Classement


.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)

Contenu populaire
Contenu avec la plus haute réputation dans 27/09/2019 Dans tous les contenus
-
y'a plus de "mauvaises séries" que de "bonnes séries" chez Anet, faut pas oublier que c'est du chinois bas de gamme, fabriqué par des ouvriers sous payés et sans formation.2 points
-
Sur Freelabster... ce serait déjà un bon début. Et vu que c'est pour un anniversaire, je préfère préciser un point important : Quelque soit le modèle à imprimer cela va prendre du temps. Ajouter au fait, que tu veut un service de "Scan 3D". Et je le sais par expérience récente : Les sociétés et particuliers proposant le service de Scan 3D, sont rares et souvent "Sur-booké", il faut un bon mois (si ce n'est pas 2) pour avoir un rdv. Alors je ne sais pas dans combien de temps est l'anniversaire de ton père... mais... si c'est dans moins de 15 jours... cela risque fort d'être déjà trop tard... sans vouloir te faire peur. Je ne connais personne et/ou aucune société susceptible de se déplacer. Je suppose que la voiture... est une "vraie" mais non roulante. Et même si j'en connaissais qui se déplacerait... il te facturerait le déplacement. Là aussi... numériser/scanner un objet... cela ne s'arrête pas là. Il faut passer beaucoup d'heures de travail en "post-traitement" pour obtenir le modèle 3D final. Et c'est rarement gratuit ce service. Concernant la possibilité de "Scanner en 3D" la voiture : As-tu un bon appareil photo numérique sous la main ? Si oui... tu peut scanner toi même. On appel cette méthode la Photogrammétrie. Je t'invite à regarder ce post : Tu y trouveras quelques conseils... des vidéos... des tutos... et accessoirement quelques expériences que j'ai moi même faite avec cette méthode. Du coup... je vais te poser la question suivante : As-tu regarder du côté des bibliothèques de modèle 3D, pour trouver cette voiture, déjà en modèle 3D ? Il y a les librairies comme Cults et Thingiverse... Cults particulièrement qui a déjà plusieurs dizaines de milliers de véhicule ont été numérisés... celle que tu veut s'y trouve peut être... Il te suffirait plus qu'à trouver une personne pour te l'imprimer. Bon courage...2 points
-
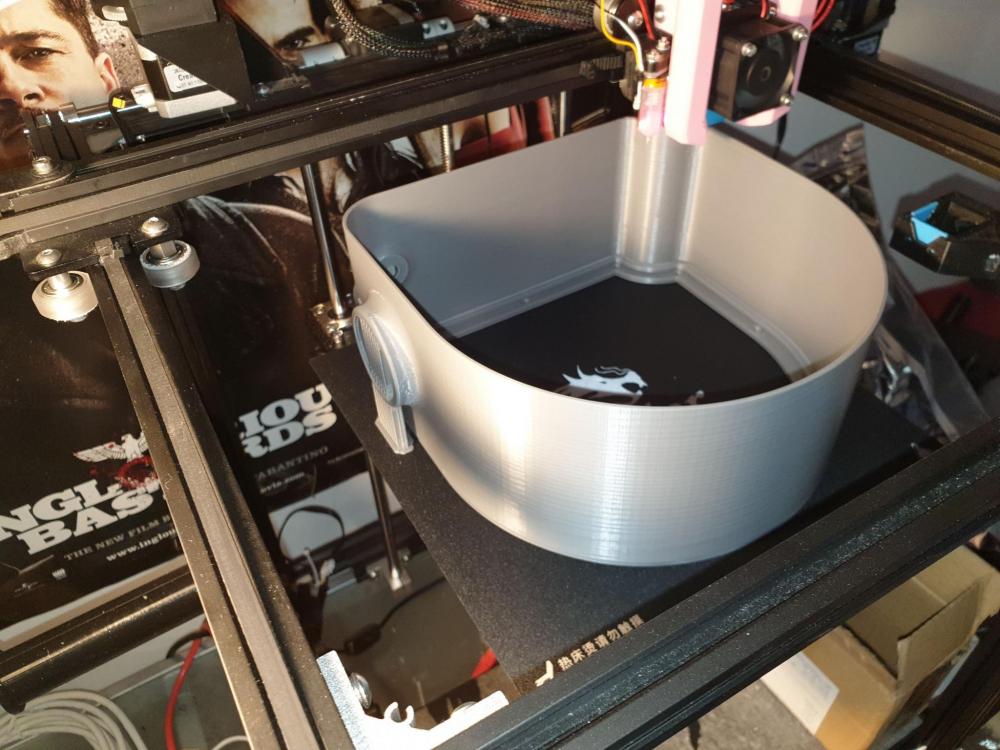
 Fil G3D, 150µ, 4 contours et 0% d'infill. Imprimé sur SmartCub 3D MK3 MAKER Pro2 points
Fil G3D, 150µ, 4 contours et 0% d'infill. Imprimé sur SmartCub 3D MK3 MAKER Pro2 points -
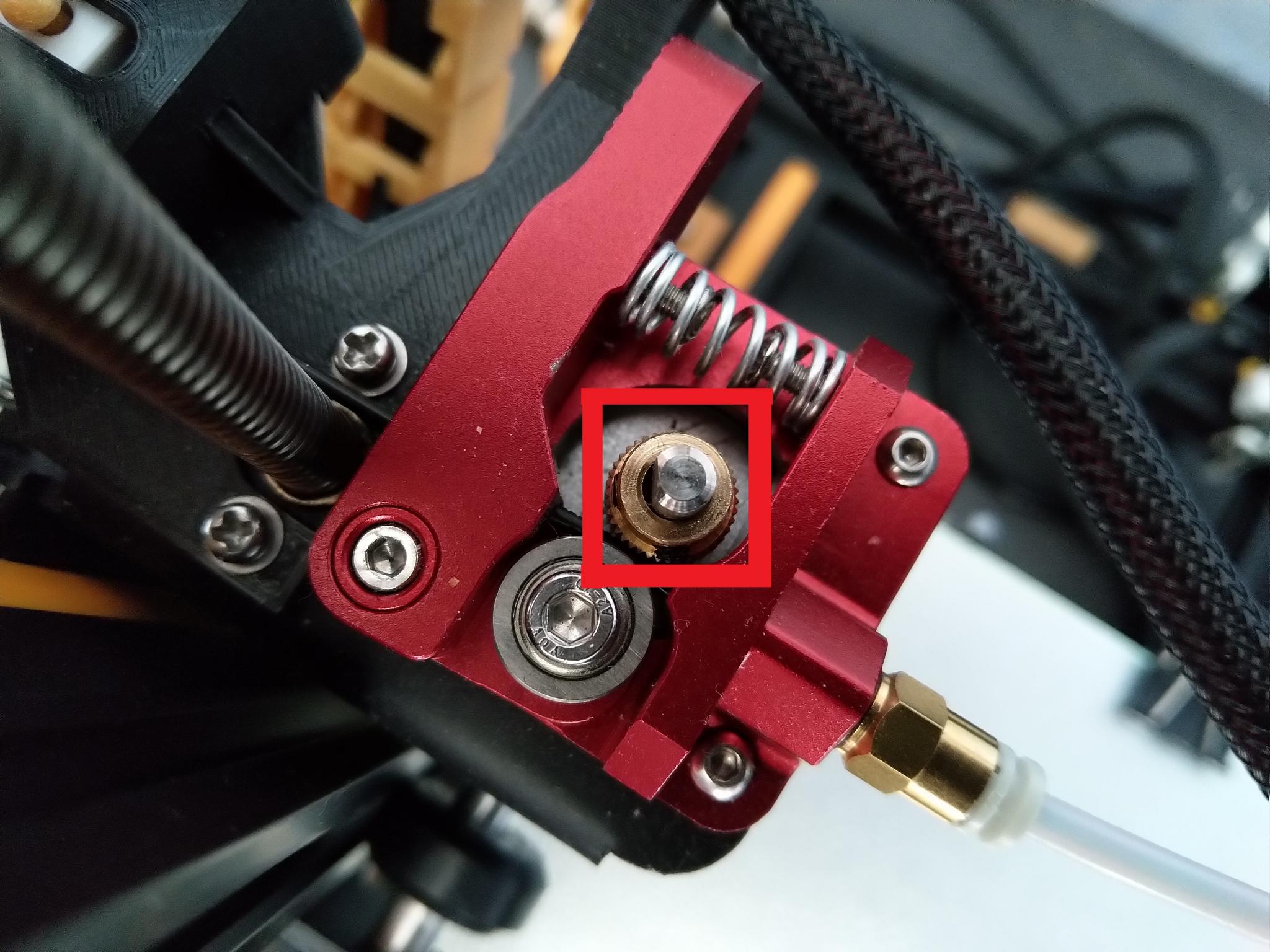
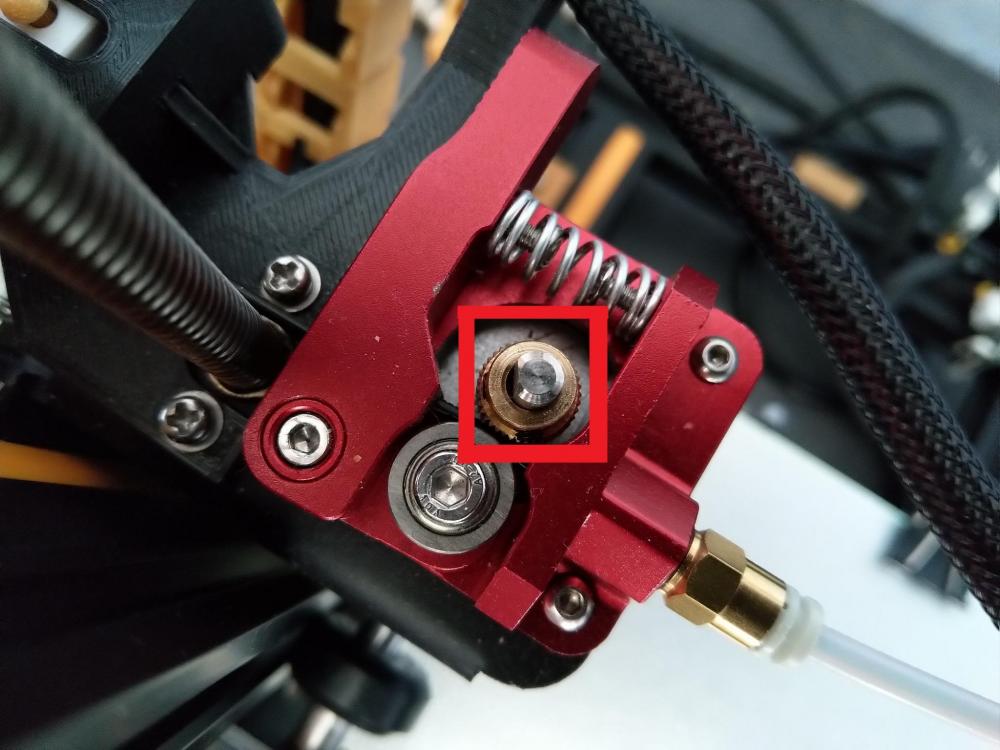
Salut ! Ah ! Ces petites Ender 3... elles font beaucoup écrire en ce moment... je n'arrive plus à compter le nombre de post où des propriétaires appel à l'aide ces derniers jours. Là au moins... on voit le problème. D'un seul coup... d'un seul... la buse ne reçoit plus de matériaux. +1 à ce que @Yo' a déjà cité... Mais... je parierai fort que le soucis viens de l'extrudeur. Et plus exactement du "Pignon" d'extrusion... qui doit plus tourner... ou alors le filament n'est plus dans l'axe du "Pignon". Et là... tu dois te demander : C'est quoi le "Pignon d'extrusion" ? C'est ce que j'ai encadré en rouge sur la photo ci-dessous : C'est une petite roue avec des dents qui tourne et entraine le filament. Et dans plus de 50% des cas de "sous-extrusion" comme le tient, le soucis venait de là. Avec le temps et avec la chaleur du moteur... le pignon qui est serré par une petite visse, peut (c'est assez fréquent même) se desserrer, et ne plus entrainer le filament. Il se peut que cela viennent du Ressort... cela arrive aussi... mais je parie sur le Pignon. Pour rappel : La petite visse du Pignon, doit être serré sur le "Plat" de l'axe du moteur. D'ailleurs le "Pignon" a 2 visses de serrage, il faut serrer les 2. PS : du temps que j'avais ce type d'extrudeur (je suis passé à un Dual Drive), j'avais eût l'idée de "génie" de coller (avec une colle plâtre thermique), le Pignon. La colle empêchait le pignon de bouger de l'axe, et empêchait la petite visse de se desserrer. Alors là... j'ai peine à croire qu'en cherchant tu n'est pas trouvé. C'est pas les post qui manque sur le forum... et pas seulement sur le fofo Creality. Là aussi... je ne compte plus le nombre de mes interventions sur le sujet où j'ai posté la photo ci-dessus. En parcourant le forum... pendant 30 minutes... à chercher des photos de "Sous-extrusion" tu aurais trouvé sans aucun doute...
 2 points
2 points -
Bonjour à tous, Je viens de mettre en route ma première imprimante 3D une I Mega S d'Anycubic. Merci aux contributeurs de ce forum qui m'ont permis par leurs posts d'orienter mon choix et éclairée dans les paramétrages et infos propres à cette imprimante. J'en suis encore à mes balbutiements et c'est en vous lisant que j'obtiens les réponses à mes questions au fur et à mesure que j'avance dans la découverte de la bête. Merci encore1 point
-
Modération : @Cwazy-Cookie je déplace dans la bonne section1 point
-
te plains pas, les autorités viennent d'ordonner le rappel d'un model de chargeur usb triple, danger d'électrocution!!! Alors les pannes de nos machines, à côté (sauf quand elles prennent feu bien sûr).1 point
-
t’inquiète je me suis bien renseigner a coté, j'ai déjà sculpté de la figurine et peint beaucoup trop de figurine dans ma vie xD (joueur warhameur 40000), du coup j'ai déjà stand de peinture pinceau et aerographe etc ... Mais pour le coup j'accepte ce que donnera l'impression en 0.2 mm sans le traiter derrière, l'idée étant d'avoir du custom a moindre prix. c'est les seules photo que j'ai sous la main :

 1 point
1 point -
1 point
-
Elle est déjà débranchée et remplacée par celle que tu as commandé? Si elle est toujours branchée, dans le menu de ton imprimante, tu peux demander une température du hotend spécifique (ça devrait même marcher à partir de 90°). Une fois à température, tu tires. Pour démonter le tout (désolidariser le bloc, la buse et le heatbreak), tu auras aussi besoin que ce soit chaud.1 point
-
Pour les heatbreaks, j'utilise toujours les "Full metal" car c'est ce qui est livré avec les Hotend de e3d. Le plus souvent, j'ai des buses en acier trempé (volcano sur la CR10 et v6 sur la Ender5), m'évitant un démontage lors d'impression de filament abrasif (XC-CF20 [carbon] , copperFill [cuivre]). Avec mes premiers tests de double extrusion sur la même hotend en utilisant à un Y, j'ai essayé les heatbreak de type Bore, car les "3mm tube inner" sont limités en température par la nature du PTFE utilisé, qui ne résiste pas aux hautes températures, comme la tête XCR 2IN1 ! Les heatbreak de type Bore permettent d'utiliser du PTFE Capricorn, résistant aux hautes températures. L'inconvénient, c'est que le PTFE est d'un seul tenant de l'extrudeur jusqu'au siège de la buse, nécessitant un pneufit de bonne facture pour éviter tout mouvement entre PTFE et buse ! Si quelqu'un trouve le moyen de remplacer le PTFE de 3 mm par du Capricorn . Cela dit, de longues impression en XT-CF20 ou de l'ApolloX à 260°, même le Capricorn va vite être à remplacer. Les Full Metal font la différence, même si le serrage des buses acier trempé est essentiel pour éviter les fuites en suivant la procédure de e3d (monter la hotend à 285° pendant au moins 1mn et serrer à cette température).1 point
-
très bien ça m'arrange Mdr, alors poncé j'ai déjà donné c'est horrible sur le pla et j'aimerai limité le maximum de post prod ! deja qu'il va falloir que je peigne tout T.T bien sur j'ai déjà commencé, pour validé le rendu final etc, j'ai deja entamer pour valider les model mis dans les stl et les stl ensuite je vais recetter pour faire des fichier de 8-16h oui Et bien je posterai auquel cas, mais ca serai idyllique effectivement ! Je ne manquerai pas de faire un appel au volontaire Je viens de l'open source a la base donc ça me botte Merci pour vos réponses1 point
-
Non exactement c'est un tournois de figurine que j'aimerai fournir mais pour des raison de simplicité/clarté sur les explication j'ai utilisé l'exemple des tuiles de JDR car c'est exactement pareil. Je me suis dit que y'a beaucoup plus de gens qui connaissent plutôt le produit que j'utilise Ben du coup la précision des impressions sortante est super importante pour les miniatures et je pense pas trop pouvoir monter dans les tailles de tête, si ça tenait qu'a moins je ferai tous en 0.1 *.* tu me conseil donc de faire un stl d'une salle (avec tout les pièces accolé et donc une seul impression) "XXX" plutôt que un stl contenant les n parties qui la compose bien séparé sur un stl "X X X" ? Si le projet est validé financièrement je compte bien négocier oui ben clairement si y'a des gens motivé pour rejoindre le projet je serai très très content mais c'est du long terme vu le temps d'impression total, et c'est un financement associatif donc pas de rétribution pécuniaire je fais ça en bénévolat si des gens veulent rejoindre le projet c'est pour la postérité mais si des gens sont chaud et non loin de Lyon ma porte est ouverte j'hesiterai pas initialement j'ai acheter un kickstarter de stl en croyant acheter des figs, du coup je me suis acheter l'ender 3 pour rationaliser mon première achat xD , en vrai ça fait un moment que je voulais en faire mais les performances et le prix d’époque ne m'encourageais pas tous ca a bien évolué ! donc me voici. ça fait quelque année que je voulais imprimer des décors et la tous coïncide. Mais j'ai imprimer que quelques figurines pour le moment. Je suis clairement un néophyte et t’inquiète pas j'ai bien compris qu'elle était l'ampleur de mon projet mais j'ai pas froid au yeux1 point
-
Si c'est... Juste un soucis de bobine "mal enroulé"... il te reste plusieurs options : Mettre cette bobine merdique à la benne > c'est ce qu'il y a de plus facile. En prenant... beaucoup de temps (tout dépend de la taille de la bobine et de la longueur du filament restant dans cette dernière)... de ré-enrouler "à la main" la bobine proprement. En "cherchant sur Youtube", un Tuto ou vidéo pour "ré-enrouler" la bobine avec une perceuse/visseuse (oui j'ai entre-aperçu des vidéos de ce type d'action), et beaucoup d'huile de coude et de patience... Mon avis concernant les bobines et l'achat de celle-ci : Eviter les Bobines de filament "trop bon marché pour être vrai". Car, c'est mon avis, à vouloir économiser quelques euros, parfois en prenant trop bon marché, on peut perdre du temps (et le temps c'est de l'argent) à cause de bobines de mauvaises qualité... et/ou simplement mal enroulé. En cherchant bien... on peut acheter des bobines de 1Kg de PLA pour moins de 10€... mais si on prend le temps de lire les avis et les commentaires, alors on se rend compte, que c'est une très mauvaise affaire : Filament mal calibré - Filament cassant - Filament mal enroulé - etc... Toutes les bobines de filament PLA que j'avais qui étaient soit de mauvaises qualités ou mal enroulés, je retire la bobine (je les recycle en les utilisant pour le jardinage/bricolage), puis je donne le filament à ma nièce, pour son Stylo 3D. Cela a fait 2 heureux : Moi qui m'en débarasse et elle qui s'en sert pour dessiner. Voilà... après tu feras ce que tu veut avec la tienne1 point
-
Bonjour à tous ! Bonjour @Bosco2509 !! Non !!!!! la mienne va très, très bien !! je fait peut-être partie des rares chanceux qui ont reçu une machine très bien réglée, avec un plateau bien plan, mais il faut dire que je ne l'ai pas " bricolée ! " elle est stock de chez stock !! Hervé1 point
-
Bonjour ici. o/ @saaru > Quand tu dis que tu débutes avec une Ender 3, cela signifie que tu as acheté l'imprimante pour ce projet ? Ou tu as quand même quelques heures d'impressions à ton compteur et tu le lances parce que tu es équipé ? Vu le temps d'impressions cumulées, il peut être intéressant de lancer plusieurs personnes dans ton projet. À trois personnes/imprimantes de 200 ça descend déjà à 67 jours, sans baisse de précision ni de taux de réussite. Nos petites imprimantes grand publique peuvent peiner en utilisation intensive. Pour éviter des échecs, il vaut peut-être mieux prévoir de la maintenance.1 point
-
Re OMG, le projet de fou! Tu lance ta compagnie de jeu de plateau? Renseigne toi sur les buses, tu pourrais diminuer le temps d'impression par 2 voir 3. Petite vidéo pour imagé le tout. Et tu trouvera même des tests de buse en 1.5mm sur la chaine du GuerroLoco Au contraire, en diminuant la complexité de ton STL tu diminue le taux d’échec. Donc plus tu en mets, plus tu aura des chances d'avoir un couacs sur une pièce qui se répercutera sur les autres avec un effet domino du démon. Ça implique juste plus de manœuvre de ta part. Après comme dit plus haut, on évite de laisser l'imprimante tourner sans surveillance donc perso je ne vois que des avantages à maximiser les impressions de 8-16h. N’hésite pas à partager ton aventure avec nous, car ça risque d'être fort enrichissant! Edit: Contact des vendeurs, tu pourrais avoir des tarifs sympa pour quasi 40kg. Bye1 point
-
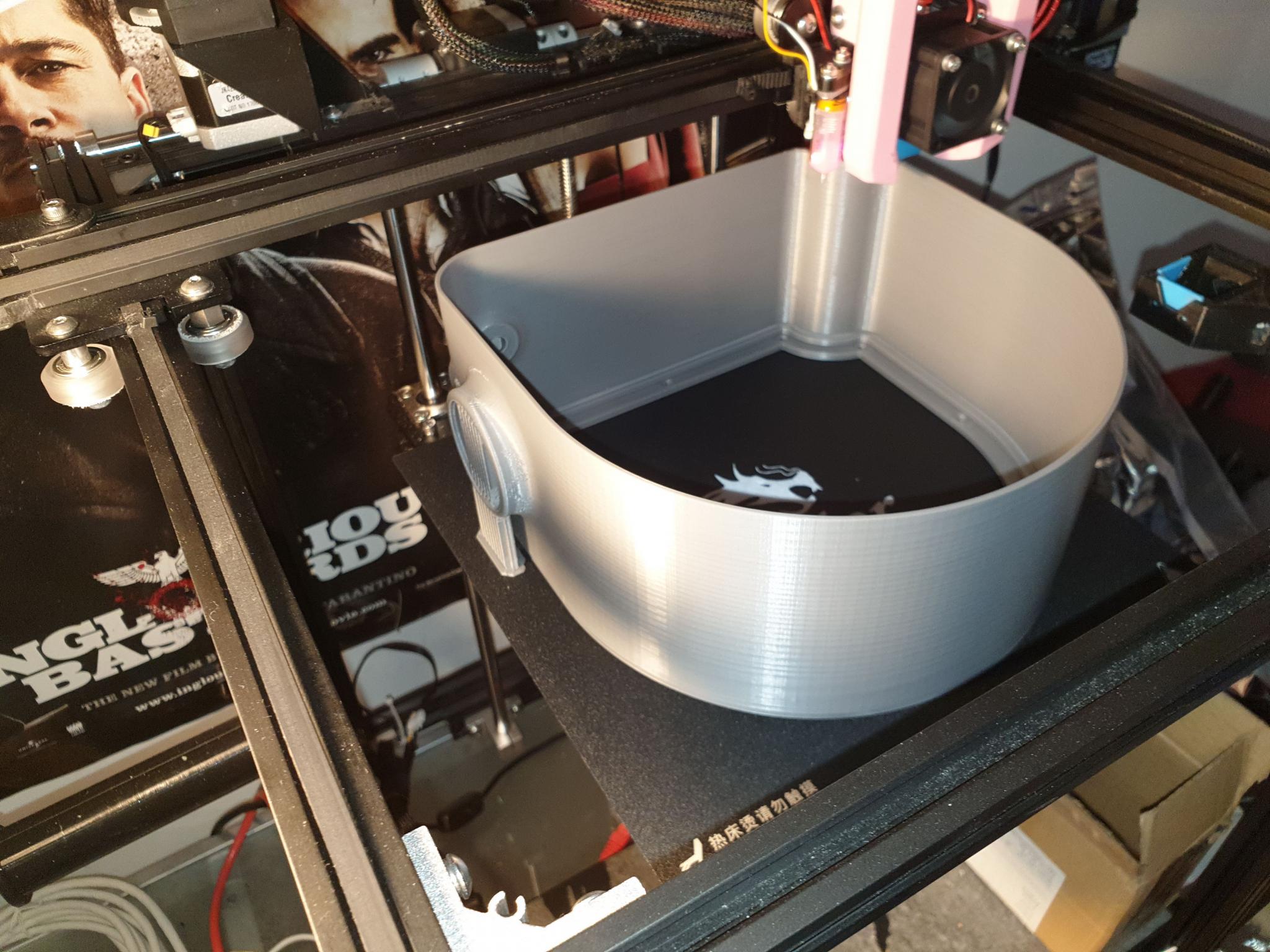
@Poisson21, je viens de commander un Kit B/24v en rouge(!!), parce qu'en rouge on gagne en vitesse d'impression (). Ça me permettra de modifier le support en conséquence, voire même le Petsfang s'il reste un peu de temps. Mais j'ai toujours pas modélisé le module de commande de ma "double extrusion à bascule" prévue pour la CR10 ! Je cours un peu après 36 lièvres à la fois... Les travaux de la maison, les boites à filament, diverses pièces pour d'autres projets, la LONGER3D Orange30, les pouponnages des chti z'enfants... Pour la XCR 2IN1 montée sur la Ender-5, j'imprime essentiellement avec une seule buse depuis mes tests et ça va bien, il faut juste penser à rétracter de 45 mm quand j'avorte une impression ! Mes box pour mes filaments ont été imprimées comme cela : On distingue en haut à droite le bac de purge (avec les chaussettes en silicone bleu découpées). J'essuie dans le sens des X et dans le sens des Y, d'où les 2 côtés avec raclettes silicone !
 1 point
1 point -
A mon avis, il y a un gros problème de réglage. 200 jours c'est juste improbable. Combien de tuiles doivent être imprimées ?1 point
-
Bonjour, Quand tu dis que tu as 200j d'impressions, c'est pour toutes les tuiles cumulées ? Tu as mis quoi comme réglages ? Si je comprends bien, chaque partie sur l'image du bas est ce que tu nomes une tuile ?! In fine, tu veux avoir toutes ces tuiles indépendantes ou un gros print avec pleins de ces tuiles mises ensemble en une partie ? Perso je te conseille d'imprimer en pièces détachées et de coller après. C'est toujours rageant de gâcher du temps et de la matière première quand il y a un faill (ce qui est courant), du coup, il faut mieux foirer une pièce que d'en foirer deux ou trois1 point
-
Au début j'ai utilisé Slic3r puis j'ai rapidement basculé sur simplify3D que j'ai utilisé pendant un moment. Puis quand j'ai acheté la A10, j'ai basculé sur Cura pour tester. J'ai donc fait 4.0 > 4.1 > 4.2.1 > 4.3. Quasi à chaque fois il a fallu sortir le bloc note pour "reparer" les ressources (material & definitions imprimantes) pour que ce soit prit en compte dans la nouvelle version. Entre deux versions majeures, je comprendrai mais la pourquoi changer la structure entre deux versions mineures. Le menu déroulant pour toutes les options, je trouve ca pénible. Je ne comprend pas non plus pourquoi le flow ainsi que d'autres paramètres propres au filament ne se définisse pas au niveau du profil filament justement. Il est également lent dans son ensemble (démarrage et utilisation). Apres il n'a pas que des défauts, niveau impression, il fait bien le taf. En lisant @fran6p à propos de prusaslicer, je l'ai vite installé hier et importé son profil (merci pour ton partage) Je l'ai testé rapidement et j'aime déjà beaucoup.1 point
-
1 point
-
1 point
-
Décidément, il ne t'arrive que des bricoles avec ton A6 @ptitemini72. J'ai dû tomber sur une bonne, parce qu'à à part un jeu bof dans les guides la mienne n'a pas eu de panne. Comme ça je ne galère pas pour imprimer les pièces de la prochaine. Enfin sauf pour le PC… une galère pour adhérer, ce plastique.1 point
-
Salut, Ce genre d'impression ressemble : soit à une buse qui se bouche soit au tube PFTE qui se bouche, à cause d'un mauvais refroidissement du heatbreak, ou trop de rétractation soit le moteur de l'extrudeur qui chauffe de trop soit le driver qui chauffe de trop etc...1 point
-
Non je nai pas procédé a un degraissage, utilisés sans actions particulière ☺1 point
-
Tu ne connais vraiment ton imprimante que quand tu l'as dépannée une bonne dizaine de fois.1 point
-
Ah bon ? Sur les cartes mères Creality, les pilotes sont soudés sur les cartes (ils ne sont amovibles). Comment vas-tu faire pour en récupérer un? Pourquoi ce choix de TMC2100? Des raisons particulières? Sinon des TMC2130 ou 2209 auraient été plus judicieux.1 point
-
C'est loin d'être parfait, un lego baby groot en filament PLA bambou de chez ariane plast. C'est fou ce que l'on peut avoir comme stringing en pla bois mais par contre le rendu est vraiment superbe, les couches se voient à peine. Dommage que le créateur de ce modèle ait inclus les supports dans ses stl, ils sont pas vraiment optimisé et trop difficile à supprimer pour mes maigres compétences.

 1 point
1 point -
C'est ce qu'on appelle une "chaussette silicone". Ça sert à maintenir la température du corps de chauffe à peu près constante, ça l'isole aussi d'un ventilateur de refroidissement de filament qui serait mal réglé (au lieu de souffler sur le filament fondu, il soufflerait sur le corps de chauffe et le refroidirait). Donc, oui, tu le mets et tu le laisses. Il supporte sans problème les hautes températures. Avant ces "chaussettes en silicone (carné )" (silicon socks en Bréxiteur ), on utilisait des "plaques" de coton et du Kapton pour cette isolation: c'était moins pratique à mettre et enlever.
 1 point
1 point -
Salut, Sinon tu as encore plus simple mais il faut que les pièces soient suffisamment grosses: Cdt LC1 point
-
Un peu violent tout de même :1 point
-
Je te remercie mais je ne pense pas que cela rentre dans mon budget ni dans mon meuble ikea1 point
-
Merci pour les infos. Je ne pourrai pas contacter cette personne car je suis anti réseau sociaux, vous allez peut être me prendre pour vieux jeu mais c'est mon choix. Je pense que je vais me contenter d'un filament blanc que je peindrai avec des relief de bois ou un filament pailleté .1 point
-
carré chauffant et buse mal serrés, du coup le plastique (on le vois bien) à coulé par le dessus du carré chauffant c'est une des choses à contrôler lorsque l'on achète du matériel neuf, et surtout refaire un petit serrage à chaud...1 point
-
Ou imprimer un Ukulélé ?1 point
-
ok merci pour la réflexion bonne continuation PETG Carbon: extrudeuse 0.6mm temp 235 et bed 40 vitesse 15mm/s1 point
-
Pour finaliser cette discussion : Dans un forum, et celui-ci tout particulièrement, on fait des sous sections afin qu tout le monde puisse trouver ce qu'il cherche facilement, ici on est dans la section Anet, donc on parle d'anet, c'est tout. Si tu souhaites parler d'une autre marque, il y a les autres sections de marques, si c'est une diy, il y a la section avec les 4 catégories. Personne n'est contre le fait d'avoir un topic pour discuter et raconter tout et n'importe quoi, au contraire, toute l'équipe l'encourage. Mais il y a une section pour ça. On tolère quelques hs dans les topics, mais ici, on est dans un topic de plus de 400 pages dont 90 % est du hs. Donc, deux choix : Soit ce topic est clos ici. Soit je le déplace dans la section blabla et il n'y a aucun soucis pour que vous continuiez à parler de tout ce que vous voulez.1 point
-
Franchement Papa je pense que tu ne comprends vraiment pas ou que tu ne veux comprendre notre point de vue et que tu ne te mets pas à la place d'un visiteur qui veut des renseignements et qui trouve ton sujet intéressant, tu crois qu'il va se farcir 468 pages ? non je ne le pense pas... alors si tu veux juste te faire ton petit plaisir personnel et continuer ce sujet en ne tenant pas compte du sujet de départ on ne va pas être d'accord, pour l'instant je n'ai rien dit, mais là ça fait déjà 5 pages de blabla qui n'ont rien à voir avec le sujet... Alors même si tu changes la page d'accueil, si tu parles d'une autre imprimante tu devras ouvrir un autre sujet.1 point
-
Clairement quand tu arrives sur ton sujet et qu'on voit 498 pages, c'est impossible d'y retrouver une information, si tu ouvres un autre poste, il sera plus facile de cibler de quoi ça parle et surtout plus facile d'y retrouver une information1 point
-
Ouep klipper dispose de commandes pour le test et calibration. ne pas hésité a les utiliser. une petite lecture de la doc ne fait pas de mal non plus. y'a des chances que ce soit l'etat de ton endstop à inverser ou pas le bon pin.0 points
-
Merci pour les conseils Mais le problème vient bien du pla j'imprime habituellement en couche de 0.05 y compris la première couche un simple changement de filament pla ou petg fais que tout ce passe sans soucis sans toucher au réglage de la machine cela sur mes deux imprimantes. J'ai un bltouch et ma première couche fait exactement la bonne hauteur. Presser plus la première couche fait simplement que je me retrouve avec une sorte de puré infâme qui déborde de partout et colle a la buse. Un problème d'humidité j'y es bien pensé mais des bobines neuve qui sorte de l'emballage ? J'imprime pas mal je pense 5 a 6 pièces par semaine sans jamais aucun soucis... Je dois vraiment avoir de la chance depuis deux ans semble t il et le Hazard fais que c'est quand je met une bobine de cette marque que cela ne fonctionne pas. Envoyé de mon SM-G955F en utilisant Tapatalk0 points
-
le plus gros problème dans tout achat que ce soi il y a quand mème un besoin de sinformé sur ceux que l'on ces faire et faire avec tout n'est que question de patience après et de logique0 points
-
OK, Mais je ne peut pas te répondre, je fais un remplissage de 100%.0 points