Classement



Contenu populaire
Contenu avec la plus haute réputation dans 28/02/2023 Dans tous les contenus
-
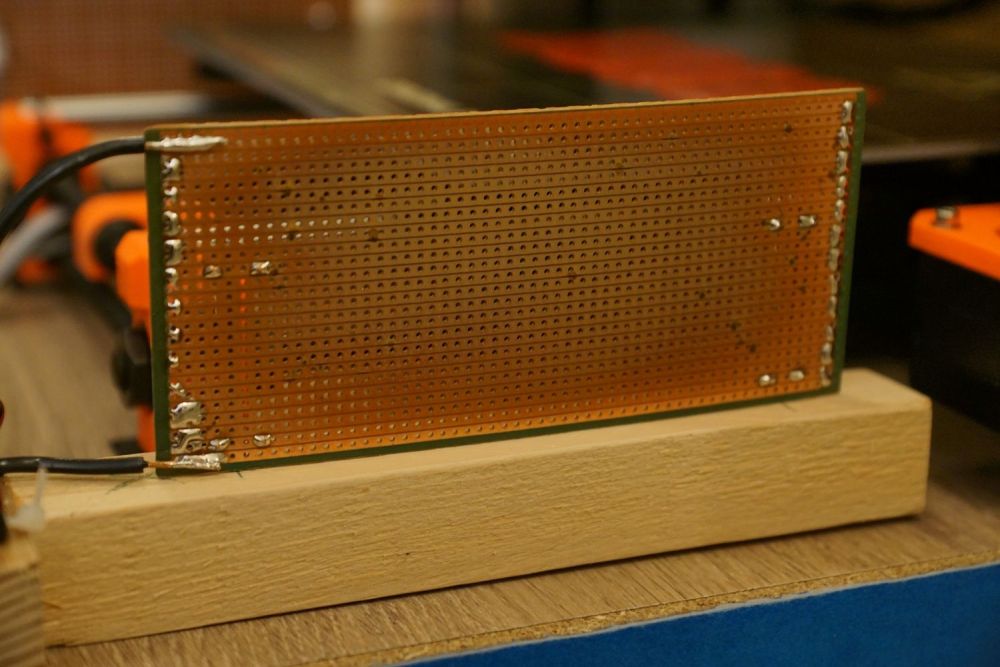
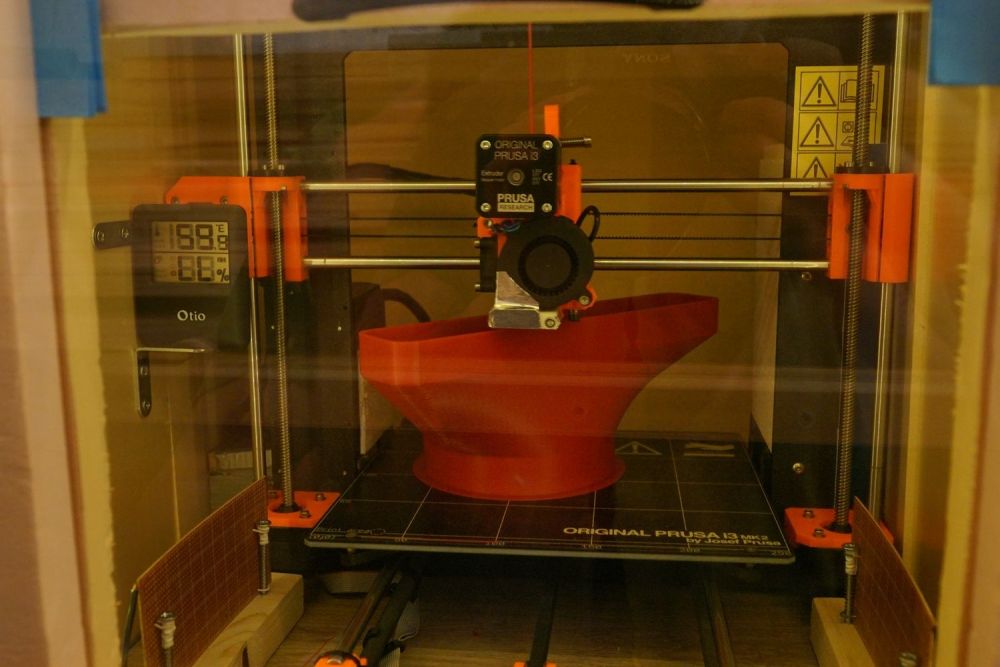
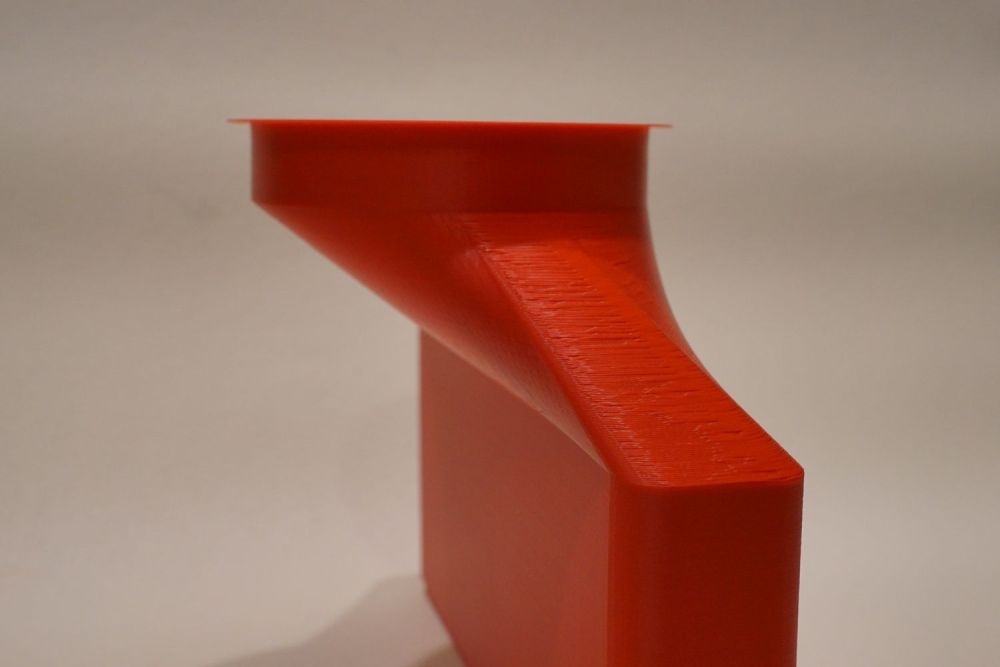
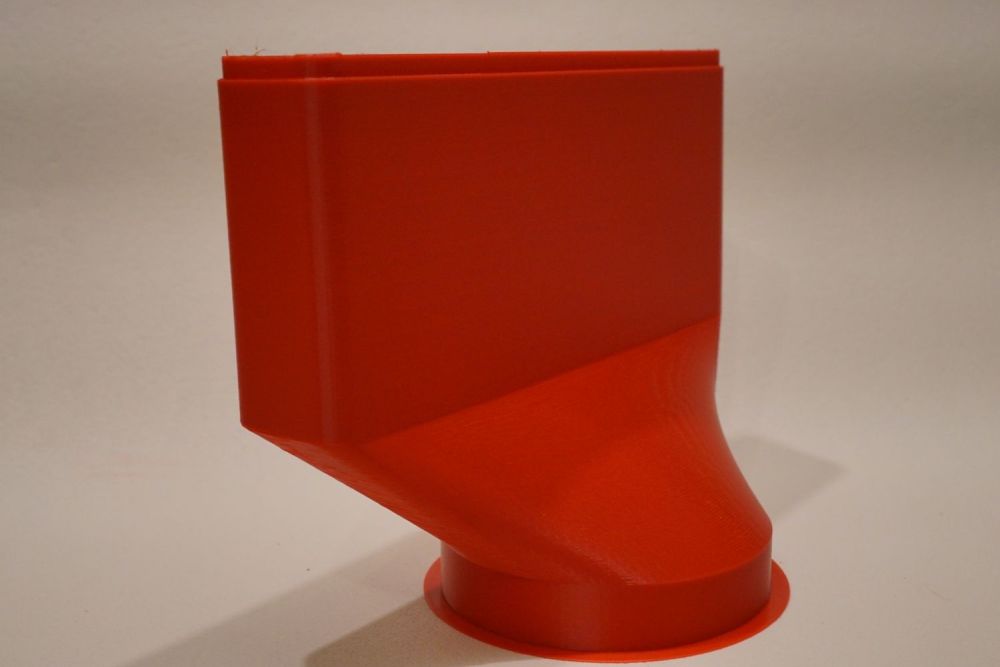
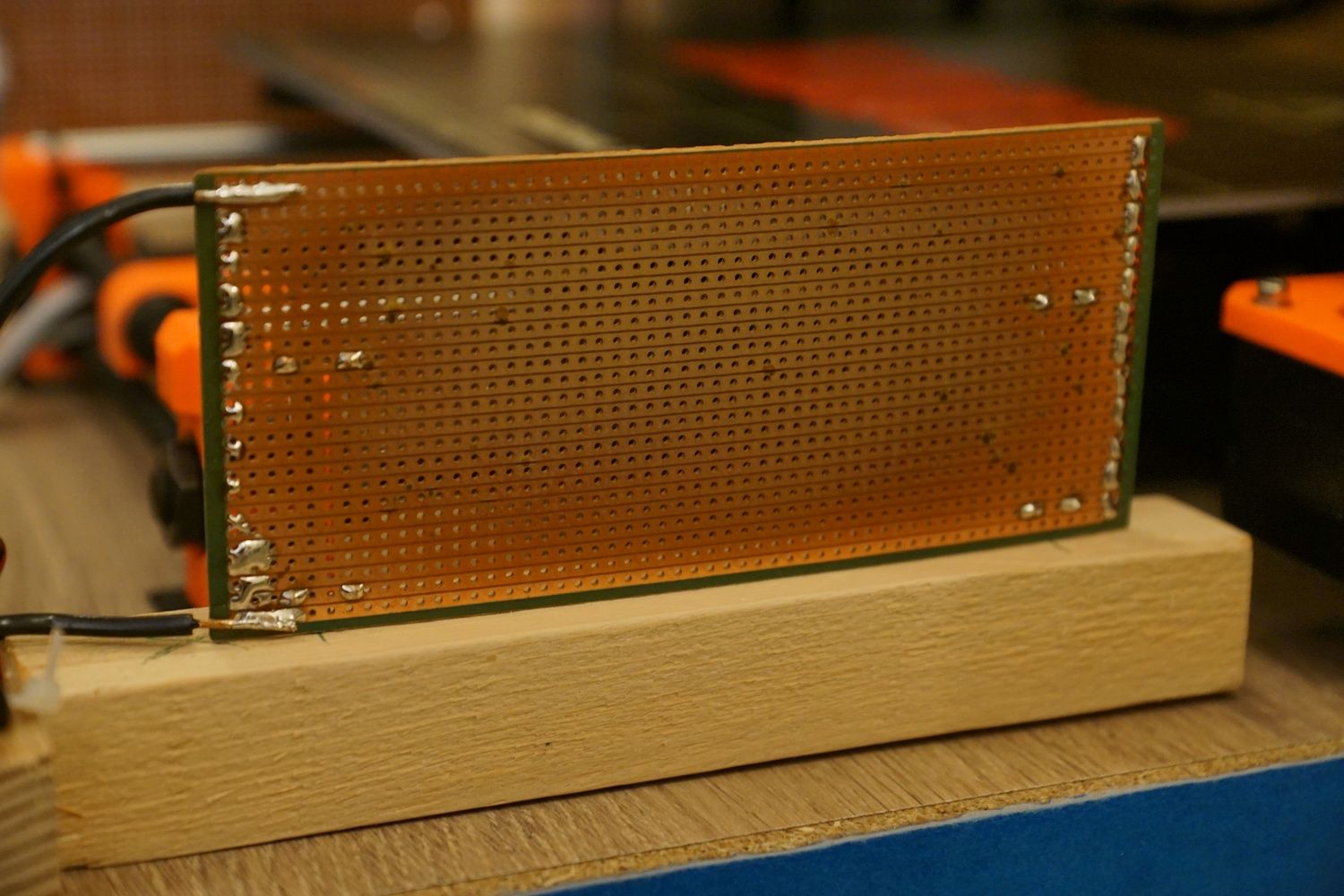
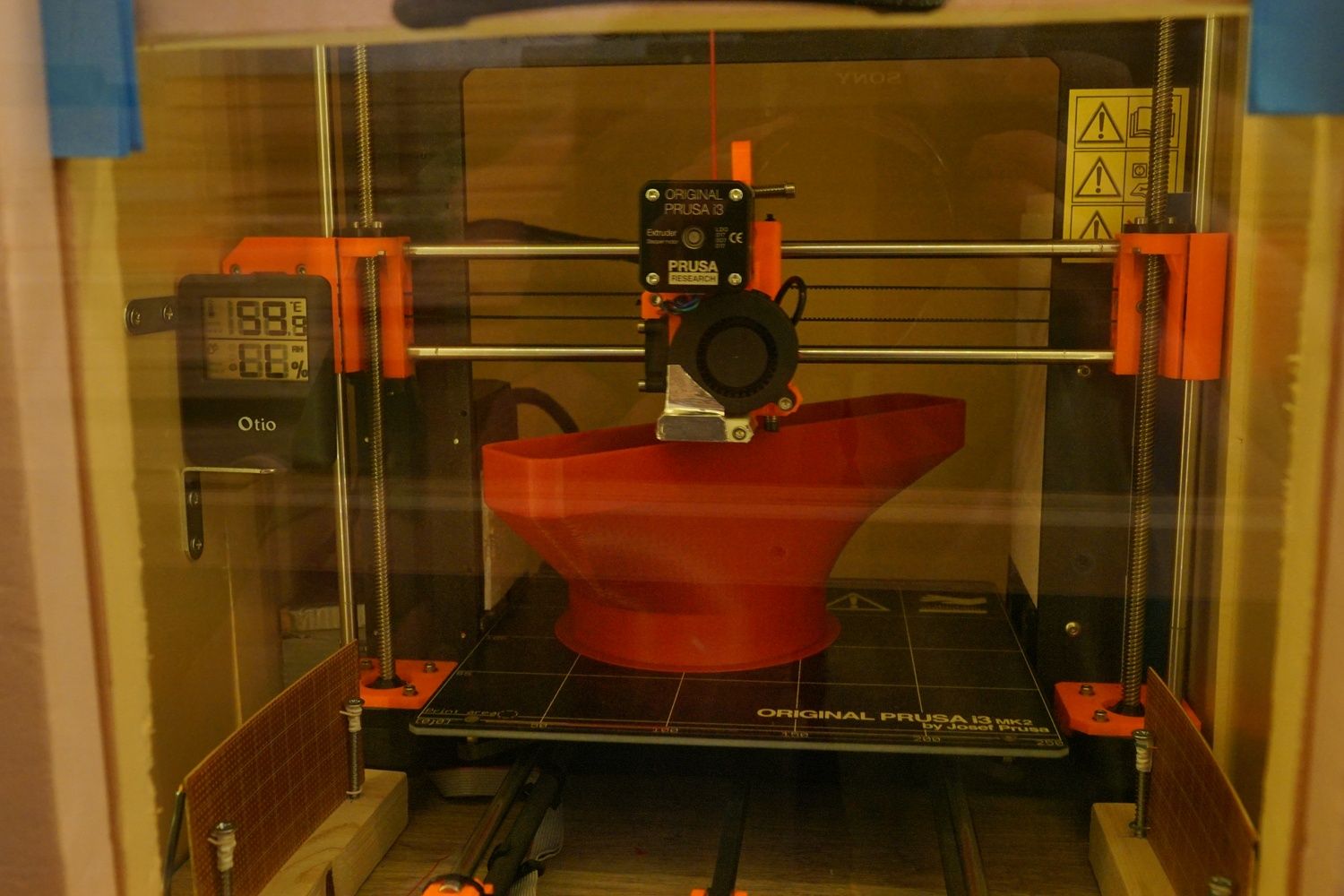
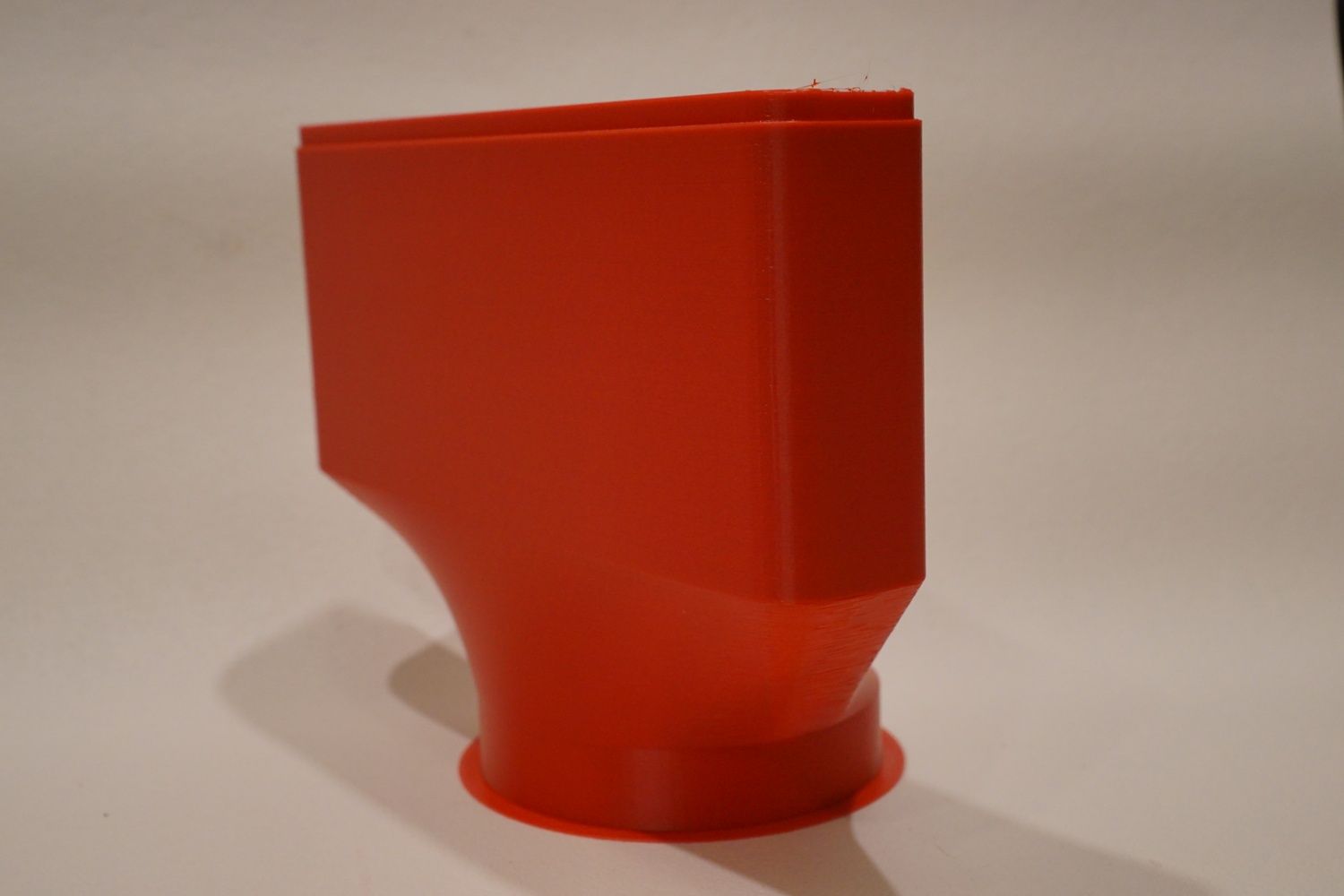
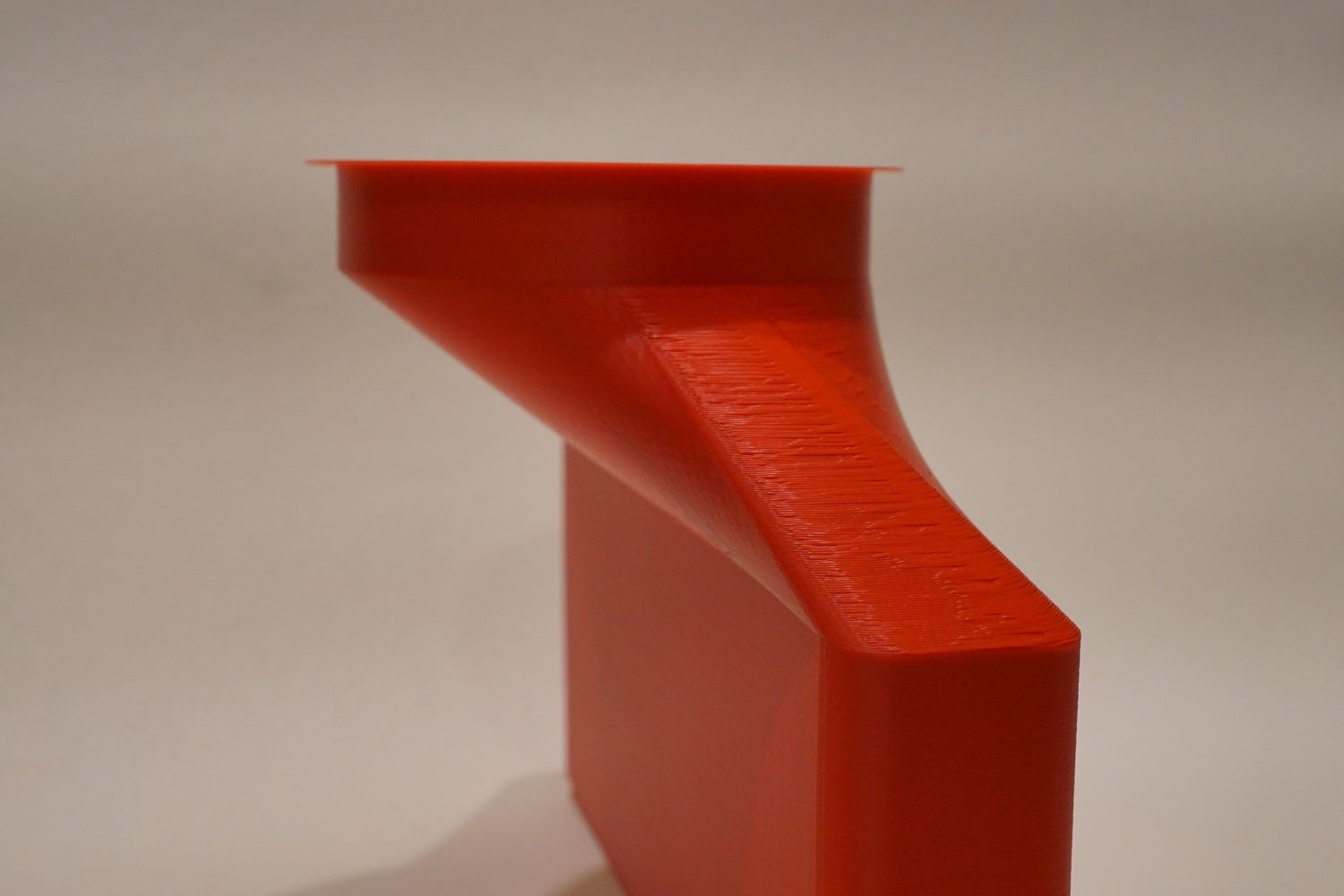
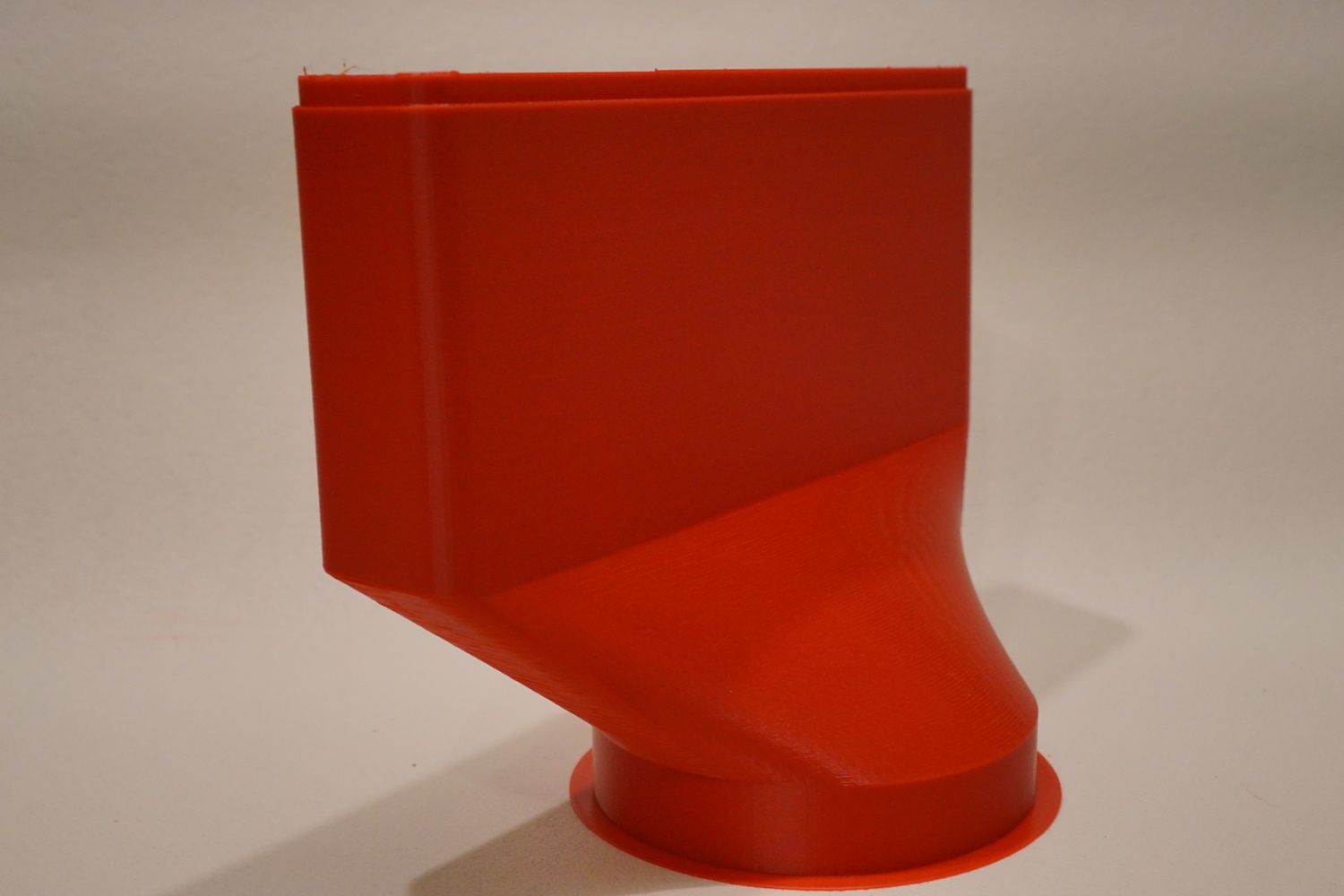
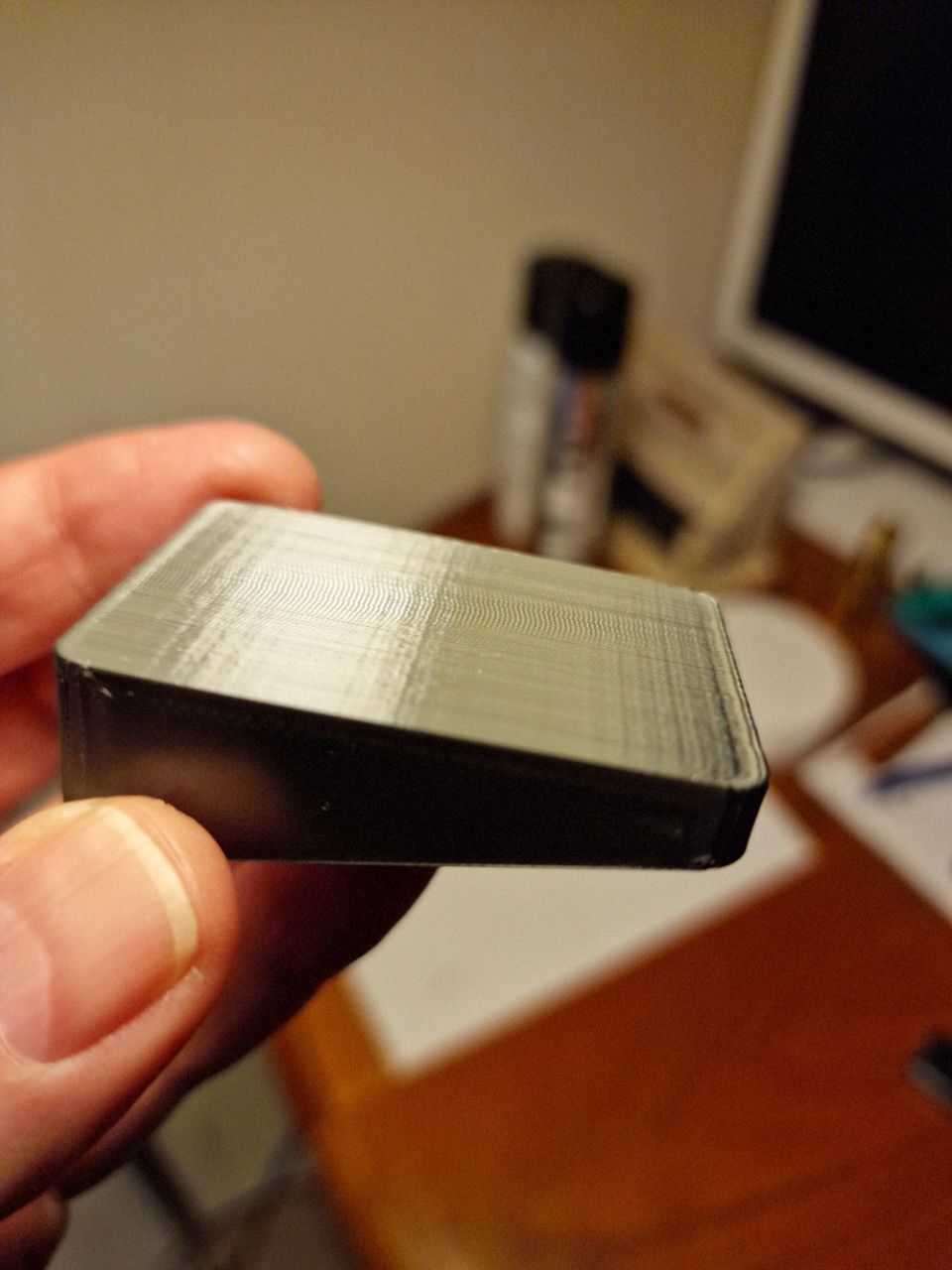
Bonjour, Alors le challenge est réussi ! Vu la taille de la pièce, je me suis dit qu'il fallait augmenter la température dans mon caisson pour que ça fonctionne. Habituellement, la température se stabilise autour de 45°C. J'ai donc ajouté des résistances de chauffage, faites avec des morceaux de veroboard (plaque d'essais). C'est économique, cela évite d'avoir recours à des résistances de puissances associées à un dissipateur thermique. Il suffit de faire des points de soudure aux extrémités pour relier toutes les pistes en série : Pour une puissance de 20 watts, la température de la plaque de véroboard monte à 110°C ! J'ai placé deux plaques verticalement de chaque côté (la chaleur s'évacue mieux verticalement, comme un radiateur électrique dans une maison) : J'ai donc 40 watts de chauffage supplémentaire. La température se stabilise autour de 60°C C'est beaucoup, mais mon caisson est conçu pour que l'alimentation et la carte mère soient isolées de l'intérieur thermiquement et refroidies via des ventilateurs externes. Pour la sécurité, j'ai alimenté mes "chauffages" avec une alimentation de laboratoire, en réglant à la fois la tension et le courant maxi ; de cette façon, en cas de court-circuit, la limitation de courant entrera en jeu et il n'y aura pas de surchauffe : Ci-dessus l'alimentation fonctionne en régulation en tension mais si le courant consommé augmente à peine, elle bascule en régulation de courant (et donc la tension baisse). On peut, en plus, ajouter un fusible, mais les fusibles ne sont pas très précis. J'ai imprimé ma pièce en ABS avec une hauteur de couche de 0.35mm ; l'impression a duré 12h30 La pièce occupe tout le volume d'impression, j'ai même du réduire un peu ses dimenssions. La pièce est parfaite, pas de déformation (hormis un défaut d'aspect lié à une pente en porte à faux un peu trop élevé et l'absence de support à cet endroit. Après refroidissement, aucune déformation non plus. Voyez les photos : A bientôt





 4 points
4 points -
Salutation Le détail du concours https://www.crealitycloud.com/post-detail/63fde52cd3560f4140c11e03 Je me dit que je vais tenter avec un modèle 3D de Sandale ( ou peut être de @Savate (mention juste pour la blague ) ) Bonne chance a tous les participants et bonne continuation a tous.
 3 points
3 points -
On a moins froid avec une paire OK, je =>3 points
-
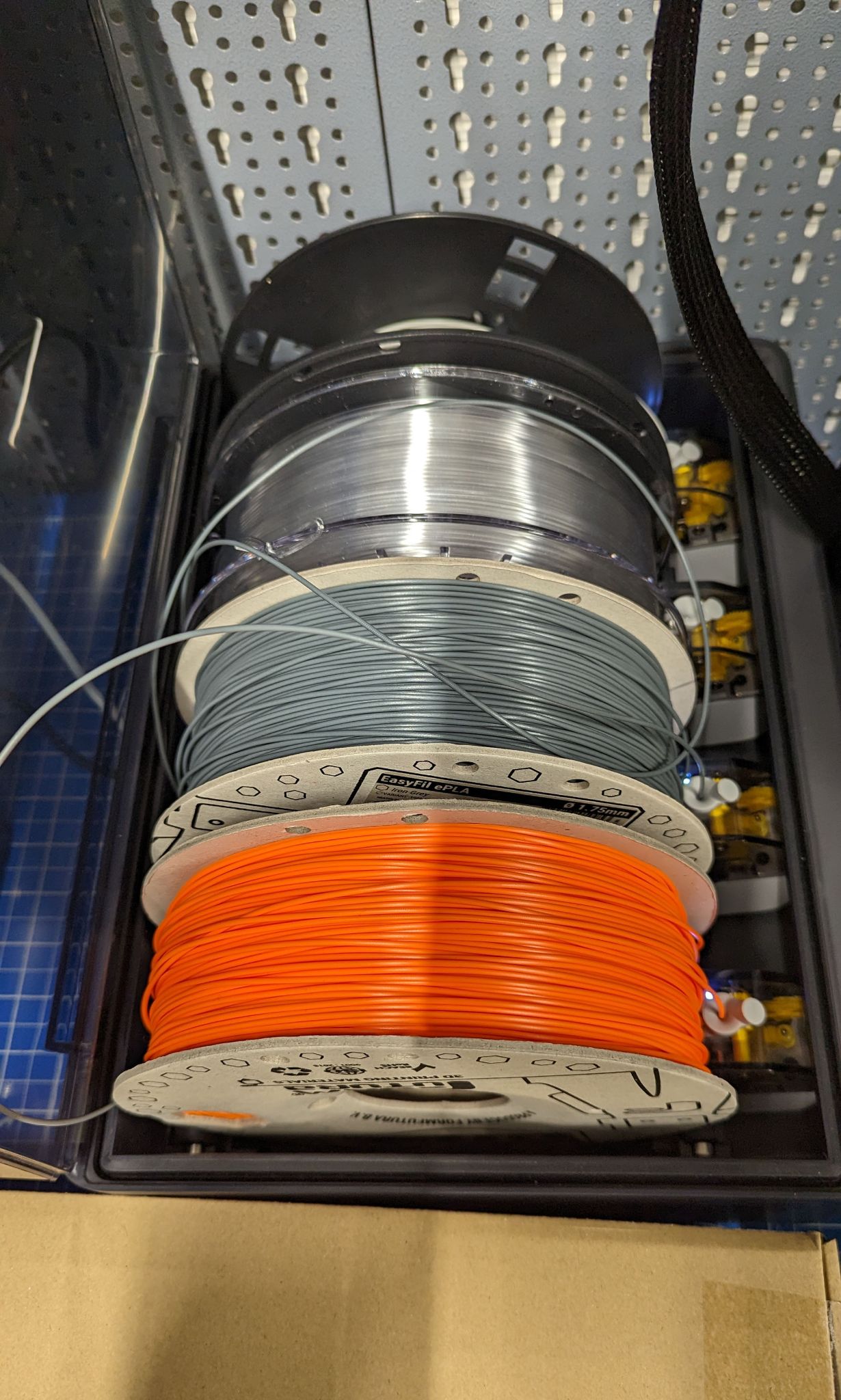
Donc voilà comment c'est organisé chez moi niveau Bambu Lab X1 + deux AMS : - étagères IKEA "BROR" (https://www.ikea.com/fr/fr/cat/bror-systeme-42245/) (c'est cher pour ce que c'est mais çà fait le job) (les montants métalliques sont pratiques, notamment pour avoir toujours sous la main une lampe torche aimantée) - deux AMS placées au dessus (une avec le tube PTFE d'origine, une avec un cable de remplacement PTFE plus long). C'est sous les combles aménagés, donc pente au dessus, mais je peux tout de même toujours ouvrir les AMS pour changer les spools, bien sûr - la Bambu est sur une plaque de béton de 4 CM, elle même sur une dalle d'absorption des vibrations (pas sûr que çà réduise beaucoup le bruit, mais au moins çà absorbe les conséquentes vibrations liées aux vitesses d'impression). C'est ce genre de tapis : https://www.amazon.fr/vibration-etm-caoutchouc-isonoriant-dépaisseur/dp/B06Y1SH7K6 (en 10mm) - la plaque "There is no place like G28 X0 Y0 Z0" ("There is no place like home !") vient de displate : https://displate.com/displate/4493421 - j'ai une base "gridfinity" (en orange) devant une AMS avec quelques casiers divers2 points
-
Bonjour, Bonsoir, à tous et à toutes, Je tenais à vous faire un petit retour sur expérience suite à mon passage sur klipper sur ma Sidewinder X2, je me suis dit que cela pourrait intéressé ou pas certaines personnes qui se demandaient si cela valait la peine. Je vais commencer tout de suite par vous dire que Oui, cela vaut clairement la peine. Pour un petit tour rapide de la situation, cela fait 2-3 ans que je me suis lancé dans l'impression 3D et j'ai toujours hésité à me mettre sous klipper (j'avais pourtant ce qu'il fallait...grosso-modo un raspberry pi et une imprimante 3D (Ender 3 pro)) mais je pensais que cela serait très long et fastidieux. C'est avec l'achat de ma sidewinder X2 que je me suis lancé sur klipper. J'utilisais déjà Octoprint et étais content de pouvoir "contrôler" à distance mon imprimante. Après avoir réfléchi à la question 2-3 jours je me suis donc lancé dans ce changement j'ai d'abord lu tout ce que je pouvais et particulièrement ce tuto (Merci à MrMagounet et particulièrement pour le strap sur la carte et d'autres excellents conseils) et ce dernier pour le passage à Klipper + Mainsail. Après un ou deux jours (pas entier, je devrais parler de quelques heures) de prise en main, c'est un super plaisir. Mainsail prend en charge "nativement" klipper. L'interface n'est pas trop loin de celle d'Octoprint mais je la trouve plus intuitive et plus "ergonomique". Pour information, j'ai testé Octopi avec l'addon klipper soit Octoklipper si on veut et je déconseille vraiment (et j'étais pourtant habitué à Octoprint) la gestion est je trouve beaucoup moins facile et est, selon moi, beaucoup moins ergonomique. De plus la liaison entre CURA et Octoprint est beaucoup moins rapide que Mainsail. Maintenant, ce n'est que mon avis d'utilisateur lambda. Mais je sais qu'après 3 jours avec Octoklipper, je suis repassé sur Mainsail. D'une part car au bout d'un moment le 3D touch de la sidewinder ne répondait plus (je sais qu'il n'est vraiment pas top, mais pour le moment je fais avec) et que comme par miracle en repassant sur Mainsail celui-ci refonctionnait sans problème...Je ne l'explique pas mais c'est le cas alors que j'utilise le même fichier printer.cfg. Pour ceux qui se poseraient la question, quant à la rapidité d'impression, je confirme que c'est facilement du simple au double sans aucune perte de qualité voir même des impressions de meilleur qualité (bon je n'ai malheureusement pas de fichier avant /après) mais c'est en tout cas ce qui me semble. Pour ma part cela m'a redonné le plaisir d'imprimer, en effet, j'avais j'avoue, perdu un peu l'envi vu parfois les temps d'impression, pour parfois des ratés après 24H d'impression (je ne dis pas que les ratés n'existent pas sous klipper mais honnetement pour le moment j'en ai eu très peu). J'ai, je crois, imprimé 2 fois plus ces deux dernièrs mois avec mon imprimante sous klipper que sur ma dernière année, évidemment le fait que les impressions durent 2 fois moins longtemps aide aussi beaucoup. Voilà je pose cela ici, si certains utilisateurs ont des questions ou si d'autres veulent faire part de leur expérience. Il ne me reste plus qu'à trouver un tuto clair pour installer une seconde instance de Mainsail, de flasher mon Ender 3 pour faire fonctionner les 2 imprimantes sur un seul Raspberry. Si quelqu'un à quelque chose de clair, je suis preneur. Une bonne journée à tous et merci de m'avoir lu.2 points
-
Pas besoin d'un gros gâteau si bien décoré et pour les 60 ans
 2 points
2 points -
Il y a des machines de curing qui ont des led UV de deux frequences... Il faut impérativement n'utiliser que des 405nm pour que la pièce imprimée reste transparente... Nb: les première machines UV Wash and cure Anycubic étaient dans ce cas. Il existe des caches sur Thingiverse pour cacher les petites leds qui ne sont pas dans la bonne fréquence (je me rappelle avoir vu ce détail dans ne revue de machine Elegoo ou Anycubic par un fabriquant de résine, mais je ne crois pas être capable de la retrouver). Dans tout les cas, c'est un point important que j'ai pris en compte en choisissant ma station de post traitement... Edit : J'ai retrouvé la vidéo, regarder à 14:55, c'est en anglais2 points
-
Bonjour à tous, voici une nouveauté disponible lors de la campagne kickstarter Bonne journée




 2 points
2 points -
Bon, ben j'ai cliqué à l'instant, et j'ai donc une X1C Carbon/AMS en attente (ETA Early March), donc à priori, ça devrait pas tarder... Et comme en même temps je vais commander une Anycubic Photon M3 chez 3DJake, on va voir qui va arriver en premier... La course commence2 points
-
Bonsoir, je viens de recevoir un mail m'annonçant pour mercredi 1er mars une livraison portant le n° de la commande de mon "artisan"... Je vous tiens au courant2 points
-
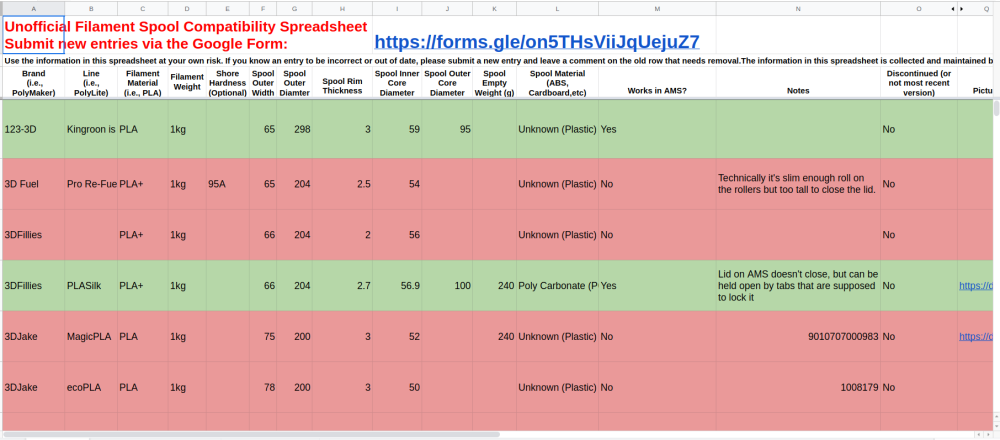
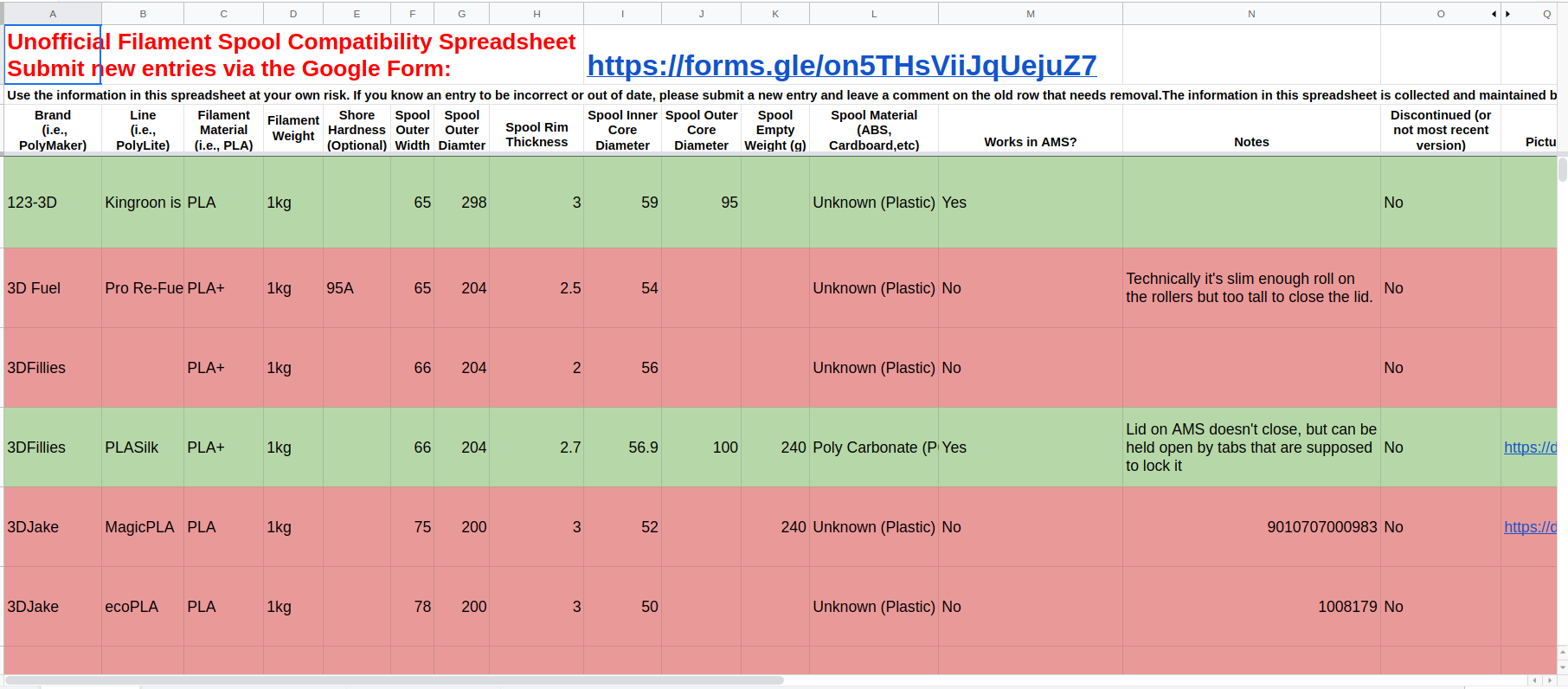
Ce fichier (maintenu par la communauté) recence les compatibilités entre les fabricants de filaments (eSUN, SUNLU, PRUSA, ...) et les AMS. Beaucoup de rouleaux de filaments ne sont en effet pas compatibles (car "en carton", ou trop larges au niveau du moyen, ou des panneaux latéraux avec un diamètre trop important). Dans ces cas là il faut donc en général vider la bobine et transférer tout le filament dans un spool compatible vide (c'est long et pénible à faire, autant éviter) (même si c'est plus rapide avec une perceuse et un outillage adéquat - support pour les bobines, etc.). https://docs.google.com/spreadsheets/d/1LGVjAbGjvIjvOFQsDi8lSK9-vy7GfGhgVP41sNffh6I/edit#gid=1679778390
 1 point
1 point -
bah grave c'est normal , non c'est assez rapide (suivant le jour où tu as passé la commande, compte maxi une petite semaine...) j'ai fait une moyenne entre moi et un poto...1 point
-
Notre test de l'imprimante 3D FDM Creality CR-10 Smart Pro, dernière évolution très bien équipée (Wifi, LED, caméra...) et grand volume ! https://www.lesimprimantes3d.fr/creality-cr-10-smart-pro-le-test-20230228/1 point
-
Bonsoir, je confirme que les bobines Arianeplast sont compatibles avec l’AMS. Pour continuer avec les fabricants français, les bobines SOVB3D de 1kg ne passent pas, trop large. Les 500 grammes passent, mais sont trop légères sur la fin de bobines et pose des problèmes.1 point
-
Quand j'ai passé commande, j'ai eu à payer le prix complet directement... En général, il s'écoule combien de temps entre le paiement et l'expédition? (Je crois que je suis impatient de la voir arriver ...)1 point
-
La calibration et maintenance ça va . Ce qui était dur c'étais la programmation maline pour la carte . L'upgrade multicolore se serait super… Je t'avoue que la j'étais en train de comparer le S1 Pro et la plus , ils ont un graveur laser adapté. Je regardais aussi voir pour l'extruder 300° pour la plus comme ça, ça devrais ressembler à une S1PROPLUS TURBO lol .1 point
-
Salut, il y a une raison particulière pour imprimer debout et non à plat ? As tu mis une bordure ? Sinon pour une impression à la verticale la pièce me parait trop fine en plus cela crée des surplombs ...1 point
-
super! l'impression bien mieux et les ventilateurs indépendants très bien, je suis toujours dans les test

 1 point
1 point -
Picoblade de Molex1 point
-
Salut, Deux imprimantes, donc deux fois plus de raisons de venir sur le Forum ! Bienvenue !1 point
-
Tu peux la commander directement chez hotends.fr. @Fourmise chargera de te l'expédier une fois ta commande passée : https://www.hotends.fr/fr/electronique/49-thermistance-100k-debrochable.html Pour ton information, c'est bien une tête AIO et ce n'est pas la tête originelle d'une CR10. As-tu la chaussette silicone qui préserve la cartouche de chauffe ? Juste un conseil, fais bien attention aux fixation électriques (soudures) de la cartouche de chauffe en céramique car ce n'est pas ressoudable1 point
-
Normalement ce binaire n'est à utiliser qu'en cas d'écrasement du chargeur de démarrage des cartes équipées de STM32F401 à partir d'un firmware prévu pour celles équipées de STM32F103 (la procédure de flashage est différente suivant le contrôleur, à la racine de la carte ou dans un dossier) => donc ne pas essayer de le flasher sauf si la carte à «perdu» son bootloader
 1 point
1 point -
Pour @jcjames_13009 le TRÈS GROS Gâteau sera l'an prochain pour ses soixante piges.1 point
-
Super @dan40 que penses-tu de la qualité d'impression ? je savais que tu serais satisfait; je sais que çà présente des difficultés techniques car le process est un peu particulier. Je suis content d'avoir motivé TENLOG pour la réalisation du Upload de la WIFI (il faut être patient avec eux) cette option est très intéressante pour ceux qui ont une ferme d'imprimante çà évite les allées et venues. la seule chose que je n'ai pas modifié c'est le paramétrage du PID qui est identique pour la hotend et le BED ! J'ai pris l'habitude déteindre la TLD3 avec le coup de poing c'est plus facile d'accès. Tu as remarqué que les ventilos des extrudeurs sont indépendant quand E2 n'imprime pas le ventilo est à l'arrêt... Bon pour le coup j'ai droit à une petite récompense un like merci ! a+1 point
-
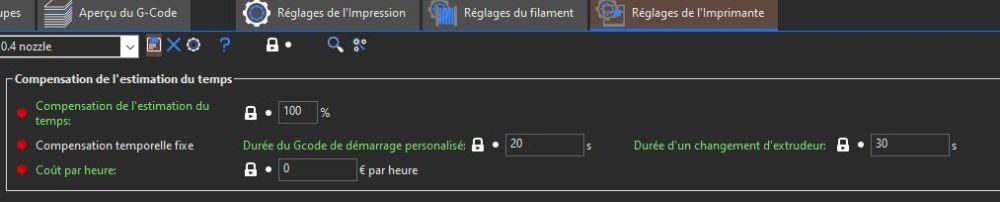
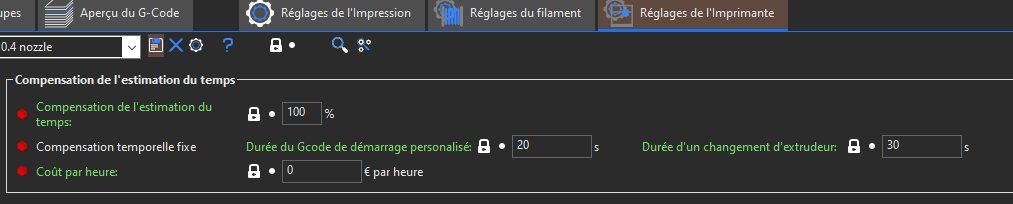
Habituellement, c'est plutôt l'inverse: le trancheur est généralement «optimiste» dans ses durées , pour «connaitre» les durées «réelles» données par Cura, en gros tu prends les 3/4 pour obtenir celles de Klipper (est-ce que ça fonctionnera pour toutes pièces imprimées ?). Superslicer (pas Prusaslicer) possède un paramètre permettant d'ajuster les durées (réglages imprimante / limites de la machine / compensation de l'estimation du temps) : Chez moi, le paramètre qui influe le plus sur la durée est celui concernant la durée minimale d'une couche, réglée à 3 secondes pour ma part (par contre il faut être certain de la ventilation efficace de son matériel ).
 1 point
1 point -
Beau combo1 point
-
Salut, J'ai commandé les miennes sur amazon de la marque Creality. D'après ce qui a été dit les buses de toutes les ender sont compatible Descriptif buses :1 point
-
Je suis toujours admiratif de tes modélisations et du rendu final Bravo et bon anniversaire JC1 point
-
j'ai pris la version dry box for Bambulab AMS -US V2 w-indent.stl est j'ai eu aucun soucis. 1.) Je l'ai mis debout ( ou déjà debout ) 2.) J'ai cliquer sur la piece pour la selectionner 3.) Cliquer sur support painting ( Touche L) 4.) Selection le pot de peinture 5.) j'ai peint la face haute de emplacement du capteur 6.) Cliquer sur Move pour sortir du mode peindre support ( Touche M ) Il reste plus que a activer les supports 7.) Dans support Enable support tree(manual) Il va te poser des question car il veux passer le nombre de couche interface layer de 1 a 0 et la distance a 0 Perso , je referai avec 2 couche et distance normal ( 0.2 hauteur de couche ) . Quand je l'avait fait pas bien compris le passage a 0.1 point
-
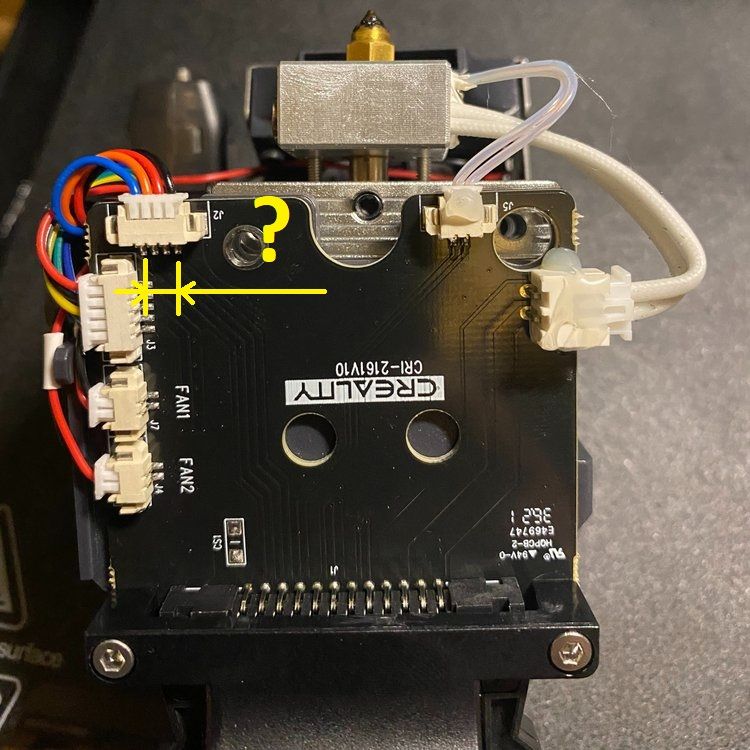
Salut, Tu es sûr de ta mesure? normalement, c'est cette cote qu'il faut mesurer et diviser par 3 pour obtenir le pas des broches: Si c'est confirmé, alors ce doit être du micro JST 1.25mm comme ici ou appelé Molex Picoblade (vu dans ce tableau)
 1 point
1 point -
Salut les printeurs ! Cartouche chauffante reçue ce jour (version améliorée 50W un poil plus longue en câblage !) et mise en place ce soir ! Bonne nouvelle l'imprimante est enfin repartie et je suis en train d'imprimer un cube de calibration ! çà fait du bien au moral de la voir tourner de nouveau ! Un grand merci à Mr Magounet pour ses réponses Bon maintenant que çà c'est réglé, je vais prochainement me pencher sérieusement sur le remplacement de l'extrudeur par un modèle plus fiable ! Qui a déjà moddé cette partie sur la X1 et qu'est ce que vous avez mis à la place de l'extrudeur d'origine ?1 point
-
Salut @Damien38300 alors comme la souligné @fred5976 plus que des Gaz ce sont des particules novices que ce dégage de l'ABS et ASA (comme pour qu'il type de filament), le caisson doit aussi permettre de maintenir la température interne et éviter les courant d'air ou changement brusque de température si warping assurer lors de l'impression. Pour un usage avant tout ASA ABS ou matériaux demandant un temp° plus élever comme le nylon un extrudeur full métal est recommandé c'est la raison qui ma pousser a te propose ce modèle est sera utilisable sans aucun modification et est dans ton budget. Comme tu es novice je suis parti du principe que tu cherchera une machine qui nécessitera pas de modification pour être adapté a ton usage expliqué ici . Sinon Creality est pas meilleur pour moi que Elegoo, Anycubic, Flsun voir Artillery tout dépend du besoin et de la machine choisi.1 point
-
Tu a lue ma procédure sur la Flash des firmware des Artillery X2 et genius pro ? lien en signature. si tu comprend pas une chose fait le savoir.1 point
-
C'est tentant... mais la garantie... et on repart dans des bidouilles avec tous les inconvénients de fiabilité qui vont avec... Pas craquer... pas craquer...1 point
-
Pour les ventilos j'ai conservé les ventilos d'origines pour communiquer avec TENLOG ce n'est pas facile je peux dire que je suis un peu favorisé car il savent ce que je fais sur le forum sans plus !!! il ne savent pas communiquer il vendent et c'est tout la partie update n'est pas mis en valeur car il ont peur du travail que çà occasionne en fait je fais la boite postale Aucune reconnaissance pour mon travail aucun cadeau aucune remise etc... ce sont des assembleurs c'est tout. la partie technique sans me vanter j'ai plus de connaissances sur le sujet y compris l'électronique qu'eux. J'ai fait évoluer la WIFI et la prise en charge indépendante des ventilos pour E1 et E2. Peux tu leur demander la modification de l'affichage à deux décimales pour la valeur du Z exemple 14.65 mm. Fait la demande pour voir leur réaction. Il faut être nombreux pour leur mettre la pression ! Bien content que cela fonctionne arrive-tu à faire un Upload des fichiers en WIFI (attention il faut des noms de fichiers comportant 8 caractères) donc il faut les renommer c'est plus facile pour éviter des incohérences. a+1 point
-
Je serais parti sur du TPU 95A ... mais faudrait le coller un peu pour le maintenir en place, le pincement ne suffira pas. J'ai fait des pieds pour des servantes et je les déplace régulièrement sans vraiment les soulever, je trouve que le TPU résiste étonnamment bien.1 point
-
et çà fonctionne ?? des photos des photos et hop une vidéo tu as vu les fichiers STL ! bon j'ai quand même était le premier à me lancer dans cette aventure depuis le mois d'Octobre 2020. Tenlog ne savent pas communiquer et se mettre en valeur comme SOVOL. Etat d'âme ce jour j'ai beaucoup insisté pour obtenir deux améliorations le fonctionnement indépendant des fans en fonction de l'activité des extrudeurs E1 et E2. (pour le silence) J'ai également participer à réaliser un Upload des fichiers du PC vers la WIFI de la TLD3. J'ai mis en gros trois mois pour obtenir ces deux aménagements mais personne ne se rend compte tu temps passé hélas... Prochain aménagement la possibilité d'afficher les deux décimales pour la progression de l'axe Z exemple 12.65 mm. Pour que cette demande je compte sur vous pour communiquer avec TENLOG; il faut faire cette demande pour susciter de l'intérêt à cette question. Enfin je pense que je vais les braquer à force de les solliciter car le dialogue et la communication est difficile; ce ne sont pas de EUROPEEN !! Le raisonnement et la compréhension et l'état d'esprit est complétement différent à notre nature de sociabilisation. En conclusion je reste discret mais je commence à me lasser je ne sais pas si SOVOL est du même moule à voir ??? Désole si je suis cach !! mais nous devons construire ensemble ou rester très individualiste. Soit nous conservons notre TLD3 ou nous passons à autre chose c'est la question ? a+1 point
-
Merci Oui j’en ai 2 d’imprimante comme celle la et c’est l’une d’elle qui a imprimé en petg. tu peux faire aussi du filament flexible. PLA : j’imprime en vitesse max a 120mm/s en top qualité PETG : j’imprime en vitesse max a 100mm/s en top qualité TPU: j’imprime en vitesse max a 60mm/s en top qualité (après j’ai fait que un test avec donc je pense pouvoir optimiser a l’avenir)1 point
-
Mais toujours pas gratuitement En parlant de respool1 point
-
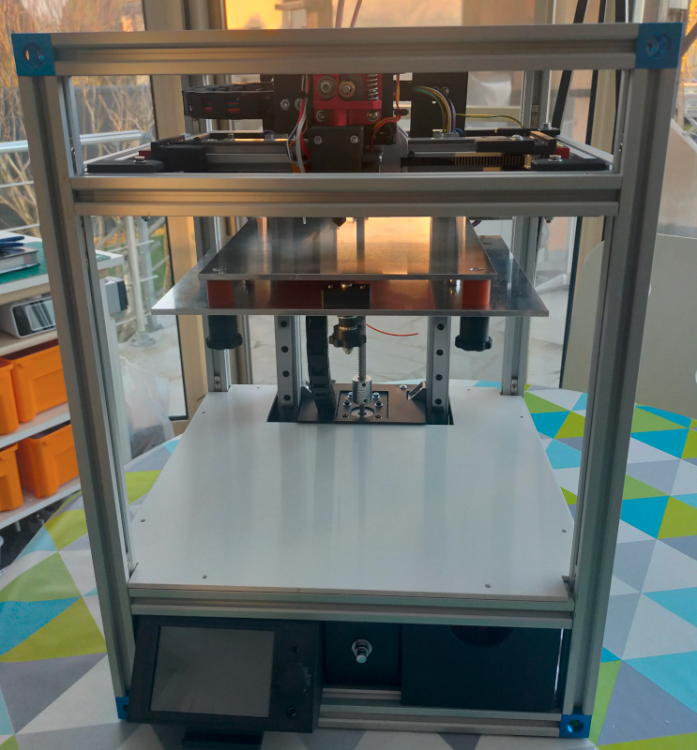
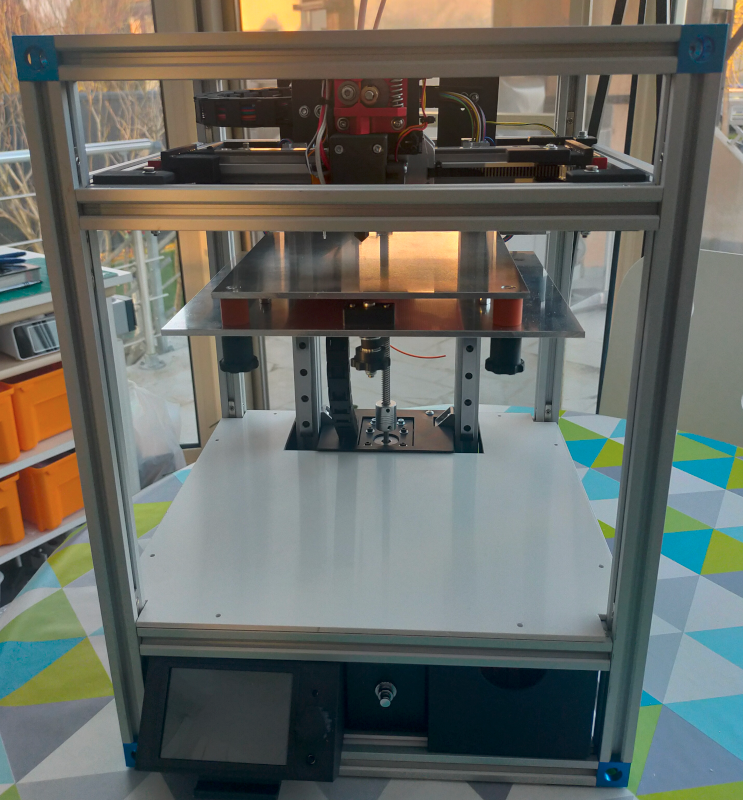
Bonjour, Une photo du projet en cours. Quelques informations : - volume d'impression 120x120x120 mm, - rails linéaires à tous les étages, - coreXY, - écran escamotable, - tiroir de rangement inclus, - molettes de réglage du plateau sur l'avant, - carte SKR V1.4 Turbo + TFT 35, - dimensions hors tout 320x320x440 mm, - etc... Aucun éléments ne dépassent de la structure lorsque l'imprimante n'est pas utilisé Imprimante destinée à la démonstration, tests de firmware et tests de gadgets inutiles (donc absolument nécessaire).
 1 point
1 point -
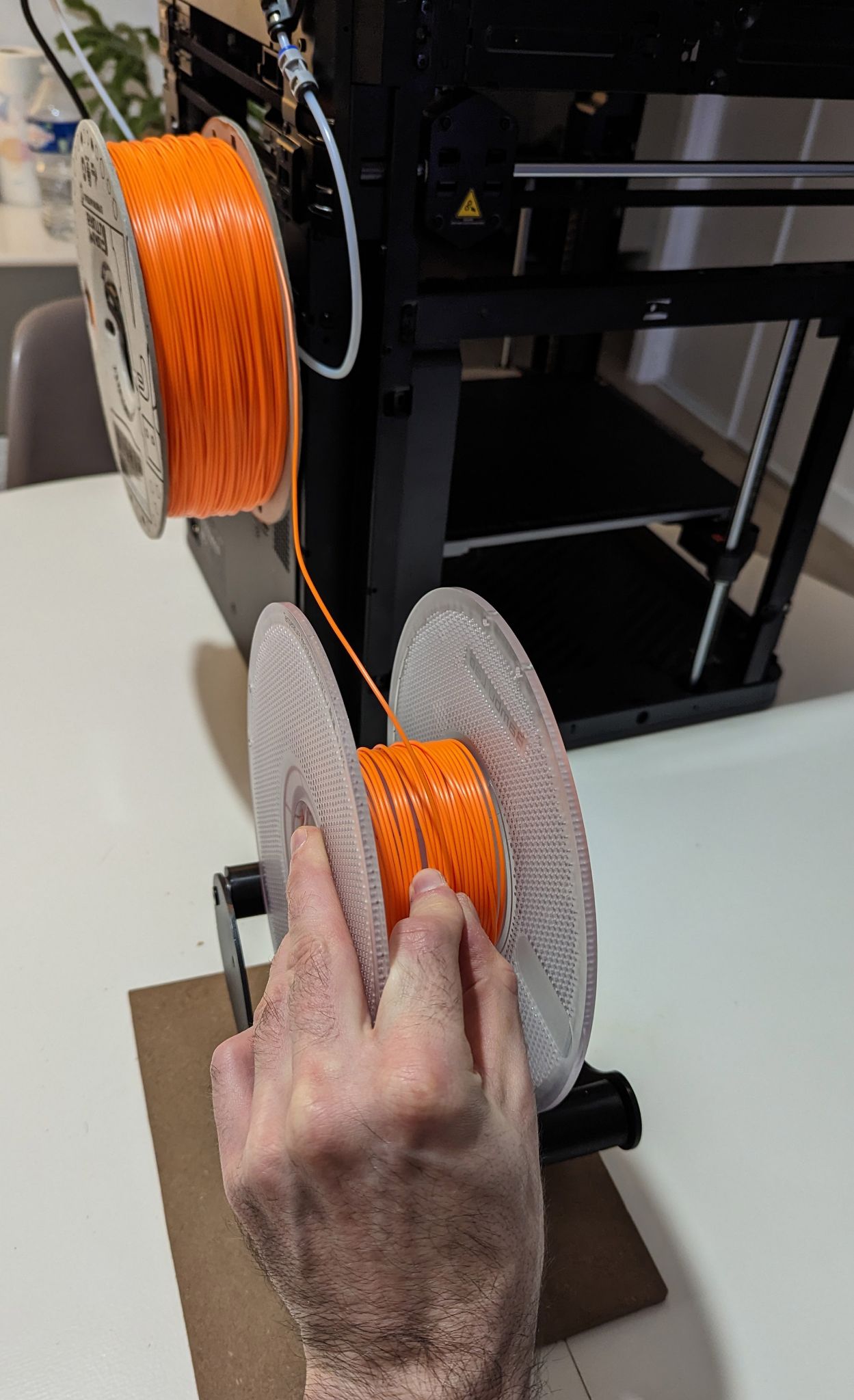
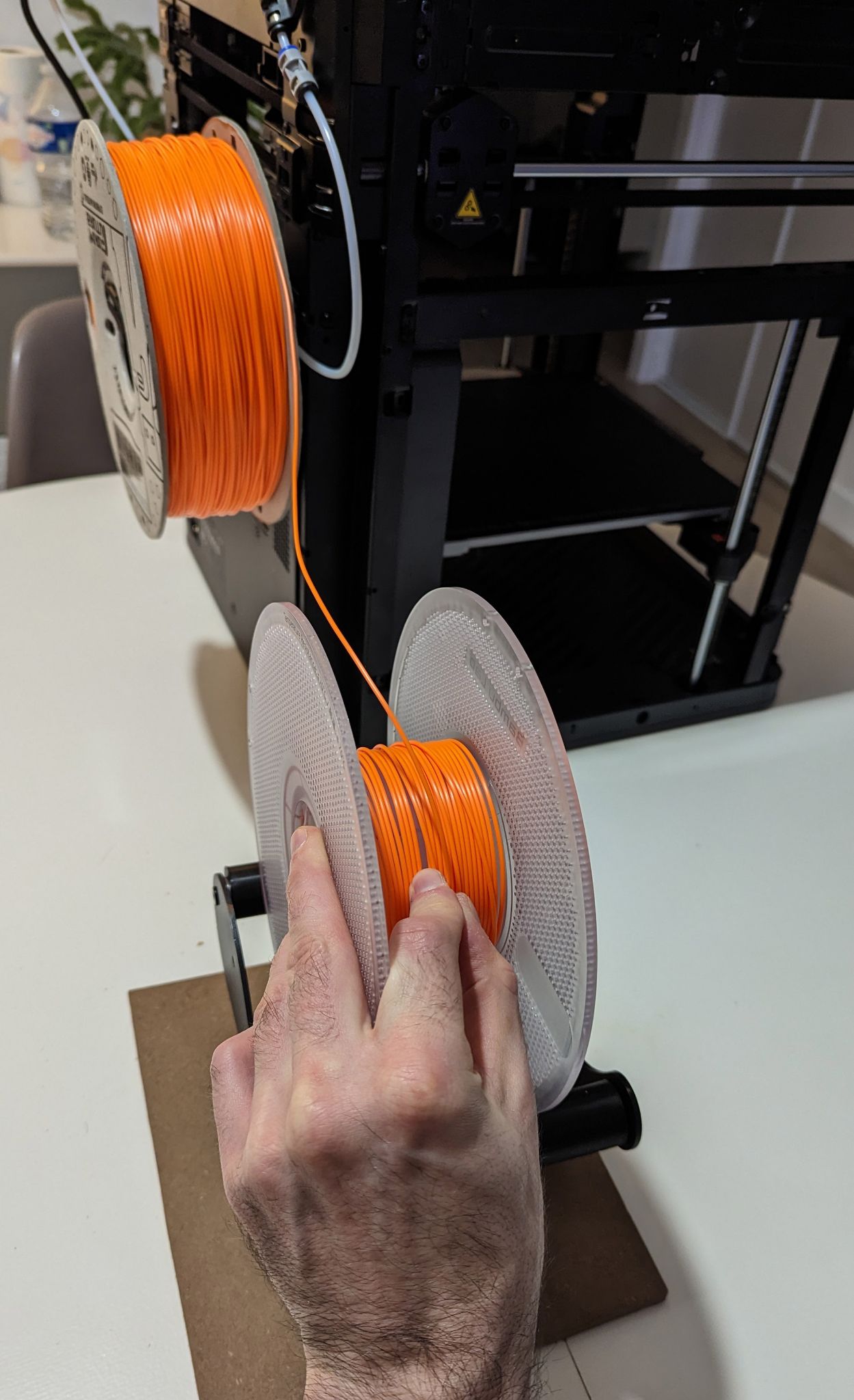
Eh bin voila ! parfait pour aider @Motard Geek un beau filament spool switcher (Enrouleur de filament)1 point
-
Te prend pas trop la tète avec la colle, un bon nettoyage de la plate avec du liquide vaisselle, un coup de colle vite fait sur toute la surface de la plate et tu es bon pour plusieurs prints. Enfin j'ai fait comme ça et 7 ou 8 print plus tard c'est toujours ok. Pour le filament tu peux tester d'autre marque, si tu restes sur du PLA ça devrait aller. J'ai du Arianeplast avec qui les bobines passent apparemment bien dans l'AMS et des vielles bobines de GST3D (plus d'1an) ou j'ai du imprimer un contour pour augmenter le diamètre et ça fonctionne plutôt bien. Y'a toujours une solution ! Bref tout ça pour dire que tu devrais essayer d'autre marque parce qu'attendre le réassort de BambuLab c'est assez casse pied. ps: j'avais oublié mais si tu as une bobine non compatible il parait que tu peux envoyer le tout à @Motard Geek il fait du respool à temps perdu....1 point
-
Oui, çà aide à absorber les vibrations, à avoir du poids sur le tapis en dessous, etc. De toutes façons s'il y a bien un changement facile à faire ensuite, c'est celui là, tu peux partir sans et voir ce que çà donne. Sinon le reste de mes photos c'était çà : - les plaques en gros plan - les box gridfinity : - support pour filaments sur le côté - plaque spéciale impression 3D1 point
-
Le point Godwin a été atteint1 point
-
"Hugo Boss habillait les nazis, le style a son importance (simple)" -> Orelsan1 point
-
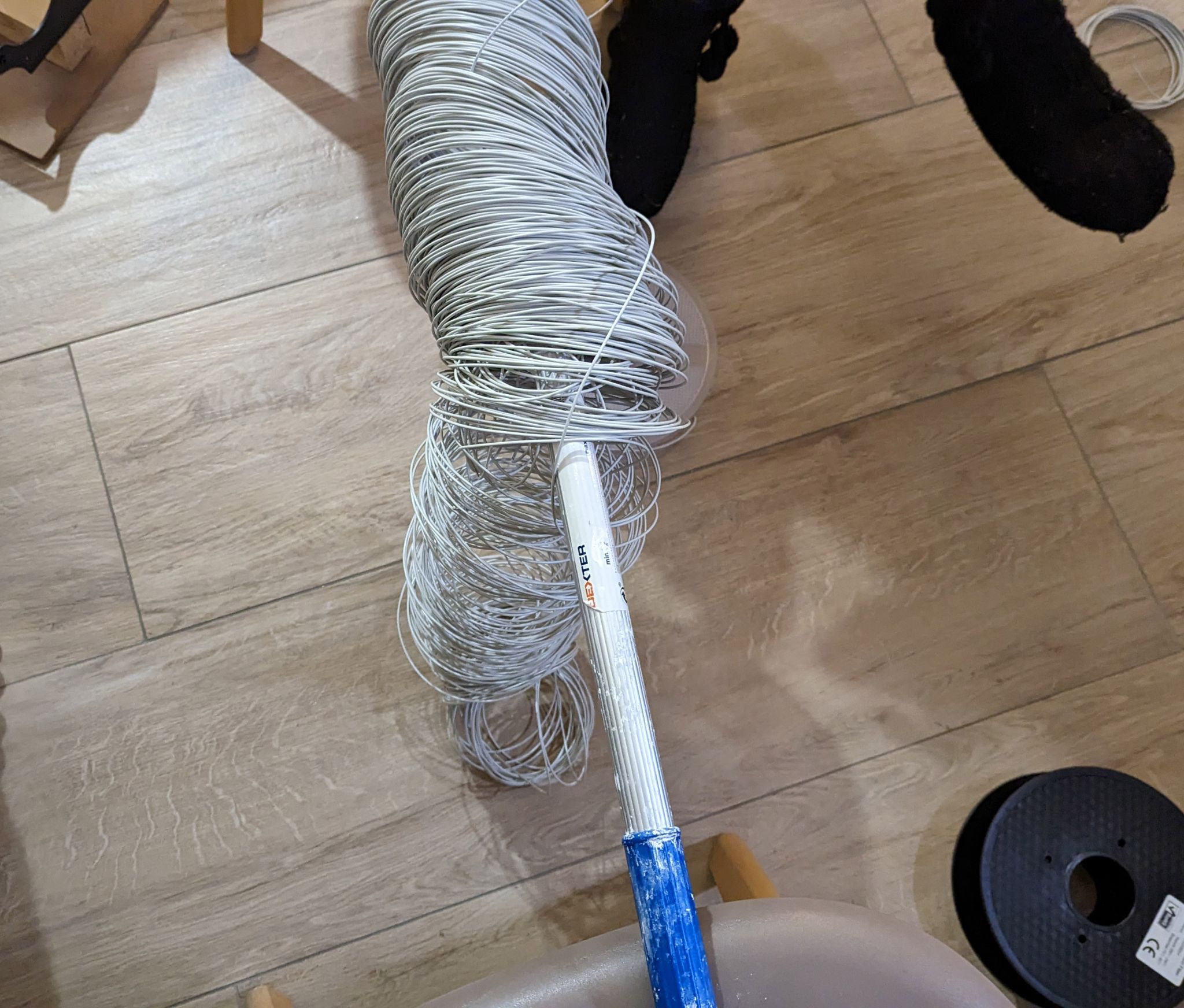
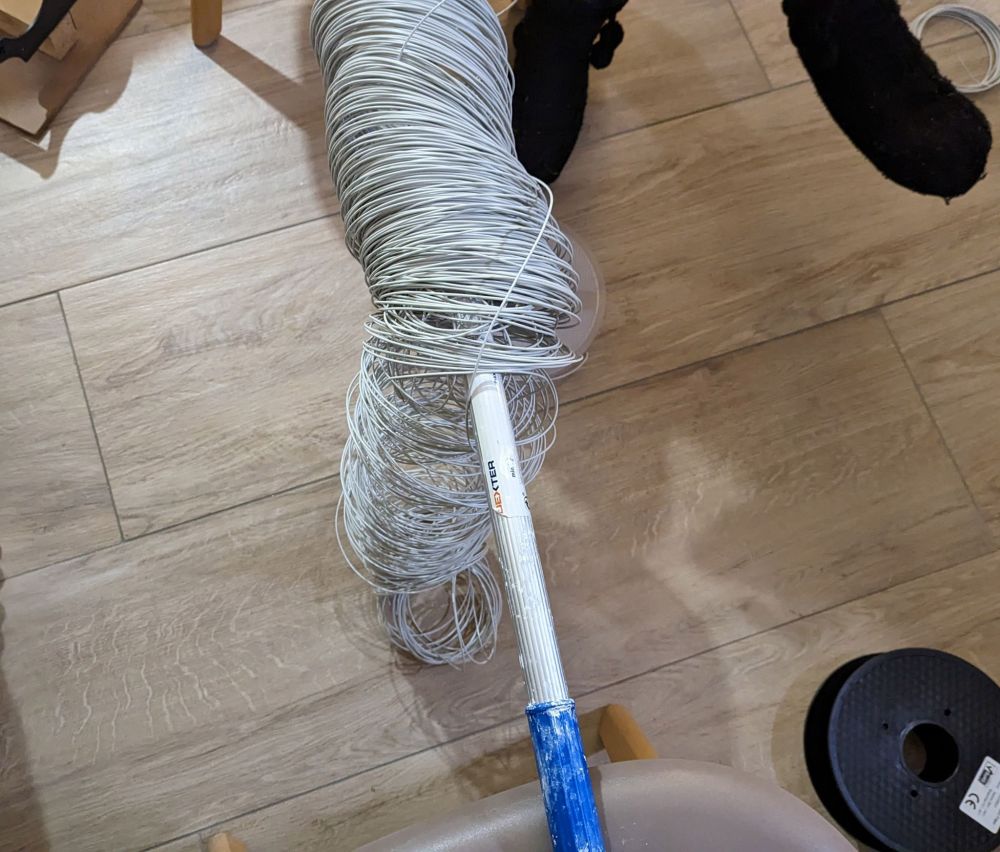
En effet, incompréhensible que les spools Bambu Lab n'aient pas de trou pour respool. C'est pour çà qu'il y a des reworks comme (qui à a la fois le "refill" tab pour les recharges Bambu, à la fois deux "respool holes" pour caler le filament en transvasement) : https://www.printables.com/model/251457-bambu-lab-reusable-spool-holder-hex-remix Pour le refill (mais çà ne fait pas tout tout seul pour autant) : https://www.printables.com/model/36837-spool-winder-remix Pour les spools en carton il y a des "pourtours" imprimables : https://www.printables.com/model/251028-cardboard-spool-ring-for-bambu-lab-ams-parametric Il faudrait que je me penche sur avoir un montage facilitant le transvesement d'une bobine à une autre (un truc un peu robuste et sécurisant le process - j'ai aussi déjà eu des magmas de fil comme sur une des photos plus haut...). Comme cette machine de fou (à base d'une vieille imprimante 3D) ... mais qui ne fait pas tout non plus 100% en automatique.1 point
-
J'avais tellement les boules quand j'ai lu le quick start guide de l'AMS... J'ai demandé 6 bobines d'ePLA à Filimprimante3D J'ai réussi de petits prints avec mais à force le carton s'abime, n'est plus rond et coince... J'ai essayé de mettre les bobines vides fournies avec l'AMS comme ça : Mais les bobines easyFil sont trop larges du coup... J'ai pété le fil 3 fois et fait 4 bobines avec une seule Pour les autres j'ai fait différemment du coup J'ai fait quelques prints, suis pas encore tombé sur des nœuds A noter que les bobines Bambu Lab n'ont pas de trou pour caler le filament puis qu'elles sont faites pour le moyeu en carton de leurs bobines refill : Merci pour le topic en tout cas, tu m'as encore devancé



 1 point
1 point -
Oui pour la dalle en béton, j'ai retrouvé ma commande en ligne, j'avais pris çà chez Point P (environ ~4€) : https://www.pointp.fr/p/platre-isolation-ite/carreau-de-beton-cellulaire-lisse-cl-50-caropro-62-5x50-cm-ep-A1808915 Donc plutôt 5cm d'épaisseur (je croyais 4), mais çà ne changera rien du tout. C'est pas très lourd au final. Celle-ci n'est pas carrée mais rectangulaire (je l'utilisais pour une CR-10S au départ, çà faisait à peine plus sens d'avoir un format rectangulaire, pour couvrir / sécuriser la zone de déplacement en profondeur du plateau). Pour le TPU je n'ai pas prévu d'en imprimer pour le moment (les AMS ne sont de toutes façons pas compatibles, donc ce sait obligatoirement un rouleau hors AMS, que je mettrais sans doute au dessus aussi (à côté des AMS), dans l'absolu, si je veux tester un jour). Sinon RAS sur le fait d'avoir l'imprimante relativement basse (juste, je n'utilise pas / plus le fait de voir à travers la vitre, mais c'est pareil pour ceux qui placent leur ASM sur le dessus, en fait). Je n'ai juste toujours pas résolu le problème d'éclairage, il faut que je me mette quelque chose sur la vitre pour mieux voir à l'intérieur. Sinon j'ai deux prises connectées Shelly pour pouvoir : - allumer / éteindre l'imprimante ("Alexa, allume X1"), en faisant attention de ne pas l'éteindre trop vite = de ne pas l'éteindre tant que les ventilos tournent encore (pour garder le refroidissement par les ventilos jusqu'à ce que la température ait baissée) - allumer / éteindre une lampe LED de bureau à côté ("Alexa, allume Bambu Light") (à terme ce sera pour le dispositif LED que je compte mettre au dessus de la vitre)1 point
-
Joli ! Ce n'est pas trop dérangeant à l'utilisation que l'imprimante soit en bas ? Je dis ça surtout si jamais tu imprimes du TPU, mais j'imagine que tu as prévu le coup (et j'aimerai savoir comment ) De mon côté ça donne ça, celle de gauche est reliée aux deux AMS et a un grand panel de couleur toujours prêt et celle de droite fait surtout du prototypage avec toujours le même filament gris générique et du TPU si besoin. Étant donné que mon stock de filament est au sous-sol, ça me permet d'éviter de devoir descendre chercher une bobine à chaque fois. Sinon pareil que toi, elles sont placées sur des dalles béton de 4 cm et sur un tapis anti-vibration. D'ailleurs j'en profite (on m'a posé la question en MP), ces dalles béton et tapis anti-vibrations sont trouvables dans toute grande surface de bricolage, les dalles béton généralement dans la partie cour des matériaux (au niveau de tout ce qui est terrasses, bordures, etc.) et les dalles anti-vibrations sont généralement utilisées pour placer sous les machines à laver. Et la vue générale (avec des rangements assez encombrés ) : L'objectif en 2023 est de déménager les imprimantes en bas (ça fait du bruit) pour récupérer la partie de bureau occupée et pour pouvoir réaccéder un peu mieux à mes casiers de pièces électroniques/visserie, donc j'espère refaire une photo en cours d'année

 1 point
1 point


































.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)