Classement



.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)
Contenu populaire
Contenu avec la plus haute réputation dans 09/11/2023 Dans tous les contenus
-
Donc affaire a suivre ... et je croise les doigts (des mains et des pieds) pour que tu obtienne une Kobra 2 Max qui cette fois, fonctionne nickel ! Sinon bravo car là tu nous fait plus qu'un test de machine, il y a aussi le test du SAV. ( = Deux articles/vidéos ? ).2 points
-
Je n'ai pas trouvé d'images de face (ils n'ont pas fait de photo officielle de leur stand...), mais on le voit sur l'image en haut à gauche et ci-dessous je l'ai agrandi un peu : Edit : j'ai trouvé un gars qui l'a pris en photo de face (source) :
 2 points
2 points -
suite a la modification tous est rentrer dans l'ordre super comptant, je vous remercie 1M fois de tout votre aide Topic clôturé.
 2 points
2 points -
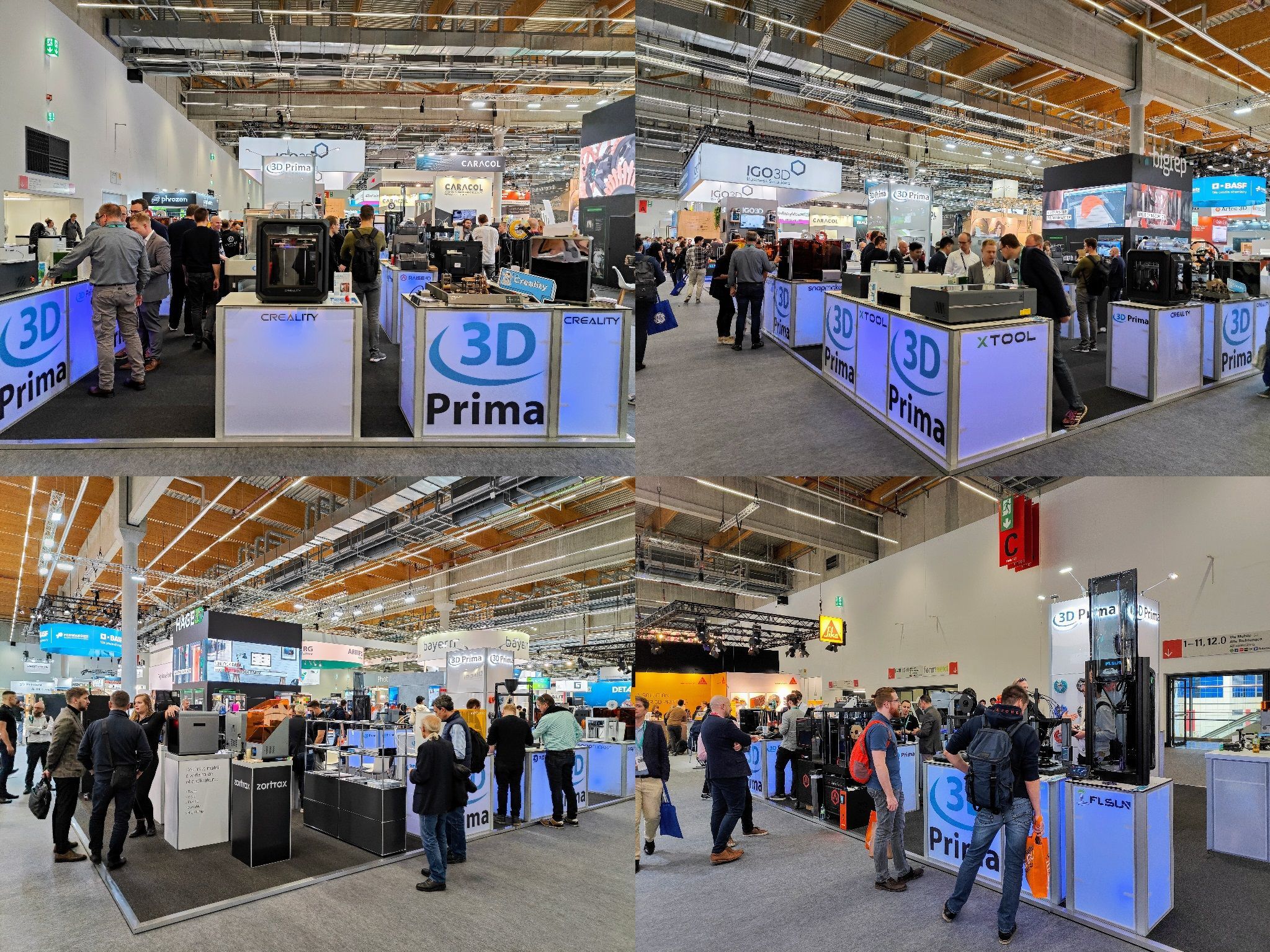
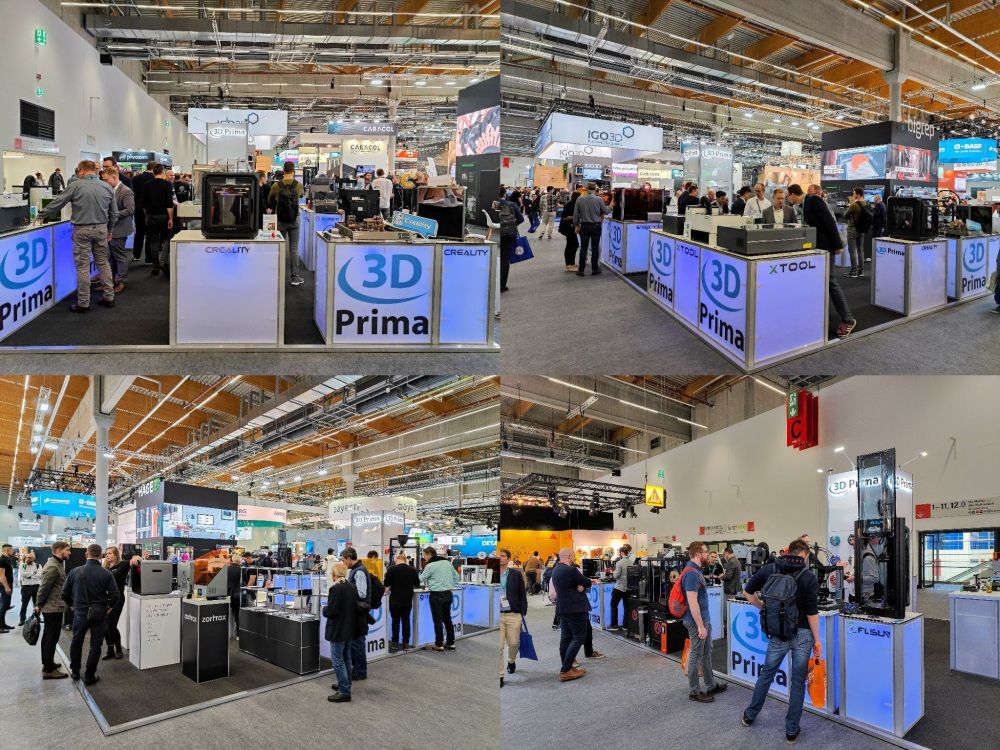
Merci à vous deux, ça fonctionne (pour info le message quand on est en mode édition et qu'on clique sur enregistrer alors que l'édition n'est plus possible n'est pas traduit). J'ai mis à jour le premier post avec de nouvelles annonces, et sur celui-ci je vais mettre quelques photos des stands (les images proviennent des réseaux sociaux des marques) : Chez 3D Prima, on empile les imprimantes et les marques (Snapmaker, XTool, Creality, Raise 3D, FLSUN, etc.) Chez Bambu Lab les rubans LEDs sont de sortie : Chez les français de Constructions 3D, l'araignée qui tisse du béton est de sortie : Chez Elegoo, on peut voir une OrangeStorm Giga qui imprime (ça a l'air de bien se passer à la jonction des 4 plateaux) : Autre projet Kickstarter en cours, Co Print est présent avec son ChromaSet Chez Stratasys il faut un gros stand pour de grosses machines Chez ColorFabb on a fait un effort sur la déco : Chez Polymaker, on fait envie au client : Chez Nano Dimension, il ne faut pas avoir une grande soif pour boire dans la chope : Le stand Chitubox : Le stand Prusa, je m'attendais à quelque chose de plus soigné et moins bordélique (on y voit une Prusa XL avec son "caisson", la nouvelle FDM professionnelle, un MMU3S avec une MK4, etc.)
 2 points
2 points -
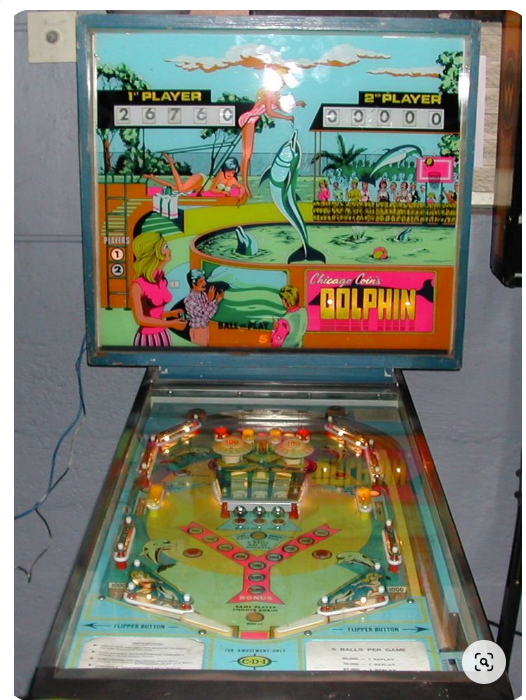
Double Flipper : (pinterest)
 1 point
1 point -
Ouai le flipper et le babyfoot, j'y laissait la moitié de mon salaire... C'était le bon temps avant femme et enfant1 point
-
ou alors ?
 1 point
1 point -
Ce sacré dauphin, 60 ans après on en parle encore1 point
-
Ma machine n’avait pas non plus de maintien de l’axe Z. J’en ai fabriqué un moi même pour limiter les déformations du châssis et optimiser le décollement des grandes surfaces du fep1 point
-
Ha mais si si les pixels peuvent être carré ... si sur un axe il sont plus espacés que sur l'autre ... ( Mais ce serait totalement louche ... )1 point
-
Hello voisin ! Il faudrait maintenir l'environnement de ta machine autour de 19/20°c plutot, 15°c selon les machines et les résines, tu risques d'avoir des échecs, déformations, fissures (certaines machines disposent d'un chauffage de bac). Je ne pense pas qu'une seule machine dégagera une odeur suffisamment forte en extérieur pour géner tes voisins, le nettoyage avec de l'Alcool IPA sera plus odorant, mais certains nettoient intégralement leur maison avec, donc sur le principe... Concernant les grosses chaleurs, difficile à dire je n'ai jamais eu le cas supérieur à 30°C, il parait que les figurines se ramollissent si il fait trop chaud dans leur environnement d'impression. Concernant ton caisson, si tu en as l'occasion, de relier un système de purification/filtration d'air avec filtre à charbon (pas Hepa seulement), soit une hotte, soit un d'intégrer un purificateur d'air avec filtre à charbon, genre ça https://amzn.to/3sBnzq9 Si ça peut t'aider, j'ai réalisé une vidéo où je fais quelques tests d'efficacité et de mesure de toxicité ici1 point
-
Re, non pas de SAV ... Amazon ... J'ai tout désinstallé, Cura et fait un reset complet. J'ai relancé une impression qui s'est bien passée ! la premiere depuis de nombreuses journées. je ne crie pas victoire1 point
-
Bonsoir, Dans le genre de trucs simple de forme, mais qui prend du temps, j'ai modélisé ça dans Fusion puis imprimé. Je m'en suis ensuite servi comme décor en toy photography (puisque c'était le but de la chose). J'ai tout mis dans une petite vidéo que voici :1 point
-
Bon, j'ai honte de moi, on va mettre ça sur la fatigue . C'était bien le nivellement, mais quel boulet je suis...1 point
-
@Beloute745 j'ai séparé ton post du sujet ou tu l'avais placé car cela n'avait rien à voir1 point
-
Je pense avoir trouvé mon erreur (grâce à ton tuto), je vais faire un essai ce weekend, à mon avis le PTFE ne devais pas rentré complètement dans le heatbreack1 point
-
Salutation ! Tous dépend des voisins. De la configurations/distance des balcons / fenêtres. Pour moi, une imprimante résine ne fait pas énormément de bruit. Et si en extérieur l'odeur ne devrait pas trop gêner. Par contre en extérieur, le truc c'est que l'on utilise des résines qui durcissent aux UV or les rayons du soleil contienne des UV, donc cela ne va pas te faciliter les manipulations car si tu fait pas attention et expose la résine dans le bac ou qui reste sur l'impression avant nettoyage alors se sera très problématique a nettoyer simplement ... et avec l'hiver qui arrive, entre le gèle et l'humidité je dirais que c'est pas l'idéal ( de plus la réactivité des résine changent avec la température donc si il y a de grosse variation de température, lors d'une impression étalé sur plusieurs heures, tu risque d'avoir des différence d’aspect de surface voir des échecs d'impressions ). puis après il y aura l'été ... ( il faut pas que la source UV chauffe trop lors de son fonctionnement sinon elle grille ) Donc je dirais qu'il faut bien étudier le caisson ... que se soit presque une chambre noir ( mais avec une lampe qui n'émet pas d'UV pour tout de même voir se que l'on y fait) et pas trop exposé aux intempérie ( collé au mur pour limiter les perte calorique et variation de température )1 point
-
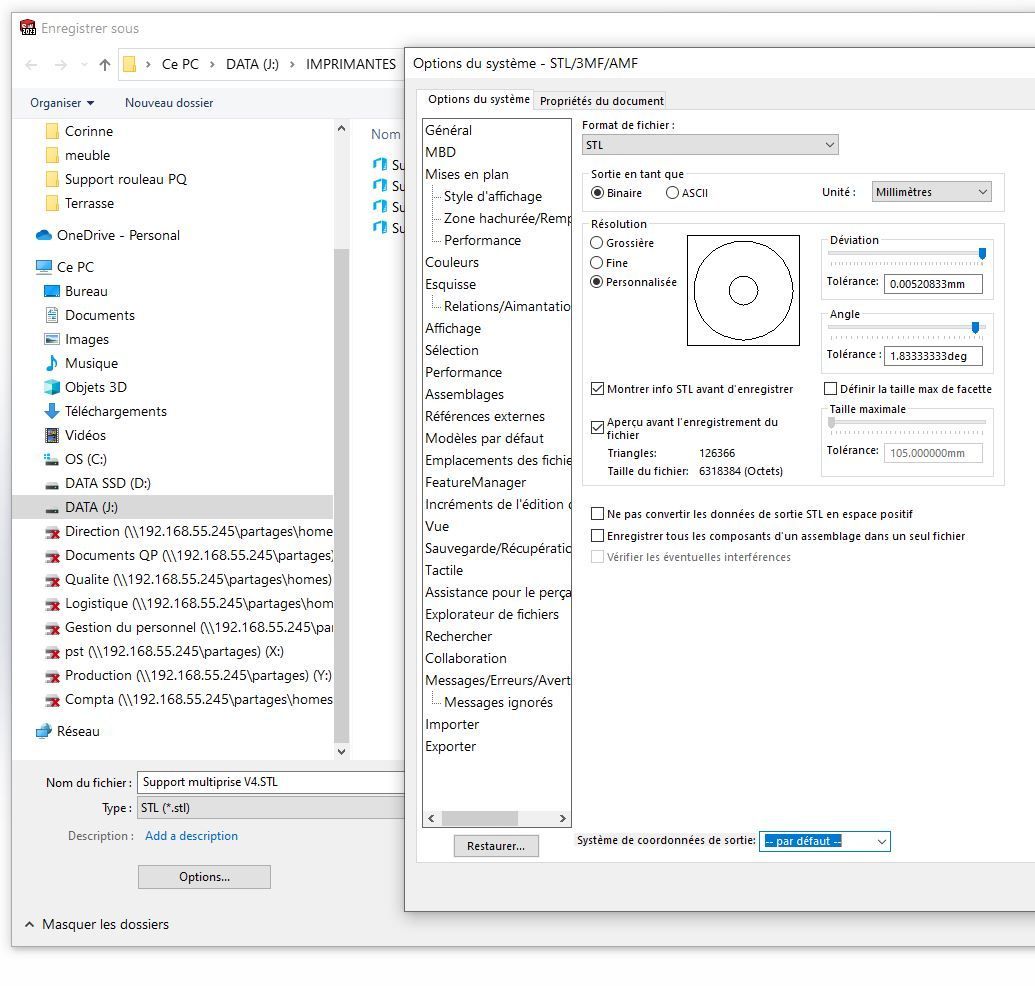
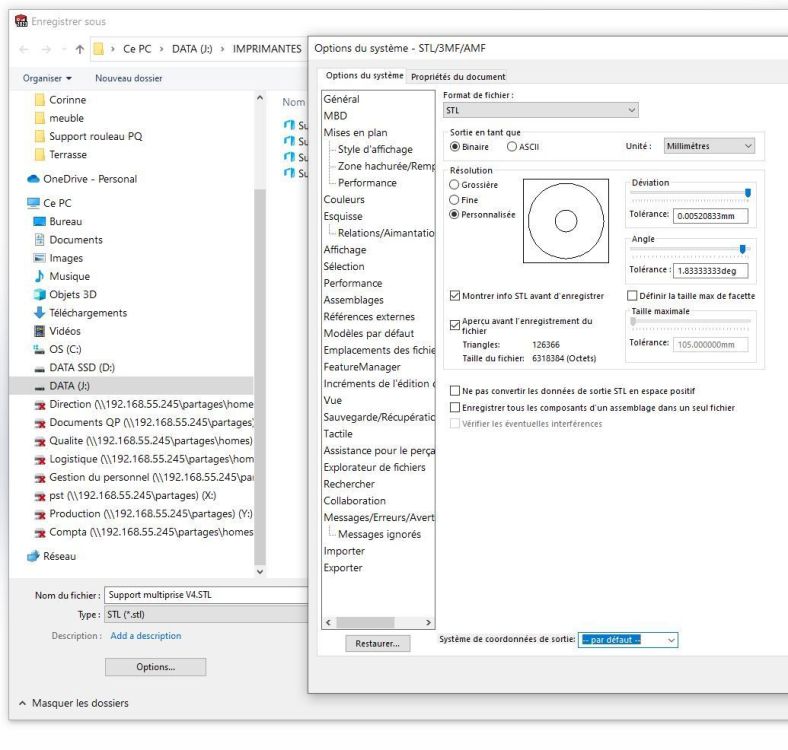
Dans Solidworks quand tu enregistres en STL, avant de valider, tu vas dans le bas de la fenêtre "OPTIONS" Résolution, personnalisée et tu augmentes déviation et angle (sans aller au maxi sinon tes fichiers STL seront monstrueux). Voici mes réglages et je n'ai pas de facettes.
 1 point
1 point -
Pareil j'ai bien envie de m'en prendre une mais je ne sais pas sur quoi je vais la mettre1 point
-
verifier les steps extrudeur. et si l'imprimante en bien en OFF sur l'option extrusion volumetrique1 point
-
C'est moi ou ils ont oublié d'amener les deux autres imprimantes au salon Formnext ? Parce qu'il ne reste plus qu'un jour et demi de salon et on a toujours pas vu les autres modèles et pire que ça, l'onglet New Release qui était le premier sur le site a disparu, même si la page existe toujours.1 point
-
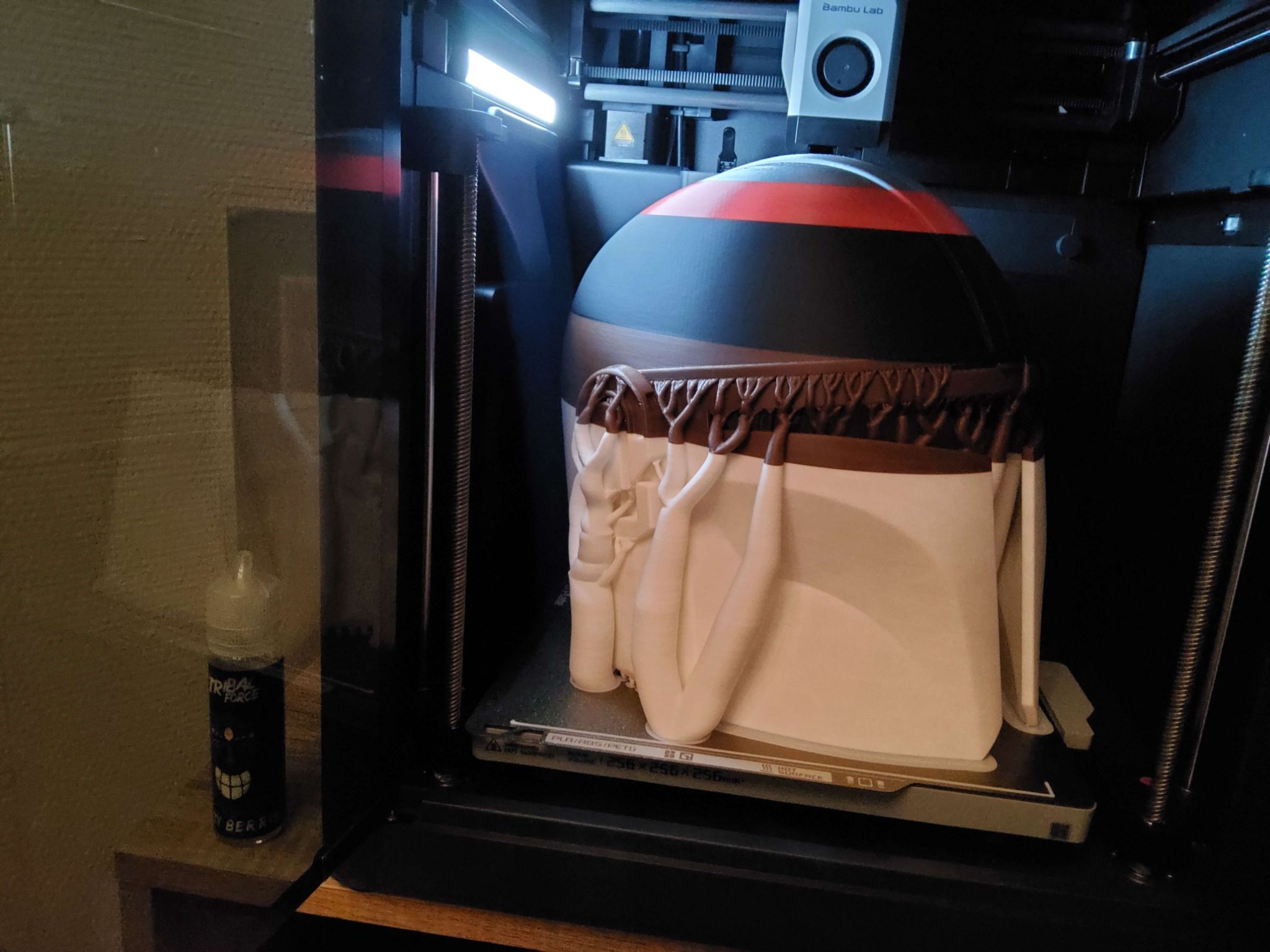
Nouvelle version du slicer en approche (1.8.0 BETA). Pas de gros bouleversements, un peu à boire et à manger (de "l'ouverture" vers les autres imprimantes / filaments avec la capacité de les créer dans l'appli directement (pour les profils custom), nouveau mode d'organisation auto sur plaque, CUT amélioré, etc.) A part peut-être quelque chose d'assez attendu (disponible depuis un moment sur PrusaSlicer) : un nouveau type de supports, le "tree organic", qui normalement fait gagner du filament et permet d'imprimer des choses + complexes. 1.8.0 Public beta Latest This is a major release (V1.8.0 Public Beta) that mainly adds some features, improvements, and fixes based on user feedback. Feature 1. Support creating custom filaments in Bambu Studio In the past, Bambu Studio provided limited third-party filament presets, users had to use "Generic XXX" for those third-party filaments, which brought lots of trouble to AMS mapping. Now, you can set up your own custom filaments right in Bambu Studio. In this release, Bambu Studio provides a handy way to create custom filaments directly in Bambu Studio. You can create/delete custom filaments or create a preset for existing filament from the "Edit Filament" page. Detailed instructions are available on our Wiki. Also the custom filaments could be chosen on X1 and X1C printers, and start printing as system filaments. The functionality will be available after the firmware update to version 1.6.6 (public beta version, will come out soon) 2. Support creating custom third-party printers Previously, when Bambu Studio did not support certain printers, or if users sought to enhance their printing quality by altering the printer nozzle, the requisite manual adjustment of printer profiles was cumbersome. To address this, we have introduced an automated function that facilitates the creation of necessary printer presets. This functionality can be accessed via the designated function entrance detailed below. Once created, the custom printer presets will be organized within the 'User Presets' category. Comprehensive guidance on utilizing this new feature is provided in our Wiki. 3. Supports exporting and importing printers' profiles, filament profiles, and process profiles. You may share profiles with others by these way offline. The function entrance shown in the left picture. The right shows the export UI. Please check the Wiki page for details. The import configs feature now supports four different file types, namely .json, .bbscfg, .bbsflmt, and .zip. 4. Support auto flush calculation function In multi-color printing scenarios, it is not uncommon for users to overlook the computation of filament flush volumes, or to omit recalculations upon changing filament colors, resulting in print defects. To mitigate this issue, Bambu Studio now incorporates an automatic flush volume calculation feature. While you add a new filament or edit the color of filaments, flush volumes will recalculate automatically. 5. auto-arrange objects to the middle of the plate while switching the printer profile. You may always be upset that the objects need to be arranged to plate manually while switching the printer profile. However, it will never bother you again. When the printer profile is changed, objects are automatically arranged onto the corresponding plates. This GIF shows the mess after switching the printer profile in the previous. This GIF shows the auto-arrange function in this release. 6. Add connector function. The cut tool in Bambu Studio has been upgraded to offer new features, including the Snap connector and dovetail cutting, alongside improvements to the existing flat cutting capability. This enhancement includes code adapted from PrusaSlicer, and we acknowledge the efforts from PrusaSlicer and the contributors @YuSanka, @enricoturri1966 Snap connector: Dovetail cut function: Improvement Support nozzle diameter detection and nozzle hardness detection While the printer assignment is sent, Bambu Studio detects if the nozzle is qualified to print the filaments: a. Check whether the diameter of the preset nozzle is the same as the diameter of the printer nozzle. b. Check whether the hardness of the printer nozzle is suitable for the filaments used for printing. This feature reduces the risk of nozzle clogging and ensures the nozzle's longevity by preventing excessive wear. Note: The diameter and the hardness of the nozzle could be set on the printer's screen. Support device file management for P1P/P1S/A1 mini #2088 #2328 . Bambu Studio now supports file browsing for P1/P1S/A1 mini. Please note that this feature relies on the printer firmware being upgraded to a new version(P1P/P1S v1.5 and A1 mini v1.2 to be released). When this feature is enabled, you can browse and download timelapse video files on the printer through the studio, browse model slice files on the printer, and initiate printing; However, the downloading model function of these models on printers is still not supported. Add more layer height profiles for P1P's 0.2 0.6 0.8 nozzle Add "top area threshold" in develop mode, which could improve top area quality in some cases, thanks @igiannakas In developer mode, there is a new parameter called "top area threshold." This determines the extent to which the area of the top layer is reduced to decide if the "only one wall on top" setting should be applied. Adjusting this threshold influences the contraction parameter. Increasing it can enhance the model's appearance. For instance, the left sphere shows some top layers with a single loop, leading to an uneven top surface. In contrast, the right sphere, with fewer top layers, presents a more refined shape. Add the "best object position" parameter to allow users to define the optimal position to put the model. The parameter could be modified in the printer settings, and auto-arrange will put the model in the position set. We have set the different best positions for the A1 mini and X1 series. Add Tree Organic as a new support style. This feature is picked from PrusaSlicer. Thanks to PrusaSlicer. #797 #1785 #2420 improves the connection of the patches. When using a multi-material painting tool, there is now an option to enable the interlocking of the painted patches with the neighboring segments. This improves the connection of the patches. This function is picked from PrusaSlicer, thanks to PrusaSlicer. Refer to the figure below for the parameter's location. This parameter's value indicates the embedding depth for odd-numbered layers, with a value of 0 deactivating this feature. Support to search model by name on the object list Add wipe tower weight summary in gcodeviewer #1167 #2576 Support to edit plate names on the object list. Support to set ironing angle. The ironing angle refers to the relative angle infill direction and the ironing. This feature allows users to change the angle between the ironing and the infill direction to get smoother ironing. Add Korean language support, maintained by Bambu Lab New Languages support from community: Russian, Czech, Ukrainian. thanks to [stasyan68](http...1 point
-
Changement d'adresse définitif (jusqu'à preuve du contraire ) pour le store français Anycubic. Le domaine en .fr ne fonctionnera plus, il faut maintenant passer par https://fr.anycubic.com/1 point
-
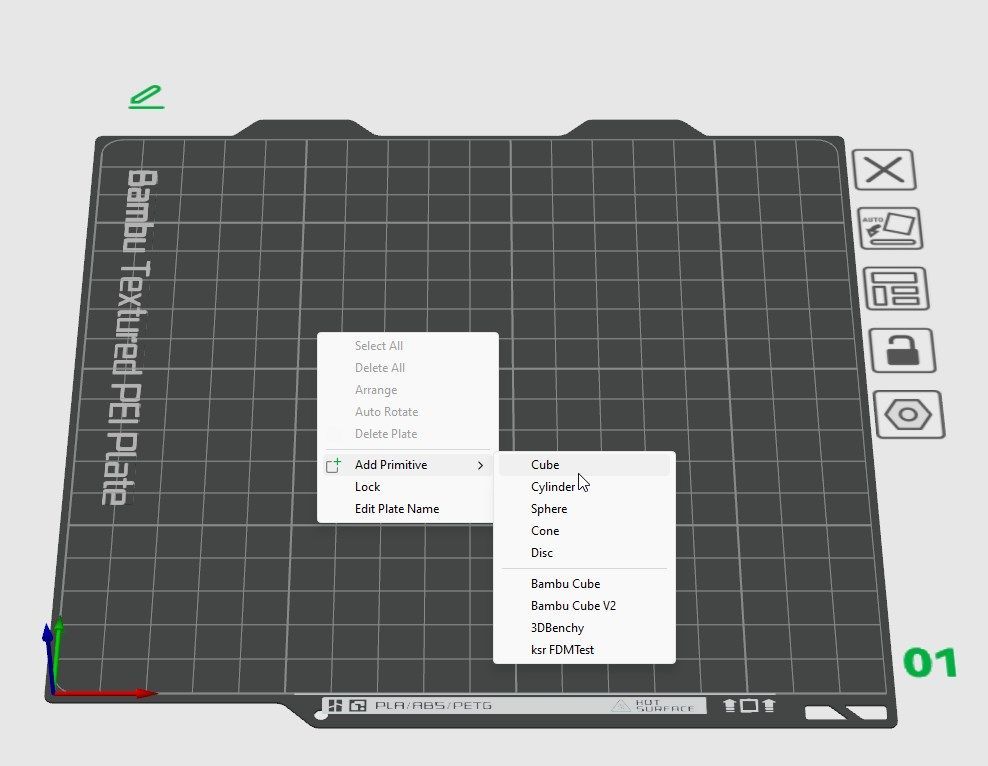
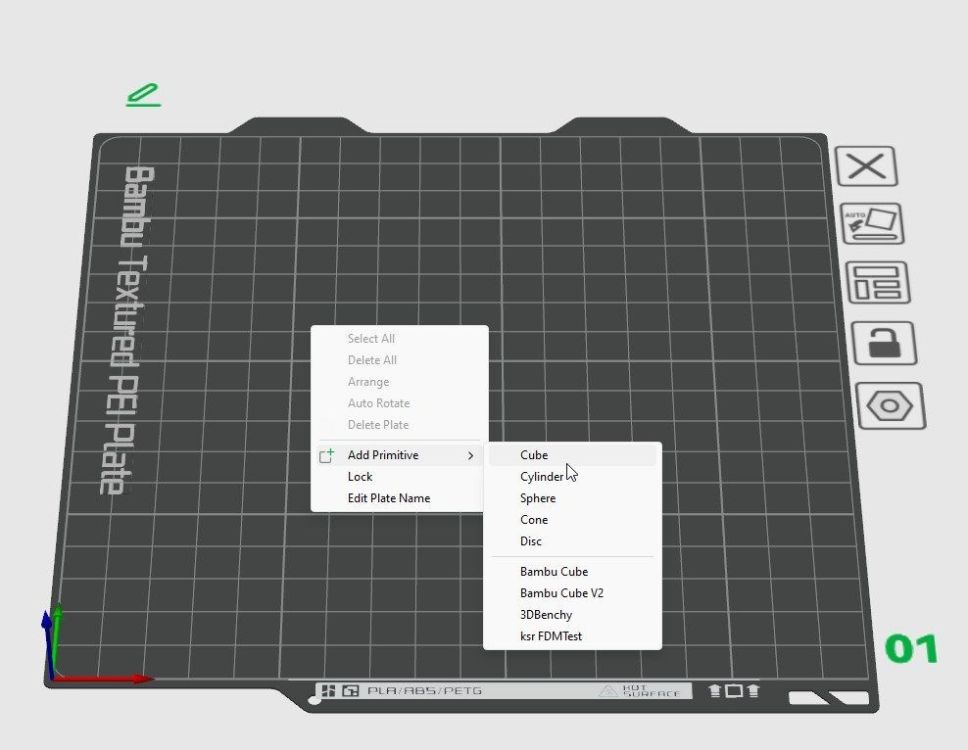
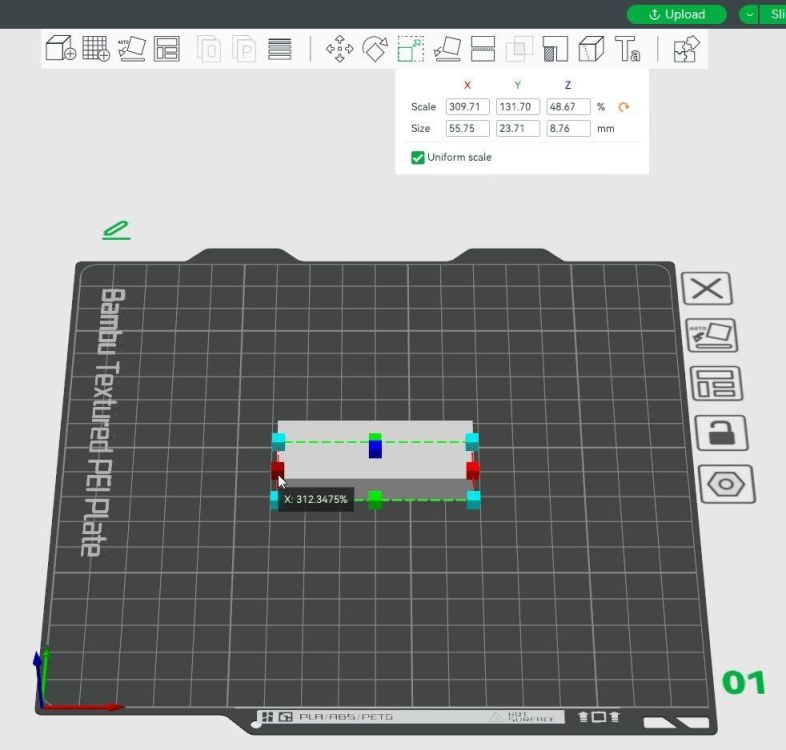
Clique droit sur la plate :
 1 point
1 point -
Allez, petite évolution, Anycubic m'a demandé de contacter le commercial pour changer la machine Un mois d'échange pour arriver à cette conclusion, j'sais pas si je suis soulagé ou agacé1 point
-
Mauvaise idée, mécaniquement une imprimante 3d et conçu pour la vitesse et peu d'efforts, une cnc c'est tout l'inverse. Il faut mieux refaire un cadre avec les profils alu et concevoir une autre machine. Mais si tu veux vraiment essayer tu peux mettre la broche à la place du ventilo, à la place du plateau ça peut aussi mais il est regulé avce un pid. Ou alors tu alimentes ta broche à l'extérieur il existe des alimentations avec des potards intégrés.1 point
-
merci @hyoti et @pommeverte je vais arrêter pour ce soir j'ai les yeux qui se croisent ! je vais essayer ça demain... Bonne nuit Bon en fait j'ai pas résisté (pas de volonté!) je l'ai chargé et whaaaaaaaaa ça a pas l'air mal tout ça !!! bon faut pas abuser je vais me coucher quand même ! merci à vous1 point
-
ah bon? Perso, j'aurais décommenté la ligne suivante: #overlays=tft35_spi devient => overlays=tft35_spi1 point
-
Bon ben c'était trop beau... J'aurait peut-être pas du attendre pour égorgé une carte SD en direction du soleil couchant en me tenant sur une jambe avec une plume de mammouth joufflu coincé entre les fesses... L'impression c'est bien faite jusqu'au bout, mais le FEP y est resté... Il a tenu 4 impressions... Alléluia, rien sur l'écran (j'attend mes protections d'écrans d'un jour a l'autre) Est-ce un problème de home trop bas...? Je précise que le FEP est un Elegoo et pas d'une marque bizarre... Ou simplement un petit morceau de support...? j'ai rien trouvé lors de la filtration du bac... Je pense que je vais refaire (encore) mon fichier pour gonfler le diamètre des supports...1 point
-
Mais que je suis con... Ben oui j'ais le nivellement d'activé sur les 10 premieres couches, je ferais une vérif demain, mais qu'est-ce que je peux être débile parfois. Merci1 point
-
C'est basé sur OpenWRT Il existe un équivalent au apt, yum, dnf des distributions «classiques => opkg , le problème avec le SP est que les sources permettant d'utiliser opkg ne sont pas peuplées (opkg.conf est vide), quand bien même elles le seraient, sudo, systemd et d'autres paquets importants ne font pas partie des paquets disponibles et donc nombre de scripts prévus pour de vrais systèmes Linux sont inutilisables tels quels (KIAUH et d'autres par exemple) Raison pour laquelle, il faut jouer de la ligne de commandes (que je pratique régulièrement depuis des dizaines d'années)1 point
-
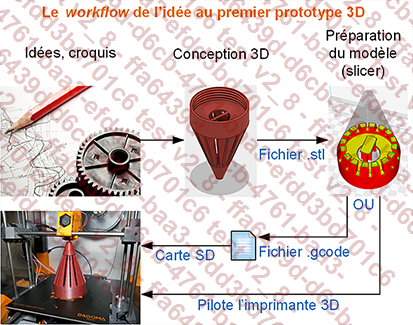
@jasmine Voici un petit workflow qui j'espère pourra t'aider. Si l'on oublie les parties, Idées, croquis et conception 3D, la plupart des personnes téléchargent des fichiers 3D sur différentes plateformes (ex: www.thingiverse.com, etc.) Ces fichier son généralement des fichier STL (ex: nomdufichier.stl) ce format ne peux malheureusement pas être lu par l'imprimante 3D. Il faut obligatoirement le transformer en fichier gcode. Pour ce faire, il faut utiliser un slicer ou trancheur (en français) par ex: Cura, Superslicer, etc. Ce logiciel (qui doit être préalablement configuré avec les différents paramètres correspondant à ton imprimante) permet donc de transformer le fichier STL de base en fichier GCODE qui pourra être copier sur la carte SD et enfin imprimé par l'imprimante. Donc, tu dois: 1) Télécharger un slicer. Cura par exemple car je vois que tu as déjà télécharger le fichier. 2) L'installer sur ton ordinateur et configurer un profil correspondant à ton imprimante (Tu peux utiliser le profile "anycubic kobra néo" sûrement déjà existant. 3) Depuis le logiciel Cura, ouvrir le ficher.stl que tu veux imprimer. il faut savoir qu'a ce stade, il y a une grande quantité de paramètres qui peuvent être ajusté en fonction des besoins de ton impression. Mais pour cette fois, tu ne touche rien et tu utilise tout les paramètres par défaut. 4) Cliquer sur le bouton "SLICE" en bas à droite et attendre la fin du processus. 5) Une fois le fichier "Slicer" tu dois avoir le bouton "Save to file" qui te permet de sauver le fichier.gcode sur ta carte mémoire. 6) Insèrer ta carte mémoire contenant le fichier gcode dans ton imprimantes et tu lance l'impression. 7) Ne pas oublier de nettoyer le plateau de l'imprimante avant de commencer afin d'éviter que la pièce se décolle de celui-ci. (eau tiède légèrement savoneuse) Si tout se passe bien (car tu découvrira que tout ne se passe pas toujours comme prévu) tu devrais voir ta pièce 3D prendre forme. Ceci est un petit exemple des différentes étapes de l'impression 3D, il manque évidement plein de choses que tu devra apprendre au fil du temps. N'hésite pas à posé tes questions sur le forum, mais pense aussi à aller voir quelques tuto avant tout.
 1 point
1 point -
Creality Cloud me gâte Il semblerai, que j'ai en remercient pour ma participation active a ce concours, une bobine de filament comme cadeau. (Avant même la fin du concours.) Car, j'ai reçu un mail titré "Appreciation for Your Active Participation" Je vous dirais ici, quand j’aurais reçu le cadeau. Bonne continuation a tous.1 point
-
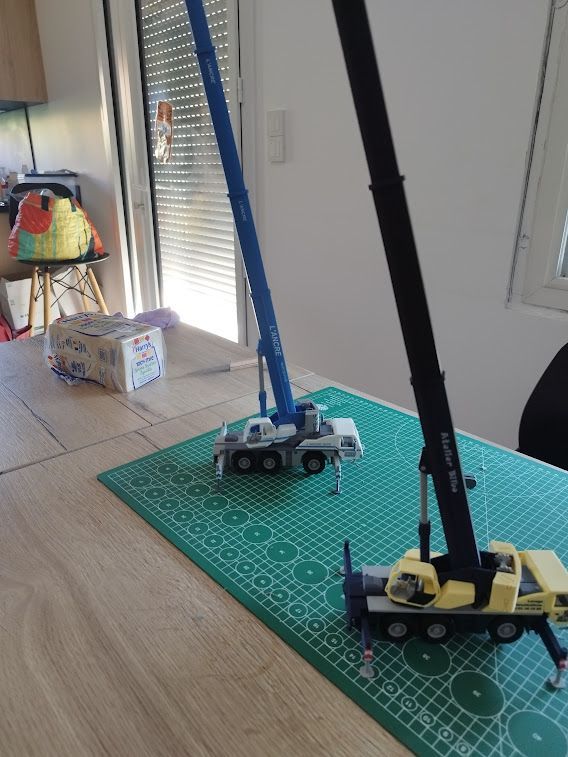
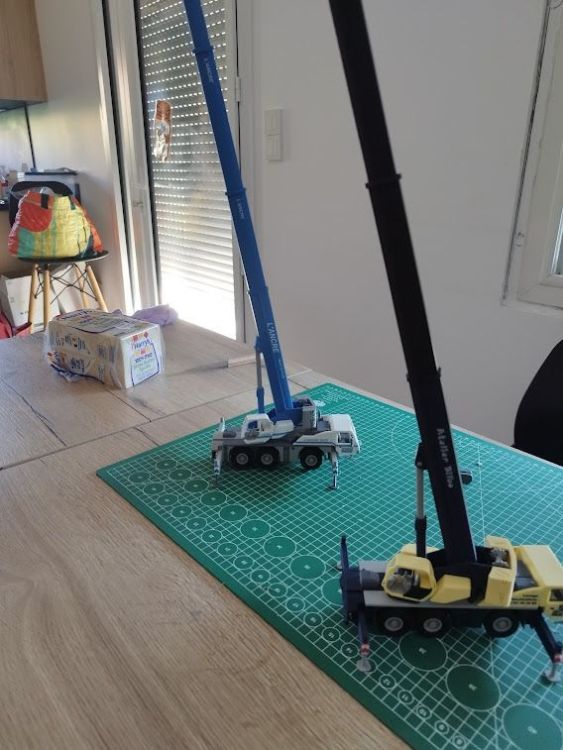
j'avais deja mit une des grues sur un autre sujet, mais j'ai imprimé en plus de la grue a l'effigie de ma boite celle de la boite de levage voisine pour laquelle je travail de temps en temps j'ai aussi conçu et imprimé cette poignée pour un drone DJI FPV, le but est de rattrapé facilement le drone depuis le pont d'un bateau en mouvement. le socle sert aussi de base de décollage, le drone décolle sans l'embarquer avec lui. il y a aussi mon IMOCA qui est en cours de réalisation, ici le second prototype, je me rend compte que finalement, a part pour les grues, je n'utilise quasiment pas l'ams pour le multicouleur, mais je ne pourrai pas m'en passer pour la facilité de changement de filament! apres il y aura surement de future projet qui seront en multicouleur!



 1 point
1 point -
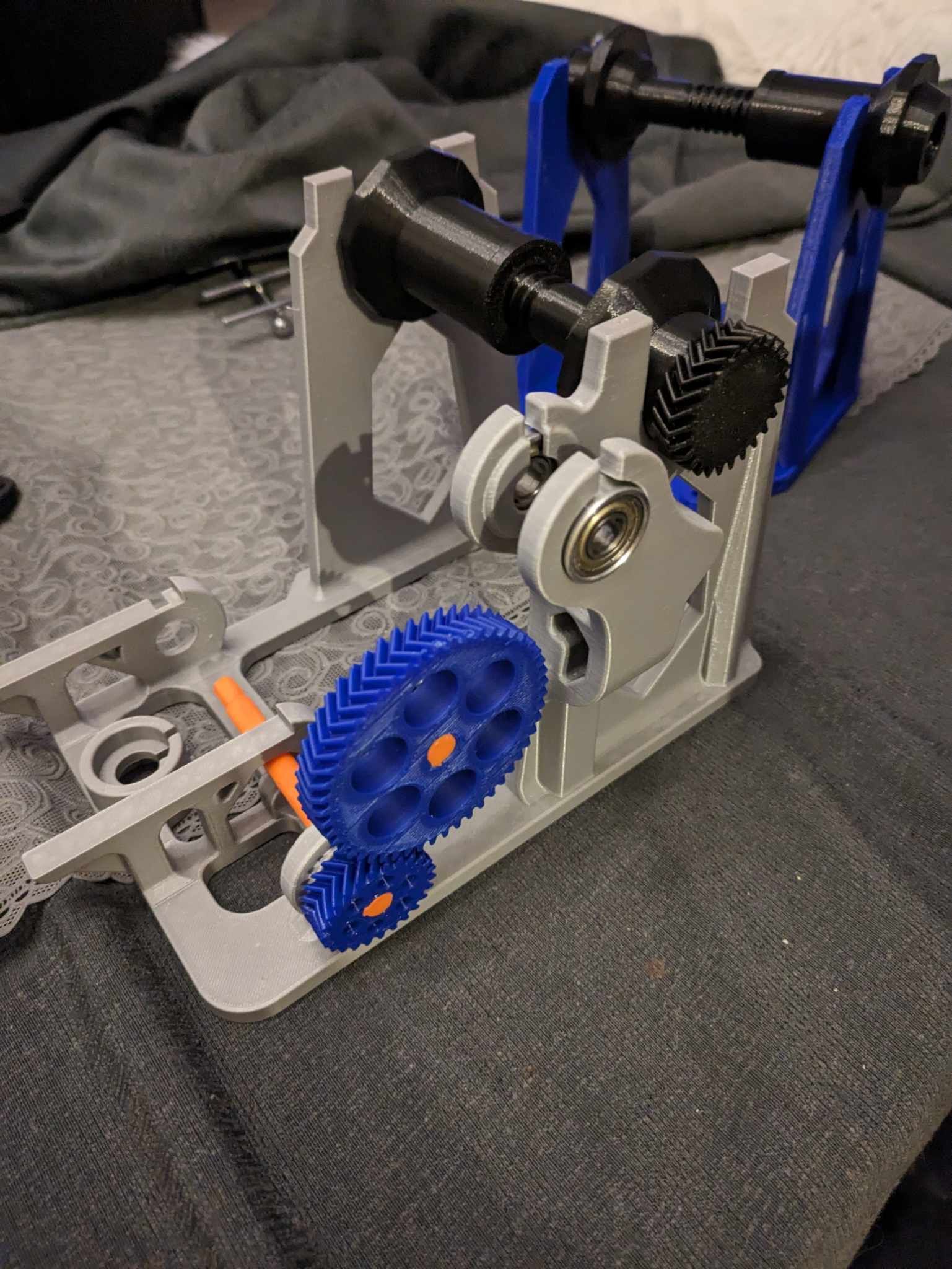
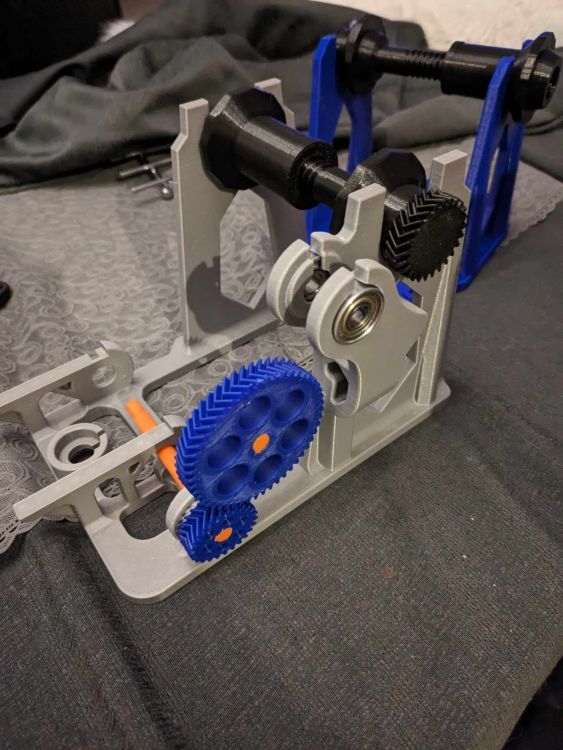
Tout comme @tuxstang j'ai également print un embobineur avec Guide de filament Seul la partie bleu étant imprimé sous V400 tous le reste étant fait avec ma P1S en PETG, d'ailleurs j'aurais du le faire entièrement sous la P1S car les pièces bleu présente des erreurs de jeux dans les Axes des roue cranté Il ne me reste plus que a attendre mes roulement a billes et ma boite de vis M3 Hexagonal pour fixer les pièces les unes après les autres PETG gris: eSun Gray 255° Buse / 70° Bed PETG Orange: Giantarms 255° / 70° Bed
 1 point
1 point -
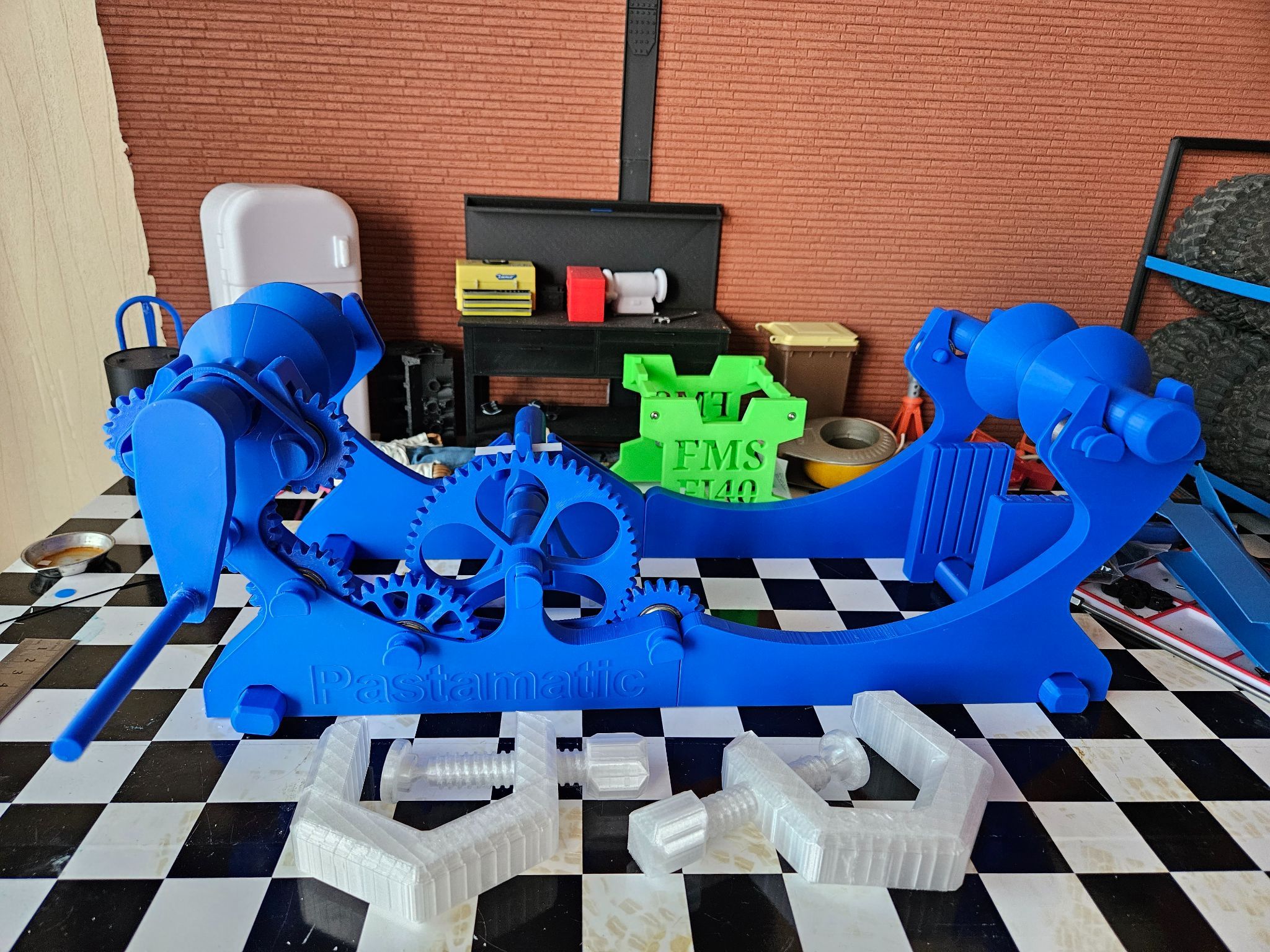
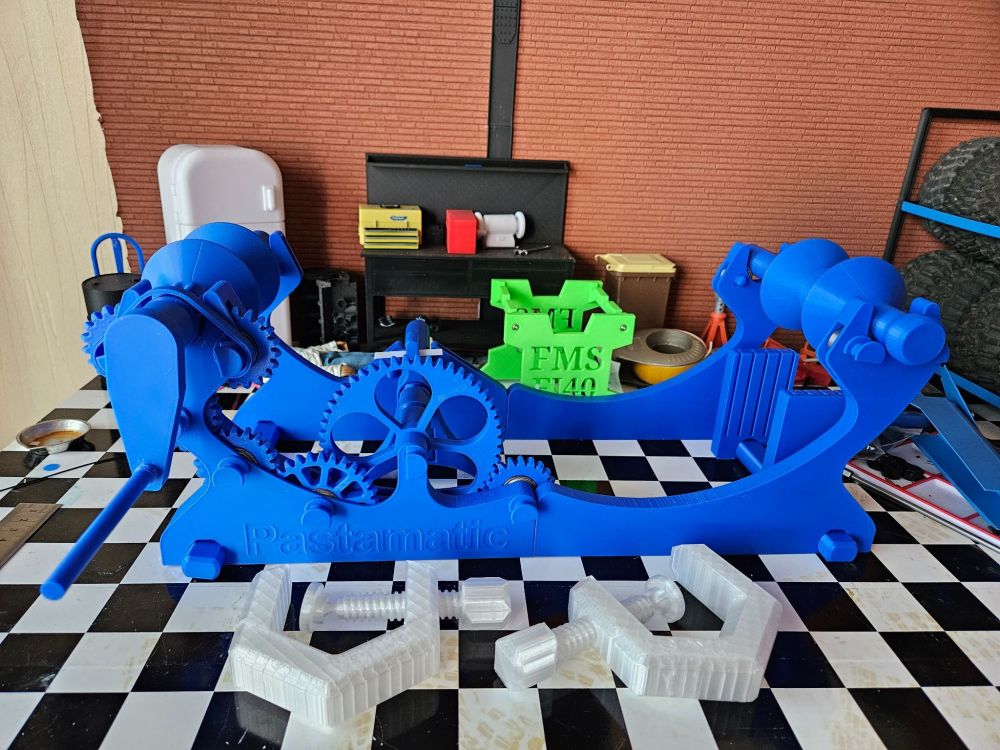
Sympa ce petit Panhead ... je me laisserait bien tenter. Hier soir j'ai lancé l'impression du rebobineur Pastamatic, en PLA ... ma première impression de plus de 20h ... il me faut encore imprimer les bavettes, mon TPU a besoin d'un tour au séchoir, mais c'est toujours aussi sympa de pouvoir sortir une pièce technique pleinement fonctionnelle du premier coup, sans aucun problème de décollement, de pied d'éléphant ou d'ajustements.
 1 point
1 point -
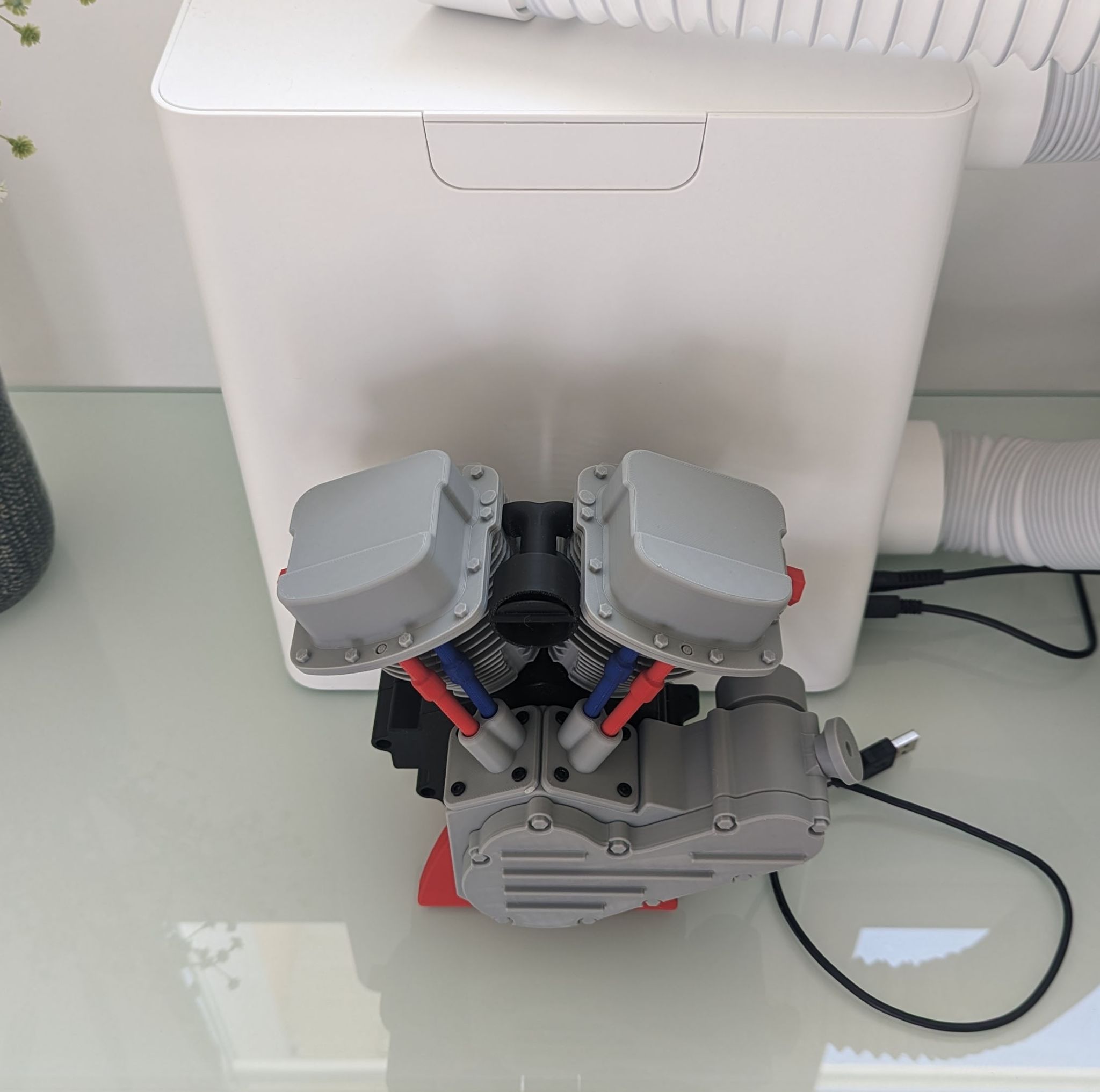
Photos prises un peu à l'arrache mais ce moteur est juste superbe. On est sur du click to print, j'ai juste appuyé sur "Open in Bambu Studio" depuis MakerWorld. Les bonnes couleurs présentes dans l'AMS ont été choisies automatiquement et j'ai print plate par plate Au montage y'a juste un piston qui frottait un peu, j'ai réalésé le cylindre avec un coup de pistolet à air chaud pour ne pas tout démonter Les caches amovibles sont aimantés. Le filament gris c'est de l'HyperPLA Creality, le noir de l'ecoPLA Forshape, le rouge trafic et le bleu ultra marine de l'ePLA FormFutura (oui pas de filament Bambu ) Vous pouvez voir les pièces non assemblées ici :



 1 point
1 point -
Voici le casque avec sa 1er couche de Chrome, je suis personnellement pas satisfait du post traitement que j'ai mis dessus, par conséquent il va repasser au stade ponçage et d'enduit afin de remplir les stries d'impression qui on été accentué par la couleur Chrome
 1 point
1 point -
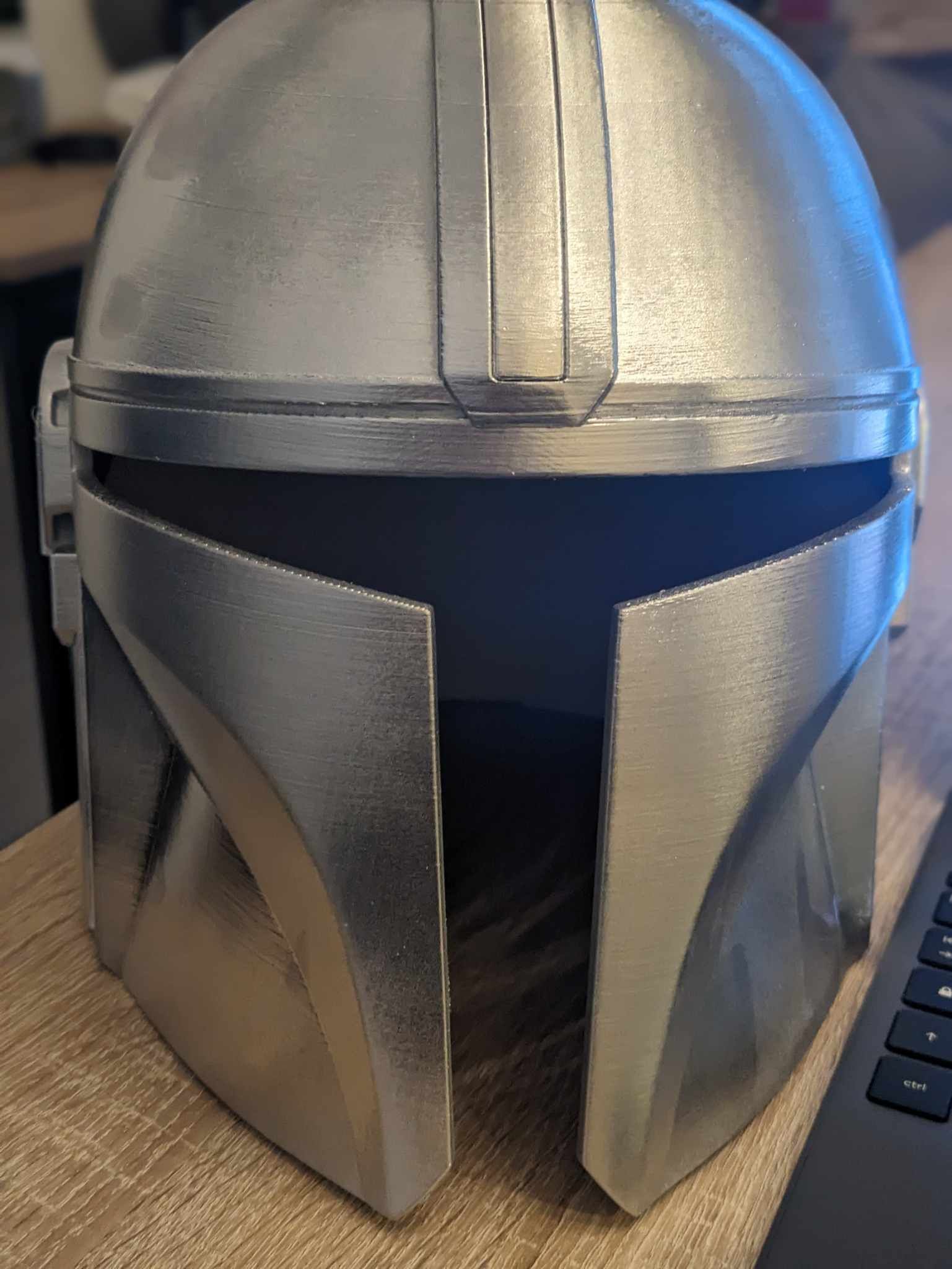
Voici quelques print réalisé la semaine passé Quelques essaie afin de me familiariser avec l'AMS et la purge. Et puis un print sur lequel j'ai volontairement usé de fins de bobine qui me resté en stock afin de comprendre le mécanisme de l'AMS et sa gestion au niveau Software et aussi au niveau du caisson fermer voir comment était géré la température. Il y a pas moins de 5 Filaments différent dont 2 en PLA Plus (+) 23h de print a 40° caisson, Buse 220° et plateau a 55° sur PEI Texturé Casque du Mandalorian avant son post-traitement



 1 point
1 point -
Bonjour à tous, Voici un petit guide pas à pas pour mise à jour du firmware Marlin, j'avais réalisé celui-ci pour aider un ami qui était franchement largué. Je n'ai pas la science infuse non plus, ce guide n'est donc pas parfait. Je l'ai réalisé d'abord pour un ami afin qu'il puisse créer son propre firmware en fonction des modifications qu'il souhaitait apporté. Je l'ai réalisé en fonction des problèmes que j'ai pu rencontrer. Je pose donc ça ici afin d'apporter ma petite pierre à l'édifice; car j'ai demandé beaucoup d'aide ici sans trop pouvoir en apporter en retour. Mise à jour de Marlin V2.pdf1 point
-
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
Salut merci de ta réponse, on a trouvé le problème ! le chef avait changer la hauteur de couche : 0.08 au lieu de 0.2 pensant faire plus de qualité mais dans ce cas présent plus de défaut visible. Sur solidworks pas tellement d'option pour les facettes, mais j'exporte en .3mf. Merci pour ton aide ! Je joins les photos en 0.2 pour illustrer mes propos :

 0 points
0 points