Classement



Contenu populaire
Contenu avec la plus haute réputation dans 14/12/2020 Dans tous les contenus
-
Bonjour à tous, après l'impression de mon bateau et de ma gravure sur miroir, je me suis lancé dans la gravure du plexi. Après pas mal de loupé, j'y suis enfin arrivé. Je vous mets quelques photos. Un petit cadeau pour mes petites filles. Ma CNC est une petite 3018 pro qui fonctionne pas trop mal. Beaucoup de problème pour règler le Z et la planéité du plateau.


 3 points
3 points -
Oui, ils ont juste amélioré les pièces imprimées sinon le reste je vois pas de changement.2 points
-
Yo, imprimante reçu aujourd'hui, 2 bonnes heures pour monter ça tranquillement, ajuster les jeux, installer les dissipateurs, isoler le dessous du plateau (d'ailleurs l'isolant de 10mm frotte sur le moteur du plateau, il faut prendre un 7mm pour être tranquille), installer la plaque magnétique et en faisant le niveau je me suis rappelé qu'il fallait du PEI sinon le capteur ne le détecté pas... Du coup c'est parti remise pour la première impression2 points
-
La bière à un Ph de 4,5 en moyenne. c'est un acide ! Du coup j'étais obligé de compenser avec une base ! Heureusement, l'alcool pure est une base. En effet l'alcool capture un ion H+ pour former un ion alkyloxonium. (oui vous pouvez vérifier). Maintenant j'ai la solution : je bois de la bière distillée (oui, oui, du wisky) et je rajoute un filet d'eau miraculeuse pour avoir des alcalins servant de solution tampon régulant le pH (mais pas trop, juste ce qu'il faut). Comme quoi, dans la chimie du corps c'est surtout une affaire de dosage ! Après si tu as une intolérance au lactose, comme 99% de la population asiatique, effectivement évite le PLA (on ne sait jamais). ( Moi aussi j'aime bien les pseudos science. Je suis adepte de la Pataphysique.) @fran6p : le pharmacien est vraiment plaisant à lire. merci pour le partage. Surtout que les scientifiques sont en fait des reptiliens qui vivent de l'autre côté de la terre plate. Pour le concret, le ressentis et la sensibilité en générale, le mythe de la caverne imaginé par un vieux barbu du nom de Platon (l'inventeur du platon-repas) prouve le complot mondial.2 points
-
Au top, ca fera un topic complet pour tout le monde2 points
-
Bonjour, Je vous propose un fichier Excel afin de gérer vos impressions, bobines, longueurs restantes de filament. Toutes les propositions seront accueillies avec bienveillance. Partage Impression 3D.xlsx1 point
-
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
Bonjour, Voici un script pour que le temps d'impression restant soit affiché en bas de l'écran de l'imprimante. Le temps restant est rafraîchit à chaque changement de couche. Je n'ai aucun mérite, car ce script n'est pas de moi, je l'ai juste "francisé" et j'ai ajouter une fonction pour que le temps soit affiché dès le départ de l'impression. Les deux fichiers sont à copier dans le répertoire suivant : c:\utilisateurs\xxxxx\AppData\Roaming\cura\4.0\scripts (remplacer "xxxxx" par votre identifiant de session). Si vous ne voyez pas le répertoire "AppData" dans votre navigateur, changez ses options pour afficher les dossiers cachés. Ouvrir Cura, puis cliquer sur le menu "Extensions\Post-traitement\Modifier le G-code". Dans la fenêtre qui s'ouvre, cliquer sur "Ajouter un script", et dans la liste, choisir "Temps restant jusqu'à la fin de l'impression v0". Si un script d'indication de couche est activé, il faudra le désactiver, car le double affichage ne sera pas fonctionnel. Mon imprimante respecte le temps donné par Cura, j'ai donc laissé le coefficient à 1.0 dans le script. Il vous faudra ajuster ce coefficient en fonction du temps d'impression et de celui donné par Cura. Christian. RemainingPrintingTime0.py scriptUtils.py1 point
-
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
Super merci je vais regarder1 point
-
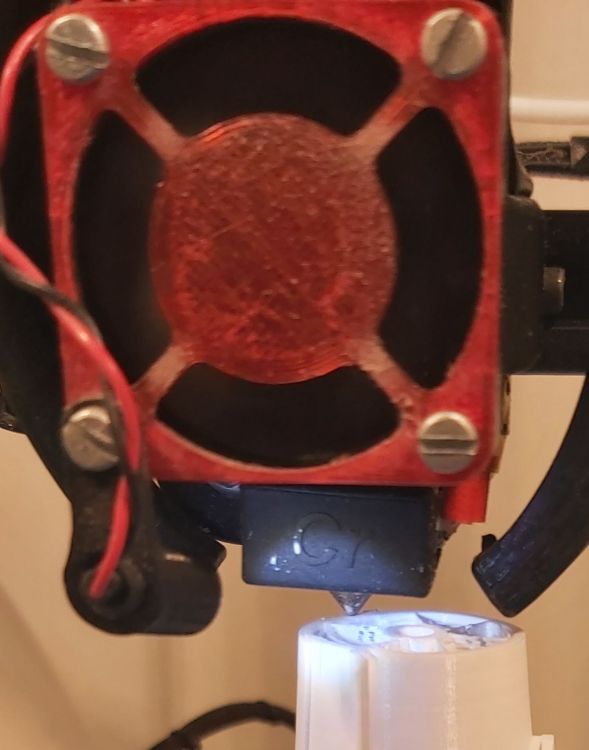
Petit Update, j'ai fait un support pour les LED "bouton" 3W comme celle de TITI : celle-ci Dispo dans le Thingiverse, ca fonctionne encore mieux, et ca prend moins de place. Le support est légèrement orienté vers la buse sans pour autant dépasser. Le rendu est top : Pour le reste rien ne change, le même abaisseur de tension et voila !


 1 point
1 point -
Bonjour, Pour citer / notifier un utilisateur dans ta réponse: tape l'arobase (@) puis commence à saisir son pseudo, au fur et à mesure de ta frappe tu pourras cliquer sur son pseudo (par exemple: @Laplume si tout s'est bien passé, le pseudo apparait sur fond bleu clair (cyan sur gris si le Thème sombre est activé)). Il reçoit alors une notification et peut y répondre (ou pas ).1 point
-
Les vitesses dans le trancheur sont indiquées en mm/s et en mm/minutes dans le gcode Donc 7800 / 60 = 130 mm/s Pense à mettre un MERCI avec les icônes sous le coeur blanc bleu en bas à droite de ce message. C'est comme les like mais pour le forum...1 point
-
pas a dire c'est du beau travail bravo1 point
-
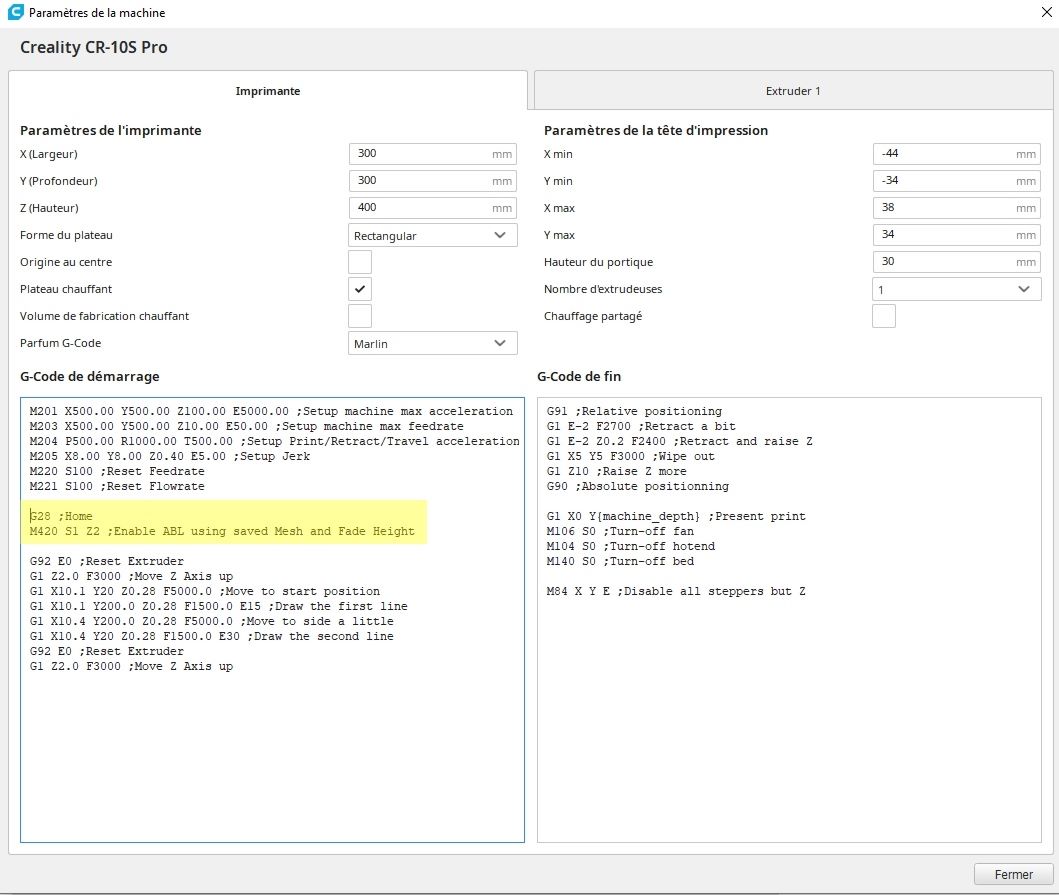
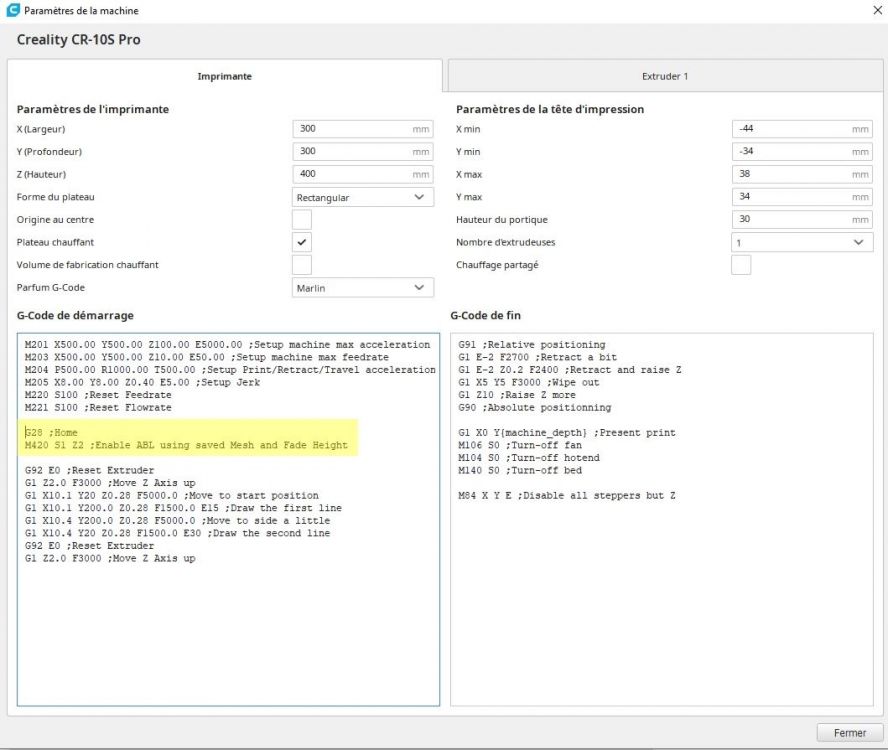
Bonjour, Tu désactives l' Autoleveling via l'ecran de la Pro ( bouton tactile sur off) , tu effaces les 2 lignes qui se trouvent au même endroit que sur la photo, et tu les remplaces par les suivantes : G28 ;Home M420 S1 Z2 ;Enable ABL using saved Mesh and Fade Height C'est ce que j'ai du faire suite à l'installation de Cura 4.8 Beta, qui lançait l'autoleveling pour chaque impression. Depuis la version 'officielle' le probleme est reglé ( avec bien sur,ce mode sur off via l'écran tactile)
 1 point
1 point -
Pas mal en jaune !!!! Je m'en suis occupé hier aprem, j'upload tout ca ce matin1 point
-
J'ai du mal à comprendre cette logique: Si tu as des problèmes avec du Sunlu de chez Amazon et tu veux acheter du Amazon sous-traité (peut-être) chez Sunlu ou un autre moins disant. Il y a suffisamment de bon fabricants en Europe pour éviter d'acheter des trucs à problèmes, certes c'est plus cher, mais tu ne referas tes pièces plusieurs fois.1 point
-
Si tu l'enlèves du gcode, il faudra passer par pronterface faire G28 G29 M500 afin de l'enregistrer dans l'eeprom1 point
-
Salut, L'auto levelling est declenche par le Gcode au debut de ton fichier. Tu peux enlever le G29 dans le script de demarrage de ton slicer. Cdt SoM1 point
-
1 point
-
Oui en effet, les différentes couleurs ne sont pas idéalement fusionnées. Je vais fouiller pour améliorer ca ! Bon courage pour l'attente !!! ^^1 point
-
@papagalak Aluminium épaisseur 4 mm
 1 point
1 point -
De rien, c'est le principe du forum: aider quand / si on le peut. Tu peux aussi remercier un contributeur, en cliquant sur le cœur au bas de son post (pas sur l'image ci-dessous ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Signification des souriants (smileys) quand on clique sur le cœur en bas à droite du post :
 1 point
1 point -
Bon j'ai pas regardée pour Microsoft .NET Framework 3.5 et je vais laisser tomber le pc fixe car j'ai réussi à faire fonctionner LaserGRBL et GRBLControl sur ma tablette double os, ça ira très bien pour juste piloter la cnc mieux que le pc portable qui s'éteint tout seul de temps en temps donc pas fiable et très chiant à remettre en route des fois... lui aussi ce fait vieux. Le pc fixe me servira à mettre de la music dans l'atelier (vu que je lui ai fait la place et qu'il est installé) car il a une très bonne carte son et les HP qui vont bien aussi....1 point
-
Effectivement, 4mm pour une buse de 0.4mm c'est très précis.1 point
-
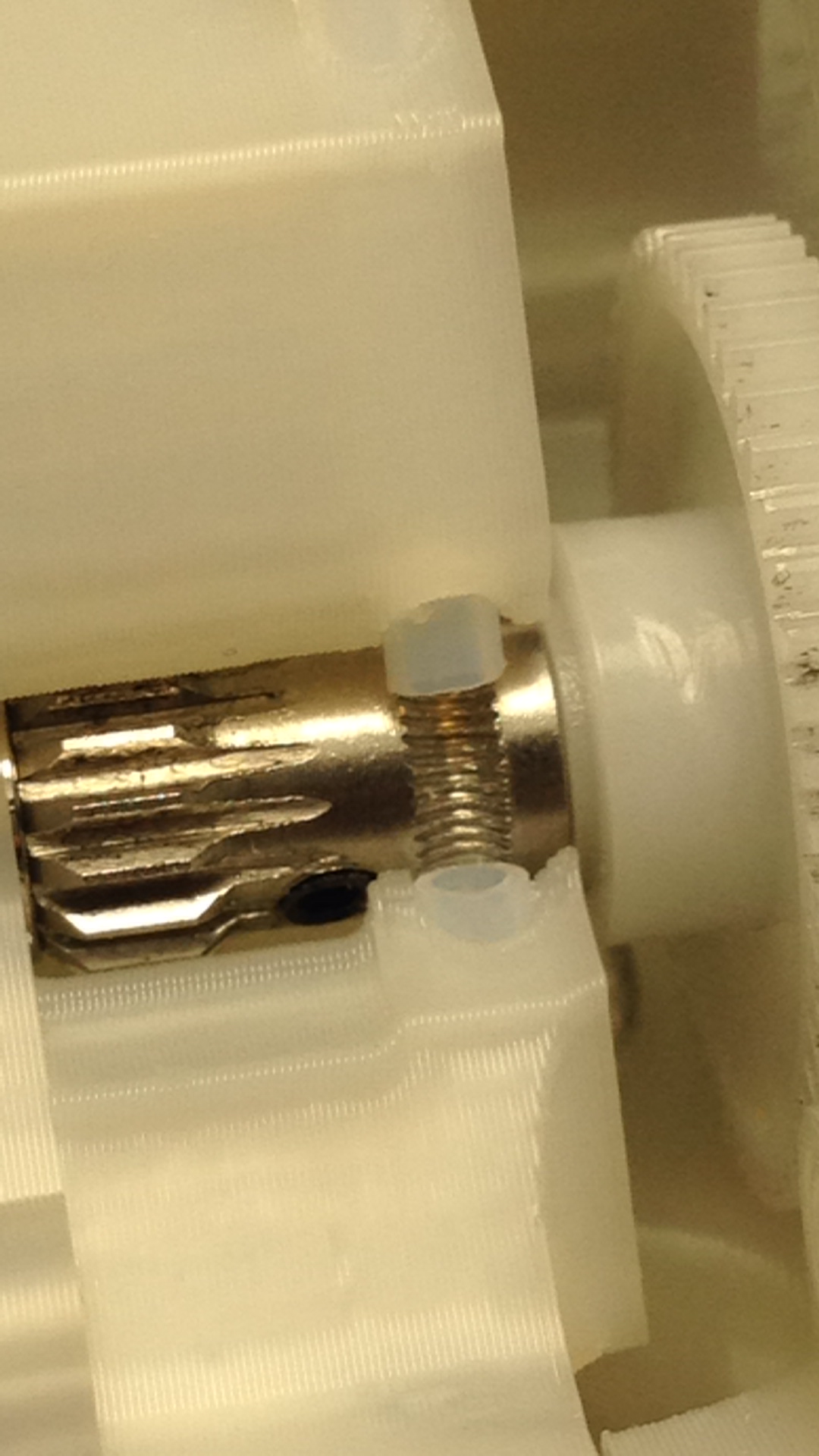
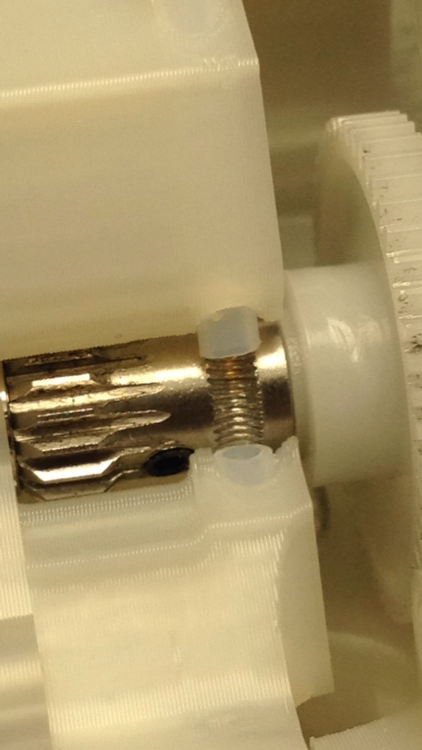
Bonjour à tous, Je voudrais apporter mon expérience sur la PRUSA MINI que j'ai reçu en septembre de cette année. La machine présente bien, elle est assez silencieuse mais sans plus (la MAGMA 250 l'est beaucoup plus au niveau des axes). L'affichage de la pièce sur l'écran de la commande est sympa, mais pour moi pas vraiment utile car je ne mets sur la clef USB que les fichiers que j'imprime dans l'immédiat et je n'imprime quasiment jamais plusieurs fois la même pièce. Le nivellement auto est plutôt rapide et peu donc être effectué à chaque impression d'autant que le plateau est amovible. La qualité des pièces est bonne mais pas mieux que la MAGMA, tout juste mieux que la MONOPRICE MINI. MAIS ... et il y en a des mais ! Après 40/50 heures d'impression, le filament n'avance plus et l'extrudeur claque sans arrêt ! Impossible de sortir un pièce ! Recherches sur l'aide PRUSA, application des procédures de démontage, recalage et nettoyage mais rien n'y fait. Après plusieurs semaines de galère, j'ai décidé de remplacer l'extrudeur d'origine par le BONDTECH fabriqué dans ce but (70€ à ajouter au prix de la machine)... tiens, bizarre, la machine à peine sortie, BONDTECH a déjà en vente un extrudeur de remplacement, et une nouvelle tête !?. Et oui, parce que malgré les réglage, remplacement de tube PTFE, le filament bloque AUSSI dans la tête ! J'ai pensé que cela pouvait être un problème de température de buse mais non. C'est bien un problème de la hot end. Mais je ne l'ai pas remplacé car depuis l'échange de l'extrudeur la machine imprime; ce n'est pas parfait car la température un peu élevée du filament PLA à 215°C (sélectionnée par le soft de la PRUSA) produit beaucoup de cheveux d'ange, que l'on galère pour retirer, même avec une rétractation importante (plus que sur la MONOPRCE). Pourquoi PRUSA impose cette température à 215° alors que sur mes 2 autres machines, j'imprime à 200, 205°, voire 190° sur la MAGMA ! Bizarre, non ! L'extrudeur n'ayant pas tout à fait les mêmes caractéristiques, il faut modifier le nombre de "step" dans le GCODE de début. Mais cela ne suffit pas pour l'insertion automatique du filament et nécessite de renouveler deux fois l'opération : finalement, cela va beaucoup plus vite sur la MONOPRICE qui n'est que manuelle ! Le nivellement, rapide, oui, mais pas toujours fiable et le beau plateau est vite griffé par une première couche trop basse ! L'accroche du coup n'est pas constante et il faut utiliser la bombe de laque du plateau verre de la MAGMA. Le réglage des steps de l'extrudeur est dans le GCODE, la machine ne conserve pas ce réglage après coupure de l'alimentation ! Beaucoup de temps perdu avant l'impression : chauffage à 215° (PLA) et 60° pour insérer le filament ... oui, 60° pour le plateau très utile pour insérer le filament !, puis la machine refroidit à 170° pour le nivellement, puis, lorsque le tête est revenue en origine, remontée à 215° pour l'impression ! Les 170° c'est pour éviter de laisser des points et cheveux trainer sur le plateau lors du nivellement; c'est vrai, cela marche et la MAGMA que ne refroidit pas laisse ces points et parfois des cheveux, mais pour moi, ce n'est pas gênant, cela ne se voit pas sous les pièces, qui souvent sont des socles pour des personnages, ou des faces de découpe qui seront collés à d'autres. L'affichage de la vue de la pièce sur l'écran comme écrit plus haut c'est sympa et ça jette mais voilà, cela ne marche qu'avec PRUSA SLICER car l'image est codée dans les premières ligne du GCODE en commentaires ! C'est raté si l'on utilise CURA ! A noter que je n'ai pas pu faire fonctionner la machine avec CURA 4.7.1 et les paramètres donnés par PRUSA, mais que cela fonctionne avec la 4.8. En revanche, le "mesh" du plateau ne fonctionne pas sur toutes les versions de Windows 10 (!?). Le port USB est assez mal placé, au fond à droite. J'ai ajouté une rallonge USB et fait un support pour l'amener en avant à côté de la commande. Le capteur de filament est en option à 20€ .. mais, comme beaucoup de machine, il s'agit d'un capteur de présence et NON d'avance du filament. Alors, avec des bobines qui sont loin de se terminer et la taille des pièces réalisables, il n'y a pas vraiment d'intérêt, d'autant que bien sûr, les problèmes d'avance de filament cités plus haut n'étaient pas détectés ! Le SAV PRUSA, contacté plusieurs fois par email, n'a su que me diriger vers les pages d'aide de la PRUSA I3 !!! Il ne savent même pas lire les emails et faire le lien avec la commande client ! D'autant que le problème de l'extrudeur et hot end semblent connus depuis longtemps, remontés par les premiers acheteurs et comme écrit plus haut, confirmés par le fait que BONDTECH a étudié du remplacement depuis longtemps aussi. J'ai eu aussi des problèmes les premiers mois avec la MAGMA, mais 3DOline a toujours pris en charge les retours et réparations de la machine; ils m'ont même fournis une nouvelle machine la seconde fois avec les upgrades intégrés, et de nouvelles bobines de filament, noir et/ou blanc. Au passage, PRUSA a fourni une bobine de PLA gris argent, j'aurais préféré une couleur plus "passe-partout" ! PRUSA aurait certainement mieux fait d'en rester sur l'I3 ou tout au moins, d'en faire une plus petite, mais sans repartir de zéro ou trop rogner sur la qualité de certains composants ! Quelle fiabilité de la machine dans ce cas ? Si l'on suit l'exemple de la MAGMA, 3DOnline n'a pas chercher à faire un machine moins chère, plus petite mais au contraire, cherche à les améliorer et fiabiliser en choisissant des composants, certes plus chers, mais reconnus comme plus fiables. Au passage, pour info, la MONOPRICE MINI V1, acquise en juillet 2019, avoisine les 1000 heures d'impression et aucune panne ... pour moins de 200€. Portez-vous bien1 point
-
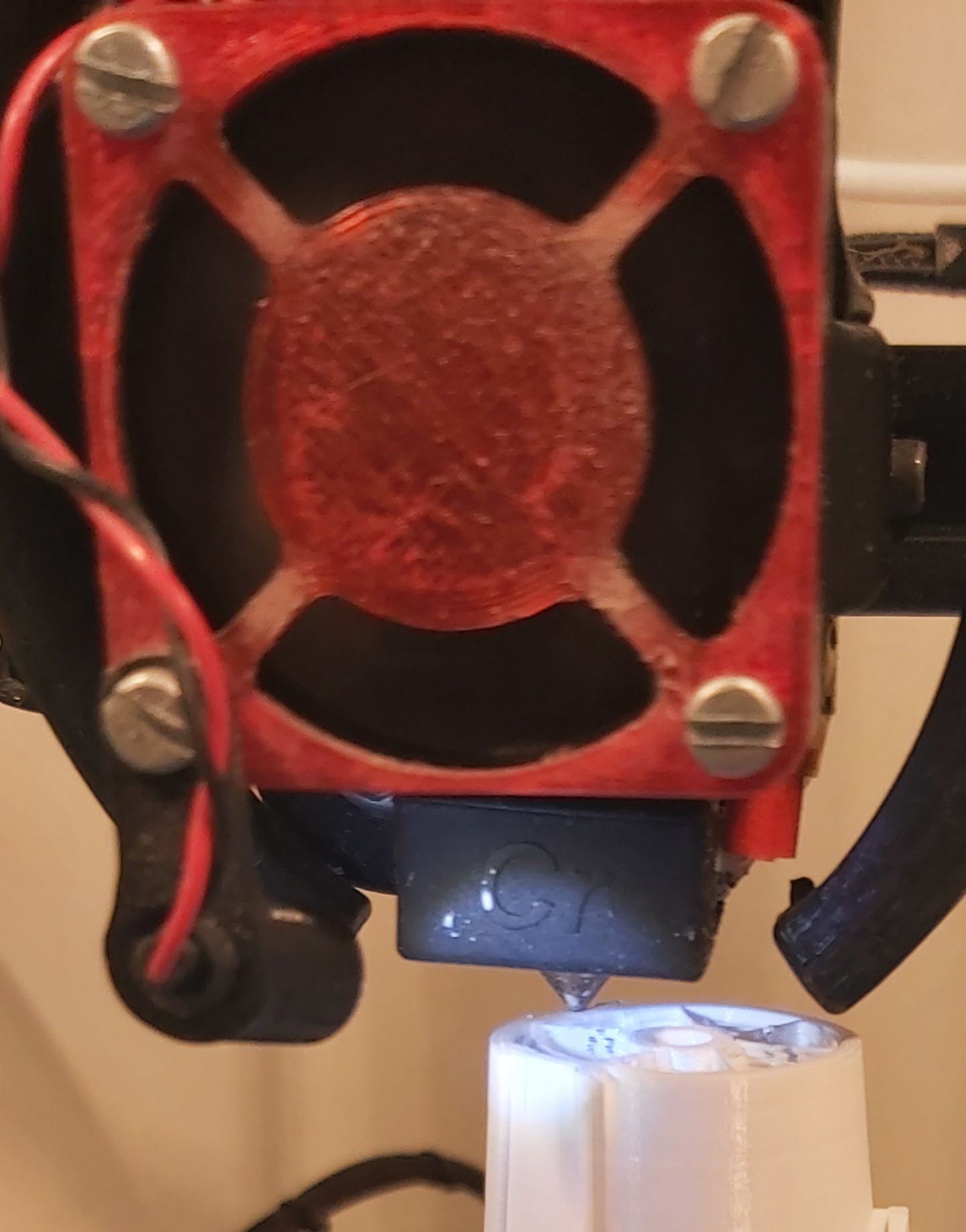
Ça dépote comme éclairage ! Sur ma cr10s j'ai juste mis une led classique 3V diamètre 5 haute luminosité avec une petite résistance dans un petit support qui vient éclairer la buse
 1 point
1 point -
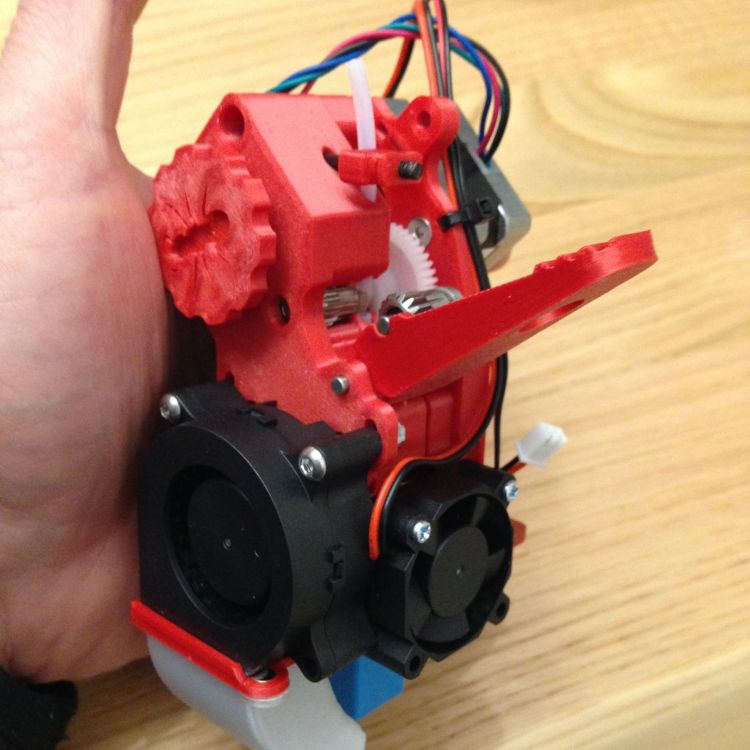
@yopla31, bonjour cher voisin Le fichier STEP marche à nouveau ! Désolé, je passe pas souvent, j'suis assez occupé en ce moment avec le MiniXtruder, je peaufine la bete ! @bientot et n'hésitez pas a me contacter sur >contact@hotends.fr video-1607510973.mp4
 1 point
1 point -
Ce n'est pas une question de différence de température mais d'hygrométrie. Dans tous les cas, les bobines doivent-etre stockées à l'abris de l'humidité, le mieux étant le sac ZIP avec du gel de silice. Si tu as la place dans ton caisson, y'a pas de contre indication. Le ventilateur est utile pour réguler la température et éviter la surchauffe en été ! sinon si ton caisson ne monte pas à 60° y'en a pas besoin. Par contre attention à la concentration des "polluants" lors de l'ouverture de la porte1 point
-
J'en ai un mais il est privé et ne me sert que pour mes traductions. Pour la collaboration, je ne suis pas contre du tout mais officiellement, Transiflex est fait pour ça . Pourquoi, je l'ai fait ? En partie parce que j'aime ma langue maternelle et que je trouvais certaines traductions approximatives et / ou mal formulées. Je n'utilise pas Transiflex car je le trouve «usine à gaz», adepte du rpincipe KISS (utilisateur d'Unix et Linux de longue date, on ne se refait pas ), un logiciel comme PoEdit est bine plus simple et rapide à utiliser. Libre à toi de créer un dépôt Git et réutiliser mon travail, il est en licence CC0 ( ).
 1 point
1 point -
C'est surtout dans les années 70 que l'acid à fait des ravages !1 point
-
Histoire de se détendre un peu, nos cousins québécois en plus de leur amour de notre belle langue, ont dans leurs rangs quelques énergumènes pas piqués des hannetons. Je veux parler du «pharmachien», si vous ne connaissiez pas je vous invite à lire (et relire) quelques une de ses chroniques (attention, ses contenus possèdent la particularité de décoincer les zygomatiques) : acidité …1 point
-
@divers <Mode humour> Tu n'oublierai pas par hasard, le plus toxique de tous: l'air qui contient en grande quantité de l'oxygène or on sait tous que c'est un gaz très dangereux (mélangé à l'hydrogène + une étincelle et BOUM, sur les métaux il les oxyde (la rouille), etc.). Donc il faudrait arrêter de respirer . </fin mode humour> On le sait tous que l'environnement dans lequel on vit peut être plus ou moins toxique. Mais pour en revenir à la question posée: le PLA et sa nocivité, quelques règles de bon sens comme celles rappelées par @bernard3D sont bien suffisantes. Après ça reste mon avis: si l'on devait arrêter de manger / boire / faire tout ce qui est dangereux, qu'est-ce qu'on s’embêterait .1 point