Classement


Contenu populaire
Contenu avec la plus haute réputation dans 10/03/2023 Dans tous les contenus
-
le colis est arrivé alors que j'étais au travail... Heureusement, ma femme était là pour signer...4 points
-
Bonjour toi tout seul Tu suis qui tu veux, cela ne nous regarde pas Cette ville a été rebaptisée "Le Cou" Vu qu'elle est située entre "La Tronche" et "Seyssins" Et tu es emballé toi même je suppose ? OK, donc j'échange ma vieille imprimante 3D contre la tienne (on peut toujours rêver)3 points
-
Bon, bien moins d'une heure après déballage... Je suis littéralement bluffé... Avec l'Ender 5 plus, cela m'avait pris près de 48 heures pour obtenir un print à peu près décent... Bon, j'ai récupéré des tables Lack chez IKEA en 118x78 pour faire l'enclosure de l'Ender 5 plus, il va falloir que je passe sur du PETG pour imprimer les pièces nécessaires.. Bon, après 4 print et la bobine de 250, un petit soucis de load filament avec l'AMS... "Check if extruder is clogged" >>> demonté nozzle et extruder pour vérifier, et nada de ce côté là... Toujours pas moyen de faire recharger le filament... puis un message indiquant soit un filament emmelé, soit un problème de ressort du buffert... Cela semble donc du côté du buffer ou de l'AMS que se situe le problème... Pas encore trouvé où : j'ai fini par sortir la bobine de l'AMS et la feeder directement sans utiliser l'AMS, et c'est reparti... Faudra que je comprenne le pourquoi du comment côté AMS...3 points
-
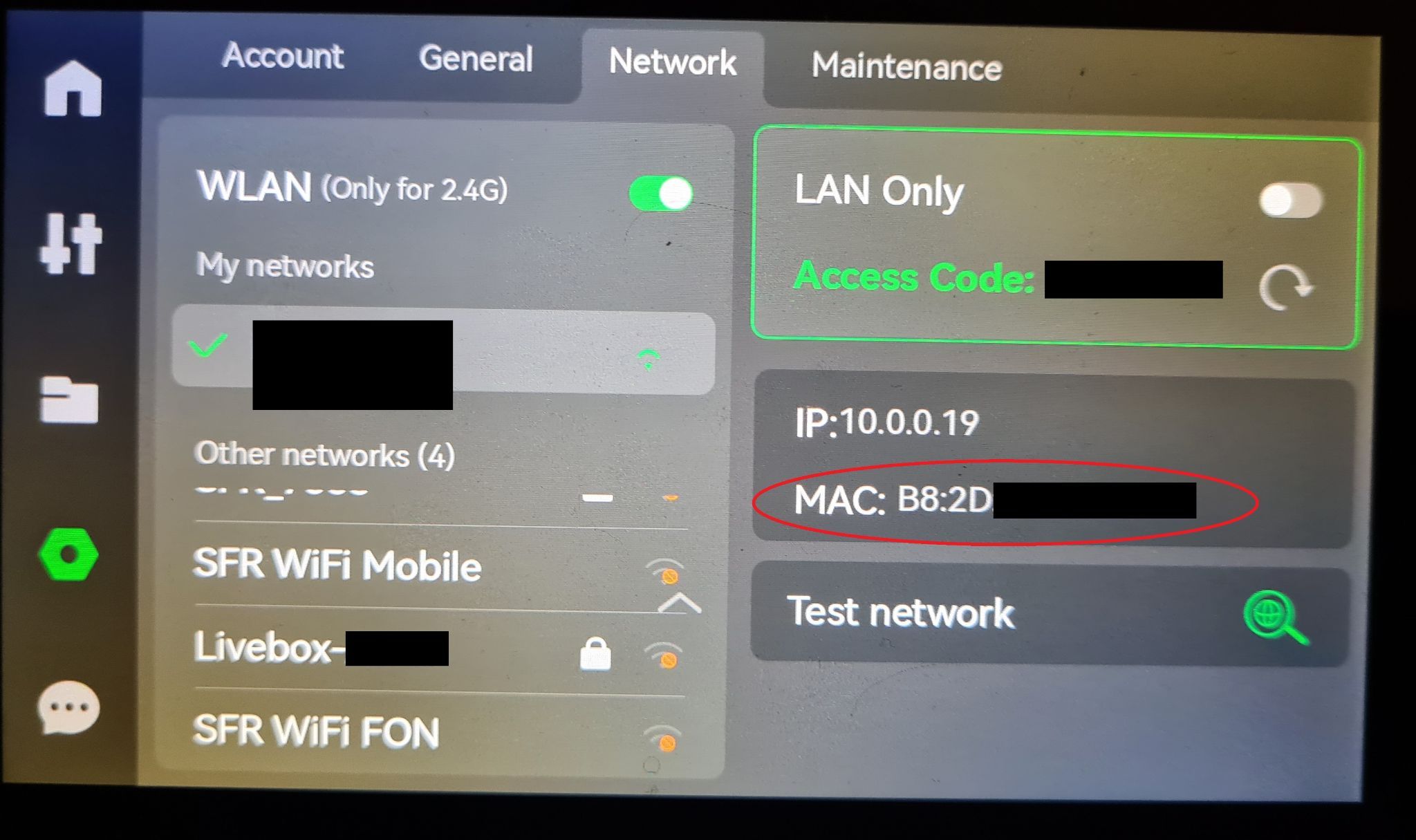
Bonjour, (Dernier firmware sur la X1C)
 2 points
2 points -
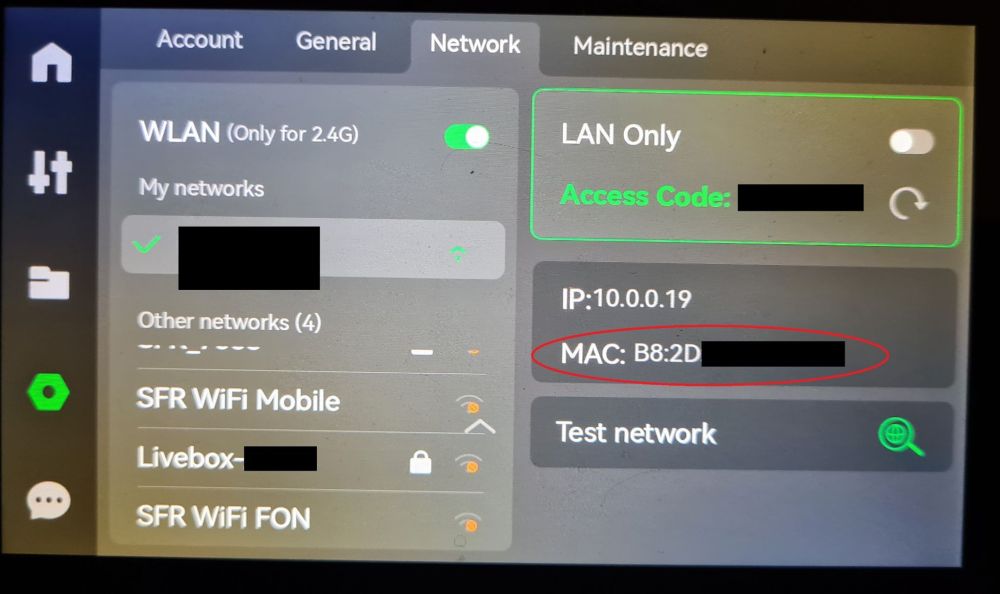
Salut, S'il n'y a pas de moyen via l'interface de la X1, tu peux désactiver ton filtre MAC, connecter l'imprimante au Wifi et récupérer son adresse MAC sur ta box ou routeur. Je me suis rendu compte qu'au final je gagnais du temps à faire comme ça plutôt que de passer des plombes à bidouiller pour mes appareils wifi. A+2 points
-
Hello, Tel une jeune âme charitable, je vous partage ici un process pour essayer de résoudre les erreurs suivantes sur votre FLSUN V400 : - Timeout with MCU 'mcu' - Got EOF when reading from device - Transition to shutdown state: Lost communication with MCU 'mcu' - Klipper has shutdown ( à des moments random ) Solution 1 : 1. Allumer l'imprimante 2. Connecter l'imprimante au réseau 3. Aller sur l'interface web de votre imprimante 4. G CODE FILE > Source : Config > Printer.CFG 5. Modifier les valeurs du run_current : 1.500 > 1.300 ( vers la ligne 70 ) [tmc2209 stepper_a] uart_pin: PD5 run_current: 1.300 hold_current: 0.500 # motor hold current stealthchop_threshold: 999999 [tmc2209 stepper_b] uart_pin: PD7 run_current: 1.300 hold_current: 0.500 # motor hold current stealthchop_threshold: 999999 [tmc2209 stepper_c] uart_pin: PD4 run_current: 1.300 hold_current: 0.500 # motor hold current stealthchop_threshold: 999999 Solution 2 : 1. Dévisser le capot supérieur ( au dessus du logo FLSUN lumineux ) et vérifier que : - Les petits radiateurs bleu sont tous présent et bien collés - Le petit ventilateur noir au dessus d'eux fonctionne correctement Solution 3 : Votre slicer est mal config, essayez avec une installation stock de cura 5 avec le profile de base de la V400 Solution 4: Vérifier l'état du câble USB de votre Klipper Screen, il peut être endommagé. Solution 5 : Changer de prise électrique, la FLSUN V400 est EXTREMENT sensible aux variations de courant alors on évite les rallonges sur rallonges Solution 6 : ( C'était mon cas ) Dans la continuité de la solution 5, ne placez pas votre imprimante à proximité d'un frigo / congélateur ... tout truc avec un compresseur. C'est bête mais c'était mon problème. Solution 7 : Faite 100% des mises a jour de la machine et faite attention à ne pas être en mode DIRTY. Favorisez le : Hard recovery Solution 8: Essayez de débrancher de détecteur de filament. Profitez en pour vérifier que tout est bien branché sur la carte mère. Solution 9: Alim HS > SAV si possible sinon c'est 70€ Sources : V400 - Arrêt de Klipper C'était étrange de lâcher presque 1000€ dans une machine qui ne fonctionne pas. Si vous avez d'autres pistes de résolution, allez y !! Dans l'espoir d'avoir aidé certains d'entre vous ! Bisettes Flo2 points
-
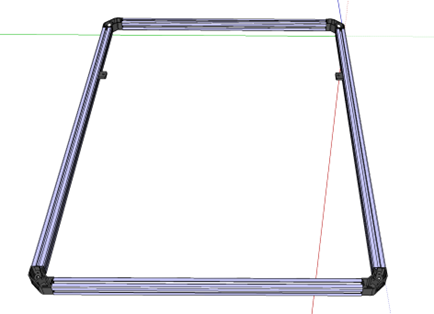
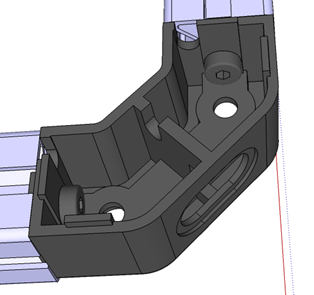
Bonjour, comme j'ai besoin du caisson en premier pour aménager la zone d'accueil de l'artisan dans mon cagibi, j'ai commencé la numérisation par lui. Pages 46-47 du manuel - étapes 01 à 04 - montage du cadre inférieur Numérisation des éléments suivants: 2 grands profilés latéraux 1 petit profilé avant 1 petit profilé arrière 4 coins de liaison 2x4 vis M5x12 2 vis M4x20 2 pattes de fixation Artisan_caisson_cadre_inferieur.skp
 2 points
2 points -
Ps c est bon ca fonctionne ,,, j ai remonté à neuf sauf les fils que j ai repris pour tester.... je vais tout de même attendre les neufs.... J ai fait un calibrage complet et deux petites merdouilles pour voir. ras ... A défaut d exposer... j ai faillit exploser2 points
-
on s'en fout un peu de la taille de la cale en fait ... Je fais tout mes réglages avec une feuille de papier 80gr et après j'ajuste pour que la première couche soit correcte/parfaite/convenable (au choix). C'est un réglage de base qui est rarement effectué - en général lors de l'installation puis lors d'un changement de plateau / buse / tête donc pas souvent dans mon cas . De base : tu fais les mesures avec la cale que tu veux puis tu soustrait la hauteur de la cale ... et ensuite tu fais un réglage plus fin 'à l'œil' par pas de 0.05 (ou 0.01 si tu es patient/perfectionniste/tatillon - en même temps cette fois-ci ) Sur tes photos on voit que les dépôts qui constituent ta bordure ne sont pas jointifs signe d'un distance plateau buse trop élevée (ou d'un sous extrusion, mais le reste de ta pièce ne donne pas cette impression)2 points
-
Tu as été infectée par Venom... Bon courage en tout cas. Beau cas d'école...2 points
-
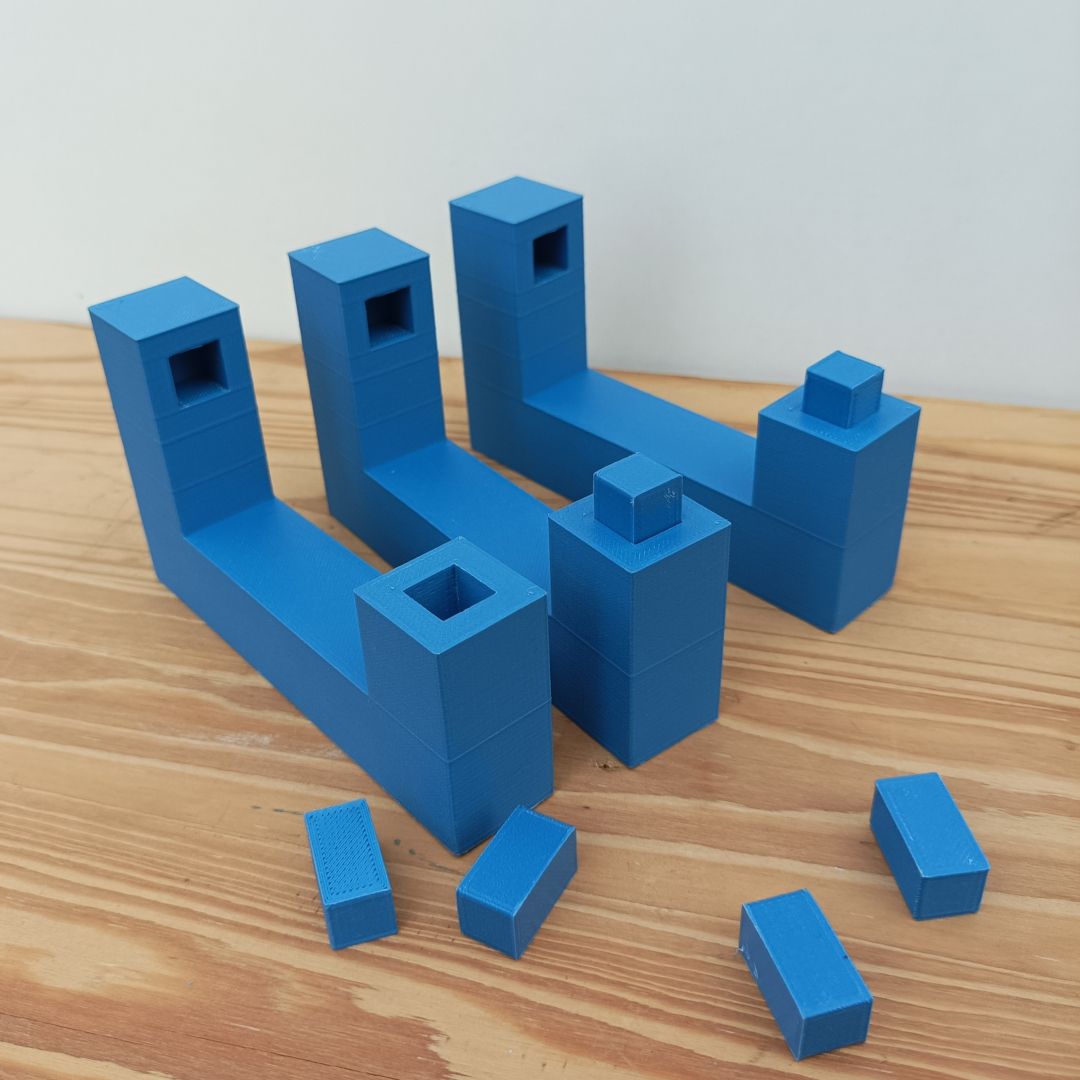
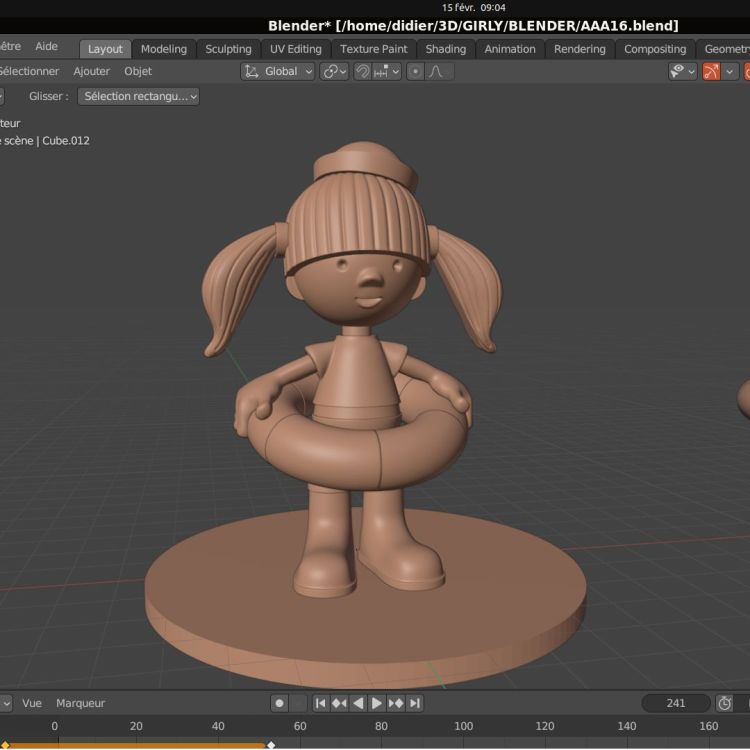
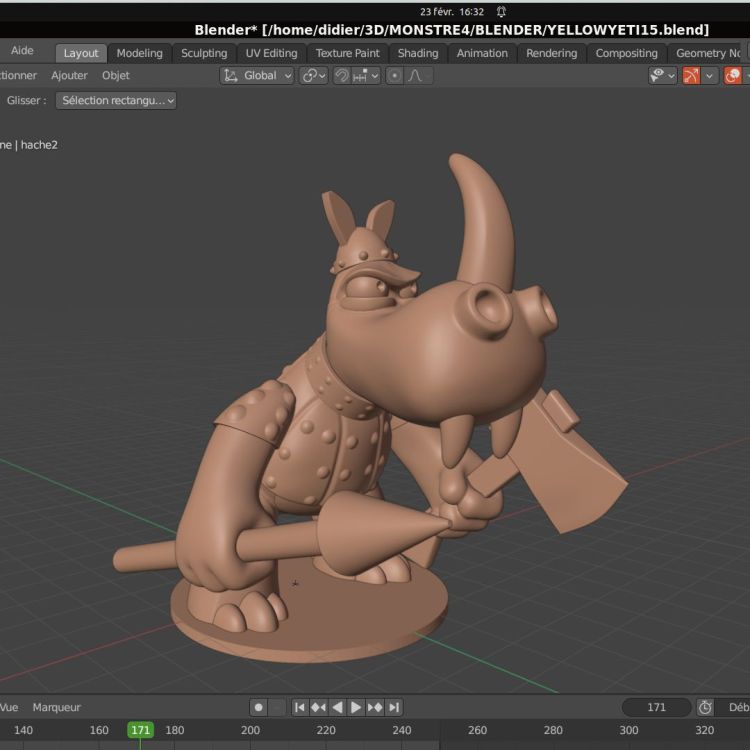
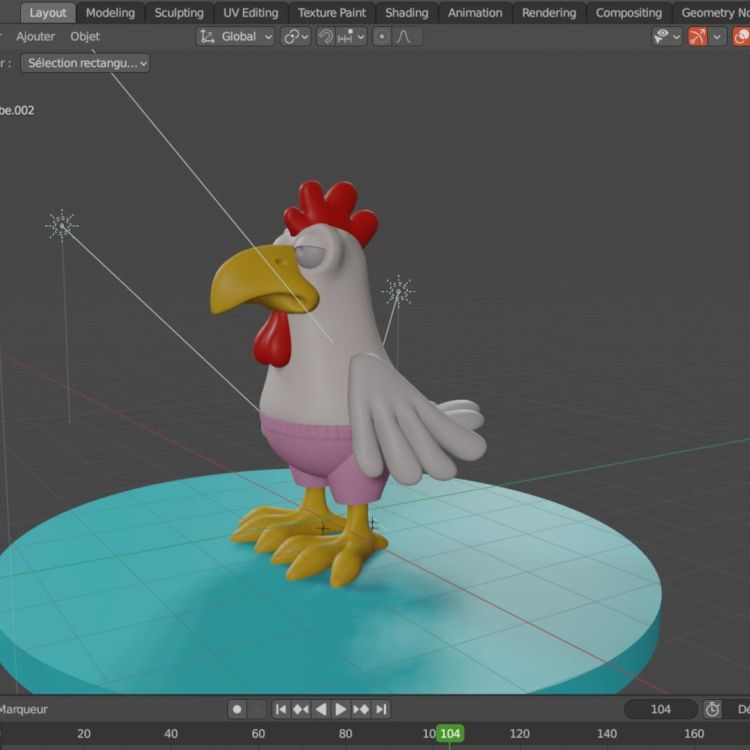
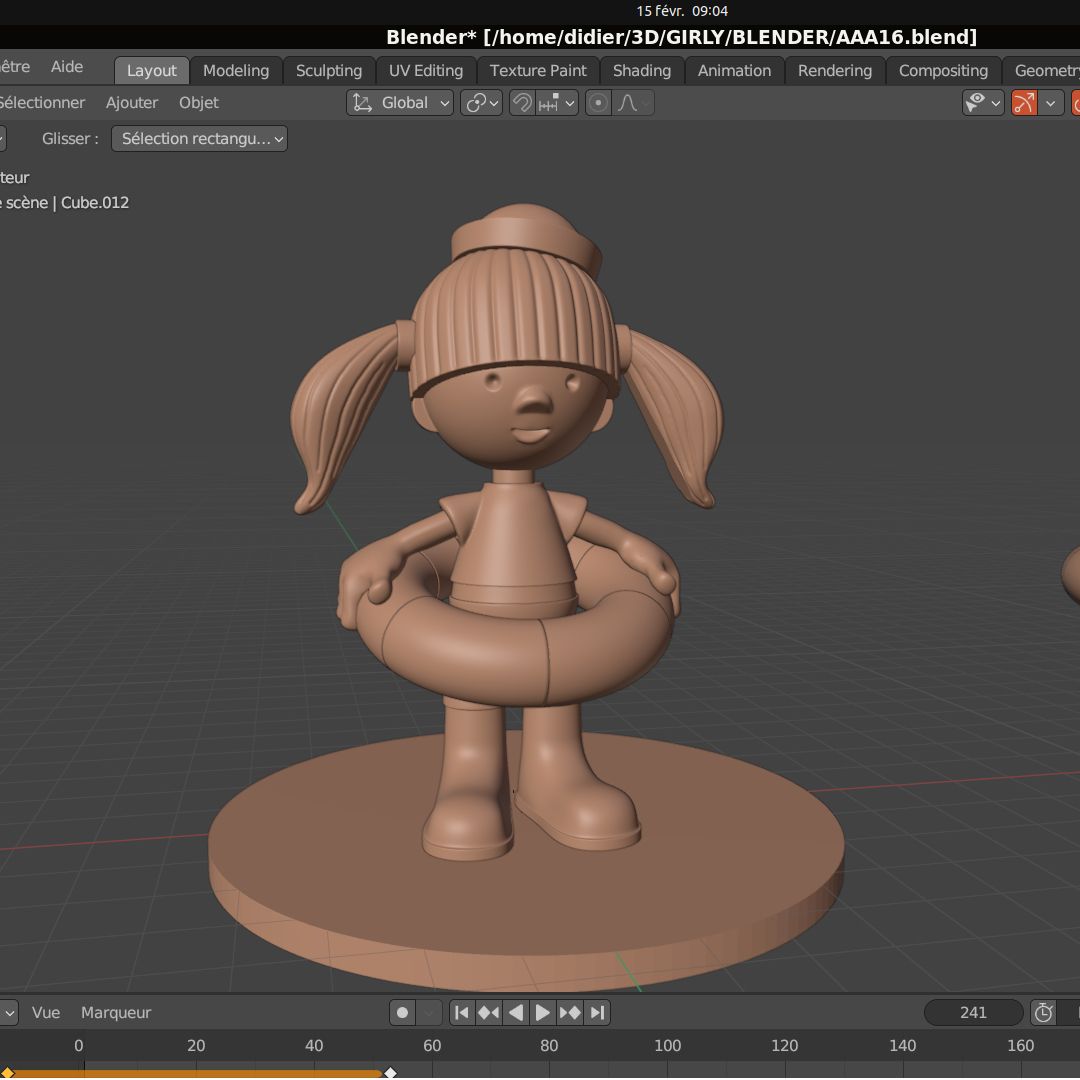
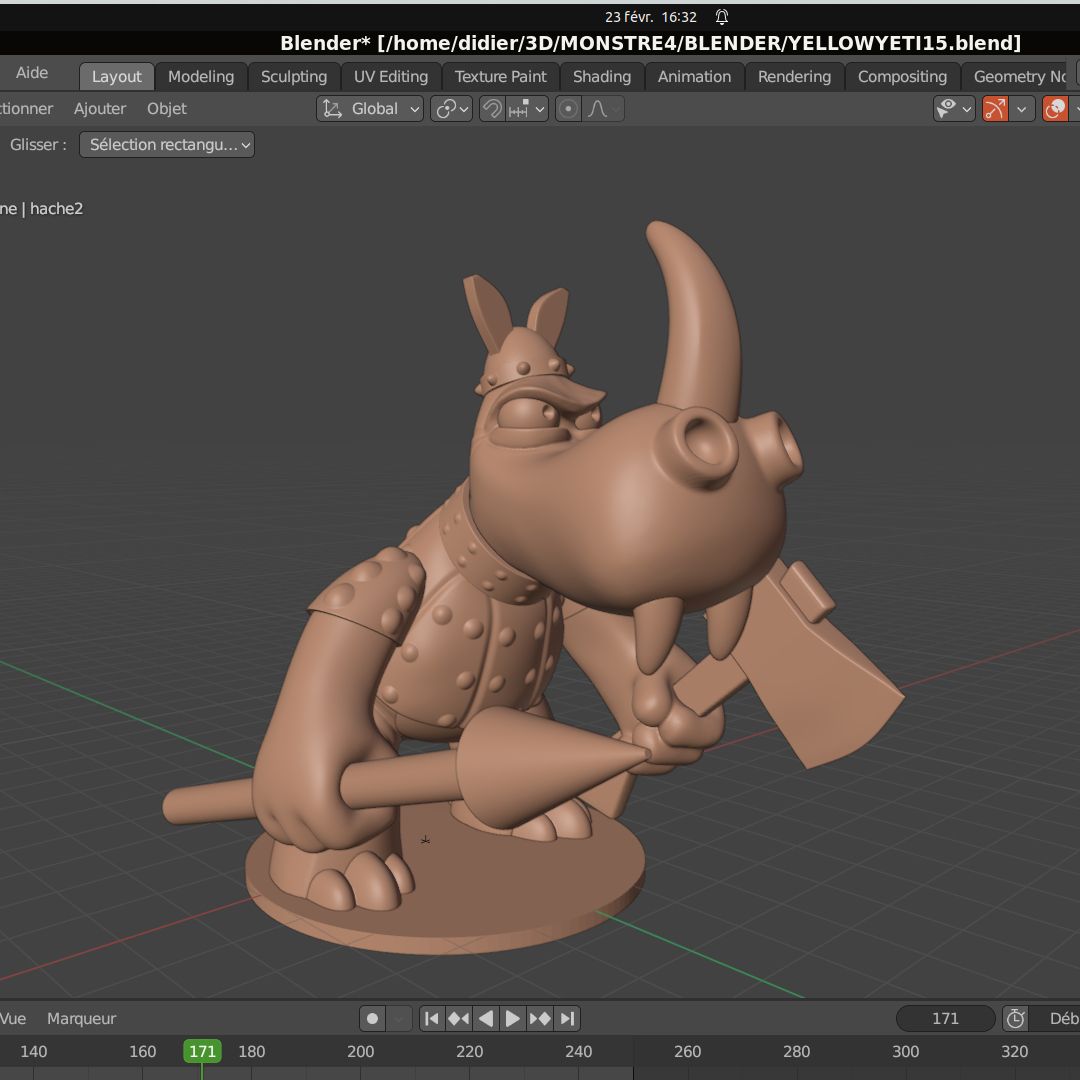
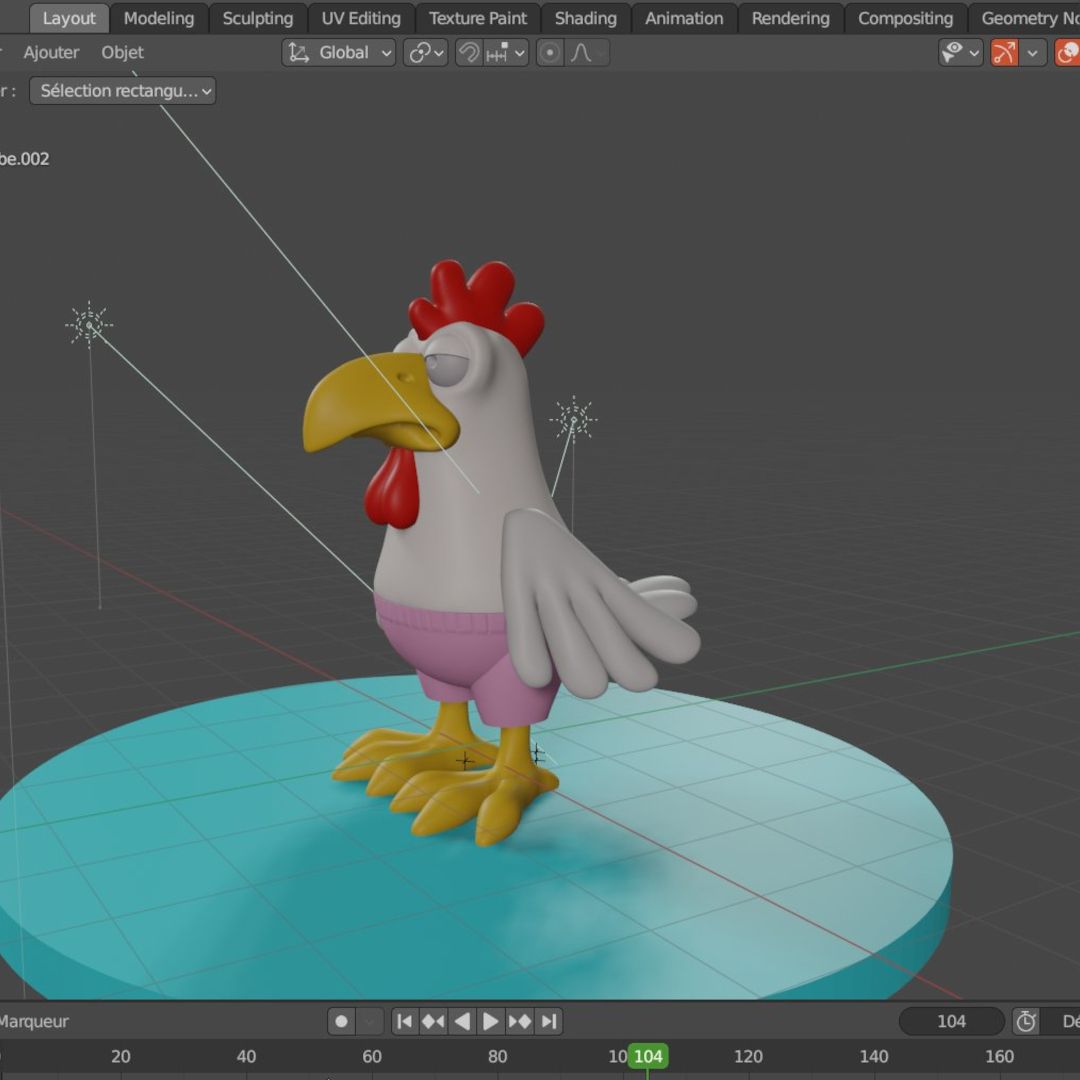
Bonjours à tous, Mes dernières créations... Vamos a la playa...Hauteur 16 cm. El Rino...Hauteur 16 cm. Poules en slip, hauteur 12 cm.







 2 points
2 points -
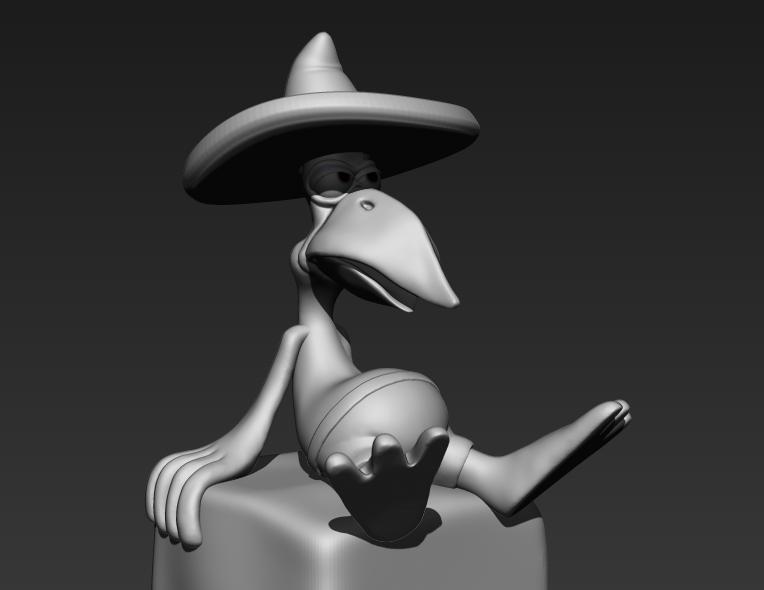
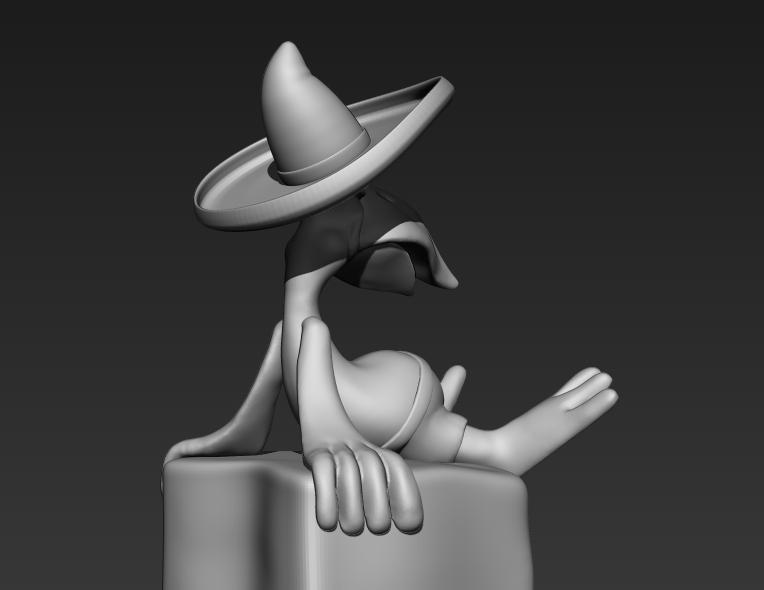
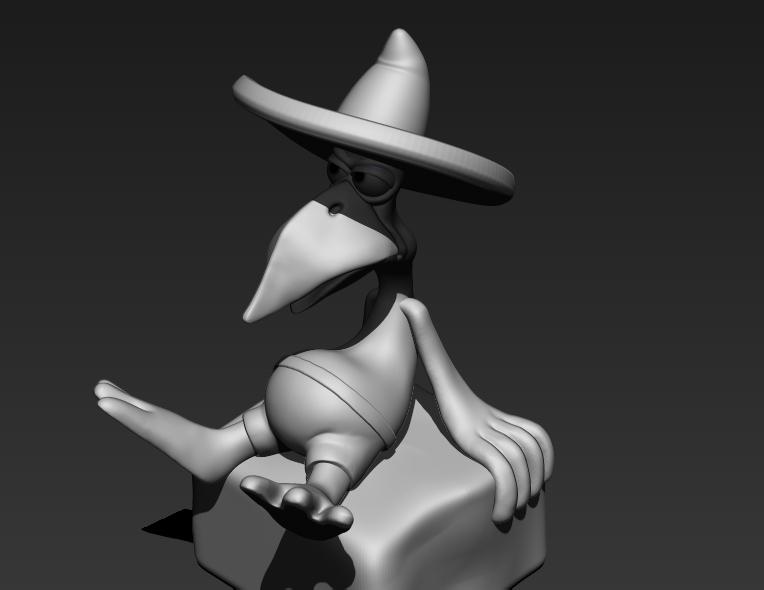
Bonjour à tous, Je vais vous présenter ici mes créations 3D et les impressions que j'en fais. Ce que j'avais commencé sur ce forum il y a plus d'un an, mais depuis j'étais un peu fâché avec l'impression 3D, enfin surtout avec mon imprimante, une Dagoma première génération qui n'a jamais vraiment bien fonctionné. J'ai maintenant une nouvelle imprimante depuis quelques mois et cela n'a vraiment rien à voir avec la précédente ! Une Anycubic l3 mega dont je suis tout a fais satisfait. Pour la création 3D j'utilise Zbrush et Blender Après ces précisions entrons dans le vif du sujet. Mon premier modèle est un drôle d'oiseau. Cette partie a été réalisée avec Zbrush...La suite et la préparation pour l'impression avec Blender. L'animal fait environ 18 cm de haut, l'impression des 5 parties a pris un peu plus de 30 heures, 21 heures pour le corps et le socle ! Seul le chapeau a nécessité un support et je n'ai pas rencontré de problème particulier pour imprimer. Je trouve le résultat plutôt satisfaisant. Et voilà ce que cela donne tout assemblé... C C'est bien entendu un montage provisoire, la finition n'est pas terminée, il y a un peu de ponçage, notamment le dessous du chapeau ou le support d'impressions à laissé des traces, puis il faut que je passe une solution de lissage (optimus) avant d'attaquer la peinture. L'impression a été faite avec du Néofil à 190 degrés (plateau chaufant à 60), couches de 0.1.





 1 point
1 point -
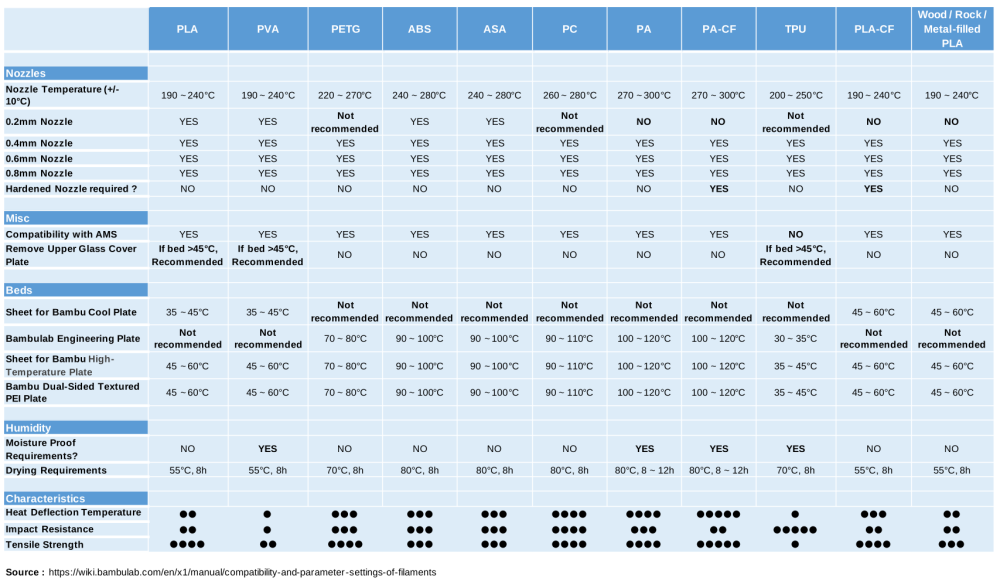
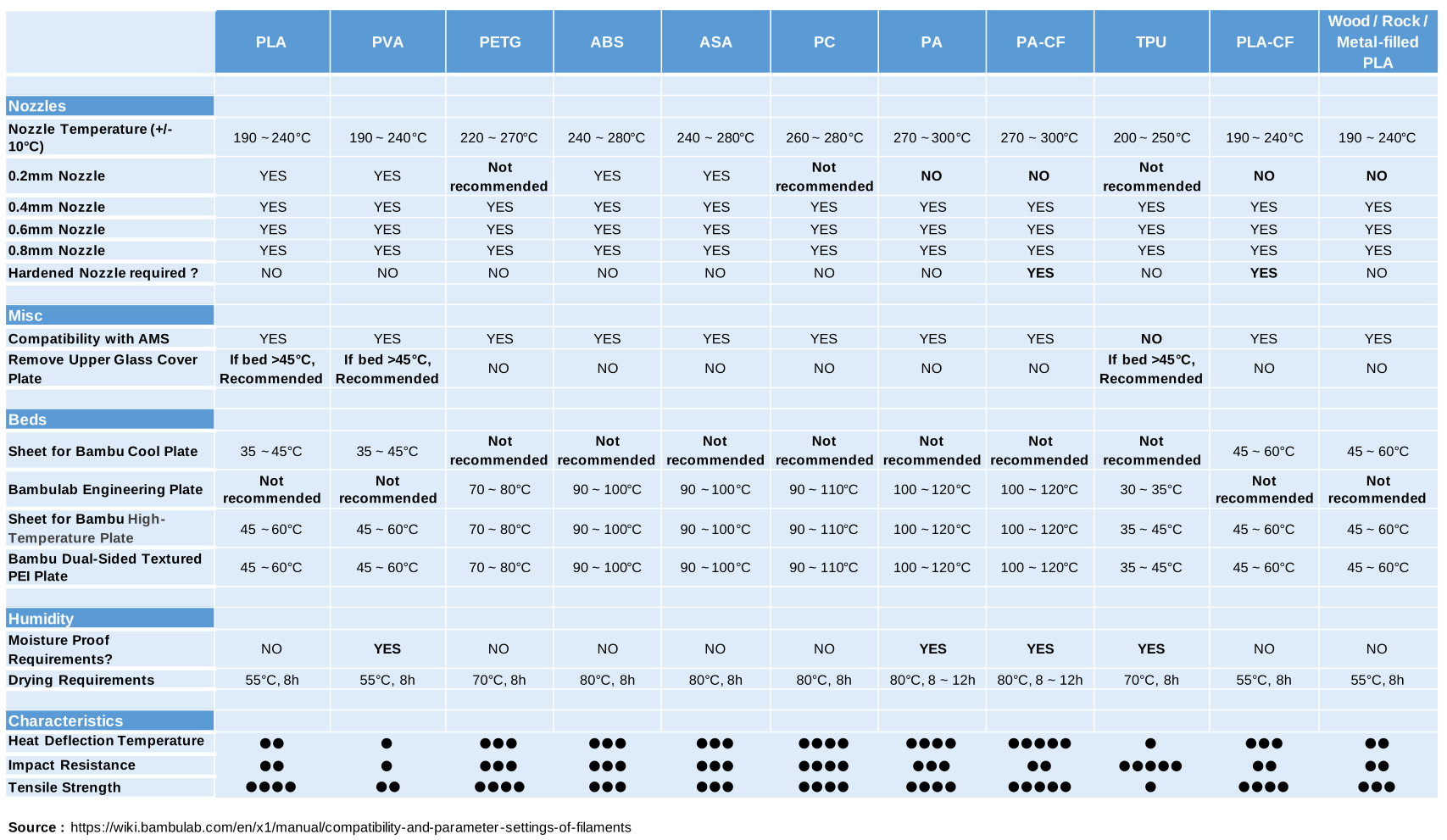
Compilation (work in progress) du contenu officiel tiré du WIKI (autrement dit, ici : https://wiki.bambulab.com/en/x1/manual/compatibility-and-parameter-settings-of-filaments), mais en une seule page facilement imprimable : PDF à imprimer : Bambu_Lab-SUMMARY.pdf (dans l'idée, à imprimer et à garder à côté de sa Bambu) Note / remarque : certaines informations ont déjà évoluer au fil du temps (sur les recommandations filament / plaques, par ex., pour le PETG, les "Cool Plate" ne sont plus recommandées alors qu'elles l'étaient au départ) - autrement dit, garder à l'esprit que ces informations peuvent devoir être revues (à la marge - perso je n'ai eu aucun problème sur les cool plate avec du PETG, mais çà dépend sans doute des marques) au fil du temps.
 1 point
1 point -
Salutation. Après le test de l'Anycubic Photon mono X2, Anycubic a proposé à tester, deux bouteilles de 1 kg de sa dernière/nouvelle résine UV haute transparence. (en) "Anycubic High Clear Resin" https://www.anycubic.com/collections/high-clear-resin/products/anycubic-high-clear-resin (fr) "Anycubic Haute Résine Claire" https://www.anycubic.fr/collections/uv-resin/products/haute-resine-claire Entre-temps, @vap38 ayant fait un sujet, recherchant des solutions pour limiter le jaunissement de la Anycubic "basic clear resin uv", je lui ai proposé une des deux bouteilles pour participer au test afin qu'il nous partage ses essais de comparaisons entre cette nouvelle "High Clear" et la "Basic Clear" qui lui posait un défi. l'article de test sur le blog "Anycubic High Clear, le test de la résine transparente | Les Imprimantes 3D .fr" https://www.lesimprimantes3d.fr/test-anycubic-high-clear-resine-transparente-20230725/1 point
-
Bonjour, Je viens partager une expérience qui pourra peut-être intéresser l'un de vous. Je me suis livré à un petit test avec un filament qui m'a toujours posé d'énormes problèmes, le POM. Je veux utiliser ce filament pour faire entre autres des paliers lisses ainsi que des noix pour des vis trapézoïdales. Bien sûr, le filament n'a pas adhéré au plateau, peu importe que j'ajoute de la cole, de la laque ou tout autre additif (j'ai pas essayé la cyano, j'avoue ) Mais en utilisant l'AMS, j'ai découvert que le POM adhère exceptionnellement bien au PA-CF, qui lui même adhère très bien au plateau. J'ai pu ainsi imprimer un palier (extérieur PA-CF et intérieur POM) à 280°C + plateau à 110°C sans le moindre soucis (et le palier est de loin le meilleur que j'ai imprimé en 3D) Le POM est indélogeable du PACF, l'adhésion est à toute épreuve ! (pour le PACF, j'ai utilisé de Sain Smart ePA-CF 75/25) La photo est pas vraiment top laissant pensé que le POM au milieu n'est pas centré mais ce n'est pas le cas ! (ça serait grave...)
 1 point
1 point -
La je laisserais @gagipro regarder ce qui pose soucis j'ai malheureusement pas d'écran en GD32 pour effectué un test. La j'aurais tendance a pensez que tu as pas pris le bon firmware TFT, le Marlin 2.1.2 est fonctionnel, mais après pour le moment pour les TFT en STM32F107 faut le premier firmware TFT que j'ai mis en lien celui, il y a le fichier mkstft28.bin adéquat et le config.ini normalement il doit fonctionner bien. Le Second lien TFT est le firmware de GAGIPRO et ce dernier a un fichier mkstft28.bin qui fait 0 octet et donc prévue uniquement pour fonctionner avec les 2cran en GD32F305. Salut Josed02 alors mon firmware Marlin 2.1.2 est configurer pour être fonctionnel a partir d'une température de 5°c et supporter jusque 275°C Maxi C'est donc déjà fonctionnel, a partir de 240°c un heatbreak bimetal ou full metal est essentiel car sur un heatbreak bore le PTFE interne va ce désagréger et émettre des particules extrêmement nocive. une Sonde thermique epcos (d'origine sur la X2) comme les 3950B supporte jusque 275°c la 104GT-2 peux a la limiter monter jusque 285°C après faut de la sonde spécifique. Donc ici jusque 260°c pas de soucis 270°c devrait être possible après tu sera au limite de la machine.
 1 point
1 point -
Généralement, la température est rarement en dessous de 55°C sur mon SPad, plutôt aux alentours de 60°C même avec des impressions longues (il faudra que je prenne le temps de percer l'arrière de la coque pour faciliter la «ventilation». J'ai vu la notification de la nouvelle version. Comme pour les précédentes versions, ça n'a pas voulu faire le téléchargement J'ai donc «rusé» comme les fois précédentes. Le fichier /usr/share/script/system_upgrade_command.yaml contient l'adresse de l'update à récupérer pour que le system_upgrade.py puisse faire son boulot Une fois récupéré sur mon PC principal, le fichier téléchargé était dans le cache de mon squid (proxy mandataire), extinction, allumage du SP, mise à jour proposée, OK, chargement «rapide», installation, reboot et voilà : v1.0.6.46.25 sur le Pad. Reste maintenant à aller voir quelles modifications ont été faites par Creality (on verra ça demain (ou pas)) et si effectivement cela correspond à ce qu'ils annoncent :1 point
-
Exact, seul le CM4 gère la totalité des interfaces. Comme un idiot j'ai oublié de prendre le radia spécial. Mais j'ai collé des radiateurs de pi3, modifié un boitier Rasp avec un ventilateur en 3volts. C'est suffisant, la température reste sous les 50° avec deux occurrences de klipper. Il faut faire attention aux iso de chez BTT, je déconseille de prendre l'iso complète avec Klipper. J'ai passé moins de temps à installer tout à partir de la Debian sèche que corriger les défauts de l'installation complète. Une mise à jour est sortie il y a 4 jours. Sinon ça marche bien, c'est stable et performant, avec des SDcard identique on boot deux fois plus vite qu'un RaspBerry original. Après on oublie ce qu'il y a là-dessous. La carte support respecte bien les cotes du pi4 original, la fixation derrière les écrans se fait sans problème. Je l'utilise sans écran en Wifi, sans antenne, la box n'est pas loin.1 point
-
Oui je ferai également un profil pour Prusaslicer1 point
-
Pour conclure j'ai acheter un extrudeur a double engrenage je l'ai régler ensuite j'ai fait réglage z-offest "-2,02" pour finir j'ai fait un bed leveling et j'ai rajouter la commande g29 a cura et j'ai aussi baisser le debit de la couche initiale a 90% première couche ok1 point
-
Bravo pour ta commande @mich0111 c'est une bonne décision l'acquisition de la SOVOL SV06 Plus qui répond à des fonctions essentielles avec un seul extrudeur (c'est plus simple) la qualité de l'extrudeur doit répondre au besoin de tous les filaments pour un usage universel. ma remarque quand vous imprimez du PETG avant d'insérer du PLA il faut impérativement purger l'extrudeur avec un filament spécial de nettoyage (vendue à cet effet) ! pourquoi ? le PETG tapisse la parois intérieure du tube PTFE; les d'adhérences du PETG freinent à l'écoulement du PLA qui provoque des sous-extrusions erratiques. C'est mon expérience et je ne suis pas le seul à l'avoir constaté; donc purgez à chaque fois que vous utilisez du PETG. le plus simple serait d'utiliser exclusivement un extrudeur dédié au PETG. Ok pour le STL tu peux imprimer en PLA car la conduction thermique n'est pas établie avec le BED çà doit fonctionner sans soucis !1 point
-
Je viens de changer mes ventilos, pas compliqué mais pour avoir accès au câbles faut enlever tous les "capots" donc merci le tournevis électrique.... Faut rallonger le câbles de 2 des ventilos et faire gaffe au démontage à la mappe de l'écran de contrôle. J'ai juste fait un essais de démarrage et de teste du LCD pour que les ventilo se mettent en route, résultat plus de bruit, bon à confirmer sur un print. Ref des ventilos pour ceux que ça intéresse. https://fr.aliexpress.com/item/1005003887678532.html?spm=a2g0o.order_list.order_list_main.95.21ef5e5bVo5oQu&gatewayAdapt=glo2fra1 point
-
Hello, ça a l'air beaucoup trop près du plateau. Essaye d'augmenter ton Z-Offset (d'au moins 0.1mm). Diminue la température de ton plateau à max 60°C. et n'hésite pas à bien dégraisser celui-ci avec de l'isopropanol ou de l'eau et du savon.1 point
-
Merci, je déplace dans la rubrique tutos1 point
-
Salut, aucune idée ^^ Au même endroit que les LED d'origine (cf la doc) me parait le mieux T'as une bonne connexion Internet ? Nop.1 point
-
Salutation Comment a tu précisément calibré ton débit ( flow ) ? Habituellement un pied d’éléphant c'est un cumul d'un débit trop fort et/ou de hauteur de couche initial non adapté a la distance buse <>plateau, voir d'un défaut de déplacement de l'axe Z ( le nettoyer et le lubrifier ) voir d'un coupleur mal monté ( trop d'effet ressors ) Pour les truc avec des articulations et des emboîtement avec des tolérance réduite, le débit doit être parfait voir en légé sous-débit. La température d'impression et la rétraction parfaitement ajusté (pas de bavures ) Les tension des courroies et les écrous excentriques bien ajustés (une machine bien ajusté, aucun jeu de la structure). Sous Ultimaker Cura tu peut éventuellement adapter la "Résolution maximum" ou encore jouer avec "Expansion horizontale des trous" ( Voir le plugin "Settings Guide" pour le détail de ses paramètres )1 point
-
L'Uart te permet de gérer le courant délivrer au moteur et d'ajuster ce dernier par la configuration marlin et la saisit de Gcode pour l'ajuster après coups si necessaire. En standalone il te faut régle les vref de tes drivers un a un via le potentiomètre, mais une fois bien ajuster on n'y touche plus en générale donc1 point
-
la démultiplication permet de mettre un moteur plus petit donc plus léger, ce qui est important pour un direct drive. Sinon il y a aussi un paquet d'extrudeurs bowden démultipliés (bondtech, titan, ...)1 point
-
La CB1 fonctionne bien, son seul «inconvénient» est de ne pas gérer DSi et CSI (écran et caméra). Le mieux est de lui adjoindre son radiateur dédié car en comparaison d'une CM4, elle chauffe bien. Je suis en cours d'en incorporer une avec sa carte support, le tout dans un boitier et un écran 7" HDMI pour faire un autre «pad»1 point
-
Alors déjà bienvenue a toi @OniZuk4. Alors pour les besoin que tu explique, surtout les tiens permettre l'impression de pièce résistant au condition extérieur et ou usage moto, ici il y a fort a parié qu'il te sera nécessaire de pouvoir imprimer de l'ASA (filament proche de l'ABS mais forte résistance aux UV et condition climatique) et peut être au filament souple type TPU et TPE, voir peut être même des matières comme du nylon. Les matières comme le nylon et l'asa demanderont une tète full métal et un caisson pour éviter les variation de temp° (une filtration hepa est a prévoir si l'imprimante est dans une zone habité). L'avantage de la P1P c'est que à ce prix 850€ FDP et TVA inclus, tu n'as pas de concurrence en therme de vitesse d'impression, accélération et qualité. Après tu trouveras des imprimante Cartésienne qui seront moins chers mais bien moins rapide et ou nécessitant de petite modification. Les Ender3 S1 Pro par exemple seront fonctionnel mais bien moins perf et evolutive, pour un prix de plus de 400€, la FLsun SR peut être un bonne base mais qui par default n'intègre pas de direct drive ni de heabreak bi ou full metal, la Flsun V400 elle est a un prix similaire a la P1P. Après l'on par sur des solution open source a concevoir intégralement ce qui n'est a mon sens pas un bon choix pour un debut en impression 3D. A mon avis commencer par un P1P et si par la suite tu veux du plus grand ou voir autre chose il y aura des solution intéressante mais a plus de 1000€ et certaines 100% en kit comme les RatRig, Voron etc...1 point
-
Oui çà fait un petit moment que la fonction a été annoncée sur Prusa Slicer. Ils en parlent un peu partout, genre ici Si Bambu Studio est basé sur Prusa Slicer, çà ne veut pas dire que les fonctions de l'un sont automatiquement disponibles dans l'autre : il faut que les développeurs de Bambu Studio "réinjectent" (mergent) les développements faits dans Prusa au fil du temps. Donc pas disponible aujourd'hui. Quelqu'un avait déjà fait en décembre une demande en ce sens, mais elle n'a pas été reprise / complétée / prévue côté Bambu, donc à mon avis çà prendra un peu de temps avant d'arriver. C'est cette demande de feature là (vous pouvez aller vote / commenter pour faire remonter le souhait) : https://github.com/bambulab/BambuStudio/issues/804 Et c'est pareil pour les "organiques supports", dispo dans PrusaSlicer, mais pas encore dans Bambu Studio (pas considéré non plus, cf. https://github.com/bambulab/BambuStudio/issues/797 )1 point
-
Ce n'est pas formidable pour imprimer de l'abs/asa essaye de fermer le bas de l'imprimante (carton, plexi, pull, ...) Sur un plateau pei, il n'y a pas besoin d'additifs pour que de l'abs/asa colle correctement. Pour le bed un lavage à l'eau chaude et au liquide vaisselle améliore souvent les choses (et l'adhérence) Si c'est un pei lisse un passage de la surface au tampon jex améliore aussi l'adhérence (pas utilie sur un pei texturé)1 point
-
tu as vérifié les courroies ? Elles sont bien tendues ? Pas de points durs sur le rail linéaire ? faux contacts sur le câblage du moteur droit ?1 point
-
Alors juste pour infos le site Artillery3Dexpert est juste un revendeur quelconque comme n'importe quels revendeur ils n'ont rien d'officiel avec Artillery le fabriquant chinois d'imprimante, il le laisse juste sous entendre. Après si il indique vendre du capricorn ils doivent te le vendre, après perso au vue de toute les casseroles qu'a cette société au cul je préfère acheter mes pièce et ptfe capricorn chez hotends.fr Frederic Fourment est un mec sérieux et à l'écoute et je sais que je peux y aller les yeux fermé en achetant chez lui.1 point
-
L'installation d'un extrudeur Matrix / Hemera / ou Biqu H2 s'effectué de la même façon sur les X1/X2 et Genius/Genius Pro la seule variation est la présence ou non un Bltouch par exemple. Pour l'installation Hemera/Matrix j'ai retenue ces STL si sur Thingiverse qui correspond à ce que je cherchais. Pour l'install du Bique H2 regarde ce sujet tu trouveras tous pour t'aider. A mon Sens les 2 extrudeurs le Matrix et le H2 sont comparable en qualité d'impression, le Revo peut être un plus chez certain car il permet de remplacer les buses facilement sans risque de fuite car le heatbreak est intégré a la buse, trianglelab a un type de buse qui intègre aussi le heatbreak (mais on ce limite a 3 buse de type V6 laiton acier et nickel, et une seule laiton pour le type volcano) et des buses et heatbreak séparer plus classqiue. La limite du revo est que l'on est obliger de reste sur un block de chauffe de type V6 (les revo existe que sous ce format), la Matrix est fournit de base avec bloc V6 mais un bloc Volcano (bloc d'origine des X1 et X2 Artillery) est 100% supporter aussi. Après pour être franc un système de type V6 suffit a 100% au besoin d'un cartésienne classique comme la X1/X2.1 point
-
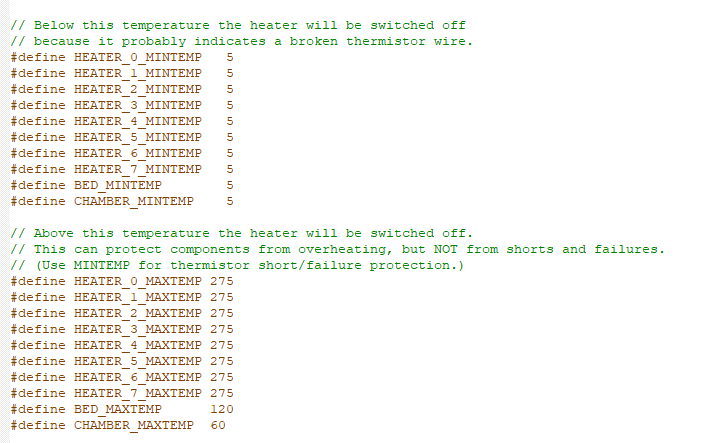
tu ne devrais pas monter le bed à 120° avec un max_temp pour le bed à ... 120° Ligne 6744 : Heater heater_bed within range of 120.000 1) ça ne peut que partir en erreur 2) le bed à 120° pour de l'asa c'est très chaud et Monter jusqu'à 290° pour la tête c'est très chaud aussi ... L'erreur affichée est à la ligne 21459 (mais il y en a eu plein d'autres avant) -> le lit a mis trop de temps à monter à 120° Heater heater_bed no longer approaching target 120.000 Heater heater_bed not heating at expected rate Transition to shutdown state: Heater heater_bed not heating at expected rate See the 'verify_heater' section in docs/Config_Reference.md for the parameters that control this check.1 point
-
C'est intéressant, et certainement pas évident à construire et à faire fonctionner Lorsqu'on arrive à des mécanismes de petite taille, les problèmes mécaniques ne sont plus les mêmes. Les surfaces varient en fonction du carré de la longueur, et les volumes au cube. Du coup, l'importance du poids et des forces de surface ne varient pas avec la même intensité en fonction de la taille. On ne peut donc pas "simplement" reproduire toutes les pièces à l'échelle lorsqu'on construit un objet dans une taille plusieurs fois plus grande ou plus petite que l'original. Regardez les voitures : - Les petites voitures Majorettes en métal qu'on avait dans les années 1980 étaient solides, un enfant pouvait marcher dessus sans la déformer. - Mais si on construisait une vraie voiture avec les mêmes proportions, ce serait un tank hyperlourd avec une carrosserie de quelques cm d'épaisseur. Le cas extrême ce sont les planètes et les étoiles : elles sont toutes de forme globalement sphérique, car les forces liées au poids ne permettent pas d'avoir une autre forme pour un objet aussi énorme, qui s'effondrerai sur lui-même. A l'inverse, en horlogerie, le poids des pièces ne compte quasiment pas, en revanche les forces électrostatiques sont importantes et si on n'en tiens pas compte elles peuvent empêcher le mécanisme de fonctionner. Cette histoire de taille est l'une des raisons des problèmes du réacteur EPR : trop gros, on arrive pour certaines pièces à la limite de ce qu'on peut obtenir en termes de résistance... Ca aurait été plus facile de faire des réacteurs "seulement" deux fois plus petits.1 point
-
J'ai les deux, ils sont super au passage1 point
-
salut @Lefebvre59 il est en effet possible de mettre un extrudeur hemera il y aura quelques pièce a imprimer en PETG pour le support de l'extrudeur sur le chariot de la Artillery, si tu veux je peux te donner le lien du STL que j'ai retenue pour l'installation de mon extrudeur sur ma Genius Matrix trianglelab qui s'intall a 100% de la même façon que le Hemera. Dans les choix d'extrudeur possible, tu as : - Biqu H2 V2S et H2 V2 Revo @P_tite_tete a fait un support tuto d'install pour les X2 avec des STL fournit. - Matrix et Matrix Lite qui sont des système proche du Hemera mais un poil mieux cote conception et heatbreak - Et le Hemera Revo qui a l'avantage d'avoir des buse revo qui intègre buse et heatbreak en une pièce. Pour l'install sans modification de firmware mais a voir possible qu'il faille ajuste la position des Endstop.1 point
-
Pour l'ensemble des PA, la reprise d'humidité est indispensable pour obtenir ces caractéristiques qui resteront stables tout au long de son existence. Voici une fiche produit qui donne les caractéristiques en sortie de presse "d.a.m." (pièce dure mais très cassante) et juste en dessous ces caractéristiques après reprise d'humidité "conditionned" . A l'air libre, il faut compter plusieurs semaines pour que le PA est repris toute son humidité, lorsque l'on fait des tests et que l'on est pressé, on plonge les pièces quatre heures dans l'eau à 90°C pour obtenir la reprise d’humidité optimale. TDS_A3_GF_30_1_black_2385 (5).pdf1 point
-
voila @icky @ric80 @gagipro @polo89 j'ai mis a jour la première page pour le plus que proposer le firmware Marlin 2.1.2 avec gestion de l'input shaping j'ai juste passer par defaut les valeur de résonnance de 40 à 30 pour les AXE X et Y mais cela demandera malgré tout de les calibrer au plus juste pour ne plus avoir de ghosting en print. J'ai modifié dans marlin l'alerte pour que en démarrage de l'imprimante après flash Marlin ne soit plus affiché l'erreur "Error enabeling Leveling" mais un message en français indiquant "Merci de faire un ABL et un Z-Offset" cela sera plus parlant. Et j'ai mis le package complet qui permet de flasher les TFT en STM32&GD32 avec le config.ini preconfigurer et le fichier langue FR de façon a simplifié l'install pour tous. Le liens au github de Ciotto est mis aussi sur la page et des remerciement a @gagipro pour le taf effectué.1 point
-
Une fois imprimé, il n'y a pas de problème avec le PA. Pour info, dans toutes les voitures thermiques, presque toutes les pièces du circuit de refroidissement moteur sont en PA (la pompe à eau, le radiateur, le bouchon et une partie du circuit). Dans toutes les voitures les connecteurs électriques sont en PA. Dans les moteur Hors-bord il y a des pièces en PA. Le POM est meilleur pour le glissement (paliers et petits pignons)1 point
-
Déjà : la première couche n'est pas assez écrasée, ta bordure se délite complètement Pour le reste si tu as une vue de ce qu'il faudrait avoir (une copie d'écran du trancheur par ex) ce serait plus simple, on ne sait pas si il y a des décalages ou un manque de supports.1 point
-
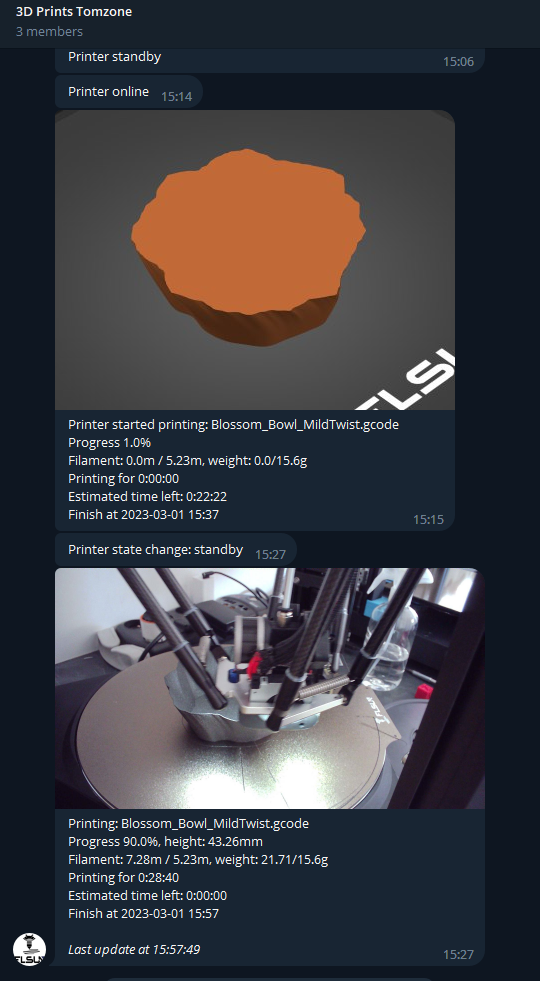
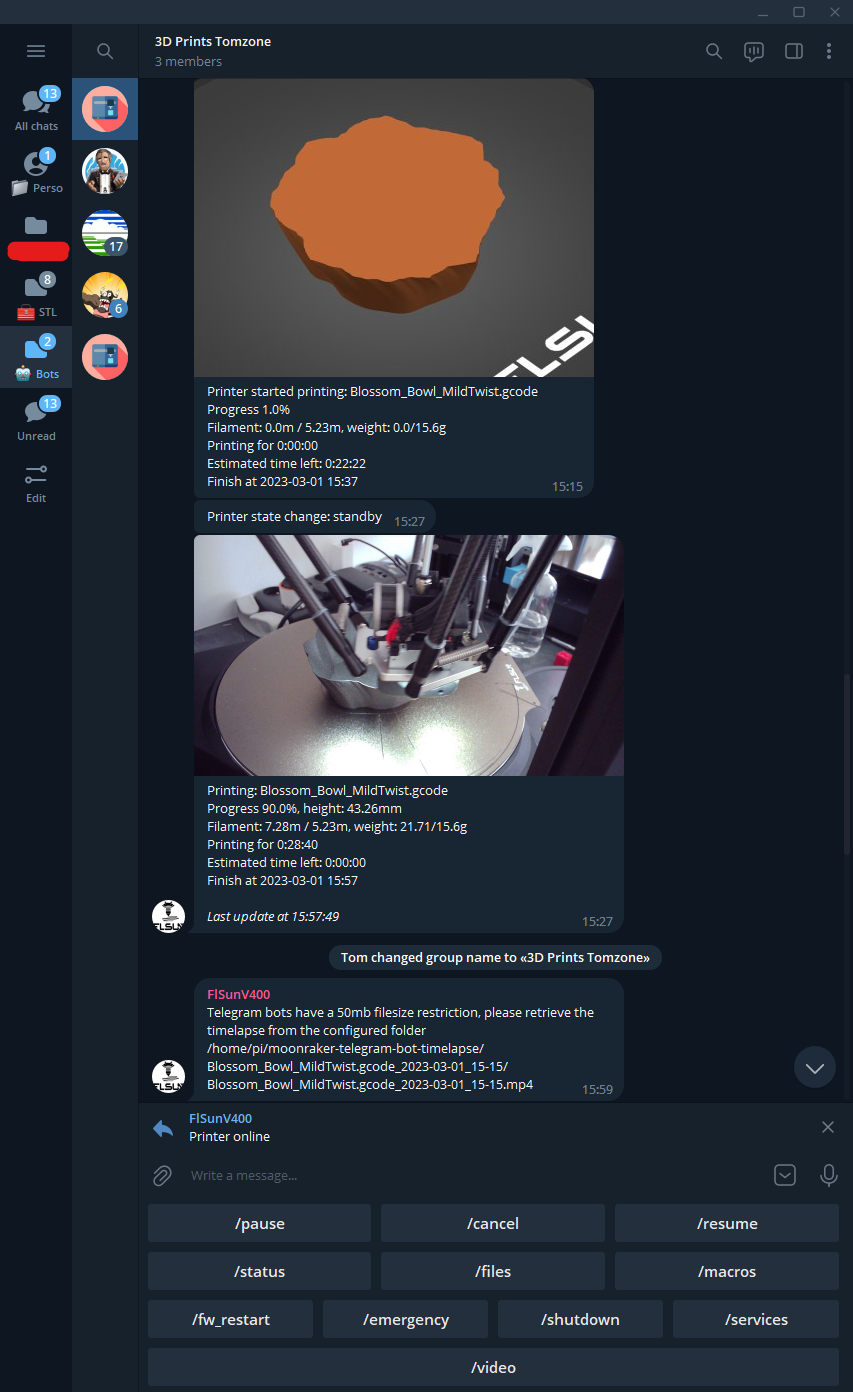
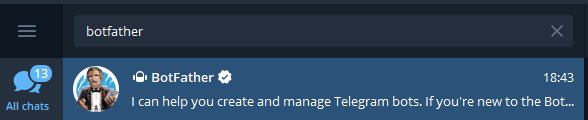
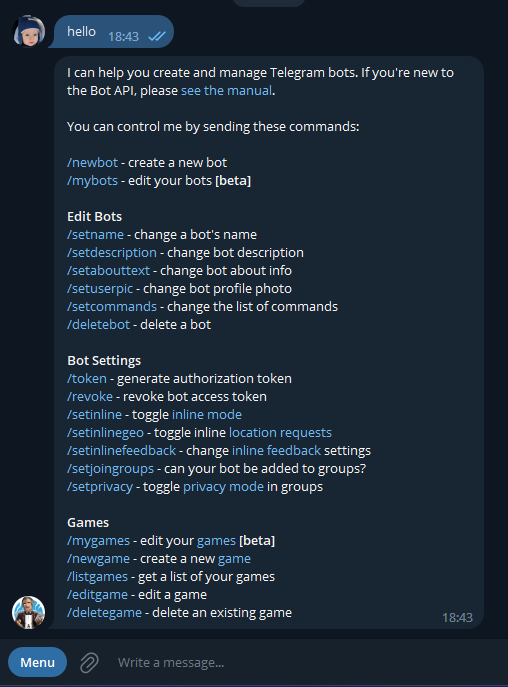
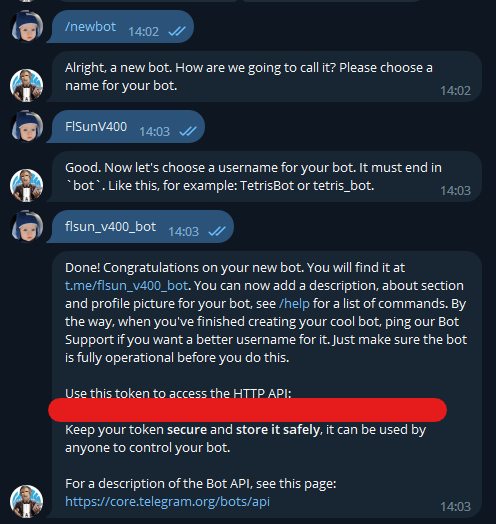
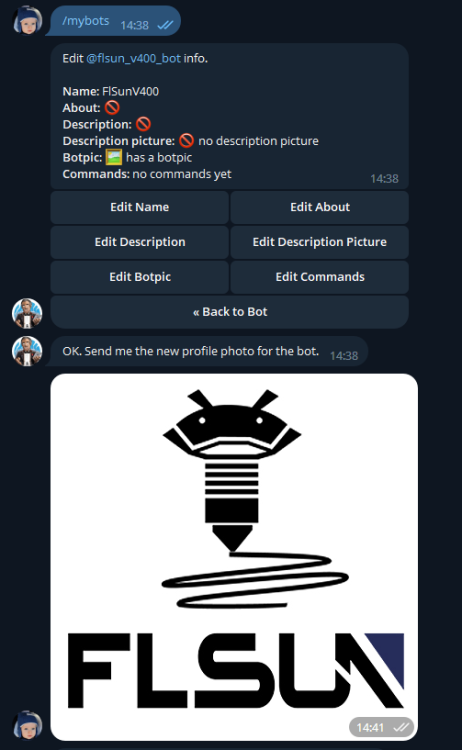
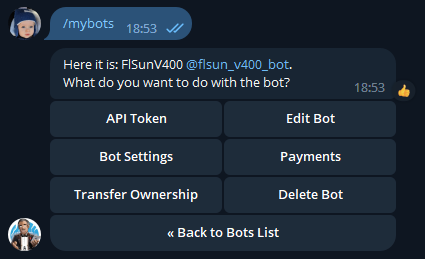
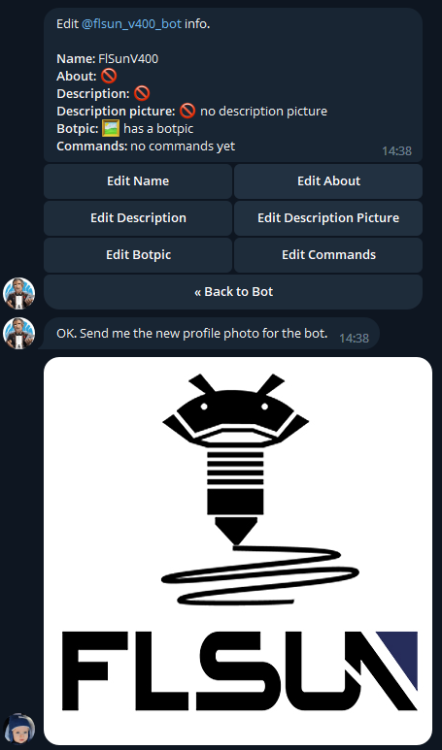
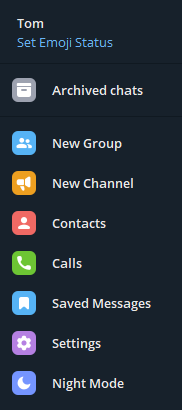
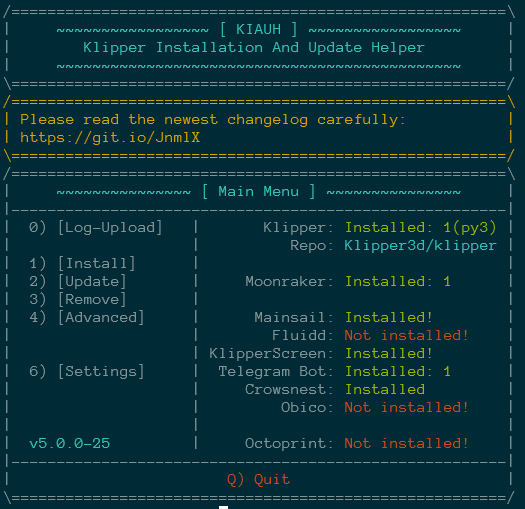
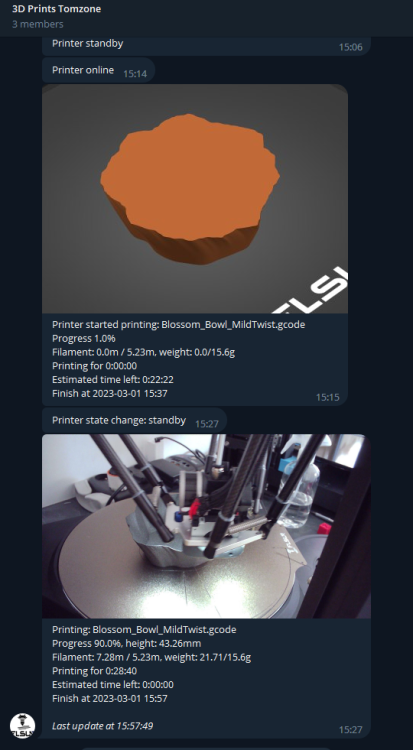
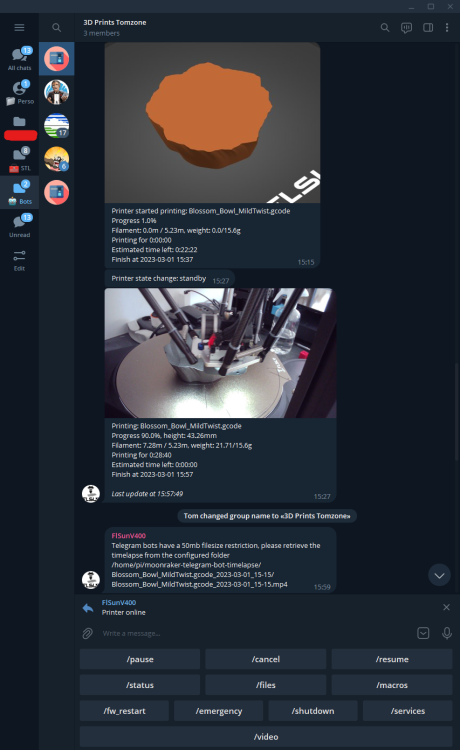
Suite à un précédent post, on m'a demandé de faire un petit tuto pour savoir comment connecter son instance Klipper avec un bot Telegram et ainsi pouvoir piloter son imprimante à distance sans ouvrir l'accès à internet à son imprimante. Je vais partir du principe que vous avez déjà un compte Telegram. Liens utiles : https://github.com/nlef/moonraker-telegram-bot https://core.telegram.org/bots Sommaire Creation d'un bot Telegram Creation d'un groupe Telegram Installation et configuration du plugin klipper-telegram-bot 1. Créer un bot sur Telegram est très simple. Il suffit de contacter @BotFather dans telegram directement et de lui parler : Comme vous pouvez le voir il va vous indiquer des actions qu'il peut réaliser. Nous avons besoin de créer pour commencer un bot, puis nous allons lui donner un nom global, ensuite un nom de bot, puis une image de profile. Ci dessous la screen de la méthode pour créer mon bot : Vous pouvez appeler votre bot comme vous voulez, cependant le nom du bot est unique et doit impérativement se terminer par le mot bot (test-bot, test_bot, testBot). Donc vous ne pouvez pas utiliser le nom flsun_v400_bot (je l'utilise déjà ). Ceci va vous générer un token qui aura la forme suivante : 0123456789:XXXXXXXXXXXXXXXXXXXXXXXXXXX ou les chiffres sont des chiffres aléatoires, et les X des lettres et chiffres (bref un token). Une fois que votre bot est créé avec un token, vous pouvez lui mettre une photo de profil : Taper /mybots, sélectionnez le nom de votre bot et cliquez sur Edit Bot, puis sur Edit Botpic. Et mettez lui une photo de profil. La mienne ci vous la voulez c'est celle-ci 2. Créer un groupe Telegram Maintenant que votre bot est créé, il faut l'ajouter à un groupe. Le bot postera des informations dans le groupe directement. Vous pouvez avoir plusieurs bots pour plusieurs imprimantes (perso j'ai un bot octoprint et un bot klipper). Dans le menu telegram, cliquez sur New Group : Donnez un nom à votre groupe et ajouter une image ci vous le souhaitez. Une fois votre groupe créé, ajoutez le bot dedans : recherchez le bot avec ton 'nom de bot'. Voila c'est tout pour cette partie la. 3. Installation et configuration du plugin klipper-telegram-bot Pour installer le plugin, je vais passer par le kiauh. Je pars du principe que vous avez une connexion SSH à votre imprimante. Je lance donc KIAUH et j'installe Telegram Bot depuis l'interface Une fois que c'est fait, il nous faut nous rendre sur l'interface graphique de Mainsail, dans le menu machine et les fichiers de conf : Créez un fichier telegram.conf (ou peut être existera t il deja). Puis il vous faudra configurer le token du bot et le group ID du chat Exemple : # Please refer to the wiki(https://github.com/nlef/moonraker-telegram-bot/wiki) for detailed information on how to configure the bot [bot] server: localhost bot_token: 0123456789:XXXXXXXXXXXXXXXXXXXXXXXXXXXX chat_id: -123456789 [camera] host: http://localhost:8080/?action=stream [progress_notification] percent: 10 [timelapse] cleanup: true height: 0.2 time: 5 target_fps: 30 Pour récupérer le chatID de votre group, c'est simple, vous invitez dans le groupe le bot @RawDataBot, et celui ci va vous générer un message au format json un peu WTF pour ceux qui ne connaissent rien, mais dedans il contiendra en réalité des informations techniques sur le groupe telegram. Ce qui nous interesse est la partie suivante : Notre Chat ID sera donc dans l'exemple ici : -210987654. Vous pouvez retirer le bot @RawDataBot de votre groupe. Pour maintenir le bot à jour mettez la conf ci dessous dans le fichier moonraker.conf [update_manager client moonraker-telegram-bot] type: git_repo path: ~/moonraker-telegram-bot origin: https://github.com/nlef/moonraker-telegram-bot.git env: ~/moonraker-telegram-bot-env/bin/python requirements: scripts/requirements.txt install_script: scripts/install.sh Ensuite nous nous retrouverons avec un groupe et un bot qui parle dans le groupe. voici un exemple chez moi : Comme vous pouvez le voir, je vois le fichier que je viens d'envoyer, et j'ai fait une configuration simple pour dire que je veux une photo chaque 10% du print. (Il edite l'image en réalité tout les 10%). Par la suite j'ai désactivé le timelapse, mais vous trouverez plus d'information sur des configurations précises ici : https://github.com/nlef/moonraker-telegram-bot/wiki/Installation et ici : https://github.com/nlef/moonraker-telegram-bot/wiki/Sample-config Sachez qu'il est extrêmement configurable. Je vais d'ailleurs travailler pour pouvoir avec une photo dès la première couche afin de contrôler que tout a bien démarré. Voila je pense que j'ai fait le tour. J'éditerai si besoin plus tard pour compléter si j'ai oublié des choses.





 1 point
1 point -
Oui, ça m´a énervé alors je me suis sorti les doigts du c...1 point
-
Quel intérêt de te braquer contre Chat GPT, sachant que cela va continuer, s'amplifier et s'améliorer. Petite histoire: il y a plus de trente ans, je discutais avec notre prestataire informatique de l'arrivée de Windows et il me disait: "Ah, c'est un truc pour jouer, ça ne remplacera jamais nos langages pro". On connait le résultat.1 point
-
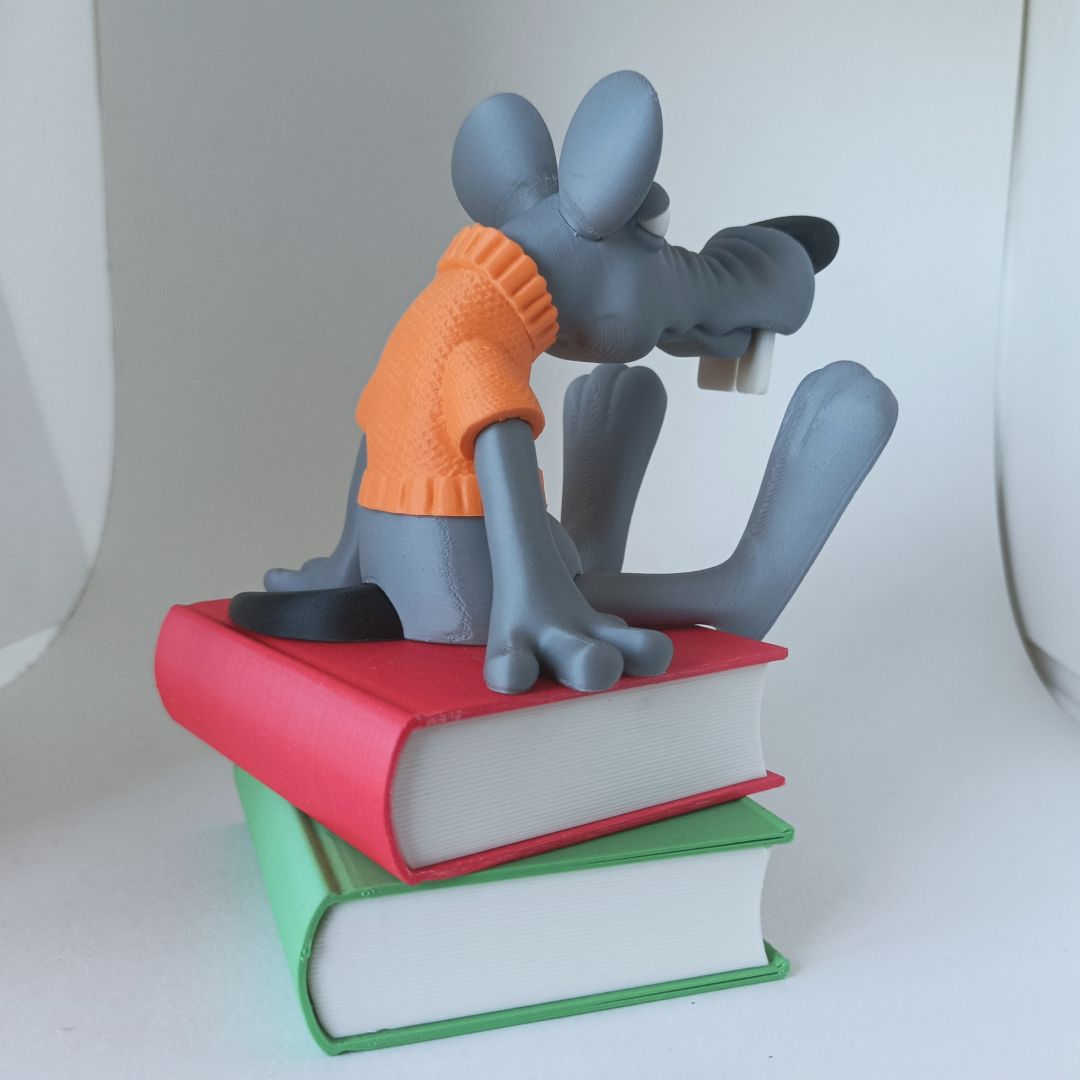
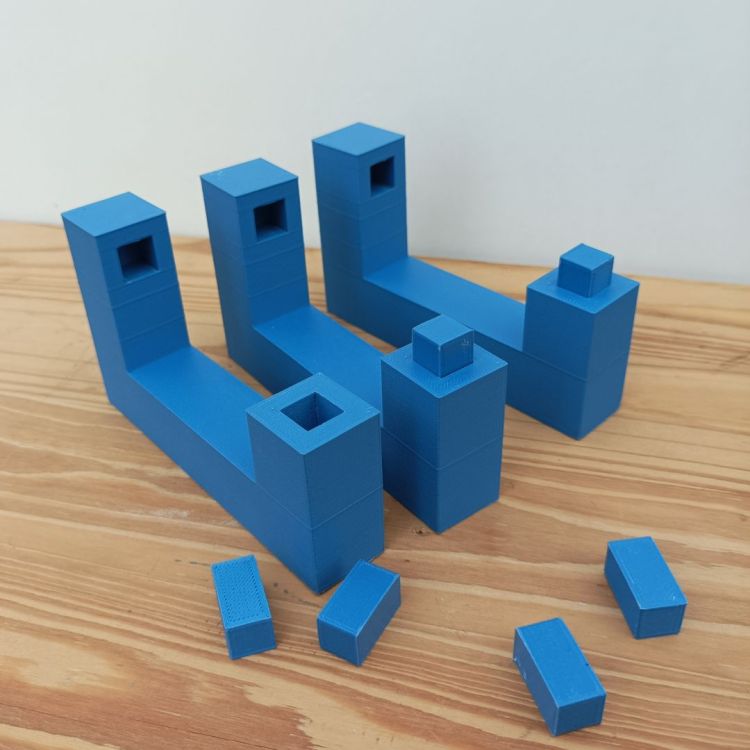
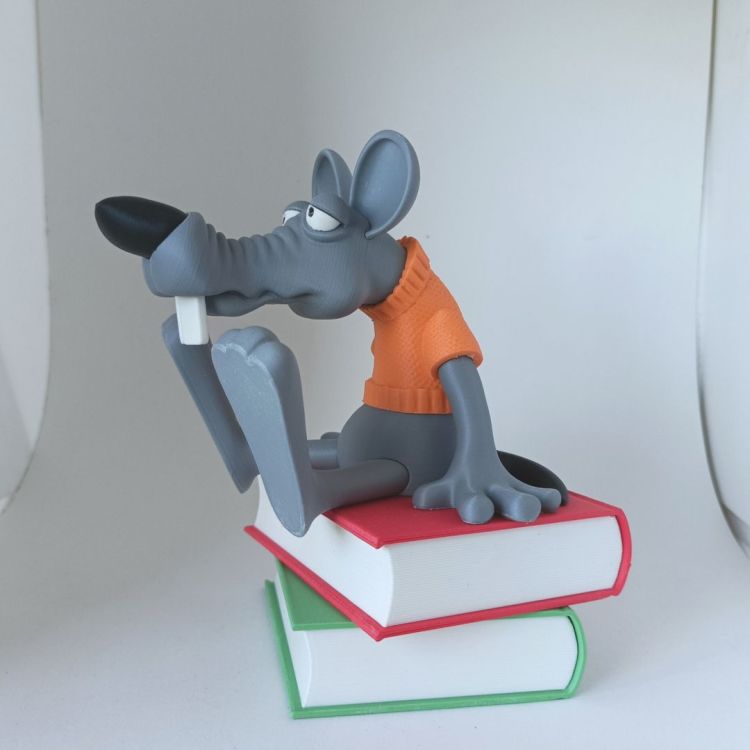
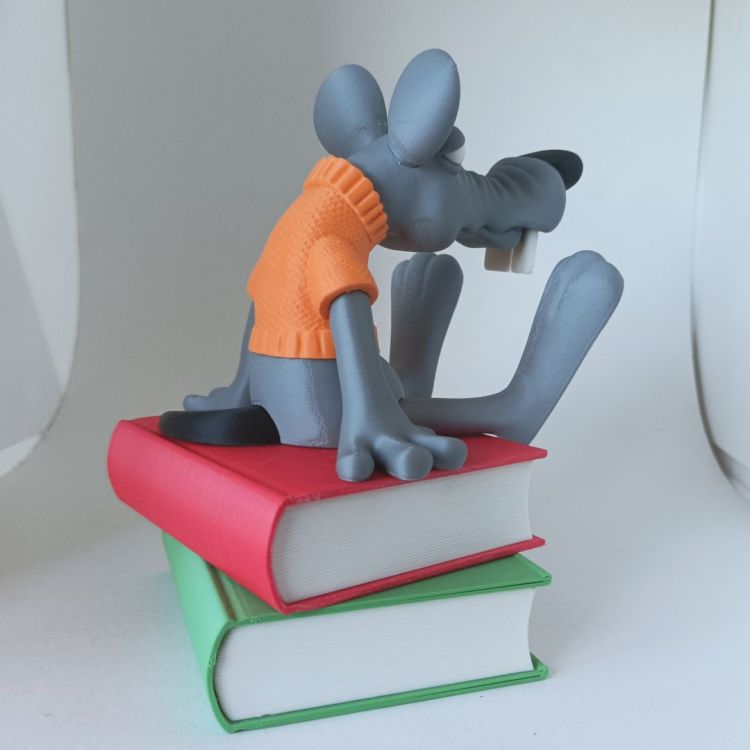
Bonjour à tous, voici mes dernières créations... Ampoules XXL, 16 cm Le Néléfan, hauteur 9 cm...(Si tu commences à voir des néléfans roses, arrêtes les boissons alcoolisées) Cube déstructuré, hauteur 12 cm, j'en ai aussi fait une version avec des aimants à la place des chevilles... Et enfin, un rat amateur de bons livres, hauteur 15 cm.



 1 point
1 point -
J'ai configurer une version Marlin 2.1.2 (la toute dernière version) pour la SideWinder X2, elle doit être fonctionnel avec les mêmes options disponible que mes version précédente. Attention cette version est conçu uniquement pour les X2 équipé d'un TFT avec MCU STM32F107. (n'ayant pas de X2 sous la main j'ai malheureusement pas eu l'occasion de tester cette version sur l'imprimante). Firmware Marlin 2.1.2 pour X2 TFT STM32 Je regarde en ce moment pour une version TFT sur les dernier source BTT, et aussi pour la procédure de gestion de l'input Shaper sur Marlin 2.1.2 (a venir donc). Si certain le test faite moi vos retour de façon a apporter des corrections si nécessaire.1 point
-
Tu me flingues le moral, je pensais qu'en mettant une A.I. sur mon siège à ma place, j'allais pouvoir prendre des vacances.1 point
-
Hello, Avant tout, je tiens à préciser qu'il n'y a rien de révolutionnaire ici, vous pouvez passer votre chemin. Juste que je n'ai pas trouvé d'infos claires lorsque j'ai rencontré mes soucis. Du coup je poste, si jamais ça peut aider quelqu'un.. Et désolé les modos, je ne savais pas où poster ^^ En ayant marre de régler mon bed à chaque fois, j'ai pris la décision il y a quelques temps d'installer un ABL (Nivellage automatique du Bed). Comme je n'ai pas 60€ à mettre là dedans, je me suis vite décidé à prendre un 3D Touch sur Amazon. Malheureusement, je n'ai lu les critiques sur ce produit qu'après avoir effectué la commande, et j'ai pris peur. En effet, le 3D Touch, contrairement au BLTouch original, a une très mauvaise réputation. Fiabilité et sensibilité des plus douteuses, j'ai souvent lu que l'objet mourrait régulièrement au bout de 2 semaines, et que la précision était aléatoire. Et ces avis n'étaient pas infondés : Une fois en place, lorsque vous réglez votre offset, vous n'obtenez jamais le même résultat : Une fois la buse est trop haute, une fois trop basse, etc etc Pour avoir une bonne impression, j'étais sans arrêt en train de jouer avec le babystepping au début de chaque impression. Puis je suis passé à Marlin 1.1.9, et j'ai voulu me séparer de cette méthode chi***te et plutôt aléatoire. Si je me permets de faire un retour sur ce produit, c'est pour noter quelque part la configuration de cet ABL que j'ai réussi à dompter avec un peu de patience. Oui, mon 3D Touch est à présent fiable, reste à savoir pour combien de temps ^^ La première chose à faire, c'est de remagnétiser la tige métallique. Ce n'est pas systématique, mais il arrive que la tige tombe durant l'impression ou a du mal à remonter pendant le sondage, à cause d'un manque de magnétisme. Pour cela il faut dévisser la vis du haut (entre les 2 trous de fixation, avec une clé Allen), sortir la tige et la passer contre un aimant puissant (haut parleur par exemple) ou dans un magnétiseur : https://www.amazon.fr/C-K-T1350-Magn%C3%A9tiseur-D%C3%A9magn%C3%A9tiseur-lame-tournevis/dp/B000XJ6ZX4 . Le fait de rémagnétiser tout ça améliorera la précision de votre capteur mais évitera aussi que la tige tombe et arrache votre impression. Profitez-en pour magnétiser la vis également, c'est elle qui vient tirer la tige dès qu'elle est assez proche. Pour le remontage, insérez la tige dans le 3D Touch et revissez la vis. Attention de serrer assez mais pas trop : - Trop serré, la tige ne remontera pas beaucoup, et donc pas beaucoup de jeu entre votre buse en la tige rétractée : Risque d'accrocher le plastique déjà déposé. - Pas assez serré, la tige va mettre un certain temps à remonter sur la vis : Risque d'offset aléatoire Le mieux pour juger du serrage de la vis est de remonter la tige pour qu'elle 'colle' à la vis, et de serrer ou de desserrer la vis. Repliée, la tige doit se situer entre 2 et 2,5mm au dessus de la buse. Ensuite, il va falloir modifier Marlin. Dans sa configuration d'origine, l'axe Z va descendre à 8mm/s pour un premier palpage, puis à 4mm/s pour le second sondage du plateau. Si ça peut fonctionner avec un BLTouch, il est clair qu'avec mon 3DTouch le résultat n'est pas au rendez-vous. On va commencer par la vitesse de palpage. Rendez-vous dans le fichier Configuration.h et cherchez la ligne suivante : #define Z_PROBE_SPEED_SLOW (Z_PROBE_SPEED_FAST / 2) Z_PROBE_SPEED_FAST est définie plus haut à 8mm/s, donc notre vitesse de palpage est de 8/2 = 4mm/s. Cela veut dire qu'on cherche à se régler au micron près (ou presque), mais on se déplace à 4mm/s. C'est trop rapide, on va plutôt diviser par 8 par exemple, pour palper à 1mm/s. #define Z_PROBE_SPEED_SLOW (Z_PROBE_SPEED_FAST / 8) Pour des résultats encore plus fiables, vous pouvez encore descendre la vitesse si vous le désirez. Cela n'affectera que la vitesse de palpage, pas la vitesse d'autohome. Ensuite, on va définir comment et surtout combien de fois le 3DTouch va palper le plateau. Cherchez la ligne suivante : #define MULTIPLE_PROBING 2 Le 2 correspond au nombre de palpations du plateau. - A 2, le 3DTouch va effectuer un palpage rapide puis un plus lent. Seule la seconde valeur trouvée sera utilisée. - A partir de 3, le 3DTouch va effectuer 3 palpages ou plus du plateau à basse vitesse (celle définie au dessus). Puis au lieu d'utiliser la dernière valeur retournée, Marlin fera une moyenne de toutes ces valeurs. Je vous recommande de mettre 3 au départ et d'augmenter cette valeur au fur et à mesure si vraiment votre matériel n'est pas fiable. Méthode testée et approuvée uniquement par moi pour le moment, pas vu d'autre retour ici. Si jamais, n'hésitez pas à commenter si ça fonctionne ou pas ^^
 1 point
1 point






























.thumb.png.8892030d376f6d8b381c8c29dd7e0183.png)