exempt de toutes traces de gras, de poussières et d'autres impuretés. (7) Vous pouvez le nettoyer avec de l'alcool ménager ou de l'alcool isopropylique. Pour débuter, utilisez (suppression de la négation) du filament de type PLA. (8) Le filament doit être inséré et extrait de la tête d'impression lorsque la température est d'environs 200°C. je ne fais volontairement pas mention du levier (9) - Avant insérer le filament, coupez le en biseau (photo) - Pour extraire le filament, poussez le sur un centimètre puis retirez le franchement. Utilisez le trancheur fournit avec votre imprimante. (si la personne ne sais pas ce qu'est un trancheur --> google. Il n'y a ni risque de blessure ni de dégat) (10) Si il n'y en a pas, utilisez Cura ou Prusaclicer. (lien à mettre en place) Les trancheurs sont livrés avec des profils d'imprimantes qui définissent les dimensions de votre imprimante. (photo ?) (11) Choisissez le profil qui correspond à votre imprimante et ne touchez pas aux réglages. Si le trancheur n'a pas de profil pour votre imprimante, prenez en un autre. Utilisez une bordure pour maximiser l’adhérence sur le plateau. (photo bordure puis photo réglage trancheur) Durant vos premières impressions, restez devant votre imprimante pour parer à d’éventuels problèmes. Laissez refroidir la buse à moins de 30°C avant de couper l'alimentation de l'imprimante. (photo écran de contrôle) Temps de lecture compris entre 1 minute et 1 minute 30. Troisième post Se donner les moyens de faire de belles impressions En vrac et non travaillé. Conserver vos filament PLA dans un endroit protégé de la lumière et exempt d'humidité. Le réglage parfait buse<>plateau se joue à 0,05mm, +- 0,025. On est loin du réglage à la louche au millimètre près. Prenez soin de l'état de surface de votre plateau. le contact d'un doigt sur la surface utile du plateau suffit à réduire l'adhérence de la pièce imprimée. Ne pas modifier une imprimante avant de bien maîtriser son utilisation. Les mauvaises qualités d'impression sont majoritairement dues à de mauvais réglages et a un mauvais entretien de l'imprimante. Après le tranchage, prendre quelques minutes pour vérifier le bon empilage des couches. Cela évite bien des catastrophes lors de l'impression. Si vous décidez de faire des modifications quand même (ou que vous commencez à maîtriser la bestiole) : Ne faites qu'une modification à la fois : si ça marche, vous pouvez passer à la suivante, sinon vous pouvez la corriger (sinon, vous n'aurez aucune idée de la modification qui pose problème) Ne modifiez qu’un seul réglage à la fois dans le slicer afin de voir clairement son impact (positif ou négatif). Pour une impression réussie (PLA, PETG, TPU) : - Évitez les courants d'air - Une température de la pièce dans laquelle se trouve l'imprimante comprise en 18 et 25°C. Si la température est inférieure à 18°C , laissez votre imprimante préchauffer durant 15 minutes Il est à noter que certaines imprimantes ne permettent pas d'imprimer lorsque la température est inférieur à environ 5°C. Quid d'une température trop élevée ? Pour une impression pas loupée (ABS, ASA, PP, ...) - Caisson fermé sans ventilation (40° à 60°C dans l'enceinte) - Pas de courants d'air dans l'enceinte - Une température de la pièce (à préciser ?) raisonnable (comprise en 20 et 25°C ? ) Est-ce nécessaire de le préciser vu qu'il y a un caisson ? Quatrième post Lien vers le glossaire https://www.lesimprimantes3d.fr/impression-3d-pour-les-nuls/ A finir. Vos avis sont les bienvenus. Si vous avez des photos (qui seront affichées en petit) pour illustrer les propos, je suis preneur.1 point
-
Je suis tombé là dessus et j'ai eu envie de le partager Une boutique Amazon aux US là vend je la trouve très jolie dans cette couleur https://www.amazon.com/dp/B09DKC5VMB?ref=myi_title_dp%2C&th=1 Laissez tomber si vous la voulez en France il faudra s'alléger de 307 dollars pour la livraison Ce n'est que de l'esthétique cependant aucune autres améliorations malheureusement. A vos avis1 point
-
Je la trouve canon aussi !1 point
-
@joalau, donc teste en premier le restore failsafe et essaye de nouveau de sauver tes modifs1 point
-
Oui j'ai déjà eu des soucis avec illustrator, tu peux essayer d'exporter en dxf, sans garantie.1 point
-
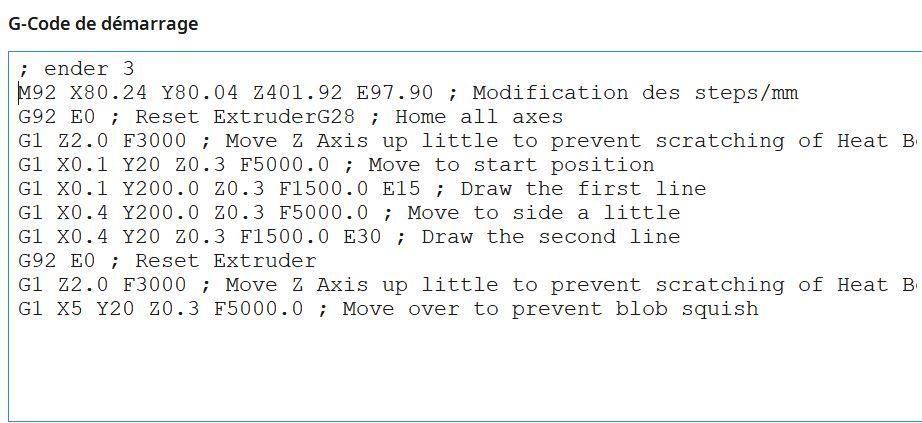
Salutation ! https://marlinfw.org/docs/features/lcd_menu.html#control "Restore failsafe" c'est équivalent a la commande g-code M502: Factory Reset et "Init Eeprom" doit se trouver juste en dessous mais il peut ne pas exister dans le menu sur certaine version / configuration du firmware marlin ... Mais normalement "Init EEPROM" c'est l'équivalent de faire un "Restore failsafe" (M502) suivie d'un "Store settings" ( M500: Save Settings ) Si tu n'a pas le firmware d'origine, Il se peux que le M500 et M501: Restore Settings ne soit pas activé ( si dans les sources du firmware la ligne "#define EEPROM_SETTINGS" était commenté dans le fichier Configuration.h ) il peut aussi arriver que l'eeprom soit défectueuse ou quelle soit stocké sous la forme d'un fichier sur la carte SD ( là aussi cela dépend de la configuration du firmware et si il n'y a pas de carte SD dans le lecteur pas de sauvegarde possible ... ni de rechargement possible lors du démarrage de l'imprimante si il n'y a pas la carte SD avec le fichier si cette option est utilisé ... ) Si tu n'arrive pas a sauver dans l'eeprom (pour que les valeur soit rechargé au démarrage de l'imprimante) une solution pour les steps/mm est d'ajouter un ou des M92: Set Axis Steps-per-unit dans le g-code de démarrage du trancheur que tu utilise. Par exemple, pour définir les steps/mm de l'extrudeur a 688.4 (a mettre en tout début du g-code de démarrage du trancheur que tu utilise) M92 E688.4 ; Steps/mm pour l'extrudeur a 688.41 point
-
Sous cura je ne joue qu'avec les arborescents et très souvent avec custom support en plugin afin de générer moi même les supports là ou je veux et de la dimension que je veux1 point
-
Salut homme 53 ans de dunkerque ! Dans le menu de la Ender utilisé la fonction Store settings tu as ?1 point
-
Très cool cette mention1 point
-

From the album: TENLOG TLD3PRO
1 point -
vrai debutant je vous fais part de 2 trucs que je vient de vivre mais que je n'avais pas lue dans mes recherches d'infos avant de me lancer. verifier manuellement que tous les mouvements se font librement. perso j'avais des points durs sur les X et les Z que je n'ai résolu qu'and demontent et remontent les chariots. Si on lance un fichier de test fournit avec l'imprimante apres avoir fait la calibration du bed avec une feuile de papier. Il faut compenser son épaisseur en corrigent l'axe des Z. sur la ender 5 pro: tune => babystep Z => -2.6 (pour mon imprimante) autre remarque qui ne concerne pas mon expérience (inexistante) de la 3D, mais de la mécanique/ eviter une lubrification via un corps gras qui peut agglomérer des poussières, vaut mieux utiliser du silicone je pense1 point
-
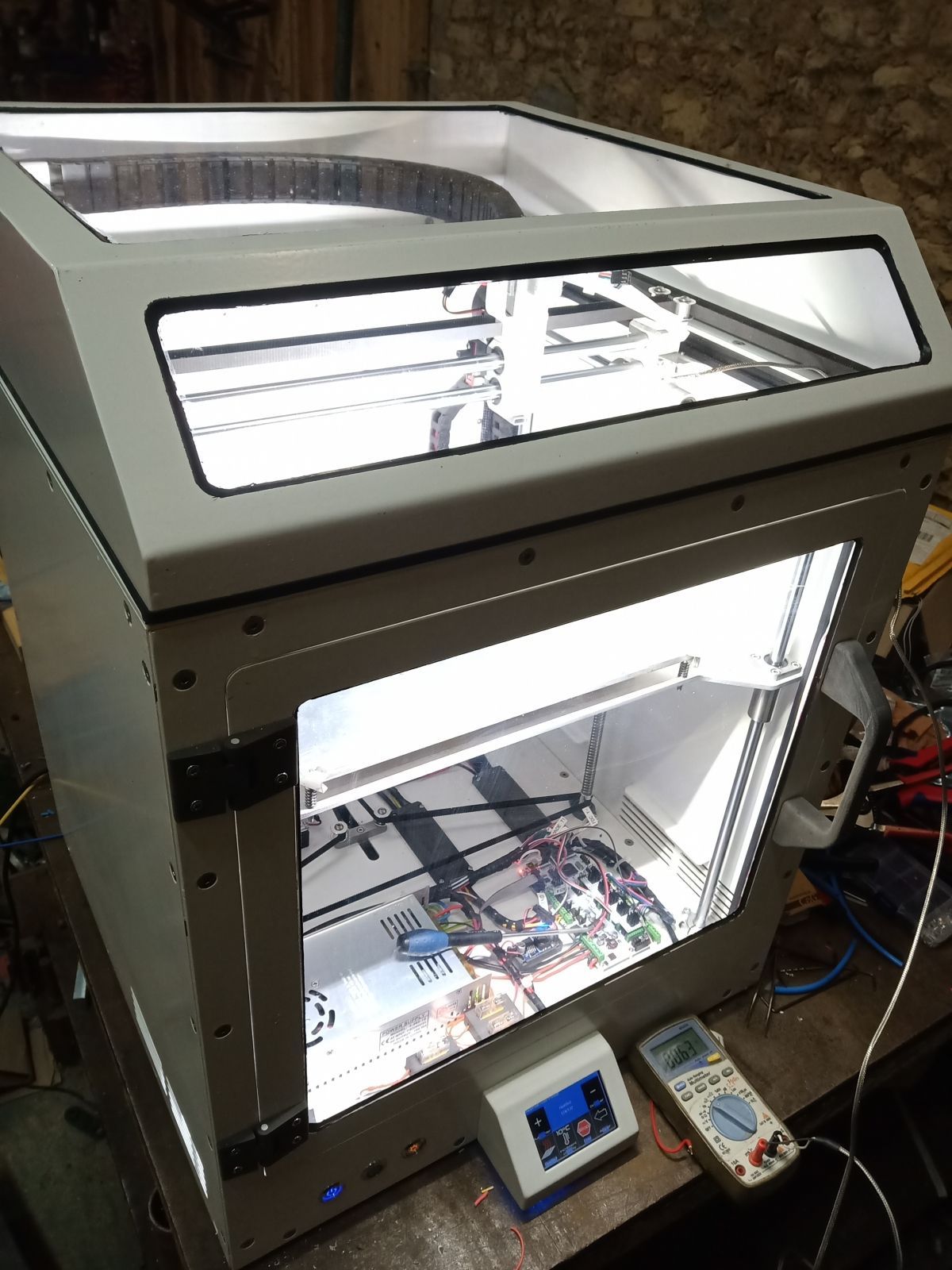
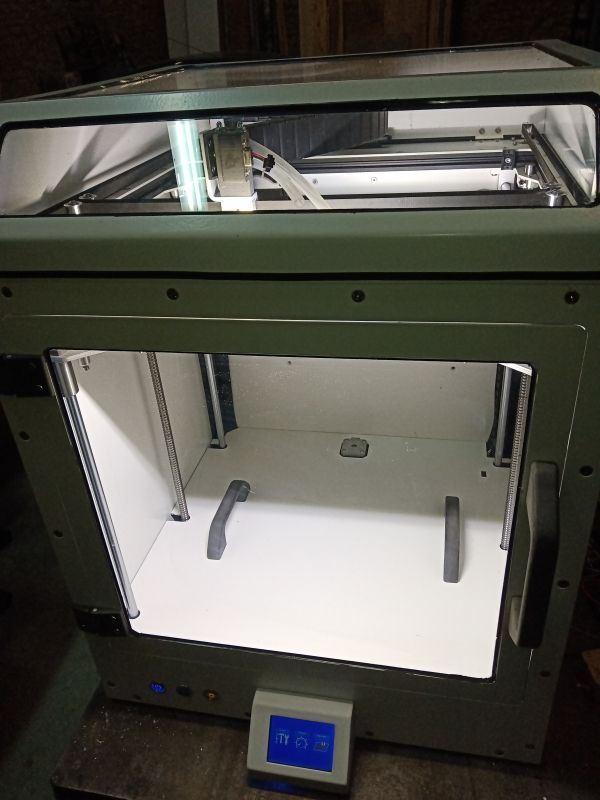
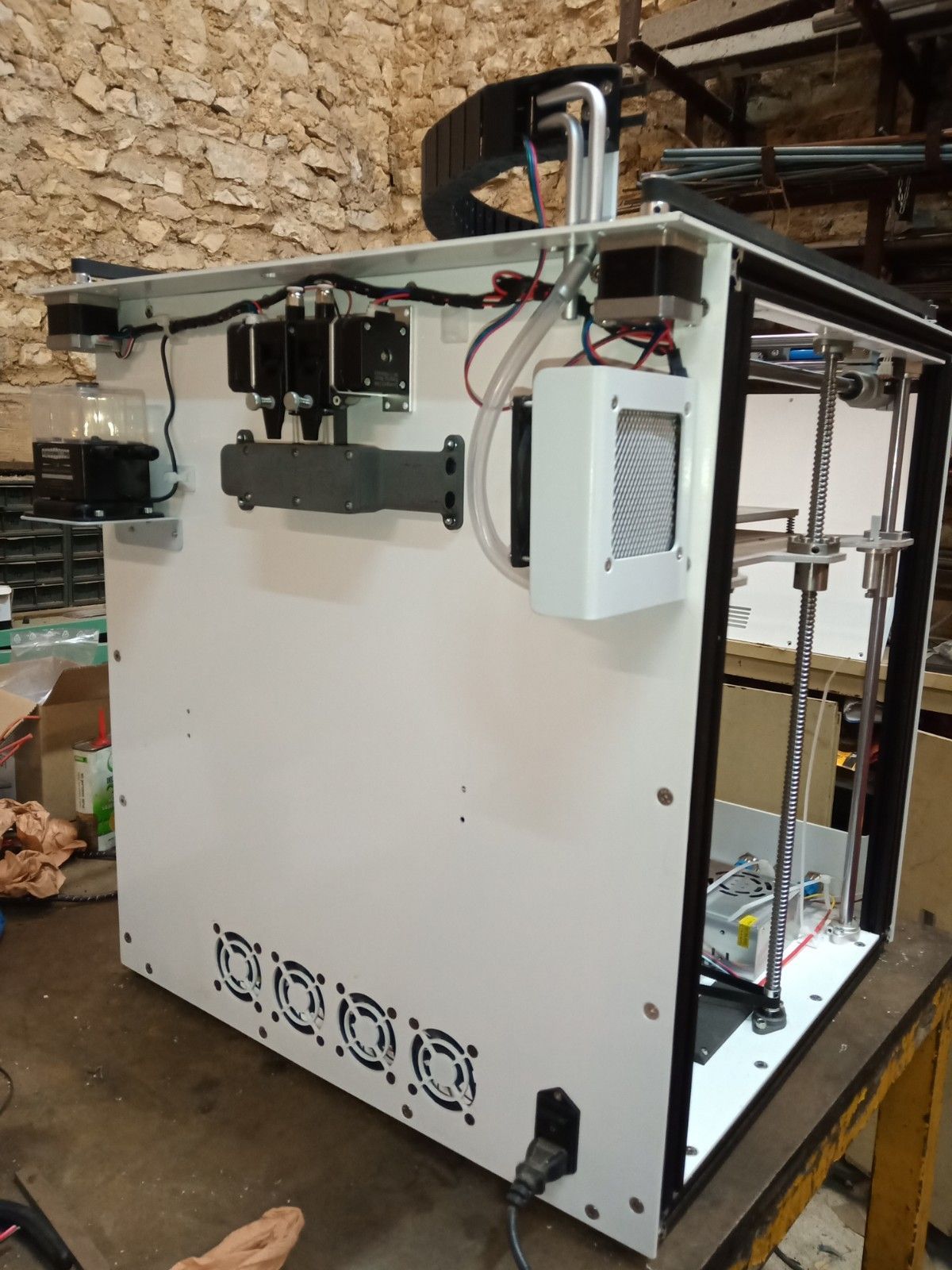
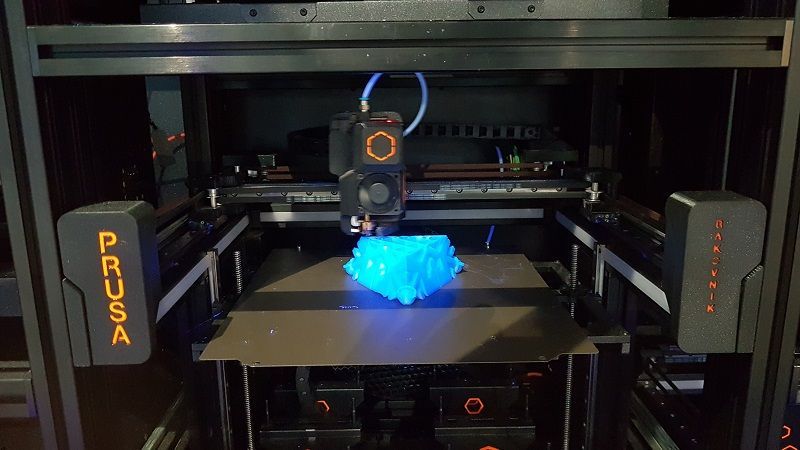
Salut, ça fait longtemps que j'ai pas donné de nouvelles. L'imprimante est presque terminée. Ceux qui sont abonnés à ma chaîne youtube ou à usinages.com ont déjà eu quelques news. Tout le carénage avec les vitres est terminé. Le plateau fait maintenant 1600W et un essai de chauffe de l'enceinte a été fait. C'est monté facilement à 63°C au niveau de la buse en l'espace d'un quart d'heure Pas refait de test depuis, maintenant je me concentre sur la tête de la machine. Quelques photos :

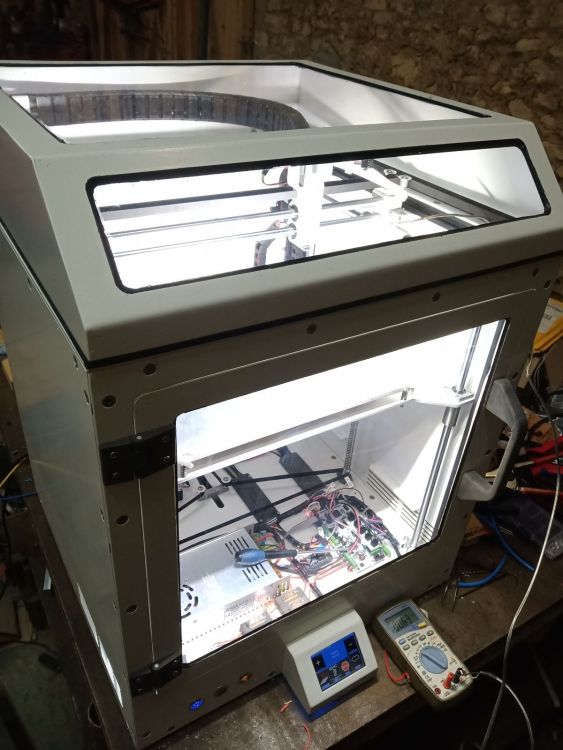
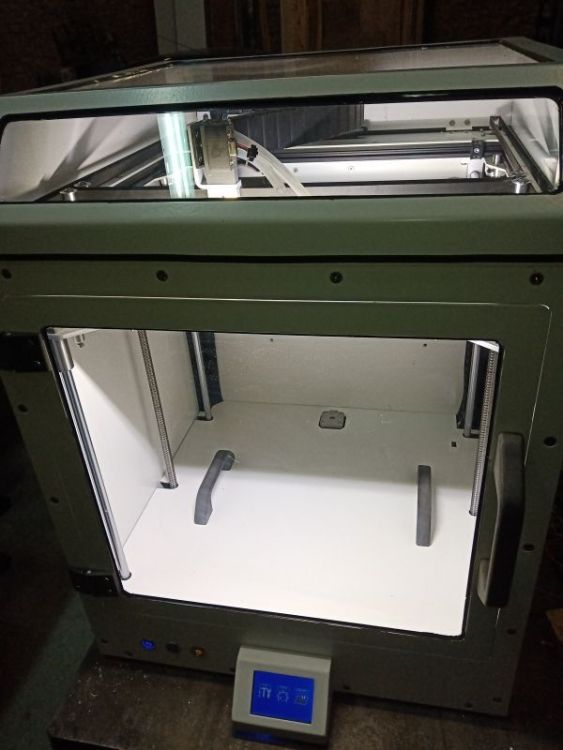
 1 point
1 point



























.thumb.png.af6ec5ffd7e474e476739233ce79399e.png)