Classement




Contenu populaire
Contenu avec la plus haute réputation dans 13/12/2022 Dans tous les contenus
-
Bonjour à tous, petit sapin de noël avec ces gnomes imprimés et peints. Et le grand frère en 30 cm. Joyeux Noël à tous.

 6 points
6 points -
Ci-joint le compte rendu réalisé par POLYVIA et FRANCE ADDITIVE du salon FORMNEXT 2022 Support_RESTITUTION FORMNEXT 2022.pdf La page 17 m'intéresse, l'écran semble plus grand que celui prévu5 points
-
Bonjour je participe aussi. Je pense que la première fonctionnalité que je testerai c'est la gravure sur tout type de support Après la découpe oops j'ai pas fait gaffe mais c'est un ancien concours xD4 points
-
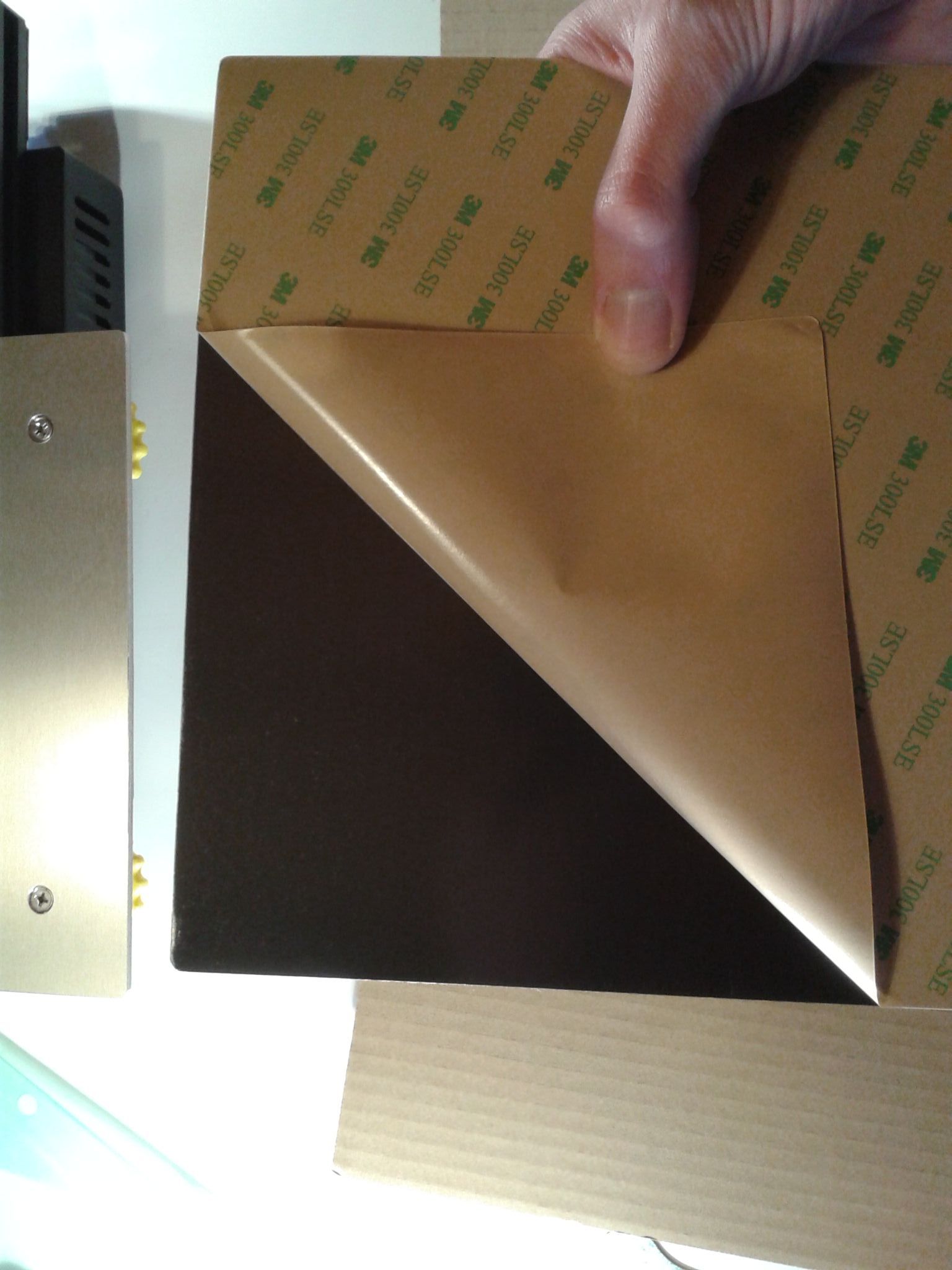
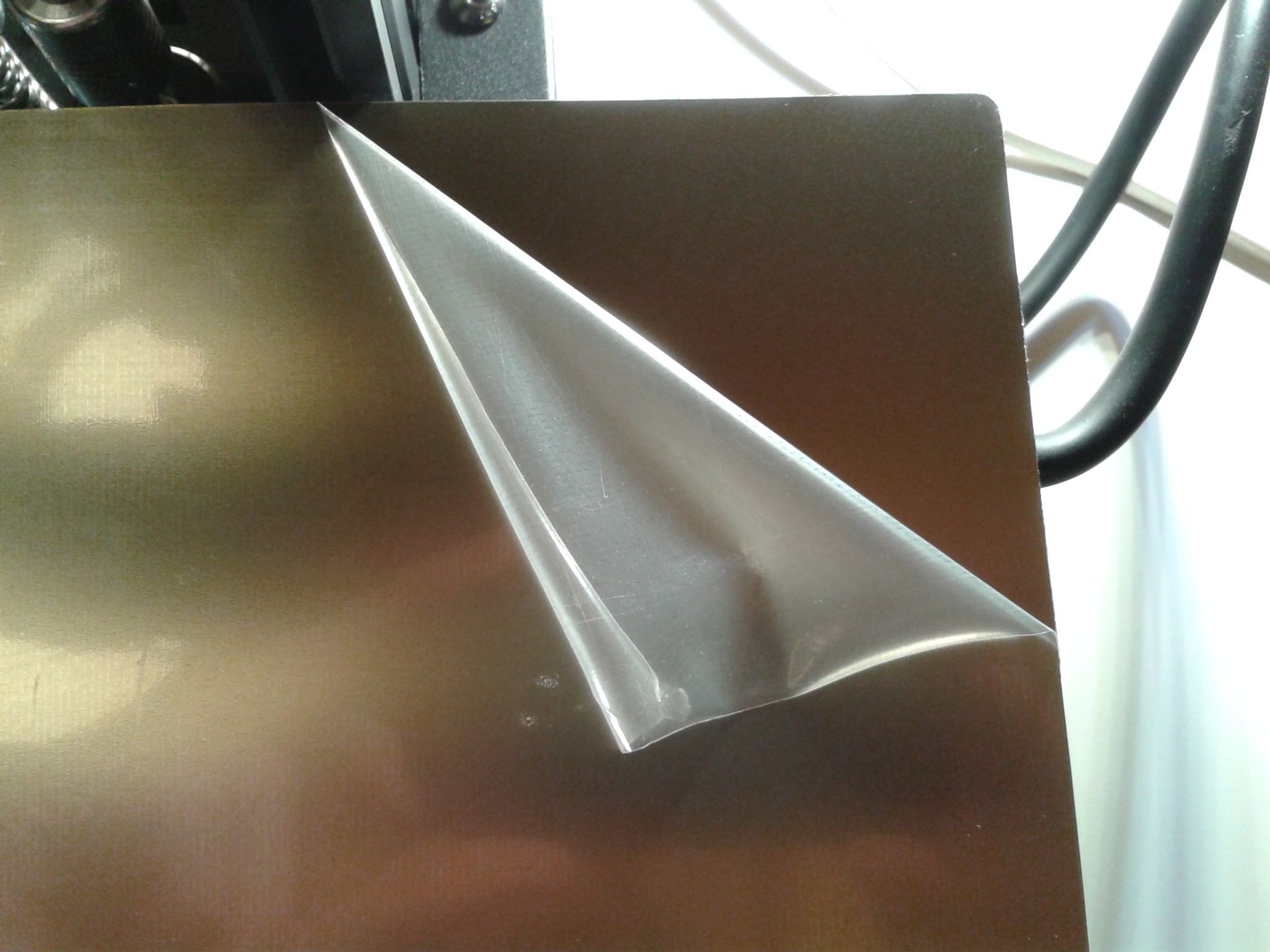
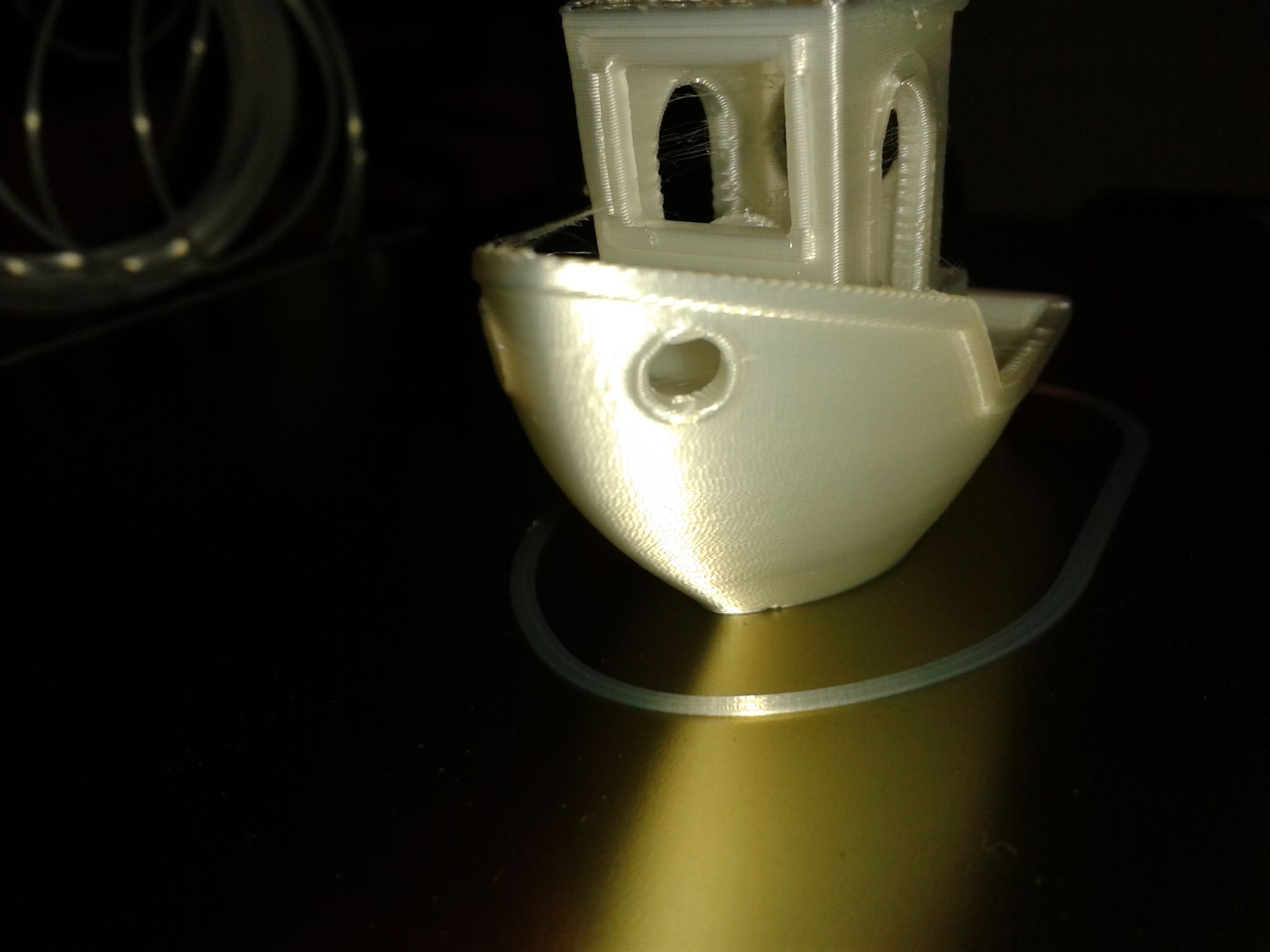
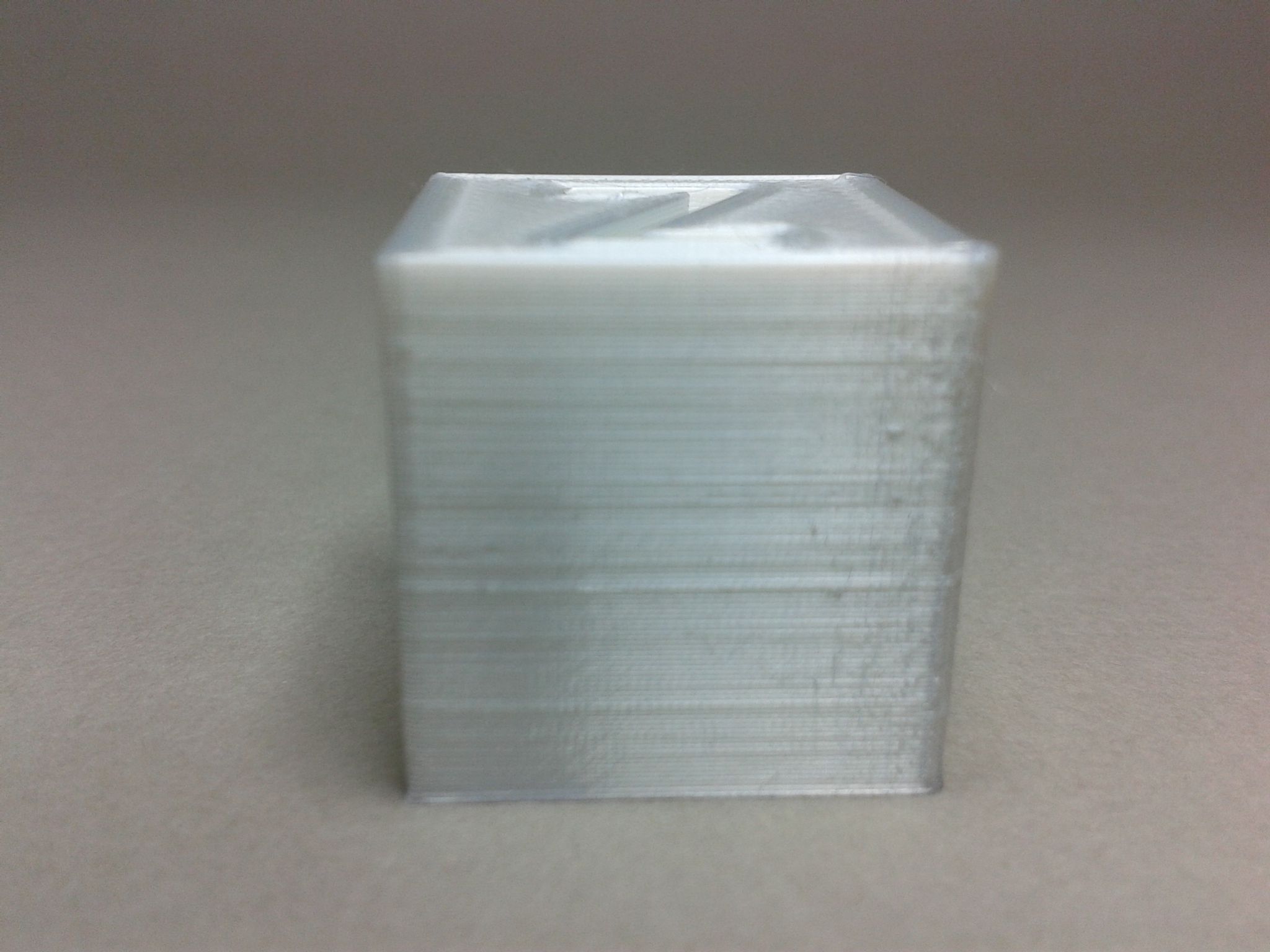
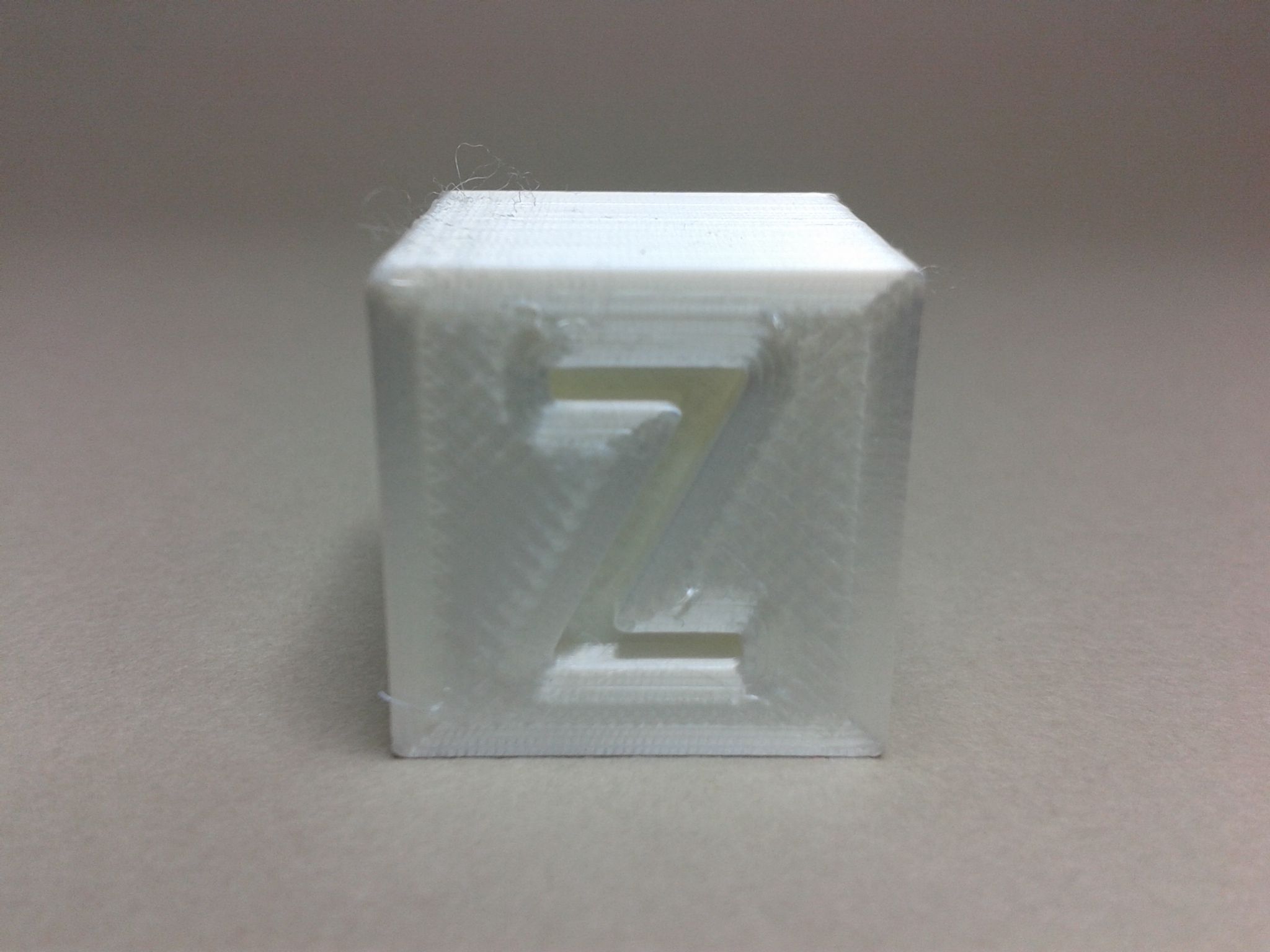
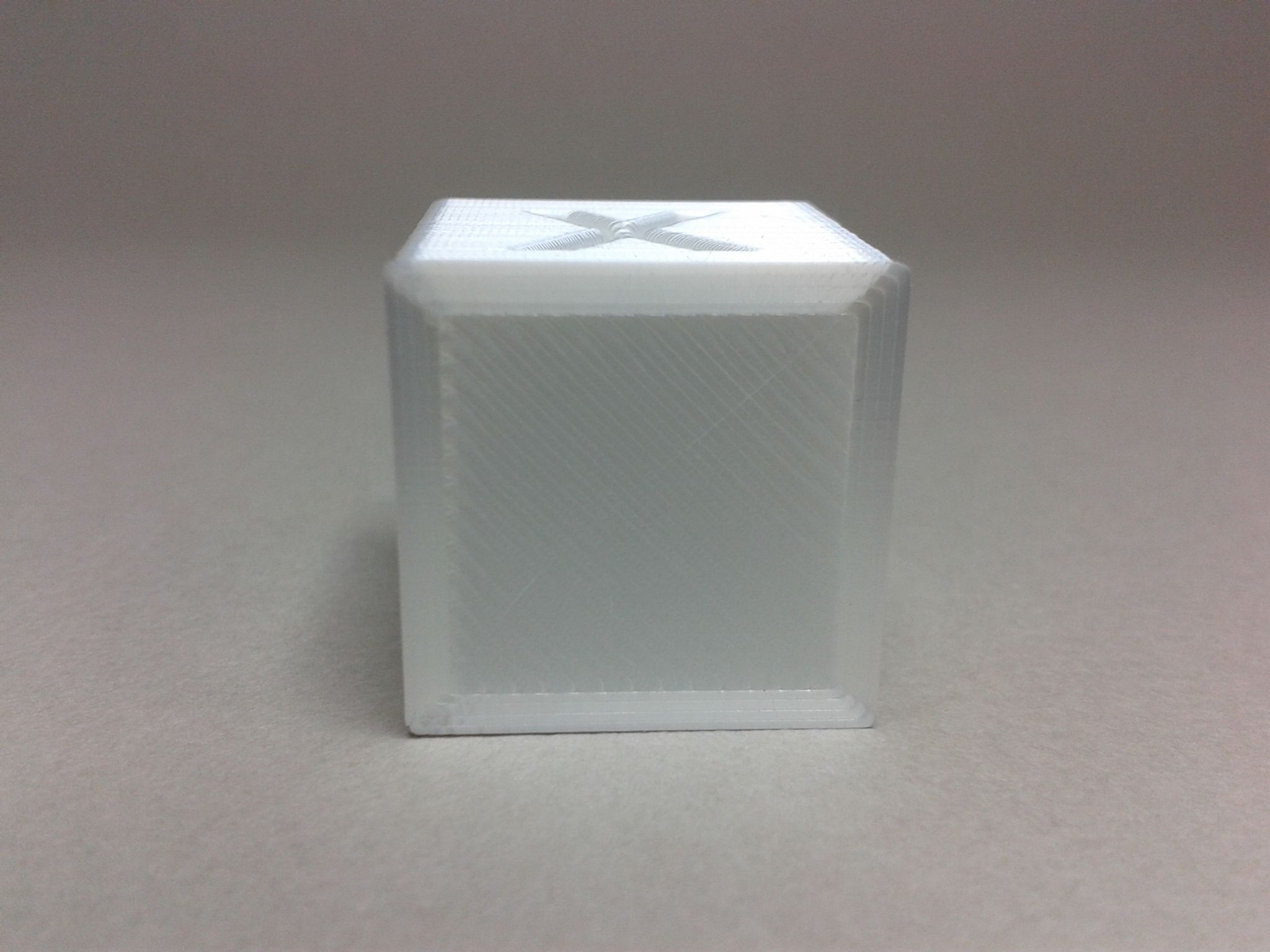
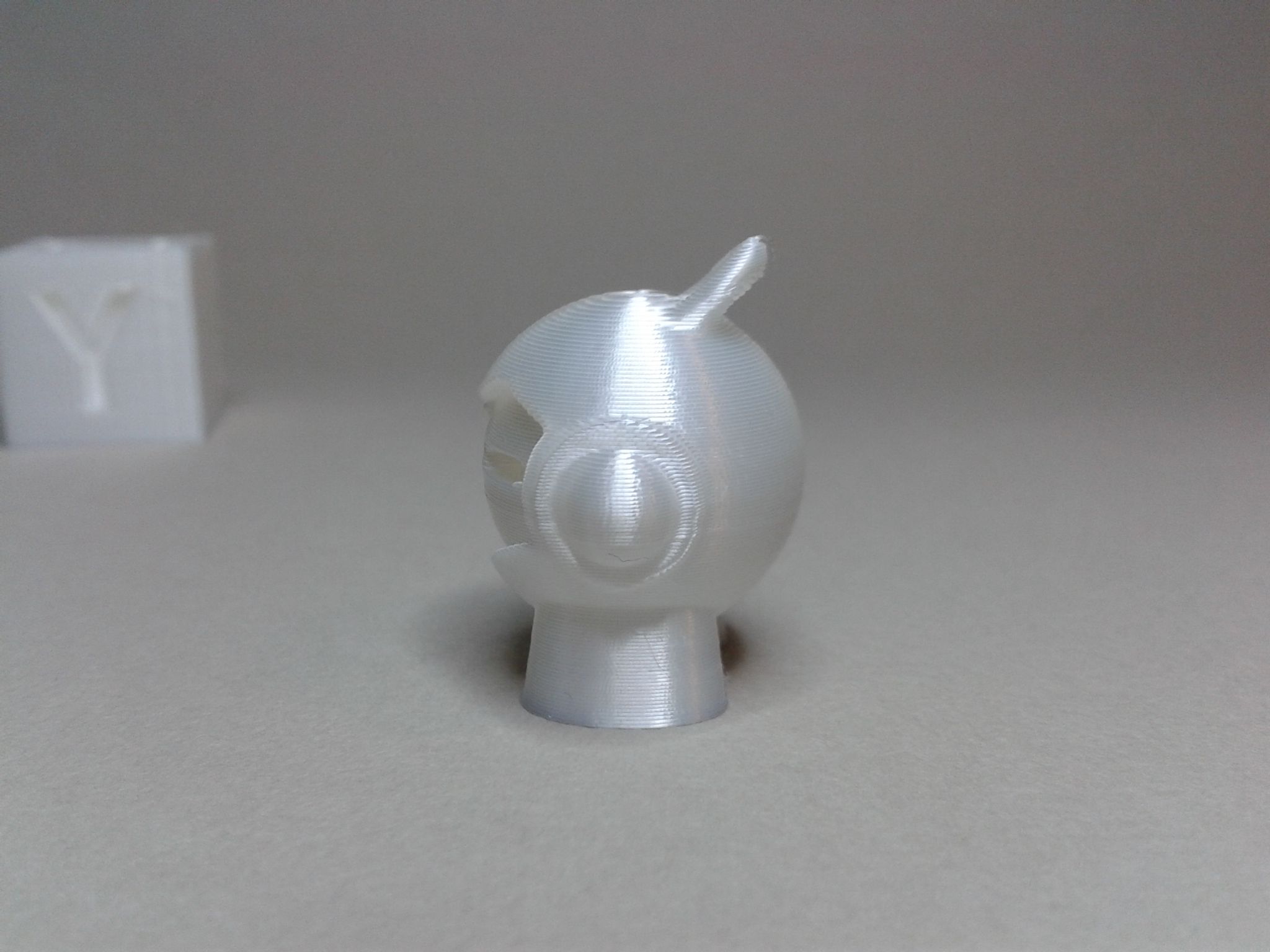
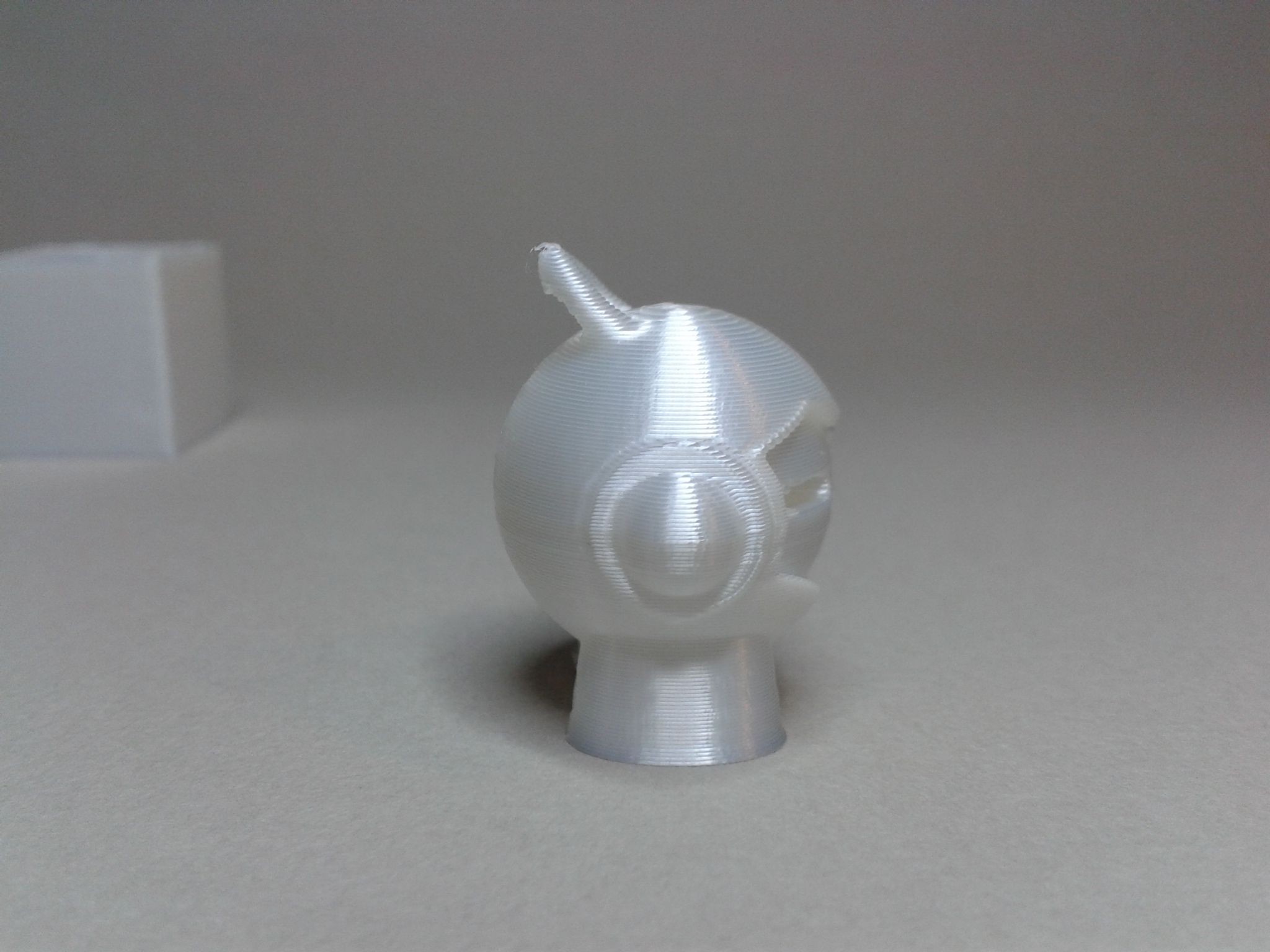
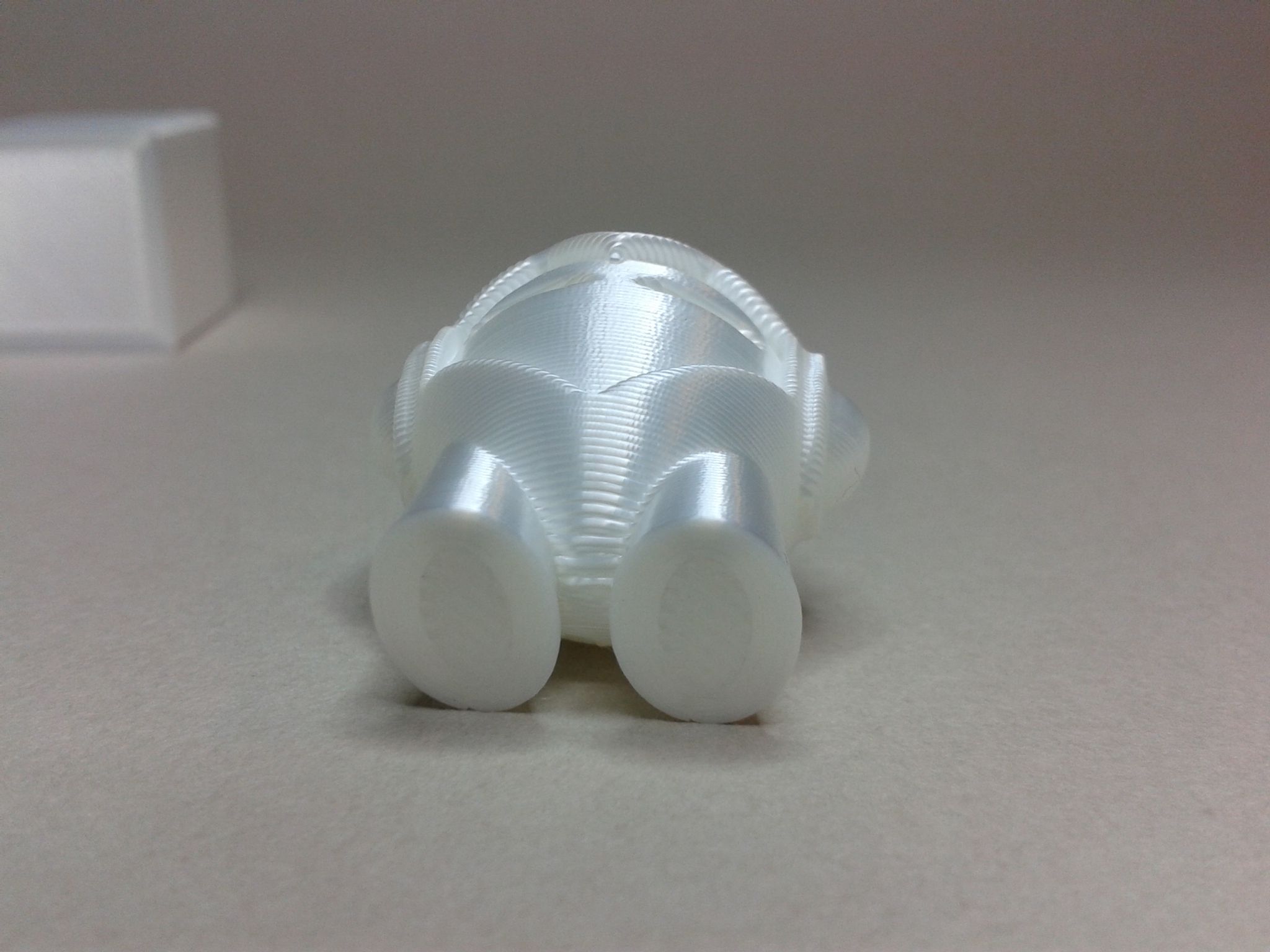
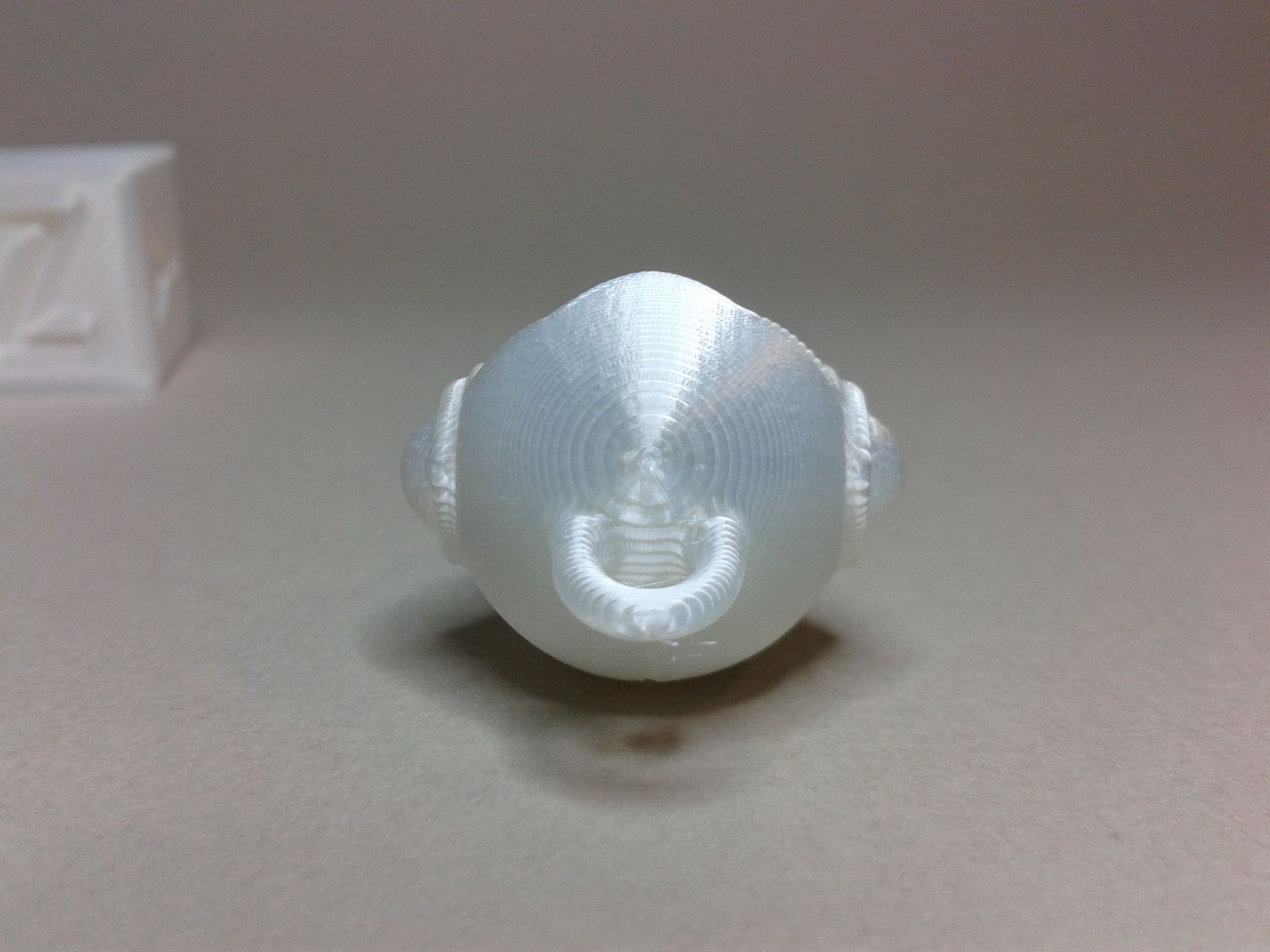
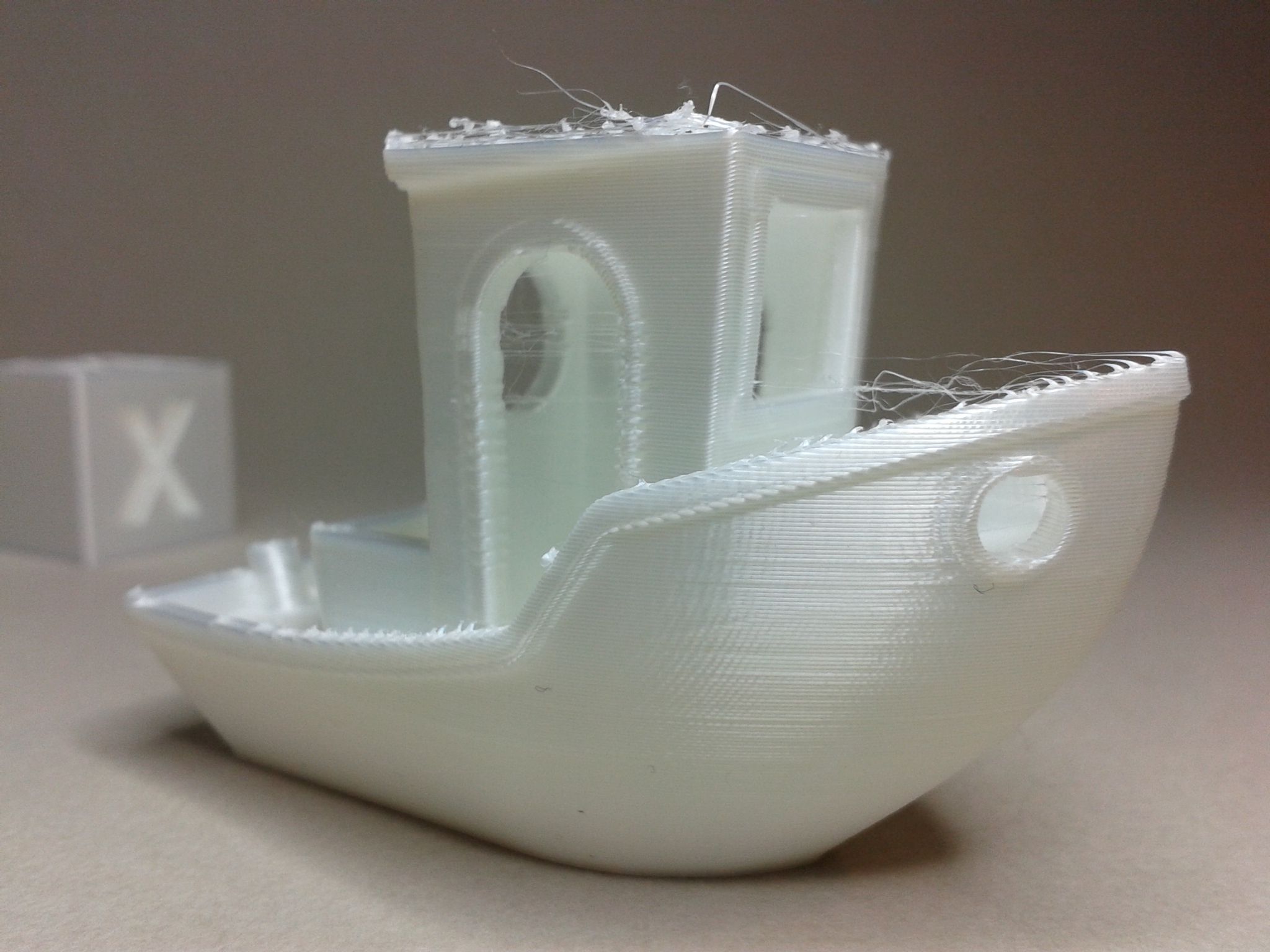
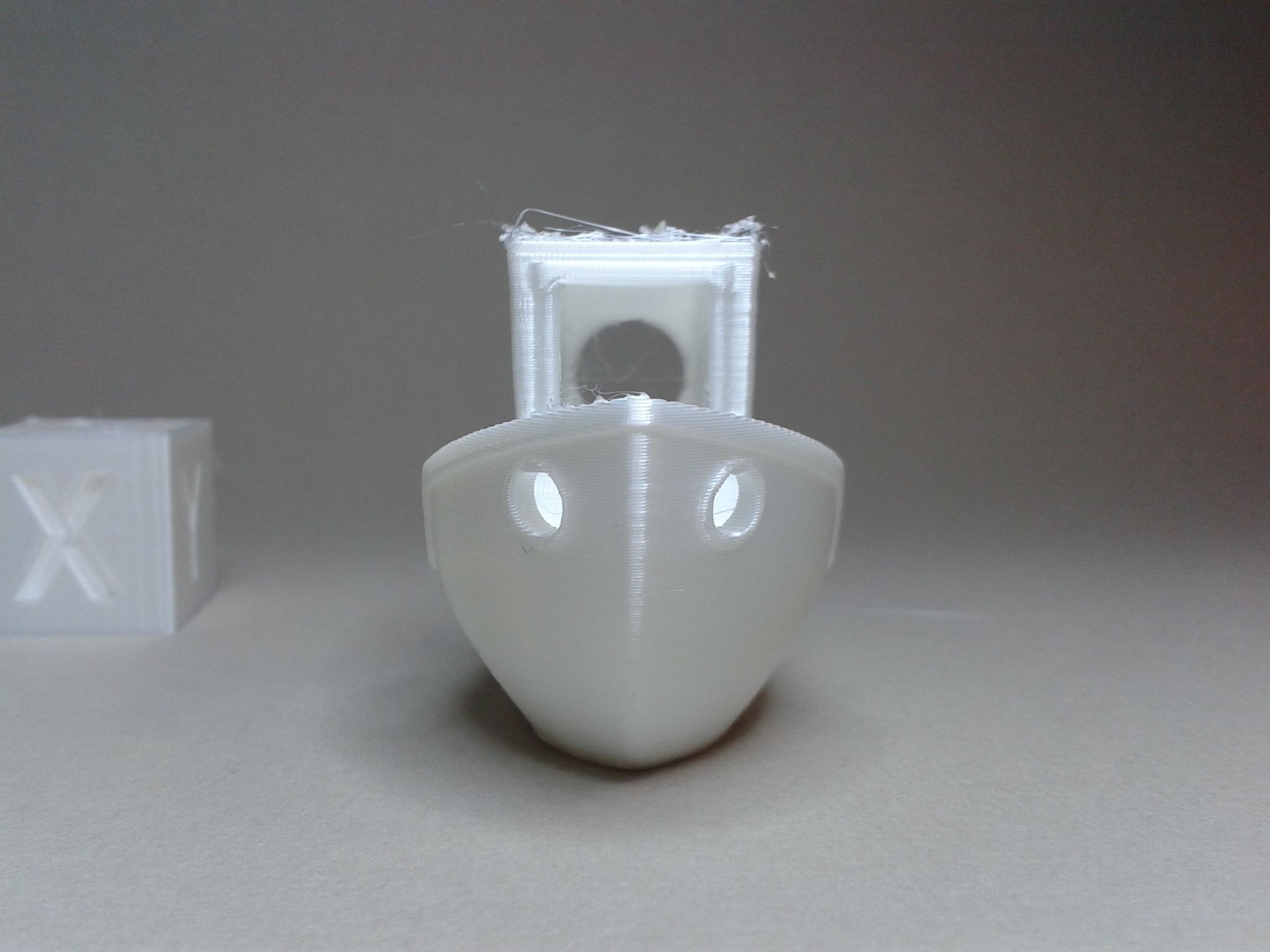
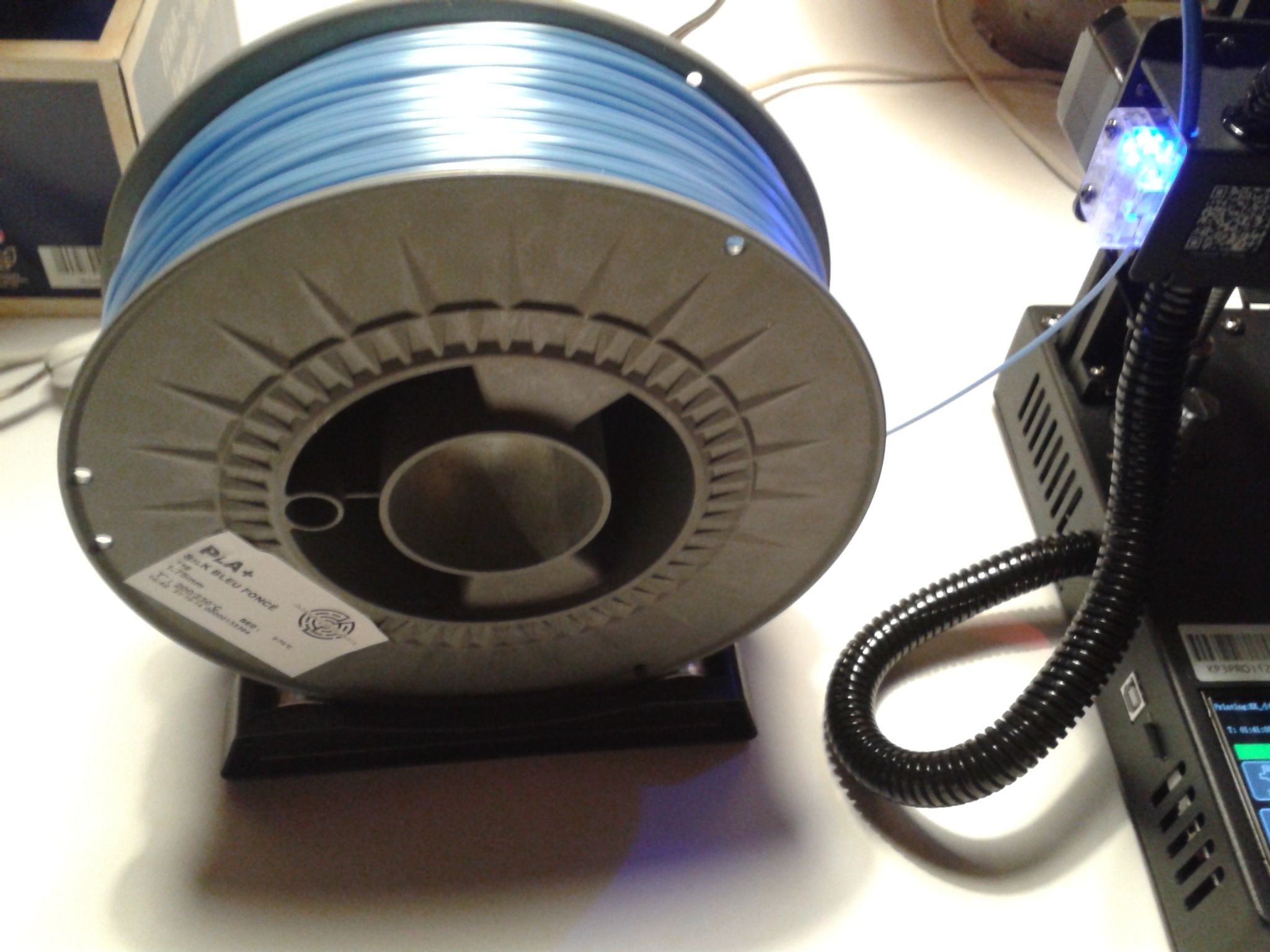
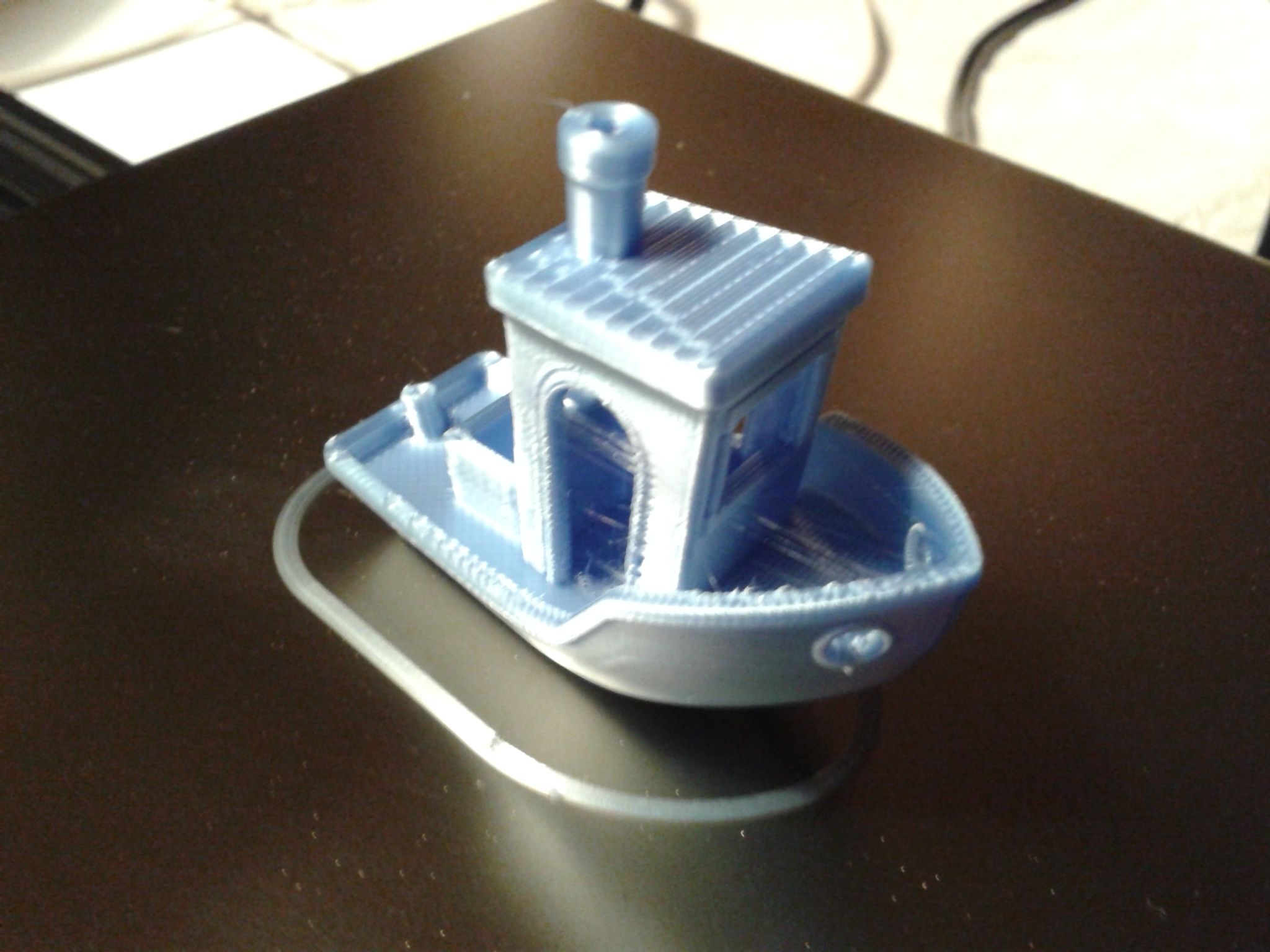
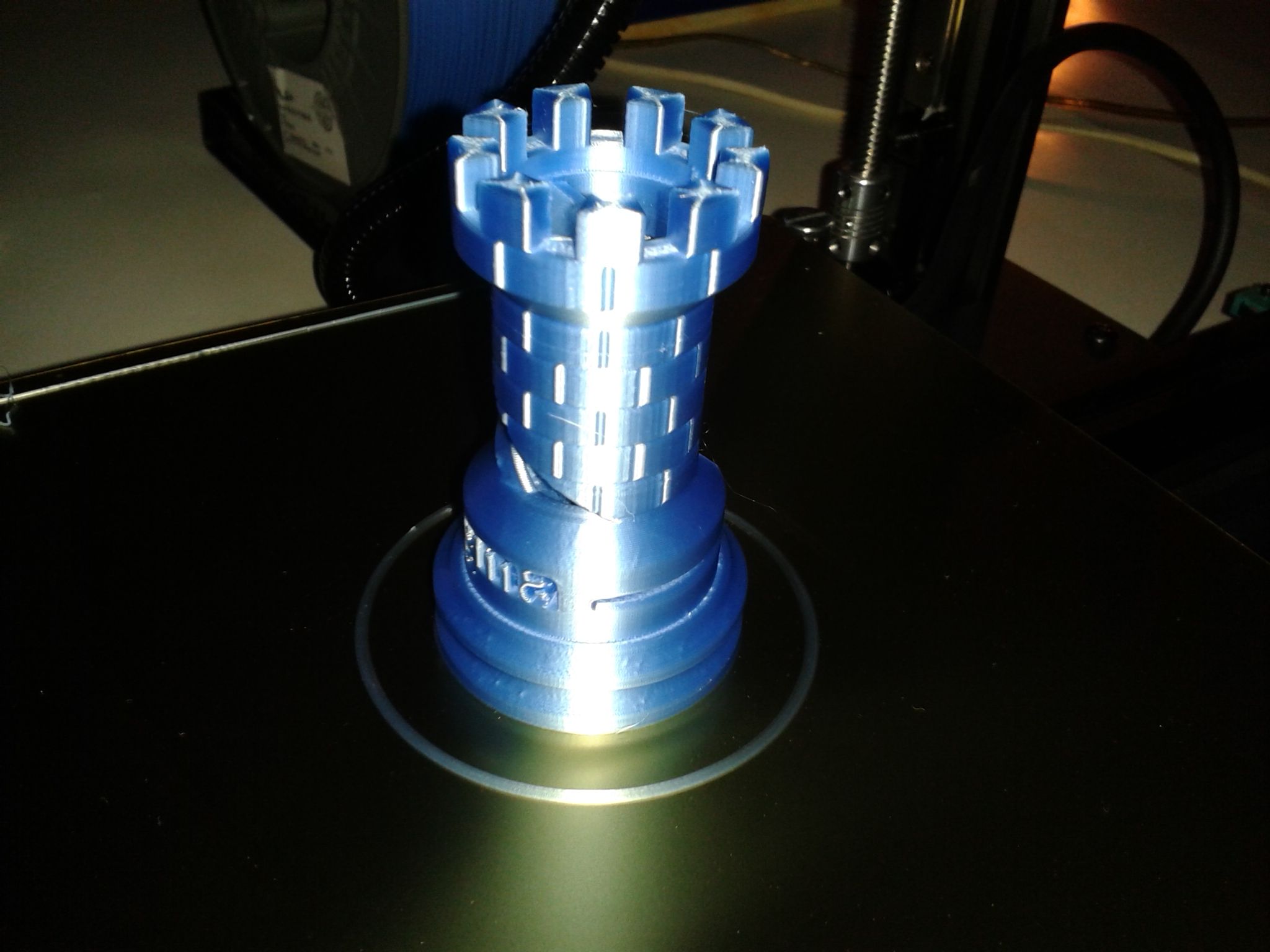
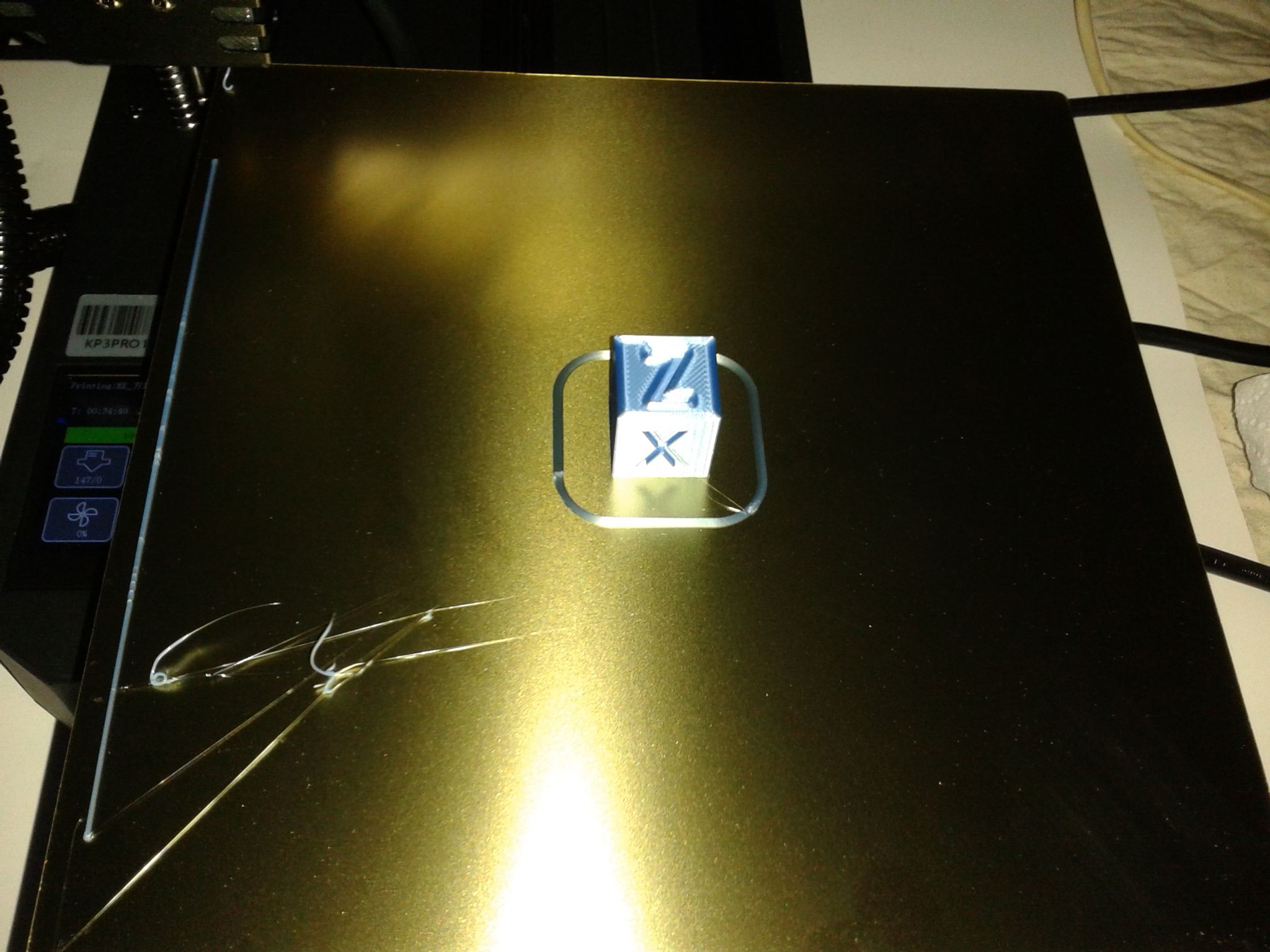
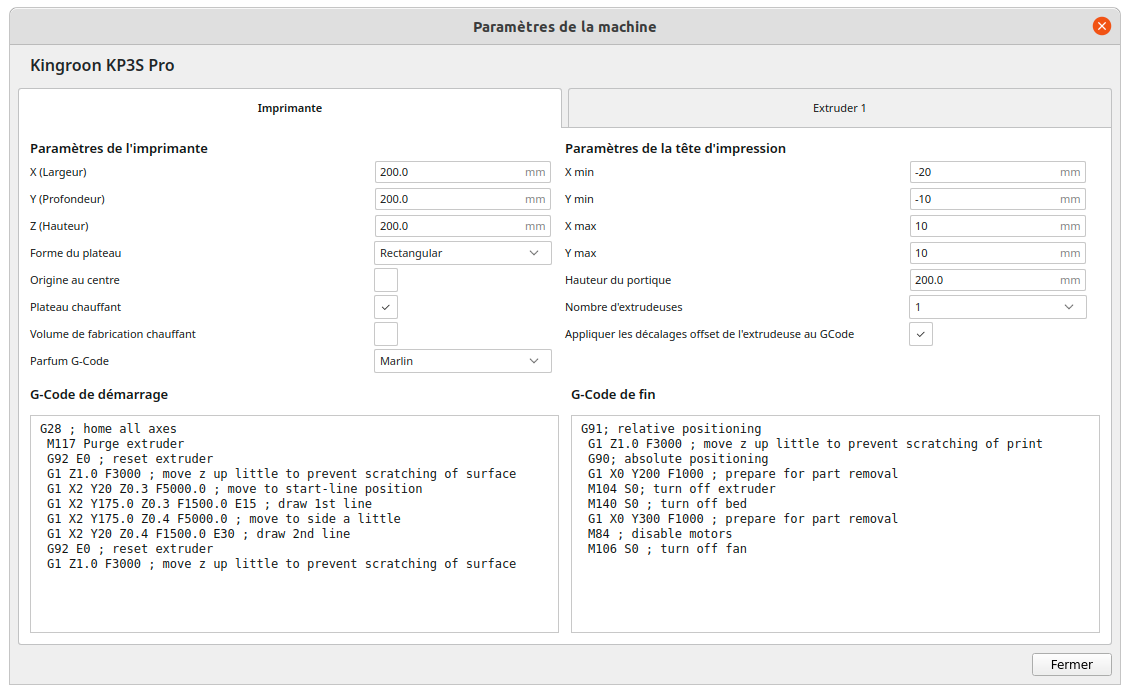
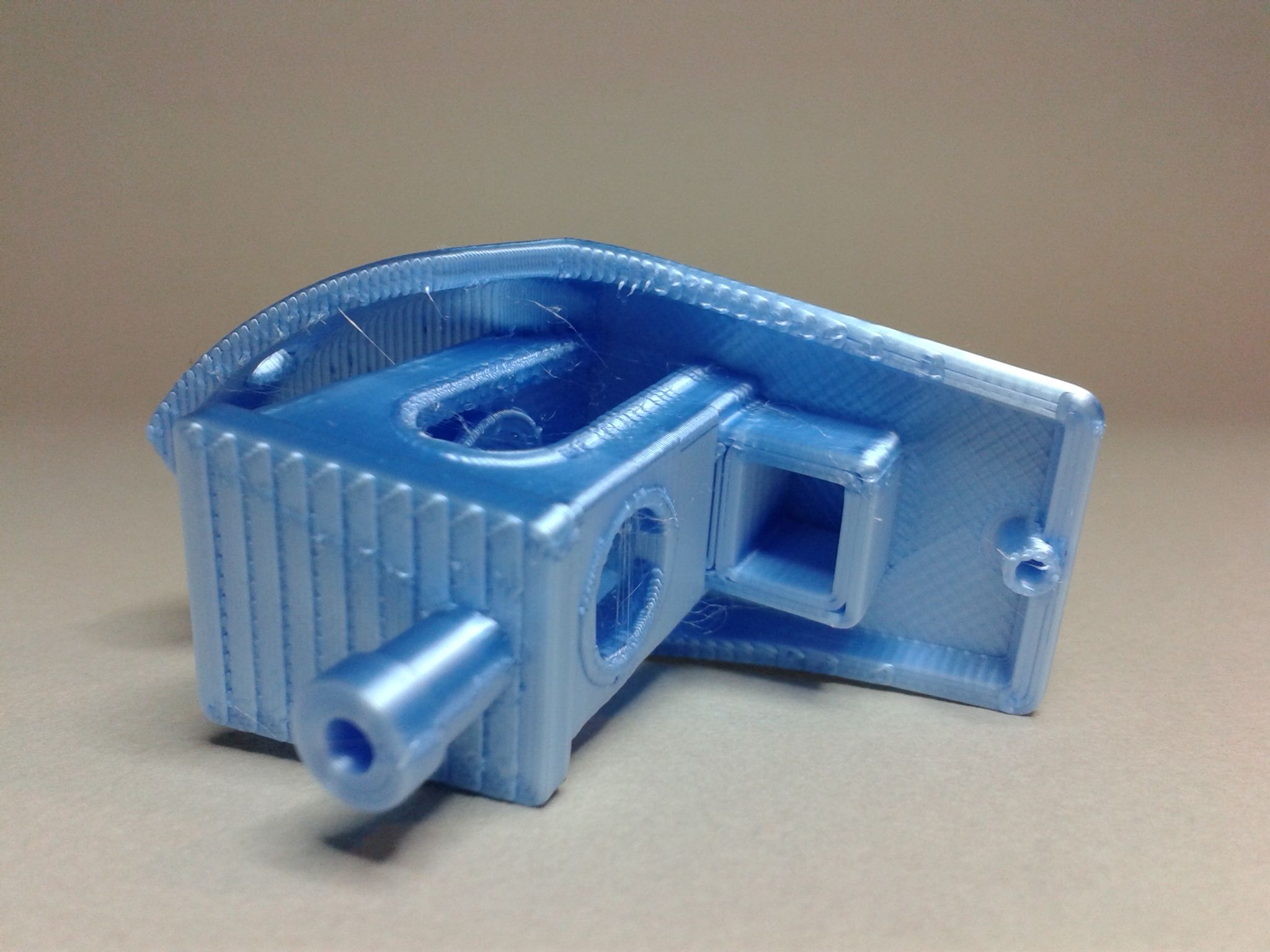
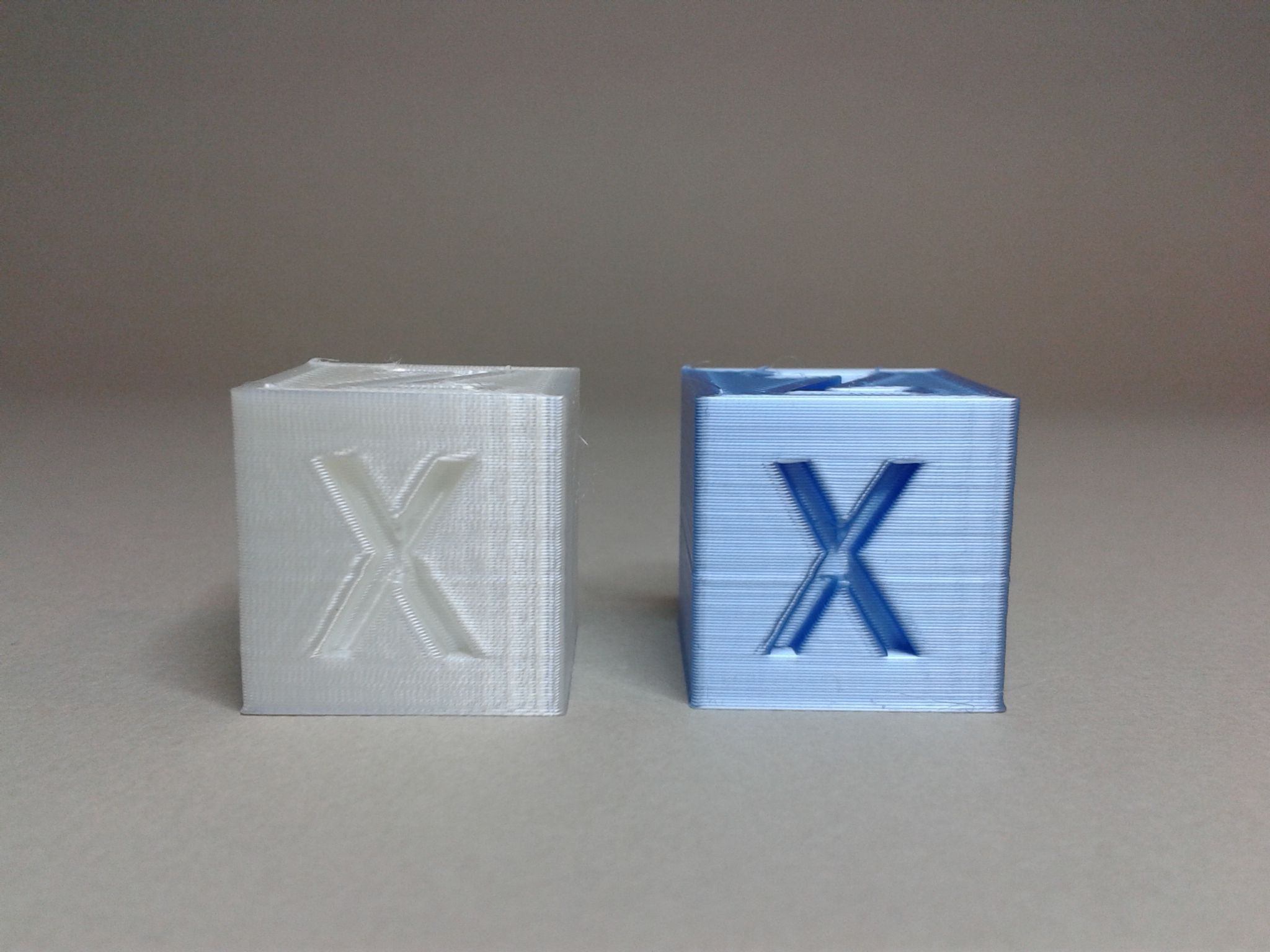
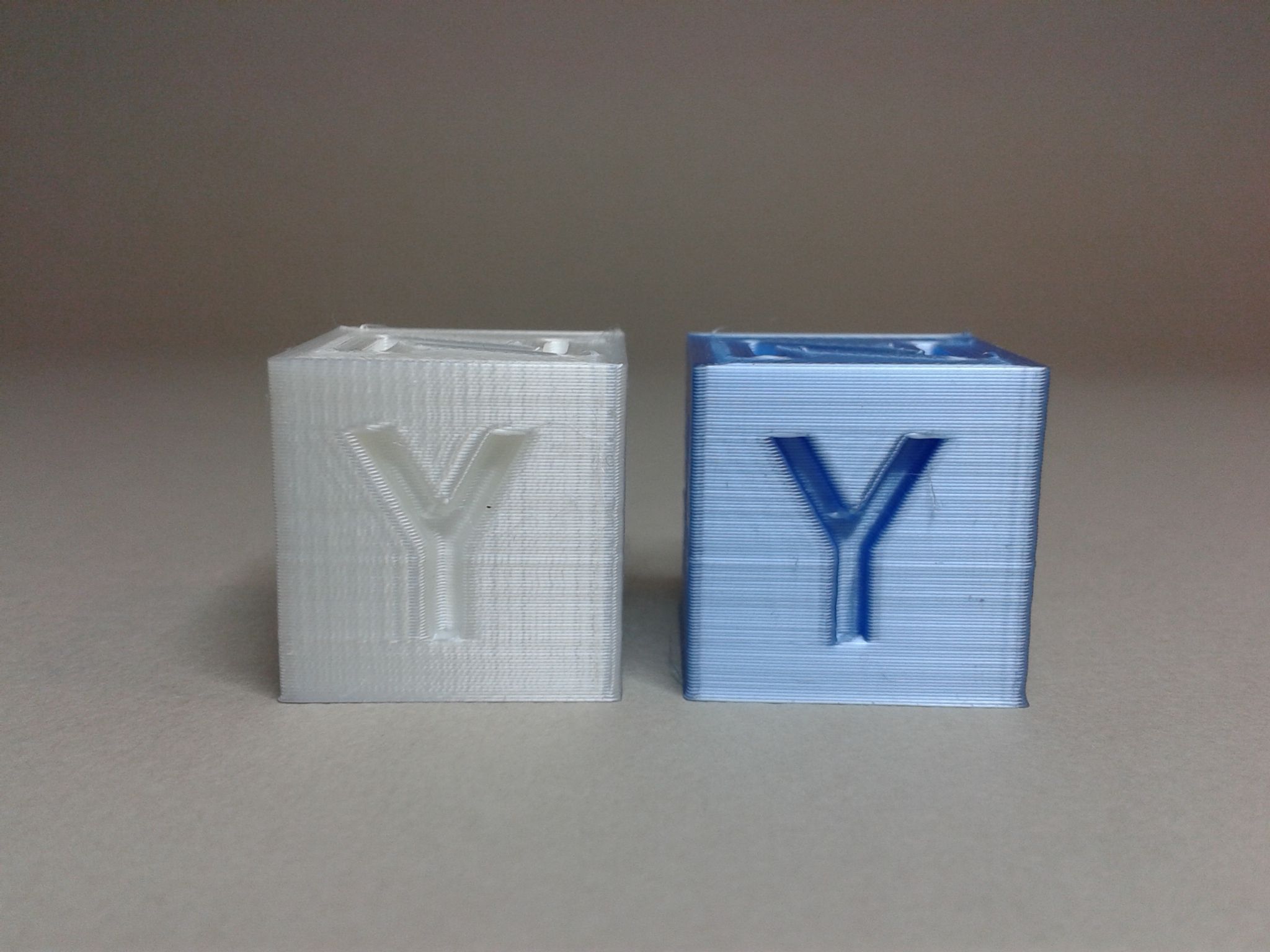
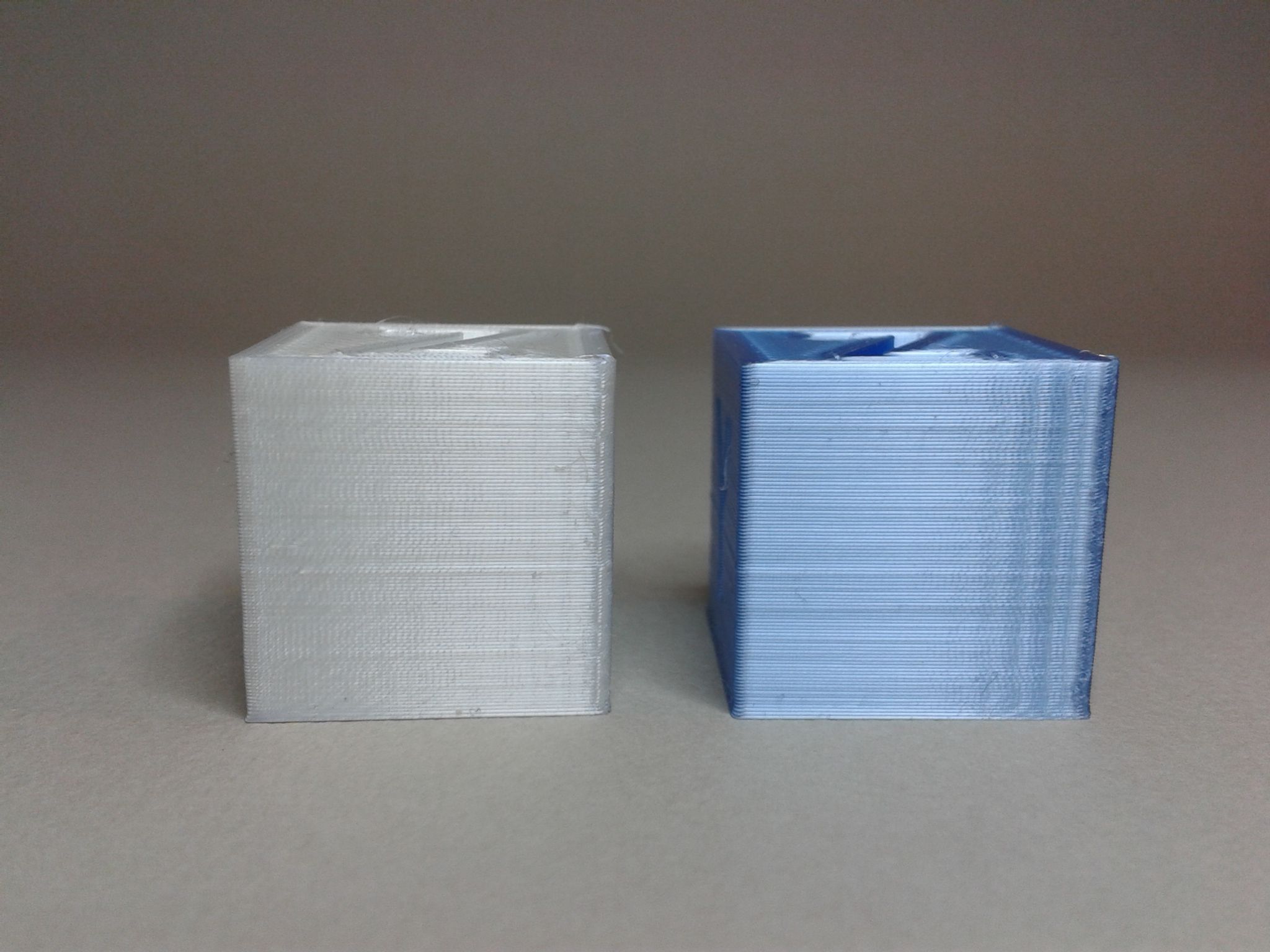
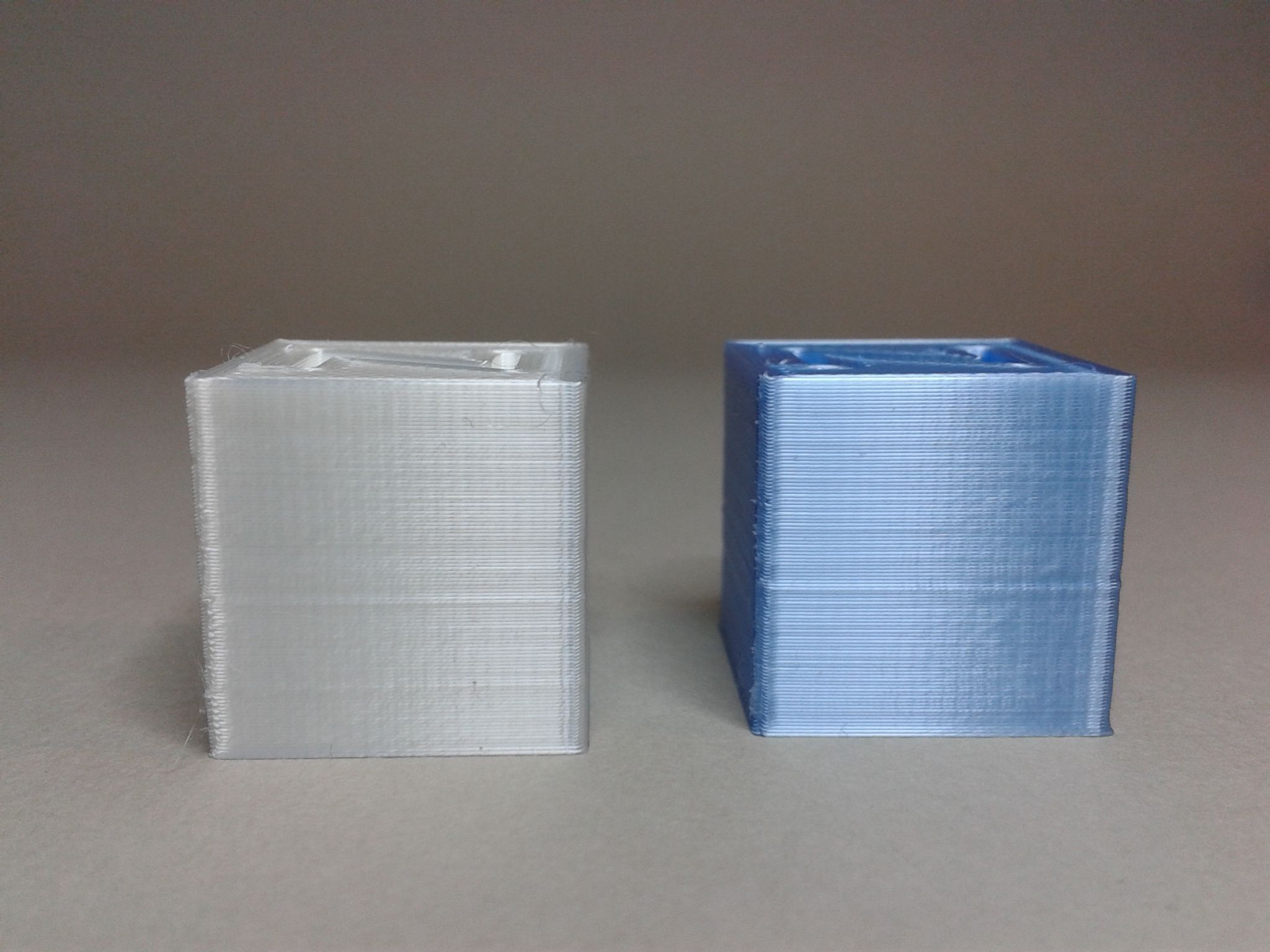
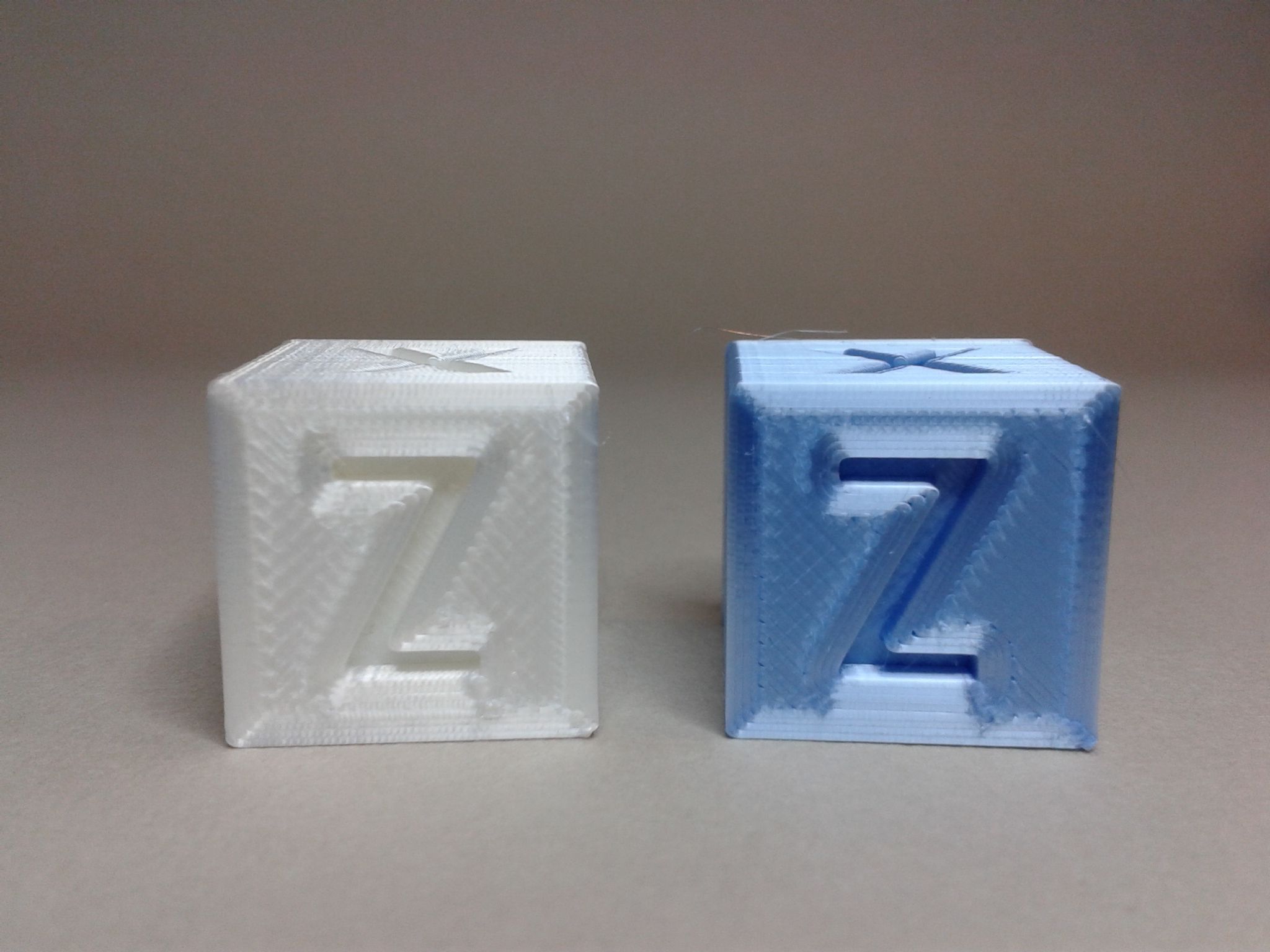
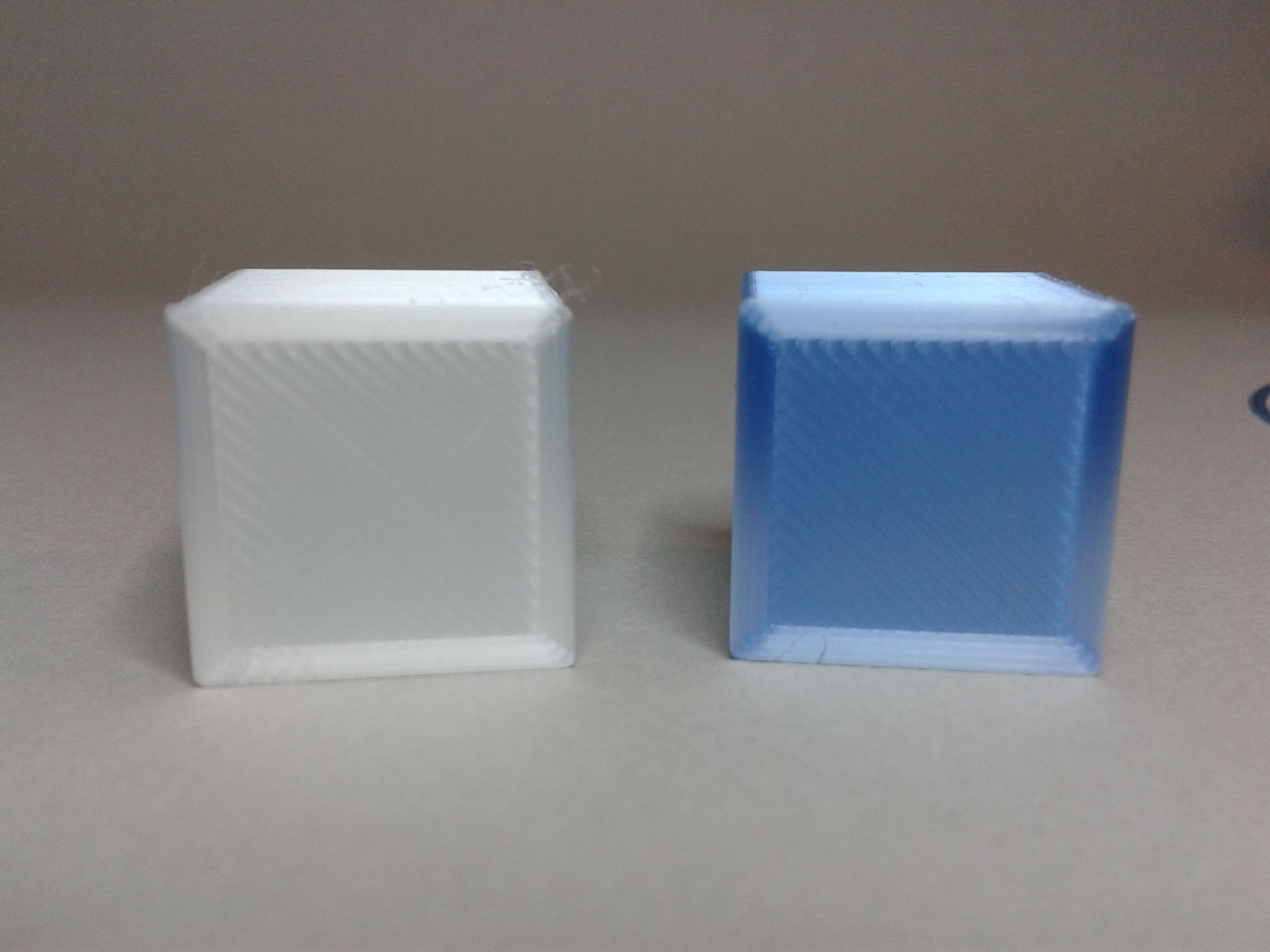
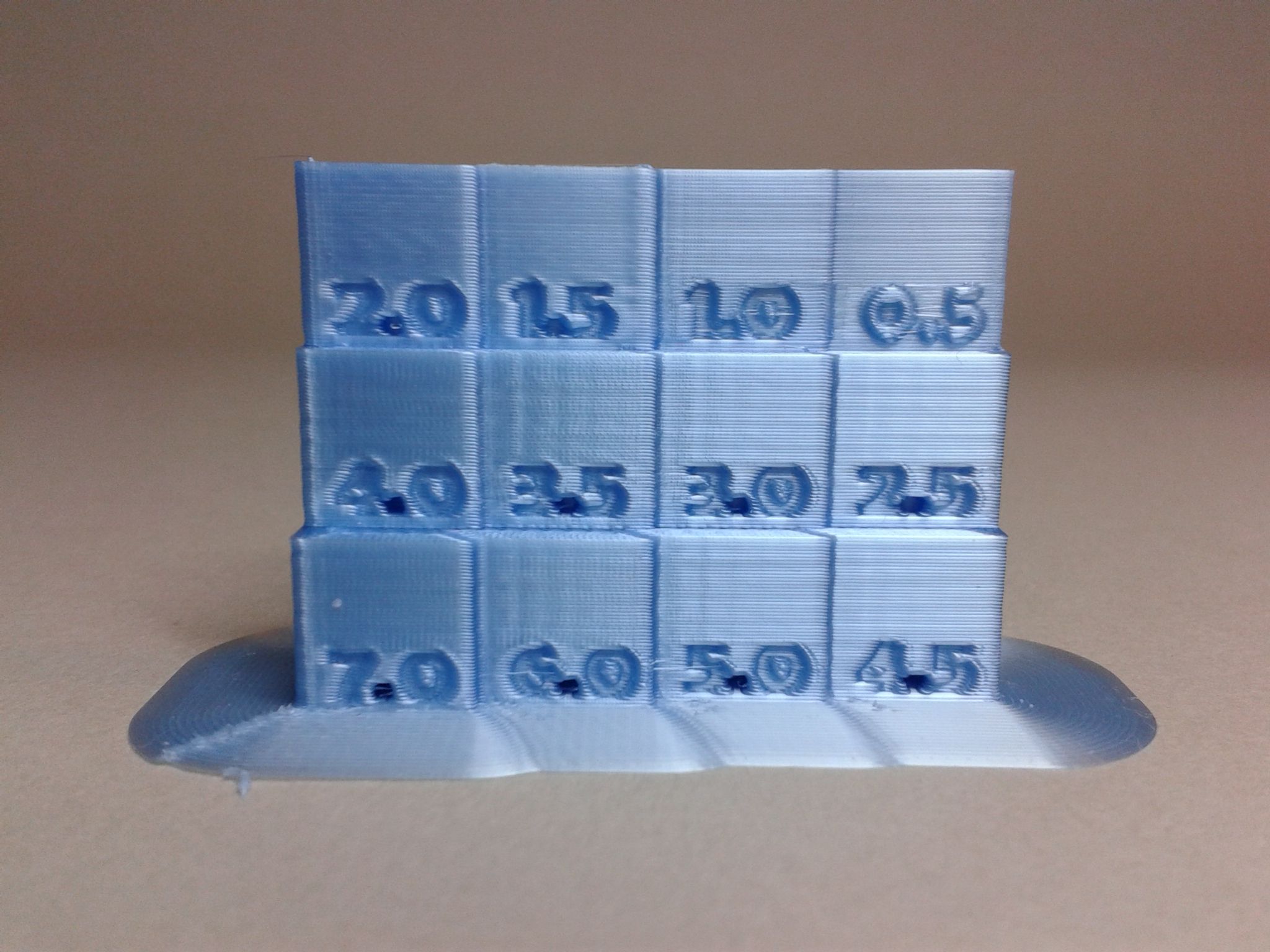
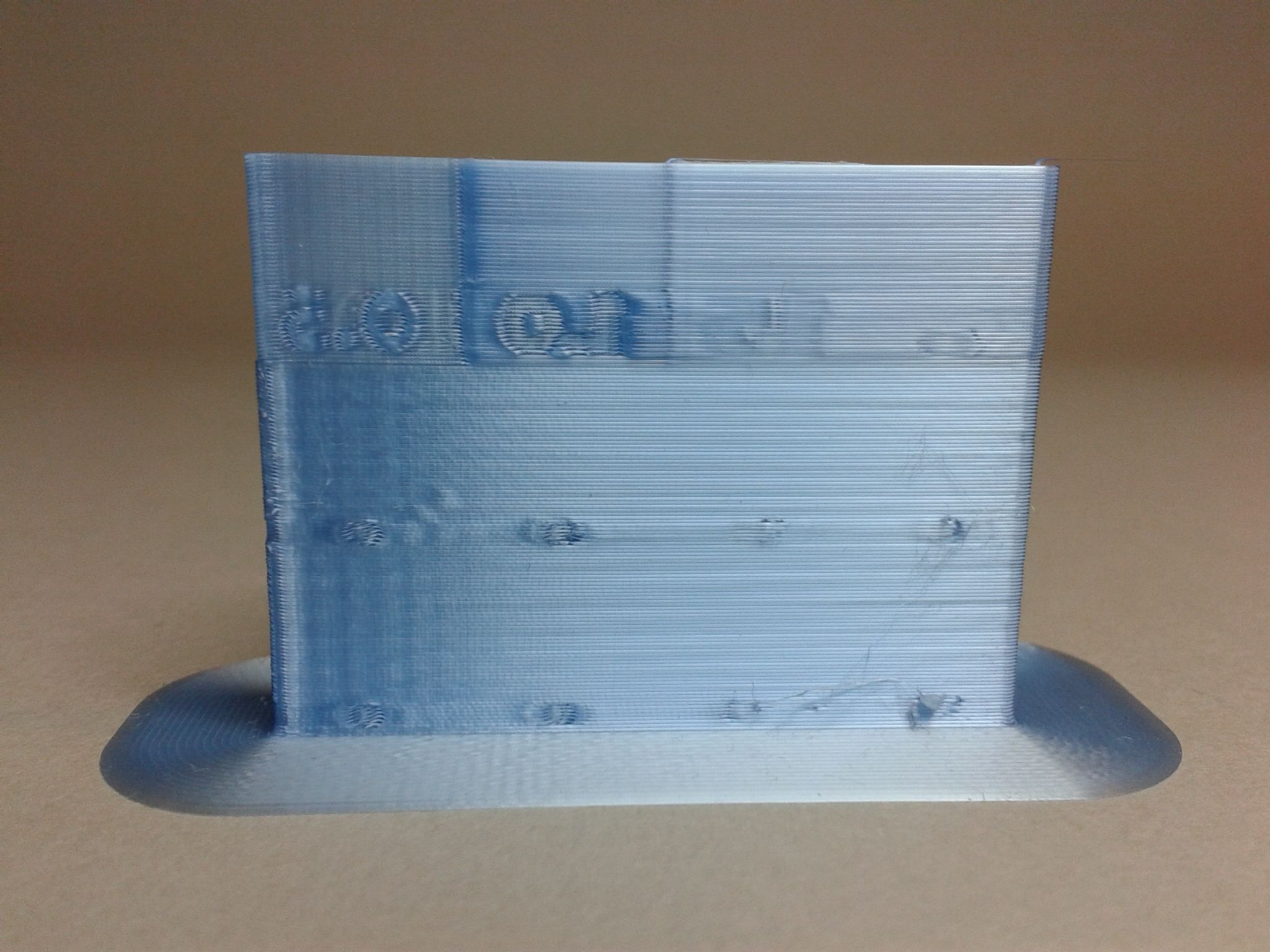
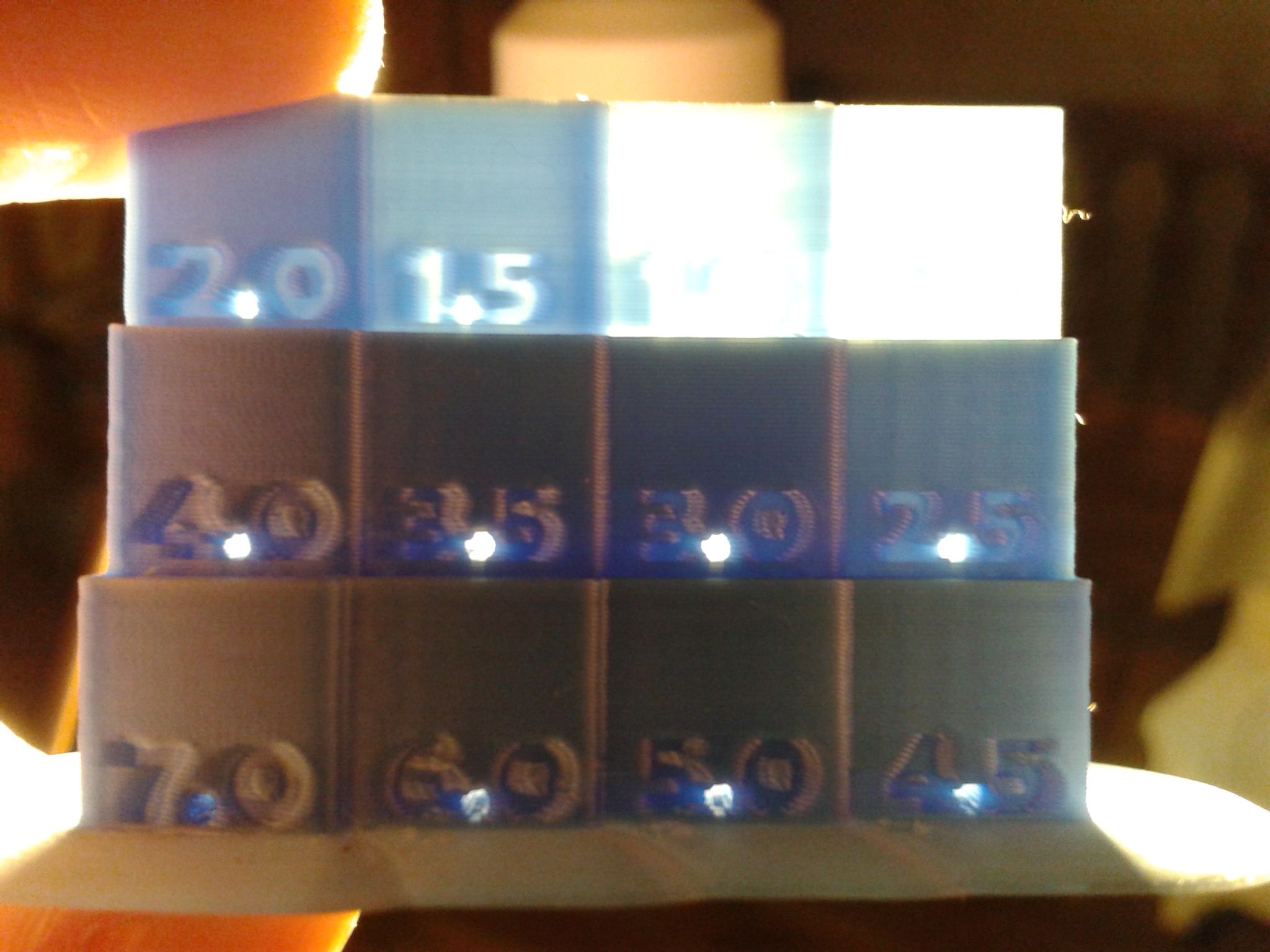
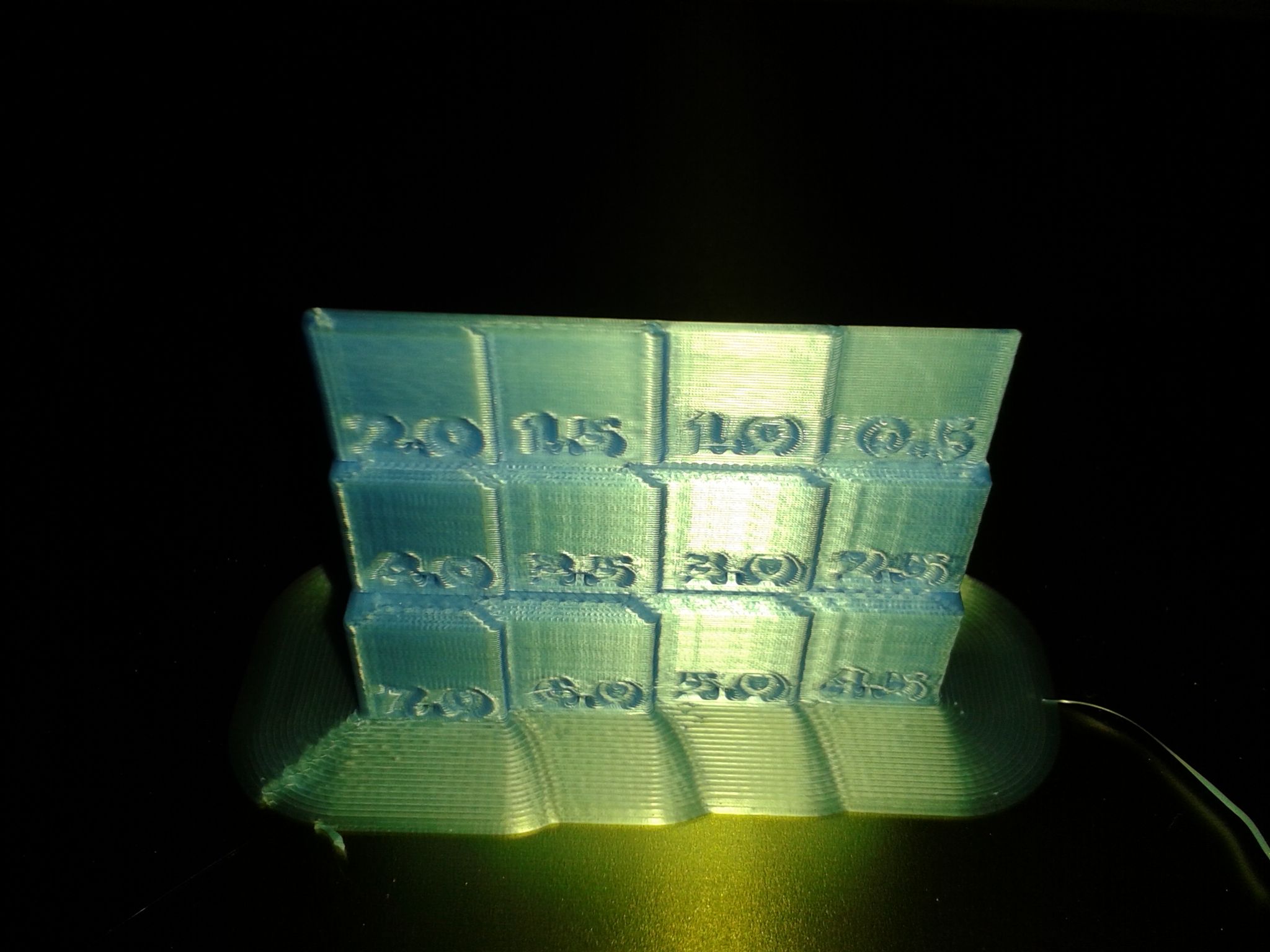
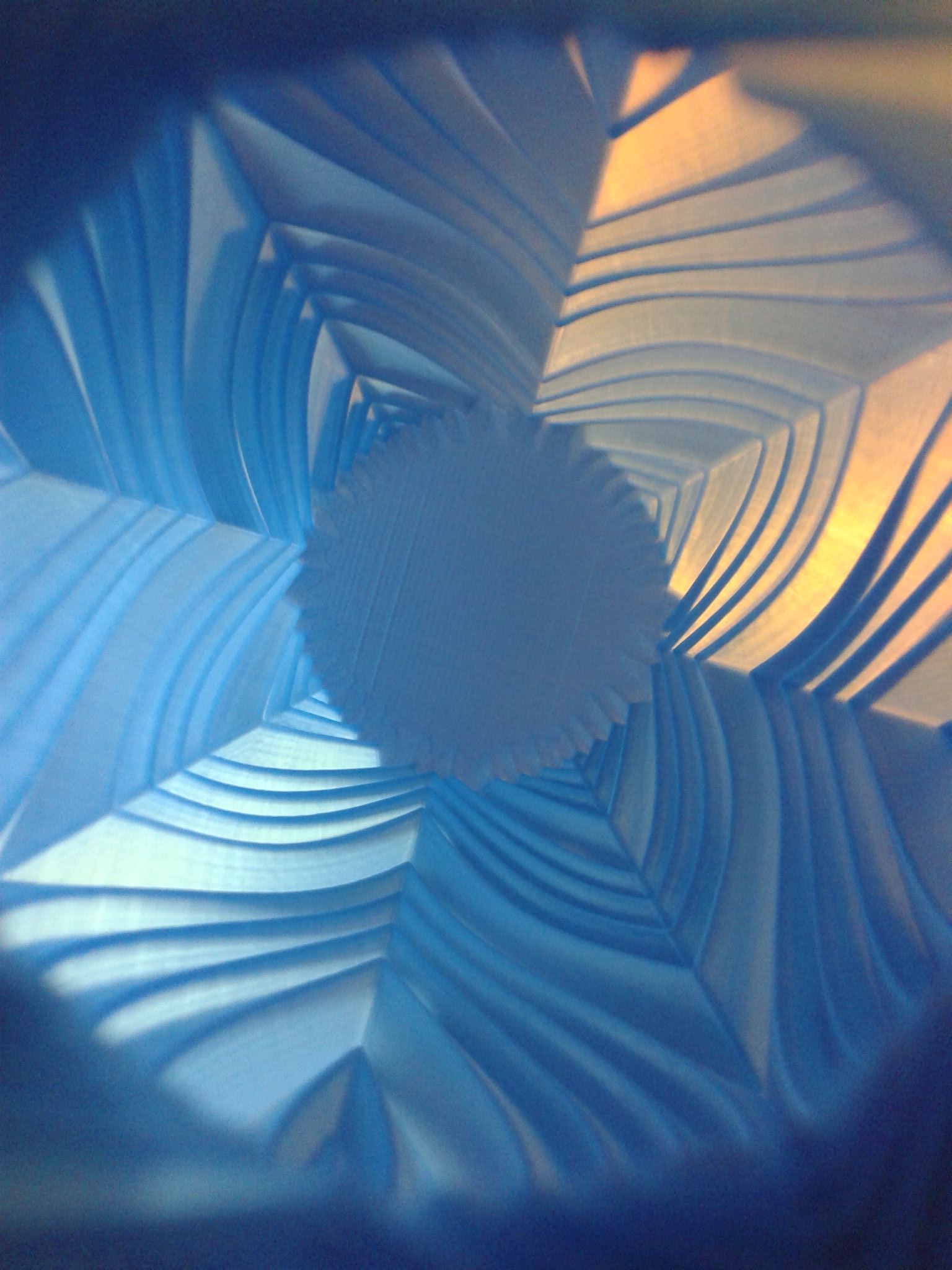
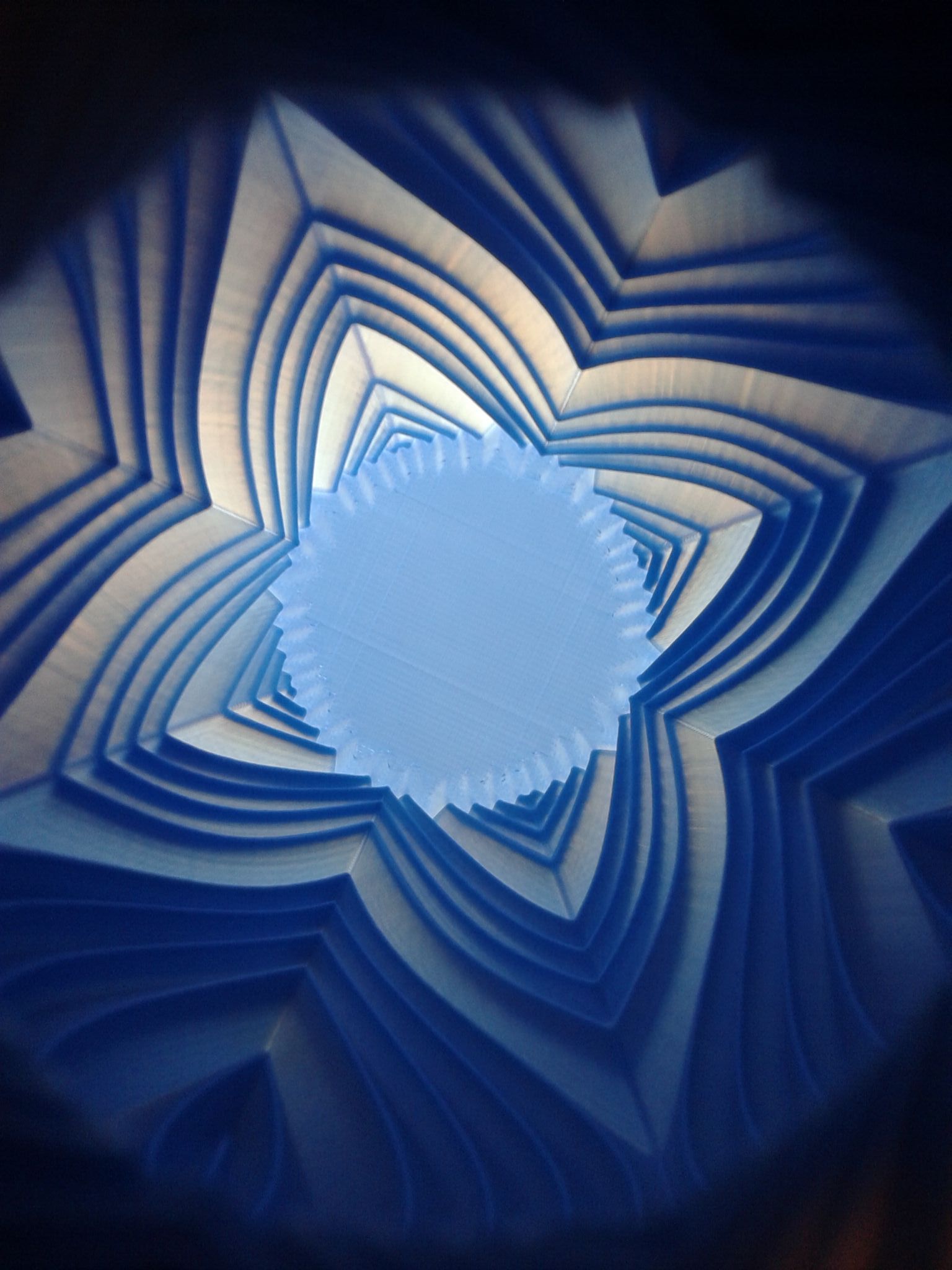
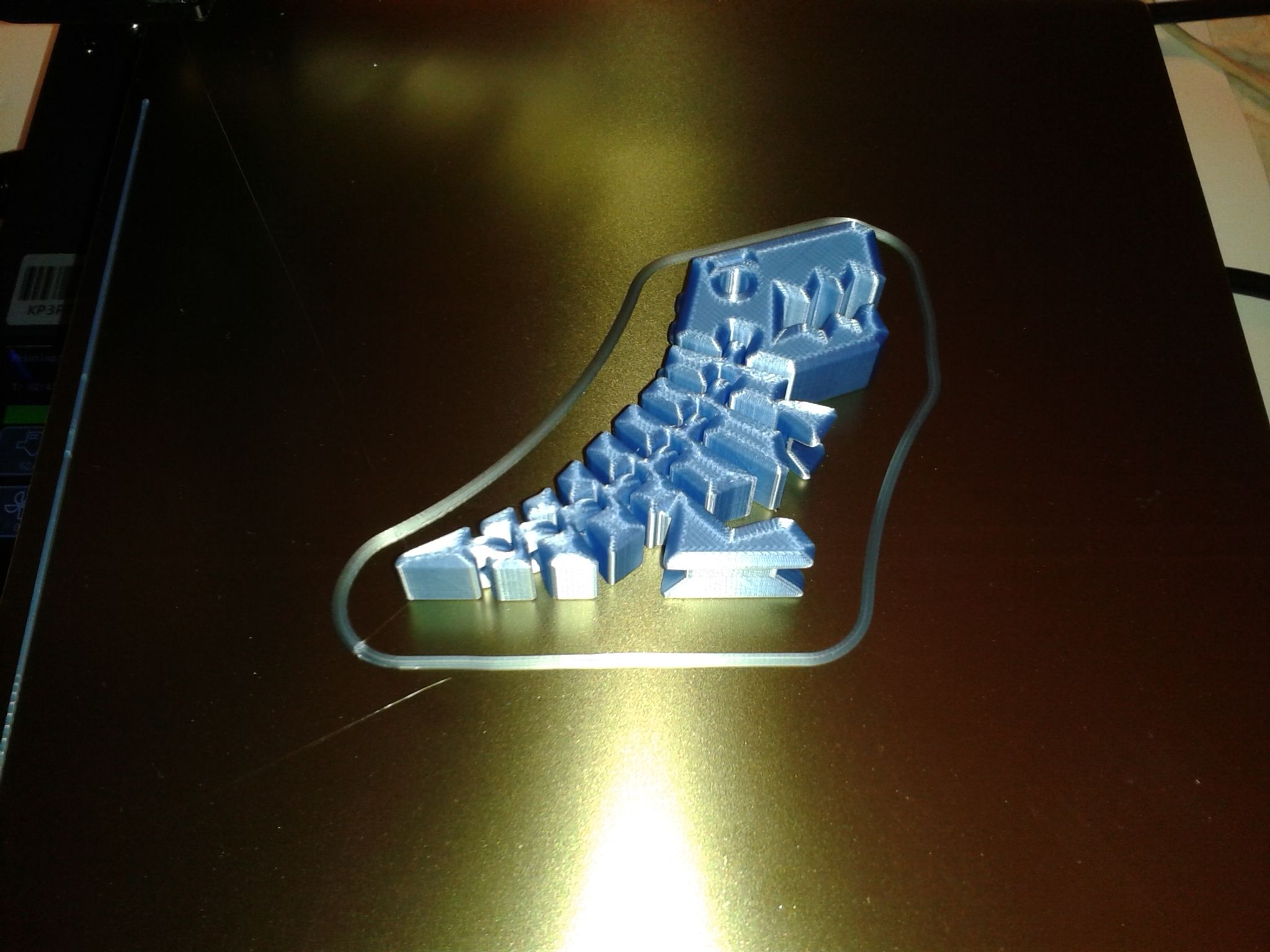
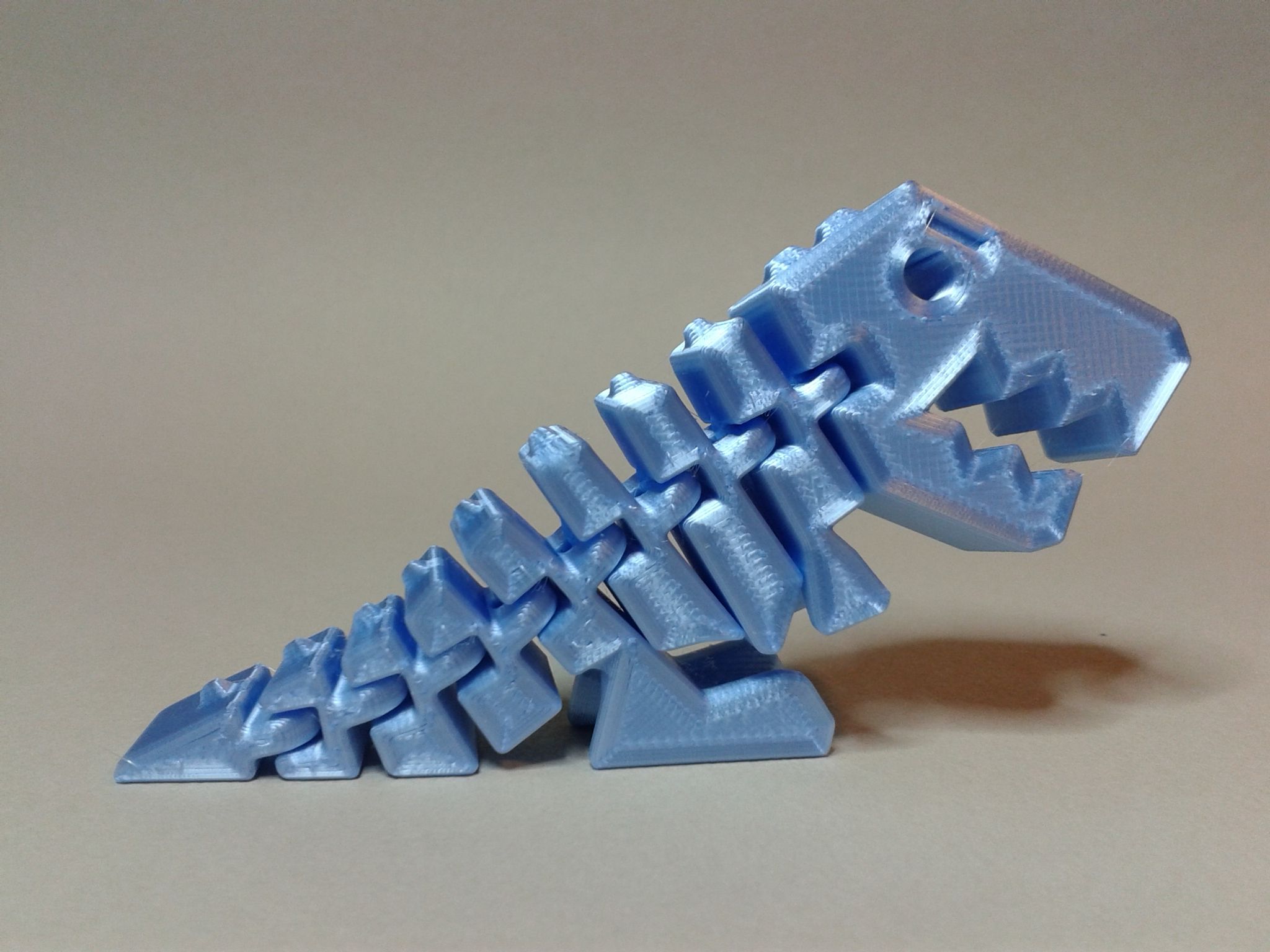
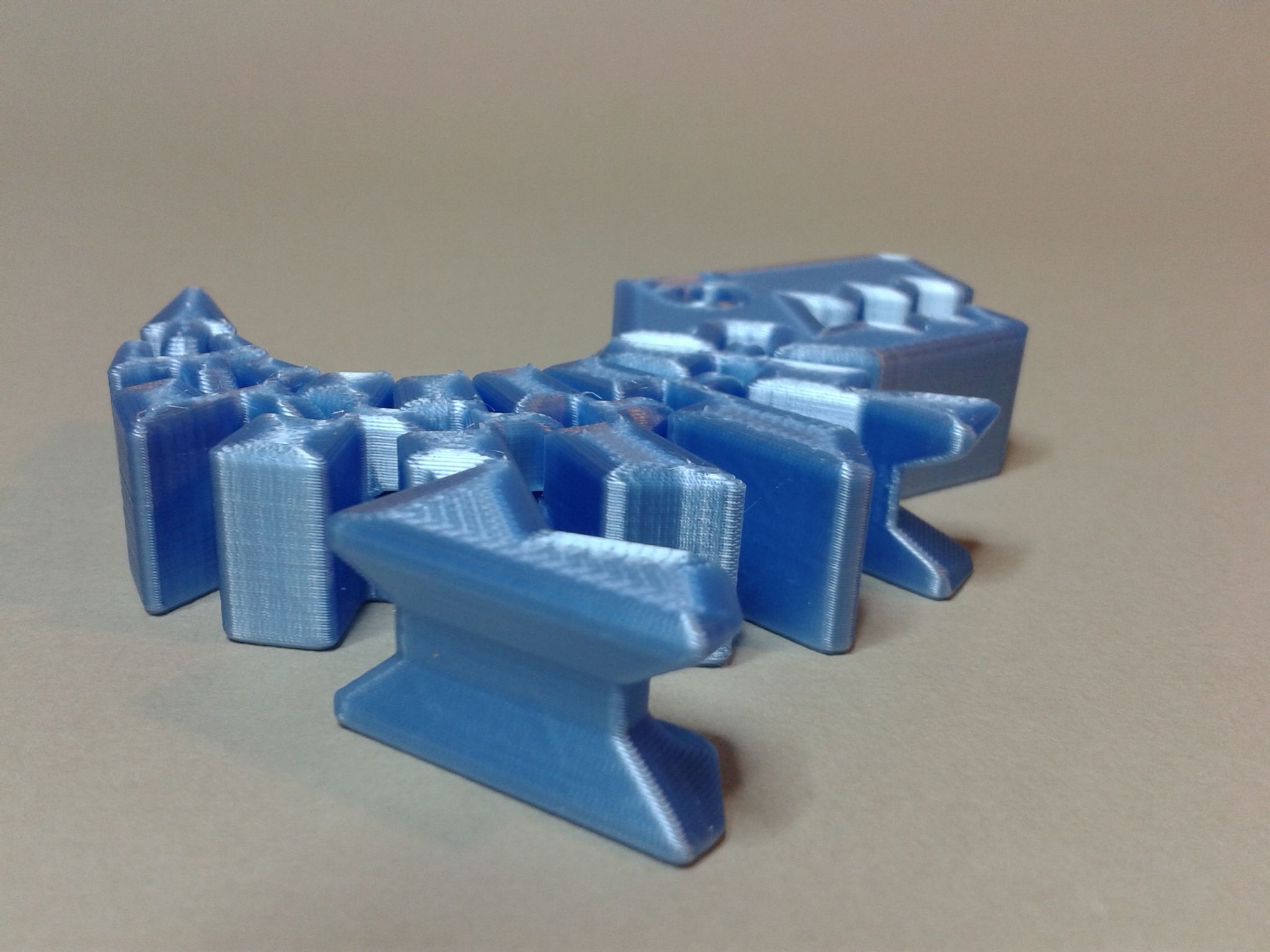
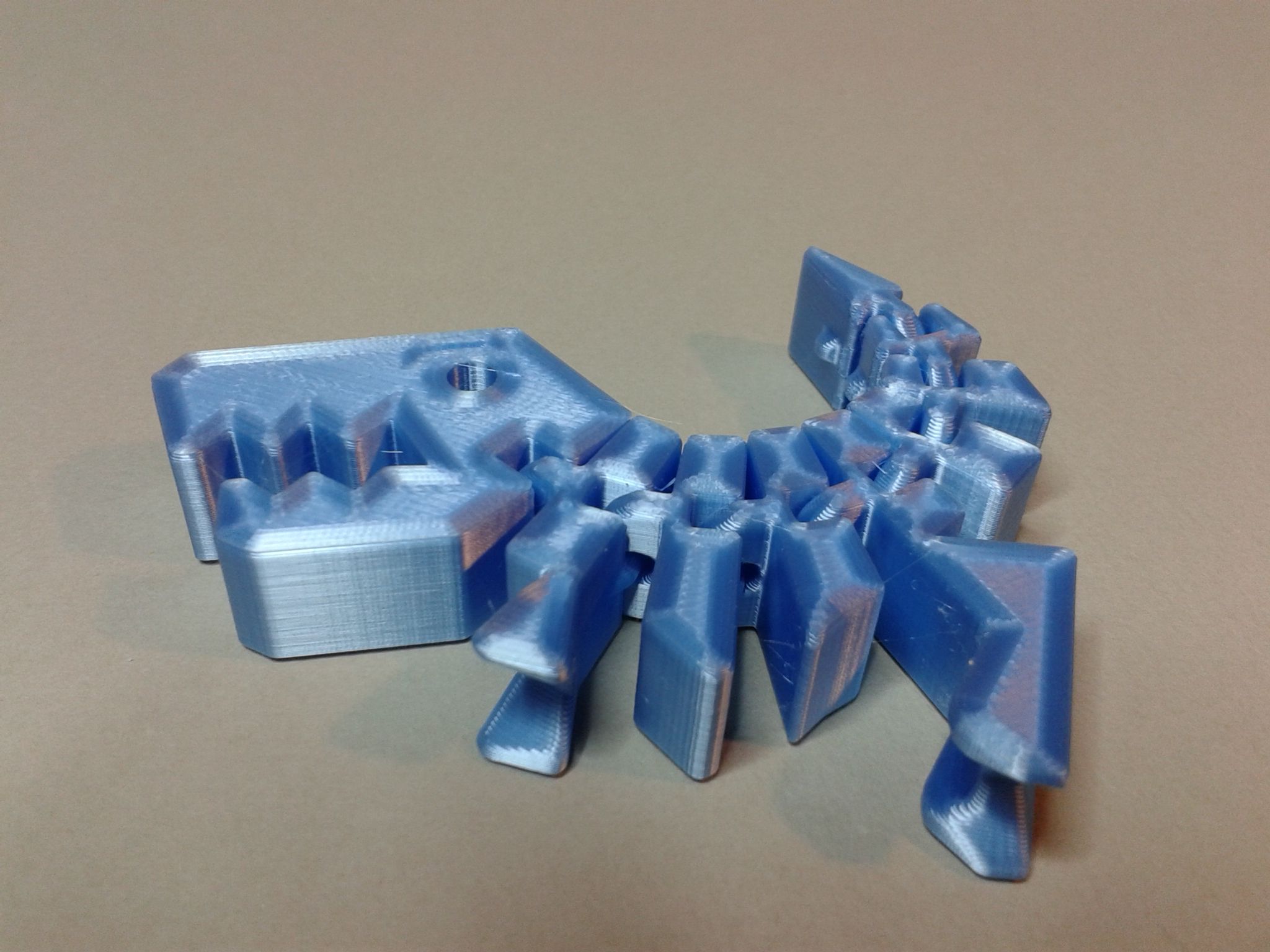
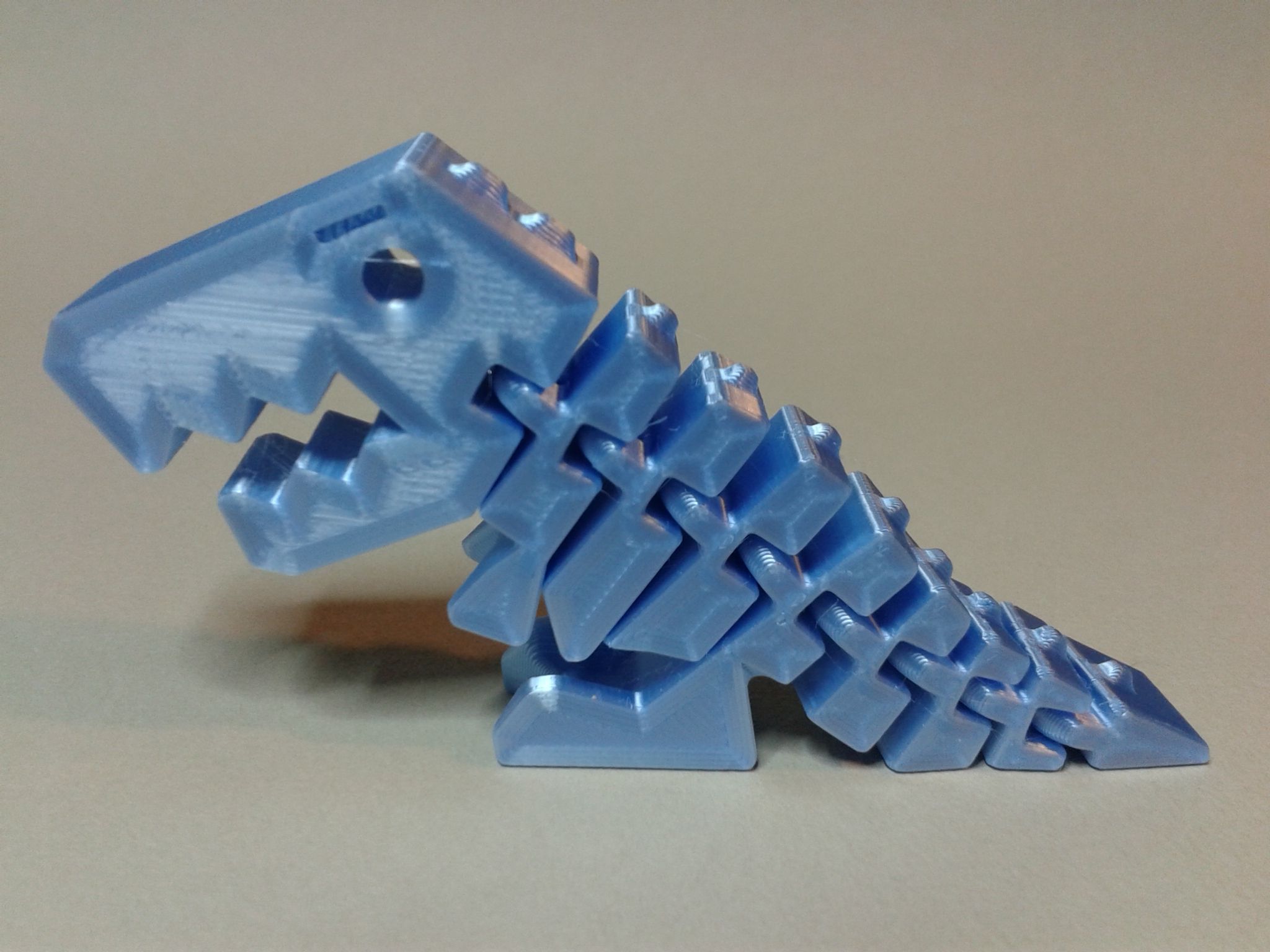
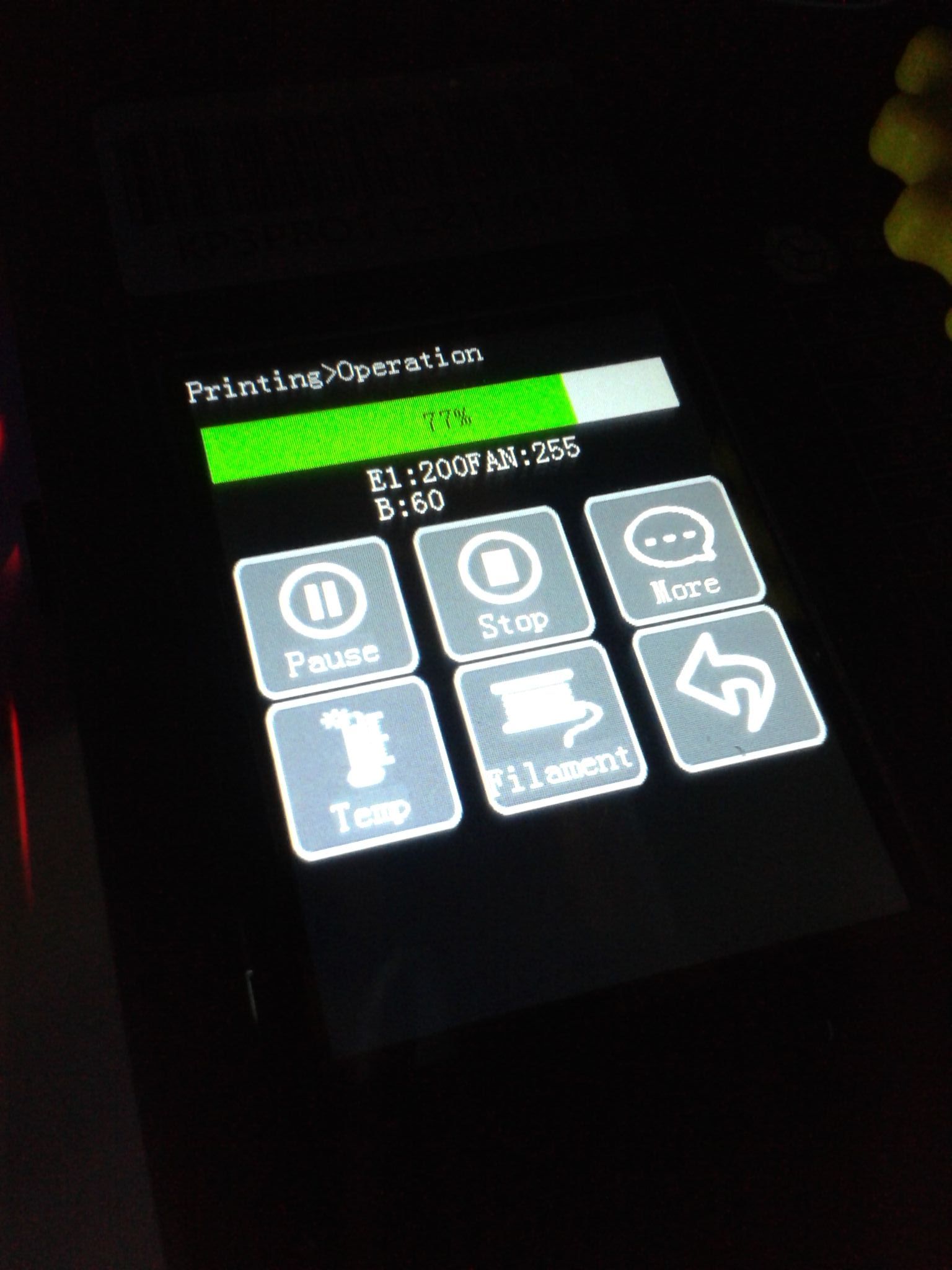
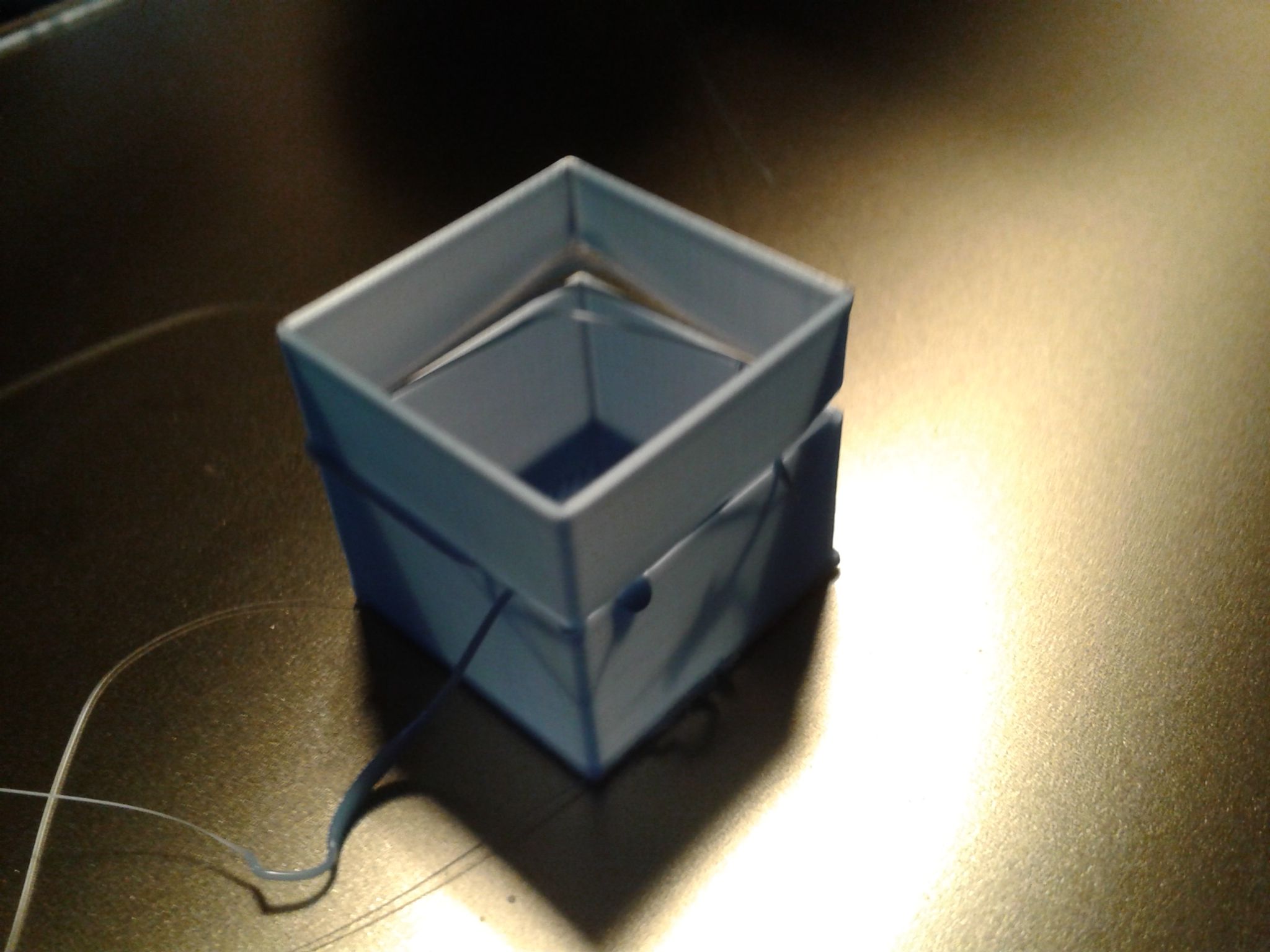
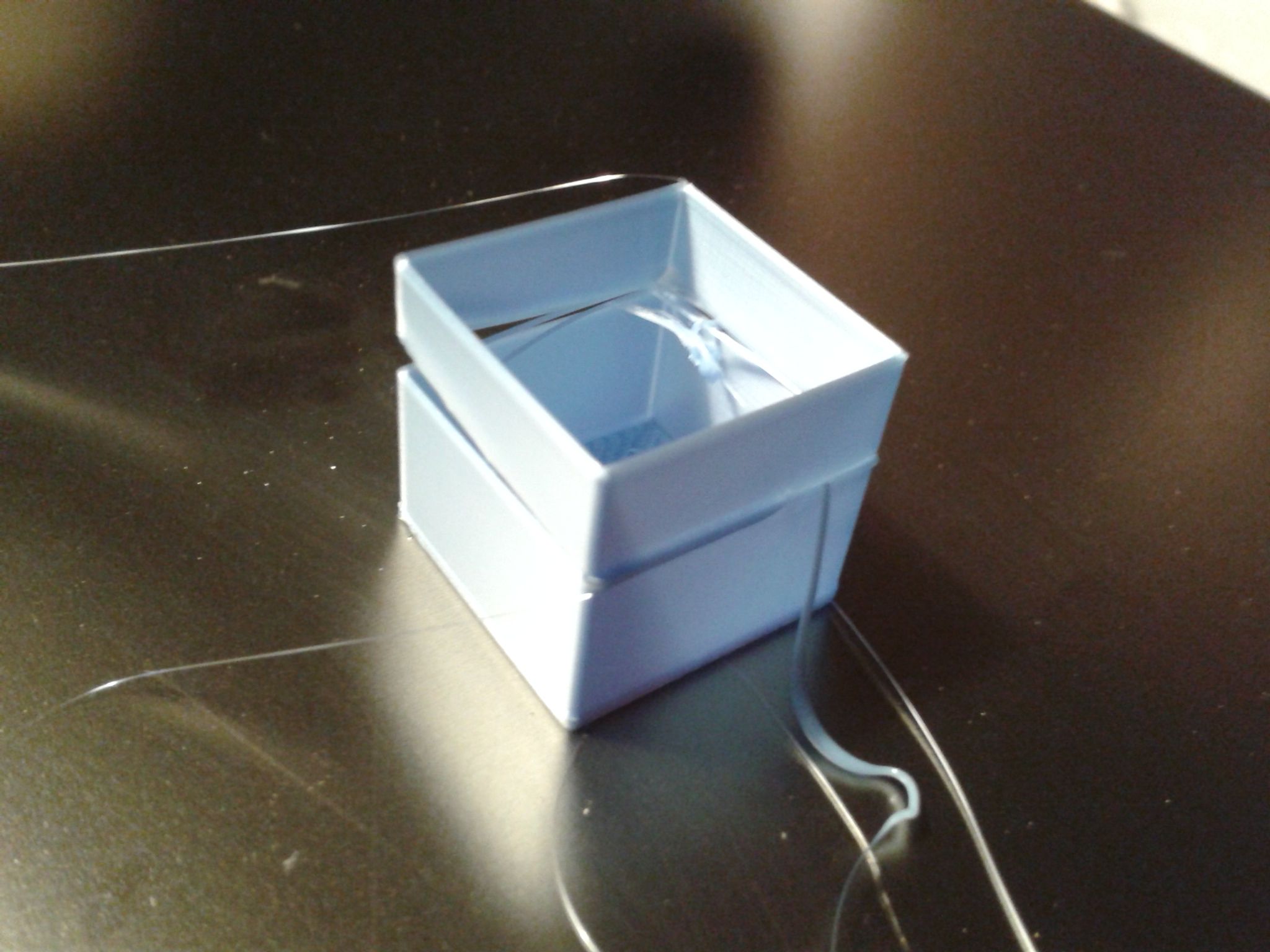
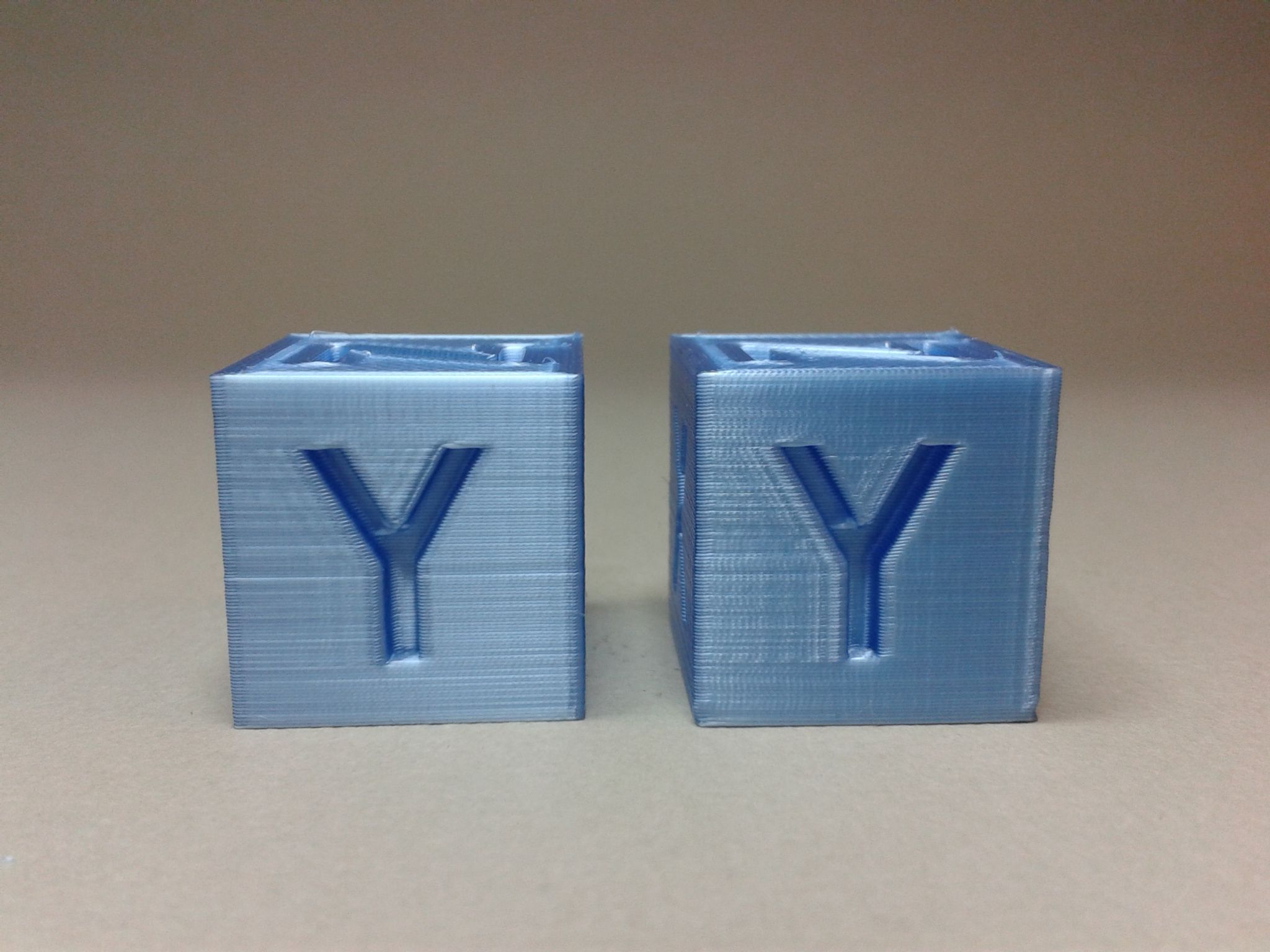
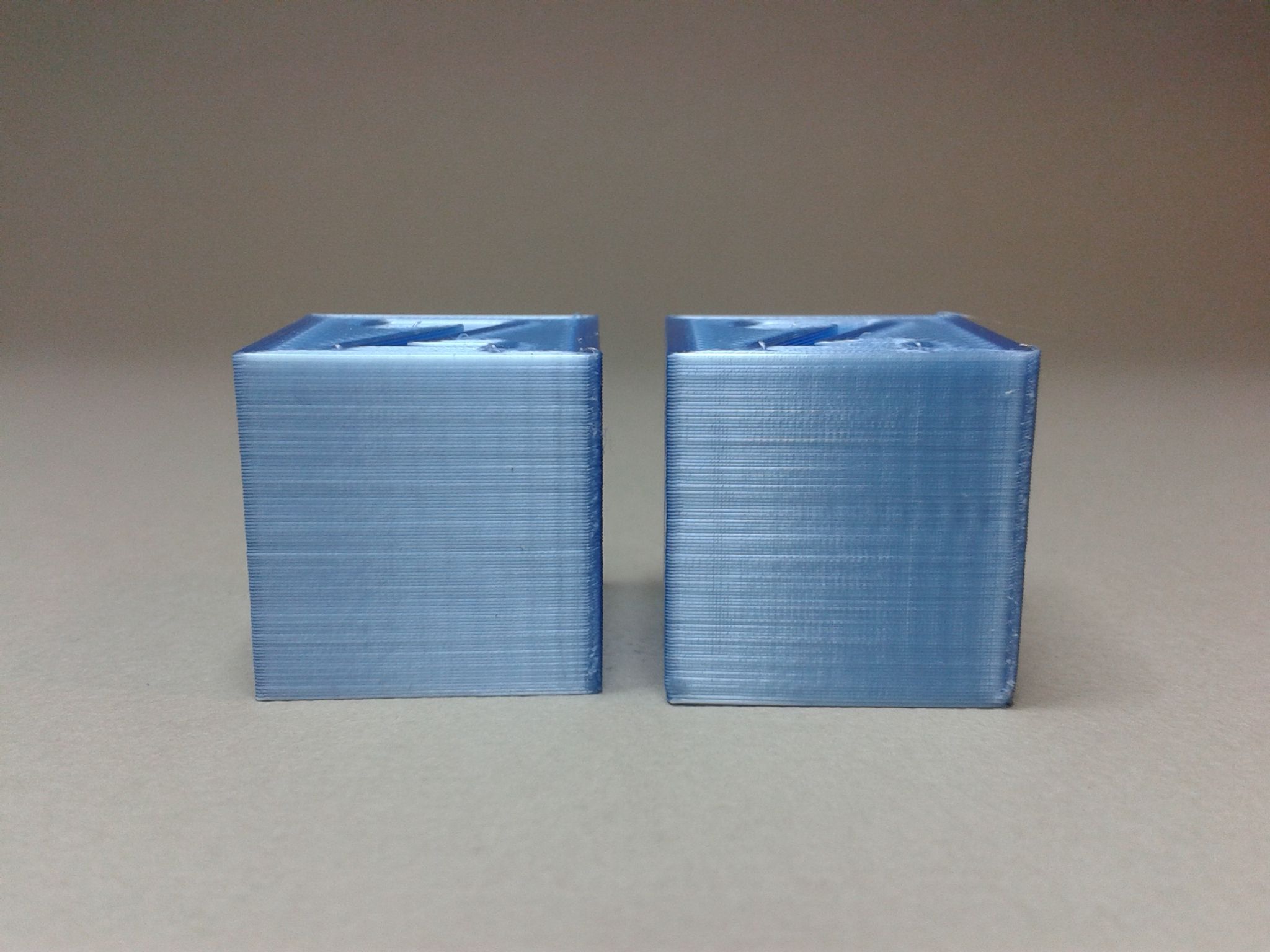
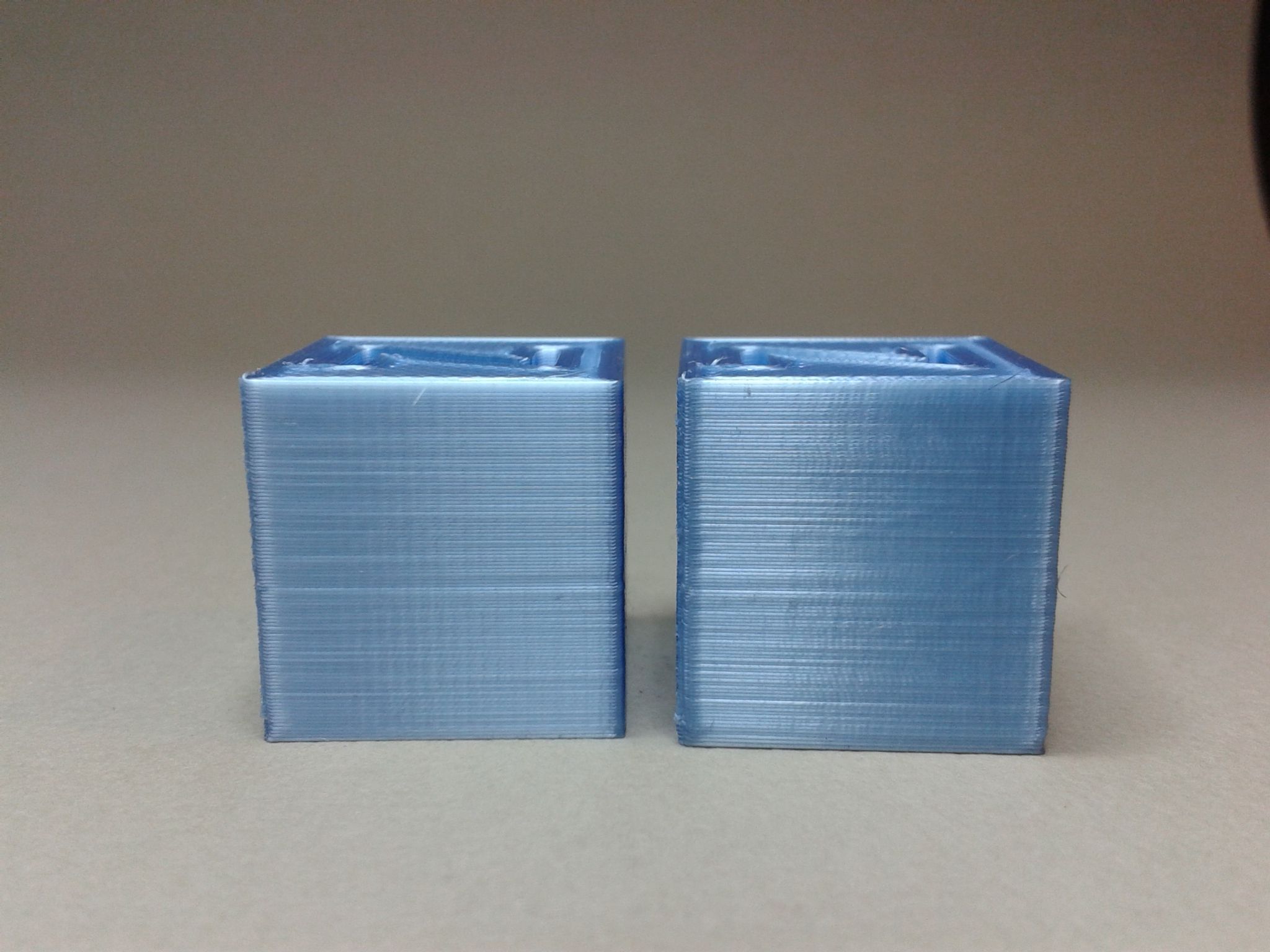
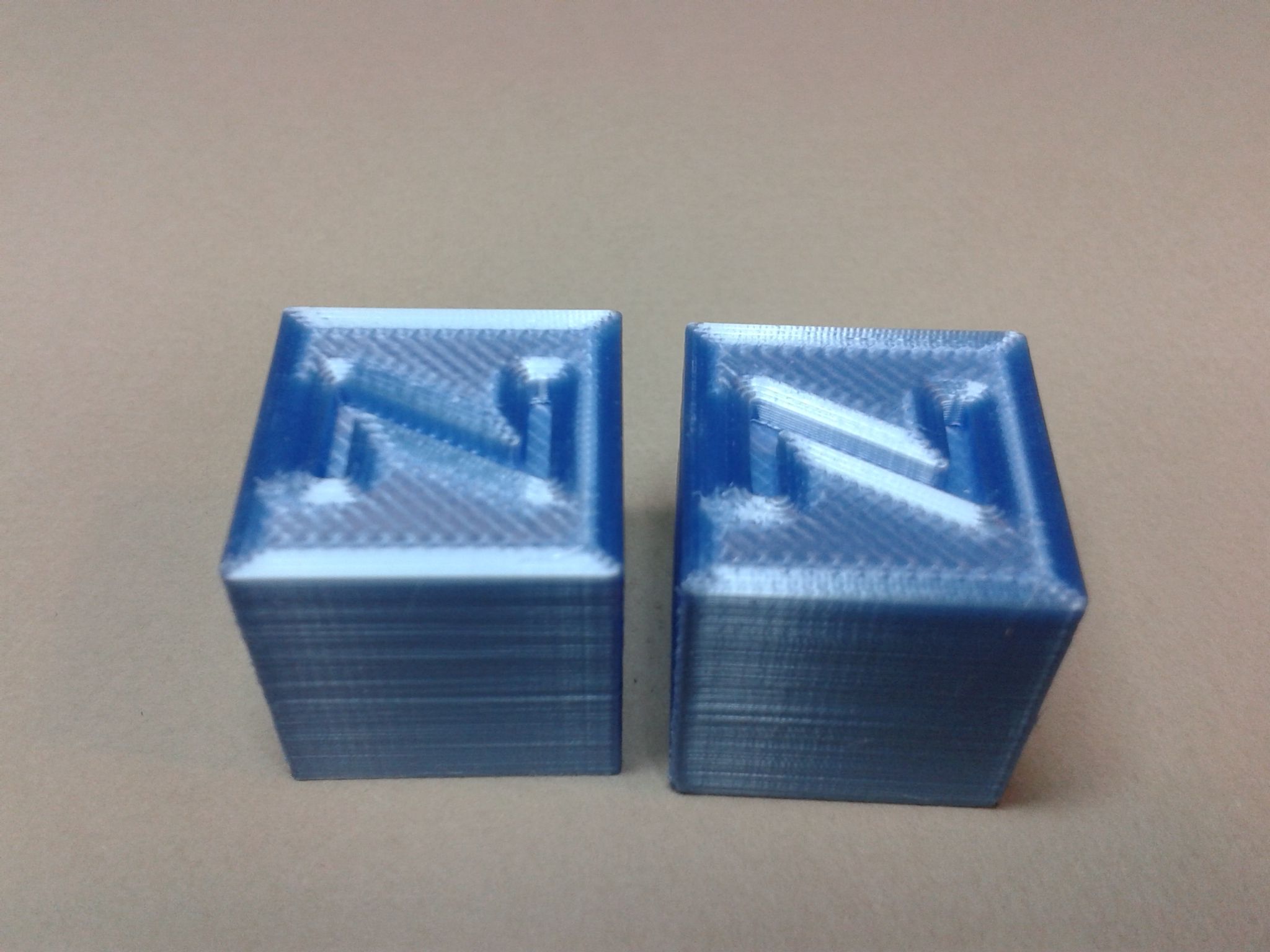
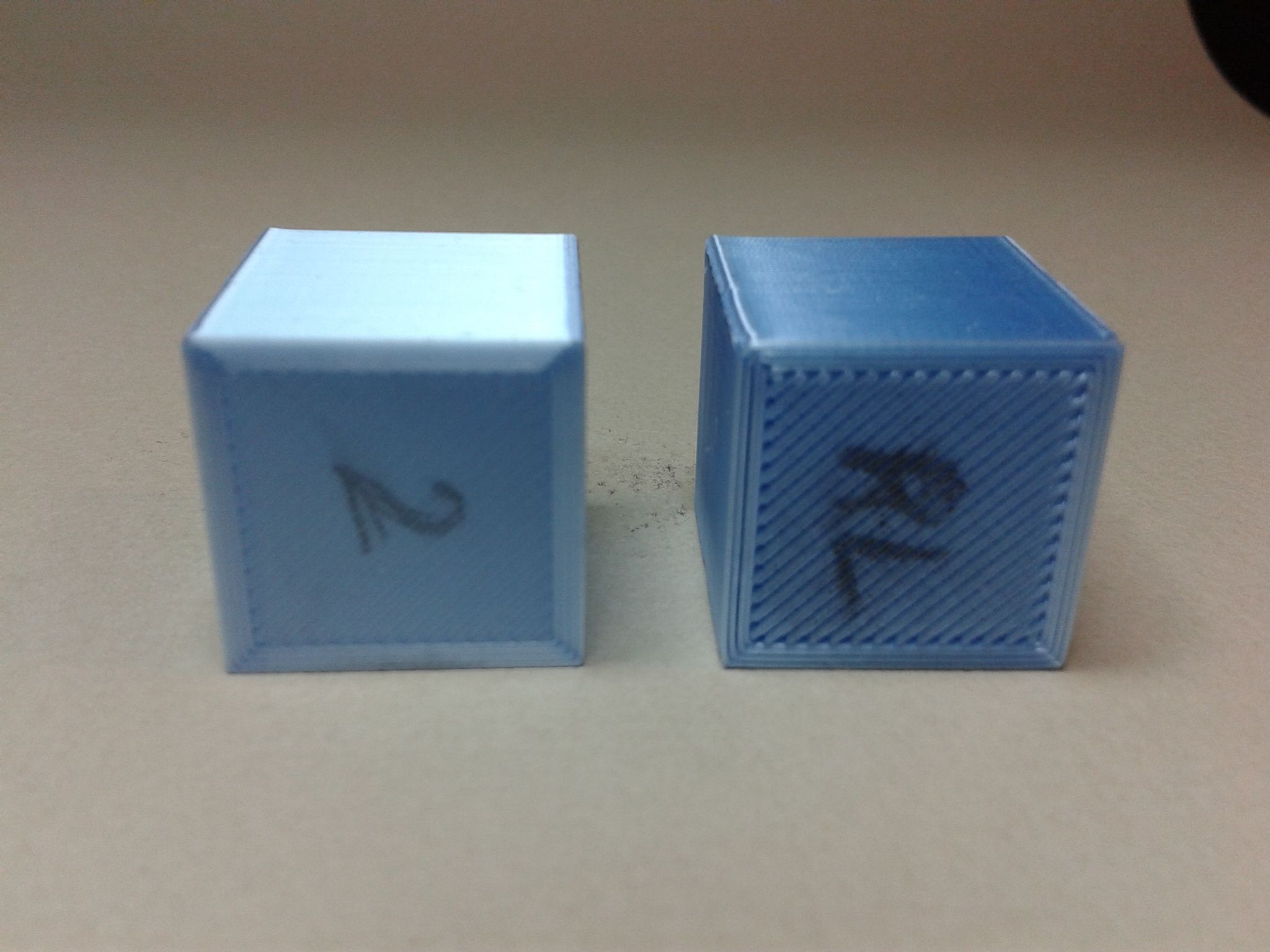
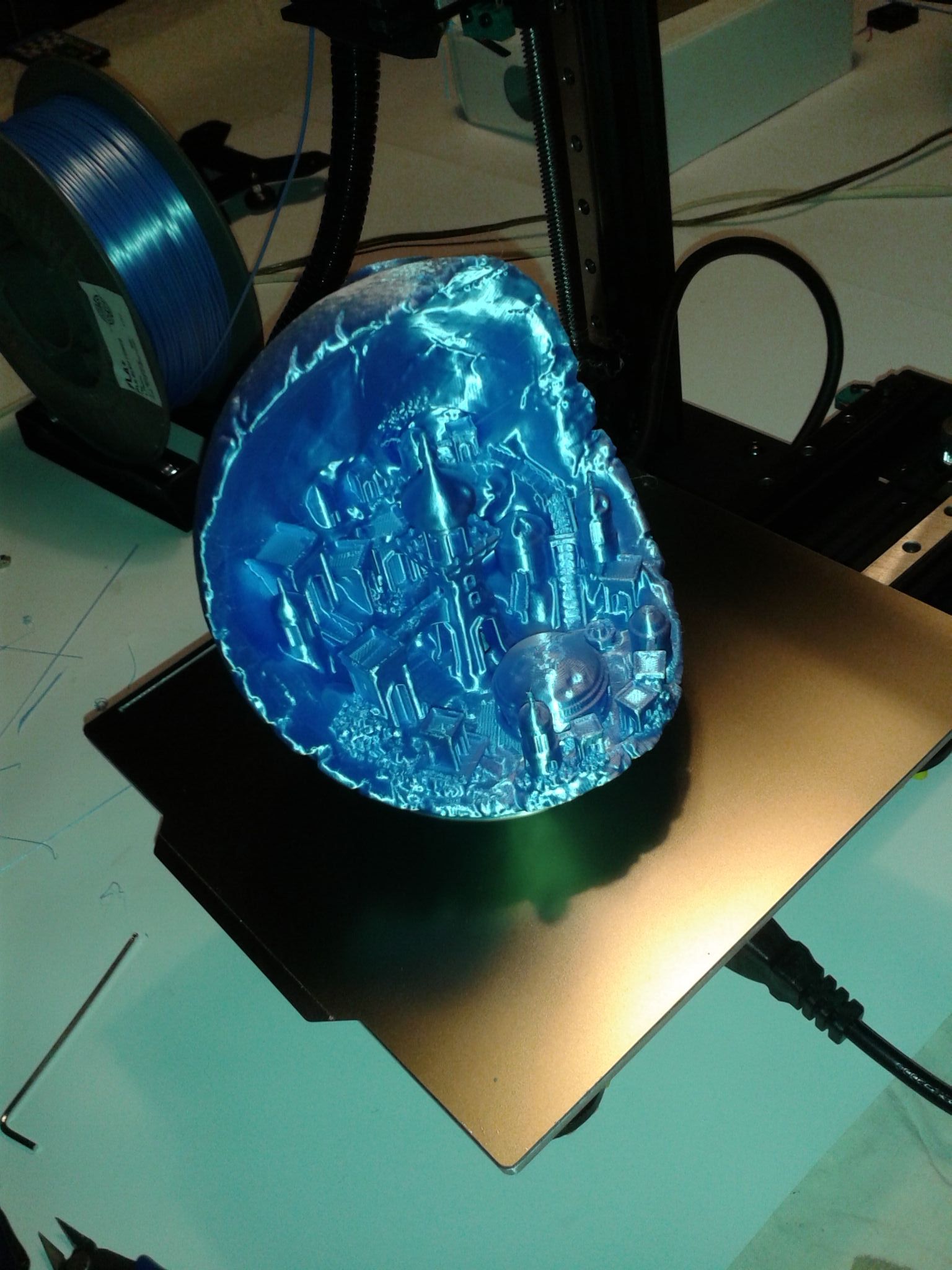
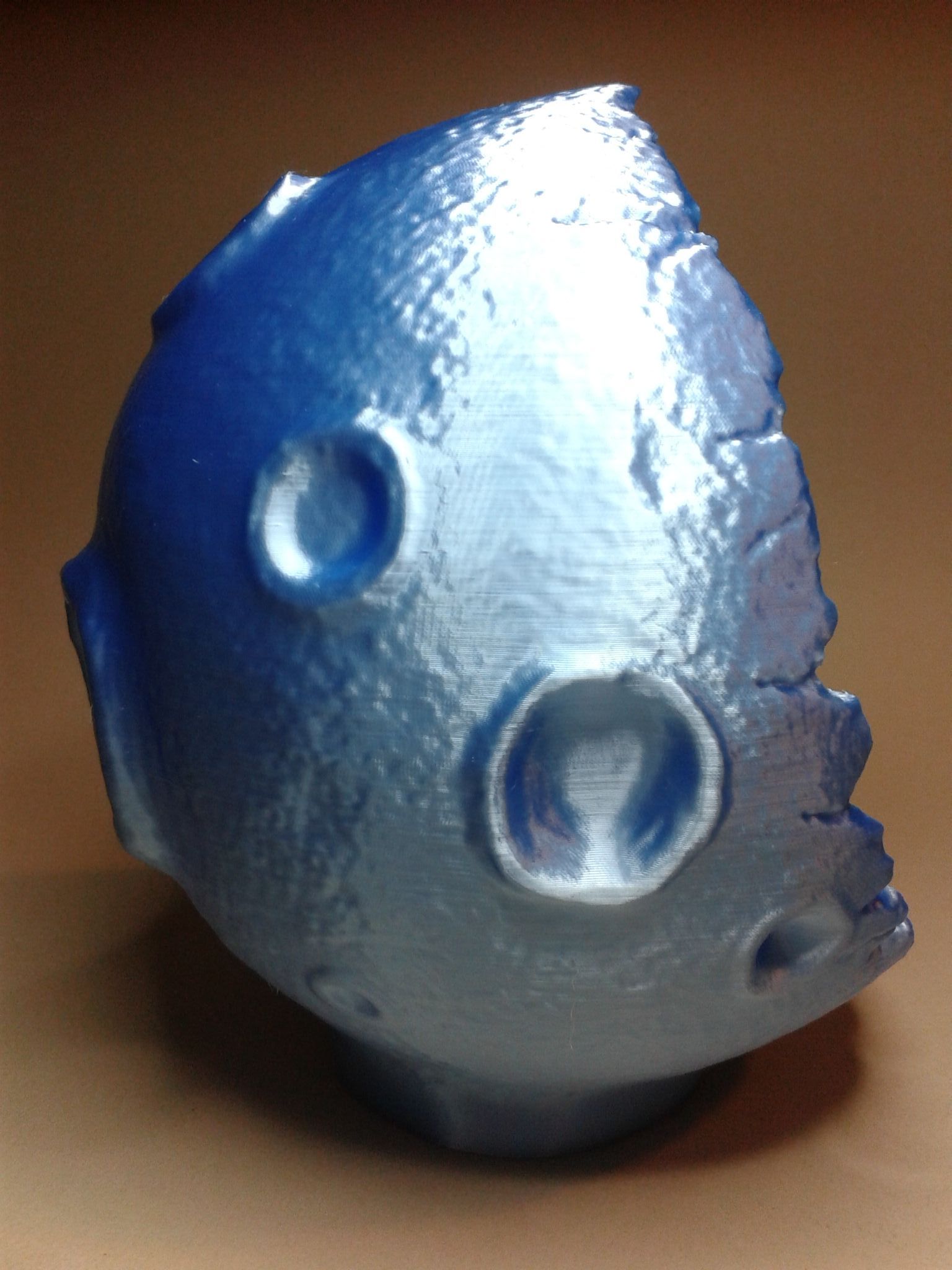
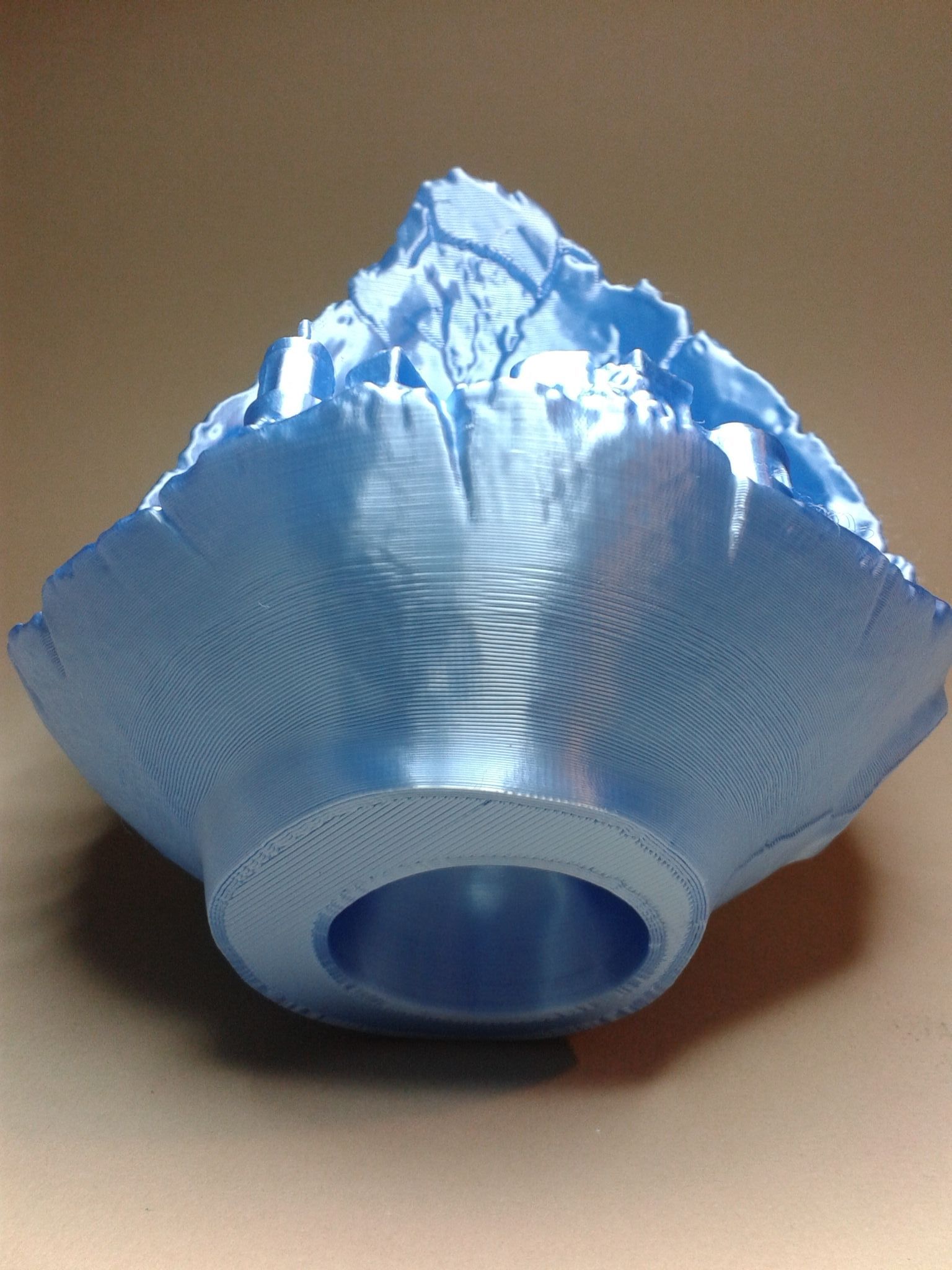
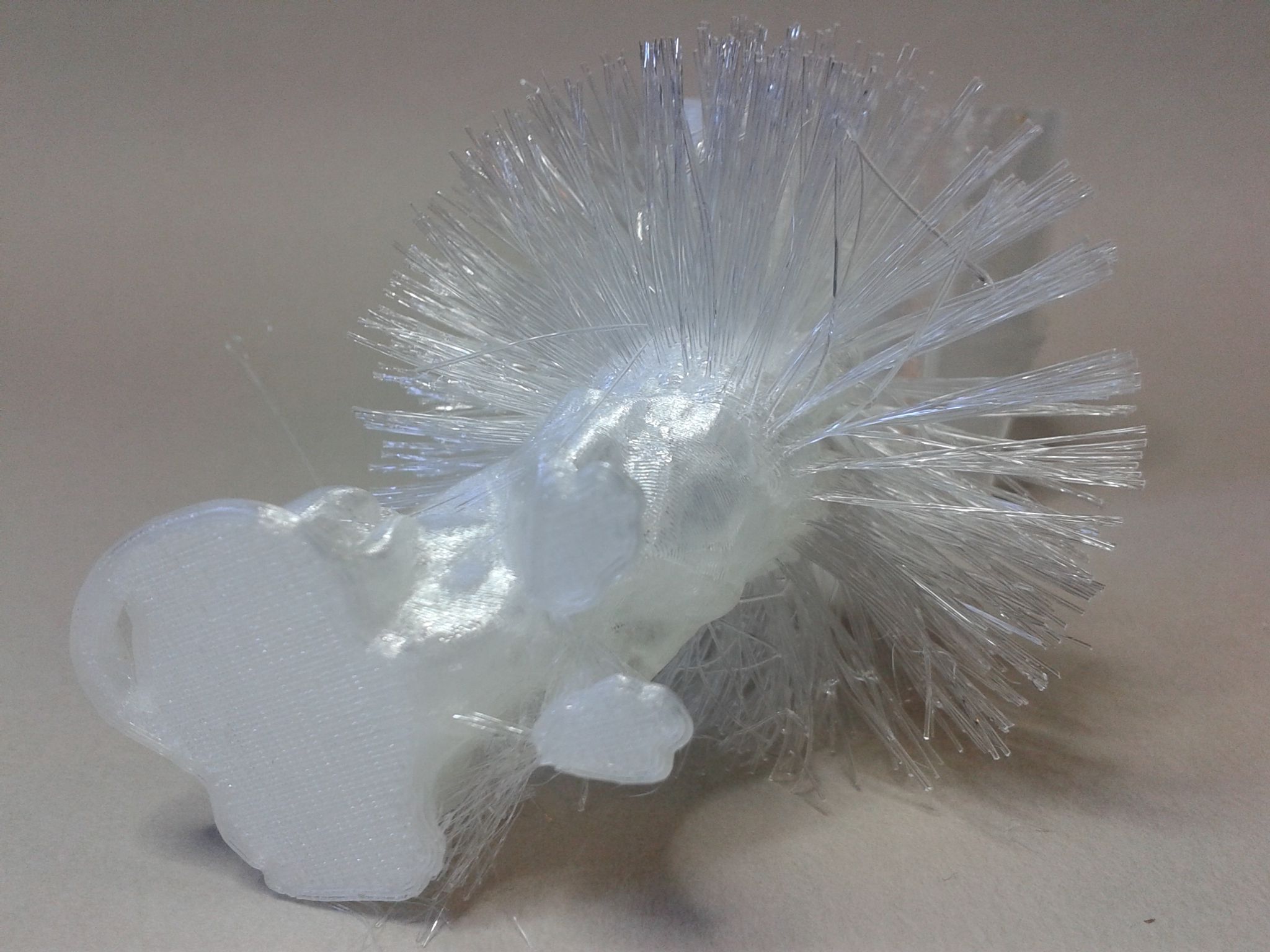
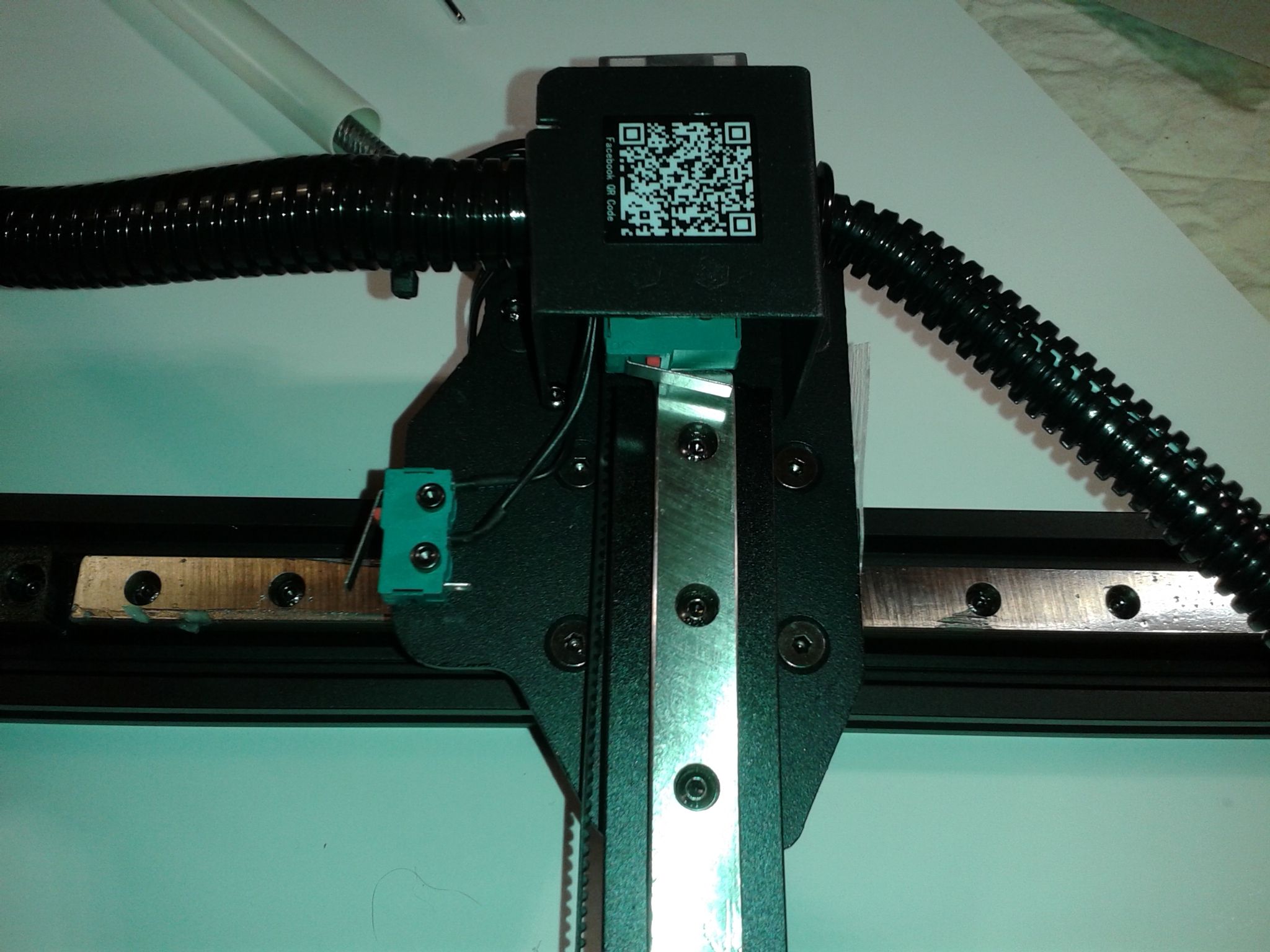
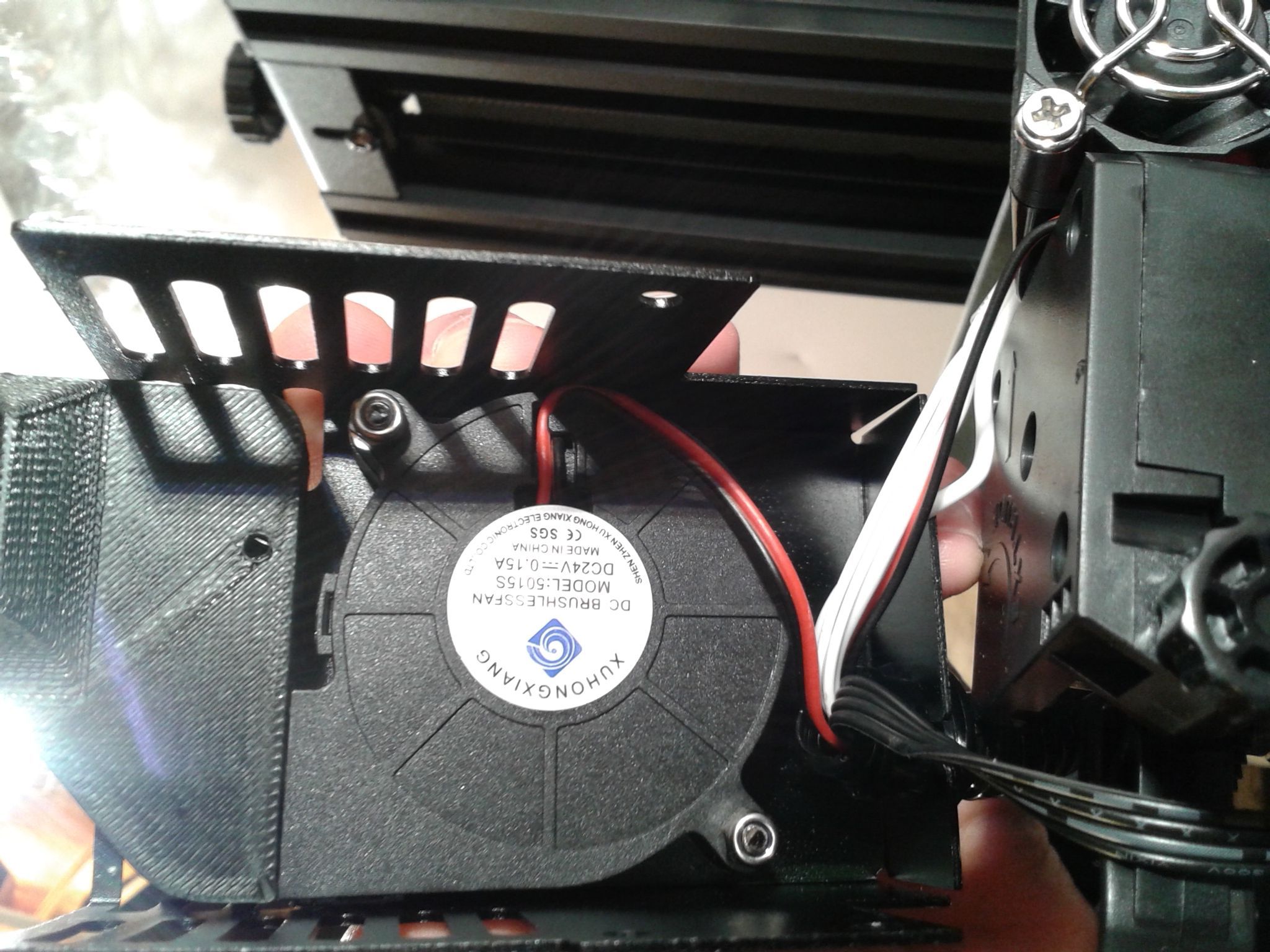
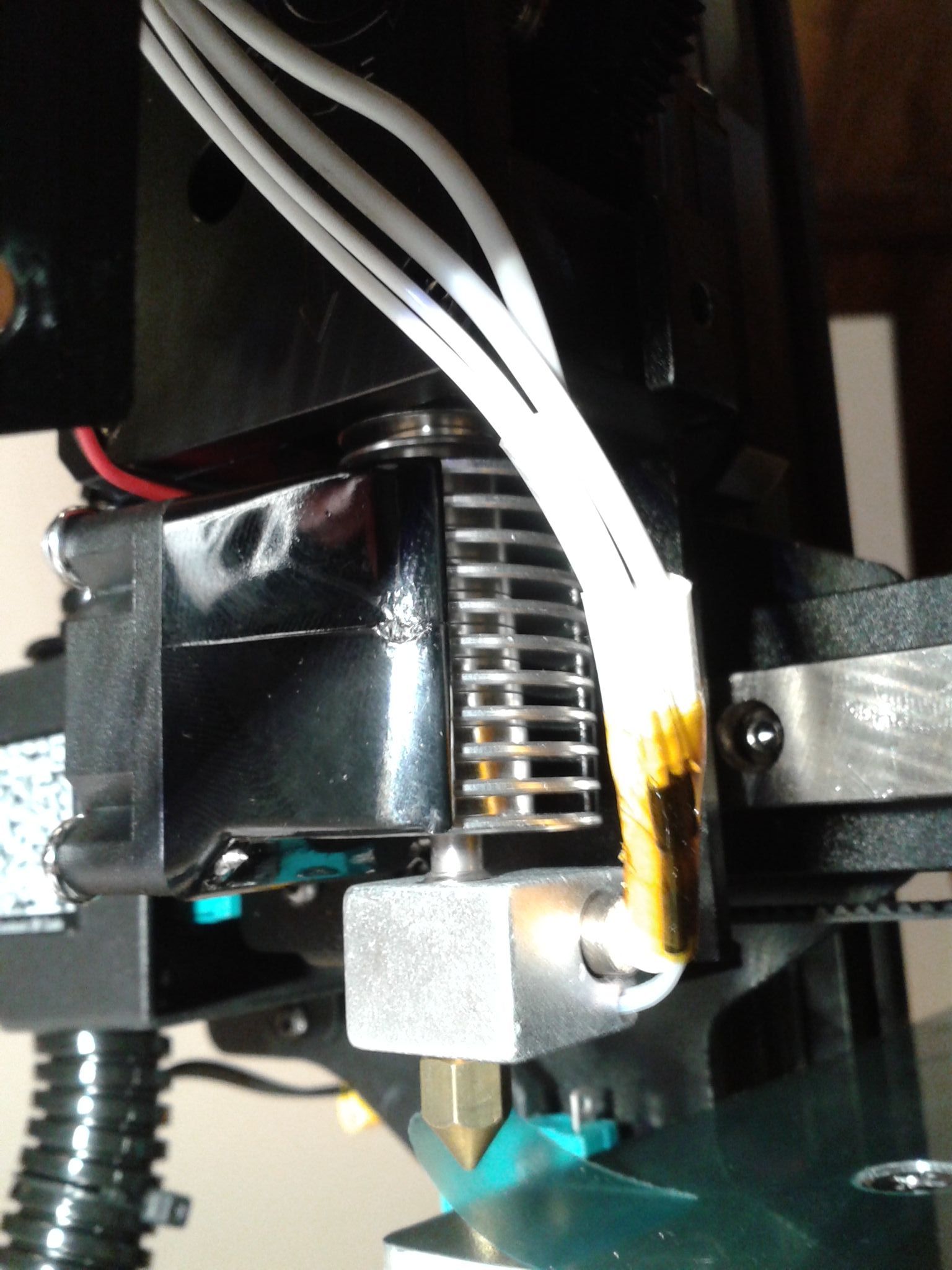
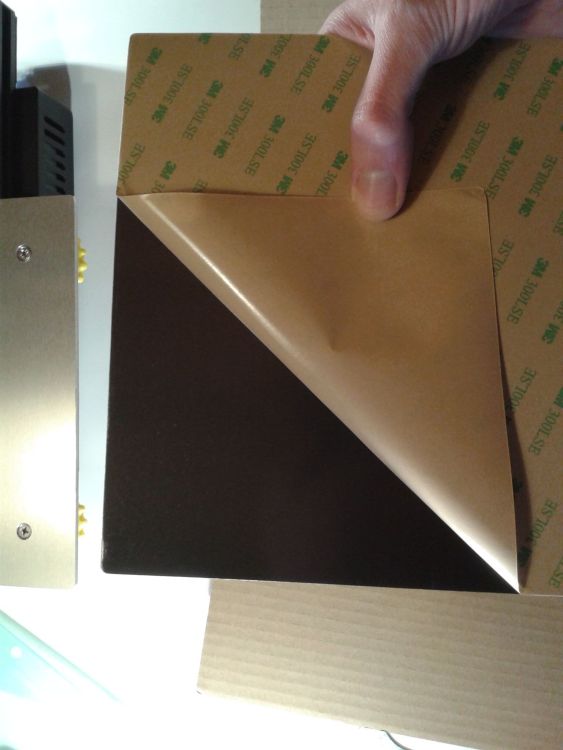
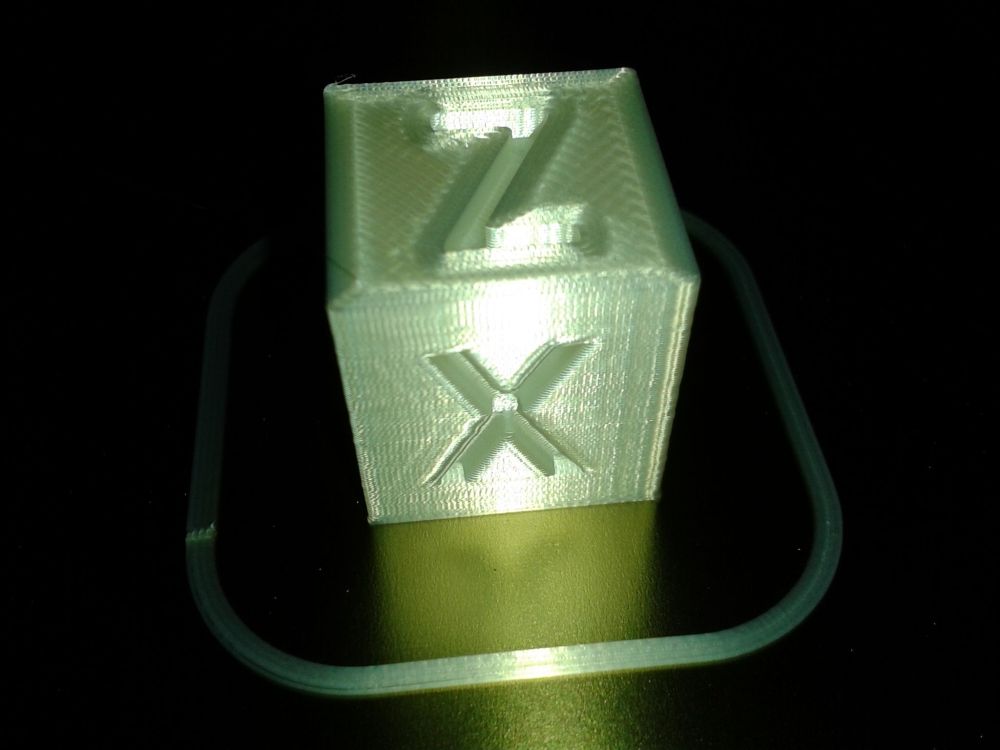
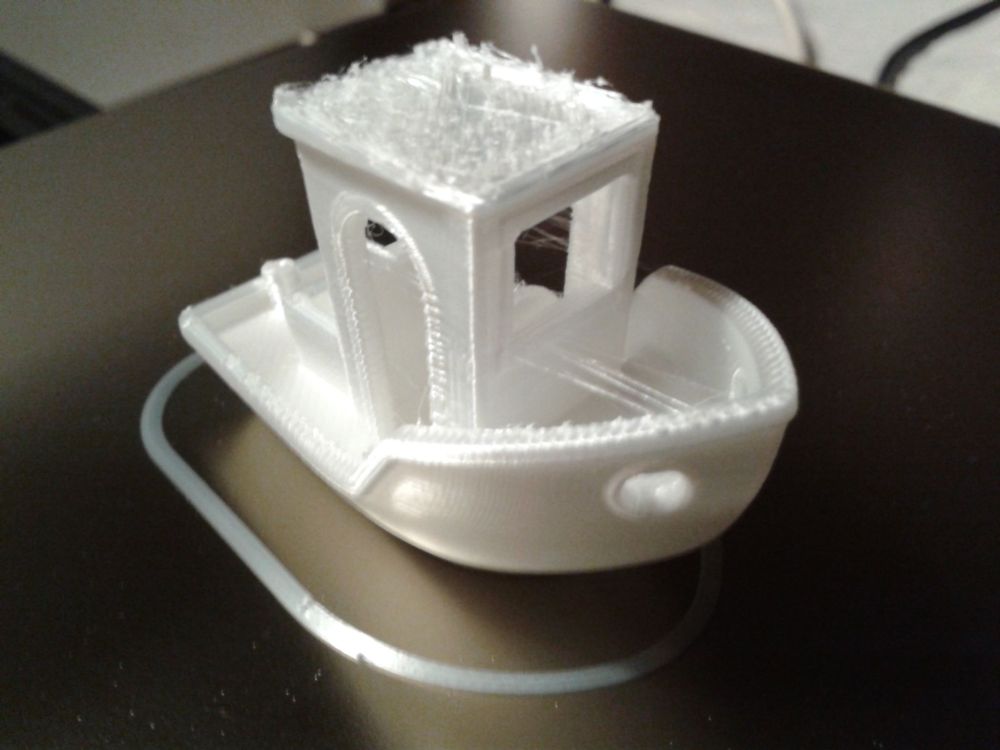
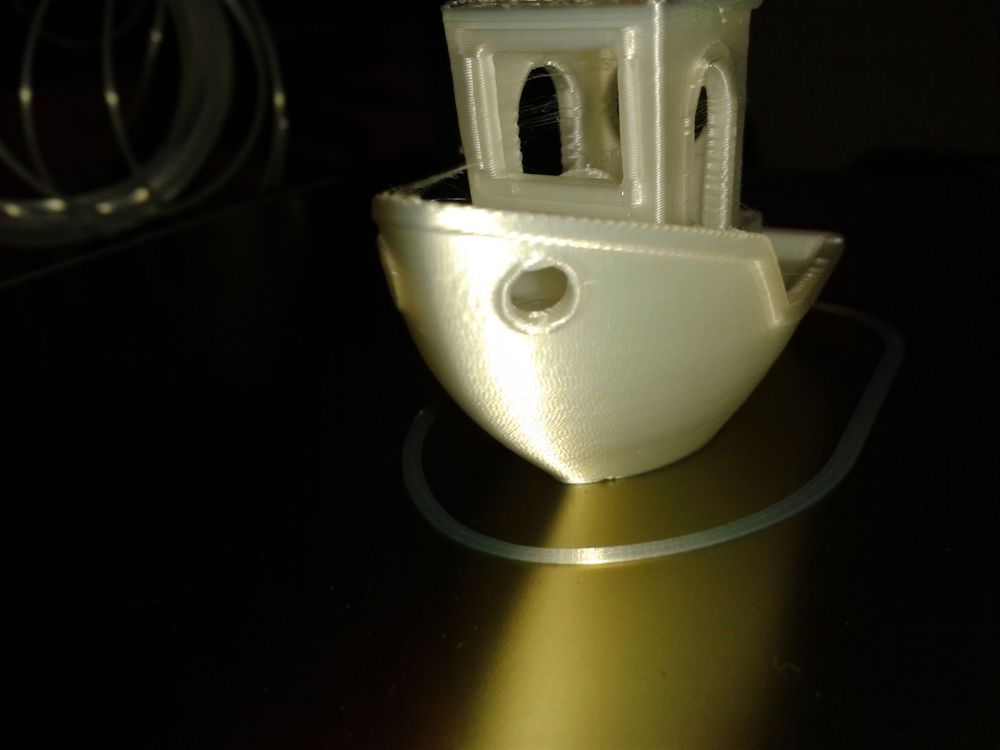
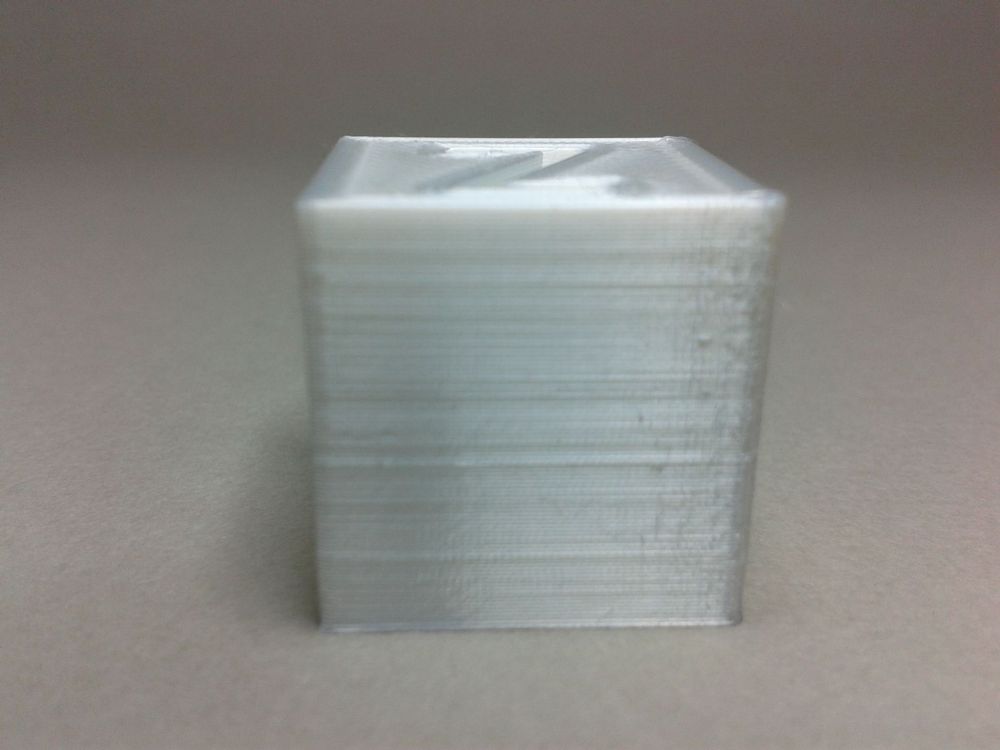
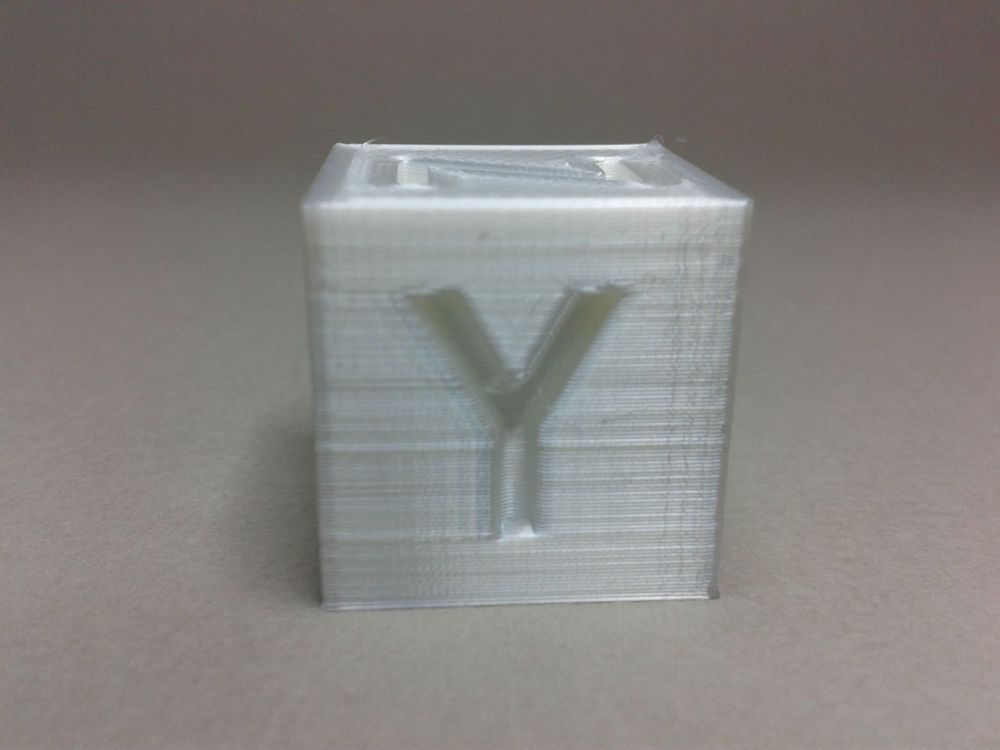
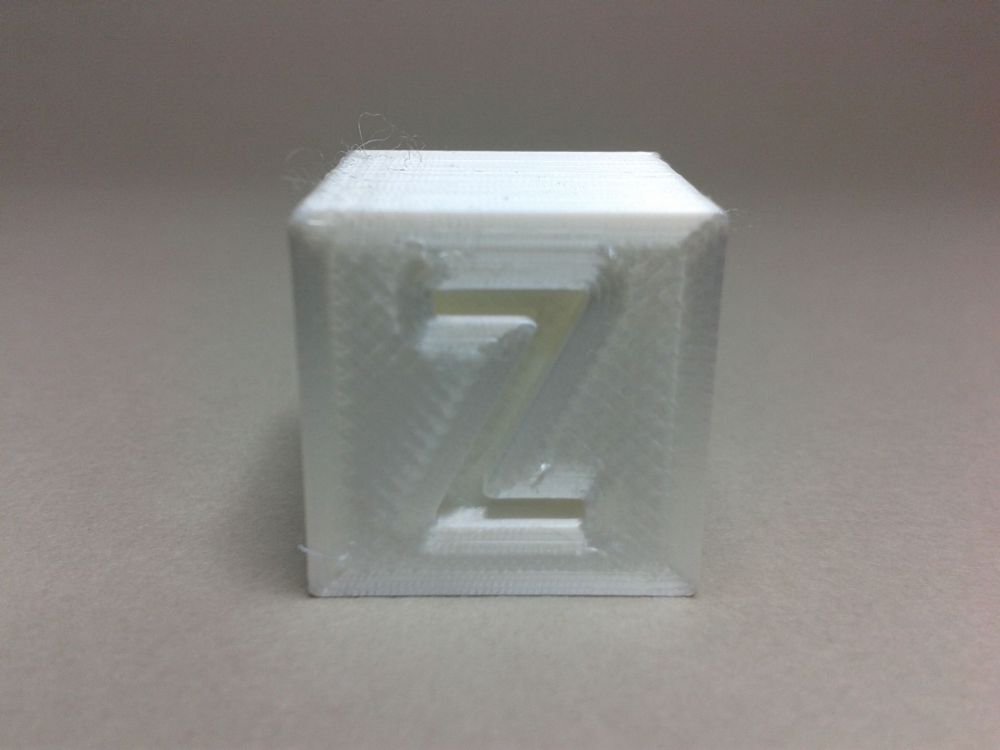
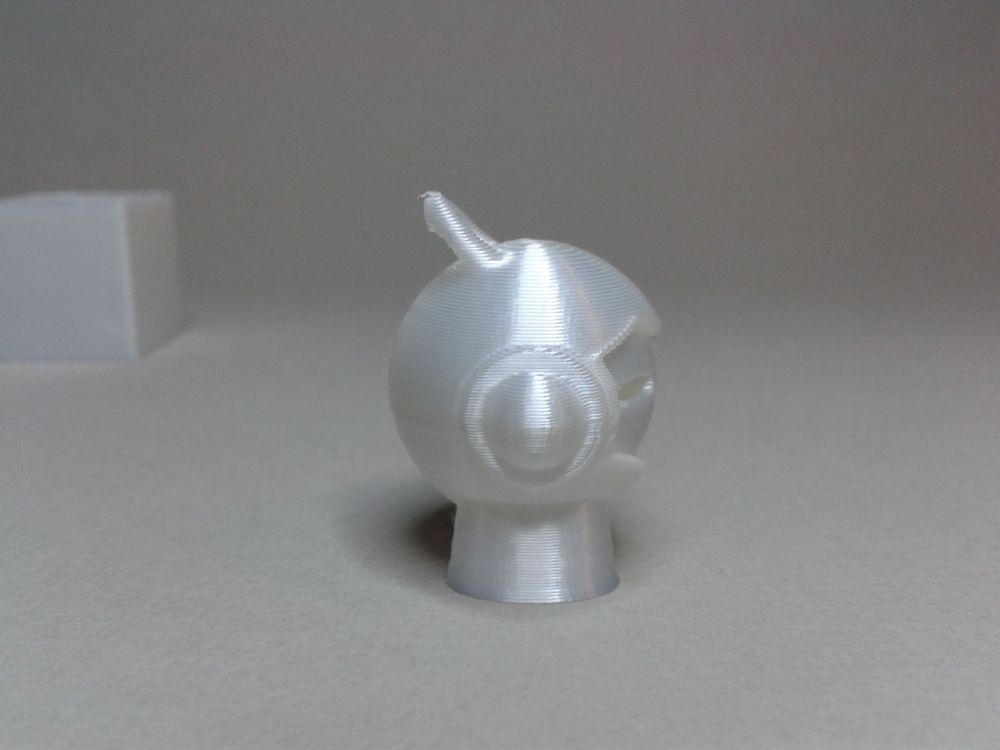
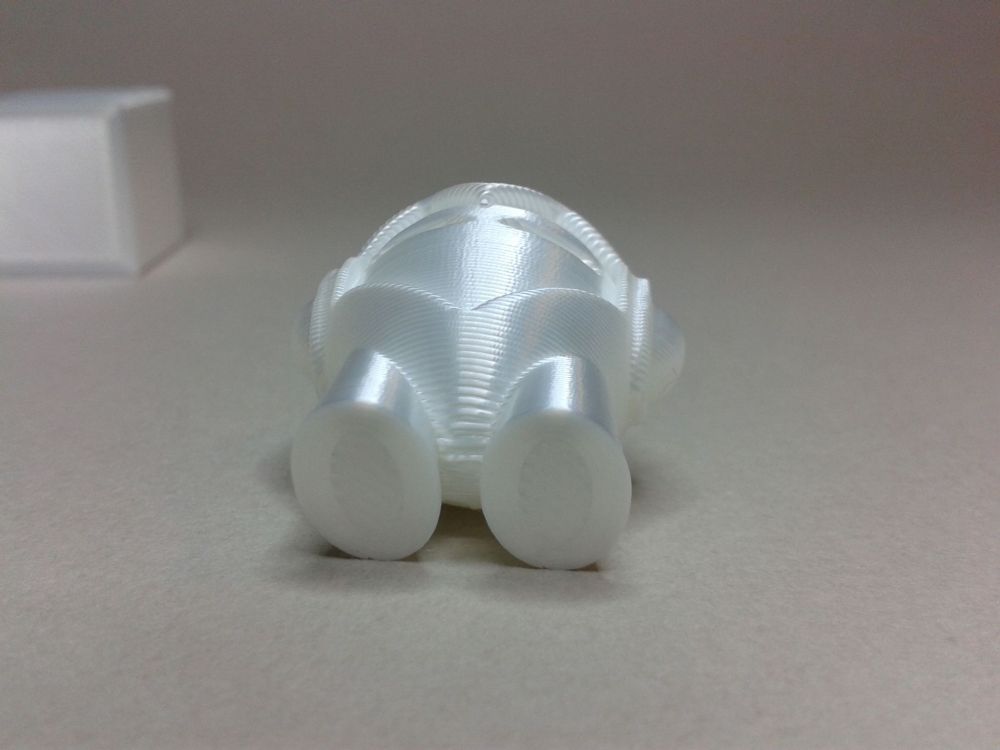
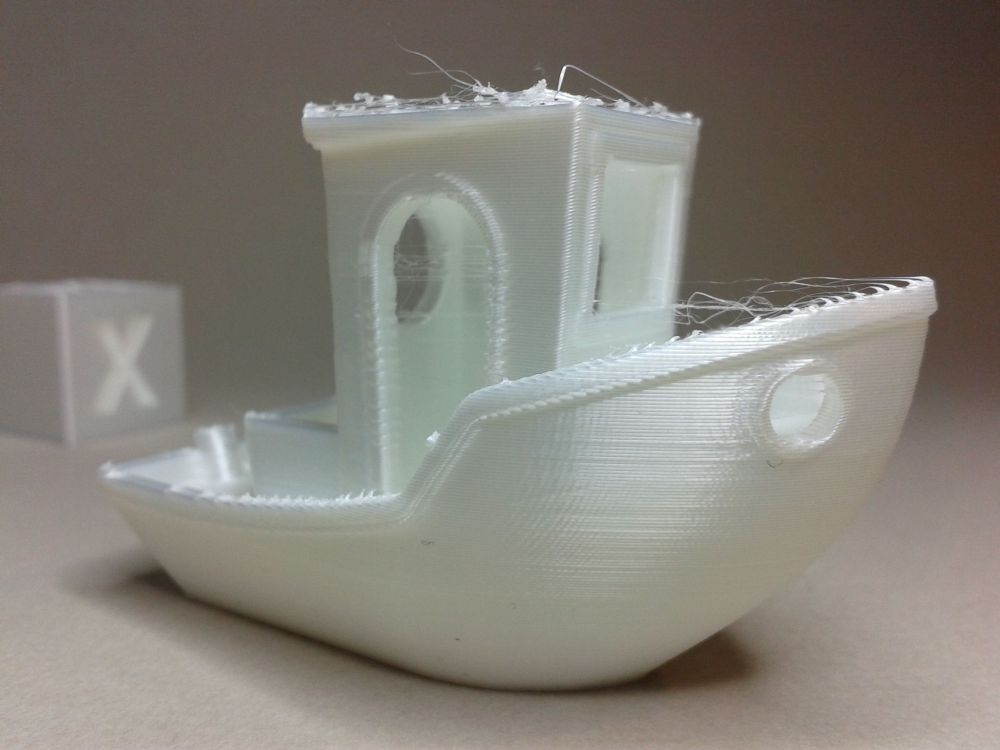
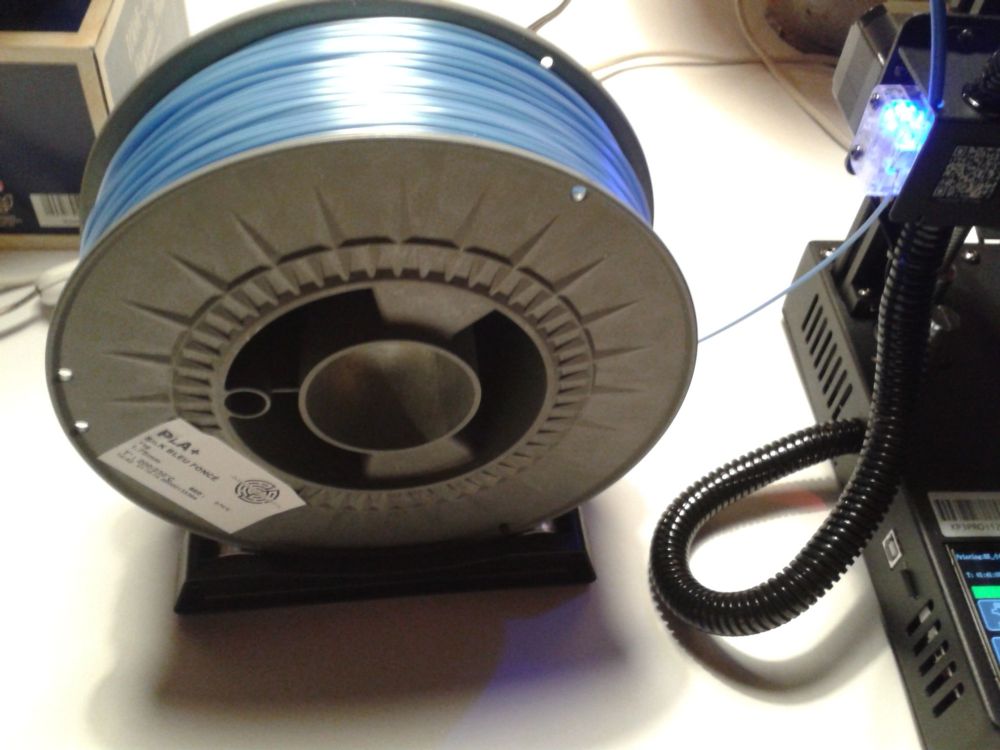
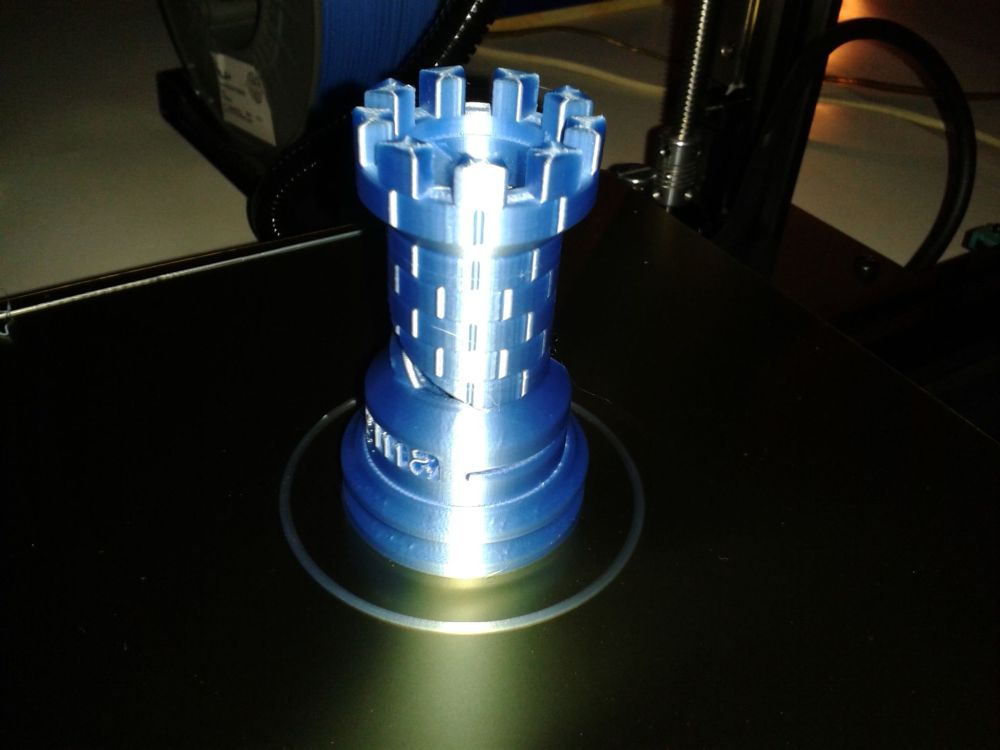
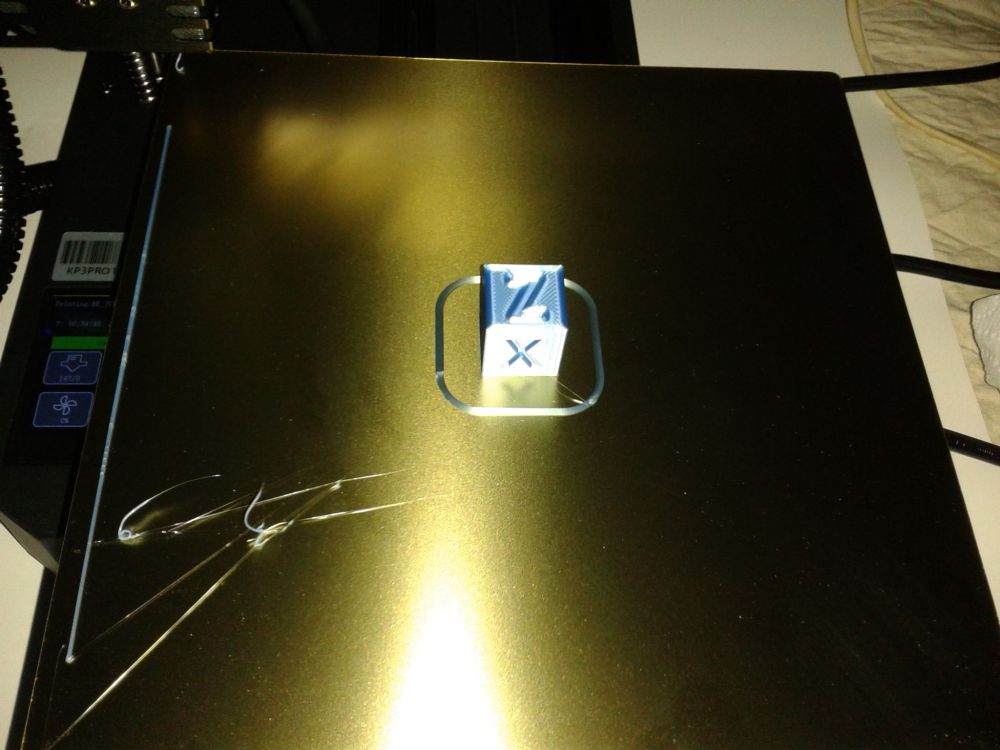
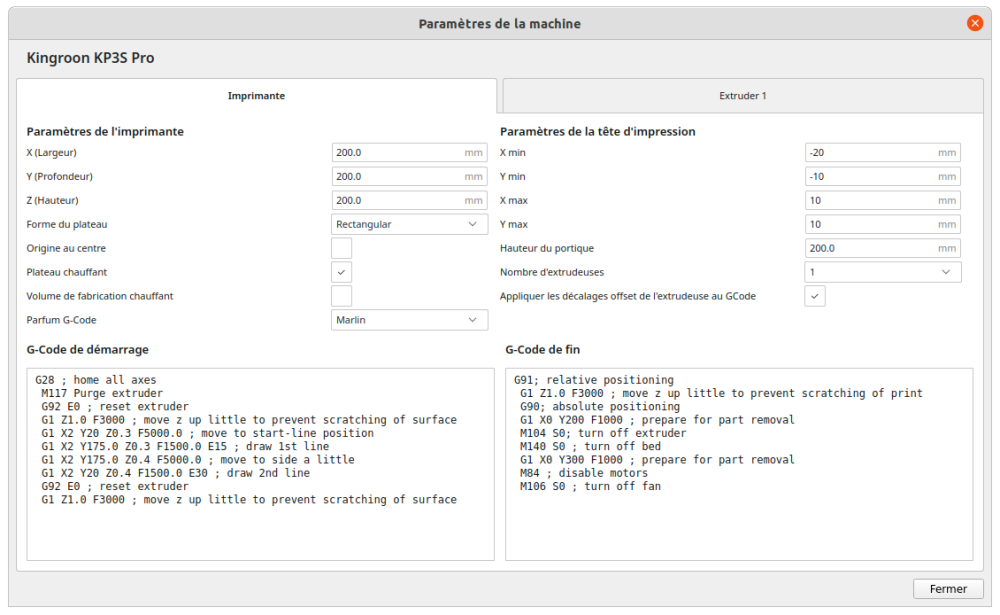
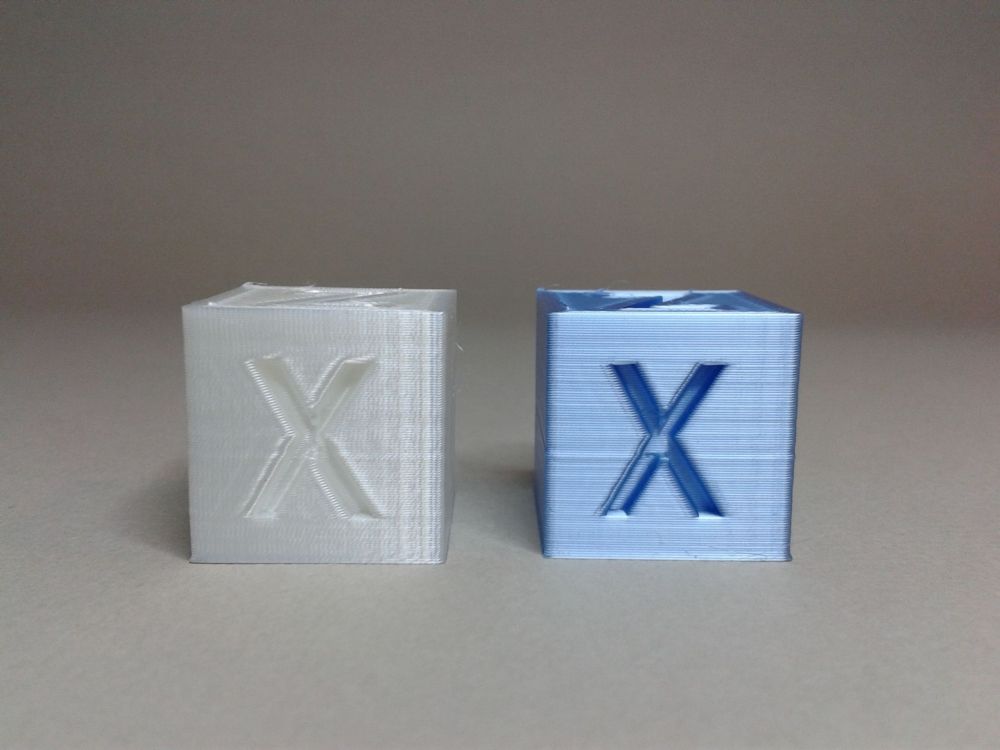
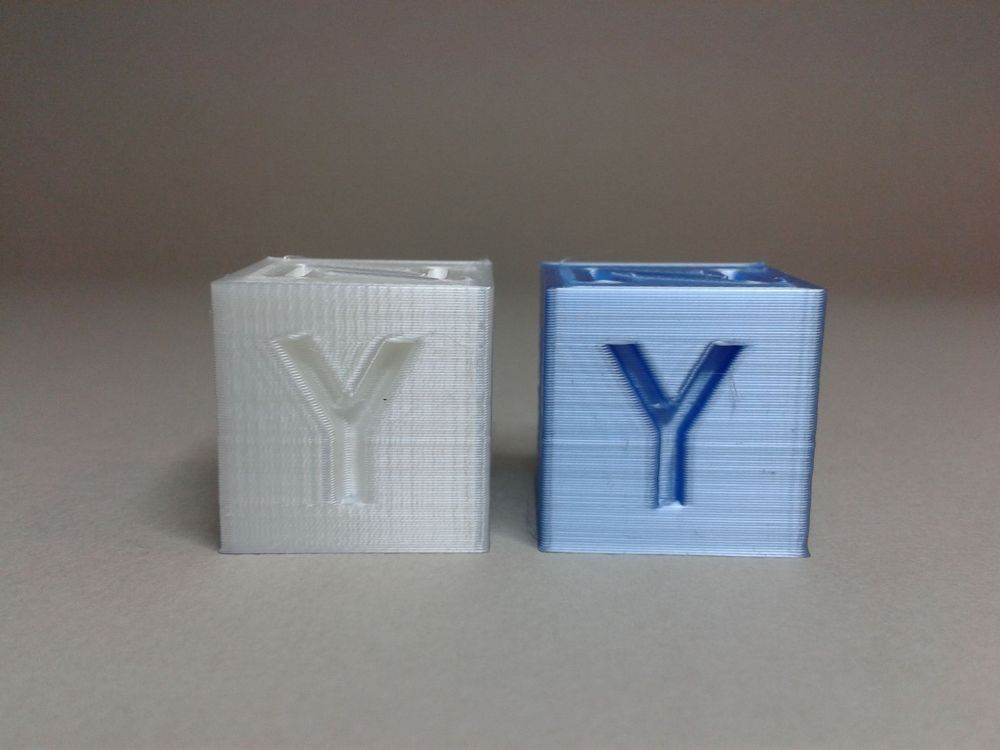
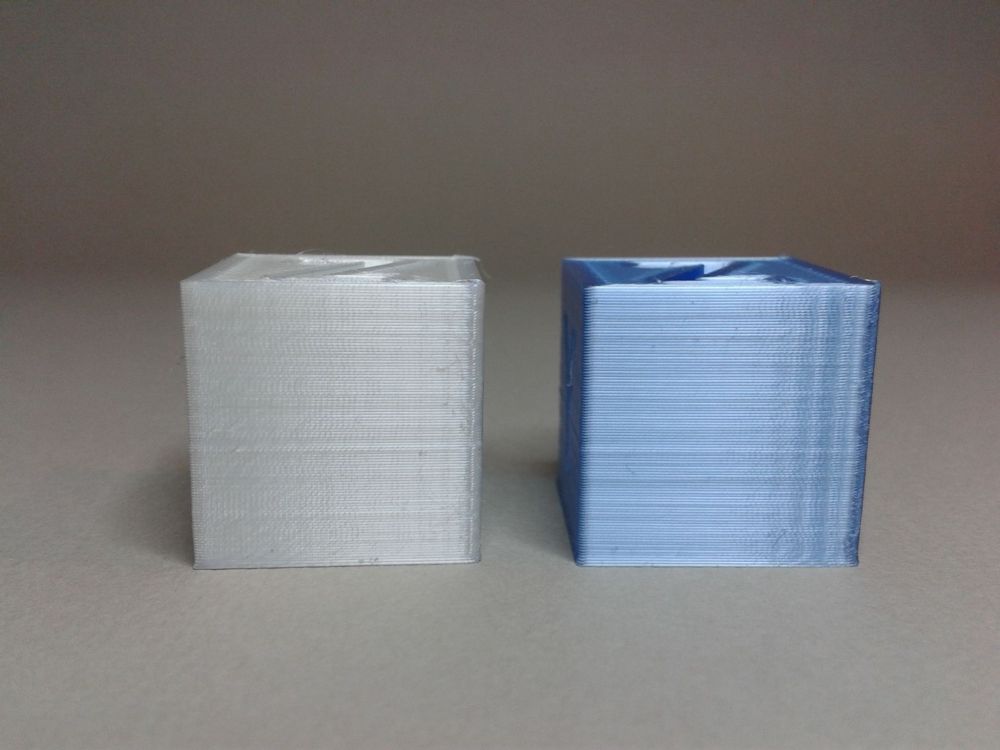
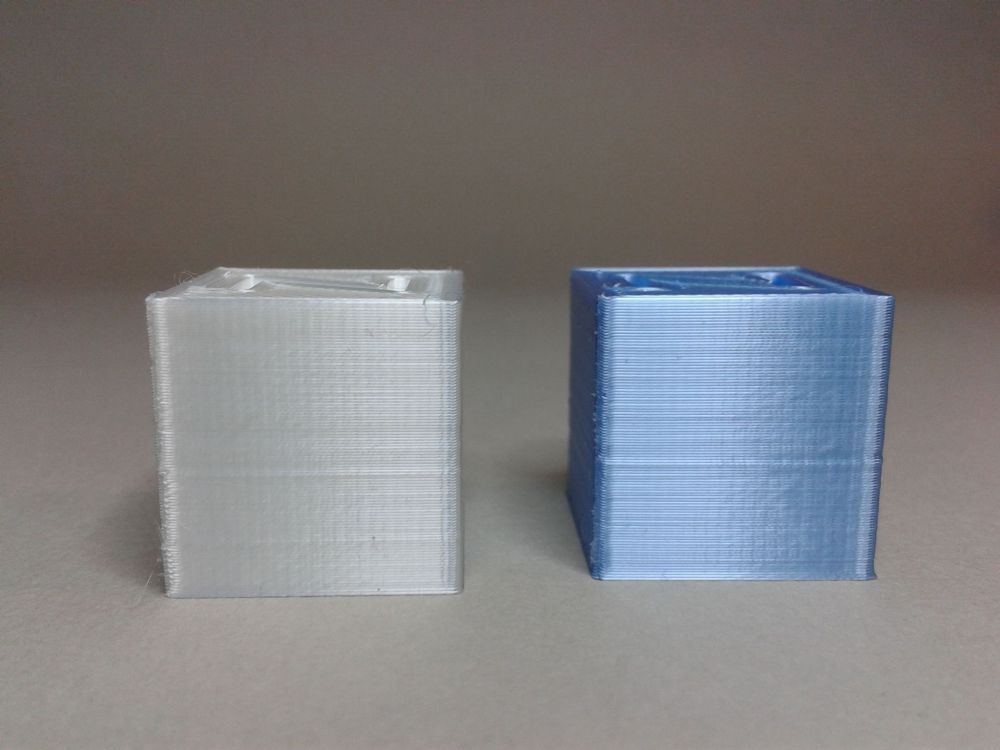
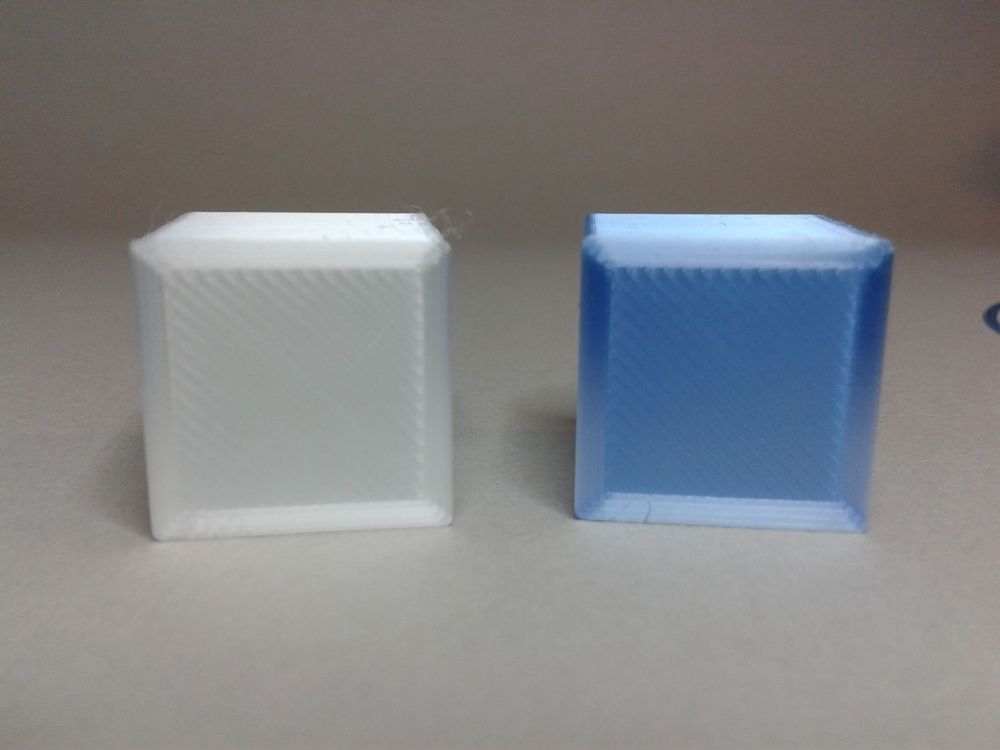
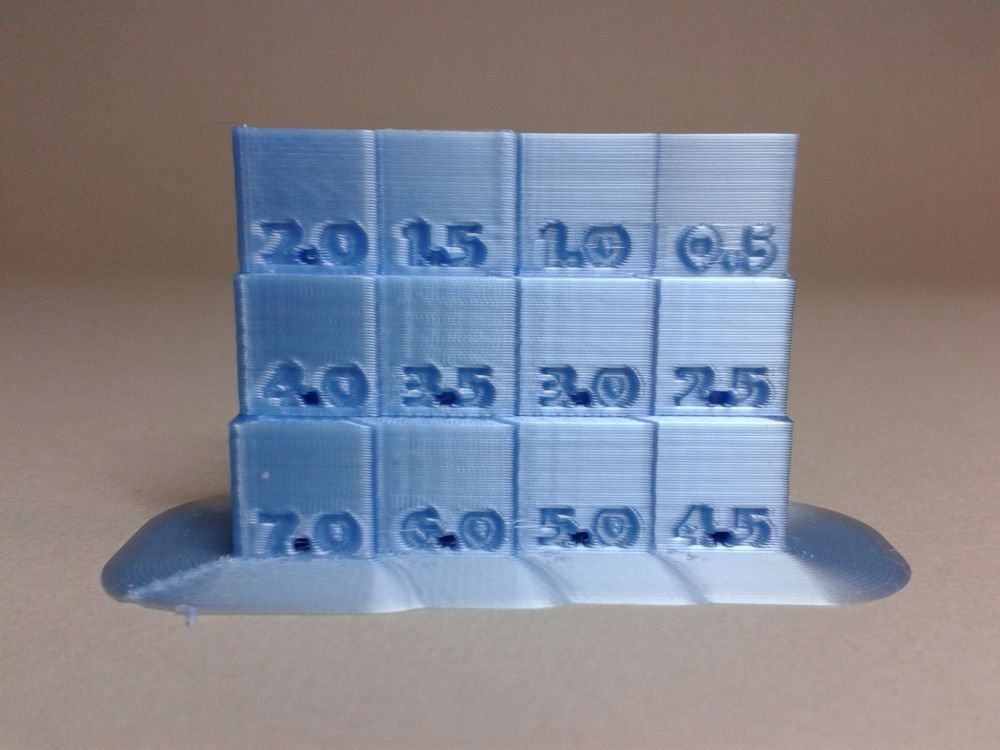
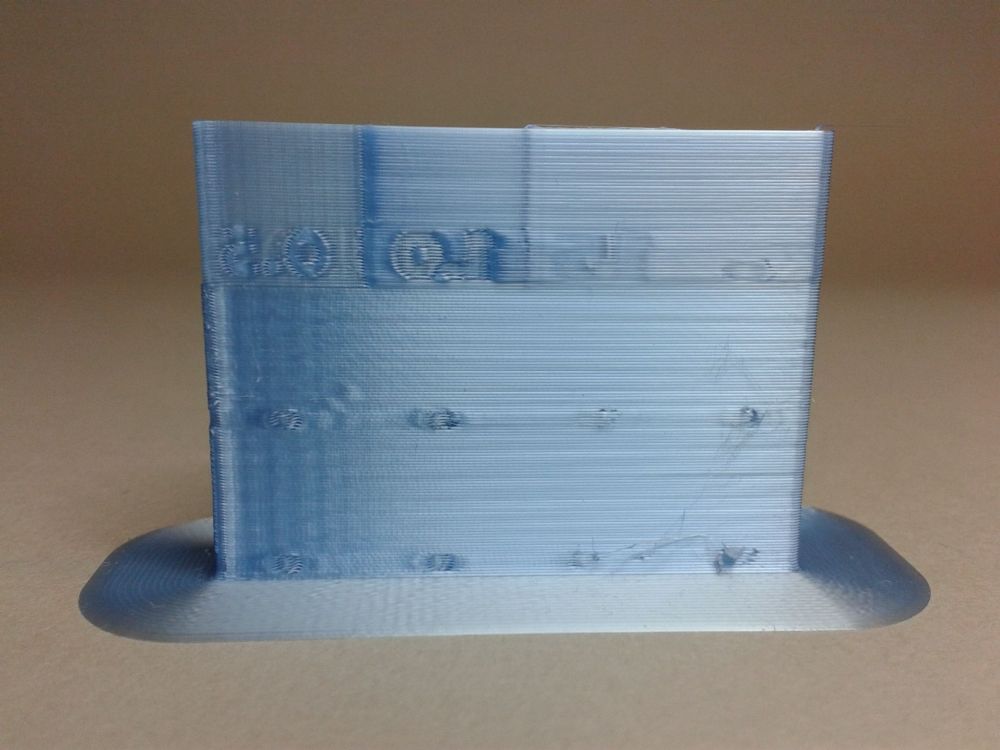
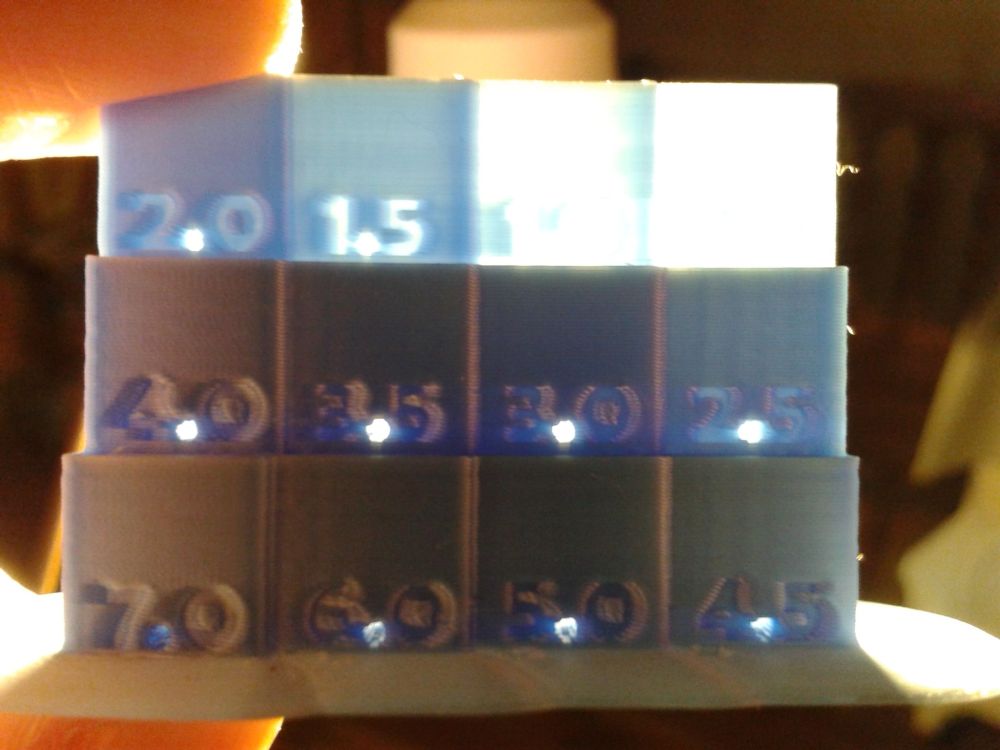
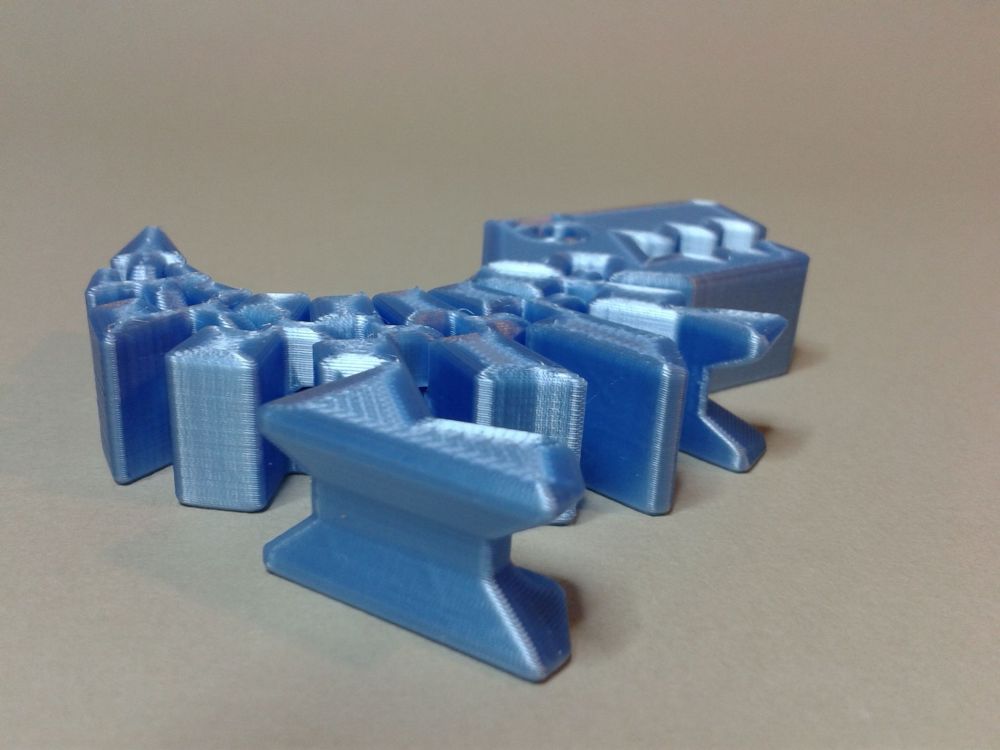
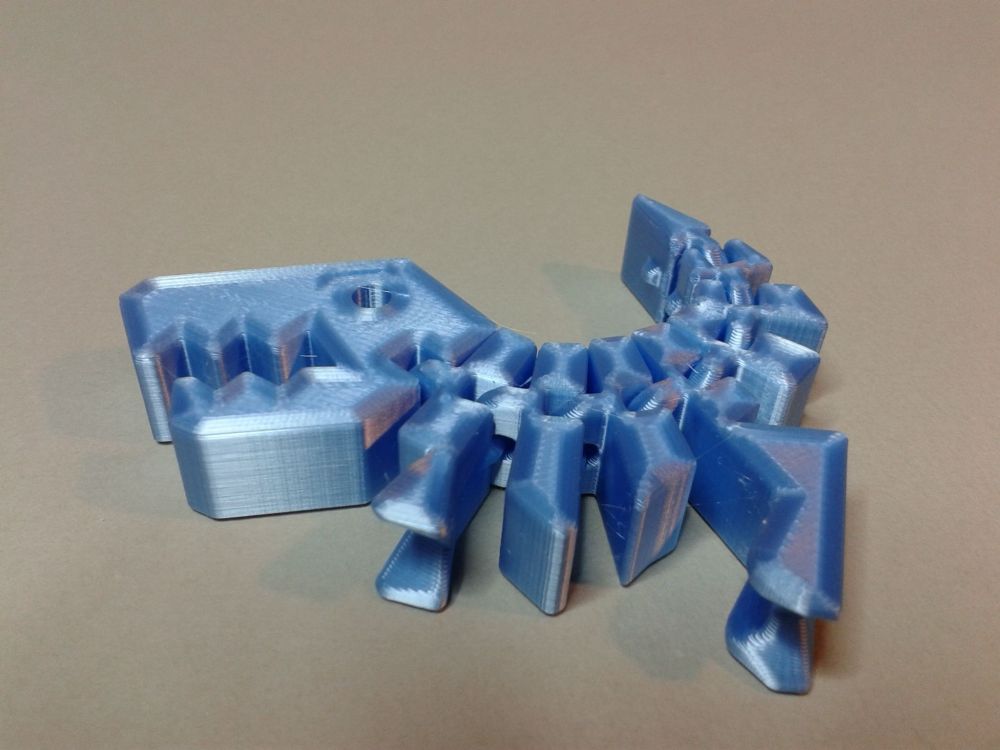
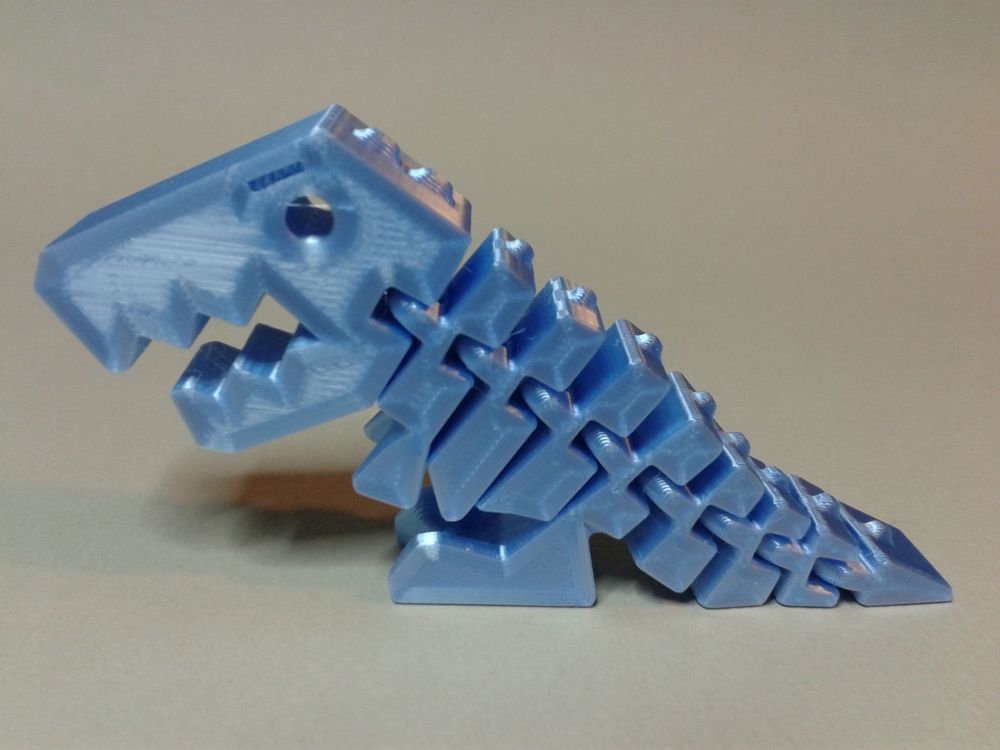
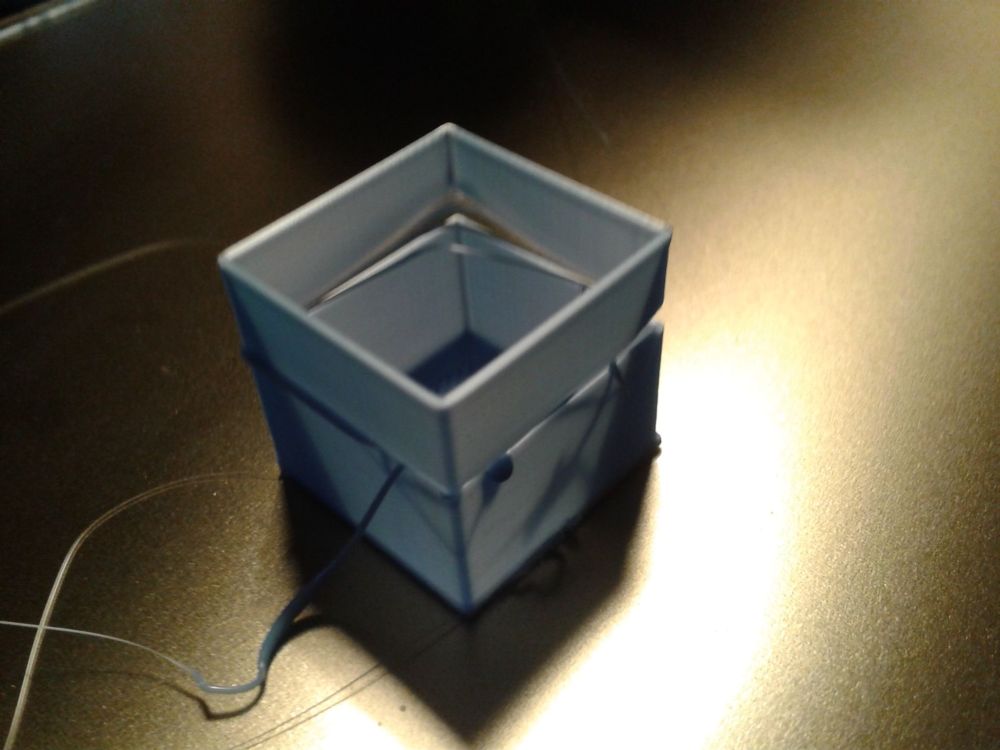
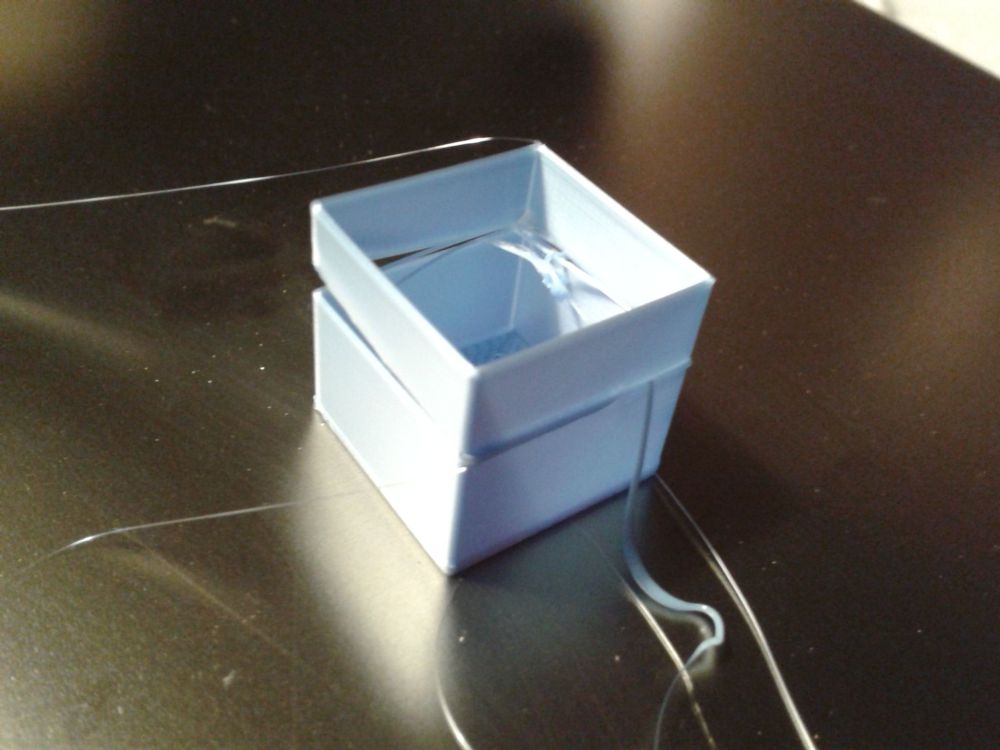
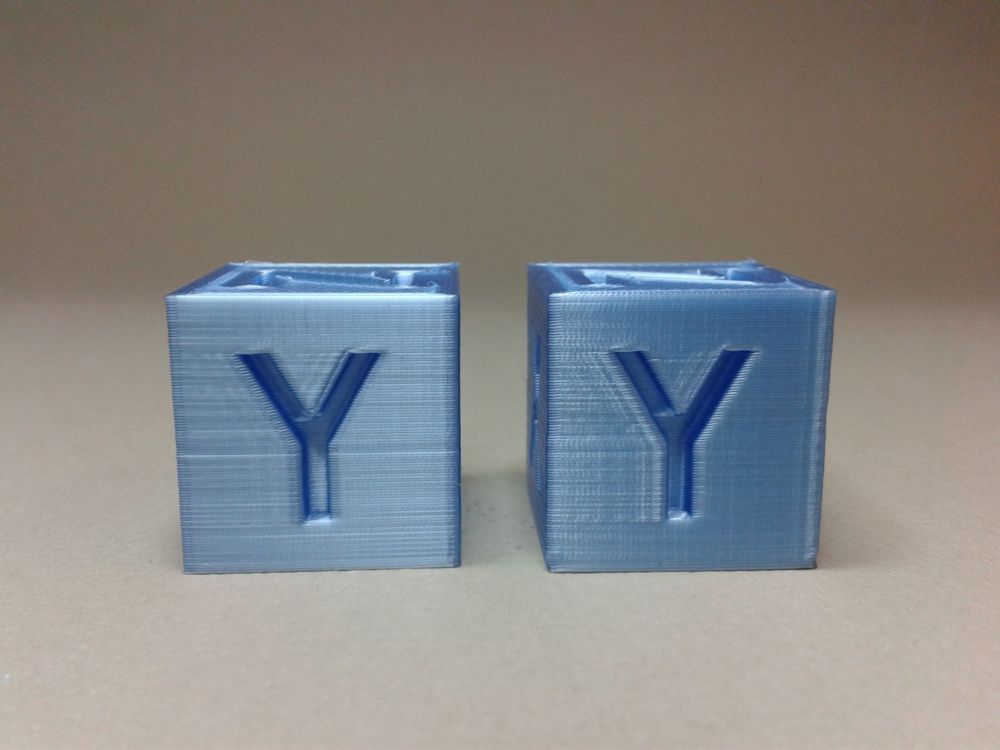
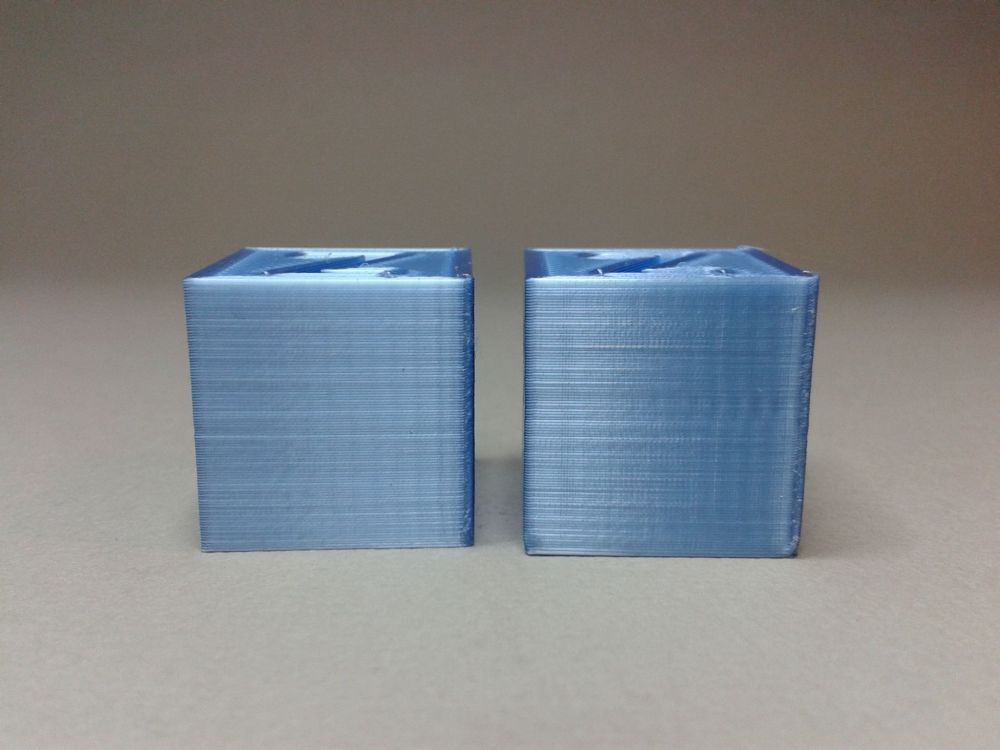
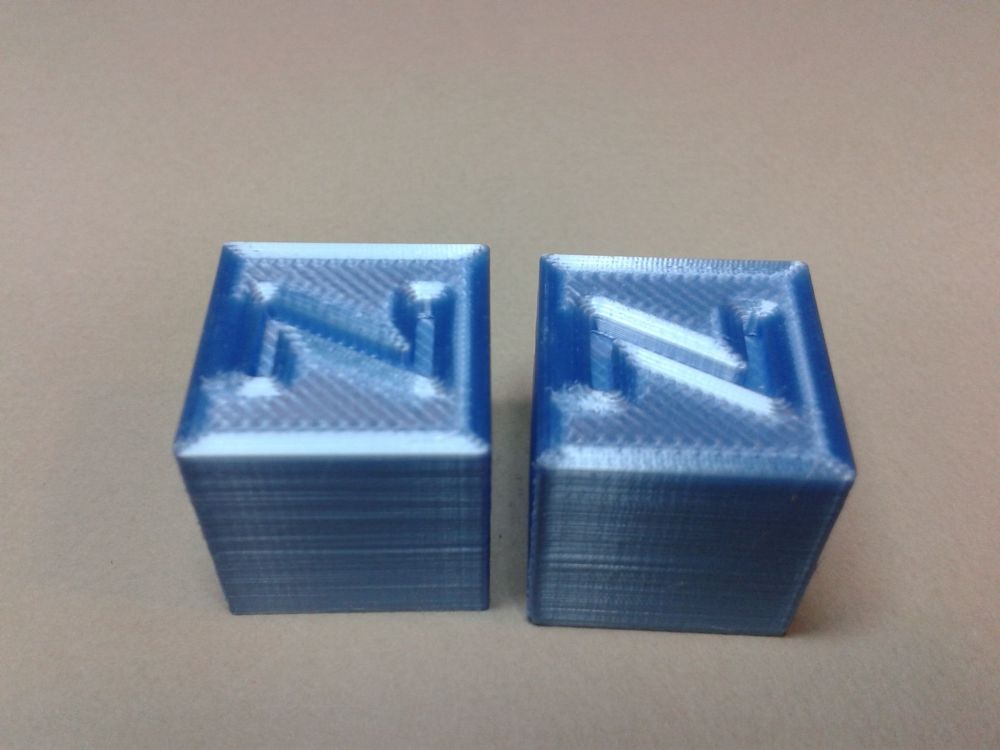
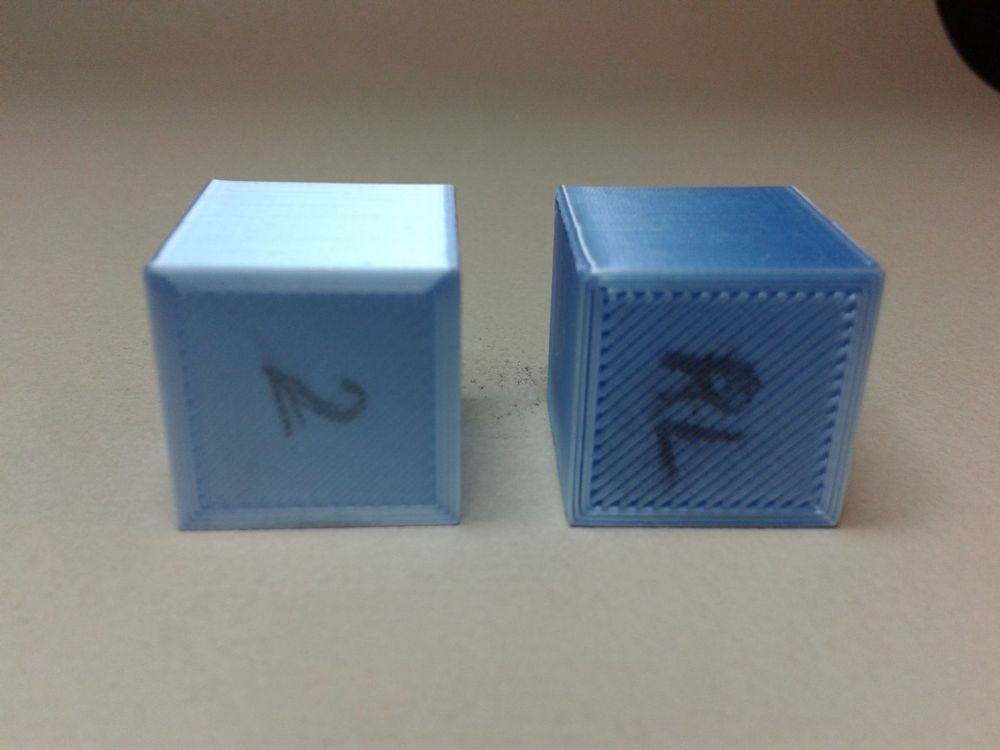
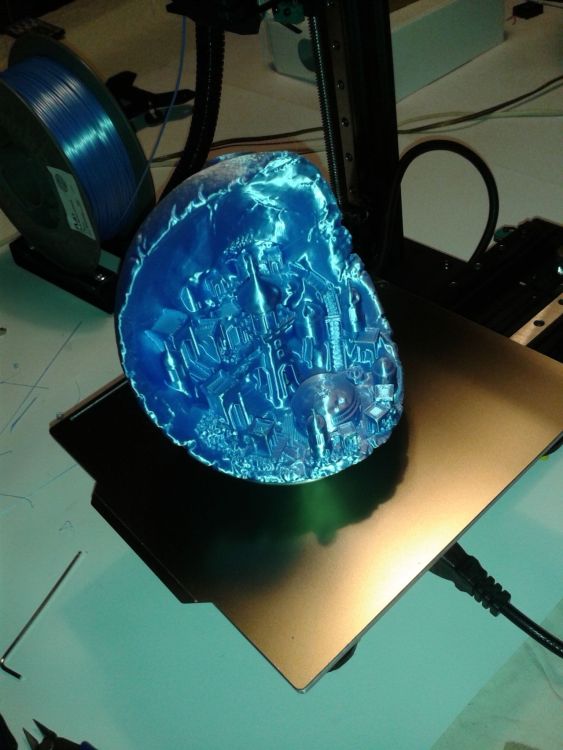
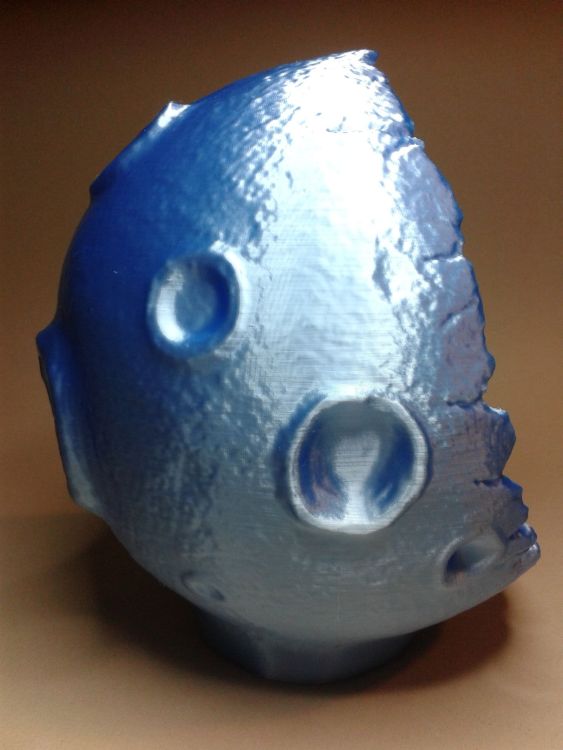
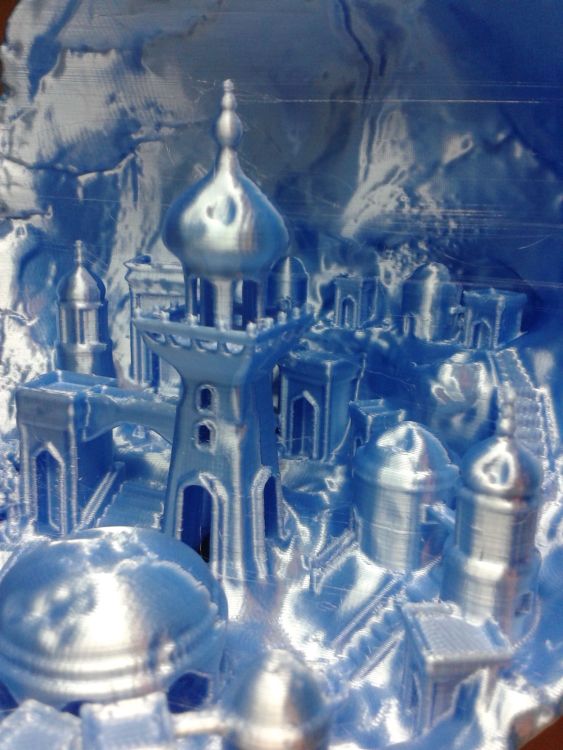
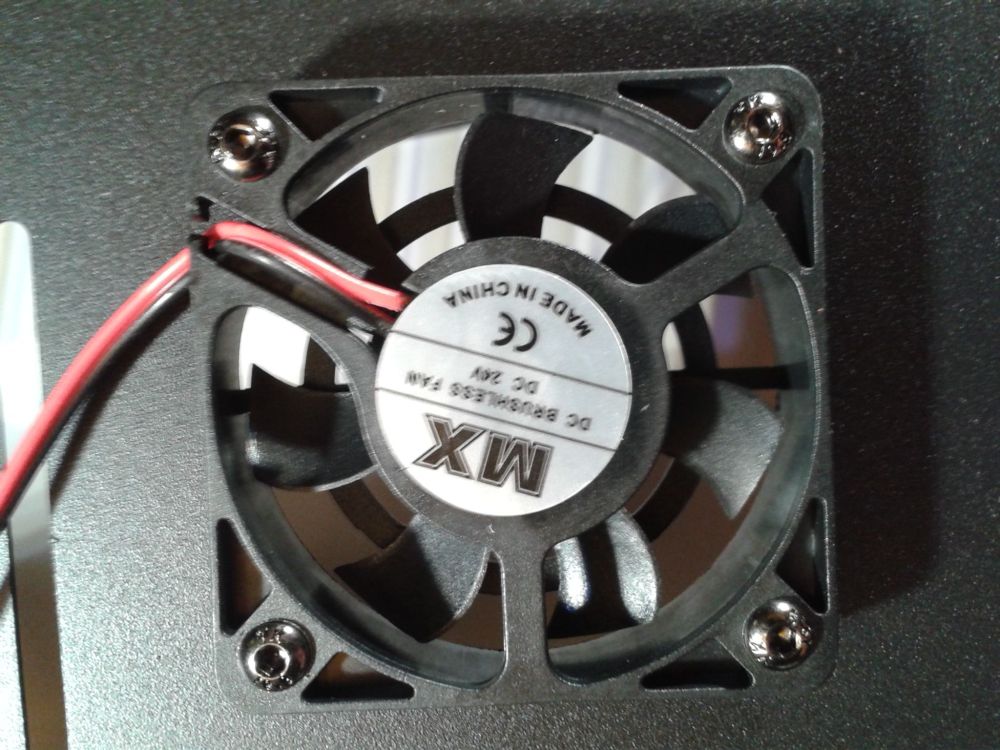
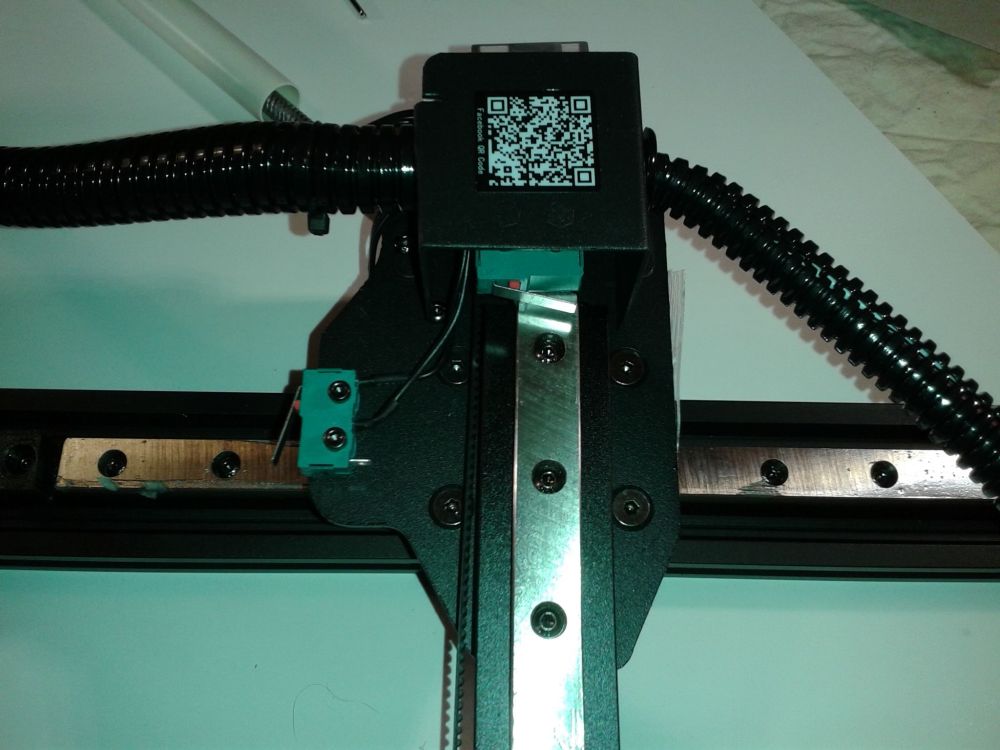
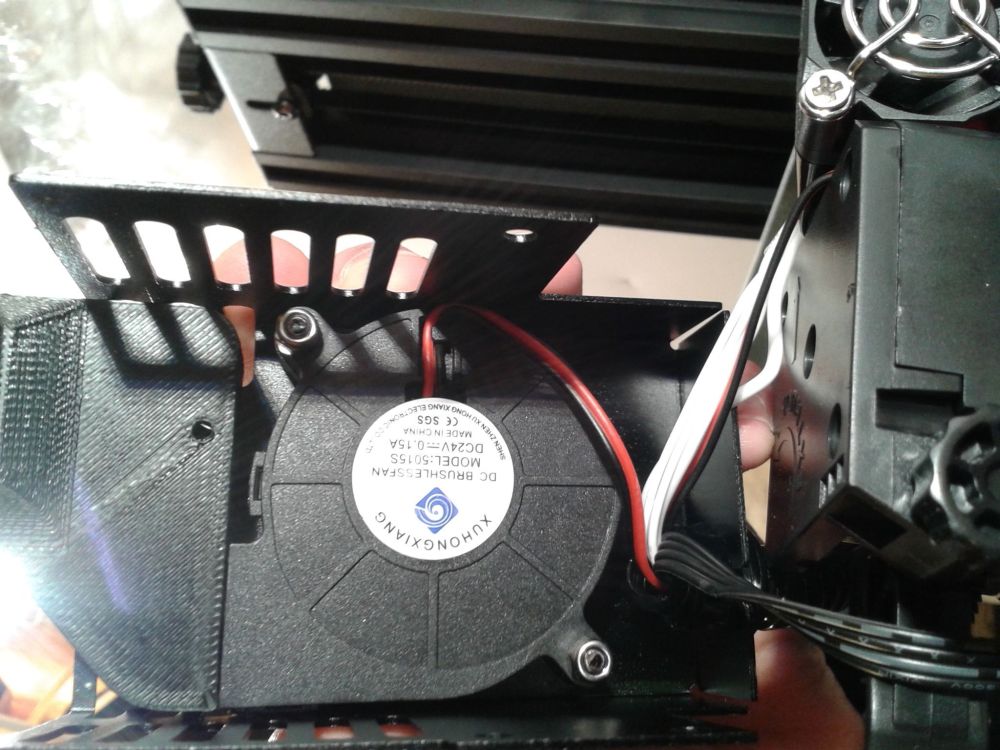
Détails sur le firmware Marlin présent d'origine sur la KP3S Pro Si je me connecte en USB avec "Repetier Host" avec une vitesse de 115200 bauds, Voici les log (nettoyé des timestamp de début de ligne ) qui me disent que c'est un "Marlin 1.0.0" ( avec deux extrudeurs utilisable !? alors qu'il n'y en a physiquement qu'un seul ...) M115 ; Firmware Info M503 ; Report Settings M111 ; Debug Level M119 ; Endstop States // Quand aucun filament n'est inséré ni de capteurs de fin de courses déclenchés M119 ; Endstop States // Toujours sans filament mais juste après un Home donc les capteurs de fin de courses X, Y et Z sont déclenchés G2 ; G2-G3: Arc or Circle Move // Pour tester si les commandes g-code de mouvements arcs et cercles sont activés est donc si ArcWelder peut être utilise pour optimiser les fichier ".gcode" Comme la commande envoyé n'a pas d'argument, ici, le retour "Error:G2/G3 bad parameters" indique que les g-code G2/G3 sont bien activés ( Un genre de "commande not found" ou un simple "ok" en retour aurait indiqué l'inverse ) Pour le moment Kingroon ne semble pas avoir mis a disposition les sources du firmware sur par exemple un GitHub public. Sur le blog du site de Kingroon on trouve un billet avec un lien vers un google drive pour télécharger le firmware stock et qui semble indiqué qu''il devrait prochainement y avoir une nouvelle version du firmware a télécharger. https://kingroon.com/blogs/downloads/kingroon-kp3s-pro-stock-firmware-to-download -> https://drive.google.com/drive/folders/1GXqhWnNIWlagyWxKp9KEcQ9L1U0MqaRf?usp=sharing Si l'on regarde le fichier "robin_nano_cfg.txt" robin_nano_cfg.txtdu firmware stock ( v1.01.0712.22 ) de la "KP3S Pro" Les limites X , Y et Z sont définie à 200 mm. Mise en place de l'option Base magnétique et Plateau fléxible PEI Un plateau flexible PEI reste du confort et n'est pas indispensable mais c'est bien plus agréable a l'usage. Voici pour moi, les inconvénient d'utiliser un plateau en verre tenu par des clips en cas de couche initial trop écrasé, difficulté de décollement des impression une fois fini ( il faut éventuellement mettre le plateau au congélateur pour grâce aux jeux des matériaux facilité le décollement mais alors bien laisser le plateau revenir a température ambiante est nettoyer la condensation avant de le réutiliser pour qu'il ne subisse pas un choc thermique qui pourrais le briser. Risque de collision du nez de la buse et des clips de fixation ( si le placement des clips n'est pas bien considéré lors du placement avant tranchage pour éviter des déplacements de la tête et du plateau qui pourrais occasionner une collision lors des impressions. ) Préférer travailler dans un espace propre pour éviter de risquer de capturer des particules qui viendrais compromettre la planéité de la surface d'impression. Pour éviter de se retrouver bloqué par la tête d'impression, allumer la machine pour effectuer un déplacement Z la tête afin de l'éloigner suffisamment (au plus loin) du plateau puis éteindre la machine. Enlever les clips et le plateau en verre. (Vérifier que vous avez bien enlevé la pellicule légèrement bleuté de protection de la plaque en aluminium support du plateau Nettoyer avec de l'alcool isopropylique et un sopalain le support du plateau Décoller d'environ un quart a un tiers de la diagonal, un coin de la pellicule, qui protège la face collante de la base magnétique, marquer légèrement le plie en passent un doigt dessus pour que la feuille ne se rabatte pas lors des manipulation suivante. Positionner la base ( on cale au mieux les trois coins où la feuille de protection de la surface collante n'a pas été retiré, quand les trois coins et l'ensemble de la base magnétique semble bien aligné sur le support de plateau, on presse le coin collant et l'on maroufle ( du centre de la zone collante en contacte, de l'intérieur vers l'extérieur) tout en tirant petite a petit le reste de la pellicule de protection de la surface autocollante pour éviter de capturer des bulle d'aire. On retire la pellicule de protection de la face PEI de la plaque flexible, et on positionne la plaque flexible. Comme l'épaisseur total de la base magnétique et de la plaque flexible cumulé est de l'ordre de 2 mm alors que le plateau en verre fait 4 mm d'épaisseur, il faut ajuster la vis qui déclenche le capteur de fin de course Z ( j'ai effectué environ quatre rotations horaire complète (le pas de vis étant surement de 0.5 mm cela dois normalement l'abaisser de 2 mm), Par sécurité, tourner les molettes en dessous du support du plateau pour abaisser le plateau puis refaire le levelling manuel du plateau comme indiqué dans le manuel ( faire un home, éventuellement faire une mise en chauffe du plateau et de la buse, puis menu levelling, feuille de papier ... ) . Impressions des fichiers présent sur la carte SD fourni. Détails sur les fichier .gcode fournis Extrait de "KK_方块.gcode" ( cube ) On en déduit que le fichier a était tranché avec Ultimaker Cura 5.0.0 avec le profil d'une imprimante kingroon_kp3s dont le volume d'impression a était modifié en 200x200x200 mm, en qualité standard pour du filament PLA de 1.75 mm de diamètre buse de 0.4 mm, hauteur de couche 0.2 mm, largeur de ligne 0.44 mm , 200°C plateau 60°C, vitesse d'impression 60mm/s , distance de rétraction 1 mm avec une vitesse de rétraction de 40mm/s, levage de 0.4 mm lors de rétractions , débit 100%, ... Photos des impressions Avec les 10 mètres de PLA Silk blanc fourni. Bien noter que les filament "silk" accentuent les défauts d'impression, qui sont presque imperceptibles au touché, les résultats me semble très prometteurs Durée d'impression ~0h32 (Il y a un léger pied d’éléphant -> ma distance buse <> plateau est a légèrement augmenter) Durée d'impression ~0h29 Ensuite, un échec d'impression par mon manque de vigilance ( un nœud a l'entré du capteur de filament ) (Il y a des cheveux d'anges, il me faut surement diminuer la température d'impression de 5°C voir 10°C pour ce filament) Pour la suite des impressions j'ai chargé une bobine de PLA Silk Bleu Arianeplast Durée d'impression ~1h41 Durée d'impression ~3h28 Durée d'impression ~0h32 ... Paramétrage du trancheur Ultimaker Cura pour la KP3S Pro Utiliser le Profil d'imprimante "Kingroon KP3s" et adapter le volume d'impression ( X=200, Y=200, Z=200 mm ) ( non spécifié dans la documentation ) et éventuellement renommer le profil en "Kingroon KP3s Pro" Autres impressions J'ai utilisé "Ultimaker Cura" v4.13.1 profil d'impression "Standard Quality" profil d'Imprimante "Kingroon KP3S" ( dont j'ai ajusté le volume d'impression) https://www.printables.com/fr/model/60964-lithophane-thickness-calibration-tile ( Remplissage 100% et Type d'adhérence plateau sur bordure ) Durée d'impression ~0h47 https://www.printables.com/fr/model/289599-vase-911a (Mode vase et "Débit de paroi externe" a 150%) Durée d'impression ~3h30 https://www.printables.com/fr/model/46241-flexi-rex-with-stronger-links Durée d'impression ~2h43 Mise en place de l'option Rails linéaire Y Bien noter que l'installation de cette option va diminuer la hauteur du volume d'impression de 1.5 a 2 cm. Comme détaillé sur https://kingroon.com/products/official-kingroon-kp3s-pro-3d-printer Source images https://kingroon.com/products/y-axis-linear-guide-upgrade-for-kingroon-kp3s-pro Là encore une vidéo de disponible. Mais attention car, en description de la vidéo l'on peut lire Donc ne pas faire exactement comme dans la vidéo et bien faire attention que la pièce en "L" soit correctement placé et que le support, du support de plateau soit correctement orienté afin de bien déclencher le capteur de fin de course Y. Le lien vers le google drive où télécharger les éléments a imprimer pour bien positionner les rails https://drive.google.com/drive/folders/1MlIaUGn66ZG5VOSue1jHZWVjGIp3JYoa TODO Dans un autre sujet détail sur l'Installation de l'option rails linéaire Y A gauche, avant la mise en place des rail linéaire, a droite après. ( même fichier d'impression réutilisé ) (là j'ai de nouveau mal ajusté ma distance buse <>plateau, car là elle est légèrement trop grande ) Cylindre de 20 mm de diamètre et de 180 mm de hauteur imprimé en mode vase ( "Débit de paroi externe" a 150%) Durée d'impression ~1h36 ( j'ai utilisé la carte SD fourni. Donc ici les blob sont vraisemblablement due au une carte SD de mauvaise qualité ayant lors de l’écriture du fichier du point de reprise sur coupure de courant rencontré des secteurs défectueux ayant créé un blocage/"pause" de l'impression. L'utilisation d'une carte SD de qualité ou un formatage de la carte SD devrais exclure les secteur défectueux et corriger cela) https://www.printables.com/fr/model/218224-moon-city-20 (Température de la buse 195°C pour réduire les cheveux d'ange et "Move Speed" (pourcentage de vitesse d'impression) mis a 130%, après lancement de l'impression) Durée d'impression ~17h27 https://www.printables.com/fr/model/119009-the-hairy-lion (Imprimé en TPU 95A Arianeplast et le profil Ultimaker Cura de la KP3S pour du TPU 95A (228°C, plateau 60°C) ) Durée d'impression ~02h26 Après un coup de sèche cheveux pour orienter les "poils" Autre remarques La reprise sur coupure de courant lors d'une impression depuis un fichier de la carte SD fonctionne. Au re-démarrage, on se retrouve dans le menu "Printing>Pause" avec la possibilité de "Resune" l'impression. Il y a alors remise en chauffe de la buse et du plateau puis quand a température, un Home des axes X et Y est effectué avant de reprendre l'impression. Mais (comme avec la plupart des imprimantes FDM ) la reprise n'est pas parfaite car lors de la remise en chauffe l'on se retrouvera souvent avec un peux de filament qui aura suinté du nez de la buse et le point de reprise ne se fait pas exactement au point où en était l'impression lors de la coupure et donc il pourras manquer un petit voir un gros morceau de ligne d'impression sur la couche en cours et l'on aura un petit rejet de filament due au suintement lors de la remise en chauffe. Ici, sur l'impression d'un cube en mode vase avec une coupure de courant volontaire pour le test, la reprise sur coupure de courant n'a pas permis d'obtenir au final une impression réussie. Le détecteur de fin de filament fonctionne presque a l'identique. le voyant ( LED bleu) sur le capteur de fin de filament n'est plus allumé , il y a alors 9 long bip , mise en position de "parkage" de la tête, arrêt de la chauffe de la buse et du plateau et l'on se retrouve sur le menu "Printing>Pause" Il faut bien faire attention a ne pas appuyer sur la tête lors du changement de filament car malheureusement il semble que le moteur Z soit coupé et lors de mon essai, j'ai lors du changement de filament malencontreusement abaissé par force mécanique le Z (j'ai trop appuyé vers le bas sur la tête ...). Et donc la reprise n'avais alors plus lieu d’être car elle se serai faite a une mauvaise hauteur Z. Comme le firmware stock utilise l’écran en mode graphique ( TFT_LVGL_UI ) et qu'il n'y a pas d'activé le "Emergency Parser" les commandes g-code qui nécessitent une interaction de l'utilisateur via l'écran ou via une connexion USB sont ignoré. Donc par exemple, le g-code M600: Filament Change pour un changement de filament ne fonctionne pas avec le firmware d'origine. Autre défaut du mode graphique ( TFT_LVGL_UI ), les messages d'erreur ne sont pas explicite. Mais sont rapidement détaillé dans le livret Comme d'autre imprimantes utilisent elles aussi ce mode graphique ( TFT_LVGL_UI ), je vous invite a consulter https://www.lesimprimantes3d.fr/forum/topic/40724-d12-type-derreurs/?do=findComment&comment=434415 pour une version en français du détaille de ces codes ou types d'erreur. Sinon, j'ai eu besoin de remplacer le ventilateur 24V 3010 brushless de refroidissement du heatbreak ( https://kingroon.com/collections/kingroon-kp3s-3d-printer-parts-accessories/products/3010-brushless-dc-cooling-fan?variant=42954815439066 ) car celui d'origine ne fonctionné plus après en gros 94h de fonctionnement (il est connecté en direct sur un port 24V et fonctionne normalement dès la mise sous tension de la machine sans arrêt quelque soit la température de la buse.) Les symptômes étant problème d'extrusion après la ligne de purge ( car cela bouchonne dans le heatbreak car il ne joue plus son rôle de refroidissement) Quand on extrait le filament il est déformé, fondue. Et Quand on regarde le ventilateur du heatbreak il ne fonctionne plus. J'ai eu la chance d'avoir les bases de connaissances pour identifier le problème, un ventilateur équivalent sous la main, le matériel et les compétences pour le changer sans trop de difficulté. Donc cela soulève trois points (que j'aurais manqués sans ce problème du ventilo) La qualité, (médiocre dans mon cas) du ventilateur ( genre pas de chance j'ai eu l'un des plus foireux du lot ...) le fait qu'il faut soit un ventilateur avec semble t'il 1 mètre de câbles ( mais je n'ai pas tout démonté pour vérifier la distance de câble minimale nécessaire ) avec la probable quête pour arriver a passer le connecteur et fils jusqu'à la carte-mère ... ) ou avoir et savoir utiliser un fer à souder ou ce genre de système de soudures sans fer à souder https://amzn.to/3iHX5hC le fait (moins critique mais de plus en plus utilisé) qu'ils n'est pas utilisé une sortie 24V contrôlée par le firmware pour n'activer le ventilateur de refroidissement du heatbreak que quand la température de la buse dépasse une certaine valeur. ( de même pour le ventilateur de refroidissement de la carte mère.)
























































 4 points
4 points -
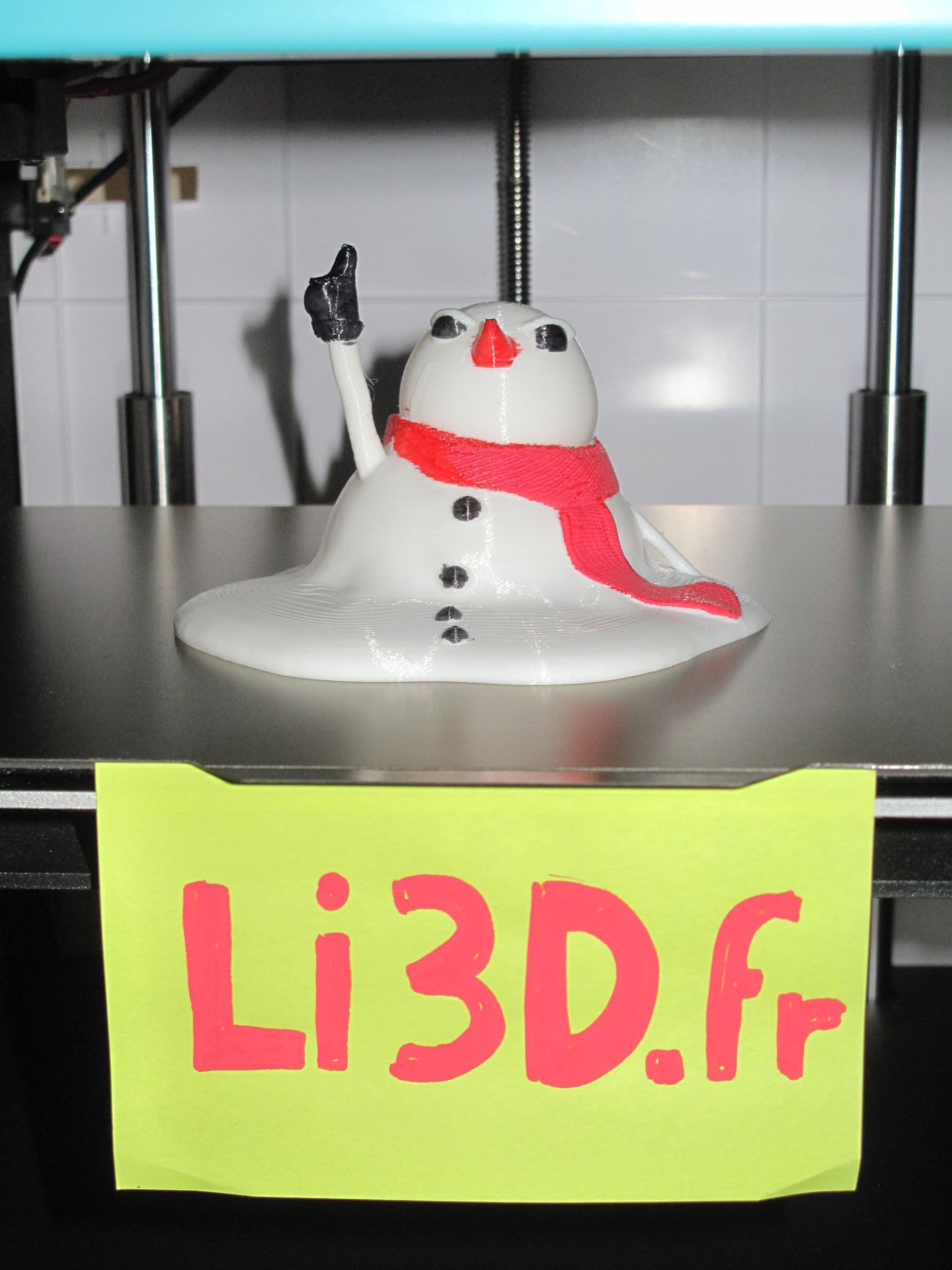
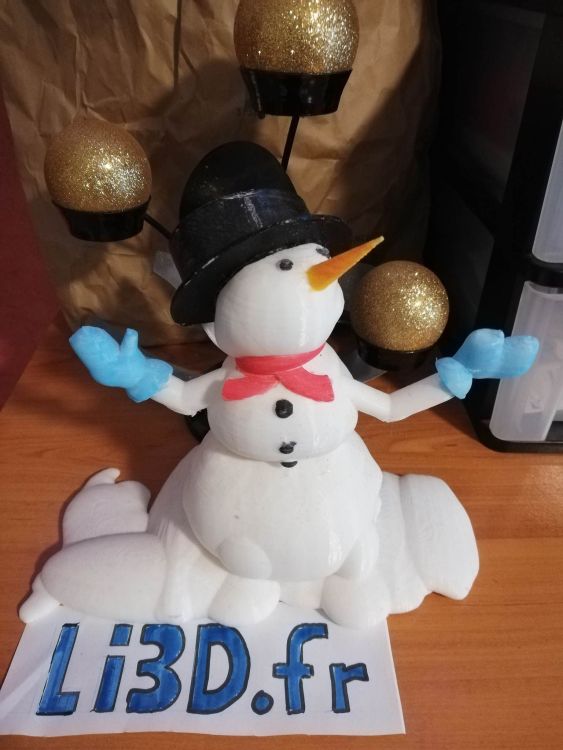
Une fois vos impressions de Noël fini, ne pas oublier de les sortir, le bonhomme de neige n'aime pas les plateaux chaud
 3 points
3 points -
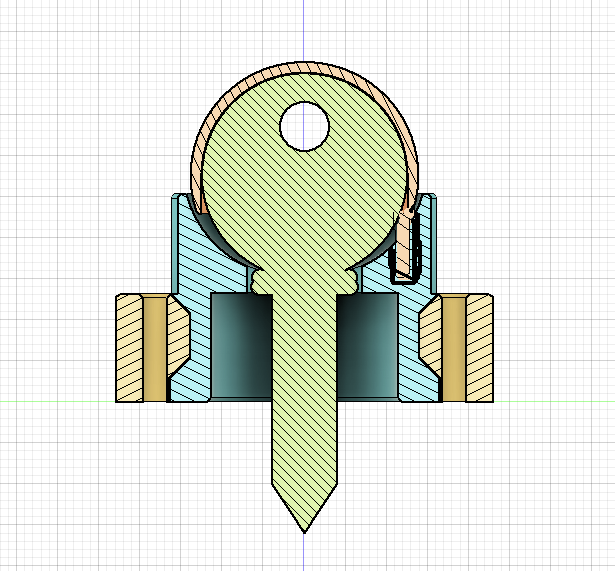
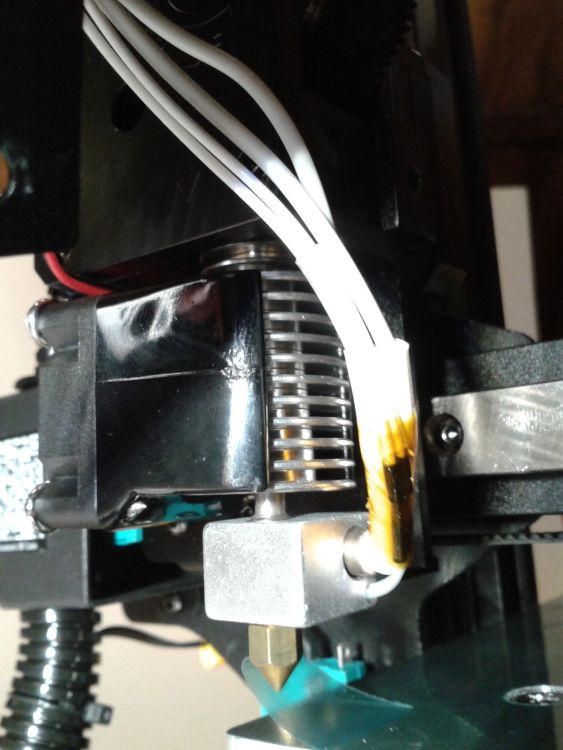
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 2 points
2 points -
En cette fin d'année, nous vous faisons gagner des imprimantes 3D, des accessoires, des consommables et des bons d'achat ! Le Père Noël ne sera pas radin en 2022 et récompensera les plus créatifs d'entre vous ! Grâce à Creality, deux imprimantes 3D sont à gagner, l'une SLA et l'autre FDM grand format, sans oublier de nombreux accessoires et consommables ! Nous ajoutons également des bons d'achat pour vous offrir ce que vous voulez (dans le domaine maker, on vous prévient ). • Gagnant 1 : Creality Halot One Plus • Gagnant 2 : Creality Ender 3 Max Neo (testée ici) • Gagnant 3 : Ecran Creality Sonic Pad (testé ici) • Gagnant 4 : Enclosure souple Creality, format au choix • Gagnant 5 : 3 bobines de filament Creality de 1 Kg CR-PLA Mat ou Silk, ou 2 bouteilles de résine de 1 Kg • Gagnant 6 : 1 caméra Mintion Beagle (testée ici) • Gagnant 7 : 2 bobines de filament Creality de 1 Kg CR-PLA Mat ou Silk, ou 1 bouteille de résine de 1 Kg • Gagnant 8 : Bon d'achat de 50€ chez Atome3D • Gagnant 9 : Bon d'achat de 30€ chez Atome3D • Gagnant 10 : 1 bobine de filament Creality de 1 Kg CR-PLA Mat ou Silk • Gagnant 11 : 1 bon d'achat de 20€ chez Hotends.fr • Gagnant 12 : 1 bobine de filament PLA 3D850 "GLASS" offerte par Filament-ABS.fr Nous attendons les retours d'éventuels partenaires supplémentaires, il se pourrait donc que d'autres lots soient ajoutés avant la fin du concours ! Comment participer ? Si vous résidez en France, partagez, dans un message ci-dessous et avant le 1er janvier 2023 à 23h59, une photo de votre plus beau print sur le thème de Noël avec un petit papier sur lequel vous devez écrire "Li3D.fr" ou "LesImprimantes3D.fr". Vous n'êtes pas obligés d'imprimer une décoration de sapin ou un Père Noël, les idées originales sont acceptées mais restez dans le thème pour valider votre participation. Essayez de mettre le lien du fichier STL pour que d'autres en profitent pour Noël prochain. Chaque membre ne pourra participer qu'une seule fois. Enfin, vous pouvez publier plusieurs messages avec plusieurs objets imprimés (un seul dans chaque message, en évitant le benchy et le cube de calibration tant qu'à faire), mais vous ne pourrez gagner qu'une seule fois. Comment seront désignés les gagnants ? Pas de hasard cette fois-ci, ce sont les membres du forum qui vont voter pour vous jusqu'au 10 janvier 2023 ! Ensuite, nous comptabiliserons les posts (avec photo d'un print) qui auront reçu le plus de "likes", ces réactions que vous pouvez facilement ajouter depuis votre ordinateur ou votre smartphone. Remarque : nous prendrons en compte toutes les réactions et pas uniquement les "J'aime". Pour éviter les abus, seuls les comptes du forum créés avant le 10/12/2022 pourront voter mais vous pouvez tout à fait vous inscrire et participer, nous accueillons avec plaisir les nouveaux membres qui impriment ! Vous pouvez évidemment inciter vos amis à s'inscrire ici pour participer au concours et à la vie du forum, mais ils n'auront pas la possibilité de voter jusqu'à la fin du concours. Pour soutenir ce type d'initiative et nous permettre d'en faire d'autres dans le futur, n'oubliez pas de nous suivre sur les réseaux sociaux Facebook, Twitter, Instagram, YouTube, Discord, Tiktok
 2 points
2 points -
Pour ma par @Savate j'ai proposer comme nom Artillery Flash-Core, pour rappel au core XY et Flash pour la vitesse comme le super hero . @Motard Geek oui moi j'ai toujours et taf toujours ma Genius et a merveille depuis 2 ans, maintenant si la X1 j'avais peu de chose a lui reproché la X2 c'est beaucoup moins le cas, j'ai du apporter mon aide a bien plus de possesseur de X2 que X1 et c'est pas fini. Alors j'espère qu'ils vont faire une bonne ingénierie sur celle ci, car malgré mes remonté d'infos dans le passer sur la X2 ils ont pas écouter et c'est partie en cacahuète. Après faudrait que j'ai accès a cette futur imprimante et l'ouvre mais avoir un avis réellement constructif sur cette futur imprimante. En tout cas j'espère sincèrement qu'elle sera bien conçu car comme vous j'aime bien ma Genius et la X1 et la Marque Artillery qui côté SAV fait le taf, mais la X2 m'a pas mal déçu.2 points
-
tout pareil donc j'ai bêtement proposé Sidewinder XY12 points
-
Salut Kratos, ici les conseils sont gratos, et on a tout le matos, pas de quoi se tirer une bastos jamais on te prend pour un tos voire même un bitos Aramis, Athos et Portos on sera comme les 4 Mousquetos...oups ça dérape ! Bon on est nul pour le Rap, mais pour le reste ça devrait le faire ! Bienvenue au gars @Kratos (s'il a envie de rester après tout ça...)2 points
-
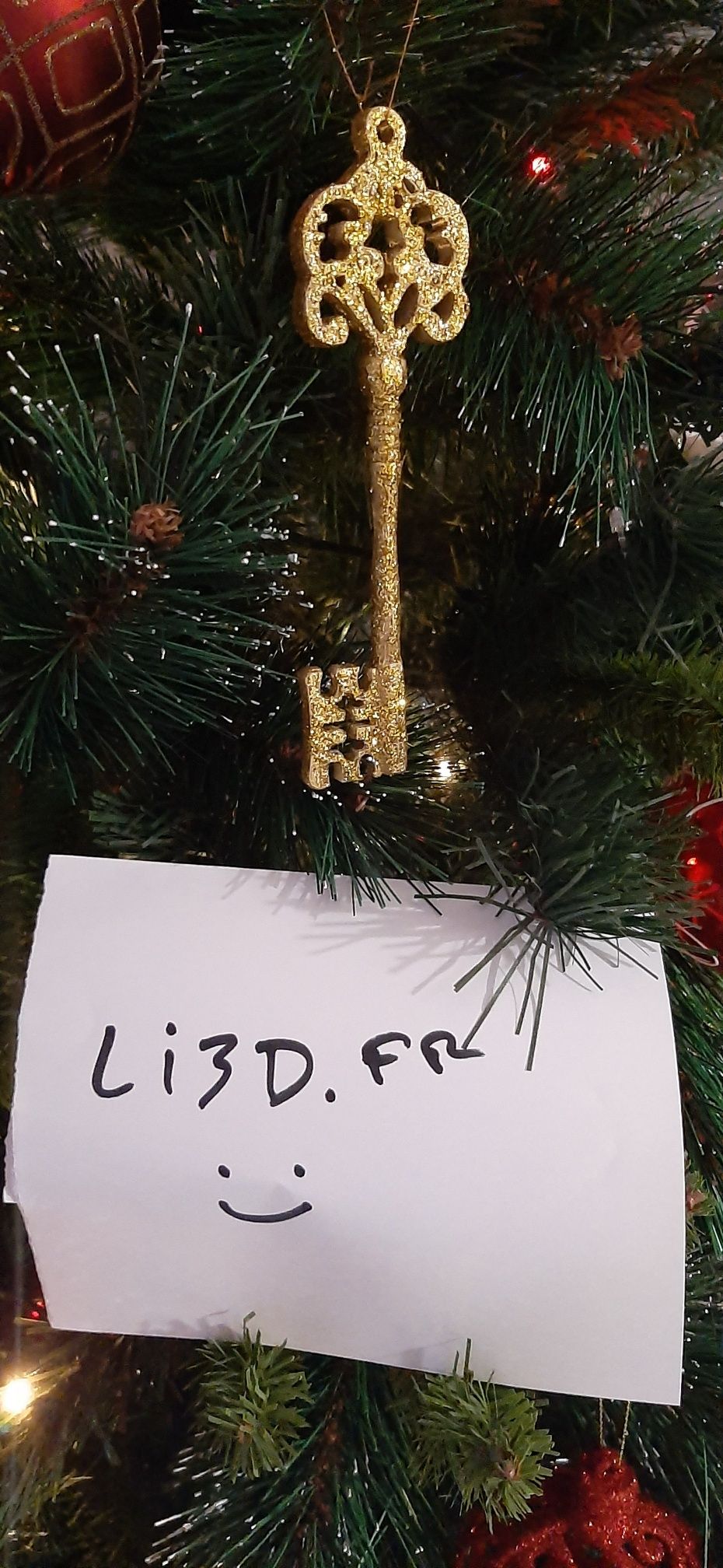
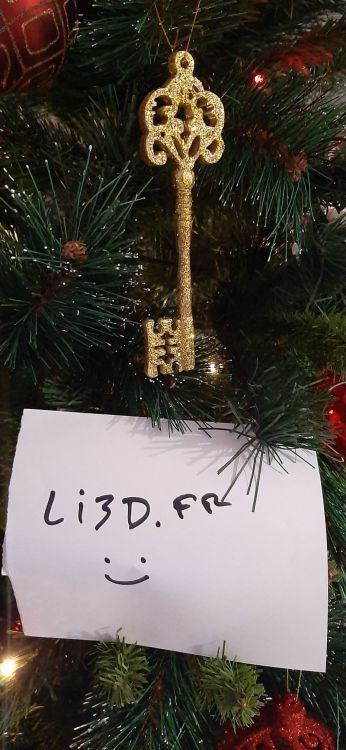
Salut à tous, un petit plus pour le sapin Ceci est un remix de cette clés elle est plus grande et plus épaisse que l'originale . Bonne chance à tous.
 2 points
2 points -
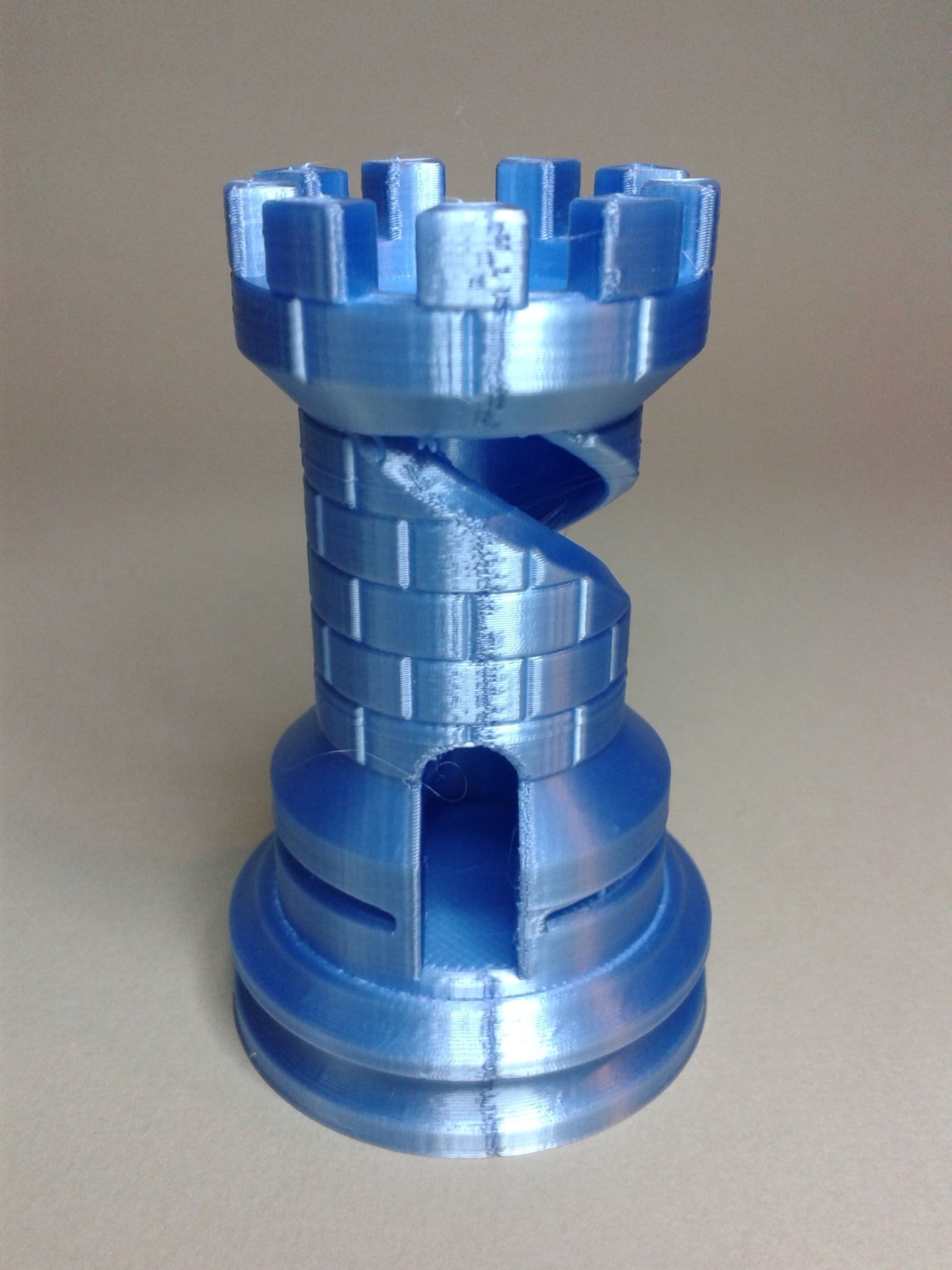
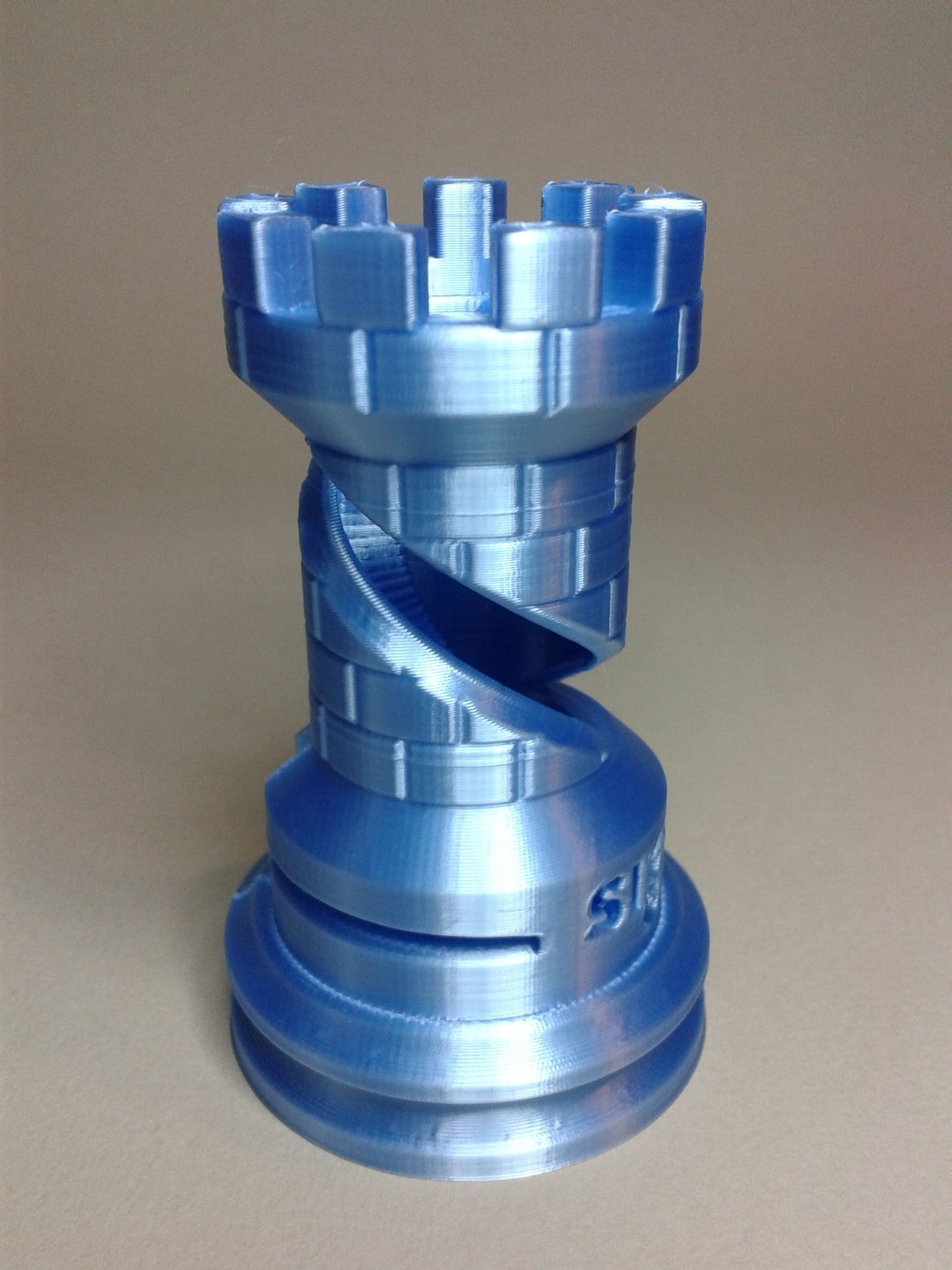
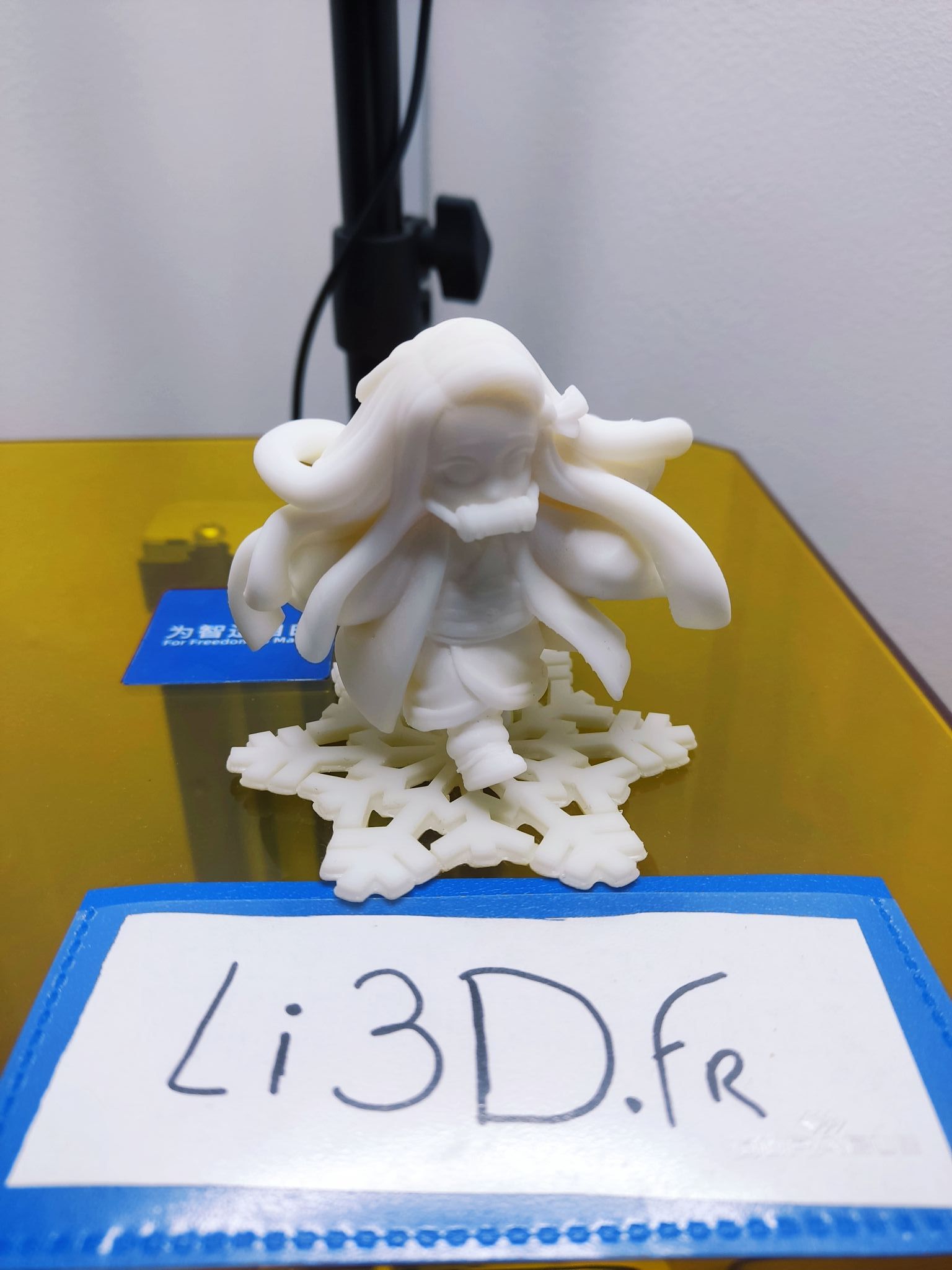
Bonjour ! Super ce concours x) Voici un de mes prints destiné a déco mon bureau pour ce Noël ! Un gros merci à @PPAC et @fvuichardqui ont partagé leurs connaissances et m'ont permis d'arriver a ce résultat GL HF
 2 points
2 points -
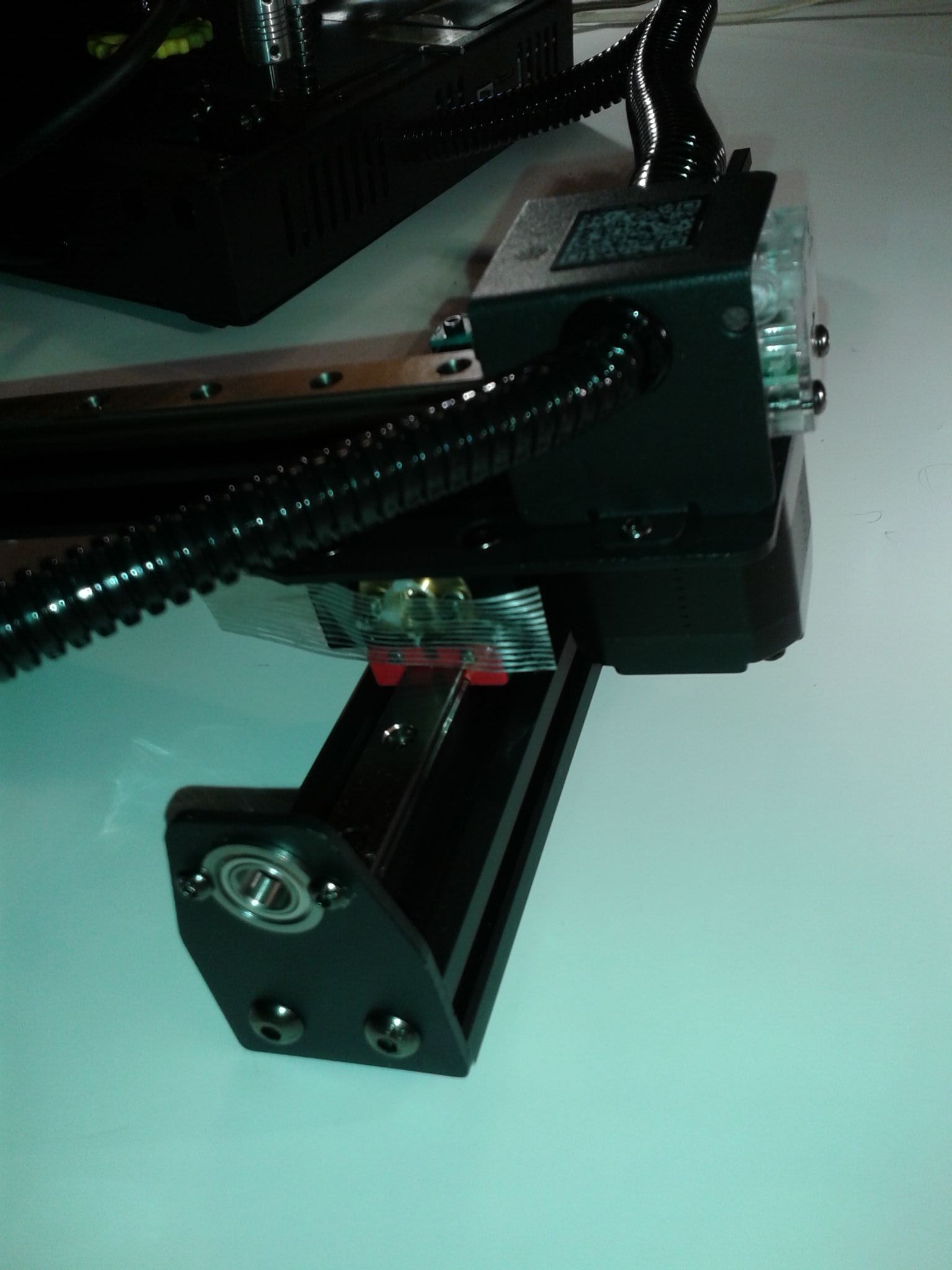
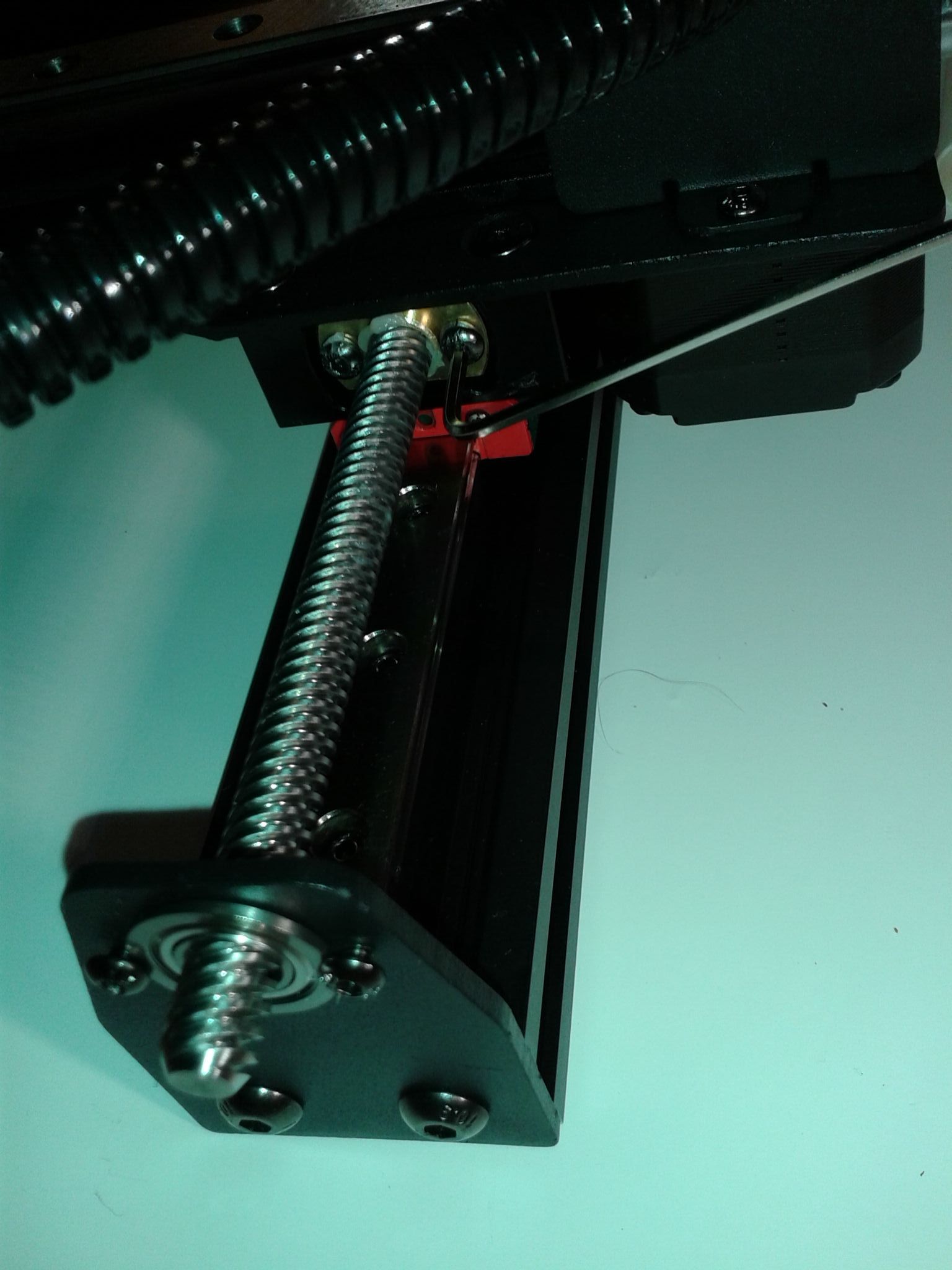
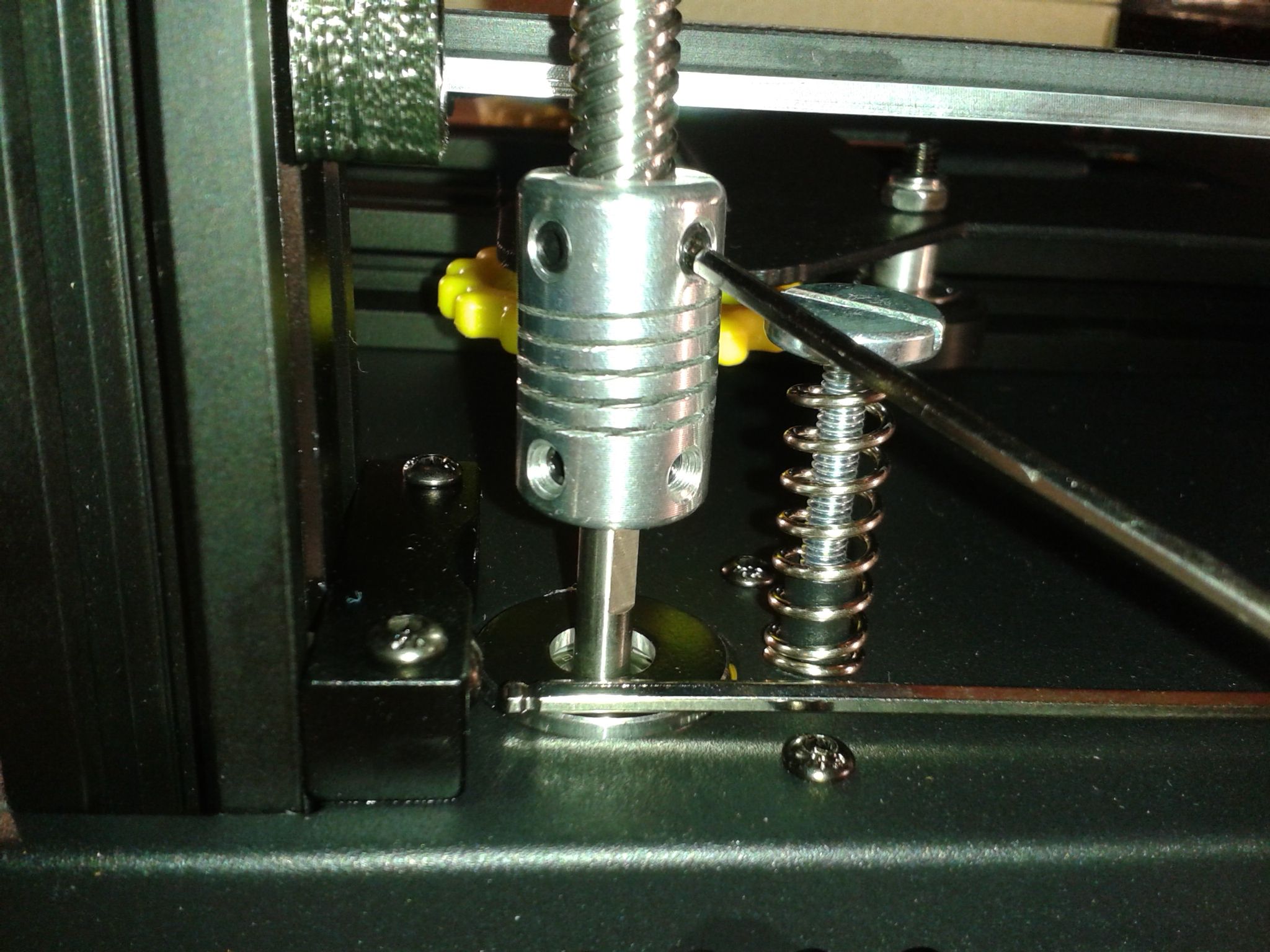
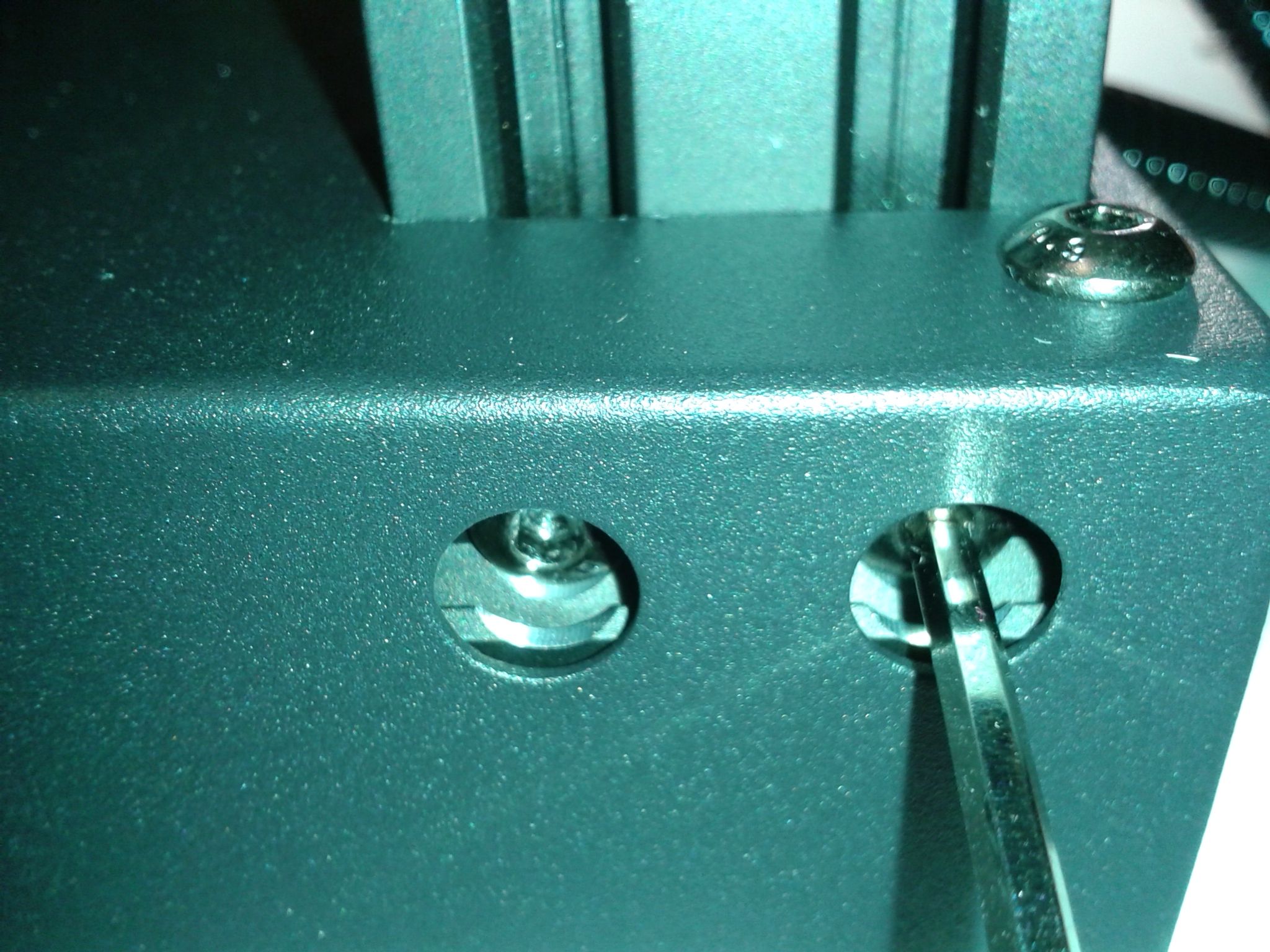
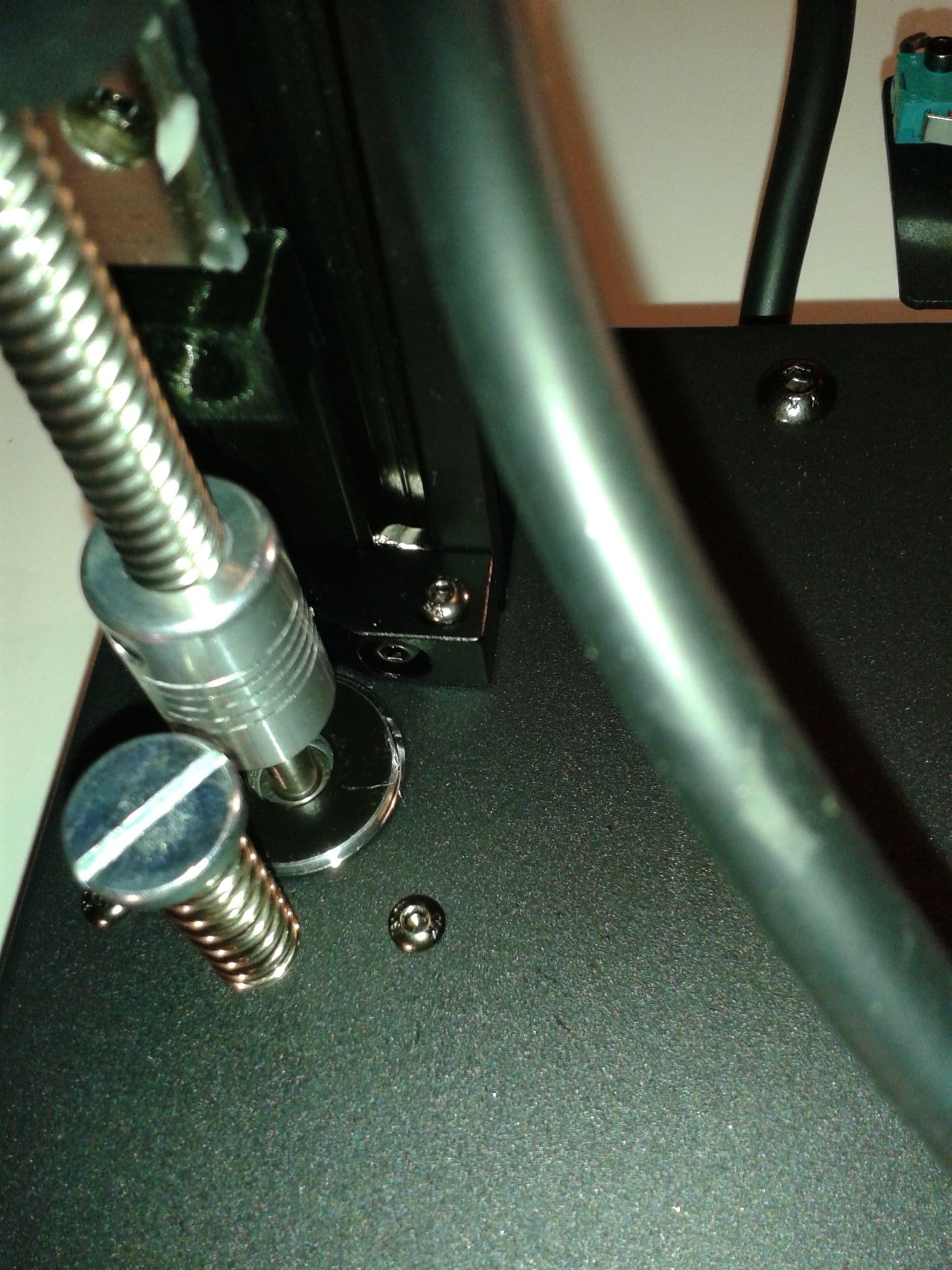
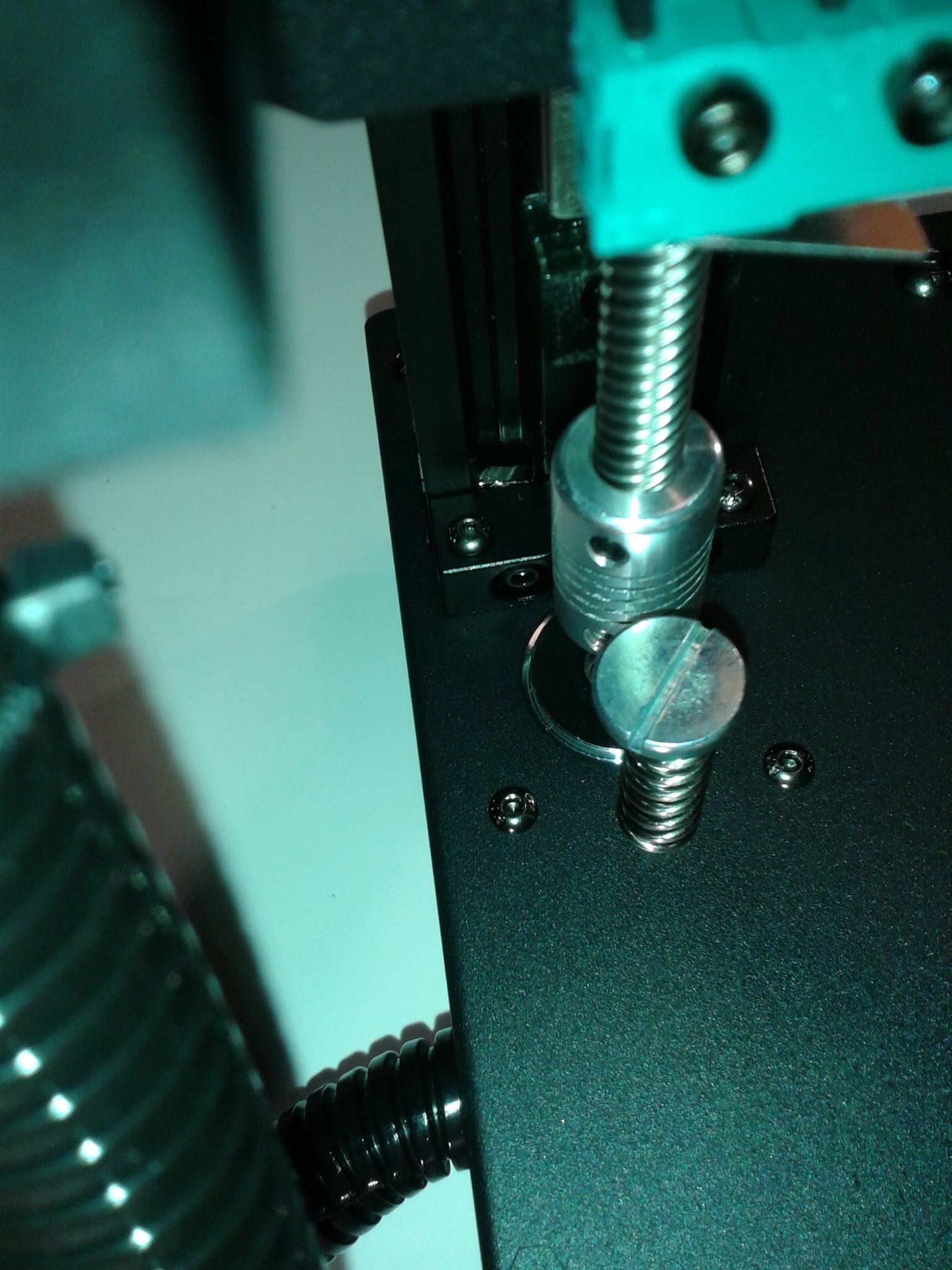
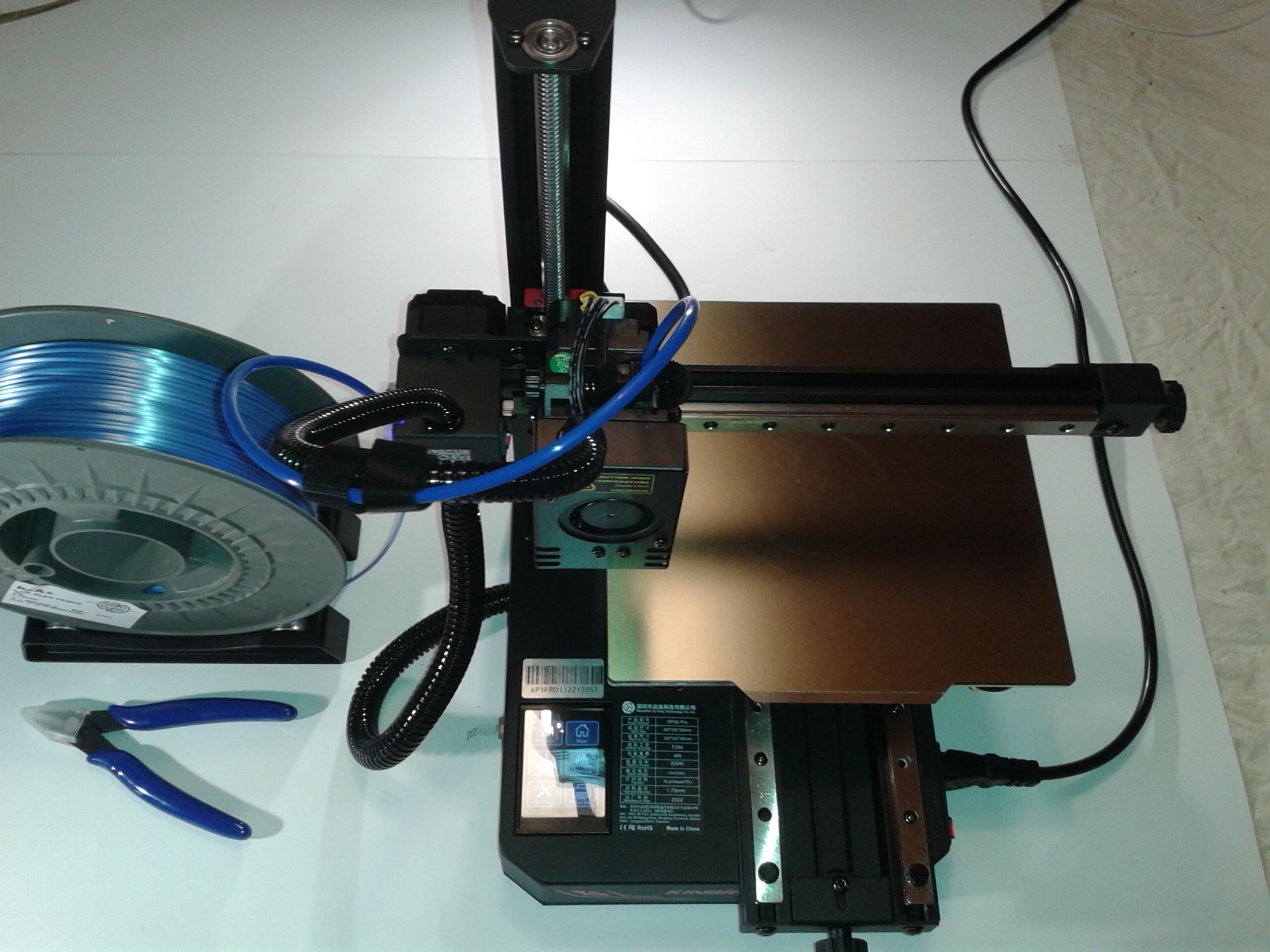
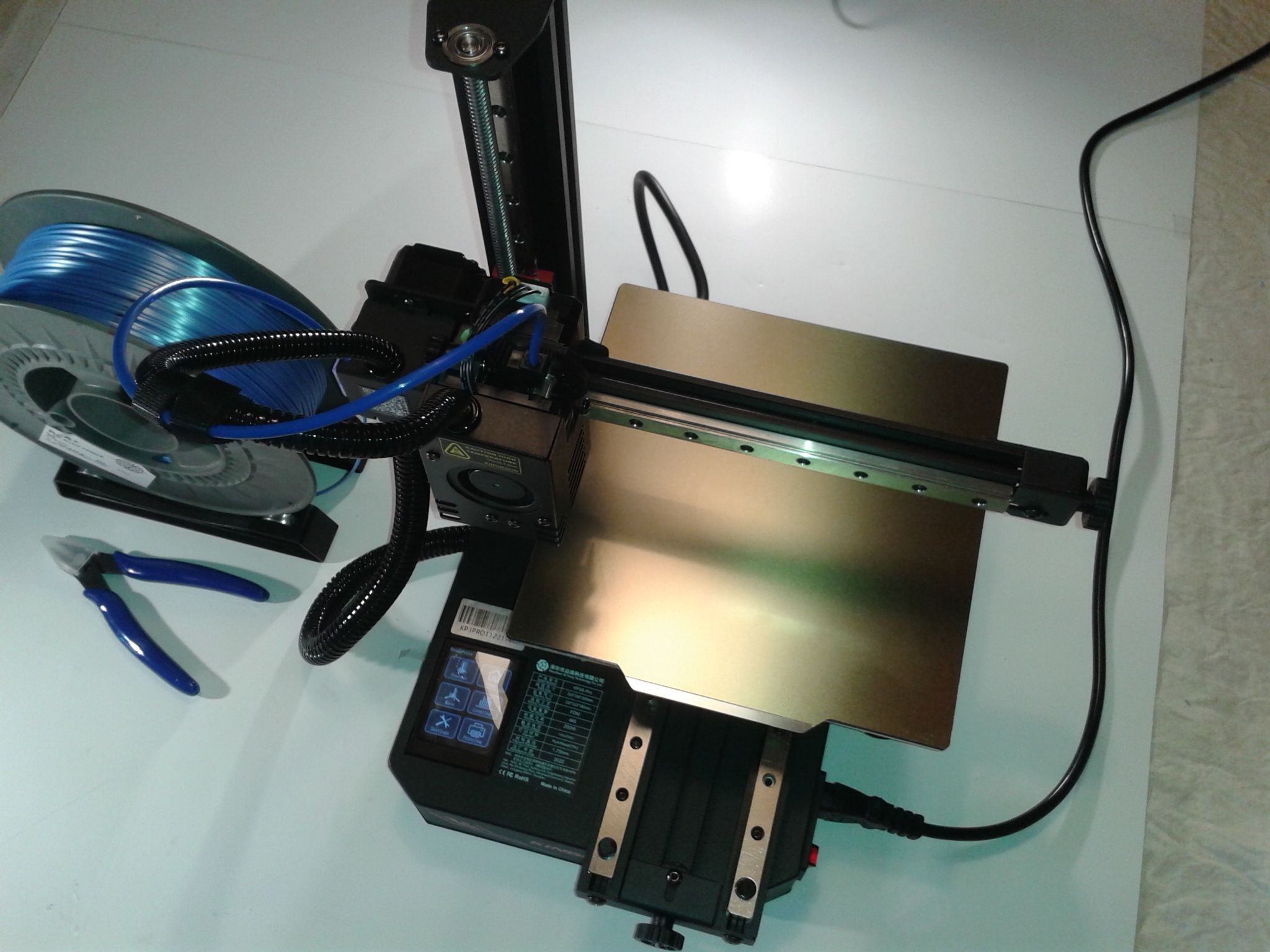
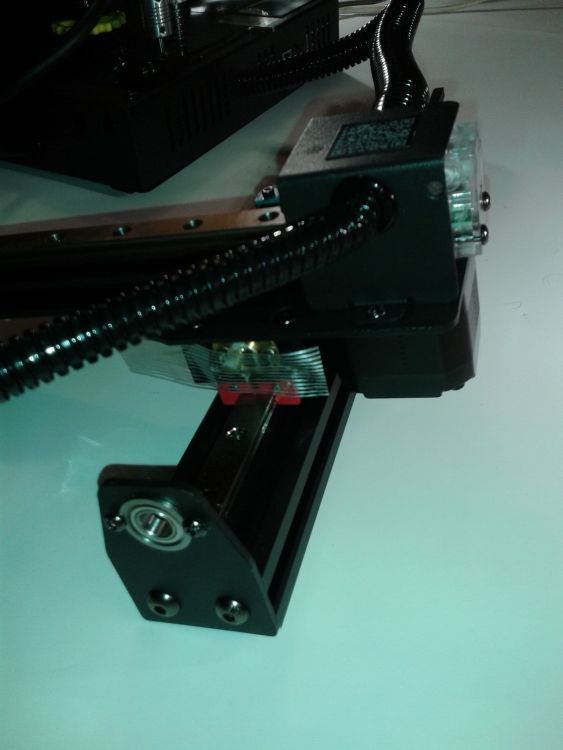
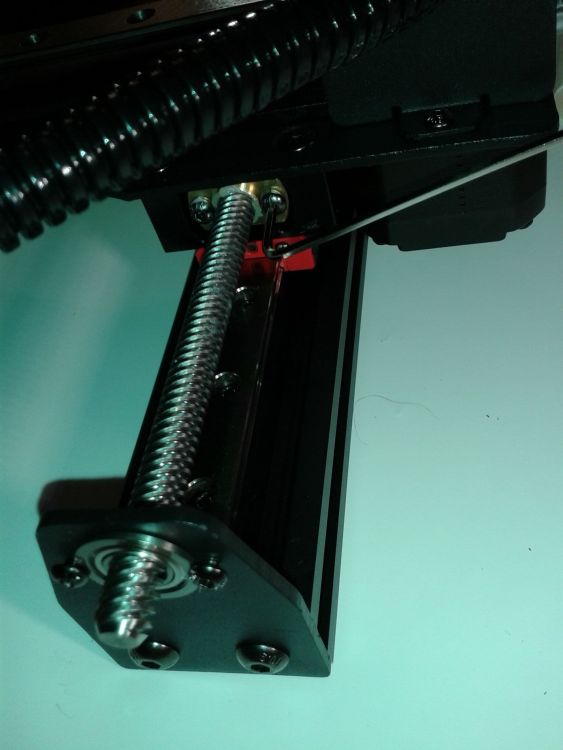
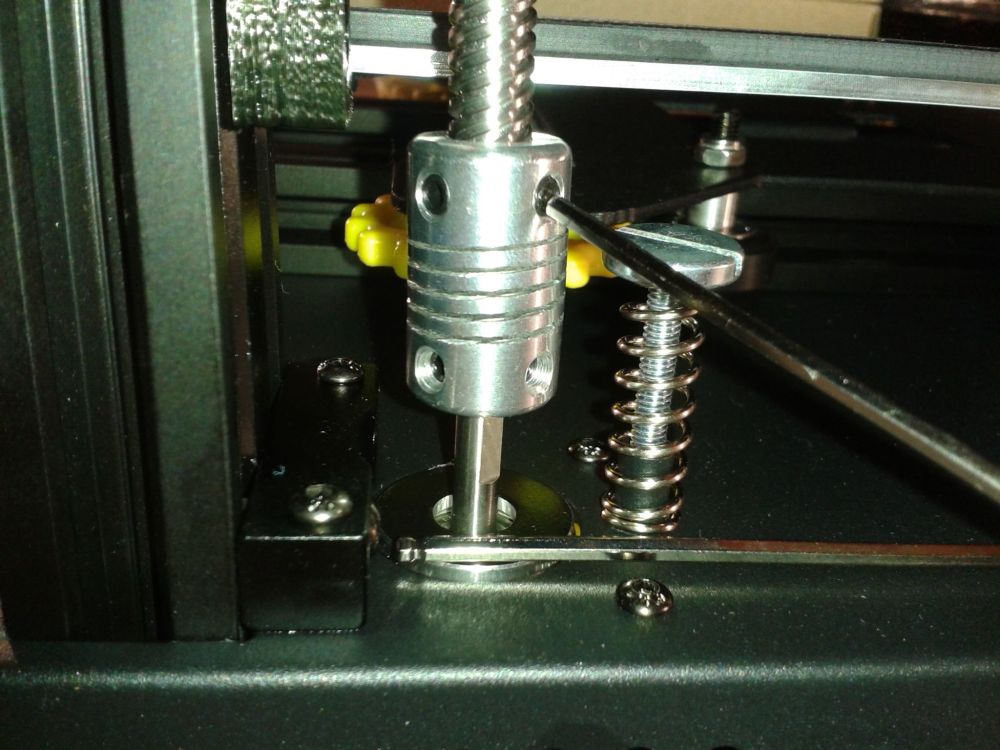
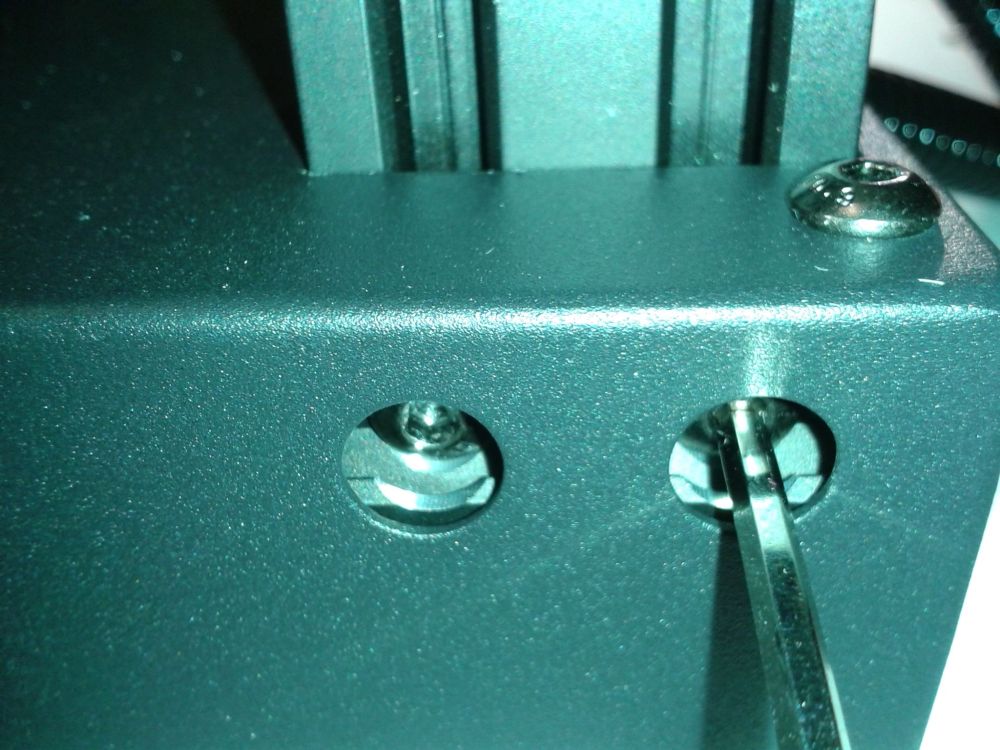
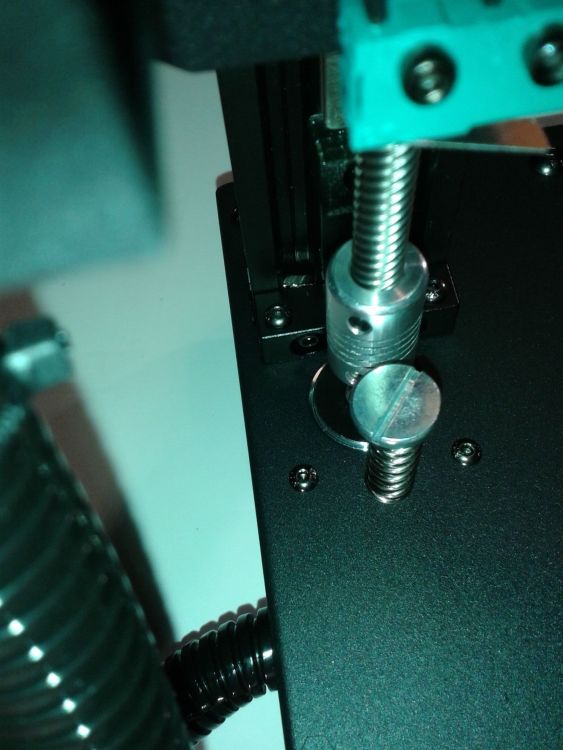
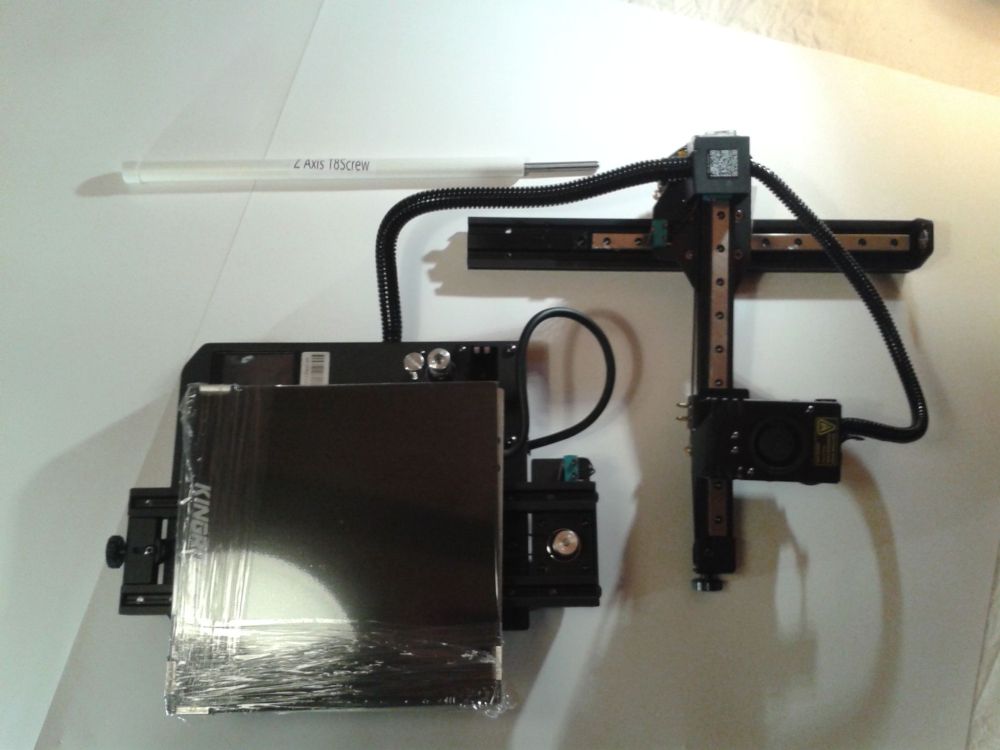
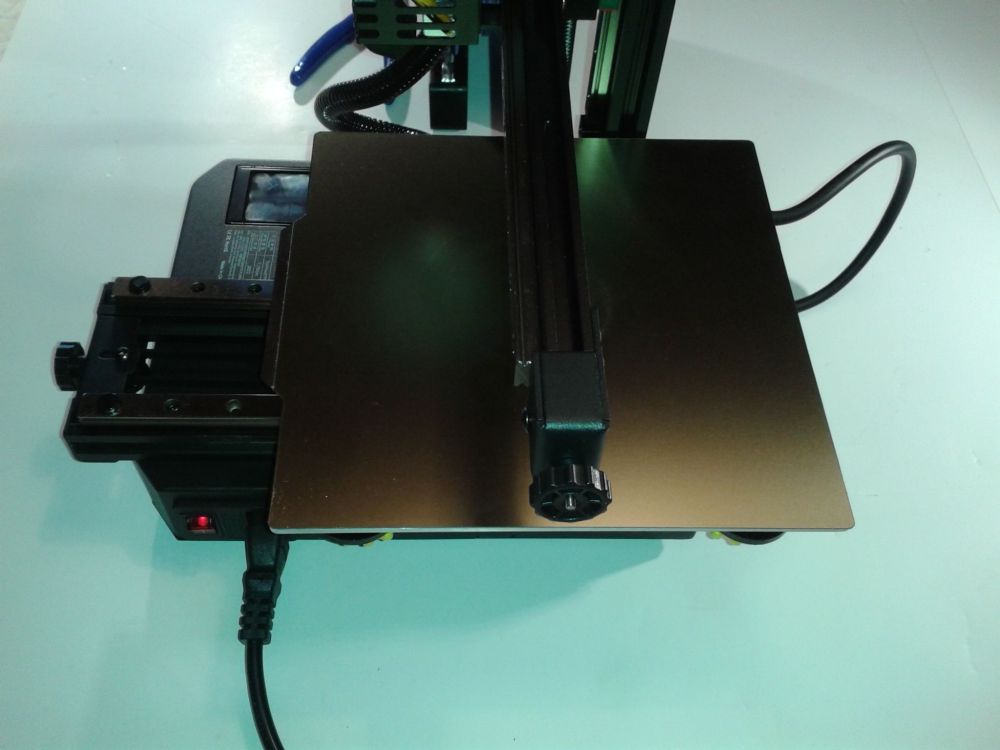
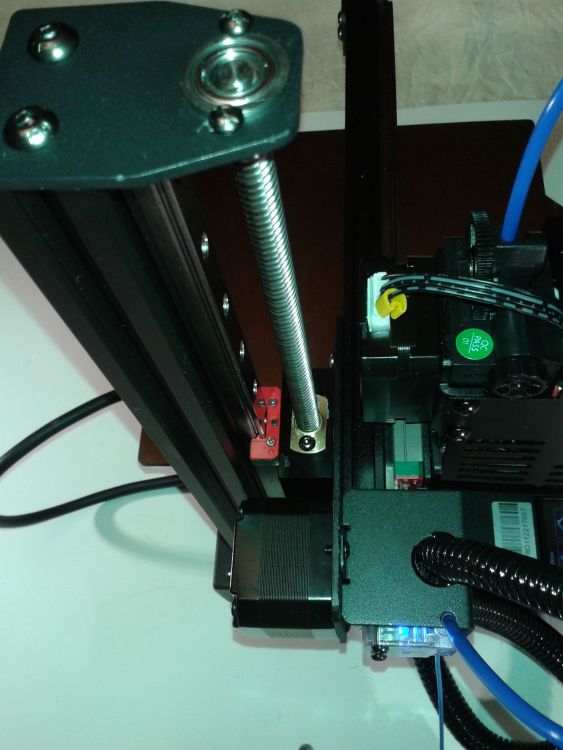
Le montage de la KP3S Pro J'ai de la chance, il est sortie il n'y a pas longtemps une vidéo du unboxing et du montage de la KP3S Pro sur la chaîne YouTube de Kingroon Remarques, la vidéo Ne rappel pas de vérifier le sélecteur de tension sur le bloc d'alimentation ( il était positionné sur 230V qui donc était adapté pour mon cas ) Ne montre pas qu'il y a un film plastique sur le support en aluminium du plateau en verre ( mais parle uniquement d'enlever le film de protection du plateau en verre ) Sinon pour le reste, le montage et la fixation du portique réalisable sans difficultés après avoir visionné la vidéo cité. Enlever le film plastique qui maintient le plateau lors du transport Enlever les clips de maintien du plateau Enlever la pellicule de protection du plateau Enlever la pellicule de protection du support du plateau Il est toujours bon de vérifier - que les vis qui traversent le support du plateau sont bien à ras voir en dessous de la surface du support du plateau ( ne dépassent pas, car sinon cela gênerait au bon transfert thermique, risquerait d'abimer la plaque de verre, de donner un plateau instable ... ) - que le support du plateau ( plaque d'alu ) soit bien plat et sans bavure d'usinage ni de finitions à corriger. Il me semble préférable de commencer par glisser la tige filetée ( Dans mon cas, j'ai eu besoin de resserrer les vis de l’écroue où passe la tige filetée ) Mise en place des vis avec les écrous marteau ( mais on ne les serre pas), il faut ensuite glisser le profilé du portique Utiliser la petite boite fournis pour éviter d’abîmer le nez de la buse sur le plateau lors du montage du portique. Fixation au coupleur Bien introduire une extrémité de la tige fileté dans le coupleur et effectuer le serrage des vis normalement déjà en places ( 4 vis sans têtes a empreinte hexagonale M2 ) du coupleur ( Vérifier qu'il y a bien une vis face au méplat de l'arbre moteur ) Vérifier le serrage Deux vis ( M3 x 10 mm ) en dessous Serrage des vis avec les écrous marteau ( bien vérifier le placement, bonne rotation des écrous marteau ) Deux vis ( M3 x 30 mm )a l'arrière Il reste a ajuster les écrous excentrique en dessous du support du plateau ( coté droit de la machine ) pour avoir un plateau bien stable et qui se déplace sans zone de frictions (ou points dur) replacer le plateau en verre et le clips de fixations. Je n'ai eu aucune connexions a faire, car déjà faites. ( connexions des câbles, des moteurs, des capteurs de fin de courses, de la têtes ... ) .








 2 points
2 points -
Oyé Oyé ! INFORMATION SPÉCIALE pour ceux qui auraient des problèmes d'accroche plateau sur imprimante SLA Notamment en période de froid (chez moi 10 à 15° dans l'atelier). Donc la technique qui marche vraiment TROP BIEN c'est: _ faire chauffer un demi litre d'eau à la bouilloire* _ piquer un plat à gratin à votre femme** (en prétextant à votre compagne que la tartiflette c'est bien mignon, mais uniquement accompagner d'un footing quotidien) _ Mettre l'eau très chaude dans le plat avec le plateau*** (quasi propre) pendant 5 minutes _ Sortir et sécher**** le plateau avec un chiffon (quasi propre) _ Et envoyer l'impression sans attendre***** !!! Accroche GARANTI ****** !!! * électrique , ou sur le poile, car le gaz vient de Russie ** ou votre homme, je ne veux pas de problèmes, je précise que je suis contre le patriarcat et que le courant LGBT ne me pose aucun problème *** si et seulement si le plat est plus long et plus large que le plateau **** ATTENTION en cas de goutte d'eau dans le bac d'impression, vous n'êtes plus couvert par la garanti ! ***** Penser à prendre vos précautions avant d'entamer la procédure, en cas de dérangement il faudra recommencer tout le processus donc penser à éteindre votre téléphone, faire un tour au toilette et surtout bien vous étirer ! ****** si le plateau touche bien le FEP à la première couche !! il n'y a ici aucun phénomène paranormal ou magique, toutes réclamations farfelues dénuée de bon sens seront dénoncées et Huées sur la place publique du village ! (derrière l'église, devant le bar de Mauricette, sauf si il y a concours de boule ou de belote évidement ) PS: Si vous n'avez pas la possibilité de faire bouillir de l'eau, sachez qu'il a une buvette avec du vin chaud (2€ la pinte une affaire !!) le mercredi soir après le foot Sénior, le jeudi après midi et le dimanche matin avant la messe ( sur la place du village, Attention à ne pas vous faire gauler par le Curée qui ne tolère pas que le vin chaud soit gaspillé !!! Je vous informe que Robert, un peu trop euphorique il faut reconnaitre, a été interdit de vin chaud jusqu'à Noël pour avoir arrosé Mauricette lorsque l’Angleterre a raté le pénalty samedi dernier... )1 point
-
Bonjour, J'ai vu sur grossiste 3D qu'ils ont un filament PLA résistant jusqu'à 100 - 120 ° (le principe est de chauffer au four la pièce après impression pour lui donner sa résistance à la température. Ils disent que ce matériau est comparable à l'ABS sans en avoir les inconvénients. https://www.grossiste3d.com/263-fil-3d-pla-h-haute-temperature qui l'aurait déjà testé ? Qui peut nous en dire plus ? Mon imprimante : une CR 10 d'origine.1 point
-
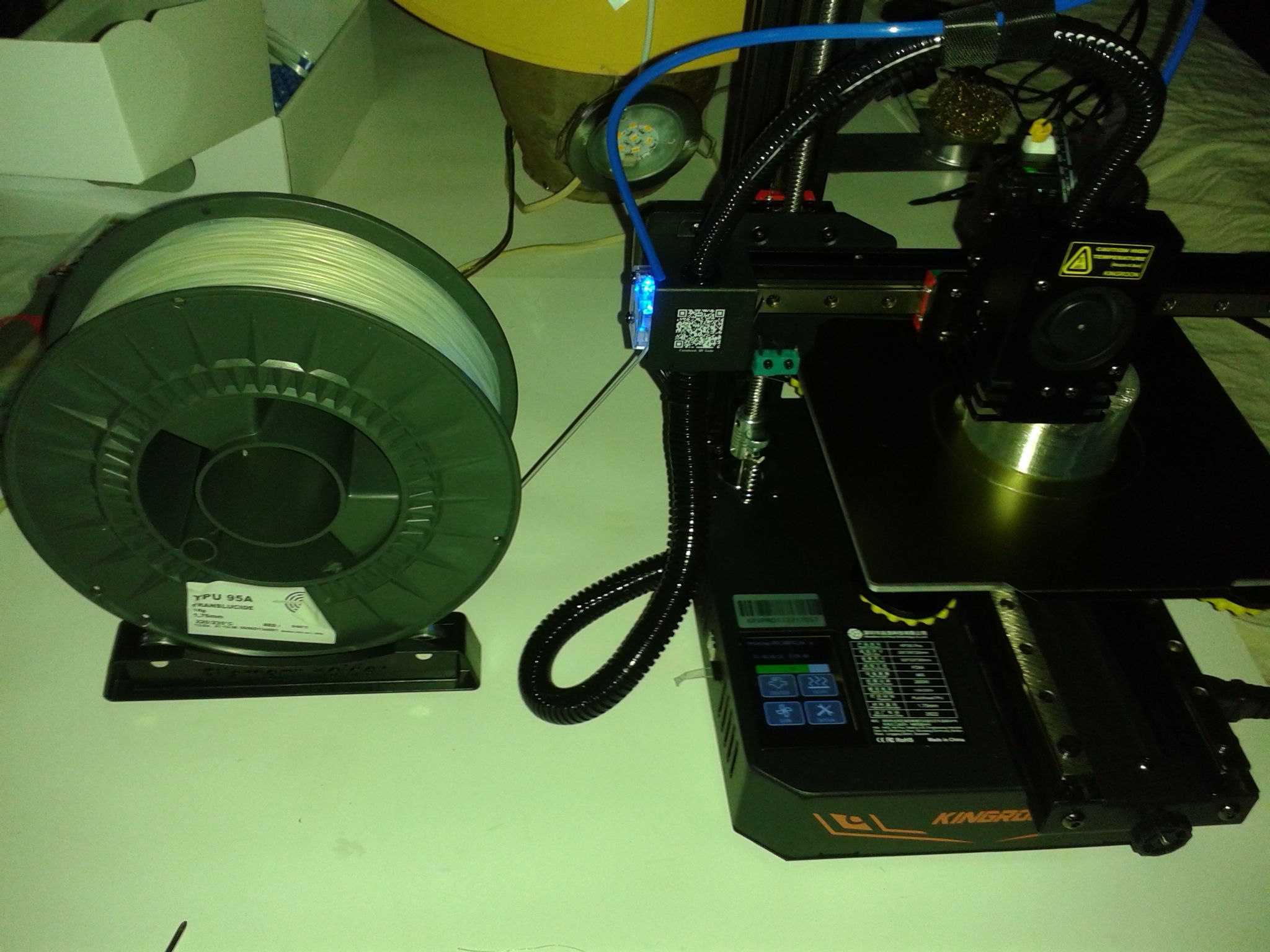
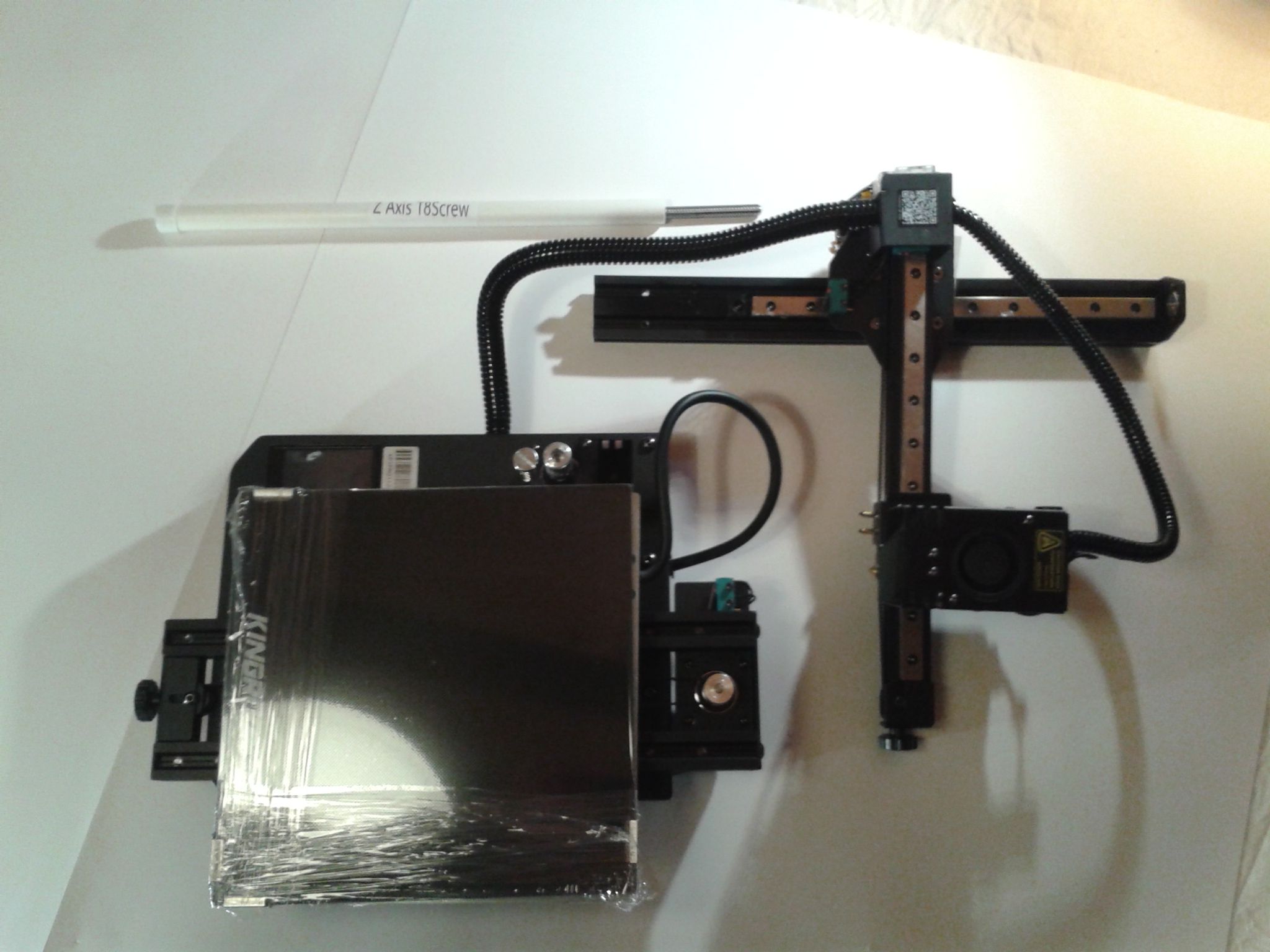
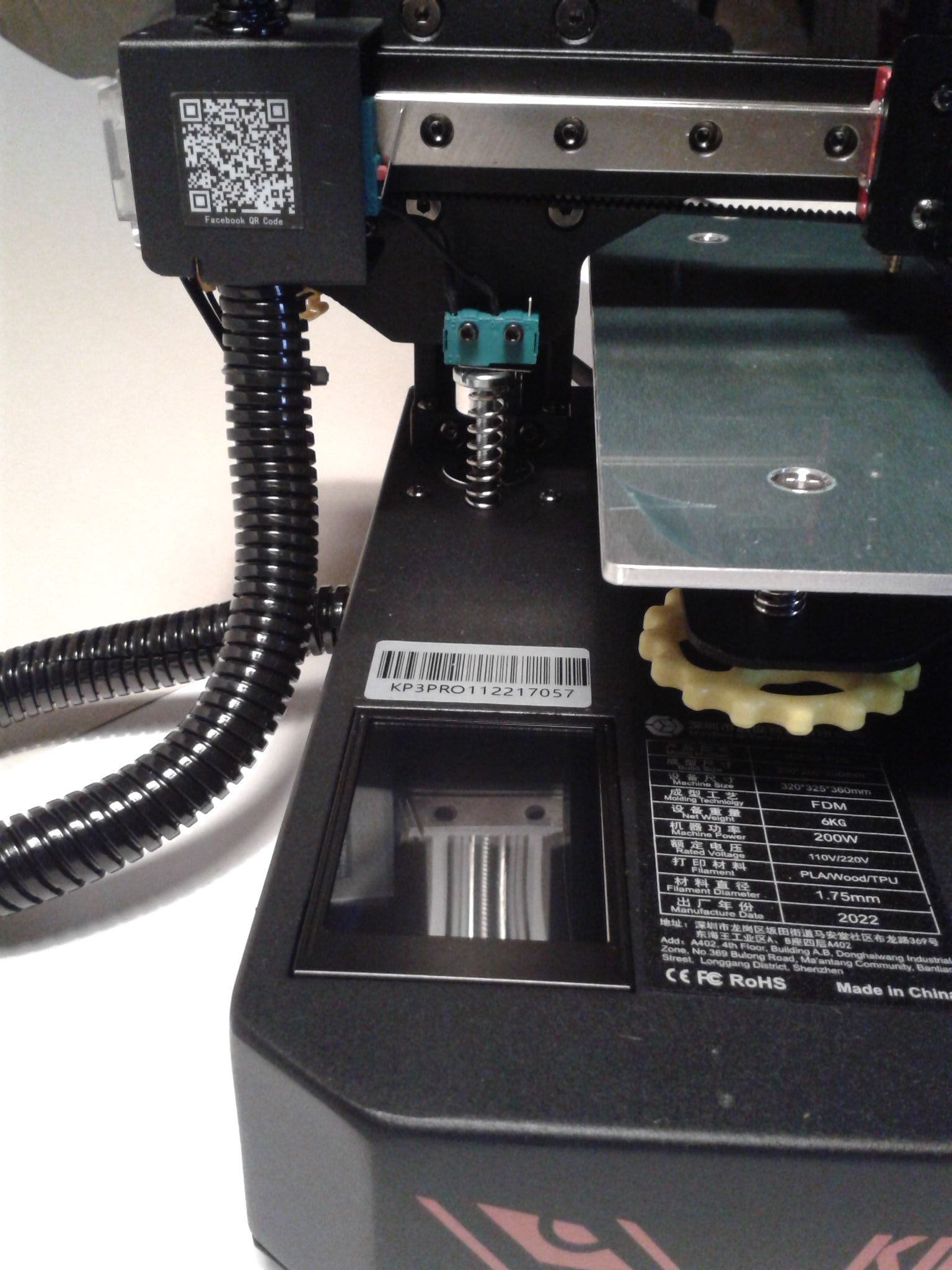
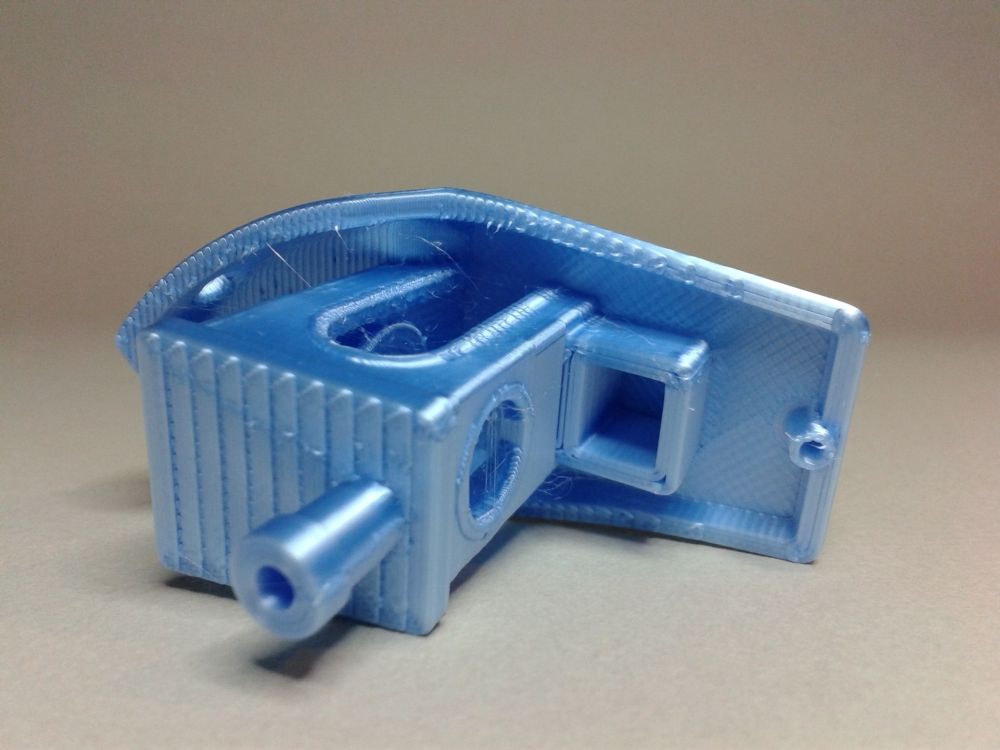
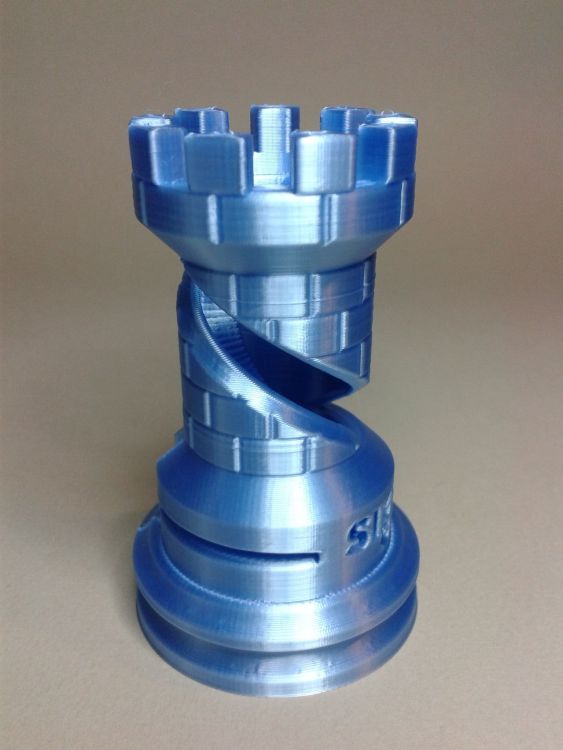
Salutation ! J'ai le plaisir d'avoir reçu gracieusement une "Kingroon KP3S Pro 3D Printer" ( imprimante FDM ) avec en prime, les options "plateau flexible PEI" et "rails linéaire pour l'axe Y" ) afin de réaliser un article de test de cette machine. Félicitation à @Yellow T-pot pour l'avoir rapidement identifié lors du "Quoi qu'est-ce ?" Lien vers l'article de test sur le blog https://www.lesimprimantes3d.fr/test-kingroon-kp3s-pro-20230115/ Lien vers la fiche de la "Kingroon KP3S Pro" sur le comparateur https://www.lesimprimantes3d.fr/comparateur/imprimante3d/kingroon/kp3s-pro/ Lien vers la fiche produit de la "Kingroon KP3S Pro" sur le site du constructeur "Kingroon" https://kingroon.com/products/official-kingroon-kp3s-pro-3d-printer Réception J'ai reçu (le 28/11/2022, France, livraison effectuée par la Poste, contre signature) en même temps, dans un carton épais, le carton de l'imprimante "Kingroon KP3S Pro", et ses options "plateau PEI", et "rail linéaire Y". (Comme je n'étais pas l'auteur de la commande (qui semble avoir eu lieu vers le 4/11/2022, numéro de tracking transmis par MP le 25/11/2022), je ne connais pas le délai de livraison exacte. Mais, il faut noter que j'ai été informé, que les "options" provenant de Chine, ajoutés forcément un délai.) Emballage (packaging) de la "Kingroon KP3S Pro" de qualité. L'imprimante, bien protégée dans un carton épais, est bien calée dans de la mousse expansée découpée sur mesure. (juste le tube qui contient la tige filetée, qui a perdu un bouchon lors du transport, mais le tube étant bien calé et la tige filetée était bien resté là où il faut pour ne rien abîmer lors du transport.) Déballage sans difficultés. Contenu / inventaire du carton de la "Kingroon KP3S Pro" Globalement, comme annoncé. L'imprimante "Kingroon KP3s Pro" (avec le plateau en verre (210 x 210 x 4 mm) + 4 clips de fixation plateau + un coupleur souple (pas exactement comme celui annoncé) déjà couplé à l'arbre du moteur Z) Un tube avec la tige filetée de l'axe Z ( "Z Axis T8 Screw" de ~28 cm, 8 mm de diamètre, double? pas de ? mm ). Un livret, de 8 pages recto-verso, en anglais. (que l'on retrouve au format PDF sur la carte micro SD fournie KP3SPRO说明书-EN-修订版-改(1).pdf ) Le cordon d'alimentation (Prise UE Phase, Neutre, Terre) d'environ 120 cm (prises et connecteur inclus) dans un sachet ZIP. 10 mètres de filament PLA blanc de 1.75 mm de diamètre (dans un sachet sous vide). Une petite boîte en carton à oreilles contenant Un petit sachet zip avec Un adaptateur de carte micro SD vers USB Une carte micro SD de 8 GB (formaté en FAT32 avec des tailles d'unités de 4096 octets) Si comme moi, vos compétences en Chinois simplifié sont inexistantes, voici quelques traductions google et une capture d’écran des vignettes des fichiers .stl fournis Un petit sachet zip avec 3 vis M3 x 10 mm (2 seront utilisées pour la fixation du portique par le dessous de la machine) 3 Vis M3 x 30 mm (2 seront utilisées pour la fixation du portique par l’arrière de la machine) Un autre petit sachet zip avec 2 vis M2.5 de ? mm + 2 écrous marteaux M2.5 (pour la fixation du portique) Un sachet zip moyen avec 4 clés hexagonales ayant d'un côté une tête cylindrique ( taille des clés M3, M2.5, M2 et M1.5 ) Une buse en laiton MK8 de 0.4 mm de diamètre de rechange. 2 clés plate ( une clé plate à double tête (10 mm (pour ajuster les écrous excentriques) et 8 mm (pour ?)), et une petite clé plate de 6 mm (pour les buses)) Une pince coupe fil avec un embout de protection Un câble USB (Type B mâle, Type A mâle) de environ 53 cm (extrémités USB inclus dans la mesure) Un tube PTFE de ~42 cm (pour le guidage du filament, bien noter qu'il ne s'agit pas d'un extrudeur déporté de type bowden mais bien d'un extrudeur direct drive, il n'y a donc pas de fixation pneufit pour ce tube PTFE. Dans mon cas, le tube fournis semble légèrement trop long de 2 ou 3 centimètres ... a voir si il me faut le couper) 3 petits rubans velcros ( pour lier la gaine du faisceau de câbles de la tête et le tube PTFE) Une sorte de tube à essai en plastique avec un bouchon qui contient, 1 aiguille de ~0.36 mm de diamètre (a utiliser en cas de buse bouché). Un porte-bobine (Filament Holder) en deux parties. ! il n'y a pas de thermistance ou de cartouche de chauffe de remplacement (comme annoncée sur la photo de la fiche produit) ! ! il n'y a pas de chaussette en silicone pour le bloc de chauffe (E3D v5) !










 1 point
1 point -
bonjour,senior comme on dit, je voudrais me lancer dans l'impression 3d;mais mes connaissances en ce domaine sont proche du néant,ah si je sait une chose...je sait que ça existe !!1 point
-
En voyant tes dessins j'ai peut être une idée pour le détrompeur. Je me mets sur le pc et je t'envoie un dessin. A+ Bon à la réflexion (en faisant le dessin) je pense que mon idée n'est pas géniale mais peut-être que ça peut servir à une meilleure évolution : Je me disais que tu pouvais utiliser la forme du "cache-clé" de couleur pour créer le détrompeur (c.f. dessin très maladroit). Mais je pense que ça ne marche pas avec le côté rotatif de l'"entonnoir" que tu es en train de créer... à réfléchir peut-être mais en l'état c'est probablement plus compliqué qu’autre chose. a+
 1 point
1 point -
Merci @jcjames_13009 de constater que je ne suis pas le seul à être septique, il coute 2x plus cher, mais bon si les promesses sont au rendez vous, ce serait génial et un carton pour les revendeurs. En plus c'est écrit... il redresse tous les sexes tordus1 point
-
C'est super sympa de ta part ! Je vais demander au voisinage quand même avant de t'embêter ! A+ Jeff1 point
-
Pas bête mais si on a bien un spécialiste Playmobiles sur le forum ce n'est pas @divers !1 point
-
Curieux aussi du résultat On dirait le CV d'un marabout ... Mais ce PLA peut-il démarrer aussi les motos russes @+ JC
 1 point
1 point -
ça y est , une buse à été trafiquée et montée sur l'extrudeuse. ici : et l'autre (qui était inattendue) sur ma x2 ou je n'avais qu'une 0.8, qualité d'impression nickel et plu de stringing ou à peine (le truc vert sur la bouteille est imprimé avec) Les corps de chauffe serviront pour la suite...1 point
-
Une main de playmobil...1 point
-
Tu peux regarder également les films pour teinter les vitres des voitures. Il y a différentes couleurs et taux d'opacité. A+++1 point
-
Merci @chacha007. Faut aller au bout maintenant1 point
-
C'est déjà un bon début, tu vas pouvoir passer à la seconde leçon puis vite arriver à LA GRANDE QUESTION : laquelle choisir pour commencer.1 point
-
Bonjour, les I J K sont les coordonnées du centre de l'arc à réaliser dans le plan actif.1 point
-
Vu l'agressivité des savons présents sur la marché je pense que oui c'est efficace d'ailleurs un petit HS en passant, mais je vous conseil fortement de vous lavez au savons SUR GRAS (difficile à trouver, souvent présent dans les magasins locaux bio), qui sont les seuls à ne pas abimer la peau... Savon agressif (chip)-> crème hydratante $ -> pharmacie $$ -> ou Savon SUR GRAS $ -> Et tout va bien (si ça vous intéresse ma compagne fait des savons sur gras "bio" et shampoing solides, idéal en cadeau de noël, -> contact en MP)1 point
-
peut-être ça alors : Essort Film Miroir pour Fenêtre - Film Électrostatique Vitre Anti UV Auto Adhésif Film Solaire Fenêtre Anti Chaleur pour Bureau à Domicile 60 x 400 cm(Noir) : Amazon.fr: Cuisine et Maison1 point
-
Superbe ce PLA Silk bleu !1 point
-
Ah ok, alors alors inutile de le mettre dans ton Gcode (enfin tu choisis ce qui t'arrange ) Les points que tu vois sont les départs/arrivés (de la buse) le la ligne extérieur de chaque couches. C'est difficile de les faire disparaitre . Et là je les trouve plutôt discret Mais si tu veux essayer de les atténuer encore (ce qui me semble difficile car tu es déjà très proche de la perfection), il faut regarder les réglages du type "débrayage de fin de boucle" (dans simplify3D il l'appelle comme ça, dans cura je ne sais pas il faut chercher...), le but étant d’arrêter (ou de continuerr, dans ton cas, il me semble) l'extrusion quelques micron avant la fin d'une ligne (ou boucle). Certain on un petit boudin, toi un petit creux. Mais IL Y AURA TOUJOURS une marque, un peu comme le point que l'on trouve sur tous les objets moulés qui est du à la zone ou la matière a été injecté dans le moule.1 point
-
Merci beaucoup !!! Un jour elle finira par vraiment rouler1 point
-
Hello, avec les deux filets de mis, je suis déjà pas mal enclavé au point que souvent je ne mets pas celui de droite. Je pourrais améliorer avec un vrai baquet mais pour l'instant ce siège est un bon compromis confort/empatement. a+

 1 point
1 point -
Bonjour à tous, je vous propose un bonhomme de neige qui regarde quoi? les étoiles, le père Noël, qui sait! Je vous souhaite de bonne fête de fin d'année. Le lien du fichier: https://cults3d.com/fr/modèle-3d/gadget/bonhomme-de-neige-davlebon-2
 1 point
1 point -
Voici mon impression de Noël préférée, ce petit gnome dont la barbe est particulièrement amusante à faire . Il y en a plusieurs qui se promènent dans la maison . Le modèle est dispo au lien ci-dessous : https://www.printables.com/model/92035-bearded-christmas-gnome Bonnes fêtes de fin d'année à tous.
 1 point
1 point -
Sur mes plaques PEI texturées, j'utilise soit du 3DLAC, soit du Dimafix en bombe. Pas stick de colle qui remplirait les trous !! Les bombes sont pratiques pour ces plaques. Mais ça reste variable suivant les filaments. J'ai testé ma plaque Bambu texturée avec du vieil ABS sans rien mettre sur la plaque bien nettoyé au savon. J'avais ensuite des impressions de PLA Volcano de Formfutura qui ne voulaient pas accrocher sans un peu de 3dlac. Il faut tester et définir les bonnes combinaisons. Maintenant pour mes tests sur la plaque PEI lisse, qui est un sticker comme la cool plate, donc fragile et "consommable", j'ai préféré mettre de la colle pour éviter que ma pièce en Nylon attaque le sticker ! J'ai cherché le Windex, mais les frais de livraison sont supérieurs au prix du produit ! Le gros stick de colle UHU plus rapide à appliquer puisque plus large, n'a pas été très efficace. Si quelqu'un trouve une marque de stick large aussi efficace que le BambuLab... Peut-être que le 3DLAC, plus pratique en bombe, pourrait suffire, mais ça pollue l'air de la pièce... Après la Prusa XL et la BambuLab X1-C ne sont pas comparables. Sans lister toutes les différences, le volume d'impression n'a rien à voir (256x256x256 vs 360x360x360). Sans parler des retards ou autres concernant la XL, nous avons clairement 2 produits qui ne répondent absolument pas aux mêmes attentes ! La XL est multi-têtes, mais, pour avoir développé une corexy double tête sur la base d'une ENDER5pro, j'entrevois bien toutes les difficultés techniques à surmonter pour proposer un produit fiable et facilement mise en œuvre par un large public non expérimenté ! La X1-C est aux antipodes de la XL. Son volume d'impression est contenu mais répond à certainement à 98% (c'est au pif!) des besoins, en proposant avec l'AMS ou les AMS, un large choix de filaments (16 maxi) immédiatement disponibles. On pourra y trouver des inconvénients comme la consommation importante de matériau due à la purge, le choix unique du diamètre de buse. Mais l'écosystème bien pensé et fiabilisé à des tarifs abordables permet à la X1-C, d'adresser un public plus large et non spécialiste. Certes le tarif n'est pas celui d'une Ender 3, mais le résultat est là, et sans effort.1 point
-
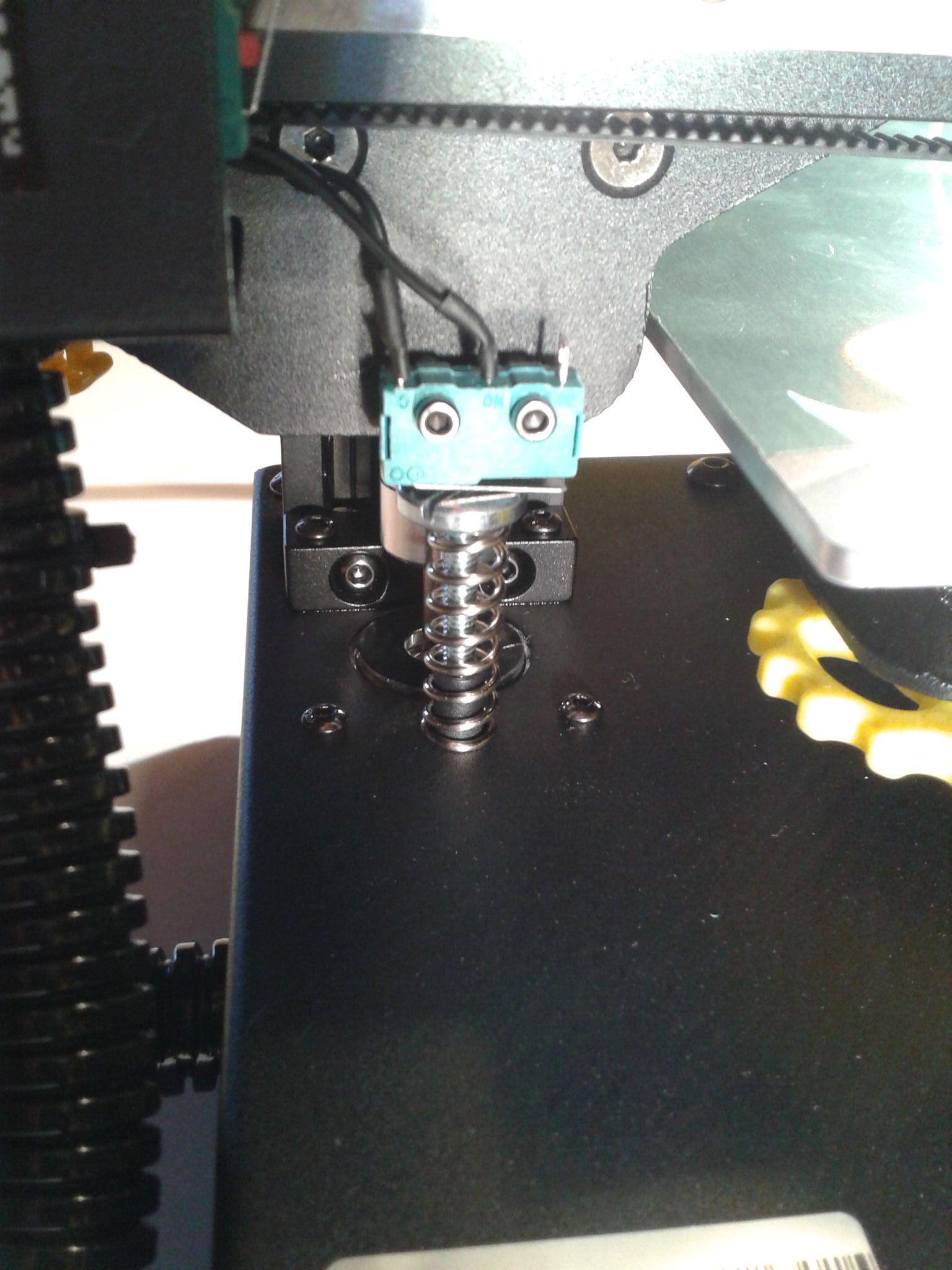
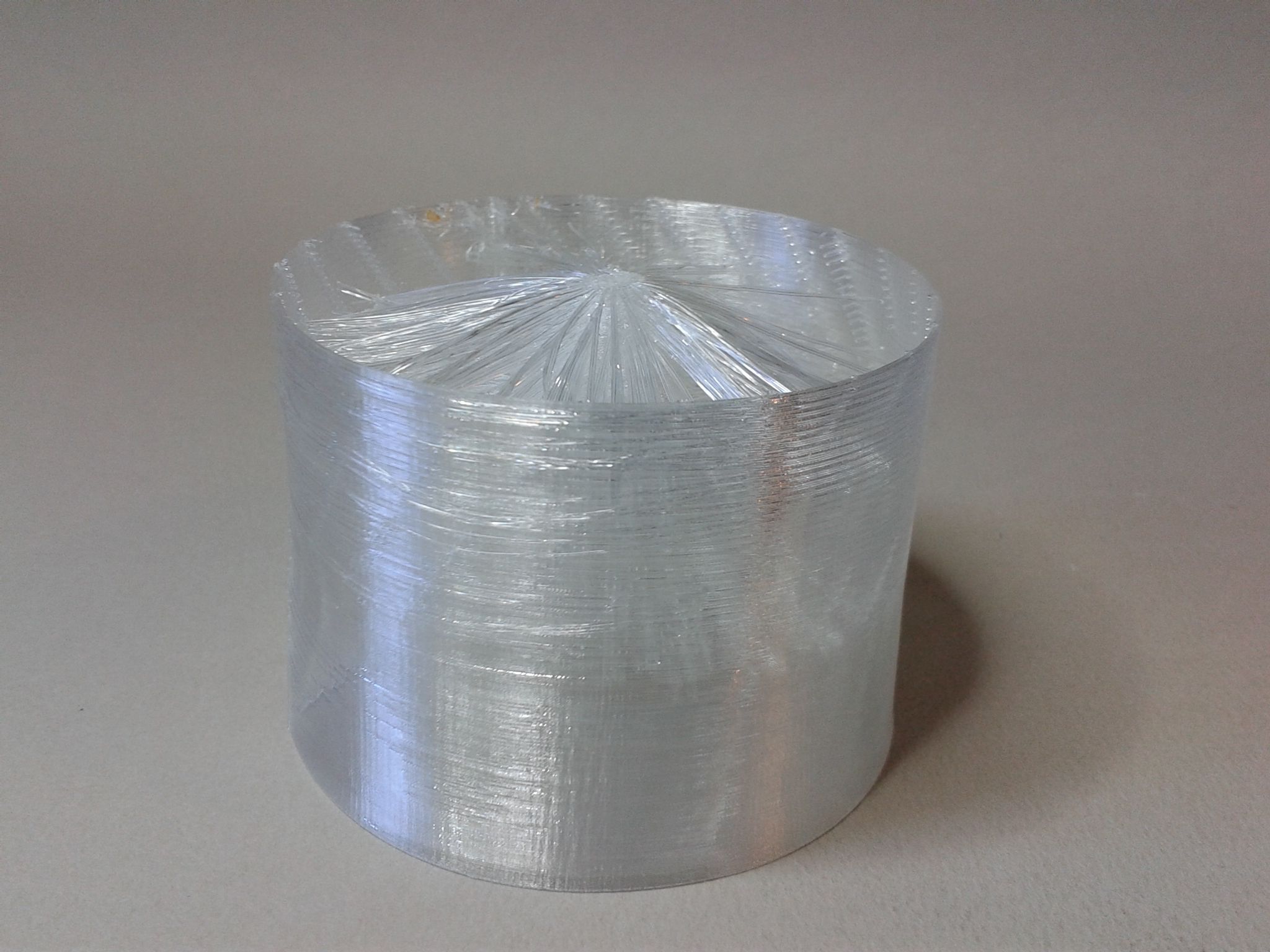
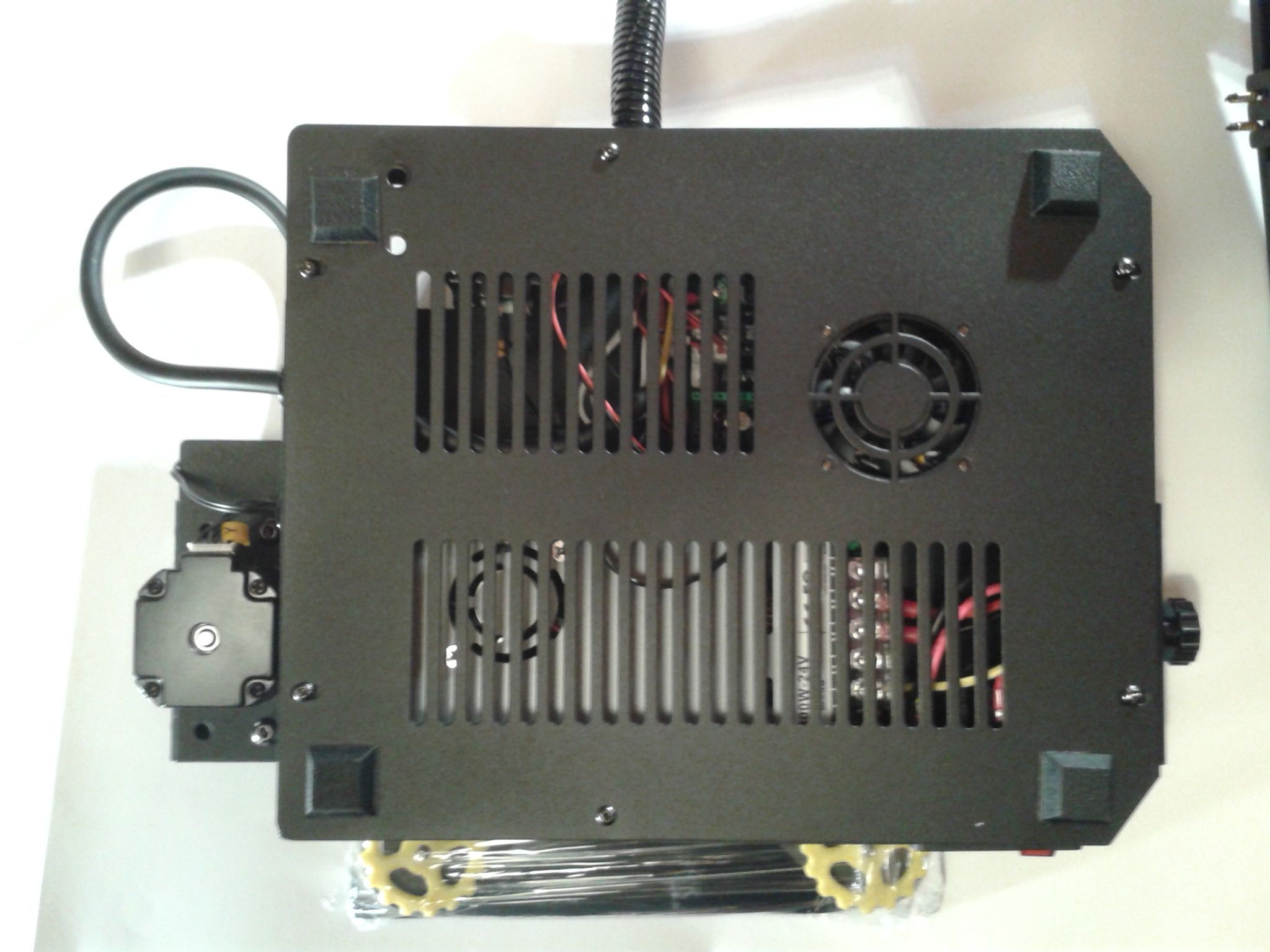
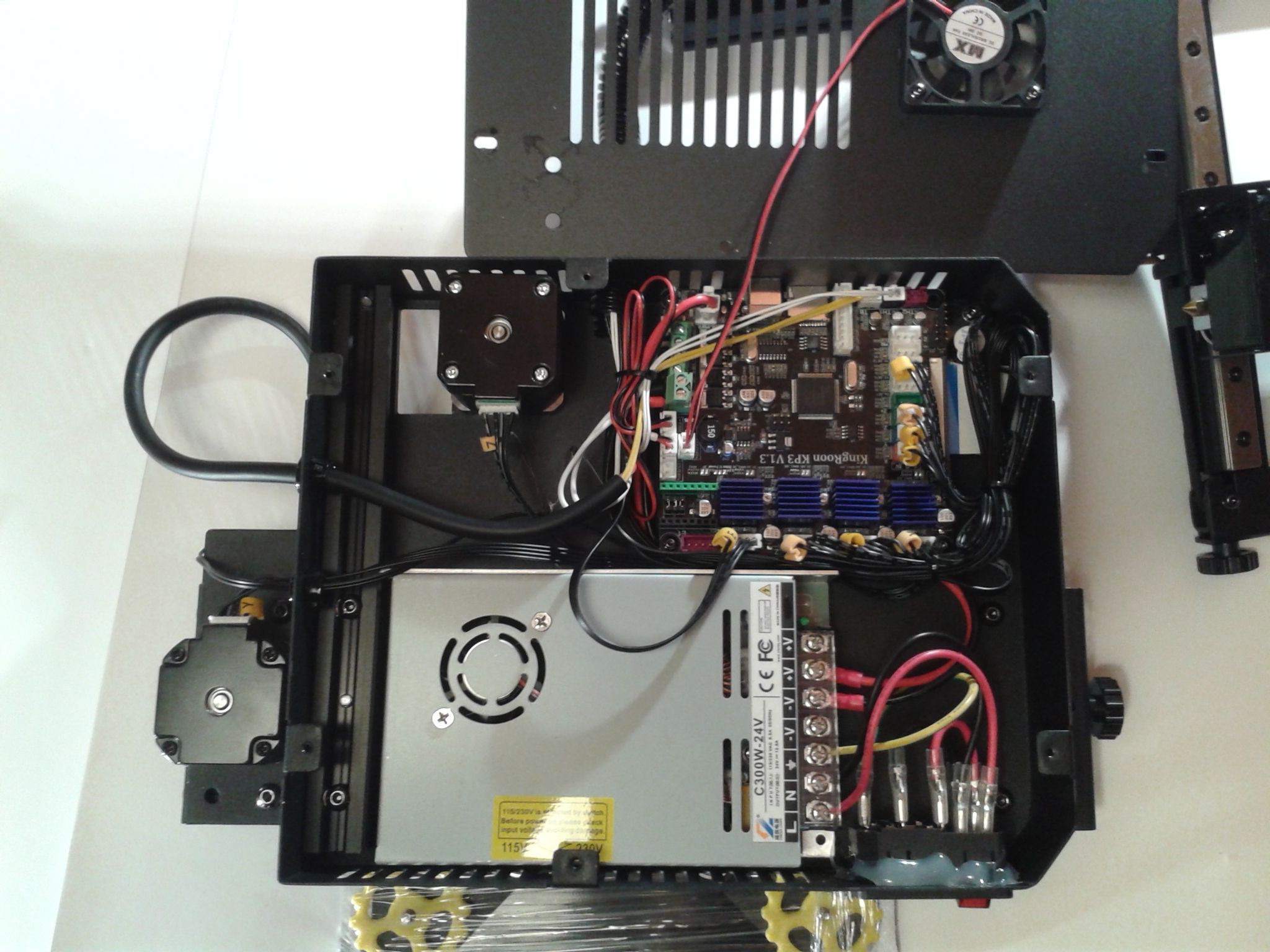
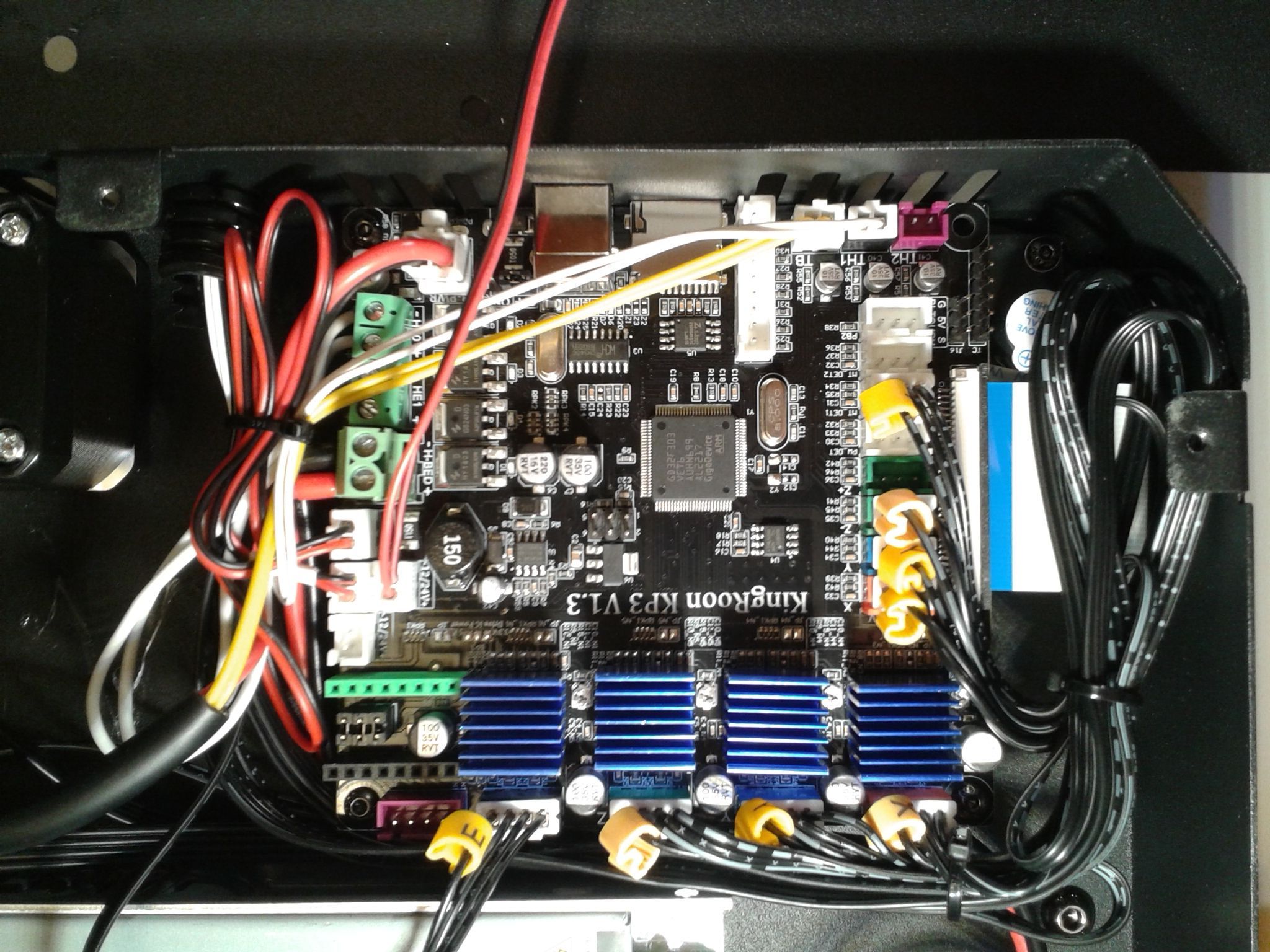
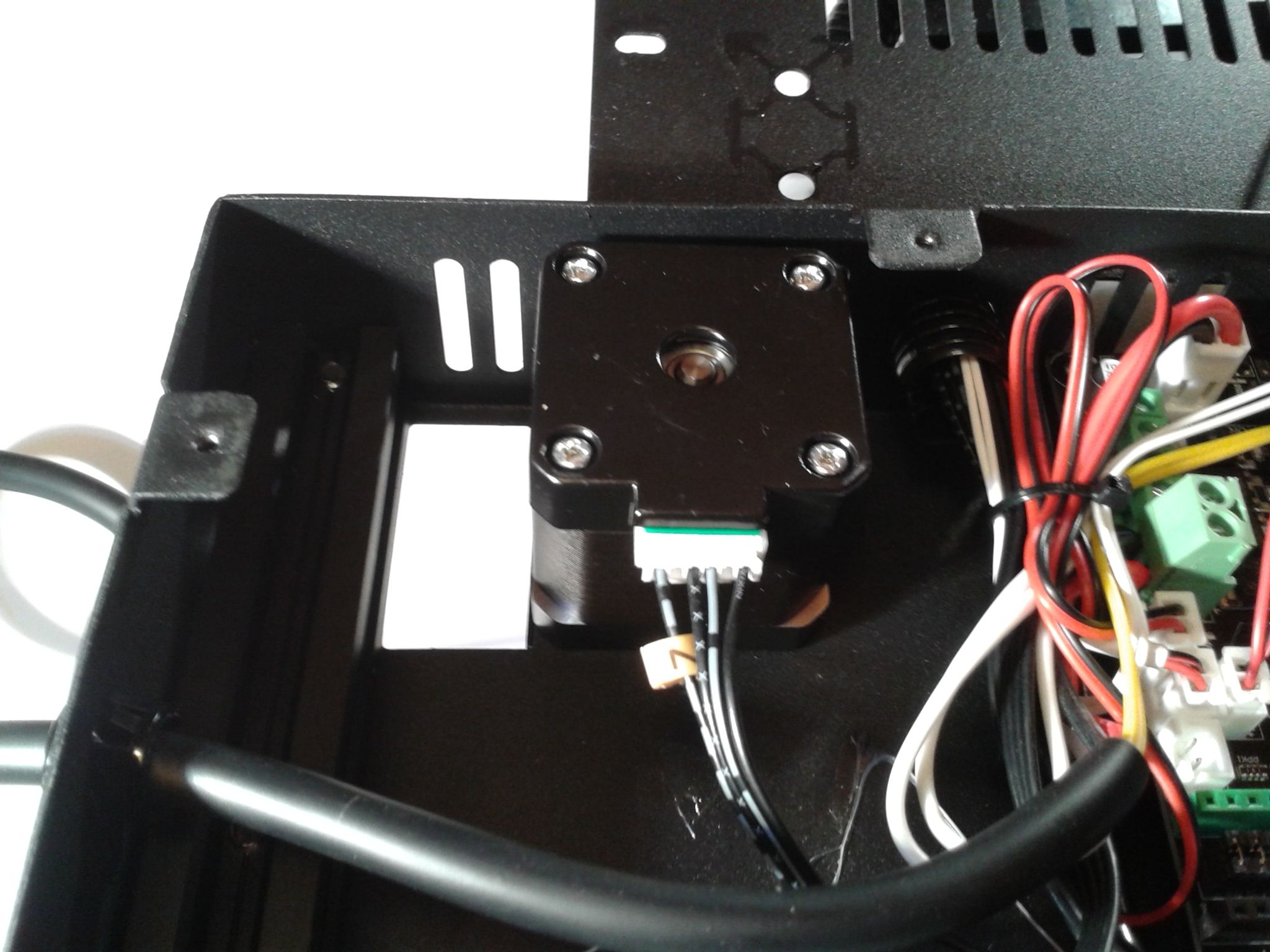
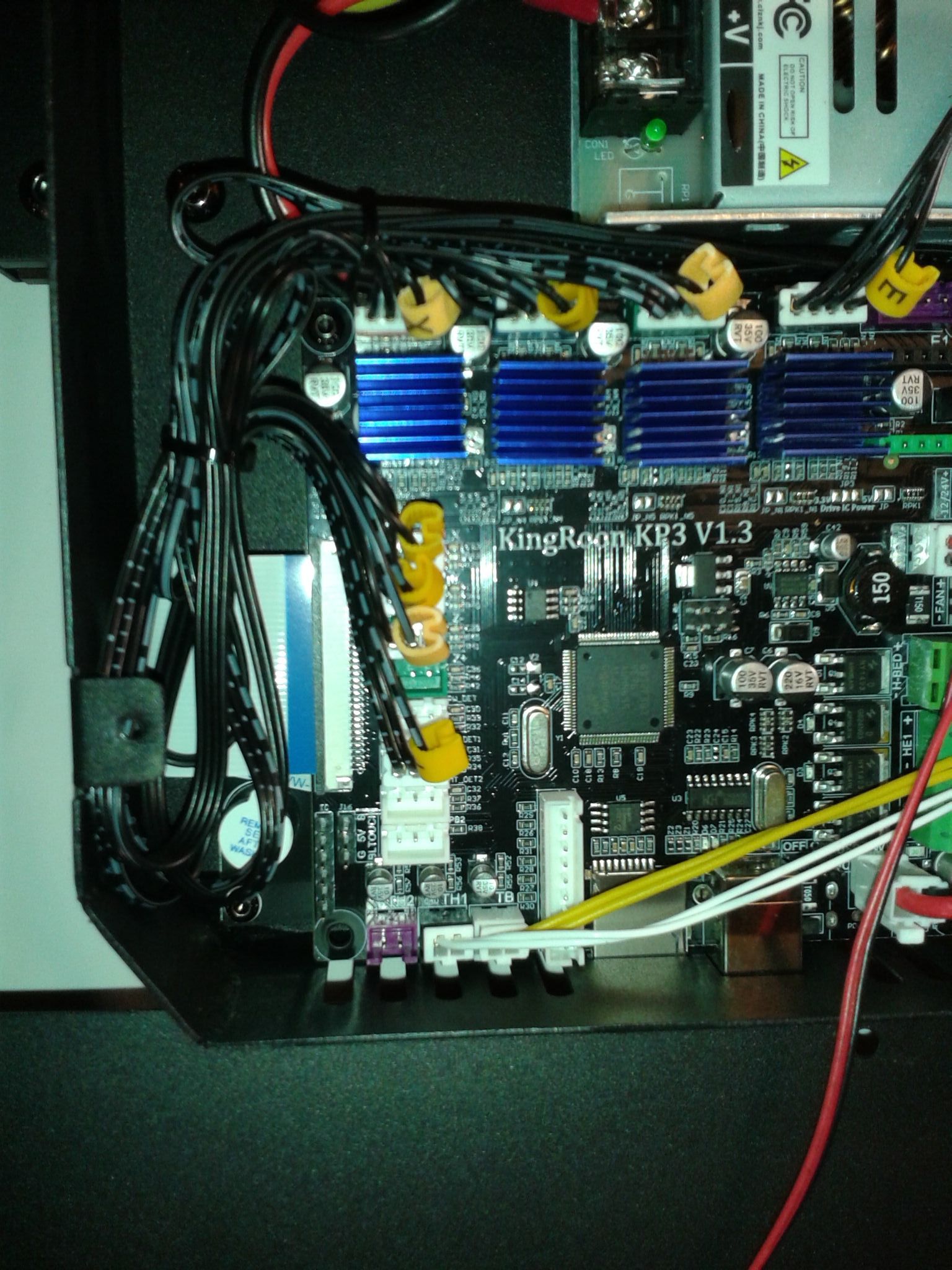
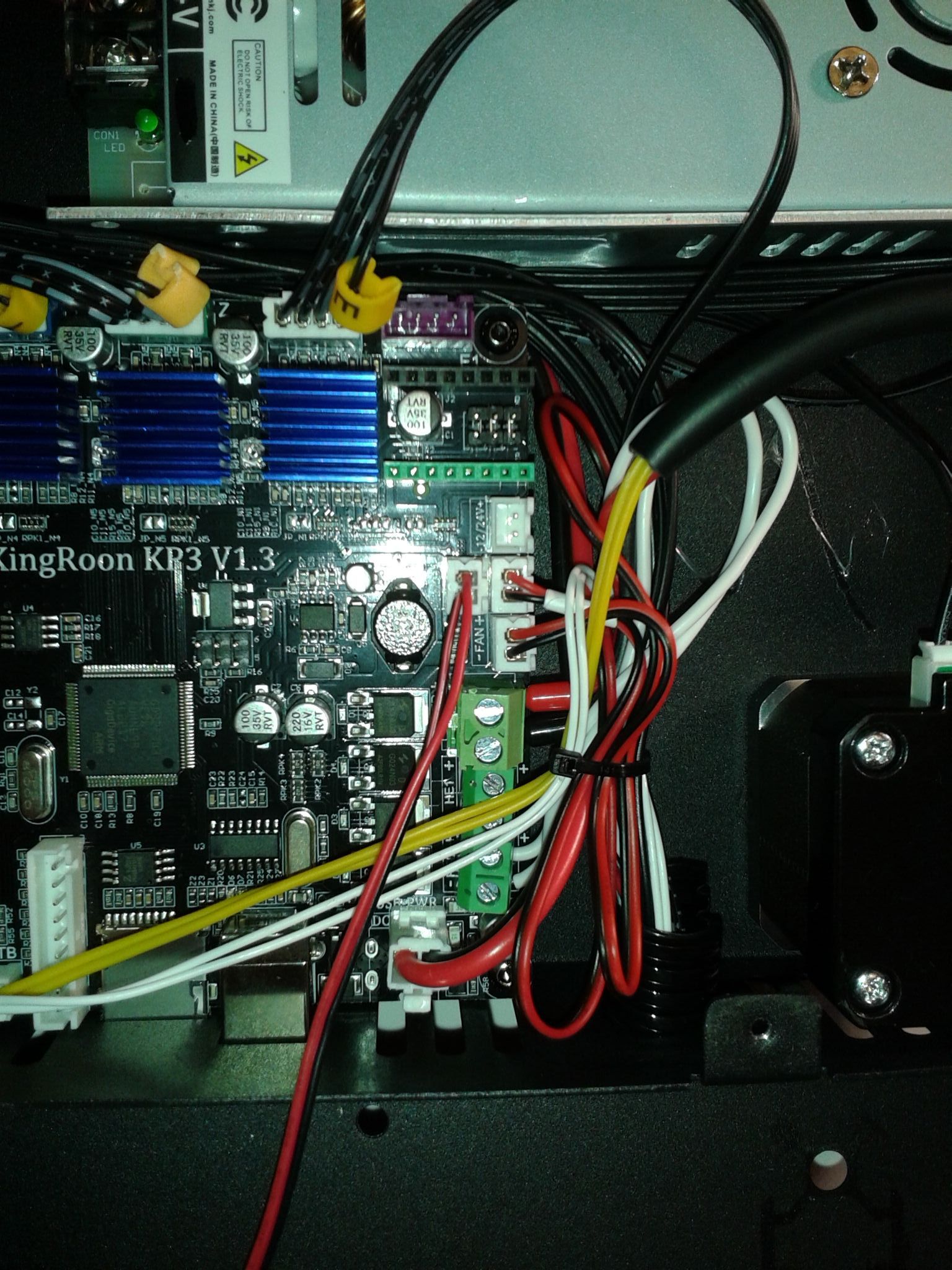
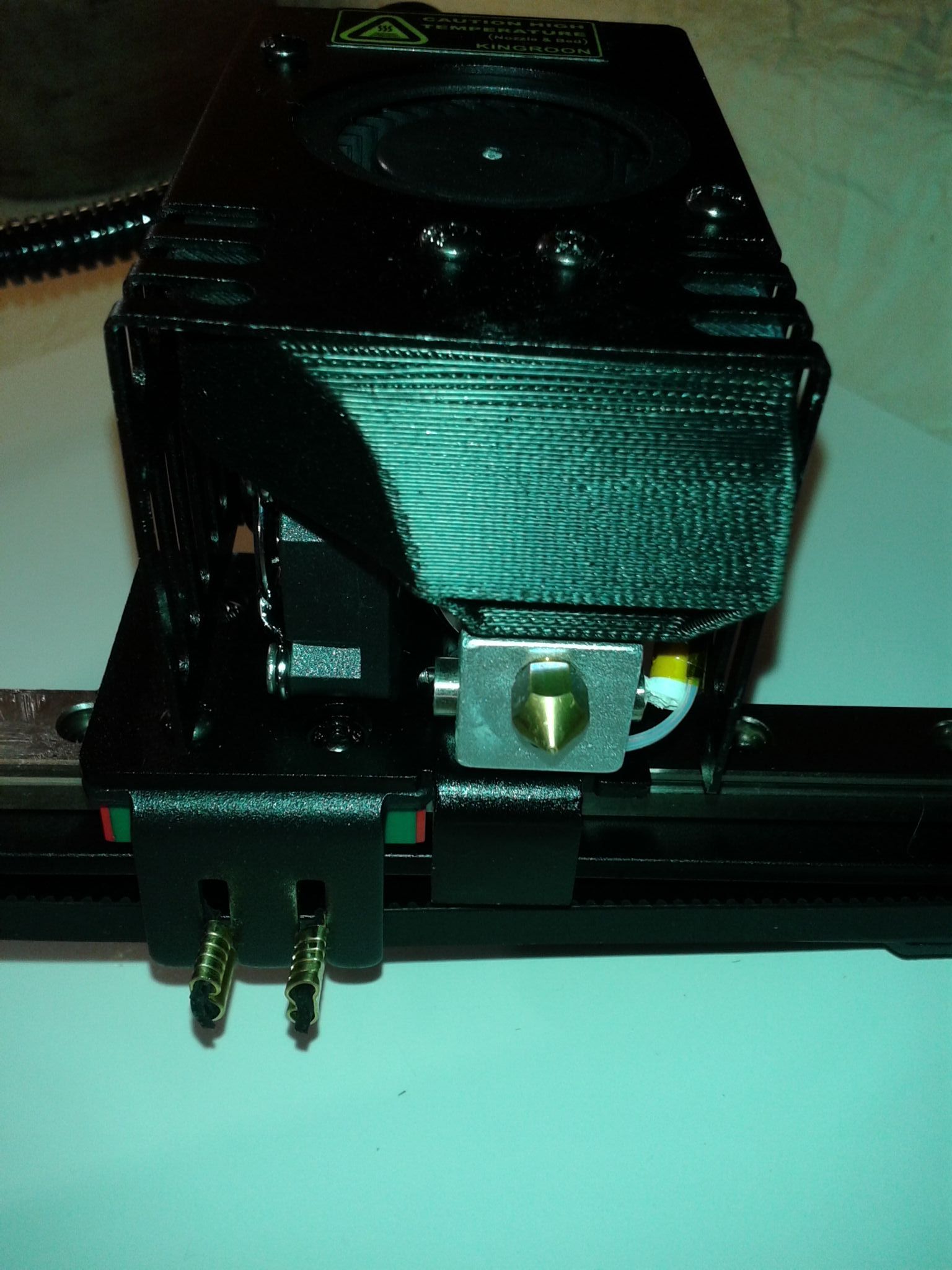
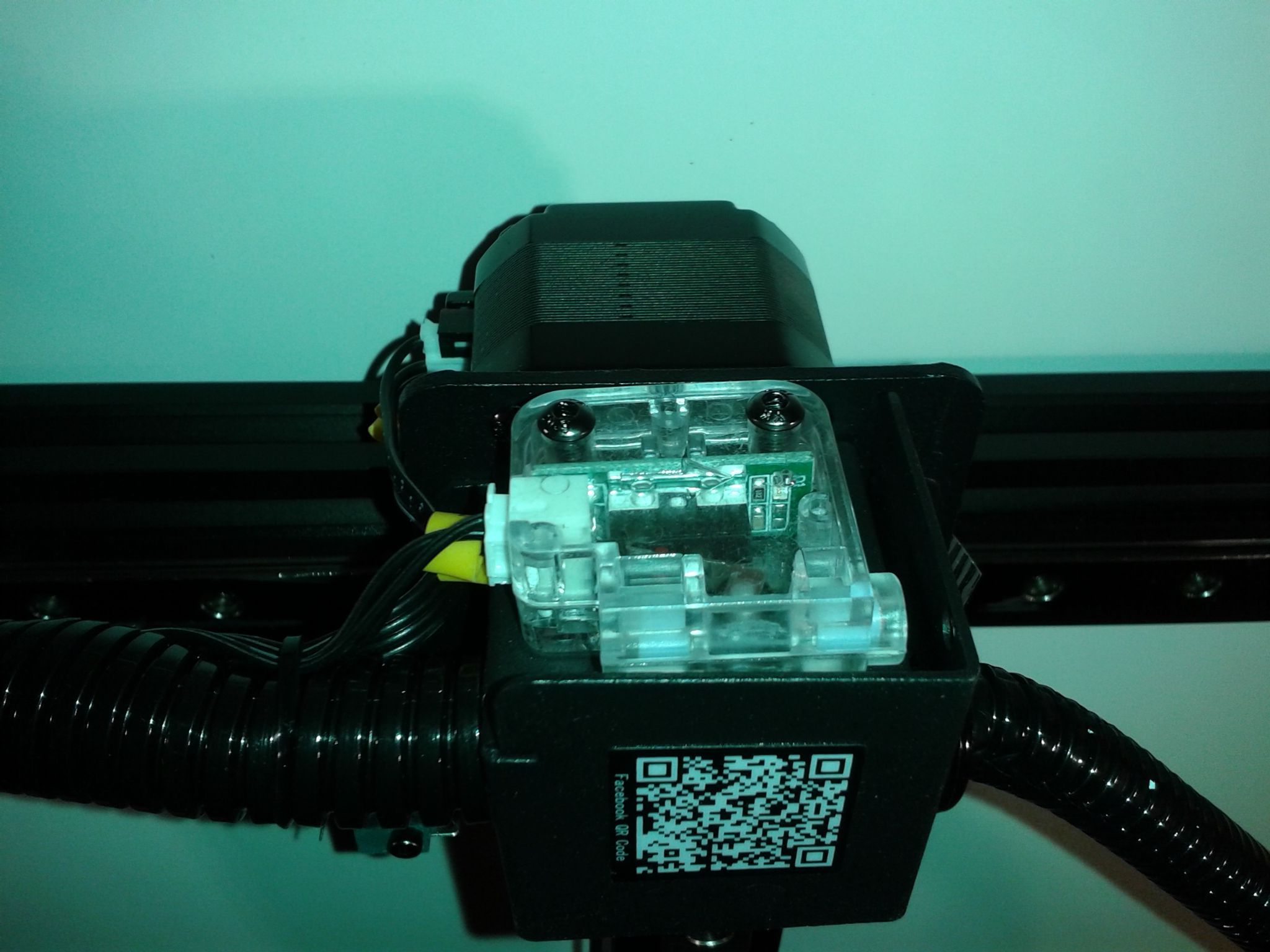
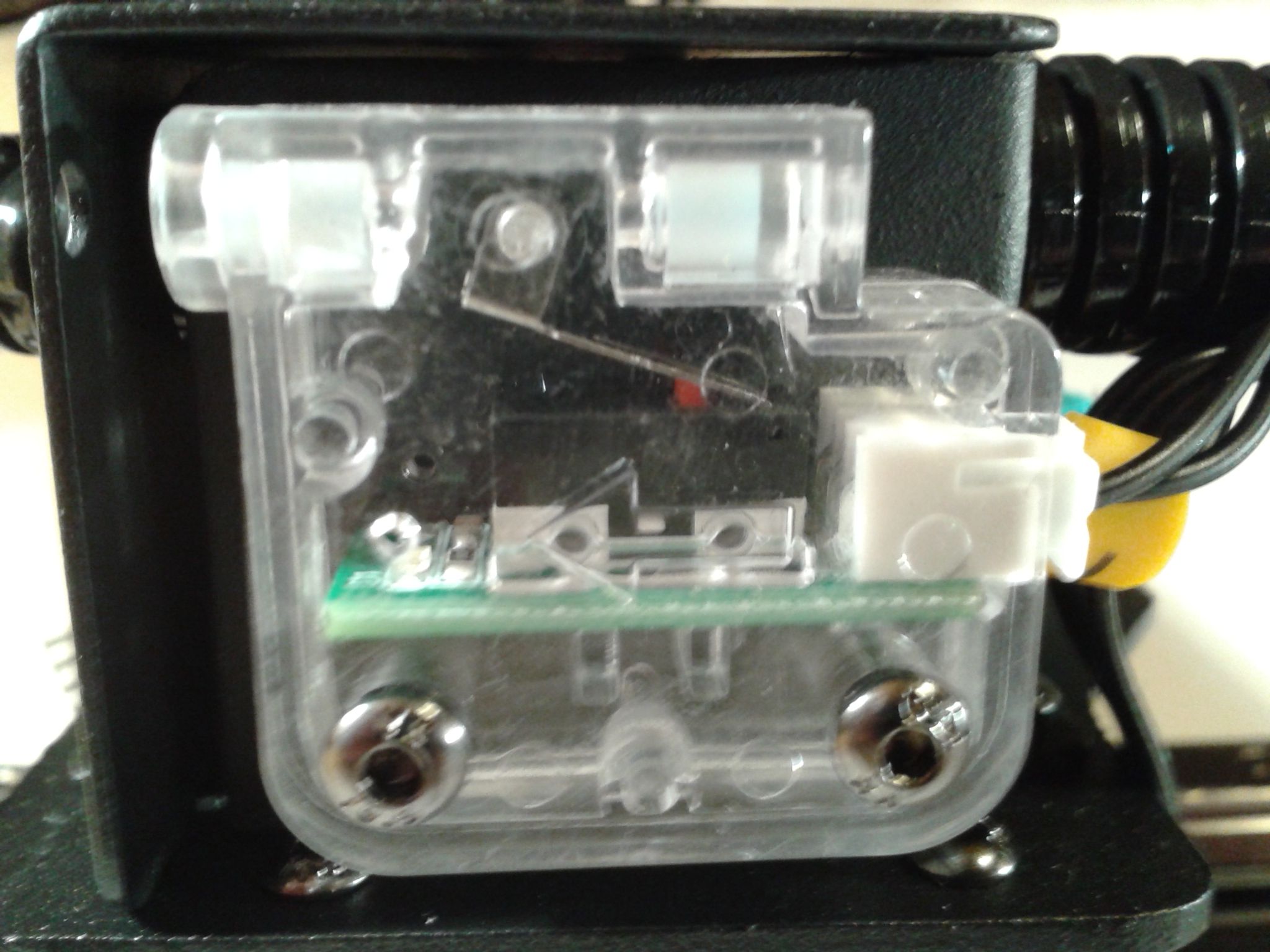
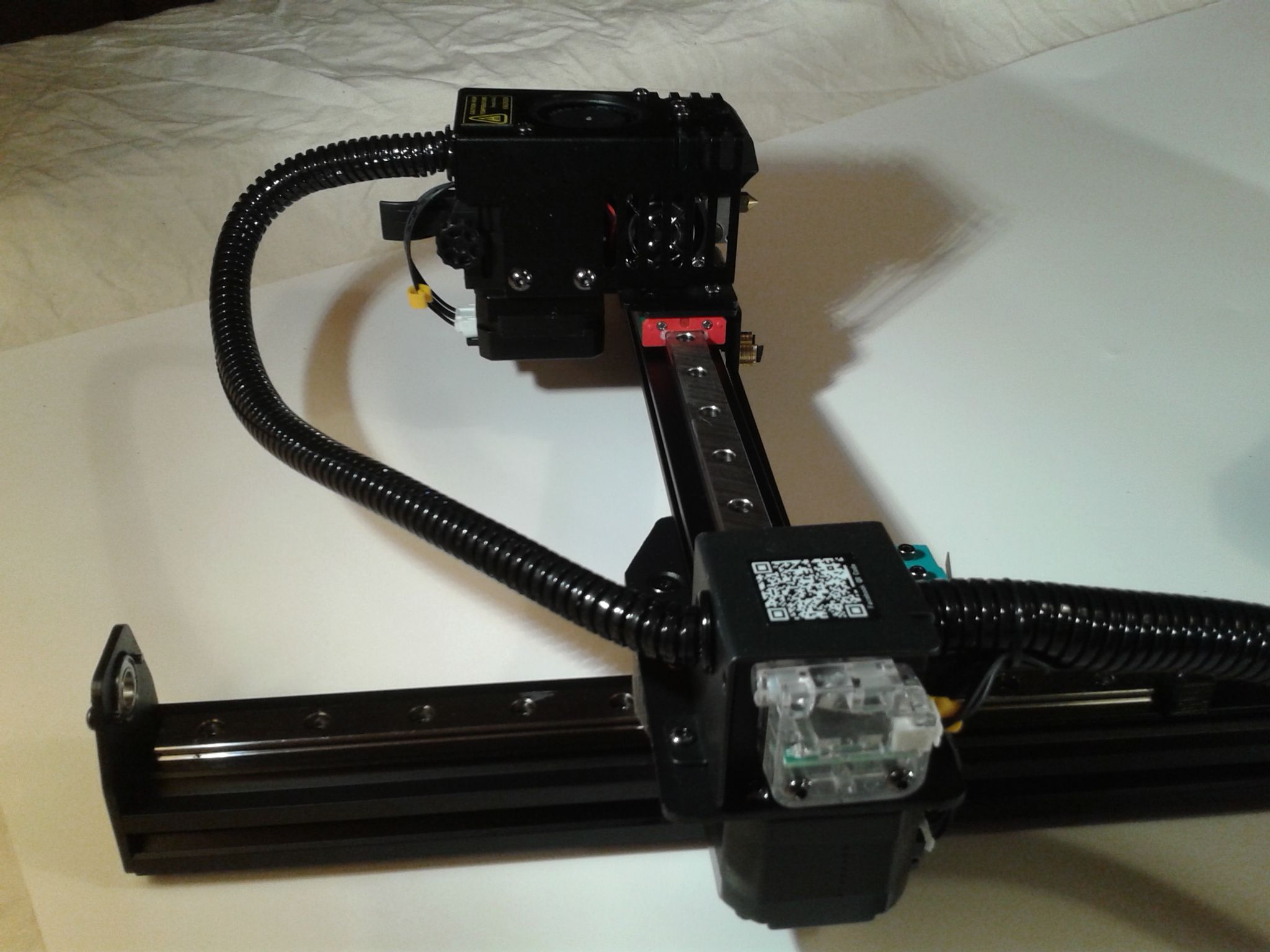
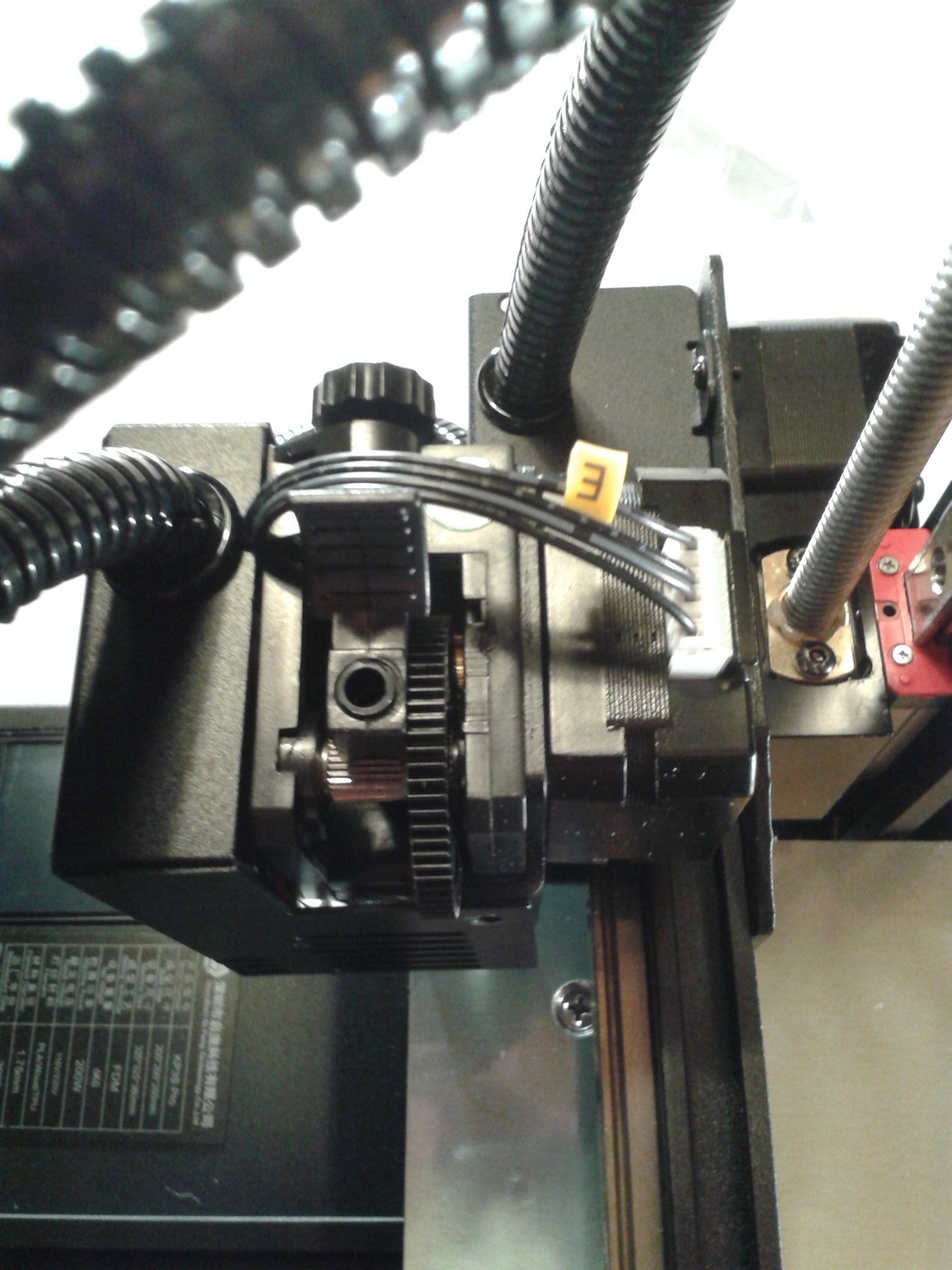
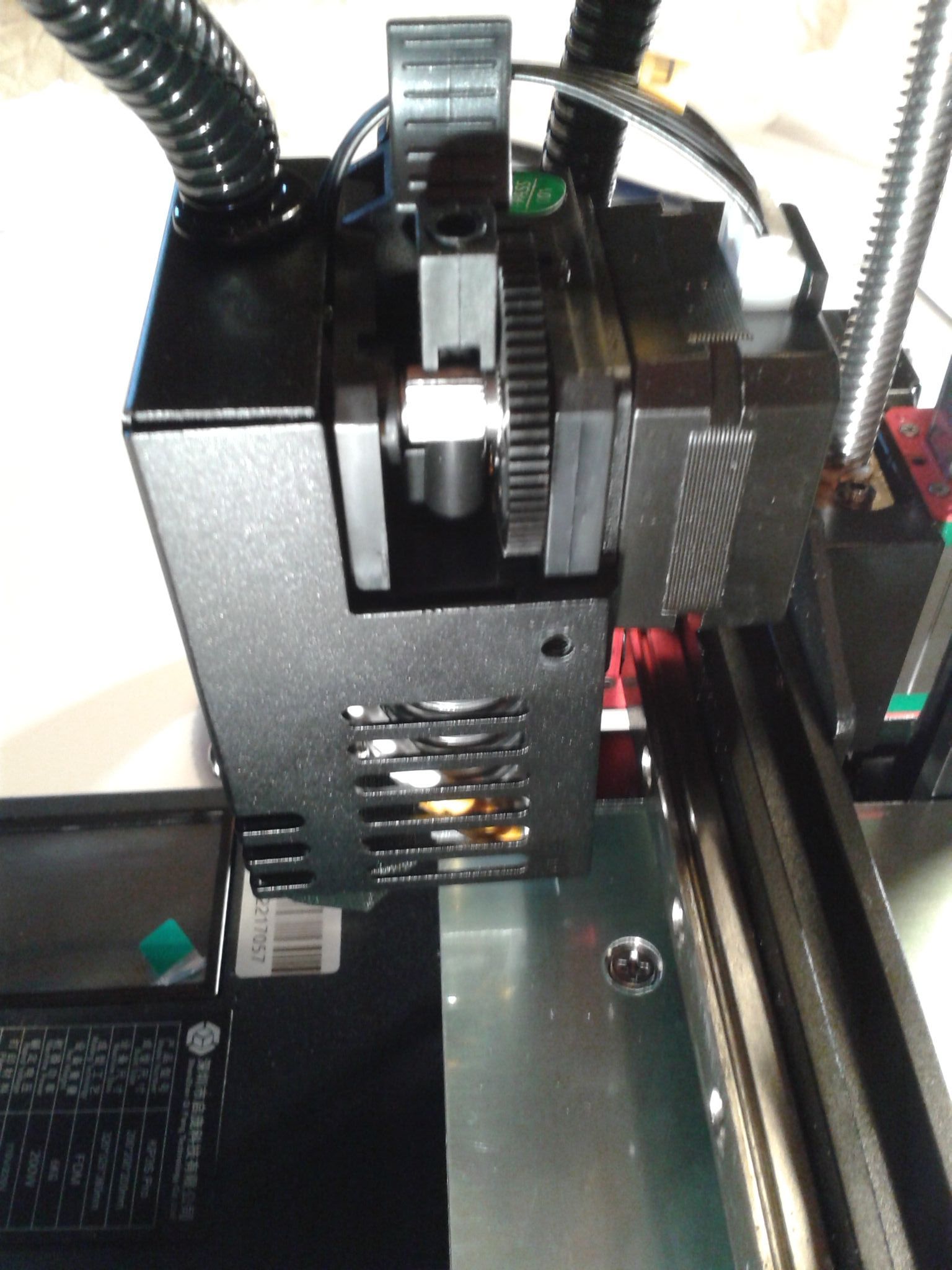
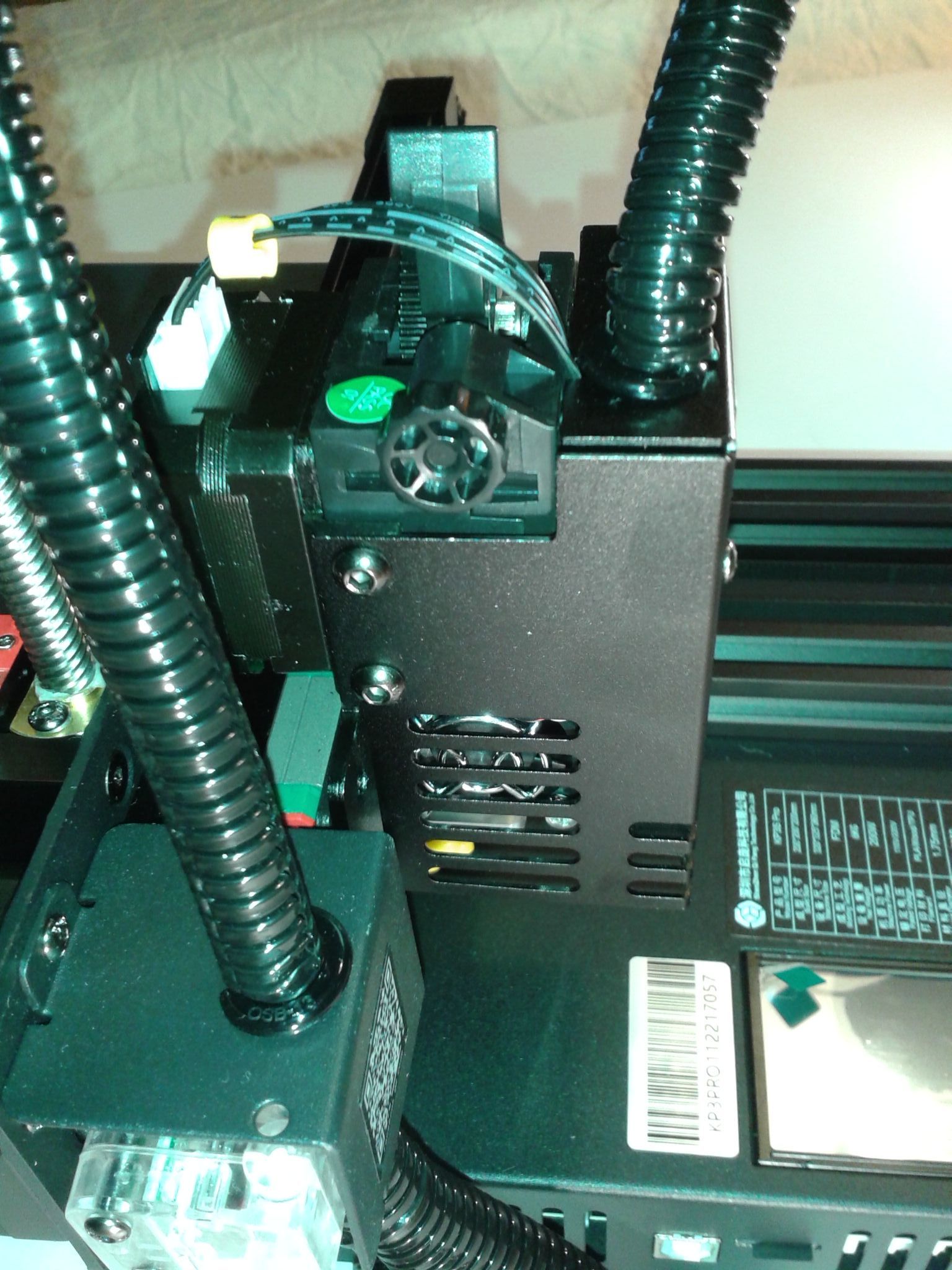
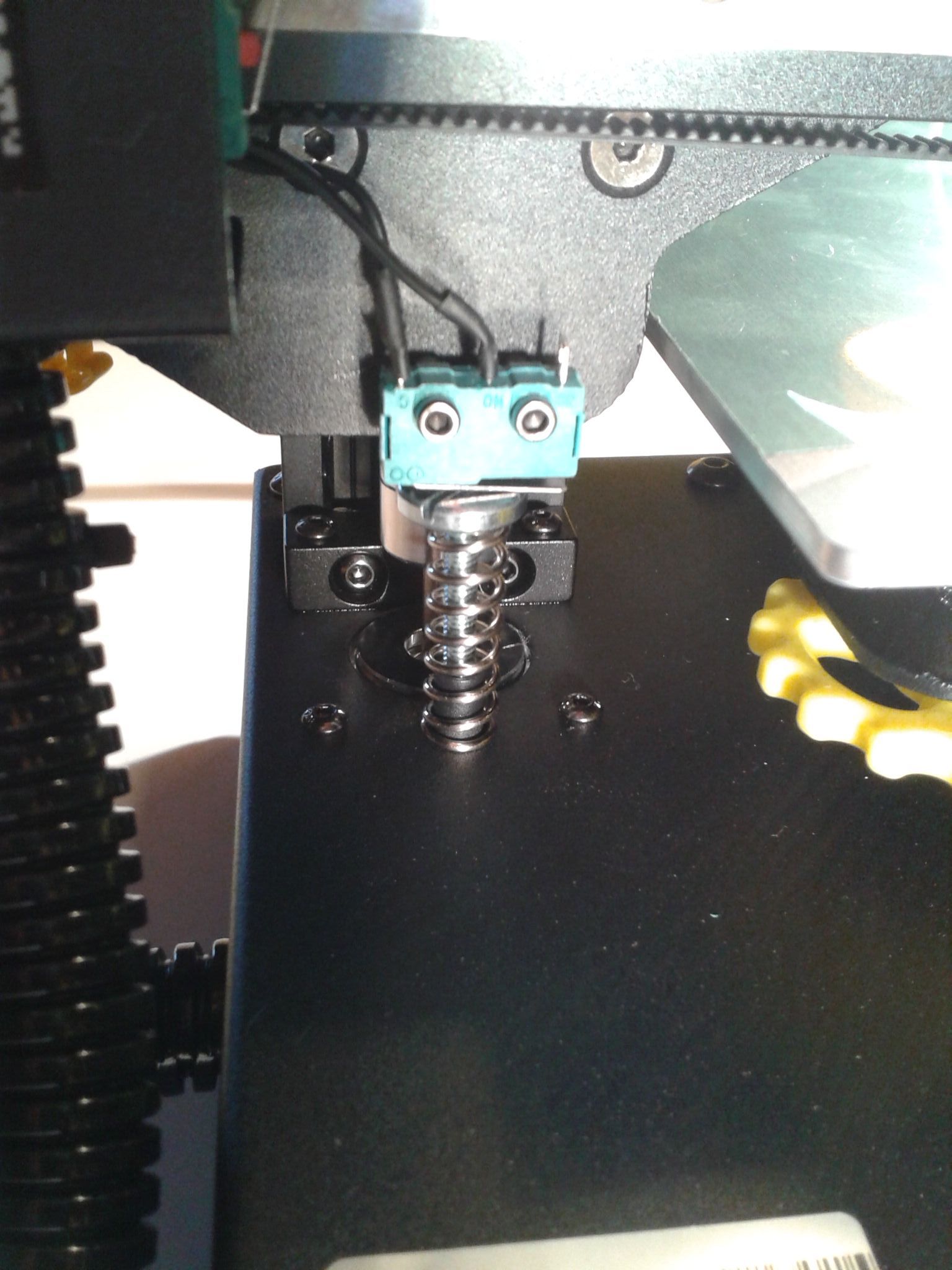
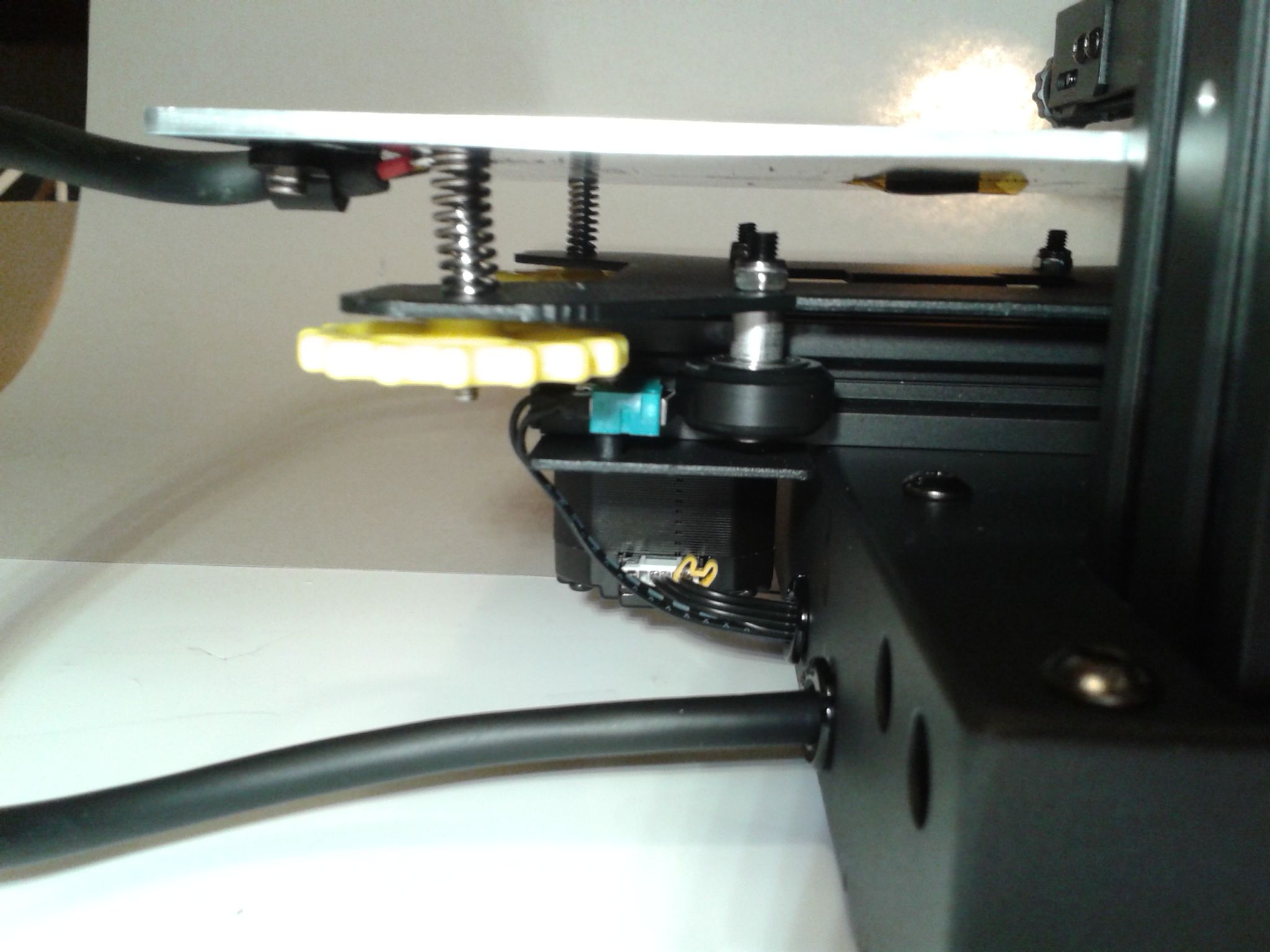
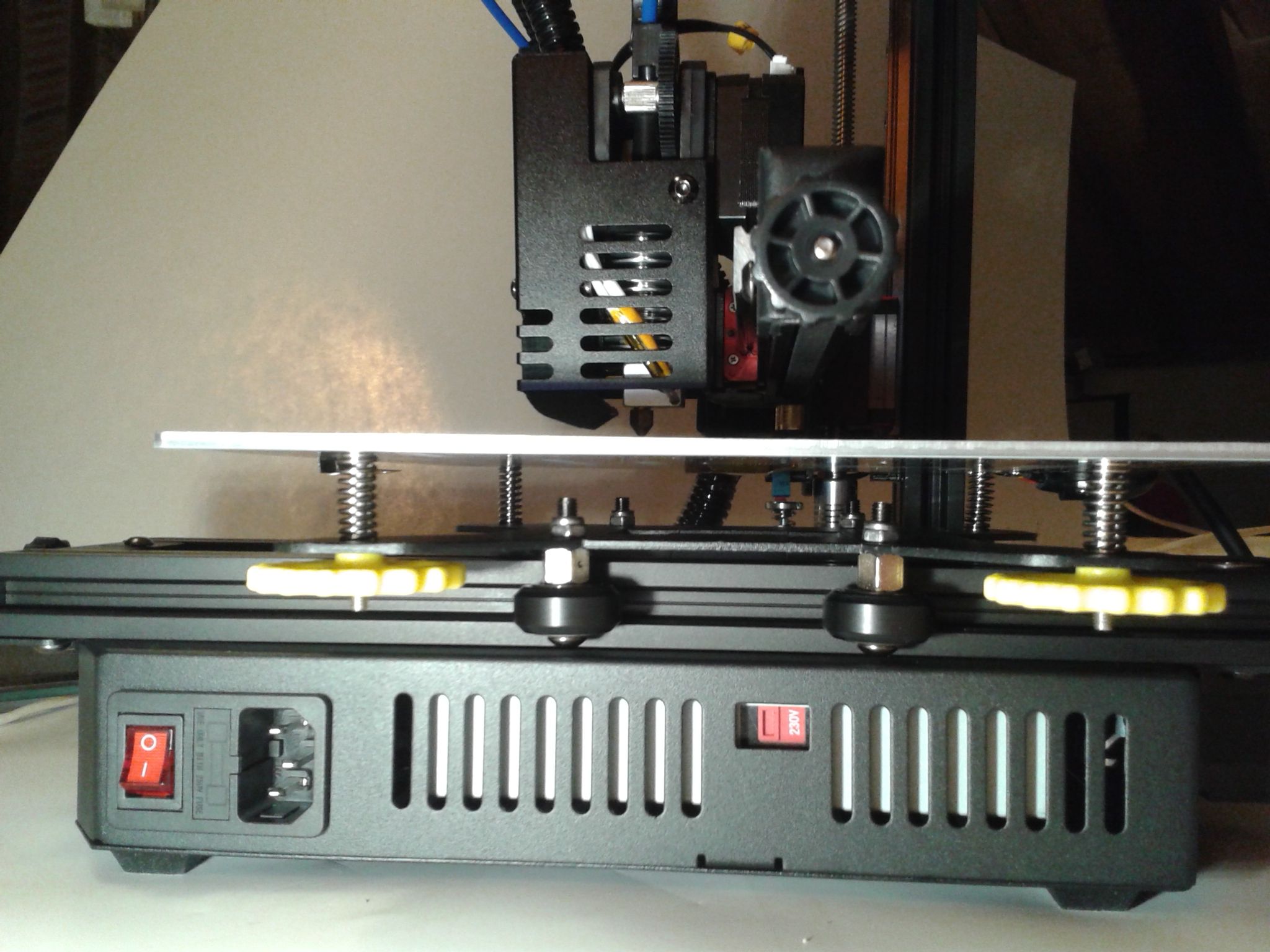
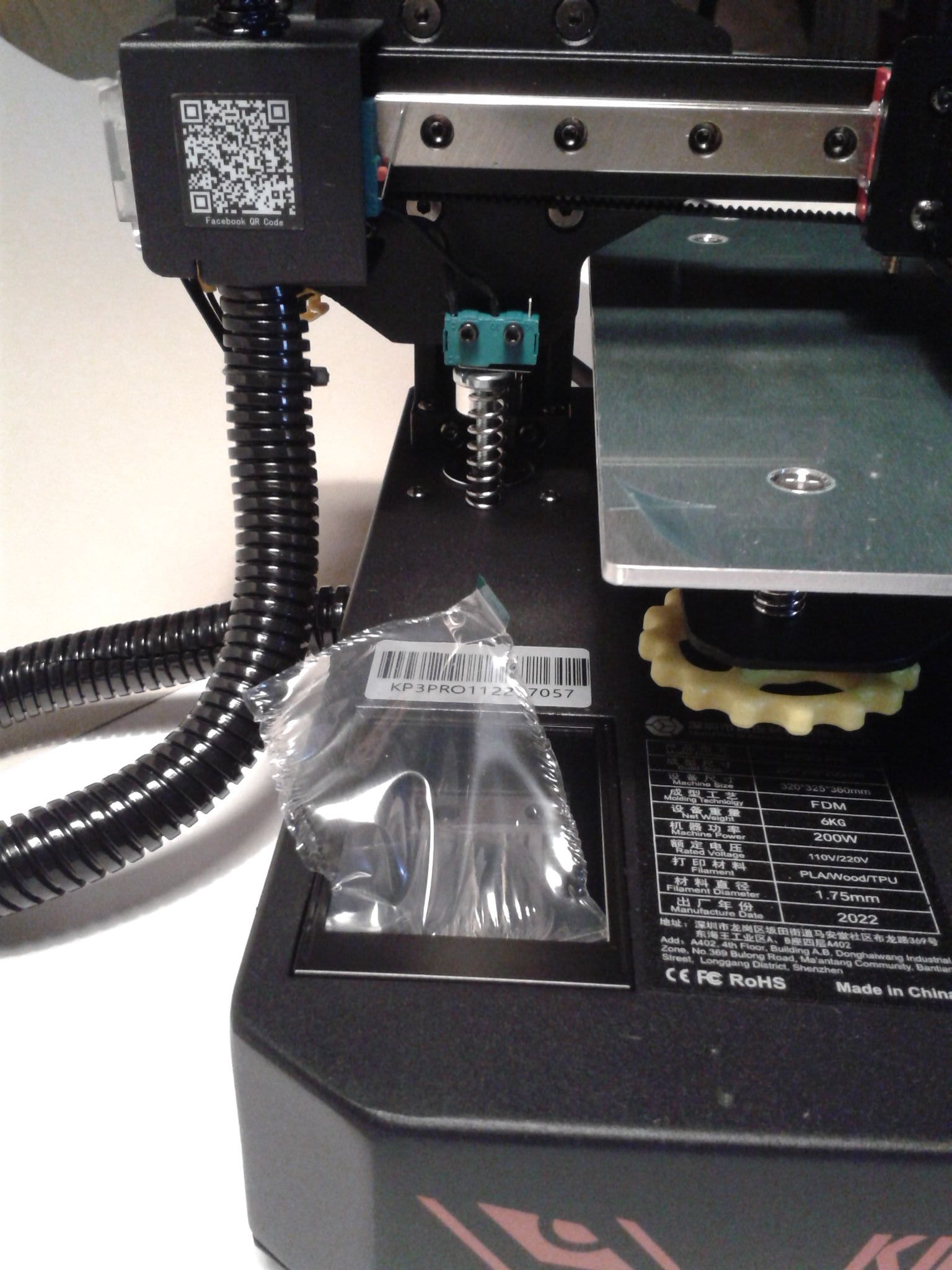
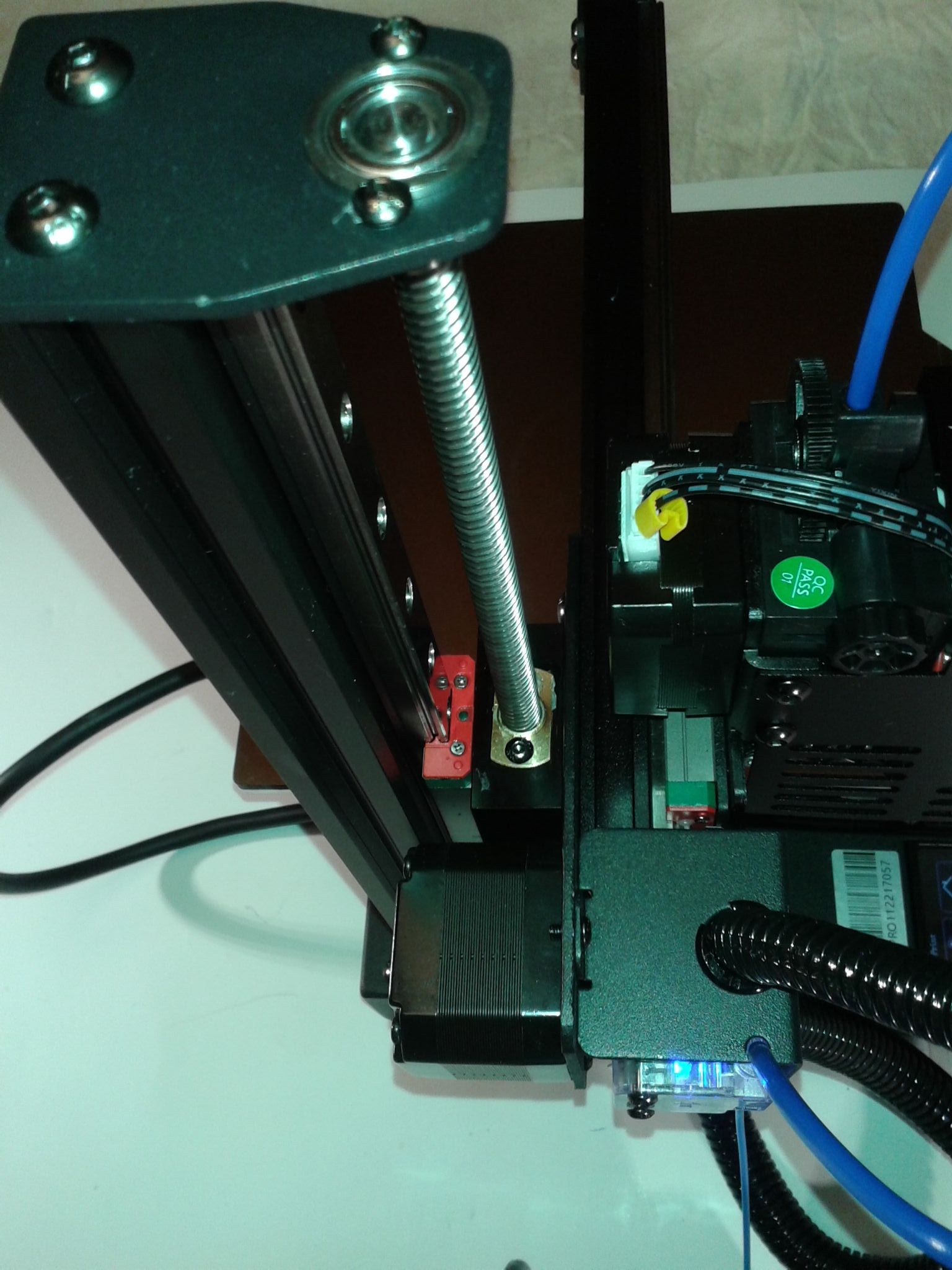
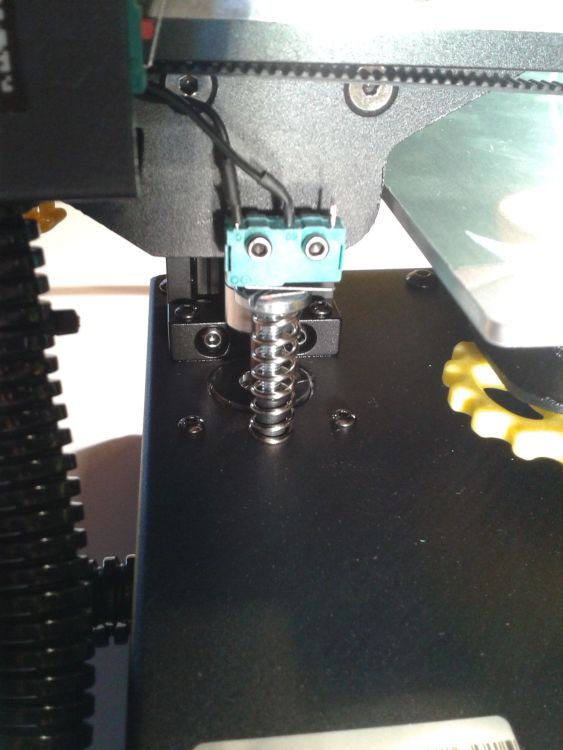
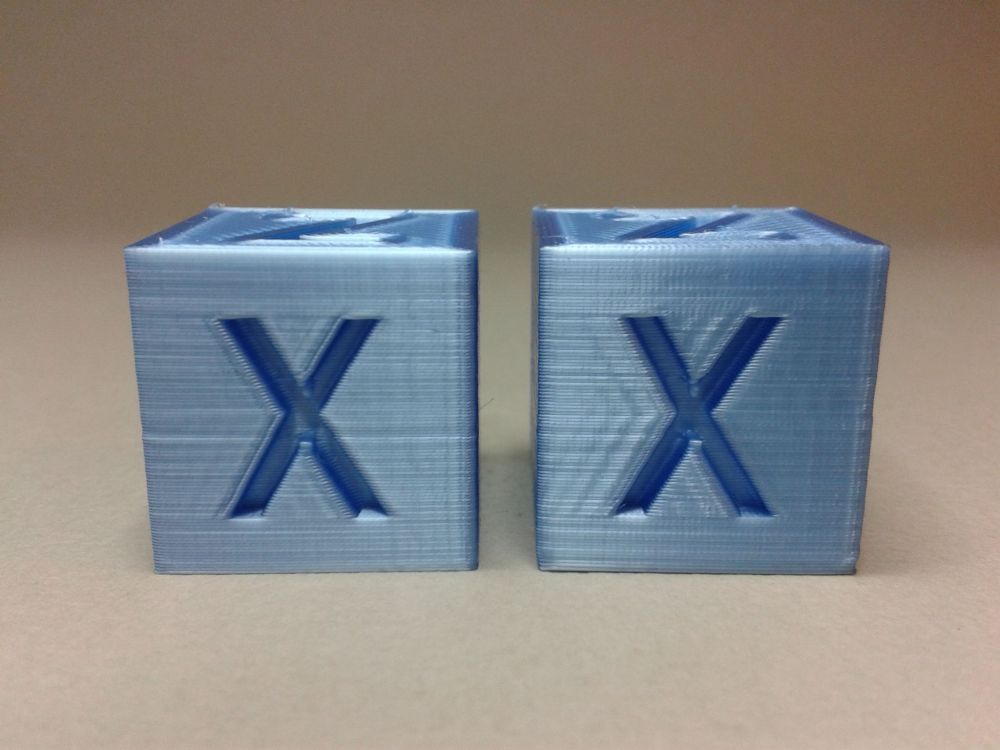
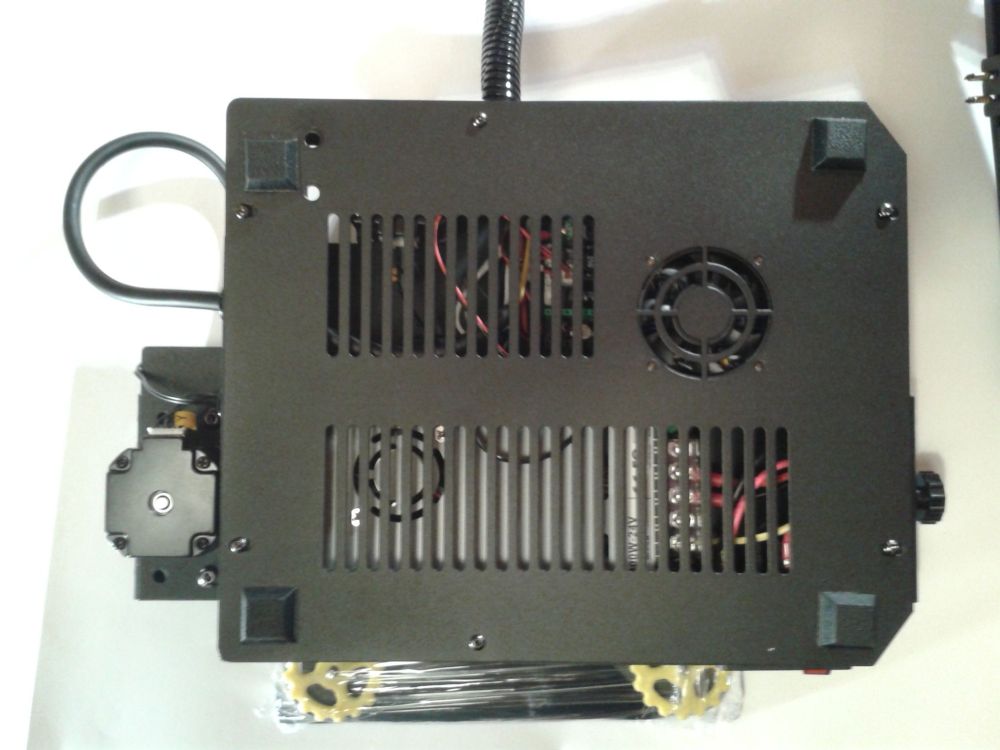
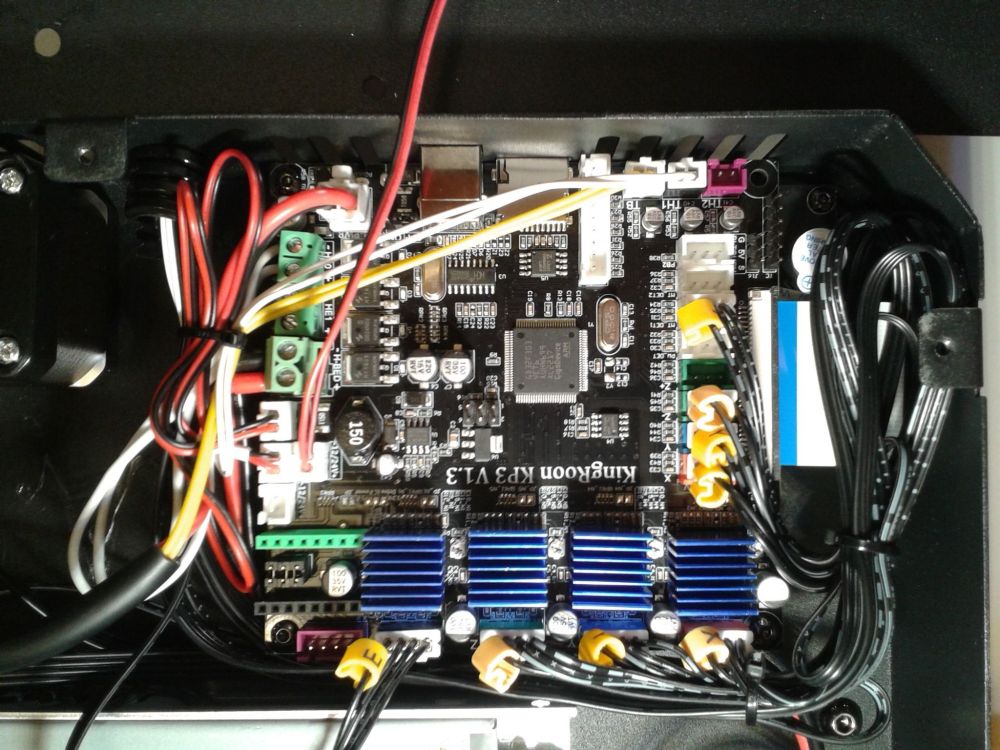
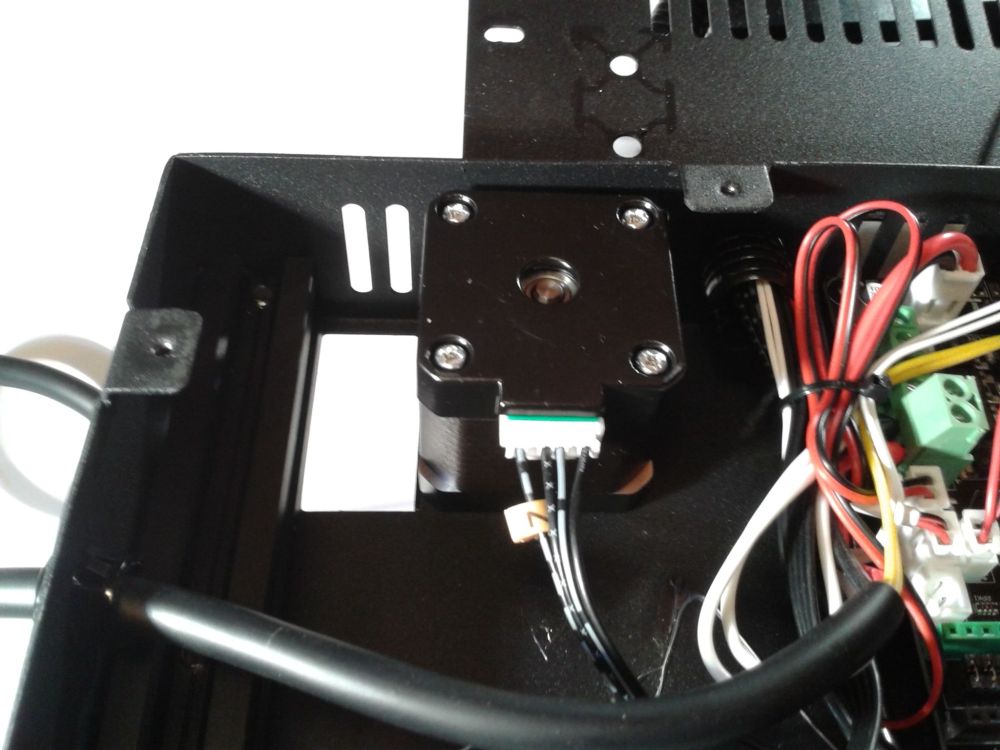
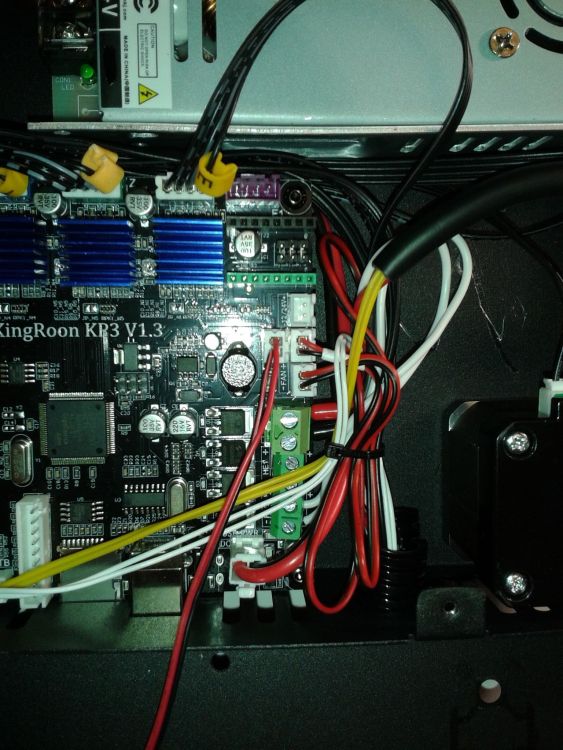
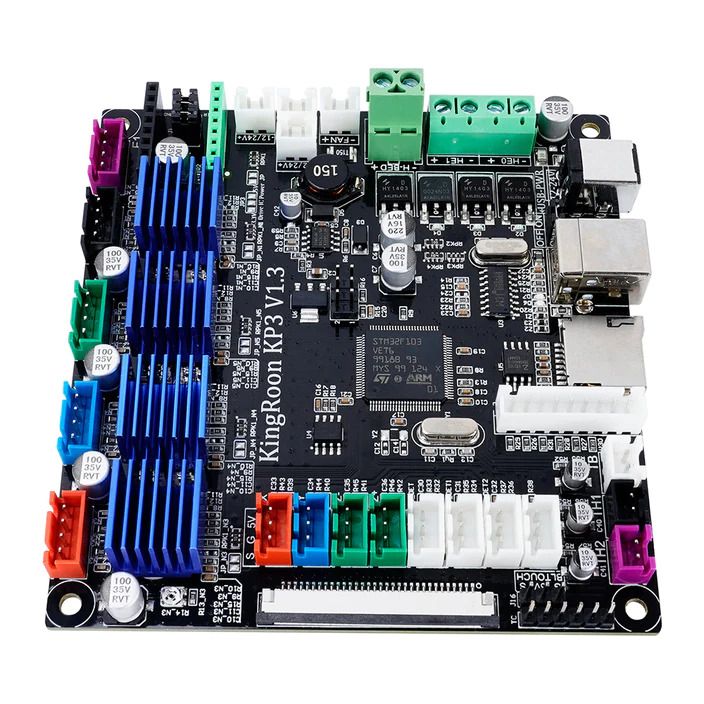
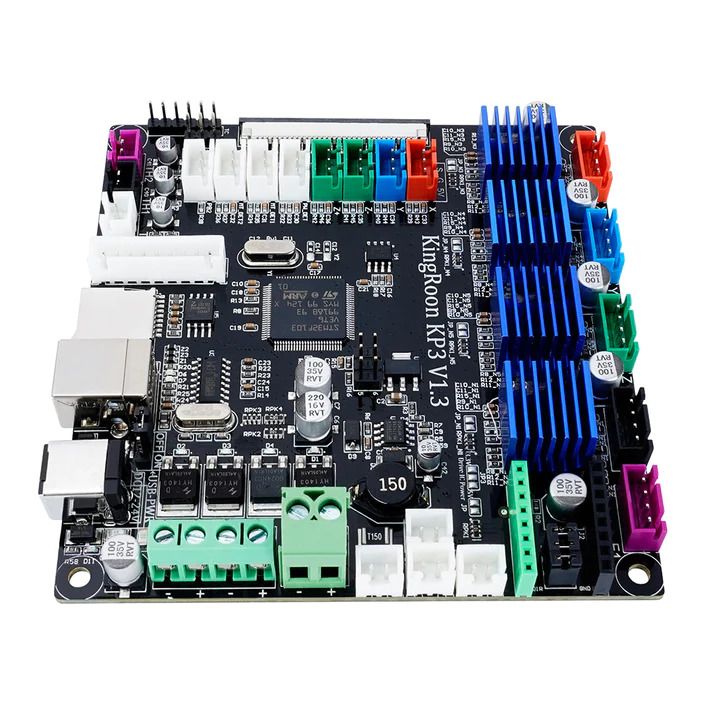
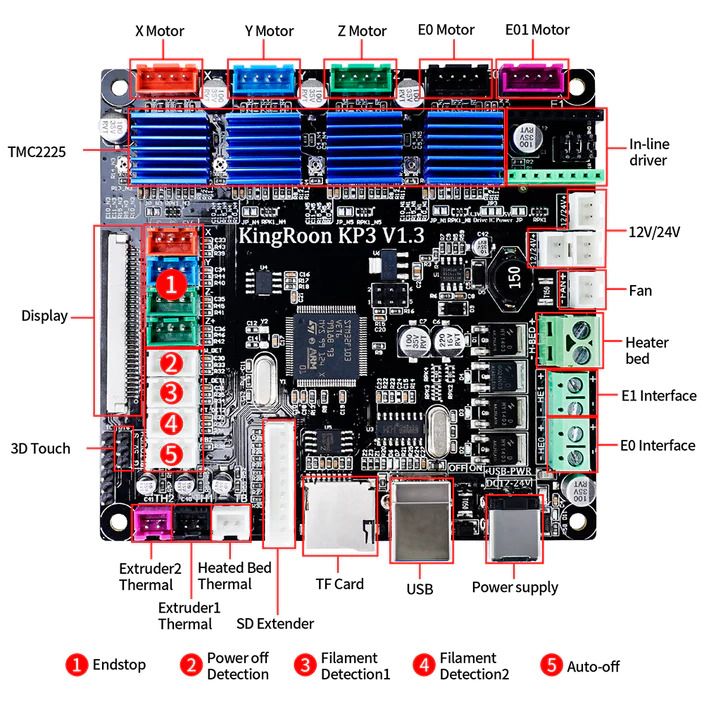
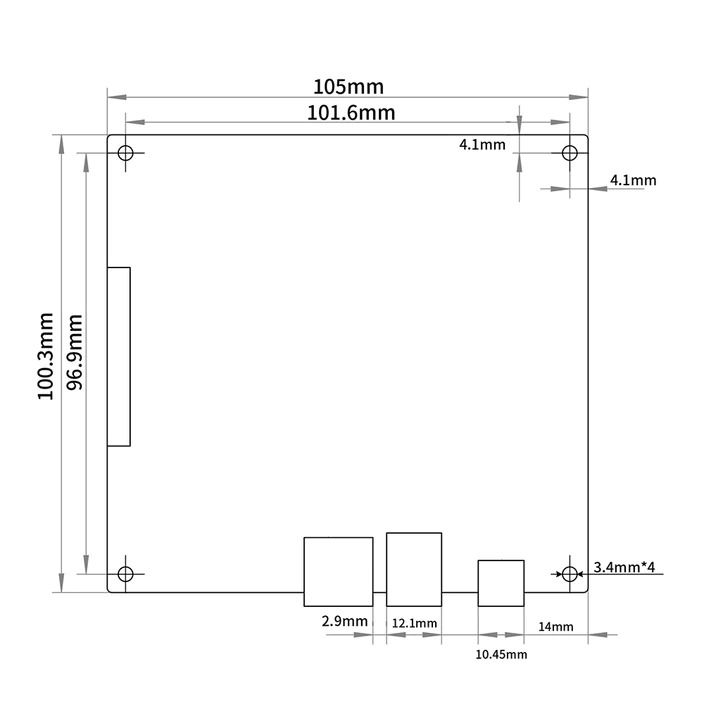
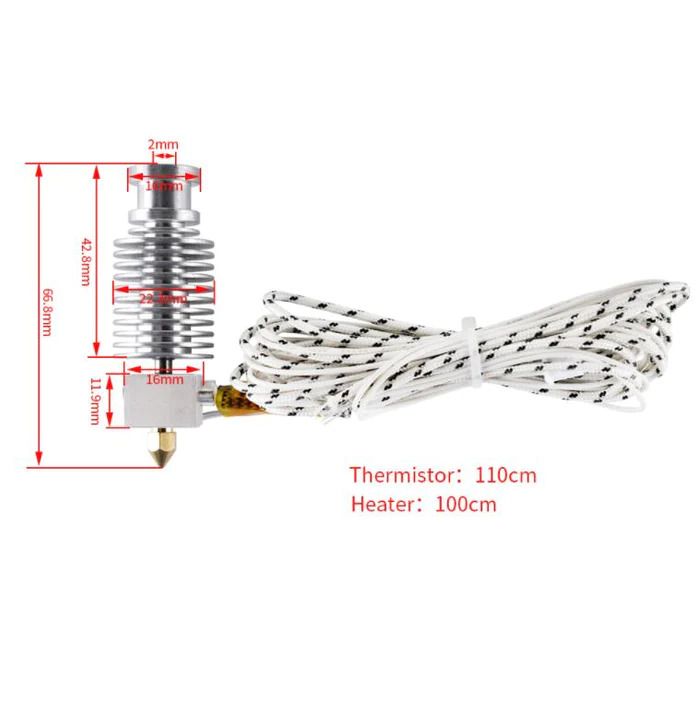
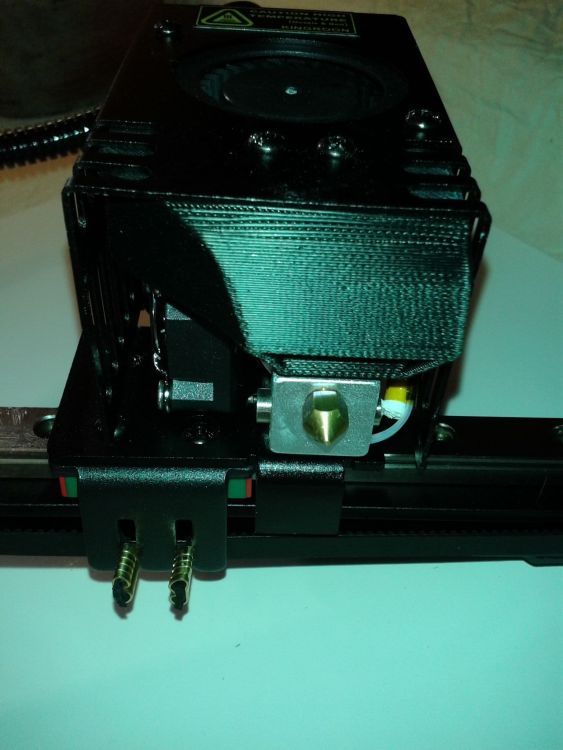
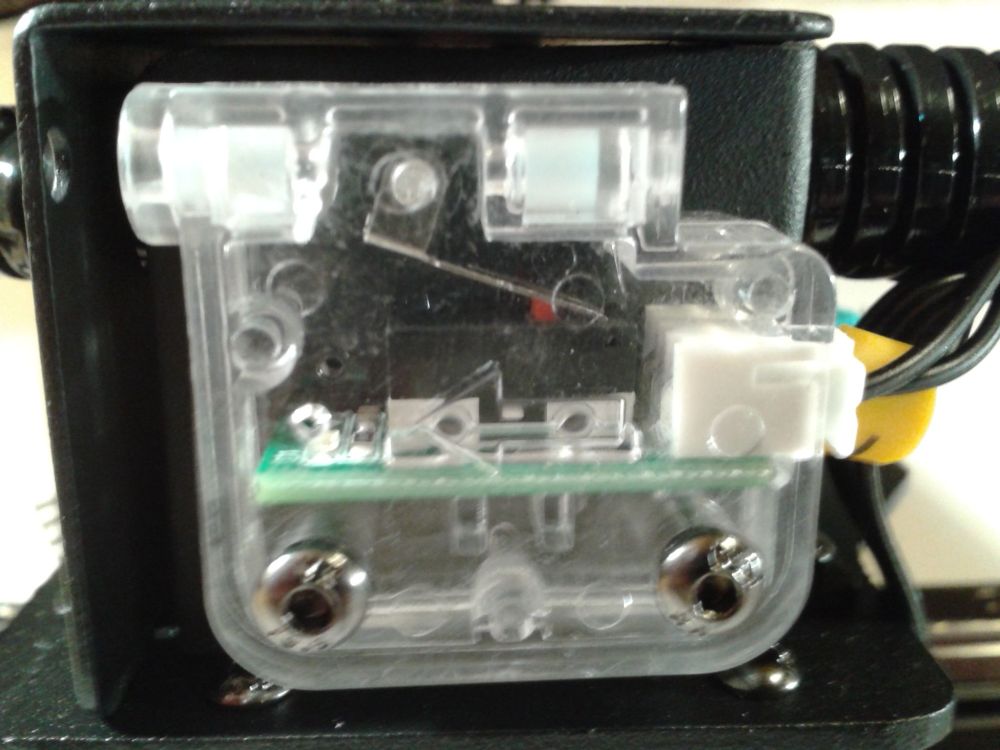
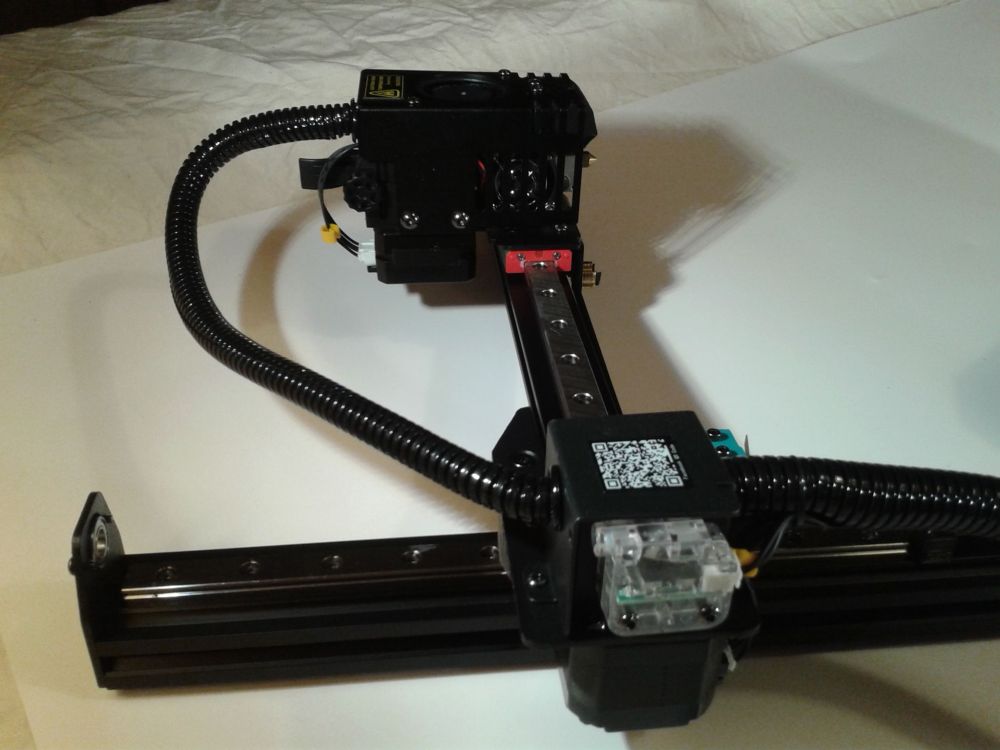
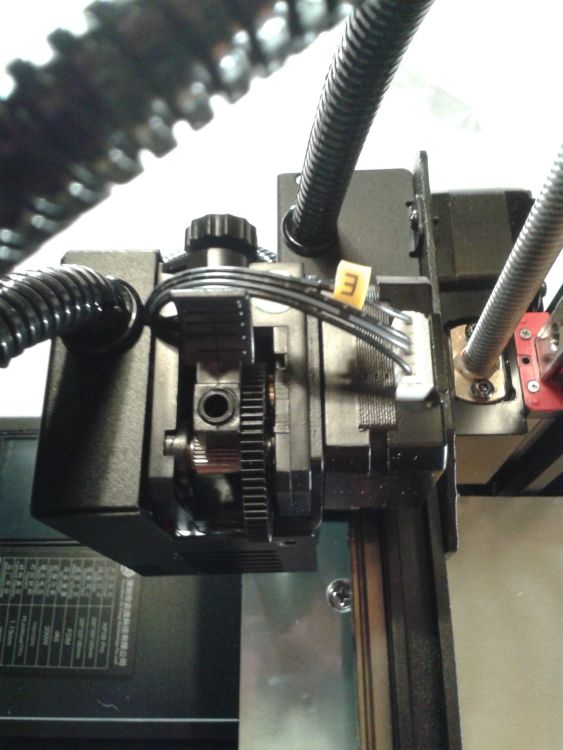
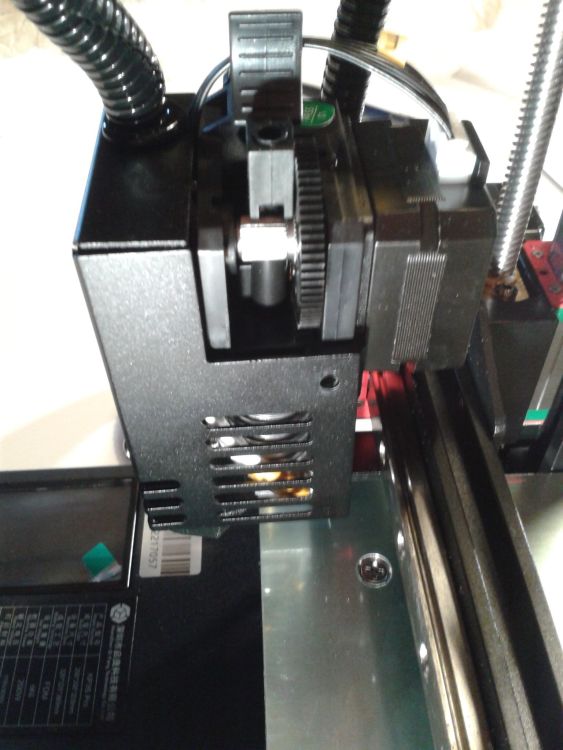
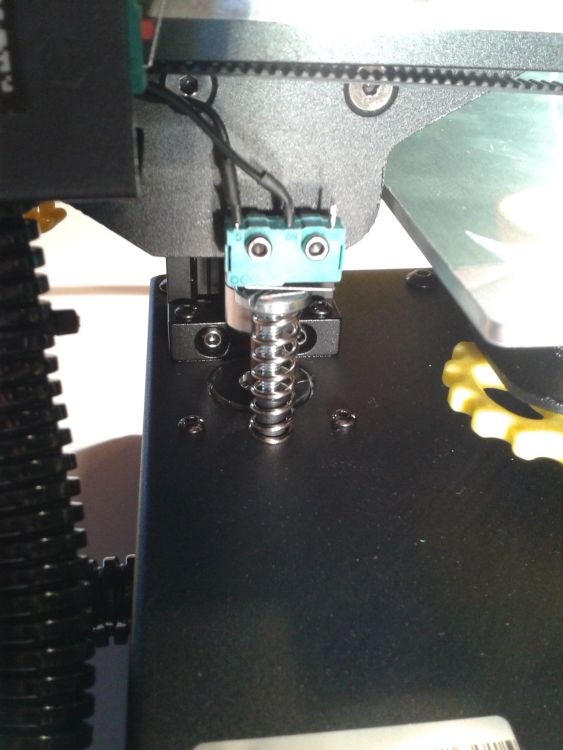
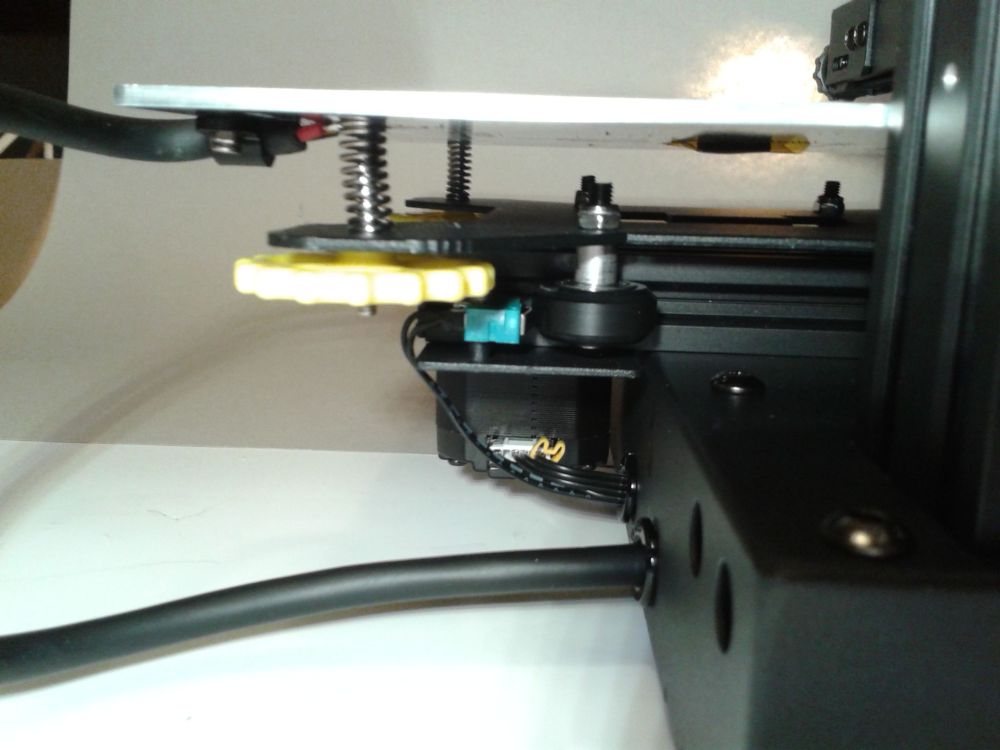
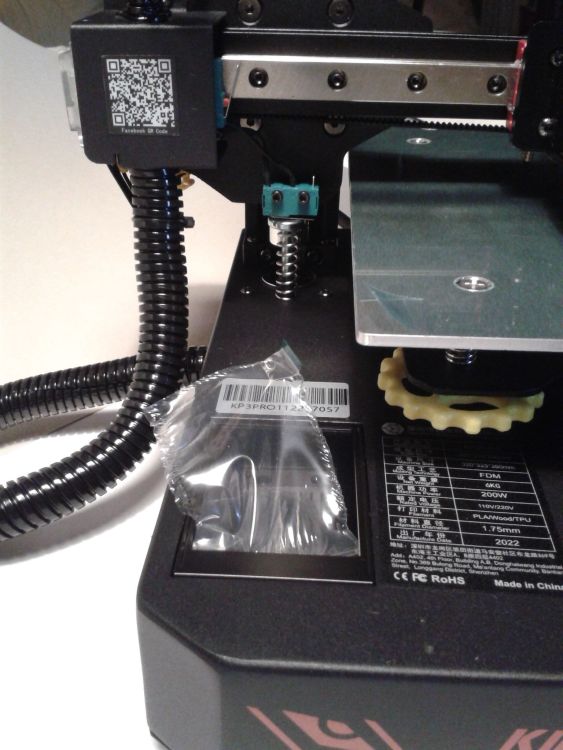
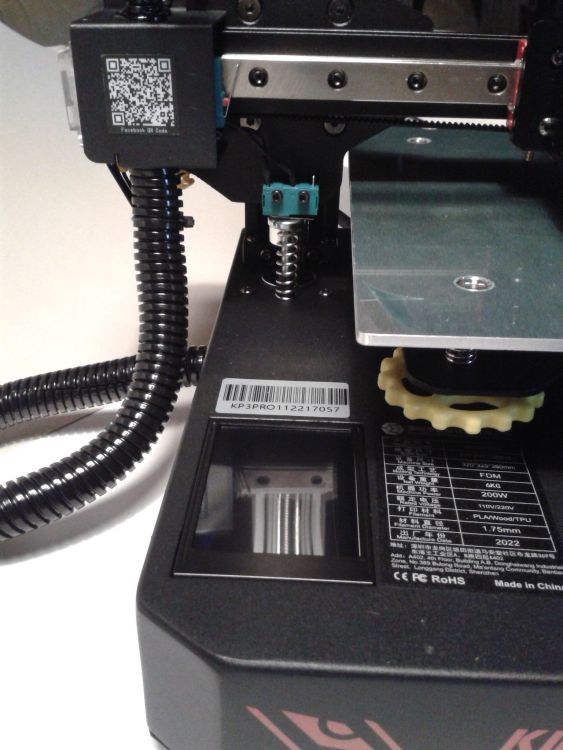
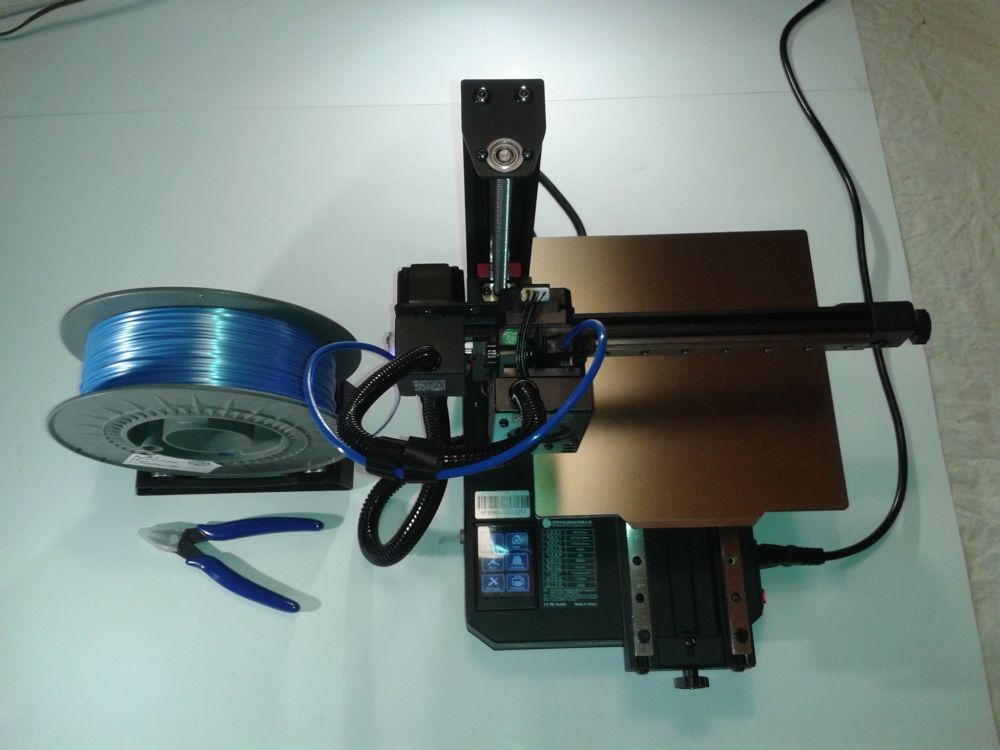
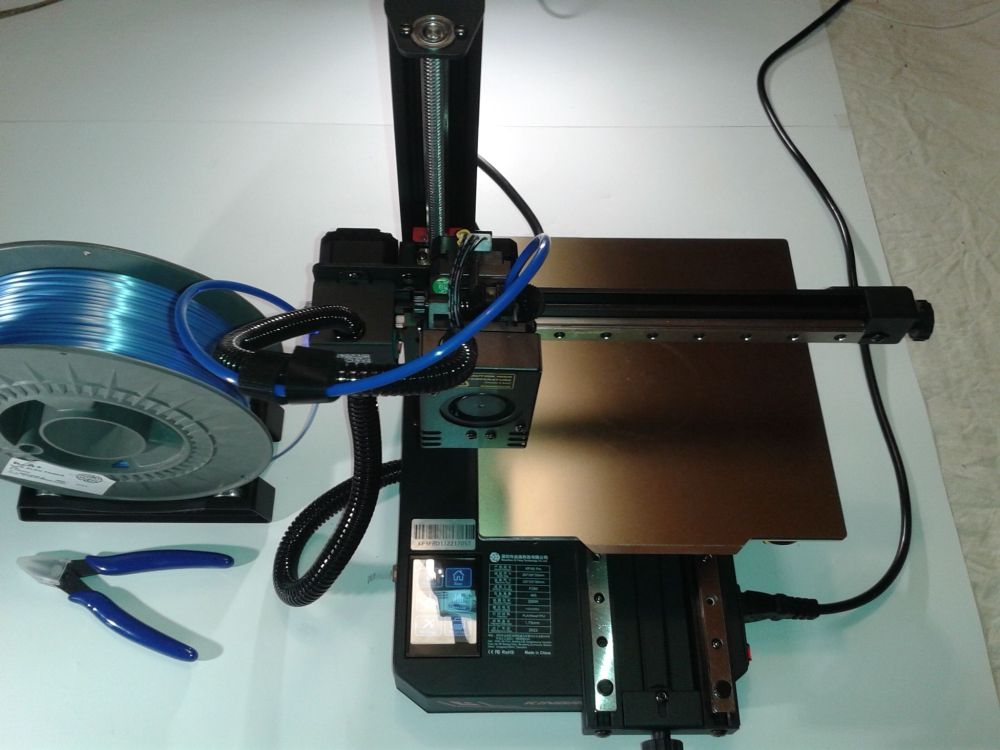
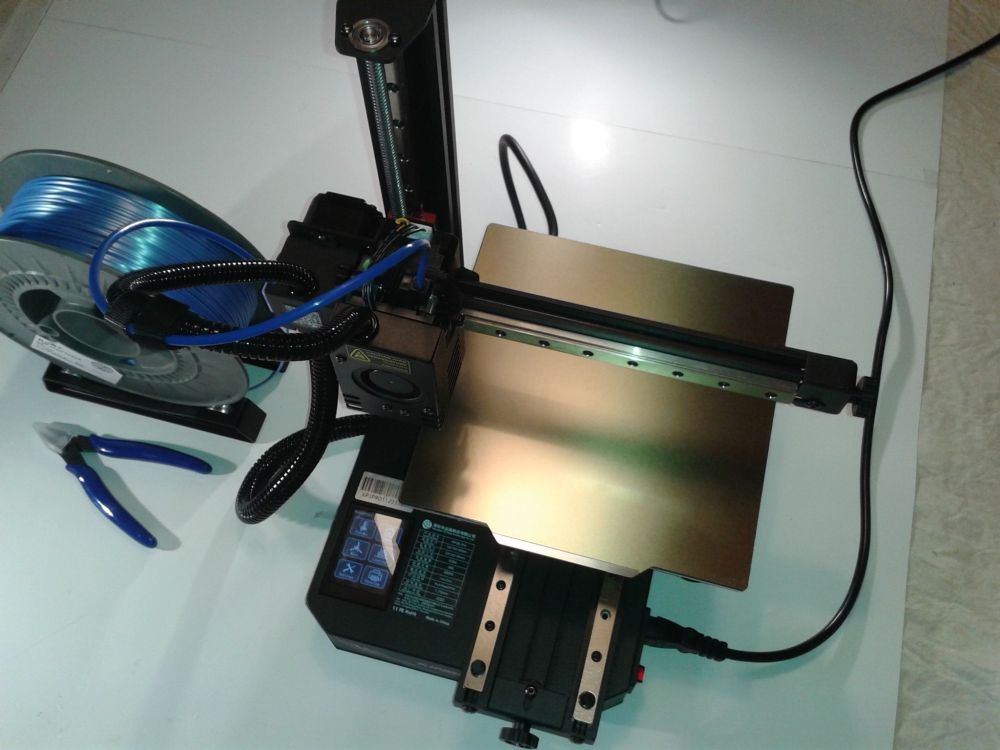
Détails matériels (hardware) de la "Kingroon KP3S Pro" Vu de dessous et ouverture pour inspecter l'intérieur. J'ai ouvert le dessous, plaque tenue en place par 6 vis M2. (si l'on a mis en place le portique, il y a alors deux vis M3 à retirer en plus.) Bon câble management et pas de colle pour sécuriser les connexions sur la carte-mère (personnellement, je préfère). Carte-mère "KingRoon KP3 V1.3" ( Source images https://kingroon.com/collections/kingroon-kp3s-3d-printer-parts-accessories/products/official-kingroon-kp3s-mainboard ) Avec des contrôleurs de moteurs pas à pas TMC2225 soudés en surface (radiateurs de refroidissement bien en place), présente la possibilité de mettre un contrôleur de moteur pas à pas en plus (emplacement E1) et dans mon cas avec un microcontrôleur GD32F303. Comme, l’écran se trouve en dessous de la carte mère, je n'ai pas encore pris le temps de le regarder en détail. Il devrait s'agir (à vérifier) d'un "KingRoon TFT24 V1.2" ( Source images https://kingroon.com/collections/kingroon-kp3s-3d-printer-parts-accessories/products/2-4inch-lcd-screen-for-kingroon-kp3s ) Détail de la tête d'impression avec extrudeur direct drive Titan de la "KP3S Pro" Source images https://kingroon.com/collections/kingroon-kp3s-3d-printer-parts-accessories/products/original-kingroon-kp3s-3d-printer-titan-extruder-head Source image https://kingroon.com/collections/kingroon-kp3s-3d-printer-parts-accessories/products/original-kingroon-kp3s-hotend-kit Heatbreak (Gorge de buse de rupture de chaleur) ayant un bout de tube PTFE traversant (à vérifier, car je n'ai pas encore démonté complètement la tête). Avec un ventilateur de refroidissement du heatbreak qui se clips, sur le radiateur de dissipation de chaleur du heatbreak. radiateur de dissipation de chaleur (de type E3D V6 (à vérifier https://kingroon.com/collections/kingroon-kp3s-3d-printer-parts-accessories/products/v6-direct-heatsink-for-kingroon-kp3s )), et un corps de chauffe (de type E3D V5 (à vérifier)) Source image https://kingroon.com/collections/kingroon-kp3s-3d-printer-parts-accessories/products/e3d-v5-heating-block Cartouche de chauffe 24V 50W (à vérifier https://kingroon.com/collections/kingroon-kp3s-3d-printer-parts-accessories/products/50w-heating-tube-kp3s-cartridge-heater ) Termistance NTC 100K (à vérifier) Buse de type MK8 de 0.4 mm de diamètre ( https://kingroon.com/collections/kingroon-kp3s-3d-printer-parts-accessories/products/mk8-brass-nozzle-clean-needle-kit ) Pas de chaussette en silicone pour le corps de chauffe de fourni ( https://kingroon.com/collections/kingroon-kp3s-3d-printer-parts-accessories/products/e3d-v5-silicon-sock-sleeve-case-cover ) 3 Vis a enlever pour soulever la protection en métal de la tête voir plus en détail Autre détails des composants matériels Les capteurs de fin de courses (endstops) mécanique Noter qu'il y a une vis ajustable pour le déclenchement du endstop Z. Le capteur de fin de filament Bien enlever délicatement la protection de l'écran pour ne pas en laisser une partie entre l’écran et le boitier. En vrac, les menus de l'écran Sous menu "Printing" avec la carte SD fourni. Exploration des répertoire possible. N'affiche que les fichiers d'extension ".gcode" ( ou ".gco" mais pas les ".g") renommés a l'affichage ".g" et les dossiers. ( A VOIR si possibilité d'affichage de vignettes de prévisualisation des fichiers imprimables ) ( "No file found!" bref ( ici photo avec le "Loading ..." car je n'est pas pris la photo suffisamment vite )lors de l'exploration d'une dossier qui ne contient pas de fichiers imprimables ) Vue générale de la Kingroon KP3S Pro ( avec option plateau magnétique et rails linéaires Y en place )






















 1 point
1 point -
ce n'est pas le thème Noël mais j'ai perdu mon imprimante juste avant de faire mes impressions Noël . je rêve d'en avoir une de nouveau pour reprendre les impressions .
 0 points
0 points