Classement




Contenu populaire
Contenu avec la plus haute réputation dans 02/09/2022 Dans tous les contenus
-
C'est trop d'honneur que tu me fais, cher vieux con-plisse, à juste titre d'ailleurs. Vu que tu m'interpelles je me suis cogné (laborieusement) l'intégralité de ce "thread" (quel vilain mot) Utilisateur d'un capteur sans contact dont j'avais oublié l'existence tant il est discret, je me désole que ces discussions virent au concours de bites. J'imagine que c'est une dérive "normale" et je vous ferai grâce de ma propre expérience professionnelle, dont tout le monde se contrefout, car je perds toujours au jeu de qui pisse le plus loin.5 points
-
installation d'un rangement magnétique sur ma Jupiter pour gagner un peu de place et de confort sur le plan de travail.
 3 points
3 points -
Bonjour @zaln-LM voici la solution pour avoir aidé Studiolab39 dans les difficultés techniques concernant cette alimentation. La fourniture Condensateur 680 micro 250volts bon courage il faut un fer à souder entre 30 et 45W et une pompe à dessouder. a+2 points
-
T'es trop fort Kachidoki ! C'est exactement cela : la boite d'encastrement dépassait depuis plusieurs années sans que cela ne pose problème mais je trouvais ça mieux de mettre une protection et un isolant ... j'ai donc fait une pièce qui va bien dessus ! Je me suis posé la question mais je ne sais pas réellement comment les mettre ... Ah bah ça m'intéresse fortement ! Merci à tous et ravis de vous avoir divertis !2 points
-
Encore un qui est tombé dans le panneau. La surface du cercle augmente au carré => En terme de volume, c'est un ratio de x8. Une hotend classique qui tient 15mm³/s devra ralentir beaucoup en buse de 0.8 et couches de 0.4 pour ne pas dépasser sa capacité. Le meilleur compromis à mes yeux, que j'utilise depuis longtemps maintenant (donc subjectif), c'est la buse de 0.6mm en cuivre plaqué. Le cuivre transmet plus rapidement les calories au filament pour grapiller de précieux mm³/s, et ce diamètre est très polyvalent. On peut l'utiliser en couches de 0.15mm comme en couches de 0.4mm, et pour la largeur d'extrusion, je n'hésite pas à pousser jusqu'au millimètre si j'ai besoin de parois épaisses en une passe ou en vase. Pas besoin de changer de buse et re-régler l'offset sans cesse. En restant sur une hotend classique, on atteint très facilement sa limite, donc inutile d'aller plus haut en diamètre, sauf cas très particuliers. Et oui, l'Arachne a vachement amélioré cet aspect, en évitant de doubler les parois là où on peut en faire une seule plus épaisse.2 points
-
Pour ajouter un peu plus de lecture/visionnage à ce qui a déjà été fourni, j'ajouterai cette vidéo de Thomas Sanladerer : Il explique pourquoi, à ses yeux, le 0.4 mm qui est la "norme" devient de plus en plus obsolète et que le 0.6 mm est bien plus avantageux, bien sur grâce au gain de temps mais également suite aux dernières évolutions logicielles avec le moteur Arachne (qui est dans Cura depuis la version 5.0 et bientôt en release officielle dans PrusaSlicer 2.5) qui permet des largeurs de lignes variables et donc de ne plus avoir de perte de détails malgré un diamètre de buse plus gros. Sa vidéo est également expliquée dans un article lié : Article vidéo2 points
-
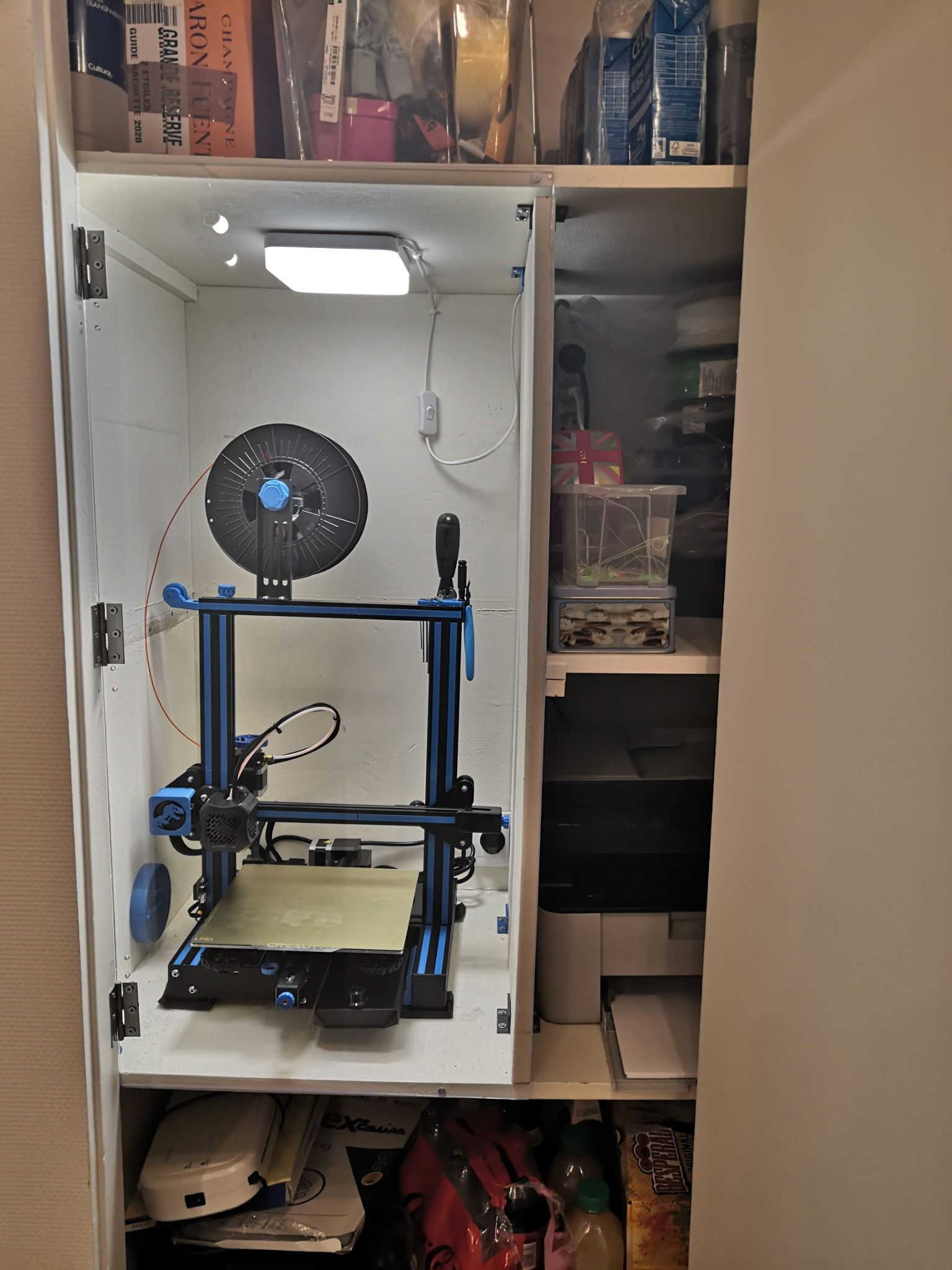
Quand on vit en appartement avec des enfants il faut savoir tout aménager au mieux ... alors voici mon petit coin imprimante : J'ai créé des petites pièce avec mon imprimante afin de que la cloison du milieu du placard soit amovible, petite lumière et fermeture plexi pour éviter le bruit. Simple et efficace.
 1 point
1 point -
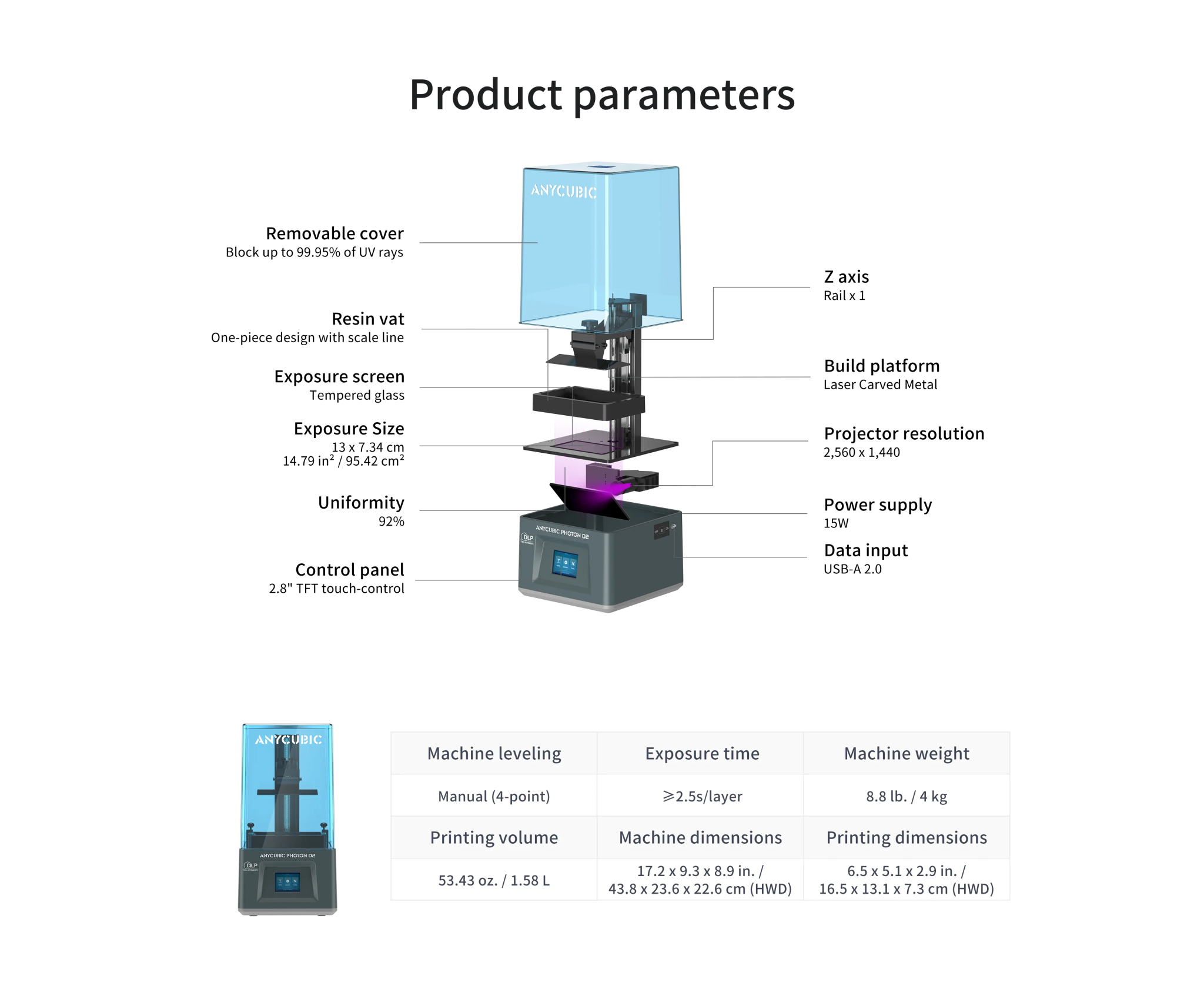
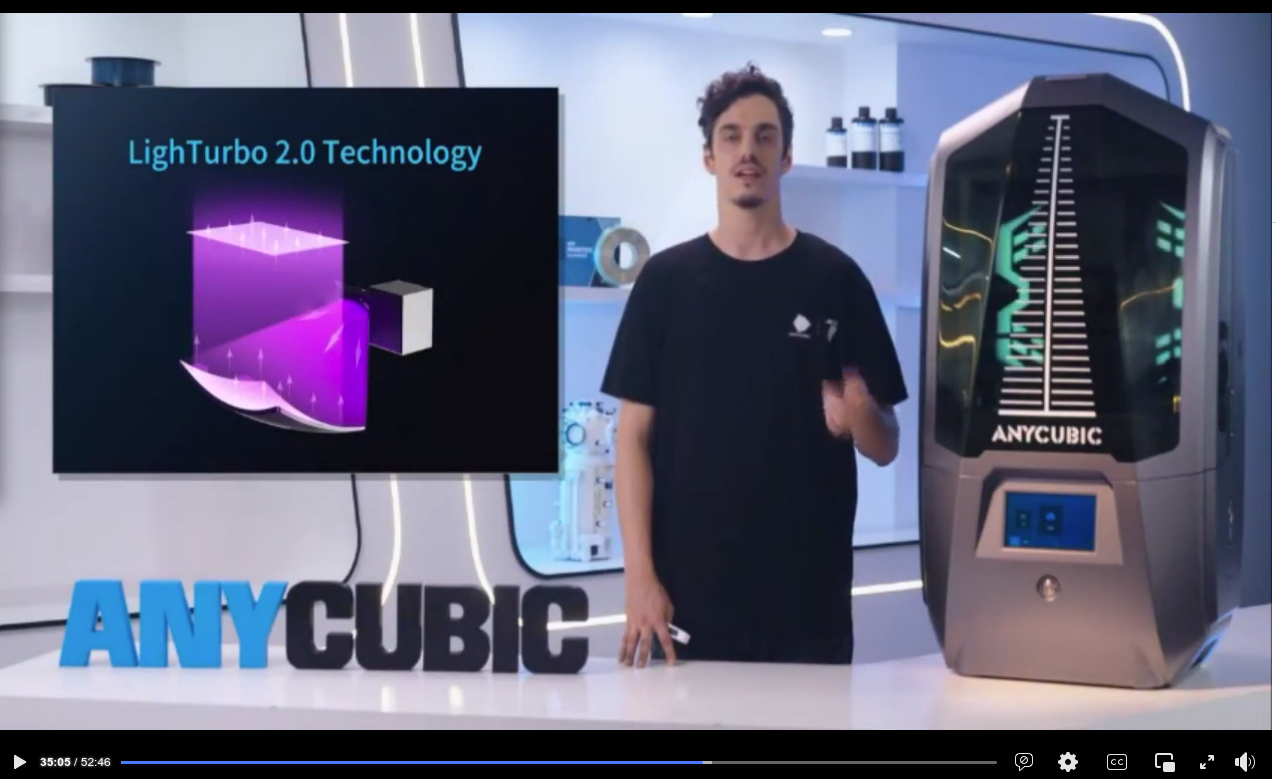
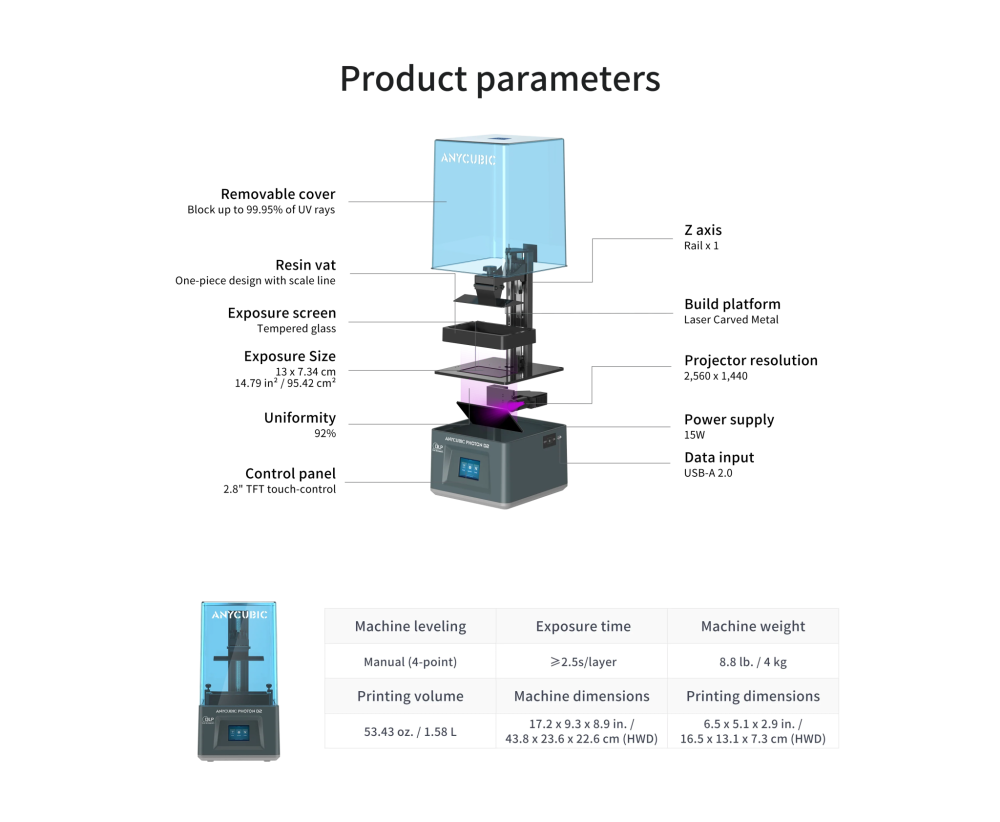
Salutation ! Alors ratage au début durant 20 minutes ( pas de son dans la vidéo) mais pour le reste ils nous montrent des "prototypes ?" de SLA qui ressemble a un "1er avril" mais il semble que non ... https://www.facebook.com/ANYCUBIC3dprinter/videos/2591533940983459 "Anycubic Photon Nex" ( vers 30 min 26s ) Suivie d'une "mini" SLA avec une technologie "MicroUVLED" ( vers 35 min 30 ) Et donc lancement de la "Anycubic Photon D2" et de la résine "Anycubic ABS-Like Resine Pro" , et pré vente de la "Anycubic Kobra Go"


 1 point
1 point -
Hello. J'ai fait un peu de ménage.. Vous pouvez reprendre le fil de la discussion1 point
-
oui, à 50% à partir de la 2ème couche, en ajoutant une bordure conséquente. Edit: tu pourrais essayer de faire des essais sur des pièces tests en forme de tube rectangulaire ils vont être très compliqués à enlever, surtout si tu en as dans le conduit horizontal supérieur1 point
-
@Motard Geek : Justement, @PPAC a dit plus haut : Edit : et peut être faudrait il ajouter ".html" ( pour les exports HTML de Ultimaker Cura ) voir aussi ".curaprofile" , ".curapackage"1 point
-
C'est fait, sauf pour HTML, t'aurais un exemple d'usage ?1 point
-
On a résumé les specs ici https://www.lesimprimantes3d.fr/comparateur/imprimante3d/anycubic/photon-d2/1 point
-
bonjour as tu vérifié sur l'imprimante la puissance des uvs ? ,comme cette puissance est ajustable sur cette machine , il est possible qu' elle soit mal adaptée pour cette résine1 point
-
Voici deux supports muraux un court et un plus long. Ainsi chaque bobine est indépendante et c'est le même support au milieu comme aux extrémités. L'axe est coupé dans de la tringle à rideau en bois de Ø 28 mm. ainsi les bobines se déroulent juste ce qu'il faut, sans effort et sans se débobiner toutes seules. J'ai mis les fichiers STL, matière PLA avec impression sans support. Si tu veux les modifier, je pourrais mettre les fichiers en Step. Support bobine mural leger.STL Support bobine mural long leger.STL
 1 point
1 point -
Moi j'aime bien l'installation décrite chez Voron, c'est clair et détaillé : Software Installation - (vorondesign.com) En gros il faut compiler klipper pour ta carte skr, puis installer le firmware compilé sur la carte (par sd ou usb)1 point
-
Bon, octoprint opérationnel dans le Pi 3B+, merci @MrMagounetpour ton tuto et celui du site Octo en l'installant avec PI Manager ça ce fait bien. Pour Klipper comment ça ce passe ? j'avoue être un peut perdu quand à ce qu'il faut installer sur la carte SKR, j'ai un onglet OctoKlipper dans Octoprint, il faut passer par là et relier la carte SKR et le Pi en USB ? Merci. (je regarde en parallèle différent tuto/post pour essayer d'avancer tout seul )1 point
-
Voilà c'est officiel, (je traîne trop pour réaliser mon test... car ) le lancement de la "Photon D2" générations suivantes de la "Photon Ultra" vient d’être faite par Anycubic (dans le cadre de sont 7e anniversaire) en même temps que la "Kobra Go". https://www.facebook.com/ANYCUBIC3dprinter/videos/2591533940983459 ( passer directement à plus de 20 minutes de la vidéo car il y a un cafouillage avec le son qui manque et qui prend du temps à être corrigé au début ) Photon D2 https://www.anycubic.com/pages/photon-d2 On la trouve depuis aujourd’hui en vente ... (enfin si je ne me suis pas trompé avec "en précommande") https://www.anycubic.com/products/photon-d2-dlp-3d-printer https://www.amazon.com/dp/B0B4QWYBZL https://fr.aliexpress.com/item/1005004707758857.html https://www.walmart.com/ip/3D-Printer-ANYCUBIC-Photon-D2-DLP-Desktop-3D-Printer-with-High-Precision-Printing-Laser-Engraving-Platform-Build-Volume-5-34-x-2-9-x-6-5/1919482069
1 point
-
Faudrait déplacer ce sujet dans le schmilblick !1 point
-
Bonjour à tous et merci pour vos conseils car en rentrant de l'hosto j'ai dégraissé le plateau de ma Sidewinder X2, j'ai réglé à nouveau le plateau à 0.20 j'ai télécharger un petit fichier stl sur thingiversse et avec cura 5.01 il est passé en Gcode et l'imprimante a fonctionné et m'a imprimer cette petite pièce parfaitement. Cette fois sur l'écran de la sidewinder le Z était égale à 0.21 point
-
Bah je suis confus que le truc bleu en bas soit pour des support de bobines à mettre en haut. Ou alors je t'ai mal compris (ou tu t'es mal exprimé ). Si cela n'avait rien à voir avec le truc bleu, tu as raison il a la place, et juste une barre traversante serait bien mieux que la bobine fixée au haut du portique, permettrait d'en mettre plusieurs, et qui plus ait possibilité de changer rapidement en les laissant sur la barre.1 point
-
D'accord, la platine en imprimé me paraissait surprenant ! Donc ben pour le galet, c'était l'option 2 ! Reste plus qu'à trouver ton soucis "très" étrange de BL Touch, mais là-dessus je laisse les experts gérer, même si la pomme va finir par être à court d'idées, quand je vois tout ce qu'il t'a déjà proposé (déjà quand j'ai lu l'intégralité du sujet hier soir j'étais sur le cul, car tu n'es pas non plus ridicule niveau électronique informatique, comparé à moi ).1 point
-
Je suis tout à fait d'accord sur l'ironing ou lissage, c'est pour ça que je ne l'utilise pas. J'avais aussi fait un chat avec un échantillon pierre qui rendait super bien, mais ma femme est passée par là et me l'a piqué .1 point
-
Ils étaient bien disposés mais une personne impatiente à ouvert toute la boîte. La qualité est vraiment bonne je trouve. La surface est très propre, l'ironing ne donne pas toujours de très bons résultats. Je suis étonné par le fil transparent, ça rend super bien.1 point
-
La hauteur du caisson étant assez importante, je verrais un support pour trois ou cinq bobines au plafond. @methylene67 pourquoi es-tu confus par mon message ? En mettant plusieurs bobines à l’intérieur de caisson en haut, elle ne prendront pas l'humidité (avec la chaleur qui monte), elles sont en place surtout lorsqu'on fait du multi-couleur par changement de filament et cela permet de préparer les prochaines impressions.1 point
-
Je le sais bien, c’était une boutade1 point
-
Je me suis fait la même réflexion. Je crois que c'est pour glisser la bouteille de despé qui a servi à faire patienter durant l'impression, ou à se féliciter du travail bien fait lorsqu'on s'auto-impressionne quand une pièce sort parfaitement. Ainsi, tout est parfaitement aménagé et la place optimisé, les despé pleines en bas à droite, les vides à gauche (de l'autre côté du mur, elles tombent directement dans le casier qui sert au transport du verre). A moins que ça ne soit pour y mettre les bouchons de Champagne Baron Fuente qui sert pour fêter la fin d'un gros projet. Ou tout simplement pour collecter les différents bouchons plastique qu'on donnera aux associations. Bon en vrai, j'en sais strictement rien et ça m'intrigue, du coup mon imaginaire prend le relai avec tous les indices de la photo . Blagues à part, ça me fait penser à mon installation, je n'ai pourtant pas d'enfant, mais mes imprimantes (3D et papier) sont aussi dans un placard/dressing.1 point
-
C'est une vyper pas au point alors ? OK je sors ...1 point
-
Salut, Je trouve que la platine du chariot X devrait être en métal et non imprimée, car, avec ton extrudeur en direct-drive, elle subit des contraintes relativement importantes. est-ce que tu constates toujours ça avec le nouveau firmware? si non, alors tu pourrais nous faire une vidéo, vu que tu maitrises1 point
-
Pas de soucis je les avais pas mis comme ça normalement c’était quand même plutôt bien calé avec du papier journal, j’espère que rien de cassé . Dommage que je ne puisse pas avoir la texture du PEI de chaque côtés, le dessus est nécessairement un peu moins beau (au passage je n’utilise pas de lissage).1 point
-
Oui exactement. Merci d'avance. Bien reçu @methylene67. Superbe travail. Mille mercis.
 1 point
1 point -
@Petit Pimousse Au rapport !! désolé je n'ai pas pu résister ...1 point
-
Oui bien sûr. C'est un truc tout simple et que j'ai testé : J'en a fait 20 et je m'en vais les poster...
 1 point
1 point -
Je trouve également que la buse de 0,6 mm en couche de 0,3 est un bon compromis pour des pièces utiles (vitesse / qualité). Pour des pièces d'aspect, je reste en buse de 0,4 avec des couches de 0,15. Je vais installer PrusaSlicer 2.5 maintenant qu'il est en RC2 afin de voir les améliorations qu'apporte l'arachne1 point
-
C'est un bon résumé. Mais suivant ce que tu imprimes il faut nuancer. Tu entends souvent que les buses au dessus de 0.4 c'est bien pour imprimer vite, mais avec des couches visibles. Oui et non On convient qu'il ne faut pas dépasser 3/4 du diamètre de la buse pour la hauteur de ligne. Donc 0.3mm avec une buse de 0.4 Mais rien ne t'empêche de d'imprimer des couches de 0.2 avec une buse de 0.8 : tu gagneras toujours en vitesse grace à la grande largeur de ligne. Donc perte de possibilité des détails sur un plan horizontal, mais verticalement tes couches et le rendu seront les mêmes. Pour moi c'est intéressant dans 2 cas : 1/ quand tu as des parois fines, je préfère les imprimer en 1 fois plutôt qu'en 2 passages avec les éventuels faiblesses entre les deux. 2/ en mode vase : En 0.4 tu obtiens des objets plutôt mollassons et dont la résistance est limitée. En 0.8 ou 1, tu as un truc qui tient vraiment bien ... (et comme je le disais juste au dessus : si tu n'aimes pas voir les couches : mode vase avec couche de 0.2 ... et tu as un truc vraiment résistant et propre à la fois). Par contre, comme le mentionnait @Vincent, attention avec nos machines aux capacités de la tête : En terme de débit, entre une buse de 0.4 avec couche de 0.2 et une buse de 0.8 avec couche de 0.4, il y a un ratio de x4 ! Donc si tu gardes la même vitesse d'impression, il faut que ta tête soit en mesure de faire fondre 4 fois plus de filament dans le même temps ! Malheureusement si tu imprimes déjà à vitesse relativement élevée, il y a de grandes chances que ta machine ne puisse pas suivre. Tu peux augmenter un peu la température, mais malgré tout, tu es bien souvent obligé de ralentir. Donc le gain n'est pas mathématique : tu n'imprimeras pas 4x plus vite ton objet. C'est pour cela que certains modifient leur machine pour avoir une capacité volumique max supérieure et tenir leur vitesse. Perso je ne suis pas pressé ... donc mon but en 0.8 est plus la résistance que la vitesse.1 point
-
Salut Un autre retour d'expérience avec une buse de 0,6mm Bonne lecture JC1 point
-
Je te fais un colis qui partira probablement demain avec 20 marques-pages siglés FAHIM. Je te l'envoie où ? Cette adresse-là ? association F-A-H-I-M 2 Rue Eugène Varlin 94240 L'Haÿ-les-Roses1 point
-
Sans oublier les passes de finitions faite par grattage manuel (des jours de grattage ,marquage au "bleu" , et ainsi de suite)...pour l'avoir vu et connu ...ça nous rajeunis pas... et aussi les machines pleines , ou composées de "béton" ...qui sont encore une autre histoire... A+1 point
-
Les 0,05 mm c'est tout juste avec mon scan à 40.000 € (je ne parle pas du petit Créality) donc à moins de 1.000€ j'ai de très gros doutes, déjà si tu arrives à tenir 0,5 mm ce serait génial.1 point
-
Bonjour, Via l'écran, je ne l'ai jamais fait. Si ton imprimante est connectée à un PC (et reconnue pas celui-ci via un port série) alors en utilisant un terminal (Pronterface, Octoprint, …) tu peux saisir la suite de commandes Gcode qui devraient te permettre de régler ton Zoffset :1 point