Classement




Contenu populaire
Contenu avec la plus haute réputation dans 10/05/2022 Dans tous les contenus
-
Alors là je suis fan Comme a mes débuts ( et encore de temps en temps ) sur ma K8400 https://www.reddit.com/r/ender3/comments/ujt6v6/3d_printing_achievement_layer_shift/ 2022-05-06_ender3_ujt6v6_3d_printing_achievement_layer_shift.mp4 Pour voir le reste de la série et les model 3D https://www.printables.com/fr/social/190171-amos491/models2 points
-
Un simple « Dwell » permet de mettre en pause et c'est reconnu par tous les firmwares contrairement au Gcode de mise en pause qui lui doit avoir été paramétré lors de la compilation du firmware pour être reconnu.2 points
-
Salut, ou pas . D'après le dernier message de cette page, le problème se résout en mettant à jour le firmware, de V2.0.1.3 à V2.0.1.8? (à voir en fonction de la carte mère), à priori, dispo ici. Je te l'accorde, je n'ai pas répondu à la question: mais qu'est ce que ça veut bien dire ce code de ? Sinon, il devrait être possible d'en faire un à partir de Marlin V2.0.9.32 points
-
La V400 est donc Direct Drive : En bi-métal d'origine et pour seulement 135 grammes. Si ce n'est pas écrit, on peut également voir qu'il y a des LEDs2 points
-
Bonjour, c'est encore une demi cabine, mais le projet avance.... avec une autre méthode de modélisation que jusqu'ici, je n'utilisais pas.... je me sers de plan sur lequel j'applique un "subdivision surface" au lieu de partir du sempiternel cube que je martyrise avec sadisme (quelques fois sous des cris inhumains! forcément c'est un cube !! ) La différence de qualité des surfaces entre la 2° image la n° 18 et les dernières est assez nette... il n'y a plus de facettes dans les courbes.... La suite en photos...ou plutôt en saisie d'écran...






 2 points
2 points -
Salut @Gléken, Apres avoir vu les videos des dingues de jeux sur youtube j'ai craque et achete les fichiers et une boite de jeu d'occase 4eme edition (ma boite seconde edition est chez mes parents a 12h de vol de chez moi...) J'ai failli faire la meme chose pour Blood Bowl mais il faut se rendre a l'evidence, je n'ai plus le temps de jouer a ces jeux qui sont pourtant cultissimes. Peut-etre quand les enfants seront plus grands... Voici une des videos pour voir le resultat une fois peint. En tout cas chapeau pour la perseverance. Cdt SoM ps: Je pense que tu as ete influence egalement car tu es le meme tapis de jeu2 points
-
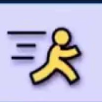
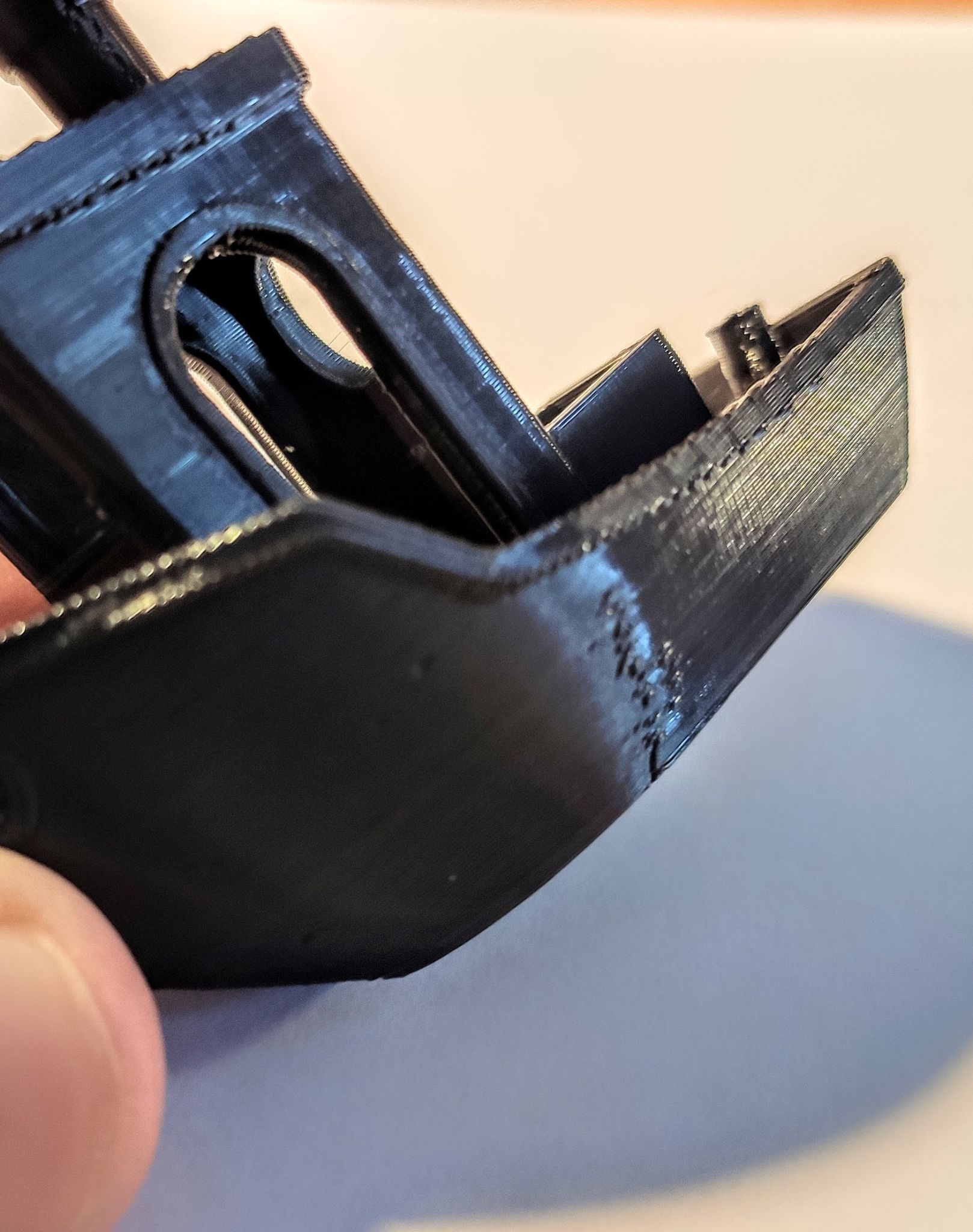
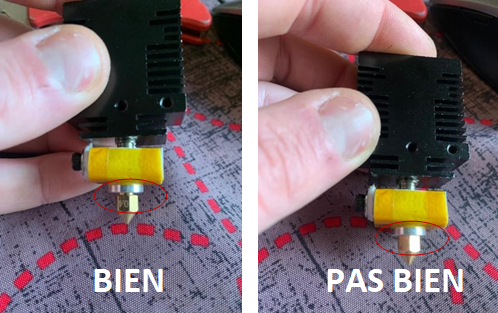
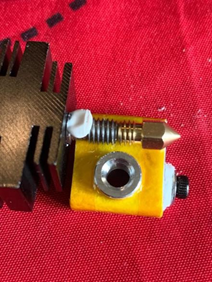
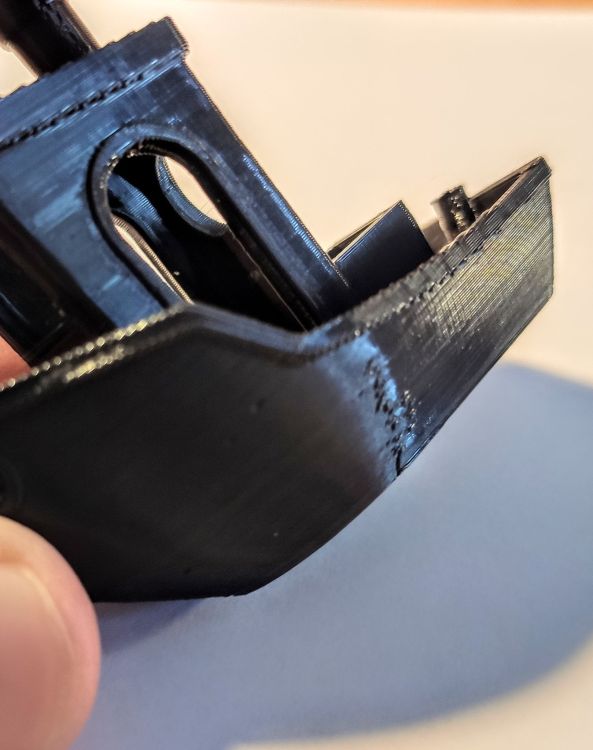
Tout d'abord, je tiens à préciser que ce tuto n'est pas de moi, c'est @SyNop6 qui l'a rédigé. Je précise que je n'ai fait que relire, corriger quelques petits trucs et mis en forme le contenu. Je le remercie donc de m'avoir autorisé à le publier. Pour commencer un petit lexique: Ce tuto est fait à partir d’une hotend de Wanhao D12, le principe reste le même pour la plupart des hotend mais il y aura surement de petites différences d’un modèle à l’autre. Commençons par un petit lexique afin de comprendre de quoi on parle . Je précise juste que ca concerne la tête Wanhao D12 - V2. La V1 n'a pas de tube PTFE à l'intérieur du HeatBreak. Heatbreak, à l’aide d’un ventilateur, permet au filament de rester solide jusqu’au heat bloc "Bloc de chauffe" et donc éviter l’obstruction du tube PTFE par un amas de plastique fondu. Heatbloc, sur celui-ci, viennent se fixer la cartouche chauffante, la sonde de température et la buse. Il permet également de relier le heat-break à la buse. La Buse, c’est par cette dernière que le filament fondu est extrudé: Tube PTFE, c’est ce petit morceau de tube résistant a la chaleur qui guidera le filament a l’intérieur de la hotend, il servira également à l’étanchéité de votre buse ! Il s’agit du même type de tube permettant de guider le filament de l’extrudeur a la tête chauffante. Procédure: Entrons dans le vif du sujet, on peut s’apercevoir rapidement si une hotend est bien ou mal montée en un petit coup d’œil. Sur la photo de gauche, la buse n’est pas en contact avec le heat-bloc, il y a un petit espace de quelques millimètres, ce qui laisse penser que cette dernière est bien en contact avec la fin du tube du heat-break. A droite, ce n’est pas le cas, il se peut qu’il y ait un espace et le plus petit soit-il, c’est un risque de fuite, pas cool ! Pour régler l’écart, il suffit de serrer le heat bloc d’un tour, cela sera suffisant pour générer ce petit espace, permettant de s’assurer que buse et tube soit bien en contact. En plus ca permet de redonner un coup de serrage à chaud. Le tube PTFE dans la hotend ! Comme dit plus haut, ce dernier à pour vocation d’assurer l’étanchéité de la buse. Il faut que celui-ci soit contraint d’un coté par la buse et de l’autre par la base du Y. De cette manière il s’écrasera parfaitement sur la buse et l’étanchéité sera parfaite. Attention tout de même, il faut que la découpe soit nette et bien droite, car si le contact n’est pas parfait avec la buse, c’est la fuite assurée ! Lors de la découpe de ce dernier, laissez-le dépasser du heat break d’un petit millimètre. Si vous regardez bien le petit morceau de ptfe d'origine, vous remarquerez que du coté où rentre le filament, l'entrée de ce tube est évasé pour faciliter l'introduction du filament. J'utiles un forêt de grande taille que je tourne doucement à la main pour chanfreiner ce tube. Ici on voit la différence de longueur de tube, a gauche celui que j’ai préparé, a droite celui qui était dans la hotend a réception, la différence est infime, c’est justement cela qui va faire LA différence ! Principes de montage illustrés : La buse en contact avec le tube PTFE / La buse en contact avec le heat break Le tout en pression lors du remontage assurera l’étanchéité de la chose, et vous évitera les problèmes de buse bouchée et de fuite bien sûr ! Une fois le tout remonté, mettre en température et resserrer très légèrement la buse sur le heat bloc car en chauffant les métaux se dilatent. Se montage s’applique aux hotends de type Bowden, c’est-à-dire qui sont alimentées à l’aide d’un extrudeur qui pousse le filament dans un tube PTFE, je ne saurais dire si le principe est le même pour les montages Direct drive. Autre chose, cette hotend n’ayant jamais vu de filament car je l’ai reçu neuve ce matin, j’ai effectué toutes les manipulations à froid mais dans le cas d’une hotend ayant déjà servi, il faudra la faire monter en température avant de tout desserrer afin de faire fondre le filament présent dans le montage. Un bon nettoyage sera de mise pour un remontage propre ! En espérant que ce petit tuto sera utile a certain !






 1 point
1 point -
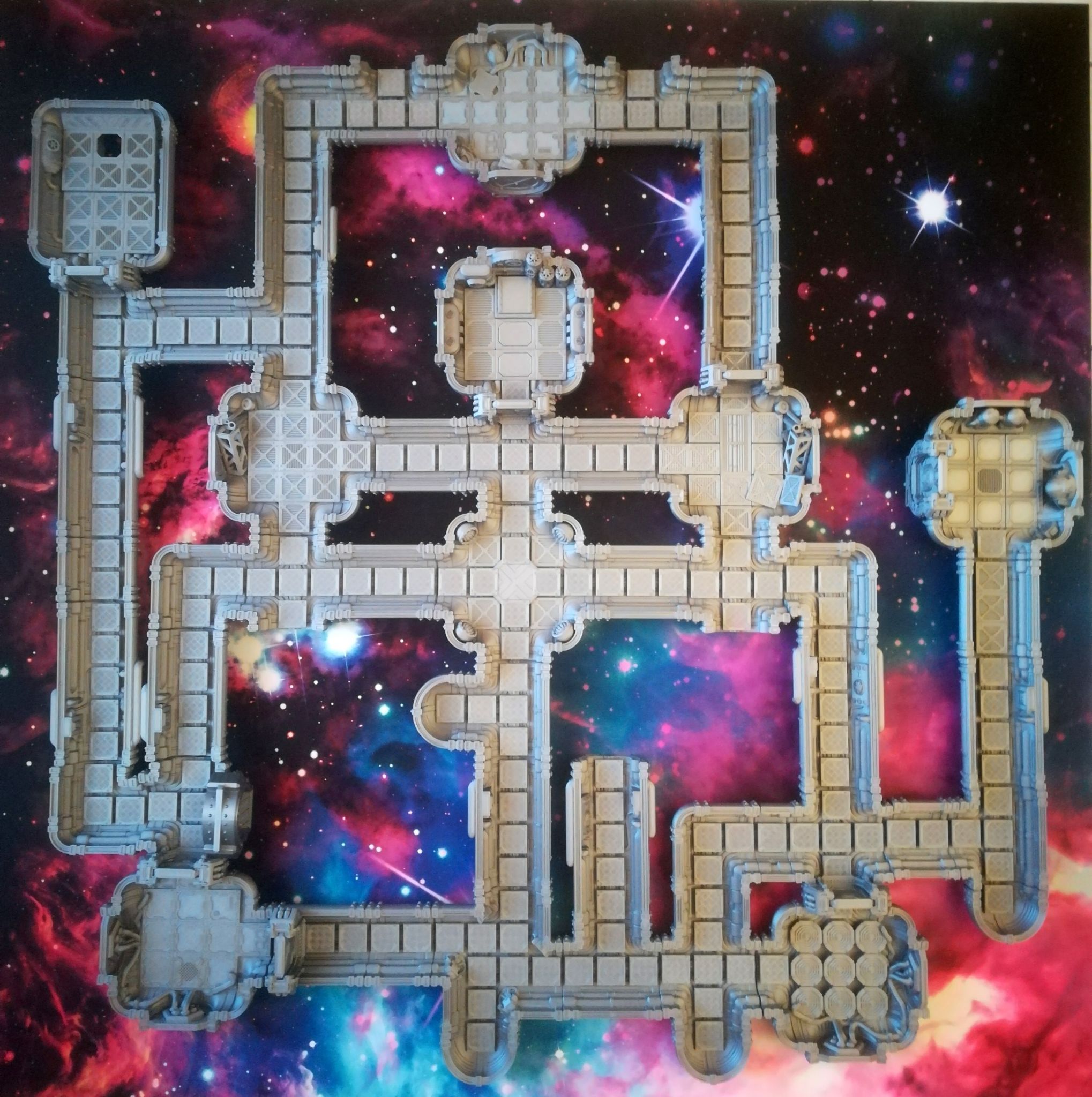
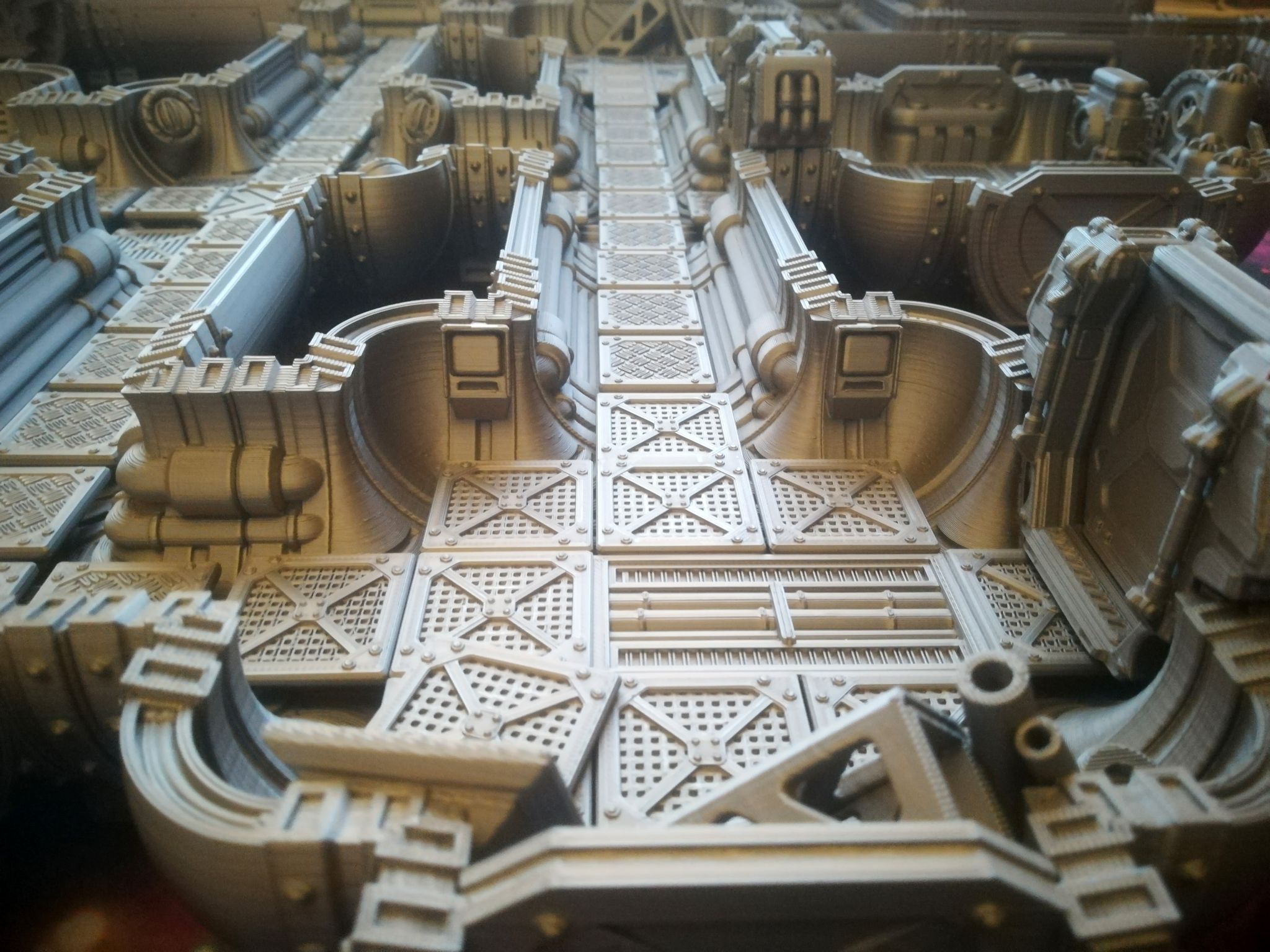
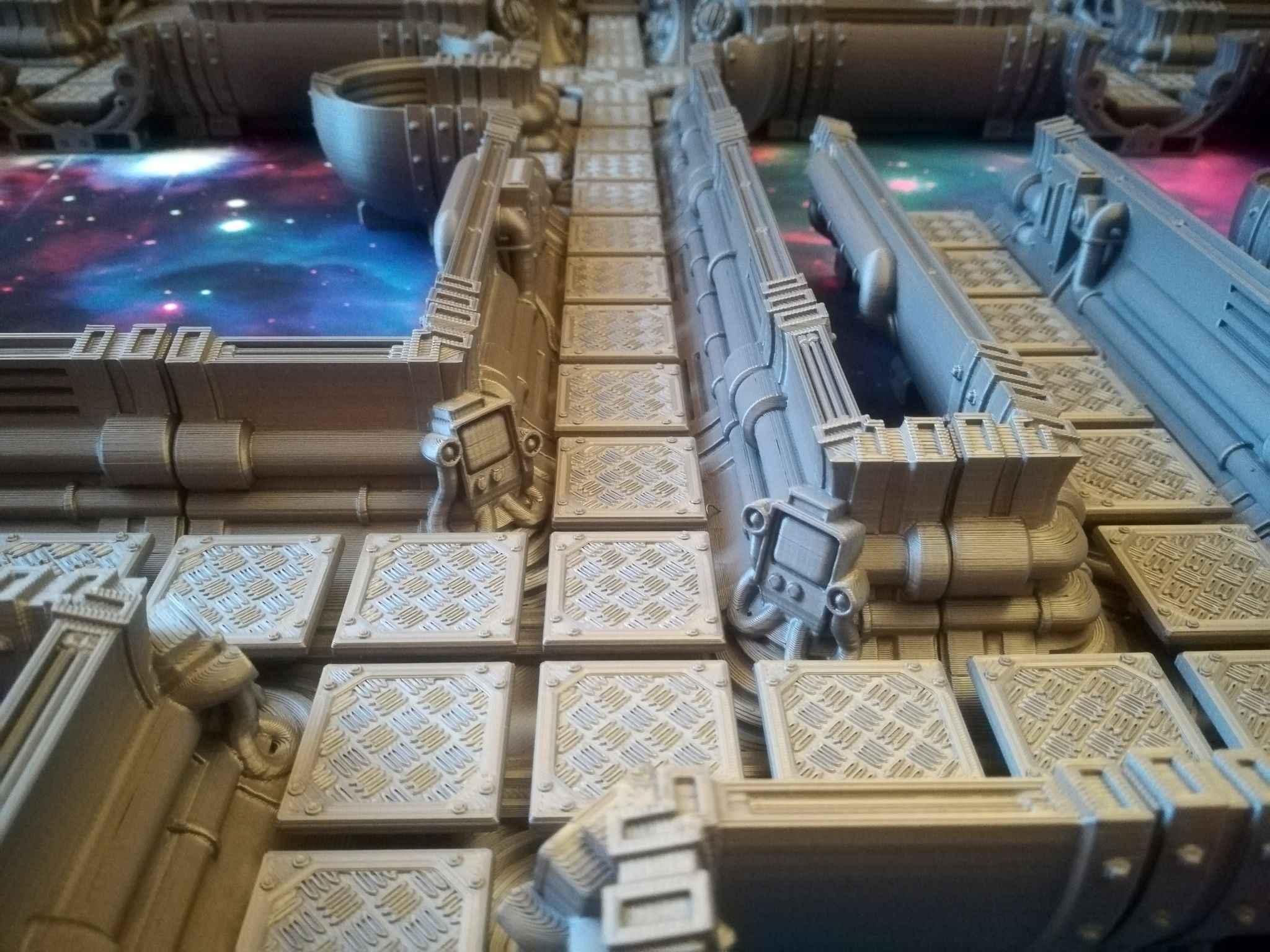
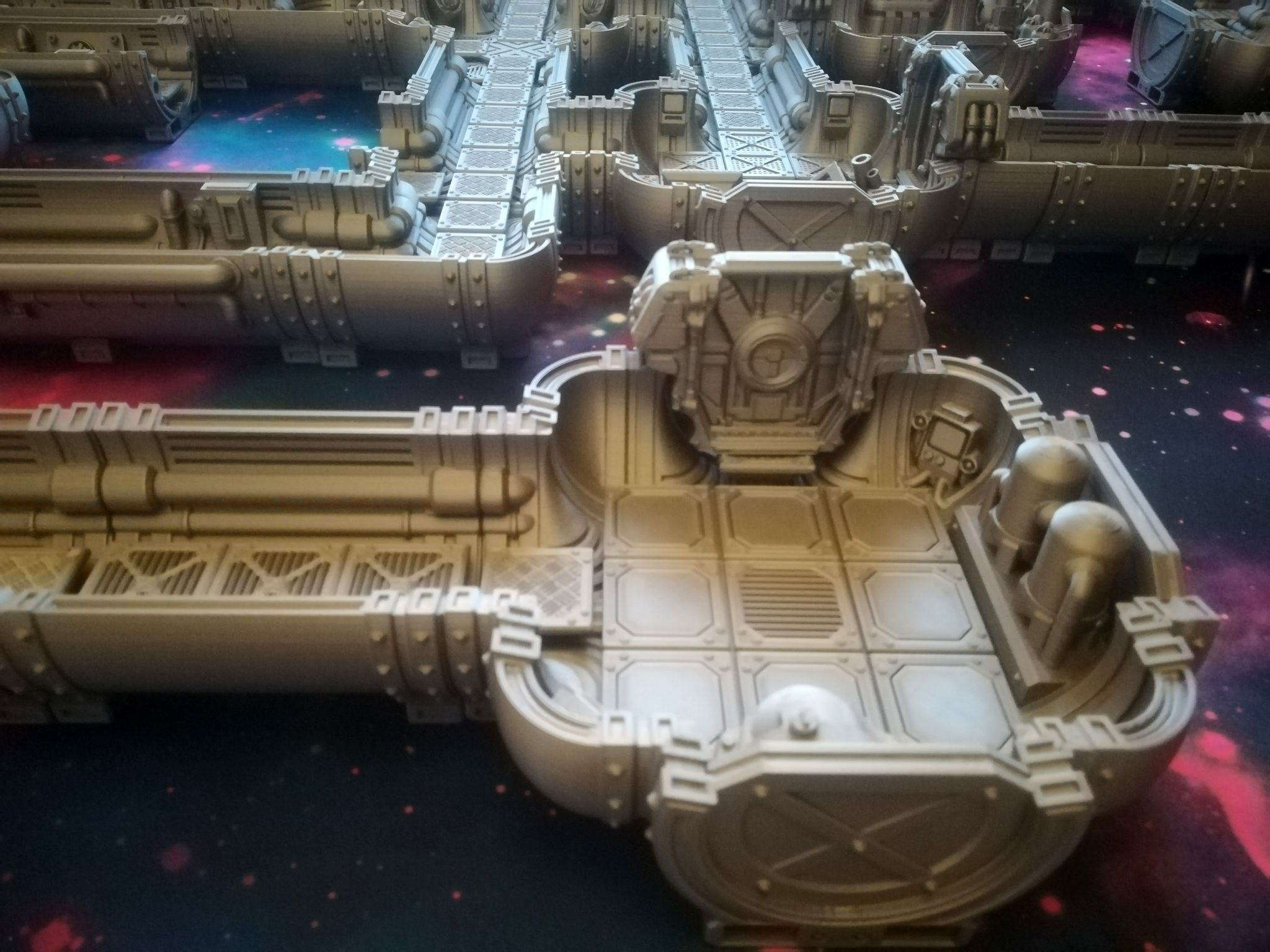
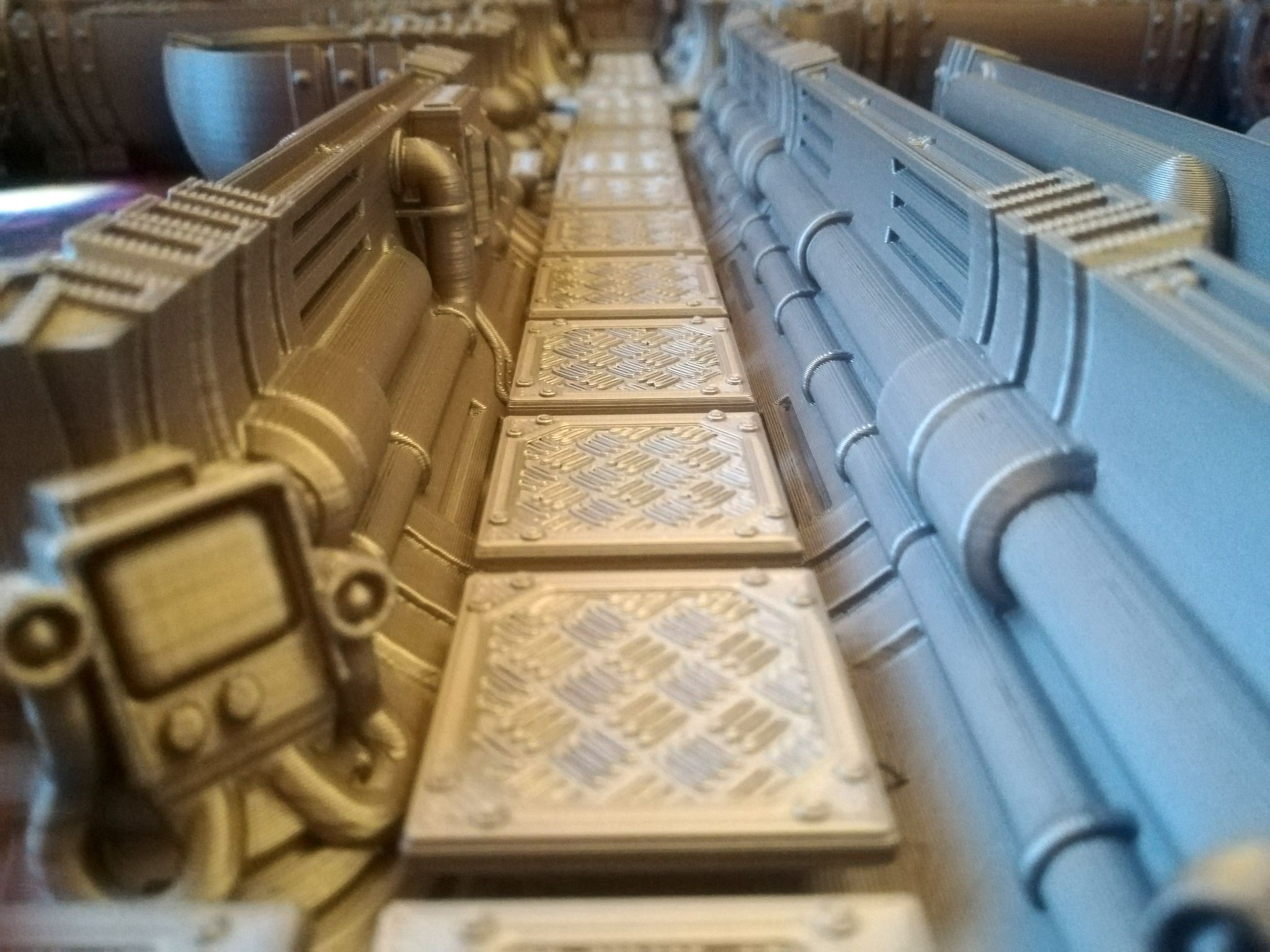
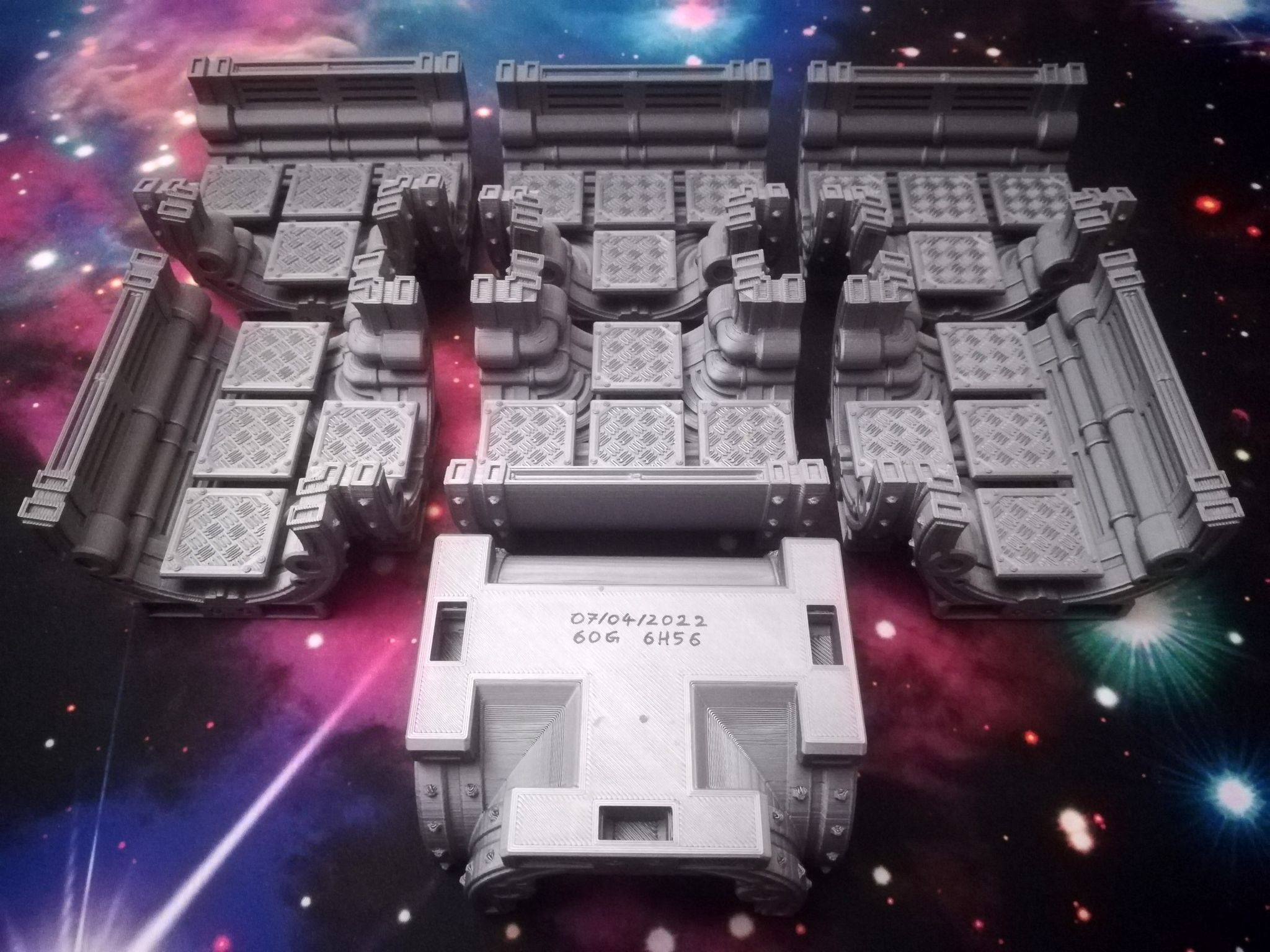
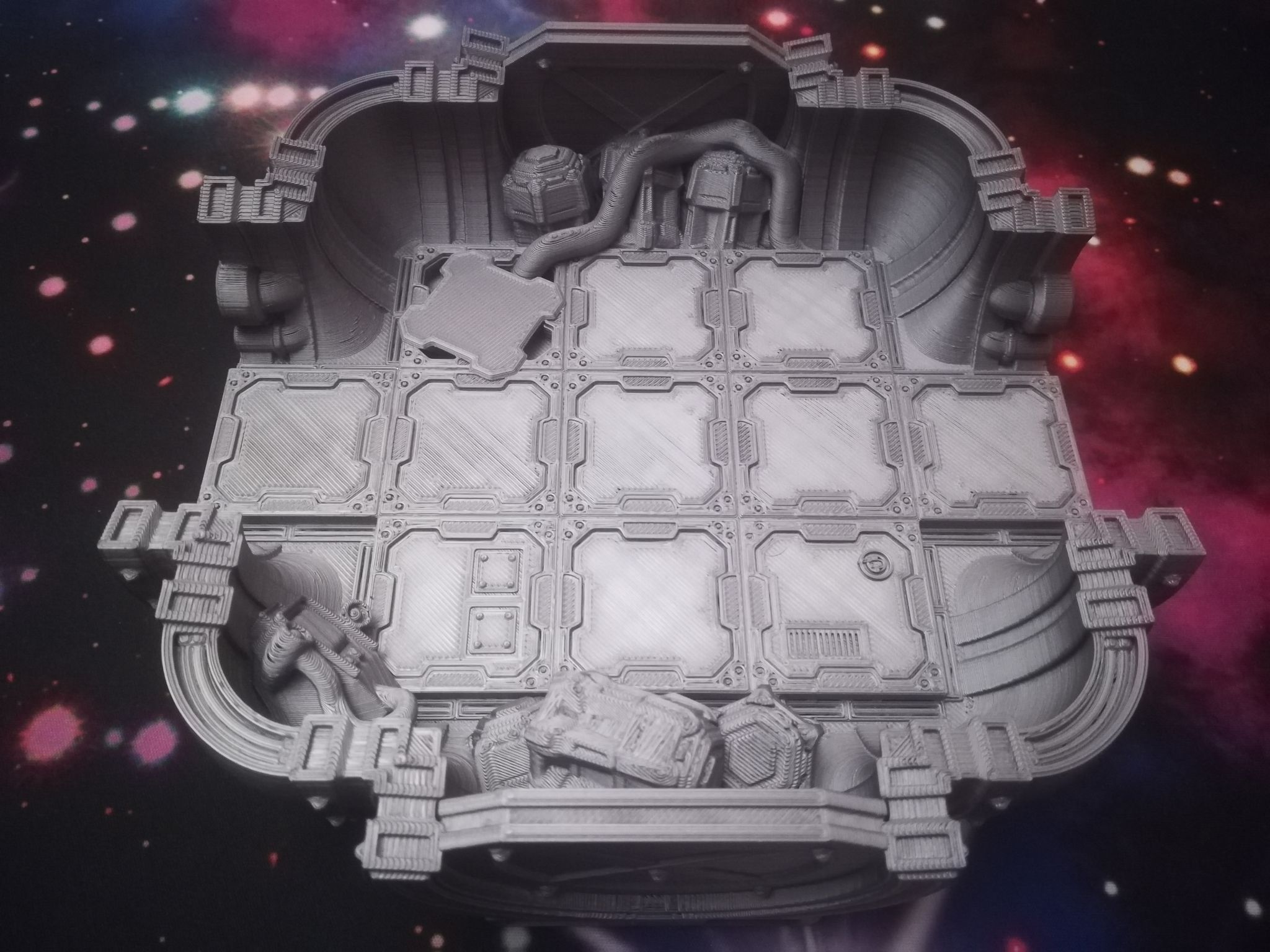
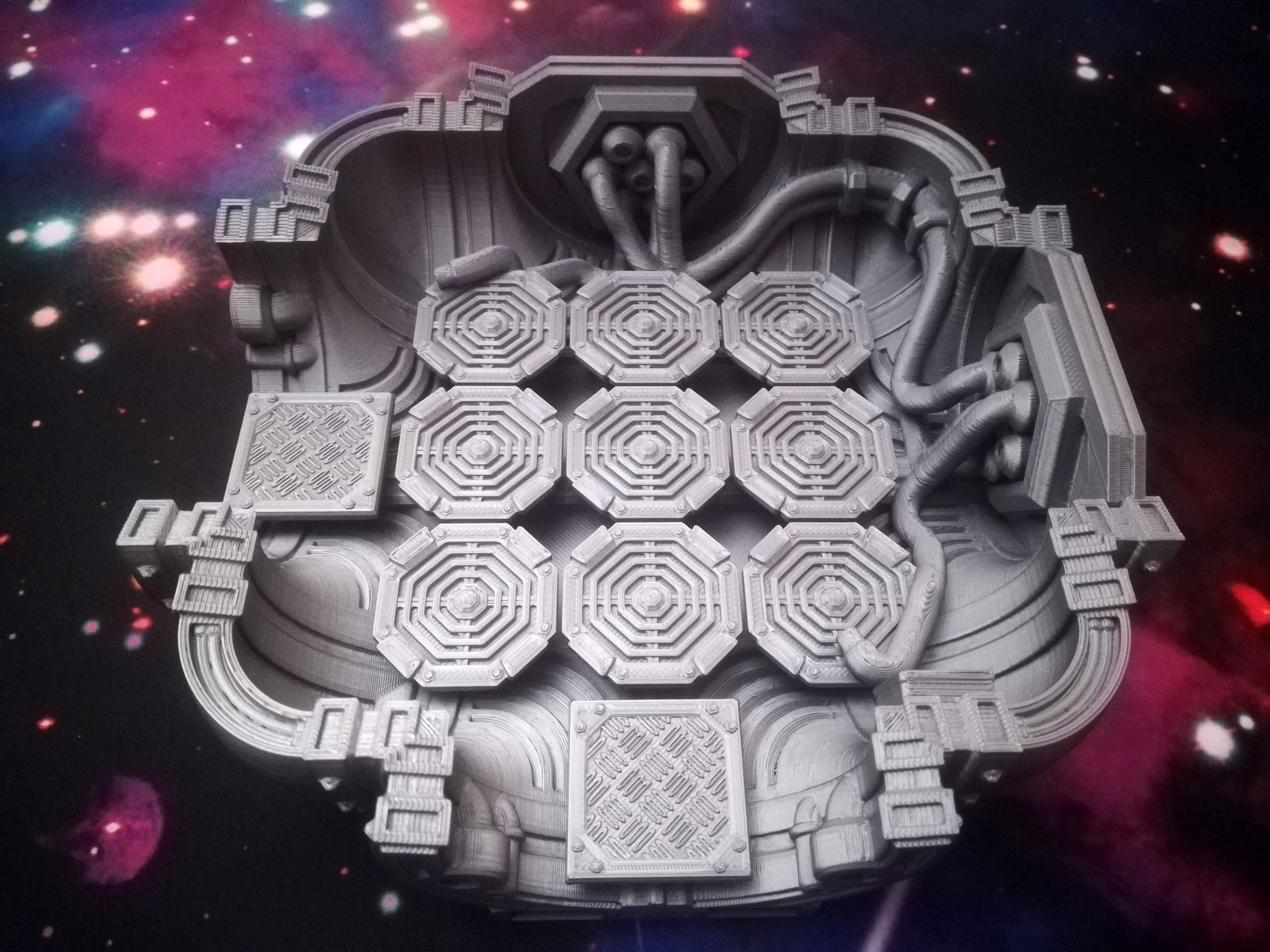
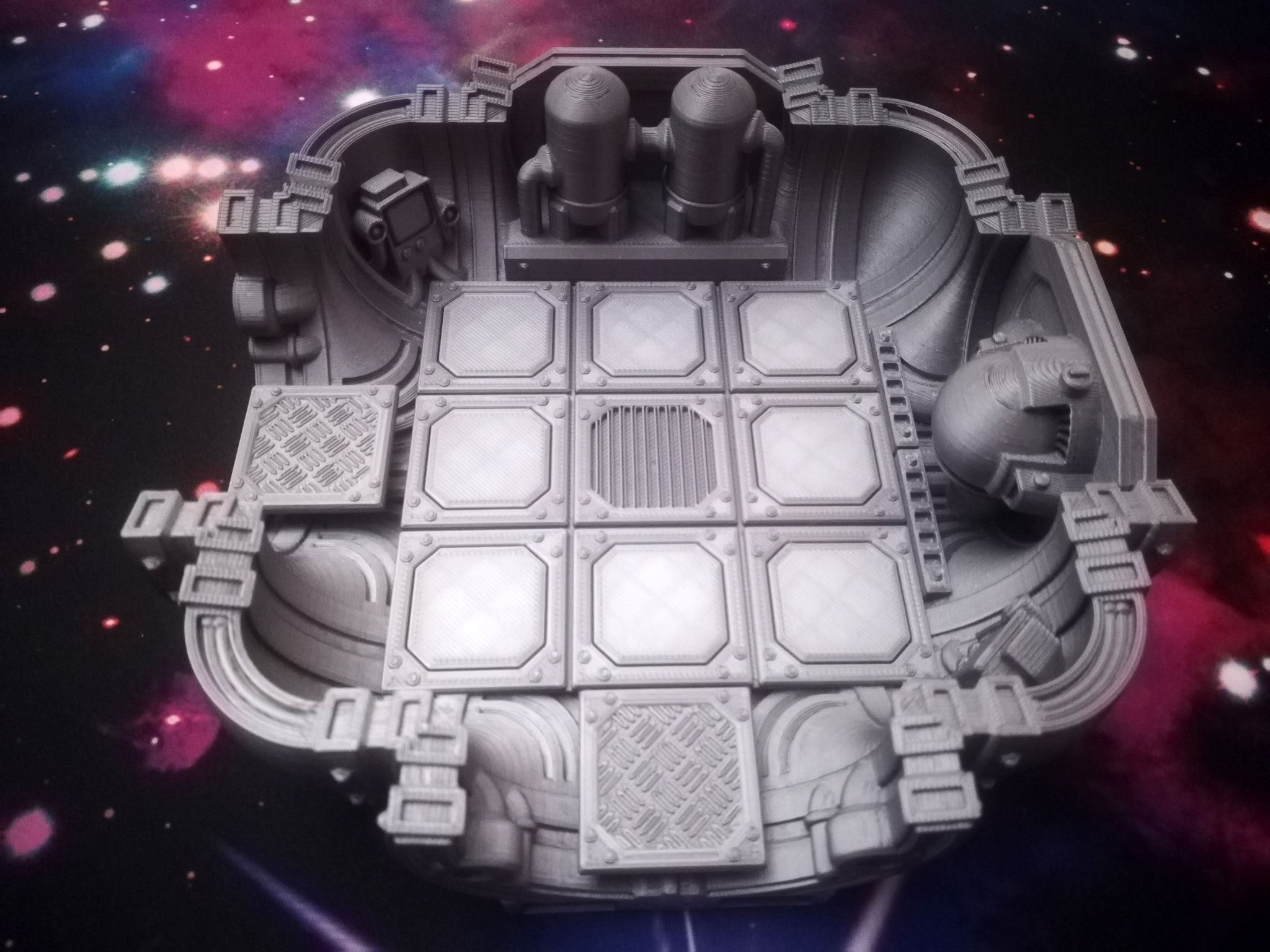
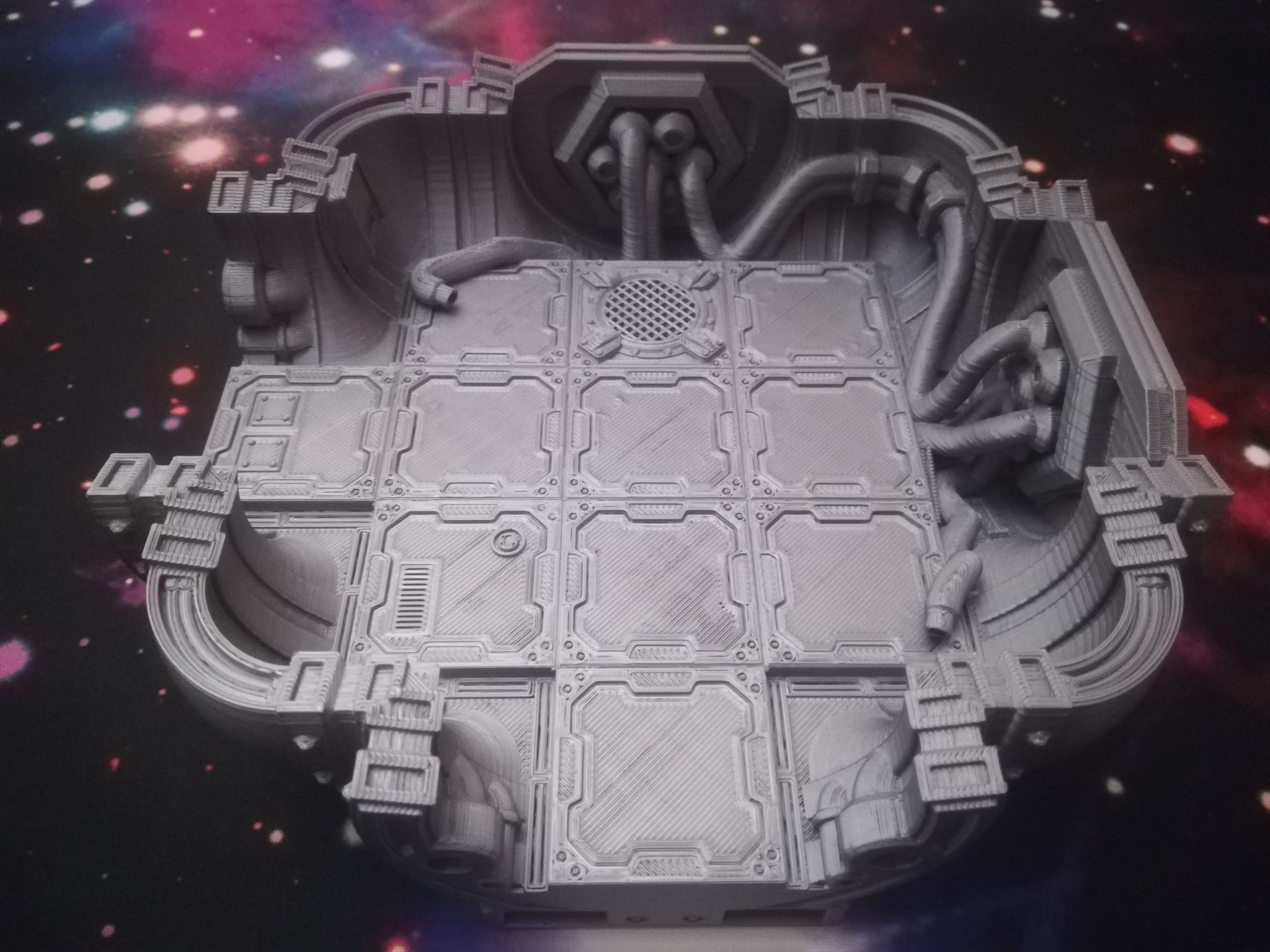
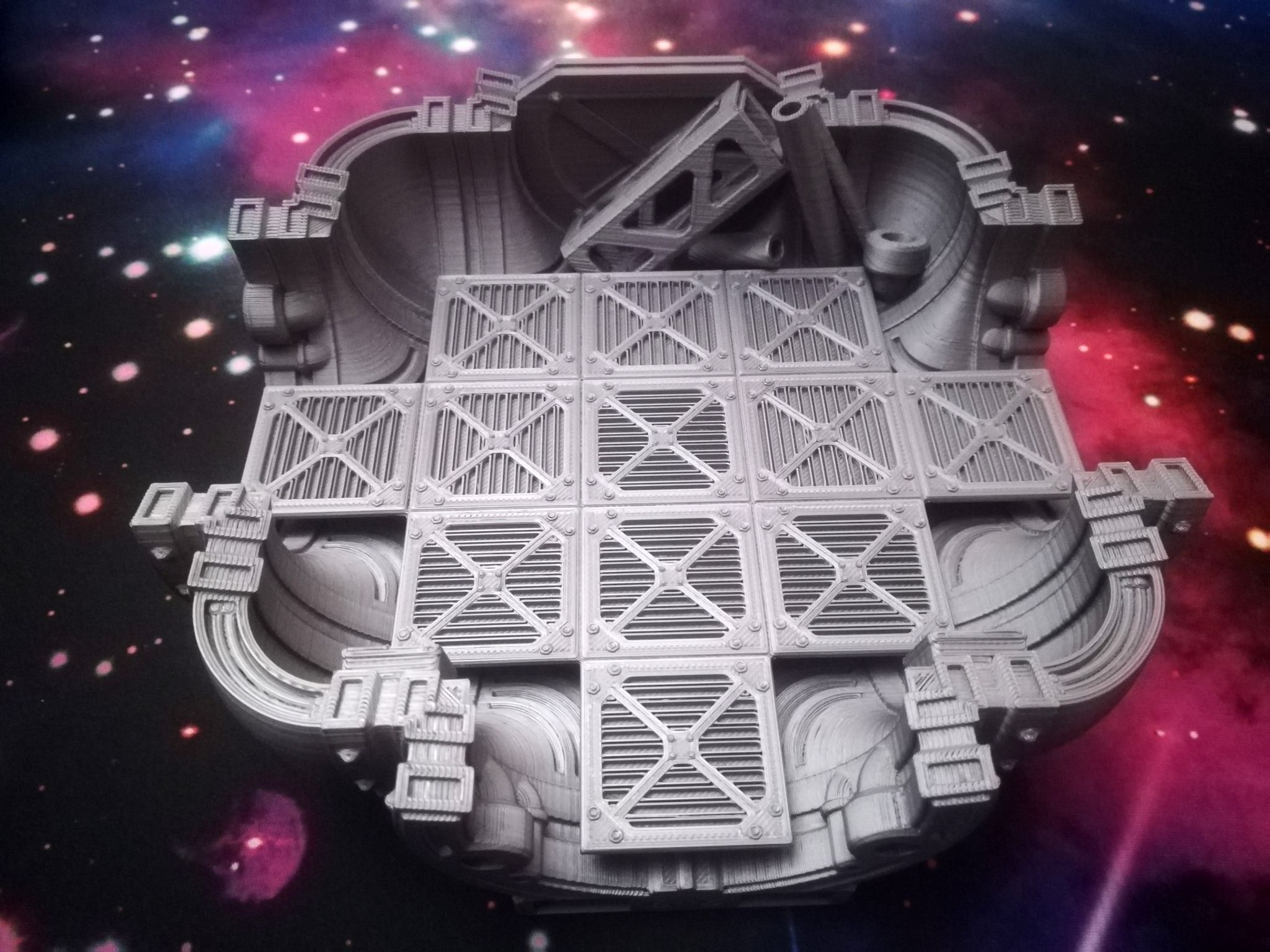
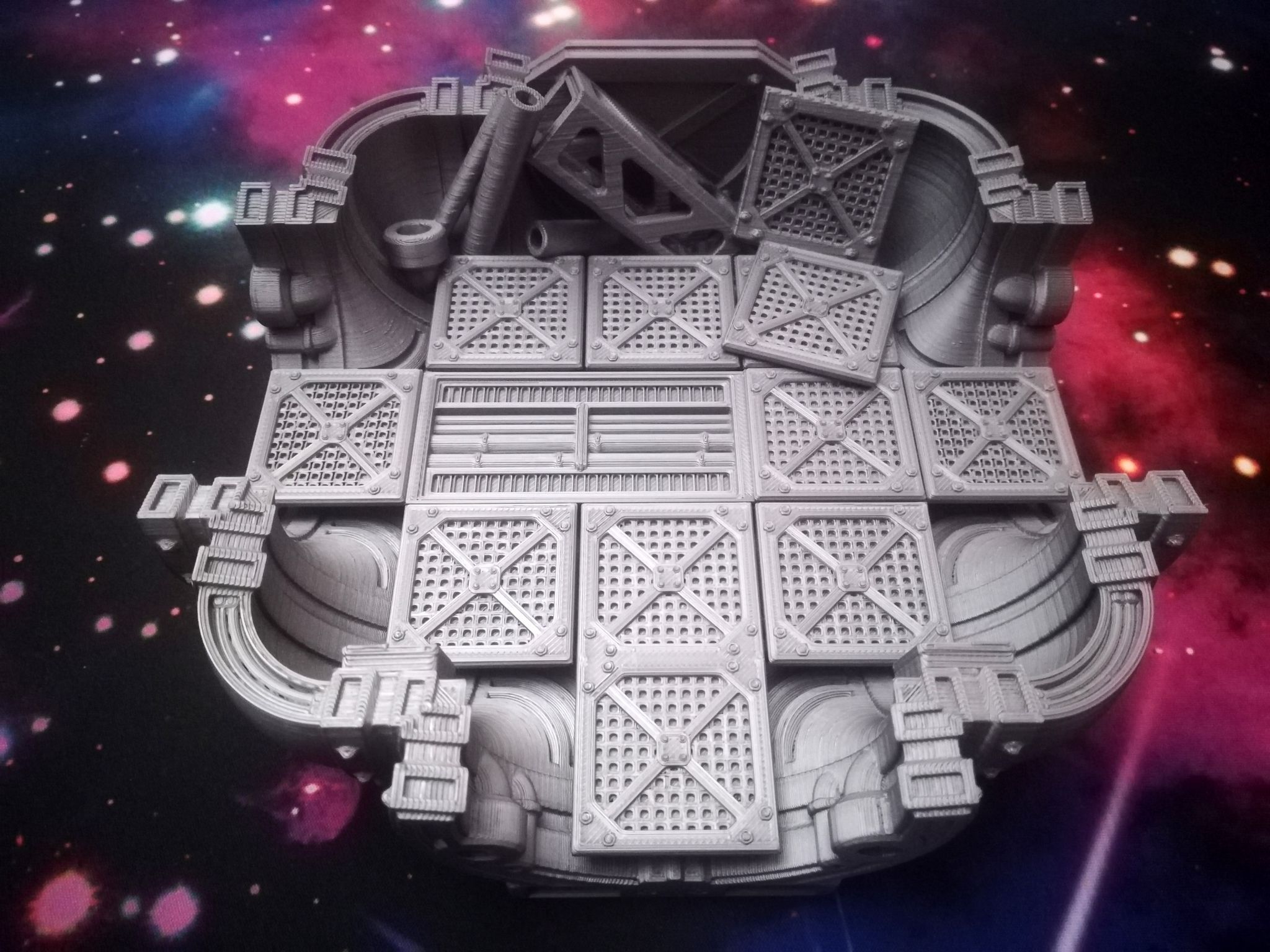
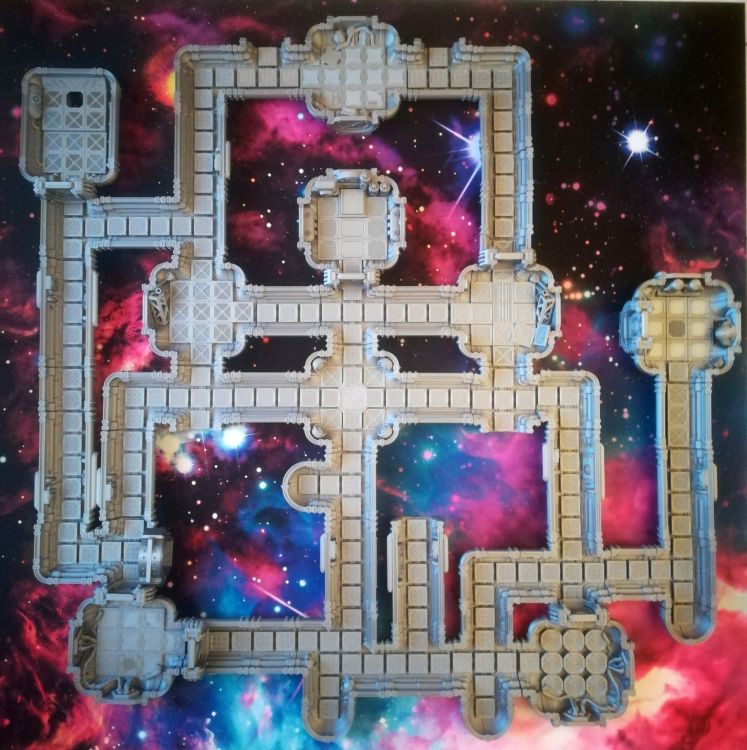
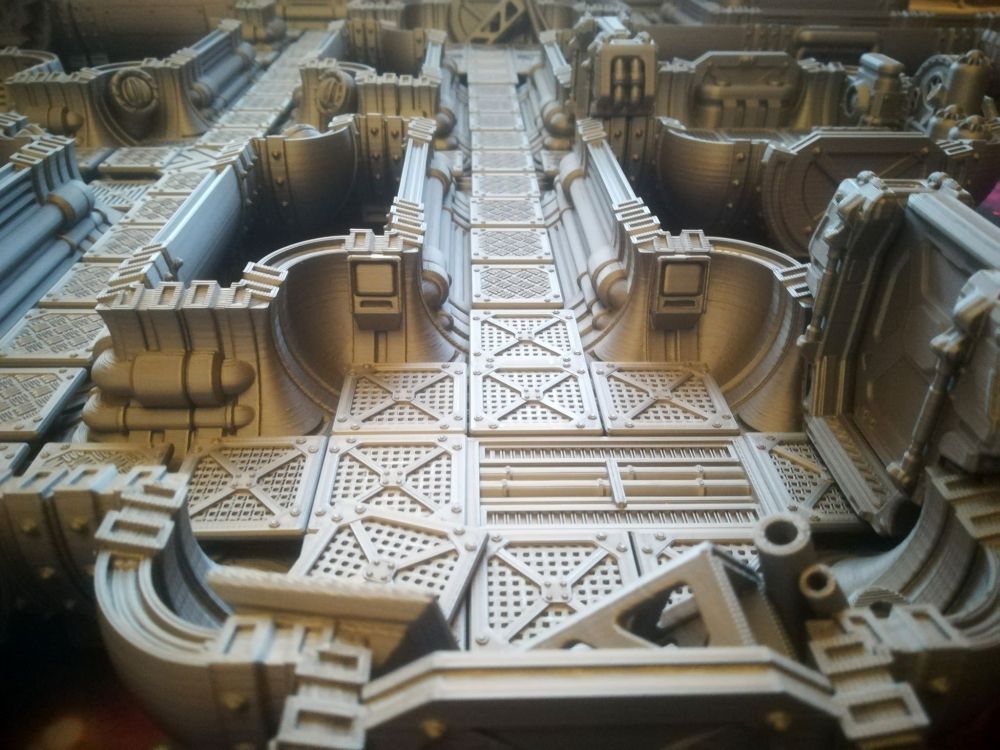
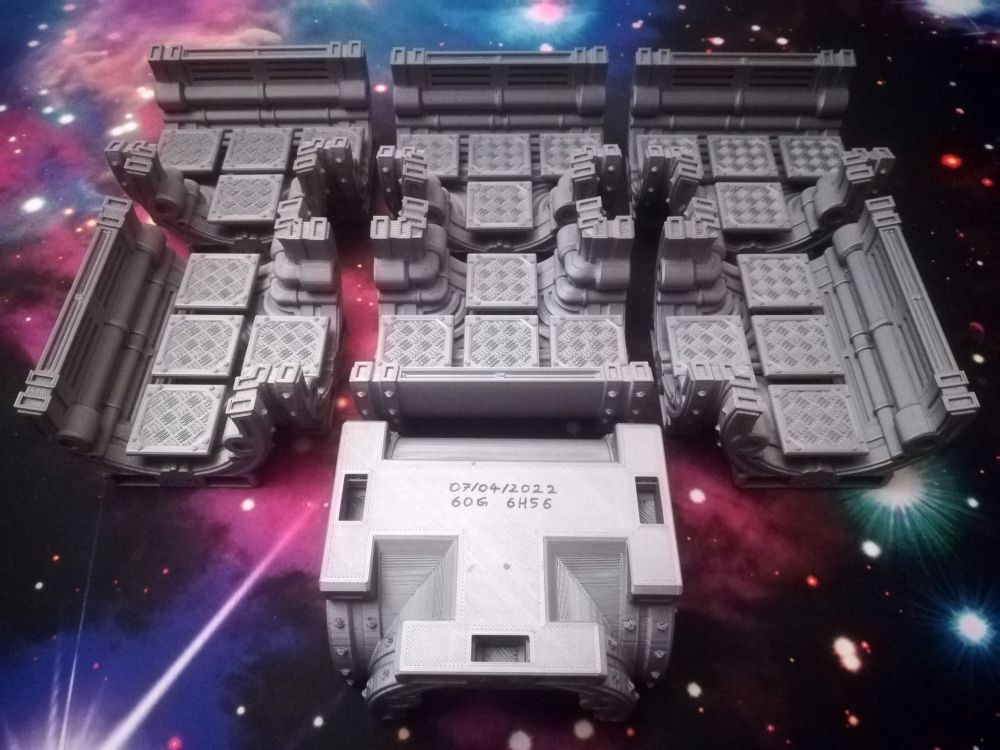
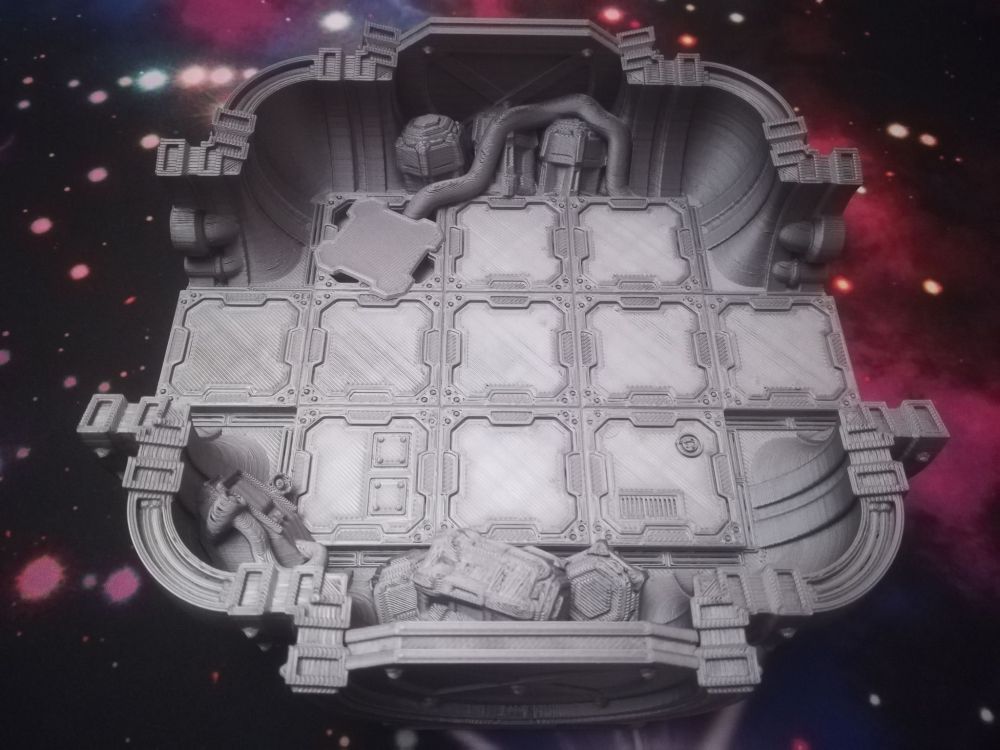
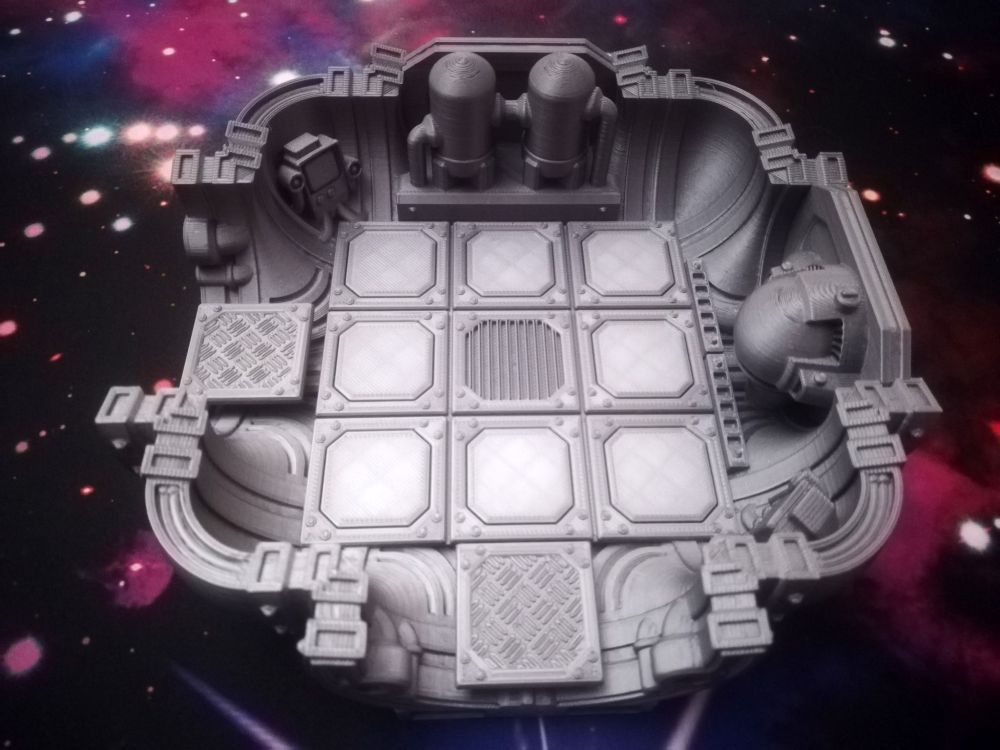
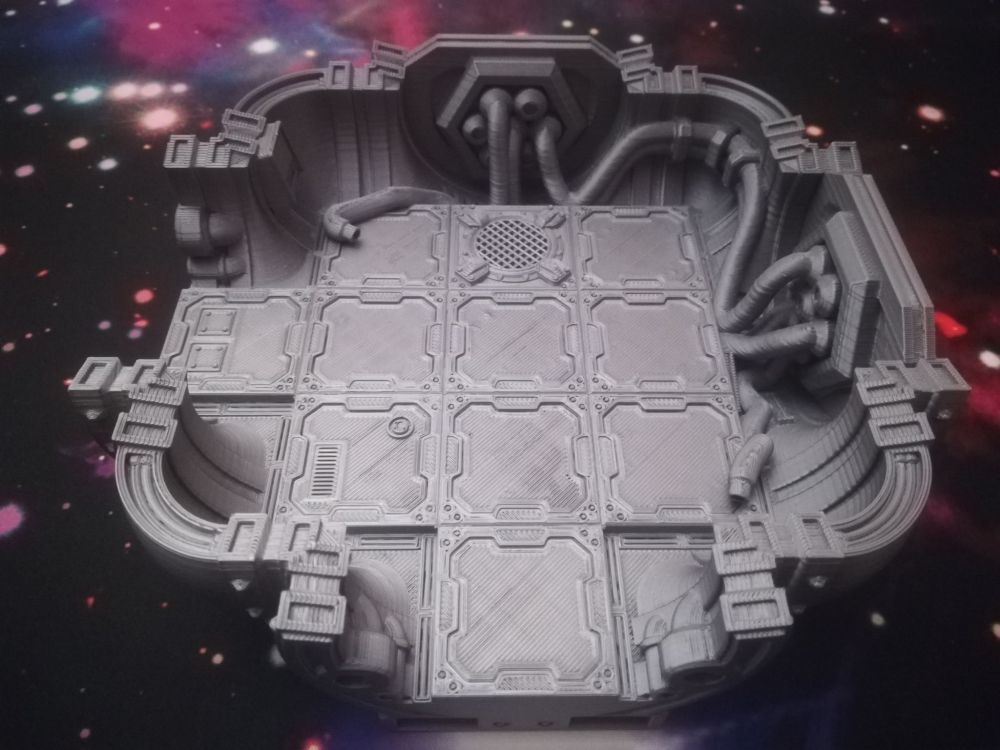
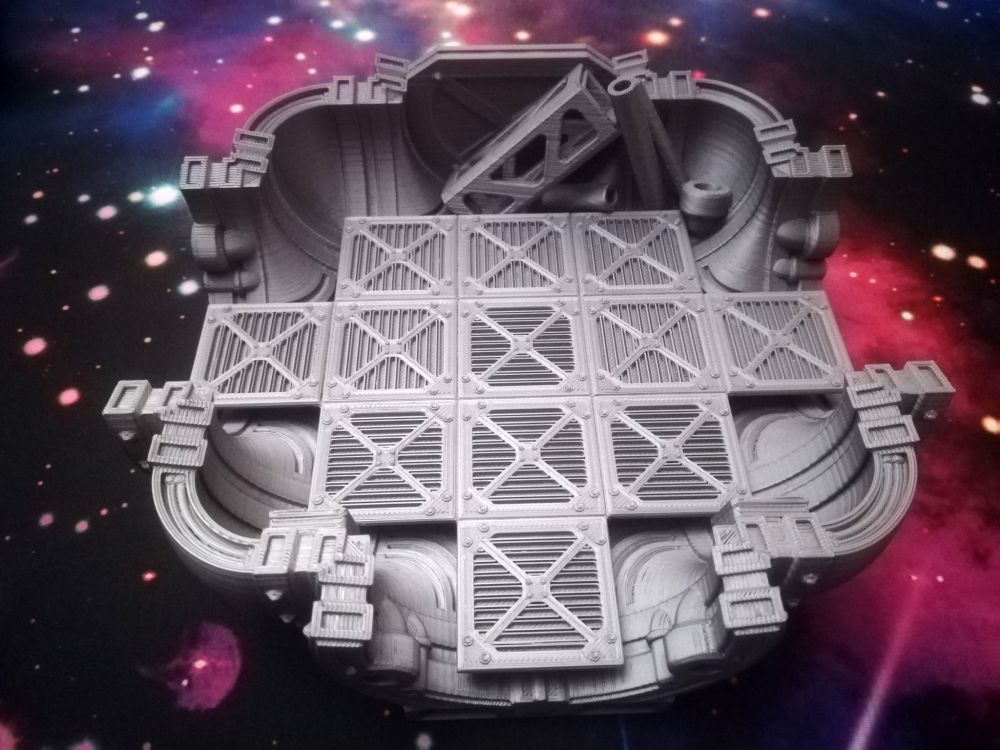
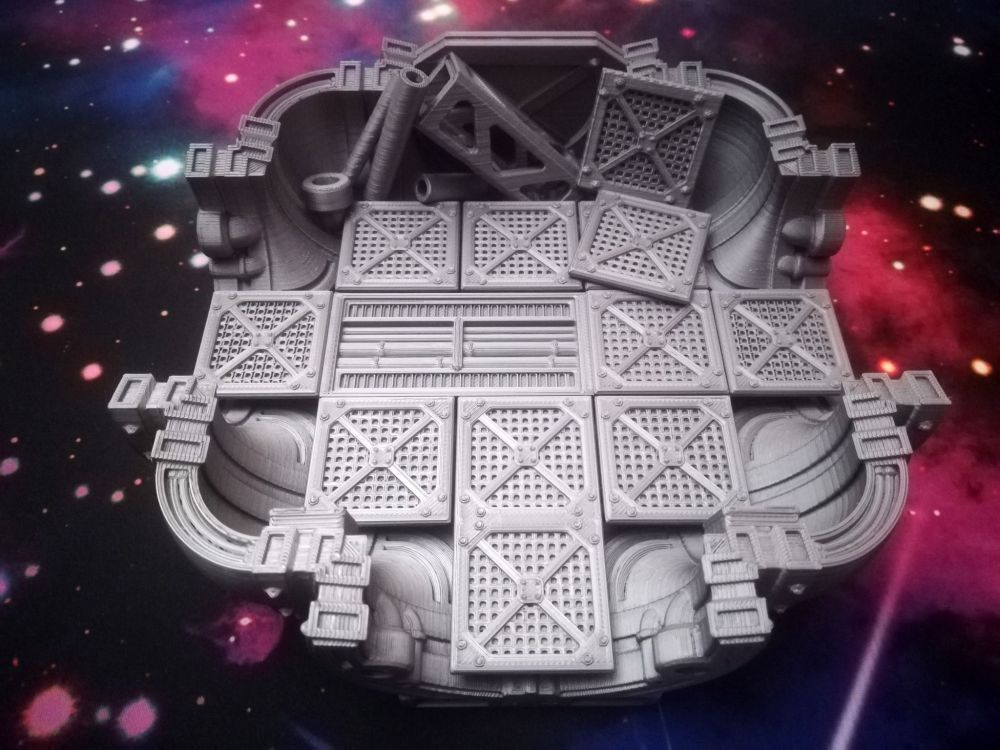
Space Hulk est un jeu de stratégie de Games Workshop édité pour la première fois en 1989. L'action du jeu se déroule dans le monde Warhammer 40,000, et est partiellement inspirée du film Aliens. Imprimé tous les plateaux du jeu en 3D avec les fichiers du site : the dragons rest fichiers hvac-tunnels J’ai eu quelque problème d’impression au début, mais cela est fini pour l’instant. le temp passe et l'imprimante ne chôme pas ! Voici ou j'en suis actuellement : j'estime être a environ 90% d'impression fini. En 5 semaines et pour un temps de 540 heures d'impression. avec seulement 5 kg de PLA. Battlemat spatial (mousepad) de 122x122 de chez : atelier de torek j'aime beaucoup car je ne voulais pas un fond spatial trop noir. je pense tout finir, pour une première tranche avec moins de 600 heures d'impression et 6 Kg de PLA. il faudra aussi, que je m'attaque rapidement à la peinture de tout cela. Ensuite, il y aura la deuxièmes tranche d'impression avec en autre, deux toupilles d'abordages SM et aussi des salles et couloirs en plus, des gaines de ventilations pour des scénarios particulier.



















 1 point
1 point -
Photo d'impression ajoutée dans mon post précédent. Merci les gars, sujet clos.
 1 point
1 point -
Amen Donc les BL Touch sont juste là pour participer à l'obsolescence. Merci pour cet éclairage. Mais rappel toi aussi qu'avec un palier non auto-lubrifié, ton usure se fera aussi. Reste à savoir qui a réussi à user ses paliers avant la mort de l'électronique de la machine... (Sans compter qu'un palier, cela se change et pour moins cher que de changer de bed à chaque fois que la planéité n'est plus bonne : rayure, dilatation thermique,...). Allez, fin du HS pour moi, je te laisse à tes croyances.1 point
-
Merci @fran6p et @PPAC, je me coucherai moins bête ce soir . Du coup, c'est étonnant comme parti-pris: la pause ne se fait pas si il n'y a pas de Z hop PS: je n'ai absolument pas la prétention d'être un "pro du firmware" puisque je n'ai pas vraiment de formation d'informaticien comme vous1 point
-
Plus ou moins, c'est un clone (et de plus petite taille que l'original)1 point
-
C'est ce que je disais sans vouloir m'étendre sur le sujet, je ne suis pas un pro du firmware comme @pommeverte1 point
-
Je viens de tester Ultimaker Cura 4.12.1 ( imprimante avec un profil ayant comme saveur de gcode "Marlin" , Pour l'essai "Durée minimal d'une couche" a 300s , "Vitesse minimal" a 50.0 mm/s et "Z Hop" activé et avec distance de rétraction de 3 mm activé ) et il utilise des G4 pour faire les pauses en plus d'un Z hop ...1 point
-
Salut, Non, tu dois attendre que l'ensemble des cycles se terminent. A la fin tu auras les trois valeurs P,I,D qu'il faudra reporter dans ta commande M301 comme ci-dessous. Ensuite n'oublie pas de sauvegarder (M500). voici un exemple complet du réglage du PID de la buse: PID DE LA BUSE: Commande pour lancer le pid de la buse: M303 E0 S220 C8 M303 E0 S220 C8 SENDING:M303 E0 S220 C8 bias: 79 d: 79 min: 216.67 max: 223.82 Ku: 28.11 Tu: 43.92 Classic PID Kp: 16.87 Ki: 0.77 Kd: 92.60 bias: 79 d: 79 min: 216.59 max: 223.75 Ku: 28.11 Tu: 44.08 Classic PID Kp: 16.87 Ki: 0.77 Kd: 92.94 bias: 79 d: 79 min: 216.59 max: 223.77 Ku: 28.01 Tu: 43.84 Classic PID Kp: 16.81 Ki: 0.77 Kd: 92.11 bias: 79 d: 79 min: 216.54 max: 223.93 Ku: 27.23 Tu: 44.08 Classic PID Kp: 16.34 Ki: 0.74 Kd: 90.03 PID Autotune finished! Put the last Kp, Ki and Kd constants from below into Configuration.h #define DEFAULT_Kp 16.34 #define DEFAULT_Ki 0.74 #define DEFAULT_Kd 90.03 Commande pour le réglage: M301 P16.34 I0.74 D90.031 point
-
Pô du tout . Apparemment, l'extension n'est plus dans la liste des plugins. Tu peux l'installer à la "mano", en téléchargeant ce fichier zip que tu vas décompresser dans le sous-dossier "plugins" du dossier qui s'ouvre lorsque tu cliques, dans Cura, sur "Aide -> Afficher le dossier de configuration". En faisant un clic droit sur un paramètre, dans la nouvelle fenêtre, à droite, à la fin de la liste, tu as des solutions pour résoudre des défauts d'impressions (menu troubleshooting), par exemple la jointure (seam). Perso, j'aime bien les profils de la chaine CHEP dispo ici. Il faut simplement augmenter le "débit minimal d'une paroi" à 5% pour éviter des désagrément lors d'impressions de parois fines J'avais cherché sans rien trouvé . Ce qui me surprend, c'est que dans bon nombre de firmware, la pause n'est pas active. C'est pour ça que j'ai un doute sur le fait qu'un trancheur utilise un Gcode pas systématiquement présent .1 point
-
Apparemment, ta toute première fois sent le moisi . Plus sérieusement, elle est assez récente puisque basée sur Marlin 2.0.9.1. Si tu veux un firmware, il faudrait indiquer si tu as une carte V4.5.2 ou V4.5.3.1 point
-
hum inintéressant, ça serait cool qu'elle soit compatible avec la Super Racer1 point
-
en effet je crois bien que c'est une spécialité anycunic . j'ai rien trouvé sur le net parlant de cette option pour la saturn c'est le temps donné pour des résines standards non translucides , dans le tableau que @PPAC t'a donné le temps d'expo est de 8 s1 point
-
ça y est j'ai réussi a imprimer avec les chiffres donnés précédemment et le tableau magnétique j'ai pas essayé l'Anycubic je vais nettoyer le bac a plus1 point
-
Salut MrMagounet, Non, plus de coupure, j'en suis à 3 impressions de 24h ça tient pour l'instant. Je pense que c'était les contacts de la sonde du bed qui avaient trop de jeu.1 point
-
@pommeverte, petite question, titeuf se retrouve avec un décalage en X et Y. Jusque là rien de grave, dans cura on renseigne la différence mais là ou est le problème c'est que cela n'a pas l'air de prendre en compte le décalage que l'on renseigne ? Une idée, le firmware prendrait le dessus ce qui est bizarre . Je ne connaissais pas le firmware donc j'ai regardé pour fausser le probe, il me décale bien la prise d'origine du CR-touch mais au moment de l'impression il le fait toujours aux même coordonnées pour la buse xd.1 point
-
@Superpat Tu auras remarqué que je note les lignes modifiées avec ce commentaire en fin de ligne (//*PG*) ca aide à retrouver ce que l'on modifie dans les fichiers, par rapport à la version vierge de Marlin. J'ai oublié de joindre quelques fichiers pour t'aider à retrouver les modifs selon la fonctionnalité à installer !!! je te les joints ici... Amuses-toi bien !! Modifications.zip1 point
-
Quand j'aurais un peu de temps, je compléterai pour cette partie en essayant de rester simple mais ça ne l'est pas1 point
-
Salut, Il ne faut pas être timide, ajoute des photos des défauts pour que l'on puisse t'aider . Si tu veux améliorer tes impressions, il y a différents réglages plus poussés à faire: réglage de la température, débit,rétraction... d'impression: le trancheur Superslicer aide à calibrer ces paramètres, voir ce tuto pour l'installation, puis le menu calibration du logiciel activation et réglage du Linear Advance Acceleration: voir ce tuto réglage de l'accélération et de la secousse (jerk): voir cette vidéo calibration des axes avec la croix et la tour: voir ce tuto1 point
-
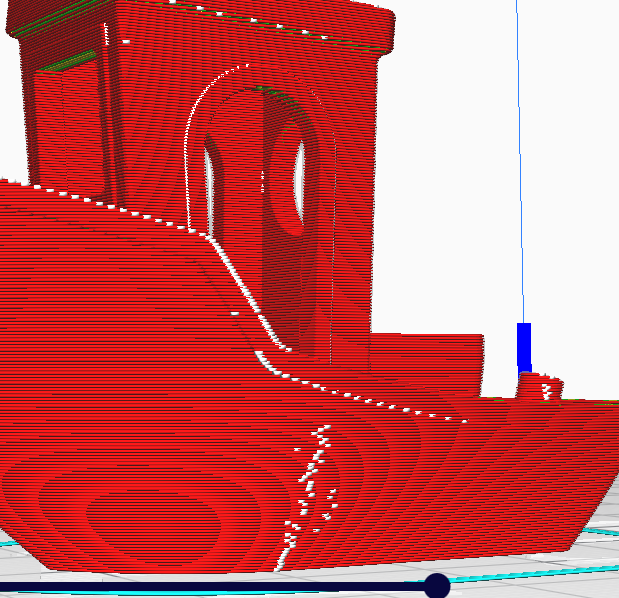
Tu peux suivre ce tuto pour installer l'extension export HTML dans Cura. Les défauts que tu observes sont liés à la jointure (dans Cura ou couture dans d'autres logiciels). Tu peux déjà les placer dans un angle le plus aigu pour obtenir des surfaces lisses. N'hésite pas à installer l'extension "Settings Guide" pour avoir des infos sur les paramètres. @Idealnight Désolé d'insister sur ce point de détail, mais dans quel cas de figure l'as-tu constaté? J'ai refait des tests avec ce cylindre de Ø2 ( cylindre Ø2.STL), une durée minimale de 90s par couche et une vitesse minimale de 10 ou 1mm/s. Systématiquement, la vitesse est réduite au minimum sans ajout de pause.1 point
-
Bonjour, je te remercie pour tes fichiers, j'ai fait les 2 modifs et compilé. //#define Z_MIN_PROBE_PIN PB1 // Pin 32 is the RAMPS default //*PG* #define INVERT_E0_DIR true //*PG* J'ai encore un problème mon axe z : il ne se met plus à zéro et, lorsque je le monte, il ne veut plus redescendre. Donc le zéro est de plus en plus haut Problème résolu, j'ai décommenté la ligne 1059. #define Z_MIN_PROBE_PIN PB1 // Pin 32 is the RAMPS default //*PG* A bientôt pour mon prochain problème....1 point
-
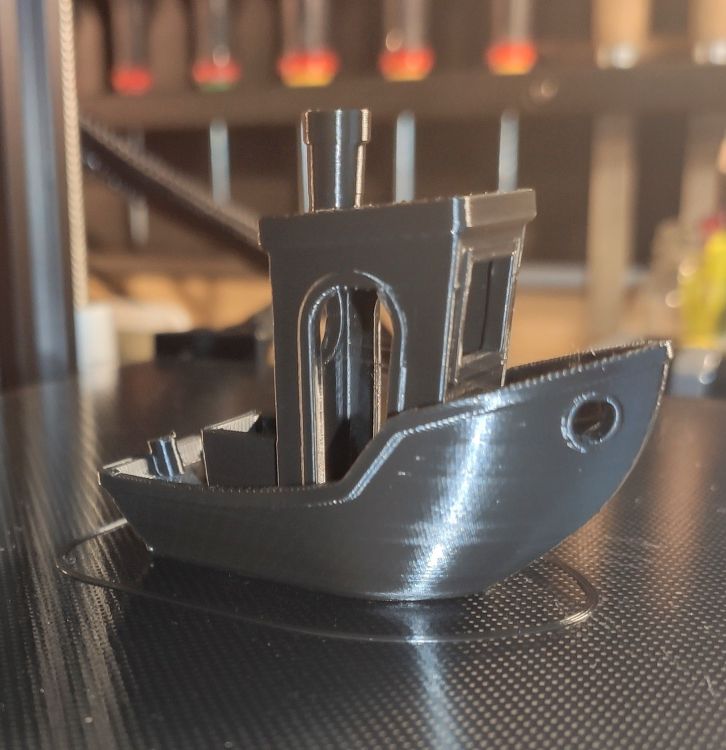
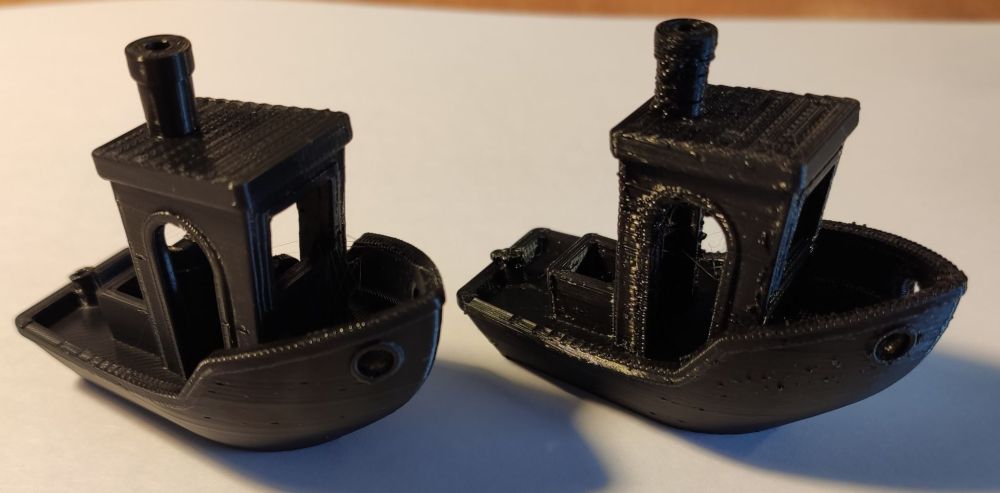
Merci pour vos réponses rapides ! -->Je relance une impression avec vos conseils ci dessous : @Idealnight : Je n'arrive pas a installer le plugin HTML, tu as un tuto ? Il s'agit des paramètres de base "Standard quality" de CURA : La rétraction de base est à 6,5 et vitesse 50. Je refais un premier test avec ca plutôt que 8 et si c'est encore trop je passe en 4.5/25 comme tu le conseille mais la vitesse 25 m'inquiète : 4h pour un Benchy ? @PPAC : réglage d'origine Estep = 93. J'ai fait 4 essais avec marquage à 120, extrusion 100 puis mesure, en moyenne il me restait 26,2 au lieu de 20 --> 93*100/(120-26,2) = 99,14 arrondi à 99. Les mesures ensuite sont beaucoup plus proche des 20mm @PPAC + @pommeverte : J'imprimai avec la micro SD fournie, je fais le test avec une carte Toshiba que j'utilise pour ma GoPro et qui semble avoir une bonne vitesse. C'est peut être juste moi mais j'ai l'impression que ca change énormément le comportement de la machine ! @PPAC: La thermistance semble bien en place et connectée. -->Resultats d'impression : il y a pas photo Après (gauche) / avant (droite) - tous les deux en 0,2mm Restent 2 défauts légers : Petits pâtés aux points de départ des couches, bien plus petits qu'avant mais toujours là Correspondance CURA 2. Creux a certains endroits (+ "poils de nez" plus importants qu'avant mais pas critique) Vos suggestions pour améliorer encore seraient les bienvenues, Merci !
 1 point
1 point -
@pommeverte je te confirme qu'il peut créer une pause en fonction de la vitesse minimale et de la taille de la couche mais je ne dis pas que pour lui c'est ce paramètre qui influe voilà pourquoi je veux voir les paramètres1 point
-
Salut, Dans Cura, ce paramètre joue sur la vitesse d'impression mais il ne provoque pas de pause à la fin de la couche Récemment, le même problème avait trouvé sa solution en changeant la piteuse carde µSD, il me semble (comme l'a précisé @PPAC ).1 point
-
Salutation ! A tu le détail de ton calcul et donc la valeur initial des ESteps/mm ? Car là cela me donne l'impression que tu te trouve en sur-extrusion et donc ton histoire de pattés ... Je serai d'avis de refaire le calibrage de l'extrudeur et ensuite d'ajuster le débit. Pour cela voir le tuto suivant éventuellement vérifier que la thermistance se trouve bien placé en contacte / au cœur du corps de chauffe car un biais de la mesure de température (donc si finalement la température réel et bien plus haute que mesuré) cela pourrais "sur-dilater" le PLA ... Aussi tu imprime bien depuis une carte SD et tu utilise une autre carte SD que celle fourni (qui se trouve souvent de mauvaise qualité) ? Tiens nous au jus.1 point
-
Salut J’y vais aussi de mon petit retour d’expérience 1ère imprimante 3D et après presque un an d’utilisation je suis globalement très satisfait de ma Prusa MINI+. J'avais fait le choix perso d'acheter une imprimante « Plug and Play » et passer mon temps à modéliser et imprimer au lieu de bidouiller ou modifier ma machine. J’assouvis mon besoin de bricoler sur d'autres projets. Je dois reconnaître que ma Prusa MINI+ a clairement atteint cet objectif. Je n’ai pas rencontré de problème majeur depuis que je l’utilise qui m’ont empêché d’imprimer. La machine est resté « stock ». C’est ce que je voulais. La seule customisation a été l’ajout d’une base pour organiser un petit peu mieux l’espace de travail On ne peut pas parler d’une utilisation intensive. J’ai passé environ 9Kg de filaments PLA et PETG. Je ne me suis mis au FLEX que très récemment J’utilise essentiellement du filament de la marque Prusa ou Prusa « compatible ». C’est-à-dire pour lesquels Prusa propose des profils pour son slicer. La seule exception a été pour du PLA recyclé de chez SAKATA 3D Je modélise (Fusion 360) et tranche systématiquement tout ce que j’imprime. Je n’ai que très rarement utilisé directement des fichiers .stl trouvés sur le net. J’utilise PrusaSlicer avec dans la majorité des cas les paramètres par défaut proposés. Là encore pas de bidouillage et ça fonctionne généralement du premier coup. Les seules fois où j’ai raté mes impressions, le pb venait d’une erreur de modélisation/conception qui faisait que ça imprimait dans le vide ou que les dimensions n’étaient pas bonnes (tolérances). Pour transférer les fichiers .gcode je passe soit par Pronterface soit via une clé USB. A noter que les « pauses » dans le .gcode ne sont pas gérées par Pronterface. J’utilise donc la clé USB quand j’ai besoin d’insérer une pièce ou changer de filament en cours d’impression. J’ai toujours appliqué les mises à jour recommandées (Firmware et PrusaSlicer). Même chose pour les procédures de montage, de calibration et de dépannage disponibles sur le site de Prusa Machine toujours prête à imprimer. Dernièrement elle est restée éteinte plus de 3 semaines. J’ai fait un auto test par acquis de conscience et elle est repartie. Je n’ai rencontré que 3 problèmes avec l’imprimante depuis que je l’ai : Pb avec l’axe Z au tout début. La poulie était mal vissée sur l’axe moteur et avait du jeu. Pb réglé Clé USB fournie par Prusa HS au bout d’un mois (J'ai appris par la suite que ce n'était pas une exception). J’ai racheté une « vrais » clé USB qui m’a été remboursée par Prusa Buse bouchée après 8 mois d’utilisation. Coldpull comme préconisé par Prusa sur son site et pb résolu Pièces remplacées : 1 clé USB -> 16€ (remboursée par Prusa) 1 tube PTFE pour la tête d’impression -> 0,90€ Ce que j’aime : Imprimante vraiment « Plug and Play » Ecosystème Prusa -> Imprimante + Slicer + Filaments -> le combo magique Documentation importante et à jour. Base de connaissance Prusa en ligne Réactivité du support/SAV par chat ou email Ce que je n’aime pas (ou que j’aime moins) : Pas encore trouvé à part peut-être les prix (Imprimante et consommables) mais je l’accepte pour la tranquillité Si je devais changer ou acheter une autre imprimante je ferais le même choix. Une Prusa (ou une autre marque de même niveau) mais en tout cas pas de clone ou autre machine à bidouiller @+ JC1 point
-
J'utiise octoprint sur une raspberry pi (branchée donc en usb sur l'imprimante) et il n'y a aucun problème pour envoyer des commandes pendant l'impression.1 point
-
Salutation ! Bien souvent nos imprimantes, a l'ouverture d'une connexion USB, reboot. Donc pour moi, il faudrait être connecté avant de lancer l'impression. (a tester si sur la FLSun cela reboot ou non a l'ouverture de la connexion USB) Mais j'ai jamais testé cela ( de changer le débit avec par exemple un M221 ( https://marlinfw.org/docs/gcode/M221.html ) via une connexion USB lors d'une impression depuis la carte SD... il faut peut être avoir le EMERGENCY_PARSER ( cf https://marlinfw.org/docs/configuration/configuration.html#emergency-parser ) d'activé dans le firmware... et il faut bien prendre en compte qu'il y a une file de commandes mise en attente lors de l'impression donc le changement de débit ne sera surement pris en compte que après la file de commandes en attente passé sauf éventuellement si il y a le EMERGENCY_PARSER... ) Sinon pour la connexion USB peut importe Pronterface, Repetier Host, OctoPrint, ... (voir Ultimaker Cura mais lui n'a pas de log des retours des commandes envoyé) ou même un simple client port série comme PuTTY Tiens nous au jus et bons essais.1 point
-
Vu où on en est ici, je me lance aussi... Connaissez-vous la différence entre une femme et une chienne ? (Entre nous j'espère bien que vous savez faire la différence) Non ? --> je suis sorti...

 1 point
1 point -
Un grand merci à toi @MrMagounet de m'avoir mis en relation avec le patron de hotends.fr pour faire cette vidéo Et merci encore et toujours pour ton travail sur les divers firmware pour nos Artillery Je met donc ma vidéo sur l'installation du TouchMi dans ton topic comme ça les personnes voulant l'installer le verront en image Lien vers la vidéo sur Youtube1 point
-
Bon, après plusieurs échanges, le SAV me renvoie un support de bobine. Franchement chapeau à Artillery. Pour mémoire, le seul SAV que j'ai connu aussi réactif et arrangeant est celui d'Amazon. Je suis très agréablement surpris. Ça fait plaisir de constater qu'il existe des fabricants qui prennent encore en compte la satisfaction du client, surtout en Chine C'est un plateau magnétique que tu as ? Tu as réussi à le remplacer ? Cette imprimante est excellente, mais elle a pour moi un gros défaut : le bed n'est pas amovible et n'est pas facilement remplaçable1 point
-
Oui et non (ça dépend de ce que tu mets dans le "nous plaît" ... le résultat, ou tout le système ?). J'ai basculé sous Ideamaker parce que je ne supporte pas l'interface de Cura. Donc si pour une nouvelle imprimante je devais retourner sous Cura, ce serait vraiment à grands regrets !1 point
-
Tout dépend de ton niveau et de ce que tu recherches. Si tu veux rester en version constructeur, je te conseille de passer sur la version 1.3 fournie par FLSun.1 point