Classement


Contenu populaire
Contenu avec la plus haute réputation dans 07/12/2021 Dans tous les contenus
-
Hello, Voici le résultat le ma première grosse impression sur ma X2. Imprimé en 44h en 0.2mm avec du filament ECOPLA de chez 3D Jake. Elle était flashée avec le firmware de Mrmagounet mais pas la dernière version. Mis à part quelque M21, j'ai eu un M1 vers la fin de l'impression. On peut voir une ligne sur le toit dû au manque de filament qui avait coulé avant la reprise. Je viens de la reflasher avec la dernière version. Pas de problèmes pour l'instant sur de petites impressions. Dans l'ensemble, je suis plutôt satisfait du résultat. Voici encore le résultat d'un essai de litophane. Je trouve cela vraiment bluffant. Du coup je vais essayer d'imprimer un abat jour pour une lampe.. je posterai le rendu une fois fait. 20211127_124154.mp4



 9 points
9 points -
@MrMagounet re flash par la dernière version carte et tft un m 21 sûr un gros print mais sans incidence et pour l instant pas de M1 sûr plusieurs print bon boulot encore merci et courage à vous dans c est moment difficile3 points
-
Je plussoie @hyoti et @PPAC et je rajoute qu'en plus d'obtenir un code assembleur brut avec le désassembleur, il vaut mieux connaître sur le bout des doigts le fonctionnement du processeur ciblé (instructions, registres, ...) afin d'arriver à comprendre quelque chose au programme. à un époque lointaine j'avais désassemblé quelques morceaux du code de DR Multiuser DOS (un vieux système d'exploitation) pour faire péter étudier le dongle (une clé de protection d'époque), ce fut long et difficile et à l'époque j'avais 80x86 en 1ère langue (j'ai toujours la version d'étude sur une disquette 5"1/4)3 points
-
Je viens de reflasher avec la dernière version. N'ayant pas de câble pour effectuer le pontage, j'ai utilisé une petite boulette de papier d'aluminium en faisant attention de ne pas toucher autre chose. Tous c'est bien passé, et je n'ai pas eu de message sur mes trois impressions suivantes (impressions de 1h à 2h30).3 points
-
Bonjour, Wouah, superbe réalisation à propos de ton montage et tes tests fait précédemment avec ce LGX-Lite . Ne pas oublier le TOP travail de modélisation de Cyril Guislain @Guilouz et des idées amenées par Julmar @julmar . Bravo à vous pour ce travail d'équipe3 points
-
il t'en veux ton collègue pour te conseille Dagoma... tu as du lui faire une crasse et il se venge...2 points
-
Pour le lancement de l'impression il y a deux choses qui m'étonnent : 1/ pas la pour enlever ce qui a éventuellement coulé lors de la chauffe ... Tu la lances à distance ton impression ? Perso je reste à proximité durant la première couche voir un peu plus si c'est rapide. 2/ si c'est systématique, ajoute une manœuvre d'essuyage avant l'impression. Perso ma machine fait un home dans l'angle, puis trace une ligne le long du bord avant et seulement après elle va imprimer.2 points
-
Quand elle est bien carbonisée et dure comme du bois c'est plutôt marteau burin et essuie-tout2 points
-
Hello! Si jamais, pense à bien vérifier les câbles des moteurs. J'ai eu la même chose sur mon graveur laser et c'était un des petits fils du câble d'un des moteur qui était abimé (il avait surement été pincé) du coup j'avais un faux contact est mon axe bougeait un peu et faisait le même bruit. Un petit point de soudure a suffit a tout remettre en ordre. Comme l'axe utilise deux moteurs, tu peux déjà juste les débrancher l'un après l'autre et voir ce qu'il se passe avec un seul moteur à la fois.2 points
-
En injection les retraits des deux matières sont compris entre 0,4 et 0,6%.2 points
-
J'imprime l'abs en caisson, mais je ne passe pas par l'étape four, je n'ai jamais eu de pièces fendues en abs même des grosses, longues et compliquées (et puis je n'ai pas de four au bureau ) par contre je les laisse refroidir dans le caisson.2 points
-
Comme le dit hyoti, cela demande beaucoup de travail et d'expertise. (et quand tu a fait l'exercice scolaire de coder en assembleur ... c'est déjà un beau case tête alors de faire l'opération inverse (retrouver une abstraction logique, une interprétation de haut niveau de suite d'instructions) là c'est vraiment un hyper (... rajouter encore dix voir cent "hyper" ) super méga casse tête) Car un en gros un fichier .bin de firmware c'est des suite d’octets qui représente des instructions et des bloc de données (mémoire qui peut être de plusieurs sorte ... ) pour le microcontrôleur. Donc du langage assembleur https://fr.wikipedia.org/wiki/Assembleur, un langage très bas niveau, propre au microcontrôleur cible. Et les instructions/données peuvent être codé en binaire/octets selon différente convention / architecture matériel / format de fichier. De plus le langage assembleur se trouve "épuré" lors de la compilation pour ne garder que les éléments utiles au microcontrôleur (bien souvent on perd les nom des variables (inutile pour le microcontrôleur) pour ne retrouver que la valeur de son adresse mémoire) et les abstractions "haut niveau" de logique de programmation ( les conditions, les boucles, les notion d'objet (C++)), sont transformé en une nué de suite d'instructions pour le microcontrôleur difficilement interprétable pour retrouver leur équivalent en abstraction de haut niveau. ( sans oublier : https://fr.wikipedia.org/wiki/Assembleur#Désassemblage ) Comme le dit Patrick76, de temps en temps on retrouve des bloc de chaîne de caractères mais bien souvent elles n'apportent pas grand chose car cela reste complexe de retrouver quelles instructions les utilisent, comment, et dans quelle contexte de traitement, ... Donc là non ... pas simple de faire quoi que se soit d'un fichier .bin ...2 points
-
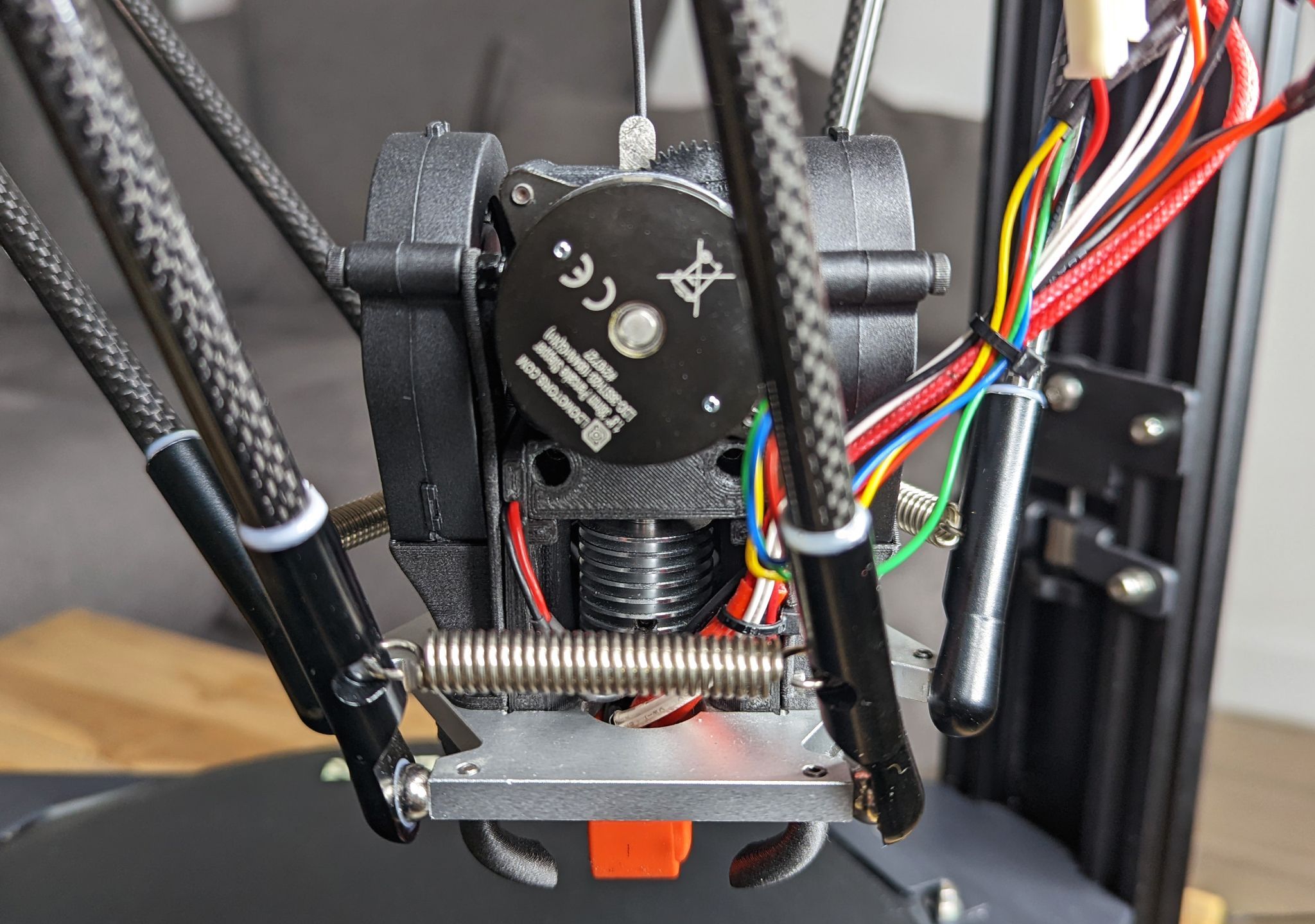
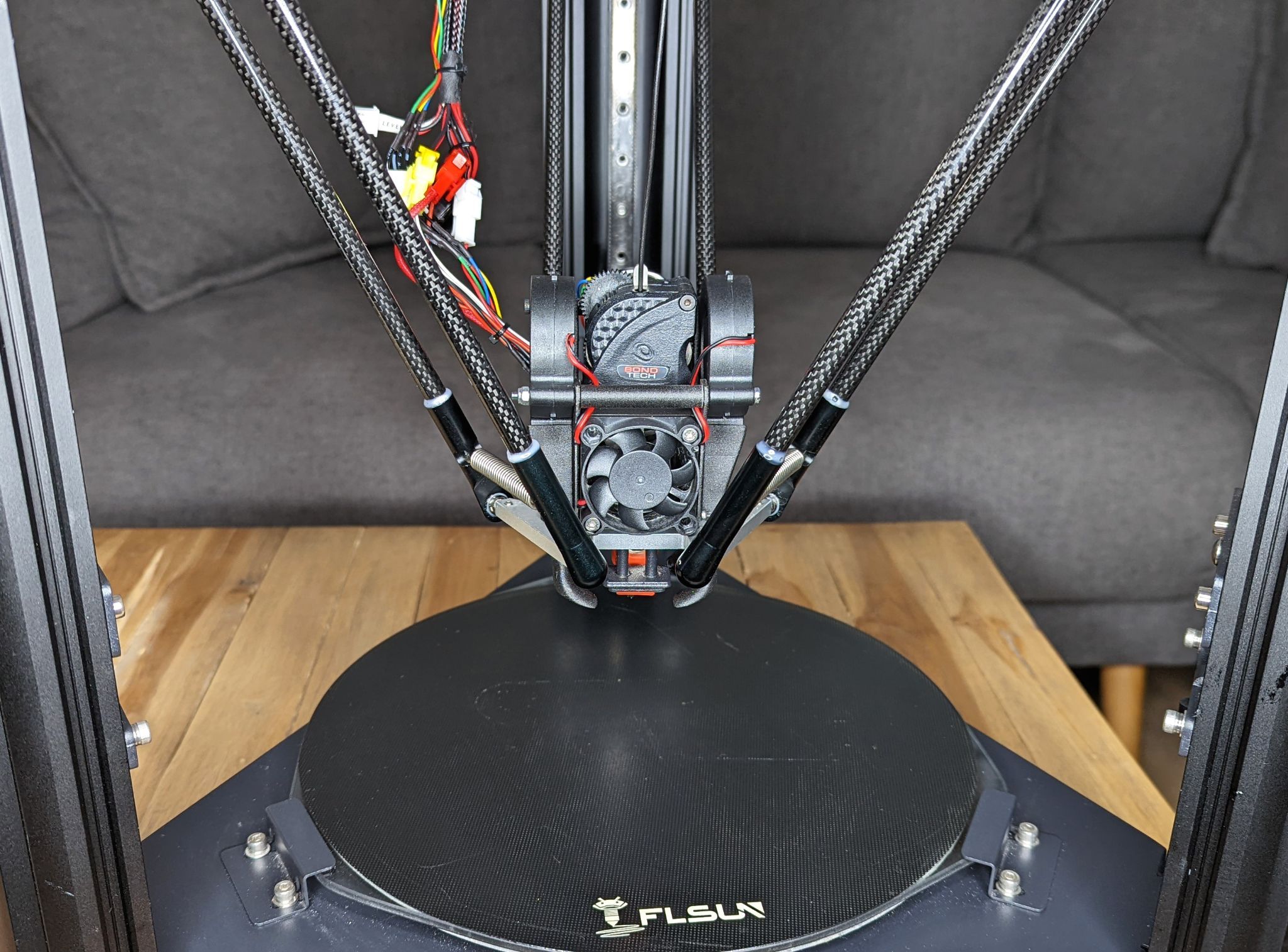
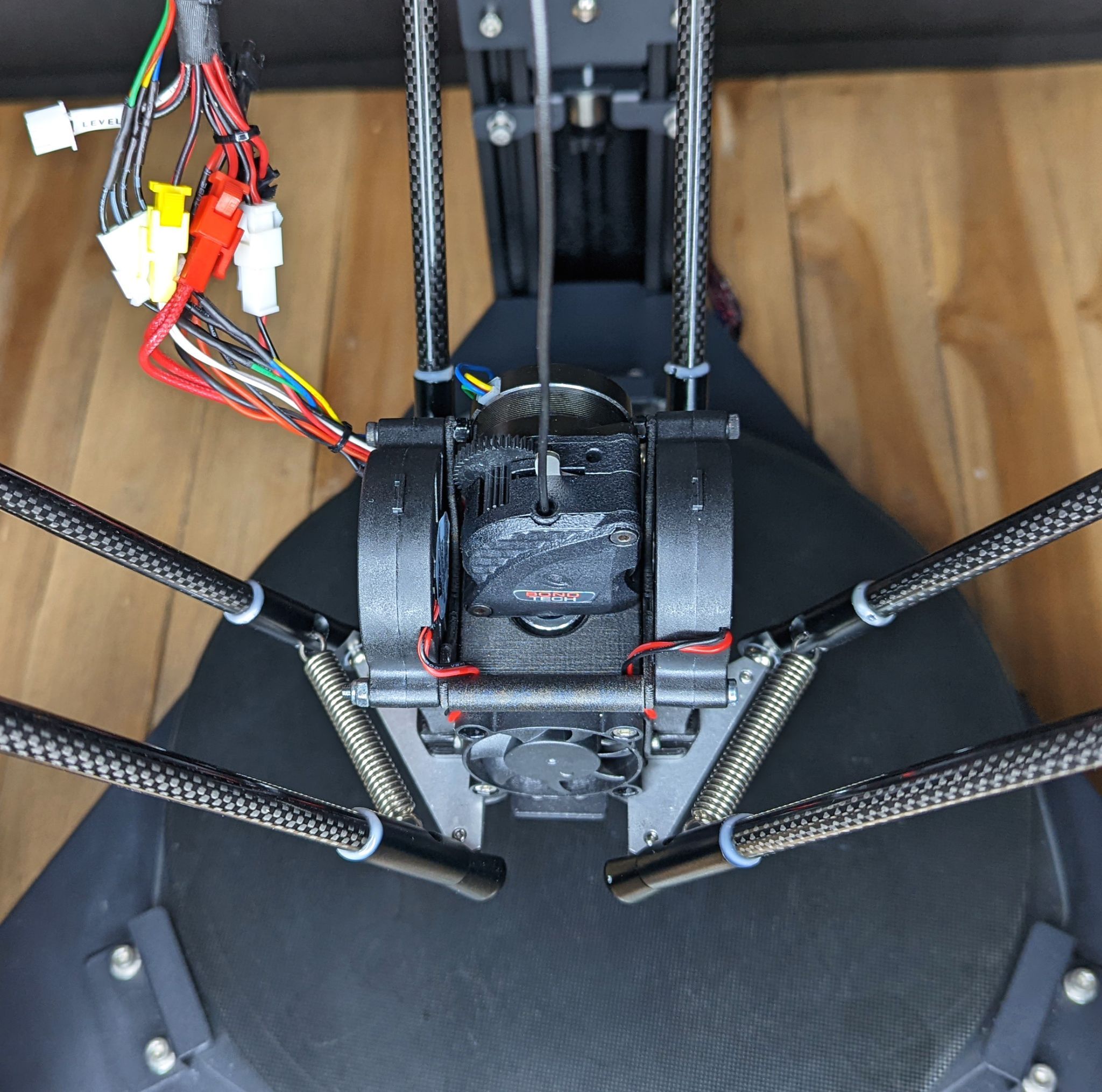
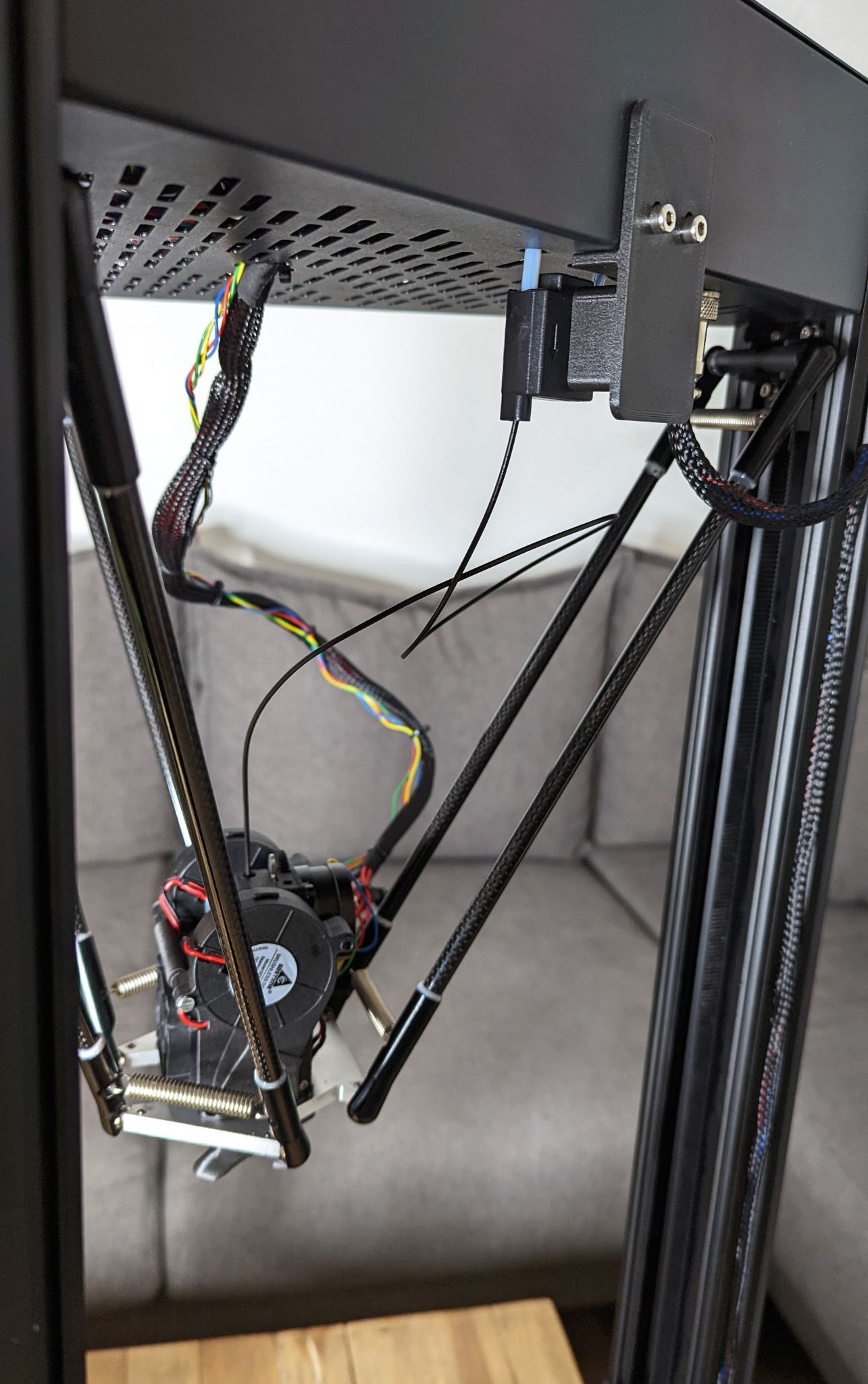
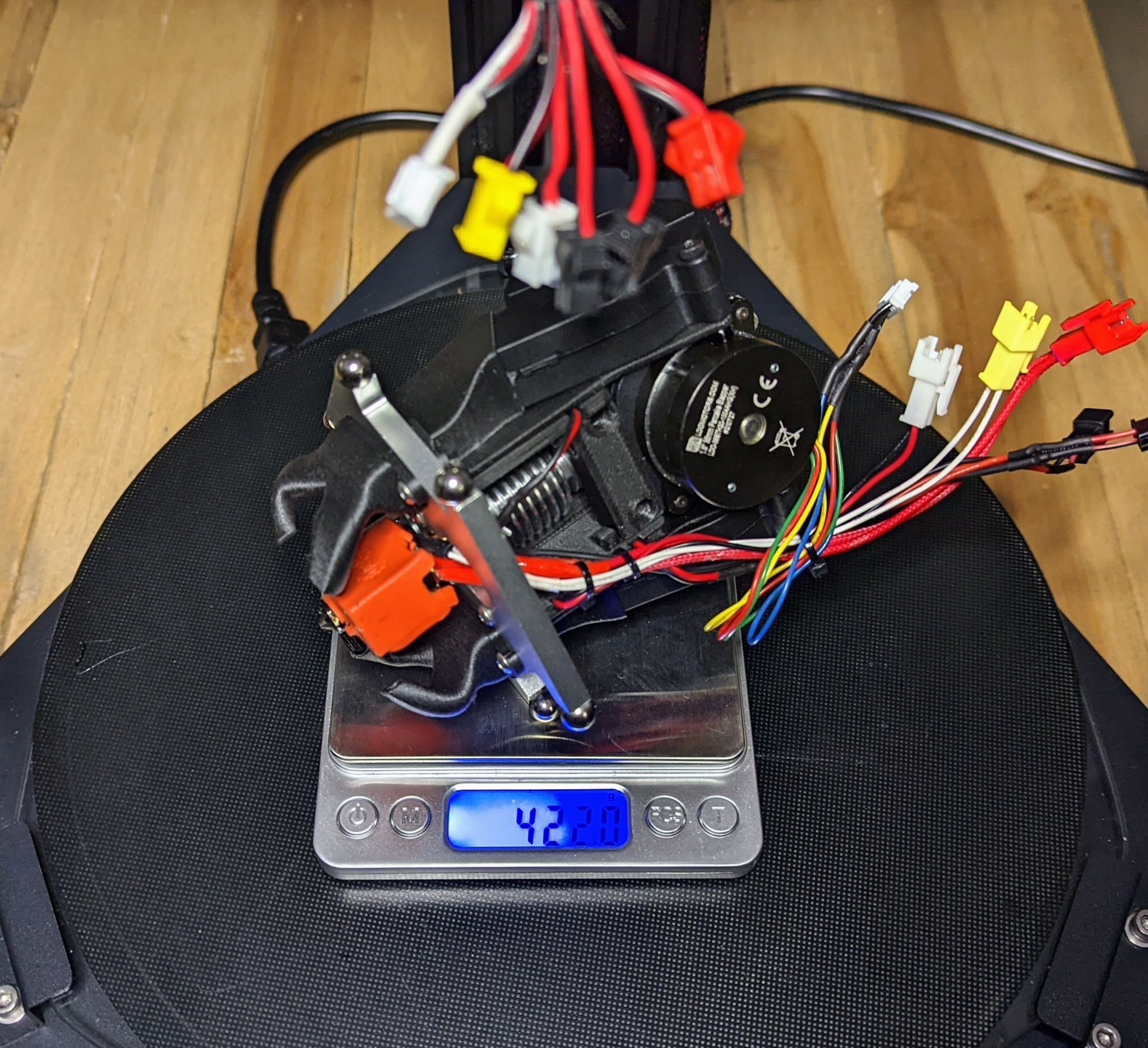
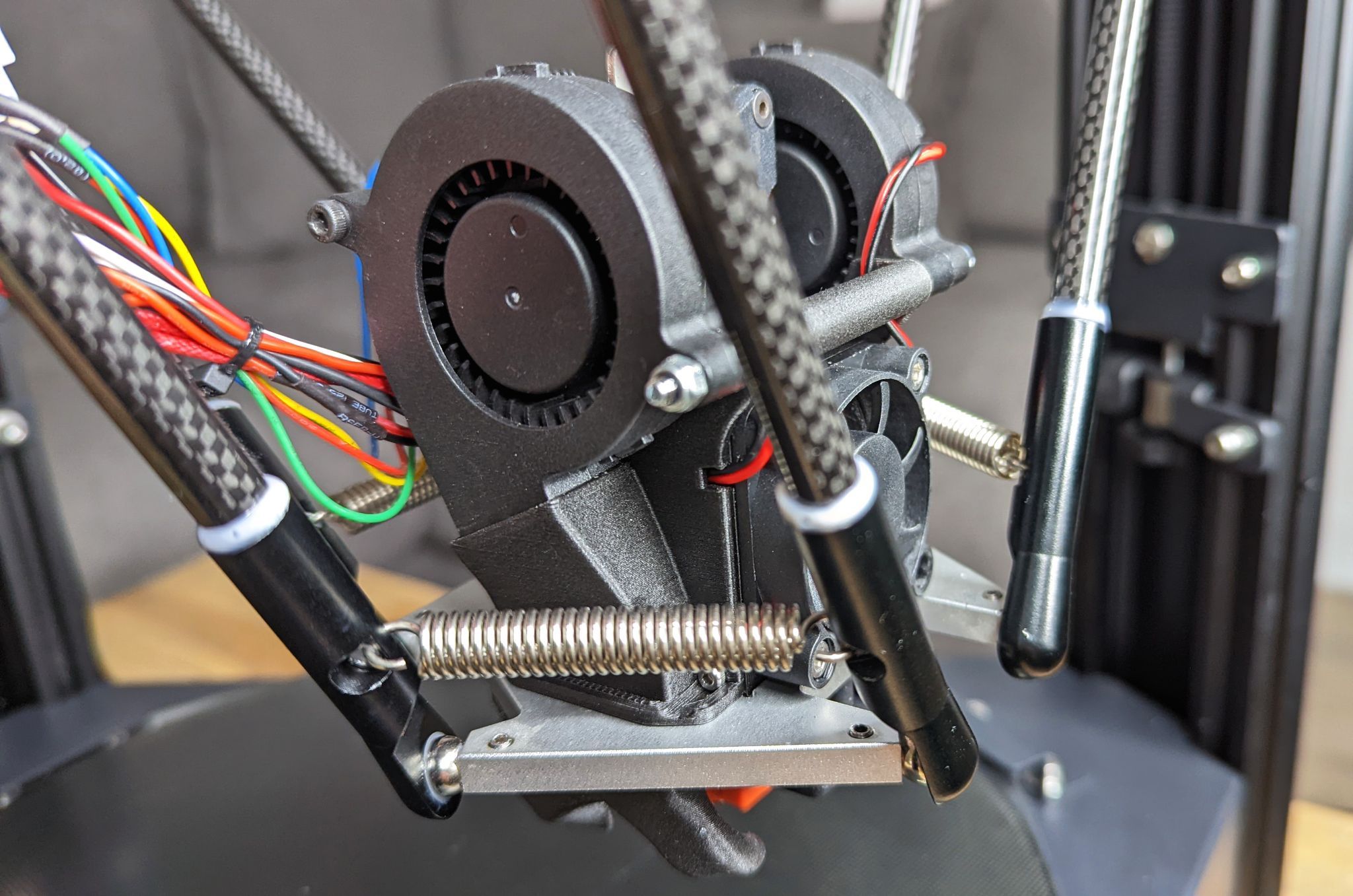
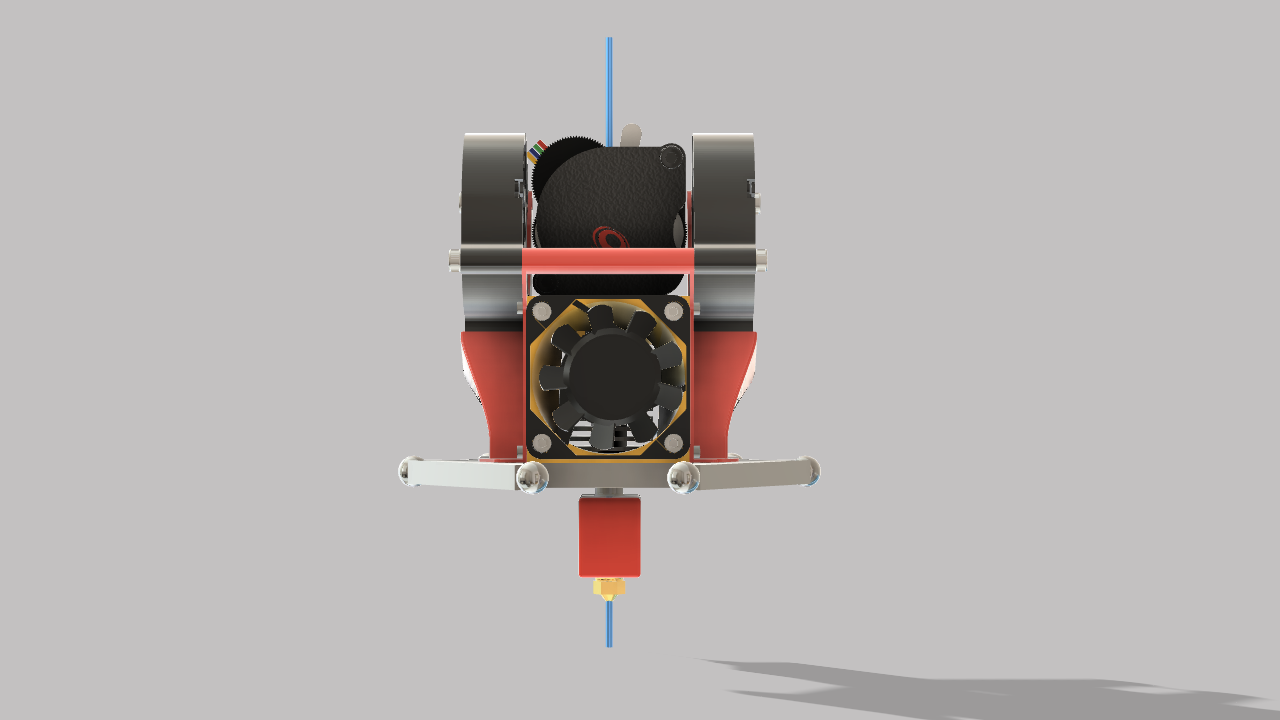
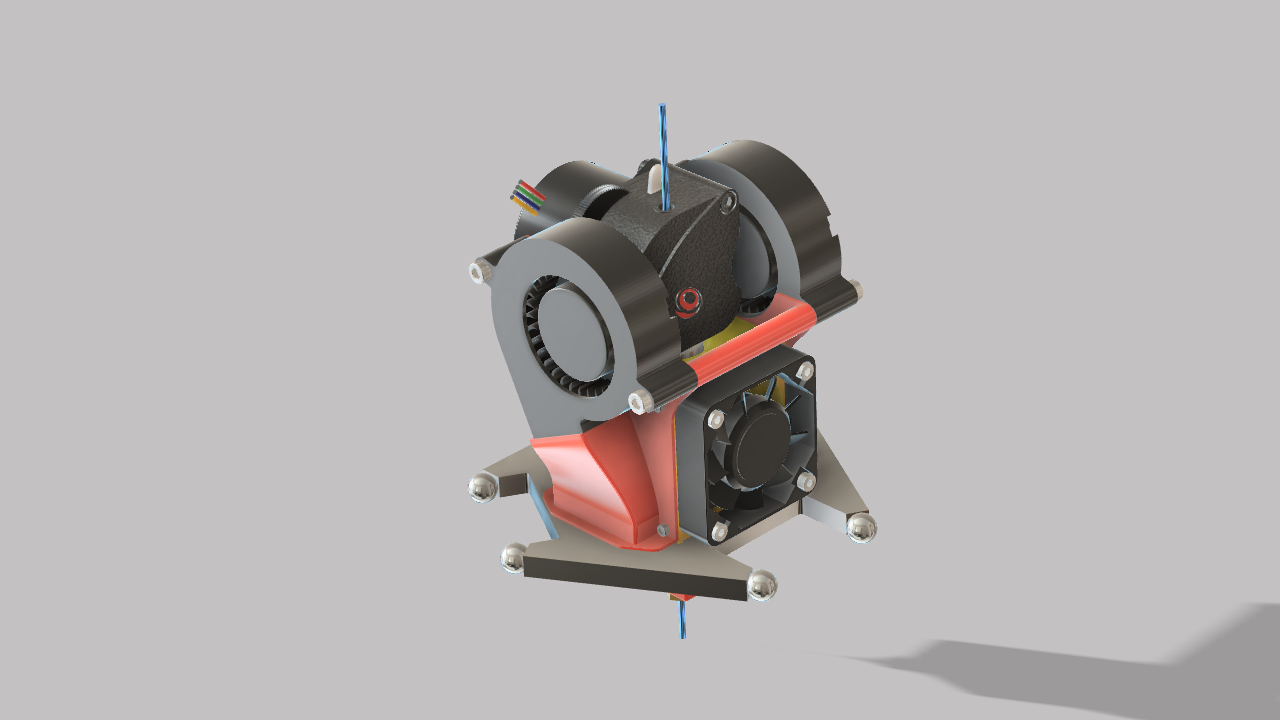
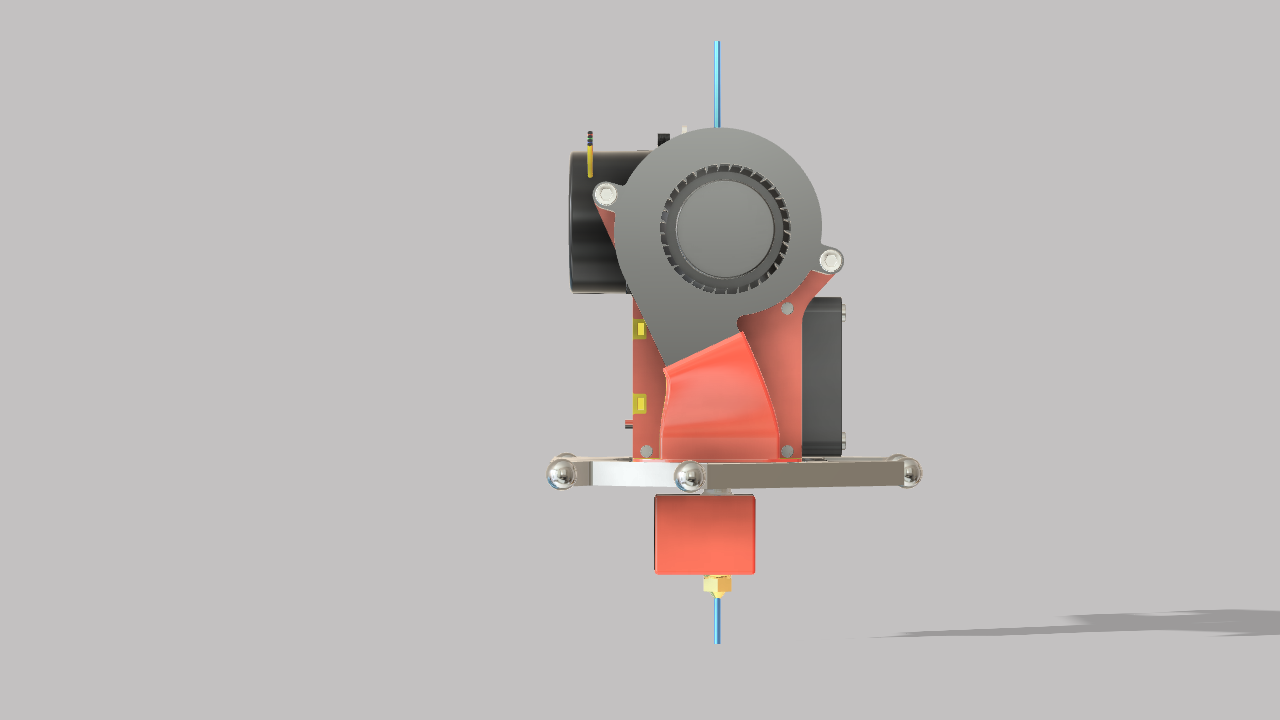
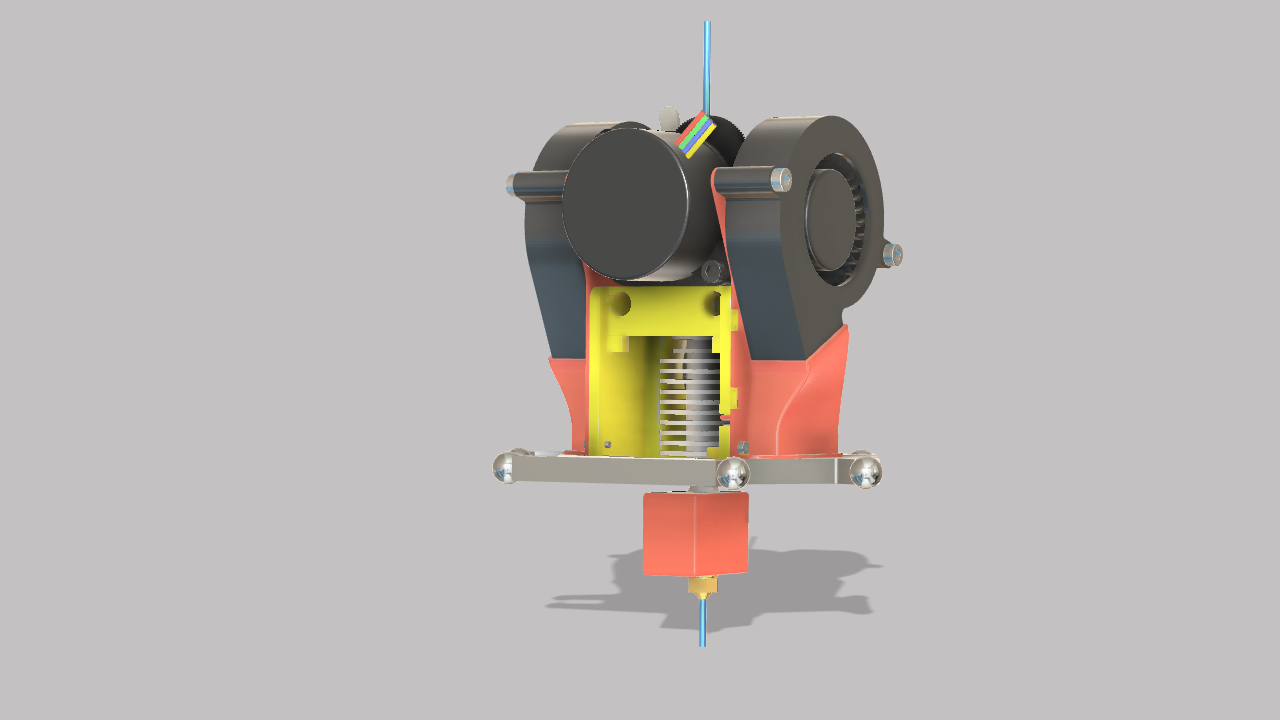
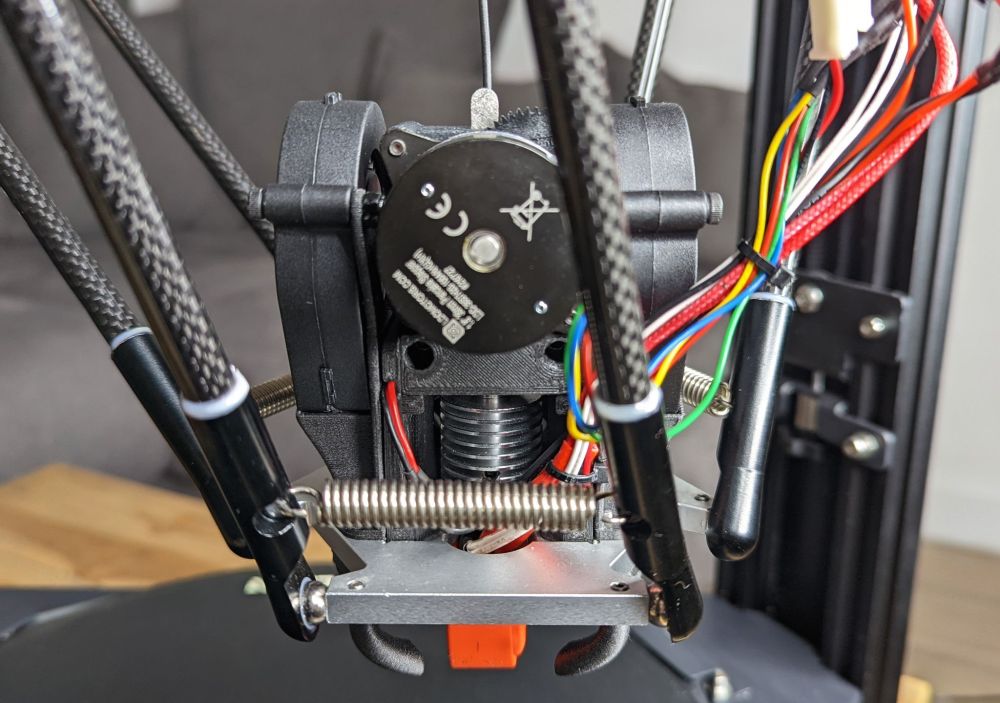
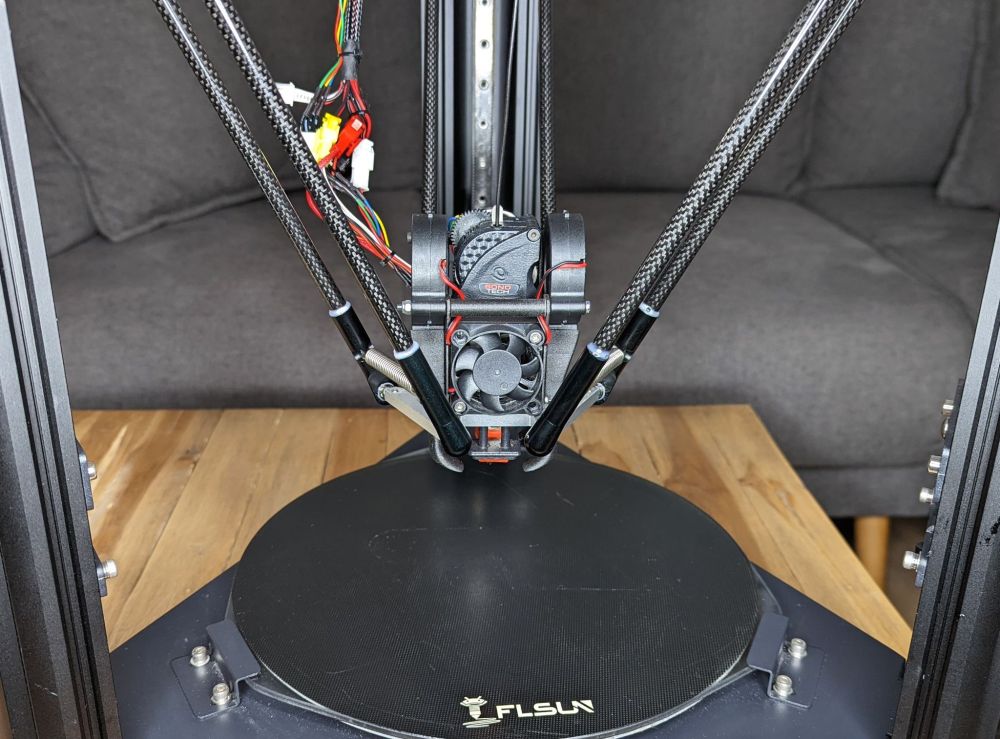
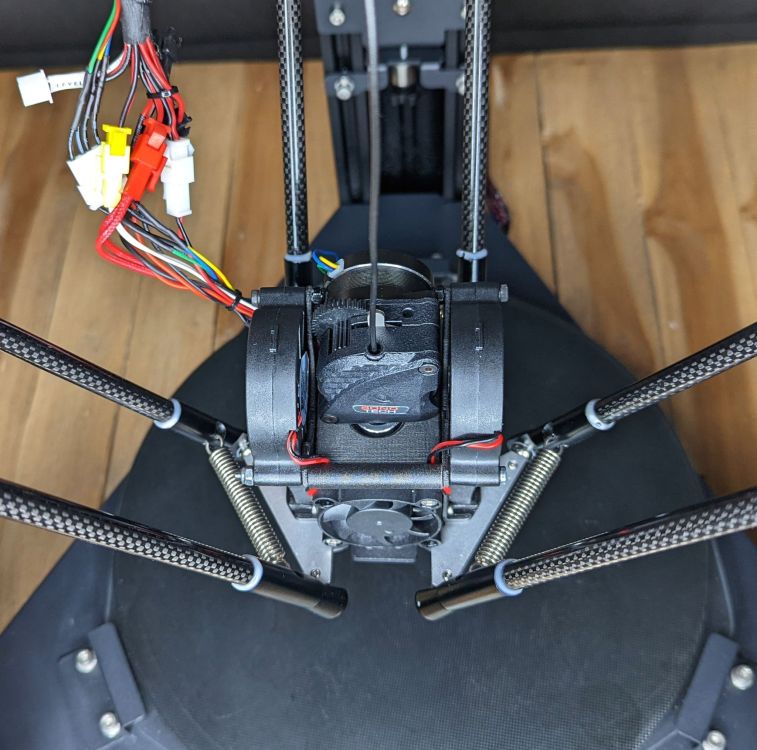
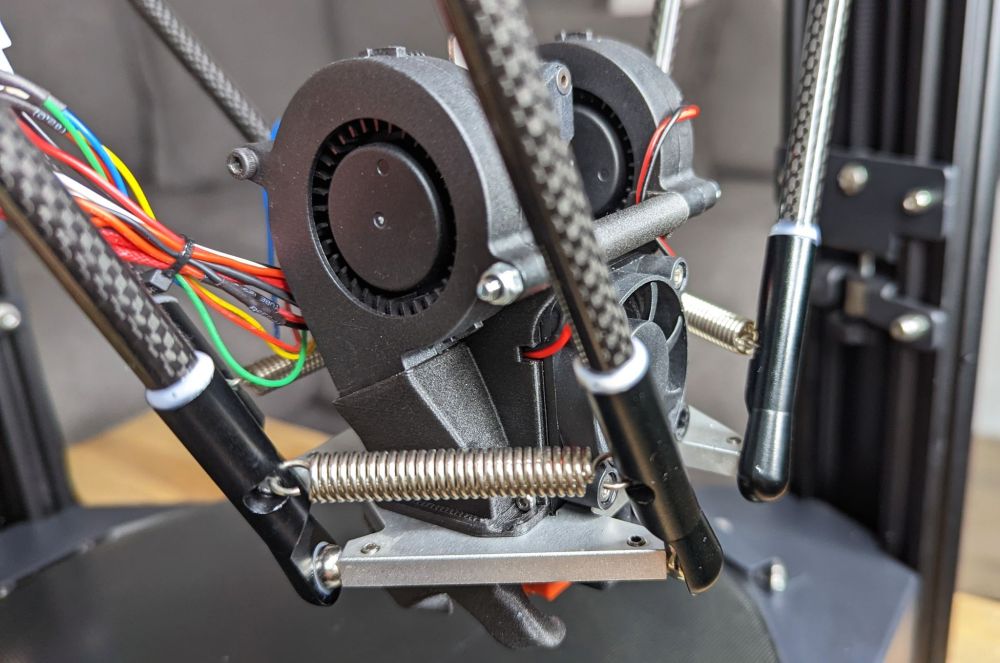
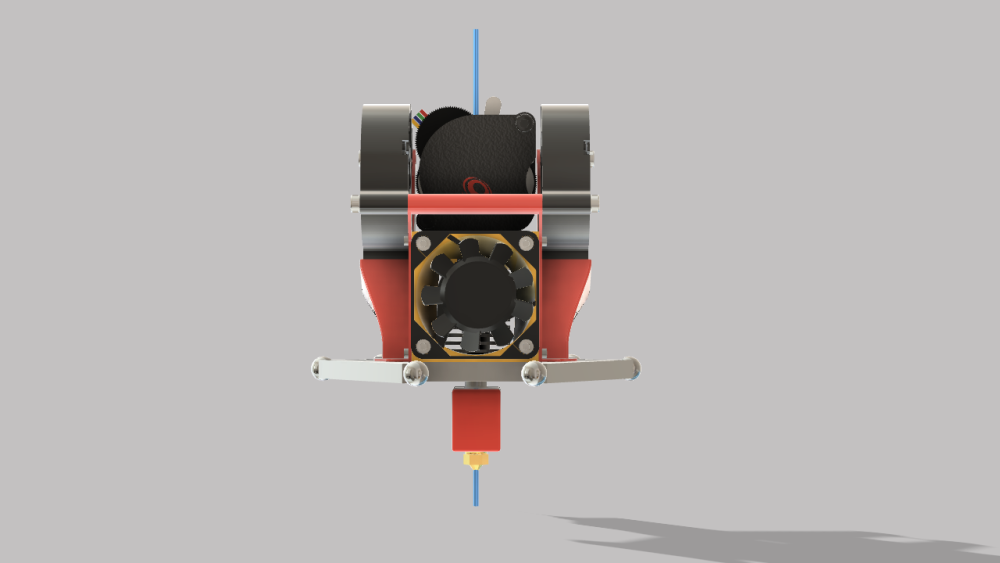
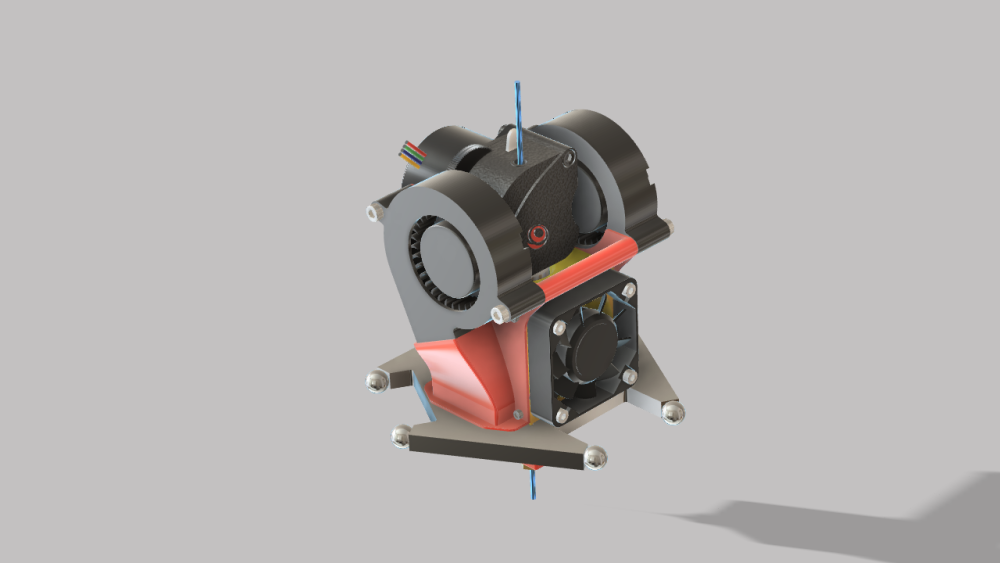
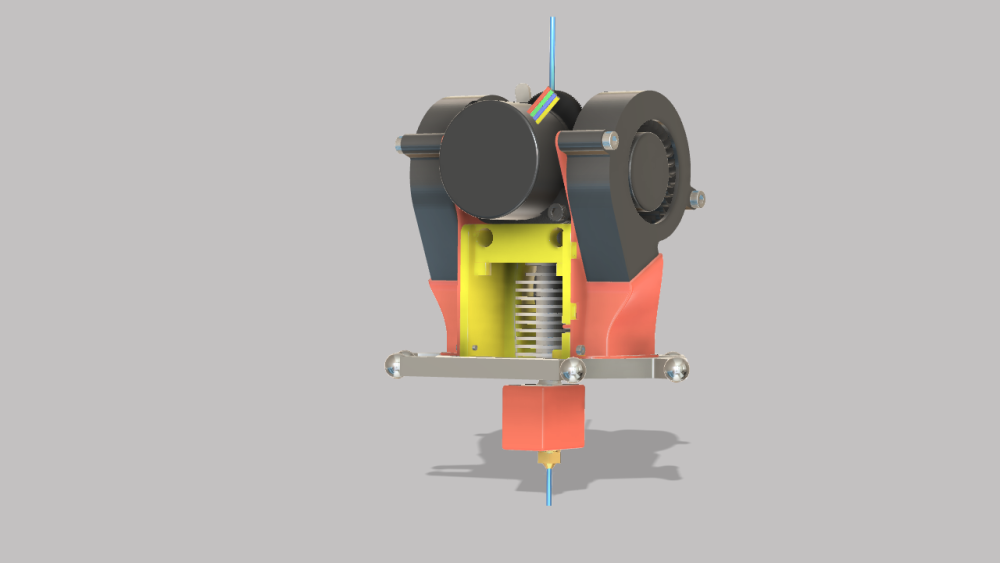
Je crois qu'on tient la dernière itération du design de @Guilouz dont les supports de 5015 on été modifiés après avoir vu ceux de @julmar ici Je l'ai imprimé en PETG carbone juste pour le rendu que je trouve superbe et assorti aux bras On peut voir que les ventilos sont moins hauts et plus centrés donc mieux pour le centre de gravité Ci-dessus on peut voir les passages de câbles pour les 3 ventilos avec des trous pour les maintenir avec des colliers de serrage ! Et je remets la patte de fixation du capteur de filament : J'ai profité de ce n'ème démontage pour mettre un connecteur à l'extrudeur afin de pouvoir enlever la tête en toute simplicité, ce qui m'a permis de la peser sans qu'elle soit suspendue à la carte mère Au passage j'ai déjà un de mes 5015 GDSTIME double roulement acheté à prix d'or chez @Fourmi qui est dead... Du coup j'ai commandé en urgence des WINSINN sur Amazon le temps de trouver la référence qui va bien chez SUNON sur Aliexpress




 2 points
2 points -
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
Si il a le budget pour c'est sur il peut se faire plaisir sur de tel budget mais on peut trouver de très bons portables pour des budgets moindres . Je ne veux pas rentrer dans le débat mac ou pc hein mais si il ne connait pas mac alors n'y pense pas car le jour ou tu auras un problème ou que tu ne comprendras pas le fonctionnement tu te retrouvera bien seul et alors il faudra sortir le porte monnaie ou appeler un ami qui en posséderait 1 et qui s'y connait. Un mac et un pc matériellement c'est pareil maintenant, la seule différence c'est le système d'exploitation donc soit on connait et on est prêt a payer la pomme soit mieux vaut rester sur le système que l'on connait .1 point
-
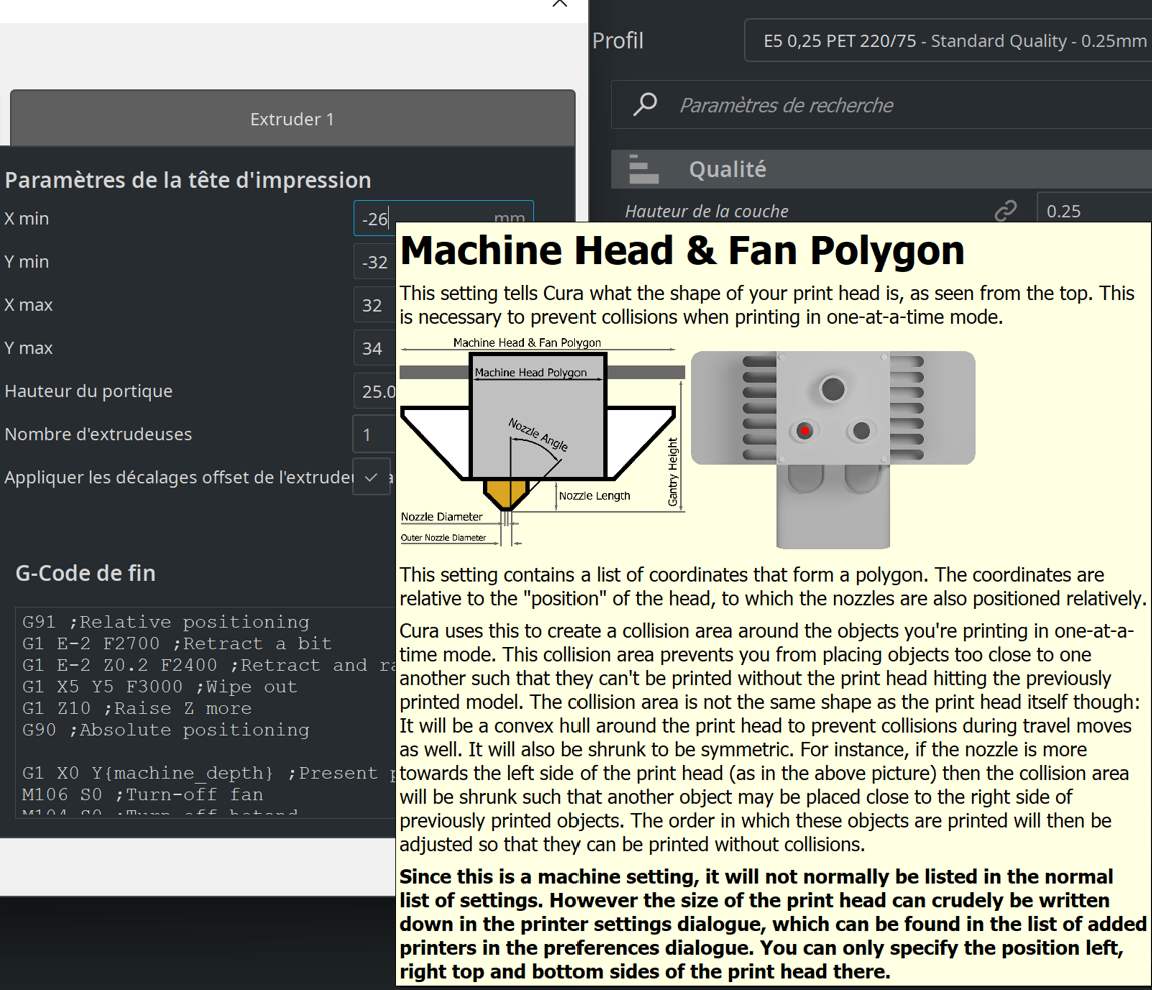
Salut @Alain06, ce sont les valeurs d'encombrement de ta tête d'impression à partir de la buse, c'est pour éviter les collisions de la tête avec des impressions si tu décides de les imprimer les unes après l'autre sur le plateau. si tu as le plugin "settings guide", tu as les explications:
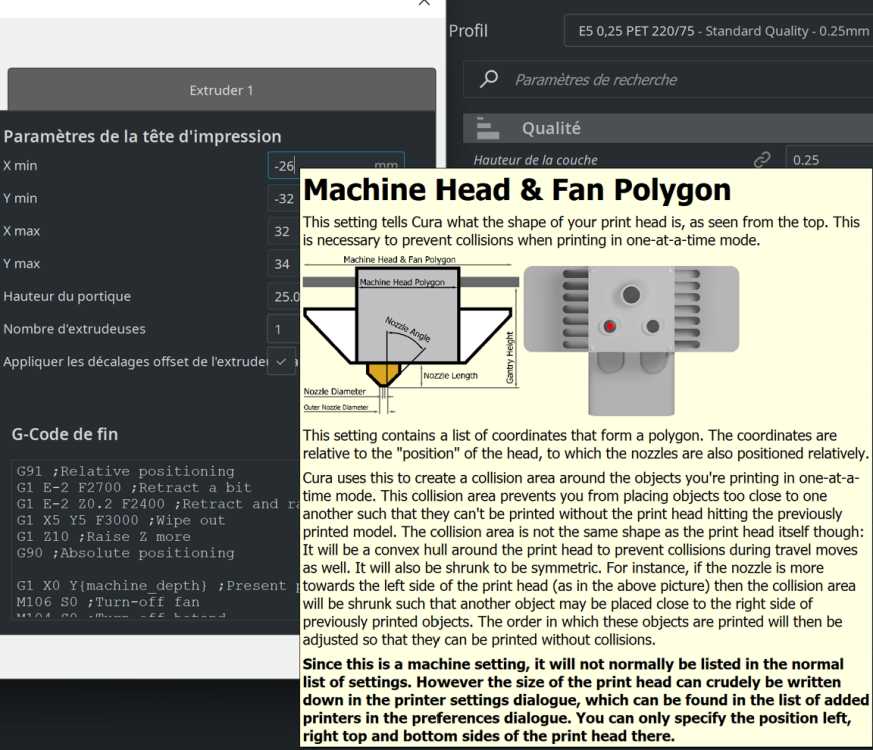 1 point
1 point -
https://discord.gg/sZXW6MZ31 point
-
C'est quant même un peu con de mettre des artifices pour l'accroche sur un ultrabase, les seules fois ou j'ai eu des souci avec l'accroche c'était qu'avec une marque de pla depuis j'achète plus cette marques et j'ai plus de souci....1 point
-
La méthode corse c'est le pain de plastic...1 point
-
Très juste ... mais on a compris l'image c'est l'essentiel. Il va falloir que j'ajuste mon horloge biologique1 point
-
@captflame2121 chez moi çà fonctionne très bien le contrôle de la température sur E2 pour OCTOPRINT pas de soucis1 point
-
"Pour sortir le filament on extrude d'abord un peu est on enlève le filament, ça évite d'avoir une boule de plastique qui emmène tout sur son passage." : C'est ce que fait la fonction OUT de l'écran dans le menu "Tools" puis "Change" ... donc efficacité zero. J'an ai marre de vérifier cette machine depuis 1 mois et à chaque fois que je l'allume. On dirait un chauffeur de voiture du début du siècle avec des moteurs à vapeur .... tout passer en revue pendant 2 heures pour espérer faire 50kms ... Cheap à ce point c'est quand même limite ... l Ah bon ... c'est de la déco alors !!!1 point
-
Rien à voir avec une rupture, c'est juste un petit bout de tube qui est enfoncé dans la partie haute de l'extrudeur, il suffit de la remettre et tout rentrera dans l'ordre ... Pour sortir le filament on extrude d'abord un peu est on enlève le filament, ça évite d'avoir une boule de plastique qui emmène tout sur son passage. Il faut partir du principe simple qui veut que tout matériel chinois pas cher doit être vérifié de a à z avant sa première utilisation, ce qui élimine un paquet de problèmes potentiels.1 point
-
Bien évidemment, il suffit de cliquer sur la pièce et sélectionner l’extrudeur de droite (par défaut en important une pièce sur Ideamaker elle est imprimé avec l’extrudeur de gauche). Ensuite dans les paramètres du profil d’impression il faut choisir extruder de droite pour ce qui est concerné (et le cochage décochage de la case que tu as mentionné ne change rien), jupe, bordure, supports ect … Je te conseille de créer pour le PLA un profil E1 un profil E2 et un profil dual.1 point
-
Bonjour à tous, voici quelque news suite à mon post ! J'ai finalement opté pour l'option ( cage de l'imprimante ) est cela fonctionne très bien, du coup pas de perte de chaleur et l'ABS accroche parfaitement sur le plateau merci en tout cas à tous pour vos conseils et votre bienveillance Bonne journée à tous et toutes !1 point
-
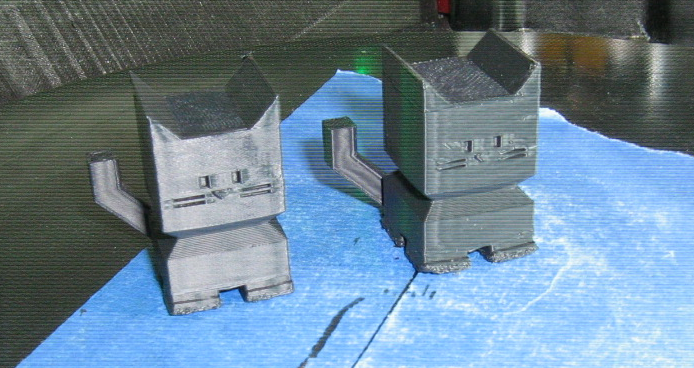
Non, c'est juste un château que mon fils trouvait sympa "fantasy castle" sur thingiverse. Et je voulais tester quelque chose de détaillé pour voir...1 point
-
Ah oui quand même, il faut que je fasse des fouilles, il doit m'en rester quelques uns dans le même carton que les vieux disques durs mfm 5'1/4 pleine hauteur de ... 10Mo ) Par contre pour les faire fonctionner il va falloir ressortir aussi les vieilles cartes mères pour pouvoir les brancher ...1 point
-
Pour la blague : "Bonjour je cherche un lecteur de floppy disk 5"1/4 https://en.wikipedia.org/wiki/Floppy_disk a un prix raisonnable (<30€) en USB (3.0 si possible ) !" https://www.ebay.com/b/5-1-4-Inch-Floppy-Drives/169/bn_5756432 ( fut un temps j'en avais deux ... en fin de compte j'aurais du les garder )1 point
-
Hum hum, comment dire, je vais pas cherché si compliqué lol, je voulais juste ouvrir un fichier de configuration des constructeurs pour voir, mais je pensais l'ouvrir comme un fichier "classique" avant de compliqué Marlin quoi. Bref je laisse tombé, je fais mes études de médecines, pas de programmation Merci à tous.1 point
-
C'est a priori possible, cela s'appelle du "reverse engineering" et cela peut demander beaucoup de boulot et de l'expertise de haut niveau. C'est principalement utilsé pour l'étude et la neutralisation des virus et malwares informatiques ou autres dont des firmwares !! Un exemple de type d'outil : https://github.com/cea-sec/miasm PS je ne suis pas du métier je ne connais que les principes.1 point
-
Et voilà poignée terminée et montée sur la porte Me reste à ajuster la porte et installer le système de fermeture. Ensuite quelques retouches de peinture et ce sera terminé pour celui là J'ai une commode et une vielle table qui attendent dans l'atelier @+ JC
 1 point
1 point -
Hello, le calcul de temps s’appuie aussi sur les paramètres spécifiques à l'imprimante. Vérifie que les valeurs d'accel et de jerk définis sous PS sont identiques à ceux spécifiés dans ta machine.1 point
-
Je confirme, c'est pareil pour les deux. Tu peux facilement compter 1% sur les cotes en X/Y (oui c'est beaucoup, 1mm tous les 10cm...). Attention au stress interne sur les grosses pièces ou les grosses épaisseurs/remplissages, l'infill ayant une fâcheuse tendance à tirer sur les périmètres en refroidissant. Les géométries n'étant pas homogènes, ça tire un peu partout de manière différente, et crac, fissure. Dans ces cas là j'imprime dans un placard fermé, voire avec un shield pour maintenir le plus possible la chaleur du plateau autour de la pièce. Je surveille la fin de l'impression et "en même temps" je fais préchauffer un four à 110°C. Lorsque l'impression est terminée, je la couvre d'une manique pour l'isoler thermiquement durant les quelques secondes qu'il me faut pour emmener le plateau jusqu'au au four. Je laisse cuire au feeling, selon la pièce, puis j'éteins le four et le laisse refroidir naturellement, sans jamais ouvrir la porte. Quelques heures plus tard, une fois à température ambiante, dans la théorie ma pièce a éliminé ses tensions internes, dans la pratique je n'ai jamais revu de pièce fendue avec ce procédé.1 point
-
Salut a toi @kira3995 tu est pas le premier a avoir un soucis avec la pin du 3Dtouch mais si ton s'était lancer normalement la pin a du ce prendre dans le print suite au soucis rencontré, le problème d'origine ne semble donc pas venir de ton 3dtouch au départ, par contre est il en état de fonctionnement encore aujourd'hui je pourrais te le dire. Cela m'étonne que 2 moteurs lâche ne même temps mais cela n'est pas impossible pour autant, mais il est aussi possible que le soucis soit localisé au Drivers des Z, sur les X2 un seul Drivers est utiliser pour les 2 moteurs Z si le driver lâche les 2 moteurs sont des les choux. On peux vérifier cela en ouvrant la base en débranchant les cables des moteurs Z sur la carte mère Ruby et en branchant un des moteurs des Z sur la sortie pour le moteur Y et soit si cela répond ? dans ce cas le fautif sera plutôt le Driver.1 point
-
J'ai trouvé ce livre https://www.3d-printed.info/functional-design-for-3d-printing-designing-3d-printed-things-for-everyday-use-3rd-edition/ Et celui-ci : https://www.goodreads.com/book/show/29792430-the-zombie-apocalypse-guide-to-3d-printing C'est commandé.1 point
-
Il y a eu pas mal de soucis avec la spider et il y a encore quelques soucis du QC. Par contre ils assurent pour le SAV, si le défaut est avéré et prouvé, en général ils en renvoient une neuve sans sourciller. Il y a de bons retours sur l'Octopus. Je ne connais pas la SuperHV mais franchement, j'aurais préféré qu'ils mettent de bon mosfets directement plutôt que de les rendre remplaçables...1 point
-
Ahah le GDI je viens de prendre un coup de vieux1 point
-
Whaoo "LE" Guide du dessinateur industriel... mes premières armes au lycée1 point
-
Le réglage des step extrudeur a été fait ? Une tour de température a été effectué ? Tu n'as pas de warping ? Les dimensions du cube sont respectés ? En gros là tu peux sur-extruder, surchauffer voir peut-être un mauvais réglage buse/bed...1 point
-
Le reste semble plutot propre, donc il faudrait que tu nous mettes les parametres de remplissage que tu utilises. Il doit y avoir une largeur de ligne, un débit ou quelque chose comme ça qui est un peu fort.1 point
-
Coucou, regarde sur cette page, tous les problème y sont répertoriés, avec cause, et réparation éventuelle. https://www.grossiste3d.com/content/27-identifier-et-corriger-les-defauts-d-impression1 point
-
Ou la Super@HV de Mellow / Fly Les mosfets des ventilateurs sont remplaçables. Toutes ces cartes (BTT, Fysetc, MKS, Mellow) sont assez récentes, la Fysetc en est déjà à sa troisième version1 point
-
Dans son premier poste je cite : Donc buse neuve....1 point
-
Ah oui bien vu, je n'avais pas pensé aux ressors... J'ai rehaussé le tout de 5mm pour avoir une meilleur prise d'air du fan de droite avec le LGX à côté et ajouté une 3eme vis pour le maintiens étant donné qu'un stabilisateur peut être fixé.
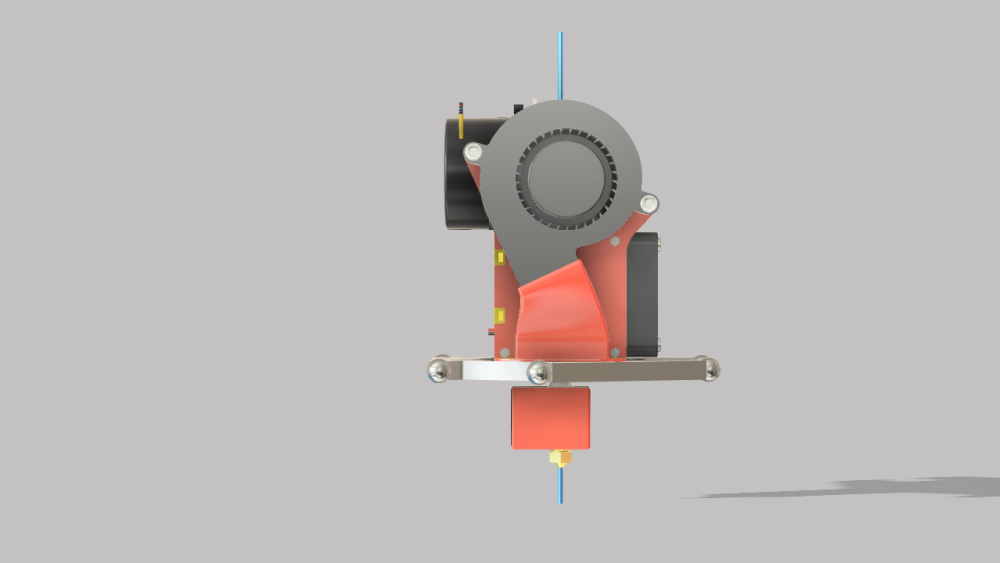
 1 point
1 point -
Merci @Motard Geek pour le partage. J'ai essayé tes profils car ils sont issus du QQSPro et comme je suis passé au direct Drive et à SuperSlicer, cela m'a intéressé. En fait, je refais mes profils PrusaSlicer vers SuperSlicer pour le direct drive et cela me donne une comparaison. Rien à redire pour l'instant mais je trouve qu'en mode Qualité c'est un peu lent pour une SR (IMHO). Pour le TPU (95A) on a pratiquement les même valeurs sauf pour le multiplicateur (Normal ) d'extrusion plus faible pour moi et la vitesse max de 80mm/s (le filament ne supporte pas plus et me fait des bulles ). Obs: -Je me construit trois ensembles hotend E3Dv6 (0.4) (utilisé pour ces tests) et Volcano (0.4 et 0.6) interchangeable facilement avec le système des bras de la SR. -Pour le filament TPU, il faut que tu corriges le type PLA en TPU. -Pourquoi tu laisses le mode silence dans les paramètres machines? -J'ai aussi modifié/ajusté dans les GCodes de départ et de fin du QQSPro, les rétractions de bowden pour les adapter à ceux d'un direct drive. A gauche mon profil et à droite le tiens. 0.20mm QUALITY @QQSP-DD E3Dv6.ini Bref, voici mon retex mais on va dans le même sens. @+
 1 point
1 point